diseño y cálculo del bastidor de un vehículo...
TRANSCRIPT
Diseño y cálculo del bastidor de un vehículo cosechador de fresas
167 Fabricación
3. Soldadura
La soldadura de nudos de perfiles tubulares se realiza principalmente con soldadura por fusión, aunque si el número de unidades es elevado, también es aplicable la soldadura por fricción, que pertenece al grupo de la soldadura por presión, Entre los cinco subgrupos de la soldadura por fusión, denominados autógena, por arco metálico, por resistencia eléctrica, por haz de electrones y por plasma, cada uno de los cuales producen el calor para la fusión de una forma específica, la soldadura por arco se utiliza de manera predominante, en las tres versiones siguientes, para la unión de los perfiles tubulares:
• Soldadura por arco con electrodo revestido (SMAW).
• Soldadura por arco con núcleo de fundente (FCAW).
• Soldadura por arco metálico y gas (GMAW).
En cuanto a los equipos y máquinas para soldar, hay que diferenciar tres métodos, la soldadura manual, con máquina semiautomática o totalmente automática. Los dos primeros se emplean normalmente en el caso de perfiles tubulares. La soldadura totalmente automática no es habitual, pero se puede utilizar cuando sea aplicable.
La soldadura manual por arco con electrodos revestidos con una capa de productos químicos fundentes se utiliza en los talleres y en el soldeo a pie de obra. Concretamente, se puede aplicar cuando predominan las posiciones de soldar desfavorables, incluida la posición de soldar en techo y/o el acceso restringido a la soldadura.
El revestimiento del electrodo tiene la función de proteger el baño de acero líquido en la soldadura frente a los efectos perjudiciales de las escorias o del gas. Es importante elegir adecuadamente los electrodos, y hay que tomar una decisión para cada caso. Así pues, todos los puntos críticos, como por ejemplo el tipo de nudo, las posiciones de soldar y los métodos de controlar las soldaduras, determinan el tipo de electrodo utilizado. En general, las propiedades mecánicas del material de aportación son superiores a las de los materiales de base.
Para soldar las estructuras de perfiles tubulares, se aplican los electrodos del tipo estructural rutilo, ácido y básico.
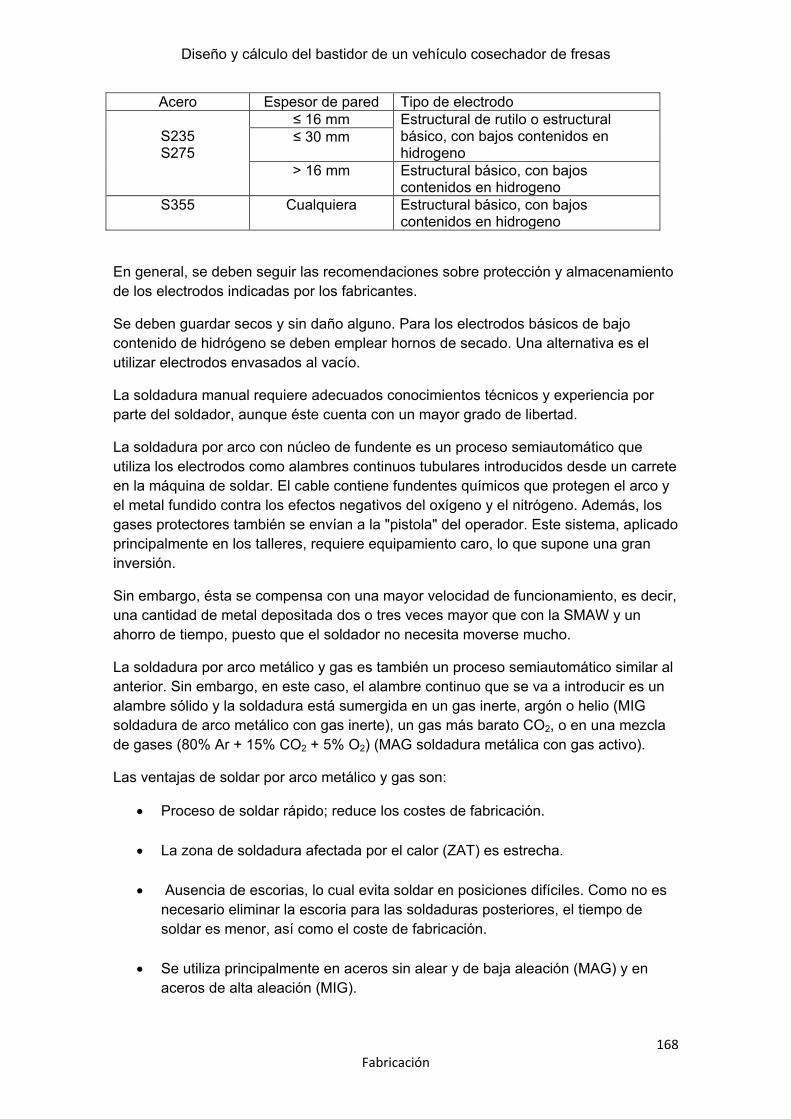
Dependiendo del tipo de acero, del espesor de la pared y de las formas de la soldadura, se recomiendan los siguientes tipos de electrodos:
Diseño y cálculo del bastidor de un vehículo cosechador de fresas
168 Fabricación
Acero Espesor de pared Tipo de electrodo
S235 S275
≤ 16 mm Estructural de rutilo o estructural básico, con bajos contenidos en hidrogeno
≤ 30 mm
> 16 mm Estructural básico, con bajos contenidos en hidrogeno
S355 Cualquiera Estructural básico, con bajos contenidos en hidrogeno
En general, se deben seguir las recomendaciones sobre protección y almacenamiento de los electrodos indicadas por los fabricantes.
