es-076 msswxontaje de redes de tuberías metálicas
TRANSCRIPT

7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 1/21
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 2/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 2 de 21
Fecha: 25/05/2015 Ed: 01
1. OBJETOLa presente especificación tiene por objeto definir las directrices técnicas generales,normas, materiales, procedimientos de trabajo e inspección, aplicables al suministro,fabricación y montaje de tubería metálica, accesorios, bridas, juntas y válvulasempleados en las diversas redes de fluidos:
- Vapor- Condensados
- Agua- Agua caliente- Agua desmineralizada- Ácido Sulfúrico, Oleum, DMA, SO2 - Gases- Aire comprimido- Sulfato de Zinc
En las instalaciones de las factorías de Asturiana de Zinc, S.A.
2. ESPECIFICACIONES
2.1. Limites de suministro
Los límites de suministro serán establecidos por AZSA en la Petición de Oferta de losSuministros.
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 3/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 3 de 21
Fecha: 25/05/2015 Ed: 01
3. OTRAS CARACTERISTICAS DEL PRODUCTO/SERVICIO3.1. Documentacion
Es obligación del Contratista, el ejecutar cuantas operaciones sean necesarias para labuena construcción y aspecto de las obras, aún cuando no se halle expresamenteestipuladas en los documentos de los diferentes proyectos.Lo mencionado en los planos y omitido en la Especificación, o viceversa, habrá de serejecutado como si estuviese expuesto en ambos documentos.
Es obligación del Contratista la correcta interpretación de los documentos. En caso deduda consultará con AZSA, quien determinará al respecto, así como en los posiblescasos de contradicción en los documentos, sin que ello exima al Contratista de suresponsabilidad.El contratista deberá confrontar, inmediatamente después de recibirlos, todos los planosque le hayan sido facilitados y deberá informar prontamente a la Propiedad de cualquieranomalía o contradicción. Las cotas de los planos prevalecerán siempre sobre lasmedidas a escala.
Asimismo confrontará los diferentes planos y comprobará las cotas antes de comenzarla obra y será responsable por cualquier error que hubiera podido evitar de haberlohecho.Las líneas de fluidos se realizarán de acuerdo con los planos básicos yespecificaciones.Estos planos contendrán una información completa de :
Las dimensiones necesarias para definir todos los elementos.
Li t d t i l
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 4/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 4 de 21
Fecha: 25/05/2015 Ed: 01
Esta especificación se extenderá a todas las unidades de obra que, aún nocontempladas inicialmente en los diferentes suministros, pueden incrementarse en eltranscurso del desarrollo de los trabajos.
El contratista deberá tener presente el redactar su oferta la posibilidad de interferenciade su trabajo de montaje con terceros, e incluso la falta de continuidad en los mismos silas condiciones del conjunto general de la obra lo exigieran, debiendo someterse al juicio de la Supervisión de Obra en este sentido y sin que ello pudiera motivar ningunareclamación posterior.
También tendrá en cuenta al redactar su oferta las condiciones climatológicas en lasque se va a desarrollar el montaje e incluso los posibles tiempos de parada comoconsecuencia de las mismas, no habiendo, por tanto, lugar a ninguna reclamación porestos conceptos. Asimismo, se entiende que todo proyecto es susceptible demodificaciones durante su ejecución, por lo que por cualquier cambio que pudiera surgirno suscitará ninguna reclamación por parte del Contratista a menos quefehacientemente se compruebe, a requerimiento del mismo y por parte de AZSA, que
los elementos que se vean afectados están fabricados y resultarán desechables, encuyo caso los elementos nuevos que se hubieran de fabricar se considerarán como unaadición a la obra en las mismas condiciones que las iniciales.
3.3. Condiciones de diseño, suministro y montaje
Los criterios básicos principales que son aconsejables tener en cuenta en el desarrollo yejecución de cualquier proyecto de suministro, fabricación y montaje de Tuberías
M táli
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 5/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 5 de 21
Fecha: 25/05/2015 Ed: 01
Para tubería en zanjas será siempre obligatoria la protección catódica Se suministrarán drenajes con válvulas en todos los puntos bajos de todos los
sistemas de tuberías para líquidos. Igualmente se instalarán drenajes conválvulas y purgadores para todos los gases y vapores con posibilidad decondensados, dando a las tuberías de los mismos las inclinaciones necesariaspara una fácil evacuación de los condensados.
Se emplazarán las salidas de descarga a la atmósfera en posiciones seguras porencima de plataformas o pasillos.
El sistema de soportes será diseñado teniendo en cuenta los efectos de cargaintroducidos por la presión de servicio, temperatura, influencias ambientales yefectos dinámicos ( fuerza de impacto, viento, vibración por terremoto), efectosde peso, cargas de expansión y contracción térmica, etc.
Cuando se requieran válvulas de reducción de presión, se suministrarán una ómás válvulas de seguridad en el lado de baja presión de la válvula reductora,para proteger la tubería y equipo en el lado de baja presión.
Las válvulas de seguridad irán colocadas junto o lo más próximo posible a laválvula de reducción. Se instalarán ventilaciones a la atmósfera desde las
válvulas de seguridad para proteger al personal y al equipo. La capacidad dedescarga de las válvulas de seguridad será tal que la presión en la tubería noexceda la presión de trabajo cuando la válvula de reducción falle o permanezcaen su posición abierta.
Las sustituciones de materiales, no podrán realizarse a no ser queespecíficamente se soliciten y autorización por el departamento responsable de AZSA.
