cuadro de 10 x 15 cm - ceduc.cl.pdf · superficie con corte y ranura. partículas abrasivas duras y...
TRANSCRIPT
Capacitación – FINSAMaterial del Estudiante
Espacio para Imágenes
Cuadro de 10 X 15 cm
ANÁLISIS DE FALLAS 1
MODULO DESGASTE.
CÓDIGO DEL CURSO
DEPARTAMENTO DE DESARROLLO PROFESIONAL FINNING SUDAMÉRICA

Capacitación – FINSAMaterial del Estudiante
DESGASTE.
Objetivos. La finalidad de este módulo es darle los conocimientos necesarios para analizar fallas debidas a desgaste, encontrar la causa del desgaste y seleccionar la acción correctiva adecuada. Es muy importante que estas tareas se hagan correctamente para evitar que se repitan fallas que pueden resultar muy caras. Se define el desgaste como la perdida progresiva de material de la superficie debida al movimiento relativo y al contacto entre superficies. Los distintos productos tienen muchos componentes que se desgastan al hacer su trabajo, lo que hace necesario reemplazar esos componentes periódicamente. Algunas piezas, como por ejemplo las herramientas de penetración del suelo, trabajan en condiciones de desgaste muy serio y tienen un promedio corto de vida útil. Las piezas que se encuentran dentro de las maquinas, están protegidas y se desgastan mas lentamente. Pero cuando las condiciones de trabajo o del medio ambiente son anormales, las tasas de desgaste aumentan. Es posible que haya que reemplazar algunos componentes antes de que hayan alcanzado la vida útil esperada. Si se conoce cual es la condición anormal que ha producido el desgaste, se podrá a anticipar al cambio de las piezas que han sufrido daño. Pero frecuentemente se tendrá que observar las piezas y descubrir, a partir de esa observación, cual ha sido la condición anormal que ha producido el desgaste acelerado. El análisis de desgaste será más fácil si el operador esta familiarizado con la maquina y sus aplicaciones, su funcionamiento y mantenimiento. Esta familiaridad hace que el operador este al tanto del posible efecto de las condiciones de trabajo y permite entender los requisitos de operación y las practicas de mantenimiento. Técnicas adecuadas de análisis de desgaste. Un buen análisis de desgaste requiere observar, anotar y pensar utilizando los datos, los pasos 3 y 4 de los ocho pasos del análisis practican de fallas. Cinco conceptos básicos de análisis de desgaste. La tarea será más fácil si se sigue el procedimiento adecuado de análisis de desgaste: Observar las características de la superficie. Identificar el tipo de desgaste. Observar donde ocurre el desgaste. Hacer una lista de las condiciones que puedan causar el desgaste. Determinar que hacer a continuación para obtener mas información.
1

Capacitación – FINSAMaterial del Estudiante
Características de la superficie. Obtenga información acerca de las características de la superficie. Observe y anote la textura, el color, la forma, el tamaño y cualquier pequeño detalle que pueda observarse con magnificación y buena iluminación. Tipo de desgaste. Identificar el tipo de desgaste. Las características de la superficie pueden ayudar a identificar el tipo de desgaste, por que cada tipo de desgaste produce características de superficie especificas. Ubicación del desgaste. Identificar donde ha ocurrido el desgaste. ¡Estaba descentrado?. ¿Ocurrió en superficies que no deberían estar en contacto?.Estos detalles ayudaran a determinar si el problema se debe a cuestiones de carga, alineación, espacio libre o lubricación. Se trata de reducir la lista de causas posibles al numero más pequeño posible de causas básicas. Condiciones que pueden haber facilitado el desgaste. Enumerar las condiciones que pueden haber hecho posible las características de la superficie, el tipo de desgaste y la ubicación del desgaste que se ha observado. ¿Qué hacer a continuación? Enumerar las condiciones que pueden haber facilitado el desgaste y decidir cuales son las más probables y cuales son menos probables. Basándose en los datos de desgaste que se han observado, ¿cuál de estas condiciones explicaría la mayoria de los datos?... esta será la condición más probable. La condición menos probable será la que explique el numero más pequeño de datos observados. El paso siguiente es investigar la condición que se ha determinado como más probable.
2
Capacitación – FINSAMaterial del Estudiante
Siete tipos normales de desgaste. Hay siete tipos normales de desgaste que explican la gran mayoria de las fallas por desgaste anormal. Estos siete tipos de desgaste anormal son: Abrasión Adhesión. Erosión. Erosión por cavitación. Corrosion. Corrosion por fratamiento. Fatiga de material por tensión de contacto. La abrasión explica la mayoria de los casos de fallas por desgaste anormal, mientras que la adhesión es el tipo de desgaste que progresa con mayor rapidez. Cada tipo de desgaste desarrolla sus propias características superficiales, lo que ayudara a identificarlo. Al realizar el análisis de desgaste se debe preguntar: ¿qué tipo de desgaste existen más importante, que lo ha producido?
3

Capacitación – FINSAMaterial del Estudiante
DESGASTE TIPO ABRASIVO.
El desgaste abrasivo puede imaginarse como una acción de corte. Las superficies dañadas como resultado de desgaste abrasivo son cortadas, acanaladas o ranuradas. Si existe una capa de lubricante, se podra eliminar o reducir la producción de calor y el desgaste de la superficie. En el desgaste abrasivo entre dos cuerpos, dos superficies se deslizan una contra otra. En el desgaste abrasivo entre tres cuerpos, partículas quedan atrapadas entre dos superficies que están en movimiento. Abrasión entre dos cuerpos. Si dos superficies se deslizan una contra otra se dice que existe desgaste abrasivo entre dos cuerpos. Los puntos salientes de una de las superficies frotaran y cortaran la otra superficie como resultado del deslizamiento relativo entre las superficies. Al comienzo de este tipo de desgaste, el calor producido en los puntos de contacto es eliminado por las capas de lubricante o por conducción al resto de las piezas.
4

Capacitación – FINSAMaterial del Estudiante
Abrasión entre tres cuerpos. Si partículas abrasivas quedan atrapadas entre dos superficies que se mueven, se dice que existe desgaste abrasivo entre tres cuerpos. Como las partículas atrapadas pueden rodar y deslizarse, en muchos casos se observa menos daño que en el caso de abrasión entre dos cuerpos. Las superficies pueden sufrir cortes, acanalados, golpes o incrustaciones. En algunos casos, el acanalamiento produce residuos secundarios que causan mas desgaste abrasivo y perturban la superficie. Partículas abrasivas. Partículas abrasivas son partículas de cualquier tipo o tamaño que sean tan duras o más duras que la superficie que se desgasta. Suelen ser partículas de material abrasivo de discos de esmerilar, partículas de pintura, polvo, arena, suciedad y virutas de metal.
5

Capacitación – FINSAMaterial del Estudiante
CARACTERÍSTICAS DE LA SUPERFICIE.
Las características de la superficie producidas por el desgaste abrasivo varían dependiendo de las condiciones abrasivas existentes. Superficies pulidas, superficies satinadas y superficies con cortes y ranuras son causadas por tipos distintos de partículas. Superficie pulida. Partículas abrasivas pequeñas y duras, como partículas de polvo, pueden entrar en la mayoria de los sistemas y producen cortes y arañazos finos que dejan una apariencia pulida. Superficie satinada. Partículas abrasivas duras un poco mas grandes, como partículas de arena fina, producen cortes y arañazos mas grandes y dejan un acabado superficial satinado o un aspecto mate.
6

Capacitación – FINSAMaterial del Estudiante
Superficie con corte y ranura. Partículas abrasivas duras y grandes, como partículas grandes de arena o partículas residuales de maquinado, pueden producir arañazos y ranuras profundas. Melladuras o abolladuras. Si faltan partículas incrustadas de los agujeros, es una indicación de que se continuo la operación después que las partículas se incrustarán, por lo que se rompen y se mueven de su sitio. Si las superficies son duras, las partículas normalmente no se incrustan pero pueden causar melladuras o abolladuras.
7

Capacitación – FINSAMaterial del Estudiante
Partículas incrustadas. Es importante notar la secuencia temporal del daño. Cortes y arañazos pueden ocurrir encima de las zonas incrustadas o puede ocurrir incrustamiento encima de arañazos. Si continua la operación después de haberse incrustado las partículas, estas pueden romperse o moverse. Ver si hay zonas en las que falten partículas incrustadas de sus agujeros. Como determinar la secuencia temporal. Si una pieza muestra que la incrustación ha ocurrido encima de los arañazos, se podra deducir que los arañazos ocurrieron antes de la incrustación.
8