Se deben guardar secos y sin daño alguno. Para los electrodos básicos de bajo contenido de hidrógeno se deben emplear hornos de secado. Una alternativa es el utilizar electrodos envasados al vacío.
La soldadura manual requiere adecuados conocimientos técnicos y experiencia por parte del soldador, aunque éste cuenta con un mayor grado de libertad.
La soldadura por arco con núcleo de fundente es un proceso semiautomático que utiliza los electrodos como alambres continuos tubulares introducidos desde un carrete en la máquina de soldar. El cable contiene fundentes químicos que protegen el arco y el metal fundido contra los efectos negativos del oxígeno y el nitrógeno. Además, los gases protectores también se envían a la "pistola" del operador. Este sistema, aplicado principalmente en los talleres, requiere equipamiento caro, lo que supone una gran inversión.
Sin embargo, ésta se compensa con una mayor velocidad de funcionamiento, es decir, una cantidad de metal depositada dos o tres veces mayor que con la SMAW y un ahorro de tiempo, puesto que el soldador no necesita moverse mucho.
La soldadura por arco metálico y gas es también un proceso semiautomático similar al anterior. Sin embargo, en este caso, el alambre continuo que se va a introducir es un alambre sólido y la soldadura está sumergida en un gas inerte, argón o helio (MIG soldadura de arco metálico con gas inerte), un gas más barato CO2, o en una mezcla de gases (80% Ar + 15% CO2 + 5% O2) (MAG soldadura metálica con gas activo).
Las ventajas de soldar por arco metálico y gas son:
• Proceso de soldar rápido; reduce los costes de fabricación.
• La zona de soldadura afectada por el calor (ZAT) es estrecha.
• Ausencia de escorias, lo cual evita soldar en posiciones difíciles. Como no es necesario eliminar la escoria para las soldaduras posteriores, el tiempo de soldar es menor, así como el coste de fabricación.
• Se utiliza principalmente en aceros sin alear y de baja aleación (MAG) y en aceros de alta aleación (MIG).

Diseño y cálculo del bastidor de un vehículo cosechador de fresas
169 Fabricación
Las desventajas son:
• No es adecuado para soldar a pie de obra debido a la gran cantidad de equipamiento necesario, como por ejemplo el control eléctrico, el electrodo de alambre sólido devanado, el alimentador de alambre y el suministrador del gas protector.
• Acceso a la soldadura muy restringido por el espacio necesario para la boquilla de la pantalla de gas, a pesar de que existen varias formas de boquilla.
Fig. 3.1 Soldadura MIG/MAG
En principio parece que el método más adecuado para soldar las barras del bastidor, dadas sus dimensiones, es la soldadura por arco metálico y gas. En concreto y para abaratar costes se utilizará la soldadura MAG.
3.1. Posiciones y secuencias de soldadura
Para comenzar se mencionan tres puntos principales:
1. Las soldaduras no deben empezar o terminar en una esquina del perfil RHS.
2. Para los espesores más pequeños, se deben evitar, en lo posible, las soldaduras con varias pasadas.
3. Hay que seguir las secuencias de soldadura apropiadas, ya que afectan en gran medida a la contracción, a las tensiones residuales y a la deformación de una estructura soldada.
