emisiones de la chimenea d59 del horno f7 · la ventaja del filtro de mangas con respecto a un...
TRANSCRIPT

EMISIONES DE LA CHIMENEA D59 DEL HORNO F7 Antecedentes. El crecimiento de la población de Azogues en los últimos 50 años deja a las instalaciones industriales de UCEM CEM, planta GUAPAN, dentro del perímetro urbano de la ciudad de Azogues, razón por la cual el control de las emisiones es de vital importancia en el proceso productivo. En la configuración de la planta industrial por parte del fabricante FULLER Co. (USA), realizado en 1975, se dispuso de un precipitador electrostático para el filtrado de los gases residuales de la combustión del horno, que entró en funcionamiento con el inicio de la producción de Clinker por vía seca a partir del mes de marzo de 1992 y trabajó hasta octubre del 2005. Este precipitador en la auditoria industrial realizada en el año 2000 por parte de la empresa REF ANDINO, fue calificado como el mejor filtro electrostático de América Latina. El funcionamiento del filtro (precipitador electrostático) fue afectado por la calidad variable del combustible y que por concentraciones esporádicas de CO el filtro salía de operación por periodos de tiempo entre 2 a 3 minutos, causando que el nivel de emisiones esté fuera del margen permitido. Para la limpieza del aire residual del enfriador de Clinker FULLER Co. Dentro de la configuración del área de producción diseñó un filtro para el enfriador tipo ciclónico con multi tubos, con una capacidad de retención de particulado de hasta el 90%.
Con el objetivo de cumplir a cabalidad las ordenanzas ambientales vigentes y para salvaguardar la salud de la Ciudadanía. La Administración de Cementos Guapán, dentro de la revisión del Plan Estratégico del 2003 – 2008 consideró como uno de los “Objetivos Estratégicos” a corto plazo la renovación del Precipitador Electrostático por un Colector de Mangas para la purificación de los gases de combustión del horno y la renovación del enfriador con su respectivo filtro para purificación del aire residual de enfriamiento.
Los objetivos previstos en estos proyectos fueron:
u Reducir las emisiones a niveles menores a 80 mg/m3, tal como contempla la norma exigida por las regulaciones ambientales.
u Independizar la operación del sistema de filtrado de gases de las variables de producción del horno.
u Mejorar la imagen de la Compañía en el campo ambiental para mantener una convivencia saludable con la comunidad.
u Eliminar la contaminación con polvo de Clinker a la población aledaña. u Reducir los niveles de ruido a condiciones de permanencia dentro de la zona
urbana.
FILTRO DEL HORNO.
Luego de haber presentado el proyecto para el cambio del filtro del horno y tramitado hasta los Estamentos Superiores, en Agosto del 2004, se aprueba la

ejecución del proyecto por parte de los Accionistas y en Diciembre del mismo año, tras un proceso de licitaciones y selección de la mejor alternativa se inicia la ejecución del proyecto con la Empresa General Electric Energy (BHA Group Inc).
Los trabajos de instalación del nuevo filtro se inician en abril del 2005, luego de recibir la ingeniería desarrollada por el Fabricante, con la demolición de los auxiliares del horno de la planta de 240 TMPD y la construcción de las cimentaciones para la edificación del nuevo sistema de filtrado.
A partir del mes de Julio del 2005 se iniciaron los trabajos de montaje y puesta a punto del nuevo filtro, hasta que el 4 de noviembre del 2005 se reinició la producción del horno con el funcionamiento del nuevo sistema de filtrado de gases residuales del horno.
La ventaja del filtro de mangas con respecto a un precipitador electrostático radica en la continuidad de la purificación de los gases, de forma independiente de la operación del horno y sus auxiliares, se obtiene menores niveles de emisión. La desventaja son los mayores costos de operación y mantenimiento debido al requerimiento de mayor energía para aspirar los gases a través de las mangas y capa de polvo filtrante; con una garantía de renovación de las mangas en periodos aproximados de dos años en función del esfuerzo sometido.

