diseño y fabricación de una máquina para pruebas de fatiga
TRANSCRIPT

UNIVERSIDAD DE LOS ANDES, FACULTAD DE INGENIERÍA,
Diseño y fabricación de una máquina para pruebas de
fatiga por carga en voladizo
Proyecto de grado para aspirar al título de ingeniero mecánico
Autor
Jaime David Camacho Amado
Profesor Asesor:
LUIS MARIO MATEUS SANDOVAL Ingeniero Mecánico MSc.
DEPARTAMENTO DE INGENIERÍA MECÁNICA
Bogotá D.C, Colombia
Miércoles 24 de Junio de 2009

2
A mis padres y a yeyita:
Por alentarme en los momentos difíciles y
ayudarme a seguir, los quiero mucho.
3
Contenido
1. Introducción ................................................................................................................................ 9
2. Marco Teórico ............................................................................................................................. 9
2.1. Fenómeno de la fatiga ......................................................................................................... 9
2.2. Criterios de falla ................................................................................................................ 11
2.3. Máquinas para ensayos de fatiga ...................................................................................... 11
2.4. Engranajes ......................................................................................................................... 13
2.4.1. Trenes de engranajes ................................................................................................ 15
3. Motivación de los cambios ........................................................................................................ 15
3.1. Diseño y selección de poleas y rodamientos .................................................................... 15
3.2. El sistema de carga ............................................................................................................ 16
3.3. Sujeción de las probetas ................................................................................................... 17
3.4. Sistema de conteo de ciclos .............................................................................................. 17
4. Proceso de diseño ..................................................................................................................... 18
5. Memorias de cálculos ................................................................................................................ 21
5.1. Transmisión de potencia y relación de poleas .................................................................. 21
5.2. Eje principal y máxima carga ............................................................................................. 23
5.2.1. Concentradores de esfuerzos .................................................................................... 26
5.2.2. Deflexiones ................................................................................................................ 27
5.3. Cálculo de vida y selección de rodamientos ..................................................................... 29
5.4. Requerimiento de potencia............................................................................................... 30
6. Sistema de carga ....................................................................................................................... 30
6.1. Rodamientos de carga ....................................................................................................... 32
6.2. Mecanismos de sujeción de probeta ................................................................................ 32
6.2.1. Porta boquillas .......................................................................................................... 32
6.2.2. Mordaza de sujeción ................................................................................................. 34
7. Contador de ciclos ..................................................................................................................... 34
7.1. Especificaciones de los engranajes ................................................................................... 34
7.2. Diseño del tren de engranajes .......................................................................................... 35
8. Caracterización del material ..................................................................................................... 37

4
8.1. Ensayo de tensión ......................................................................................................... 37
8.2. Pruebas de dureza ......................................................................................................... 38
9. Pruebas del sistema de carga R.R. Moore ................................................................................. 40
9.1. Diseño de probeta ............................................................................................................. 40
9.2. Diseño del experimento .................................................................................................... 41
9.3. Experimentación ............................................................................................................... 42
9.4. Análisis del problema y diagnóstico .............................................................................. 43
10. Pruebas del sistema de carga en voladizo ............................................................................ 45
10.1. Implementación ............................................................................................................ 45
10.2. Diseño de experimento ................................................................................................. 46
10.3. Análisis del sistema voladizo ......................................................................................... 47
10.4. Confiabilidad ................................................................................................................. 48
10.5. Experimentación y Resultados ...................................................................................... 49
10.6. Comparación de Intervalos de confianza ...................................................................... 51
Conclusiones ..................................................................................................................................... 52
Oportunidades de mejora ................................................................................................................. 53
ANEXOS ............................................................................................................................................. 55
Especificación de platinas Diaco ................................................................................................... 55
Datasheet de contador de vueltas mecánico ................................................................................ 56
Código CNC para maquinado del eje principal .............................................................................. 57
Código CNC para maquinado del porta boquillas ......................................................................... 57
Rodamientos ................................................................................................................................. 59
Norma ASTM E8 ............................................................................................................................ 61
Planos ............................................................................................................................................ 62
Bibliografía ........................................................................................................................................ 74

5
Índice de ilustraciones
Ilustración 1 (University, 2007) ......................................................................................................... 11
Ilustración 2 Los criterios de falla por fatiga (Shigley, 2004) ............................................................ 11
Ilustración 3 Rotary bending machine de Zwick/Roell (Zwick) ....................................................... 12
Ilustración 4 (Rotating bending test machine Italsigma X2TM412) (BERGAMO, 2008) ................... 12
Ilustración 5 (Configuración en voladizo) (Ramírez, 2009) ............................................................... 12
Ilustración6 (Configuración típica R.R. Moore) (Smith) .................................................................... 13
Ilustración 7 (Parámetros de un engranaje) (S. Marks, 1996) .......................................................... 13
Ilustración 8 (Acople de mordaza) (Ramírez, 2009) .......................................................................... 16
Ilustración 9 (sistema de carga de Ramírez) (Ramírez, 2009) ........................................................... 16
Ilustración 10 (Dimensiones del sistema voladizo) (Ramírez, 2009) ................................................. 17
Ilustración 11 Sistema de conteo en (Ramírez, 2009) ....................................................................... 18
Ilustración 12 (Diagramas de cortantes y momentos de la máquina R.R. Moore) (Mott) ............... 19
Ilustración 13 (Vista general máquina de fatiga) .............................................................................. 19
Ilustración 14 (Adaptación R.R. Moore vista 1)................................................................................. 20
Ilustración 15 (Adaptación R.R. Moore vista 2)................................................................................. 20
Ilustración 16 (Marco de referencia de Tensiones sobre el eje principal) (Ramírez, 2009, pág. 13)21
Ilustración 17 (Fuerzas sobre el sistema) .......................................................................................... 23
Ilustración 18 (Fuerzas eje principal plano X-Y) ................................................................................ 24
Ilustración 19 (Fuerzas eje principal plano Z-Y) ................................................................................ 24
Ilustración 20 (Resultados eje principal F.S) ..................................................................................... 25
Ilustración 21 (Resultados vida S-N diseño eje principal) ................................................................. 25
Ilustración 22 (Curva D/d vs. r/d para concentradores de esfuerzos) (Shigley, 2004) .................... 26
Ilustración 23 (|M/EI| vs. Posición) .................................................................................................. 27
Ilustración 24 (Gráficas de pendiente sobre el eje principal) ........................................................... 28
Ilustración 25 (Graficas de deflexión sobre eje principal) ................................................................. 28
Ilustración 26 (Factores de confiabilidad) (FAG, 1997) ..................................................................... 30
Ilustración 27 (Puente de carga) ....................................................................................................... 31
Ilustración 28 (elementos del sistema de carga) .............................................................................. 31
Ilustración 29 (Rodamientos de carga) ............................................................................................. 32
Ilustración 30 (Geometría de con porta boquillas para una fresadora) (Kennametal, 2009) ........... 33
Ilustración 31 (Porta boquillas fabricado) ......................................................................................... 33
Ilustración 32 (Porta boquillas montado y funcionando) ................................................................. 33
Ilustración 33 (Mandril de ½” rosca M20 UNF) ................................................................................. 34
Ilustración 34(Engranajes del contador de ciclos) ............................................................................ 35
Ilustración 35 (Caja de reducción para contador de vueltas) ........................................................... 36
Ilustración 36(Probetas de tensión) .................................................................................................. 37
Ilustración 37 (Curva esfuerzo-deformación de ensayo de tensión) ................................................ 38
Ilustración 38 (Curva esfuerzo-deformación al 0.2%) ....................................................................... 38

6
Ilustración 39 (Momento flector sobre la probeta) .......................................................................... 41
Ilustración 40 (Gráfica S-N teórica Sistema de Carga R.R. Moore) ................................................... 42
Ilustración 41 (Momentos flectores sistema de carga R.R. Moore fabricado) ................................. 43
Ilustración 42 (Condición de carga real de montaje tipo R.R. Moore) .............................................. 44
Ilustración 43 (Diagrama de momentos Reales sobre R.R. Moore) .................................................. 44
Ilustración 44 (Diagrama de cortantes reales sobre R.R. Moore) ..................................................... 45
Ilustración 45 (Diseño de configuración en voladizo) ....................................................................... 46
Ilustración 46 (Fuerzas sobre el gancho del sistema voladizo) ......................................................... 46
Ilustración 47 (Gráfica S-N teórica Sistema de Carga tipo voladizo) ................................................. 47
Ilustración 48 (Diagrama de momentos en sistema voladizo) .......................................................... 47
Ilustración 49 (Diagrama de cortantes en sistema voladizo) ............................................................ 48
Ilustración 50 (Gráfica S-N Teórica con Intervalos de confianza) ..................................................... 48
Ilustración 51 (Datos experimentales dentro del intervalo de confianza establecido por Sut) ......... 49
Ilustración 52 (Promedios de datos experimentales dentro del intervalo de confianza establecido
por Sut) ............................................................................................................................................... 49
Ilustración 53 (Franja de tolerancia de resultados para una confiabilidad del 95%) ........................ 50
Ilustración 54 (Comparación de intervalos de confianza para 95%) ................................................. 51
Ilustración 55 (Probetas fracturadas) ................................................................................................ 52

7
Índice de Ecuaciones
Ecuación 1 ......................................................................................................................................... 14
Ecuación 2 ......................................................................................................................................... 14
Ecuación 3 ......................................................................................................................................... 14
Ecuación 4 ......................................................................................................................................... 15
Ecuación 5 ......................................................................................................................................... 15
Ecuación 6 ......................................................................................................................................... 21
Ecuación 7 ......................................................................................................................................... 21
Ecuación 8 (Factor concentrador de esfuerzos para alto ciclaje) ..................................................... 26
Ecuación 9 (Factor concentrador de esfuerzos para bajo ciclaje)..................................................... 26
Ecuación 10 (Factor concentrador de esfuerzos para cualquier N) .................................................. 26
Ecuación 11 (Nueva teoría de la vida SKF) ........................................................................................ 29
Ecuación 12 ....................................................................................................................................... 35
Ecuación 13 ....................................................................................................................................... 35
Ecuación 14 ....................................................................................................................................... 39
Ecuación 15 ....................................................................................................................................... 40
Ecuación 16 ....................................................................................................................................... 40
Ecuación 17 ....................................................................................................................................... 40
Ecuación 18 ....................................................................................................................................... 41
Ecuación 19 ....................................................................................................................................... 41

8
Índice de Tablas
Tabla 1 (Cálculos transmisión de potencia) ...................................................................................... 22
Tabla 2 (Relación de trasmisión entre el motor y el eje principal) ................................................... 23
Tabla 3 (Carga necesaria para romper la probeta) ........................................................................... 23
Tabla 4 (Factores concentradores de esfuerzos para un eje en acero 1020 HR) .............................. 27
Tabla 5 (Selección de Rodamientos) ................................................................................................. 29
Tabla 6 (Diseño del sistema de carga) ............................................................................................... 31
Tabla 7 (Velocidades y relaciones de la caja de reducción) ............................................................. 36
Tabla 8 (Módulo de Young y esfuerzo último del material según ensayo de tensión ASTM E8) ...... 38
Tabla 9 (Tabla de durezas Rockwell B) .............................................................................................. 39
Tabla 10 (Kf de las probetas de fatiga) .............................................................................................. 40

9
1. Introducción
El estudio de la ruptura por fatiga es un área importante para la ingeniería en Colombia; la alta
variabilidad en las condiciones de los aceros tanto nacionales como extranjeros suministrados por
la industria colombiana, hace necesario recurrir a la experimentación en busca de límites de fatiga
más cercanos a la realidad. Debido a la existencia de elevados factores de ignorancia frente a la
hoja de vida de un lote de material comprado para un diseño, la tabla de propiedades entregada
por el fabricante difícilmente será el reflejo de las diferentes condiciones de almacenamiento,
maltrato, corrosión, desgaste, cargas residuales, y otros factores ignorados (Nixon, Frost, & K J,
1975).
En el caso internacional, las fallas por fatiga en la ingeniería aeronáutica son fuertemente
recordadas por todos a causa de la implicación directa entre la falla de materiales y la pérdida de
vidas. Desde el caso clásico del DeHavilland Comet, el primer jet comercial de los años 50, hasta la
pérdida de 20 pasajeros el 19 de diciembre de 2005 en las playas de Miami cuando un avión
anfibio Grumman G73T Turbo Mallard explotó después de estrellarse mientras despegaba, (Pizzo,
2009) se ha evidenciado la importancia de la falla por fatiga en los elementos mecánicos, y su
prevención mediante el apropiado diseño a partir de las diferentes teorías de fatiga y criterios de
falla planteados en los últimos 120 años.
Este trabajo plantea una alternativa de reingeniería para una máquina de fatiga diseñada en 2008
por el estudiante de pregrado Camilo Ramírez (Ramírez, 2009), planteando y analizando la
factibilidad de un método de carga más eficiente y un mecanismo de conteo de ciclos alternativo.
Cada uno de estos mejoramientos es el resultado de los conceptos aprendidos durante el periodo
del pregrado en la Universidad de los Andes, y la siempre presente orientación del profesor Ing.
Luis Mario Mateus Sandoval MSc.
El objetivo de este proyecto consiste en diseñar y construir una máquina para pruebas de fatiga
para pruebas sobre probetas de acero con concentradores tipo hombro en acero 1045.
2. Marco Teórico
2.1. Fenómeno de la fatiga

