ejemplo de trabajo final
TRANSCRIPT
DIAGNÓSTICO PARA EL MANTENIMIENTO
INDICE
A
Resultados de la aplicación de las “Preguntas de Segundo Nivel”..............................................................11
Result<dos de la aplicación de las “Preguntas de primer nivel".....................................................................9
Aplicación de los Instrumentos de Diagnóstico..........9
C
CODIGO DE TRABAJO......................................................22CODIGO MÁQUINA............................................................21CONCLUSIONES.................................................................35
D
Descripción de la Metodología para el Desarrollo del Diagnóstico para el Mantenimiento...........................5
Descripción del modelo de los instrumentos de diagnóstico.......................................................................7
E
Estructura Orgánica de la Empresa................................4
I
Identificación de las Fuentes de Información..............6INVENTARIO DE RECURSOS A CONSERVAR...........14
M
MANTENIBILIDAD..............................................................30MANTENIMIENTO PREVENTIVO RUTINARIO.............23
O
Objetivo del Estudio............................................................5Objeto de Estudio.................................................................4Origen del Estudio...............................................................5
P
Reordenación del personal..............................................24PLAN CONTINGENTE........................................................31PROPUESTAS DE SOLUCION A LOS PROBLEMAS
ENCONTARADOS.........................................................13
1
DIAGNÓSTICO PARA EL MANTENIMIENTO
1. LA EMPRESA
“INSTRUMENTOS DE MEDICIÓN Y DERIVADORES (IMD)”
El siguiente preludio permitirá conocer la empresa “Instrumentos de Medición y Derivadores” (IMD) a través de su historia, estructura organizacional, sus productos, principales clientes y proveedores.
1.1 Antecedentes de la Empresa
La empresa fue creada en Septiembre de 1967 por el Sr. Manuel Garrido Subiela con un capital 100% nacional para pertenecer al ramo de la industria eléctrica, con el objetivo de satisfacer las necesidades propias de las empresas en lo que a medición de electricidad en sus diferentes formas se refiere. Inicialmente la empresa funcionaba con 15 personas de las cuales 5 eran administrativos y 10 operarios, atendiendo al mercado nacional.
En los años 70’s la empresa tuvo la oportunidad de exportar a los Estados Unidos, principalmente a la ciudad de Los Ángeles, California lo que le permitió captar un mayor mercado, ya que además de satisfacer las necesidades de las empresas nacionales también lo hacia con empresas extranjeras.
Entre 1976 y 1980 surgió la necesidad de realizar un estudio de tiempos y movimientos en las líneas de producción, que permitió durante el periodo de 1980 y 1981 realizar inversiones para reemplazar la maquinaria y equipo de laboratorio.
Para agosto de 1981 cambió de domicilio, donde actualmente se encuentran. En 1983 se incorporaron dos nuevos accionistas realizando una inversión que acrecentaba el capital con el que contaba la empresa.
A fines de 1996, la empresa decide obtener la certificación ISO 9002, la cuál incluye el establecimiento de un sistema de control estadístico que garantice la calidad de los productos, debido a que deseaba buscar nuevos clientes en el mercado extranjero; dicha certificación fue otorgada en Mayo de 2001 por una empresa canadiense.
Actualmente la empresa cuenta con 24 personas, que fabrican los productos que satisfacen las necesidades del mercado nacional, a través de distribuidores en Monterrey, San Luís Potosí y Guadalajara, así mismo exporta a Estados Unidos y Canadá.
Una vez que se conoce la historia de IMD, es necesario presentar la visión, misión, objetivos y políticas de calidad de la empresa como parte de su compromiso de elaborar productos de calidad.
2
DIAGNÓSTICO PARA EL MANTENIMIENTO
1.2 Visión General de la Empresa 1
IMD se consolidará en el mercado internacional como una de las empresas líderes en cuanto a procesos, productos y servicios ofrecidos a sus clientes con el fin de seguir gozando de su preferencia, lo que permitirá alcanzar los objetivos organizacionales y ampliar sus horizontes como una organización productora de Instrumentos de Medición y Shunts.
1.3 Misión General de la Empresa 2
IMD ofrece a sus clientes nacionales e internacionales instrumentos y dispositivos de medición eléctricos de la más alta calidad y con la tecnología necesaria para satisfacer sus necesidades. Así como una amplia gama de servicios debido al compromiso basado en el valor al cliente y en el trabajo de todos y cada uno de los integrantes de la organización, consolidándose en México como una de las empresas líderes en el ramo.
1.4 Objetivos de Calidad 3
Trabajar en equipo como una meta permanente de mejora.
Buscar constantemente el mejoramiento en nuestras actividades.
Vigilar la aplicación y el cumplimiento de los procedimientos, especificaciones y normas de calidad.
La realización de evaluaciones y auditorias de calidad a nuestros instrumentos y procesos.
Adquirir los equipos de laboratorio necesarios para asegurar que los Instrumentos y Shunts cumplan con las especificaciones establecidas.
1.5 Políticas de Calidad 4
Ofrecer a sus clientes instrumentos y dispositivos de medición eléctricos que cumplan con sus requisitos y especificaciones.
Ofrecer instrumentos y dispositivos a un precio competitivo, sin sacrificar la calidad de los mismos.
Mantener nuestros equipos certificados con trazabilidad con laboratorios reconocidos.
1 Creación propia, PLANEACIÓN ESTRÁTÉGICA (Proyecto de octavo semestre) autorizado por el Gerente General de IMD, Pág. 292 Ídem, Pág. 293 Manual del Sistema de Calidad de IMD, Pág. 6 de 434 Manual del Sistema de Calidad de IMD Pág. 6 de 43
3
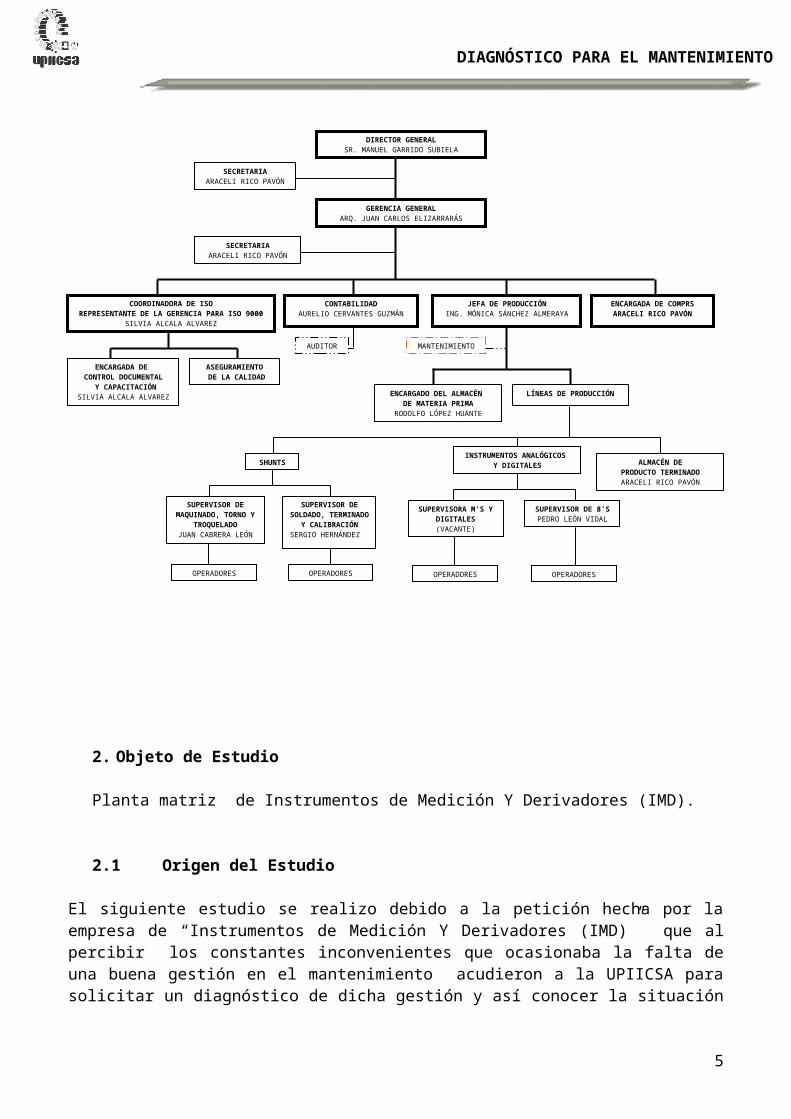
DIRECTOR GENERALSR. MANUEL GARRIDO SUBIELA
GERENCIA GENERALARQ. JUAN CARLOS ELIZARRARÁS
SECRETARIAARACELI RICO PAVÓN
SECRETARIAARACELI RICO PAVÓN
COORDINADORA DE ISOREPRESENTANTE DE LA GERENCIA PARA ISO 9000
SILVIA ALCALA ALVAREZ
JEFA DE PRODUCCIÓNING. MÓNICA SÁNCHEZ ALMERAYA
CONTABILIDADAURELIO CERVANTES GUZMÁN
ENCARGADA DE COMPRSARACELI RICO PAVÓN
ENCARGADA DE CONTROL DOCUMENTAL
Y CAPACITACIÓNSILVIA ALCALA ALVAREZ
ASEGURAMIENTO DE LA CALIDAD
AUDITOR MANTENIMIENTO
ENCARGADO DEL ALMACÉN DE MATERIA PRIMA
RODOLFO LÓPEZ HUANTE
LÍNEAS DE PRODUCCIÓN
INSTRUMENTOS ANALÓGICOS Y DIGITALES ALMACÉN DE
PRODUCTO TERMINADOARACELI RICO PAVÓN
SHUNTS
SUPERVISORA M’S Y DIGITALES(VACANTE)
SUPERVISOR DE MAQUINADO, TORNO Y
TROQUELADOJUAN CABRERA LEÓN
SUPERVISOR DE SOLDADO,
TERMINADO Y CALIBRACIÓN
SERGIO HERNÁNDEZ
OPERADORES OPERADORES OPERADORES
SUPERVISOR DE 8’SPEDRO LEÓN VIDAL
OPERADORES
DIAGNÓSTICO PARA EL MANTENIMIENTO
1.6 Estructura Orgánica de la Empresa
2. Objeto de Estudio
Planta matriz de Instrumentos de Medición Y Derivadores (IMD).
2.1 Origen del Estudio
El siguiente estudio se realizo debido a la petición hecha por la empresa de “Instrumentos de Medición Y Derivadores (IMD)” que al percibir los constantes inconvenientes que ocasionaba la falta de una buena gestión en el mantenimiento acudieron a la UPIICSA para solicitar un diagnóstico de dicha gestión y así conocer la situación actual de la empresa y atender los posibles problemas que se presentaran.
4
DIAGNÓSTICO PARA EL MANTENIMIENTO
2.2 Objetivo del Estudio
Proporcionar las herramientas y bases para la adecuada administración del mantenimiento reduciendo costos de operación, optimizando los recursos disponibles e Incrementando la eficiencia productiva.
2.3 Delimitación del Objeto de Estudio
El estudio abarcará el mantenimiento a los recursos materiales que intervienen en el proceso de fabricación de los instrumentos de medición y derivadores, desde la preparación de la materia prima, hasta cuando estos se empacan.
Es necesario diagnosticar el mantenimiento en las áreas de mayor importancia en la empresa, por ejemplo en el área de torneado y fresado, sin embargo todas las áreas que participan en la fabricación de los productos son muy importantes y cada una de ellas deben contar con un adecuado plan de mantenimiento para que la empresa pueda crecer y producir instrumentos de medición y derivadores de mayor calidad.
La maquinaria que representa mayor inversión y/o mayor importancia para la producción es en la que se debe de poner mayor interés y cuidado, ya que para la empresa significa un mayor potencial de crecimiento por lo que es necesario que los recursos que intervienen en la producción trabajen de acuerdo a la calidad del servicio que se espera que estos brinden.
2.5 Descripción de la Metodología para el Desarrollo del Diagnóstico para el Mantenimiento
Para realizar el diagnóstico de mantenimiento en la empresa se siguió la siguiente metodología:
1. Identificación de la empresa.- Debe incluir antecedentes de la empresa, objetivos, estructura orgánica y posición del área de mantenimiento en la estructura organizacional.
2. Delimitación del objeto de estudio.- En este punto se tienen que definir los alances del trabajo, por ejemplo si la empresa cuenta con varias filiales, se tiene que decidir a cuales se aplicará el diagnóstico, para ello se realizará una descripción general de las instalaciones con que cuenta la empresa, y a partir de ello proponer los alcances.
3. Identificación de las fuentes de información.- Se sugiere que queden incluidos los siguientes cargos:
Jefe responsable del mantenimiento Jefe de producción Algún técnico de mantenimiento
Será deseable incluir a finanzas, a la alta dirección y a alguno de los operadores de equipo más experimentados.
5
DIAGNÓSTICO PARA EL MANTENIMIENTO
4. Aplicación de los instrumentos de diagnóstico.- El modelo consta básicamente de tres documentos, uno de ellos llamado “Preguntas de primer Nivel”, otro “Preguntas de Segundo Nivel”, y finalmente “Preguntas de Tercer Nivel”. Los cuales valoran cuatro factores fundamentales en las empresas para el desarrollo del mantenimiento que son: El Personal, La Administración, Programas de Conservación y El Control.
5. Definición de los problemas.- Una posibilidad es el agruparlos por factores, y después mediante consultas con la Alta Gerencia se definirán las jerarquías de los mismos.
6. Planteamiento de los cursos de acción.- Una vez jerarquizados los problemas es necesario dialogar con el personal, con el objeto de analizar la viabilidad que tienen para resolverlos, para ello será necesario plantearles alternativas de solución a cada problema identificado.
7. Resumen y conclusión del estudio.- S debe realizar un reporte técnico resumido de tipo gerencial, con objeto de que la Alta dirección tenga elementos para la toma de decisiones.
8. Documentación y conclusiones del trabajo.- Se deberá entregar a la empresa el reporte técnico en donde se incluya todo lo relacionado, así como las propuestas para el mejoramiento del sistema.
