metodologÍa para la elaboraciÓn de … · diseño y construcción de los moldes 31 2.4....
TRANSCRIPT

METODOLOGIacuteA PARA LA ELABORACIOacuteN DE
MUELAS ABRASIVAS SOBRE VAacuteSTAGO A
PARTIR DE ESCORIAS ALUMINOTEacuteRMICAS Y
CEMENTO PORTLAND P-350
Autor OSBANY PALACIOS ARTEAGA
Tutor Dr CARLOS R GOacuteMEZ PEacuteREZ
Curso 2006-2007
1
INDICE
INTRODUCCIOacuteN 3CAPITULO I ANALISIS DEL ESTADO DEL ARTE 6
11 Tipos de herramientas abrasivas 612 Clasificacioacuten y propiedades sobre muelas abrasivas 613 Tipos y aplicaciones de muelas abrasivas sobre vaacutestago 814 Clasificacioacuten de abrasivos Normas 11
141 Clasificacioacuten 11142 Normas 11143 Ejemplos de abrasivos 13144 Caracteriacutesticas de los granos abrasivos 16
15 Tipos de aglutinantes 1716 Cemento Portland P-350 1817 Procedimientos claacutesicos de obtencioacuten de muelas abrasivas 1918 Ensayos sobre muelas abrasivas 20
181 Ensayo de rigidez 20182 Ensayo de abrasividad 21
19 Conclusiones parciales del Capiacutetulo I 22CAPITULO II DESARROLLO EXPERIMENTAL 23
21 Seleccioacuten de las materias primas utilizadas Propiedades y caracteriacutesticas 23211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la pirolusita (abrasivo) 23212 El Cemento Portland P-350 (aglutinante) 26213 Relacioacuten agua cemento 27
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten 2923 Disentildeo y construccioacuten de los moldes 3124 Procedimiento de elaboracioacuten de las muelas abrasivas 3225 Ensayos sobre muelas abrasivas 34
251 Ensayo de rigidez 34252 Ensayo de abrasividad 36
26 Conclusiones parciales del Capiacutetulo II 38CAPITULO III RESULTADOS Y ANALISIS 40
31 Resultados Experimentales y discusioacuten 4032 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago 45
321 Medidas de seguridad preliminares 45322 Manipulacioacuten y montaje de las muelas abrasivas 46323 Comprobaciones necesarias antes de comenzar el trabajo 47324 Requisitos a considerar durante el trabajo 47325 Proteccioacuten personal 48326 Orden limpieza y conservacioacuten 49
33 Criterios econoacutemicos 4934 Criterios medioambientales 5135 Alcance de los resultados 5136 Conclusiones parciales del Capiacutetulo III 52
CONCLUSIONES GENERALES 53RECOMENDACIONES 54BIBLIOGRAFIacuteA 55
2
RESUMEN
El presente trabajo aborda el desarrollo de muelas abrasivas sobre vaacutestago empleando
residuales escorias aluminoteacutermicas y una mezcla de cemento Poacutertland P-350 y agua En el
trabajo se hace referencia a las normas para el uso y control de la calidad de los materiales
abrasivos asiacute como un anaacutelisis de los fundamentos teoacutericos maacutes importantes sobre los
mismos La metodologiacutea desarrollada descarta el proceso de sinterizacioacuten comuacutenmente
aplicado durante la obtencioacuten de muelas abrasivas sobre vaacutestago al sustituir los
aglutinantes de altas temperaturas por otros de endurecimiento a temperatura ambiente
(cemento) En la tesis se estudia las relaciones entre los componentes de la mezcla
atendiendo a su desempentildeo durante el ensayo de peacuterdida de masa Se incluye el disentildeo y
fabricacioacuten de los moldes En los prototipos de muelas abrasivas sobre vaacutestago producidas
el 41 del costo total lo conforma el abrasivo el 32 el costo del vaacutestago metaacutelico
mientras que soacutelo un 2 el cemento El 25 por ciento restante se encuentra distribuido
entre la mano de obra la transportacioacuten y el consumo energeacutetico La muela elaborada a
partir de una mezcla con 60 escorias 2666 cemento y 1334 de agua destilada
presenta un comportamiento similar a muelas comerciales fabricadas por la firma NORTON
Su costo de fabricacioacuten unitario es de 0022 CUC y 00036 CUP con una ganancia unitaria
de 048 CUC
Palabras claves Abrasivos muelas sobre vaacutestagos escorias cemento
3
INTRODUCCIOacuteN
El Centro de Investigacioacuten de Soldadura tiene 20 antildeos de fundado Desde sus inicios trabaja
en la obtencioacuten de materiales para soldar (electrodos y fundentes)
Hasta la fecha en el centro se ha diversificado la cantidad de tipos de materiales obtenidos
Esto responde no soacutelo a las satisfacciones del paiacutes sino tambieacuten a los intereses cientiacuteficos
propios del centro
Para el desarrollo de los consumibles se han realizado estudios de obtencioacuten de
ferroaleaciones como otras alternativas tecnoloacutegicas para la obtencioacuten de materiales para
soldar tanto a traveacutes de procesos carboteacutermicos como de aluminoteacutermicos
Como subproductos en la obtencioacuten aluminoteacutermica de ferromanganeso a partir de la
reduccioacuten de la pirolusita se obtiene una escoria cuyas caracteriacutesticas le permiten ser
valorada como posible material refractario yo abrasivo
Necesidad de la investigacioacuten
Las muelas abrasivas sobre vaacutestago se construyen para realizar desbaste en superficies
metaacutelicas y eliminar pintura u oacutexido en las mismas que se encuentran en lugares de difiacutecil
acceso para discos abrasivos Tambieacuten con el desarrollo de las muelas abrasivas sobre
vaacutestago se logra acceder a las superficies internas de los cilindros ya sea para rectificarlos
a diaacutemetros mayores como para la eliminacioacuten de escorias salpicaduras y penetraciones
procedentes de procesos de soldaduras Esta posibilidad disminuye el tiempo y el esfuerzo
humano que se llevariacutea realizar una operacioacuten de las antes mencionadas de forma manual
con limas metaacutelicas
Sin embargo las muelas abrasivas sobre vaacutestago no se comercializan por firmas cubanas
lo que trae consigo su importacioacuten
Por la necesidad de su uso en los talleres y de reducir importaciones surge la posibilidad de
desarrollar un procedimiento que permita obtener muelas abrasivas sobre vaacutestago que se
sustente en el uso de materiales cubanos con un miacutenimo impacto medioambiental que
sean capaces de cumplir con los mismos requisitos y que sirvan para las mismas
aplicaciones que las muelas de igual tipo comercializadas por firmas prestigiosas
4
Novedad de la investigacioacuten
Empleo del cemento Portland P-350 como aglutinante para la elaboracioacuten de muelas
abrasivas sobre vaacutestago
Alcance de la investigacioacuten
Desarrollo de muelas abrasivas sobre vaacutestago ciliacutendricas
Hipoacutetesis
Es posible desarrollar muelas abrasivas sobre vaacutestago a partir de los subproductos del
proceso de reduccioacuten aluminoteacutermica de la pirolusita empleando como aglutinante cemento
Portland P-350 y agua
Objetivo general
Obtener prototipos de muelas abrasivas sobre vaacutestago para el desbaste y limpieza de
piezas de acero de bajo contenido de carbono y baja aleacioacuten a partir de la utilizacioacuten de la
combinacioacuten de los compuestos de corindoacuten y galaxita contenidos en la escoria del proceso
de reduccioacuten aluminoteacutermica de la pirolusita y empleando la mezcla de cemento Portland P-
350 y agua como aglutinante
Como objetivos especiacuteficos del trabajo se presentan los siguientes
1 Emplear materias primas minerales cubanas en la fabricacioacuten de muelas abrasivas
sobre vaacutestago que constituyan desechos industriales y que reduzcan los consumos
energeacuteticos habituales del proceso de produccioacuten
2 Construir el equipamiento de laboratorio necesario que permita la obtencioacuten de
prototipos y el estudio de muelas abrasivas sobre vaacutestago
3 Desarrollar una metodologiacutea que permita la obtencioacuten de muelas abrasivas sobre
vaacutestago a partir de escorias y cemento
5
Para el desarrollo de los objetivos antes referidos se plantea la realizacioacuten de las siguientes
tareas
1 Clasificacioacuten de las muelas abrasivas sobre vaacutestago en funcioacuten de su aplicacioacuten y
materiales empleados en su fabricacioacuten
2 Determinar los tipos de abrasivos que en el mundo se comercializan y sus
normas de produccioacuten y evaluacioacuten
3 Disentildeo y construccioacuten de los moldes necesarios para la obtencioacuten de las muelas
abrasivas sobre vaacutestago
4 Desarrollo de una metodologiacutea para la obtencioacuten de muelas abrasivas sobre
vaacutestago mediante un estudio experimental de prototipos
5 Seleccionar y evaluar los constituyentes de muelas abrasivas sobre vaacutestago
atendiendo a la capacidad abrasiva de la muela terminada
6
CAPITULO I ANALISIS DEL ESTADO DEL ARTE
11Tipos de herramientas abrasivas
Para satisfacer las diferentes exigencias presentadas en la elaboracioacuten precisa de las
piezas y otras aplicaciones las herramientas abrasivas se fabrican de configuracioacuten
estructural y tamantildeos diferentes Las herramientas abrasivas se hacen en lo fundamental
en forma de discos de varios perfiles y dimensiones barras placas segmentos asiacute como
en forma de polvos granos esmeril de distintas dimensiones y calidades y lijas [6]
Las herramientas abrasivas pueden ser producidas para realizar labores en objetos o
piezas metaacutelicas como las construidas por los materiales antes mencionados o no
metaacutelicas para allanar alisar pulir maacutermol muela granito ceraacutemica vidrio madera En
las metaacutelicas se emplean en la limpieza de piezas fundidas superficies de acero en
general Por medio de estas herramientas se pueden trabajar todos los metales desde los
maacutes blandos (aluminio) hasta los maacutes duros (aceros aleados) que precisen un acabado
de sus superficies entre otras aplicaciones [27]
12 Clasificacioacuten y propiedades sobre muelas abrasivas
Las muelas abrasivas pueden clasificarse seguacuten la forma de empleo del abrasivo sus
formas geomeacutetricas etceacutetera Seguacuten su forma de empleo y forma geomeacutetrica se
pueden clasificar en polvos abrasivos pastas abrasivas papeles abrasivos telas
abrasivas muelas de forma circulares segmentos abrasivos barras abrasivas muelas
de vaacutestago etc (Figura 11) [13]
Los materiales usados en la fabricacioacuten de muelas abrasivas se seleccionan dentro del
grupo de los materiales abrasivos seguacuten la aplicacioacuten en los maacutes resistentes de
mediana resistencia y blandos o menos resistentes Por ejemplo en metales se
emplean para la limpieza superficial de piezas fundidas en materiales no metaacutelicos se
emplean en acabado pulido desbaste de pisos entre otros tipos de materiales
7
Figura 11 Tipos de muelas abrasivas
Para el empleo y fabricacioacuten de las muelas abrasivas es necesario que estas tengan
determinada estructura y propiedades Por estructura de una muela abrasiva puede
definirse la relacioacuten cuantitativa entre las disposiciones relativas de los granos el
aglutinante y los poros en la masa que constituye la muela en la Figura 12 se muestra
como puede ser la disposicioacuten de los granos
Los poros son las pequentildeas cavidades de la muela el volumen total de poros
determina su porosidad La estructura de una muela depende de la relacioacuten de
volumen entre los poros el aglutinante y los granos de abrasivo
Figura 12 Disposicioacuten de los granos poros y aglutinantes en la estructura de los materiales abrasivos
El desempentildeo adecuado de una muela abrasiva depende de la seleccioacuten correcta de
su estructura Por tanto para determinada aplicacioacuten la muela debe tener una
adecuada estructura y determinadas propiedades
8
Las muelas abrasivas cuentan con propiedades mecaacutenico-fiacutesicas fundamentales tales
como
Dureza adecuada La dureza de la muela depende del material a trabajar Si la
muela es demasiado dura eacutesta se embota con rapidez calentando a la pieza y
por el contrario si es muy blanda se gasta con rapidez Se denomina dureza de
la herramienta abrasiva a la capacidad del aglutinante de retener granos en la
superficie resistiendo la influencia de las fuerzas externas en la superficie
Autoafilable La capacidad de autoafilado de la muela no es maacutes que el
desprendimiento de los granos para dar lugar a otros de aristas maacutes agudas
Alta resistencia a la fuerza centrifuga
Baja resistencia a la fractura y al agrietamiento
13Tipos y aplicaciones de muelas abrasivas sobre vaacutestago
Las muelas abrasivas sobre vaacutestago son herramientas que se emplean generalmente
en la realizacioacuten de desbaste en superficies metaacutelicas y la eliminacioacuten de pintura u
oacutexidos en las mismas que se encuentran en lugares de difiacutecil acceso para discos
abrasivos y muelas abrasivas ciliacutendricas de mayores dimensiones (ver Figura 13)
Tambieacuten con el desarrollo de las muelas abrasivas sobre vaacutestago se logra acceder a
las superficies internas de los cilindros ya sea para rectificarlos a diaacutemetros mayores
como para la eliminacioacuten de escorias salpicaduras y penetraciones procedentes de
procesos de soldaduras disminuyendo el tiempo y el trabajo humano que se llevariacutea
realizar una operacioacuten de las antes mencionadas de forma manual con limas metaacutelicas
Figura 13 Muela abrasiva sobre vaacutestago en operacioacuten de desbaste
9
Existen diferentes tipos de muelas abrasivas sobre vaacutestago y estas se clasifican