Las características de los materiales de tuberías, accesorios, bridas, juntas y
ál l l l dif t lí d fl id tá l i d l
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 6/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 6 de 21
Fecha: 25/05/2015 Ed: 01
En la soldadura de accesorios externos a la tubería: “weldolets”, “sockolets”,
medios manguitos, etc., estos no podrán soldarse sobre la tubería a menos de100 mm de la soldadura circunferencial más próxima, independientemente de loindicado en los planos
Las preparaciones de bordes estarán libres de pinturas, aceites, escoria,entallas, grasas, proyecciones u otras imperfecciones que puedan afectar a lacalidad final de las soldaduras.
Las uniones soldadas que requieran de ensayos no destructivos, seránmarcadas para su identificación por un número de soldadura y un símbolo delsoldador. Estas identificaciones deberán ser realizadas con marcado mediantematerial resistente a la intemperie y compatible con posteriores tratamientos depintura. Asimismo estas marcas serán trasladadas a documento escrito (registrode soldaduras).
En las operaciones de curvado se emplearán cilindros de curvas o rodillos depresión para doblar las tuberías. Puede emplearse la flexión en caliente, talcomo calentamiento por inducción eléctrica en lugar de un curvatubos.Las curvas de los tubos serán del ángulo correcto y tendrán una superficie lisa,
libre de puntos planos y corrugaciones.El espesor de pared requerido del tubo será mantenido incluso después de lacurvatura.
El sistema de tuberías será diseñado, fabricado e instalado, de forma que tengasuficiente flexibilidad para evitar que la expansión o contracción térmica causemomentos de flexión excesiva en las juntas, o fuerzas o momentos indeseablesen puntos de conexión con el equipo, en puntos guía o de anclaje.Se proporcionará flexibilidad mediante cambios de dirección o mediante el uso de
li E l d tili j t d ió b d d l
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 7/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 7 de 21
Fecha: 25/05/2015 Ed: 01
En el caso de curvas se hará un encintado manual en frío con cinta de polietileno(DIN30672), con tantas capas solapadas al 50% como sean necesarias paraalcanzar un espesor igual o superior al de la tubería adyacente y así garantizar lasmismas características mecánicas y dieléctricas. En dicha ejecución se seguirán lasindicaciones del fabricante. Antes del descenso a zanja de los tubos y en presencia del inspector de AZSA, seprobará el estado del revestimiento mediante un detector de tipo de muelle en espiralajustado a la tubería y a una tensión de prueba de 22 KV, que se pasará a unavelocidad de 12 m / min.
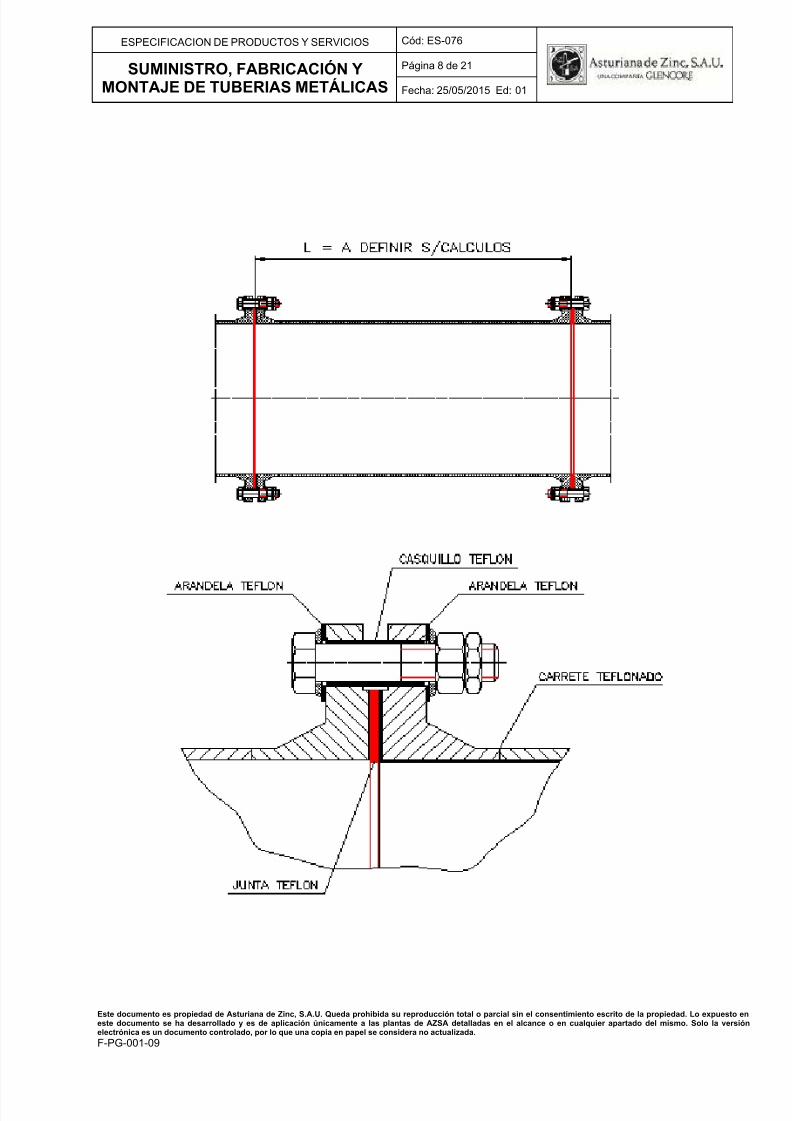
El aparato estará calibrado y el certificado de calibración vigente se presentará alinspector de AZSA antes de las pruebas.Posteriormente a enterrarse, se procederá a comprobar la no existencia de daños enel revestimiento a través de: gradiente de voltaje de corriente continua.En el paso de tubería aérea a enterrada se colocaran carretes teflonados paraasegurar el aislamiento dieléctrico. Además, se deberá tener en cuenta que habrá dedotar de juntas de teflón y aislamiento dieléctrico a la tornilleria de sujeción de lasbridas de los carretes.
