diseÑo del laboratorio para el tratamiento de...
TRANSCRIPT
1
DISEÑO DEL LABORATORIO PARA EL TRATAMIENTO DE PLÁSTICOS
RECICLADOS PARA LA UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE
CALDAS FACULTAD TECNOLÓGICA
DIANA CAROLINA MENDIETA SÁNCHEZ
20122077107
CARLOS ANDRÉS MENDIETA SÁNCHEZ
20122077057
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
TECNOLOGÍA INDUSTRIAL
FACULTAD TECNOLÓGICA
BOGOTA D.C. 26 DE ABRIL 2016
2
DISEÑO DEL LABORATORIO PARA EL TRATAMIENTO DE PLÁSTICOS
RECICLADOS PARA LA UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE
CALDAS FACULTAD TECNOLÓGICA
DIANA CAROLINA MENDIETA SÁNCHEZ 20122077107
CARLOS ANDRÉS MENDIETA SÁNCHEZ 20122077057
(Autores)
Proyecto Modalidad Monografía
Ing. Mg. Rubén Darío Bonilla (Director)
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
TECNOLOGÍA INDUSTRIAL
FACULTAD TECNOLÓGICA
BOGOTÁ 26 DE ABRIL DE 2016 D.C.
3
Nota de aceptación.
Director Ing. Mg. Rubén Darío Bonilla
Bogotá D.C. 26 de abril de 2016
4
CONTENIDO.
pág. INTRODUCCIÓN 10 CAPITULO l PROBLEMÁTICA DE MANEJO DE RESIDUOS 1.1 Justificación 11 1.2 Planteamiento del problema 12 1.3. Objetivos
1.3.1. Objetivos generales 1.3.2. Objetivos específicos 13
CAPITULO ll ANÁLISIS DEL PLÁSTICO PET 14 2.1. Plásticos 14 2.1.1 Clasificación de los polímeros 16 2.1.2 Vida útil del plástico 17 2.2. PET 17 2.2.1. Propiedades del PET 19 2.3 Proceso de reciclaje del plástico PET 19 2.4 Propiedades del PET reciclado 20 2.5 Tipos de reciclado y tratamiento del PET 21 2.5.1. Preparación del plástico 22 2.5.2. Reciclado mecánico 22 2.5.3. Proceso del reciclado mecánico convencional 22 2.5.4. Proceso de reciclaje químico 23 2.5.5. Proceso de reciclaje energético 23 2.6 Transformación del plástico reciclado 23 2.6.1. Triturado 23 2.6.2. Extrusión 23 2.7 Impactos ambientales del plástico PET 25
5
CAPITULO lll Pág.
DISEÑO DEL LABORATORIO PARA EL TRATAMIENTO DE PLÁSTICOS 26
RECICLADOS PARA LA UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ
DE CALDAS FACULTAD TECNOLÓGICA
3.1 Diagnóstico laboratorio polímeros de la Universidad Distrital 27 Francisco José de Caldas Facultad Tecnológica 3.2. Prueba de lavado de material en el laboratorio de química de la 33
Universidad Distrital Francisco José de Caldas Facultad Tecnológica Descripción de la maquinaria 3.3 Diseño del laboratorio de tratamiento de plásticos reciclados PET par 34 CM la UDFJC. Facultad tecnológica 3.3.1 Requerimientos para el funcionamiento del laboratorio 35 3.3.2 Requerimiento de materiales y equipos 35 3.3.3 Requerimientos de elementos de seguridad operativa 37 3.3.4 Proceso de transformación de plásticos reciclados en el laboratorio 40 de polímeros 3.3.5 Diseño de las áreas 40
3.3.6 Distribución de zonas de trabajo en el laboratorio 41
cc 3.3.7 Practicas 53 3.4.Relación del laboratorio de transformación de plásticos recicladosx56
programas curriculares de la facultad tecnológica 3.5 Plan de capacitación para los laboratoristas y estudiantes 59 3.6 Plan de mantenimiento para la extrusora del laboratorio de polímeros 59 3.7 Relación de costos propuesta laboratorio tratamiento de PET reciclado 64 3.8 Cronograma de actividades Laboratorio tratamiento plásticos reciclados 65 CAPÍTULO IV
ANÁLISIS Y CONCLUSIONES 4.1 Conclusiones 68 4.2 Recomendaciones 68 BIBLIOGRAFÍA 69 ANEXOS 75
6
LISTA DE CUADROS Pág.
Cuadro 1 clasificación de los plásticos 16
Cuadro 2 vida útil del plástico 17
Cuadro 3 Requerimientos de materiales y equipo 35
Cuadro 4 Relación del laboratorio de transformación de plásticos 55
reciclados con programas curriculares de la facultad
Cuadro 5 Hoja de vida de la extrusora 61
Cuadro 6 Hoja de vida de la trituradora 62
Cuadro 7 Registro de prácticas 63
Cuadro 8 Encuesta estudiantes UDFJC facultad tecnológica 77
7
LISTA DE TABLAS
Pág.
Tabla 1 Grado de cristianización de las mezclas 21
Tabla 2 Relación de costos propuesta laboratorio tratamiento 64
de PET reciclado
8
LISTA DE FIGURAS Pág.
Figura 1- Porcentaje de reciclaje de PET (2010) 20
Figura 2- Control de mando máquina de ensayos de tensión 27
Figura 3- Maquina de ensayos de tensión 27
Figura 4- Hilos de la tensionadora de caucho del laboratorio de polímeros 28
Figura 5- Extrusora laboratorio 29
Figura 6- control de mando de la Extrusora del laboratorio de polímeros 30
Figura 7- Eje principal de la extrusora 30
Figura 8- Conexión eléctrica de la extrusora 31
Figura 9- Salida de la extrusora 31
Figura 10- Dado salida de la extrusora 32
Figura 11- Materiales para limpieza de PET 33
Figura 12- Material con agua e hidróxido de sodio 33
Figura 13- Material con NaOH a 90°c 34
Figura 14-Proceso de trasformación de plásticos reciclados Lab. Pol. 40
Figura 15- Estante para almacenamiento 41
Figura 16- Lavadero en aluminio 44
Figura 17- Dado de centro circular y Plano dado centro circular 47
Figura 18- Dado salida rectangular de la extrusora 48
Figura 19- Plano Dado rectangular salida de la extrusora 48
Figura 20- Plano del calibrador no. 1 49
Figura 21- Plano del calibrador no. 2 50
Figura 22- Distribución de línea del proceso dentro del laboratorio 52
9
LISTA DE ANEXOS
Pág.
Anexo 1 Encuesta docentes 75
Anexo 2 Encuesta estudiantes 77
Anexo 3 Guía de laboratorio para la extrusora 80
Anexo 4 Cotización trituradora no. 2 83
Anexo 5 Cotización molino 84
Anexo 6 Cotización triturador 87
Anexo 7 Cotización calibrador 88
Anexo 8 Cotización estantería 89
Anexo 9 Cotización lavadero 90
Anexo 10 Cotización bascula 91
Anexo 11 Cotización Calibrador y arreglo de la extrusora 92
10
INTRODUCCIÓN
El proyecto consiste en plantear un diseño de un laboratorio de tratamiento de
plásticos reciclados PET para la Universidad Distrital Francisco José de Caldas
Facultad tecnológica, el cual se propone a partir de la necesidad de manejar y
reutilizar residuos como los plásticos PET1.
La estructura de la propuesta inicia con la evaluación de la situación de la
problemática de manejo de residuos como el plástico PET, a nivel mundial,
nacional, local y el entorno cercano a la universidad, con lo cual se encontró una
necesidad de manejar adecuadamente residuos como el plástico PET, para darles
una función dentro del proceso de fabricación de productos, adicional a ello el
estudio de las tecnologías y los mecanismos que se utilizan actualmente para el
manejo de residuos, así como los modelos de proceso desarrollados a partir de la
utilización de plásticos reciclados, maquinaria y equipo acordes a este proceso.
Realizando un diagnostico en la Universidad Distrital Francisco José de Caldas
Facultad tecnológica se encontró que cuenta con un laboratorio de polímeros y
plásticos, al cual se le realizó un análisis teniendo en cuenta el estado actual de
las máquinas, las metodologías, las prácticas, las monografías, los artículos de
los equipos y en general las herramientas con las que cuenta el laboratorio.
Dentro de la propuesta se plantearon varias prácticas a realizar en el laboratorio,
para ello se hicieron 3 pruebas de mezclas en el laboratorio de química con lo
cual se estableció la cantidad exacta de componentes químicos necesarios para
realizar la limpieza del plástico.
Finalmente se plantea el diseño del laboratorio buscando gestionar mecanismos
que fomenten el conocimiento de la transformación de materiales reciclados como
el plástico PET, generando así un cambio en el manejo de los residuos y en las
maneras de darle usos diferentes a residuos reciclados que tienen un tiempo
extenso de degradación.
PET: es un tipo plástico derivada del petróleo, correspondiendo su fórmula a la de un poliéster aromático. Su denominación técnica es Polietileno Tereftalato o Politereftalato de etileno. Secretaria General de la Alcaldía Mayor de Bogotá D.C. Proyecto acuerdo 182 de 2011 concejo de Bogotá D.C. Por medio del cual se adoptan medidas para organizar el manejo de residuos sólidos derivados del consumo de bebidas. Recuperado de http://www.alcaldiabogota.gov.co/sisjur/normas/Norma1.jsp?i=43118
11
CAPITULO l
PROBLEMÁTICA DE MANEJO DE RESIDUOS PLÁSTICOS
1.1 Justificación
Actualmente la industria colombiana genera 6000 toneladas de residuos sólidos
en el relleno sanitario Doña Juana, de los cuales el 20% son de productos como
botellas de agua, bolsas, envases de gaseosa, recipientes de productos de aseo,
entre otros (1), que son hechos a base de plástico PET los cuales se pueden
reutilizar y generar un nuevo producto.
En el botadero Doña Juana anualmente se generan residuos de plásticos PET
con mayor abundancia que otro tipo de desechos, debido a que estos plásticos se
utilizan generalmente para la fabricación de envases de bebidas como gaseosa,
agua, jugos, que hace que incremente el volumen de desechos, teniendo así un
ciclo de vida útil muy corto. Este material presenta una dificultad y es la manera
como se está haciendo disposición a los residuos plástico, ya que se están
eliminando en botaderos a cielo abierto, siendo ésta una práctica que predomina
en la mayoría de los municipios de Colombia. (2)
El impacto negativo que genera el residuo de plásticos PET es preocupante a
nivel local, nacional, e internacional por lo cual se está incentivando la recolección
y buena disposición de este tipo de residuos, con lo cual se buscan un cambio en
la cultura ciudadana con actividades de reducción, reutilización y reciclaje del
material plástico residual. Un ejemplo de proyectos, es el programa de basura
cero2 que promueven e incentivan a la comunidad a reciclar los plásticos para que
no se vean como basuras, favoreciendo a la transformación social y así poder
contribuir con el medio ambiente.
Con el fin de contribuir a la problemática se plantea un laboratorio de
transformación de plásticos reciclados en la Universidad Distrital Francisco José
de Caldas, Facultad Tecnológica, en el cual se propongan alternativas de
producción más limpias con la implementación de materiales como el PET
reciclado. En el laboratorio se busca que los estudiantes conozcan las
propiedades y los beneficios que trae trabajar con materiales reciclados, con ello
propongan procesos de transformación de materiales reciclados, para ir de la
mano con el medio ambiente y estar a la vanguardia de los retos de sostenibilidad
2 Basura Cero: es un programa cuyo objetivo es lograr que los residuos sólidos no sean enterrados o
incinerados, sino aprovechados y devueltos al ciclo productivo en un 100%. Programa basura cero http://www.bogota.gov.co/ciudad/bogota-basura-cero
12
ambiental que se presenta en la actualidad; por ultimo generar nuevos procesos y
proyectos de investigación en la facultad, que pueden ser implementados en la
industria a la hora de estar inmersos en el mundo laboral.
1.2 PLANTEAMIENTO DEL PROBLEMA
1.2.1 Descripción del problema
En Colombia el total de toneladas de residuos plásticos urbanos generados
anualmente es de 220.000 a 280.000 toneladas, que actualmente no son
aprovechados, ni reutilizados por falta de conocimiento de trasformación de estos
materiales, lo más preocupante de esta situación es que estos materiales tardan
cientos de años en degradarse, (3)
En la ciudad de Bogotá cerca de 6.000 toneladas llegan al botadero de Doña
Juana donde 1800 toneladas que son reciclables solo el 3% se reutilizan (4).
Estas cifras son alarmantes debido a que se está promoviendo muy poco la
reutilización y el buen manejo de desechos plásticos. Por otro lado, en Bogotá se
cuenta con programas de reutilización de materiales reciclables, sin embargo, a
los residuos plásticos no se le ha dado la importancia que amerita para disminuir
el impacto ambiental, que genera el mal manejo de estos residuos, sin
potencializar los posibles usos que se pueden dar respecto a estos materiales.
Otro factor incidente en la recuperación y uso de RPET3 es el desconocimiento de
los procedimientos y metodologías para dar transformar los materiales plásticos,
por lo cual son desechados a cielo abierto sin tener precaución de los efectos
negativos que puede causar.
En la Universidad Distrital Francisco José de Caldas, Facultad tecnológica, si bien
existen algunos grupos de investigación que trabajan en pro al medio ambiente,
no es visible la participación que tienen frente a la problemática debido a que
estos grupos no están enfocados en el tratamiento, transformación y recuperación
de los desechos plásticos.
3 RPET: Plástico Tereftalato de polietileno (PET) reciclado. Secretaria General de la Alcaldía Mayor de Bogotá
D.C. Proyecto acuerdo 182 de 2011 concejo de Bogotá D.C. Por medio del cual se adoptan medidas para organizar el manejo de residuos sólidos derivados del consumo de bebidas. Recuperado de http://www.alcaldiabogota.gov.co/sisjur/normas/Norma1.jsp?i=43118
13
1.2.2 Formulación del problema
¿Cómo se podría fomentar el conocimiento del proceso de transformación de
plásticos reciclados en la universidad Distrital Francisco José de Caldas Facultad
Tecnológica?
1.3 OBJETIVOS
1.3.1 GENERAL
Diseñar un laboratorio de tratamiento de plásticos reciclados para la Universidad
Distrital Francisco José de Caldas, Facultad Tecnológica.
1.3.2 OBJETIVOS ESPECÍFICOS
❖ Fomentar el conocimiento de procesos de tratamiento de plástico reciclado
del PET a través de un laboratorio en la Universidad Distrital francisco José
de caldas facultad tecnológica.
❖ Promover el uso y funcionamiento de la maquinaria que está en desuso
que se encuentra en el laboratorio de polímeros de la Universidad Distrital
francisco José de caldas facultad tecnológica.
❖ Plantear las pautas para estandarizar el proceso de transformación del
plástico reciclado en la universidad distrital francisco José de caldas
facultad tecnológica.
14
CAPITULO ll
ANÁLISIS DEL PLÁSTICO PET
2.1. LOS PLÁSTICOS
Son materiales compuestos de polímeros4 de origen natural y artificial que
contienen aditivos como fibras, cargas, pigmentos y otros que mejoran sus
propiedades a base de combustible fósiles5 como el petróleo. (5)
Hoy en día se busca mejorar los procesos productivos para que sean
ambientalmente sostenibles, teniendo en cuenta todo el ciclo de vida del producto
iniciando desde su fabricación hasta la disposición final. Uno de los materiales
más utilizados en la industria es el plástico, el cual tiene un proceso de
biodegradación complejo y extenso, pero es 100% reciclable lo que hace
necesario su reutilización aprovechando las infinitas posibilidades de uso pos
consumo.
Los plásticos tienen muchos productos que son diferentes por sus materias
primas, por sus procesos de producción y usos, es importante identificar los tipos
de residuos plásticos para su clasificación y así poder implementar sistemas de
reciclado, para ello se ha creado el código Internacional SPI6, que permite
determinar con facilidad de que material específicamente está hecho un objeto de
plástico. El Proceso de reciclado y el producto que se obtenga dependerá del tipo
de plástico que se recicle.
4 Polímeros: Son macromoléculas formados por la unión repetida de una o varias moléculas unidas por
enlaces covalente. Beltrán Rico M., Marcilla Gomis A. (2012). Tecnología de polímeros. Procesado y propiedades. Universidad de Alicante. Recuperado de vvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvv https://books.google.es/books?id=jxilUUn4_QAC&printsec=frontcover&dq=tecnologia+de+polimeros&hl=es&sa=X&ved=0ahUKEwjr_5vckoXMAhUGVT4KHfvZCz4Q6wEIJjAA#v=onepage&q&f=false 5 Combustibles fósiles: Son los referentes al carbón, el petróleo y el gas natural, productos que por sus
características químicas se emplean como combustibles. Se han formado naturalmente a través de complejos procesos biogeoquímicos, desarrollados bajo condiciones especiales durante millones de años. Riechmann J. (2003) Tiempo para la vida. La crisis ecológica en su dimensión temporal. Reimpresa. Recuperado-de https://books.google.es/books?id=UULWnQEACAAJ&dq=bibliogroup:%22Colecci%C3%B3n+Bolsillo+de+duende%22&hl=es&sa=X&ved=0ahUKEwjkgND8koXMAhXIdT4KHddaAv4Q6AEIHTAA 6 Código Internacional SPI: El sistema de codificación de Sociedad de Industrias de Plástico (SPI) es un medio
para identificar los residuos de plástico de botellas y contenedores que se usa cotidianamente, tanto en casa como en la industria. Vásquez A., Espinosa R., Beltrán M., Velasco M. (2015) El reciclaje de los plásticos. Universidad Autónoma Metropolitana. Azcapotzalco. Este documento fue recuperado de http://www.bibliotecadelplastico.com.mx/Medio_Ambiente/Reciclaje/0047_El_Reciclaje_de_los_Plasticos.
15
Hay varios métodos para reciclar plásticos, en el caso de los envases de
alimentos estos procesos son muy limitados, ya que los materiales que los
componen están formados por estructuras difíciles de separar en partículas
menores. (6)
El PET se utiliza en todo el mundo en productos de empaque y envasado de
alimentos, su acumulación y mala disposición se ha convertido en una
preocupación mundial, por lo cual se están creando nuevos métodos de
tratamiento de materiales plásticos, un ejemplo de ello es el estudio realizado en
la universidad de Kioto donde se propone un nuevo tratamiento del PET a partir
de las bacterias desarrolladas por el investigador Yoshida, quien busca realizar un
proceso de degradación de los plásticos con la creación de una nueva bacteria.
(7)
La bacteria especializada se denomina Ideonella sakaiensis, la cual fue apartada
con plástico PET, y fue capaz de alimentarse de PET como su principal fuente de
energía. Cuando se cultiva el PET, produce dos enzimas7 capaces de hidrolizar8
el material para convertir enzimáticamente PET de manera eficiente en sus dos
monómeros ácidos Tereftálico y glicol de etileno. (8)
A nivel nacional el tratamiento de los plásticos descartados enviados a la basura
se ha vuelto un problema ambiental cada vez mayor, considerando que los
plásticos actuales derivan del petróleo, que es una fuente no renovable de
energía; sin embargo hoy hay mucho interés y esfuerzos destinados a la
reutilización de materiales de esta índole.(9)
Actualmente en Bogotá el tratamiento de los plásticos se da en el reciclaje del
material, pocas empresas se dedican a transformarlo prefieren solo dedicarse a
una parte del proceso referente al acopio y venta del material.
En Bogotá se está promoviendo un proyecto por parte de la asociación
colombiana de recicladores, el cual habla acerca del manejo y recolección de
residuos en la cuidad capacitando el personal para ejercer este proyecto, sin
embargo, solo plantea la recolección de los materiales reciclables para su venta,
7 Enzima: Molécula bacteriana utilizada en la manipulación genética, capaz de fragmentar ADN
selectivamente. Real academia de la lengua. (2016). España. Recuperado de http://dle.rae.es/?id=Fu2c5Lc
8 Hidrolizar: Desdoblamiento de una molécula por la acción del agua. Real academia de la lengua.
(2016). España. Recuperado de http://dle.rae.es/?id=KKcL61V
16
sin tener en cuenta procesos de trasformación de los plásticos para darle utilidad
a estos materiales reciclados. (10)
2.1.1. Clasificación de los polímeros
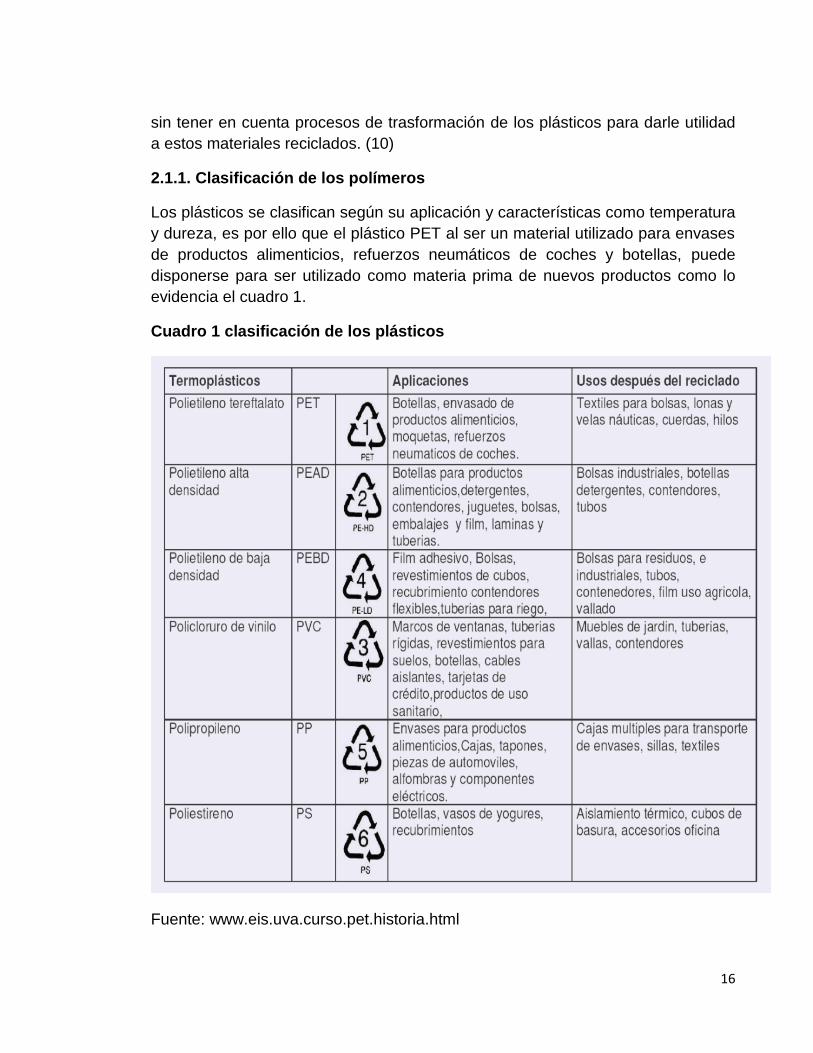
Los plásticos se clasifican según su aplicación y características como temperatura
y dureza, es por ello que el plástico PET al ser un material utilizado para envases
de productos alimenticios, refuerzos neumáticos de coches y botellas, puede
disponerse para ser utilizado como materia prima de nuevos productos como lo
evidencia el cuadro 1.
Cuadro 1 clasificación de los plásticos
Fuente: www.eis.uva.curso.pet.historia.html
17
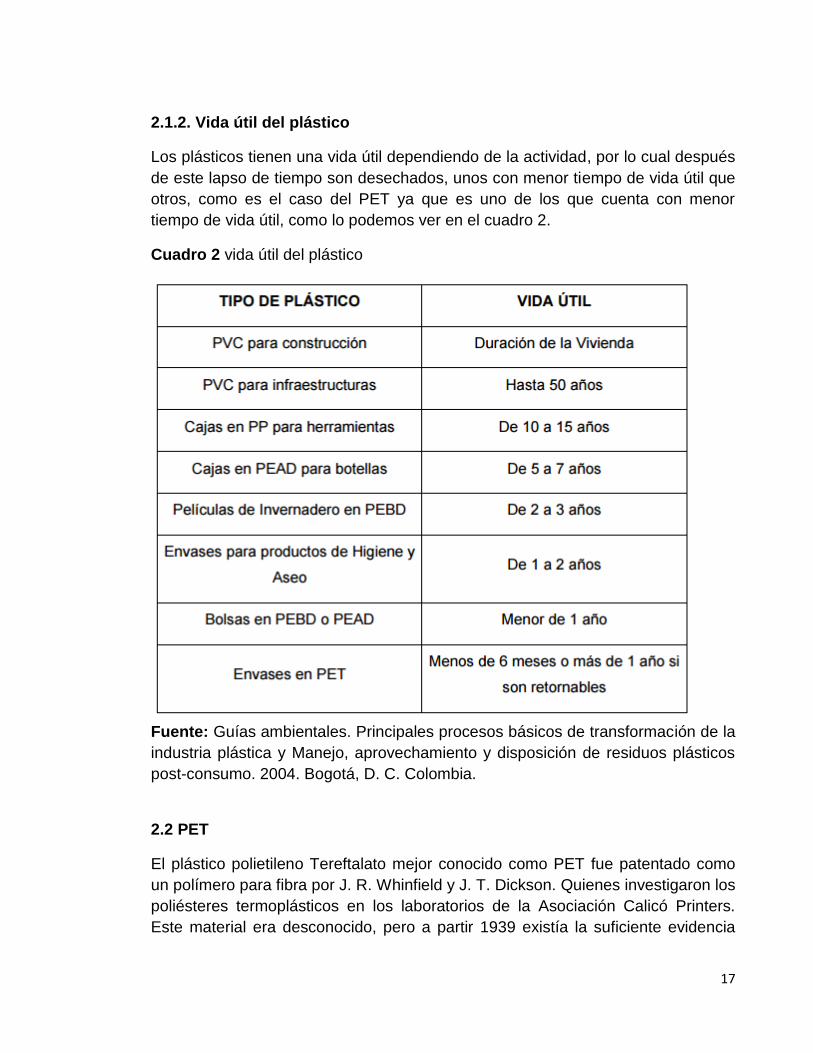
2.1.2. Vida útil del plástico
Los plásticos tienen una vida útil dependiendo de la actividad, por lo cual después
de este lapso de tiempo son desechados, unos con menor tiempo de vida útil que
otros, como es el caso del PET ya que es uno de los que cuenta con menor
tiempo de vida útil, como lo podemos ver en el cuadro 2.