Diseño y cálculo del bastidor de un vehículo cosechador de fresas
170 Fabricación
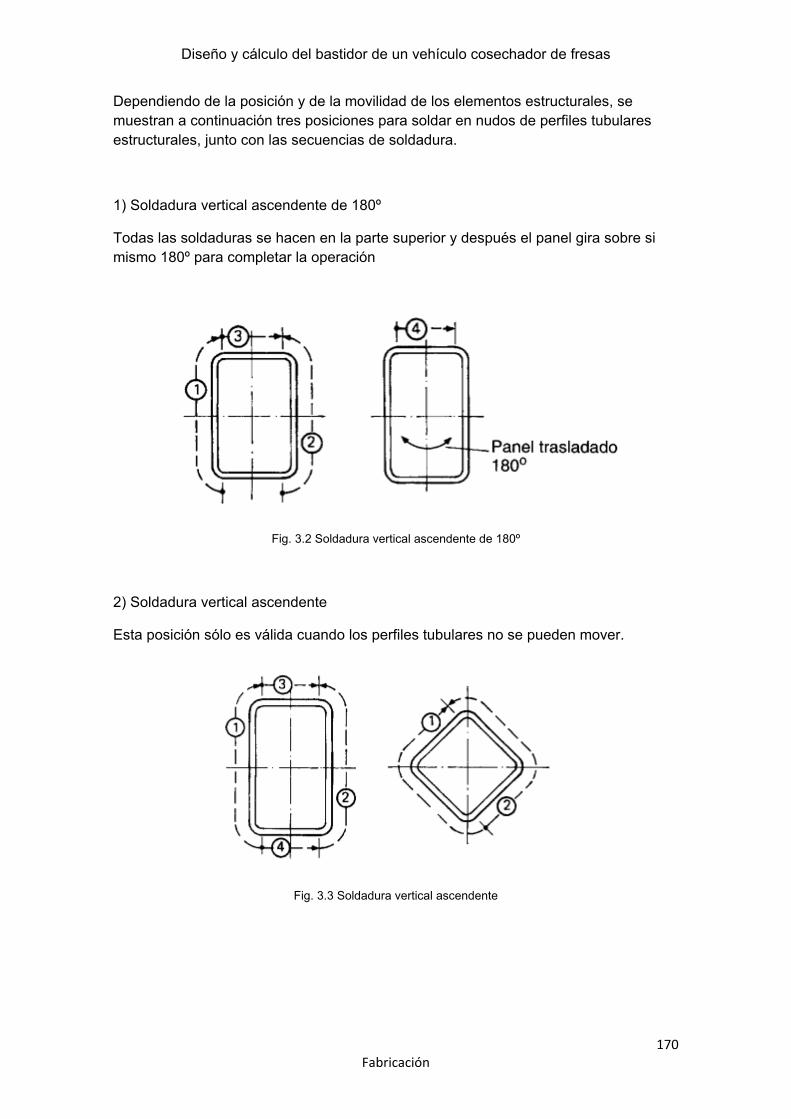
Dependiendo de la posición y de la movilidad de los elementos estructurales, se muestran a continuación tres posiciones para soldar en nudos de perfiles tubulares estructurales, junto con las secuencias de soldadura.
1) Soldadura vertical ascendente de 180º
Todas las soldaduras se hacen en la parte superior y después el panel gira sobre si mismo 180º para completar la operación
Fig. 3.2 Soldadura vertical ascendente de 180º
2) Soldadura vertical ascendente
Esta posición sólo es válida cuando los perfiles tubulares no se pueden mover.
Fig. 3.3 Soldadura vertical ascendente
Diseño y cálculo del bastidor de un vehículo cosechador de fresas
171 Fabricación
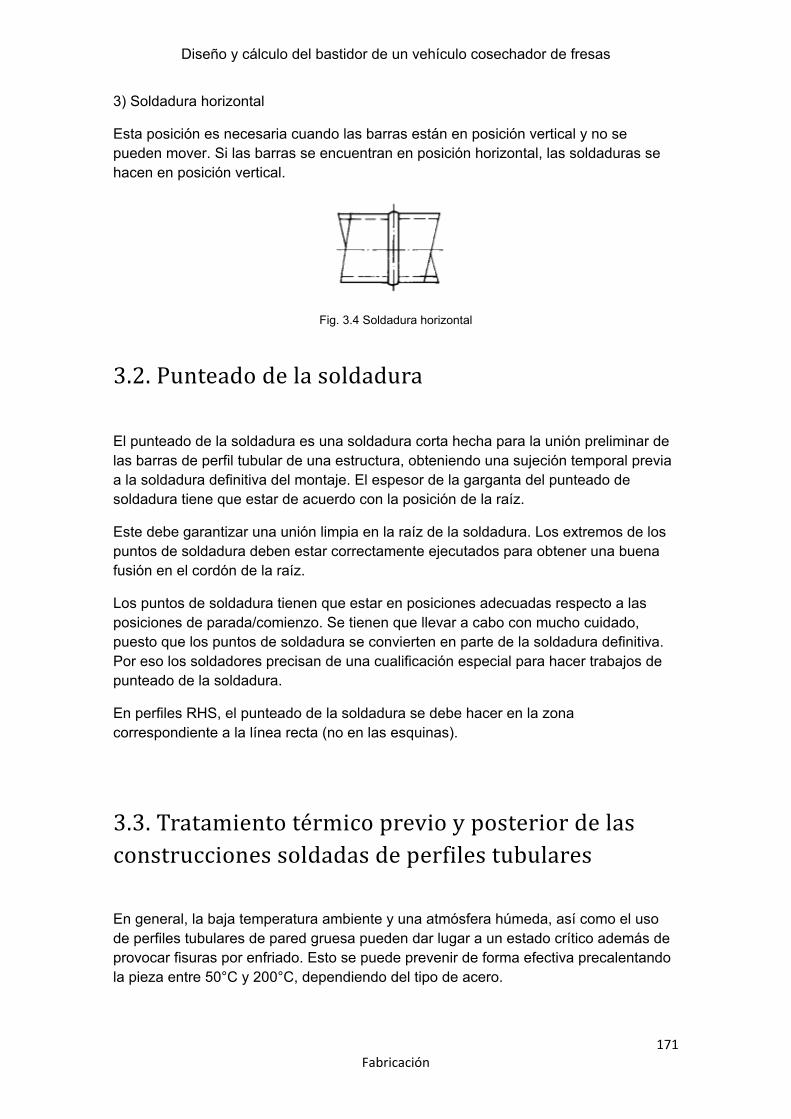
3) Soldadura horizontal
Esta posición es necesaria cuando las barras están en posición vertical y no se pueden mover. Si las barras se encuentran en posición horizontal, las soldaduras se hacen en posición vertical.
Fig. 3.4 Soldadura horizontal
3.2. Punteado de la soldadura
El punteado de la soldadura es una soldadura corta hecha para la unión preliminar de las barras de perfil tubular de una estructura, obteniendo una sujeción temporal previa a la soldadura definitiva del montaje. El espesor de la garganta del punteado de soldadura tiene que estar de acuerdo con la posición de la raíz.
Este debe garantizar una unión limpia en la raíz de la soldadura. Los extremos de los puntos de soldadura deben estar correctamente ejecutados para obtener una buena fusión en el cordón de la raíz.
Los puntos de soldadura tienen que estar en posiciones adecuadas respecto a las posiciones de parada/comienzo. Se tienen que llevar a cabo con mucho cuidado, puesto que los puntos de soldadura se convierten en parte de la soldadura definitiva. Por eso los soldadores precisan de una cualificación especial para hacer trabajos de punteado de la soldadura.
En perfiles RHS, el punteado de la soldadura se debe hacer en la zona correspondiente a la línea recta (no en las esquinas).
3.3. Tratamiento térmico previo y posterior de las construcciones soldadas de perfiles tubulares