Para el proceso de licitación se establecieron las siguientes especificaciones básicas:
Especificación G. Electric Unidad G. Electric
Unidad
Capacidad del filtro 255,000 Am3/h 150,200 Acfm
Capacidad del ventilador 255,000 Am3/h 150,200 Acfm
Presión de la caja Filtro 508 mmH2O 20 inchH2O
Presión del ventilador 356 mmH2O 14 inchH2O
Potencia del ventilador 374 Kw 500 HP
Potencia del motor 448 Kw 600 HP
N° de fundas 1,820 Unidades 1,820 Unidades
N° de cámaras filtrantes 10 Unidades 10 Unidades
Área de tela filtrante 4,426 m2 47,641 ft2
Relación aire / tela 0.96 m/min 3,15 ft/min
Temperatura de trabajo 176 °C 350 °F
Temperatura máxima 260 °C 500 °F
Garantía de emisiones 25 mg/m3 25 mg/m3
Ancho del filtro 8.53 Metros 28 Ft
Largo del filtro 15.32 Metros 50 Ft
Diámetro de la funda 159 mm 6,25 Inch
Longitud de la funda 4.88 Metros 16 Ft
Consumo de aire 306 m3/h 180 Cfm
Presión aire comprimido 6.9 Bar 100 PSI
Con estas especificaciones el filtro ha sido dimensionado adecuadamente, de forma que soporte una sobrecarga del 25%, permite realizar el trabajo de mantenimiento en línea, característica propia de este diseño y como consecuencia de que se dispone de diez compartimientos totalmente autónomos y con medidores de opacidad para cada compartimiento midiendo las emisiones en tiempo real y de forma permanente.
A partir del 4 de Noviembre del 2005 hasta la presente fecha ha trabajado a tiempo completo, ya que se trata del primer equipo en la línea de producción, sin colocar en funcionamiento el filtro no se puede encender la llama del horno, por diseño y
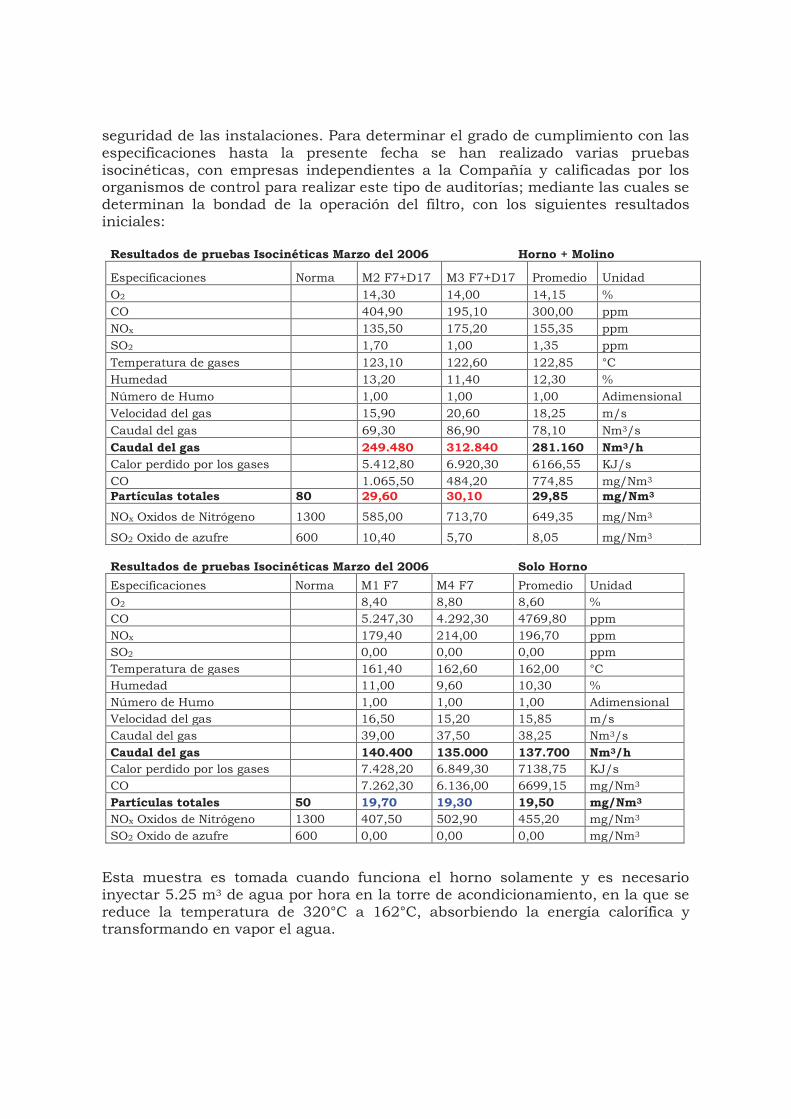
seguridad de las instalaciones. Para determinar el grado de cumplimiento con las especificaciones hasta la presente fecha se han realizado varias pruebas isocinéticas, con empresas independientes a la Compañía y calificadas por los organismos de control para realizar este tipo de auditorías; mediante las cuales se determinan la bondad de la operación del filtro, con los siguientes resultados iniciales:
Resultados de pruebas Isocinéticas Marzo del 2006 Horno + Molino
Especificaciones Norma M2 F7+D17 M3 F7+D17 Promedio Unidad
O2 14,30 14,00 14,15 %
CO 404,90 195,10 300,00 ppm
NOx 135,50 175,20 155,35 ppm
SO2 1,70 1,00 1,35 ppm
Temperatura de gases 123,10 122,60 122,85 °C
Humedad 13,20 11,40 12,30 %
Número de Humo 1,00 1,00 1,00 Adimensional
Velocidad del gas 15,90 20,60 18,25 m/s
Caudal del gas 69,30 86,90 78,10 Nm3/s