2 Identificación de las Fuentes de Información
Las fuentes de información abarcan cuatro líneas de indagación que son:
Entrevistas al personal de la empresa; Platicas informales con el personal de la empresa; Información documentada de la empresa; Instrumentos de diagnóstico (Preguntas de Primer y Segundo Nivel)
Las entrevistas y las pláticas informales fueron realizas con el siguiente personal de la empresa: Gerente General.- Arq. Juan Carlos ElizarrarásJefa de Producción.- Ing. Mónica Sánchez AlmerayaEncargada de Compras.- Araceli Rico PavónContabilidad.- Aurelio Cervantes GuzmánSupervisor de 8’s.- Pedro León VidalSupervisor de Soldado, Terminado Y Calibración.- Sergio Hernández Supervisor de Maquinado, Torno Y Troquelado.- Juan Cabrera LeónEncargado de Mantenimiento.- Ricardo (operador experimentado)
La información documentada fue la siguiente: Inventario de maquinaria y equipo} Bitácoras Procedimiento de Calidad común de la infraestructura y programación del
mantenimiento preventivo
6
DIAGNÓSTICO PARA EL MANTENIMIENTO
Los instrumentos de diagnóstico fueron aplicados al personal de la siguiente manera:
Preguntas de Primer Nivel Gerente General.- Arq. Juan Carlos Elizarrarás Jefa de Producción.- Ing. Mónica Sánchez Almeraya Encargada de Compras.- Araceli Rico Pavón Contabilidad.- Aurelio Cervantes Guzmán Supervisor de 8’s.- Pedro León Vidal Supervisor de Soldado, Terminado Y Calibración.- Sergio Hernández Supervisor de Maquinado, Torno Y Troquelado.- Juan Cabrera León Encargado de Mantenimiento.- Ricardo (operador experimentado)
Preguntas de Segundo Nivel Jefa de Producción.- Ing. Mónica Sánchez Almeraya Supervisor de 8’s.- Pedro León Vidal Encargado de Mantenimiento.- Ricardo (operador experimentado) Supervisor de Soldado, Terminado Y Calibración.- Sergio Hernández
2.1Descripción del modelo de los instrumentos de diagnóstico
7
En la UPIICSA se desarrolló como área de investigación el estudio de la administración del mantenimiento con el propósito de que a partir de ese nicho se definieran acciones que beneficiaran la productividad de las empresas, obteniéndose como resultado un modelo de diagnóstico, el cual se diseñó tomando en consideración las funciones esenciales de un departamento de mantenimiento en empresas dedicadas a la manufactura e identificando la relación con los elementos de la administración bajo la visión del enfoque de sistemas, obteniéndose en forma simplificada cuatro factores donde cada uno de los cuales incluyen atributos mínimos a cumplir.
Los factores que se analizan son:
PERSONAL.- Donde se obtiene información sobre las características del personal asignado al departamento de mantenimiento basado en su contratación, perfil y posición en la empresa.
ADMINISTRACIÓN.- Con este factor, se identifican los objetivos y estructura del sistema de mantenimiento, así como la planeación y procedimientos que se utiliza en la gestión del mantenimiento.
PROGRAMA DE CONSERVACIÓN.- Este factor permite conocer el comportamiento del manejo de inventario, de refacciones ligado al programa de mantenimiento para preservar el bien físico y mantener la calidad de servicio bajo prioridades de las órdenes de trabajo.
CONTROL.- Está íntimamente ligado a los anteriores factores, particularizándose la información, porque es vital para el sistema de mantenimiento bajo el enfoque de: costos, presupuesto, medición de cumplimiento de los trabajos asignados y la confiabilidad de funcionamiento de los bienes físicos.
Los cuatro factores se encuentran contenidos en dos instrumentos básicos, para acciones estratégicas el llamado nivel 1 o primer nivel y para acciones tácticas llamado nivel 2 o segundo nivel.
El primer nivel está integrado con 50 atributos los cuales están diseñados en términos de ítems, donde este nivel permite tener una visión general del comportamiento de la administración del mantenimiento en una empresa industrial.En su análisis nos da a conocer en forma sintetizada los factores y atributos que debilitan al sistema de mantenimiento en cuanto a la gestión, información que es útil para la toma de decisiones estratégicas a nivel gerencial o de dirección.
El segundo nivel se integra con 240 atributos diseñados también en términos de ítems, donde este nivel proporciona información en forma específica de aspectos operativos que afectan la administración del mantenimiento siendo de mayor utilidad para los mandos medios porque facilita la toma de decisiones de nivel táctico para llevar a cabo modificaciones o mejoras en acciones operativas.
3 Resultados de los Instrumentos de Diagnóstico
3.1 Resultados de la aplicación del cuestionario de “PREGUNTAS DE PRIMER NIVEL”
El cuestionario de primer nivel como ya se informo esta orientado a obtener una visión general del comportamiento de la administración del mantenimiento dentro de la empresa, así que con la aplicación de estos instrumentos, las entrevistas y las pláticas informales se obtuvo la siguiente información clasificando (de acuerdo a los cuatro factores antes mencionados) y jerarquizando los problemas detectados de la siguiente forma:
Personal
1. La comunicación que se tiene en la empresa es la adecuada ya que cuenta con un ambiente de trabajo muy respetuoso y saludable, sin embargo esta se da de manera informal, es decir, el personal no esta comunicado con las decisiones que toma la gerencia en cuanto a métodos y procedimientos formalmente establecidos en los manuales de la maquinaria y equipo, así como de las normas y políticas que se relacionan con sus actividades.
2. El personal con que cuenta mantenimiento a nivel operativo necesariamente debe tener el perfil adecuado, ya que esto certificara la calidad del servicio que se les da a los equipos y maquinaria
3. El sistema de contratación y reclutamiento del personal de mantenimiento debe analizar correctamente las necesidades del área de mantenimiento, asegurando así que el personal del mantenimiento sepa resolver adecuadamente las dificultades presentadas.
4. El personal con que debe contar mantenimiento a nivel supervisión o coordinación conviene que sea el correcto, ya que de este personal dependerá la gestión del mantenimiento.
Administración
1. La administración de la empresa debe tomar mayor interés en la definición adecuada de los objetivos del área de mantenimiento, ya que esto dará una visión mas clara al personal acerca de las metas a alcanzar por la empresa esto aunado a una buena delimitación de las funciones del área de mantenimiento mejorará considerablemente la administración .
2. La compatibilidad entre la toma de decisiones de producción y las de mantenimiento debe siempre dirigida hacia el los objetivos de la empresa, por lo cual debe haber una mejor organización y programación entre las labores de las dos áreas.
3. La planeación en el mantenimiento debe incluir periodos a corto, mediano y largo plazo para lograr mejores resultados y asegurar el nivel de servicio en la maquinaria y los equipos.
4. Se debe garantizar la existencia del equipo y herramientas suficientes y adecuadas para hacer el mantenimiento, ya que esto ayudara al personal de manteniendo ha realizar su trabajo en forma eficiente y favorecer la mantenibilidad de los equipos.
5. Dentro de la administración de la empresa no se cuenta con un programa de actualización, capacitación ni adiestramiento del personal de mantenimiento, lo cual tiene como consecuencia una desorientación en las actividades desarrolladas por el personal.
Programas de Conservación
1. Es de vital importancia contar con un inventario completo de todo aquello que demandará la atención del área de mantenimiento, ya que sin este no se puede jerarquizar los equipos y maquinaria adecuadamente con la visión de organizar y programar el tipo de mantenimiento necesario para cada unidad del inventario
2. Es indispensable que se cuente con las refacciones de mas demanda y con una calidad adecuada en el almacén.
3. Los programas de mantenimiento deben estar apoyados por procedimientos claros y ser conocidos por los involucrados, dichos programas están obligados a describir claramente los tiempos de ejecución de cada trabajo, así mismo las órdenes de trabajo tienen que llevar un seguimiento riguroso para con esto los programas permiten dar respuesta satisfactoria a las solicitudes de servicio.
4. La información técnica debe ser la suficiente para la ejecución de los trabajos, ya que de esta dependerá la existencia de medidas extraordinarias para
responder rápidamente ante contingencias que demanden la intervención de mantenimiento.
Control
1. Para poder llevar un buen control en el mantenimiento la evaluación que se le da a esta área debe ser una norma y ser respetada por todos los integrantes del grupo de mantenimiento.
2. La asignación de presupuesto para mantenimiento debe obedecer a un análisis de necesidades del mismo para lograr esto se esta obligado a tener parámetros confiables para controlar los costos de ejecución de los trabajos de mantenimiento.
3. Es necesario conocer confiablemente la relación existente entre recursos disponibles para producir y la aportación que para ello hace el grupo de mantenimiento.
4. Es de vital importancia tener información acerca de los costos ocasionados por el mal mantenimiento, esto se logra mediante un seguimiento confiable de la información que se reporta en mantenimiento para poder tener un manejo eficiente de los recursos asignados al mantenimiento.
5. Finalmente la empresa debe reconocer clara y fehacientemente la aportación que hace el grupo de mantenimiento.
3.2 Resultados de la aplicación del cuestionario de “Preguntas de Segundo Nivel”
La aplicación de las preguntas de segundo nivel fue necesaria debido a que la información obtenida con los primeros cuestionarios dejaba algunas dudas específicas de aspectos operativos que afectan la administración del mantenimiento, lo cual ayudará a facilitar la toma de decisiones de nivel táctico para llevar a cabo modificaciones o mejoras en acciones operativas.
El análisis del cuestionario de segundo nivel se elaboro en forma semejante al análisis del primer cuestionario, así mismo se realizo una clasificación y jerarquización de los problemas encontrados de la siguiente manera:
Personal
Las funciones y objetivos del personal de mantenimiento deber estar definidas a forma de que sean explícitas así como ser publicadas por la dirección de la empresa para ser conocidas por todos
El análisis de puestos para el personal necesario de mantenimiento debe estar en función a las labores desempeñadas y el objetivo a seguir por la empresa
Es conveniente que las órdenes de trabajo sean por escrito y sean acatadas por el personal de mantenimiento
Que la alta dirección reconozca la posición del área de mantenimiento, así como el personal asignado a esta área sea acorde a las necesidades propias de la empresa es indispensable para lograr un mejor desempeño en el mantenimiento
Los métodos y procedimientos de la actividad de mantenimiento deben incorporarse específicamente por escrito en los aspectos relacionados con la seguridad e higiene de la empresa, de esta manera el personal estará más protegido al desempeñar su función.
Debe existir un tiempo específico dentro del horario normal de labores para la capacitación y adiestramiento del personal de mantenimiento y fomentar la auto-capacitación y el auto-adiestramiento
Administración
Es preciso tener bien definidos los objetivos del departamento, así como definir un proceso de planeación como una actividad permanente abarcando la totalidad de sus funciones con la finalidad de que los niveles de planeación del mantenimiento incluyan a todos los involucrados para que puedan participan en la planeación a corto, mediano y largo plazo
La labor de difusión de la planeación deber ser en forma ordenada, así mismo la información que se difunda esta obligada a estar actualiza y de igual manera difundir las actualizaciones
Es necesario contar con algoritmos de planeación confiables y tener planeadores de mantenimiento que sepan de mantenimiento, para poder tener una planeación eficiente
Es imperioso que los métodos y procedimientos describan por escrito los trabajos rutinarios, tener técnicas para la detección de fallas en equipos y que los equipos sean intervenidos por quien más los conoce en el caso de fallas mayores, para evitar costos mayores en el mantenimiento
El indicar claramente a los usuarios como llenar los formatos de trabajo hará que exista una buena retroalimentación por escrito en la planeación
Es obligatorio que el equipo con que se cuenta para el mantenimiento sea el suficiente, que las herramientas para mantenimiento también sean suficientes, que las refacciones utilizadas sean las adecuadas y que los consumibles (lubricantes, limpiadores, etc.) también sean los apropiados
Los planes de contingencias en recursos vitales deben ser previstos, ya que esto garantizara que al momento de existir una contingencia en este tipo de recursos se sepa que acciones realizar, para esto las órdenes verbales deben ser claras y que los líderes de grupo actúen en sentido constructivo.
Programa de Conservación
El contar con un inventario completo de la maquinaria, instalaciones y los inmuebles a atender ayuda mucho a identificar correctamente la clasificación de vital, importante y trivial que se les da a cada elemento del inventario
En el inventario se deben definir claramente la jerarquía de importancia de los elementos que lo integran en función de su relevancia para la producción para tener claramente definidas las prioridades de atención a los recursos.
El almacén debe tener estudios acerca de las refacciones que se necesitan, tener un control sobre la existencia de refacciones, que las refacciones que se usan son compatibles con el equipo y tener bien identificadas las refacciones más importantes y que estas sean fácilmente accesibles para poder atender cualquier contingencia que se presente
Se tienen estudios detallados sobre el equipo y herramientas que se requieren para el mantenimiento.
El buen control de la herramienta y el equipo de mantenimiento junto con la calidad del equipo y herramienta de mantenimiento, así como la calibración de los equipos de auxilio al mantenimiento debe ser confiable ya que de esto depende la rapidez y la calidad con que se realiza el mantenimineto
La existencia de un plan de mantenimiento que incluya a todo el inventario de conservación debe ser conocido y entendido en términos generales por todos en la empresa para que este pueda ser respetado, teniendo bien definidos los procedimientos para el seguimiento del plan y actualizar si sufre desviaciones con la finalidad de que el plan refleje la realidad de los trabajos de mantenimiento y la confianza de la información que maneja el plan sea satisfactoria.
Un registro de órdenes de trabajo efectuados, de órdenes de trabajo diferidos y solicitudes de trabajo deben ser atendidas con eficiencia.
El personal de mantenimiento debe respetar los programas así como los tiempos de ejecución de acuerdo al programa esto se puede lograr teniendo claramente definidos los métodos de mantenimiento que se aplican
Control
Contar con un presupuesto específico para el mantenimiento y que este sea acordado con la gente de mantenimiento va a garantizar el servicio de los equipos y maquinaria, pero esto solo se puede lograr si se respeta la opinión de la gente de mantenimiento en la elaboración de presupuesto y si se hacen estudios sobre las necesidades a corto, mediano y largo plazo sobre presupuestos para mantenimiento
El control de costos de trabajos correctivos, preventivos, de retrabajos y desperdicios en mantenimiento conllevara a aumentara la eficiencia en el manejo de los recursos de mantenimiento
La fiabilidad que se le da a los equipos y maquinaria tiene que estar identificado al menos por: la edad del equipo a mantener, la apariencia física, medio ambiente, carga de trabajo y mediciones de desempeño, a esto se le conoce como método empírico de fiabilidad y nos ayudara a determinar la confianza que se le puede tener a cada equipo y/o maquinaria

Se debe contar con estadísticas del tiempo que se tiene disponible el equipo vital para producción, de seguimiento a los trabajos programados, seguimiento a todas las órdenes de trabajo y de disponibilidad de equipo importante para producción para que se pueda definir adecuadamente la disponibilidad de los equipos, maquinaria y personal con que cuenta la empresa, estas estadísticas deben ser confiables.