De esta forma se asegura que no haya contacto metálico entre las diversas partes:tubería, carrete, bridas, tornillos. A continuación se adjunta detalle tipo:
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 8/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 8 de 21
Fecha: 25/05/2015 Ed: 01
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 9/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 9 de 21
Fecha: 25/05/2015 Ed: 01
El descenso de la tubería a la zanja se realizará después de haber comprobado que: No existe ningún cuerpo extraño ni suciedad en el interior. Todas las uniones de soldadura han sido inspeccionadas y aceptadas. El revestimiento ha sido controlado y no se han producido fallos. El fondo y las paredes de la zanja están en perfectas condiciones, y no existe
ningún cuerpo extraño que pueda dañar la tubería.
El descenso se realizará cuidando siempre que los útiles empleados en el mismo, nodañen la tubería. Se excluye la utilización de cables o eslingas metálicas para
suspender la tubería en el proceso de puesta en zanja.
El montaje de los equipos de protección catódica tiene el desarrollo metodológicosiguiente:
Conexiones de los cables La conexión de cables a la tubería se efectuará mediante soldadura de
estaño, una vez que esté limpia la superficie de la zona donde se realizará laconexión.
Las conexiones de cables a bornas de tomas de potencial se realizaránmediante terminales adecuados. Instalación de las cajas de unidades de tomas de potencial
A lo largo de la tubería, se instalarán una serie de unidades de toma depotencial, en los puntos que se señalen en el proyecto.
Se croquizará la situación de las tomas de potencial
En el caso de cruzamiento con otras tuberías, se deberá poner una caja detoma de potencial, con un cable a cada tubería, para medir posiblesi f i d l i
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 10/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 10 de 21
Fecha: 25/05/2015 Ed: 01
3.4. Requerimientos para los materiales
Todo el material empleado en obra será nuevo y además queda expresamenteprohibida la utilización de material procedente de rechazo.Los requerimientos técnicos para el suministro de materiales son:
a) Origen de los materialesTodos los materiales necesarios para la ejecución de las obras serán suministradosporel Contratista, quien será el único responsable de su manipulación,
almacenamiento, conservación y buen empleo.Todos los materiales serán de origen dentro de la CE.
b) Control de calidad.Todos los materiales a emplear en las obras serán objeto de un Control de Calidad,cuya definición y alcance se expresa en los apartados correspondientes, que elContratista realizara a su costa, sometiendo los resultados a conocimiento yaprobación de la Supervisión de Obra, con antelación suficiente al momento de suuso en obra.
c) Material a emplear.Las características de los materiales de tuberías, accesorios, bridas, juntas yválvulas a emplear en las diferentes líneas de fluidos, están relacionados en la tablaque se anexa al f inal de la especificación.
A menos que de otra forma se especifique en los planos del pedido:- Para tuberías que tengan un diámetro nominal por debajo de DN 400, se

7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 11/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 11 de 21
Fecha: 25/05/2015 Ed: 01
conservación a temperatura, especialmente en el secado previo de loselectrodos de bajo contenido en hidrógeno.
- Los consumibles de soldadura deberán seleccionarse basándose en suspropiedades mecánicas, compatibilidad con los materiales base a unir, suconveniencia con el servicio al que va destinado, y consideraciones depolaridad, posición y dirección de soldadura.
3.5. Pre-fabricacion y montaje
El Contratista mantendrá en Obra, de manera permanente, un Técnico cualificado,aprobado por AZSA, que será el único responsable de los trabajos de montaje.Los fases a seguir por el Contratista en la pre-fabricación y montaje de tuberíasmetálicas, una vez recibidos los planos y documentos de los diferentes proyectos, sonlas siguientes:
3.5.1. Curvado.
Las curvas deberán estar completamente libres de deformaciones, grietas, arrugas o
muescas causadas por las mordazas de sujeción de la máquina de curvado. Unaarruga es causa de rechazo y está definida como una desviación de la pared detubería desde el curva ideal de más de 15% con respecto al espesor de la parednominal perpendicular a la superficie. La dimensión de un defecto descritoanteriormente no excederán del valor dado por la formula siguiente:
d = (2tD)donde:
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 12/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 12 de 21
Fecha: 25/05/2015 Ed: 01
Proceso de la operación: número de pasadas, orden de ejecución de loscordones.
Precalentamientos y / o postcalentamientos, así como posibles recocidos dedistensionado.
3.5.3. Calificación de soldadores.
Las soldaduras serán ejecutadas por Soldadores cualificados por cualquiera de lasentidades clasificadoras oficialmente reconocidas. La inspección estará facultada
para pedir en todo momento las pruebas de homologación convenientes de acuerdocon las Normas ASME IX o EN 287-1 y según las homologaciones de losprocedimientos para cada caso concreto.
3.5.4. Elección de electrodos.
El Adjudicatario elegirá el tipo y diámetro de los electrodos, de acuerdo con lascaracterísticas del material base y la posición de aportación, ajustándose alprocedimiento de soldadura a emplear.