Caudal del gas 249.480 312.840 281.160 Nm3/h Calor perdido por los gases 5.412,80 6.920,30 6166,55 KJ/s
CO 1.065,50 484,20 774,85 mg/Nm3 Partículas totales 80 29,60 30,10 29,85 mg/Nm3
NOx Oxidos de Nitrógeno 1300 585,00 713,70 649,35 mg/Nm3
SO2 Oxido de azufre 600 10,40 5,70 8,05 mg/Nm3 Resultados de pruebas Isocinéticas Marzo del 2006 Solo Horno
Especificaciones Norma M1 F7 M4 F7 Promedio Unidad
O2 8,40 8,80 8,60 %
CO 5.247,30 4.292,30 4769,80 ppm
NOx 179,40 214,00 196,70 ppm
SO2 0,00 0,00 0,00 ppm
Temperatura de gases 161,40 162,60 162,00 °C
Humedad 11,00 9,60 10,30 %
Número de Humo 1,00 1,00 1,00 Adimensional
Velocidad del gas 16,50 15,20 15,85 m/s
Caudal del gas 39,00 37,50 38,25 Nm3/s
Caudal del gas 140.400 135.000 137.700 Nm3/h Calor perdido por los gases 7.428,20 6.849,30 7138,75 KJ/s
CO 7.262,30 6.136,00 6699,15 mg/Nm3
Partículas totales 50 19,70 19,30 19,50 mg/Nm3 NOx Oxidos de Nitrógeno 1300 407,50 502,90 455,20 mg/Nm3
SO2 Oxido de azufre 600 0,00 0,00 0,00 mg/Nm3
Esta muestra es tomada cuando funciona el horno solamente y es necesario inyectar 5.25 m3 de agua por hora en la torre de acondicionamiento, en la que se reduce la temperatura de 320°C a 162°C, absorbiendo la energía calorífica y transformando en vapor el agua.

ENFRIADOR Y FILTRO PARA CLINKER.
El enfriador de Clinker diseñado por FULLER, fue un equipo de 4 cámaras con parrillas móviles y un accionamiento central para las parrillas móviles para el transporte del Clinker, con el objetivo de reducir la temperatura de 1200 °C a 300°C; a la descarga disponía de un triturador de martillos y para el filtrado un sistema de colección ciclónico de tubos.
Un aporte fundamental para el proceso de clinkerización es el suministro de aire con un contenido de 21% de Oxígeno a una temperatura promedio de 900 °C para la combustión del residuo de petróleo en el horno.
Para la implementación del proyecto se propuso reducir el costo de producción, mediante el incremento de la producción, la reducción en el consumo de energía eléctrica, en el consumo de combustible a través de la disminución de Kcal/Kg de Clinker y de las emisiones.

Con los siguientes objetivos específicos:
· Disponer de un enfriador con la capacidad para dar tratamiento a una producción de 1300 TMPD.
· Reducción del 6 % en el consumo de energía en el sistema de enfriamiento (407,064 Kwh).
· Reducción del 5 % en el consumo energético (Kcal/Kg) de Clinker (378,000 galones Bunker).