El departamento debe ser evaluado permanentemente y contar con medidas confiables para conocer el rendimiento del departamento y poder detectar cuando un equipo ha sido mal operado o mantenido erróneamente esto nos ayudara a que las relaciones del personal de mantenimiento con los demás departamentos sean armoniosas.
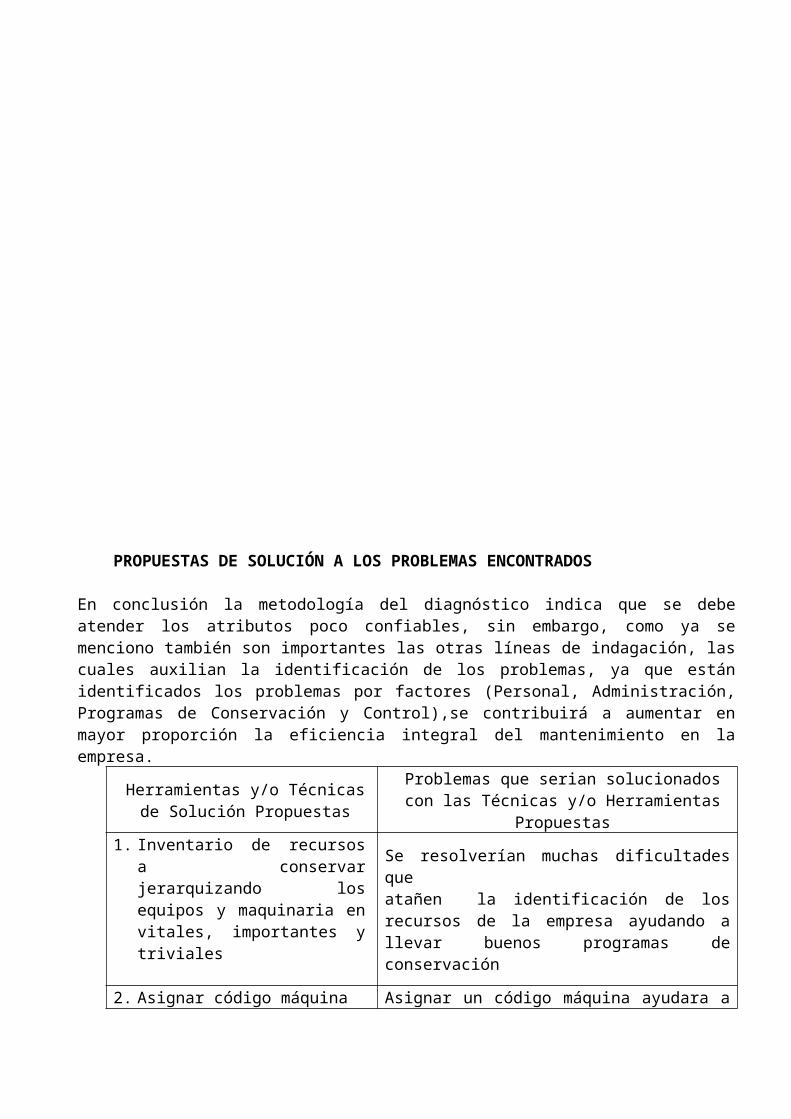
PROPUESTAS DE SOLUCIÓN A LOS PROBLEMAS ENCONTRADOS
En conclusión la metodología del diagnóstico indica que se debe atender los atributos poco confiables, sin embargo, como ya se menciono también son importantes las otras líneas de indagación, las cuales auxilian la identificación de los problemas, ya que están identificados los problemas por factores (Personal, Administración, Programas de Conservación y Control),se contribuirá a aumentar en mayor proporción la eficiencia integral del mantenimiento en la empresa.
Herramientas y/o Técnicas de Solución Propuestas
Problemas que serian solucionadoscon las Técnicas y/o Herramientas
Propuestas1. Inventario de recursos a
conservar jerarquizando los equipos y maquinaria en vitales, importantes y triviales
Se resolverían muchas dificultades queatañen la identificación de los recursos de la empresa ayudando a llevar buenos programas de conservación
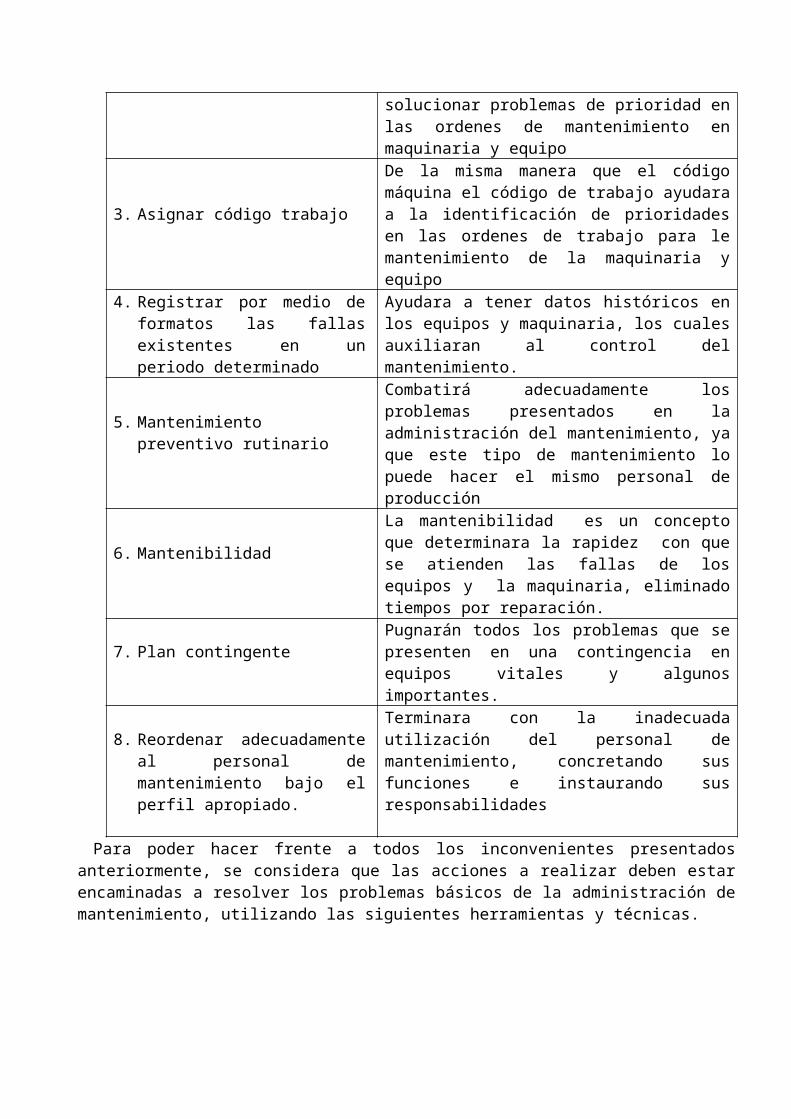
2. Asignar código máquinaAsignar un código máquina ayudara a solucionar problemas de prioridad en las ordenes de mantenimiento en maquinaria y equipo
3. Asignar código trabajoDe la misma manera que el código máquina el código de trabajo ayudara a la identificación de prioridades en las ordenes de trabajo para le mantenimiento de la maquinaria y equipo
4. Registrar por medio de formatos las fallas existentes en un periodo determinado
Ayudara a tener datos históricos en los equipos y maquinaria, los cuales auxiliaran al control del mantenimiento.
5. Mantenimiento preventivo rutinario
Combatirá adecuadamente los problemas presentados en la administración del mantenimiento, ya que este tipo de mantenimiento lo puede hacer el mismo personal de producción
6. MantenibilidadLa mantenibilidad es un concepto que determinara la rapidez con que se atienden las fallas de los equipos y la maquinaria, eliminado tiempos por reparación.
7. Plan contingentePugnarán todos los problemas que se presenten en una contingencia en equipos vitales y algunos importantes.