Cuadro 2 vida útil del plástico
Fuente: Guías ambientales. Principales procesos básicos de transformación de la
industria plástica y Manejo, aprovechamiento y disposición de residuos plásticos
post-consumo. 2004. Bogotá, D. C. Colombia.
2.2 PET
El plástico polietileno Tereftalato mejor conocido como PET fue patentado como
un polímero para fibra por J. R. Whinfield y J. T. Dickson. Quienes investigaron los
poliésteres termoplásticos en los laboratorios de la Asociación Calicó Printers.
Este material era desconocido, pero a partir 1939 existía la suficiente evidencia
18
acumulada favoreciendo la teoría que “la micro cristalinidad era esencial para la
formación de fibras sintéticas fuertes”. (11)
En 1955 se dio inicio a la producción comercial de fibra de poliéster desde
entonces, El PET ha evidenciado un desarrollo tecnológico mejorando la
producción industrial y con ello el aprovechamiento de este material, hasta lograr
un alto nivel de sofisticación basado en el crecimiento del producto a nivel mundial
y variedad de posibilidades para dar uso. (12)
En el año 1976, se implementa el uso del PET para la fabricación de envases
para alimentos, especialmente para bebida se fabrican con características como
ligeros, transparentes y resistentes. En el trascurso de 1977 se reciclo la primera
botella que se convirtió en base de una nueva botella. Hoy la mayor cantidad del
PET reciclado, RPET, se usa para la producción de fibras, seguido por la
producción de botellas grado alimenticio” (13).
En Latinoamérica el país que más recicla materiales polímeros es Brasil; seguido
de México el cual cuenta con una planta de tratamiento de PET reciclado más
grande en el continente americano llamada Pet Star, constituida por los
principales socios embotelladores del país, dentro de los cuales se encuentra
Coca-Cola con una capacidad de procesar 65.000 toneladas de plástico
reciclados equivalente a dos mil millones de botellas, utilizados para
transformarlas en plástico reciclado de PET y fabricar nuevas botellas. (14)
El PET tiene tres tipos de procesamiento en los cuales se aprovecha el PET pos
consumo, estos tres procesos tienen tratamientos diferentes para obtener nuevos
productos. La clasificación principal dentro del mercado es la industria textil,
fabricación de botellas y películas en PET.
Industria textil: Durante la segunda guerra mundial fue usado para
remplazar fibras naturales como el lino y el algodón, siendo de las primeras
aplicaciones industriales del PET, aprovecharon propiedades como la
impermeabilidad, resistencia al desgaste, a la deformación y la vida útil de
este material. Dentro de las restricciones que presenta el material se
encuentran la dificultad para tinturar este material y el tiempo de
degradación ya que es prolongado. (15).
Fabricación de botellas: La primera comercialización que tuvo el PET en
botellas fue en USA, el cual presento gran acogida abriendo una gran
demanda en constante aumento, debido a que este producto ofrece
grandes beneficios como la resistencia a químicos, la trasparencia
19
mejorando la visualización del producto y fabricación a menores costos.
(16)
Películas en PET: Este producto es sacado de láminas PET, utilizado en
gran cantidad para la producción de películas fotográficas, rayos x y de
audio.
2.2.1 Propiedades del PET
El plástico PET tiende a cristalizarse9, haciendo que las cargas positiva y
negativas se atraigan permitiendo que las cadenas se alineen. Este material
también se presenta sin una forma definida, es decir amorfo, generalmente es
transparente con 30 a 40% de cristalinidad, estas características dependen
directamente del cambio de temperatura, de la velocidad con que se enfríe. Las
propiedades que tiene este material varían de acuerdo al nivel de cristalinidad se
determina la dureza y la resistencia a la propagación de grietas. El A-PET10 es
transparente con una densidad de 1.33 g/cm3, presenta menor rigidez y dureza
que el C-PET11, sin embargo, tiene una mejor resistencia al impacto, el rango de
temperatura que manejan estos materiales va desde 40ºc a 60ºc, alcanza una
ausencia de aire de 100ºc se cristaliza por encima de 90ºc. Es resistente a
hidrocarburos y tiene buenas propiedades de barreras frente a gases polares O2
y CO2. (17)
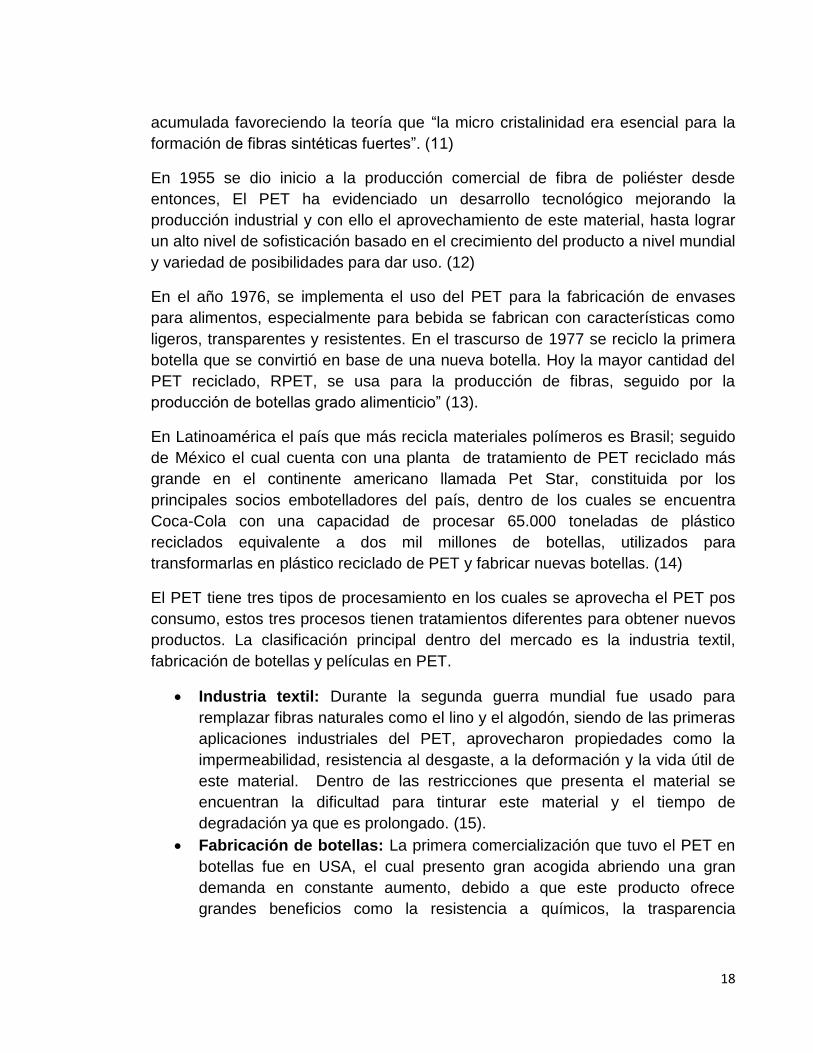
2.3. PROCESO DE RECICLAJE DEL PLÁSTICO PET
Según estudios realizados por la compañía ENKA de Colombia SA. en el mundo,
se recicla el 41% del PET, del cual el 90% proviene de envases plásticos como
botellas. En Colombia se recicle el 22%, de plástico PET fabricado; mientras que
otros países de la región como Argentina y Brasil, están en el orden del 34% y
56% respectivamente. México, que es el mayor consumidor de PET recicla sólo
un 18% de este material. (18)
Figura 1 Porcentaje de reciclaje de PET (2010)
9 Cristalizar: Polaridad de los grupos éster, ya que el átomo de oxigeno del grupo carbonilo de carga
negativa y el carbono de carga positiva se atraen, permitiendo que los grupos éster de cadenas vecinas se alineen. Martínez Barrera G., Hernández Zaragoza J. B., López Lara T. Menchaca Campos C. (2015). Materiales sustentables y reciclados en la construcción. Omnia Sciencie. Recuperado de https://books.google.es/books?id=JI4wBwAAQBAJ&printsec=frontcover&dq=impacto+ambientales+pet+en+colombia&hl=es&sa=X&ved=0ahUKEwjAr5vdzYjMAhWCGB4KHUFxAUQQ6AEIIDAB#v=onepage&q&f=true 10
APET : PET amorfo . Ibid 11
C_PET: PET en una forma cristalina. Ibid
20
En la industria el PET es uno de los plásticos más utilizados en la industria por
tanto es el que mayor porcentaje de desechos genera en el país.
2.4. PROPIEDADES DEL PET RECICLADO
El plástico PET reciclado posee diversas características físicas y mecánicas
dadas por propiedades como la semicristalinidad que se da a partir del origen de
este poliéster. Hay otra propiedad que se denomina recristalización, la cual se
define a partir de la temperatura que se requiere para llegar a transformar el
plástico PET. Al ser mayor la cantidad de material reciclado, es necesario que sea
más alta la temperatura para que el material comience su proceso de
recristalización. (19)
Como se muestra en la tabla 1 las temperaturas usadas en el proceso de reciclaje
son cerca de 280°C en la fusión12 y de 200 °C en pos condensación13 de estado
sólido. Los procesos de trasformación de estado líquido a sólido, en vacío o por
paso de un gas inerte caliente durante varias horas, logran remover todos los
contaminantes.
12
Fusión: Es la temperatura a la que una sustancia o material pasa de estado sólido a estado líquido, a la presión de 1 atmosfera. Se presenta este cambio en razón a que presenta aumento de energía que tiene lugar al elevarse la temperatura hace que las moléculas del solido venzan las fuerzas de atracción intermoleculares que mantienen unidas. Fundamento teórico practico de química orgánica. Lamarque a., Zygadlo J., Labuckas D., López L., Torres M., Maestri D. (2008) Facultad de ciencias exactas físicas y naturales. Universidad de Córdoba. Grupo editor. Recuperado https://books.google.com.co/books?id=dehU1lJRKy8C&pg=PA19&dq=fusion+definicion&hl=es-419&sa=X&ved=0ahUKEwiH0M- l05nMAhULPT4KHX5sAo8Q6AEIGjAA#v=onepage&q=fusion%20definicion&f=true
13 Condensación: Efecto de convertir un vapor en líquido en sólido. Real academia de la lengua española.
(2016). España. Recuperado de http://dle.rae.es/?id=ABIZW13.
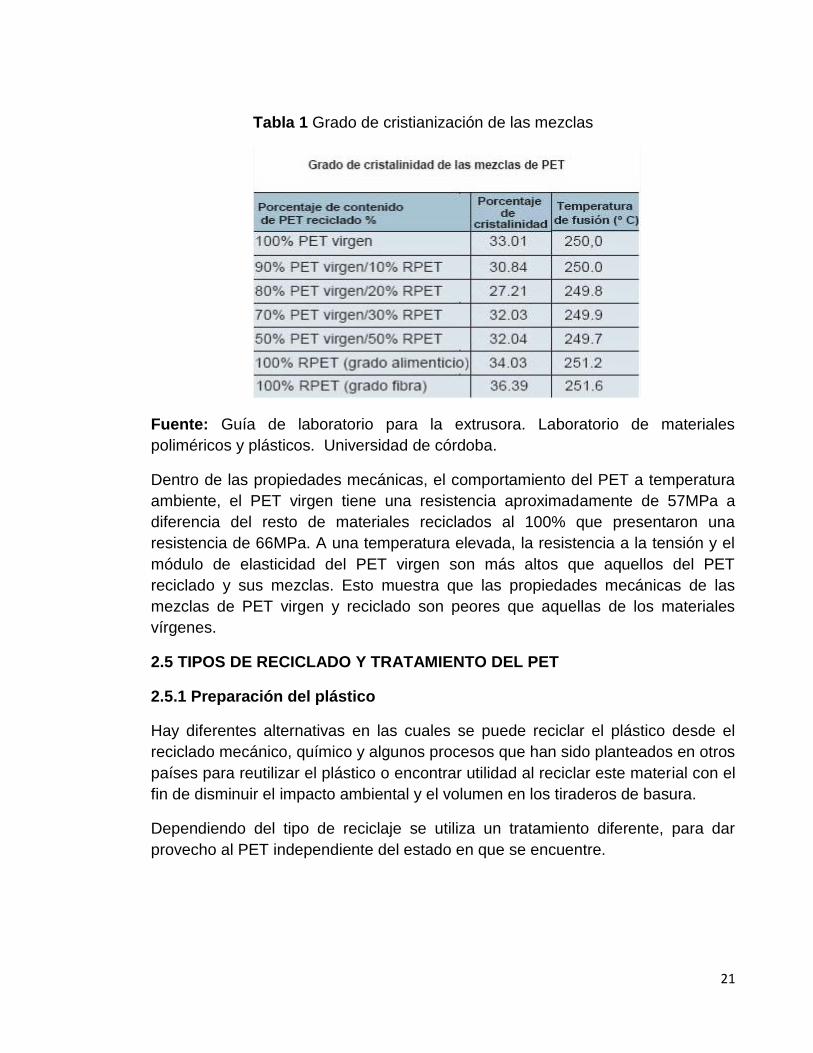
21
Tabla 1 Grado de cristianización de las mezclas
Fuente: Guía de laboratorio para la extrusora. Laboratorio de materiales
poliméricos y plásticos. Universidad de córdoba.
Dentro de las propiedades mecánicas, el comportamiento del PET a temperatura
ambiente, el PET virgen tiene una resistencia aproximadamente de 57MPa a
diferencia del resto de materiales reciclados al 100% que presentaron una
resistencia de 66MPa. A una temperatura elevada, la resistencia a la tensión y el
módulo de elasticidad del PET virgen son más altos que aquellos del PET
reciclado y sus mezclas. Esto muestra que las propiedades mecánicas de las
mezclas de PET virgen y reciclado son peores que aquellas de los materiales
vírgenes.
2.5 TIPOS DE RECICLADO Y TRATAMIENTO DEL PET
2.5.1 Preparación del plástico
Hay diferentes alternativas en las cuales se puede reciclar el plástico desde el
reciclado mecánico, químico y algunos procesos que han sido planteados en otros
países para reutilizar el plástico o encontrar utilidad al reciclar este material con el
fin de disminuir el impacto ambiental y el volumen en los tiraderos de basura.
Dependiendo del tipo de reciclaje se utiliza un tratamiento diferente, para dar
provecho al PET independiente del estado en que se encuentre.
22
2.5.2 Reciclado mecánico
Es el más convencional para el plástico, y consiste en una serie de etapas a los
que el material sin cambiar la estructura química es seleccionado y sometido para
su limpieza y procesamiento. Cuando se ejecuta este reciclado es importante
conocer el origen del residuo, y la aplicación a la cual será destinada. La
separación previa de los materiales plásticos, es fundamental para la calidad
evitando impurezas y garantizando su limpieza. (20)
2.5.3 Proceso del reciclado mecánico convencional
Tiene como objetivo obtener un producto más limpio, mediante la limpieza y
procesado del PET sin cambio químico en la estructura. El objetivo de esta etapa
es obtener un producto más limpio, mediante la eliminación de impurezas de otros
materiales. Esta selección se hace de forma automática y/o manual, delimitando
que tipo de material como solo utilizar el PET como botellas de agua y gaseosa,
que son más fáciles para su limpieza y tratamiento a comparación de otros
materiales, o de otros compuestos. (21)
2.5.4 Proceso de reciclaje químico
Este proceso consiste en despolimezar los plásticos por medio de reacciones
químicas, que dan como resultado material limpio dado como materia prima
virgen. En este proceso también se realiza mediante ruptura de cadenas, con lo
cual se busca hacer injertos de polímeros. (22)
2.5.5. Proceso de reciclaje energético
Es el tratamiento mediante el cual se utilizan los desechos plásticos para obtener
energía. Los residuos se eliminan mediante combustión, transformándolos en
gases cenizas y escorias. Los tratamientos se denominan pirolisis, hidrogenación
y gasificación. (23)
2.6 TRANSFORMACIÓN DEL PLÁSTICO RECICLADO
El plástico se procesa de formas distintas, ya que es un termoplástico, compuesto
de polímeros lineales o ramificados, puede fundirse. Por el tipo de componentes
estos materiales se ablandan cuando se calientan y se endurecen al enfriarse. Lo
mismo ocurre con los plásticos termoendurecibles que están poco entrecruzados.
La forma de procesarlo sería la extrusión. (24)
23
2.6.1 Triturado
Tras una correcta separación, se debe triturar y compactar el material del que se
dispone, obteniendo partículas pequeñas y manejables. Esto a través de una
máquina trituradora de objetos plásticos, que pique el material y lo deje en
pequeñas partículas. El tamaño final puede variar, aunque lo habitual es obtener
una escama menor de 10 mm y que esta se encuentre libre de polvo.
2.6.2. Extrusión
En este proceso, el PET previamente lavado y seco es sometido a una extrusión
con temperatura y presión para la obtención de un producto final. Este es el
proceso más importante de obtención de formas plásticas, en volumen de
producción. Es un proceso que consiste en fundir la resina por la acción de
temperatura y fricción, es forzada a pasar por un dado que le proporciona una
forma definida, y enfriada finalmente para evitar deformaciones permanentes. Se
fabrican a partir de este proceso tubos, perfiles, películas, manguera, láminas,
filamentos y pellets.
La mayor parte de los productos obtenidos de una línea de extrusión requieren de
procesos posteriores con el fin de habilitar adecuadamente el artículo, como en el
caso del sellado y cortado, para la obtención de bolsas a partir de película tubular
o la formación de la unión o socket en el caso de tubería. (25)
Una máquina de extrusión consta de un eje metálico central con álabes
helicoidales, llamado husillo o tornillo, instalado dentro de un cilindro metálico
denominado cañón, revestido con una camisa calefactora de resistencias
eléctricas. En un extremo del cilindro se encuentra un orificio de entrada para la
materia prima, donde se instala una tolva de alimentación, generalmente de forma
cónica; en ese mismo extremo se encuentra el sistema de accionamiento del
husillo, compuesto por un motor y un sistema de reducción de velocidad. En la
punta del tornillo, se ubica la salida del material y el dado que da la forma final al
producto plástico. (26)
Dentro de la fabricación de los plásticos encontramos diferentes factores que
afectan la calidad del plástico. Para ello debemos saber sobre, la teoría molecular
de los plásticos y su composición en cadena, las materias primas que nos pueden
proporcionar los plásticos reciclados, la síntesis de los polímeros y la clasificación
24
de los plásticos, además, para el caso específico del PET las propiedades que
tienen y su aprovechamiento. Las partes de la extrusora en la fundición del
material plástico, influyen de manera directa, es por ello que se deben conocer
cómo está conformada la extrusora. (27)
El diámetro del cilindro es representativo del tamaño de la extrusora y afecta en
gran medida a la velocidad de flujo. El caudal de material que proporciona la
extrusora es proporcional al cuadrado del diámetro del tornillo. La mayoría de las
extrusoras tiene diámetros comprendidos entre 2 y 90 cm. Relación
longitud/diámetro, para un diámetro de tornillo dado, la capacidad para fundir,
mezclar y homogeneizar a una velocidad de giro del tornillo determinada y
aumenta al aumentar la longitud del tornillo, y por tanto la relación L/D. Sin
embargo, tornillos excesivamente largos son difíciles de construir y alinear dentro
del cilindro, de modo que no resultan operativos.
La transformación de plásticos se evidencia por zonas dentro de la extrusora las
cuales van tratando el material para su fundición, segmentada en tres zonas las
cuales son:
2.6.2.1 Zona de alimentación: el material que alimenta a una extrusora es
transportada en la tolva de alimentación, se da por un flujo dado por la gravedad
en la que no hay regiones estancadas lo que permite que el material se mueva
hacia la salida con un flujo tipo embudo.
Para la distribución del material a la extrusora interesa que el material sea lo más
uniforme posible para evitar problemas de fluidez e la granza. Por lo general el
flujo del material se da por la gravedad que la tolva puede proporcionar siendo
esta mayor a la requerida para la extrusión. (28)
Una vez que el material solido cae al interior del canal de la extrusora, el
mecanismo del flujo esta inducido por arrastre a lo largo del tornillo.
2.6.2.2 Zona de transición: Profundidad de canal decreciente o transición que
expulsa aire atrapado entre los gránulos originales, la fusión se iniciara como
consecuencia del calor transferido desde la superficie del cilindro, este calor es
generado por fricción, en ocasiones se inicia la fusión sin necesidad de aplicar
calor externo. El polímero fundido será barrido por el filete que avanza
separándose así del cilindro, y se reunirá en un pozo situado delante del filete.
25
A medida que se va acumulando material fundido en el pozo el ancho de la capa
sólida irá disminuyendo, desarrollando una presión que empuja a la capa sólida y
la sitúa en la parte anterior del canal. (29)
2.6.2.3 Zona de dosificado Homogeniza: el material fundido y con ello
suministra la región de salida del material, esta inicia en el punto que finaliza la
fusión, es decir en el punto que todas las partículas de polímero se han fundido.
La profundidad del canal en el dosificado es uniforme, esta zona actúa como
bomba, en la que el flujo material fundido es producido por el giro del tronillo y de
la configuración helicoidal del mismo. (30)
2.7. IMPACTOS AMBIENTALES DEL PLASTICO PET
La severidad de los impactos ambientales en los procesos de transformación de
la industria del plástico, depende de la identificación y adecuado control de los
cada uno de los procesos. Materiales como el PET a comparación de otros
plásticos, no tiene un impacto ambiental tan fuerte en su fabricación, debido a que
no generan tantas emisiones atmosféricas y tiene un consumo de energía que no
es tan alto, sin embargo, por la inadecuada disposición final que se le está
dando actualmente, genera un fuerte impacto ambiental, por ejemplo en las
calles, riachuelos, alcantarillas, cauces de ríos, playas, entre otros, los cuales
reposan miles de residuos obstruyendo el paso de desagüe en la cuidad. (31)
Entre los principales impactos ambientales se encuentra:
2.7.1 Efectos sobre la salud e integridad del ser humano.
2.7.2 Destrucción del ecosistema incidiendo en la fauna y la flora
2.7.3 Deterioro de la calidad del agua, aire y suelo.
2.7.4 Generación de olores ofensivos.
2.7.5 Deterioro del paisaje y el entorno geográfico.
26
CAPITULO Ill
DISEÑO DEL LABORATORIO PARA EL TRATAMIENTO DE PLÁSTICOS
RECICLADOS PARA LA UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE
CALDAS FACULTAD TECNOLÓGICA
Para plantear el diseño del laboratorio se realizará un diagnóstico al laboratorio de
polímeros de la Universidad Distrital Francisco José de Caldas, Facultad
Tecnológica, evaluando el estado actual de las máquinas con las que cuenta el
laboratorio, los manuales de uso y las prácticas que se realizan en el laboratorio.
Se estudiará el uso de nuevas tecnologías y tratamientos para los plásticos
reciclados, así como un análisis de los distintos modelos de proceso desarrollados
a partir de utilización de plásticos reciclados, maquinaria y equipo acordes a este
proceso.
Se realizará una investigación de procesos y de prácticas que actualmente se
están generando en otros laboratorios de ingeniería.
Se proyectará el proceso de transformación de plásticos reciclado con dos
máquinas principales como son la trituradora y la extrusora, también se planteará
dos zonas, una de lavado y otra de secado en moldes para completar la
operación del proceso. A partir de ello se hará una distribución en planta de las
zonas y la maquinaria requerida para desarrollar un proceso de transformación de
plásticos reciclados teniendo en cuenta un análisis de las capacidades.
Para la realización de la transformación del plástico reciclado se planteará el
siguiente proceso:
En primera instancia la preparación del material. Para realizar esta operación se
requiere una trituradora para moler el material y que quede en pequeños
fragmentos, posterior a ello se realiza un lavado del material triturado para que
entre limpio a la extrusora. Esta máquina funde el material por tanto es la máquina
que realiza la operación que marca el proceso. Por último, se le da forma al
material con una boquilla para producir pequeños gránulos, también se vierte en
moldes si se le quiere dar una forma específica.
Para desarrollar este proceso no se requiere de altos presupuestos, debido a que
se cuenta con la máquina extrusora por tanto se le realizará el mantenimiento
respectivo. Se plantea la adquisición de la máquina trituradora para preparar el
material y se indicará las condiciones adecuadas del lugar para la ubicación de
las zonas y adquisición de moldes.
27
3.1 DIAGNÓSTICO DEL LABORATORIO DE POLÍMEROS DE LA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS,
FACULTAD TECNOLOGICA.
En la Universidad Distrital Francisco José de Caldas, Facultad Tecnológica se
cuenta con un laboratorio de polímeros el cual posee tres máquinas de
transformación de materiales, como son la poltrusionadora, una tensionadora de
caucho y una extrusora con zona de enfriamiento. Evaluando el estado de cada
una de las máquinas se evidencia que 2 de estas máquinas no están en
disposición para darles uso como se ve en la figura 2 y 3, solo una está en
capacidad para ponerla en funcionamiento que es la extrusora.
Estas máquinas actualmente no están habilitadas para realizar prácticas por tanto
no hay uso de este laboratorio. Por otro lado, estas máquinas no cuentan con un
manual de manejo, ni prácticas para realizar, debido a que estos equipos se
obtuvieron como resultado de proyectos de grado de estudiantes de mecánica.
Figura 2 Control mando Figura 3 Máquina de
maquina ensayos de tensión ensayos de tensión
Fuente: Laboratorio de polímeros Fuente: Laboratorio de polímeros
UDFJC Facultad Tecnológica UDFJC Facultad Tecnológica
28
Figura 4 Hilos de la tensionadora de caucho del laboratorio de polímeros de la
UDFJC facultad tecnológica.
Fuente: Foto adquirida del laboratorio de polímeros de la UDFJC Facultad
Tecnológica
La máquina que actualmente enciende y se puede poner en funcionamiento es la
extrusora sin embargo en el laboratorio de polímeros y plásticos de la facultad no
se encuentra habilitada debido a que no tiene prácticas desde los proyectos
curriculares, lo que conlleva a que los estudiantes no estén enterados de la
existencia de este laboratorio. Esta máquina se encuentra en buen estado y
enciende actualmente como se evidencia en la figura 5.