10
Éste fenómeno es definido como el cambio en las propiedades de un material como respuesta a la
aplicación de cargas cíclicas, que generalmente son causantes de aparición y posterior crecimiento
de grietas, finalizando con la fractura del mismo.
Estas cargas cíclicas pueden ser causantes de esfuerzos que para el ojo desnudo podrían parecer
insignificantes; sin embargo en el microscopio es posible observar que con bajos esfuerzos pueden
ocurrir diminutas deformaciones plásticas, causantes de iniciación de grieta, y posterior
propagación a partir de los esfuerzos de tensión sobre las superficies del elemento. Diversos
factores pueden aumentar la velocidad de falla por fatiga; puede ocurrir en puntos
geométricamente críticos como hombros, agujeros, ranuras, y otros cambios bruscos de
geometría que actúan como factores concentradores de esfuerzos analizados por la teoría de los
factores de Marin (Shigley, 2004). También puede ser acelerada por la corrosión, altas
temperaturas, inclusiones locales en la micro estructura del material, y cargas cíclicas de alta
frecuencia.
De acuerdo a lo anterior, es una realidad que la falla por fatiga no da ningún tipo de advertencia
como ocurre en otros casos. Es repentina y absoluta, no hay marcha atrás y la única posibilidad
que queda una vez fracturado el elemento, es realizar un análisis forense de las marcas de playa
sobre el área afectada para determinar las causas del daño. Cuando un elemento falla por fatiga
tiene una apariencia muy similar a cuando falla por fractura frágil. Sin embargo, se diferencia por
tres etapas de desarrollo de grieta estudiadas por la mecánica de la fractura (Shigley, 2004).
Etapa I: Iniciación de micro grietas, no visible para el ojo desnudo.
Etapa II: Evolución de micro grietas a macro grietas, las cuales se abren y cierran como resultado
de las cargas cíclicas, produciendo desgastes internos que generan la apariencia de las marcas de
playa.
Etapa III: Ocurre en el ciclo crítico de ruptura del elemento donde se da la fractura súbita del
material, que puede ser frágil, dúctil, o una mezcla de las dos.
Se estima que el 80% de las fallas en maquinaria son atribuibles a fallas por fatiga. (Smith W. F.,
2004)
Las marcas de playa mencionadas pueden ser observadas en la Ilustración 1.

11
Ilustración 1 (University, 2007)
2.2. Criterios de falla
Para que la falla por fatiga tenga lugar, deben presentarse simultáneamente el esfuerzo por
tensión, cíclico, y la deformación plástica; de lo contrario no se presentará fatiga. Numerosos
criterios da falla han sido desarrollados, relacionando estos tres factores en un solo diagrama,
algunos de los más antiguos, Gerber (1874) Goodman (1890) y otros más recientes (Soderberg
(1930), Goodman modificado, Criterio de ASME) se comparan en la ilustración 2 con la
aproximación de fluencia de Langer.
Ilustración 2 Los criterios de falla por fatiga (Shigley, 2004)
2.3. Máquinas para ensayos de fatiga

12
Se utilizan diversos tipos de ensayo para determinar la vida a fatiga del material. El ensayo de
fatiga más comúnmente utilizado es el ensayo de fatiga por flexión rotativa; el espécimen a
analizar es sometido a esfuerzos alternantes de compresión y tensión. Ejemplos de este tipo de
máquina son las mostradas en las ilustraciones 3, y 4.
Ilustración 3 Rotary bending machine de Zwick/Roell (Zwick)
Ilustración 4 (Rotating bending test machine Italsigma X2TM412) (BERGAMO, 2008)
Existen dos tipos de formas de aplicar la carga que producirá los esfuerzos cíclicos en el
espécimen: Utilizando una carga puntual en el extremo del elemento situado en voladizo
(Ilustración 5), y mediante el método R. R. Moore (Ilustración 6). La figura 6 ilustra la lógica de
funcionamiento.
Ilustración 5 (Configuración en voladizo) (Ramírez, 2009)
13
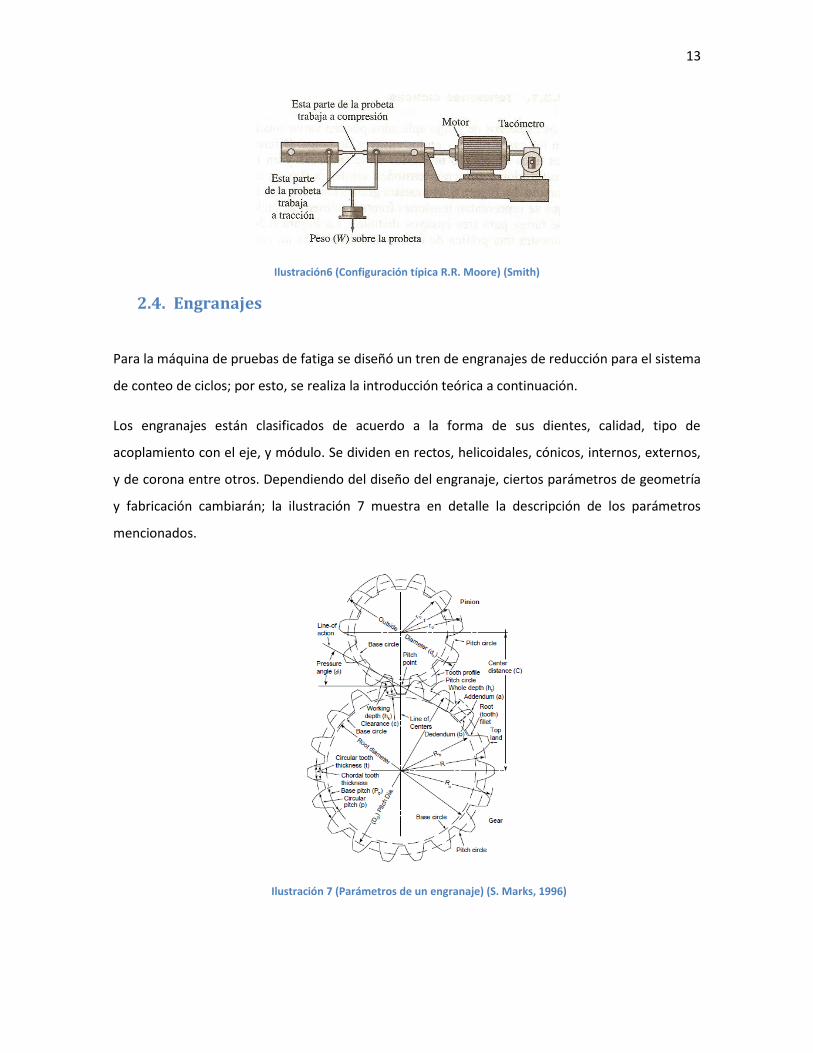
Ilustración6 (Configuración típica R.R. Moore) (Smith)
2.4. Engranajes
Para la máquina de pruebas de fatiga se diseñó un tren de engranajes de reducción para el sistema
de conteo de ciclos; por esto, se realiza la introducción teórica a continuación.
Los engranajes están clasificados de acuerdo a la forma de sus dientes, calidad, tipo de
acoplamiento con el eje, y módulo. Se dividen en rectos, helicoidales, cónicos, internos, externos,
y de corona entre otros. Dependiendo del diseño del engranaje, ciertos parámetros de geometría
y fabricación cambiarán; la ilustración 7 muestra en detalle la descripción de los parámetros
mencionados.
Ilustración 7 (Parámetros de un engranaje) (S. Marks, 1996)

14
Diametral Pitch: Es la relación entre número de dientes de un engranaje, y el diámetro primitivo
del mismo. Generalmente se da en unidad de dientes/pulg. Valores grandes de diametral pitch
implicarán dientes pequeños, y valores pequeños significaran dientes grandes.
Ecuación 1
𝑃𝑑 = #𝑑𝑖𝑒𝑛𝑡𝑒𝑠
𝐷𝑝𝑟𝑖𝑚𝑖𝑡𝑖𝑣𝑜
Módulo: Es el inverso del diametral pitch, y está dado en unidades de mm/diente.
Diámetro primitivo: Es el diámetro del círculo imaginario que gira sin deslizamiento en contacto
con el círculo primitivo de otro engranaje.
Dos engranajes que transmitan giro entre ellos deberán tener siempre el mismo módulo o
diametral pitch; de lo contrario, no engranarán adecuadamente.
Resistencia de engranajes
El eslabón más débil en este tipo de elementos mecánicos generalmente son los dientes, que
actúan como concentradores de esfuerzo aumentando la probabilidad de falla del engranaje;
otros factores como el desgaste ocasionado por fatiga del material también pueden ocurrir.
La resistencia de un engranaje está determinada por factores dinámicos y estáticos. Para el diseño
de los engranajes de este proyecto se utiliza la ecuación 2, conocida como la ecuación de Lewis
con revisión de Barth, donde se consideraba la resistencia, mas no el desgaste, y funciona para
engranajes de más de 1500 FPM (Gears, 2006).
Ecuación 2
𝑊 =𝑆𝐹𝑌
𝑃
600
600 + 𝑉
De esta manera, el torque permisible que deberá ser aplicado al engranaje será:
Ecuación 3
𝑇𝑝𝑒𝑟𝑚 =𝑊.𝐷
2

15
2.4.1. Trenes de engranajes
En los trenes de engranajes se transmite potencia en forma de giro y momento par. Esta
transferencia de potencia surge de la relación entre el número de dientes de un engranaje
conductor y un engranaje conducido; tanto el numero de dientes como la diferencia de diámetro
entre dos engranajes harán que uno de ellos gire más rápido o más despacio; siguiendo la
ecuación 4, esto ocasionará el incremento o disminución del par debido a la conservación de
potencia.
Ecuación 4
𝑃 = 𝑇.𝜔
La relación de número de dientes ó diámetro de cada engranaje está directamente relacionada
con la velocidad a la que girará en la ecuación 5.
Ecuación 5
𝜔2 = 𝜔1
𝐷1
𝐷2
3. Motivación de los cambios
Este proyecto surge con la intención de mejorar la máquina de fatiga diseñada en (Ramírez, 2009).
El método de voladizo fue utilizado en la máquina de Ramírez en (Ramírez, 2009), contando con
fuertes problemas de estabilidad en los ensayos e integridad estructural de la máquina misma. Por
esto, se decide identificar los principales problemas de la máquina, e implementar soluciones que
corrijan esos problemas.
3.1. Diseño y selección de poleas y rodamientos
Problemas en el diseño de la relación entre la polea conductora del motor y la conducida se vieron
reflejados en velocidades de giro por encima de las permisibles para los rodamientos de las
chumaceras, resultando en la necesidad de utilizar un variador de velocidades adicional al
montaje inicial.

16
Ilustración 8 (Acople de mordaza) (Ramírez, 2009)
3.2. El sistema de carga
El diseño de probeta en voladizo se caracteriza por inducir elevadas fuerzas cortantes sobre la
probeta, ocasionando errores de diseño y estudio de ciclaje, pues cargas adicionales crean
esfuerzos cortantes adicionales. Por otro lado, la configuración de carga afecta y disminuye
drásticamente la vida de los rodamientos y componentes mecánicos de la misma, pues la carga es
aplicada de manera casi puntual sobre un elemento (Ilustración 8). Adicionalmente, el elemento
diseñado en (Ramírez, 2009) para la máquina se desliza fácilmente y cae frecuentemente al suelo
al aplicar la carga.
Ilustración 9 (sistema de carga de Ramírez) (Ramírez, 2009)

17
3.3. Sujeción de las probetas
El sistema de sujeción propuesto anteriormente consistía en un par de mordazas de diferentes
diámetros enfrentados, con el objetivo de sujetar de manera adecuada probetas con cambios de
sección transversal en sus extremos. Sin embargo, la mordaza de ¾” presenta importantes
problemas, desde su aparatoso montaje y considerable peso muerto para el eje principal, hasta el
grave problema de sujeción con soldadura al eje mismo, pues en la máquina de Ramírez no hubo
más remedio que unir con soldadura el eje principal a la mordaza de ¾ de pulgada, pues el solo
roscado permitía que el mandril se soltara paulatinamente (Ver Ilustración 8). A causa de esta
unión con soldadura, se generó una excentricidad visible al ojo desnudo. Esta excentricidad es
causante de desalineación en la máquina, esfuerzos adicionales no contemplados, y reducción
considerable en la vida de la máquina de fatiga.
Ilustración 10 (Dimensiones del sistema voladizo) (Ramírez, 2009)
3.4. Sistema de conteo de ciclos
El diseño de la máquina anterior incluía un sistema contador de vueltas digital mediante un opto
acoplador; sin embargo cuando se recibió la máquina, el sistema de conteo estaba desconectado
internamente y el diagrama de conexión para su reparación no coincidía con el circuito físico. La
señal obtenida por el opto acoplador se distorsiona frecuentemente por el ruido electromagnético
generado por el motor eléctrico, minimizando la confiabilidad del dispositivo.