fundamentalmente seguacuten
1 Su forma geomeacutetrica en ciliacutendricas coacutenicas y esfeacutericas
2 Por su aplicacioacuten en muelas para desbaste pesado desbaste leve semi ndash
terminado terminado y pulido
3 Seguacuten su granulometriacutea por un nuacutemero que referencia el tamantildeo del grano [1]
Desbaste Pesado - Granos 16 24 30 36 40 y 50
Desbaste Leve - Granos 60 80 y 100
Semi -Terminado - Granos 120 150 y 180
Terminado - Granos 220 240 280 y 320
Pulido - Granos 360 400 500 600 800 1200 1500 y 2000
Probablemente la propiedad maacutes importante es la granulometriacutea que mide el tamantildeo
del grano Se expresa inversamente al tamantildeo del grano es decir cuanto mayor es la
numeracioacuten tanto menor seraacute el tamantildeo del grano (Tabla 11)
Tabla 11 Relacioacuten de la granulometriacutea con la clase granulomeacutetrica de la muela abrasiva
Grano VS tamantildeo en mm
GranoTamantildeoen mm
GranoTamantildeoen mm
8 2830-2000 100 0150-011010 2380-1680 120 0153-009012 2000-1410 150 0090-006014 1680-1190 180 0090-005016 1410-1000 220 0075-004520 1190-0840 240 0047-004324 0840-0600 280 0038-003530 0710-0500 320 0031-002836 0600-0420 400 0018-001646 0420-0300 500 0014-001254 0350-0250 600 0010-000860 0300-0210 800 0008-000670 0250-0180 1000 0005-000480 0210-0150 1200 0004-000390 0180-0130
10
En la Tabla 12 se muestra ejemplos de muelas abrasivas sobre vaacutestago
Tabla 12 Ejemplos de muelas abrasivas sobre vaacutestago
11
14Clasificacioacuten de abrasivos Normas
141 Clasificacioacuten
Los materiales abrasivos (Figura 14) son aquellos productos quiacutemicos o naturales
cuya dureza es mayor que la del objeto a rayar Estos pueden ser en polvo liacutequidos
mixtos aglutinados con materiales de resinas sinteacuteticas aleaciones metaacutelicas yo
montados en soportes flexibles riacutegidos oscilantes yo giratorios Los abrasivos pueden
tener diferentes formas perfiles y dimensiones [2]
Estos tipos de materiales son de gran importancia industrial y presentan composiciones
y estructuras diversas cuya caracteriacutestica comuacuten es la de ser utilizados para
operaciones de pulido corte o desgaste por friccioacuten
Figura 14 Ejemplos de abrasivos [24]
142 Normas
Existen varias normas con diferente nivel de especificacioacuten y alcance las cuales
difieren en algunas particularidades Debido a esto se encaminaraacute el tema a referir los
meacutetodos usados en las normas de clasificacioacuten
La norma CAMI se usoacute en los Estados Unidos por la respectiva asociacioacuten de
fabricantes Como toda norma el sistema y sus procedimientos fueron disentildeados para
determinar la uniformidad de sus productos
12
Esta norma no teniacutea equivalencia hasta promediando los antildeos acute70 Por entonces
desde Europa se comenzoacute a comercializar productos hacia EEUU Frente a la
oportunidad del negocio nacioacute la norma FEPA
La norma FEPA (Federacioacuten Europea de Fabricantes de Productos Abrasivos) como
era de esperar utiliza un procedimiento distinto a la clasificacioacuten granulomeacutetrica de la
CAMI En un principio se comenzoacute a identificar a la FEPA anteponiendo una letra P
antes del tamantildeo de grano Por ejemplo P120 es un grano 120 de la norma FEPA
Raacutepidamente la norma tomoacute consideracioacuten comercial La idea que se popularizoacute fue
que era de excelente resultado y removiacutea maacutes material
Al potenciar los negocios algunos fabricantes optaron por usar una medida si bien
familiar con una connotacioacuten comercial el MICRON Una nueva norma de
nomenclatura pero una nueva complicacioacuten
La norma MICRA deriva de la palabra Microacuten El teacutermino microacuten resultoacute muy atractivo
para los potenciales clientes Decir de un producto 30 Micrones daba mayor cartel que
usar un grano 360 del CAMI oacute P500 de FEPA iexclPero eran lo mismo
Desde Oriente se establece la norma JMS La norma JMS (Japanese Industrial
System o Sistema Industrial Japoneacutes) establecioacute otro sistema de clasificacioacuten
Existen normas cubanas que tratan el tema dentro de las cuales se encuentran la
norma Cubana NC 19 ndash 02 ndash 16 de 1983 del Sistema de Normas de Proteccioacuten e
Higiene del Trabajo de la Repuacuteblica de Cuba la cual establece los requisitos generales
de seguridad para el trabajo con herramientas abrasivas y la Norma Cubana NC 57-25
de 1983 ldquoHerramientas Abrasivas Seleccioacutenrdquo [3]
En lo adelante se expondraacute una recopilacioacuten de recomendaciones de una de las
normas maacutes significativas a escala mundial e industrial la Federacioacuten Europea de
Fabricantes de Productos Abrasivos (FEPA) para dos de los principales abrasivos
usados en la industria el carburo de silicio y oacutexido de aluminio [12]
La norma citada define los tamantildeos de granos en funcioacuten del nuacutemero de mallas (Figura
15) por pulgada lineal que contiene el tamiz medio utilizado en la clasificacioacuten Cuanto
maacutes fino es el grano menor el tamantildeo del tamiz y mayor el nuacutemero en la escala
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983
1
INDICE
INTRODUCCIOacuteN 3CAPITULO I ANALISIS DEL ESTADO DEL ARTE 6
11 Tipos de herramientas abrasivas 612 Clasificacioacuten y propiedades sobre muelas abrasivas 613 Tipos y aplicaciones de muelas abrasivas sobre vaacutestago 814 Clasificacioacuten de abrasivos Normas 11
141 Clasificacioacuten 11142 Normas 11143 Ejemplos de abrasivos 13144 Caracteriacutesticas de los granos abrasivos 16
15 Tipos de aglutinantes 1716 Cemento Portland P-350 1817 Procedimientos claacutesicos de obtencioacuten de muelas abrasivas 1918 Ensayos sobre muelas abrasivas 20
181 Ensayo de rigidez 20182 Ensayo de abrasividad 21
19 Conclusiones parciales del Capiacutetulo I 22CAPITULO II DESARROLLO EXPERIMENTAL 23
21 Seleccioacuten de las materias primas utilizadas Propiedades y caracteriacutesticas 23211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la pirolusita (abrasivo) 23212 El Cemento Portland P-350 (aglutinante) 26213 Relacioacuten agua cemento 27
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten 2923 Disentildeo y construccioacuten de los moldes 3124 Procedimiento de elaboracioacuten de las muelas abrasivas 3225 Ensayos sobre muelas abrasivas 34
251 Ensayo de rigidez 34252 Ensayo de abrasividad 36
26 Conclusiones parciales del Capiacutetulo II 38CAPITULO III RESULTADOS Y ANALISIS 40
31 Resultados Experimentales y discusioacuten 4032 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago 45
321 Medidas de seguridad preliminares 45322 Manipulacioacuten y montaje de las muelas abrasivas 46323 Comprobaciones necesarias antes de comenzar el trabajo 47324 Requisitos a considerar durante el trabajo 47325 Proteccioacuten personal 48326 Orden limpieza y conservacioacuten 49
33 Criterios econoacutemicos 4934 Criterios medioambientales 5135 Alcance de los resultados 5136 Conclusiones parciales del Capiacutetulo III 52
CONCLUSIONES GENERALES 53RECOMENDACIONES 54BIBLIOGRAFIacuteA 55
2
RESUMEN
El presente trabajo aborda el desarrollo de muelas abrasivas sobre vaacutestago empleando
residuales escorias aluminoteacutermicas y una mezcla de cemento Poacutertland P-350 y agua En el
trabajo se hace referencia a las normas para el uso y control de la calidad de los materiales
abrasivos asiacute como un anaacutelisis de los fundamentos teoacutericos maacutes importantes sobre los
mismos La metodologiacutea desarrollada descarta el proceso de sinterizacioacuten comuacutenmente
aplicado durante la obtencioacuten de muelas abrasivas sobre vaacutestago al sustituir los
aglutinantes de altas temperaturas por otros de endurecimiento a temperatura ambiente
(cemento) En la tesis se estudia las relaciones entre los componentes de la mezcla
atendiendo a su desempentildeo durante el ensayo de peacuterdida de masa Se incluye el disentildeo y
fabricacioacuten de los moldes En los prototipos de muelas abrasivas sobre vaacutestago producidas
el 41 del costo total lo conforma el abrasivo el 32 el costo del vaacutestago metaacutelico
mientras que soacutelo un 2 el cemento El 25 por ciento restante se encuentra distribuido
entre la mano de obra la transportacioacuten y el consumo energeacutetico La muela elaborada a
partir de una mezcla con 60 escorias 2666 cemento y 1334 de agua destilada
presenta un comportamiento similar a muelas comerciales fabricadas por la firma NORTON
Su costo de fabricacioacuten unitario es de 0022 CUC y 00036 CUP con una ganancia unitaria
de 048 CUC
Palabras claves Abrasivos muelas sobre vaacutestagos escorias cemento
3
INTRODUCCIOacuteN
El Centro de Investigacioacuten de Soldadura tiene 20 antildeos de fundado Desde sus inicios trabaja
en la obtencioacuten de materiales para soldar (electrodos y fundentes)
Hasta la fecha en el centro se ha diversificado la cantidad de tipos de materiales obtenidos
Esto responde no soacutelo a las satisfacciones del paiacutes sino tambieacuten a los intereses cientiacuteficos
propios del centro
Para el desarrollo de los consumibles se han realizado estudios de obtencioacuten de
ferroaleaciones como otras alternativas tecnoloacutegicas para la obtencioacuten de materiales para
soldar tanto a traveacutes de procesos carboteacutermicos como de aluminoteacutermicos
Como subproductos en la obtencioacuten aluminoteacutermica de ferromanganeso a partir de la
reduccioacuten de la pirolusita se obtiene una escoria cuyas caracteriacutesticas le permiten ser
valorada como posible material refractario yo abrasivo
Necesidad de la investigacioacuten
Las muelas abrasivas sobre vaacutestago se construyen para realizar desbaste en superficies
metaacutelicas y eliminar pintura u oacutexido en las mismas que se encuentran en lugares de difiacutecil
acceso para discos abrasivos Tambieacuten con el desarrollo de las muelas abrasivas sobre
vaacutestago se logra acceder a las superficies internas de los cilindros ya sea para rectificarlos
a diaacutemetros mayores como para la eliminacioacuten de escorias salpicaduras y penetraciones
procedentes de procesos de soldaduras Esta posibilidad disminuye el tiempo y el esfuerzo
humano que se llevariacutea realizar una operacioacuten de las antes mencionadas de forma manual
con limas metaacutelicas
Sin embargo las muelas abrasivas sobre vaacutestago no se comercializan por firmas cubanas
lo que trae consigo su importacioacuten
Por la necesidad de su uso en los talleres y de reducir importaciones surge la posibilidad de
desarrollar un procedimiento que permita obtener muelas abrasivas sobre vaacutestago que se
sustente en el uso de materiales cubanos con un miacutenimo impacto medioambiental que
sean capaces de cumplir con los mismos requisitos y que sirvan para las mismas
aplicaciones que las muelas de igual tipo comercializadas por firmas prestigiosas
4
Novedad de la investigacioacuten
Empleo del cemento Portland P-350 como aglutinante para la elaboracioacuten de muelas
abrasivas sobre vaacutestago
Alcance de la investigacioacuten
Desarrollo de muelas abrasivas sobre vaacutestago ciliacutendricas
Hipoacutetesis
Es posible desarrollar muelas abrasivas sobre vaacutestago a partir de los subproductos del
proceso de reduccioacuten aluminoteacutermica de la pirolusita empleando como aglutinante cemento
Portland P-350 y agua
Objetivo general
Obtener prototipos de muelas abrasivas sobre vaacutestago para el desbaste y limpieza de
piezas de acero de bajo contenido de carbono y baja aleacioacuten a partir de la utilizacioacuten de la
combinacioacuten de los compuestos de corindoacuten y galaxita contenidos en la escoria del proceso
de reduccioacuten aluminoteacutermica de la pirolusita y empleando la mezcla de cemento Portland P-
350 y agua como aglutinante
Como objetivos especiacuteficos del trabajo se presentan los siguientes
1 Emplear materias primas minerales cubanas en la fabricacioacuten de muelas abrasivas
sobre vaacutestago que constituyan desechos industriales y que reduzcan los consumos
energeacuteticos habituales del proceso de produccioacuten
2 Construir el equipamiento de laboratorio necesario que permita la obtencioacuten de
prototipos y el estudio de muelas abrasivas sobre vaacutestago
3 Desarrollar una metodologiacutea que permita la obtencioacuten de muelas abrasivas sobre
vaacutestago a partir de escorias y cemento
5
Para el desarrollo de los objetivos antes referidos se plantea la realizacioacuten de las siguientes
tareas
1 Clasificacioacuten de las muelas abrasivas sobre vaacutestago en funcioacuten de su aplicacioacuten y
materiales empleados en su fabricacioacuten
2 Determinar los tipos de abrasivos que en el mundo se comercializan y sus
normas de produccioacuten y evaluacioacuten
3 Disentildeo y construccioacuten de los moldes necesarios para la obtencioacuten de las muelas
abrasivas sobre vaacutestago
4 Desarrollo de una metodologiacutea para la obtencioacuten de muelas abrasivas sobre
vaacutestago mediante un estudio experimental de prototipos
5 Seleccionar y evaluar los constituyentes de muelas abrasivas sobre vaacutestago