Capacitación – FINSAMaterial del Estudiante
Ubicación del desgaste.
La ubicación del desgaste nos proporciona información acerca del encaje de la pieza. La ubicación del desgaste puede mostrar tambien situaciones de piezas mal alineadas, dobladas o distorsionadas, y puede indicar cómo entraron las partículas en caso de desgaste abrasivo de tres cuerpos. Encaje incorrecto. Piezas que se han montado incorrectamente, puede sufrir un contacto abrasivo excesivo de dos cuerpos en áreas de alta carga. Mala alineación. Una mala alineación puede ocasionar que la pieza se dañe y haya desprendimiento de material. Pieza doblada. Una pieza que se ha golpeado o ha tenido una mala operación sufre daños, al ser instalada en estas condiciones producirá daños en la piezas.
9

Capacitación – FINSAMaterial del Estudiante
Distorsión. A veces los dientes de engranajes se desvían debido a sobrecargas y causan que el contacto y el desgaste de produzca más rápidamente. Origen de las partículas. Con desgaste abrasivo de tres cuerpos, las partículas atrapadas pueden producir cortes y arañazos desde el punto de entrada hasta el punto de salida. Generalmente en los cojinetes tendrán los cortes abrasivos más profundos en el centro y ,menos daño hacia los extremos. Como el aceite entra por el centro del cojinete y sale por los extremos, es probable que las partículas abrasivas entren por el centro con el suministro de aceite.
10

Capacitación – FINSAMaterial del Estudiante
Condiciones que facilitan el desgaste.
Después de identificar las características de la superficie, el tipo de desgaste y su ubicación, esa información guiará a las condiciones que pueden haber hecho posible el desgaste. Abrasión de tres cuerpos. ¿Cómo identificar las partículas principales? Cuando ocurre desgaste abrasivo de tres cuerpos, es más fácil encontrar las condiciones que lo hicieron posible si se pueden identificar las partículas principales que han causado el desgaste abrasivo. Con frecuencia es necesario usar magnificación y buena iluminación para poder ver las pequeñas partículas con claridad. Partículas de aceite. Si las partículas entran en la pieza con el aceite lubricante, la pieza tendrá cortes abrasivos profundos en el centro. Si se nota este tipo de desgaste, investigar las condiciones que hicieron posible esta entrada, como problemas de limpieza de los conductos de lubricante, contaminación del sistema y el sistema de filtración. ¿Qué hacer a continuación? Después de observar las características de la superficie, el tipo de desgaste y la ubicación dónde ha ocurrido el desgaste, hacer una lista de las condiciones que hayan podido ser la causa del desgaste y ordenarlas desde las condiciones más probables de haber causado el desgaste. A continuación, reunir información acerca de la primera condición, y así sucesivamente hasta encontrar la causa del desgaste. Identificar las condiciones que hayan podido hacer posible el desgaste. Las condiciones que pueden haber causado el resalto de desgaste en un cojinete de tope de turbocompresor son : orificio o caja del turbo desigual o áspero, anillo de resorte defectuoso o instalado incorrectamente. Procedimiento. Después de observar las características de la superficie, el tipo de desgaste y la ubicación dónde ha ocurrido el desgaste, se debe decidir qué hacer a continuación para obtener más información acerca de la causa básica del desgaste abrasivo.
11

Capacitación – FINSAMaterial del Estudiante
Hacer una lista de todas las condiciones que se sena posible causa de desgaste. Ordenar esta lista de la causa más probable a la menos probable. A continuación prestar atención a la condición que se ha considerado como más probable. Si esa no es la causa, ir inmediatamente a la siguiente condición mas probable y así sucesivamente.
DESGASTE ADHESIVO.
El desgaste adhesivo comienza cuando asperezas o puntos elevados muy pequeños en superficies móviles hacen contacto entre ellos y generan calor de fricción hasta que uno de los puntos elevados se adhiere al otro y se separa de la superficie en la que estaba originalmente. Como se trata solamente de puntos muy pequeños, este proceso se llama soldadura microscópica. Si se continúa la operación de ese componente, el contacto entre las superficies aumenta y áreas más amplias pueden fundirse y adherirse. Las temperaturas de adhesión pueden alcanzarse en cuestión de segundos cuando las superficies están muy cargadas. Soldadura microscópica. Durante el desgaste adhesivo, las superficies entran físicamente en contacto y puntos elevados muy pequeños hacen contacto, generan calor y se sueldan microscópicamente. Debido a que con mucha frecuencia falta lubricante, se sigue acumulando calor hasta que se produce un fundido y una adhesión más generalizado. Soldadura microscópica. Si se permite que continúe la operación bajo condiciones severas de desgaste adhesivo, aumenta el contacto y áreas más amplias pueden fundirse y adherirse. Característica de la superficie. Entre las características de la superficie del desgaste adhesivo se encuentran: Pulido. Decoloración y adhesión. Deformación plástica. Colores de revenido. Fractura. Pulido. En las fases iniciales de desgaste adhesivo, habrá pulido de las superficies y un aumento en la reflexión de la luz. A medida que las asperezas frotan unas contra otras, se calientan, se funden microscópicamente y se separan de la superficie original, las superficies se hacen más lisas.
12

Capacitación – FINSAMaterial del Estudiante
Algo de pulido ocurre normalmente durante el uso inicial de productos nuevos. En la mayoría de los casos, las piezas no se dañan en esta fase inicial por que lo único que ocurre debido al desgaste adhesivo es que las superficies se hacen más lisas. Decoloración y adhesión. En las fases intermedias del desgaste adhesivo, se observan raspaduras, ralladuras, decoloración y adhesión. Al continuar el desgaste adhesivo, toda la superficie de contacto puede recalentarse y secciones grandes de la superficie pueden alcanzar la temperatura de fusión, adherirse y separarse de la superficie original. Deformación plástica. En las fases más avanzadas del desgaste adhesivo, se observa deformación plástica. Esto ocurre cuando se alcanzan temperaturas muy altas. Estas temperaturas son tan altas que el metal se ablanda, pierde resistencia y se deforma. Se observará un color negro de revenido, indicio de temperaturas elevadas. Colores de revenido. Cuando se alcanzan temperaturas muy altas en piezas de acero, se ven con frecuencia colores de revenido. Los colores de revenido son causados por óxidos metálicos que producen una gama de colores desde amarillo dorado a azul claro, azul oscuro, gris y negro. Fracturas. Fracturas ocurren frecuentemente como resultado del desgaste adhesivo por que la pieza ha sido debilitada por las elevadas temperaturas. Ubicación del desgaste. La ubicación del desgaste adhesivo puede dar información útil acerca de por qué ha ocurrido este tipo de desgaste. El desgaste adhesivo ocurre en las zonas de mayor contacto friccional. Pueden ser zonas de encaje muy ajustado, contacto mal alineado, cargas altas, lubricación marginal o altas temperaturas. En estas zonas las piezas se expanden cuando sube la temperatura, se reducen los espacios libres y zonas más amplias de la pieza sufren desgaste adhesivo.
13
Capacitación – FINSAMaterial del Estudiante
Condiciones que hacen posible el desgaste adhesivo. Las condiciones que hacen posible el desgaste adhesivo son: Problemas de las piezas. Problemas del montaje. Problemas de lubricación. Velocidad excesiva. Cargas excesivas. Se debe guiar por las características superficiales y por la ubicación del desgaste para seleccionar las condiciones que pueden haber estado involucradas. Problemas de piezas y montaje. Entre los problemas de piezas y de montaje se encuentran: Encaje de interferencia. Superficies rugosas. Maquinado inapropiado. Problemas de lubricación. Entre los problemas de lubricación se pueden encontrar: Bajo nivel de lubricante. Lubricante equivocado. Lubricante degradado. Lubricante demasiado caliente o frío. Conductos mal perforados o atorados. Velocidad excesiva. Se se permite que un vehículo baje una pendiente en neutral y su velocidad llega a ser excesiva, los engranajes conectados a la salida de la transmisión pueden alcanzar una velocidad excesiva. Al mismo tiempo, el suministro de aceite que puede depender de la velocidad del motor, puede ser muy bajo por que el motor está en vacío. En estas condiciones, las capas de lubricante pueden penetrarse y habrá contacto entre componentes metálicos y se producirá calor y desgaste adhesivo en los dientes de engranaje y en los cojinetes. Carga excesiva. En arrastres prolongados saliendo de las minas con cargas plenas, se fuerza que los dientes de engranajes de los mandos finales estén muy juntos. Si las cargas llegan a ser excesivas, las capas de lubricante no pueden cumplir su función y se produce contacto entre superficies metálicas y soldadura microscópica.
14