Los electrodos deberán preservarse de la humedad y en especial los derevestimiento básico, los cuales deben aplicarse completamente secos.Los electrodos que se empleen deberán estar oficialmente clasificados y aprobadospor entidad oficialmente reconocida.Se pondrá especial cuidado para evitar que los electrodos básicos adquieranhumedad del medio ambiente, para lo cual se almacenarán en un recinto cuyahumedad ambiente sea inferior al 50 % y la temperatura del almacén se mantenga10 ºC superior a la de su entorno.
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 13/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 13 de 21
Fecha: 25/05/2015 Ed: 01
corte, en la profundidad necesaria hasta alcanzar una zona sana y sin grietas;una vez que se haya limpiado y esmerilado perfectamente esta nueva zona dearranque, se reconstruirá nuevamente el cordón.
Para el ajuste de bordes a soldar podrán emplearse puntos de soldadura sobrelos bordes; los cuáles serán realizados por un soldador cualificado a fin depoder ser incluidos como parte de la soldadura o poder ser eliminados amedida que se suelde la pasada de raíz.
Se limpiará la escoria por medios mecánicos antes de dar la siguiente pasada,eliminando todo defecto que se aprecie, tal como porosidad, fisuración,
proyección, irregularidades, y zonas de difícil penetración. El acabado de las soldaduras presentará un aspecto uniforme, libre de
mordeduras y solapes; el material de aportación surgirá del base con ángulosuave, estando el sobre espesor de acuerdo con lo establecido con lanormativa técnica.
No se podrán realizar trabajos de soldadura a la intemperie, en condicionesatmosféricas desfavorables tales como excesiva humedad, lluvia o viento; entales circunstancias, el contratista deberá proteger adecuadamente la zona de
trabajo, previamente a la iniciación de cualquier operación de soldadura. Como resultado de los distintos ensayos no destructivos que se realicen, el
contratista recibirá instrucciones para la realización de reparaciones desoldadura; procederá a sanear el defecto con una esmeriladora, posteriormentese procederá a soldar la zona saneada; finalizada la reparación se volverán arealizar ensayos no destructivos, con el fin de determinar si dicha reparación seha efectuado a satisfacción.
3.5.5.1. Procesos de Soldadura
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 14/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 14 de 21
Fecha: 25/05/2015 Ed: 01
Soldadura semiautomática y arco eléctrico con hilo macizo bajo atmósferaprotectora de gas activo (CO2 y mezclas ) (GMAW).
Soldadura semiautomática y arco eléctrico con hilo tubular relleno de flux(FCAW). - Los procesos GMAW y FCAW no deben ser utilizados para las pasadas
de raíz en soldadura a una sola cara de tubuladuras y uniones enángulo.
- El proceso FCAW no deberá ser utilizado para las pasadas de raíz deuniones a penetración total y en ranura que son soldadas por una sola
cara sin respaldo.
3.6. Inspeccion
Todas las comprobaciones a efectuar serán a cargo del Contratista, quien avisará a AZSA para que pueda estar presente durante la realización de las mismas.La inspección se realizará de acuerdo con las especificaciones, planos y programa de
puntos de inspección aplicables a lo siguiente:
Recepción de materiales y consumibles: Inspección visual, Revisióncertificados
Homologación de procedimientos de soldadura: Revisión certificados Homologación de soldadores: Revisión certificados Uniones soldadas: Inspección Visual, Ensayos no Destructivos, Revisión
registros de soldaduras
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 15/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 15 de 21
Fecha: 25/05/2015 Ed: 01
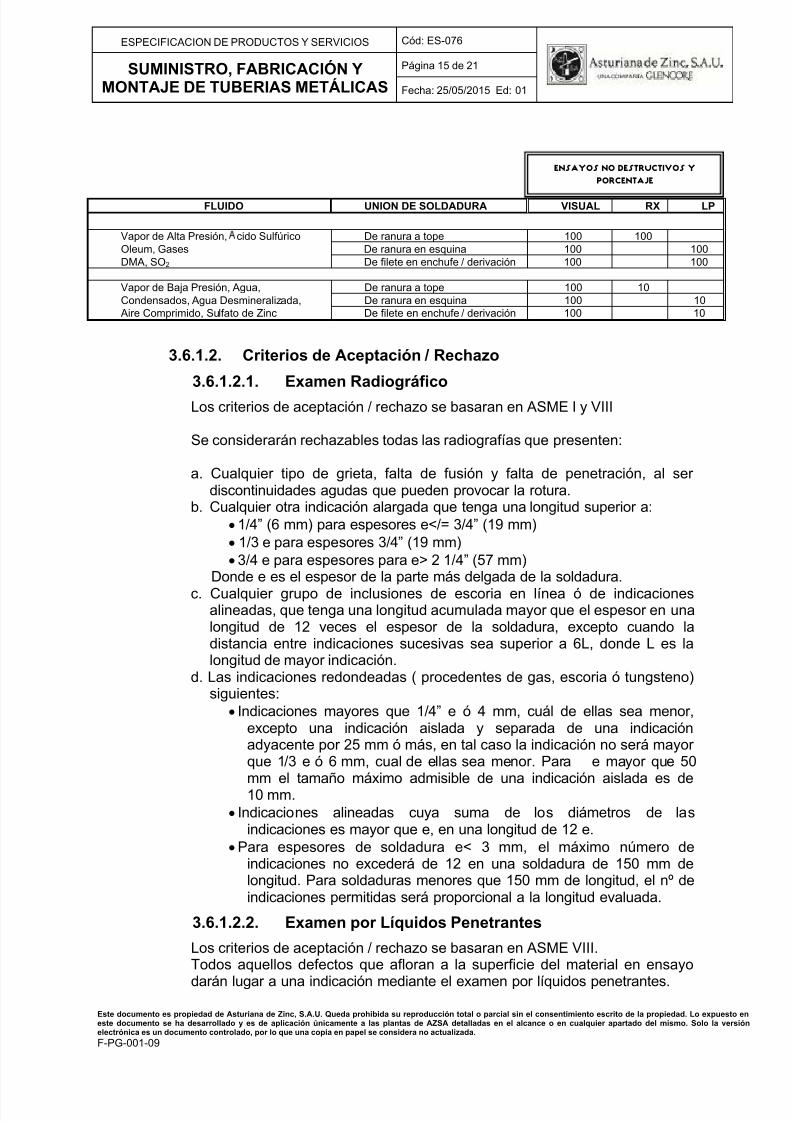
FLUIDO UNION DE SOLDADURA VISUAL RX LP
Vapor de Alta Presión, cido Sulfúrico De ranura a tope 100 100Oleum, Gases De ranura en esquina 100 100DMA, SO2 De filete en enchufe / derivación 100 100
Vapor de Baja Presión, Agua, De ranura a tope 100 10Condensados, Agua Desmineralizada, De ranura en esquina 100 10 Aire Comprimido, Sulfato de Zinc De filete en enchufe / derivación 100 10
3.6.1.2. Criterios de Aceptación / Rechazo
3.6.1.2.1. Examen Radiográfico
Los criterios de aceptación / rechazo se basaran en ASME I y VIII
Se considerarán rechazables todas las radiografías que presenten:
a. Cualquier tipo de grieta, falta de fusión y falta de penetración, al serdiscontinuidades agudas que pueden provocar la rotura.