atendiendo a la capacidad abrasiva de la muela terminada
6
CAPITULO I ANALISIS DEL ESTADO DEL ARTE
11Tipos de herramientas abrasivas
Para satisfacer las diferentes exigencias presentadas en la elaboracioacuten precisa de las
piezas y otras aplicaciones las herramientas abrasivas se fabrican de configuracioacuten
estructural y tamantildeos diferentes Las herramientas abrasivas se hacen en lo fundamental
en forma de discos de varios perfiles y dimensiones barras placas segmentos asiacute como
en forma de polvos granos esmeril de distintas dimensiones y calidades y lijas [6]
Las herramientas abrasivas pueden ser producidas para realizar labores en objetos o
piezas metaacutelicas como las construidas por los materiales antes mencionados o no
metaacutelicas para allanar alisar pulir maacutermol muela granito ceraacutemica vidrio madera En
las metaacutelicas se emplean en la limpieza de piezas fundidas superficies de acero en
general Por medio de estas herramientas se pueden trabajar todos los metales desde los
maacutes blandos (aluminio) hasta los maacutes duros (aceros aleados) que precisen un acabado
de sus superficies entre otras aplicaciones [27]
12 Clasificacioacuten y propiedades sobre muelas abrasivas
Las muelas abrasivas pueden clasificarse seguacuten la forma de empleo del abrasivo sus
formas geomeacutetricas etceacutetera Seguacuten su forma de empleo y forma geomeacutetrica se
pueden clasificar en polvos abrasivos pastas abrasivas papeles abrasivos telas
abrasivas muelas de forma circulares segmentos abrasivos barras abrasivas muelas
de vaacutestago etc (Figura 11) [13]
Los materiales usados en la fabricacioacuten de muelas abrasivas se seleccionan dentro del
grupo de los materiales abrasivos seguacuten la aplicacioacuten en los maacutes resistentes de
mediana resistencia y blandos o menos resistentes Por ejemplo en metales se
emplean para la limpieza superficial de piezas fundidas en materiales no metaacutelicos se
emplean en acabado pulido desbaste de pisos entre otros tipos de materiales
7
Figura 11 Tipos de muelas abrasivas
Para el empleo y fabricacioacuten de las muelas abrasivas es necesario que estas tengan
determinada estructura y propiedades Por estructura de una muela abrasiva puede
definirse la relacioacuten cuantitativa entre las disposiciones relativas de los granos el
aglutinante y los poros en la masa que constituye la muela en la Figura 12 se muestra
como puede ser la disposicioacuten de los granos
Los poros son las pequentildeas cavidades de la muela el volumen total de poros
determina su porosidad La estructura de una muela depende de la relacioacuten de
volumen entre los poros el aglutinante y los granos de abrasivo
Figura 12 Disposicioacuten de los granos poros y aglutinantes en la estructura de los materiales abrasivos
El desempentildeo adecuado de una muela abrasiva depende de la seleccioacuten correcta de
su estructura Por tanto para determinada aplicacioacuten la muela debe tener una
adecuada estructura y determinadas propiedades
8
Las muelas abrasivas cuentan con propiedades mecaacutenico-fiacutesicas fundamentales tales
como
Dureza adecuada La dureza de la muela depende del material a trabajar Si la
muela es demasiado dura eacutesta se embota con rapidez calentando a la pieza y
por el contrario si es muy blanda se gasta con rapidez Se denomina dureza de
la herramienta abrasiva a la capacidad del aglutinante de retener granos en la
superficie resistiendo la influencia de las fuerzas externas en la superficie
Autoafilable La capacidad de autoafilado de la muela no es maacutes que el
desprendimiento de los granos para dar lugar a otros de aristas maacutes agudas
Alta resistencia a la fuerza centrifuga
Baja resistencia a la fractura y al agrietamiento
13Tipos y aplicaciones de muelas abrasivas sobre vaacutestago
Las muelas abrasivas sobre vaacutestago son herramientas que se emplean generalmente
en la realizacioacuten de desbaste en superficies metaacutelicas y la eliminacioacuten de pintura u
oacutexidos en las mismas que se encuentran en lugares de difiacutecil acceso para discos
abrasivos y muelas abrasivas ciliacutendricas de mayores dimensiones (ver Figura 13)
Tambieacuten con el desarrollo de las muelas abrasivas sobre vaacutestago se logra acceder a
las superficies internas de los cilindros ya sea para rectificarlos a diaacutemetros mayores
como para la eliminacioacuten de escorias salpicaduras y penetraciones procedentes de
procesos de soldaduras disminuyendo el tiempo y el trabajo humano que se llevariacutea
realizar una operacioacuten de las antes mencionadas de forma manual con limas metaacutelicas
Figura 13 Muela abrasiva sobre vaacutestago en operacioacuten de desbaste
9
Existen diferentes tipos de muelas abrasivas sobre vaacutestago y estas se clasifican
fundamentalmente seguacuten
1 Su forma geomeacutetrica en ciliacutendricas coacutenicas y esfeacutericas
2 Por su aplicacioacuten en muelas para desbaste pesado desbaste leve semi ndash
terminado terminado y pulido
3 Seguacuten su granulometriacutea por un nuacutemero que referencia el tamantildeo del grano [1]
Desbaste Pesado - Granos 16 24 30 36 40 y 50
Desbaste Leve - Granos 60 80 y 100
Semi -Terminado - Granos 120 150 y 180
Terminado - Granos 220 240 280 y 320
Pulido - Granos 360 400 500 600 800 1200 1500 y 2000
Probablemente la propiedad maacutes importante es la granulometriacutea que mide el tamantildeo
del grano Se expresa inversamente al tamantildeo del grano es decir cuanto mayor es la
numeracioacuten tanto menor seraacute el tamantildeo del grano (Tabla 11)
Tabla 11 Relacioacuten de la granulometriacutea con la clase granulomeacutetrica de la muela abrasiva
Grano VS tamantildeo en mm
GranoTamantildeoen mm
GranoTamantildeoen mm
8 2830-2000 100 0150-011010 2380-1680 120 0153-009012 2000-1410 150 0090-006014 1680-1190 180 0090-005016 1410-1000 220 0075-004520 1190-0840 240 0047-004324 0840-0600 280 0038-003530 0710-0500 320 0031-002836 0600-0420 400 0018-001646 0420-0300 500 0014-001254 0350-0250 600 0010-000860 0300-0210 800 0008-000670 0250-0180 1000 0005-000480 0210-0150 1200 0004-000390 0180-0130
10
En la Tabla 12 se muestra ejemplos de muelas abrasivas sobre vaacutestago
Tabla 12 Ejemplos de muelas abrasivas sobre vaacutestago
11
14Clasificacioacuten de abrasivos Normas
141 Clasificacioacuten
Los materiales abrasivos (Figura 14) son aquellos productos quiacutemicos o naturales
cuya dureza es mayor que la del objeto a rayar Estos pueden ser en polvo liacutequidos
mixtos aglutinados con materiales de resinas sinteacuteticas aleaciones metaacutelicas yo
montados en soportes flexibles riacutegidos oscilantes yo giratorios Los abrasivos pueden
tener diferentes formas perfiles y dimensiones [2]
Estos tipos de materiales son de gran importancia industrial y presentan composiciones
y estructuras diversas cuya caracteriacutestica comuacuten es la de ser utilizados para
operaciones de pulido corte o desgaste por friccioacuten
Figura 14 Ejemplos de abrasivos [24]
142 Normas
Existen varias normas con diferente nivel de especificacioacuten y alcance las cuales
difieren en algunas particularidades Debido a esto se encaminaraacute el tema a referir los
meacutetodos usados en las normas de clasificacioacuten
La norma CAMI se usoacute en los Estados Unidos por la respectiva asociacioacuten de
fabricantes Como toda norma el sistema y sus procedimientos fueron disentildeados para
determinar la uniformidad de sus productos
12
Esta norma no teniacutea equivalencia hasta promediando los antildeos acute70 Por entonces
desde Europa se comenzoacute a comercializar productos hacia EEUU Frente a la
oportunidad del negocio nacioacute la norma FEPA
La norma FEPA (Federacioacuten Europea de Fabricantes de Productos Abrasivos) como
era de esperar utiliza un procedimiento distinto a la clasificacioacuten granulomeacutetrica de la
CAMI En un principio se comenzoacute a identificar a la FEPA anteponiendo una letra P
antes del tamantildeo de grano Por ejemplo P120 es un grano 120 de la norma FEPA
Raacutepidamente la norma tomoacute consideracioacuten comercial La idea que se popularizoacute fue
que era de excelente resultado y removiacutea maacutes material
Al potenciar los negocios algunos fabricantes optaron por usar una medida si bien
familiar con una connotacioacuten comercial el MICRON Una nueva norma de
nomenclatura pero una nueva complicacioacuten
La norma MICRA deriva de la palabra Microacuten El teacutermino microacuten resultoacute muy atractivo
para los potenciales clientes Decir de un producto 30 Micrones daba mayor cartel que
usar un grano 360 del CAMI oacute P500 de FEPA iexclPero eran lo mismo
Desde Oriente se establece la norma JMS La norma JMS (Japanese Industrial
System o Sistema Industrial Japoneacutes) establecioacute otro sistema de clasificacioacuten
Existen normas cubanas que tratan el tema dentro de las cuales se encuentran la
norma Cubana NC 19 ndash 02 ndash 16 de 1983 del Sistema de Normas de Proteccioacuten e
Higiene del Trabajo de la Repuacuteblica de Cuba la cual establece los requisitos generales
de seguridad para el trabajo con herramientas abrasivas y la Norma Cubana NC 57-25
de 1983 ldquoHerramientas Abrasivas Seleccioacutenrdquo [3]
En lo adelante se expondraacute una recopilacioacuten de recomendaciones de una de las
normas maacutes significativas a escala mundial e industrial la Federacioacuten Europea de
Fabricantes de Productos Abrasivos (FEPA) para dos de los principales abrasivos
usados en la industria el carburo de silicio y oacutexido de aluminio [12]
La norma citada define los tamantildeos de granos en funcioacuten del nuacutemero de mallas (Figura
15) por pulgada lineal que contiene el tamiz medio utilizado en la clasificacioacuten Cuanto
maacutes fino es el grano menor el tamantildeo del tamiz y mayor el nuacutemero en la escala
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

2
RESUMEN
El presente trabajo aborda el desarrollo de muelas abrasivas sobre vaacutestago empleando
residuales escorias aluminoteacutermicas y una mezcla de cemento Poacutertland P-350 y agua En el
trabajo se hace referencia a las normas para el uso y control de la calidad de los materiales
abrasivos asiacute como un anaacutelisis de los fundamentos teoacutericos maacutes importantes sobre los
mismos La metodologiacutea desarrollada descarta el proceso de sinterizacioacuten comuacutenmente
aplicado durante la obtencioacuten de muelas abrasivas sobre vaacutestago al sustituir los
aglutinantes de altas temperaturas por otros de endurecimiento a temperatura ambiente
(cemento) En la tesis se estudia las relaciones entre los componentes de la mezcla
atendiendo a su desempentildeo durante el ensayo de peacuterdida de masa Se incluye el disentildeo y
fabricacioacuten de los moldes En los prototipos de muelas abrasivas sobre vaacutestago producidas
el 41 del costo total lo conforma el abrasivo el 32 el costo del vaacutestago metaacutelico
mientras que soacutelo un 2 el cemento El 25 por ciento restante se encuentra distribuido
entre la mano de obra la transportacioacuten y el consumo energeacutetico La muela elaborada a
partir de una mezcla con 60 escorias 2666 cemento y 1334 de agua destilada
presenta un comportamiento similar a muelas comerciales fabricadas por la firma NORTON
Su costo de fabricacioacuten unitario es de 0022 CUC y 00036 CUP con una ganancia unitaria
de 048 CUC
Palabras claves Abrasivos muelas sobre vaacutestagos escorias cemento
3
INTRODUCCIOacuteN
El Centro de Investigacioacuten de Soldadura tiene 20 antildeos de fundado Desde sus inicios trabaja
en la obtencioacuten de materiales para soldar (electrodos y fundentes)
Hasta la fecha en el centro se ha diversificado la cantidad de tipos de materiales obtenidos
Esto responde no soacutelo a las satisfacciones del paiacutes sino tambieacuten a los intereses cientiacuteficos
propios del centro
Para el desarrollo de los consumibles se han realizado estudios de obtencioacuten de
ferroaleaciones como otras alternativas tecnoloacutegicas para la obtencioacuten de materiales para
soldar tanto a traveacutes de procesos carboteacutermicos como de aluminoteacutermicos
Como subproductos en la obtencioacuten aluminoteacutermica de ferromanganeso a partir de la
reduccioacuten de la pirolusita se obtiene una escoria cuyas caracteriacutesticas le permiten ser
valorada como posible material refractario yo abrasivo
Necesidad de la investigacioacuten
Las muelas abrasivas sobre vaacutestago se construyen para realizar desbaste en superficies
metaacutelicas y eliminar pintura u oacutexido en las mismas que se encuentran en lugares de difiacutecil
acceso para discos abrasivos Tambieacuten con el desarrollo de las muelas abrasivas sobre
vaacutestago se logra acceder a las superficies internas de los cilindros ya sea para rectificarlos
a diaacutemetros mayores como para la eliminacioacuten de escorias salpicaduras y penetraciones
procedentes de procesos de soldaduras Esta posibilidad disminuye el tiempo y el esfuerzo