En general, la baja temperatura ambiente y una atmósfera húmeda, así como el uso de perfiles tubulares de pared gruesa pueden dar lugar a un estado crítico además de provocar fisuras por enfriado. Esto se puede prevenir de forma efectiva precalentando la pieza entre 50°C y 200°C, dependiendo del tipo de acero.

Diseño y cálculo del bastidor de un vehículo cosechador de fresas
172 Fabricación
Sin embargo, esta cara operación se puede evitar procurando que las partes que haya que soldar no tengan condensación y utilizando electrodos con bajo contenido de hidrógeno.
La temperatura de precalentamiento se determina basándose en el contenido de carbono equivalente CEV, la intensidad de corriente de soldadura, el voltaje y la velocidad, el espesor de la pieza, el tipo de soldadura y el contenido de hidrógeno en los electrodos.
Para los aceros estructurales sin alear S235, S275 y S355, generalmente no se necesita precalentamiento. Sin embargo, se recomienda para una temperatura ambiente inferior a + 5°C y para espesores de pared ≥ 30 mm.
3.4. Tensiones residuales y deformaciones producidas por la soldadura
Con la soldadura se calienta una zona determinada de la pieza. La dilatación térmica del material no es uniforme y se ve coartada por el material frío que la rodea.
Se producen esfuerzos de contracción debido al acortamiento de la pieza al enfriarse. Estos se transforman en deformaciones o en momentos torsores, o permanecen en la parte soldada como tensiones residuales.
Las deformaciones y las tensiones residuales en una estructura soldada de perfiles tubulares dependen de los siguientes parámetros:
- Espesor de la soldadura
- Número de pasadas de soldadura
- Distancia entre la soldadura y el eje neutro del elemento estructural
- Coacción del elemento estructural soldado por las barras de unión
- Rigidez del elemento estructural en una estructura soldada
- Angulo de inclinación entre los ejes de las barras a unir
- Secuencia de soldadura
- Método de soldar

Diseño y cálculo del bastidor de un vehículo cosechador de fresas
173 Fabricación
En una construcción rígida, las deformaciones provocadas por las contracciones se previenen, en gran medida, durante la soldadura. Por otra parte, las tensiones residuales debidas a la soldadura aumentan considerablemente durante este proceso.