Capacitación – FINSAMaterial del Estudiante
Enumerar las condiciones que puedan haber causado el desgaste. Después de observar las características de la superficie, el tipo de desgaste y su ubicación, hay que hacer una lista de las condiciones que puedan haber causado el tipo de desgaste. En el ejemplo del vehículo que bajo la pendiente en neutral, se observo que la velocidad había llegado a ser muy alta lo que causó que la velocidad de los engranajes conectados a la salida de la transmisión fuera excesiva. Se observo, también que el suministro de aceite, que puede depender de la velocidad del motor, puede haberse reducido por que el motor estaba funcionando en vacío. Por lo tanto se identificaron las siguientes condiciones que podían haber causado el desgaste: Exceso de velocidad. Cargas excesivas. Cantidad insuficiente de lubricante. Qué hacer a continuación. Las posibles condiciones que se puedan haber seleccionado indicarán qué hacer a continuación en la búsqueda de la causa básica. Si la información acerca de los engranajes de la transmisión apunta a la posibilidad de que el bajar la pendiente en neutral es la condición con mayor probabilidad de haber causado el desgaste, hay que estar más interesado en obtener más información acerca de la operación y de la aplicación. O las condiciones probables pueden sugerir prácticas de mantenimiento, reparaciones anteriores o una evaluación metalúrgica de la piezas que han fallado.
15

Capacitación – FINSAMaterial del Estudiante
DESGASTE TIPO EROSIVO.
El desgaste por erosión ocurre cuando partículas en movimiento chocan con las superficies que las rodean. El desgaste por erosión puede explicarse como una acción de impacto. Generalmente las partículas son arrastradas por un fluido y son más pesadas que el fluido. Cuando cambia la dirección en que se mueve el fluido, el momento arrastra las partículas más pesadas hacia delante y golpean contra esquinas y restricciones, causando daños en las superficies. Erosión. La erosión ocurre cuando partículas pequeñas y duras en fluidos que se mueven con rapidez, golpean las superficies circundantes a latas velocidades y causan impactos y daños abrasivos. La superficie así desgastada tiene frecuentemente un aspecto granallado o mate. Los filtros y los intervalos de cambio de filtros están diseñados para controlar el desgaste por erosión dentro de límites aceptables. Características de la superficie.
16
Capacitación – FINSAMaterial del Estudiante
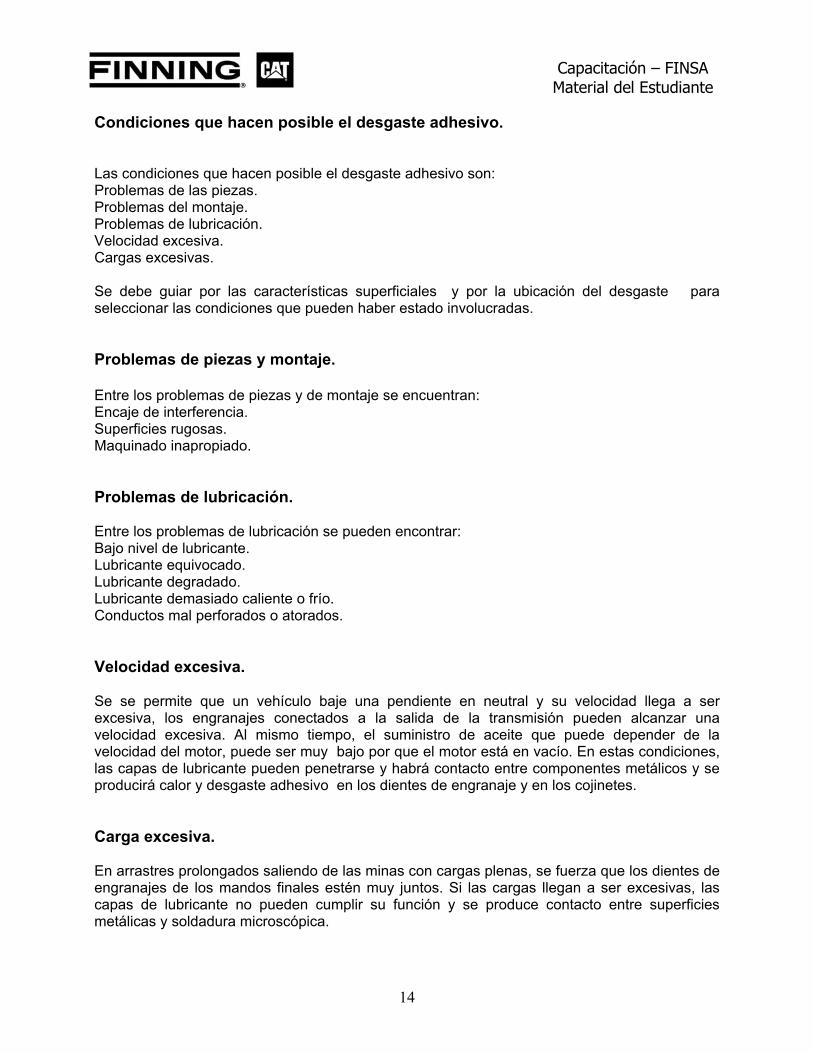
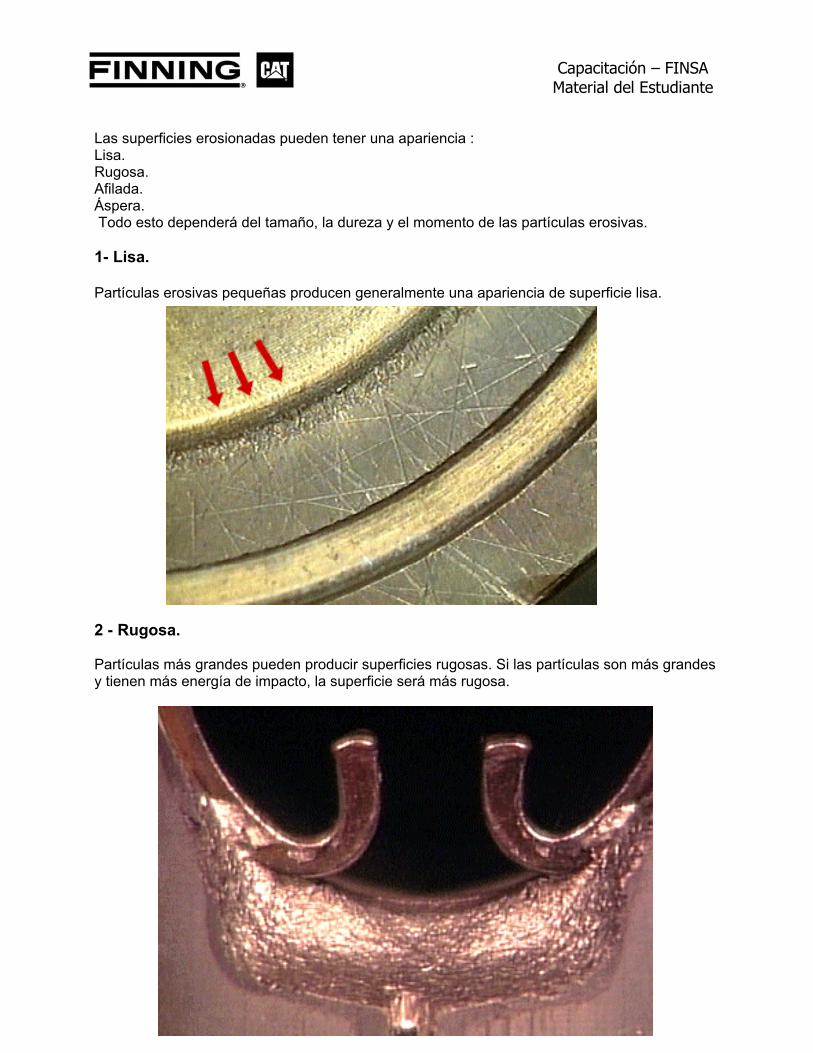
Las superficies erosionadas pueden tener una apariencia : Lisa. Rugosa. Afilada. Áspera. Todo esto dependerá del tamaño, la dureza y el momento de las partículas erosivas. 1- Lisa. Partículas erosivas pequeñas producen generalmente una apariencia de superficie lisa. 2 - Rugosa. Partículas más grandes pueden producir superficies rugosas. Si las partículas son más grandes y tienen más energía de impacto, la superficie será más rugosa.
17