humano que se llevariacutea realizar una operacioacuten de las antes mencionadas de forma manual
con limas metaacutelicas
Sin embargo las muelas abrasivas sobre vaacutestago no se comercializan por firmas cubanas
lo que trae consigo su importacioacuten
Por la necesidad de su uso en los talleres y de reducir importaciones surge la posibilidad de
desarrollar un procedimiento que permita obtener muelas abrasivas sobre vaacutestago que se
sustente en el uso de materiales cubanos con un miacutenimo impacto medioambiental que
sean capaces de cumplir con los mismos requisitos y que sirvan para las mismas
aplicaciones que las muelas de igual tipo comercializadas por firmas prestigiosas
4
Novedad de la investigacioacuten
Empleo del cemento Portland P-350 como aglutinante para la elaboracioacuten de muelas
abrasivas sobre vaacutestago
Alcance de la investigacioacuten
Desarrollo de muelas abrasivas sobre vaacutestago ciliacutendricas
Hipoacutetesis
Es posible desarrollar muelas abrasivas sobre vaacutestago a partir de los subproductos del
proceso de reduccioacuten aluminoteacutermica de la pirolusita empleando como aglutinante cemento
Portland P-350 y agua
Objetivo general
Obtener prototipos de muelas abrasivas sobre vaacutestago para el desbaste y limpieza de
piezas de acero de bajo contenido de carbono y baja aleacioacuten a partir de la utilizacioacuten de la
combinacioacuten de los compuestos de corindoacuten y galaxita contenidos en la escoria del proceso
de reduccioacuten aluminoteacutermica de la pirolusita y empleando la mezcla de cemento Portland P-
350 y agua como aglutinante
Como objetivos especiacuteficos del trabajo se presentan los siguientes
1 Emplear materias primas minerales cubanas en la fabricacioacuten de muelas abrasivas
sobre vaacutestago que constituyan desechos industriales y que reduzcan los consumos
energeacuteticos habituales del proceso de produccioacuten
2 Construir el equipamiento de laboratorio necesario que permita la obtencioacuten de
prototipos y el estudio de muelas abrasivas sobre vaacutestago
3 Desarrollar una metodologiacutea que permita la obtencioacuten de muelas abrasivas sobre
vaacutestago a partir de escorias y cemento
5
Para el desarrollo de los objetivos antes referidos se plantea la realizacioacuten de las siguientes
tareas
1 Clasificacioacuten de las muelas abrasivas sobre vaacutestago en funcioacuten de su aplicacioacuten y
materiales empleados en su fabricacioacuten
2 Determinar los tipos de abrasivos que en el mundo se comercializan y sus
normas de produccioacuten y evaluacioacuten
3 Disentildeo y construccioacuten de los moldes necesarios para la obtencioacuten de las muelas
abrasivas sobre vaacutestago
4 Desarrollo de una metodologiacutea para la obtencioacuten de muelas abrasivas sobre
vaacutestago mediante un estudio experimental de prototipos
5 Seleccionar y evaluar los constituyentes de muelas abrasivas sobre vaacutestago
atendiendo a la capacidad abrasiva de la muela terminada
6
CAPITULO I ANALISIS DEL ESTADO DEL ARTE
11Tipos de herramientas abrasivas
Para satisfacer las diferentes exigencias presentadas en la elaboracioacuten precisa de las
piezas y otras aplicaciones las herramientas abrasivas se fabrican de configuracioacuten
estructural y tamantildeos diferentes Las herramientas abrasivas se hacen en lo fundamental
en forma de discos de varios perfiles y dimensiones barras placas segmentos asiacute como
en forma de polvos granos esmeril de distintas dimensiones y calidades y lijas [6]
Las herramientas abrasivas pueden ser producidas para realizar labores en objetos o
piezas metaacutelicas como las construidas por los materiales antes mencionados o no
metaacutelicas para allanar alisar pulir maacutermol muela granito ceraacutemica vidrio madera En
las metaacutelicas se emplean en la limpieza de piezas fundidas superficies de acero en
general Por medio de estas herramientas se pueden trabajar todos los metales desde los
maacutes blandos (aluminio) hasta los maacutes duros (aceros aleados) que precisen un acabado
de sus superficies entre otras aplicaciones [27]
12 Clasificacioacuten y propiedades sobre muelas abrasivas
Las muelas abrasivas pueden clasificarse seguacuten la forma de empleo del abrasivo sus
formas geomeacutetricas etceacutetera Seguacuten su forma de empleo y forma geomeacutetrica se
pueden clasificar en polvos abrasivos pastas abrasivas papeles abrasivos telas
abrasivas muelas de forma circulares segmentos abrasivos barras abrasivas muelas
de vaacutestago etc (Figura 11) [13]
Los materiales usados en la fabricacioacuten de muelas abrasivas se seleccionan dentro del
grupo de los materiales abrasivos seguacuten la aplicacioacuten en los maacutes resistentes de
mediana resistencia y blandos o menos resistentes Por ejemplo en metales se
emplean para la limpieza superficial de piezas fundidas en materiales no metaacutelicos se
emplean en acabado pulido desbaste de pisos entre otros tipos de materiales
7
Figura 11 Tipos de muelas abrasivas
Para el empleo y fabricacioacuten de las muelas abrasivas es necesario que estas tengan
determinada estructura y propiedades Por estructura de una muela abrasiva puede
definirse la relacioacuten cuantitativa entre las disposiciones relativas de los granos el
aglutinante y los poros en la masa que constituye la muela en la Figura 12 se muestra
como puede ser la disposicioacuten de los granos
Los poros son las pequentildeas cavidades de la muela el volumen total de poros
determina su porosidad La estructura de una muela depende de la relacioacuten de
volumen entre los poros el aglutinante y los granos de abrasivo
Figura 12 Disposicioacuten de los granos poros y aglutinantes en la estructura de los materiales abrasivos
El desempentildeo adecuado de una muela abrasiva depende de la seleccioacuten correcta de
su estructura Por tanto para determinada aplicacioacuten la muela debe tener una
adecuada estructura y determinadas propiedades
8
Las muelas abrasivas cuentan con propiedades mecaacutenico-fiacutesicas fundamentales tales
como
Dureza adecuada La dureza de la muela depende del material a trabajar Si la
muela es demasiado dura eacutesta se embota con rapidez calentando a la pieza y
por el contrario si es muy blanda se gasta con rapidez Se denomina dureza de
la herramienta abrasiva a la capacidad del aglutinante de retener granos en la
superficie resistiendo la influencia de las fuerzas externas en la superficie
Autoafilable La capacidad de autoafilado de la muela no es maacutes que el
desprendimiento de los granos para dar lugar a otros de aristas maacutes agudas
Alta resistencia a la fuerza centrifuga
Baja resistencia a la fractura y al agrietamiento
13Tipos y aplicaciones de muelas abrasivas sobre vaacutestago
Las muelas abrasivas sobre vaacutestago son herramientas que se emplean generalmente
en la realizacioacuten de desbaste en superficies metaacutelicas y la eliminacioacuten de pintura u
oacutexidos en las mismas que se encuentran en lugares de difiacutecil acceso para discos
abrasivos y muelas abrasivas ciliacutendricas de mayores dimensiones (ver Figura 13)
Tambieacuten con el desarrollo de las muelas abrasivas sobre vaacutestago se logra acceder a
las superficies internas de los cilindros ya sea para rectificarlos a diaacutemetros mayores
como para la eliminacioacuten de escorias salpicaduras y penetraciones procedentes de
procesos de soldaduras disminuyendo el tiempo y el trabajo humano que se llevariacutea
realizar una operacioacuten de las antes mencionadas de forma manual con limas metaacutelicas
Figura 13 Muela abrasiva sobre vaacutestago en operacioacuten de desbaste
9
Existen diferentes tipos de muelas abrasivas sobre vaacutestago y estas se clasifican
fundamentalmente seguacuten
1 Su forma geomeacutetrica en ciliacutendricas coacutenicas y esfeacutericas
2 Por su aplicacioacuten en muelas para desbaste pesado desbaste leve semi ndash
terminado terminado y pulido
3 Seguacuten su granulometriacutea por un nuacutemero que referencia el tamantildeo del grano [1]
Desbaste Pesado - Granos 16 24 30 36 40 y 50
Desbaste Leve - Granos 60 80 y 100
Semi -Terminado - Granos 120 150 y 180
Terminado - Granos 220 240 280 y 320
Pulido - Granos 360 400 500 600 800 1200 1500 y 2000
Probablemente la propiedad maacutes importante es la granulometriacutea que mide el tamantildeo
del grano Se expresa inversamente al tamantildeo del grano es decir cuanto mayor es la
numeracioacuten tanto menor seraacute el tamantildeo del grano (Tabla 11)
Tabla 11 Relacioacuten de la granulometriacutea con la clase granulomeacutetrica de la muela abrasiva
Grano VS tamantildeo en mm
GranoTamantildeoen mm
GranoTamantildeoen mm
8 2830-2000 100 0150-011010 2380-1680 120 0153-009012 2000-1410 150 0090-006014 1680-1190 180 0090-005016 1410-1000 220 0075-004520 1190-0840 240 0047-004324 0840-0600 280 0038-003530 0710-0500 320 0031-002836 0600-0420 400 0018-001646 0420-0300 500 0014-001254 0350-0250 600 0010-000860 0300-0210 800 0008-000670 0250-0180 1000 0005-000480 0210-0150 1200 0004-000390 0180-0130
10
En la Tabla 12 se muestra ejemplos de muelas abrasivas sobre vaacutestago
Tabla 12 Ejemplos de muelas abrasivas sobre vaacutestago
11
14Clasificacioacuten de abrasivos Normas
141 Clasificacioacuten
Los materiales abrasivos (Figura 14) son aquellos productos quiacutemicos o naturales
cuya dureza es mayor que la del objeto a rayar Estos pueden ser en polvo liacutequidos
mixtos aglutinados con materiales de resinas sinteacuteticas aleaciones metaacutelicas yo
montados en soportes flexibles riacutegidos oscilantes yo giratorios Los abrasivos pueden
tener diferentes formas perfiles y dimensiones [2]
Estos tipos de materiales son de gran importancia industrial y presentan composiciones
y estructuras diversas cuya caracteriacutestica comuacuten es la de ser utilizados para
operaciones de pulido corte o desgaste por friccioacuten
Figura 14 Ejemplos de abrasivos [24]
142 Normas
Existen varias normas con diferente nivel de especificacioacuten y alcance las cuales
difieren en algunas particularidades Debido a esto se encaminaraacute el tema a referir los
meacutetodos usados en las normas de clasificacioacuten
La norma CAMI se usoacute en los Estados Unidos por la respectiva asociacioacuten de
fabricantes Como toda norma el sistema y sus procedimientos fueron disentildeados para
determinar la uniformidad de sus productos
12
Esta norma no teniacutea equivalencia hasta promediando los antildeos acute70 Por entonces
desde Europa se comenzoacute a comercializar productos hacia EEUU Frente a la
oportunidad del negocio nacioacute la norma FEPA
La norma FEPA (Federacioacuten Europea de Fabricantes de Productos Abrasivos) como
era de esperar utiliza un procedimiento distinto a la clasificacioacuten granulomeacutetrica de la
CAMI En un principio se comenzoacute a identificar a la FEPA anteponiendo una letra P
antes del tamantildeo de grano Por ejemplo P120 es un grano 120 de la norma FEPA
Raacutepidamente la norma tomoacute consideracioacuten comercial La idea que se popularizoacute fue
que era de excelente resultado y removiacutea maacutes material
Al potenciar los negocios algunos fabricantes optaron por usar una medida si bien
familiar con una connotacioacuten comercial el MICRON Una nueva norma de
nomenclatura pero una nueva complicacioacuten
La norma MICRA deriva de la palabra Microacuten El teacutermino microacuten resultoacute muy atractivo
para los potenciales clientes Decir de un producto 30 Micrones daba mayor cartel que
usar un grano 360 del CAMI oacute P500 de FEPA iexclPero eran lo mismo
Desde Oriente se establece la norma JMS La norma JMS (Japanese Industrial
System o Sistema Industrial Japoneacutes) establecioacute otro sistema de clasificacioacuten
Existen normas cubanas que tratan el tema dentro de las cuales se encuentran la
norma Cubana NC 19 ndash 02 ndash 16 de 1983 del Sistema de Normas de Proteccioacuten e
Higiene del Trabajo de la Repuacuteblica de Cuba la cual establece los requisitos generales
de seguridad para el trabajo con herramientas abrasivas y la Norma Cubana NC 57-25
de 1983 ldquoHerramientas Abrasivas Seleccioacutenrdquo [3]
En lo adelante se expondraacute una recopilacioacuten de recomendaciones de una de las
normas maacutes significativas a escala mundial e industrial la Federacioacuten Europea de
Fabricantes de Productos Abrasivos (FEPA) para dos de los principales abrasivos
usados en la industria el carburo de silicio y oacutexido de aluminio [12]
La norma citada define los tamantildeos de granos en funcioacuten del nuacutemero de mallas (Figura
15) por pulgada lineal que contiene el tamiz medio utilizado en la clasificacioacuten Cuanto
maacutes fino es el grano menor el tamantildeo del tamiz y mayor el nuacutemero en la escala
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

3
INTRODUCCIOacuteN
El Centro de Investigacioacuten de Soldadura tiene 20 antildeos de fundado Desde sus inicios trabaja
en la obtencioacuten de materiales para soldar (electrodos y fundentes)
Hasta la fecha en el centro se ha diversificado la cantidad de tipos de materiales obtenidos