· Incremento en la producción de Clinker del 6 % (16,800 Toneladas). · Reducción en el nivel de emisiones a un valor constante menor o igual al 30
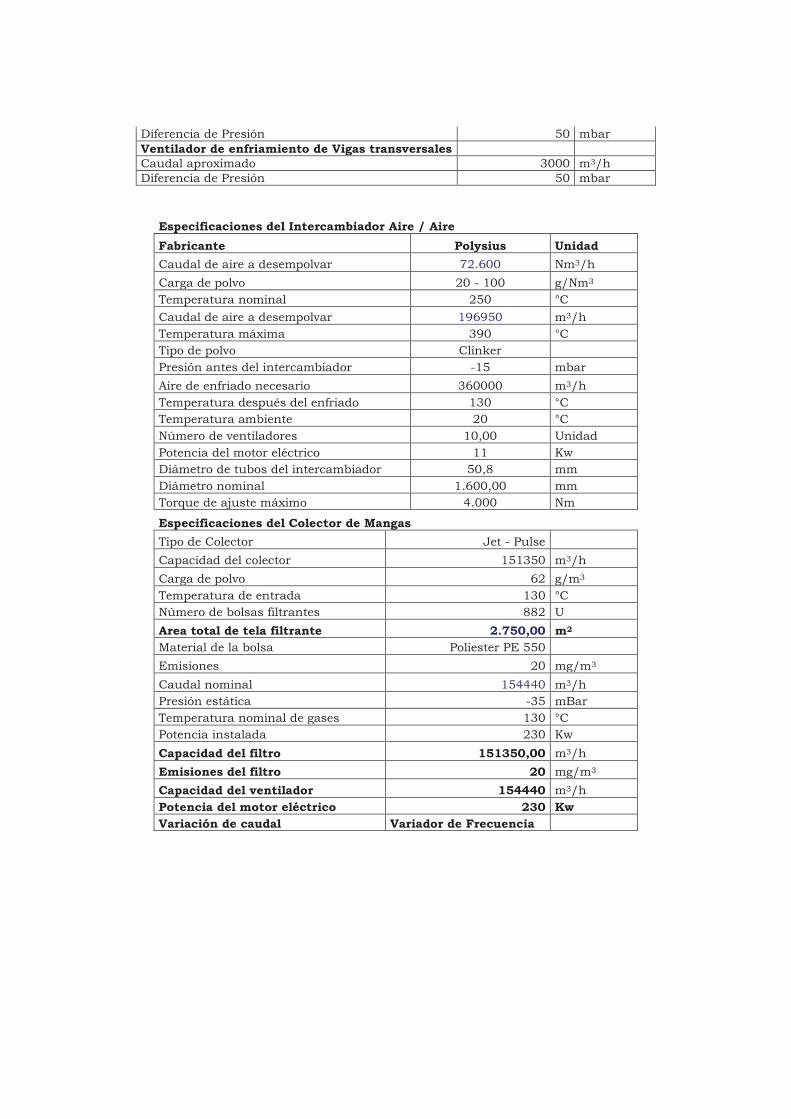
mg/m3. Las especificaciones de diseño de los sistemas del enfriador de Clinker y purificación de gases, son los siguientes:
Especificaciones del Enfriador Fabricante Polysius Unidad Tipo de enfriador POLYTRACK 5/2,0 Modelo Capacidad 1.300 TPMD Temperatura de entrada 1.370 °C Temperatura de salida 75 °C Número de Cámaras 4 U Área total activa 29,4 m2
Potencia del motor para bomba 5 x 18,5 Kw Capacidad del ventilador I Cámara 35.500 m3/h Potencia necesaria motor 160 Kw Capacidad del ventilador II Cámara 38.000 m3/h Potencia necesaria motor 160 Kw Capacidad del ventilador III Cámara 36.000 m3/h Potencia necesaria motor 132 Kw Capacidad del ventilador IV Cámara 57.700 m3/h Potencia necesaria motor 200 Kw Capacidad total instalada 167.200 m3/h Potencia total instalada 652 Kw
Especificaciones del Triturador Fabricante Polysius Unidad Tipo de Triturador Rodillos 08 - 3 Material Clínker Ancho Nominal 2.432 mm Número de Rodillos 3 U Velocidad de los cilindros 4 RPM Número de unidades de accionamiento 3 U Tres Unidades de accionamiento para rodillos
Caudal aproximado 23 Litros/min.
Presión máxima 200 Bar
Momento de giro del rodillo 15000 Nm Potencia necesaria motor 9,50 Kw Potencia del motor eléctrico 15 Kw
Ventilador de enfriamiento de los rodillos Caudal aproximado 5700 m3/h
Diferencia de Presión 50 mbar Ventilador de enfriamiento de Vigas transversales Caudal aproximado 3000 m3/h Diferencia de Presión 50 mbar
Especificaciones del Intercambiador Aire / Aire
Fabricante Polysius Unidad
Caudal de aire a desempolvar 72.600 Nm3/h
Carga de polvo 20 - 100 g/Nm3
Temperatura nominal 250 °C
Caudal de aire a desempolvar 196950 m3/h
Temperatura máxima 390 °C
Tipo de polvo Clínker
Presión antes del intercambiador -15 mbar
Aire de enfriado necesario 360000 m3/h
Temperatura después del enfriado 130 °C
Temperatura ambiente 20 °C
Número de ventiladores 10,00 Unidad
Potencia del motor eléctrico 11 Kw
Diámetro de tubos del intercambiador 50,8 mm
Diámetro nominal 1.600,00 mm
Torque de ajuste máximo 4.000 Nm
Especificaciones del Colector de Mangas
Tipo de Colector Jet - Pulse
Capacidad del colector 151350 m3/h
Carga de polvo 62 g/m3
Temperatura de entrada 130 °C
Número de bolsas filtrantes 882 U
Area total de tela filtrante 2.750,00 m2 Material de la bolsa Poliester PE 550
Emisiones 20 mg/m3
Caudal nominal 154440 m3/h
Presión estática -35 mBar
Temperatura nominal de gases 130 °C
Potencia instalada 230 Kw
Capacidad del filtro 151350,00 m3/h
Emisiones del filtro 20 mg/m3
Capacidad del ventilador 154440 m3/h
Potencia del motor eléctrico 230 Kw Variación de caudal Variador de Frecuencia

El sistema está trabajando a partir del 18 de mayo del 2008 con emisiones menores a 20 mg/m3 de gas, a una temperatura de 120°C.