Capacitación – FINSAMaterial del Estudiante
3- Bordes afilados. Partículas abrasivas finas como el polvo, pueden afilar los bordes de piezas giratorias. 4- Áspera. Partículas de gran tamaño pueden impactar con severidad y causar características de superficie áspera.
18

Capacitación – FINSAMaterial del Estudiante
Ubicación del desgaste.
Esta sección tratará de la ubicación del desgaste por erosión y cómo esta información puede ayudar a explicar por qué ha ocurrido el desgaste. La erosión ocurre cuando las partículas son forzadas a cambiar de dirección, como por ejemplo en giros o en restricciones. Y donde la velocidad de impacto sea mayor, la erosión será más importante. Bordes de ataque. Note que la hélice del motor de pesca tiene desgaste erosivo en el borde de ataque donde choco con el fondo del río. Los bordes de ataque están dañados por que las partículas son obligadas a cambiar de dirección repentinamente en esa posición. Giros y restricciones. Recuerde que el desgaste por erosión ocurre cuando se obliga a las partículas a cambiar de dirección, como por ejemplo donde hay giros o restricciones. Donde la velocidad de impacto sea mayor, la erosión será más importante. Ejemplo. Anillo de retención de pistón. Si las partículas que producen la erosión son auto generadas, el daño erosivo puede ser mayor en la zona en la que se producen estas partículas. Un anillo de retención de pasador de biela se rompe y las piezas sueltas causan erosión en la parte superior e inferior del orificio del pasador, donde fueron obligadas a cambiar de dirección.
19

Capacitación – FINSAMaterial del Estudiante
CONDICIONES QUE HACEN POSIBLE ESTE DESGASTE. Las condiciones que hacen posible el desgaste por erosión son : Presencia de partículas erosivas. Las propiedades de estas partículas. Las propiedades de las superficies adyacentes. Las propiedades del fluido. La velocidad de impacto. La temperatura. Factores variables. Partículas pesadas causan más daño que partículas ligeras. Partículas que se mueven a más velocidad causan más daño que partículas lentas. Fluidos calientes pueden moverse a velocidades a velocidades de flujo más altas, lo que aumenta la velocidad de las partículas. Si las superficies adyacentes están frías, son más frágiles y se aumenta la probabilidad de que se desprendan trozos de la superficie en lugar de que se produzcan melladuras o arañazos. Si un filtro o una válvula de derivación tiene fuga, las partículas abrasivas podrán permanecer en el sistema. Una reparación sucia puede introducir partículas erosivas. Cómo identificar las partículas? Después de identificar el desgaste por erosión, lo primero que hay que hacer es identificar las partículas que han causado la erosión y buscar su origen. Recordar que la erosión puede generar partículas secundarias si desprende material de la superficie. Se necesitará una lupa de buena calidad para identificar las partículas. Se recomienda el uso de microscopio. Inspeccionar el papel del filtro para ver si hay partículas. Como la mayoría de los filtros han sido diseñados para que retengan las partículas que producen desgaste abrasivo o por erosión, recordar inspeccionar el papel del filtro por que puede contener algunas de las partículas que pueden identificar el problema. Los sumideros y depósitos pueden contener tambien algunas de estas partículas y puede ser útil examinar muestras de fluido en caso de que las partículas estén todavía en suspensión.
20
Capacitación – FINSAMaterial del Estudiante
¿Qué hacer a continuación? Para descubrir la causa de la erosión, investigar las condiciones más probables. Hacer una lista de todas las condiciones que hayan podido causar la erosión y ponerlas en el orden que se considere de más probable a menos probable. Después reunir información acerca de la condición número uno en la lista, después de la condición número dos, y así sucesivamente hasta encontrar la causa de la erosión. Por ejemplo, es posible que en un análisis tenga que investigar un filtro de máquina. ¿ Se uso el filtro correcto? ¿Funcionaba el filtro correctamente? ¿Se debió la erosión a problemas de la aplicación?¿Existían presiones altas o restricciones? ¿Está el sistema contaminado con partículas erosivas? ¿Se necesita la ayuda del laboratorio metalúrgico para identificar partículas o comprobar la integridad de las piezas? Estas son algunas de las áreas en las que se puede obtener la información necesaria para resolver el problema.
21
Capacitación – FINSAMaterial del Estudiante
DESGASTE DEL TIPO CAVITACIÓN POR EROSIÓN.
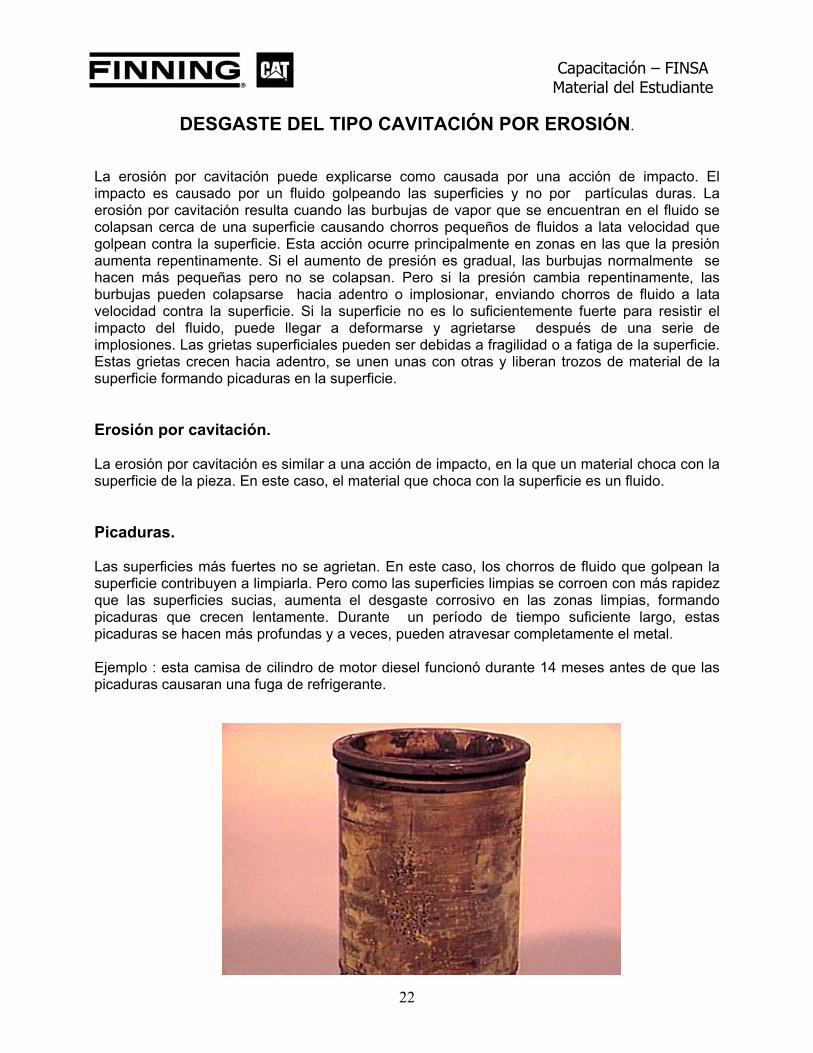
La erosión por cavitación puede explicarse como causada por una acción de impacto. El impacto es causado por un fluido golpeando las superficies y no por partículas duras. La erosión por cavitación resulta cuando las burbujas de vapor que se encuentran en el fluido se colapsan cerca de una superficie causando chorros pequeños de fluidos a lata velocidad que golpean contra la superficie. Esta acción ocurre principalmente en zonas en las que la presión aumenta repentinamente. Si el aumento de presión es gradual, las burbujas normalmente se hacen más pequeñas pero no se colapsan. Pero si la presión cambia repentinamente, las burbujas pueden colapsarse hacia adentro o implosionar, enviando chorros de fluido a lata velocidad contra la superficie. Si la superficie no es lo suficientemente fuerte para resistir el impacto del fluido, puede llegar a deformarse y agrietarse después de una serie de implosiones. Las grietas superficiales pueden ser debidas a fragilidad o a fatiga de la superficie. Estas grietas crecen hacia adentro, se unen unas con otras y liberan trozos de material de la superficie formando picaduras en la superficie. Erosión por cavitación. La erosión por cavitación es similar a una acción de impacto, en la que un material choca con la superficie de la pieza. En este caso, el material que choca con la superficie es un fluido. Picaduras. Las superficies más fuertes no se agrietan. En este caso, los chorros de fluido que golpean la superficie contribuyen a limpiarla. Pero como las superficies limpias se corroen con más rapidez que las superficies sucias, aumenta el desgaste corrosivo en las zonas limpias, formando picaduras que crecen lentamente. Durante un período de tiempo suficiente largo, estas picaduras se hacen más profundas y a veces, pueden atravesar completamente el metal. Ejemplo : esta camisa de cilindro de motor diesel funcionó durante 14 meses antes de que las picaduras causaran una fuga de refrigerante.
22