8. Reordenar adecuadamente al personal de mantenimiento bajo el perfil apropiado.
Terminara con la inadecuada utilización del personal de mantenimiento, concretando sus funciones e instaurando sus responsabilidades
Para poder hacer frente a todos los inconvenientes presentados anteriormente, se considera que las acciones a realizar deben estar encaminadas a resolver los problemas básicos de la administración de mantenimiento, utilizando las siguientes herramientas y técnicas.
Además de las recomendaciones hechas anteriormente se debe considerar que para conseguir una calidad total en el servicio de los equipos y en las maquinas de la empresa seria muy conveniente la implementación del Mantenimiento Totalmente Productivo (TPM), Dicho mantenimiento requiere desarrollar mantenimiento preventivo y predictivo para anticipar las fallas del equipo y llevar estas condiciones al diseño de los nuevos equipos para reducir el costo de mantenimiento en producción.
TPM Se enfoca a la eliminación de: Pérdidas Tiempos muertos por descomposturas y tiempos de cambio Perdidas de velocidad (Cuando el equipo falla al operar en sus condiciones óptimas) Atorones y microparos debido a la operación inadecuada de sensores, bloqueos, etc.
Pueden representar hasta el 10% del tiempo disponible y nunca se registran. Defectos de proceso debido a retrabajos. Reducir el "yield" del equipo. Periodo desde que la maquina arranca hasta que se
estabiliza producción.
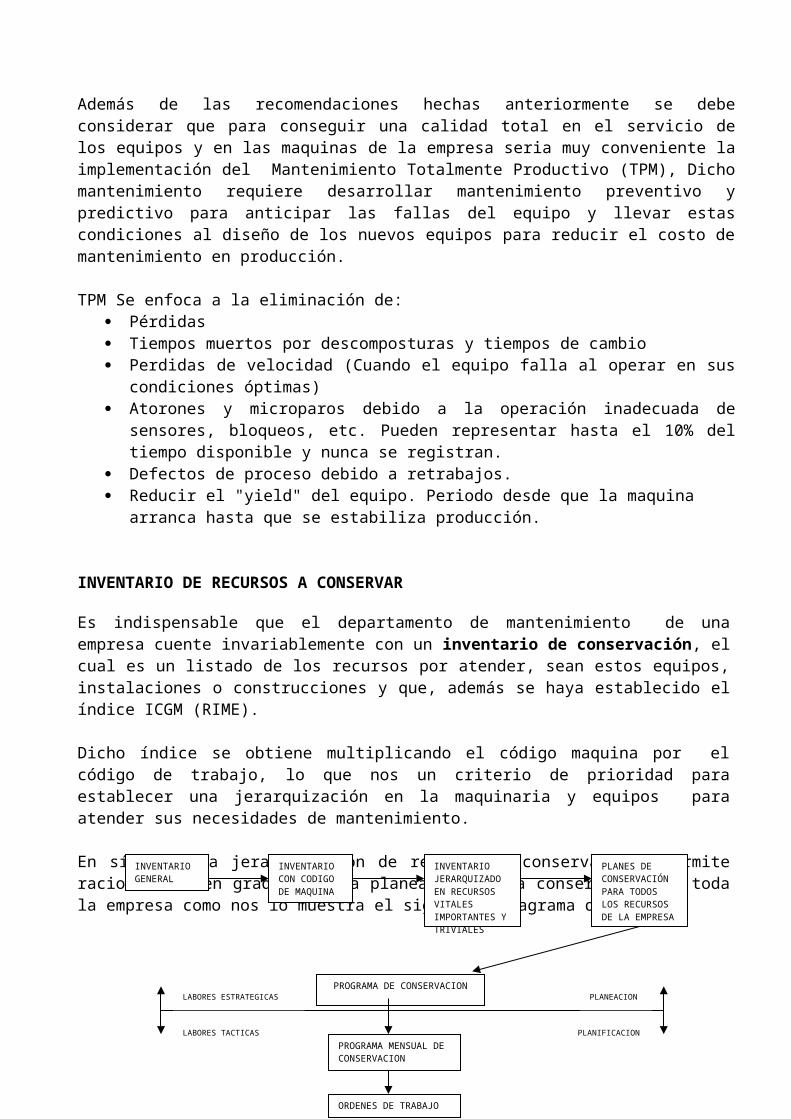
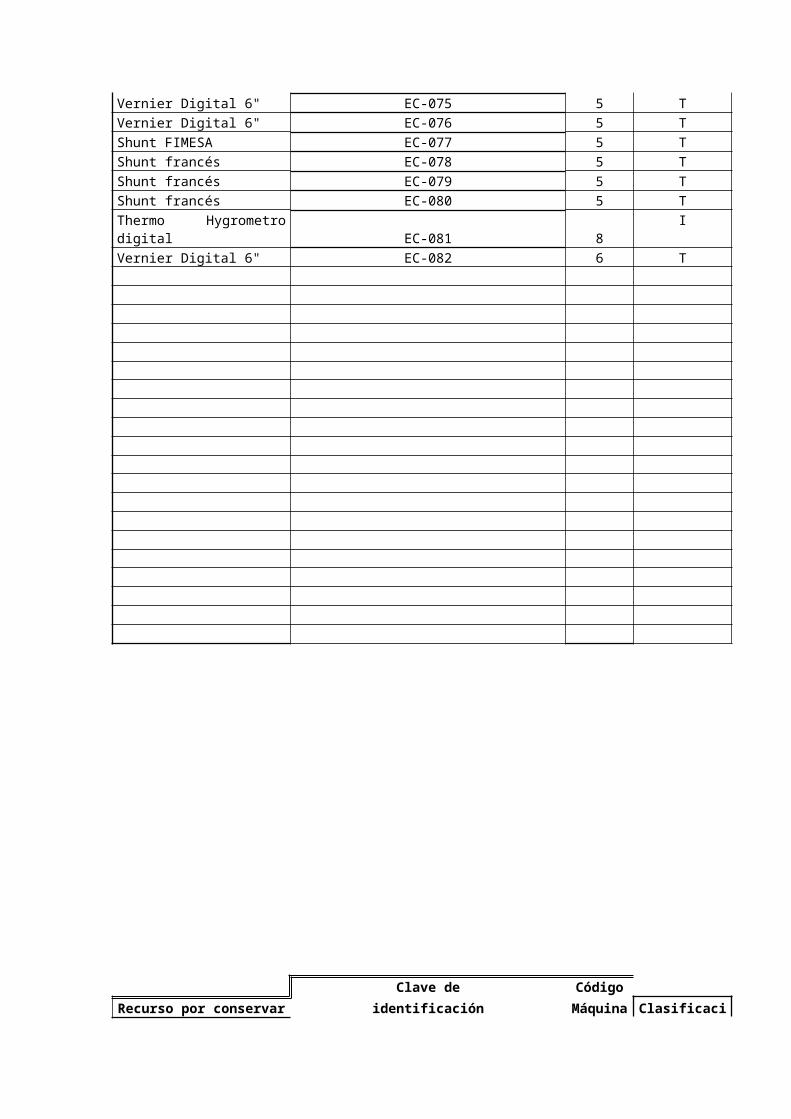
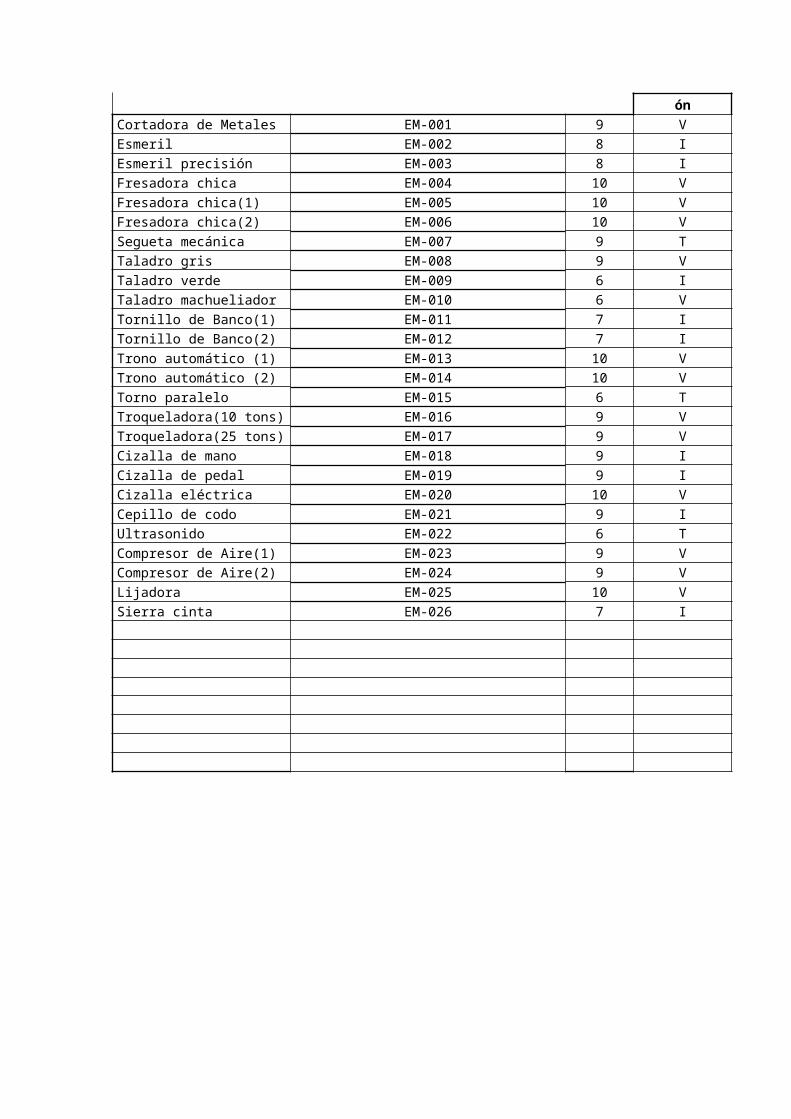
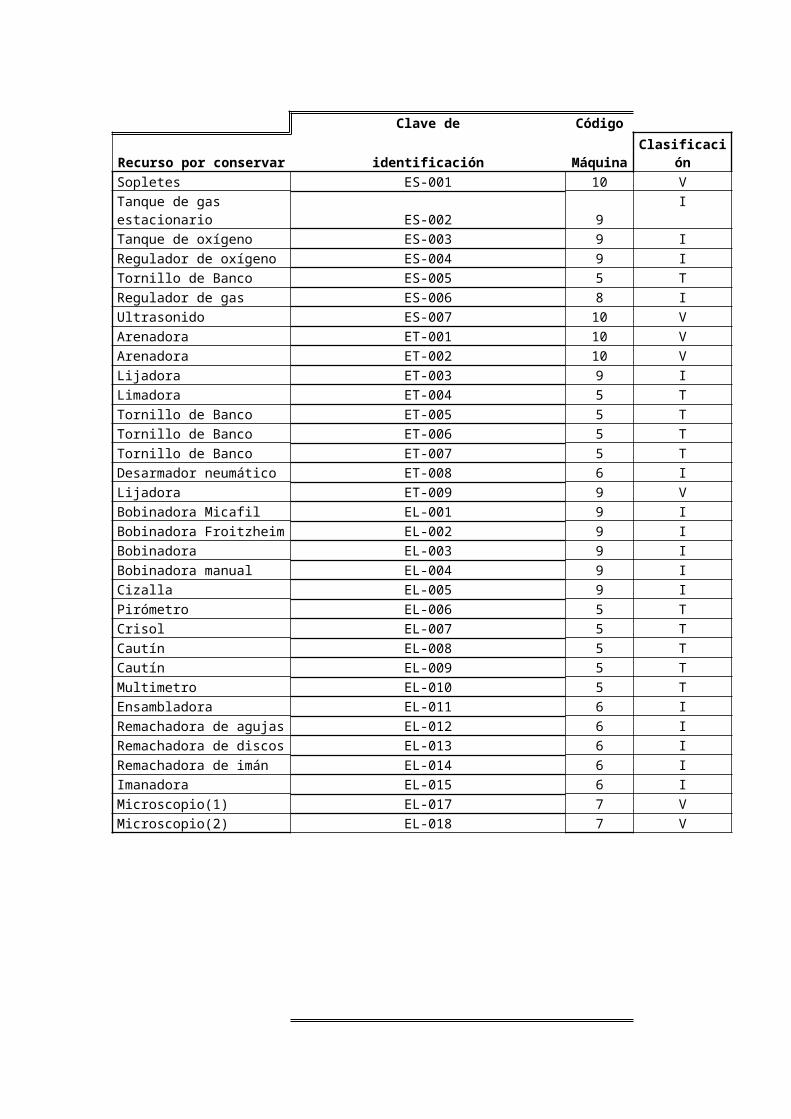
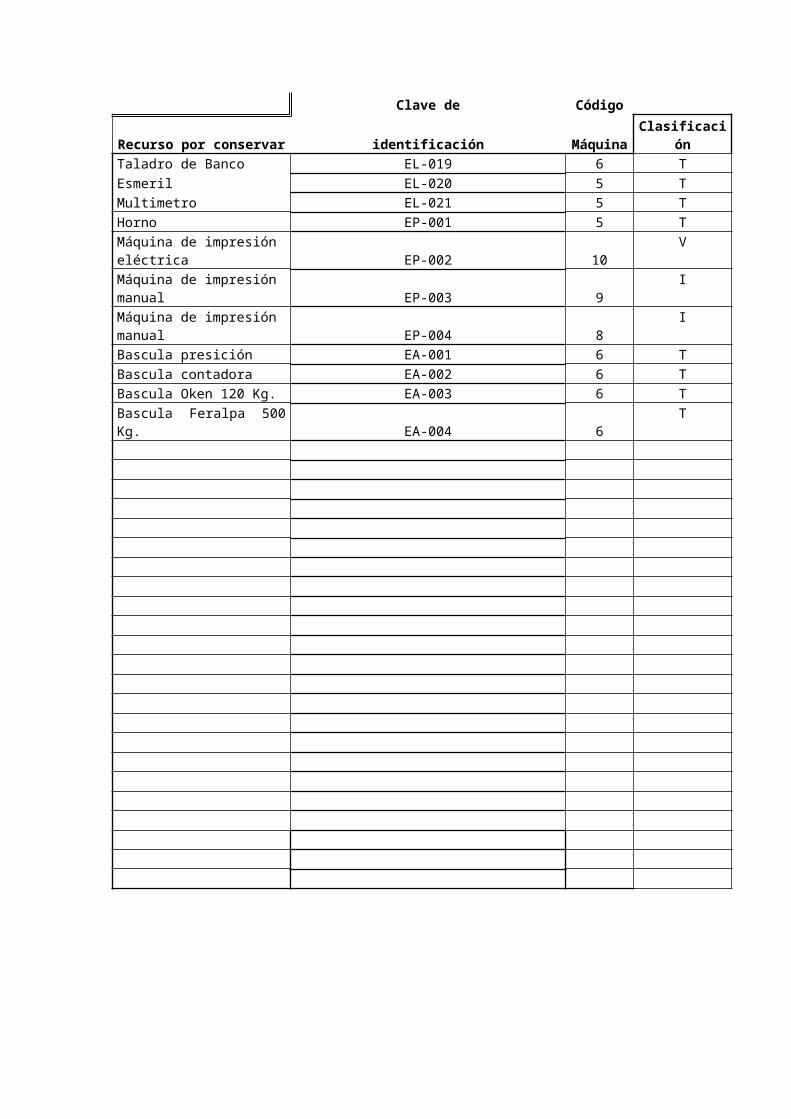
INVENTARIO DE RECURSOS A CONSERVAR
Es indispensable que el departamento de mantenimiento de una empresa cuente invariablemente con un inventario de conservación, el cual es un listado de los recursos por atender, sean estos equipos, instalaciones o construcciones y que, además se haya establecido el índice ICGM (RIME).
Dicho índice se obtiene multiplicando el código maquina por el código de trabajo, lo que nos un criterio de prioridad para establecer una jerarquización en la maquinaria y equipos para atender sus necesidades de mantenimiento.
En síntesis la jerarquización de recursos a conservar nos permite racionalizar en grado sumo la planeación de la conservación en toda la empresa como nos lo muestra el siguiente diagrama de flujo.