18
Ilustración 11 Sistema de conteo en (Ramírez, 2009)
Por las razones mencionadas, surge la necesidad de realizar un nuevo diseño y nueva manufactura
que complemente y corrija la máquina propuesta por Ramírez en (Ramírez, 2009).
4. Proceso de diseño
El proceso de diseño de la máquina de fatiga involucra un análisis de necesidades que surgieron a
partir de la definición misma del problema, donde la recolección de información sobre los tipos de
máquinas de fatiga y su funcionamiento fue muy importante para forjar unos conceptos iniciales
fuertes. Para solucionar los problemas anteriormente mencionados fue primordial pensar y
estudiar las máquinas para fatiga más comunes. Los diferentes diseños y disposiciones de carga
planteados por los grandes manufactureros a nivel mundial, evidencian la importancia de realizar
estos análisis de fatiga. De las configuraciones observadas, se decide implementar el diseño de
R.R. Moore, uno de los dispositivos de análisis de fatiga más comúnmente utilizados en el mundo
(Shigley, 2004). Debido a la naturaleza del montaje, mantiene un momento flector uniforme a lo
largo del espécimen, eliminando cualquier tipo de cortantes transversales, resultando en un
menor compromiso por distorsión en los rodamientos de la máquina;

19
Ilustración 12 (Diagramas de cortantes y momentos de la máquina R.R. Moore) (Mott)
Se opta por un diseño sencillo de manufactura práctica y gran flexibilidad en términos de tipos y
tamaños de probetas y versatilidad al poder funcionar también como máquina de fatiga con carga
en voladizo. La máquina es impulsada por un motor eléctrico DOERR LR 22132 de 0,5 HP @ 3591
RPM y transmite el giro al eje principal mediante un sistema de poleas dentadas. El eje principal va
acoplado a un sistema de sujeción por boquillas que sostienen el extremo izquierdo de la probeta
(Véase Ilustración 13). Del otro lado, una mordaza de ½ pulgada sostiene el otro extremo de la
probeta, y se sostiene mediante un pivote anclado a la base, que restringe únicamente en
dirección perpendicular a la base de la máquina.
Ilustración 13 (Vista general máquina de fatiga)

20
El elemento del cual van colgadas las cargas se conecta a la máquina mediante tres dispositivos
compuestos por un alojamiento circular para cada rodamiento, y un par de pasadores roscados a
180°, situados a lo largo de un diámetro de la circunferencia del mismo. El tercer elemento
actuará como pivote, permitiendo girar el eje de la probeta, pero restringiendo el movimiento en
el sentido de la carga de ensayo. A este tipo de elementos, se les llamará rodamientos de carga. El
rodamiento de carga situado como pivote permite ser retirado de manera que la máquina
funcione como un sistema de carga en voladizo.
Ilustración 14 (Adaptación R.R. Moore vista 1)
Ilustración 15 (Adaptación R.R. Moore vista 2)

21
5. Memorias de cálculos
5.1. Transmisión de potencia y relación de poleas
Se calcula la fuerza ejercida por la correa dentada sobre el eje, como producto de la transmisión
de potencia entre el motor eléctrico y el eje principal. Para esto, se utilizó el modelo de diseño de
correas en V. Shigley sugiere éste método como un modelo equivalente para poleas y correas
dentadas, basado en las tensiones generadas por la correa sobre el eje (Shigley, 2004, págs. 894,
895) (ver ilustración 16). Así, utilizando el método de diseño para poleas en V se obtuvo una fuerza
de 1081 N en X y 108.84 N en Z (Véase Ilustración 16, Tabla 1, y ecuaciones 6 y 7 (Shigley, 2004)).
Ilustración 16 (Marco de referencia de Tensiones sobre el eje principal) (Ramírez, 2009, pág. 13)
Ecuación 6
𝐻𝑑 = 𝐻𝑛𝑜𝑚 .𝐾𝑠 .𝑛𝑑 → 𝐻𝑎 = 𝐾1𝐾2𝐻𝑡𝑎𝑏 → ∆𝐹 =
63025.𝐻𝑑𝑁𝑏
𝑛 𝑑2
Ecuación 7
𝐹𝑐 = 𝐾𝑐 𝑣
1000
2
→ 𝐹1 = 𝐹𝑐 +∆𝐹 exp 𝑓𝜑
exp 𝑓𝜑 − 1 → 𝐹2 = 𝐹1 − ∆𝐹

22
Poleas
Tipo de correa A
V 2942,58
n [RPM] 3591
Diámetro polea d [in] 1,56
Diámetro polea D [in] 3,130
Distancia Entre poleas C [in] 8,080
H.nom Potencia Nominal [HP] 0,750
nd factor de diseño 1,15
f.serv. Ks tabla 17-15 (Shigley, 2004) 1,1
Hd pot. Diseño [HP] 0,949
K1 factor de corrección Angulo de contacto tabla 17-13 (Shigley,
2004) 0,780
K2 factor de Corrección de longitud de correa tabla 17-14 0,850
Htab potencia Tabulada [HP] 1,230
Ha Potencia. Permisible x correa [HP] 0,815
Nb Numero de correas 1
ΔF *lbf+ 10,64
Kc 0,561
Fc [lbf] 4,86
Angulo de contacto φ *rad+ 2,94
exp(f*Φ) 4,5
F1 [lbf] 18,53
F2 [lbf] 7,89
Kb 220
Fb1 [lbf] 141,03
Fb2 [lbf] 70,29
φ Angulo entre las correas y la horizontal [°] 5,78
T1 [lbf] 159,55
T2 [lbf] 78,18
Fx [lbf] 240,83
Fz [lbf] 24,24
Fx [N.m] 1081,33
Fz [N.m] 108,84 Tabla 1 (Cálculos transmisión de potencia)

23
# Dientes Polea motriz 50
# Dientes Polea conducida 28
Velocidad de motor [RPM] 3591
Velocidad de eje principal [RPM] 6412,50
Relación de transmisión 1 : 1,78 Tabla 2 (Relación de trasmisión entre el motor y el eje principal)
5.2. Eje principal y máxima carga
Se puede ver el eje principal como la columna vertebral de la máquina; transmite el giro entre el
motor y la probeta, y al mismo tiempo soporta una fracción de la carga a la que es sometida la
probeta.
Ilustración 17 (Fuerzas sobre el sistema)
Se calcula el eje considerando la carga máxima a la que será sometido para romper una probeta
cilíndrica lisa de 3/8 de pulgada con un agujero equivalente a ¼ del diámetro de la probeta, en
acero 1045 (Véase Tabla 3).
Análisis por Fatiga
Diámetro probeta [in] 0,38 kb 1,45E+00
Diámetro probeta [m] 0,01 Se [Pa] 2,51E+08
I [m^4] 4,04E-10 b' -0,0887
c[m] 0,00476 f 0,8205
Diam. Agujero [m] 0,00238 a [Pa] 8,56E+08
Carga [N] 503,07 b' -0,0887
Peso necesario [kg] 51,28 N [ciclos] 1000
Sigma f' [Pa] 9,10E+08 σa *Pa+ 4,64E+08
Se' [Pa] 2,85E+08
ka 0,6098
Tabla 3 (Carga necesaria para romper la probeta)

24
Ilustración 18 (Fuerzas eje principal plano X-Y)
Ilustración 19 (Fuerzas eje principal plano Z-Y)
25
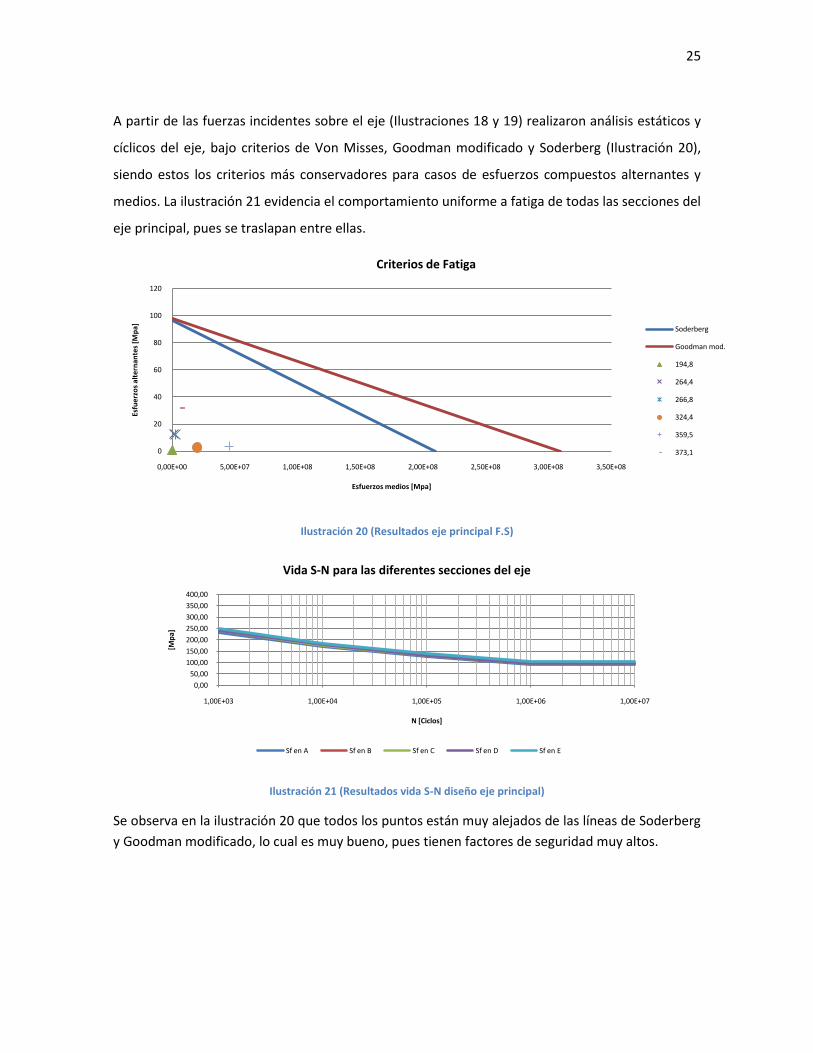
A partir de las fuerzas incidentes sobre el eje (Ilustraciones 18 y 19) realizaron análisis estáticos y
cíclicos del eje, bajo criterios de Von Misses, Goodman modificado y Soderberg (Ilustración 20),
siendo estos los criterios más conservadores para casos de esfuerzos compuestos alternantes y
medios. La ilustración 21 evidencia el comportamiento uniforme a fatiga de todas las secciones del
eje principal, pues se traslapan entre ellas.
Ilustración 20 (Resultados eje principal F.S)
Ilustración 21 (Resultados vida S-N diseño eje principal)
Se observa en la ilustración 20 que todos los puntos están muy alejados de las líneas de Soderberg
y Goodman modificado, lo cual es muy bueno, pues tienen factores de seguridad muy altos.
0
20
40
60
80
100
120
0,00E+00 5,00E+07 1,00E+08 1,50E+08 2,00E+08 2,50E+08 3,00E+08 3,50E+08
Esfu
erzo
s al
tern
ante
s [M
pa]
Esfuerzos medios [Mpa]
Criterios de Fatiga
Soderberg
Goodman mod.
194,8
264,4
266,8
324,4
359,5
373,1
0,00
50,00
100,00
150,00
200,00
250,00
300,00
350,00
400,00
1,00E+03 1,00E+04 1,00E+05 1,00E+06 1,00E+07
[Mp
a]
N [Ciclos]
Vida S-N para las diferentes secciones del eje
Sf en A Sf en B Sf en C Sf en D Sf en E
26
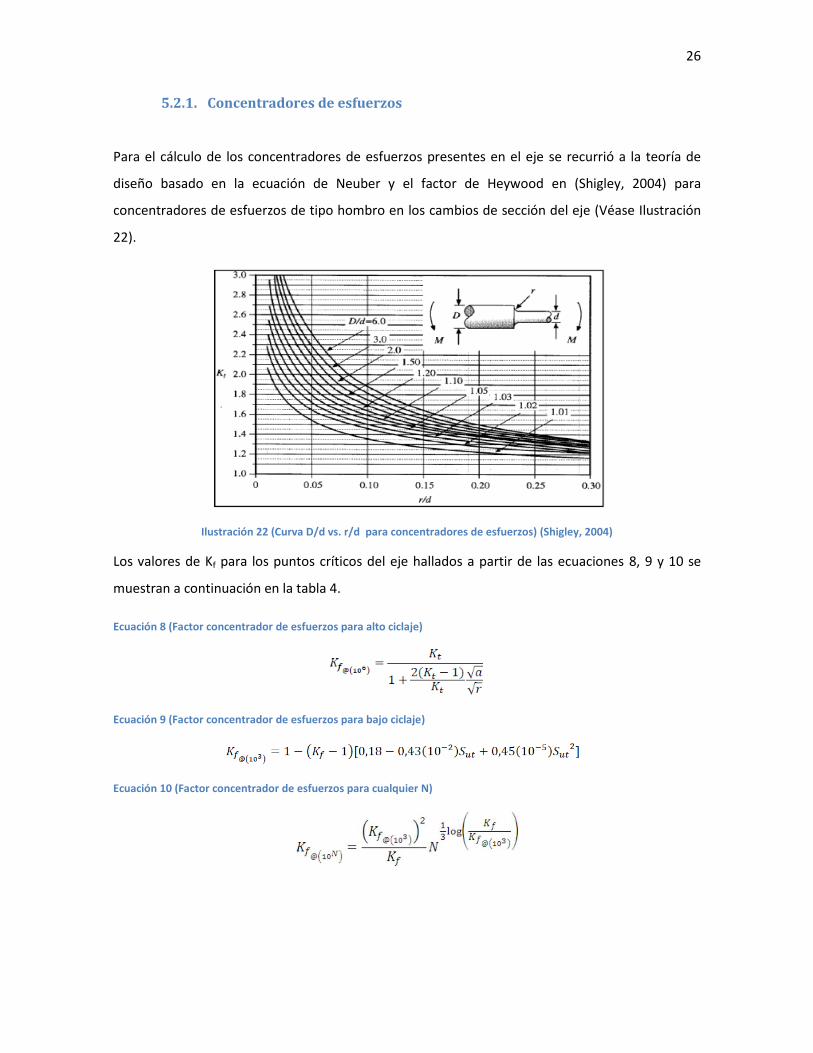
5.2.1. Concentradores de esfuerzos
Para el cálculo de los concentradores de esfuerzos presentes en el eje se recurrió a la teoría de
diseño basado en la ecuación de Neuber y el factor de Heywood en (Shigley, 2004) para
concentradores de esfuerzos de tipo hombro en los cambios de sección del eje (Véase Ilustración
22).
Ilustración 22 (Curva D/d vs. r/d para concentradores de esfuerzos) (Shigley, 2004)
Los valores de Kf para los puntos críticos del eje hallados a partir de las ecuaciones 8, 9 y 10 se
muestran a continuación en la tabla 4.
Ecuación 8 (Factor concentrador de esfuerzos para alto ciclaje)
Ecuación 9 (Factor concentrador de esfuerzos para bajo ciclaje)
Ecuación 10 (Factor concentrador de esfuerzos para cualquier N)