Con el fin de reducir los trabajos de enderezado y alineación posteriores a la soldadura, las distorsiones pueden ser compensadas por las correspondientes predeformaciones.
Las tensiones residuales y las contracciones se determinan proporcionalmente por las disposiciones y secuencias de soldadura. El punteado de las soldaduras previo a la soldadura final debe serlo bastante numeroso y fuerte como para absorber los esfuerzos de contracción transversales durante la soldadura.
3.5. Defectos de soldadura y reparaciones
La figura 3.5 muestra una visión de los posibles defectos de soldadura en las soldaduras en ángulo y a tope.
Fig. 3.5 Defectos en soldaduras
E = Fisura Df = Penetración incompleta de la raíz en una soldadura en ángulo
C =Ausencia de fusión D = Penetración incompleta de la raíz en una soldadura con bordes curvados
A = Inclusiones de gas F = Mordedura
Ab = Grieta longitudinal dn = Garganta insuficiente
B = Inclusiones de escorias dp = Excesiva convexidad ov = Recubrimiento

Diseño y cálculo del bastidor de un vehículo cosechador de fresas
174 Fabricación
Las caras de las soldaduras en ángulo pueden ser ligeramente convexas, planas o ligeramente cóncavas. Sin embargo, existe un límite de convexidad dependiendo del tamaño de la superficie de fusión o del ancho del reborde de la superficie individual L.
Las soldaduras a tope se harán, preferentemente, con un ligero refuerzo de las caras. Este refuerzo tendrá una transición gradual hacia el plano de la superficie del metal de base, por lo que las soldaduras no presentarán discontinuidades, excesiva convexidad, garganta insuficiente, excesiva mordedura ni recubrimiento.
Los defectos de soldadura se pueden reparar eliminando metal de aportación o trozos del metal de base mediante mecanizado, rectificado, cincelado o escopleado.
Hay que eliminar los defectos de soldadura, como por ejemplo el recubrimiento, la convexidad excesiva o la sobrecarga, sin quitar gran cantidad de metal de base. Antes de soldar es obligatorio efectuar una limpieza a fondo de la superficie.
Fig. 3.6 Perfiles de soldaduras en ángulo y a tope aceptables e inaceptables

Diseño y cálculo del bastidor de un vehículo cosechador de fresas
175 Fabricación
Cualquier deficiencia en el tamaño de la soldadura producida por concavidad excesiva, soldadura de tamaño insuficiente y mordedura tiene que ser compensada depositando metal de aportación. Hay que eliminar y volver a soldar las fusiones incompletas, la porosidad excesiva de la soldadura o las inclusiones de escorias. Las grietas de la soldadura o del metal de base se reparan eliminando de la grieta metal sano (dependiendo del espesor) más allá de cada extremo de la grieta y soldando de nuevo.
3.6. Inspección de las soldaduras
Las soldaduras de las estructuras de acero se pueden comprobar mediante ensayos destructivos (sólo en laboratorio) o no destructivos. Cada uno de los dos grupos contiene varios métodos de ensayo y todos tienen ventajas y desventajas y, por consiguiente, sus campos específicos de aplicación. Desde el punto de vista económico, la extensión de las inspecciones debería ser mínima. Así pues, las soldaduras en ángulo son preferibles a las soldaduras a tope.
Los ensayos destructivos, que son los ensayos de tracción, de plegado, de resistencia frente al impacto, de dureza y de fatiga, se suelen hacer antes de empezar la soldadura final de una estructura. También sin/en para investigar acerca de nuevos materiales, tipos de construcción y métodos de soldar, indicando cuales son los parámetros de soldadura. Estos ensayos también se llevan a cabo para comprobar la capacidad profesional de los soldadores.
Al contrario de los ensayos destructivos, los siguientes cinco métodos no destructivos pueden facilitar información concluyente con respecto a la calidad efectiva de la soldadura:
- Inspección visual
- Ensayo con partículas magnéticas
- Ensayo con líquidos penetrantes
- Inspección ultrasónica
- Inspección radiográfica mediante rayos X o 𝛾 (gamma)
Es de importancia fundamental efectuar una detenida inspección visual de la costura de la soldadura, así como de la zona próxima a la soldadura, tanto antes como después de soldar.

Diseño y cálculo del bastidor de un vehículo cosechador de fresas
176 Fabricación
Después de soldar, hay que examinar visualmente los defectos superficiales tales como las mordeduras, el recubrimiento y las fisuras, así como la apariencia de la soldadura (la rugosidad de la superficie del reborde, el ancho del reborde, etc.). La medición del espesor de garganta de la soldadura y la transición entre la costura de la soldadura y el metal de base (de especial importancia para construcciones sometidas a cargas de fatiga) se hace con medidores diseñados para este fin.