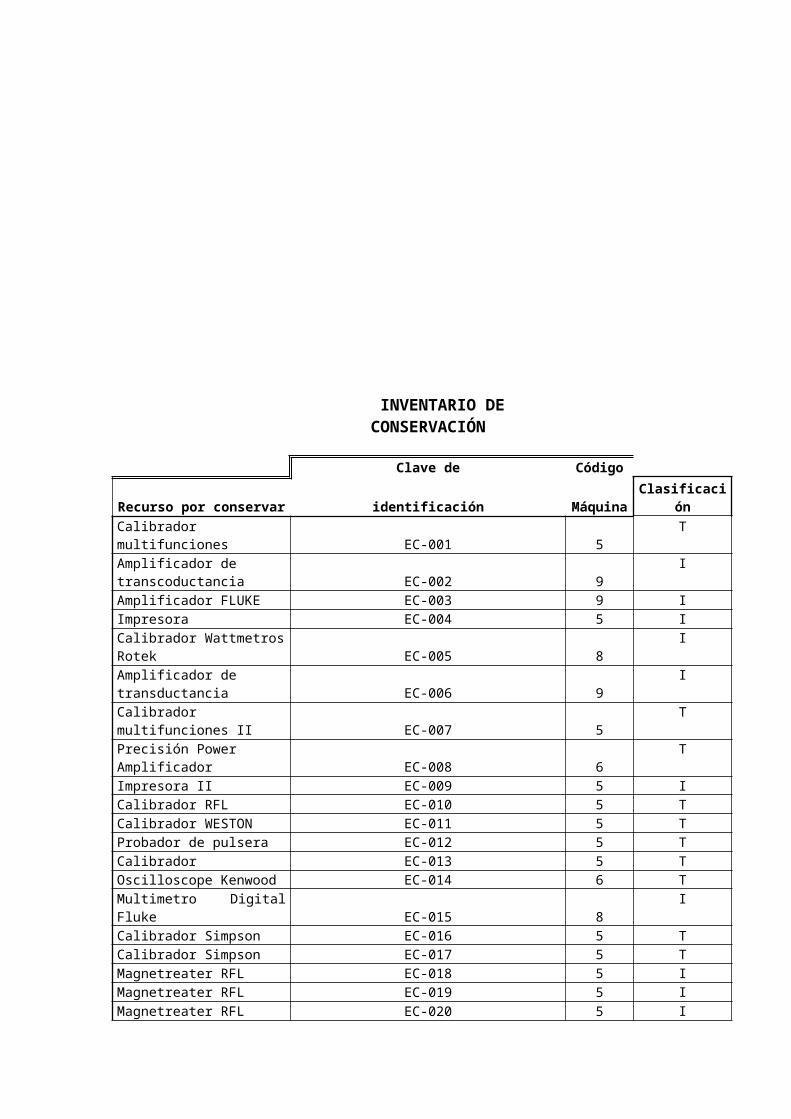
INVENTARIO DE CONSERVACIÓN
Clave de Código
Recurso por conservar identificación Máquina ClasificaciónCalibrador multifunciones EC-001 5 T
Amplificador de transcoductancia EC-002 9
I
Amplificador FLUKE EC-003 9 IImpresora EC-004 5 ICalibrador Wattmetros Rotek EC-005 8
I
Amplificador de transductancia EC-006 9
I
Calibrador multifunciones II EC-007 5 T
INVENTARIO GENERAL
INVENTARIO CON CODIGO DE MAQUINA
INVENTARIO JERARQUIZADO EN RECURSOS VITALES IMPORTANTES Y TRIVIALES
PLANES DE CONSERVACIÓN PARA TODOS LOS RECURSOS DE LA EMPRESA
PROGRAMA DE CONSERVACION
PROGRAMA MENSUAL DE CONSERVACION
ORDENES DE TRABAJO
LABORES ESTRATEGICAS
LABORES TACTICAS PLANIFICACION
PLANEACION
Precisión Power Amplificador EC-008 6
T
Impresora II EC-009 5 ICalibrador RFL EC-010 5 TCalibrador WESTON EC-011 5 TProbador de pulsera EC-012 5 TCalibrador EC-013 5 TOscilloscope Kenwood EC-014 6 TMultimetro Digital Fluke EC-015 8 ICalibrador Simpson EC-016 5 TCalibrador Simpson EC-017 5 TMagnetreater RFL EC-018 5 IMagnetreater RFL EC-019 5 I
Magnetreater RFL EC-020 5 I
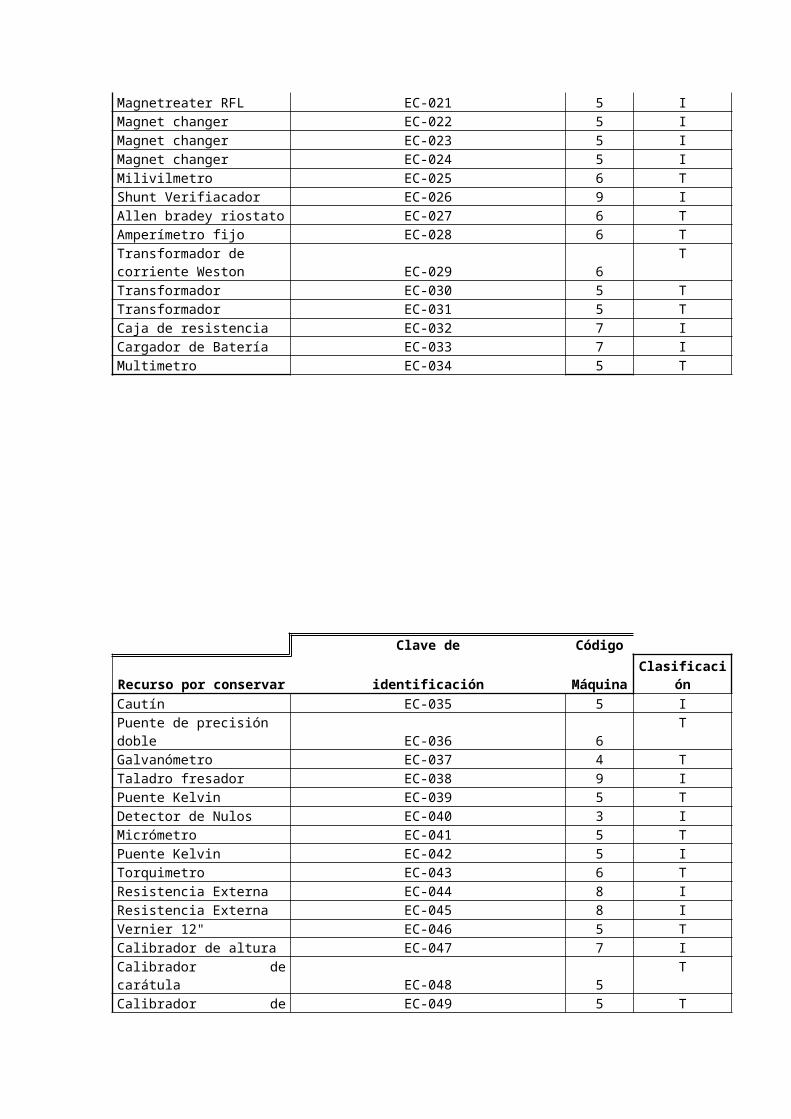
Magnetreater RFL EC-021 5 IMagnet changer EC-022 5 IMagnet changer EC-023 5 I
Magnet changer EC-024 5 IMilivilmetro EC-025 6 TShunt Verifiacador EC-026 9 IAllen bradey riostato EC-027 6 TAmperímetro fijo EC-028 6 TTransformador de corriente Weston EC-029 6
T
Transformador EC-030 5 TTransformador EC-031 5 TCaja de resistencia EC-032 7 ICargador de Batería EC-033 7 IMultimetro EC-034 5 T
Clave de Código
Recurso por conservar identificación Máquina ClasificaciónCautín EC-035 5 IPuente de precisión doble EC-036 6 TGalvanómetro EC-037 4 TTaladro fresador EC-038 9 IPuente Kelvin EC-039 5 TDetector de Nulos EC-040 3 IMicrómetro EC-041 5 TPuente Kelvin EC-042 5 ITorquimetro EC-043 6 T
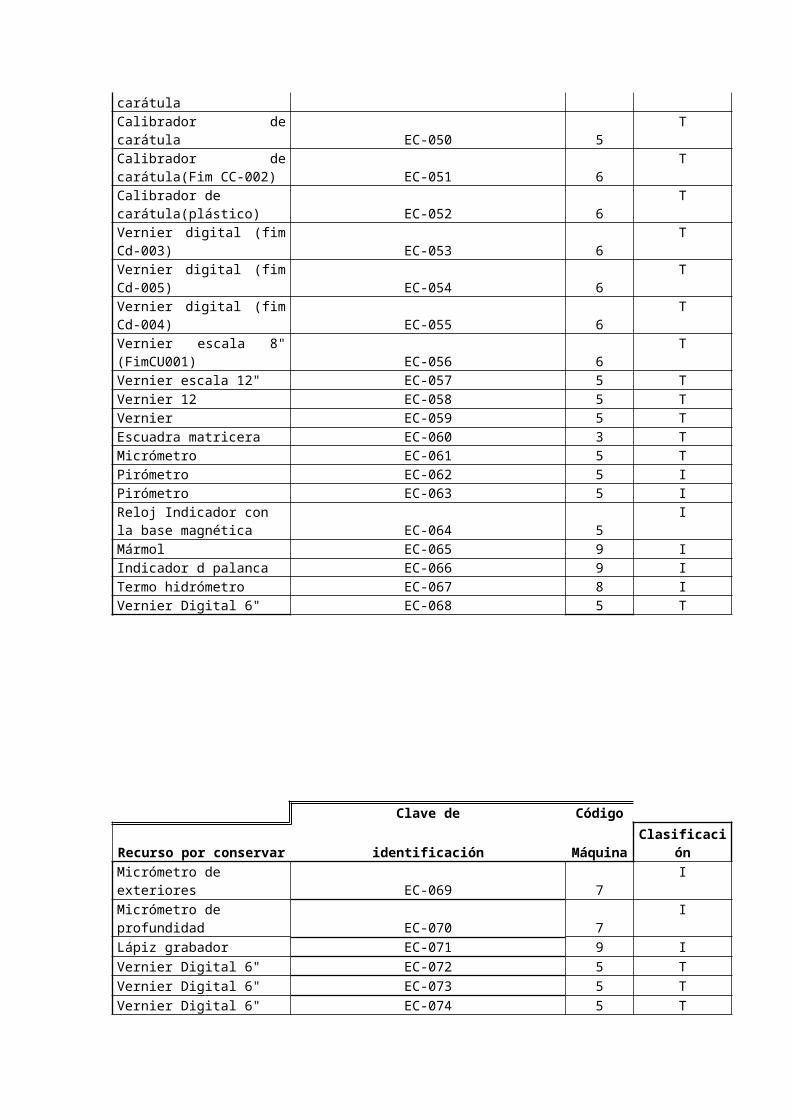
Resistencia Externa EC-044 8 IResistencia Externa EC-045 8 IVernier 12" EC-046 5 TCalibrador de altura EC-047 7 ICalibrador de carátula EC-048 5 TCalibrador de carátula EC-049 5 TCalibrador de carátula EC-050 5 TCalibrador de carátula(Fim CC-002) EC-051 6
T
Calibrador de carátula(plástico) EC-052 6
T
Vernier digital (fim Cd-003) EC-053 6 TVernier digital (fim Cd-005) EC-054 6 TVernier digital (fim Cd-004) EC-055 6 TVernier escala 8" (FimCU001) EC-056 6
T
Vernier escala 12" EC-057 5 TVernier 12 EC-058 5 TVernier EC-059 5 TEscuadra matricera EC-060 3 TMicrómetro EC-061 5 TPirómetro EC-062 5 IPirómetro EC-063 5 IReloj Indicador con la base magnética EC-064 5
I
Mármol EC-065 9 IIndicador d palanca EC-066 9 ITermo hidrómetro EC-067 8 IVernier Digital 6" EC-068 5 T
Clave de Código
Recurso por conservar identificación Máquina ClasificaciónMicrómetro de exteriores EC-069 7 IMicrómetro de profundidad EC-070 7 ILápiz grabador EC-071 9 IVernier Digital 6" EC-072 5 TVernier Digital 6" EC-073 5 TVernier Digital 6" EC-074 5 TVernier Digital 6" EC-075 5 TVernier Digital 6" EC-076 5 TShunt FIMESA EC-077 5 TShunt francés EC-078 5 TShunt francés EC-079 5 TShunt francés EC-080 5 T
Thermo Hygrometro digital EC-081 8 IVernier Digital 6" EC-082 6 T
Clave de Código
Recurso por conservar identificación Máquina ClasificaciónCortadora de Metales EM-001 9 VEsmeril EM-002 8 IEsmeril precisión EM-003 8 IFresadora chica EM-004 10 VFresadora chica(1) EM-005 10 VFresadora chica(2) EM-006 10 VSegueta mecánica EM-007 9 TTaladro gris EM-008 9 VTaladro verde EM-009 6 ITaladro machueliador EM-010 6 VTornillo de Banco(1) EM-011 7 I
Tornillo de Banco(2) EM-012 7 ITrono automático (1) EM-013 10 VTrono automático (2) EM-014 10 VTorno paralelo EM-015 6 TTroqueladora(10 tons) EM-016 9 VTroqueladora(25 tons) EM-017 9 VCizalla de mano EM-018 9 ICizalla de pedal EM-019 9 ICizalla eléctrica EM-020 10 VCepillo de codo EM-021 9 IUltrasonido EM-022 6 TCompresor de Aire(1) EM-023 9 VCompresor de Aire(2) EM-024 9 VLijadora EM-025 10 VSierra cinta EM-026 7 I
Clave de Código
Recurso por conservar identificación Máquina ClasificaciónSopletes ES-001 10 VTanque de gas estacionario ES-002 9 ITanque de oxígeno ES-003 9 IRegulador de oxígeno ES-004 9 ITornillo de Banco ES-005 5 TRegulador de gas ES-006 8 IUltrasonido ES-007 10 VArenadora ET-001 10 VArenadora ET-002 10 VLijadora ET-003 9 ILimadora ET-004 5 TTornillo de Banco ET-005 5 TTornillo de Banco ET-006 5 T
Tornillo de Banco ET-007 5 TDesarmador neumático ET-008 6 ILijadora ET-009 9 VBobinadora Micafil EL-001 9 IBobinadora Froitzheim EL-002 9 IBobinadora EL-003 9 IBobinadora manual EL-004 9 ICizalla EL-005 9 IPirómetro EL-006 5 TCrisol EL-007 5 TCautín EL-008 5 TCautín EL-009 5 TMultimetro EL-010 5 TEnsambladora EL-011 6 IRemachadora de agujas EL-012 6 IRemachadora de discos EL-013 6 IRemachadora de imán EL-014 6 IImanadora EL-015 6 IMicroscopio(1) EL-017 7 VMicroscopio(2) EL-018 7 V
Clave de Código
Recurso por conservar identificación Máquina ClasificaciónTaladro de Banco EL-019 6 TEsmeril EL-020 5 TMultimetro EL-021 5 THorno EP-001 5 TMáquina de impresión eléctrica EP-002 10
V
Máquina de impresión manual EP-003 9
I
Máquina de impresión manual EP-004 8
I
Bascula presición EA-001 6 TBascula contadora EA-002 6 TBascula Oken 120 Kg. EA-003 6 TBascula Feralpa 500 Kg. EA-004 6 T
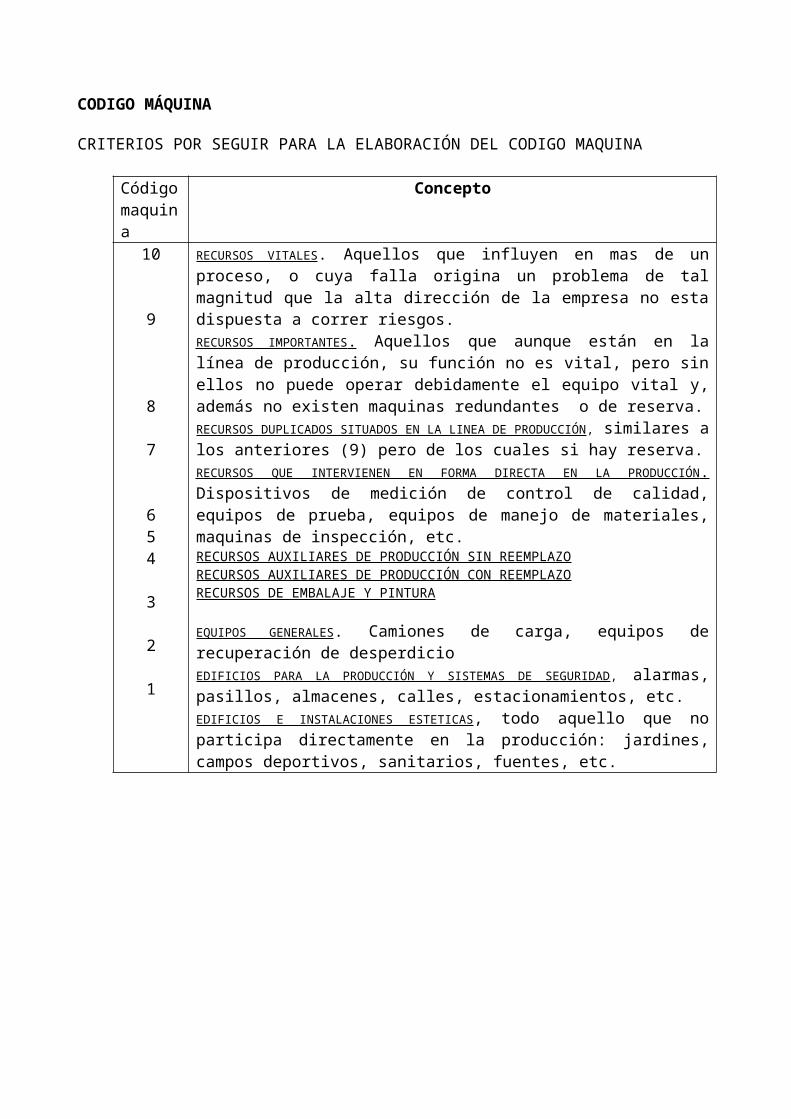
CODIGO MÁQUINA
CRITERIOS POR SEGUIR PARA LA ELABORACIÓN DEL CODIGO MAQUINA
Códigomaquina
Concepto
10
9
8
7
654
3
2
1
RECURSOS VITALES. Aquellos que influyen en mas de un proceso, o cuya falla origina un problema de tal magnitud que la alta dirección de la empresa no esta dispuesta a correr riesgos.RECURSOS IMPORTANTES . Aquellos que aunque están en la línea de producción, su función no es vital, pero sin ellos no puede operar debidamente el equipo vital y, además no existen maquinas redundantes o de reserva.RECURSOS DUPLICADOS SITUADOS EN LA LINEA DE PRODUCCIÓN, similares a los anteriores (9) pero de los cuales si hay reserva.RECURSOS QUE INTERVIENEN EN FORMA DIRECTA EN LA PRODUCCIÓN . Dispositivos de medición de control de calidad, equipos de prueba, equipos de manejo de materiales, maquinas de inspección, etc.RECURSOS AUXILIARES DE PRODUCCIÓN SIN REEMPLAZORECURSOS AUXILIARES DE PRODUCCIÓN CON REEMPLAZORECURSOS DE EMBALAJE Y PINTURA
EQUIPOS GENERALES. Camiones de carga, equipos de recuperación de desperdicioEDIFICIOS PARA LA PRODUCCIÓN Y SISTEMAS DE SEGURIDAD, alarmas, pasillos, almacenes, calles, estacionamientos, etc.EDIFICIOS E INSTALACIONES ESTETICAS, todo aquello que no participa directamente en la producción: jardines, campos deportivos, sanitarios,
fuentes, etc.