El sistema de enfriamiento de Clinker está trabajando desde el 24 de agosto del 2008, entregando un producto a 90°C de promedio, un aire secundario de 1000°C promedio, cumpliendo con los objetivos previstos para la implementación en lo relacionado a reducciones de consumo de energía eléctrica y combustible. EMISIONES A partir del inicio del funcionamiento del filtro del horno en noviembre del 2005, los niveles de emisiones de particulado son muy menores a los anteriores y por lo tanto el efecto óptico de los gases residuales tales como vapor de agua, CO2, NOx, SOx son notorios especialmente cuando existe una diferencia de temperatura alta entre el ambiente y de los gases. Este efecto óptico se manifiesta con una coloración fucsia. Para la determinación del agente causal de la coloración de los gases de la chimenea del horno se realizaron análisis químico del material recuperado en el

filtro, en diferentes momentos y diferentes condiciones de trabajo, sin resultados que orienten hacia la determinación. En el año 2013 con asesoramiento de expertos de BHA (USA) se determina que la coloración no está ligada al particulado y se inicia los estudios de los gases de emisión. Para determinar el agente causal de la coloración fucsia de los gases especialmente en el modo de operación SOLO HORNO, durante los días 22, 23 y 30 de abril del 2015, se realizó la toma de las muestras de los gases de emisión en la chimenea del filtro del horno, por parte del personal Técnico del Centro de Servicios Técnicos y Transferencia de Tecnológica Ambiental (CESTTA), utilizando el método de prueba EPA 5/26A/27/6C/7E/10, para determinar la concentración de Material Particulado, Ácido Clorhídrico, Amoníaco, óxidos de Nitrógenos, Óxido de Azufre y Monóxido de carbono.
Durante los meses de abril y agosto del 2014 se realizan las mediciones de emisiones gaseosas en las que todos los elementos de emisión regulados cumplen con los valores permitidos por la regulación ambiental, la información se compara con resultados de otras plantas de cemento similares y que fueron realizadas por la misma empresa auditora y se encuentra que los niveles de amoníaco a pesar de estar por debajo del umbral permitido son mayores en Guapán. En el año 2015 se realiza un nuevo análisis orientando a la medición de amoniaco, generando las condiciones de mayor coloración; las muestras se tomaron con las modalidades de operación Horno y molino trabajando permanentemente, en la muestra del 22 de abril y únicamente trabajando el Horno, durante las tomas de los días 23 y 30 de abril del 2015, con los siguientes resultados:

Resultados de la prueba de emisiones de MP, HCl NH3, NOx, SO2 y CO / Horno F7
Parámetro Unidades Con molino de crudo
Sin molino de crudo M1
Sin molino de crudo M2
Fecha N / A 22-04-15 23-04-15 30/04/2015 Tiempo min 60 60 60
Temperatura del Gas ° C 136,20 160,7 161,7 Oxigeno Porcentaje 11,25 10,82 13,68 Dióxido de Carbono Porcentaje 16,12 16,5 11,09 Humedad del Gas Porcentaje 15,8 16,5 16,5 Velocidad del Gas m / seg 18,37 14,4 14,13 Volumétrico Normal Nm3 0,833 1,051 1,045 Flujo Volumétrico m3/min 4039 3167 3106 Flujo Volumétrico Normal Nm3/min 1684 1234 1208 Frecuencia de muestreo isocinético Porcentaje 100,1 100,4 102,1 Concentración de Material Particulado mg 40,4 43,8 48,4 Concentración de Material Particulado mg/Nm3 48,5 41,67 46,32 Concentración de Material Particulado mg/Nm3 @ 7% O2 69,86 57,47 89,17 Cantidad de HCl mg 0,048 0,22 0,229 Concentración de HCl mg/Nm3 0,058 0,288 0,219 Concentración de HCl mg/Nm3 @ 7% O2 0,084 0,288 0,422 Cantidad de NH3 mg 17,3 30,7 31,9 Cantidad de NH3 mg/Nm3 20,77 29,21 30,53 Cantidad de NH3 mg/Nm3 @ 7% O2 29,92 40,28 58,78 Concentración NOx ppm 347,8 160,6 182,4 Concentración NOx mg/Nm3 712,99 329,23 373,92 Concentración NOx mg/Nm3 @ 7% O2 1027 930,7 719,87 Concentración SO2 ppm 0 0 0 Concentración SO2 mg/Nm3 0 0 0 Concentración SO2 mg/Nm3 @ 7% O2 0 0 0 Concentración CO ppm 751 716,2 472,3 Concentración CO mg/Nm3 751 716,2 472,3 Concentración CO mg/Nm3 @ 7% O2 1352,19 1234,52 1136,59
Para realizar la comparación con los valores permitidos por la regulación, los resultados de las muestras se transforman de partes por millón (ppm) a miligramos por metro cubico de gas normalizado a nivel del mar y con un contenido de 7% de oxígeno. Haciendo esta comparación los resultados son:
Parámetro Unidades HORNO + MOLINO HORNO - 1 HORNO - 2 Límite Permisible
Fecha 22/04/2015 23/04/2015 30/04/2015
Concentración HCl mg/Nm3 @ 7% O2 0,084 0,288 0,422 10,00
Concentración NOx mg/Nm3 @ 7% O2 1.027,00 930,70 719,87 1.400,00
Concentración de NH3 mg/Nm3 @ 7% O2 29,92 40,28 58,78 30,00
Concentración SO2 mg/Nm3 @ 7% O2 - - - 800,00
Concentración material
Particulado
mg/Nm3 @ 7% O2 69,86 57,47 89,17 80,00
Comparando con mediciones anteriores de las mismas variables y teniendo en cuenta que, las condiciones de operación fueron buscando generar la mayor coloración posible, se determina que la coloración de los gases residuales del horno es el amoniaco (NH3). Estas conclusiones no fueron posible determinar en agosto
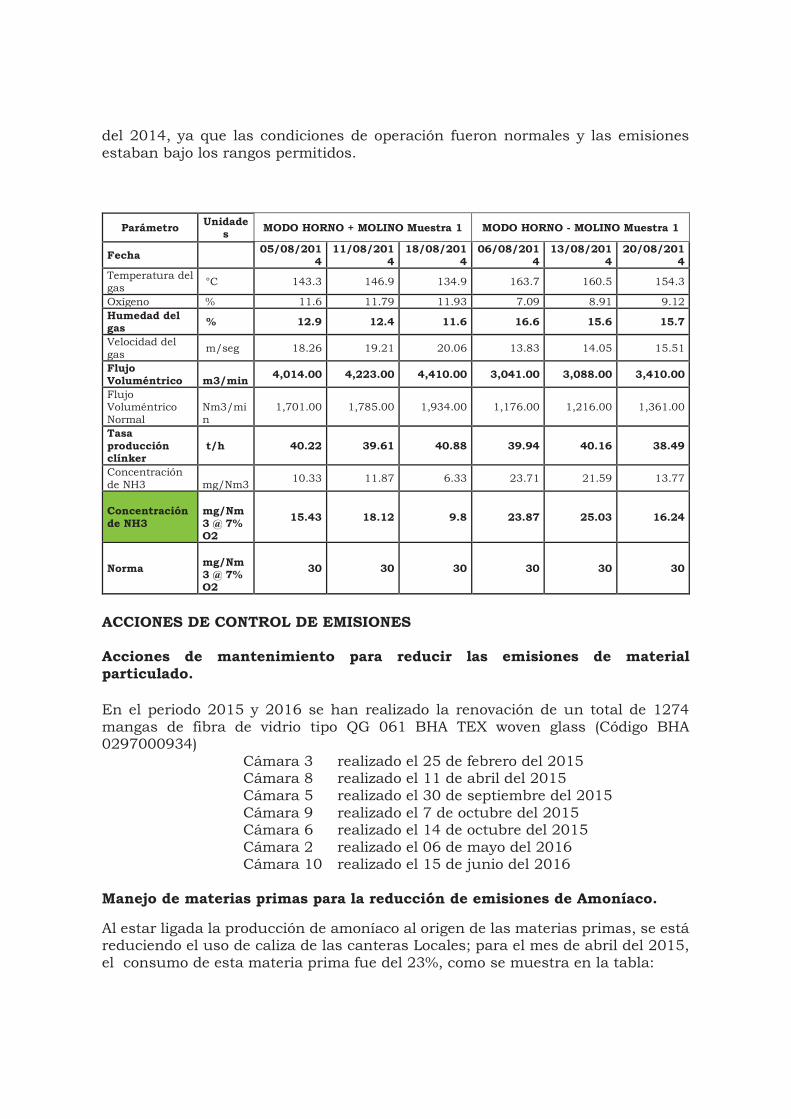
del 2014, ya que las condiciones de operación fueron normales y las emisiones estaban bajo los rangos permitidos.