b. Cualquier otra indicación alargada que tenga una longitud superior a: 1/4” (6 mm) para espesores e</= 3/4” (19 mm) 1/3 e para espesores 3/4” (19 mm)
3/4 2 1/4” (57 )
ENSAYOS NO DESTRUCTIVOS Y
PORCENTAJE
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 16/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 16 de 21
Fecha: 25/05/2015 Ed: 01
Para la correcta interpretación de los resultados obtenidos es necesaria la
experiencia del operador y el conocimiento del historial metalúrgico delmaterial.
Se consideran rechazables las siguientes indicaciones relevantes:
a. Cualquier indicación linealb. Indicaciones redondeadas mayores de 4,5 mmc. Cuatro ó más indicaciones redondeadas en línea, separadas por 1,6 mm ó
menos entre extremos.
3.6.1.2.3. Examen Visual
Uniformidad. La sección de la soldadura deberá ser homogénea todoalrededor de su circunferencia, sin valles o crestas agudos.Sobre-espesor. El sobre-espesor no será mayor de 2 mm. Anchura de la soldadura. La anchura de la soldadura terminada no será
mayor de 3,2 mm, a cada lado, que la separación inicial del bisel.Tamaño de las soldaduras. El espesor de la soldadura no será nunca menorde:El espesor del metal base adyacente, en soldaduras a tope.El espesor del metal base del accesorio en soldaduras de ranura en esquina.Mordeduras. La soldadura estará libre de mordeduras.Cebados del arco. Los cebados del arco en la soldadura y metal baseadyacentes, serán rechazables.
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 17/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 17 de 21
Fecha: 25/05/2015 Ed: 01
Todas las zonas reparadas serán examinadas por el mismo método por el que
se detectó originalmente el defecto.
3.7. Pruebas hidráulicas en tuberías a presión
Los circuitos de tuberías que por su característica de diseño: presión, materiales,volúmenes temperaturas, etc, se les habrá de realizar prueba de presión si así lorequiere, la Directiva relativa a los equipos a presión 97/23/CE.La prueba de presión habrá de ser hidráulica, y si por las características de la
instalación hubiera de hacerse prueba neumática, está debe ser anteriormenteaprobada por la Dirección Regional de Industria, después que se hubiese pedidosolicitud del cambio de prueba.El propósito de la prueba hidráulica además del cumplimiento con la reglamentación, esel asegurarse antes de la puesta en funcionamiento de cada circuito, que tanto eldiseño, la selección de los materiales aplicados y el método de fabricación se hanrealizado convenientemente y se ha conseguido una estructura segura de losconductos.
El alcance de la prueba para cada circuito estará comprendido en el propio circuito y losinjertos y los injertos montados en el mismo.Todos los injertos serán cerrados con tapas soldadas, bridas, tapones roscados, etc,;según las características de cada uno, los cuáles serán eliminados después de que laprueba haya sido realizada satisfactoriamente.Los injertos cuya conexión sea para soldar a tope deberán tener una demasía en sulongitud con el fin de cortarlo después de realizar la prueba eliminando la tapa de cierrey mecanizando los extremos en la longitud establecida en el diseño.Como fluido de prueba se utilizará agua dulce a una temperatura no inferior a 10ºC ni
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 18/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 18 de 21
Fecha: 25/05/2015 Ed: 01
3.7.2. Prueba
Las zonas inmediatas a la prueba serán acotadas mediante indicadores queseñalen la existencia de la misma.
Se comprobará que la válvula de drenaje está cerrada y la de aireación abierta Una vez que el fluido rebose por el dispositivo de venteo se procederá a cerrar la
válvula habiendo concluido la eliminación del aire y el llenado del circuito. La prueba de presión consistirá en someter cada circuito a una presión de
prueba a la presión de diseño del circuito x 1,5. La presión se irá subiendo
lentamente hasta alcanzar la de prueba, y una vez alcanzada se mantendrádurante una hora. Se comprobará durante la prueba de manera permanente que los manómetros
se mantienen a la presión requerida sin producirse ningún tipo de fuga y que noexste ninguna deformación en el sistema.