3.7. Recomendaciones generales para operaciones de soldadura
A menudo los fabricantes tienden a especificar y llevar a cabo soldaduras mayores, con espesores de garganta de soldadura más grandes que los que se necesitan técnicamente. Esto no sólo resulta más caro sino también más dañino debido al peligro que existe de contracciones y distorsiones excesivas, y al cambio de la microestructura del metal de base en la zona afectada térmicamente (ZAT) debido a la entrada de calor adicional.
Las soldaduras en ángulo son preferibles a las soldaduras a tope. Se tienen que aplicar siempre que sus tamaños no sean excesivos.
Si una soldadura en ángulo no es viable, se puede aplicar soldaduras a tope con penetración parcial, ya que son menos caras que las soldaduras a tope con penetración completa sin anillo interno. Sin embargo, estas últimas pueden ser ejecutadas con anillos internos.
Como la inspección visual es el método de inspección de soldadura más barato, más cómodo y más aplicado, es imprescindible que el inspector tenga la cualificación requerida además de la experiencia necesaria para llevar a cabo este trabajo. En los nudos críticos se aplican otros métodos, pero sólo cuando resultan viables.
3.8. Uniones en prolongación (empalmes)
Para los perfiles tubulares, las uniones en prolongación se hacen principalmente mediante soldadura a tope. El método es sencillo y lo componen tres casos:
Caso 1: Ninguna preparación de soldadura en los extremos de la barra (perfiles tubulares de pared delgada).
Caso 2: Los extremos de la barra se biselan para la soldadura (perfiles tubulares de pared gruesa).

Diseño y cálculo del bastidor de un vehículo cosechador de fresas
177 Fabricación
Caso 3: Los biseles de los extremos están apoyados por un anillo de apoyo interno que soporta la soldadura líquida y facilita la alineación de las barras.
Fig. 3.7 Uniones en prolongación soldadas
El objetivo es alcanzar, bien la carga mayorada aplicada, bien la resistencia total de la barra más débil obteniendo la penetración adecuada de la soldadura.
3.9. Uniones soldadas en ángulo recto
La figura 8.11 muestra el diseño de los dos tipos fundamentales de nudos soldados en ángulo recto (90° de inclinación) junto con detalles de las soldaduras:
1. Nudo en ángulo recto simple
2. Nudo en ángulo recto con una placa rigidizadora transversal
El nudo plano en ángulo recto simple que consta de poste y dintel de secciones transversales idénticas es sencillo y barato, aunque está diseñado para cargas pequeñas. Estos nudos tienden a fallar por deformación excesiva de la cara transversal por compresión.
El nudo soldado en ángulo recto con placa rigidizadora intermedia se aplica para adaptar diferentes tamaños de barra o cuando el nudo necesita una mayor resistencia.

Diseño y cálculo del bastidor de un vehículo cosechador de fresas
178 Fabricación
En este caso, una deformación excesiva sólo se produce en los perfiles tubulares muy delgados. El espesor de a placa insertada no debe ser menor de 1,5 veces el del perfil tubular más grueso y, en todo caso, 10 mm por lo menos.
Fig. 3.8 Nudos en ángulo recto a) sin rigidizadores b) con placa rigidizadora
Un diseño alternativo para incrementar la resistencia del nudo es reforzar el nudo soldando acartelamientos (recortados de RHS con el mismo ancho que el de las dos barras principales) o placas laterales para evitar el pandeo local.
El ángulo de inclinación entre los ejes de las barras de perfiles tubulares puede ser mayor de 90° (ángulo obtuso 90° < 0 < 180°). En cualquier caso, estos nudos se pueden calcular de la misma forma que los nudos de 90°, puesto que poseen un comportamiento mejor que los nudos de 90°.

Diseño y cálculo del bastidor de un vehículo cosechador de fresas
179 Fabricación
Fig. 3.9 Soldaduras en ángulo en el bastidor V3
3.10. Nudos con barras soldadas directamente
La figura 3.8 muestra las condiciones básicas para aplicar soldaduras en ángulo y a tope (con abertura de penetración total o parcial). Los detalles muestran el cambio del bisel de la soldadura al variar el ángulo de abertura punto a punto a lo largo del perímetro de la intersección.