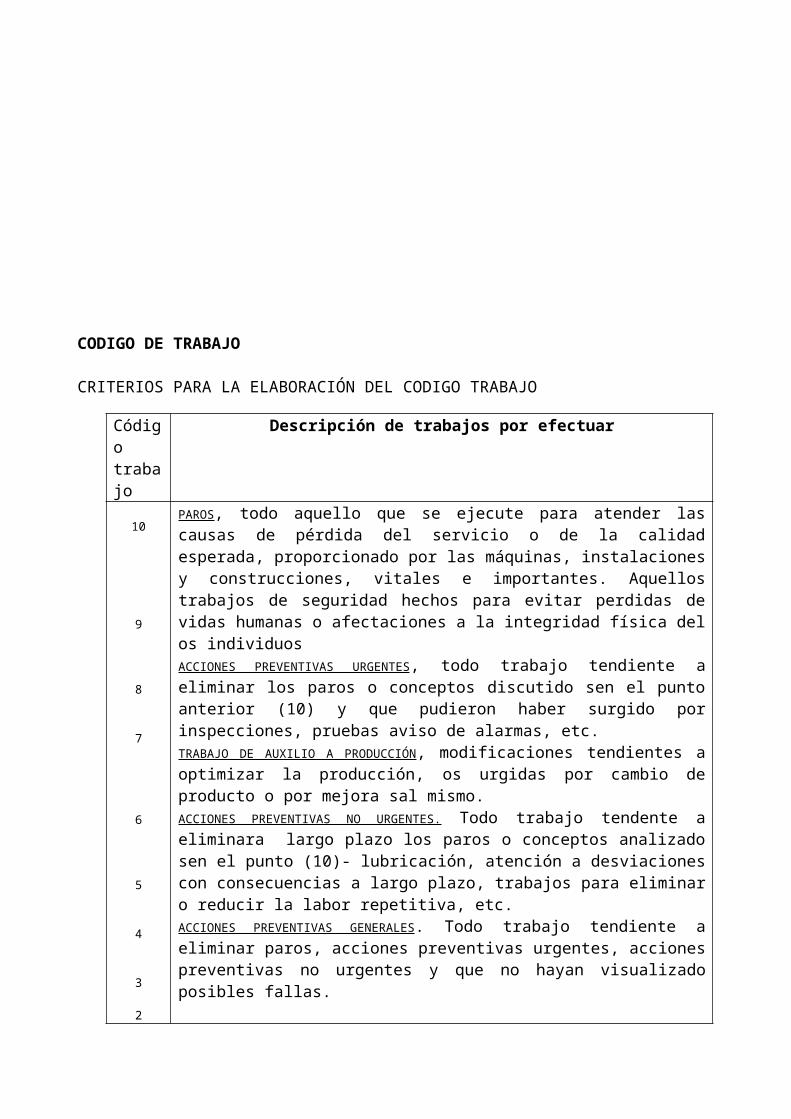
CODIGO DE TRABAJO
CRITERIOS PARA LA ELABORACIÓN DEL CODIGO TRABAJO
Códigotrabajo
Descripción de trabajos por efectuar
10
9
8
7
6
5
4
PAROS, todo aquello que se ejecute para atender las causas de pérdida del servicio o de la calidad esperada, proporcionado por las máquinas, instalaciones y construcciones, vitales e importantes. Aquellos trabajos de seguridad hechos para evitar perdidas de vidas humanas o afectaciones a la integridad física del os individuosACCIONES PREVENTIVAS URGENTES, todo trabajo tendiente a eliminar los paros o conceptos discutido sen el punto anterior (10) y que pudieron haber surgido por inspecciones, pruebas aviso de alarmas, etc.TRABAJO DE AUXILIO A PRODUCCIÓN, modificaciones tendientes a optimizar la producción, os urgidas por cambio de producto o por mejora sal mismo.ACCIONES PREVENTIVAS NO URGENTES. Todo trabajo tendente a eliminara largo plazo los paros o conceptos analizado sen el punto (10)- lubricación, atención a desviaciones con consecuencias a largo plazo, trabajos para eliminar o reducir la labor repetitiva, etc.ACCIONES PREVENTIVAS GENERALES. Todo trabajo tendiente a eliminar paros, acciones preventivas urgentes, acciones preventivas no urgentes y que no hayan visualizado posibles fallas.ACCIONES DE ASEO Y ORDEN. Trabajos de distribución de herramientas y aseo de instalaciones del departamento de conservación.ACCIONES RUTINARIAS. Trabajos en máquinas o equipos de repuesto, en herramientas de conservación y en atención a las rutinas de seguridad
3
2
1
ACCIONES PARA LA MEJORA DE CALIDAD. Todo trabajo tendente a mejorar los resultados de producción y de conservación.ACCIONES PARA LA DISMINUCIÓN DEL COSTO. T. t. t. a minimizar los costos de producción y conservación y que no este considerado en ninguna del as anteriores categorías.ACCIONES DE SALUBRIDAD Y ESTETICA. T. t.t. a asegurar la salubridad y conservación de mueble se inmuebles y en donde el personal de limpieza no puede intervenir, debido al os riesgoso delicadeza dele quipo por atender. (limpieza a subestación eléctrica)
MANTENIMIENTO PREVENTIVO RUTINARIO
Los equipos que son sujetos a programas de mantenimiento preventivo rutinario son aquellos equipos que tengan la mayor jerarquización de acuerdo al código máquina
El programa de mantenimiento preventivo pretende en primera instancia, establecer una rutina sencilla de revisión de los equipos realizada por los operadores a pie de máquina antes y después de su operación para prevenir posibles causas que disminuyan la calidad del servicio; y para obtener datos estadísticos de las fallas que se presenten en los equipos documentándolas en reportes.
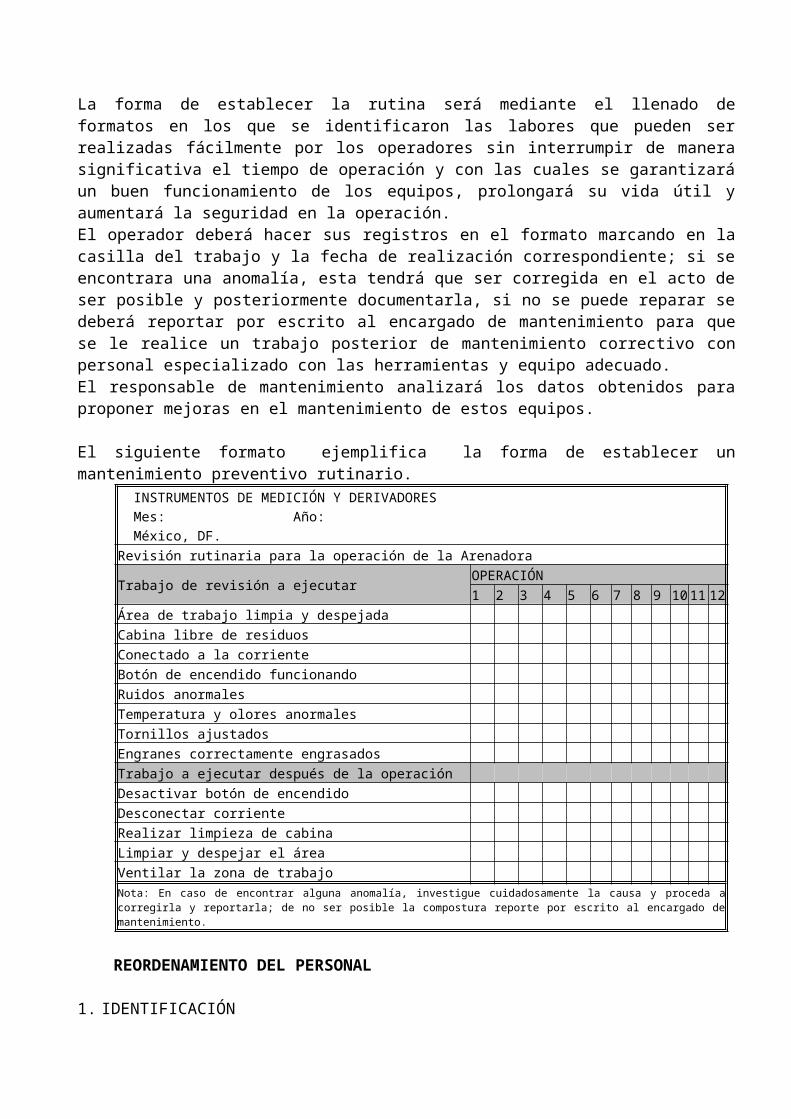
La forma de establecer la rutina será mediante el llenado de formatos en los que se identificaron las labores que pueden ser realizadas fácilmente por los operadores sin interrumpir de manera significativa el tiempo de operación y con las cuales se garantizará un buen funcionamiento de los equipos, prolongará su vida útil y aumentará la seguridad en la operación.El operador deberá hacer sus registros en el formato marcando en la casilla del trabajo y la fecha de realización correspondiente; si se encontrara una anomalía, esta tendrá que ser corregida en el acto de ser posible y posteriormente documentarla, si no se puede reparar se deberá reportar por escrito al encargado de mantenimiento para que se le realice un trabajo posterior de mantenimiento correctivo con personal especializado con las herramientas y equipo adecuado.El responsable de mantenimiento analizará los datos obtenidos para proponer mejoras en el mantenimiento de estos equipos.
El siguiente formato ejemplifica la forma de establecer un mantenimiento preventivo rutinario. INSTRUMENTOS DE MEDICIÓN Y DERIVADORES Mes: Año: México, DF.
Revisión rutinaria para la operación de la Arenadora
Trabajo de revisión a ejecutarOPERACIÓN1 2 3 4 5 6 7 8 9 10 11 12
Área de trabajo limpia y despejada Cabina libre de residuos Conectado a la corriente Botón de encendido funcionando Ruidos anormales Temperatura y olores anormales Tornillos ajustados Engranes correctamente engrasados Trabajo a ejecutar después de la operación Desactivar botón de encendido Desconectar corriente Realizar limpieza de cabina Limpiar y despejar el área Ventilar la zona de trabajo
Nota: En caso de encontrar alguna anomalía, investigue cuidadosamente la causa y proceda a corregirla y reportarla; de no ser posible la compostura reporte por escrito al encargado de mantenimiento.
REORDENAMIENTO DEL PERSONAL
1. IDENTIFICACIÓN
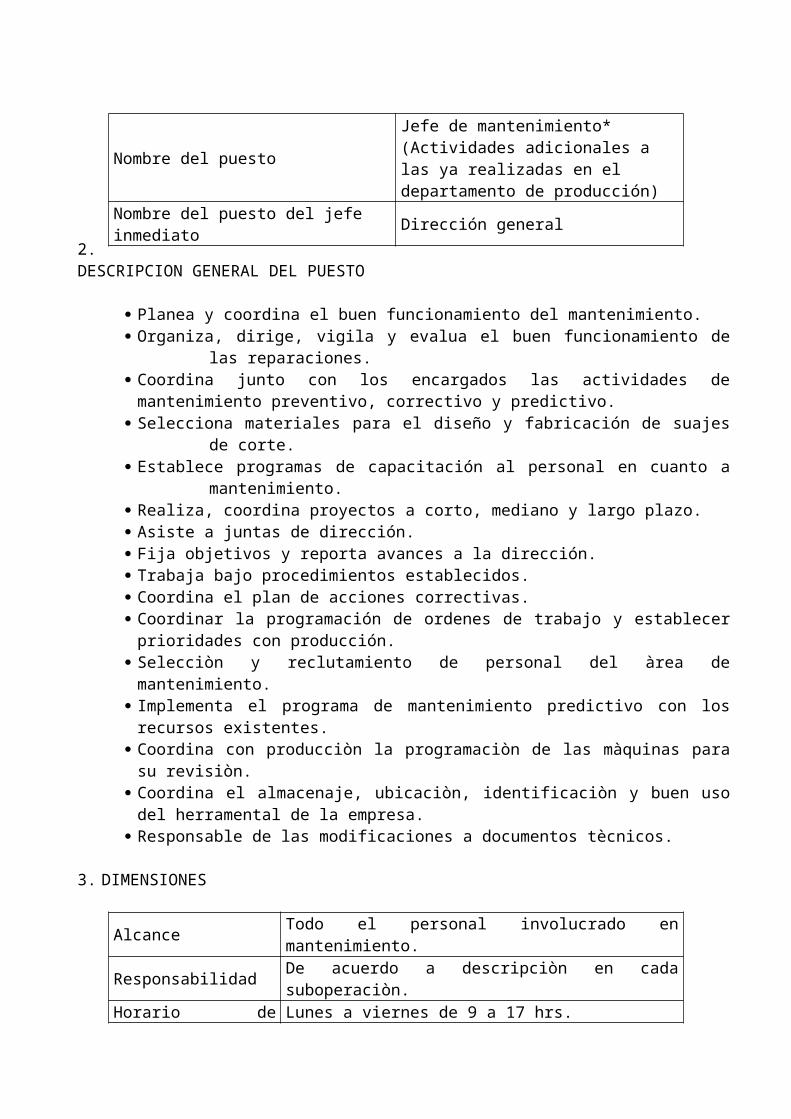
2. DESCRIPCION GENERAL DEL PUESTO
Planea y coordina el buen funcionamiento del mantenimiento. Organiza, dirige, vigila y evalua el buen funcionamiento de las reparaciones. Coordina junto con los encargados las actividades de mantenimiento preventivo,
correctivo y predictivo. Selecciona materiales para el diseño y fabricación de suajes de corte. Establece programas de capacitación al personal en cuanto a mantenimiento. Realiza, coordina proyectos a corto, mediano y largo plazo. Asiste a juntas de dirección. Fija objetivos y reporta avances a la dirección. Trabaja bajo procedimientos establecidos. Coordina el plan de acciones correctivas. Coordinar la programación de ordenes de trabajo y establecer prioridades con
producción. Selecciòn y reclutamiento de personal del àrea de mantenimiento. Implementa el programa de mantenimiento predictivo con los recursos existentes. Coordina con producciòn la programaciòn de las màquinas para su revisiòn. Coordina el almacenaje, ubicaciòn, identificaciòn y buen uso del herramental de la
empresa. Responsable de las modificaciones a documentos tècnicos.