Esto responde no soacutelo a las satisfacciones del paiacutes sino tambieacuten a los intereses cientiacuteficos
propios del centro
Para el desarrollo de los consumibles se han realizado estudios de obtencioacuten de
ferroaleaciones como otras alternativas tecnoloacutegicas para la obtencioacuten de materiales para
soldar tanto a traveacutes de procesos carboteacutermicos como de aluminoteacutermicos
Como subproductos en la obtencioacuten aluminoteacutermica de ferromanganeso a partir de la
reduccioacuten de la pirolusita se obtiene una escoria cuyas caracteriacutesticas le permiten ser
valorada como posible material refractario yo abrasivo
Necesidad de la investigacioacuten
Las muelas abrasivas sobre vaacutestago se construyen para realizar desbaste en superficies
metaacutelicas y eliminar pintura u oacutexido en las mismas que se encuentran en lugares de difiacutecil
acceso para discos abrasivos Tambieacuten con el desarrollo de las muelas abrasivas sobre
vaacutestago se logra acceder a las superficies internas de los cilindros ya sea para rectificarlos
a diaacutemetros mayores como para la eliminacioacuten de escorias salpicaduras y penetraciones
procedentes de procesos de soldaduras Esta posibilidad disminuye el tiempo y el esfuerzo
humano que se llevariacutea realizar una operacioacuten de las antes mencionadas de forma manual
con limas metaacutelicas
Sin embargo las muelas abrasivas sobre vaacutestago no se comercializan por firmas cubanas
lo que trae consigo su importacioacuten
Por la necesidad de su uso en los talleres y de reducir importaciones surge la posibilidad de
desarrollar un procedimiento que permita obtener muelas abrasivas sobre vaacutestago que se
sustente en el uso de materiales cubanos con un miacutenimo impacto medioambiental que
sean capaces de cumplir con los mismos requisitos y que sirvan para las mismas
aplicaciones que las muelas de igual tipo comercializadas por firmas prestigiosas
4
Novedad de la investigacioacuten
Empleo del cemento Portland P-350 como aglutinante para la elaboracioacuten de muelas
abrasivas sobre vaacutestago
Alcance de la investigacioacuten
Desarrollo de muelas abrasivas sobre vaacutestago ciliacutendricas
Hipoacutetesis
Es posible desarrollar muelas abrasivas sobre vaacutestago a partir de los subproductos del
proceso de reduccioacuten aluminoteacutermica de la pirolusita empleando como aglutinante cemento
Portland P-350 y agua
Objetivo general
Obtener prototipos de muelas abrasivas sobre vaacutestago para el desbaste y limpieza de
piezas de acero de bajo contenido de carbono y baja aleacioacuten a partir de la utilizacioacuten de la
combinacioacuten de los compuestos de corindoacuten y galaxita contenidos en la escoria del proceso
de reduccioacuten aluminoteacutermica de la pirolusita y empleando la mezcla de cemento Portland P-
350 y agua como aglutinante
Como objetivos especiacuteficos del trabajo se presentan los siguientes
1 Emplear materias primas minerales cubanas en la fabricacioacuten de muelas abrasivas
sobre vaacutestago que constituyan desechos industriales y que reduzcan los consumos
energeacuteticos habituales del proceso de produccioacuten
2 Construir el equipamiento de laboratorio necesario que permita la obtencioacuten de
prototipos y el estudio de muelas abrasivas sobre vaacutestago
3 Desarrollar una metodologiacutea que permita la obtencioacuten de muelas abrasivas sobre
vaacutestago a partir de escorias y cemento
5
Para el desarrollo de los objetivos antes referidos se plantea la realizacioacuten de las siguientes
tareas
1 Clasificacioacuten de las muelas abrasivas sobre vaacutestago en funcioacuten de su aplicacioacuten y
materiales empleados en su fabricacioacuten
2 Determinar los tipos de abrasivos que en el mundo se comercializan y sus
normas de produccioacuten y evaluacioacuten
3 Disentildeo y construccioacuten de los moldes necesarios para la obtencioacuten de las muelas
abrasivas sobre vaacutestago
4 Desarrollo de una metodologiacutea para la obtencioacuten de muelas abrasivas sobre
vaacutestago mediante un estudio experimental de prototipos
5 Seleccionar y evaluar los constituyentes de muelas abrasivas sobre vaacutestago
atendiendo a la capacidad abrasiva de la muela terminada
6
CAPITULO I ANALISIS DEL ESTADO DEL ARTE
11Tipos de herramientas abrasivas
Para satisfacer las diferentes exigencias presentadas en la elaboracioacuten precisa de las
piezas y otras aplicaciones las herramientas abrasivas se fabrican de configuracioacuten
estructural y tamantildeos diferentes Las herramientas abrasivas se hacen en lo fundamental
en forma de discos de varios perfiles y dimensiones barras placas segmentos asiacute como
en forma de polvos granos esmeril de distintas dimensiones y calidades y lijas [6]
Las herramientas abrasivas pueden ser producidas para realizar labores en objetos o
piezas metaacutelicas como las construidas por los materiales antes mencionados o no
metaacutelicas para allanar alisar pulir maacutermol muela granito ceraacutemica vidrio madera En
las metaacutelicas se emplean en la limpieza de piezas fundidas superficies de acero en
general Por medio de estas herramientas se pueden trabajar todos los metales desde los
maacutes blandos (aluminio) hasta los maacutes duros (aceros aleados) que precisen un acabado
de sus superficies entre otras aplicaciones [27]
12 Clasificacioacuten y propiedades sobre muelas abrasivas
Las muelas abrasivas pueden clasificarse seguacuten la forma de empleo del abrasivo sus
formas geomeacutetricas etceacutetera Seguacuten su forma de empleo y forma geomeacutetrica se
pueden clasificar en polvos abrasivos pastas abrasivas papeles abrasivos telas
abrasivas muelas de forma circulares segmentos abrasivos barras abrasivas muelas
de vaacutestago etc (Figura 11) [13]
Los materiales usados en la fabricacioacuten de muelas abrasivas se seleccionan dentro del
grupo de los materiales abrasivos seguacuten la aplicacioacuten en los maacutes resistentes de
mediana resistencia y blandos o menos resistentes Por ejemplo en metales se
emplean para la limpieza superficial de piezas fundidas en materiales no metaacutelicos se
emplean en acabado pulido desbaste de pisos entre otros tipos de materiales
7
Figura 11 Tipos de muelas abrasivas
Para el empleo y fabricacioacuten de las muelas abrasivas es necesario que estas tengan
determinada estructura y propiedades Por estructura de una muela abrasiva puede
definirse la relacioacuten cuantitativa entre las disposiciones relativas de los granos el
aglutinante y los poros en la masa que constituye la muela en la Figura 12 se muestra
como puede ser la disposicioacuten de los granos
Los poros son las pequentildeas cavidades de la muela el volumen total de poros
determina su porosidad La estructura de una muela depende de la relacioacuten de
volumen entre los poros el aglutinante y los granos de abrasivo
Figura 12 Disposicioacuten de los granos poros y aglutinantes en la estructura de los materiales abrasivos
El desempentildeo adecuado de una muela abrasiva depende de la seleccioacuten correcta de
su estructura Por tanto para determinada aplicacioacuten la muela debe tener una
adecuada estructura y determinadas propiedades
8
Las muelas abrasivas cuentan con propiedades mecaacutenico-fiacutesicas fundamentales tales
como
Dureza adecuada La dureza de la muela depende del material a trabajar Si la
muela es demasiado dura eacutesta se embota con rapidez calentando a la pieza y
por el contrario si es muy blanda se gasta con rapidez Se denomina dureza de
la herramienta abrasiva a la capacidad del aglutinante de retener granos en la
superficie resistiendo la influencia de las fuerzas externas en la superficie
Autoafilable La capacidad de autoafilado de la muela no es maacutes que el
desprendimiento de los granos para dar lugar a otros de aristas maacutes agudas
Alta resistencia a la fuerza centrifuga
Baja resistencia a la fractura y al agrietamiento
13Tipos y aplicaciones de muelas abrasivas sobre vaacutestago
Las muelas abrasivas sobre vaacutestago son herramientas que se emplean generalmente
en la realizacioacuten de desbaste en superficies metaacutelicas y la eliminacioacuten de pintura u
oacutexidos en las mismas que se encuentran en lugares de difiacutecil acceso para discos
abrasivos y muelas abrasivas ciliacutendricas de mayores dimensiones (ver Figura 13)
Tambieacuten con el desarrollo de las muelas abrasivas sobre vaacutestago se logra acceder a
las superficies internas de los cilindros ya sea para rectificarlos a diaacutemetros mayores
como para la eliminacioacuten de escorias salpicaduras y penetraciones procedentes de
procesos de soldaduras disminuyendo el tiempo y el trabajo humano que se llevariacutea
realizar una operacioacuten de las antes mencionadas de forma manual con limas metaacutelicas
Figura 13 Muela abrasiva sobre vaacutestago en operacioacuten de desbaste
9
Existen diferentes tipos de muelas abrasivas sobre vaacutestago y estas se clasifican
fundamentalmente seguacuten
1 Su forma geomeacutetrica en ciliacutendricas coacutenicas y esfeacutericas
2 Por su aplicacioacuten en muelas para desbaste pesado desbaste leve semi ndash
terminado terminado y pulido
3 Seguacuten su granulometriacutea por un nuacutemero que referencia el tamantildeo del grano [1]
Desbaste Pesado - Granos 16 24 30 36 40 y 50
Desbaste Leve - Granos 60 80 y 100
Semi -Terminado - Granos 120 150 y 180
Terminado - Granos 220 240 280 y 320
Pulido - Granos 360 400 500 600 800 1200 1500 y 2000
Probablemente la propiedad maacutes importante es la granulometriacutea que mide el tamantildeo
del grano Se expresa inversamente al tamantildeo del grano es decir cuanto mayor es la
numeracioacuten tanto menor seraacute el tamantildeo del grano (Tabla 11)
Tabla 11 Relacioacuten de la granulometriacutea con la clase granulomeacutetrica de la muela abrasiva
Grano VS tamantildeo en mm
GranoTamantildeoen mm
GranoTamantildeoen mm
8 2830-2000 100 0150-011010 2380-1680 120 0153-009012 2000-1410 150 0090-006014 1680-1190 180 0090-005016 1410-1000 220 0075-004520 1190-0840 240 0047-004324 0840-0600 280 0038-003530 0710-0500 320 0031-002836 0600-0420 400 0018-001646 0420-0300 500 0014-001254 0350-0250 600 0010-000860 0300-0210 800 0008-000670 0250-0180 1000 0005-000480 0210-0150 1200 0004-000390 0180-0130
10
En la Tabla 12 se muestra ejemplos de muelas abrasivas sobre vaacutestago
Tabla 12 Ejemplos de muelas abrasivas sobre vaacutestago
11
14Clasificacioacuten de abrasivos Normas
141 Clasificacioacuten
Los materiales abrasivos (Figura 14) son aquellos productos quiacutemicos o naturales
cuya dureza es mayor que la del objeto a rayar Estos pueden ser en polvo liacutequidos
mixtos aglutinados con materiales de resinas sinteacuteticas aleaciones metaacutelicas yo
montados en soportes flexibles riacutegidos oscilantes yo giratorios Los abrasivos pueden
tener diferentes formas perfiles y dimensiones [2]
Estos tipos de materiales son de gran importancia industrial y presentan composiciones
y estructuras diversas cuya caracteriacutestica comuacuten es la de ser utilizados para
operaciones de pulido corte o desgaste por friccioacuten
Figura 14 Ejemplos de abrasivos [24]
142 Normas
Existen varias normas con diferente nivel de especificacioacuten y alcance las cuales
difieren en algunas particularidades Debido a esto se encaminaraacute el tema a referir los
meacutetodos usados en las normas de clasificacioacuten
La norma CAMI se usoacute en los Estados Unidos por la respectiva asociacioacuten de
fabricantes Como toda norma el sistema y sus procedimientos fueron disentildeados para
determinar la uniformidad de sus productos
12
Esta norma no teniacutea equivalencia hasta promediando los antildeos acute70 Por entonces
desde Europa se comenzoacute a comercializar productos hacia EEUU Frente a la
oportunidad del negocio nacioacute la norma FEPA
La norma FEPA (Federacioacuten Europea de Fabricantes de Productos Abrasivos) como
era de esperar utiliza un procedimiento distinto a la clasificacioacuten granulomeacutetrica de la
CAMI En un principio se comenzoacute a identificar a la FEPA anteponiendo una letra P
antes del tamantildeo de grano Por ejemplo P120 es un grano 120 de la norma FEPA
Raacutepidamente la norma tomoacute consideracioacuten comercial La idea que se popularizoacute fue
que era de excelente resultado y removiacutea maacutes material
Al potenciar los negocios algunos fabricantes optaron por usar una medida si bien
familiar con una connotacioacuten comercial el MICRON Una nueva norma de
nomenclatura pero una nueva complicacioacuten
La norma MICRA deriva de la palabra Microacuten El teacutermino microacuten resultoacute muy atractivo
para los potenciales clientes Decir de un producto 30 Micrones daba mayor cartel que
usar un grano 360 del CAMI oacute P500 de FEPA iexclPero eran lo mismo
Desde Oriente se establece la norma JMS La norma JMS (Japanese Industrial
System o Sistema Industrial Japoneacutes) establecioacute otro sistema de clasificacioacuten