29
Figura no. 5 Extrusora del laboratorio de polímeros de la UFJDC
Fuente: Foto adquirida del laboratorio de polímeros de la UDFJC
Facultad Tecnológica
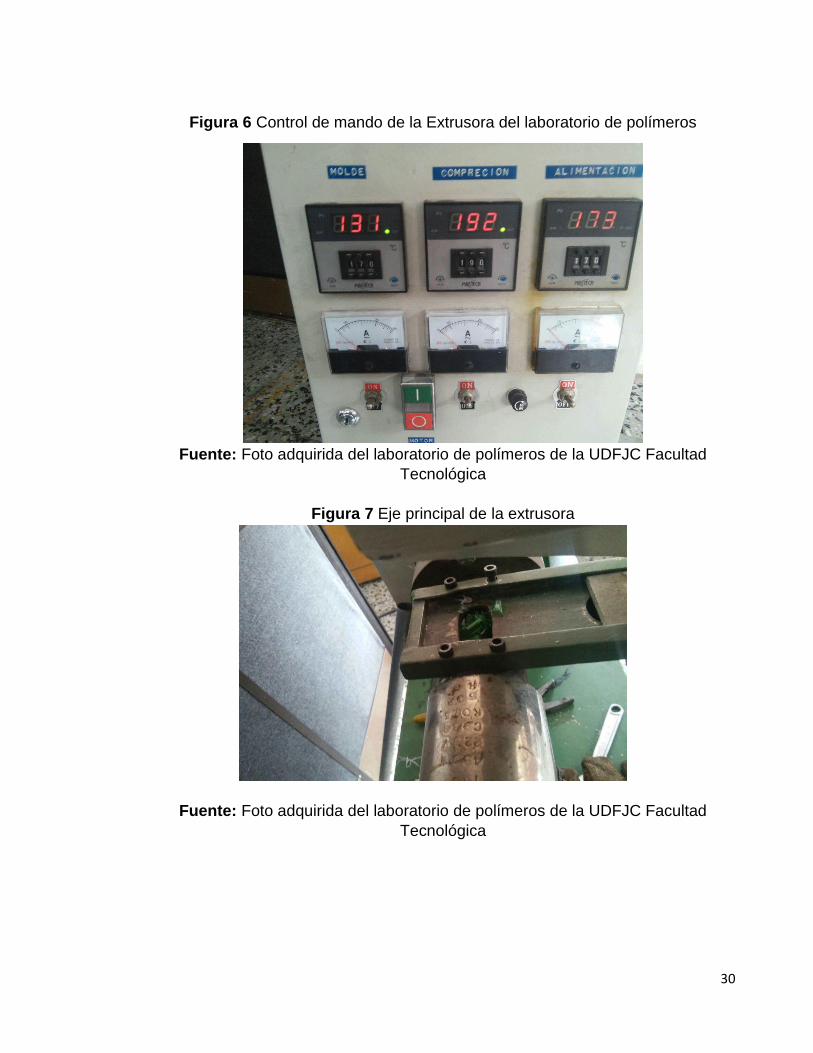
La Extrusora con la cual cuenta el laboratorio de polímeros de la Universidad
Distrital Francisco José de Caldas Facultad tecnológica posee un medidor de
temperatura el cual alcanza hasta los 220 grados centígrados, como lo podemos
evidenciar en la figura 6, debido a que materiales como el plástico necesitan ser
procesados a altas temperaturas.
30
Figura 6 Control de mando de la Extrusora del laboratorio de polímeros
Fuente: Foto adquirida del laboratorio de polímeros de la UDFJC Facultad
Tecnológica
Figura 7 Eje principal de la extrusora
Fuente: Foto adquirida del laboratorio de polímeros de la UDFJC Facultad
Tecnológica
31
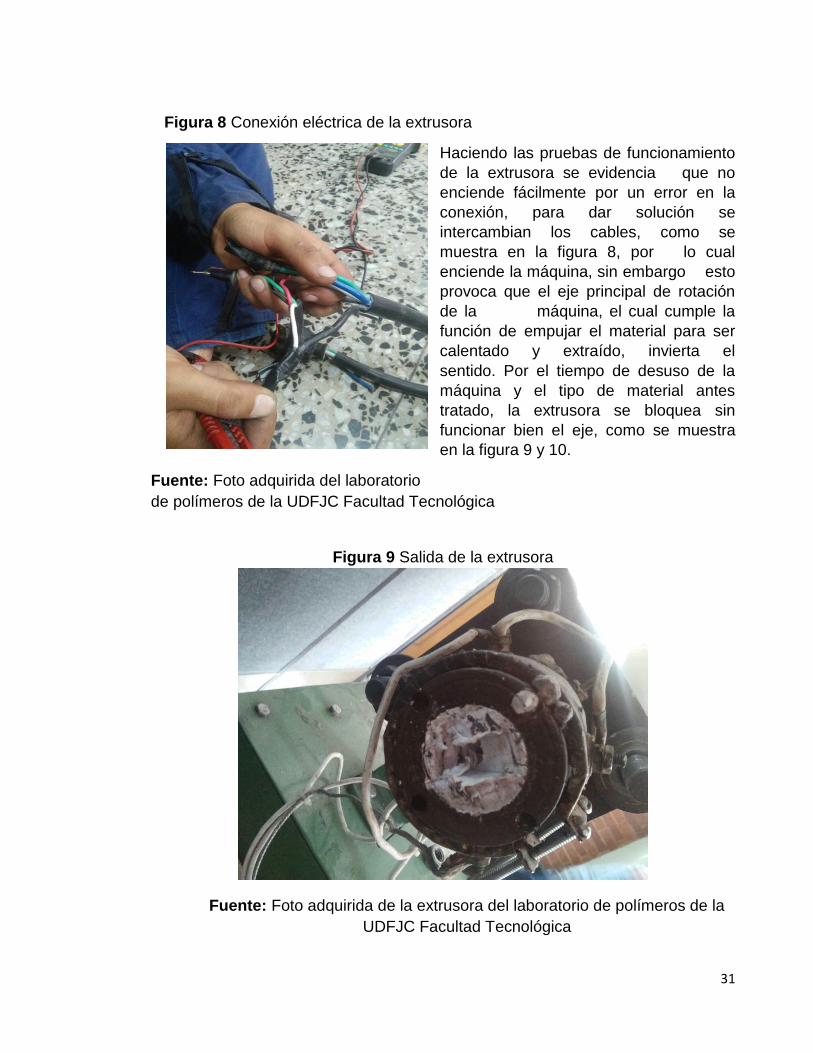
Figura 8 Conexión eléctrica de la extrusora
Haciendo las pruebas de funcionamiento
de la extrusora se evidencia que no
enciende fácilmente por un error en la
conexión, para dar solución se
intercambian los cables, como se
muestra en la figura 8, por lo cual
enciende la máquina, sin embargo esto
provoca que el eje principal de rotación
de la máquina, el cual cumple la
función de empujar el material para ser
calentado y extraído, invierta el
sentido. Por el tiempo de desuso de la
máquina y el tipo de material antes
tratado, la extrusora se bloquea sin
funcionar bien el eje, como se muestra
en la figura 9 y 10.
Fuente: Foto adquirida del laboratorio
de polímeros de la UDFJC Facultad Tecnológica
Figura 9 Salida de la extrusora
Fuente: Foto adquirida de la extrusora del laboratorio de polímeros de la
UDFJC Facultad Tecnológica
32
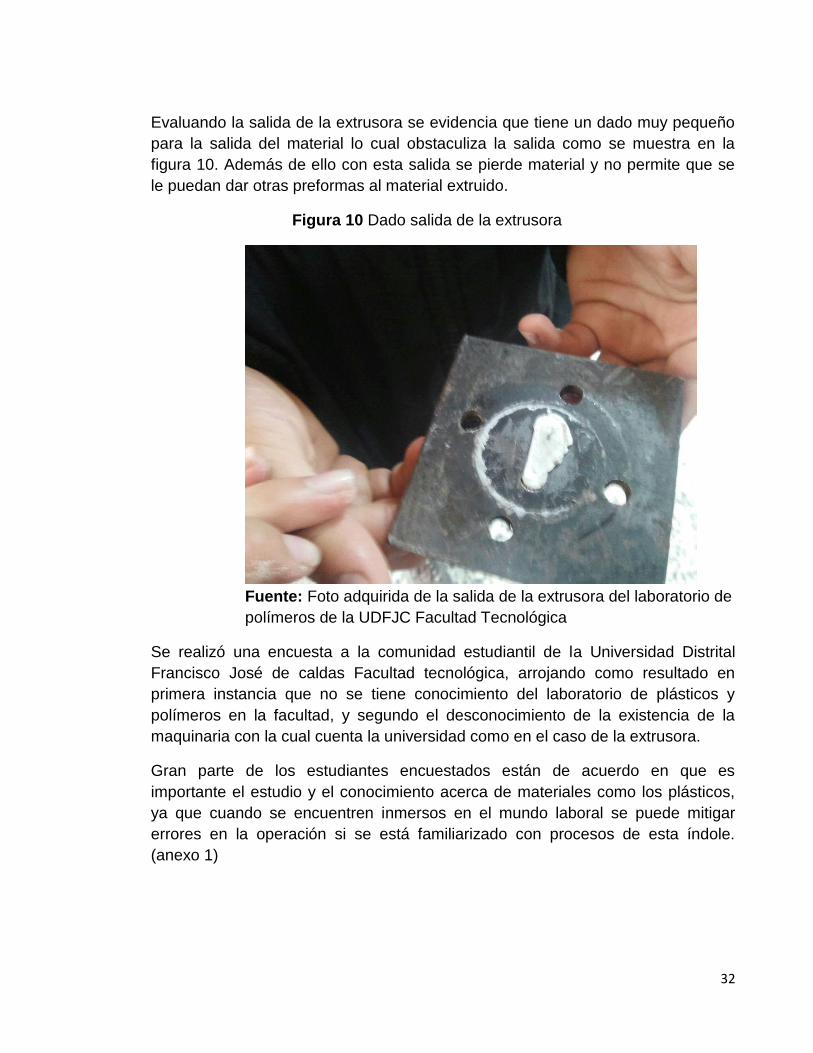
Evaluando la salida de la extrusora se evidencia que tiene un dado muy pequeño
para la salida del material lo cual obstaculiza la salida como se muestra en la
figura 10. Además de ello con esta salida se pierde material y no permite que se
le puedan dar otras preformas al material extruido.
Figura 10 Dado salida de la extrusora
Fuente: Foto adquirida de la salida de la extrusora del laboratorio de
polímeros de la UDFJC Facultad Tecnológica
Se realizó una encuesta a la comunidad estudiantil de la Universidad Distrital
Francisco José de caldas Facultad tecnológica, arrojando como resultado en
primera instancia que no se tiene conocimiento del laboratorio de plásticos y
polímeros en la facultad, y segundo el desconocimiento de la existencia de la
maquinaria con la cual cuenta la universidad como en el caso de la extrusora.
Gran parte de los estudiantes encuestados están de acuerdo en que es
importante el estudio y el conocimiento acerca de materiales como los plásticos,
ya que cuando se encuentren inmersos en el mundo laboral se puede mitigar
errores en la operación si se está familiarizado con procesos de esta índole.
(anexo 1)
33
En varios proyectos curriculares se dictan materias de tratamiento de materiales,
sin embargo, no profundizan en materiales como los plásticos que son bastante
utilizados en la industria colombiana.
3.2 Prueba de lavado de material en el laboratorio de química de la
Universidad Distrital Francisco José de Caldas Facultad Tecnológica
Para la prueba de lavado de PET en
el laboratorio se requiere agua,
hidróxido de sodio (NaOH), una
probeta de 250ml, una pipeta de
10ml, un triturador y una botella de
PET reciclada ver figura 11.
Para el lavado se usa agua, a una
temperatura ambiente, aproximada
de 40 ° C, también se considera un
lavado en caliente a una temperatura
de 70 ° C a 90 ° C, esto influye en el
tiempo de que actué el compuesto a
diluir en el agua, debido a que si es
más caliente se deja menos tiempo
actuar el compuesto. [6]
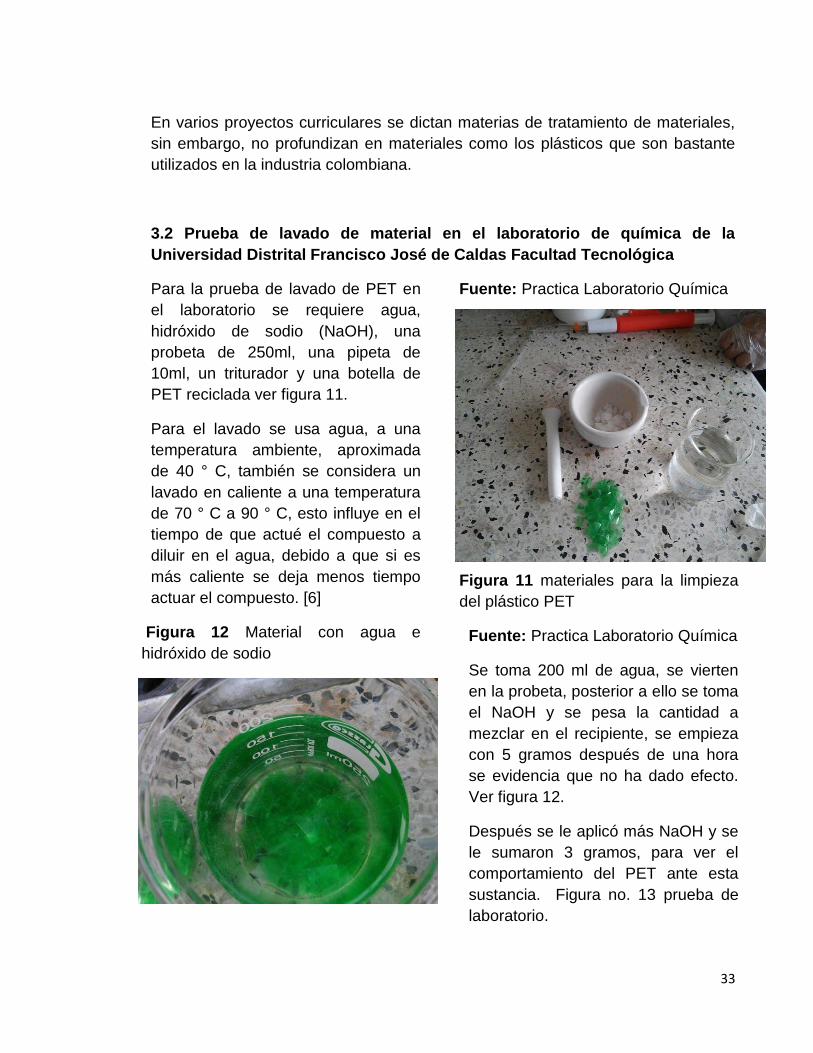
Figura 12 Material con agua e
hidróxido de sodio
Fuente: Practica Laboratorio Química
Figura 11 materiales para la limpieza
del plástico PET
Fuente: Practica Laboratorio Química
Se toma 200 ml de agua, se vierten
en la probeta, posterior a ello se toma
el NaOH y se pesa la cantidad a
mezclar en el recipiente, se empieza
con 5 gramos después de una hora
se evidencia que no ha dado efecto.
Ver figura 12.
Después se le aplicó más NaOH y se
le sumaron 3 gramos, para ver el
comportamiento del PET ante esta
sustancia. Figura no. 13 prueba de
laboratorio.

34
Figura no. 13 Material con NaOH a 90°c
En el recipiente se vierte agua e hidróxido de sodio más con lo cual se completan 10 gramos de NaOH para evaluar el comportamiento. Después de 2 horas de mezclado el agua el material PET reciclado y el NaOH se evidencia que empieza a tener cambios en el color, se asienta el color blanco del componente químico como se evidencia en la figura 13. Se saca el material del recipiente y se
evidencia que se ha separado el material
de partículas residuales ajenas al PET.
Después de ello se juaga con agua hasta
verificar que limpie todas las impurezas y
residuos.
Fuente: Practica Laboratorio Química
3.3 DISEÑO DEL LABORATORIO DE TRATAMIENTO DE PLÁSTICOS
RECICLADOS PET PARA LA UDFJC. FACULTAD TECNOLÓGICA
3.3.1. Requerimientos para el funcionamiento del laboratorio.
De acuerdo a los resultados obtenidos del diagnóstico realizado al laboratorio de
polímeros y plásticos de la Universidad Distrital Francisco José de Caldas
Facultad Tecnológica, se plantea el diseño de un laboratorio de tratamiento de
plásticos reciclados, el primer material que se quiere tratar es el PET debido a que
anualmente es uno de los plásticos que más residuos genera y es uno de los
plásticos que más tarda en descomponerse, lo que nos compromete a mejorar el
desarrollo tecnológico, para dar respuesta a la problemáticas ambientales y las
exigencias del mundo laboral de la sociedad actual.
35
El PET por sus características físicas y químicas, es el más utilizado en la
fabricación de recipientes, y son utilizados en la industria de alimentos para
almacenar bebidas. El consumismo ha llevado a producir en el mundo millones de
toneladas de residuos de este material en botellas desechadas, provocando un
residuo que no se degrada con facilidad, el cual debería ser reciclado y reutilizado
para evitar que su disposición final sea el botadero.
Para la elaboración del diseño del laboratorio, es necesario comprender el proceso
que tiene la transformación de los plásticos reciclados, por lo tanto, se estructura
en razón de las condiciones necesarias para su funcionamiento, con una buena
disposición de información en cada parte del proceso para que sea eficiente y
obtener buenos resultados.
3.3.2 Requerimientos de materiales y equipos
Los elementos necesarios para la ejecución del laboratorio de tratamiento de
plásticos reciclados en la UDFJC Facultad Tecnológica se enuncian en el cuadro
3, donde se tienen en cuenta los materiales, maquinaria y herramientas
necesarias para llevar a cabo la operación.
Cuadro 3 Requerimientos de materiales y equipo
Área
Nombre requerimiento
Descripción Imagen
Reciclado
mecánico de botellas PET
Botellas de PET
En esta zona se
selecciona la cantidad de
botellas necesarios para
entrar al proceso
36
Almacén
2 Estantes
Esta zona se divide en dos,
una parte donde se organiza el
material seleccionado
para el proceso, y en otro se organiza el material ya
transformado. Para ello se requieren 2
estantes
Triturado
Trituradora de plástico
En la zona de triturado se
vierte el material aislado de
contaminantes en la trituradora para picarlo y convertirlo en escamas de
PET
Lavado
Lavadero
Calentador
eléctrico de agua
La zona de lavado se utiliza
limpiar el material, se
vierte las escamas en el lavadero, se aplica soda caustica en
agua caliente y se juaga con
agua.
37
Extrusión
Arreglo de la Extrusora
En esta zona se introduce el
material en la extrusora, en la cual se calienta y se transforma en una nueva
forma
Enfriamiento
Arreglo zona de enfriamiento de
la extrusora
En esta zona el material extruido es mojado para
bajar su temperatura a al
del ambiente
Metrología 1 Pesa y 1 pie
de rey
En esta zona se comprobará que
material resultante tenga las medidas y
peso especificado
Fuente: Los autores
3.3.3 Requisitos de elementos de seguridad operativa
Para ingresar al laboratorio es necesario cumplir con las normas de seguridad,
para fomentar la implementación, la prevención, preparación y respuesta de
emergencias, dentro de las cuales se encuentran los elementos de protección
personal, elementos de respuesta en caso de emergencia y demarcación de la
señalización. No se podrá ejecutar la práctica en caso de que no se cumpla alguna
38
norma de seguridad, para asegurar la integridad de los asistentes y disminuir la
exposición a un riego dentro del laboratorio.
- Los siguientes elementos de protección personal se requieren para estar dentro
del y poder realizar las prácticas en el laboratorio:
Overol
Es necesario contar con un overol de uso industrial que cubra todas las
extremidades del cuerpo para eludir algún contacto directo que pueda provocar
una lesión por efecto de un accidente en el laboratorio, además para evitar la
caída de material directamente sobre la ropa.
Gafas
Es indispensable el uso de gafas para proteger los ojos y así poder ejecutar las
operaciones con la mayor precisión, evitando contacto directo con materiales que
trabajan altas temperaturas.
Guantes
Son necesarios dos tipos de guantes el primero de carnaza ya que tienen un
aislante térmico para operar elementos a altas temperaturas, el segundo en
caucho material resistente para manipular químicos y plásticos sucios.
Botas
Para la evitar posibles lesiones de accidentes generados por caída de elementos o
derrame de materiales se deben cubrir los pies con botas de cuero que mitigan los
impactos provocados por el contacto con material caliente, que pueden generarse
por la manipulación de mezclas a altas temperaturas.
- En caso de una emergencia, el laboratorio debe disponer de unos elementos que
pueden responder al suceso, estos objetos deben estar en un periodo vigente
para que sean aptos para ser utilizados, por lo general estos elementos cuentan
con una caducidad de un año. Estos elementos son la primera respuesta como
primeros auxilios, mientras es intervenido. Dentro de esos elementos
encontramos:
39
Botiquín
El botiquín es un elemento indispensable, debido a que es necesario para brindar
los primeros auxilios y mitigar algún accidente. Debe estar ubicado en un lugar
específico, señalizado y visible. El botiquín debe contener gasa, algodón, una
toalla higiénica, esparadrapo, curas, agua oxigenada, isodine, guantes quirúrgicos,
tijeras, micropore.
Extintor
En caso de un incendio presentado por algún corto en alguno de los equipos es
necesario contar con dos extintores que deben encontrarse situados en una área
señalizada, visible y vigente.
- Señalización dentro del laboratorio
Para cumplir con la norma de seguridad, el laboratorio debe estar demarcado con
señales que indiquen los requisitos dentro las áreas del laboratorio como, la
ubicación de los elementos de seguridad en caso de emergencia, señales de
advertencia, prohibición, obligación, salvamento, estas señales deben estar en un
lugar visible, con un tamaño que garanticen buena visibilidad y fácil comprensión,
y deben ser resistentes a las inclemencias del tiempo.
Dentro de esta señalización se encuentra una línea amarilla la cual delimitara los
corredores por los cuales se puede transitar, las áreas de operación dentro del
laboratorio que está restringida si no se cuanta con la autorización respectiva.
Las señales de advertencia son de color amarillo o por lo menos el 70% de la
señal con borde negro y notifican un riesgo o peligro, las señales de obligación
exigen un comportamiento determinado dentro del laboratorio como utilizar la
protección requerida, son de color azul delineado en blanco, las señales de
prohibición impiden un comportamiento susceptible de provocar un peligro o
riesgo, la señales de salvamento o socorro, proporciona indicaciones en caso de
urgencia, de las salidas de socorro, ubicación de los elementos para los primeros
auxilios y los dispositivos de salvamento, información necesaria para aplacar la
emergencia.
40
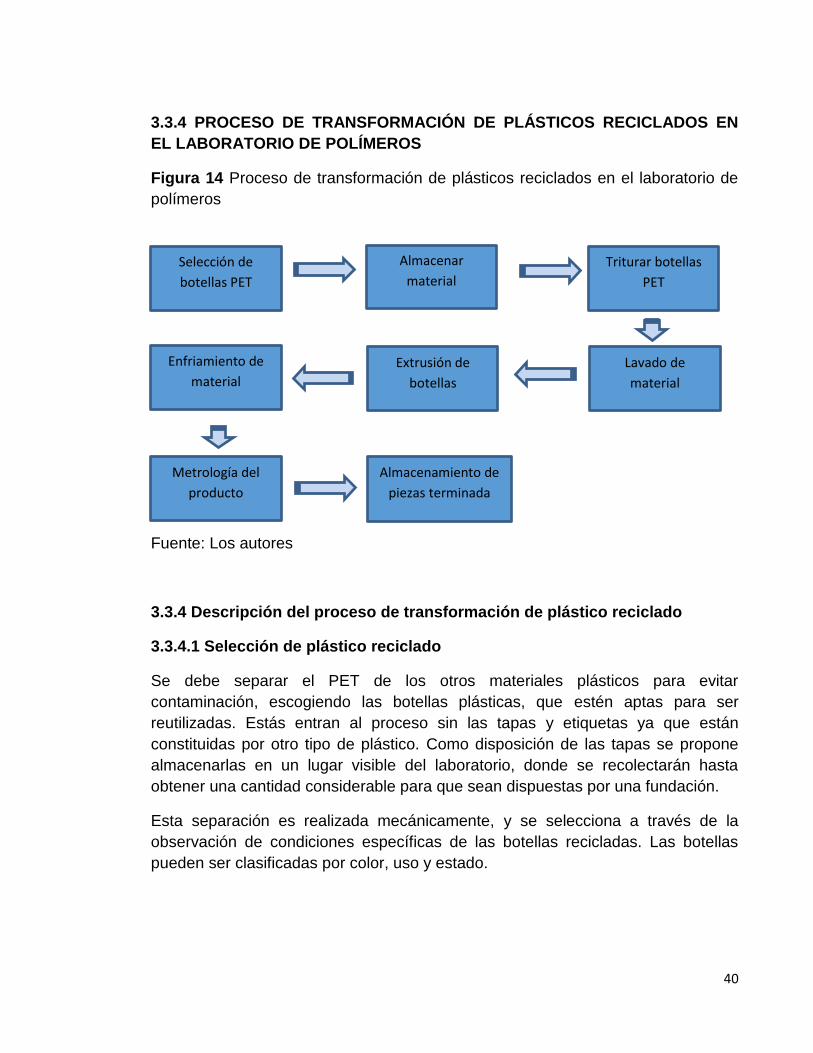
3.3.4 PROCESO DE TRANSFORMACIÓN DE PLÁSTICOS RECICLADOS EN
EL LABORATORIO DE POLÍMEROS
Figura 14 Proceso de transformación de plásticos reciclados en el laboratorio de
polímeros
Fuente: Los autores
3.3.4 Descripción del proceso de transformación de plástico reciclado
3.3.4.1 Selección de plástico reciclado
Se debe separar el PET de los otros materiales plásticos para evitar
contaminación, escogiendo las botellas plásticas, que estén aptas para ser
reutilizadas. Estás entran al proceso sin las tapas y etiquetas ya que están
constituidas por otro tipo de plástico. Como disposición de las tapas se propone
almacenarlas en un lugar visible del laboratorio, donde se recolectarán hasta
obtener una cantidad considerable para que sean dispuestas por una fundación.
Esta separación es realizada mecánicamente, y se selecciona a través de la
observación de condiciones específicas de las botellas recicladas. Las botellas
pueden ser clasificadas por color, uso y estado.
Almacenar
material
Selección de
botellas PET
Triturar botellas
PET
Enfriamiento de
material
Extrusión de
botellas
Lavado de
material
Metrología del
producto
Almacenamiento de
piezas terminada
41
En este caso las botellas que son aptas para que ingresen al proceso no deben
tener residuos de aceites, combustibles o residuos peligrosos, ya que estos
entrarían dentro del proceso de reciclado químico.