Capacitación – FINSAMaterial del Estudiante
Aditivos refrigerantes. Para algunas situaciones, existen aditivos que recubren las superficies metálicas con una capa que las protege contra la erosión por cavitación. Por ejemplo, en los sistemas de enfriamiento de los motores diesel, estos aditivos recubren con una capa protectora las camisa y otros componentes sensibles. Las burbujas siguen estando presente y continúan colapsándose, pero las superficies metálicas están protegidas por esta capa de aditivo. Características de la superficie. Al igual que en otros tipos de desgaste, la erosión por cavitación produce sus propias características superficiales. Entre los ejemplos se encuentran:
1- Grietas superficiales. 2- Picaduras. 3- Agujeros mellados. 4- Túneles abovedados.
Grietas. Este cojinete de biela tiene una capa superficial de plomo-estaño que es blanda y ha sido atacada por burbujas la colapsarse. Una inspección detallada muestra que la capa de plomo-estaño se está flexionando, agrietándose y separándose de la pieza.
23
Capacitación – FINSAMaterial del Estudiante
Picaduras. La capa de aluminio es ente cojinete de biela se está agrietando y picando en una zona de aumento súbito de presión. La superficie ha desarrollado características irregulares y asperezas. Notar que a medida que se remueven partículas de aluminio de la superficie, estas partículas causan desgaste abrasivo aguas abajo y algunas se han incrustado en la superficie blanda del cojinete. Agujeros mellados. La erosión por cavitación puede formar picaduras irregulares tal como se ve en esta placa de flexión de bomba hidráulica. Una inspección más detallada revela las características de superficie mellada causada por burbujas implosionando contra la superficie de bronce. Si se observan con ampliación, las superficies parecen tener agujeros abovedados. Algunas veces, las superficies que han sufrido erosión por cavitación brillan cuando se las gira bajo luz brillante. Esta caja de bomba de agua brilla, lo que indica que las picaduras contienen fracturas frágiles. Túneles abovedados. Cuando las piezas son demasiado fuertes para deformarse y desarrollar grietas, la erosión por cavitación puede producir un aumento de ritmo de erosión superficial localizada. Como se mencionó anteriormente, las camisas de cilindros de motores diesel pueden desarrollar corrosion superficial localizada después de muchos meses de uso. Una inspección detallada de este daño superficial muestra que las implosiones y la corrosion pueden eliminar metal de la superficie de forma errática, dejando agujeros mellados y abovedados.
24

Capacitación – FINSAMaterial del Estudiante
Ubicación del desgaste.
Se puede obtener información observando la ubicación del desgaste por erosión por cavitación. Cojinete de cigüeñal. En este cojinete de cigüeñal, la presión de aceite subió justo delante de esta zona de alta carga, colapsando las burbujas que había en el aceite y golpeando la superficie. Los cambios de presión se debieron a fuerzas de combustión presionando repentinamente la capa de aceite atrapada. Cojinete de biela. La erosión por cavitación ha ocurrido cerca de la cara de separación en este cojinete de biela. Como la erosión por cavitación ocurre donde aumenta la presión, sabemos que la presión aumentó cerca de la cara de separación. El cambio de presión se debió a cortes de alivio cerca de la cara de separación. A medida que las burbujas entran en esa zona, la presión disminuye y las burbujas aumentan de tamaño. Cuando las superficies salen de esa zona, la presión aumenta y las burbujas pueden implosionar.
25

Capacitación – FINSAMaterial del Estudiante
Camisas de cilindros. Esta camisa de cilindro de un motor diesel tiene daño por erosión por cavitación en una banda vertical estrecha. El resto de la superficie de la camisa está en buenas condiciones. Esto indica que hubieron burbujas en esa zona y que la presión subió repentinamente en esa área. Las burbujas fueron causadas por temperaturas elevadas y bajadas de presión. Los cambios de presión se debieron a vibración de la camisa durante la combustión. Zona de termostato.
En esta caja de termostato ha tenido una fuga a consecuencia de una picadura profunda causada por erosión por cavitación cerca de una zona de giro agudo. La presión en esta zona disminuía y luego aumentaba repentinamente debido al cambio de dirección del flujo.
26

Capacitación – FINSAMaterial del Estudiante
Causas de erosión por cavitación. La erosión por cavitación ocurre donde hay burbujas presentes y la presión aumenta repentinamente. Las burbujas son introducidas por aireación o por cavitación. Los aumentos de presión son causados por restricciones, cambios en dirección de flujo, en velocidad de flujo o en carga. La erosión por cavitación requiere el colapso de burbujas de vapor sobre las superficies adyacentes Hay cuatro condiciones generales que hacen posible este desgaste. Burbujas pueden entrar en fluidos en un proceso que se llama aireación. Burbujas pueden formarse en fluidos en un proceso que se llama cavitación. Las burbujas deben colapsarse violentamente en un proceso que se llama implosión. Y las superficies adyacentes no deben ser tan fuertes que soporten las fuerzas normales de erosión por cavitación. Aireación. Entre las condiciones que causan aireación podemos citar fugas de aire en tuberías de succión, bajos niveles de fluidos, operación en pendientes escarpadas, rociado de aceite a presión y niveles altos de fluido con componentes sumergiéndose en el fluido. Cavitación. Entre las condiciones que causan cavitación podemos citar altas temperaturas, caídas repentinas de presión, restricciones en las entradas de las bombas, fluidos incorrectos, cambios repentinos de carga y cambios repentinos en la dirección del flujo. Implosión. Implosión es el fenómeno en el que las burbujas se colapsan repentinamente y se lanza un chorro de fluido hacia delante. Las condiciones que causan implosión son aquellas que causan un aumento repentino de presión. Si la presión aumenta gradualmente, normalmente las burbujas disminuyen de tamaño pero no explotan. Baja resistencia superficial. Si una superficie tiene baja resistencia debido a causas metalúrgicas, las fuerzas de erosión por cavitación pueden producir grietas, picaduras y astillamiento
27