Existen normas cubanas que tratan el tema dentro de las cuales se encuentran la
norma Cubana NC 19 ndash 02 ndash 16 de 1983 del Sistema de Normas de Proteccioacuten e
Higiene del Trabajo de la Repuacuteblica de Cuba la cual establece los requisitos generales
de seguridad para el trabajo con herramientas abrasivas y la Norma Cubana NC 57-25
de 1983 ldquoHerramientas Abrasivas Seleccioacutenrdquo [3]
En lo adelante se expondraacute una recopilacioacuten de recomendaciones de una de las
normas maacutes significativas a escala mundial e industrial la Federacioacuten Europea de
Fabricantes de Productos Abrasivos (FEPA) para dos de los principales abrasivos
usados en la industria el carburo de silicio y oacutexido de aluminio [12]
La norma citada define los tamantildeos de granos en funcioacuten del nuacutemero de mallas (Figura
15) por pulgada lineal que contiene el tamiz medio utilizado en la clasificacioacuten Cuanto
maacutes fino es el grano menor el tamantildeo del tamiz y mayor el nuacutemero en la escala
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

4
Novedad de la investigacioacuten
Empleo del cemento Portland P-350 como aglutinante para la elaboracioacuten de muelas
abrasivas sobre vaacutestago
Alcance de la investigacioacuten
Desarrollo de muelas abrasivas sobre vaacutestago ciliacutendricas
Hipoacutetesis
Es posible desarrollar muelas abrasivas sobre vaacutestago a partir de los subproductos del
proceso de reduccioacuten aluminoteacutermica de la pirolusita empleando como aglutinante cemento
Portland P-350 y agua
Objetivo general
Obtener prototipos de muelas abrasivas sobre vaacutestago para el desbaste y limpieza de
piezas de acero de bajo contenido de carbono y baja aleacioacuten a partir de la utilizacioacuten de la
combinacioacuten de los compuestos de corindoacuten y galaxita contenidos en la escoria del proceso
de reduccioacuten aluminoteacutermica de la pirolusita y empleando la mezcla de cemento Portland P-
350 y agua como aglutinante
Como objetivos especiacuteficos del trabajo se presentan los siguientes
1 Emplear materias primas minerales cubanas en la fabricacioacuten de muelas abrasivas
sobre vaacutestago que constituyan desechos industriales y que reduzcan los consumos
energeacuteticos habituales del proceso de produccioacuten
2 Construir el equipamiento de laboratorio necesario que permita la obtencioacuten de
prototipos y el estudio de muelas abrasivas sobre vaacutestago
3 Desarrollar una metodologiacutea que permita la obtencioacuten de muelas abrasivas sobre
vaacutestago a partir de escorias y cemento
5
Para el desarrollo de los objetivos antes referidos se plantea la realizacioacuten de las siguientes
tareas
1 Clasificacioacuten de las muelas abrasivas sobre vaacutestago en funcioacuten de su aplicacioacuten y
materiales empleados en su fabricacioacuten
2 Determinar los tipos de abrasivos que en el mundo se comercializan y sus
normas de produccioacuten y evaluacioacuten
3 Disentildeo y construccioacuten de los moldes necesarios para la obtencioacuten de las muelas
abrasivas sobre vaacutestago
4 Desarrollo de una metodologiacutea para la obtencioacuten de muelas abrasivas sobre
vaacutestago mediante un estudio experimental de prototipos
5 Seleccionar y evaluar los constituyentes de muelas abrasivas sobre vaacutestago
atendiendo a la capacidad abrasiva de la muela terminada
6
CAPITULO I ANALISIS DEL ESTADO DEL ARTE
11Tipos de herramientas abrasivas
Para satisfacer las diferentes exigencias presentadas en la elaboracioacuten precisa de las
piezas y otras aplicaciones las herramientas abrasivas se fabrican de configuracioacuten
estructural y tamantildeos diferentes Las herramientas abrasivas se hacen en lo fundamental
en forma de discos de varios perfiles y dimensiones barras placas segmentos asiacute como
en forma de polvos granos esmeril de distintas dimensiones y calidades y lijas [6]
Las herramientas abrasivas pueden ser producidas para realizar labores en objetos o
piezas metaacutelicas como las construidas por los materiales antes mencionados o no
metaacutelicas para allanar alisar pulir maacutermol muela granito ceraacutemica vidrio madera En
las metaacutelicas se emplean en la limpieza de piezas fundidas superficies de acero en
general Por medio de estas herramientas se pueden trabajar todos los metales desde los
maacutes blandos (aluminio) hasta los maacutes duros (aceros aleados) que precisen un acabado
de sus superficies entre otras aplicaciones [27]
12 Clasificacioacuten y propiedades sobre muelas abrasivas
Las muelas abrasivas pueden clasificarse seguacuten la forma de empleo del abrasivo sus
formas geomeacutetricas etceacutetera Seguacuten su forma de empleo y forma geomeacutetrica se
pueden clasificar en polvos abrasivos pastas abrasivas papeles abrasivos telas
abrasivas muelas de forma circulares segmentos abrasivos barras abrasivas muelas
de vaacutestago etc (Figura 11) [13]
Los materiales usados en la fabricacioacuten de muelas abrasivas se seleccionan dentro del
grupo de los materiales abrasivos seguacuten la aplicacioacuten en los maacutes resistentes de
mediana resistencia y blandos o menos resistentes Por ejemplo en metales se
emplean para la limpieza superficial de piezas fundidas en materiales no metaacutelicos se
emplean en acabado pulido desbaste de pisos entre otros tipos de materiales
7
Figura 11 Tipos de muelas abrasivas
Para el empleo y fabricacioacuten de las muelas abrasivas es necesario que estas tengan
determinada estructura y propiedades Por estructura de una muela abrasiva puede
definirse la relacioacuten cuantitativa entre las disposiciones relativas de los granos el
aglutinante y los poros en la masa que constituye la muela en la Figura 12 se muestra
como puede ser la disposicioacuten de los granos
Los poros son las pequentildeas cavidades de la muela el volumen total de poros
determina su porosidad La estructura de una muela depende de la relacioacuten de
volumen entre los poros el aglutinante y los granos de abrasivo
Figura 12 Disposicioacuten de los granos poros y aglutinantes en la estructura de los materiales abrasivos
El desempentildeo adecuado de una muela abrasiva depende de la seleccioacuten correcta de
su estructura Por tanto para determinada aplicacioacuten la muela debe tener una
adecuada estructura y determinadas propiedades
8
Las muelas abrasivas cuentan con propiedades mecaacutenico-fiacutesicas fundamentales tales
como
Dureza adecuada La dureza de la muela depende del material a trabajar Si la
muela es demasiado dura eacutesta se embota con rapidez calentando a la pieza y
por el contrario si es muy blanda se gasta con rapidez Se denomina dureza de
la herramienta abrasiva a la capacidad del aglutinante de retener granos en la
superficie resistiendo la influencia de las fuerzas externas en la superficie
Autoafilable La capacidad de autoafilado de la muela no es maacutes que el
desprendimiento de los granos para dar lugar a otros de aristas maacutes agudas
Alta resistencia a la fuerza centrifuga
Baja resistencia a la fractura y al agrietamiento
13Tipos y aplicaciones de muelas abrasivas sobre vaacutestago
Las muelas abrasivas sobre vaacutestago son herramientas que se emplean generalmente
en la realizacioacuten de desbaste en superficies metaacutelicas y la eliminacioacuten de pintura u
oacutexidos en las mismas que se encuentran en lugares de difiacutecil acceso para discos
abrasivos y muelas abrasivas ciliacutendricas de mayores dimensiones (ver Figura 13)
Tambieacuten con el desarrollo de las muelas abrasivas sobre vaacutestago se logra acceder a
las superficies internas de los cilindros ya sea para rectificarlos a diaacutemetros mayores
como para la eliminacioacuten de escorias salpicaduras y penetraciones procedentes de
procesos de soldaduras disminuyendo el tiempo y el trabajo humano que se llevariacutea
realizar una operacioacuten de las antes mencionadas de forma manual con limas metaacutelicas
Figura 13 Muela abrasiva sobre vaacutestago en operacioacuten de desbaste
9
Existen diferentes tipos de muelas abrasivas sobre vaacutestago y estas se clasifican
fundamentalmente seguacuten
1 Su forma geomeacutetrica en ciliacutendricas coacutenicas y esfeacutericas
2 Por su aplicacioacuten en muelas para desbaste pesado desbaste leve semi ndash
terminado terminado y pulido
3 Seguacuten su granulometriacutea por un nuacutemero que referencia el tamantildeo del grano [1]
Desbaste Pesado - Granos 16 24 30 36 40 y 50
Desbaste Leve - Granos 60 80 y 100
Semi -Terminado - Granos 120 150 y 180
Terminado - Granos 220 240 280 y 320
Pulido - Granos 360 400 500 600 800 1200 1500 y 2000
Probablemente la propiedad maacutes importante es la granulometriacutea que mide el tamantildeo
del grano Se expresa inversamente al tamantildeo del grano es decir cuanto mayor es la
numeracioacuten tanto menor seraacute el tamantildeo del grano (Tabla 11)
Tabla 11 Relacioacuten de la granulometriacutea con la clase granulomeacutetrica de la muela abrasiva
Grano VS tamantildeo en mm
GranoTamantildeoen mm
GranoTamantildeoen mm
8 2830-2000 100 0150-011010 2380-1680 120 0153-009012 2000-1410 150 0090-006014 1680-1190 180 0090-005016 1410-1000 220 0075-004520 1190-0840 240 0047-004324 0840-0600 280 0038-003530 0710-0500 320 0031-002836 0600-0420 400 0018-001646 0420-0300 500 0014-001254 0350-0250 600 0010-000860 0300-0210 800 0008-000670 0250-0180 1000 0005-000480 0210-0150 1200 0004-000390 0180-0130
10
En la Tabla 12 se muestra ejemplos de muelas abrasivas sobre vaacutestago
Tabla 12 Ejemplos de muelas abrasivas sobre vaacutestago
11
14Clasificacioacuten de abrasivos Normas
141 Clasificacioacuten
Los materiales abrasivos (Figura 14) son aquellos productos quiacutemicos o naturales
cuya dureza es mayor que la del objeto a rayar Estos pueden ser en polvo liacutequidos
mixtos aglutinados con materiales de resinas sinteacuteticas aleaciones metaacutelicas yo
montados en soportes flexibles riacutegidos oscilantes yo giratorios Los abrasivos pueden
tener diferentes formas perfiles y dimensiones [2]
Estos tipos de materiales son de gran importancia industrial y presentan composiciones
y estructuras diversas cuya caracteriacutestica comuacuten es la de ser utilizados para
operaciones de pulido corte o desgaste por friccioacuten
Figura 14 Ejemplos de abrasivos [24]
142 Normas
Existen varias normas con diferente nivel de especificacioacuten y alcance las cuales
difieren en algunas particularidades Debido a esto se encaminaraacute el tema a referir los
meacutetodos usados en las normas de clasificacioacuten
La norma CAMI se usoacute en los Estados Unidos por la respectiva asociacioacuten de
fabricantes Como toda norma el sistema y sus procedimientos fueron disentildeados para
determinar la uniformidad de sus productos
12
Esta norma no teniacutea equivalencia hasta promediando los antildeos acute70 Por entonces
desde Europa se comenzoacute a comercializar productos hacia EEUU Frente a la
oportunidad del negocio nacioacute la norma FEPA
La norma FEPA (Federacioacuten Europea de Fabricantes de Productos Abrasivos) como
era de esperar utiliza un procedimiento distinto a la clasificacioacuten granulomeacutetrica de la
CAMI En un principio se comenzoacute a identificar a la FEPA anteponiendo una letra P
antes del tamantildeo de grano Por ejemplo P120 es un grano 120 de la norma FEPA
Raacutepidamente la norma tomoacute consideracioacuten comercial La idea que se popularizoacute fue
que era de excelente resultado y removiacutea maacutes material
Al potenciar los negocios algunos fabricantes optaron por usar una medida si bien
familiar con una connotacioacuten comercial el MICRON Una nueva norma de
nomenclatura pero una nueva complicacioacuten
La norma MICRA deriva de la palabra Microacuten El teacutermino microacuten resultoacute muy atractivo
para los potenciales clientes Decir de un producto 30 Micrones daba mayor cartel que
usar un grano 360 del CAMI oacute P500 de FEPA iexclPero eran lo mismo
Desde Oriente se establece la norma JMS La norma JMS (Japanese Industrial
System o Sistema Industrial Japoneacutes) establecioacute otro sistema de clasificacioacuten
Existen normas cubanas que tratan el tema dentro de las cuales se encuentran la
norma Cubana NC 19 ndash 02 ndash 16 de 1983 del Sistema de Normas de Proteccioacuten e
Higiene del Trabajo de la Repuacuteblica de Cuba la cual establece los requisitos generales
de seguridad para el trabajo con herramientas abrasivas y la Norma Cubana NC 57-25
de 1983 ldquoHerramientas Abrasivas Seleccioacutenrdquo [3]
En lo adelante se expondraacute una recopilacioacuten de recomendaciones de una de las
normas maacutes significativas a escala mundial e industrial la Federacioacuten Europea de
Fabricantes de Productos Abrasivos (FEPA) para dos de los principales abrasivos
usados en la industria el carburo de silicio y oacutexido de aluminio [12]
La norma citada define los tamantildeos de granos en funcioacuten del nuacutemero de mallas (Figura
15) por pulgada lineal que contiene el tamiz medio utilizado en la clasificacioacuten Cuanto