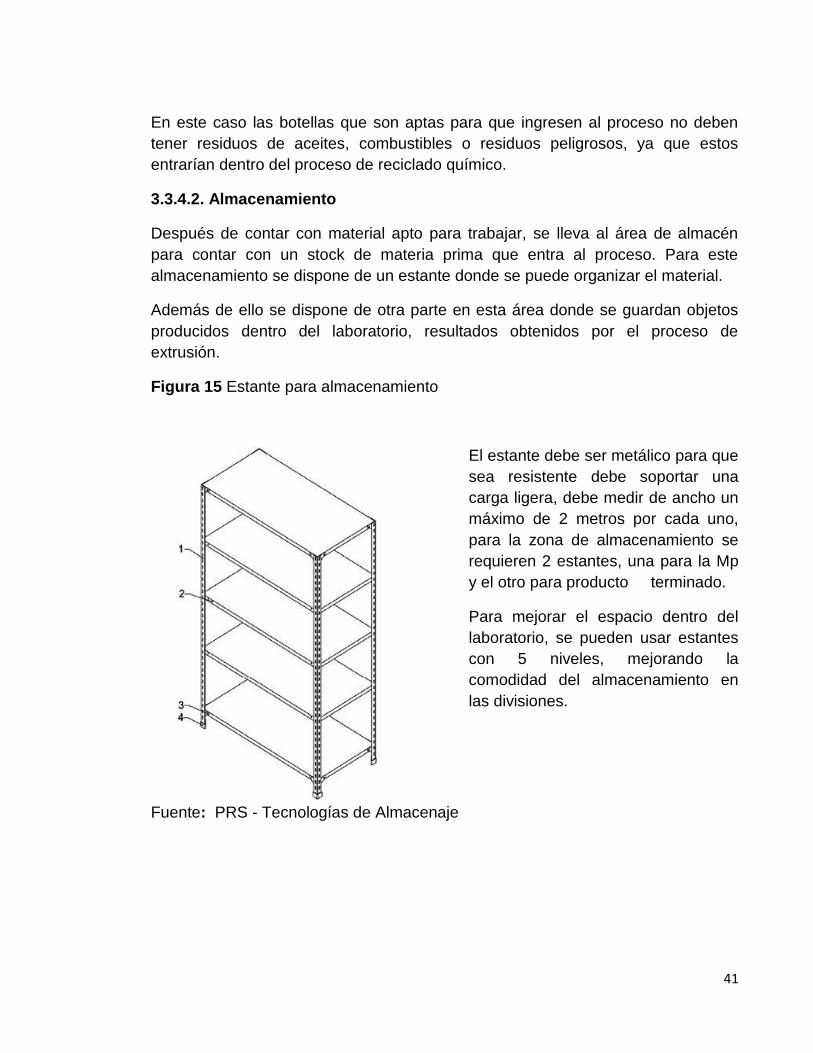
3.3.4.2. Almacenamiento
Después de contar con material apto para trabajar, se lleva al área de almacén
para contar con un stock de materia prima que entra al proceso. Para este
almacenamiento se dispone de un estante donde se puede organizar el material.
Además de ello se dispone de otra parte en esta área donde se guardan objetos
producidos dentro del laboratorio, resultados obtenidos por el proceso de
extrusión.
Figura 15 Estante para almacenamiento
El estante debe ser metálico para que
sea resistente debe soportar una
carga ligera, debe medir de ancho un
máximo de 2 metros por cada uno,
para la zona de almacenamiento se
requieren 2 estantes, una para la Mp
y el otro para producto terminado.
Para mejorar el espacio dentro del
laboratorio, se pueden usar estantes
con 5 niveles, mejorando la
comodidad del almacenamiento en
las divisiones.
Fuente: PRS - Tecnologías de Almacenaje
42
3.3.4.3 Trituración
Para contar con el material adecuado para alimentar la extrusora, debe estar en
pequeños fragmentos, esto hace parte de una preparación del material el cual va
alimentar la extrusora que es la que tiene la operación principal dentro del
proceso, para que el material sea adecuado deben ser cortados por una
trituradora la cual se propone dentro del equipamiento con el que debe contar el
laboratorio.
Antes de su utilización la triturada debe estar a nivel para contar con firmeza, ya
que esta puede generar un movimiento provocado por la fuerza que ejercen las
cuchillas con respeto al material cortado, antes de su funcionamiento debe
asegurarse de que no haya ningún objeto diferente al material a triturar para evitar
inconvenientes.
La trituradora solo debe ser usada para triturar materiales de baja resistencia,
como plástico cartón caucho, si se alimenta con un material diferente puede
provocar rupturas en las cuchillas y dañarse la máquina. Esta trituradora tiene una
alimentación manual con la cual el operario es el que decide que es lo que se va a
triturar.
Al estar encendida la máquina, los rodillos van empujando la materia hacia las
cuchillas del disco que están girando y lo tritura en pequeños trozos, luego los
expulsa hacia la salida de la máquina. Estas cuchillas son accionadas por motores
eléctricos y su dirección de giro puede cambiarse mediante un control de mando.
Esta trituradora debe cumplir con las siguientes normas de seguridad para evitar
posibles accidentes.
Normas de seguridad
1. La máquina sólo deberá ser utilizada para materias de bajas cargas, como
plásticos, caucho, papel, y cartón.
2. Para evitar riesgos la cubierta de la maquina sólo debe levantarse una vez que
el disco esté totalmente detenido.
3. Descontar el equipo antes de tener contacto para evitar un encendido
accidental. Una vez que el motor esté apagado se podrá llevar a cabo el
mantenimiento, limpieza y ajuste.
4. Antes de poner en la máquina el material seleccionado, eliminar cualquier
elemento extraño, como trozos de hierro, piedras, etc., de los objetos a triturar.
43
5. No exponer el disco hasta que no esté totalmente estacionado, es decir, hasta
que el motor, esté parado y el contacto desconectado (en posición 0).
6. El usuario de la máquina es responsable de que no haya terceras personas que
puedan interferir en el área de operación del proceso de triturado.
7. La trituradora sólo puede ser usada por personas mayores de 18 años (para
formación sólo mayores de 16 años y bajo supervisión).
8. Para evitar riesgos se debe contar con protectores auditivos, gafas de
protección y máscara, es obligatorio el uso de calzado de seguridad y ropa de
trabajo bien ajustada (sin correas, bufandas, cintas, etc.) y guantes de trabajo
con puños sellados.
9. Se debe ir alimentando la trituradora con el material, sin introducir las manos en
la zona de alimentación, ya que el disco está en rotación y puede provocar un
accidente.
Descripción de la trituradora requerida
Identificación Máquina trituradora de plástico
Año mínimo del equipo De 2014 en adelante
Alimentación eléctrica 3x220v 60Hz
Servicios auxiliares 110v
Tensión de comando 24v
Potencia eléctrica 22kw
Dimensiones
Longitud trituradora 2m
Altura de la maquina 1,25m a 2m máximo
Largo cuchillas 70cm
Longitud motora 80cm
Zona de alimentación 90cm
Longitud total 2,5m
44
Componentes críticos
En los siguientes componentes se tiene que tener precaución debido que es en las
zonas donde posiblemente pueda presentarse fallas, ya sea por la maquina o por
mal manejo de la misma.
Control y regulación de velocidad
Zona de alimentación
Colector de salida
Tolva
3.3.4.4. LAVADO
El lavado se realiza después del triturado, para manejar fácilmente el material. Se
selecciona el material, se vierte agua en el lavadero, esta debe ser el doble de la
cantidad del peso del material. Posterior a ello se conecta un calentador eléctrico
de agua y se inserta en el lavadero se deja ahí hasta que alcance la temperatura
de 60°c, se toma el hidróxido de sodio, se pesa que en total se vierta el 5% del
peso del agua, este no se debe mezclar.
Se deja actuar durante 40 minutos el material con el compuesto para que limpie
todas las impurezas y residuos que tiene. Después de ello se juaga con abundante
agua hasta que se verifique ha eliminado contaminantes de tipo orgánicos entre
ellos tierra, arena presente en la superficie de la escama triturada.
Figura No.16 Lavador aluminio
Fuente: Sodimac- Hágalo usted mismo
45
3.3.4.5. EXTRUSORA
Teniendo en cuenta que en el laboratorio de polímeros de la UDFJC facultad
tecnológica cuenta con una extrusora, la cual se tendrá en cuenta en el proceso.
Operación de preparación: Se requiere llevar la extrusora a una
temperatura, que esté a punto de calentamiento, donde inicie la operación
de extrusión, estas temperaturas se contemplan entre 120° a 150° donde el
PET está sometido a un calentamiento. Y llega a su punto de fusión. Llevar
la extrusora a esta temperatura consta de un tiempo de 30 minutos donde
las resistencias calientan a lo largo del cilindro y el tornillo.
Inicio de operación: Después de que la extrusora llegue a esta
temperatura, se puede iniciar la operación. Esta se inicia encendiendo el
giro del tornillo sinfín, el cual iniciara a arrastrar el material desde la zona de
alimentación, hasta la salida de la extrusora, al iniciar la operación ya se
puede empezar a alimentar la tolva con el PET para extruirlo.
Procedimiento preparación de la extrusora:
1. Verificar que el tornillo se encuentra en buen estado y libre de residuos. de
no ser así, realice la limpieza correspondiente
2. Dependiendo del material a extruir (polipropileno, polietileno de alta
densidad o compuesto) es necesario saber la temperatura de fusión, ya que
esta será el referente a la hora de iniciar el proceso de calentamiento.
3. Conectar la extrusora a una toma corriente más cercano (debe suministrar
un voltaje de 220v)
4. Verificar que los interruptores termo magnéticos de las tres zonas (molde,
compresión y alimentación) y el principal se encuentren en la posición ON.
5. Ajustar las temperaturas de las tres zonas. La temperatura en la zona de
molde de alimentación debe en lo posible estar por encima de la
temperatura de fusión del material a extruir, tenga en cuenta que tampoco
puede estar cercana a la temperatura de degradación (50 grados
centígrados por debajo); este garantizara que la fusión del material sea
óptima. La temperatura en la zona de compresión en general debe estar por
encima de la temperatura de las zonas donde se necesita la mayor
temperatura para garantizar la homogenización de la materia prima.
6. Posicionar los codillos de las zonas en la posición ON para que inicie el
calentamiento de la extrusora (este proceso tarda entre 30 y 40 min.) La
máquina no se puede encender hasta que las temperaturas sean indicadas;
46
de no ser así, tenga en cuenta que se puede romper el tornillo sin fin que se
encuentra en el cañón.
7. Accionar el interruptor de encendido de la maquina una vez alcanzadas las
temperaturas especificadas,
8. Ubicar la tolva justo de la zona de alimentación
9. Una vez ubicada la tolva, suministre la materia prima a extruir (En lo posible
trate de no llenar la tolva, ya que esto impedirá el correcto suministro de
material).
10. Tenga en cuenta que no puede posicionarse de frente a la extrusora, ya
que durante el proceso de homogenización esta podría generar pequeñas
explosiones que pueden ocasionar alguna lesión.
11. Una vez el material está próximo a salir de la etapa de modelo, pasara
directamente al molde dependiendo la pieza a realizar.
12. Posteriormente, el material pasara a la última etapa que es la cámara de
enfriamiento.
13. Finalizado el proceso, accione el interruptor de apagado.
14. Baje la temperatura de las zonas de extrusión alrededor de 50°c
15. Realice el proceso de limpieza correspondiente. Saque el tornillo sin fin de
la extrusora y retirar el material sobrante (Tenga en cuenta que el tornillo a
un debe estar a una temperatura moderadamente alta, para que el proceso
de limpieza sea menos dispendioso).
16. Posicione los interruptores de las tres zonas en la posición OFF.
17. Verifique que los interruptores termo magnéticos también se encuentran
posicionados en OFF.
18. Desconecte la extrusora de la toma corriente. [10]
Para darle uso y ponerla en funcionamiento, hay que repararla, para ello se
proponen las siguientes modificaciones:
Dados para la extrusora
Para trabajar con la extrusora en varias operaciones, se puede ajustar la salida de
la extrusora, por medio de los dados, los cuales dan la forma de la salida del
material. En el laboratorio se propone un dado con una salida mayor para que
haya un mayor flujo en la salida del material, lo cual permitirá obtener formas más
densas, y servirá para realizar las prácticas y obtener diversos resultados.
La extrusora siendo la operación que marca el proceso, puede realizar varios
resultados para ello es necesario que la salida de la extrusión este perfilada, que
47
cumpla la función de dar la salda al material, pues con estas formas se pueden
trabajar diversos productos que pueden ser extruidos.
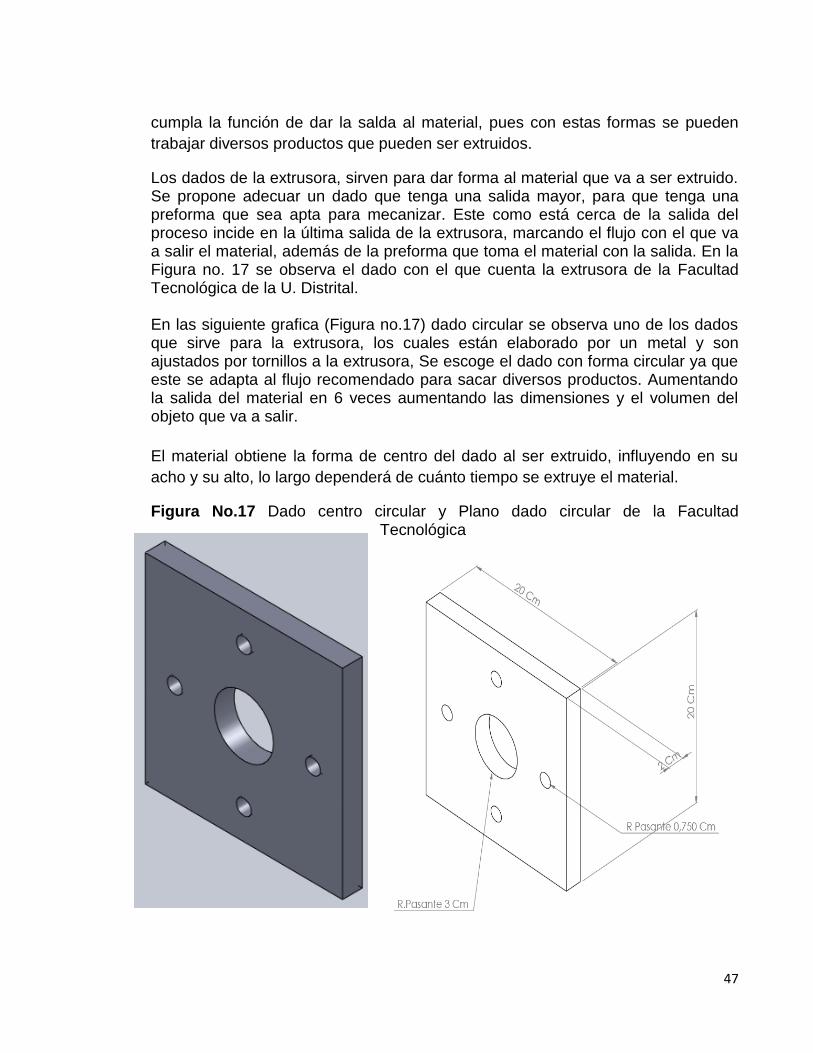
Los dados de la extrusora, sirven para dar forma al material que va a ser extruido. Se propone adecuar un dado que tenga una salida mayor, para que tenga una preforma que sea apta para mecanizar. Este como está cerca de la salida del proceso incide en la última salida de la extrusora, marcando el flujo con el que va a salir el material, además de la preforma que toma el material con la salida. En la Figura no. 17 se observa el dado con el que cuenta la extrusora de la Facultad Tecnológica de la U. Distrital. En las siguiente grafica (Figura no.17) dado circular se observa uno de los dados que sirve para la extrusora, los cuales están elaborado por un metal y son ajustados por tornillos a la extrusora, Se escoge el dado con forma circular ya que este se adapta al flujo recomendado para sacar diversos productos. Aumentando la salida del material en 6 veces aumentando las dimensiones y el volumen del objeto que va a salir.
El material obtiene la forma de centro del dado al ser extruido, influyendo en su
acho y su alto, lo largo dependerá de cuánto tiempo se extruye el material.
Figura No.17 Dado centro circular y Plano dado circular de la Facultad Tecnológica
48
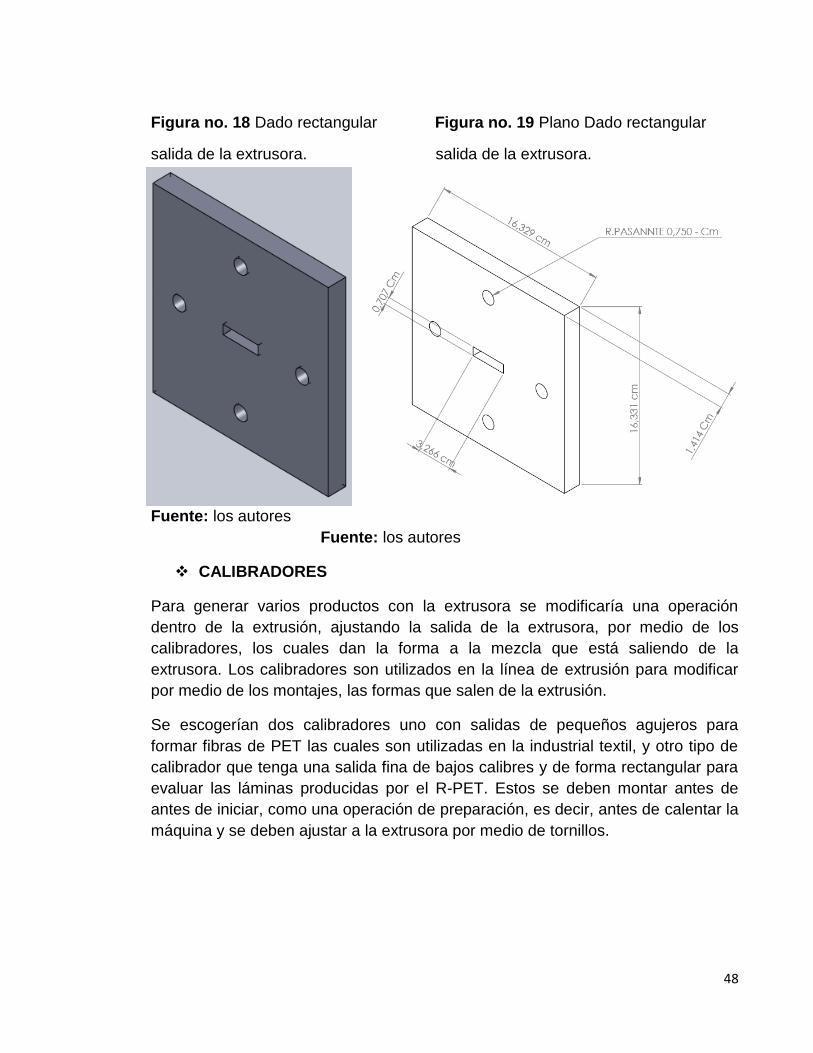
Figura no. 18 Dado rectangular Figura no. 19 Plano Dado rectangular
salida de la extrusora. salida de la extrusora.
Fuente: los autores
Fuente: los autores
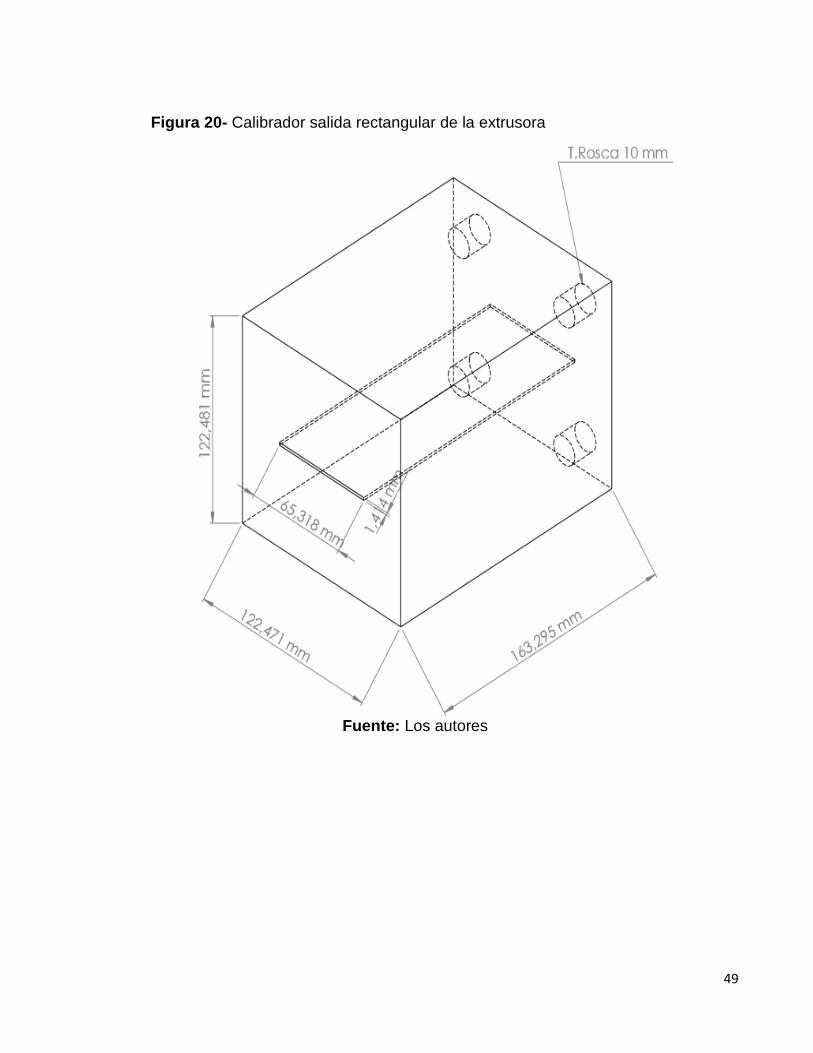
CALIBRADORES
Para generar varios productos con la extrusora se modificaría una operación
dentro de la extrusión, ajustando la salida de la extrusora, por medio de los
calibradores, los cuales dan la forma a la mezcla que está saliendo de la
extrusora. Los calibradores son utilizados en la línea de extrusión para modificar
por medio de los montajes, las formas que salen de la extrusión.
Se escogerían dos calibradores uno con salidas de pequeños agujeros para
formar fibras de PET las cuales son utilizadas en la industrial textil, y otro tipo de
calibrador que tenga una salida fina de bajos calibres y de forma rectangular para
evaluar las láminas producidas por el R-PET. Estos se deben montar antes de
antes de iniciar, como una operación de preparación, es decir, antes de calentar la
máquina y se deben ajustar a la extrusora por medio de tornillos.
49
Figura 20- Calibrador salida rectangular de la extrusora
Fuente: Los autores
50
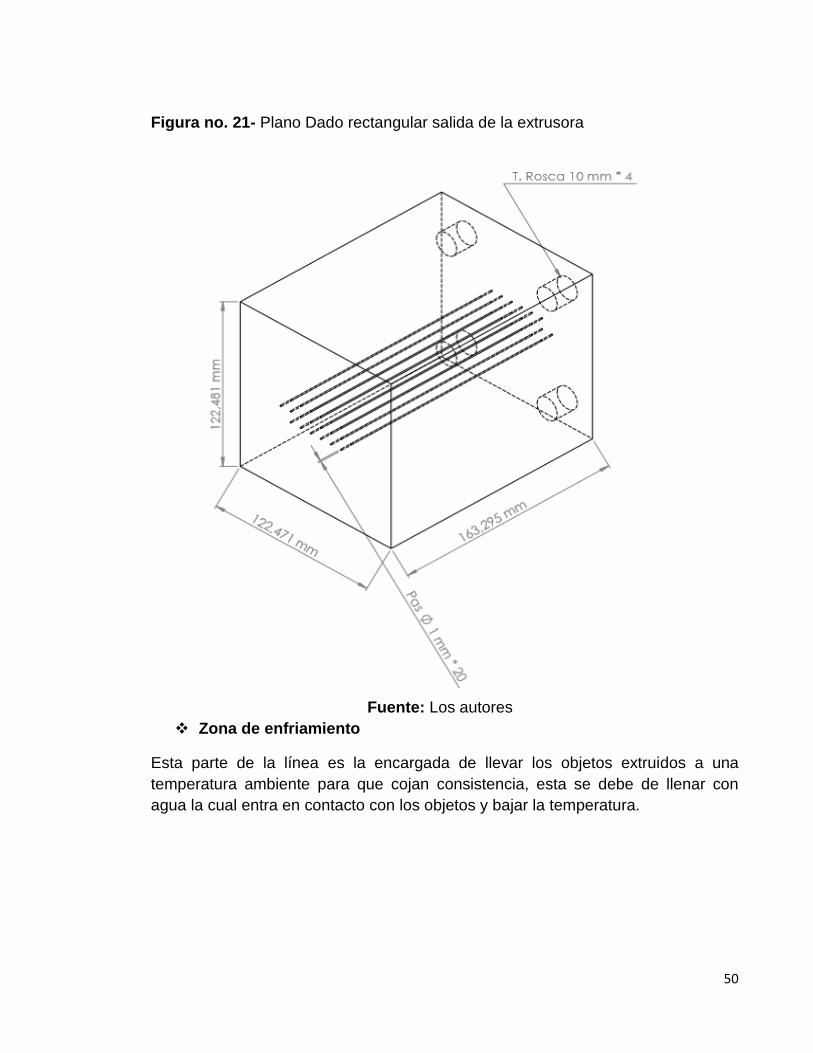
Figura no. 21- Plano Dado rectangular salida de la extrusora
Fuente: Los autores
Zona de enfriamiento
Esta parte de la línea es la encargada de llevar los objetos extruidos a una
temperatura ambiente para que cojan consistencia, esta se debe de llenar con
agua la cual entra en contacto con los objetos y bajar la temperatura.
51
Secado
Después de que el material sale de la zona de enfriamiento se debe secar la pieza
ya que la temperatura es regulada con agua, para no alterar sus propiedades
físicas, dependiendo del producto final. Este secado se realiza por medio de
gravedad y temperatura ambiente para que la pieza tenga un estado terminado.