Capacitación – FINSAMaterial del Estudiante
Qué hacer? Las causas de erosión por cavitación suelen encontrarse en las áreas de mantenimiento, operación y aplicaciones. Algunas veces, es posible que la causa básica sea un problema con una pieza, pero debe asegurarse siempre que todo es normal en las áreas de mantenimiento, operación y aplicaciones antes de buscar posibles problemas en las piezas. Niveles de fluidos. Examinar los niveles de fluidos. Un bajo nivel de fluido puede permitir que entre aire en las tuberías de succión y podrá causar erosión por cavitación. Un nivel alto de fluido puede permitir que piezas móviles se sumerjan en el fluido e introduzcan burbujas de aire en el fluido. Determinar cuánto fluido se necesita para llenar los sumideros. Luego compare el nivel de fluido usando la varilla indicadora. Si se drena el sumidero y mide la cantidad de fluido que ha salido, se podrá determinar si se ha usado una varilla indicadora, un tubo o un colector equivocados o si los niveles de fluido eran más altos o más bajos de lo que deberían ser.
28
Capacitación – FINSAMaterial del Estudiante
DESGASTE TIPO CORROSIVO.
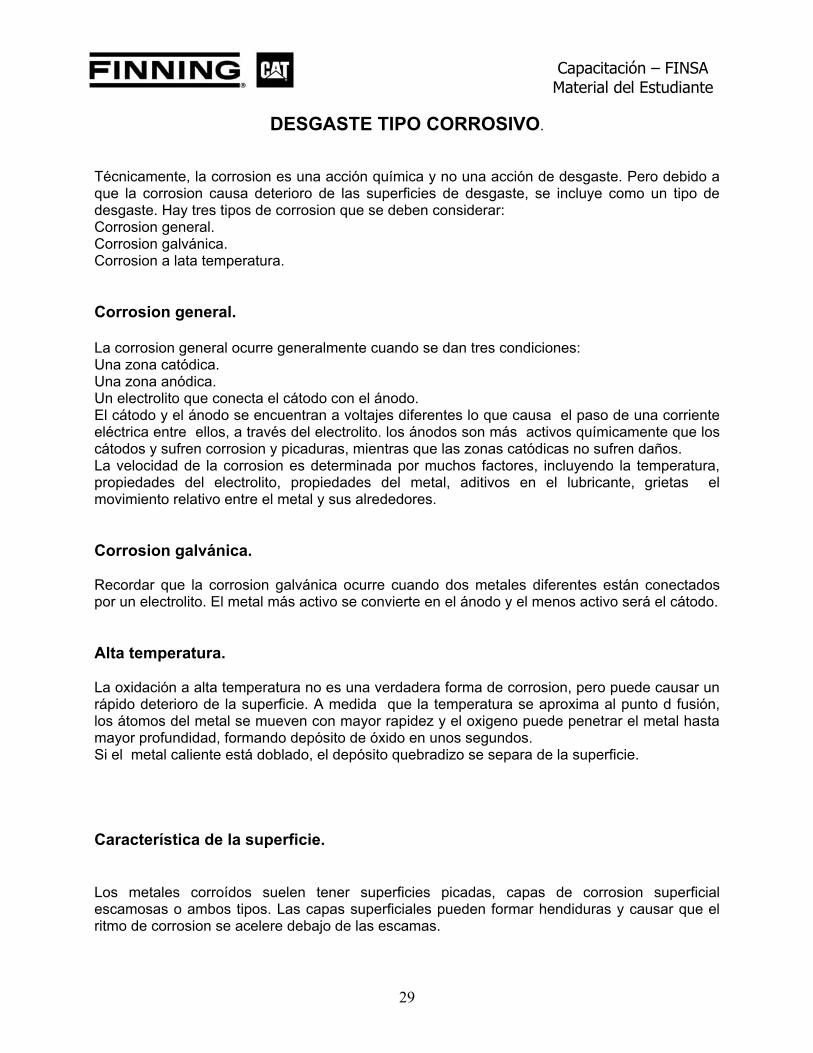
Técnicamente, la corrosion es una acción química y no una acción de desgaste. Pero debido a que la corrosion causa deterioro de las superficies de desgaste, se incluye como un tipo de desgaste. Hay tres tipos de corrosion que se deben considerar: Corrosion general. Corrosion galvánica. Corrosion a lata temperatura. Corrosion general. La corrosion general ocurre generalmente cuando se dan tres condiciones: Una zona catódica. Una zona anódica. Un electrolito que conecta el cátodo con el ánodo. El cátodo y el ánodo se encuentran a voltajes diferentes lo que causa el paso de una corriente eléctrica entre ellos, a través del electrolito. los ánodos son más activos químicamente que los cátodos y sufren corrosion y picaduras, mientras que las zonas catódicas no sufren daños. La velocidad de la corrosion es determinada por muchos factores, incluyendo la temperatura, propiedades del electrolito, propiedades del metal, aditivos en el lubricante, grietas el movimiento relativo entre el metal y sus alrededores. Corrosion galvánica. Recordar que la corrosion galvánica ocurre cuando dos metales diferentes están conectados por un electrolito. El metal más activo se convierte en el ánodo y el menos activo será el cátodo. Alta temperatura. La oxidación a alta temperatura no es una verdadera forma de corrosion, pero puede causar un rápido deterioro de la superficie. A medida que la temperatura se aproxima al punto d fusión, los átomos del metal se mueven con mayor rapidez y el oxigeno puede penetrar el metal hasta mayor profundidad, formando depósito de óxido en unos segundos. Si el metal caliente está doblado, el depósito quebradizo se separa de la superficie. Característica de la superficie. Los metales corroídos suelen tener superficies picadas, capas de corrosion superficial escamosas o ambos tipos. Las capas superficiales pueden formar hendiduras y causar que el ritmo de corrosion se acelere debajo de las escamas.
29

Capacitación – FINSAMaterial del Estudiante
Color identifica el tipo de metal. Las capas de corrosion superficial suelen ser óxidos metálicos y pueden tener distintos colores. Las superficies de acero o de hierro suelen desarrollar una capa de corrosion de color marrón rojizo. Las capas de corrosion de cobre y de bronce son de un color verde azulado. Las capas de aluminio suelen ser de color gris claro o blancuzco.
Ubicación del desgaste.
30

Capacitación – FINSAMaterial del Estudiante
La corrosion general ocurre donde el electrolito conecta el ánodo y el cátodo. La corrosion galvánica ocurre donde dos metales diferentes hacen contacto en un electrolito. La oxidación ocurre en zonas de temperatura elevada. Corrosion general. La corrosion general ocurre donde el electrolito conecta el ánodo y el cátodo. Notar que la biela de arriba, la corrosion ha ocurrido donde hubo gotas de agua sobre la superficie. El agua proporcionó el electrolito y varios componentes metálicos actuaron como cátodos y ánodos. Corrosion galvánica. La corrosion galvánica ocurre donde dos metales diferentes hacen contacto en un electrolito. Arriba, centro, un tubo de cobre ha sido sujetado por una placa espaciadora en un núcleo de enfriador. Ha habido corrosion solamente donde el tubo de cobre estaba en contacto con la placa. Oxidación a alta temperatura. La oxidación a alta temperatura ocurre en zonas de temperatura elevada. Las piezas de arriba de turbocompresor se dañaron debido a la temperatura excesivamente alta del escape. El blindaje térmico estuvo expuesto directamente al escape caliente y se ha oxidado por completo.
31

Capacitación – FINSAMaterial del Estudiante
Condiciones que hacen posible el desgaste.
Como se indico en la sección de ubicación del desgaste, tienen que existir tres elementos para que ocurra corrosion: Un ánodo Un cátodo. Un electrolito. Esto quiere decir que lo metales se pueden corroer incluso cuando están sumergidos en fluidos tales como refrigerante o aceites lubricantes. Desgaste corrosivo. Un medio húmedo y caliente alrededor de metales activos aumentará la velocidad a la que puede ocurrir la corrosion. Si los electrolitos son acídicos, son mejores conductores y podrán aumentar el ritmo de la corrosion. Como los aditivos en los lubricantes y refrigerantes están diseñados para neutralizar las condiciones acídicas, comprobar siempre la calidad del refrigerante y del lubricante como parte de la investigación. Depósitos en la camisa. Generalmente las camisas de un motor diesel cuando no se usa la cantidad requerida de un aditivo anticorrosivo para cubrir y protegerla, esto producirá picaduras, y los depósitos actúan como aislantes reteniendo el calor.
32

Capacitación – FINSAMaterial del Estudiante
Aditivos en lubricantes y refrigerantes. Los aditivos en los lubricantes y refrigerantes están diseñados para neutralizar las condiciones acídicas alrededor de los metales activos. Esto ayudará a reducir la tasa de la corrosion. Tabla de la serie galvánica. Cuando dos o más metales diferentes están conectados por un electrolito, puede ocurrir corrosion galvánica. La serie galvánica muestra los metales en orden de actividad. Los metales más activos actúan como ánodos y se corroen. Notar que el zinc está primero en la lista y es más activo que los otros metales. Se le conecta con frecuencia a otros metales como ánodo sacrificial, consumiéndose para proteger a los otros metales contra corrosion. Si ocurre corrosion donde dos metales se tocan y uno de los metales parece no estar afectado mientras el otro está muy corroído, debe sospecharse que ha habido corrosion galvánica.
33

Capacitación – FINSAMaterial del Estudiante
Efectos de alta temperatura. La capa de óxido de este turbocompresor nos cuenta una historia de temperaturas excesivamente altas que han aumentado la actividad atómica del metal superficial y han permitido que el oxígeno penetrara a más profundidad. Que hacer a continuación? Las condiciones de la superficie, la ubicación y el tipo de desgaste y las condiciones que hacen posible el desgaste corrosivo, ayudarán a decidir cómo obtener más información acerca del desgaste corrosivo. Para obtener información acerca d electrolitos, comprobar si los respiraderos y los drenajes están abiertos, obtener informes de análisis de fluidos y comprobar si hay bajas temperaturas ambiente o de operación. Comprobar la información acerca de la aplicación y del mantenimiento para ver si se han usado refrigerantes y lubricantes, o si la pieza está funcionando en un ambiente corrosivo. Se puede necesitar obtener información acerca de metales, ambientes que posibilitan la corrosion galvánica o temperaturas elevadas. Siguiendo un método ordenado y lógico, se llegará a la causa de la corrosion.
34