maacutes fino es el grano menor el tamantildeo del tamiz y mayor el nuacutemero en la escala
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

5
Para el desarrollo de los objetivos antes referidos se plantea la realizacioacuten de las siguientes
tareas
1 Clasificacioacuten de las muelas abrasivas sobre vaacutestago en funcioacuten de su aplicacioacuten y
materiales empleados en su fabricacioacuten
2 Determinar los tipos de abrasivos que en el mundo se comercializan y sus
normas de produccioacuten y evaluacioacuten
3 Disentildeo y construccioacuten de los moldes necesarios para la obtencioacuten de las muelas
abrasivas sobre vaacutestago
4 Desarrollo de una metodologiacutea para la obtencioacuten de muelas abrasivas sobre
vaacutestago mediante un estudio experimental de prototipos
5 Seleccionar y evaluar los constituyentes de muelas abrasivas sobre vaacutestago
atendiendo a la capacidad abrasiva de la muela terminada
6
CAPITULO I ANALISIS DEL ESTADO DEL ARTE
11Tipos de herramientas abrasivas
Para satisfacer las diferentes exigencias presentadas en la elaboracioacuten precisa de las
piezas y otras aplicaciones las herramientas abrasivas se fabrican de configuracioacuten
estructural y tamantildeos diferentes Las herramientas abrasivas se hacen en lo fundamental
en forma de discos de varios perfiles y dimensiones barras placas segmentos asiacute como
en forma de polvos granos esmeril de distintas dimensiones y calidades y lijas [6]
Las herramientas abrasivas pueden ser producidas para realizar labores en objetos o
piezas metaacutelicas como las construidas por los materiales antes mencionados o no
metaacutelicas para allanar alisar pulir maacutermol muela granito ceraacutemica vidrio madera En
las metaacutelicas se emplean en la limpieza de piezas fundidas superficies de acero en
general Por medio de estas herramientas se pueden trabajar todos los metales desde los
maacutes blandos (aluminio) hasta los maacutes duros (aceros aleados) que precisen un acabado
de sus superficies entre otras aplicaciones [27]
12 Clasificacioacuten y propiedades sobre muelas abrasivas
Las muelas abrasivas pueden clasificarse seguacuten la forma de empleo del abrasivo sus
formas geomeacutetricas etceacutetera Seguacuten su forma de empleo y forma geomeacutetrica se
pueden clasificar en polvos abrasivos pastas abrasivas papeles abrasivos telas
abrasivas muelas de forma circulares segmentos abrasivos barras abrasivas muelas
de vaacutestago etc (Figura 11) [13]
Los materiales usados en la fabricacioacuten de muelas abrasivas se seleccionan dentro del
grupo de los materiales abrasivos seguacuten la aplicacioacuten en los maacutes resistentes de
mediana resistencia y blandos o menos resistentes Por ejemplo en metales se
emplean para la limpieza superficial de piezas fundidas en materiales no metaacutelicos se
emplean en acabado pulido desbaste de pisos entre otros tipos de materiales
7
Figura 11 Tipos de muelas abrasivas
Para el empleo y fabricacioacuten de las muelas abrasivas es necesario que estas tengan
determinada estructura y propiedades Por estructura de una muela abrasiva puede
definirse la relacioacuten cuantitativa entre las disposiciones relativas de los granos el
aglutinante y los poros en la masa que constituye la muela en la Figura 12 se muestra
como puede ser la disposicioacuten de los granos
Los poros son las pequentildeas cavidades de la muela el volumen total de poros
determina su porosidad La estructura de una muela depende de la relacioacuten de
volumen entre los poros el aglutinante y los granos de abrasivo
Figura 12 Disposicioacuten de los granos poros y aglutinantes en la estructura de los materiales abrasivos
El desempentildeo adecuado de una muela abrasiva depende de la seleccioacuten correcta de
su estructura Por tanto para determinada aplicacioacuten la muela debe tener una
adecuada estructura y determinadas propiedades
8
Las muelas abrasivas cuentan con propiedades mecaacutenico-fiacutesicas fundamentales tales
como
Dureza adecuada La dureza de la muela depende del material a trabajar Si la
muela es demasiado dura eacutesta se embota con rapidez calentando a la pieza y
por el contrario si es muy blanda se gasta con rapidez Se denomina dureza de
la herramienta abrasiva a la capacidad del aglutinante de retener granos en la
superficie resistiendo la influencia de las fuerzas externas en la superficie
Autoafilable La capacidad de autoafilado de la muela no es maacutes que el
desprendimiento de los granos para dar lugar a otros de aristas maacutes agudas
Alta resistencia a la fuerza centrifuga
Baja resistencia a la fractura y al agrietamiento
13Tipos y aplicaciones de muelas abrasivas sobre vaacutestago
Las muelas abrasivas sobre vaacutestago son herramientas que se emplean generalmente
en la realizacioacuten de desbaste en superficies metaacutelicas y la eliminacioacuten de pintura u
oacutexidos en las mismas que se encuentran en lugares de difiacutecil acceso para discos
abrasivos y muelas abrasivas ciliacutendricas de mayores dimensiones (ver Figura 13)
Tambieacuten con el desarrollo de las muelas abrasivas sobre vaacutestago se logra acceder a
las superficies internas de los cilindros ya sea para rectificarlos a diaacutemetros mayores
como para la eliminacioacuten de escorias salpicaduras y penetraciones procedentes de
procesos de soldaduras disminuyendo el tiempo y el trabajo humano que se llevariacutea
realizar una operacioacuten de las antes mencionadas de forma manual con limas metaacutelicas
Figura 13 Muela abrasiva sobre vaacutestago en operacioacuten de desbaste
9
Existen diferentes tipos de muelas abrasivas sobre vaacutestago y estas se clasifican
fundamentalmente seguacuten
1 Su forma geomeacutetrica en ciliacutendricas coacutenicas y esfeacutericas
2 Por su aplicacioacuten en muelas para desbaste pesado desbaste leve semi ndash
terminado terminado y pulido
3 Seguacuten su granulometriacutea por un nuacutemero que referencia el tamantildeo del grano [1]
Desbaste Pesado - Granos 16 24 30 36 40 y 50
Desbaste Leve - Granos 60 80 y 100
Semi -Terminado - Granos 120 150 y 180
Terminado - Granos 220 240 280 y 320
Pulido - Granos 360 400 500 600 800 1200 1500 y 2000
Probablemente la propiedad maacutes importante es la granulometriacutea que mide el tamantildeo
del grano Se expresa inversamente al tamantildeo del grano es decir cuanto mayor es la
numeracioacuten tanto menor seraacute el tamantildeo del grano (Tabla 11)
Tabla 11 Relacioacuten de la granulometriacutea con la clase granulomeacutetrica de la muela abrasiva
Grano VS tamantildeo en mm
GranoTamantildeoen mm
GranoTamantildeoen mm
8 2830-2000 100 0150-011010 2380-1680 120 0153-009012 2000-1410 150 0090-006014 1680-1190 180 0090-005016 1410-1000 220 0075-004520 1190-0840 240 0047-004324 0840-0600 280 0038-003530 0710-0500 320 0031-002836 0600-0420 400 0018-001646 0420-0300 500 0014-001254 0350-0250 600 0010-000860 0300-0210 800 0008-000670 0250-0180 1000 0005-000480 0210-0150 1200 0004-000390 0180-0130
10
En la Tabla 12 se muestra ejemplos de muelas abrasivas sobre vaacutestago
Tabla 12 Ejemplos de muelas abrasivas sobre vaacutestago
11
14Clasificacioacuten de abrasivos Normas
141 Clasificacioacuten
Los materiales abrasivos (Figura 14) son aquellos productos quiacutemicos o naturales
cuya dureza es mayor que la del objeto a rayar Estos pueden ser en polvo liacutequidos
mixtos aglutinados con materiales de resinas sinteacuteticas aleaciones metaacutelicas yo
montados en soportes flexibles riacutegidos oscilantes yo giratorios Los abrasivos pueden
tener diferentes formas perfiles y dimensiones [2]
Estos tipos de materiales son de gran importancia industrial y presentan composiciones
y estructuras diversas cuya caracteriacutestica comuacuten es la de ser utilizados para
operaciones de pulido corte o desgaste por friccioacuten
Figura 14 Ejemplos de abrasivos [24]
142 Normas
Existen varias normas con diferente nivel de especificacioacuten y alcance las cuales
difieren en algunas particularidades Debido a esto se encaminaraacute el tema a referir los
meacutetodos usados en las normas de clasificacioacuten
La norma CAMI se usoacute en los Estados Unidos por la respectiva asociacioacuten de
fabricantes Como toda norma el sistema y sus procedimientos fueron disentildeados para
determinar la uniformidad de sus productos
12
Esta norma no teniacutea equivalencia hasta promediando los antildeos acute70 Por entonces
desde Europa se comenzoacute a comercializar productos hacia EEUU Frente a la
oportunidad del negocio nacioacute la norma FEPA
La norma FEPA (Federacioacuten Europea de Fabricantes de Productos Abrasivos) como
era de esperar utiliza un procedimiento distinto a la clasificacioacuten granulomeacutetrica de la
CAMI En un principio se comenzoacute a identificar a la FEPA anteponiendo una letra P
antes del tamantildeo de grano Por ejemplo P120 es un grano 120 de la norma FEPA
Raacutepidamente la norma tomoacute consideracioacuten comercial La idea que se popularizoacute fue
que era de excelente resultado y removiacutea maacutes material
Al potenciar los negocios algunos fabricantes optaron por usar una medida si bien
familiar con una connotacioacuten comercial el MICRON Una nueva norma de
nomenclatura pero una nueva complicacioacuten
La norma MICRA deriva de la palabra Microacuten El teacutermino microacuten resultoacute muy atractivo
para los potenciales clientes Decir de un producto 30 Micrones daba mayor cartel que
usar un grano 360 del CAMI oacute P500 de FEPA iexclPero eran lo mismo
Desde Oriente se establece la norma JMS La norma JMS (Japanese Industrial
System o Sistema Industrial Japoneacutes) establecioacute otro sistema de clasificacioacuten
Existen normas cubanas que tratan el tema dentro de las cuales se encuentran la
norma Cubana NC 19 ndash 02 ndash 16 de 1983 del Sistema de Normas de Proteccioacuten e
Higiene del Trabajo de la Repuacuteblica de Cuba la cual establece los requisitos generales
de seguridad para el trabajo con herramientas abrasivas y la Norma Cubana NC 57-25
de 1983 ldquoHerramientas Abrasivas Seleccioacutenrdquo [3]
En lo adelante se expondraacute una recopilacioacuten de recomendaciones de una de las
normas maacutes significativas a escala mundial e industrial la Federacioacuten Europea de
Fabricantes de Productos Abrasivos (FEPA) para dos de los principales abrasivos
usados en la industria el carburo de silicio y oacutexido de aluminio [12]
La norma citada define los tamantildeos de granos en funcioacuten del nuacutemero de mallas (Figura
15) por pulgada lineal que contiene el tamiz medio utilizado en la clasificacioacuten Cuanto
maacutes fino es el grano menor el tamantildeo del tamiz y mayor el nuacutemero en la escala
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

6
CAPITULO I ANALISIS DEL ESTADO DEL ARTE
11Tipos de herramientas abrasivas
Para satisfacer las diferentes exigencias presentadas en la elaboracioacuten precisa de las
piezas y otras aplicaciones las herramientas abrasivas se fabrican de configuracioacuten
estructural y tamantildeos diferentes Las herramientas abrasivas se hacen en lo fundamental
en forma de discos de varios perfiles y dimensiones barras placas segmentos asiacute como
en forma de polvos granos esmeril de distintas dimensiones y calidades y lijas [6]
Las herramientas abrasivas pueden ser producidas para realizar labores en objetos o
piezas metaacutelicas como las construidas por los materiales antes mencionados o no
metaacutelicas para allanar alisar pulir maacutermol muela granito ceraacutemica vidrio madera En
las metaacutelicas se emplean en la limpieza de piezas fundidas superficies de acero en
general Por medio de estas herramientas se pueden trabajar todos los metales desde los
maacutes blandos (aluminio) hasta los maacutes duros (aceros aleados) que precisen un acabado
de sus superficies entre otras aplicaciones [27]
12 Clasificacioacuten y propiedades sobre muelas abrasivas
Las muelas abrasivas pueden clasificarse seguacuten la forma de empleo del abrasivo sus
formas geomeacutetricas etceacutetera Seguacuten su forma de empleo y forma geomeacutetrica se
pueden clasificar en polvos abrasivos pastas abrasivas papeles abrasivos telas
abrasivas muelas de forma circulares segmentos abrasivos barras abrasivas muelas
de vaacutestago etc (Figura 11) [13]
Los materiales usados en la fabricacioacuten de muelas abrasivas se seleccionan dentro del
grupo de los materiales abrasivos seguacuten la aplicacioacuten en los maacutes resistentes de
mediana resistencia y blandos o menos resistentes Por ejemplo en metales se
emplean para la limpieza superficial de piezas fundidas en materiales no metaacutelicos se
emplean en acabado pulido desbaste de pisos entre otros tipos de materiales
7
Figura 11 Tipos de muelas abrasivas
Para el empleo y fabricacioacuten de las muelas abrasivas es necesario que estas tengan
determinada estructura y propiedades Por estructura de una muela abrasiva puede
definirse la relacioacuten cuantitativa entre las disposiciones relativas de los granos el