3.3.5 DISEÑO DE LAS ÁREAS
Dentro de esta estructura se encuentran elementos fundamentales, tales como el
diseño de las áreas, flujos de personal, materiales y productos, equipos
necesarios y su ubicación. Para tener un laboratorio ajustado a prácticas con
plásticos reciclados, es necesario contar con máquinas ubicadas en las zonas
correspondientes, dentro de las cuales encontramos:
Zona de selección de material
En esta zona se selecciona las botellas recicladas donde se separan las tapas de
las botellas.
Zona de almacenamiento material
Allí se encuentran botellas almacenadas comprimidas para que no contengan aire
y no ocupen mucho espacio, se colocan en el estante y se organizan.
Zona de Triturado
En este espacio se elaborará el triturado del material para su posterior lavado, ya
que es más fácil trabajar con el material fragmentado.
Zona de lavado de material
Aquí se lava el material antes de que sea extruido, para que se eviten impurezas,
este lavado se hace sobre los fragmentos del material. Debe contar con un
espacio para el secado del PET.
Zona de extrusión
En esta zona se extruye los fragmentos del material y se transforman en objetos,
la salida dependerá del perfil que este ajustado por el calibrador, que contenga la
extrusora.
52
Zona de enfriamiento
En esta zona se baja la temperatura de las salidas de la extrusora, para que
tengan una forma sólida. Donde la salida llegue a una temperatura estable y no se
deforme.
Zona de almacenamiento de producto final
En esta zona se tienen muestras de los resultados de las prácticas ya realizadas,
objetos que ya han sido formados por los procesos elaborados a partir del
laboratorio.
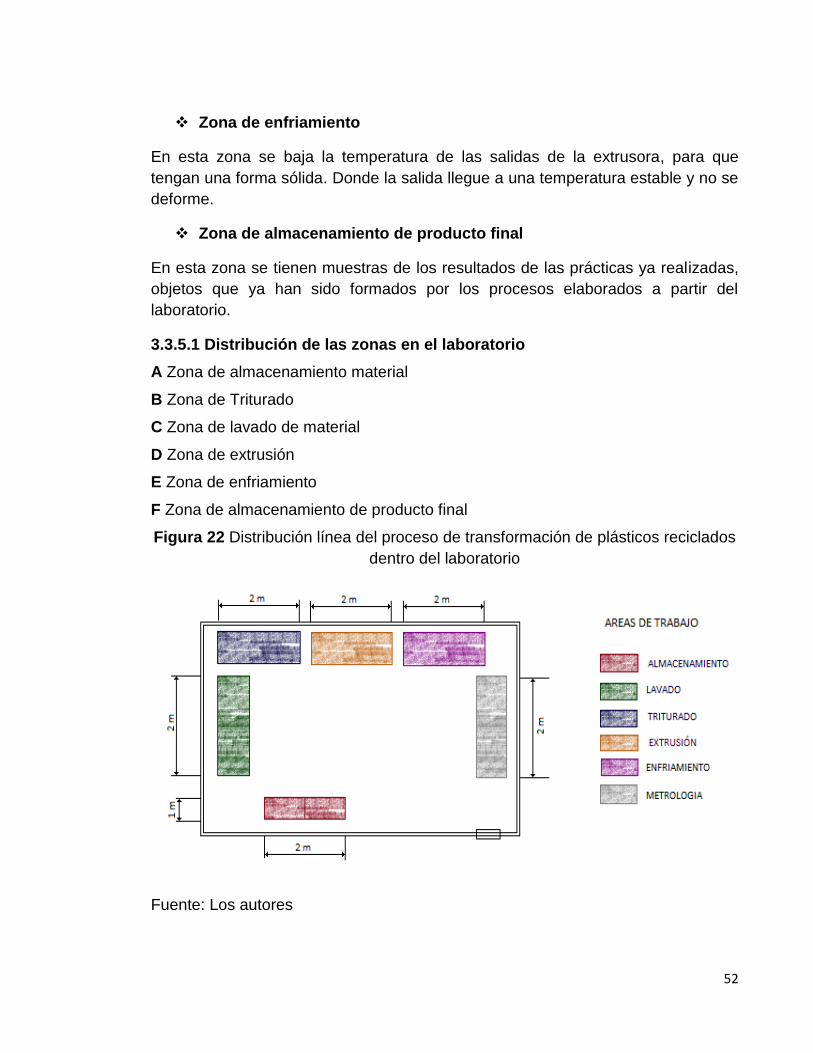
3.3.5.1 Distribución de las zonas en el laboratorio
A Zona de almacenamiento material
B Zona de Triturado
C Zona de lavado de material
D Zona de extrusión
E Zona de enfriamiento
F Zona de almacenamiento de producto final
Figura 22 Distribución línea del proceso de transformación de plásticos reciclados
dentro del laboratorio
Fuente: Los autores
53
3.3.6 Personal requerido para el laboratorio de tratamiento de plásticos
reciclados PET
3.3.6.1 Descripción del cargo
El cargo principal en el laboratorio es el del “laboratorista” el cual es el encargado
y responsable de la maquinaria y de los elementos del laboratorio.
3.3.6.2 Funciones del cargo
El laboratorista debe hacer un seguimiento de las máquinas del laboratorio para su
correcto funcionamiento, estar pendiente de los practicantes para evitar accidentes
por una incorrecta operación, mantener un buen espacio de trabajo limpio y
seguro, estar capacitado para transmitir los conocimientos del funcionamiento y
trabajos de la maquinaria.
Atender inquietudes que tenga los estudiantes, y proveer de las herramientas e
instrumentos para la realización de las prácticas.
3.3.7 PRACTICAS
En el aprovechamiento de los conocimientos que se podrían generar en el
laboratorio, se construyen unas prácticas con el tratamiento de materiales, los
cuales constan de procesos que interactuaran con los materiales reciclados, que
pueden ser útiles en la formación de un ingeniero, enriqueciendo los
conocimientos sobre los procesos de tratamiento de materiales. Con estas
prácticas se busca acercar al estudiante a un proceso de producción, con lo cual
podrán evaluar muchos factores que influyen en la elaboración de productos,
desarrollando la formación de un ingeniero.
Para todas las prácticas mencionadas se debe preparar la extrusora con media
hora antes de anticipación antes de la operación para que se ajuste a los tiempos
del proceso. Para familiarizar el laboratorio con la comunidad se constituyen las
prácticas con procedimientos efectuados en una industria.
54
Procedimiento, operación de preparación de la extrusora:
1. Preparar la extrusora para realizar la operación
2. Accionar la trituradora para someter el material a moler. Se espera de 20 a
30 minutos que todo el material se encuentre bien molido.
3. Sacar el material de la trituradora y se alistarlo para zona de lavado
4. Someter el material a lavado aplicando el hidróxido de sodio o el ácido
sulfúrico se disuelve en agua y se deja hasta que quede limpio el material
5. Sacar el Material de la zona de lavado
6. Verter el material en la boquilla de la extrusora
7. Encender la extrusora accionando el interruptor de encendido
8. Ubique la tolva justo de la zona de alimentación
9. Suministre la materia prima a extruir (en lo posible trate de no llenar la tolva,
ya que esto impedirá el correcto suministro de material).
10. Una vez el material este próximo a salir ubique una lámina de metal en la
cual se pondrá el material para ser compactado
11. Posteriormente el material pasara a la cámara de enfriamiento
12. Accione el interruptor de apagado
13. Baje la temperatura de las zonas de extrusión alrededor de 50°c
14. Realice el proceso de limpieza del tornillo de la extrusora
15. Desconecte la extrusora
16. Después de que el material ya este frio sacar quitar de la lámina con fuerza
sin dañar la pieza
3.3.7.1 Practica 1 reconocimiento y evaluación del proceso de trasformación
de PET
En esta práctica se realizará un reconocimiento de los componentes del
laboratorio, se realizará un recorrido donde se observarán diferentes resultados
obtenidos por la extrusora, además de ello un acercamiento a la maquinaria para
familiarizarse con sus componentes. También se comprenderá el tipo de material
a trabajar y sus respectivas propiedades para preparar la extrusora a las
temperaturas correspondientes.
Se escoge el calibrador con el cual se va a trabajar para ajustar el proceso se
analiza el requerimiento de material (Botellas de Pet recicladas), según el volumen
del producto.
55
Conceptos trabajados
1- Operación de una máquina trituradora.
2- Operación de una maquina extrusora.
3- Componentes de una extrusora.
4- Materiales trabajados en la extrusora.
5- Características de trabajo de la extrusora
6- Posibles resultados que arrojan trabajar con la extrusora.
7- Requerimientos de material, según producción.
8- Técnicas para enfriar los materiales.
3.3.7.2 Practica 2 regla
En esta práctica se realizará una regla, para ello se debe ajustar la extrusora con
el dado correspondiente, el cual contiene las medidas específicas para extruir una
barra de plástico, de 20 cm. Para la práctica se deben tener en cuenta las
recomendaciones dadas, para el uso de las máquinas y las normas de seguridad
del laboratorio.
De la práctica se obtendrán conocimientos, como el alistamiento de una extrusora,
para una operación específica, así como un proceso compuesto por varias
estaciones que enriquecerán la formación. Además de ello se podrán establecer
tiempos para hacer un seguimiento del proceso.
Materiales requeridos: 4 botellas de plástico PET.
3.3.7.3 Practica 3 vitrinas de dulces
Se elaborará una práctica donde se elaborará una vitrina para dulces, para ello se
requieren 30 botellas, el dado con las medidas específicas, conectores para las
piezas, y los elementos requeridos para la protección.
Allí se aprenderá como unir las piezas extruidas, por medio de divisiones para
organizar los caramelos. Cada pantalla será producto de 4 salidas de láminas de
los calibradores propuestos, estos se ajustarán a la medida que se quiera y se
extruida posteriormente.
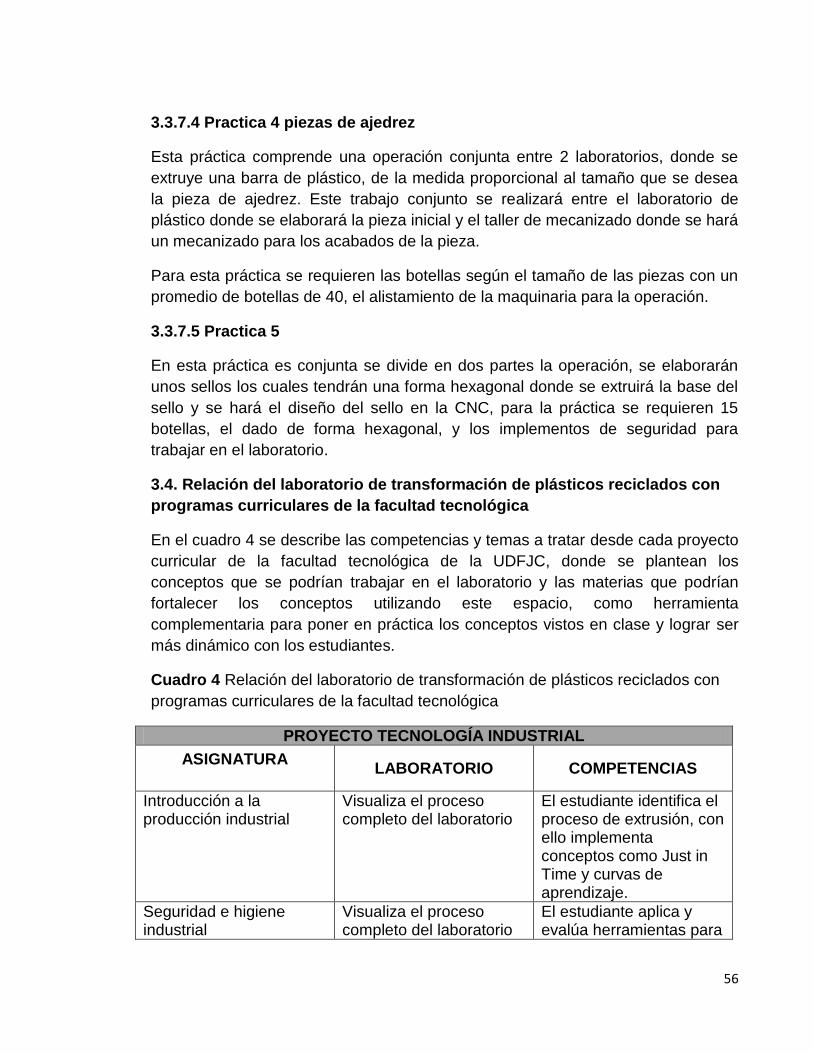
56
3.3.7.4 Practica 4 piezas de ajedrez
Esta práctica comprende una operación conjunta entre 2 laboratorios, donde se
extruye una barra de plástico, de la medida proporcional al tamaño que se desea
la pieza de ajedrez. Este trabajo conjunto se realizará entre el laboratorio de
plástico donde se elaborará la pieza inicial y el taller de mecanizado donde se hará
un mecanizado para los acabados de la pieza.
Para esta práctica se requieren las botellas según el tamaño de las piezas con un
promedio de botellas de 40, el alistamiento de la maquinaria para la operación.
3.3.7.5 Practica 5
En esta práctica es conjunta se divide en dos partes la operación, se elaborarán
unos sellos los cuales tendrán una forma hexagonal donde se extruirá la base del
sello y se hará el diseño del sello en la CNC, para la práctica se requieren 15
botellas, el dado de forma hexagonal, y los implementos de seguridad para
trabajar en el laboratorio.
3.4. Relación del laboratorio de transformación de plásticos reciclados con
programas curriculares de la facultad tecnológica
En el cuadro 4 se describe las competencias y temas a tratar desde cada proyecto
curricular de la facultad tecnológica de la UDFJC, donde se plantean los
conceptos que se podrían trabajar en el laboratorio y las materias que podrían
fortalecer los conceptos utilizando este espacio, como herramienta
complementaria para poner en práctica los conceptos vistos en clase y lograr ser
más dinámico con los estudiantes.
Cuadro 4 Relación del laboratorio de transformación de plásticos reciclados con
programas curriculares de la facultad tecnológica
PROYECTO TECNOLOGÍA INDUSTRIAL
ASIGNATURA
LABORATORIO COMPETENCIAS
Introducción a la producción industrial
Visualiza el proceso completo del laboratorio
El estudiante identifica el proceso de extrusión, con ello implementa conceptos como Just in Time y curvas de aprendizaje.
Seguridad e higiene industrial
Visualiza el proceso completo del laboratorio
El estudiante aplica y evalúa herramientas para
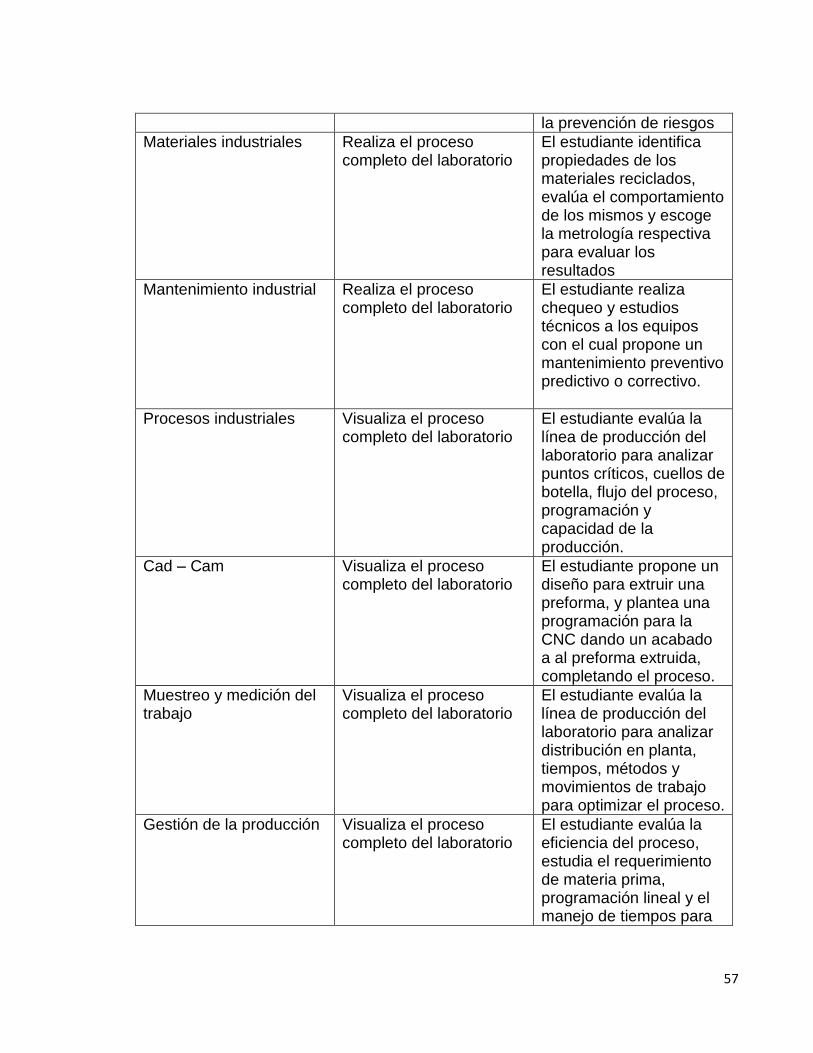
57
la prevención de riesgos
Materiales industriales Realiza el proceso completo del laboratorio
El estudiante identifica propiedades de los materiales reciclados, evalúa el comportamiento de los mismos y escoge la metrología respectiva para evaluar los resultados
Mantenimiento industrial Realiza el proceso completo del laboratorio
El estudiante realiza chequeo y estudios técnicos a los equipos con el cual propone un mantenimiento preventivo predictivo o correctivo.
Procesos industriales Visualiza el proceso completo del laboratorio
El estudiante evalúa la línea de producción del laboratorio para analizar puntos críticos, cuellos de botella, flujo del proceso, programación y capacidad de la producción.
Cad – Cam Visualiza el proceso completo del laboratorio
El estudiante propone un diseño para extruir una preforma, y plantea una programación para la CNC dando un acabado a al preforma extruida, completando el proceso.
Muestreo y medición del trabajo
Visualiza el proceso completo del laboratorio
El estudiante evalúa la línea de producción del laboratorio para analizar distribución en planta, tiempos, métodos y movimientos de trabajo para optimizar el proceso.
Gestión de la producción Visualiza el proceso completo del laboratorio
El estudiante evalúa la eficiencia del proceso, estudia el requerimiento de materia prima, programación lineal y el manejo de tiempos para
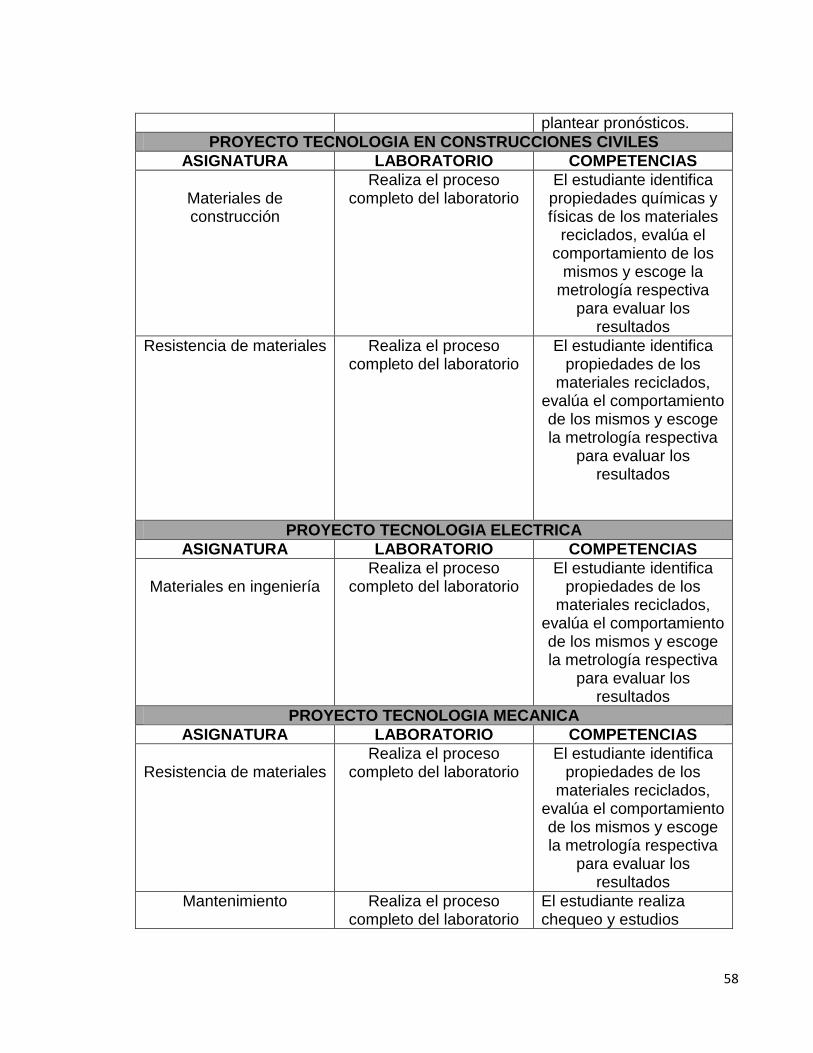
58
plantear pronósticos.
PROYECTO TECNOLOGIA EN CONSTRUCCIONES CIVILES
ASIGNATURA LABORATORIO COMPETENCIAS
Materiales de construcción
Realiza el proceso completo del laboratorio
El estudiante identifica propiedades químicas y físicas de los materiales
reciclados, evalúa el comportamiento de los
mismos y escoge la metrología respectiva
para evaluar los resultados
Resistencia de materiales Realiza el proceso completo del laboratorio
El estudiante identifica propiedades de los
materiales reciclados, evalúa el comportamiento de los mismos y escoge la metrología respectiva
para evaluar los resultados
PROYECTO TECNOLOGIA ELECTRICA
ASIGNATURA LABORATORIO COMPETENCIAS
Materiales en ingeniería
Realiza el proceso completo del laboratorio
El estudiante identifica propiedades de los
materiales reciclados, evalúa el comportamiento de los mismos y escoge la metrología respectiva
para evaluar los resultados
PROYECTO TECNOLOGIA MECANICA
ASIGNATURA LABORATORIO COMPETENCIAS
Resistencia de materiales
Realiza el proceso completo del laboratorio
El estudiante identifica propiedades de los
materiales reciclados, evalúa el comportamiento de los mismos y escoge la metrología respectiva
para evaluar los resultados
Mantenimiento Realiza el proceso completo del laboratorio
El estudiante realiza chequeo y estudios
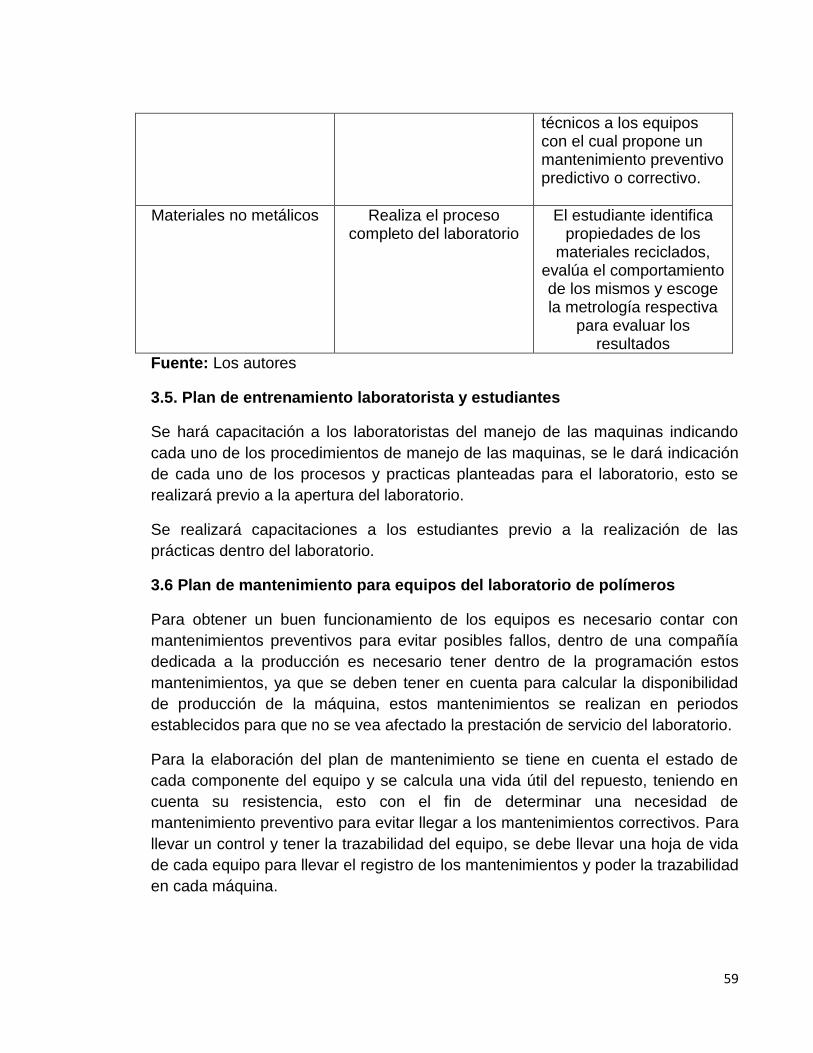
59
técnicos a los equipos con el cual propone un mantenimiento preventivo predictivo o correctivo.
Materiales no metálicos Realiza el proceso completo del laboratorio
El estudiante identifica propiedades de los
materiales reciclados, evalúa el comportamiento de los mismos y escoge la metrología respectiva
para evaluar los resultados
Fuente: Los autores
3.5. Plan de entrenamiento laboratorista y estudiantes
Se hará capacitación a los laboratoristas del manejo de las maquinas indicando
cada uno de los procedimientos de manejo de las maquinas, se le dará indicación
de cada uno de los procesos y practicas planteadas para el laboratorio, esto se
realizará previo a la apertura del laboratorio.
Se realizará capacitaciones a los estudiantes previo a la realización de las
prácticas dentro del laboratorio.
3.6 Plan de mantenimiento para equipos del laboratorio de polímeros
Para obtener un buen funcionamiento de los equipos es necesario contar con
mantenimientos preventivos para evitar posibles fallos, dentro de una compañía
dedicada a la producción es necesario tener dentro de la programación estos
mantenimientos, ya que se deben tener en cuenta para calcular la disponibilidad
de producción de la máquina, estos mantenimientos se realizan en periodos
establecidos para que no se vea afectado la prestación de servicio del laboratorio.