Capacitación – FINSAMaterial del Estudiante
DESGASTE TIPO CORROSION POR FROTACIÓN.
La corrosion por frotación es algo parecido a una soldadura por fricción. Ocurre cuando componentes que encajan muy apretado tienen que moverse unos contra otros a lata frecuencia y baja amplitud. El calor friccional que se desarrolla entre las asperezas de las superficies deslizantes causa soldaduras microscópicas y desgarro del metal.. estas altas temperaturas localizadas pueden oxidar y descolorar el material que se ha desplazado. En caso de acero, los óxidos pueden acumularse como un polvo de color marrón rojizo, una condición común en uniones por medio de estrías secas o se pueden transferir a la a superficies metálicas adyacentes causando elevaciones superficiales de aspecto irregular. Qué es la corrosion por frotación. La corrosion por frotación es lago parecido a una soldadura por fricción. Ocurre cuando componentes que encajan muy apretado tienen que moverse unos contra otros a lata frecuencia y baja amplitud. Frotación frente a desgaste adhesivo. No se debe confundir la frotación o la corrosion por frotación con el pulido que ocurre en caso de desgaste adhesivo. Tanto la frotación como la corrosion por frotación requieren que haya un encaje ajustado con movimiento forzado y soldaduras microscópicas; el desgaste adhesivo puede ocurrir en una gran variedad de circunstancias. Frotación frente a pulido. Cuando se considera frotación, recordar; encaje ajustado, movimiento forzado y soldaduras microscópicas. Por otro lado, piezas que encajan con suficiente espacio pueden chocar y rozarse produciendo superficies pulidas, pero eso no es una forma de corrosion por frotación.
35

Capacitación – FINSAMaterial del Estudiante
Características superficiales. Las superficies dañadas por corrosion por frotamiento pueden tener picaduras y acumulaciones de óxido de forma irregular. Este daño superficial puede ocurrir tanto en ambientes corrosivos como no corrosivos. Ambiente corrosivo. En este perno de biela se han producido picaduras después de muchas horas de desgaste del tipo de corrosion por frotamiento. Notar el color marrón rojizo en las picaduras, lo cual indica corrosion. El agujero donde estaba colocado el perno puede contener tambien acumulaciones de óxido y debe inspeccionarse bien antes de instalar un perno nuevo. Ambiente no corrosivo. Algunas veces, no se ven óxidos de color marrón rojizo porque el ambiente no era corrosivo. Pero se verá las picaduras y las acumulaciones de óxido causadas por soldadura microscópica y desgarres..
36

Capacitación – FINSAMaterial del Estudiante
Ejemplos de corrosion por frotación. Otros ejemplos de corrosion por frotación son este eje y la placa de flexión de la bomba hidráulica.. Ubicación del desgaste. Los sitios probables donde se puede encontrar corrosion por frotamiento serán uniones apretadas sujetas por tornillos, uniones por estrías y otras áreas de contacto en las que hay una carga compresiva pesada. Cuando se encuentra corrosion por frotamiento en estas zonas, está indicando que ha ocurrido movimiento anormal y es necesario encontrar la causa.
37
Capacitación – FINSAMaterial del Estudiante
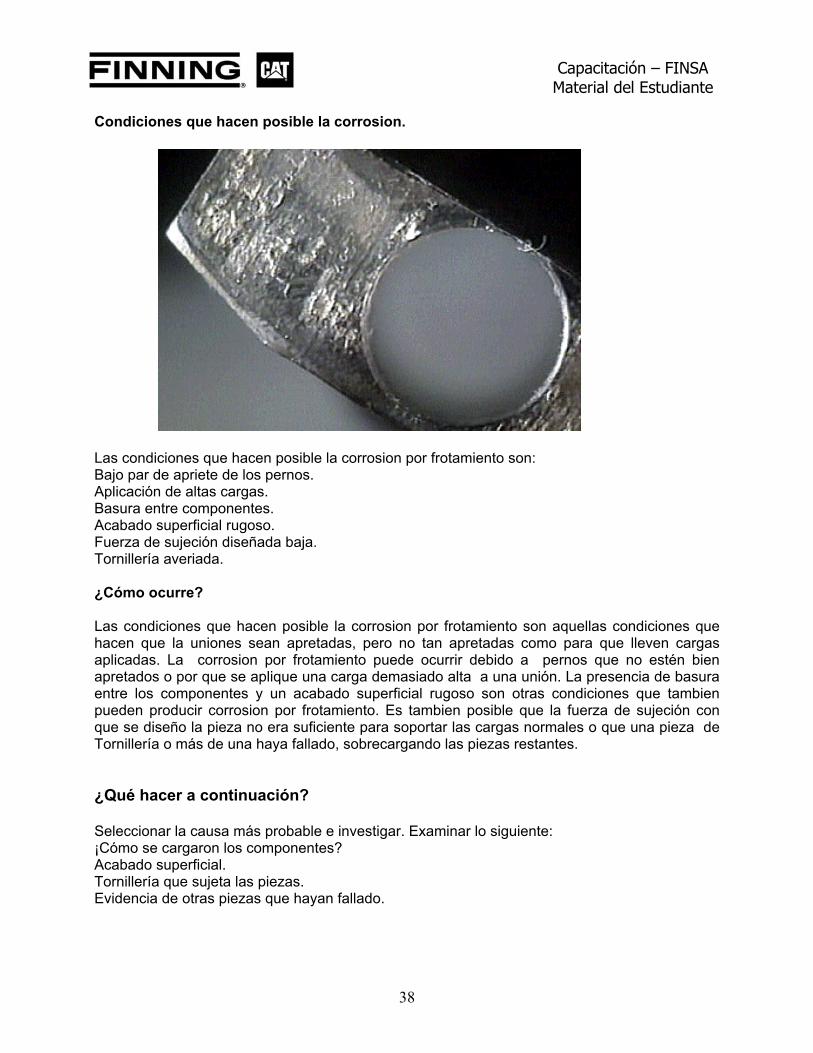
Condiciones que hacen posible la corrosion. Las condiciones que hacen posible la corrosion por frotamiento son: Bajo par de apriete de los pernos. Aplicación de altas cargas. Basura entre componentes. Acabado superficial rugoso. Fuerza de sujeción diseñada baja. Tornillería averiada. ¿Cómo ocurre? Las condiciones que hacen posible la corrosion por frotamiento son aquellas condiciones que hacen que la uniones sean apretadas, pero no tan apretadas como para que lleven cargas aplicadas. La corrosion por frotamiento puede ocurrir debido a pernos que no estén bien apretados o por que se aplique una carga demasiado alta a una unión. La presencia de basura entre los componentes y un acabado superficial rugoso son otras condiciones que tambien pueden producir corrosion por frotamiento. Es tambien posible que la fuerza de sujeción con que se diseño la pieza no era suficiente para soportar las cargas normales o que una pieza de Tornillería o más de una haya fallado, sobrecargando las piezas restantes. ¿Qué hacer a continuación? Seleccionar la causa más probable e investigar. Examinar lo siguiente: ¡Cómo se cargaron los componentes? Acabado superficial. Tornillería que sujeta las piezas. Evidencia de otras piezas que hayan fallado.
38

Capacitación – FINSAMaterial del Estudiante
Puede ser tambien importante obtener información acerca del producto en general: Aplicación. Operación. Mantenimiento. ¿Cuándo ocurre corrosion por frotamiento? La corrosion por frotamiento ocurre cuando dos piezas metálicas se frotan una contra otra a una frecuencia suficientemente alta y a baja amplitud como para producir calor. Este calos hace que las asperezas superficiales se suelden microscópicamente. Historial de reparaciones. Después de investigar las causas más probables, un repaso del historial de reparaciones de la pieza y de su uso puede dar indicaciones acerca de la causa del problema.
39