Si los resultados son satisfactorios se procederá a la despresurización delcircuito.
3.7.3. Certificación
Se extenderá un certificado con los resultados obtenidos por el fabricante /instalador ó por Organismo Notificado cuando la Directiva así lo requiera.
3.8. Pintura
El tratamiento a considerar deberá estar de acuerdo con el procedimiento de AZSAsiguiente:

7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 19/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 19 de 21
Fecha: 25/05/2015 Ed: 01
- Certificado de cumplimiento de la especificación requerida en el
tratamiento de pintura- Certificados de Pruebas Hidrostáticas- Dossier final y recepción de pedido
3.10. GARANTÍAS
El Contratista garantizará la realización de los trabajos en las condiciones de diseño.
El Contratista se responsabilizará de cualquier defecto de calidad de materialesempleados, soldadura, tolerancias, etc., empleados en el suministro y montaje de lasredes de tuberías.De acuerdo a lo anterior, el Contratista a su propia cuenta y dentro de un plazoinmediato de haber recibido la notificación de AZSA de los fallos observados, tomará lasacciones necesarias para reparar los defectos observados.Si el Contratista fuera incapaz, por razones técnicas o por cualquier otro tipo de razón,de realizar las reparaciones o rectificaciones indicadas en el apartado anterior, AZSA se
reserva el derecho de realizar las necesarias reparaciones o rectificaciones, pasando alContratista los cargos que se deriven de las mismas.
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 20/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 20 de 21
Fecha: 25/05/2015 Ed: 01
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproducción total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en este documento se ha desarrollado y es de aplicación únicamente a lasplantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versión electrónica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
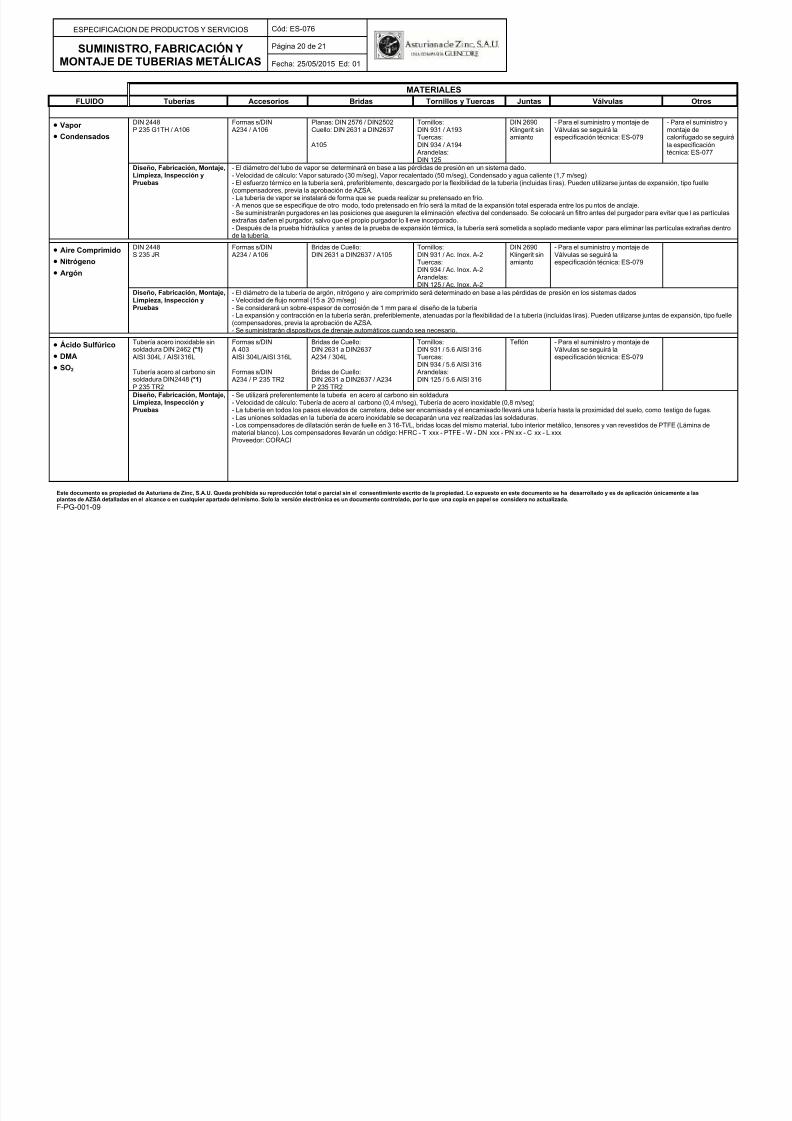
MATERIALESFLUIDO Tuberías Accesorios Bridas Tornillos y Tuercas Juntas Válvulas Otros
Vapor
Condensados
DIN 2448P 235 G1TH / A106
Formas s/DIN A234 / A106
Planas: DIN 2576 / DIN2502Cuello: DIN 2631 a DIN2637
A105
Tornillos:DIN 931 / A193Tuercas:DIN 934 / A194
Arandelas:DIN 125
DIN 2690Klingerit sinamianto
- Para el suministro y montaje deVálvulas se seguirá laespecificación técnica: ES-079
- Para el suministro ymontaje decalorifugado se seguirála especificacióntécnica: ES-077
Diseño, Fabricación, Montaje,Limpieza, Inspección yPruebas
- El diámetro del tubo de vapor se determinará en base a las pérdidas de presión en un sistema dado.- Velocidad de cálculo: Vapor saturado (30 m/seg), Vapor recalentado (50 m/seg), Condensado y agua caliente (1,7 m/seg)- El esfuerzo térmico en la tubería será, preferiblemente, descargado por la flexibilidad de la tubería (incluidas li ras). Pueden utilizarse juntas de expansión, tipo fuelle(compensadores, previa la aprobación de AZSA.- La tubería de vapor se instalará de forma que se pueda realizar su pretensado en frío.- A menos que se especifique de otro modo, todo pretensado en frío será la mitad de la expansión total esperada entre los pu ntos de anclaje.- Se suministrarán purgadores en las posiciones que aseguren la eliminación efectiva del condensado. Se colocará un filtro antes del purgador para evitar que l as partículasextrañas dañen el purgador, salvo que el propio purgador lo ll eve incorporado.- Después de la prueba hidráulica y antes de la prueba de expansión térmica, la tubería será sometida a soplado mediante vapor para eliminar las partículas extrañas dentrode la tubería.