27
y[mm] r/d D/d Kt raíz(r ) kf@10^6 kf@10^3 kf N F.s Von Misses
241 0,1969 1,50 1,4 2,236 1,40 1,29 1,40 11,97
341 0,0338 1,13 2 0,866 2,00 1,72 2,00 2,30
382 0,0791 1,76 1,9 1 1,90 1,65 1,90 3,46
Tabla 4 (Factores concentradores de esfuerzos para un eje en acero 1020 HR)
Se obtienen factores de seguridad aceptables, superiores a 2 veces la capacidad de carga del
elemento.
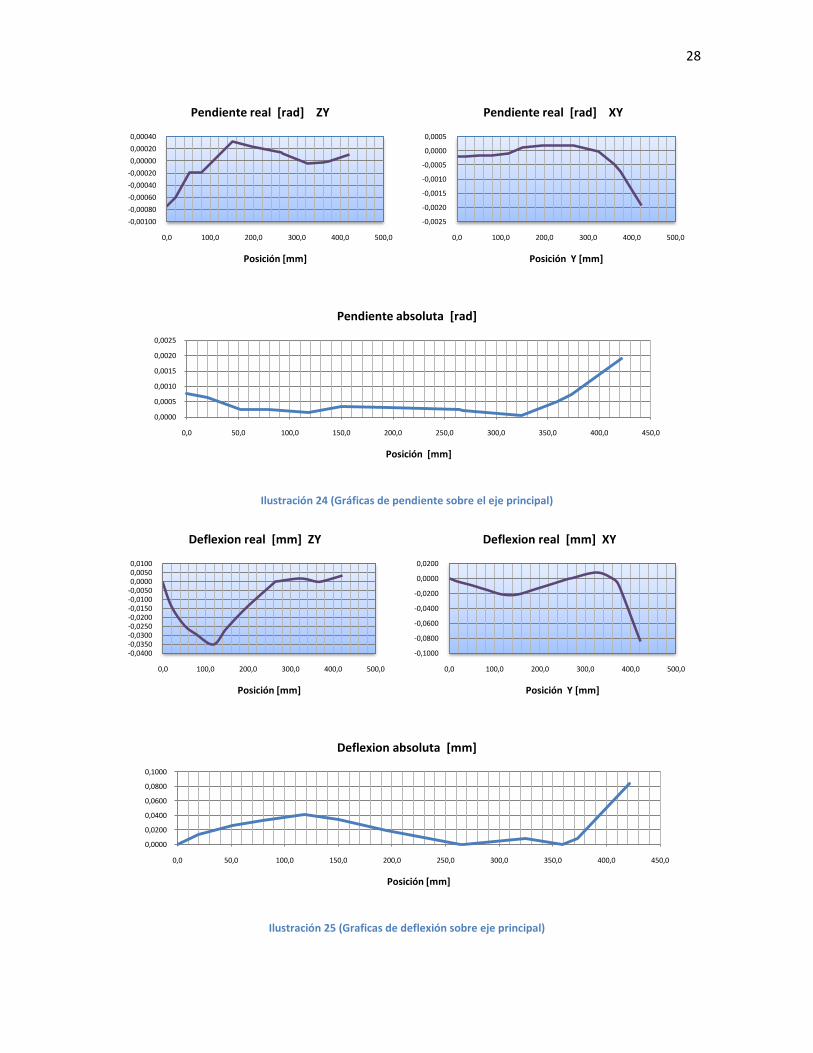
5.2.2. Deflexiones
Se calculan las deflexiones a partir de la definición de la doble integral de la curva M/EI en ejes con
sección transversal circular variable. Se utiliza el método de integración gráfica tanto en el plano
ZY como en el plano XY; los resultados son mostrados a continuación.
Ilustración 23 (|M/EI| vs. Posición)
0,00E+00
5,00E-03
1,00E-02
1,50E-02
2,00E-02
2,50E-02
0,0 50,0 100,0 150,0 200,0 250,0 300,0 350,0 400,0 450,0
Posición [mm]
|(M/EI)| [1/mm]
28
Ilustración 24 (Gráficas de pendiente sobre el eje principal)
Ilustración 25 (Graficas de deflexión sobre eje principal)
-0,00100
-0,00080
-0,00060
-0,00040
-0,00020
0,00000
0,00020
0,00040
0,0 100,0 200,0 300,0 400,0 500,0
Posición [mm]
Pendiente real [rad] ZY
-0,0025
-0,0020
-0,0015
-0,0010
-0,0005
0,0000
0,0005
0,0 100,0 200,0 300,0 400,0 500,0
Posición Y [mm]
Pendiente real [rad] XY
0,0000
0,0005
0,0010
0,0015
0,0020
0,0025
0,0 50,0 100,0 150,0 200,0 250,0 300,0 350,0 400,0 450,0
Posición [mm]
Pendiente absoluta [rad]
-0,0400-0,0350-0,0300-0,0250-0,0200-0,0150-0,0100-0,00500,00000,00500,0100
0,0 100,0 200,0 300,0 400,0 500,0
Posición [mm]
Deflexion real [mm] ZY
-0,1000
-0,0800
-0,0600
-0,0400
-0,0200
0,0000
0,0200
0,0 100,0 200,0 300,0 400,0 500,0
Posición Y [mm]
Deflexion real [mm] XY
0,0000
0,0200
0,0400
0,0600
0,0800
0,1000
0,0 50,0 100,0 150,0 200,0 250,0 300,0 350,0 400,0 450,0
Posición [mm]
Deflexion absoluta [mm]

29
A partir de estas deflexiones y pendientes absolutas, se procede a seleccionar el tipo de
rodamientos que van a permitir estas pendientes sobre los apoyos.
5.3. Cálculo de vida y selección de rodamientos
En la selección de rodamientos se utiliza la nueva teoría de la vida de SKF según las condiciones de
contaminación del entorno y la viscosidad del lubricante utilizado (ver ecuación 11).
Ecuación 11 (Nueva teoría de la vida SKF)
𝐿1𝑚 = 𝑎1𝑎𝑠𝑘𝑓 𝐶
𝑃 𝑝
∴ 𝑠𝑢𝑝𝑜𝑛𝑖𝑒𝑛𝑑𝑜 𝑎1 = 0,21; 𝜂 = 0.5; 𝐾 ≅ 1 𝑦𝑃𝑢
𝑃≅ 1 ∴ 𝑎𝑆𝐾𝐹 = 50
𝑃𝑎𝑟𝑎 𝑟𝑜𝑑𝑎𝑚𝑖𝑒𝑛𝑡𝑜𝑠 𝑑𝑒 𝑏𝑜𝑙𝑎𝑠 𝑝 = 3 ∴ 𝐶 = 𝑃 𝐿1𝑚
𝑎1𝑎𝑠𝑘𝑓
3
A continuación se muestran en la tabla 5 los rodamientos seleccionados para las condiciones
requeridas.
Apoyo A y sistema de
carga de mandril Apoyo B Apoyo C
Sistema de carga en porta boquillas
Vida [ horas] 10000 10000 10000 10000
ω *RPM+ 6600 6600 6600 6600
|P| [N] 188,43 801,14939 1649,94812 260,00
L1m [millones de ciclos] 3960 3960 3960 3960
ηc 0,5 0,5 0,5 0,5
a1 0,21 0,21 0,21 0,21
aSKF 50 50 50 50
p 3 3 3 3
C [N] 1361,43 5788,27028 11920,805 1878,49
PZY [N] 188,38 600,43 -1607,15 260
PXY [N] 4,51 530,4 -373,36
Pendiente máx. [rad] < 0,0005 < 0,0005 < 0,0005 < 0,0005
Tipo de rodamiento: Rígido bolas Chumacera Rígido de bolas Chumacera Rígido de
bolas Rígido bolas
Bore diameter [mm] 12,65 25,4 22,22 38,1
Tabla 5 (Selección de Rodamientos)
Nota: Los apoyos B y C se refieren a los dos apoyos sobre los cuales va montado el eje principal.
Como se observa en la tabla 5, se asume un valor de η=0.5 equivalente a un entorno de trabajo de
contaminación normal con condiciones típicas de lubricación y protección; vale aclarar que este

30
factor de ajuste ηc tiene en cuenta solamente contaminantes sólidos típicos mas no contaminación
por agua. Se asume un valor de confiabilidad a1=0.21 equivalente a una probabilidad de falla del
1% (FAG, 1997)(véase ilustración 26).
Ilustración 26 (Factores de confiabilidad) (FAG, 1997)
5.4. Requerimiento de potencia
El torque necesario será la suma de algunas fuerzas torsionales resultantes de la influencia de los
segundos momentos de inercia de cada elemento, y las deflexiones sobre los ejes. De esta
manera, a partir de las gráficas de deflexiones máximas es posible determinar el requerimiento de
potencia del sistema.
𝑇𝑟𝑒𝑞 = −108.84 ∗ 𝛿𝑍𝑌 𝑦 = 0.406 − 1081.3 ∗ 𝛿𝑋𝑌 𝑦 = 0.406𝑚 + 𝛿𝑋𝑌 𝑦 = 0.221 ∗ 260 + 260 ∗ 𝛿𝑋𝑌 𝑦 = 0.043
−108.84 ∗ 0.001529(10)−3 + 1081.3 ∗ 0.0533(10)−3 + 0.008(10)−3 ∗ 260 + 260 ∗ 0.0079(10)−3 = 61.6 𝑁𝑚
𝑃𝑟𝑒𝑞 = 61.6 ∗ 6600 ∗2𝜋
60= 42.57𝑘𝑊 = 0.051𝐻𝑃
El motor del que se dispone tiene capacidad de 0.5 HP, por lo que la falta de potencia no será un
problema en la máquina.
6. Sistema de carga
El sistema de carga define su función como una estructura que convierte la fuerza de carga en un
momento flector sobre la probeta generando sobre ésta, esfuerzos alternantes que concluyen con
la falla de la probeta.
Está fabricado en platina de acero SAE 1020 de 1/8” x 1.5” y fue diseñado para soportar una carga
máxima de 60kg sin deformarse permanentemente (Véase Tabla 6). Está compuesto por tres

31
elementos soldados (Ilustración 27): uno que conecta el rodamiento de carga del porta boquillas,
otro que conecta el rodamiento de carga de la mordaza de ½”, y un puente entre las dos partes
anteriores, con un gancho de 3/8” de diámetro atornillado, del cual cuelgan las pesas.
Ilustración 27 (Puente de carga)
Ilustración 28 (elementos del sistema de carga)
En la tabla 6 se observan los resultados del análisis estático del puente de carga, que es el eslabón
más débil del sistema al estar sometido a flexión pura.
Material SAE 1020 HR Momento [Nm] 11,025
Sy [Pa] 2,10E+08 Esfuerzo flector [Pa] 1,71E+08
E [Pa] 2,00E+11 Deflexión máxima [mm] -0,73
espesor platina [in] 0,13 F.S. 1,22
ancho platina [in] 1,50
espesor platina [m] 0,003175
ancho platina [m] 0,0381
I [m^4] 1,01619E-10
c[m] 0,0015875
CARGA [kg] 60
Tabla 6 (Diseño del sistema de carga)

32
6.1. Rodamientos de carga
Los rodamientos de carga son la respuesta a la necesidad de un elemento que permita ejercer una
fuerza sobre un eje que gira. Además de no interferir con el giro del montaje, permiten flexibilidad
sobre sus dos pasadores al momento de romperse la probeta. Se utilizan 3, dos para soportar el
sistema de carga, y uno para pivotar el eje del mandril de 1/2”.
Ilustración 29 (Rodamientos de carga)
6.2. Mecanismos de sujeción de probeta
6.2.1. Porta boquillas
El diseño de este elemento parte de los sistemas de sujeción comúnmente empleados en
máquinas de fresado. Consiste en un cono Morse que se fija al eje de la fresadora mediante un
tornillo largo que entra en su parte trasera, y una cavidad cónica en el otro extremo, y una tapa
roscada en el mismo extremo (Ilustración 30). El secreto de una sujeción eficaz de la probeta
consiste en que la conicidad de la boquilla y la del porta sea igual, para este caso de 11°.