Nombre del puestoJefe de mantenimiento* (Actividades adicionales a las ya realizadas en el departamento de producción)
Nombre del puesto del jefe inmediato Dirección general
3. DIMENSIONES
Alcance Todo el personal involucrado en mantenimiento.Responsabilidad De acuerdo a descripciòn en cada suboperaciòn.Horario de trabajo Lunes a viernes de 9 a 17 hrs.
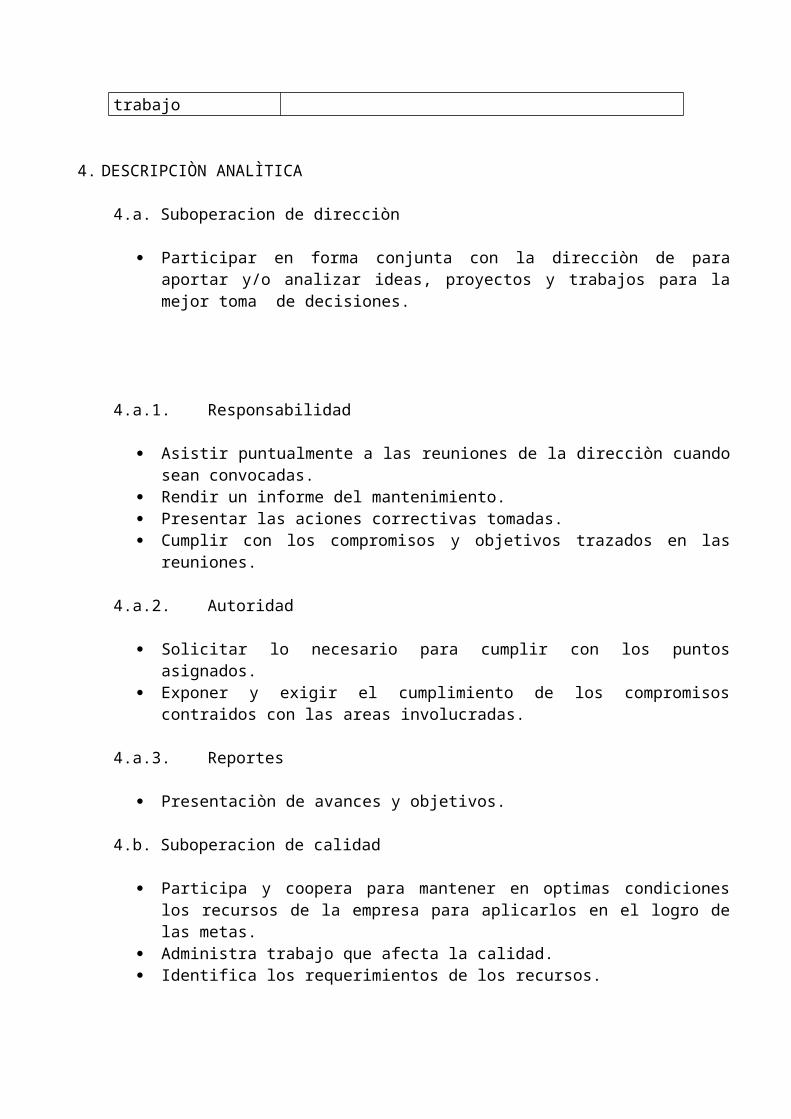
4. DESCRIPCIÒN ANALÌTICA
4.a. Suboperacion de direcciòn
Participar en forma conjunta con la direcciòn de para aportar y/o analizar ideas, proyectos y trabajos para la mejor toma de decisiones.
4.a.1. Responsabilidad
Asistir puntualmente a las reuniones de la direcciòn cuando sean convocadas. Rendir un informe del mantenimiento. Presentar las aciones correctivas tomadas. Cumplir con los compromisos y objetivos trazados en las reuniones.
4.a.2. Autoridad
Solicitar lo necesario para cumplir con los puntos asignados. Exponer y exigir el cumplimiento de los compromisos contraidos con las areas
involucradas.
4.a.3. Reportes
Presentaciòn de avances y objetivos.
4.b. Suboperacion de calidad
Participa y coopera para mantener en optimas condiciones los recursos de la empresa para aplicarlos en el logro de las metas.
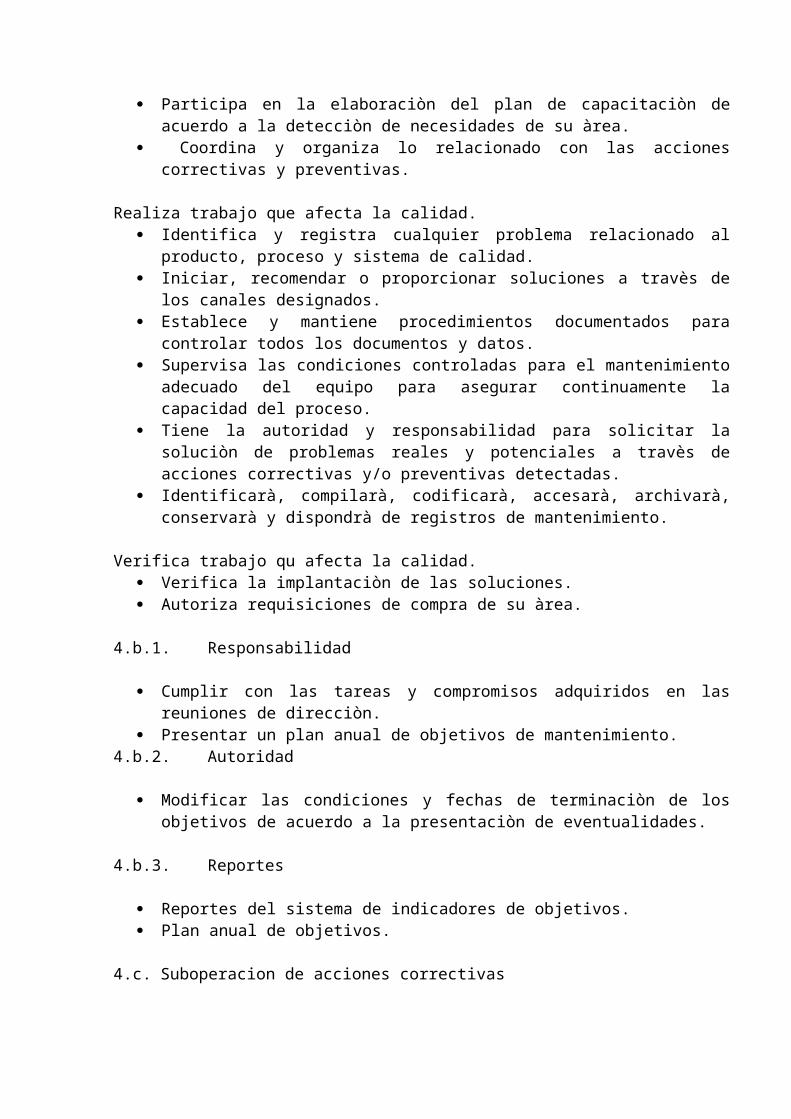
Administra trabajo que afecta la calidad. Identifica los requerimientos de los recursos. Participa en la elaboraciòn del plan de capacitaciòn de acuerdo a la detecciòn
de necesidades de su àrea. Coordina y organiza lo relacionado con las acciones correctivas y preventivas.
Realiza trabajo que afecta la calidad. Identifica y registra cualquier problema relacionado al producto, proceso y
sistema de calidad. Iniciar, recomendar o proporcionar soluciones a travès de los canales
designados.
Establece y mantiene procedimientos documentados para controlar todos los documentos y datos.
Supervisa las condiciones controladas para el mantenimiento adecuado del equipo para asegurar continuamente la capacidad del proceso.
Tiene la autoridad y responsabilidad para solicitar la soluciòn de problemas reales y potenciales a travès de acciones correctivas y/o preventivas detectadas.
Identificarà, compilarà, codificarà, accesarà, archivarà, conservarà y dispondrà de registros de mantenimiento.
Verifica trabajo qu afecta la calidad. Verifica la implantaciòn de las soluciones. Autoriza requisiciones de compra de su àrea.
4.b.1. Responsabilidad
Cumplir con las tareas y compromisos adquiridos en las reuniones de direcciòn. Presentar un plan anual de objetivos de mantenimiento.
4.b.2. Autoridad
Modificar las condiciones y fechas de terminaciòn de los objetivos de acuerdo a la presentaciòn de eventualidades.
4.b.3. Reportes
Reportes del sistema de indicadores de objetivos. Plan anual de objetivos.
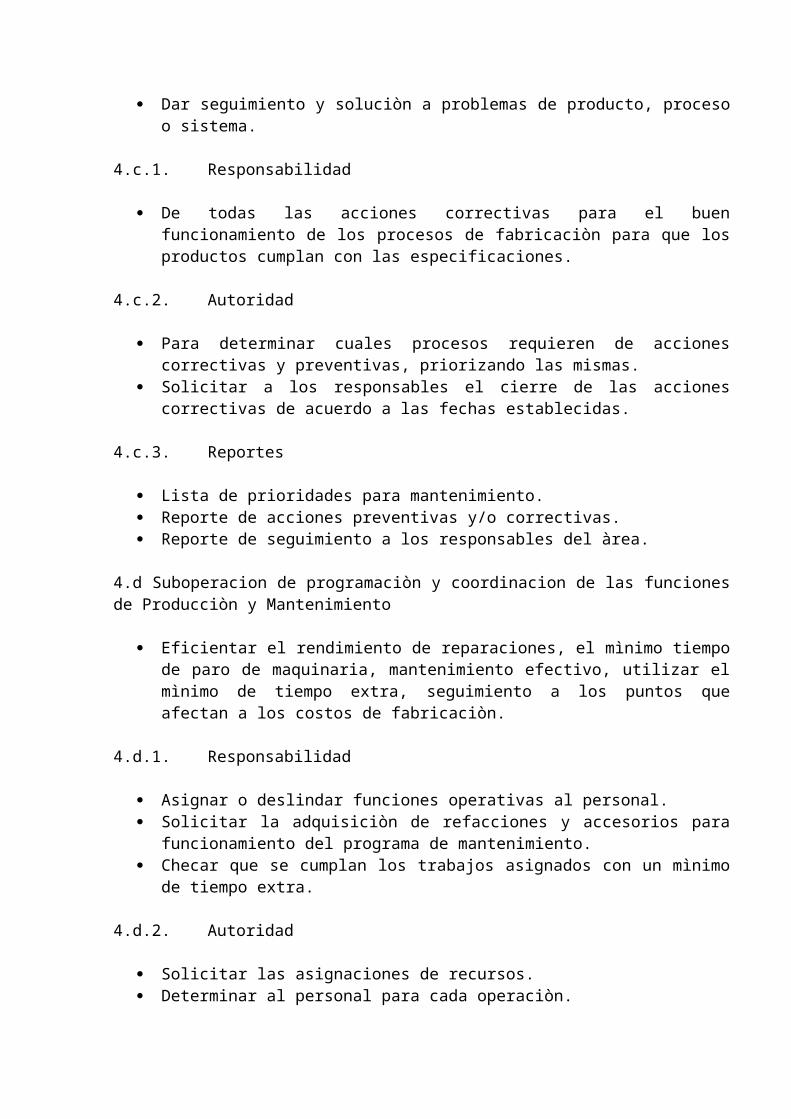
4.c. Suboperacion de acciones correctivas
Dar seguimiento y soluciòn a problemas de producto, proceso o sistema.
4.c.1. Responsabilidad
De todas las acciones correctivas para el buen funcionamiento de los procesos de fabricaciòn para que los productos cumplan con las especificaciones.
4.c.2. Autoridad
Para determinar cuales procesos requieren de acciones correctivas y preventivas, priorizando las mismas.
Solicitar a los responsables el cierre de las acciones correctivas de acuerdo a las fechas establecidas.
4.c.3. Reportes
Lista de prioridades para mantenimiento. Reporte de acciones preventivas y/o correctivas. Reporte de seguimiento a los responsables del àrea.
4.d Suboperacion de programaciòn y coordinacion de las funciones de Producciòn y Mantenimiento
Eficientar el rendimiento de reparaciones, el mìnimo tiempo de paro de maquinaria, mantenimiento efectivo, utilizar el mìnimo de tiempo extra, seguimiento a los puntos que afectan a los costos de fabricaciòn.