Aire Comprimido
Nitrógeno
Argón
DIN 2448S 235 JR
Formas s/DIN A234 / A106
Bridas de Cuello:DIN 2631 a DIN2637 / A105
Tornillos:DIN 931 / Ac. Inox. A-2Tuercas:DIN 934 / Ac. Inox. A-2
Arandelas:DIN 125 / Ac. Inox. A-2
DIN 2690Klingerit sinamianto
- Para el suministro y montaje deVálvulas se seguirá laespecificación técnica: ES-079
Diseño, Fabricación, Montaje,Limpieza, Inspección yPruebas
- El diámetro de la tubería de argón, nitrógeno y aire comprimido será determinado en base a las pérdidas de presión en los sistemas dados- Velocidad de flujo normal (15 a 20 m/seg)- Se considerará un sobre-espesor de corrosión de 1 mm para el diseño de la tubería- La expansión y contracción en la tubería serán, preferiblemente, atenuadas por la flexibilidad de l a tubería (incluidas liras). Pueden utilizarse juntas de expansión, tipo fuelle(compensadores, previa la aprobación de AZSA.- Se suministrarán dispositivos de drenaje automáticos cuando sea necesario.
Ácido Sulfúrico
DMA
SO2
Tubería acero inoxidable sinsoldadura DIN 2462 (*1)
AISI 304L / AISI 316L
Tubería acero al carbono sinsoldadura DIN2448 (*1) P 235 TR2
Formas s/DIN A 403 AISI 304L/AISI 316L
Formas s/DIN A234 / P 235 TR2
Bridas de Cuello:DIN 2631 a DIN2637
A234 / 304L
Bridas de Cuello:DIN 2631 a DIN2637 / A234P 235 TR2
Tornillos:DIN 931 / 5.6 AISI 316Tuercas:DIN 934 / 5.6 AISI 316
Arandelas:DIN 125 / 5.6 AISI 316
Teflón - Para el suministro y montaje deVálvulas se seguirá laespecificación técnica: ES-079
Diseño, Fabricación, Montaje,Limpieza, Inspección yPruebas
- Se utilizará preferentemente la tubería en acero al carbono sin soldadura- Velocidad de cálculo: Tubería de acero al carbono (0,4 m/seg), Tubería de acero inoxidable (0,8 m/seg)- La tubería en todos los pasos elevados de carretera, debe ser encamisada y el encamisado llevará una tubería hasta la proximidad del suelo, como testigo de fugas.
- Las uniones soldadas en la tubería de acero inoxidable se decaparán una vez realizadas las soldaduras.- Los compensadores de dilatación serán de fuelle en 3 16-Ti/L, bridas locas del mismo material, tubo interior metálico, tensores y van revestidos de PTFE (Lámina dematerial blanco). Los compensadores llevarán un código: HFRC - T xxx - PTFE - W - DN xxx - PN xx - C xx - L xxx.Proveedor: CORACI
7/21/2019 ES-076 Msswxontaje de Redes de Tuberías Metálicas
http://slidepdf.com/reader/full/es-076-msswxontaje-de-redes-de-tuberias-metalicas 21/21
ESPECIFICACION DE PRODUCTOS Y SERVICIOS Cód: ES-076
SUMINISTRO, FABRICACIÓN YMONTAJE DE TUBERIAS METÁLICAS
Página 21 de 21
Fecha: 25/05/2015 Ed: 01
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproducción total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en este documento se ha desarrollado y es de aplicación únicamente a lasplantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versión electrónica es un documento controlado, por lo que una copia en papel se considera no actuali zada.