33
Ilustración 30 (Geometría de con porta boquillas para una fresadora) (Kennametal, 2009)
El porta boquillas que sujeta la probeta se fabricó en acero SAE 1045 en el torno de control
numérico del laboratorio de manufactura de la universidad (código de mecanizado en los anexos),
y ajusta en el eje principal mediante cuña para transmitir el giro a la probeta. Utiliza una tapa ER-
32 de rosca fina y paso 1.5mm que cierra las boquillas al roscar, asegurando la probeta
firmemente. Permite utilizar probetas redondas desde 4mm hasta 12.73mm de diámetro.
Ilustración 31 (Porta boquillas fabricado)
Ilustración 32 (Porta boquillas montado y funcionando)

34
6.2.2. Mordaza de sujeción
El extremo en voladizo de la probeta está sujetado por un mandril para taladro de capacidad
máxima de sujeción de ½”, roscado por detrás a un eje de ½” de diámetro con una rosca M20 UNF.
Ilustración 33 (Mandril de ½” rosca M20 UNF)
7. Contador de ciclos
El diseño e implementación de un sistema contador de ciclos es una necesidad planteada desde el
inicio del desarrollo del proyecto ante los problemas ya mencionados representados por el
contador de ciclos implementado en (Ramírez, 2009). El problema radica en la necesidad de un
sistema de conteo eficaz e inmune al campo electromagnético inducido por el motor eléctrico de
la máquina, y con capacidad de conteo de hasta 106 ciclos. Adicionalmente, tal como se menciona
en (Ramírez, 2009), en el mercado colombiano no se encuentran sistemas mecánicos de conteo
(comúnmente llamados tacómetros) que soporten velocidades superiores a 1000 revoluciones por
minuto. Por esto, se hace necesario acondicionar los 6412 RPM a una velocidad permisible por un
contador de vueltas comercial, mediante un tren de engranajes de reducción de velocidad.
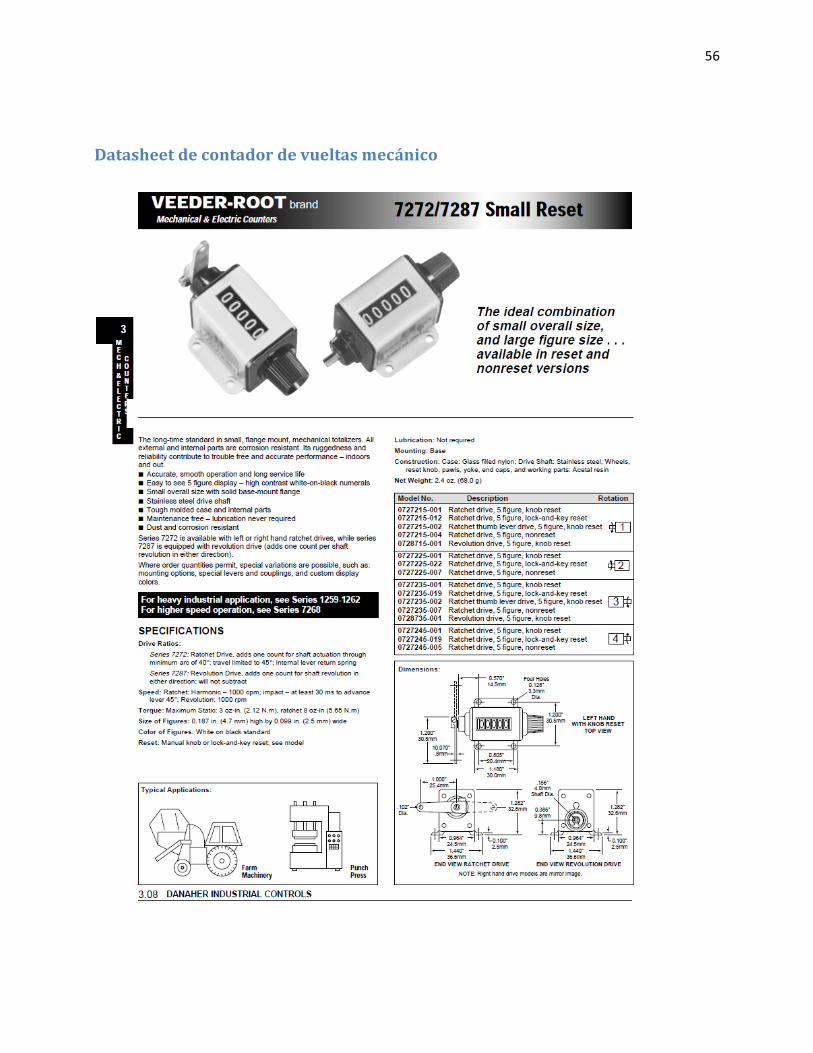
Se selecciona un contador de vueltas mecánico ref. 7287 de la marca Veeder-Root con un eje de 4
mm y una velocidad máxima de 1000 RPM (Ver Anexos).
7.1. Especificaciones de los engranajes
Para el tren de engranajes se fabrican seis engranajes de dientes rectos en acero 1020 CR con
módulo de 1 mm/diente y un ángulo de presión de 20°. El análisis de integridad de los engranajes
se ilustra a continuación en las ecuaciones 12 y 13 (Gears, 2006).

35
Ecuación 12
𝑊 =𝑆𝐹𝑌
𝑃
600
600 + 𝑉 =
20000 0,3 0,399
25,4
600
600 + 0,262 ∗ 1,77 ∗ 214 = 80,87 𝑙𝑏
Ecuación 13
𝑇𝑝𝑒𝑟𝑚 =𝑊𝐷
2= 80,87 ∗
1,77
2= 75,57 𝑙𝑏𝑓. 𝑖𝑛 = 853, 82 𝑁.𝑚
Debido a que el torque máximo sobre los engranajes será el mínimo valor necesario para hacer
rotar la diminuta maquinaria interna del contador de vueltas, los engranajes se someterán a
fuerzas de torsión insignificantes respecto al torque permisible, por lo que resistirán sin ningún
problema.
El eje del contador de vueltas viene en un diámetro de 4 mm (Ver Anexos); por lo que para
simplicidad en la manufactura de los engranajes, se decide fabricar los mismos con un diámetro
interno de cubo de 4mm.
Ilustración 34(Engranajes del contador de ciclos)
7.2. Diseño del tren de engranajes
Para satisfacer los requerimientos de velocidad y capacidad de 5 dígitos del contador de vueltas
mencionado en el numeral 7.0, se recurre a un tren de engranajes de dientes rectos de tres etapas
que reciben en su entrada 6412 RPM provenientes del eje principal como resultado de las poleas
de la tabla 2 en el numeral 5.1, y entregan en el eje del contador de vueltas 182 RPM. La ecuación
5 en el numeral 2.4 es utilizada para el cálculo de las velocidades angulares en cada etapa.
Debido al tamaño de los engranajes y los ejes, se hace innecesariamente complejo utilizar un
mecanismo de transmisión del tipo cuña-cuñero, por lo que se opta por ajustes de interferencia y

36
adhesivo Press Fit de Loctite. A continuación, se muestran los cálculos de velocidades y relaciones
de dientes en cada una de las etapas del tren de engranajes.
Etapa 1 Etapa 2 Etapa 3
# Dientes engranaje conductor 18 12 12
# Dientes engranaje conducido 45 45 45
Velocidad Entrada [RPM] 6412,5 2565 684
Velocidad Salida [RPM] 2565,00 684 182
Relación de transmisión 2,5 : 1 3,75 : 1 3,75 : 1
Relación de transmisión eje principal - contador 35,1 : 1
Tabla 7 (Velocidades y relaciones de la caja de reducción)
Como se ilustra en la tabla 7, la relación de velocidades que entrega en teoría el tren de
engranajes, es de 35,1 : 1 entre el eje principal y el contador; Para comprobar esto, se conecta un
contador de vueltas adicional al eje principal, y se comparan las lecturas de los dos contadores
después de diez vueltas; como se esperaba, el valor real es de 35 : 1 vueltas.
Es de particular importancia la alineación de los soportes de los ejes en el momento de la
manufactura, pues el más mínimo desalineamiento a velocidades tan altas desencadena graves
problemas de calentamiento y desgaste.
Ilustración 35 (Caja de reducción para contador de vueltas)
Para los rodamientos de la caja de reducción no se tienen en cuenta cálculos de vida, pues la carga
máxima a la cual se verá sometido el rodamiento será la resultante del insignificante par de
torsión necesario para hacer girar el contador de vueltas. Se seleccionan cuatro pares de

37
rodamientos SKF 634-Z con un diámetro de eje de 4mm, y una velocidad máxima de 95000 RPM
(Ver Anexos). Para la lubricación del tren de engranajes se utiliza grasa de jabón de litio por su
adhesión y altas temperaturas de servicio.
8. Caracterización del material
Para comprobar el funcionamiento de la máquina se utiliza en las probetas un acero
especificado por el vendedor Acefer Ltda. como SAE 1045 HR. Para lograr un error menor en
los cálculos de las gráficas S-N de las probetas, se decide realizar ensayos de tensión y dureza
los cuales se describen a continuación.
8.1. Ensayo de tensión
Para la caracterización del acero comprado se opta por un ensayo de tensión en 4 probetas según
norma ASTM E8 (Anexos), en la máquina de ensayos universales INSTRON 5586 a una velocidad de
5 mm/min.
Ilustración 36(Probetas de tensión)

38
Ilustración 37 (Curva esfuerzo-deformación de ensayo de tensión)
Ilustración 38 (Curva esfuerzo-deformación al 0.2%)
Espécimen 1 Espécimen 2 Espécimen 3 Espécimen 4 Media
Desviación Estándar
E [Gpa] 179 190,2 190,6 170,3 182,53 8,46
Sut [MPa] 759,065 811,515 806,986 806,986 796,14 21,48
Tabla 8 (Módulo de Young y esfuerzo último del material según ensayo de tensión ASTM E8)
Se observa a partir de los resultados una discrepancia del 12% entre el Sut medido en la prueba y el
especificado por Acefer Ltda.; el esfuerzo último especificado por este proveedor fue de 700 MPa,
y un esfuerzo de fluencia de 480 MPa, frente a 660 MPa para fluencia en el ensayo de tensión. Las
propiedades pertinentes para el diseño se muestran brevemente en la tabla 8.
8.2. Pruebas de dureza
Se realizan doce indentaciones sobre los cabos de las diferentes probetas para la medición de
dureza Rockwell B según la norma ASTM E18 con el durómetro Instron Wilson Rocket 600 Series
del laboratorio de propiedades físicas de la universidad; para corregir el error causado por la
0
100
200
300
400
500
600
700
800
900
0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 0,1 0,11
Esfu
erz
o d
e t
en
sió
n [
MP
a]
Deformación [mm/mm]
PROBETA 1
PROBETA 2
PROBETA 3
PROBETA 4
Promedio
0
100
200
300
400
500
600
700
800
900
0 0,2 0,4 0,6 0,8 1 1,2 1,4
Esfu
erz
o d
e T
en
sió
n [
MP
a]
Deformación [%]
PROMEDIO

39
curvatura de la geometría redonda de la barra de acero, se suman dos puntos de dureza HRB para
barras entre 14 y 15 milímetros de diámetro. Los datos obtenidos se muestran a continuación.
# Indentación Dureza Rockwell B
1 95
2 93,2
3 93,7
4 95,4
5 93
6 90,8
7 91,3
8 94,4
9 91,5
10 93,2
11 94,3
12 91,5
Promedio 93,1
Desviación E. 1,53
Tabla 9 (Tabla de durezas Rockwell B)
Los resultados muestran coherencia en las propiedades regulares del lote del cual se adquirió el
acero, pues los valores de dureza mas desviados de la media corresponden al espécimen 4
utilizado en el ensayo de tensión; que como se observa en la ilustración 37, también se aleja de los
valores medios de los esfuerzos de tensión.
La dureza promedio Rockwell B obtenida es equivalente a 200HB en escala Brinell. Siguiendo la
ecuación 9, se obtiene un estimado de la resistencia de este material a la tensión a partir del
índice de dureza de Brinell (Askeland, 1998). Para las aproximaciones de Sut y Sy a partir de los
valores de dureza obtenidos no se realiza la propagación de error, pues un valor de 1.53 HRB no
tiene valor equivalente en Brinell por la naturaleza del ensayo.
Ecuación 14
𝑆𝑢𝑡 𝑀𝑃𝑎 = 3.45𝐻𝐵 ∴ 𝑆𝑢𝑡 = 3.45 200 = 690𝑀𝑃𝑎
Adicionalmente, también es posible obtener el esfuerzo de fluencia a partir de la dureza Brinell
mediante la expresión propuesta por (Juvinall, págs. 88, 89) ilustrada en la ecuación 15, llegando a
una aproximación muy cercana al valor obtenido en el ensayo de tensión.