Para la elaboración del plan de mantenimiento se tiene en cuenta el estado de
cada componente del equipo y se calcula una vida útil del repuesto, teniendo en
cuenta su resistencia, esto con el fin de determinar una necesidad de
mantenimiento preventivo para evitar llegar a los mantenimientos correctivos. Para
llevar un control y tener la trazabilidad del equipo, se debe llevar una hoja de vida
de cada equipo para llevar el registro de los mantenimientos y poder la trazabilidad
en cada máquina.
60
Para la extrusora se requiere un mantenimiento correctivo, donde se pueda
corregir el sentido de giro del tornillo, para ello es necesario modificar las
conexiones eléctricas que es la principal causa por la cual la maquina está
detenida, dentro de este mantenimiento se deben evaluar el estado de los
repuestos para saber su utilidad de vida y planear un mantenimiento preventivo.
Como esta máquina fue elaborada por estudiantes de la universidad la maquina
no cuenta con manuales de uso ni especificaciones técnicas, a pesar de estar
quieta llega a la temperatura deseada en los tiempos estándar, lo cual indica que
el problema no es muy complejo, pero por esta razón no se ha podido operar
desde hace un año.
Después de realizar este mantenimiento correctivo debemos programar
mantenimientos preventivos, en un periodo no superior a 6 meses tiempo en el
cual se puede realizar la logística de los mantenimientos que sean requeridos.
Para el caso de la trituradora se debe programar un mantenimiento preventivo
máximo una semana después de cumplirse la garantía del equipo, esto con el fin
de evaluar la trituradora y así organizar los respectivos mantenimientos.
Para tener un control de los mantenimientos realizados a cada equipo y las
condiciones específicas de cada máquina se plantean las siguientes hojas de vida
de los equipos como se evidencia en el cuadro 5 y 6.
Cuadro 5 Hoja de vida de la extrusora
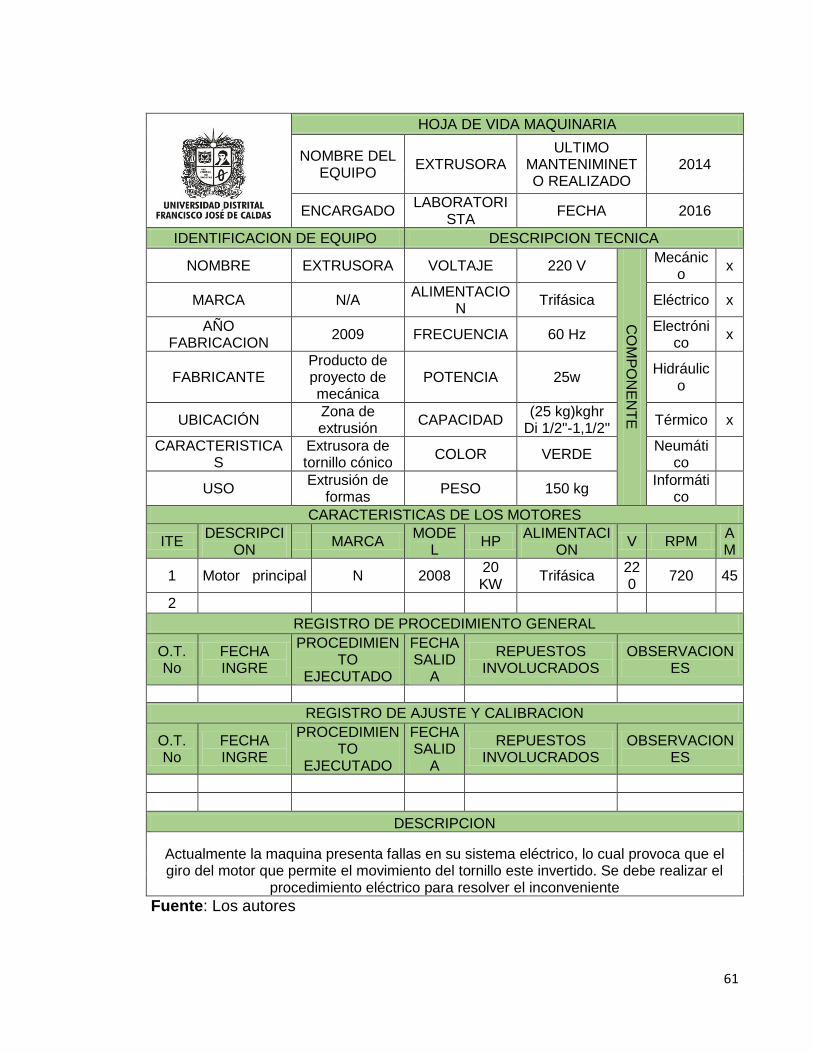
61
HOJA DE VIDA MAQUINARIA
NOMBRE DEL EQUIPO
EXTRUSORA ULTIMO
MANTENIMINETO REALIZADO
2014
ENCARGADO LABORATORI
STA FECHA 2016
IDENTIFICACION DE EQUIPO DESCRIPCION TECNICA
NOMBRE EXTRUSORA VOLTAJE 220 V
CO
MP
ON
EN
TE
Mecánico
x
MARCA N/A ALIMENTACIO
N Trifásica Eléctrico x
AÑO FABRICACION
2009 FRECUENCIA 60 Hz Electróni
co x
FABRICANTE Producto de proyecto de mecánica
POTENCIA 25w Hidráulic
o
UBICACIÓN Zona de extrusión
CAPACIDAD (25 kg)kghr
Di 1/2"-1,1/2" Térmico x
CARACTERISTICAS
Extrusora de tornillo cónico
COLOR VERDE Neumáti
co
USO Extrusión de
formas PESO 150 kg
Informático
CARACTERISTICAS DE LOS MOTORES
ITE DESCRIPCI
ON MARCA
MODEL
HP ALIMENTACI
ON V RPM
AM
1 Motor principal N 2008 20 KW
Trifásica 220
720 45
2
REGISTRO DE PROCEDIMIENTO GENERAL
O.T. No
FECHA INGRE
PROCEDIMIENTO
EJECUTADO
FECHA SALID
A
REPUESTOS INVOLUCRADOS
OBSERVACIONES
REGISTRO DE AJUSTE Y CALIBRACION
O.T. No
FECHA INGRE
PROCEDIMIENTO
EJECUTADO
FECHA SALID
A
REPUESTOS INVOLUCRADOS
OBSERVACIONES
DESCRIPCION
Actualmente la maquina presenta fallas en su sistema eléctrico, lo cual provoca que el giro del motor que permite el movimiento del tornillo este invertido. Se debe realizar el
procedimiento eléctrico para resolver el inconveniente
Fuente: Los autores
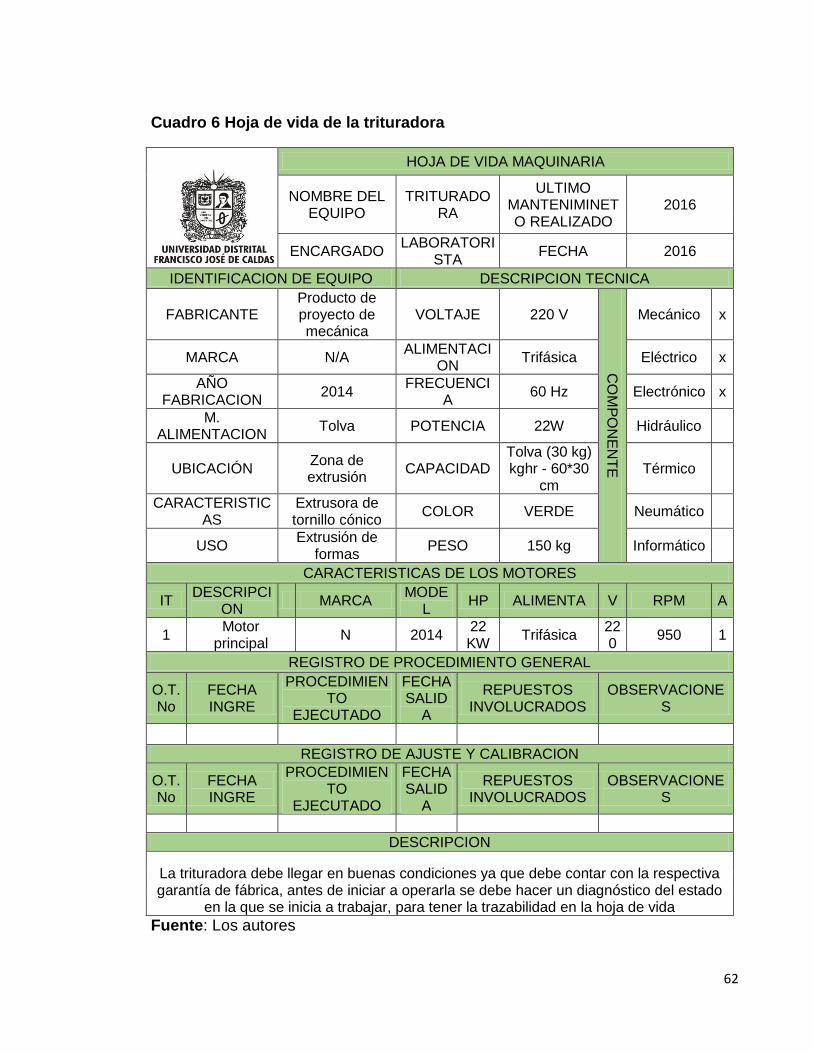
62
Cuadro 6 Hoja de vida de la trituradora
HOJA DE VIDA MAQUINARIA
NOMBRE DEL EQUIPO
TRITURADORA
ULTIMO MANTENIMINETO REALIZADO
2016
ENCARGADO LABORATORI
STA FECHA 2016
IDENTIFICACION DE EQUIPO DESCRIPCION TECNICA
FABRICANTE Producto de proyecto de mecánica
VOLTAJE 220 V
CO
MP
ON
EN
TE
Mecánico x
MARCA N/A ALIMENTACI
ON Trifásica Eléctrico x
AÑO FABRICACION
2014 FRECUENCI
A 60 Hz Electrónico x
M. ALIMENTACION
Tolva POTENCIA 22W Hidráulico
UBICACIÓN Zona de extrusión
CAPACIDAD Tolva (30 kg) kghr - 60*30
cm Térmico
CARACTERISTICAS
Extrusora de tornillo cónico
COLOR VERDE Neumático
USO Extrusión de
formas PESO 150 kg Informático
CARACTERISTICAS DE LOS MOTORES
IT DESCRIPCI
ON MARCA
MODEL
HP ALIMENTA V RPM A
1 Motor
principal N 2014
22 KW
Trifásica 220
950 1
REGISTRO DE PROCEDIMIENTO GENERAL
O.T. No
FECHA INGRE
PROCEDIMIENTO
EJECUTADO
FECHA SALID
A
REPUESTOS INVOLUCRADOS
OBSERVACIONES
REGISTRO DE AJUSTE Y CALIBRACION
O.T. No
FECHA INGRE
PROCEDIMIENTO
EJECUTADO
FECHA SALID
A
REPUESTOS INVOLUCRADOS
OBSERVACIONES
DESCRIPCION
La trituradora debe llegar en buenas condiciones ya que debe contar con la respectiva garantía de fábrica, antes de iniciar a operarla se debe hacer un diagnóstico del estado
en la que se inicia a trabajar, para tener la trazabilidad en la hoja de vida
Fuente: Los autores
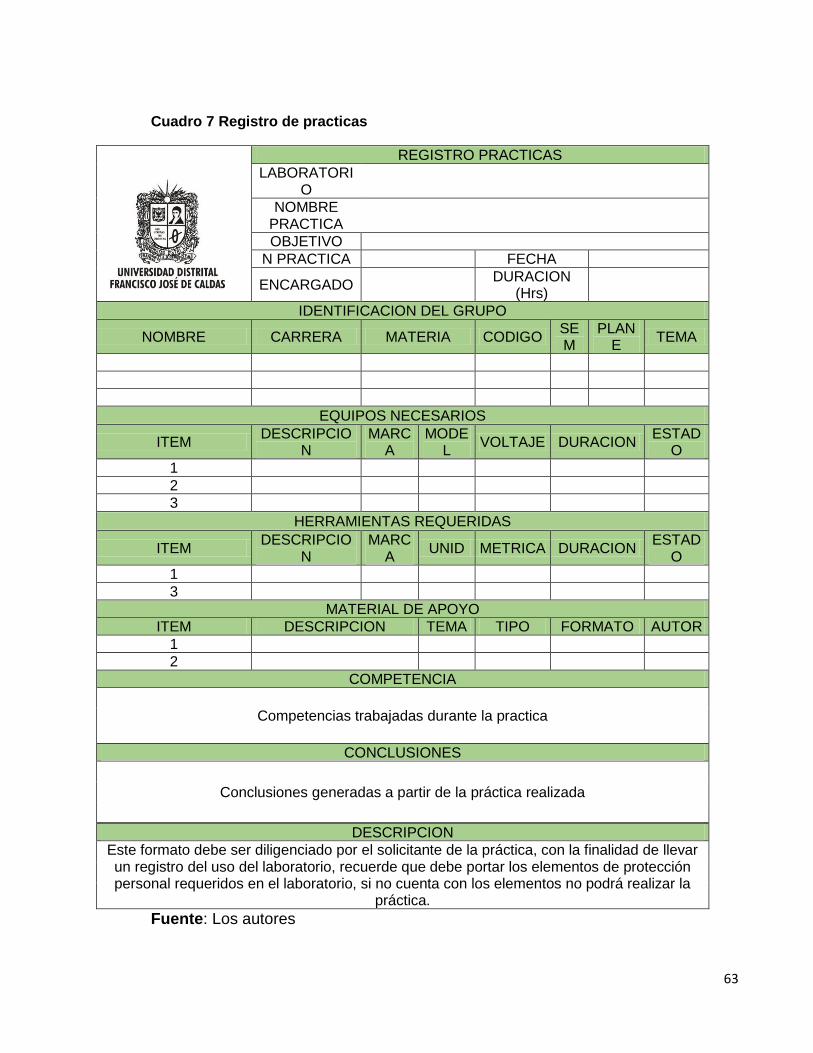
63
Cuadro 7 Registro de practicas
REGISTRO PRACTICAS
LABORATORIO
NOMBRE PRACTICA
OBJETIVO
N PRACTICA FECHA
ENCARGADO DURACION
(Hrs)
IDENTIFICACION DEL GRUPO
NOMBRE CARRERA MATERIA CODIGO SEM
PLAN E
TEMA
EQUIPOS NECESARIOS
ITEM DESCRIPCIO
N MARC
A MODE
L VOLTAJE DURACION
ESTADO
1
2
3
HERRAMIENTAS REQUERIDAS
ITEM DESCRIPCIO
N MARC
A UNID METRICA DURACION
ESTADO
1
3
MATERIAL DE APOYO
ITEM DESCRIPCION TEMA TIPO FORMATO AUTOR
1
2
COMPETENCIA
Competencias trabajadas durante la practica
CONCLUSIONES
Conclusiones generadas a partir de la práctica realizada
DESCRIPCION
Este formato debe ser diligenciado por el solicitante de la práctica, con la finalidad de llevar un registro del uso del laboratorio, recuerde que debe portar los elementos de protección personal requeridos en el laboratorio, si no cuenta con los elementos no podrá realizar la
práctica.
Fuente: Los autores
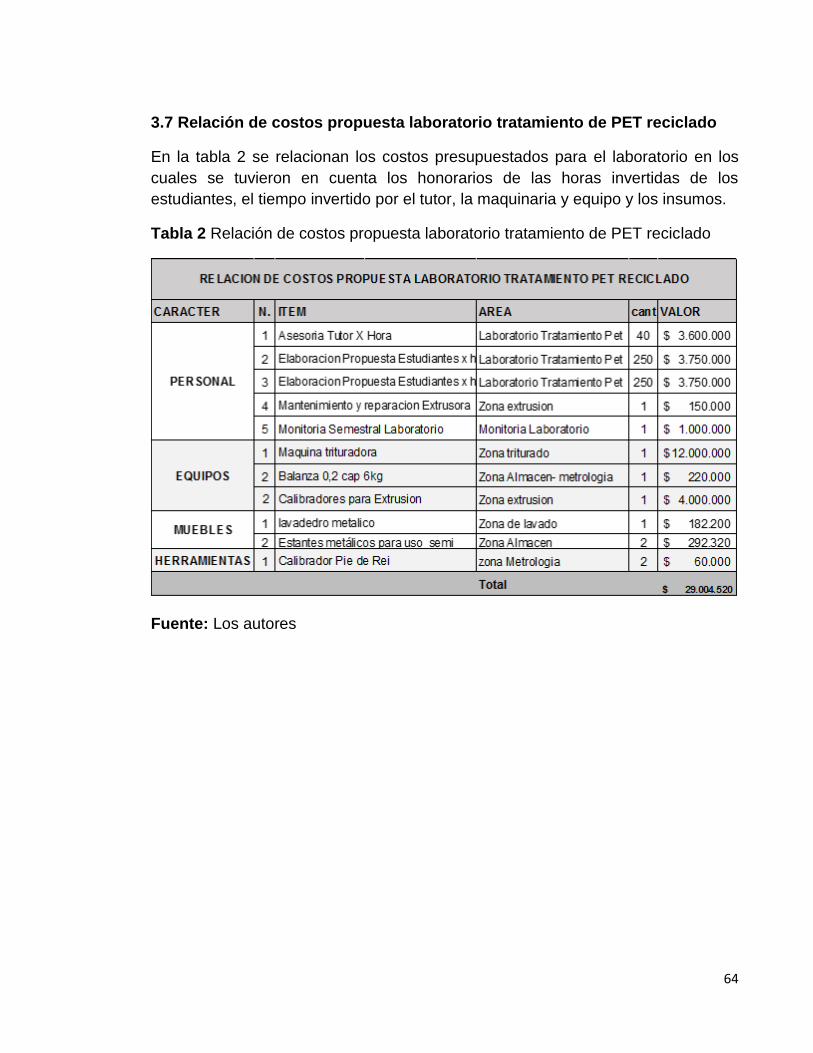
64
3.7 Relación de costos propuesta laboratorio tratamiento de PET reciclado
En la tabla 2 se relacionan los costos presupuestados para el laboratorio en los
cuales se tuvieron en cuenta los honorarios de las horas invertidas de los
estudiantes, el tiempo invertido por el tutor, la maquinaria y equipo y los insumos.
Tabla 2 Relación de costos propuesta laboratorio tratamiento de PET reciclado
Fuente: Los autores
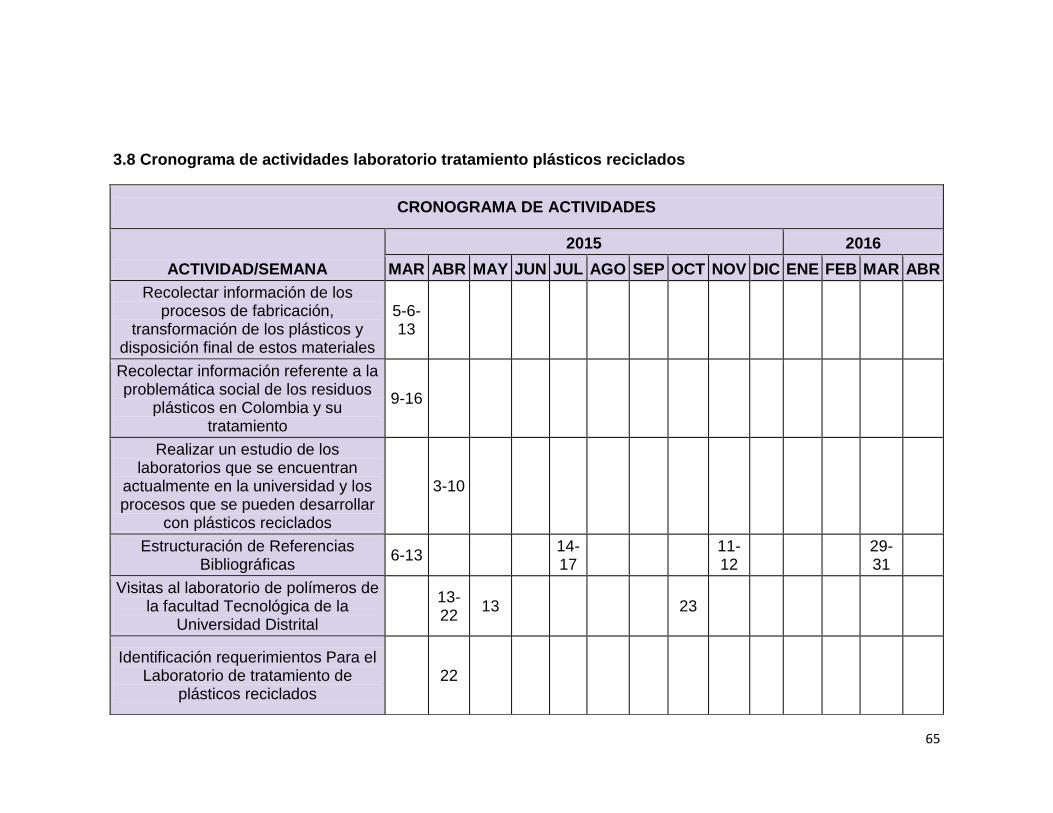
65
3.8 Cronograma de actividades laboratorio tratamiento plásticos reciclados
CRONOGRAMA DE ACTIVIDADES
ACTIVIDAD/SEMANA
2015 2016
MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC ENE FEB MAR ABR
Recolectar información de los procesos de fabricación,
transformación de los plásticos y disposición final de estos materiales
5-6-13
Recolectar información referente a la problemática social de los residuos
plásticos en Colombia y su tratamiento
9-16
Realizar un estudio de los laboratorios que se encuentran
actualmente en la universidad y los procesos que se pueden desarrollar
con plásticos reciclados
3-10
Estructuración de Referencias Bibliográficas
6-13
14-17
11-12
29-31
Visitas al laboratorio de polímeros de la facultad Tecnológica de la
Universidad Distrital
13-22
13
23
Identificación requerimientos Para el
Laboratorio de tratamiento de plásticos reciclados
22
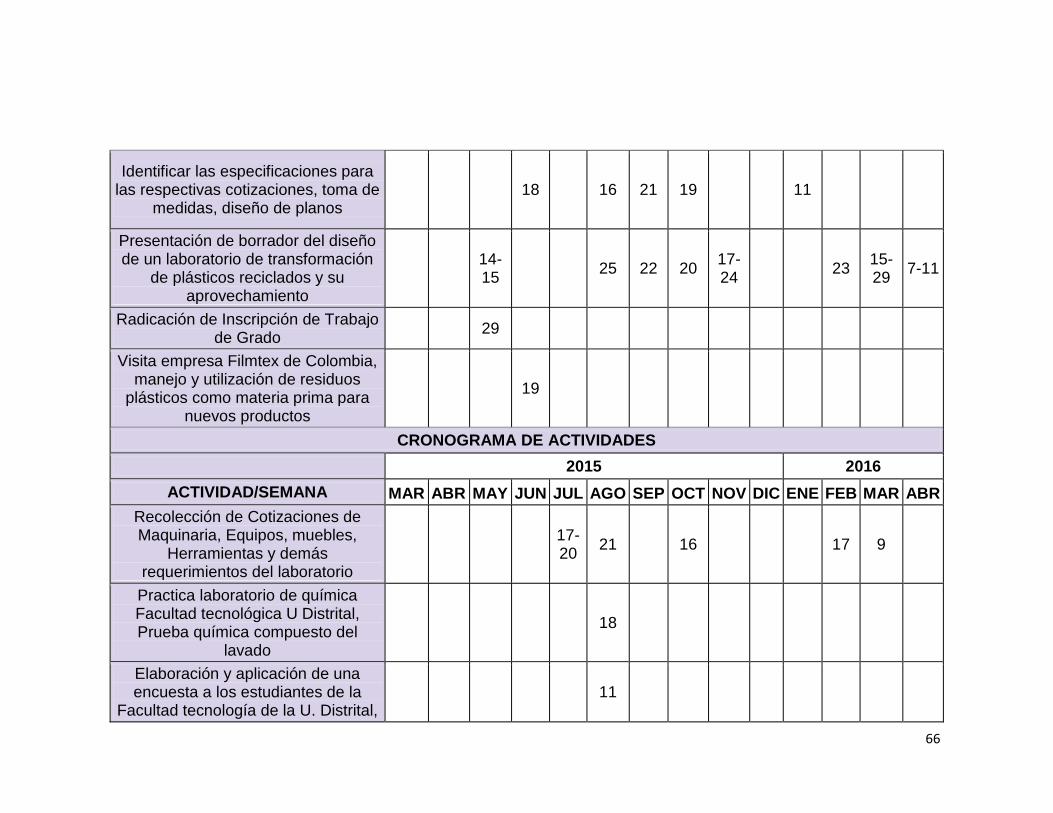
66
Identificar las especificaciones para las respectivas cotizaciones, toma de
medidas, diseño de planos
18
16 21 19
11
Presentación de borrador del diseño de un laboratorio de transformación
de plásticos reciclados y su aprovechamiento
14-15
25 22 20 17-24
23 15-29
7-11
Radicación de Inscripción de Trabajo de Grado
29
Visita empresa Filmtex de Colombia, manejo y utilización de residuos
plásticos como materia prima para nuevos productos
19
CRONOGRAMA DE ACTIVIDADES
2015 2016
ACTIVIDAD/SEMANA MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC ENE FEB MAR ABR
Recolección de Cotizaciones de Maquinaria, Equipos, muebles,
Herramientas y demás requerimientos del laboratorio
17-20
21
16
17 9
Practica laboratorio de química Facultad tecnológica U Distrital, Prueba química compuesto del
lavado
18
Elaboración y aplicación de una encuesta a los estudiantes de la
Facultad tecnología de la U. Distrital,
11
67
Sobre información del laboratorio de polímeros
Elaboración y aplicación de una encuesta a docente área de
materiales de la Facultad tecnología de la U. Distrital, Sobre información
del laboratorio de polímeros
14
Planteamiento del Proceso completo de transformación de Pet reciclado
17-18
Estructuración de la propuesta Diseño del Laboratorio para el
tratamiento de plásticos reciclados para la Universidad Distrital Francisco José de Caldas Facultad Tecnológica
15-22
6-13
Reconocimiento de los Productos de material Pet, perfilados por los
calibradores
10-17
Fuente. Los autores
68
CAPÍTULO IV
ANÁLISIS DE RESULTADOS
4.1 CONCLUSIONES
Para enriquecer los conocimientos se debe trabajar con los recursos que ofrece la
universidad, estos espacios se deben acoplar para que los estudiantes puedan
interactuar con los instrumentos y maquinaria que se ofrece. Estas experiencias se
ven reflejadas en una industria cuando se requieren soluciones rápidas y eficaces,
ya que, al estar familiarizado con un proceso, se podrá identificar los puntos
críticos que pueden generar un error en la operación.