Capacitación – FINSAMaterial del Estudiante
DESGASTE DEL TIPO FATIGA.
El desgaste por fatiga por tensión de contacto es parecido a una acción de flexión o de agrietamiento causada cuando superficies metálicas móviles hacen contacto bajo cargas cíclicas. El movimiento puede ser de deslizamiento o de rodadura. Las grietas por fatiga pueden desarrollarse en la superficie o debajo de ella y terminan produciendo picaduras o astillamiento. Contacto por deslizamiento. Cuando dos superficies se deslizan una contra otra, se desarrollan tensiones que pueden causar la aparición de grietas en la superficie. A medida que las grietas se extienden y se unen, se desprende algo de material superficial y se forman picaduras. Cuando se pueden ver las picaduras en la superficie, las grietas han progresado hasta una mayor profundidad que lo que indican las picaduras. Contacto por rodadura. El contacto por rodadura hace flexionar la superficie produciendo una acción de cizalle dentro de la pieza. Las grietas suelen comenzar en una inclusión interna y crecen hacia la superficie. Las grietas por debajo de la superficie suelen ser muy extensas antes de que ocurra daño en la superficie. Esto permite que trozos grandes de material se separen del componente, un proceso que se llama desconchado o astillamiento. Cuando las grietas comienzan cerca de la interfaz del núcleo de la caja, se llama triturado de la caja. CARGAS CÍCLICAS. Superficies metálicas deslizándose una contra otra pueden causar grietas en el metal, que pueden convertirse en picaduras. Superficies metálicas rodando una contra otra pueden hacer que el metal flexione y luego se agriete, causando finalmente desconchado o astillamiento. El desgaste por fatiga por tensión de contacto es causado por la aplicación de cargas cíclicas Características superficiales.
La fatiga por tensión de contacto por deslizamiento y por contacto por rodadura tienen cada una características superficiales distintas.
40

Capacitación – FINSAMaterial del Estudiante
Deslizamiento. Las superficies de los cojinetes de biela están sometidas a repetidas cargas de deslizamiento. Después de millones de ciclos de carga, pueden producirse grietas y picaduras en las capas superficiales debidas a fatiga por tensión de contacto. La capa de aluminio de este cojinete desarrollo grietas superficiales que progresaron hacia adentro. A medida que las grietas se iban uniendo, se caían trozos de la superficie y se formaban picaduras que se extendían cada vez a mayor profundidad. Finalmente, uno de los cojinetes dañados falló por completo. Ondulaciones y picaduras. En piezas duras como el diente de engranaje de arriba, la tensión por contacto de deslizamiento puede causar flujo plástico o permanente de la superficie, una condición que se llama ondulamiento. Cargas de deslizamiento más severas pueden causar grietas superficiales y picaduras localizadas. Si continúa la operación, las picaduras pueden ensancharse y hacerse más profundas. En dientes de engranaje, la fatiga por tensión de contacto de deslizamiento suele comenzar en la parte baja del diente y crece hacia arriba, produciendo picaduras en forma de V como las que se muestran. Rodadura. Una tensión excesiva por contacto por rodadura hizo que la superficie de estos dientes de engranajes se flexionara hacia adentro, comenzando grietas de fatiga debajo de la superficie en la interfaz, entre la superficie dura y el núcleo más blando. Las grietas crecieron hacia fuera y alcanzaron la superficie.
41

Capacitación – FINSAMaterial del Estudiante
Triturado de la caja. Con el continuo uso, trozos grandes de la superficie se astillaron, exponiendo la superficie rugosa y fracturada que hay debajo. Esto se denomina triturado y ocurre tambien si los núcleos son muy blandos o las cajas muy delgadas. Astillamiento y triturado de la caja. La fatiga por tensión por contacto de rodadura puede causar astillamiento y triturado de la caja. El astillamiento es causado por grietas que comienzan debajo de la superficie de la pieza y crece hacia fuera. Cuando las grietas llegan a la superficie, se desprenden trozos de la superficie y exponen las zonas agrietadas que hay debajo. El triturado de la caja es un agrietamiento que ocurre cerca de la interfaz entre el núcleo y la caja. Ubicación del desgaste. El desgaste por fatiga por tensión de contacto se encontrará en zonas de carga cíclicas máximas. Al analizar el desgaste por fatiga por tensión de contacto tener en cuenta lo siguiente: Si hay mucho desgaste en una zona de carga y relativamente poco en otra, puede ser una indicación de que hay un problema de alineamiento. Las cargas por deslizamiento son muy sensibles a la lubricación.
42

Capacitación – FINSAMaterial del Estudiante
Mal alineamiento. Notar que la ubicación del desgaste por fatiga por tensión de contacto está en el extremo más grande o extremo de talón, de este diente de engranaje, donde existen las cargas de rodadura máximas. Notar tambien que ha habido muy poca carga en el extremo dela punta. Estos hechos referentes a la ubicación del desgaste indican que se debe investigar el alineamiento u otras condiciones que puedan producir la sobrecarga del extremo del talón. Condiciones que hacen posible el desgaste. Información acerca de la condiciones superficiales, el tipo de desgaste y su ubicación, ayudan a encontrar las condiciones que hayan podido causar el desgaste por fatiga por tensión de contacto. Algunas de las causas posibles de este tipo de desgaste son: Carga demasiado grande. Lubricación insuficiente. Mal alineamiento. Problemas de diseño o de fabricación. Carga demasiado grande. Si la carga aplicada a una pieza es demasiado grande, puede ocurrir penetración de las capas de lubricante y contacto de metal con metal. Lubricación insuficiente. Si la lubricación es insuficiente o de mala calidad, las superficies metálicas no estarán separadas en condiciones de carga normal. Si se trabaja con un bajo nivel de aceite, se pierde la capa de aceite y se aumenta la tensión por contacto entre las superficies. Mal alineamiento. El mal alineamiento aumenta las cargas de deslizamiento y de rodadura en la zona de contacto. Problemas de diseño o de fabricación. Si los componentes no tienen la fortaleza necesaria para soportar cargas normales, hay que pensar en un problema en el diseño o en el proceso de fabricación.
43

Capacitación – FINSAMaterial del Estudiante
¿Qué hacer a continuación? La ubicación del desgaste ayudará a determinar qué investigar a continuación.
1- Un desgaste desigual puede indicar un problema de mal alineamiento. 2- Un desgaste uniforme indica que la pieza estaba alineada correctamente. 3- Problemas de diseño o en la fabricación pueden debilitar la pieza.
44

Capacitación – FINSAMaterial del Estudiante
45

Capacitación – FINSAMaterial del Estudiante
46

Capacitación – FINSAMaterial del Estudiante
47

Capacitación – FINSAMaterial del Estudiante
48

Capacitación – FINSAMaterial del Estudiante
49

Capacitación – FINSAMaterial del Estudiante
50

Capacitación – FINSAMaterial del Estudiante
51

Capacitación – FINSAMaterial del Estudiante
52

Capacitación – FINSAMaterial del Estudiante
53

Capacitación – FINSAMaterial del Estudiante
54

Capacitación – FINSAMaterial del Estudiante
55

Capacitación – FINSAMaterial del Estudiante
56

Capacitación – FINSAMaterial del Estudiante
57

Capacitación – FINSAMaterial del Estudiante
58

Capacitación – FINSAMaterial del Estudiante
59

Capacitación – FINSAMaterial del Estudiante
60

Capacitación – FINSAMaterial del Estudiante
61

Capacitación – FINSAMaterial del Estudiante
62

Capacitación – FINSAMaterial del Estudiante
63

Capacitación – FINSAMaterial del Estudiante
64

Capacitación – FINSAMaterial del Estudiante
65

Capacitación – FINSAMaterial del Estudiante
66

Capacitación – FINSAMaterial del Estudiante
67

Capacitación – FINSAMaterial del Estudiante
68

Capacitación – FINSAMaterial del Estudiante
69

Capacitación – FINSAMaterial del Estudiante
70

Capacitación – FINSAMaterial del Estudiante
71

Capacitación – FINSAMaterial del Estudiante
72

Capacitación – FINSAMaterial del Estudiante
73

Capacitación – FINSAMaterial del Estudiante
74

Capacitación – FINSAMaterial del Estudiante
75

Capacitación – FINSAMaterial del Estudiante
76

Capacitación – FINSAMaterial del Estudiante
77

Capacitación – FINSAMaterial del Estudiante
78

Capacitación – FINSAMaterial del Estudiante
79

Capacitación – FINSAMaterial del Estudiante
80

Capacitación – FINSAMaterial del Estudiante
81

Capacitación – FINSAMaterial del Estudiante
82

Capacitación – FINSAMaterial del Estudiante
83

Capacitación – FINSAMaterial del Estudiante
84

Capacitación – FINSAMaterial del Estudiante
85

Capacitación – FINSAMaterial del Estudiante
86

Capacitación – FINSAMaterial del Estudiante
87