40
Ecuación 15
𝑆𝑦 = 525 𝐻𝐵 − 30000 𝑝𝑠𝑖 = 628,8 𝑀𝑃𝑎
A partir de estos parámetros del material, se realizan los cálculos de diseño de la probeta,
descritos a continuación.
9. Pruebas del sistema de carga R.R. Moore
9.1. Diseño de probeta
Para los especímenes de prueba se opta por probetas en acero 1045 con concentrador de
esfuerzos tipo hombro y diámetros mayor y menor de 9/16” y 1/4” respectivamente, y un radio
de hombro de 1 mm. A partir de la misma teoría de concentración de esfuerzos empleada para el
eje principal en el numeral 5.2.1, se calculan los factores Kf@103
y Kf@106.
r/d 0,16
D/d 2,25
Kt 1,55
raíz(r) *√mm+ 1
kf@10^6 1,32
kf@10^3 0,94
Tabla 10 (Kf de las probetas de fatiga)
La metodología empleada para estimar teóricamente la vida consiste en determinar el número de
ciclos equivalente a partir de cada uno de los valores de carga disponibles en el laboratorio de
manufactura de la universidad; el modelo matemático utilizado es ilustrado a continuación.
Ecuación 16
𝑎′ = 𝑎𝐾𝑓
𝐾𝑓@103 2
Ecuación 17
𝑏′ = 𝑏 −1
3log
𝐾𝑓
𝐾𝑓@103

41
Vale la pena mencionar que es necesario el Kf@N para el cálculo de la curva S-N del espécimen; sin
embargo, para este caso particular no es posible aplicar la ecuación 10 ya que es necesario N,
precisamente la incógnita que se quiere determinar. Por esto, (Shigley, 2004, págs. 342, 343)
sugiere una aproximación alternativa reduciendo la resistencia en el diagrama S-N, A partir de la
corrección de los factores a y b como se muestra en las ecuaciones 16 y 17.
El análisis estático de la probeta se centra en el diagrama de cortantes y momentos de la
Ilustración 12; en la cual, el momento aplicado como se ve en la ilustración 39 es equivalente al
área del rectángulo de cortante entre el apoyo A y el rodamiento de carga del mandril de ½”.
Debido a que la altura del rectángulo es equivalente a la mitad de la carga aplicada en el gancho
de carga (Véase Ilustración 12), y la base es la distancia entre el apoyo A y el rodamiento de carga
del mandril de ½” (𝒍), la expresión de momento flector sobre la probeta queda simplificado a la
expresión de la ecuación 19.
Ilustración 39 (Momento flector sobre la probeta)
Ecuación 18
𝑀 = 𝐹𝑥 =𝑚𝑔 ∗ 𝑙
2
Ecuación 19
𝜎 =𝑀𝑐
𝐼=𝑚.𝑔. 𝑙. 𝑐
2𝐼= 𝜎𝑎 = 𝑎′𝑁𝑏 ′ ∴ 𝑁 =
𝜎𝑎𝑎′
1𝑏 ′
9.2. Diseño del experimento
Se compraron 3 metros de material para fabricar 18 probetas de fatiga y 4 probetas para ensayos
de tensión y caracterización del material. A partir de estas 18 se organizan 3 grupos

42
incrementando el número de probetas en proporción a la cantidad de ciclos, asignando 5, 6, y 7
probetas a 103, 104, y 105 ciclos respectivamente según recomendaciones de anteriores diseños de
ensayos de fatiga (Albeiro Vesga, 2008). Se decide esta estrategia con la finalidad de obtener
buenos niveles de confiabilidad de tres puntos claves del diagrama S-N, en lugar de tomar muchos
puntos diferentes de baja confiabilidad.
A partir de la ecuación 19 y los diagramas de momento para cada una de las tres cargas, se
desarrolla la curva teórica S-N de la ilustración 40 para el experimento propuesto en un sistema de
carga tipo R.R. Moore.
Ilustración 40 (Gráfica S-N teórica Sistema de Carga R.R. Moore)
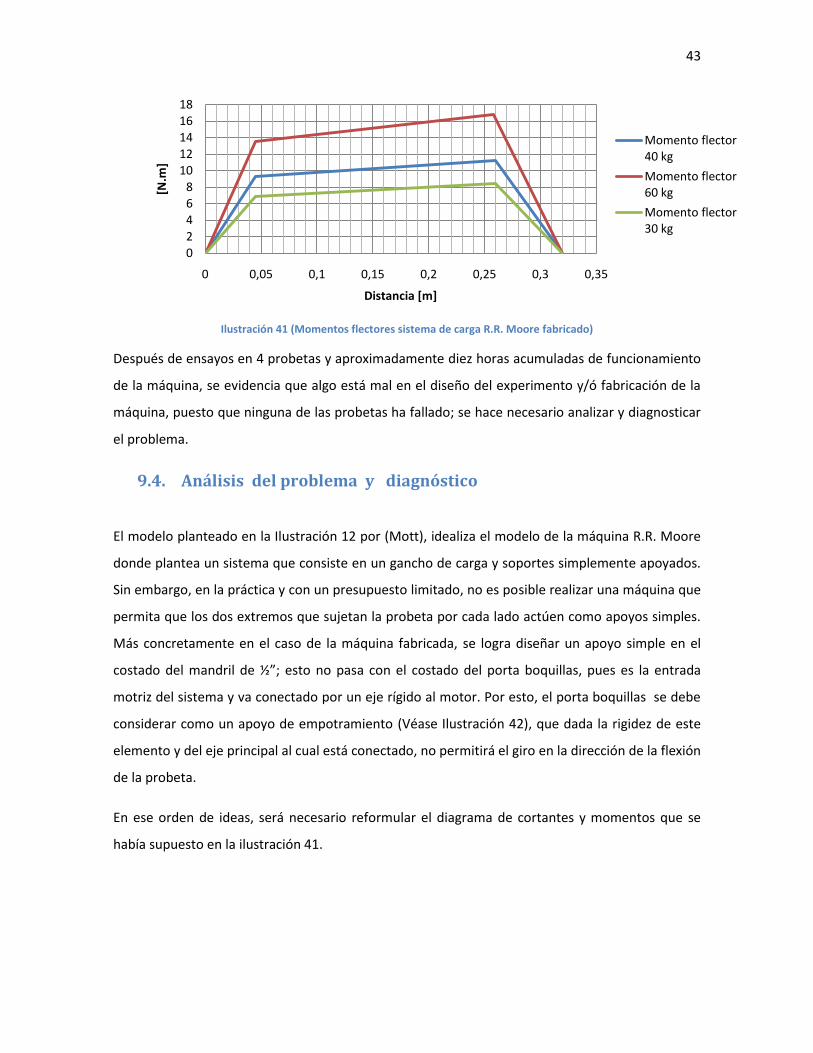
9.3. Experimentación
Se calculan los momentos flectores para cargas de 30, 40 y 60 kilogramos ilustrados a
continuación, y los esfuerzos correspondientes a los mismos, mostrados en la ilustración 40.
Posteriormente se procede a cargar las probetas con las cargas calculadas. Se debe posicionar
siempre el concentrador a 3 centímetros del porta boquillas siempre que se coloque una probeta
para garantizar la reproducibilidad del experimento.
0,00
100,00
200,00
300,00
400,00
500,00
600,00
700,00
1,00E+03 1,00E+04 1,00E+05 1,00E+06
σa
[MP
a]
Vida [ciclos]
43
Ilustración 41 (Momentos flectores sistema de carga R.R. Moore fabricado)
Después de ensayos en 4 probetas y aproximadamente diez horas acumuladas de funcionamiento
de la máquina, se evidencia que algo está mal en el diseño del experimento y/ó fabricación de la
máquina, puesto que ninguna de las probetas ha fallado; se hace necesario analizar y diagnosticar
el problema.
9.4. Análisis del problema y diagnóstico
El modelo planteado en la Ilustración 12 por (Mott), idealiza el modelo de la máquina R.R. Moore
donde plantea un sistema que consiste en un gancho de carga y soportes simplemente apoyados.
Sin embargo, en la práctica y con un presupuesto limitado, no es posible realizar una máquina que
permita que los dos extremos que sujetan la probeta por cada lado actúen como apoyos simples.
Más concretamente en el caso de la máquina fabricada, se logra diseñar un apoyo simple en el
costado del mandril de ½”; esto no pasa con el costado del porta boquillas, pues es la entrada
motriz del sistema y va conectado por un eje rígido al motor. Por esto, el porta boquillas se debe
considerar como un apoyo de empotramiento (Véase Ilustración 42), que dada la rigidez de este
elemento y del eje principal al cual está conectado, no permitirá el giro en la dirección de la flexión
de la probeta.
En ese orden de ideas, será necesario reformular el diagrama de cortantes y momentos que se
había supuesto en la ilustración 41.
02468
1012141618
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35
[N.m
]
Distancia [m]
Momento flector 40 kg
Momento flector 60 kg
Momento flector 30 kg

44
Ilustración 42 (Condición de carga real de montaje tipo R.R. Moore)
Ilustración 43 (Diagrama de momentos Reales sobre R.R. Moore)
Así pues, si se tiene en cuenta que la probeta se sitúa en 0,03m del porta boquillas, se podrá
observar que para elevados valores de carga, se lograrán momentos flectores insignificantes de 1,
o máximo 2 N.m produciendo esfuerzos alternantes máximos de 71 MPa, para 9,8 (10)8 ciclos, lo
que significa que para lograr esfuerzos importantes será necesario cargar la máquina con pesos
mayores a 140 y 190 kg. Además al comportarse como un empotramiento, la mitad de la carga
que descansa en el rodamiento de carga de la máquina, es realizada realmente sobre el eje
principal y no sobre la probeta.
De esta manera, lo que se veía como una ventaja en el inicio del proyecto termina siendo lo
opuesto, ya que las cortantes sobre la probeta son bajas, pero en ningún momento se hacen cero.
-8
-6
-4
-2
0
2
4
6
8
10
0 0,03 0,06 0,09 0,12 0,15 0,18
[N.m
]
Distancia [m]
Momento Real @60 kg
Momento Real @40 kg
Momento Real @30kg

45
Ilustración 44 (Diagrama de cortantes reales sobre R.R. Moore)
10. Pruebas del sistema de carga en voladizo
Se decide solucionar el problema del sistema de carga R.R. Moore mediante una adaptación del
mismo a un sistema de carga tipo voladizo.
10.1. Implementación
Se redistribuye la carga aplicada por el gancho alejándolo 65 mm del empotramiento del porta
boquillas, buscando concentrar la fuerza a 125 milímetros del empotramiento para lograr así un
momento flector mayor. Finalmente se retira el apoyo del mandril de ½”, y se mantiene la
estructura del gancho de carga para evitar que el peso se deslice a lo largo del eje del mandril. La
Ilustración 45 muestra la disposición final de la configuración de voladizo.
-200
-150
-100
-50
0
50
100
150
0 0,03 0,06 0,09 0,12 0,15 0,18
[N]
Distancia [m]
Cortante Real @ 60 kg
Cortante Real @ 40 kg
Cortante Real @ 30 kg

46
Ilustración 45 (Diseño de configuración en voladizo)
A continuación, la ilustración 46 muestra la nueva distribución de fuerzas sobre el gancho de
carga.
Ilustración 46 (Fuerzas sobre el gancho del sistema voladizo)
Es importante aclarar que la posición de la probeta mantiene el concentrador de esfuerzos a
30mm del porta boquillas para garantizar repetibilidad de los experimentos.
10.2. Diseño de experimento
Para el diseño del experimento se mantiene lo planteado en el numeral 8.3 a excepción de las
cargas de falla que para la nueva configuración deberán ser de tan solo 13 kg, 12.07kg y 7.92 kg,
para vidas a fatiga de 103, 104, y 105 ciclos respectivamente. Los resultados teóricos se muestran
en la ilustración a continuación.

47
Ilustración 47 (Gráfica S-N teórica Sistema de Carga tipo voladizo)
10.3. Análisis del sistema voladizo
Al convertirse en una carga en voladizo, se hace necesario recalcular los momentos, cortantes, y
esfuerzos incidentes sobre la probeta. A continuación, se muestran los diagramas para cortante y
momento flector, siguiendo la convención de la ilustración 42.
Ilustración 48 (Diagrama de momentos en sistema voladizo)
0,00
50,00
100,00
150,00
200,00
250,00
300,00
350,00
400,00
450,00
500,00
1,00E+03 1,00E+04 1,00E+05 1,00E+06
S [
MP
a]
N [ciclos]
-16
-14
-12
-10
-8
-6
-4
-2
0
0 0,05 0,1 0,15 0,2 0,25
[ N
.m ]
Distancia [m]
Momento flector @ 7.92 kgMomento flector @ 12.07 kgMomento flector @ 13 kg