Con respecto a la punta de cumbre (punto X), el valle (punto Y) y el talón de cumbre (punto Z) de las figuras antes mencionadas, predominan las siguientes condiciones:
Cumbre
θ ≤ 60°, todos los espesores: soldadura a tope (detalle X1)
θ > 60°, t1 < 8 mm: soldadura en ángulo (detalle X2)
, t1 ≥ 8 mm: soldadura a tope (detalle X3)
Valle
t1 < 8 mm, b1/b0 ≤ 0,85: soldadura en ángulo (detalle Y1)
t1 < 8 mm, b1/b0 = 1,0: soldadura a tope (detalle Y2)
t1 ≥ 8 mm: soldadura a tope (detalle Y3)
Diseño y cálculo del bastidor de un vehículo cosechador de fresas
180 Fabricación
Talón
t1 < 8 mm: soldadura en ángulo (detalle Z1)
t1 ≥ 8 mm: soldadura a tope (detalle Z2)
o soldadura en ángulo
Se recomienda que θ ≥ 30° para garantizar la adecuada penetración de la soldadura en la zona del talón. En una combinación de soldadura en ángulo y a tope, la transición debe ser continua y sin brusquedad.
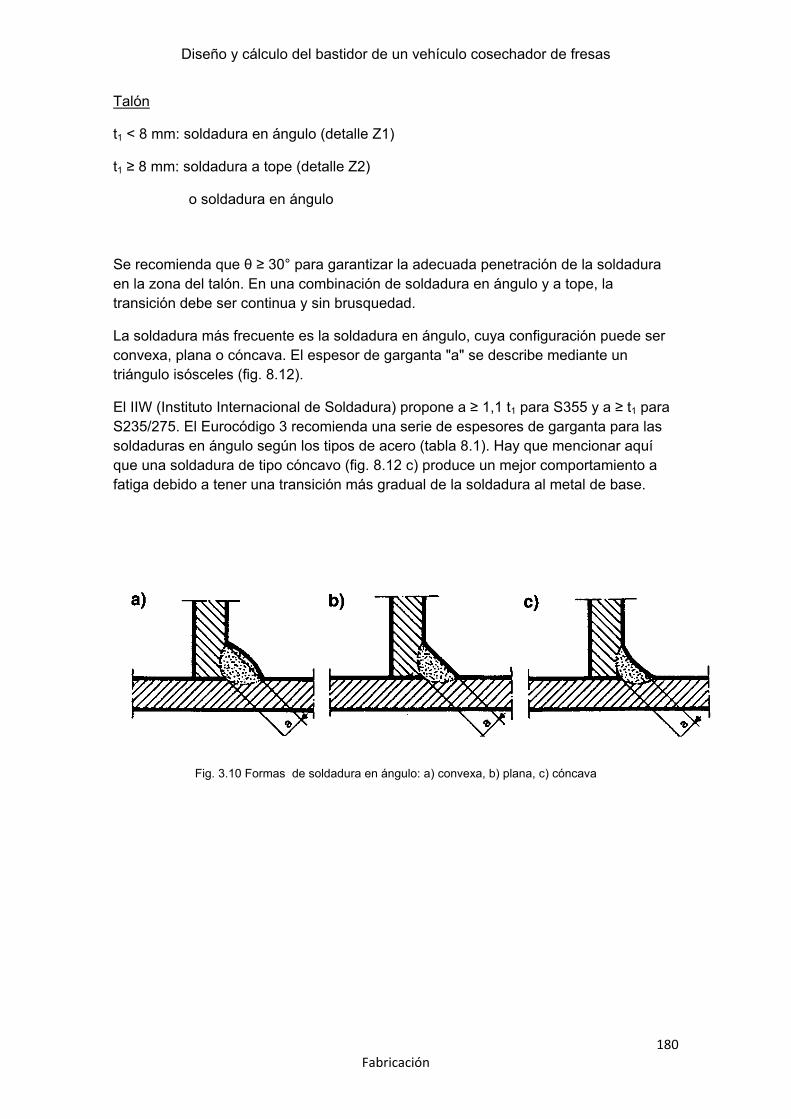
La soldadura más frecuente es la soldadura en ángulo, cuya configuración puede ser convexa, plana o cóncava. El espesor de garganta "a" se describe mediante un triángulo isósceles (fig. 8.12).
El IIW (Instituto Internacional de Soldadura) propone a ≥ 1,1 t1 para S355 y a ≥ t1 para S235/275. El Eurocódigo 3 recomienda una serie de espesores de garganta para las soldaduras en ángulo según los tipos de acero (tabla 8.1). Hay que mencionar aquí que una soldadura de tipo cóncavo (fig. 8.12 c) produce un mejor comportamiento a fatiga debido a tener una transición más gradual de la soldadura al metal de base.