Se debe reforzar los conocimientos de estos laboratorios, ya que los estudiantes
no participan por falta de conocer el laboratorio, y por la carencia de prácticas que
se podrían realizar allí.
Si bien el objetivo de la universidad es formar y realizar academia se debe tener
los laboratorios con disponibilidad y prácticas que se puedan realizar, estar
abiertos a ofrecer estos espacios a los estudiantes no por una materia si no por un
conocimiento que sea de interés que servirá en un mundo laboral, adema de ellos
mejorar la investigación en la universidad.
4.2 RECOMENDACIONES
● Incentivar a la comunidad de la Universidad Distrital Francisco José de
Caldas, Facultad Tecnológica a proponer alternativas de producción
sostenibles, que sean más amigables con el medio ambiente.
● Generar conciencia más ambientalista, con la cual se utilice de manera
adecuada los puntos ecológicos colocados en la Universidad.
● Hacer partícipe y conocedor a la comunidad de Cuidad Bolívar del
laboratorio de tratamiento de materiales plásticos para fomentar y propiciar
conocimiento de trasformación de materiales en el sector.
69
● Dejar un espacio organizado de centro de acopio y recolección de los
desechos generados en la Universidad Distrital Francisco José de Caldas,
Facultad Tecnológica para que sean bien organizados y aprovechables.
IBLIOGRAFÍA
(1) Secretaria General de la Alcaldía Mayor de Bogotá D.C. Proyecto acuerdo
182 de 2011 concejo de Bogotá D.C. Por medio del cual se adoptan
medidas para organizar el manejo de residuos sólidos derivados del
consumo de bebidas. Recuperado de
http://www.alcaldiabogota.gov.co/sisjur/normas/Norma1.jsp?i=43118
(2) Ministerio de Ambiente y Desarrollo Territorial, Acoplasticos. Guías
ambientales. Principales procesos básicos de transformación de la industria
plástica y Manejo, aprovechamiento y disposición de residuos plásticos
post-consumo. 2004. Bogotá, D. C. Colombia. Recuperado de
http://www.siame.gov.co/siame/documentos/Guias_Ambientales/Gu%C3%A
Das%20Resoluci%C3%B3n%201023%20del%2028%20de%20julio%20de
%202005/INDUSTRIAL%20Y%20MANUFACTURERO/Guias%20ambiental
es%20sector%20pl%C3%A1sticos.pdf
(3) Ministerio de Ambiente y Desarrollo Territorial, Acoplasticos. Guías
ambientales. Principales procesos básicos de transformación de la industria
plástica y Manejo, aprovechamiento y disposición de residuos plásticos
post-consumo. 2004. Bogotá, D. C. Colombia. Recuperado de
http://www.siame.gov.co/siame/documentos/Guias_Ambientales/Gu%C3%A
Das%20Resoluci%C3%B3n%201023%20del%2028%20de%20julio%20de
%202005/INDUSTRIAL%20Y%20MANUFACTURERO/Guias%20ambiental
es%20sector%20pl%C3%A1sticos.pdf
(4) Secretaria General de la Alcaldía Mayor de Bogotá D.C. Proyecto acuerdo
182 de 2011 concejo de Bogotá D.C. (2011) Por medio del cual se adoptan
medidas para organizar el manejo de residuos sólidos derivados del
70
consumo de bebidas. Recuperado de
http://www.alcaldiabogota.gov.co/sisjur/normas/Norma1.jsp?i=43118
(5) Morton Jones D. H. (1999). Procesamiento de los plásticos. Limusa. pág.
30.
(6) Fernández Colomina A., Sánchez M. (2007) Guía para la gestión integral
de los residuos sólidos urbanos. Organización de las Naciones Unidas para
el Desarrollo Industrial (ONUDI), Secretaría Estatal para Asuntos
Económicos (SECO), Laboratorio de Análisis de Residuos (LARE).
Recuperado de
https://www.unido.org/fileadmin/import/72852_Gua_Gestin_Integral_de_RS
U.pdf.
(7) Shosuke Y., Hiraga k., Takehana T., Taniguchi I., Yamaji H., Maeda Y.,
Toyohara K., Miyamoto K., Kimura Y., Oda K., Una batería que asimila
PET. Revista Sciencie. Vol. 351. Recuperado de
http://science.sciencemag.org/content/351/6278/1196.
(8) Shosuke Y., Hiraga k., Takehana T., Taniguchi I., Yamaji H., Maeda Y.,
Toyohara K., Miyamoto K., Kimura Y., Oda K., Una batería que asimila
PET. Revista Sciencie. Vol 351. Recuperado de
http://science.sciencemag.org/content/351/6278/1196.
(9) Velázquez Patiño A. C. (2006) Gestión ambiental y tratamiento de residuos
urbanos. Propuesta para la zona metropolitana de Guadalajara a partir de
las experiencias de la unión europea. Universidad Complutense de Madrid.
Madrid. Recuperado de http://eprints.ucm.es/6492/1/ucm-t29577.pdf
(10) Gómez Rebolledo, A., López Preciado J., C., Ballesteros Martínez L.
(2015). Modelar y simular el proceso de inyección en piezas plásticas.
Universidad nacional autónoma de México. Recopilado de
http://www.cuautitlan.unam.mx/licenciaturas/tecnologia/Articulos/IN-11.pdf.
(11) Sánchez Sierra M. A., Paredes Quiroga P. A. (2014). Estudio de
viabilidad técnica de la implementación del polietileno tereftalato como
material para estabilización de taludes. Universidad Católica de Colombia.
71
Bogotá. Recuperado de
http://repository.ucatolica.edu.co/jspui/bitstream/10983/1703/1/estudio%20
de%20viabilidad%20t%c3%89cnica%20de%20la%20implementaci%c3%9
3n%20del%20polietileno%20tereftalato%20como%20material%20para%20
estabilizaci%c3%93n%20de%20talud~1.pdf.
(12) Secretaria General de la Alcaldía Mayor de Bogotá D.C. Proyecto de
acuerdo 241 DE 2011. Por medio del cual se adoptan medidas para
organizar el manejo de residuos sólidos derivados del consumo de
bebidas. Bogotá. Recuperado de
http://www.alcaldiabogota.gov.co/sisjur/normas/Norma1.jsp?i=44139
(13) PetStar. (2014). La planta recicladora de PET Grado Alimenticio más
grande del mundo. México. Recuperado de http://www.petstar.mx/empresa
(14) Gaviria Vergara F. E., Iguaran Campo V. J. Estudio de factibilidad
para el montaje de una planta recicladora de Tereftalato de polietileno
(PET) para fabricar láminas de plástico reciclado para divisiones y
elementos de oficinas en la ciudad de Maicao – la guajira. (Tesis de grado)
Universidad de San buenaventura. Recuperado de
http://bibliotecadigital.usbcali.edu.co/jspui/bitstream/10819/2864/1/Estudio
%20de%20factibilidad%20para%20montaje_Gaviria_2015.pdf
(15) Gaviria Vergara F. E., Iguaran Campo V. J. Estudio de factibilidad
para el montaje de una planta recicladora de Tereftalato de polietileno
(PET) para fabricar láminas de plástico reciclado para divisiones y
elementos de oficinas en la ciudad de Maicao – la guajira. (Tesis de grado)
Universidad de San buenaventura. Recuperado de
http://bibliotecadigital.usbcali.edu.co/jspui/bitstream/10819/2864/1/Estudio
%20de%20factibilidad%20para%20montaje_Gaviria_2015.pdf
(16) Gaviria Vergara F. E., Iguaran Campo V. J. Estudio de factibilidad
para el montaje de una planta recicladora de Tereftalato de polietileno
(PET) para fabricar láminas de plástico reciclado para divisiones y
elementos de oficinas en la ciudad de Maicao – la guajira. (Tesis de grado)
72
Universidad de San buenaventura. Recuperado de
http://bibliotecadigital.usbcali.edu.co/jspui/bitstream/10819/2864/1/Estudio
%20de%20factibilidad%20para%20montaje_Gaviria_2015.pdf
(17) Martínez Barrera G., Hernández Zaragoza J. B., López Lara T.
Menchaca Campos C. (2015). Materiales sustentables y reciclados en la
construcción. Omnia Sciencie. Recuperado de
https://books.google.es/books?id=JI4wBwAAQBAJ&printsec=frontcover&dq
=impacto+ambientales+pet+en+colombia&hl=es&sa=X&ved=0ahUKEwjAr5
vdzYjMAhWCGB4KHUFxAUQQ6AEIIDAB#v=onepage&q&f=true
(18) ENKA de Colombia S.A. (2011). Informe financiero y de
sostenibilidad de ENKA de Colombia S.A. Recuperado de
http://www.enka.com.co/enka/docsweb/inversionistas/informe_anual_2011.
pdf.
(19) Escuela de Ingenieros Julio Garavito. (2008). Identificación de
plásticos protocolo. Facultad de Ingeniería. Laboratorio de producción.
Recuperado
http://www.escuelaing.edu.co/uploads/laboratorios/1960_idplasticosr2.pdf
(20) Ministerio de Ambiente y Desarrollo Territorial, Acoplasticos. Guías
ambientales. Principales procesos básicos de transformación de la industria
plástica y Manejo, aprovechamiento y disposición de residuos plásticos
post-consumo. 2004. Bogotá, D. C. Colombia. Recuperado de
http://www.siame.gov.co/siame/documentos/Guias_Ambientales/Gu%C3%A
Das%20Resoluci%C3%B3n%201023%20del%2028%20de%20julio%20de
%202005/INDUSTRIAL%20Y%20MANUFACTURERO/Guias%20ambiental
es%20sector%20pl%C3%A1sticos.pdf
(21) Ministerio de Ambiente y Desarrollo Territorial, Acoplasticos. Guías
ambientales. Principales procesos básicos de transformación de la industria
plástica y Manejo, aprovechamiento y disposición de residuos plásticos
post-consumo. 2004. Bogotá, D. C. Colombia. Recuperado de
73
http://www.siame.gov.co/siame/documentos/Guias_Ambientales/Gu%C3%A
Das%20Resoluci%C3%B3n%201023%20del%2028%20de%20julio%20de
%202005/INDUSTRIAL%20Y%20MANUFACTURERO/Guias%20ambiental
es%20sector%20pl%C3%A1sticos.pdf
(22) Martínez Barrera G., Hernández Zaragoza J. B., López Lara T.
Menchaca Campos C. (2015). Materiales sustentables y reciclados en la
construcción. Omnia Sciencie. Recuperado de
https://books.google.es/books?id=JI4wBwAAQBAJ&printsec=frontcover&dq
=impacto+ambientales+pet+en+colombia&hl=es&sa=X&ved=0ahUKEwjAr5
vdzYjMAhWCGB4KHUFxAUQQ6AEIIDAB#v=onepage&q&f=true
(23) Martínez Barrera G., Hernández Zaragoza J. B., López Lara T.
Menchaca Campos C. (2015). Materiales sustentables y reciclados en la
construcción. Omnia Sciencie. Recuperado de
https://books.google.es/books?id=JI4wBwAAQBAJ&printsec=frontcover&dq
=impacto+ambientales+pet+en+colombia&hl=es&sa=X&ved=0ahUKEwjAr5
vdzYjMAhWCGB4KHUFxAUQQ6AEIIDAB#v=onepage&q&f=true
(24) Ramos del valle L. F. (2012). Extrusión de plásticos. Principios
básicos. México. Limusa.
(25) Gaviria Vergara F. E., Iguaran Campo V. J. Estudio de factibilidad
para el montaje de una planta recicladora de Tereftalato de polietileno
(PET) para fabricar láminas de plástico reciclado para divisiones y
elementos de oficinas en la ciudad de Maicao – la guajira. (Tesis de grado)
Universidad de San buenaventura. Recuperado de
http://bibliotecadigital.usbcali.edu.co/jspui/bitstream/10819/2864/1/Estudio
%20de%20factibilidad%20para%20montaje_Gaviria_2015.pdf
(26) Ramos del valle L. F. (2012). Extrusión de plásticos. Principios
básicos. México. Limusa.
74
(27) Blázquez D., Del Olmo M. (2012). Fabricación de productos de
plástico CNAE 22.2 Manual de eficiencia energética para pymes. Centro de
eficiencia de energética. Gas Natural Fenosa. Recuperado de
http://docplayer.es/11499743-Manual-de-eficiencia-energetica-para-pymes-
cnae-22-2.html
(28) Ramos del valle L. F. (2012). Extrusión de plásticos. Principios
básicos. México. Limusa.
(29) Morton Jones D. H. (1999). Procesamiento de los plásticos. Limusa.
pág. 35.
(30) Morton Jones D. H. (1999). Procesamiento de los plásticos. Limusa.
pág. 38.
(31) Duran Flores U. H. (2013). Diseño de una recicladora de PET.
Estrategias de suministro para su formulación. Recuperado de
https://books.google.com.co/books?id=YvQTAgAAQBAJ&pg=PA46&dq=im
pactos+ambientales+pet&hl=es-
419&sa=X&redir_esc=y#v=onepage&q=impactos%20ambientales%20pet&
f=true
75
ANEXOS
ANEXO 1. Encuesta realizada al docente Edwin Bulla.
1. ¿Conoce usted el laboratorio plásticos y polímeros?
Si, lo conozco
2. ¿Si la respuesta fue si, ha realizado alguna practica en el laboratorio de
plásticos y polímeros de la universidad distrital francisco José de caldas facultad
tecnológica?
Si realice alguna práctica en el equipo de extracción con el que cuenta el
laboratorio
3. ¿Cree usted importante el conocimiento de tratamiento de materiales como
los plásticos en los proyectos curriculares de la universidad distrital francisco José
de caldas facultad tecnológica?
Si es de una gran importancia, ya que, en la actualidad, los plásticos son un gran
problema medio ambiental al cual nos estamos enfrentado debido a su
degradación puede durar cientos de años por lo cual se están contaminando las
fuentes hídricas de muchos lugares en el mundo y a su vez, por lo cual a partir de
un laboratorio de plástico se podría realizar algunas investigaciones en el tema y
poder contribuir a este tema de gran importancia en el mundo.
4. ¿Ve usted la viabilidad de poder generar polímeros de alta calidad con
polímeros netamente reciclados?
Pues el laboratorio serviría para desarrollar proyectos de investigación dirigidos a
este tema, por lo cual la importancia de realizar el montaje y adaptar un buen
laboratorio de plásticos.
5. ¿Qué tan optima es la utilización del laboratorio de polímeros y plásticos de
la universidad distrital francisco José de caldas facultad tecnológica?
Por el momento no es muy óptima debido a que no cuentan con una catalogación
como laboratorio de plásticos, además debe realizarse alguna inversión en el tema
de equipos que permitieran realizar prácticas que permitan evidenciar la
importancia de los plásticos, sus utilizaciones y la reciclibilidad que pueden tener
estos materiales.
76
6. ¿Integraría usted el laboratorio de polímeros plásticos reciclados a su
temática de clase?
Si, lo integraría, ya que imparto de la catedra de materiales industriales y uno de
los temas a tratar en los tópicos son los polímeros, por lo cual se podría realizar
algunas prácticas y pruebas a este tipo de materiales.
7. ¿Utilizaría usted preformas de PET reciclado para sus clases de
mecanizado?
Si sería conveniente ya que, en el sector industrial, muchos dispositivos son
elaborados en plásticos lo cual permitirá que procesos de mecanizado se
empleara.
8. ¿Cree posible el reciclaje de plástico más de 3 o 4 veces?
Si es posible, pero para esto requiere de un buen desarrollo e investigación en el
cual se puedan tener las propiedades químicas, físicas y mecánicas dependiendo
de la aplicación a la cual están dirigidos estos plásticos reciclados
9. ¿Qué recomendaría para el laboratorio de polímeros?
La compra de instrumentos que permitan realizar la medición de las propiedades
mecánicas, químicas y físicas de los materiales plásticos, realizar la compra de
equipos que permitan realizar experimentación para el proceso de producción de
productos elaborados en plásticos. (Inyectora de plásticos, etc.)
10. ¿Estaría usted interesado en desarrollar proyectos de innovación e
investigación?
Si, como lo he mencionado anteriormente es un buen campo de investigación que
podría aportan con grandes posibilidades en el sector industrial.
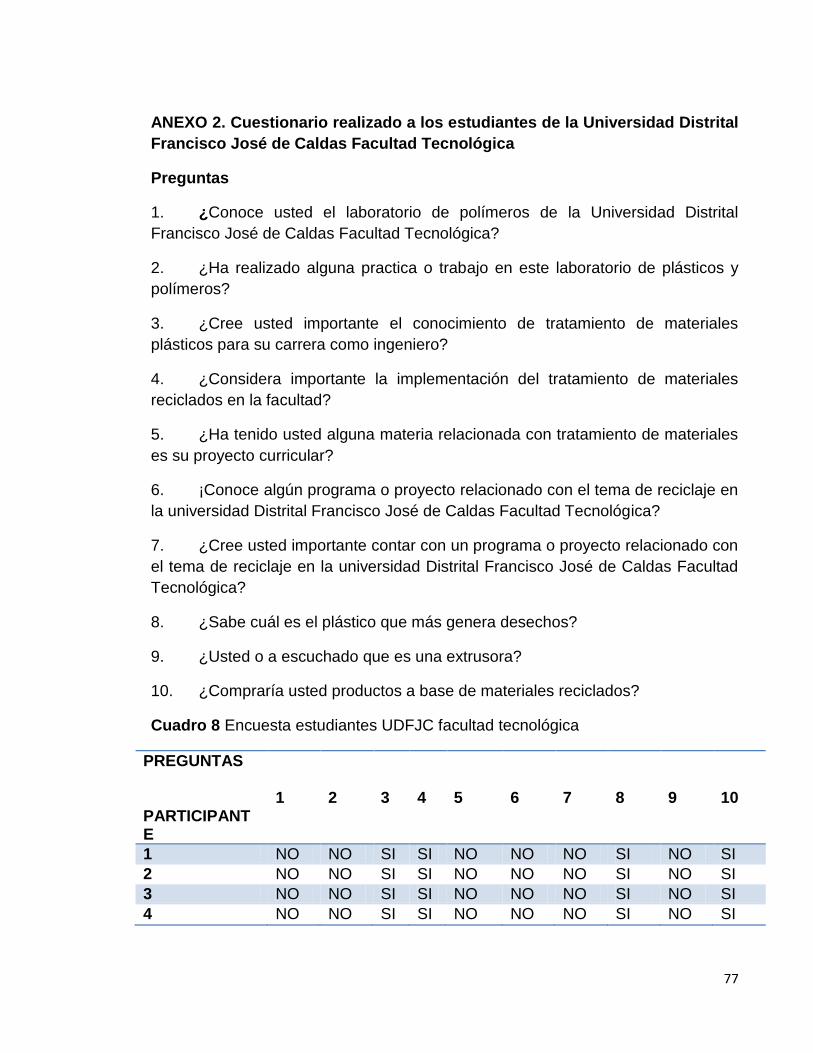
77
ANEXO 2. Cuestionario realizado a los estudiantes de la Universidad Distrital
Francisco José de Caldas Facultad Tecnológica
Preguntas
1. ¿Conoce usted el laboratorio de polímeros de la Universidad Distrital
Francisco José de Caldas Facultad Tecnológica?
2. ¿Ha realizado alguna practica o trabajo en este laboratorio de plásticos y
polímeros?
3. ¿Cree usted importante el conocimiento de tratamiento de materiales
plásticos para su carrera como ingeniero?
4. ¿Considera importante la implementación del tratamiento de materiales
reciclados en la facultad?
5. ¿Ha tenido usted alguna materia relacionada con tratamiento de materiales
es su proyecto curricular?
6. ¡Conoce algún programa o proyecto relacionado con el tema de reciclaje en
la universidad Distrital Francisco José de Caldas Facultad Tecnológica?
7. ¿Cree usted importante contar con un programa o proyecto relacionado con
el tema de reciclaje en la universidad Distrital Francisco José de Caldas Facultad
Tecnológica?
8. ¿Sabe cuál es el plástico que más genera desechos?
9. ¿Usted o a escuchado que es una extrusora?
10. ¿Compraría usted productos a base de materiales reciclados?
Cuadro 8 Encuesta estudiantes UDFJC facultad tecnológica
PREGUNTAS PARTICIPANTE
1 2 3 4 5 6 7 8 9 10
1 NO NO SI SI NO NO NO SI NO SI
2 NO NO SI SI NO NO NO SI NO SI
3 NO NO SI SI NO NO NO SI NO SI
4 NO NO SI SI NO NO NO SI NO SI
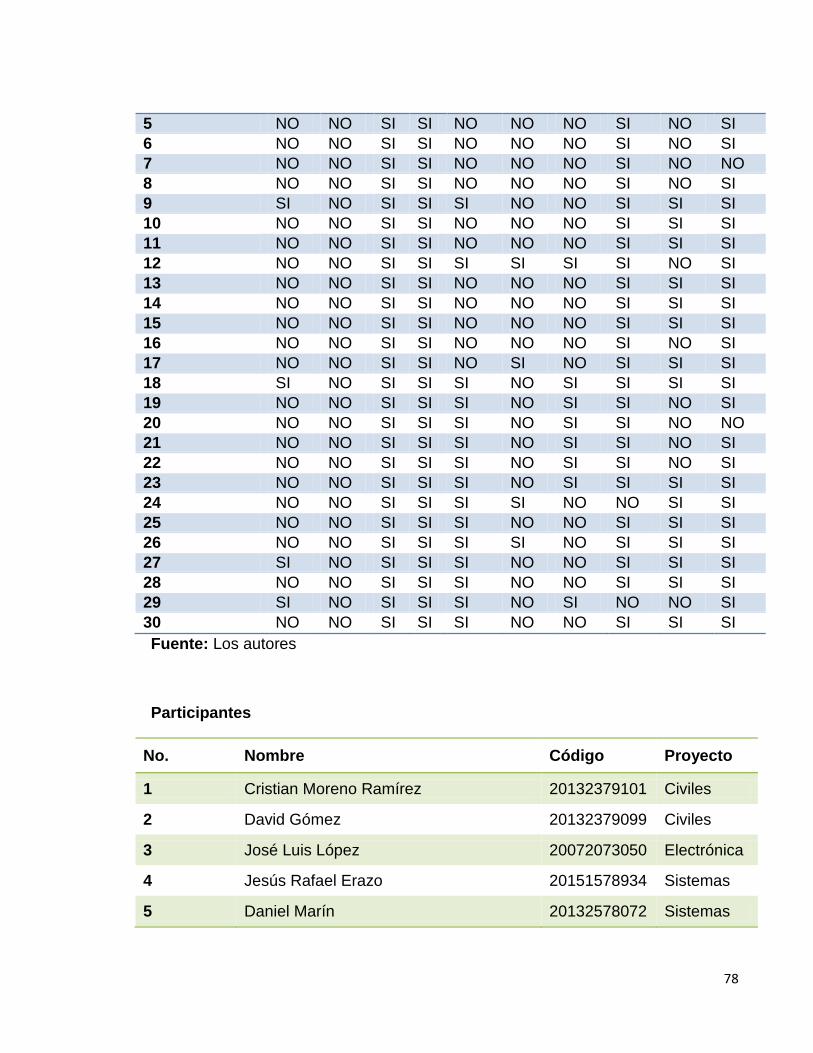
78
5 NO NO SI SI NO NO NO SI NO SI
6 NO NO SI SI NO NO NO SI NO SI
7 NO NO SI SI NO NO NO SI NO NO
8 NO NO SI SI NO NO NO SI NO SI
9 SI NO SI SI SI NO NO SI SI SI
10 NO NO SI SI NO NO NO SI SI SI
11 NO NO SI SI NO NO NO SI SI SI
12 NO NO SI SI SI SI SI SI NO SI
13 NO NO SI SI NO NO NO SI SI SI
14 NO NO SI SI NO NO NO SI SI SI
15 NO NO SI SI NO NO NO SI SI SI
16 NO NO SI SI NO NO NO SI NO SI
17 NO NO SI SI NO SI NO SI SI SI
18 SI NO SI SI SI NO SI SI SI SI
19 NO NO SI SI SI NO SI SI NO SI
20 NO NO SI SI SI NO SI SI NO NO
21 NO NO SI SI SI NO SI SI NO SI
22 NO NO SI SI SI NO SI SI NO SI
23 NO NO SI SI SI NO SI SI SI SI
24 NO NO SI SI SI SI NO NO SI SI
25 NO NO SI SI SI NO NO SI SI SI
26 NO NO SI SI SI SI NO SI SI SI
27 SI NO SI SI SI NO NO SI SI SI
28 NO NO SI SI SI NO NO SI SI SI
29 SI NO SI SI SI NO SI NO NO SI
30 NO NO SI SI SI NO NO SI SI SI
Fuente: Los autores
Participantes
No. Nombre Código Proyecto
1 Cristian Moreno Ramírez 20132379101 Civiles
2 David Gómez 20132379099 Civiles
3 José Luis López 20072073050 Electrónica
4 Jesús Rafael Erazo 20151578934 Sistemas
5 Daniel Marín 20132578072 Sistemas
79
6 Omar Sepúlveda 20152773442 Electrónica
7 Bryan Mendoza 20141578056 Sistemas
8 Jahn Delgado 20102072026 Eléctrica
9 Diego Martínez 20131077112 Industrial
10 John Jairo Bernal 20132578364 Sistemas
11 Iván Gustavo Pinzón 20111078089 Sistemas
12 Steffi Gallego 20132077105 Industrial
13 Andrés Andrade 20102073080 Electrónica
14 Alejandro Moncada 20122073080 Electrónica
15 Alejandro Alfonso 20122073033 Electrónica
16 Leandro García 20092073083 Electrónica
17 Luis Banquera 20122073213 Electrónica
18 Luz Aguirre 20122077071 Industrial
19 Andrés Pimentel 20122077402 Industrial
20 Jonathan Marmolejo 20131077096 Industrial
21 Karen Riaño 20131077013 Industrial
22 Heidi Molina 20112077116 Industrial
23 Angie Marín 20132077103 Industrial
24 Camilo Barreto 20141374062 Mecánica
25 Kevin Alsejin Vargas 20102074087 Mecánica
26 Néstor Marín 20102074077 Mecánica
27 Kevin Rodríguez Orozco 20132079047 Civiles
28 Sandra Aponte 20121077089 Industrial
29 Manuel Baquero 20121077045 Industrial
30 Johan Mendivelso 20112079037 Civiles
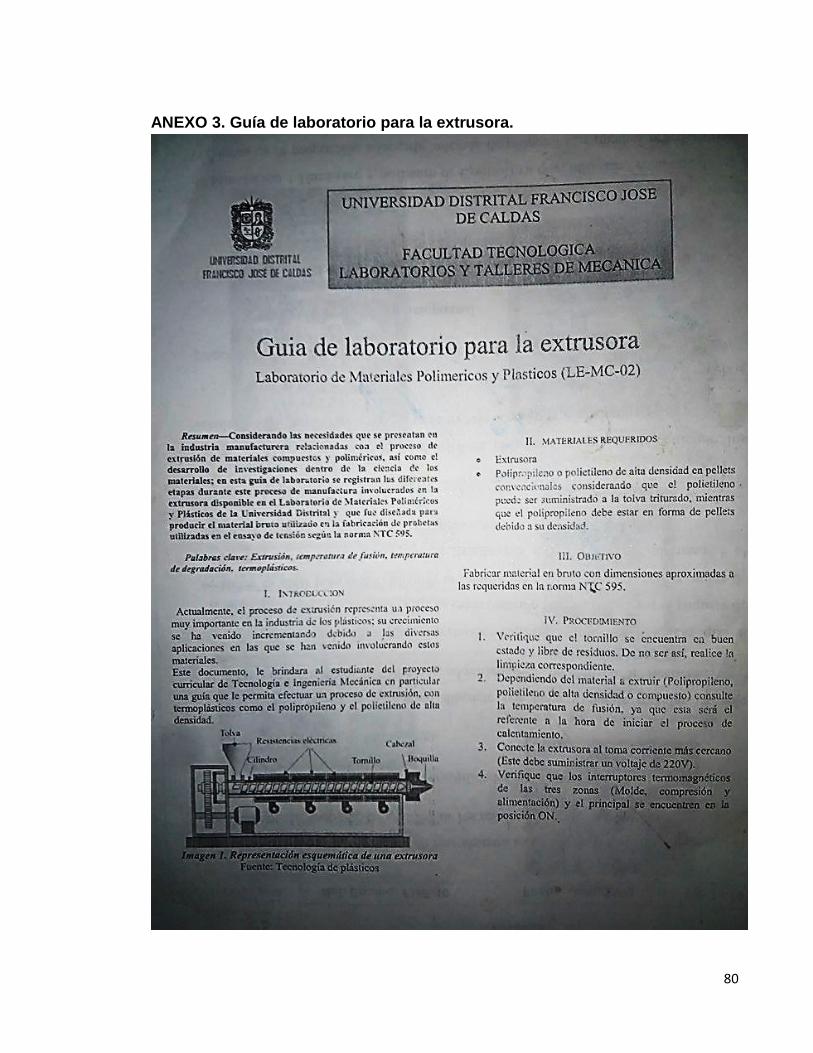
80
ANEXO 3. Guía de laboratorio para la extrusora.