Parámetro Unidade
s MODO HORNO + MOLINO Muestra 1 MODO HORNO - MOLINO Muestra 1
Fecha 05/08/201
4 11/08/201
4 18/08/201
4 06/08/201
4 13/08/201
4 20/08/201
4 Temperatura del gas
°C 143.3 146.9 134.9 163.7 160.5 154.3
Oxígeno % 11.6 11.79 11.93 7.09 8.91 9.12 Humedad del gas
% 12.9 12.4 11.6 16.6 15.6 15.7
Velocidad del gas
m/seg 18.26 19.21 20.06 13.83 14.05 15.51
Flujo Voluméntrico
m3/min
4,014.00 4,223.00 4,410.00 3,041.00 3,088.00 3,410.00
Flujo Voluméntrico Normal
Nm3/min
1,701.00 1,785.00 1,934.00 1,176.00 1,216.00 1,361.00
Tasa producción clínker
t/h 40.22 39.61 40.88 39.94 40.16 38.49
Concentración de NH3
mg/Nm3
10.33 11.87 6.33 23.71 21.59 13.77
Concentración de NH3
mg/Nm3 @ 7% O2
15.43 18.12 9.8 23.87 25.03 16.24
Norma
mg/Nm3 @ 7% O2
30 30 30 30 30 30
ACCIONES DE CONTROL DE EMISIONES Acciones de mantenimiento para reducir las emisiones de material particulado. En el periodo 2015 y 2016 se han realizado la renovación de un total de 1274 mangas de fibra de vidrio tipo QG 061 BHA TEX woven glass (Código BHA 0297000934)
Cámara 3 realizado el 25 de febrero del 2015 Cámara 8 realizado el 11 de abril del 2015 Cámara 5 realizado el 30 de septiembre del 2015 Cámara 9 realizado el 7 de octubre del 2015 Cámara 6 realizado el 14 de octubre del 2015 Cámara 2 realizado el 06 de mayo del 2016 Cámara 10 realizado el 15 de junio del 2016
Manejo de materias primas para la reducción de emisiones de Amoníaco.
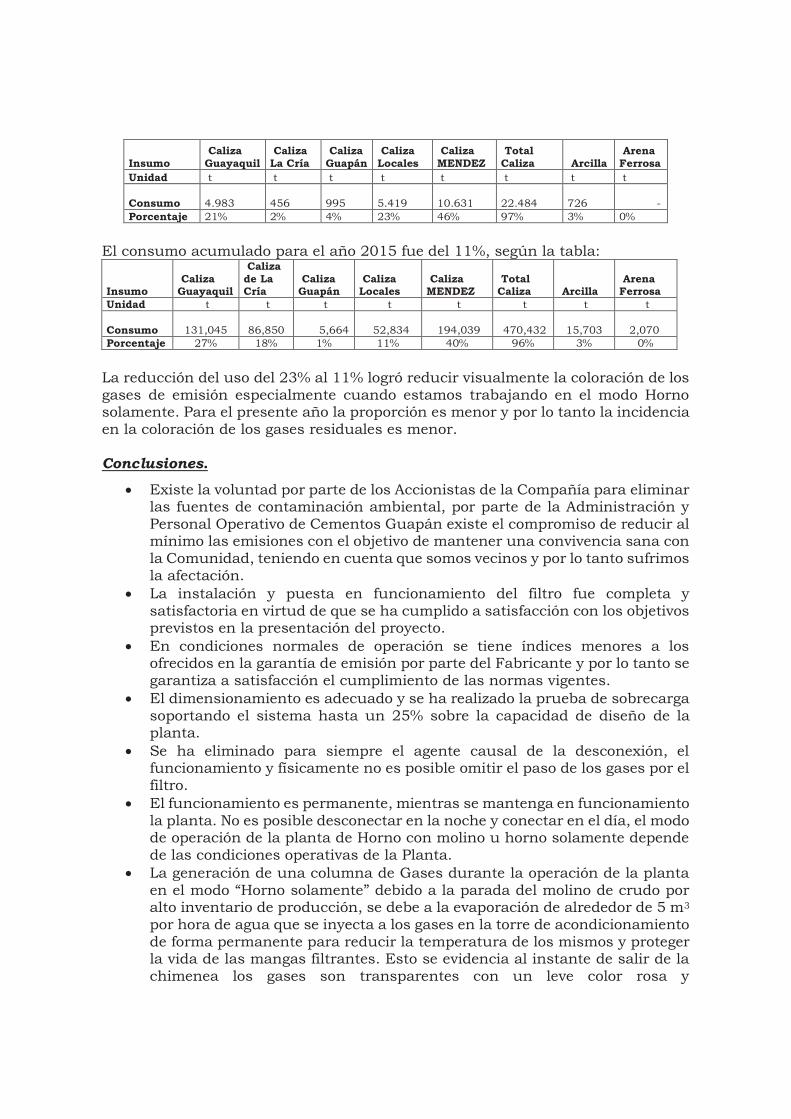
Al estar ligada la producción de amoníaco al origen de las materias primas, se está reduciendo el uso de caliza de las canteras Locales; para el mes de abril del 2015, el consumo de esta materia prima fue del 23%, como se muestra en la tabla:
Insumo Caliza Guayaquil
Caliza La Cría
Caliza Guapán
Caliza Locales
Caliza MENDEZ
Total Caliza Arcilla
Arena Ferrosa
Unidad t t t t t t t t
Consumo 4.983
456
995
5.419
10.631
22.484
726 -
Porcentaje 21% 2% 4% 23% 46% 97% 3% 0%
El consumo acumulado para el año 2015 fue del 11%, según la tabla:
Insumo Caliza Guayaquil
Caliza de La Cría
Caliza Guapán
Caliza Locales
Caliza MENDEZ
Total Caliza Arcilla
Arena Ferrosa
Unidad t t t t t t t t
Consumo
131,045
86,850 5,664 52,834 194,039 470,432 15,703 2,070 Porcentaje 27% 18% 1% 11% 40% 96% 3% 0%
La reducción del uso del 23% al 11% logró reducir visualmente la coloración de los gases de emisión especialmente cuando estamos trabajando en el modo Horno solamente. Para el presente año la proporción es menor y por lo tanto la incidencia en la coloración de los gases residuales es menor. Conclusiones.