Fig. 3.10 Formas de soldadura en ángulo: a) convexa, b) plana, c) cóncava

Diseño y cálculo del bastidor de un vehículo cosechador de fresas
181 Fabricación
Fig. 3.11 Soldaduras en ángulo y a tope entre perfiles tubulares rectangulares en nudos de celosías

Diseño y cálculo del bastidor de un vehículo cosechador de fresas
182 Fabricación
Fig. 3.12 Soldaduras en ángulo entre las barras verticales y las del piso transitable
Tipo de acero de acuerdo con la figura 8.1 S235 S275 S355
a / t1 ≥ 0,84 𝛼* a / t1 ≥ 0,87 𝛼* a / t1 ≥ 1,1 𝛼*
Tabla 3.1 Espesores de garganta de soldaduras en ángulo de acuerdo con el EC3
* 𝛼 = 1,1𝛾𝑀𝑗
∙ 𝛾𝑀𝑤1,25
𝛾𝑀𝑗 = Coeficiente parcial de seguridad de seguridad para la resistencia de los nudos
𝛾𝑀𝑤 = Coeficiente parcial de seguridad para las soldaduras
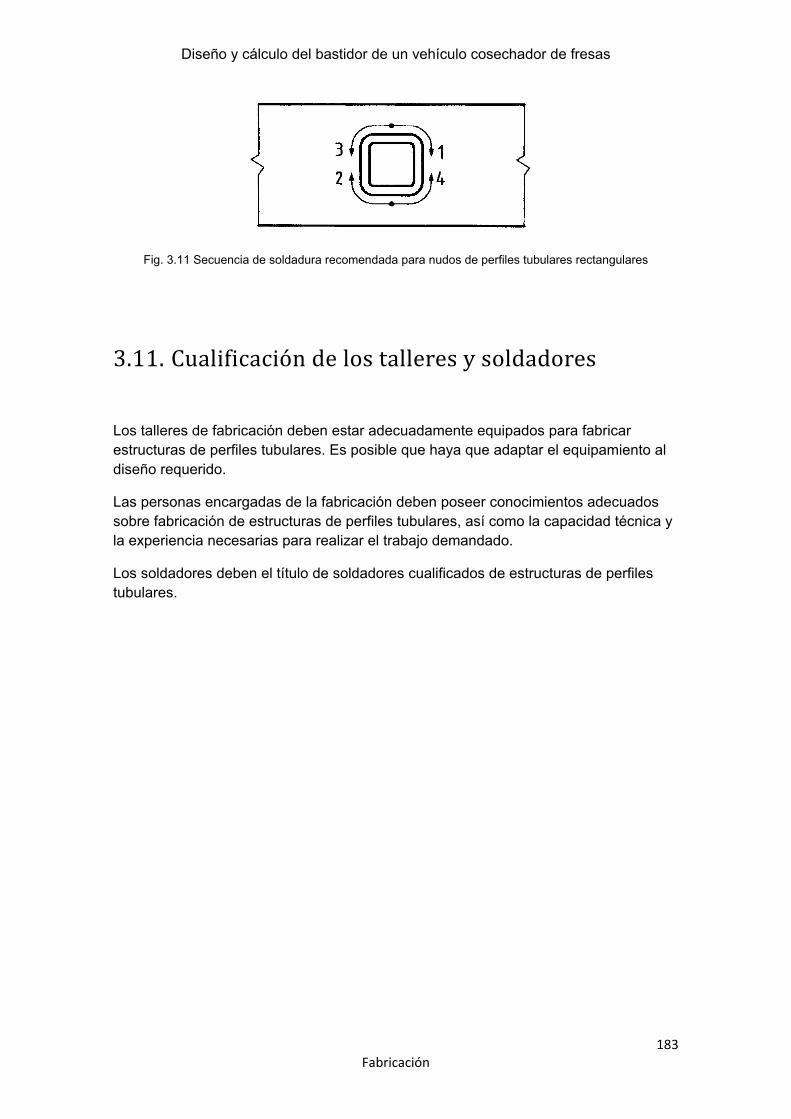
La figura 3.11 identifica la secuencia de soldadura tal y como se recomienda en el EC3 basándose en la siguiente directriz:
Las posiciones de parada /comienzo no deben estar en las zonas de esquina en un nudo entre una barra de relleno de perfil tubular cuadrado o rectangular y un cordón de perfil tubular cuadrado o rectangular, o cerca de ellas.
Diseño y cálculo del bastidor de un vehículo cosechador de fresas
183 Fabricación
Fig. 3.11 Secuencia de soldadura recomendada para nudos de perfiles tubulares rectangulares
3.11. Cualificación de los talleres y soldadores
Los talleres de fabricación deben estar adecuadamente equipados para fabricar estructuras de perfiles tubulares. Es posible que haya que adaptar el equipamiento al diseño requerido.
Las personas encargadas de la fabricación deben poseer conocimientos adecuados sobre fabricación de estructuras de perfiles tubulares, así como la capacidad técnica y la experiencia necesarias para realizar el trabajo demandado.
Los soldadores deben el título de soldadores cualificados de estructuras de perfiles tubulares.