F-PG-001-09
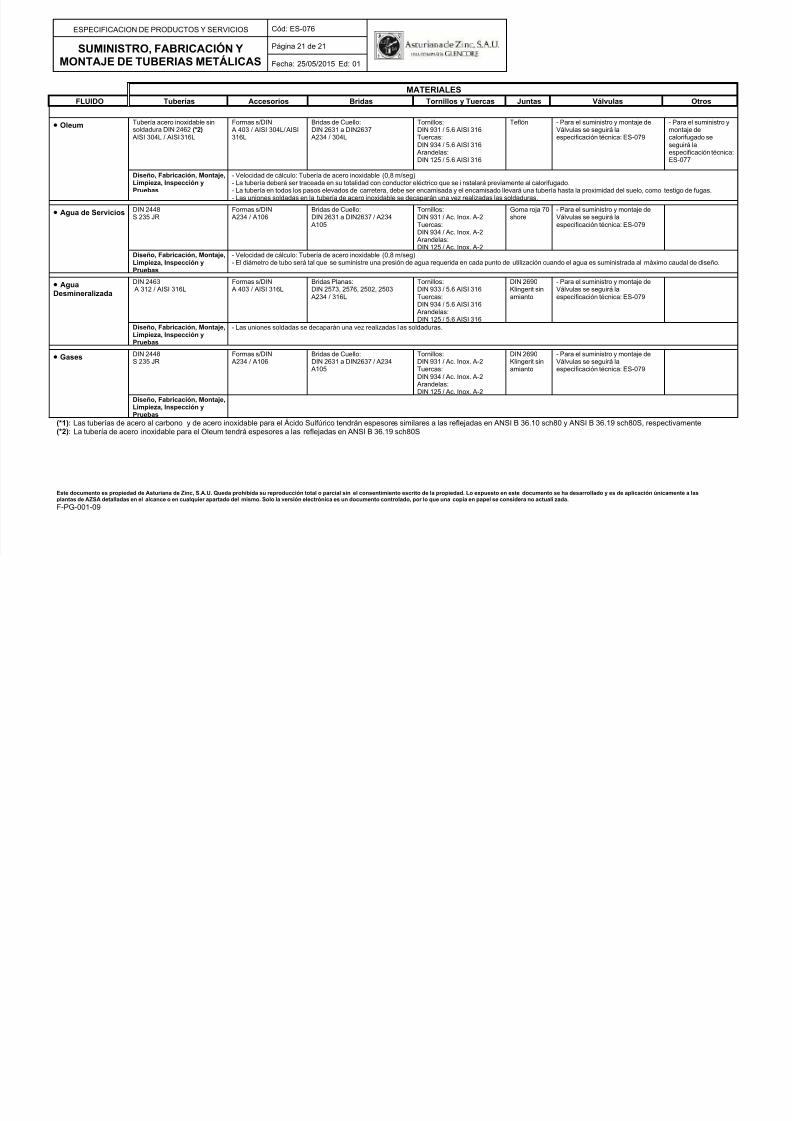
MATERIALESFLUIDO Tuberías Accesorios Bridas Tornillos y Tuercas Juntas Válvulas Otros
Oleum Tubería acero inoxidable sinsoldadura DIN 2462 (*2)
AISI 304L / AISI 316L
Formas s/DIN A 403 / AISI 304L/ AISI316L
Bridas de Cuello:DIN 2631 a DIN2637
A234 / 304L
Tornillos:DIN 931 / 5.6 AISI 316Tuercas:DIN 934 / 5.6 AISI 316
Arandelas:DIN 125 / 5.6 AISI 316
Teflón - Para el suministro y montaje deVálvulas se seguirá laespecificación técnica: ES-079
- Para el suministro ymontaje decalorifugado seseguirá laespecificación técnica:ES-077
Diseño, Fabricación, Montaje,Limpieza, Inspección yPruebas
- Velocidad de cálculo: Tubería de acero inoxidable (0,8 m/seg)- La tubería deberá ser traceada en su totalidad con conductor eléctrico que se i nstalará previamente al calorifugado.- La tubería en todos los pasos elevados de carretera, debe ser encamisada y el encamisado llevará una tubería hasta la proximidad del suelo, como testigo de fugas.- Las uniones soldadas en la tubería de acero inoxidable se decaparán una vez realizadas las soldaduras.
Agua de Servicios DIN 2448S 235 JR
Formas s/DIN A234 / A106
Bridas de Cuello:DIN 2631 a DIN2637 / A234
A105
Tornillos:DIN 931 / Ac. Inox. A-2Tuercas:DIN 934 / Ac. Inox. A-2
Arandelas:DIN 125 / Ac. Inox. A-2
Goma roja 70shore
- Para el suministro y montaje deVálvulas se seguirá laespecificación técnica: ES-079
Diseño, Fabricación, Montaje,Limpieza, Inspección yPruebas
- Velocidad de cálculo: Tubería de acero inoxidable (0,8 m/seg)- El diámetro de tubo será tal que se suministre una presión de agua requerida en cada punto de utilización cuando el agua es suministrada al máximo caudal de diseño.
AguaDesmineralizada
DIN 2463 A 312 / AISI 316L
Formas s/DIN A 403 / AISI 316L
Bridas Planas:DIN 2573, 2576, 2502, 2503
A234 / 316L
Tornillos:DIN 933 / 5.6 AISI 316Tuercas:DIN 934 / 5.6 AISI 316
Arandelas:DIN 125 / 5.6 AISI 316
DIN 2690Klingerit sinamianto
- Para el suministro y montaje deVálvulas se seguirá laespecificación técnica: ES-079
Diseño, Fabricación, Montaje,Limpieza, Inspección yPruebas
- Las uniones soldadas se decaparán una vez realizadas l as soldaduras.
Gases DIN 2448S 235 JR
Formas s/DIN A234 / A106
Bridas de Cuello:DIN 2631 a DIN2637 / A234
A105
Tornillos:DIN 931 / Ac. Inox. A-2Tuercas:DIN 934 / Ac. Inox. A-2
Arandelas:DIN 125 / Ac. Inox. A-2
DIN 2690Klingerit sinamianto
- Para el suministro y montaje deVálvulas se seguirá laespecificación técnica: ES-079
Diseño, Fabricación, Montaje,Limpieza, Inspección y
Pruebas (*1): Las tuber ías de acero al carbono y de acero inoxidable para el Ácido Sulfúrico tendrán espesores similares a las reflejadas en ANSI B 36.10 sch80 y ANSI B 36.19 sch80S, respectivamente(*2): La tubería de acero inoxidable para el Oleum tendrá espesores a las reflejadas en ANSI B 36.19 sch80S