· Existe la voluntad por parte de los Accionistas de la Compañía para eliminar las fuentes de contaminación ambiental, por parte de la Administración y Personal Operativo de Cementos Guapán existe el compromiso de reducir al mínimo las emisiones con el objetivo de mantener una convivencia sana con la Comunidad, teniendo en cuenta que somos vecinos y por lo tanto sufrimos la afectación.
· La instalación y puesta en funcionamiento del filtro fue completa y satisfactoria en virtud de que se ha cumplido a satisfacción con los objetivos previstos en la presentación del proyecto.
· En condiciones normales de operación se tiene índices menores a los ofrecidos en la garantía de emisión por parte del Fabricante y por lo tanto se garantiza a satisfacción el cumplimiento de las normas vigentes.
· El dimensionamiento es adecuado y se ha realizado la prueba de sobrecarga soportando el sistema hasta un 25% sobre la capacidad de diseño de la planta.
· Se ha eliminado para siempre el agente causal de la desconexión, el funcionamiento y físicamente no es posible omitir el paso de los gases por el filtro.
· El funcionamiento es permanente, mientras se mantenga en funcionamiento la planta. No es posible desconectar en la noche y conectar en el día, el modo de operación de la planta de Horno con molino u horno solamente depende de las condiciones operativas de la Planta.
· La generación de una columna de Gases durante la operación de la planta en el modo “Horno solamente” debido a la parada del molino de crudo por alto inventario de producción, se debe a la evaporación de alrededor de 5 m3 por hora de agua que se inyecta a los gases en la torre de acondicionamiento de forma permanente para reducir la temperatura de los mismos y proteger la vida de las mangas filtrantes. Esto se evidencia al instante de salir de la chimenea los gases son transparentes con un leve color rosa y

aproximadamente a 5 metros de altura se tornan blancos por la condensación del agua cuando las condiciones ambientales lo permiten (Temperaturas del ambiente menores a 18°C), por lo tanto la columna blanca que se observa en algunas mañanas, tardes o noches es vapor de agua (No contaminante).
· De los análisis de las muestras de los gases de emisión cuya toma fueron realizadas en el mes de abril del presente año, únicamente la concentración de Amoníaco (NH3) está muy cercana o supera el límite permitido y que con la modificación de los ingredientes se aspira estar dentro de los valores tolerados.
Atentamente Ing. Jaime Cadme G. Gerente de Producción