48
Ilustración 49 (Diagrama de cortantes en sistema voladizo)
A pesar de las elevadas cortantes que el sistema de carga puede generar sobre la probeta, se
generarán momentos flectores muchísimo mayores con pesos hasta 10 veces inferiores a los
requeridos para el montaje tipo R.R. Moore, convirtiendo al sistema de voladizo en un sistema
mucho más efectivo y cómodo para el experimentador.
10.4. Confiabilidad
Con la intención de evaluar la inevitable propagación del error de los valores de Sut obtenidos en la
prueba de tensión, se calcula la curva S-N para los valores máximos de Sut entendidos como
𝑆 𝑢𝑡 + 𝐼𝐶𝑆𝑢𝑡 (intervalos de confianza para Sut), y la curva S-N para los valores mínimos de Sut
entendidos como 𝑆 𝑢𝑡 − 𝐼𝐶𝑆𝑢𝑡 , para una confiabilidad del 95%.
Ilustración 50 (Gráfica S-N Teórica con Intervalos de confianza)
0
20
40
60
80
100
120
140
0 0,03 0,06 0,09 0,12 0,15 0,18
[ N
.m ]
Distancia [m]
Cortantes @ 7.92 kg
Cortantes @ 12.07 kg
Cortantes @ 13 kg
0,00
50,00
100,00
150,00
200,00
250,00
300,00
350,00
400,00
450,00
500,00
1,00E+03 1,00E+04 1,00E+05 1,00E+06
S [
MP
a]
N [ciclos]
Medio
Máximo
Mínimo
Logarítmica (Medio)
Logarítmica (Máximo)
Logarítmica (Mínimo)
49
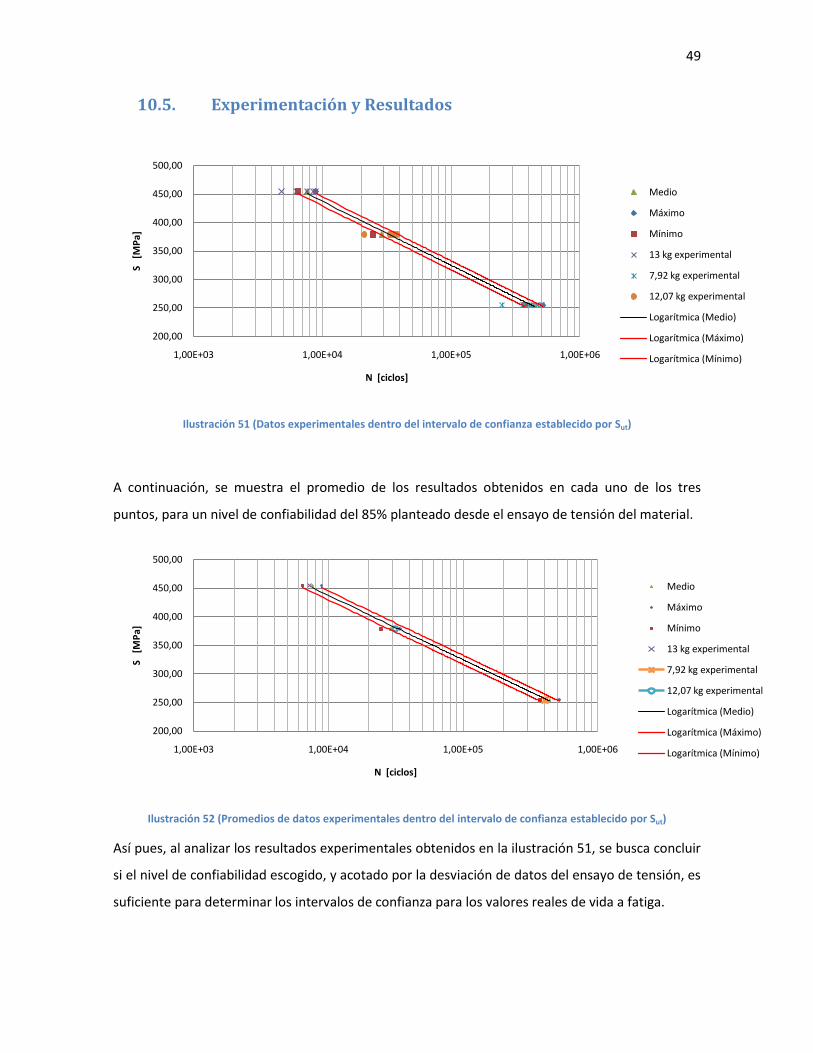
10.5. Experimentación y Resultados
Ilustración 51 (Datos experimentales dentro del intervalo de confianza establecido por Sut)
A continuación, se muestra el promedio de los resultados obtenidos en cada uno de los tres
puntos, para un nivel de confiabilidad del 85% planteado desde el ensayo de tensión del material.
Ilustración 52 (Promedios de datos experimentales dentro del intervalo de confianza establecido por Sut)
Así pues, al analizar los resultados experimentales obtenidos en la ilustración 51, se busca concluir
si el nivel de confiabilidad escogido, y acotado por la desviación de datos del ensayo de tensión, es
suficiente para determinar los intervalos de confianza para los valores reales de vida a fatiga.
200,00
250,00
300,00
350,00
400,00
450,00
500,00
1,00E+03 1,00E+04 1,00E+05 1,00E+06
S [
MP
a]
N [ciclos]
Medio
Máximo
Mínimo
13 kg experimental
7,92 kg experimental
12,07 kg experimental
Logarítmica (Medio)
Logarítmica (Máximo)
Logarítmica (Mínimo)
200,00
250,00
300,00
350,00
400,00
450,00
500,00
1,00E+03 1,00E+04 1,00E+05 1,00E+06
S [
MP
a]
N [ciclos]
Medio
Máximo
Mínimo
13 kg experimental
7,92 kg experimental
12,07 kg experimental
Logarítmica (Medio)
Logarítmica (Máximo)
Logarítmica (Mínimo)
50
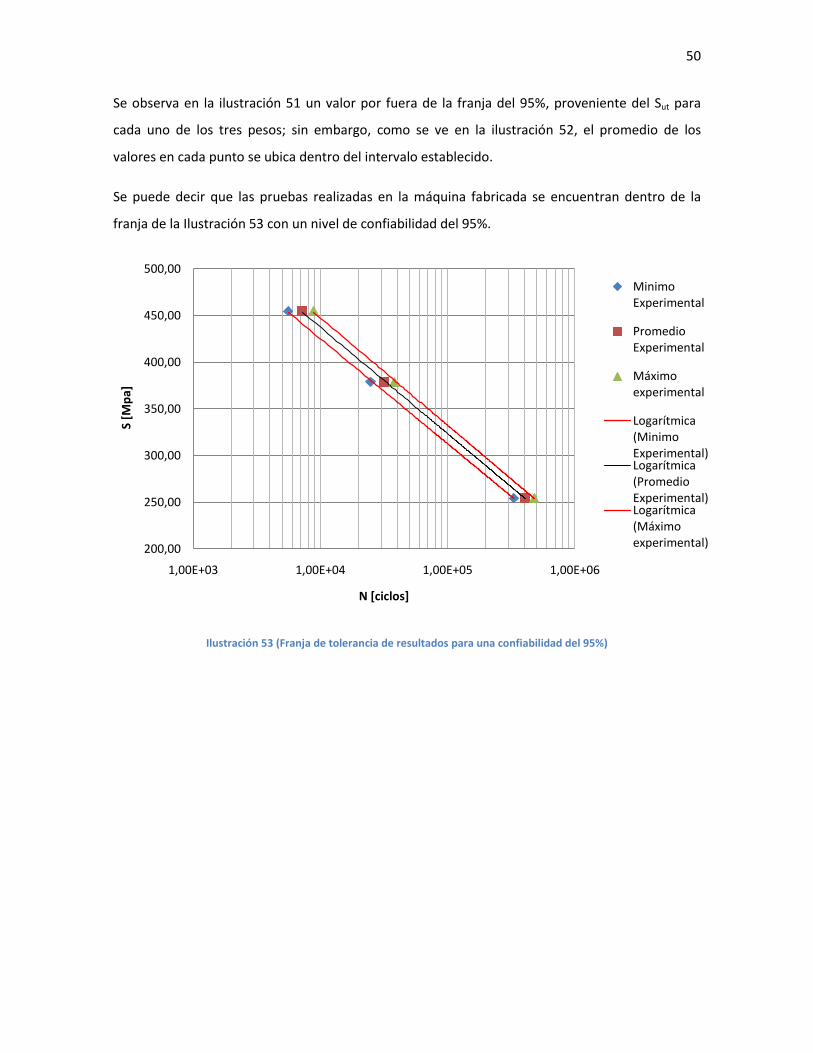
Se observa en la ilustración 51 un valor por fuera de la franja del 95%, proveniente del Sut para
cada uno de los tres pesos; sin embargo, como se ve en la ilustración 52, el promedio de los
valores en cada punto se ubica dentro del intervalo establecido.
Se puede decir que las pruebas realizadas en la máquina fabricada se encuentran dentro de la
franja de la Ilustración 53 con un nivel de confiabilidad del 95%.
Ilustración 53 (Franja de tolerancia de resultados para una confiabilidad del 95%)
200,00
250,00
300,00
350,00
400,00
450,00
500,00
1,00E+03 1,00E+04 1,00E+05 1,00E+06
S [M
pa]
N [ciclos]
Minimo Experimental
Promedio Experimental
Máximo experimental
Logarítmica (Minimo Experimental)Logarítmica (Promedio Experimental)Logarítmica (Máximo experimental)

10.6. Comparación de Intervalos de confianza
Ilustración 54 (Comparación de intervalos de confianza para 95%)
200,00
250,00
300,00
350,00
400,00
450,00
500,00
1,00E+03 1,00E+04 1,00E+05 1,00E+06
S [M
pa]
N [ciclos]
Minimo Experimental
Promedio Experimental
Máximo experimental
Maximo - IC Sut
Medio - IC Sut
Mínimo - IC Sut
Logarítmica (Minimo Experimental)
Logarítmica (Promedio Experimental)
Logarítmica (Máximo experimental)
Logarítmica (Maximo - IC Sut)
Logarítmica (Medio - IC Sut)
Logarítmica (Mínimo - IC Sut)

Al comparar los intervalos de confianza para una misma confiabilidad, se observa que el intervalo
obtenido directamente de las pruebas de fatiga es más amplio que el desarrollado a partir de la
desviación del Sut, haciendo al primero un intervalo más conservador y seguro. A continuación se ilustra
un ejemplo de la fractura de las probetas en cada caso.
Ilustración 55 (Probetas fracturadas)
Conclusiones
El diseño de un sistema de carga tipo R.R. Moore que cumpla los requerimientos de apoyo simple en
ambos lados es muy complejo; la simplificación excesiva (Mott) de su modelo estático puede llevar a
malas interpretaciones del funcionamiento del mismo.
El sistema de carga tipo R.R. Moore es un sistema menos eficiente que el de voladizo en términos de
peso necesario para ejercer un esfuerzo crítico; de no ser fabricada bajo las especificaciones exactas
modeladas en el diagrama de momentos, la ventaja principal de la máquina se pierde.
Es de vital importancia realizar una caracterización del material a utilizar en las probetas de fatiga, pues
como se evidencia en este caso, los valores reales de esfuerzo último y esfuerzo de fluencia difieren
sustancialmente de las propiedades especificadas por el fabricante.
Es importante tener en cuenta siempre la habilidad del tornero cuando se trabaje con ellos, ya que al
igual que pasó para las probetas de 103 ciclos, la diferencia entre la geometría de los radios maquinados

53
y deseados es varias veces mayor que con las probetas maquinadas en el torno de control numérico de
la universidad. Como consecuencia de esto, también se concluye que al igual que en el modelo teórico,
el radio de hombro en el cambio de sección de un eje es determinante al momento de someterlo a
cargas cíclicas.
El contador de vueltas mecánico es una solución viable, de alta durabilidad y resistencia a condiciones de
corrosión y desgaste; por otro lado, soluciona completamente el problema de la interferencia con el
motor a causa del ruido electromagnético.
Al hacer cálculos para el diseño de transmisión de potencia desde un motor eléctrico hacia algún eje, es
importante verificar experimentalmente la verdadera velocidad angular del mismo, pues al utilizar
motores antiguos como en este caso, es posible que hayan sido re embobinados, y la velocidad
especificada en la placa sea diferente de la real.
En máquinas que giran a altas revoluciones es importante el diseño adecuado de ajustes de precisión y
apriete que minimicen las vibraciones innecesarias sobre las mismas.
La variabilidad en la composición química en los lotes de acero tiene una importante incidencia en su
vida a fatiga.
Es válido utilizar el error obtenido en los ensayos de tensión para el desarrollo de los resultados de
fatiga. Se logrará una muy buena aproximación a la confiabilidad de los resultados que arrojará la
máquina. Sin embargo, el desarrollo de intervalos de confianza directamente a partir de los resultados
experimentales S-N permite un intervalo más conservador y seguro.
Finalmente, se entrega una máquina lo suficientemente robusta para realizar pruebas con cargas
elevadas, versátil, con un contador de vueltas mecánico, un mecanismo de sujeción de porta boquillas
que mejora el agarre, y con la posibilidad de realizar pruebas en voladizo, y del tipo R.R. Moore.
Oportunidades de mejora
Se recomienda si es posible cambiar el mandril de ½” por un porta boquillas, la calidad de sujeción es
muy superior y elimina problemas de agarre de la probeta.

54
El gancho de carga puede ser mejorado remanufacturando el elemento en platina de mayor espesor, y
mejorando los ajustes para reducir vibraciones.
El acondicionamiento de un sistema de protección del operario sería óptima, pues a velocidades tan
altas cualquier falla de la máquina podría lastimar a las personas que se encuentren cerca.
Existen rodamientos como el RLS 12 de SKF utilizado, que vienen sellados con su propio lubricante; el
cambio de este evitaría la fácil pérdida de grasa que sufre el actual debido a la alta velocidad de
operación.