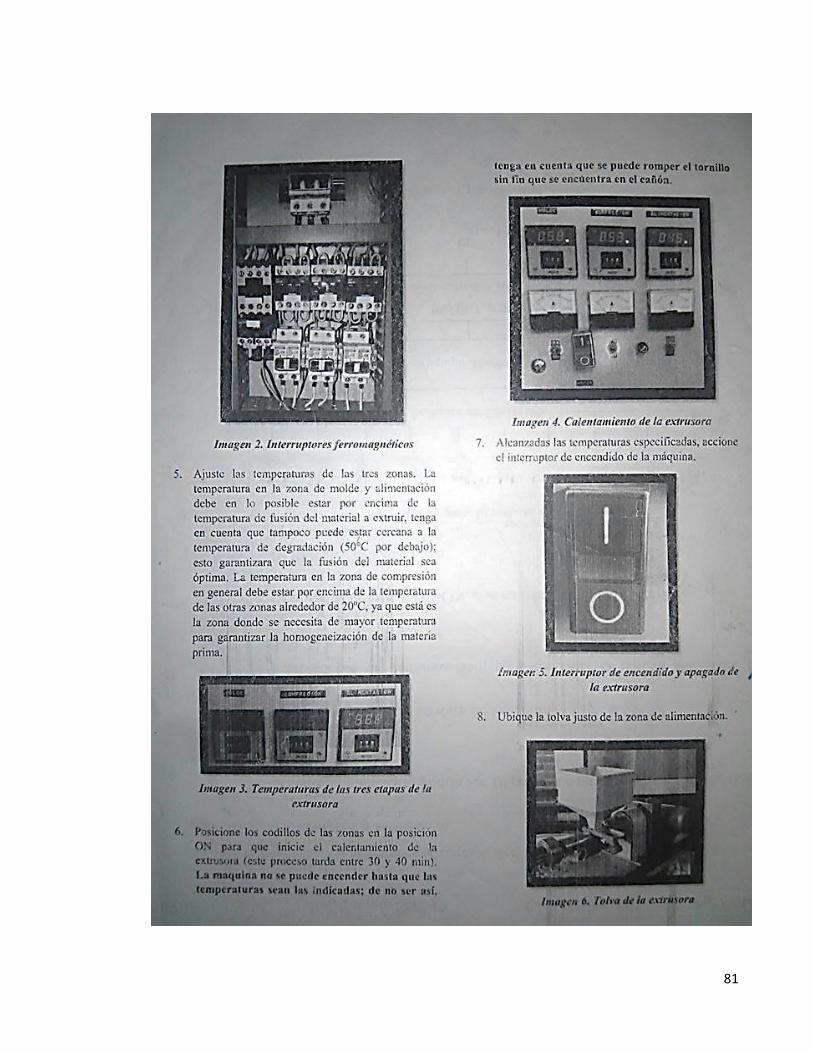
81
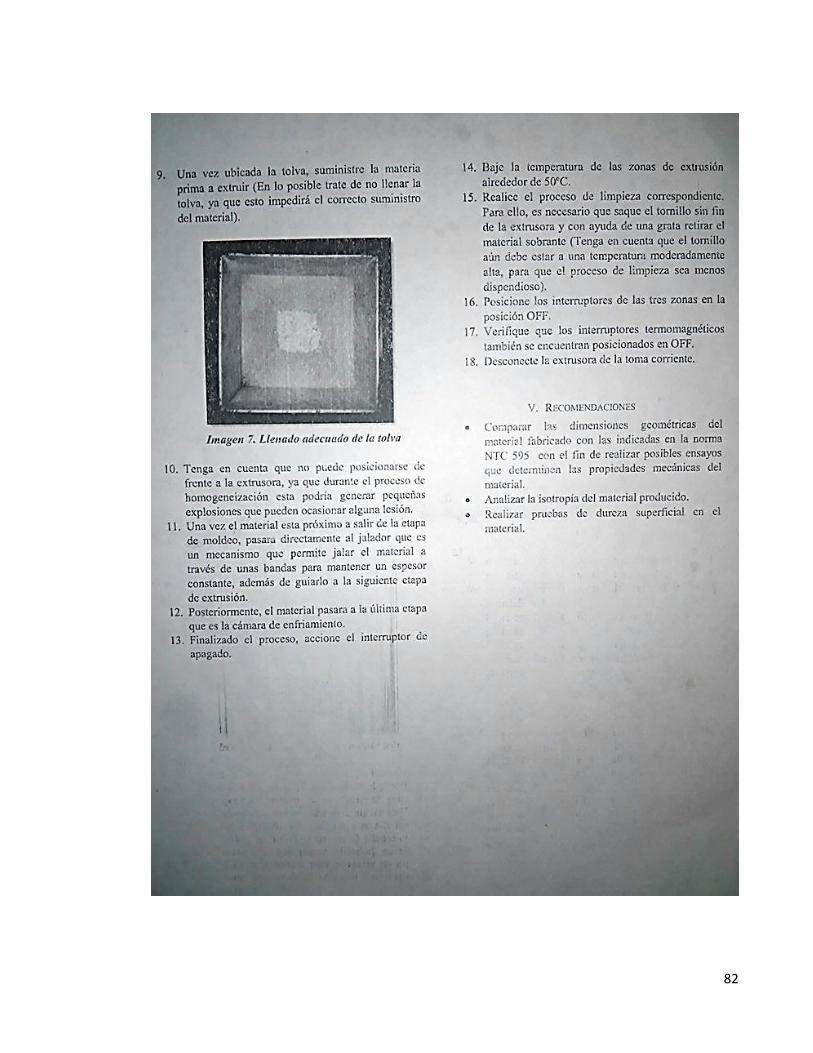
82

83
ANEXO 4. Cotización trituradora
MODELO: VMWT2260
TRITURADORA
ESPECIFICACIONES
POTENCIA DE MOTOR: 20 HP ABERTURA DE ENTRADA: 500 X 600 MM CUCHILLAS: 26 MM TRABAJO: 400 MM DIMENSIONES: 1500 X 990 X 1540 MM PESO: 1,500 KGS. SISTEMA ELÉCTRICO: A ELECCIÓN DEL CLIENTE
PRECIO CIF. PTO BUENAVENTURA, COLOMBIA................…US$ 18,900.00
Términos de Ventas
DESPACHO. -En 60 a 90 días de recibido orden de compra con 40% de depósito
inicial mediante transferencia bancaria, y balance del 60% mediante transferencia
o carta de crédito confirmada e irrevocable pagadera a presentación de
documentos de embarque.
GARANTÍA. - De un año en elementos mecánicos y 180 días en componentes
eléctricos.
INSTALACIÓN. - Los Gastos de Instalación corren por cuenta del comprador y/o a
tratar.
VALIDEZ. - Esta cotización es válida por 30 (treinta) días.
84
DATOS BANCARIOS. - Transferir a ASIAN MACHINERY USA:
CITIBANK, F.S.B.
8750 DORAL BLVD.
DORAL, FL 33178
NÚMERO DE CUENTA: 3200521573
NÚMERO DE ABA: 266086554 NÚMERO SWIFT: CITIUS33
ANEXO 5. Cotización molino
COTIZACIÓN MOLINO DESTRUCTOR.
Soacha Cundinamarca
28 de marzo de 2016
Diana Mendieta
Ing. Industrial
A continuación, le envío cotización y especificaciones del molino.
Puede ser usado para cualquier tipo de resina plástica como: PE, PP, PET, PVC,
PS, PC, ABS, tortas pequeñas de 8Cm. X 8 Cm. Aprox., etc.
DESCRIPCION TECNICA:
CAJA DE CUCHILLAS: fabricada en lámina de ¾” de espesor para una mayor
resistencia e insonorización.
MASA DE MOLIDO: Eje fabricado en acero 4340 de diámetro de 3”, montado
sobre chumaceras de pedestal juegos de dos (2) cuchillas rotatorias tipo
Caterpillar de fácil consecución y dos (2) fijas de 50 cm aprox. de largas para
mayor contacto con el material. El soporte de las cuchillas fijas lleva una
inclinación de veinte grados (20°) para corte tijera.
85
DESCRIPCION GENERAL:
CUCHILLAS: Son dos (2) cuchillas giratorias y Dos (2) cuchillas fijas.
CRIBA: Una criba con perforaciones de 1 cm para granos finos con hueco cónico
para evitar el taponamiento de los agujeros en lámina de ½” con perforación tipo
colmena que permite mayor cantidad de agujeros para mayor rendimiento.
TOLVA DE ALIMENTACION TIPO PELICANO: En lámina de ¼” con una trampa
en la parte interna para evitar fugas de molidos por la entrada de la tolva.
TOLVA DE SALIDA: En lámina de ¼”
BASE DEL MOLINO: Hecha en ANGULO DE 4” X ¼”, con diseño ergonómico
MOTOR: De 20 HP, trifásico a 1800rpm
Soldado en su totalidad con electrodo 70 18
NOTA: El molino se entrega totalmente terminado con toda la tornillería grado 8
cuchillas. Pintado con anticorrosivo y terminado con esmalte
El molino es nuevo se encuentra listo para entregar; el transporte del molino corre
por cuenta del comprador.
El peso total del molino es de 750 kilos aproximadamente.
VALOR DEL EQUIPO:
Trece Millones de pesos m/c (13’000.000)
En este momento tengo listo un molino para entregar.
ATT: CARLOS ENRIQUE VARGAS ANGARITA
CEL: 316 330 01 83
Tel: 7812125

86
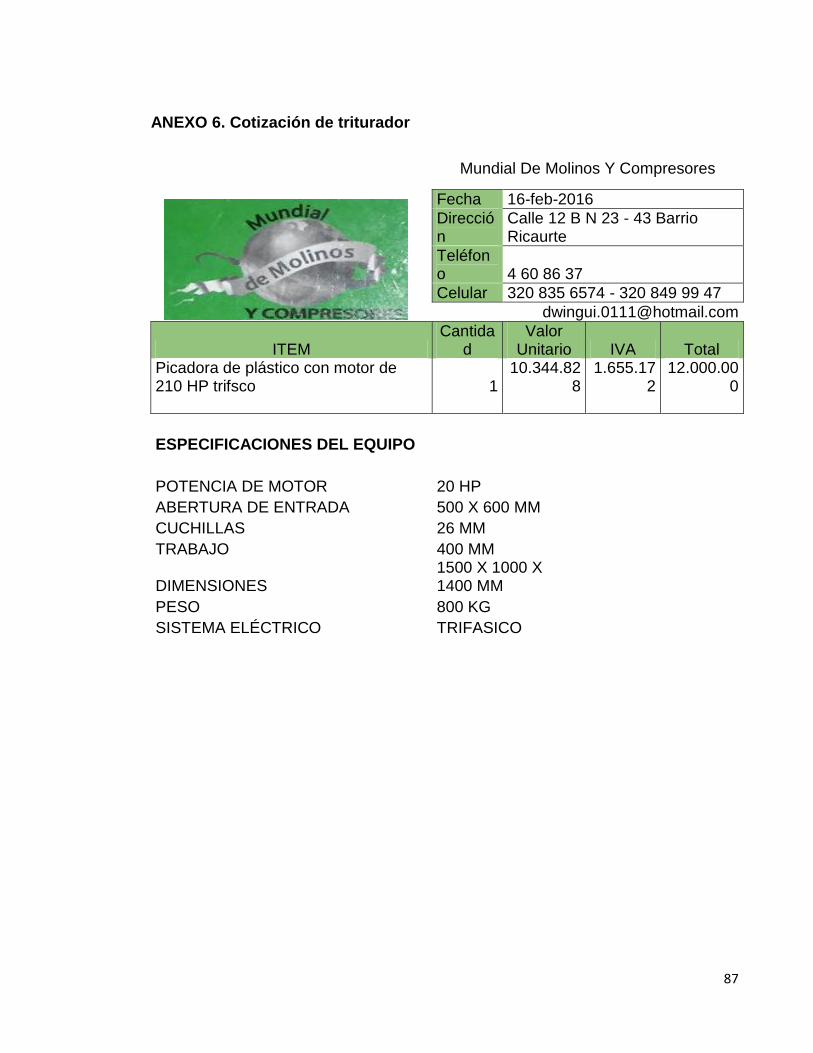
87
ANEXO 6. Cotización de triturador
Mundial De Molinos Y Compresores
Fecha 16-feb-2016
Dirección
Calle 12 B N 23 - 43 Barrio Ricaurte
Teléfono 4 60 86 37
Celular 320 835 6574 - 320 849 99 47
ITEM Cantida
d Valor
Unitario IVA Total Picadora de plástico con motor de 210 HP trifsco 1
10.344.828
1.655.172
12.000.000
ESPECIFICACIONES DEL EQUIPO
POTENCIA DE MOTOR 20 HP ABERTURA DE ENTRADA 500 X 600 MM CUCHILLAS 26 MM TRABAJO 400 MM
DIMENSIONES 1500 X 1000 X 1400 MM
PESO 800 KG SISTEMA ELÉCTRICO TRIFASICO

88
ANEXO 7. Cotización Calibrador
DDESCRIPCION Cantidad Valor Unitario IVA Total Calibrador P/Rey de 6 pulgadas 2 25.862 4.138 60.000
Calibrador Pie de Rey, de 15 cm de largo para tomar medidas de longitud/diámetro tres medidas: afuera, adentro, y profundidad. Los resultados pueden ser vistos en pulgadas o en milímetros, Hecho en acero inoxidable duradero, resistente al ácido o la fibra fuerte compuesta de carbón.
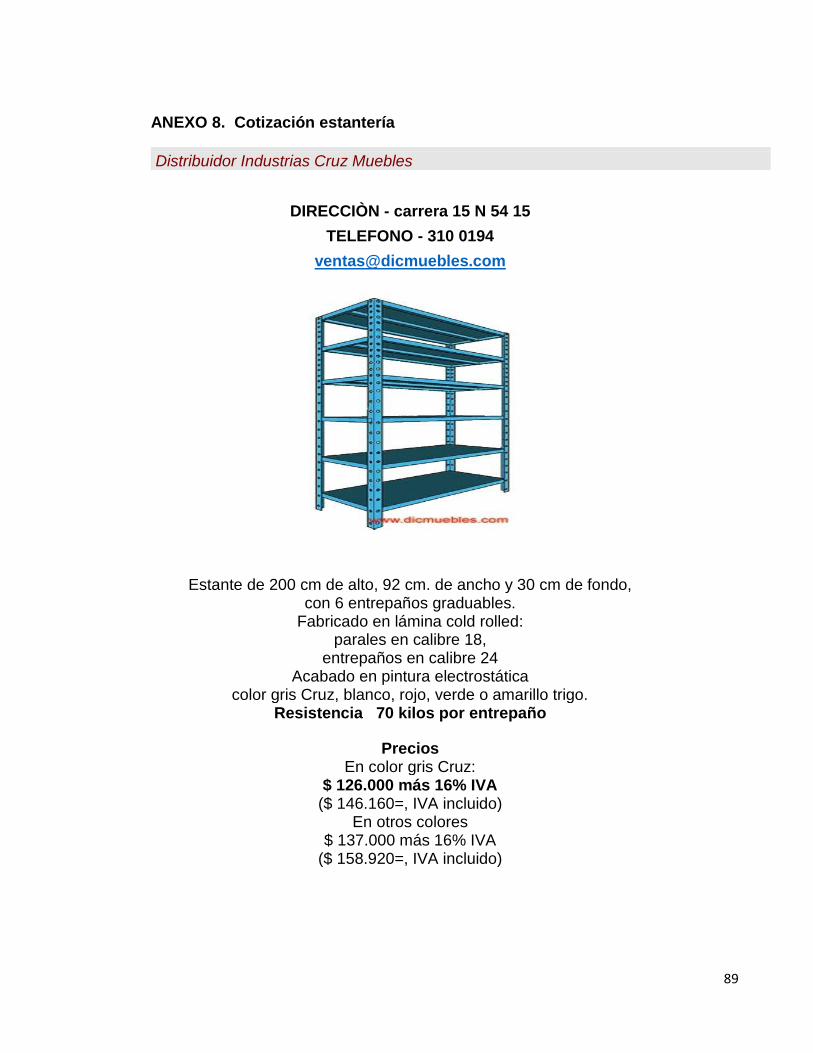
89
ANEXO 8. Cotización estantería
Distribuidor Industrias Cruz Muebles
DIRECCIÒN - carrera 15 N 54 15
TELEFONO - 310 0194 [email protected]
Estante de 200 cm de alto, 92 cm. de ancho y 30 cm de fondo, con 6 entrepaños graduables. Fabricado en lámina cold rolled: parales en calibre 18, entrepaños en calibre 24 Acabado en pintura electrostática color gris Cruz, blanco, rojo, verde o amarillo trigo. Resistencia 70 kilos por entrepaño
Precios En color gris Cruz: $ 126.000 más 16% IVA ($ 146.160=, IVA incluido) En otros colores $ 137.000 más 16% IVA ($ 158.920=, IVA incluido)

90
ANEXO 9. Cotización lavadero
Cra 38 No 10-90 Local 10-71, Zona Industrial, Bogotá D.C.
Articulo Cantidad Valor
Unitario IVA Total
Lavaplatos Poceta Derecha 1 157.069 25.131 182.200
Lavaplatos Poc Derecha Mesón de sobreponer Medidas: 1000 X 50 cm Sp A-430 Es 0.6 No incluye grifería ni accesorios.
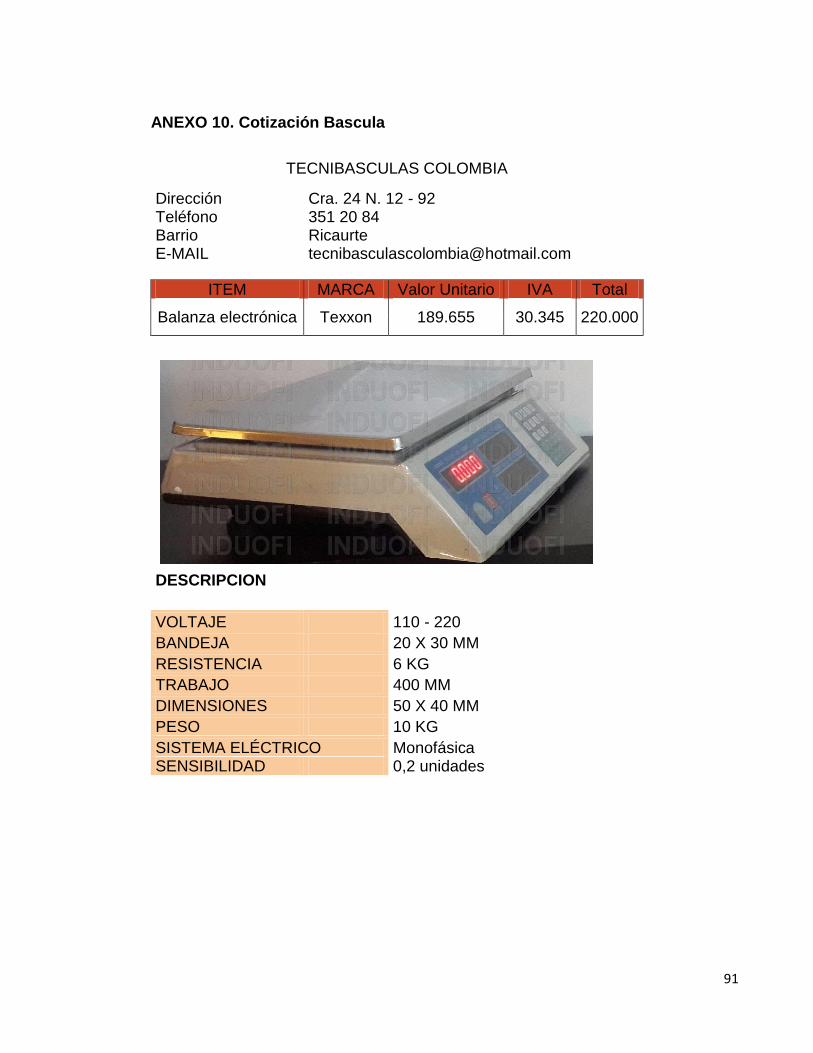
91
ANEXO 10. Cotización Bascula
TECNIBASCULAS COLOMBIA
Dirección Cra. 24 N. 12 - 92 Teléfono 351 20 84 Barrio Ricaurte E-MAIL [email protected]
ITEM MARCA Valor Unitario IVA Total
Balanza electrónica Texxon 189.655 30.345 220.000
DESCRIPCION
VOLTAJE 110 - 220 BANDEJA 20 X 30 MM
RESISTENCIA 6 KG TRABAJO 400 MM DIMENSIONES 50 X 40 MM
PESO 10 KG SISTEMA ELÉCTRICO Monofásica
SENSIBILIDAD 0,2 unidades
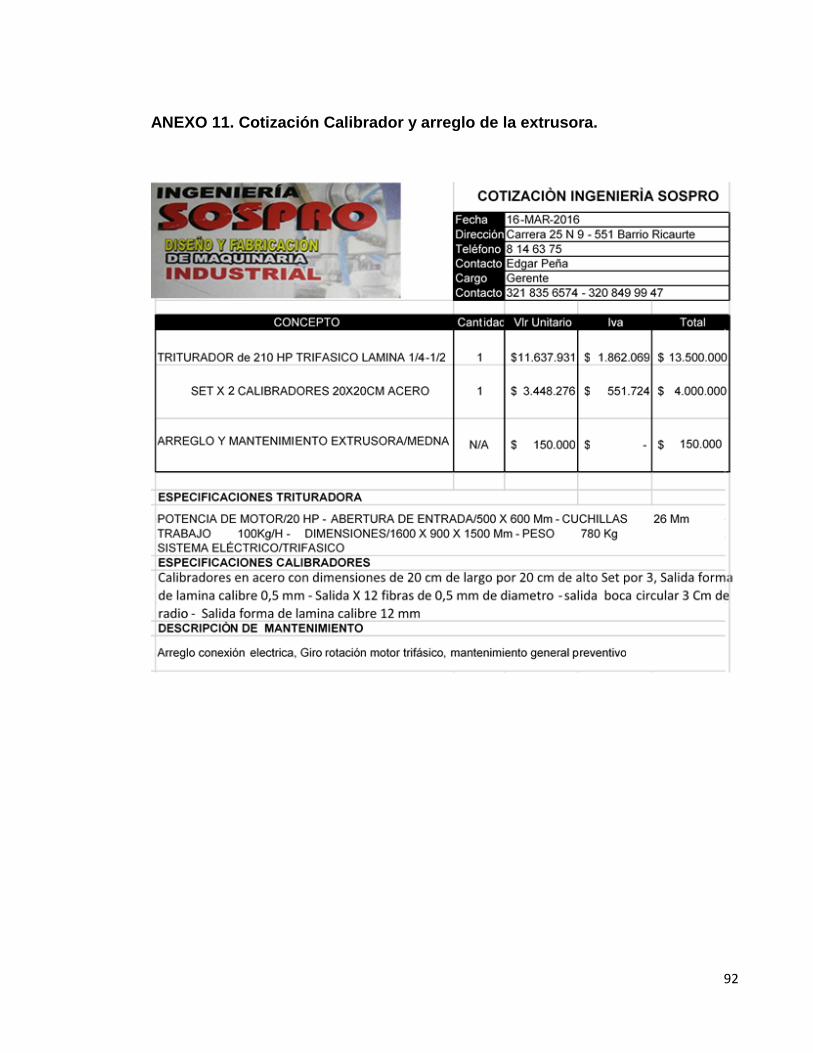
92
ANEXO 11. Cotización Calibrador y arreglo de la extrusora.