4.d.1. Responsabilidad
Asignar o deslindar funciones operativas al personal. Solicitar la adquisiciòn de refacciones y accesorios para funcionamiento del
programa de mantenimiento. Checar que se cumplan los trabajos asignados con un mìnimo de tiempo extra.
4.d.2. Autoridad
Solicitar las asignaciones de recursos. Determinar al personal para cada operaciòn. Paro de maquinaria por problemas potenciales.
4.d.3. Reportes
4.e. Suboperacion de actividades de Mantenimiento Preventivo, Correctivo y Predictivo.
Lograr el òptimo funcionamiento de todas y cada una de las màquinas y herramental de la empresa
4.e.1. Responsabilidad
Dar seguimiento al programa de mantenimiento. Cumplir con os requerimientos de reparaciòn de maquinaria y equipo. Presentar acciones correctivas. Dar seguimiento a las acciones correctivas.
4.e.2. Autoridad
Parar maquinaria por mantenimiento. Asignar al personal calificado. Priorizar el mantenimiento de acuerdo a los niveles de necesidad.
4.e.3. Reportes.
Reporte de mantenimiento preventivo. Reporte de acciones correctivas. Reporte de mejora contìnua.
4.f. Suboperacion de capacitaciòn al personal
Coordina con el responsable de personal y capacitaciòn todo lo relacionado con la detecciòn de necesidades y plan de capacitaciòn.
4.f.1. Responsabilidad
Que se realice una adecuada detecciòn de necesidades para la capacitaciòn.
4.f.2. Autoridad
Solicitar al personal sus necesidades bàsicas de capacitaciòn.
4.f.3. Reportes
Deteccion de necesidades de capacitaciòn.
4.g. Suboperacion de ordenes de trabajo
Llevar un registro de las necesidades de operaciòn de maquinaria y equipo de la empresa
4.g.1. Responsabilidad
Seguimiento de las ordenes de trabajo. Priorizar las ordenes en base a necesidades de producciòn. Reportar el avance a la direcciòn general.
4.g.2. Autoridad
Solicitar refacciones necesarias nacionales y de importaciòn. Solicitar el herramental necesario. Solicitar apoyo externo cuando sea requerido. Coordinar con subproveedores de servicios.
4.g.3. Reportes
Ordenes de trabajo. Historial de herramentales. Fichas tecnicas. Reporte mensual de mantenimiento preventivo. Reporte de refacciones necesarias.
4.h. Suboperacion de selección de materiales
Seleccionar el mejor material por caracteristicas para prolongar la vida de la maquinaria y herramentales.
4.h.1. Responsabilidad
Checar caracteristicas fisicas de la materia a utilizar. Checar la calidad de estas en base a requerimientos o especificaciones.
Checar la llegada oportuna de este material a la planta.
4.h.2. Autoridad
Dar seguimiento en conjunto con el departamento de compras a los proveedores nacionales y extranjeros.
Solicitar el material oportunamente. Solicitar requerimientos y especificaciones.
4.h.3. Reportes
Requisiciones de compra. Ordenes de compra. Cotizaciones. Documentaciòn tècnica.
4.i. Suboperacion de modificaciòn a documentos tècnicos.
Mantener informada ala planta de los cambios a especificaciones, dibujos, planes, diagramas, inspecciones, metodos de operaciòn y demàs informaciòn inherente al proceso.
4.i.1. Responsabilidad
Revisar la documentaciòn antes descrita. Informar con oportunidad cualquier cambio a la documentaciòn en planta.
4.i.2. Autoridad
Retroalimentaciòn de los departamentos para generar cambios en los procesos. Actualizaciòn de documentos que por su vigencia pueden quedar obsoletos.
4.i.3. Reportes
Modificaciòn a esopecificaciones. Mejora continua. Acciones correctivas.
4.j. Suboperacion de selecciòn de personal
Selecciona al personal que requieran las diferentes labores.
4.j.1. Responsabilidad
Informar del personal aprobado.
4.j.2. Autoridad
Solicitar al personal faltante.
Decidir y calificar al personal. Autorizar el acceso al personal.
4.j.3. Reportes
Evaluaciòn al personal. Ficha de entrada a las instalaciones.
5. PERFIL DEL PUESTO
Ingeniero industrial o mecànico. Conocimiento de mantenimiento en general. Manejo de personal.
MANTENIBILIDAD
En el ámbito industrial, la mantenibilidad de los equipos y máquinas empleados hace referencia a la facilidad con la que pueden hacerse las operaciones de mantenimiento. Usualmente se adopta como criterio de diseño, en tanto en cuanto es necesario considerar la accesibilidad a las partes de la máquina o equipo que debido al desgaste deberán ser sustituidas durante su vida útil.
Mantenibilidad:
Es la rapidez con la cual las fallas o el funcionamiento defectuoso en los
equipos son diagnosticados y corregidos, o el mantenimiento programado es ejecutado con éxito.
Durante el diseño debe procurarse que el equipo cuente en lo posible con lo siguiente:
1- Las partes y componentes deben ser estandarizados para permitir su minimización e intercambio en forma sencilla.
2- Las herramientas necesarias para intervenir la maquina deben ser en lo posible comunes y no especializadas.
3- Los conectores que unen a los diferentes subsistemas deben estar hechos de tal modo que no puedan ser intercambiados por error.
4- Las labores de operación y conservación pueden ser ejecutadas sin poner en peligro a las personas al equipo o a otros equipos cuyo funcionamiento dependa del primero.
5- El equipo debe tener soportes, asas, apoyos y sujetadores que permitan mover sus partes con facilidad.
6- El equipo debe poseer ayudas de diagnostico elementos de autodiagnóstico que permitan una rápida identificación de la causa de la falla.
7- El equipo debe contar con un sistema adecuado de identificación de puntos de prueba y componentes que sean fácilmente vistos e interpretados.
La mantenibilidad depende de factores como la habilidad del personal de instalación, preservación, mantenimiento y operación; el espacio de trabajo para ejecutar la conservación; la facilidad de acceso de los equipos; la disponibilidad de refacciones, la eficacia de los equipos de prueba, etc. Esta en nuestras manos aumentar la optimización de los recursos de la empresa aumentando su mantenibilidad.
PLAN CONTINGENTE
Los trabajos de conservación están enfocados al mantenimiento de la calidad de servicio de los recursos que integran la empresa.
Para entender la conservación contingente (CC) en recursos vitales e importantes, se debe emplear solamente personal muy capacitado y con gran habilidad para el diagnostico y rehabilitación del servicio.
En la mayoría de las empresas, no es necesario contar con personal especialmente contratado para la atención de los recursos vitales o importantes en su conservación contingente (CC), ya que solo es necesario hacer un plan contingente para cada uno de estos recursos y nombrar también, para cada uno de los planes, un responsable escogido entre el personal de conservación, con la condición de que conozca muy bien la maquina a su cargo y sea hábil diagnosticando; quien continuara en sus labores habituales y cuando se suscite una emergencia en algún recurso vital o importante.
Cuando se analizo el inventario jerarquizado se menciono que a los recursos vitales se les debe proporcionar una atención muy cuidadosa, es decir, planear para ellos labores de conservación de programas (VP) que aseguren una alta fiabilidad en el correcto funcionamiento de la maquina durante el tiempo que sea preciso tenerla en servicio, y que esta planeación debe tener en cuenta los siguientes factores:
1.- Rutinas de conservación programadas exigentes.2.- Dotación o instalación de elementos redundantes (en paralelo).3.- Instalación dentro del sistema de mantenimiento predictivo.
Para la dotación e instalación de elementos redundantes hay que recordar que no siempre es necesario poner una maquina idéntica en paralelo a la vital, para que se haga cargo del servicio cuando esta falle, sino que debe analizarse la maquina con el objeto de saber cuales son sus partes o componentes vitales, con el fin de que estos sean los que tengan la redundancia.
Con estos cuidados planeados para la maquina, se puede pensar que si se llevan a cabo, esta trabajara sin problemas para que suministre determinado servicio; a pesar de todo,
puede suscitarse una falla inesperada por causas que humanamente no pudieron preverse, independientemente de la planeación cuidadosa.
Esta falla es a lo que se llama contingencia, por tanto, es necesario revisar una y otra vez el plan de conservación a los recursos vitales para decidir, en primer lugar, que es lo que puede fallar.
Causas de falla más comunes en los recursos que se mencionan a continuación:
1) Ambiente circundante: se refiere a aspectos relacionados con agentes agresivos y factores de operación riesgosos.
2) Ampliaciones: por deficiencias en la mano de obra, mala interpretación de planos, o no tener en cuenta la mantenibilidad del recurso.3) Daños por terceros: debido al descuido o mala voluntad de malas personas,
ataques de animales depredadores o accidentes naturales.4) Diseño: se conoce este tipo de falla después de que el recurso ha funcionado
algún tiempo.5) Envejecimiento: debido a perdidas en las características físicas y químicas del
recurso.6) Fabricación: debido a deficiencias en el control de calidad del fabricante.7) Instalación y conservación: por deficiencias en la mano de obra, mala
interpretación de planos o no tener en cuenta la mantenibilidad del recurso.8) Operación: debido a la ignorancia o mala voluntad del usuario del recurso.9) Transporte: por golpes, almacenaje deficiente o estiba inadecuada.
Factores de riesgo:
a) Cuando no se tiene una imagen en la calidad de funcionamiento de la maquina o en el tiempo.b) Cuando hay un desconocimiento de la maquina o de algunas de sus partes.c) Cuando existe baja fiabilidad en la maquina o en algunas de sus partes.d) Cuando se depende de terceros para la conservación.e) Cuando existen dos o más responsables en las labores de conservación.f) Cuando los buenos resultados de la conservación no pueden detectarse fácilmente.
Se puede saber de antemano lo que puede fallar y hacer algo con anticipación para evitar la falla; pero en todos los casos es posible decidir también con anticipación lo que debe hacerse si algo falla.
En síntesis, el plan contingente, cuya aplicación en el trabajo aminora la gravedad que un probable problema puede ocasionar y permite rehabilitar en el menor tiempo posible la calidad de servicio perdida.
Este plan esta constituido por un documento cuyo contenido debe tener en cuenta los siguientes aspectos.
Nombre del plan.
Recursos humanos que integran el plan. Nombres tanto del responsable del plan como de las personas que queden a sus órdenes durante la contingencia.
Problemática o información general del porque es necesario el plan contingente, así como de todo aquello que se considere útil para entender a fondo los problemas que pueden suscitarse y su solución.
Objetivo inmediato (del plan). Políticas que se observaran durante el desarrollo del plan. Procedimiento general de acción.
PLAN CONTINGENTE
1. Nombre del plan
Atención de emergencia al mal funcionamiento o descompostura de la máquina arenadora.
2. Responsable del plan
Jefa de Producción.- Ing. Mónica Sánchez Almeraya
Coordinador Encargado de Mantenimiento.- Ricardo (operador experimentado)
Auxiliar Supervisor de Soldado, Terminado Y Calibración.- Sergio Hernández
3. Análisis de la situación
ARENADORA
Características Técnicas:
Arenadora Manual de tipo cabina. Medidas de cabina: 110X 70X80cmOperación: Limpieza de Shunts Frecuencia de uso: DiarioMateria Prima Usada: Arena Sílica
Considerando que es la única máquina de este tipo con la que cuenta la empresa, la limpieza de los shunts no se puede o llevaría mucho trabajo realizarla y debido a que esta operación representa el acabado final del proceso, el servicio debe ser reestablecido a una calidad aceptable dentro de un límite de tiempo relativamente corto.
El desconocimiento de la máquina y/o de sus partes es el factor de mayor riesgo por que se desconoce el tiempo que ha sido utilizada la arenadora, no se cuenta con los manuales y se le han hecho reparaciones desconocidas por personal desconocido.
4. Objetivo inmediato
Rehabilitar en el menor tiempo posible el buen funcionamiento del equipo.
5. Políticas
Las intervenciones de mantenimiento a la arenadora deben estar basadas en un diagnóstico previo.
El presupuesto asignado al plan contingente debe ser respetado y ser utilizado única y exclusivamente para la máquina y/o equipo asignado, sin que este sea cuestionado.
En caso necesario, deben hacerse reparaciones provisionales que restablezcan la calidad de servicio perdida para que posteriormente se atiendan.
El responsable del plan debe ser informado inmediatamente después de ocurrida la contingencia.
En ausencia del responsable, tomará su lugar el coordinador del plan. Cuando sea necesario se pedirá ayuda a terceros (personal externo). El lugar de reunión será en el área de acabado, donde deberá estar ubicado
un kit de mantenimiento que contenga herramientas, equipo de protección personal contra descargas eléctricas, cinta de aislar, grasa, refacciones y aparatos de medición).
6. Procedimiento general de acción.
a) Al ser recibida la alarma, se notificará al personal que interviene en el plan contingente para que se reúnan en el área de acabado.
b) Se realizara un diagnóstico de la situación.c) Se determinarán las acciones correctivas a realizarse de la mejor manera y en
el menor tiempo posible.
d) Cuando la arenadora tenga rehabilitado el servicio en un nivel de calidad aceptable, el responsable realizará un informe donde se indique la causa de la falla, como fue reparada, el tiempo que tomó la reparación, el procedimiento que se siguió y las refacciones utilizadas.
e) Si se realizó una reparación provisional, el responsable elaborara un reporte escrito con la finalidad de que la máquina sea reparada posteriormente en algún tiempo ocioso.
CONCLUSIONES
Con la aplicacion de estas tecnicas y formatos se comenzará a obtener datos estadisticos con los cuales, al analizarlos, se podran obtener los elementos para administrar las actividades del mantenimiento y su adecuada toma de decisiones.
Considemos que las actividades que se describen en el estudio son factibles y viables ya que se utiliza el personal ya contratado incrementando el número de funciones a desarrollar; los formatos propuestos no representan costos extra y el llenado de estos es sencillo.
Si la administracion del mantenimiento esta siendo llevada a buen término, la empresa podrá determinar las necesidades en cuanto a refacciones, presupuesto, contingencias, elaboracion de planes de mantenimiento periodico, recoleccion de informacion para la elaboracion de un manual de metodos y procedimientos de mantenimiento
Debemos estar consientes que este estudio no ataca la totalidad de los problemas encontrados por lo que se presentarán fallas futuras y que la única forma de hacerles frente sin ocasionar gastos a la empresa es mejorar continuamente sus sistemas de administracion de mantenimiento.