55
ANEXOS
Especificación de platinas Diaco
http://www.diaco.com.co/Platinas.aspx
56
Datasheet de contador de vueltas mecánico

57
Código CNC para maquinado del eje principal %
O0063(EJE-FATIGA)
G21G40G99
G28U0
G28W0
G54
T1212
G0Z1
X38M8
G97S1200M4
G71U1R.5
G71P1Q2U.3F.15
N1G1X10.5
G1Z0
X12.65R1
Z-40R1
X22.2R1
Z-80R.75
X25.35R.75
Z-140
X25.4
Z-174
X26
Z-180R5
X38.1R1
N2W-1
G0X170Z5M5
T1212
G0Z1
X40M8
G97S1200M4
G70P1Q2F.12
G0X150Z50M5
M30
%
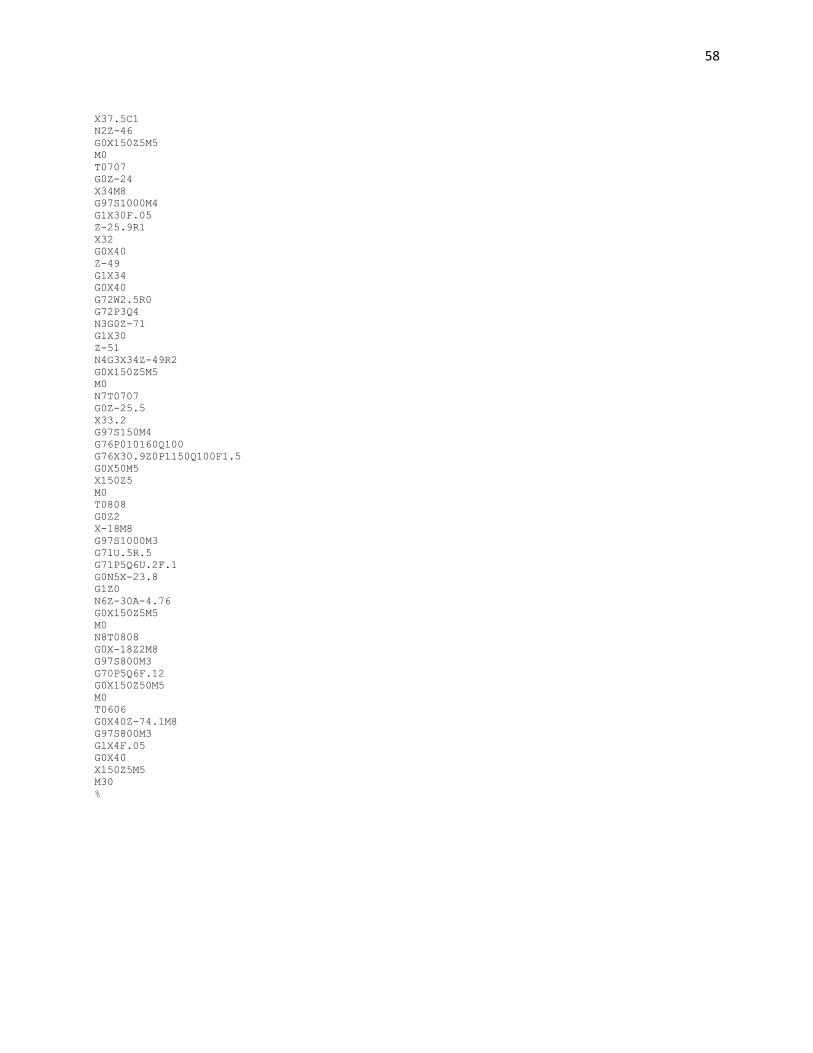
Código CNC para maquinado del porta boquillas
%
O0062(PORTA-BOQUILLA)
G21G40G99
G28U0
G28W0
G54
T1212
G0Z1
X38M8
G97S1200M4
G71U1R.5
G71P1Q2F.1
N1G0X30
G1Z0
X31C.5
Z-2.5
X33A-30
Z-26
58
X37.5C1
N2Z-46
G0X150Z5M5
M0
T0707
G0Z-24
X34M8
G97S1000M4
G1X30F.05
Z-25.9R1
X32
G0X40
Z-49
G1X34
G0X40
G72W2.5R0
G72P3Q4
N3G0Z-71
G1X30
Z-51
N4G3X34Z-49R2
G0X150Z5M5
M0
N7T0707
G0Z-25.5
X33.2
G97S150M4
G76P010160Q100
G76X30.9Z0P1150Q100F1.5
G0X50M5
X150Z5
M0
T0808
G0Z2
X-18M8
G97S1000M3
G71U.5R.5
G71P5Q6U.2F.1
G0N5X-23.8
G1Z0
N6Z-30A-4.76
G0X150Z5M5
M0
N8T0808
G0X-18Z2M8
G97S800M3
G70P5Q6F.12
G0X150Z50M5
M0
T0606
G0X40Z-74.1M8
G97S800M3
G1X4F.05
G0X40
X150Z5M5
M30
%

59
Rodamientos
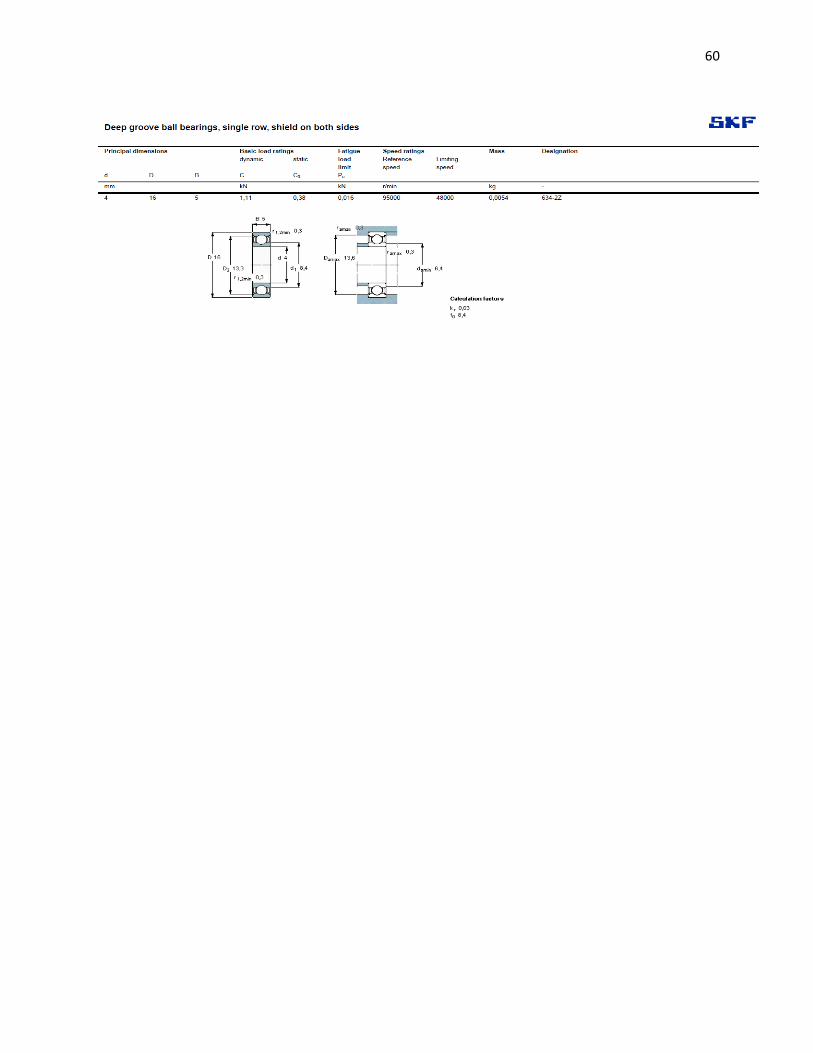
60

61
Norma ASTM E8

Planos



65

66

67

68
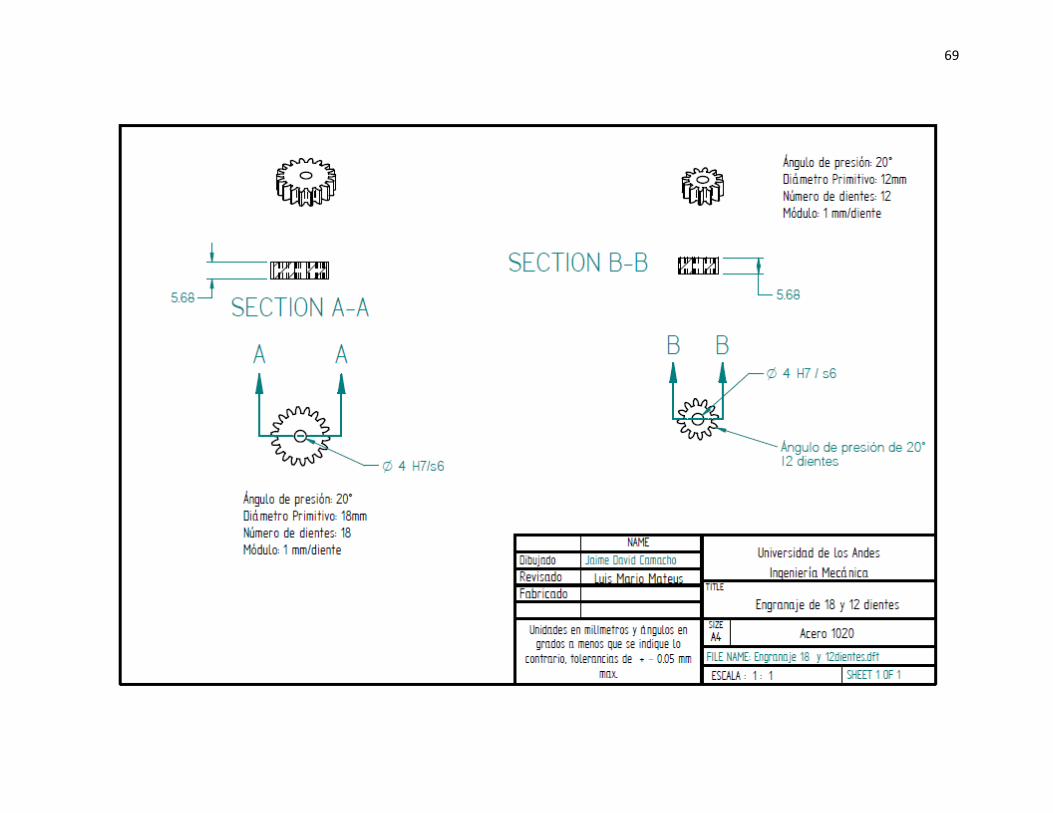
69

70

71

72

73
74
Bibliografía
Albeiro Vesga, L. M. (2008). Análisis de fatiga en acero 4140, desarrollo de curva S-N. Universidad de los Andes .
Ashby, M., & Jones, D. (1996). Engineering Materials 1 - An lntroduction to their Properties and Applications. Jordan Hill, Oxford: Butterworth-
Heinemann.
Askeland, D. R. (1998). The Science and Engineering of Materials, 3rd ed. Mexico: Thomson.
Automation Creations, I. (1996-2008). Matweb. Recuperado el 17 de Agosto de 2008, de
http://www.matweb.com/search/DataSheet.aspx?MatGUID=10b74ebc27344380ab16b1b69f1cffbb&ckck=1
BERGAMO, U. D. (2008). Progettazione e tecnologie. Recuperado el 01 de 06 de 2009, de via Salvecchio 19 - 24129 Bergamo:
http://www.unibg.it/struttura/struttura.asp?cerca=ing_smlab_resources
Chamie, R. A. (2004). Análisis de las condiciones de falla en un material con concentradores de esfuerzo. Universidad de los Andes , 76.
FAG. (1997). FAG Rolling Bearings Catalogue- Fundamentals · Types · Designs. KG, Schweinfurt: Weppert GmbH & Co.
Gears, B. (2006). Gears, couplings, and shaft accessories. 14 Hayward Street, Quincy, MA 02171, United States.
Globalspec.com. (s.f.). GlobalSpec Inc. . Recuperado el 2008 de Agosto de 21, de 350 Jordan Rd, Troy, NY, 12180 : http://motion-
controls.globalspec.com/SpecSearch/MatchingProducts?Comp=197&QID=11584249&VID=3125
Juvinall, R. C. Fundamentals of machine component design.
Kennametal. (2009). Kennametal Inc. Recuperado el 5 de Junio de 2009, de
https://webtest.kennametal.com/search/search_results.jhtml?N=0&Ntt=collet%20chuck&D=collet%20chuck&sid=11FEEA07B460
Mott, R. L. Machine Elements. University of Dayton: Pearson.
Nixon, F., Frost, N. E., & K J, M. (1975). Choosing a factor od Safety. Engineering Progress Through Trouble , 136 -139.

75
Pizzo, P. P. (12 de marzo de 2009). Materials Engineering. Recuperado el 17 de mayo de 2009, de
http://www.engr.sjsu.edu/wofmate/FailureAnaly.htm
Ramírez, C. (Enero de 2009). Diseño de la máquina de caracterización de concentradores de esfuerzo para pruebas de fatiga del laboratorio de
ingeniería mecánica. Bogotá D.C, Colombia: Universidad de los Andes.
Robert C. Juvinall, K. M. (2006). Fundamentals of machine component design . Hoboken, NJ: John Wiley & Sons.
S. Marks, T. B. (1996). Standard handbook for mechanical engineers. 10th edition. The McGraw-Hill Companies, Inc.
Shigley, M. B. (2004). Mechanical Engineering Design. Mc Graw Hill.
Smith. Ciencia e Ingeniería de materiales. Mc Graw Hill.
Smith, W. F. (2004). Ciencia e Ingeniería de Materiales. Mc Graw Hill.
University, T. o. (18 de Diciembre de 2007). Materials Engineering. Recuperado el 17 de Mayo de 2009, de Component Failure Fuseum:
http://materials.open.ac.uk/mem/mem_mf4.htm
Vanegas, C. C. (2007). Análisis de fatiga en ejes de acero 1045 con concentradores de esfuerzo. Universidad de los Andes , 44.
Zwick. (s.f.). ZWICK/ROWELL. Recuperado el 17 de Mayo de 2009, de Zwick GmbH & Co. KG: http://www.zwick.com/Rotary-Bending-
Machine.zwick-rotary-bending-machine.0.html