aglutinante y los poros en la masa que constituye la muela en la Figura 12 se muestra
como puede ser la disposicioacuten de los granos
Los poros son las pequentildeas cavidades de la muela el volumen total de poros
determina su porosidad La estructura de una muela depende de la relacioacuten de
volumen entre los poros el aglutinante y los granos de abrasivo
Figura 12 Disposicioacuten de los granos poros y aglutinantes en la estructura de los materiales abrasivos
El desempentildeo adecuado de una muela abrasiva depende de la seleccioacuten correcta de
su estructura Por tanto para determinada aplicacioacuten la muela debe tener una
adecuada estructura y determinadas propiedades
8
Las muelas abrasivas cuentan con propiedades mecaacutenico-fiacutesicas fundamentales tales
como
Dureza adecuada La dureza de la muela depende del material a trabajar Si la
muela es demasiado dura eacutesta se embota con rapidez calentando a la pieza y
por el contrario si es muy blanda se gasta con rapidez Se denomina dureza de
la herramienta abrasiva a la capacidad del aglutinante de retener granos en la
superficie resistiendo la influencia de las fuerzas externas en la superficie
Autoafilable La capacidad de autoafilado de la muela no es maacutes que el
desprendimiento de los granos para dar lugar a otros de aristas maacutes agudas
Alta resistencia a la fuerza centrifuga
Baja resistencia a la fractura y al agrietamiento
13Tipos y aplicaciones de muelas abrasivas sobre vaacutestago
Las muelas abrasivas sobre vaacutestago son herramientas que se emplean generalmente
en la realizacioacuten de desbaste en superficies metaacutelicas y la eliminacioacuten de pintura u
oacutexidos en las mismas que se encuentran en lugares de difiacutecil acceso para discos
abrasivos y muelas abrasivas ciliacutendricas de mayores dimensiones (ver Figura 13)
Tambieacuten con el desarrollo de las muelas abrasivas sobre vaacutestago se logra acceder a
las superficies internas de los cilindros ya sea para rectificarlos a diaacutemetros mayores
como para la eliminacioacuten de escorias salpicaduras y penetraciones procedentes de
procesos de soldaduras disminuyendo el tiempo y el trabajo humano que se llevariacutea
realizar una operacioacuten de las antes mencionadas de forma manual con limas metaacutelicas
Figura 13 Muela abrasiva sobre vaacutestago en operacioacuten de desbaste
9
Existen diferentes tipos de muelas abrasivas sobre vaacutestago y estas se clasifican
fundamentalmente seguacuten
1 Su forma geomeacutetrica en ciliacutendricas coacutenicas y esfeacutericas
2 Por su aplicacioacuten en muelas para desbaste pesado desbaste leve semi ndash
terminado terminado y pulido
3 Seguacuten su granulometriacutea por un nuacutemero que referencia el tamantildeo del grano [1]
Desbaste Pesado - Granos 16 24 30 36 40 y 50
Desbaste Leve - Granos 60 80 y 100
Semi -Terminado - Granos 120 150 y 180
Terminado - Granos 220 240 280 y 320
Pulido - Granos 360 400 500 600 800 1200 1500 y 2000
Probablemente la propiedad maacutes importante es la granulometriacutea que mide el tamantildeo
del grano Se expresa inversamente al tamantildeo del grano es decir cuanto mayor es la
numeracioacuten tanto menor seraacute el tamantildeo del grano (Tabla 11)
Tabla 11 Relacioacuten de la granulometriacutea con la clase granulomeacutetrica de la muela abrasiva
Grano VS tamantildeo en mm
GranoTamantildeoen mm
GranoTamantildeoen mm
8 2830-2000 100 0150-011010 2380-1680 120 0153-009012 2000-1410 150 0090-006014 1680-1190 180 0090-005016 1410-1000 220 0075-004520 1190-0840 240 0047-004324 0840-0600 280 0038-003530 0710-0500 320 0031-002836 0600-0420 400 0018-001646 0420-0300 500 0014-001254 0350-0250 600 0010-000860 0300-0210 800 0008-000670 0250-0180 1000 0005-000480 0210-0150 1200 0004-000390 0180-0130
10
En la Tabla 12 se muestra ejemplos de muelas abrasivas sobre vaacutestago
Tabla 12 Ejemplos de muelas abrasivas sobre vaacutestago
11
14Clasificacioacuten de abrasivos Normas
141 Clasificacioacuten
Los materiales abrasivos (Figura 14) son aquellos productos quiacutemicos o naturales
cuya dureza es mayor que la del objeto a rayar Estos pueden ser en polvo liacutequidos
mixtos aglutinados con materiales de resinas sinteacuteticas aleaciones metaacutelicas yo
montados en soportes flexibles riacutegidos oscilantes yo giratorios Los abrasivos pueden
tener diferentes formas perfiles y dimensiones [2]
Estos tipos de materiales son de gran importancia industrial y presentan composiciones
y estructuras diversas cuya caracteriacutestica comuacuten es la de ser utilizados para
operaciones de pulido corte o desgaste por friccioacuten
Figura 14 Ejemplos de abrasivos [24]
142 Normas
Existen varias normas con diferente nivel de especificacioacuten y alcance las cuales
difieren en algunas particularidades Debido a esto se encaminaraacute el tema a referir los
meacutetodos usados en las normas de clasificacioacuten
La norma CAMI se usoacute en los Estados Unidos por la respectiva asociacioacuten de
fabricantes Como toda norma el sistema y sus procedimientos fueron disentildeados para
determinar la uniformidad de sus productos
12
Esta norma no teniacutea equivalencia hasta promediando los antildeos acute70 Por entonces
desde Europa se comenzoacute a comercializar productos hacia EEUU Frente a la
oportunidad del negocio nacioacute la norma FEPA
La norma FEPA (Federacioacuten Europea de Fabricantes de Productos Abrasivos) como
era de esperar utiliza un procedimiento distinto a la clasificacioacuten granulomeacutetrica de la
CAMI En un principio se comenzoacute a identificar a la FEPA anteponiendo una letra P
antes del tamantildeo de grano Por ejemplo P120 es un grano 120 de la norma FEPA
Raacutepidamente la norma tomoacute consideracioacuten comercial La idea que se popularizoacute fue
que era de excelente resultado y removiacutea maacutes material
Al potenciar los negocios algunos fabricantes optaron por usar una medida si bien
familiar con una connotacioacuten comercial el MICRON Una nueva norma de
nomenclatura pero una nueva complicacioacuten
La norma MICRA deriva de la palabra Microacuten El teacutermino microacuten resultoacute muy atractivo
para los potenciales clientes Decir de un producto 30 Micrones daba mayor cartel que
usar un grano 360 del CAMI oacute P500 de FEPA iexclPero eran lo mismo
Desde Oriente se establece la norma JMS La norma JMS (Japanese Industrial
System o Sistema Industrial Japoneacutes) establecioacute otro sistema de clasificacioacuten
Existen normas cubanas que tratan el tema dentro de las cuales se encuentran la
norma Cubana NC 19 ndash 02 ndash 16 de 1983 del Sistema de Normas de Proteccioacuten e
Higiene del Trabajo de la Repuacuteblica de Cuba la cual establece los requisitos generales
de seguridad para el trabajo con herramientas abrasivas y la Norma Cubana NC 57-25
de 1983 ldquoHerramientas Abrasivas Seleccioacutenrdquo [3]
En lo adelante se expondraacute una recopilacioacuten de recomendaciones de una de las
normas maacutes significativas a escala mundial e industrial la Federacioacuten Europea de
Fabricantes de Productos Abrasivos (FEPA) para dos de los principales abrasivos
usados en la industria el carburo de silicio y oacutexido de aluminio [12]
La norma citada define los tamantildeos de granos en funcioacuten del nuacutemero de mallas (Figura
15) por pulgada lineal que contiene el tamiz medio utilizado en la clasificacioacuten Cuanto
maacutes fino es el grano menor el tamantildeo del tamiz y mayor el nuacutemero en la escala
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983
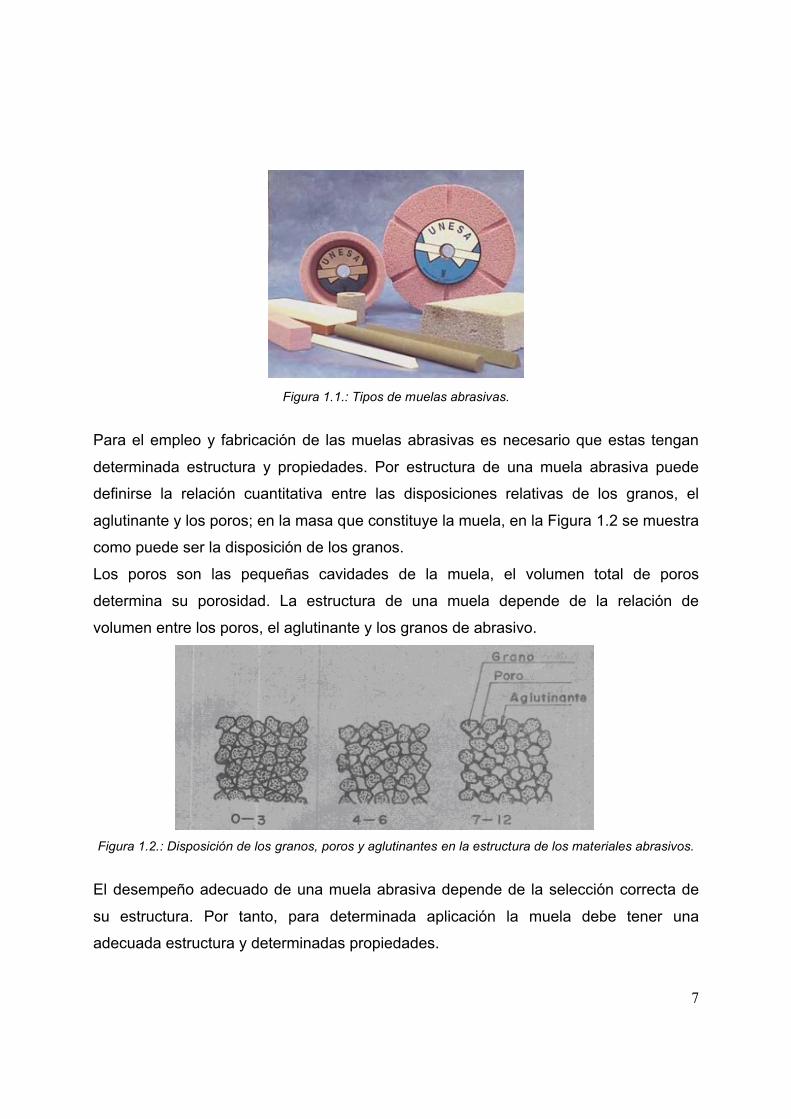
7
Figura 11 Tipos de muelas abrasivas
Para el empleo y fabricacioacuten de las muelas abrasivas es necesario que estas tengan
determinada estructura y propiedades Por estructura de una muela abrasiva puede
definirse la relacioacuten cuantitativa entre las disposiciones relativas de los granos el
aglutinante y los poros en la masa que constituye la muela en la Figura 12 se muestra
como puede ser la disposicioacuten de los granos
Los poros son las pequentildeas cavidades de la muela el volumen total de poros
determina su porosidad La estructura de una muela depende de la relacioacuten de
volumen entre los poros el aglutinante y los granos de abrasivo
Figura 12 Disposicioacuten de los granos poros y aglutinantes en la estructura de los materiales abrasivos
El desempentildeo adecuado de una muela abrasiva depende de la seleccioacuten correcta de
su estructura Por tanto para determinada aplicacioacuten la muela debe tener una
adecuada estructura y determinadas propiedades
8
Las muelas abrasivas cuentan con propiedades mecaacutenico-fiacutesicas fundamentales tales
como
Dureza adecuada La dureza de la muela depende del material a trabajar Si la
muela es demasiado dura eacutesta se embota con rapidez calentando a la pieza y
por el contrario si es muy blanda se gasta con rapidez Se denomina dureza de
la herramienta abrasiva a la capacidad del aglutinante de retener granos en la
superficie resistiendo la influencia de las fuerzas externas en la superficie
Autoafilable La capacidad de autoafilado de la muela no es maacutes que el
desprendimiento de los granos para dar lugar a otros de aristas maacutes agudas
Alta resistencia a la fuerza centrifuga
Baja resistencia a la fractura y al agrietamiento
13Tipos y aplicaciones de muelas abrasivas sobre vaacutestago
Las muelas abrasivas sobre vaacutestago son herramientas que se emplean generalmente
en la realizacioacuten de desbaste en superficies metaacutelicas y la eliminacioacuten de pintura u
oacutexidos en las mismas que se encuentran en lugares de difiacutecil acceso para discos
abrasivos y muelas abrasivas ciliacutendricas de mayores dimensiones (ver Figura 13)
Tambieacuten con el desarrollo de las muelas abrasivas sobre vaacutestago se logra acceder a
las superficies internas de los cilindros ya sea para rectificarlos a diaacutemetros mayores
como para la eliminacioacuten de escorias salpicaduras y penetraciones procedentes de
procesos de soldaduras disminuyendo el tiempo y el trabajo humano que se llevariacutea
realizar una operacioacuten de las antes mencionadas de forma manual con limas metaacutelicas
Figura 13 Muela abrasiva sobre vaacutestago en operacioacuten de desbaste
9
Existen diferentes tipos de muelas abrasivas sobre vaacutestago y estas se clasifican
fundamentalmente seguacuten
1 Su forma geomeacutetrica en ciliacutendricas coacutenicas y esfeacutericas
2 Por su aplicacioacuten en muelas para desbaste pesado desbaste leve semi ndash
terminado terminado y pulido
3 Seguacuten su granulometriacutea por un nuacutemero que referencia el tamantildeo del grano [1]
Desbaste Pesado - Granos 16 24 30 36 40 y 50
Desbaste Leve - Granos 60 80 y 100
Semi -Terminado - Granos 120 150 y 180
Terminado - Granos 220 240 280 y 320
Pulido - Granos 360 400 500 600 800 1200 1500 y 2000
Probablemente la propiedad maacutes importante es la granulometriacutea que mide el tamantildeo
del grano Se expresa inversamente al tamantildeo del grano es decir cuanto mayor es la
numeracioacuten tanto menor seraacute el tamantildeo del grano (Tabla 11)
Tabla 11 Relacioacuten de la granulometriacutea con la clase granulomeacutetrica de la muela abrasiva
Grano VS tamantildeo en mm
GranoTamantildeoen mm
GranoTamantildeoen mm
8 2830-2000 100 0150-011010 2380-1680 120 0153-009012 2000-1410 150 0090-006014 1680-1190 180 0090-005016 1410-1000 220 0075-004520 1190-0840 240 0047-004324 0840-0600 280 0038-003530 0710-0500 320 0031-002836 0600-0420 400 0018-001646 0420-0300 500 0014-001254 0350-0250 600 0010-000860 0300-0210 800 0008-000670 0250-0180 1000 0005-000480 0210-0150 1200 0004-000390 0180-0130
10
En la Tabla 12 se muestra ejemplos de muelas abrasivas sobre vaacutestago
Tabla 12 Ejemplos de muelas abrasivas sobre vaacutestago
11
14Clasificacioacuten de abrasivos Normas
141 Clasificacioacuten
Los materiales abrasivos (Figura 14) son aquellos productos quiacutemicos o naturales
cuya dureza es mayor que la del objeto a rayar Estos pueden ser en polvo liacutequidos
mixtos aglutinados con materiales de resinas sinteacuteticas aleaciones metaacutelicas yo
montados en soportes flexibles riacutegidos oscilantes yo giratorios Los abrasivos pueden
tener diferentes formas perfiles y dimensiones [2]
Estos tipos de materiales son de gran importancia industrial y presentan composiciones
y estructuras diversas cuya caracteriacutestica comuacuten es la de ser utilizados para
operaciones de pulido corte o desgaste por friccioacuten
Figura 14 Ejemplos de abrasivos [24]
142 Normas
Existen varias normas con diferente nivel de especificacioacuten y alcance las cuales
difieren en algunas particularidades Debido a esto se encaminaraacute el tema a referir los
meacutetodos usados en las normas de clasificacioacuten
La norma CAMI se usoacute en los Estados Unidos por la respectiva asociacioacuten de
fabricantes Como toda norma el sistema y sus procedimientos fueron disentildeados para
determinar la uniformidad de sus productos
12
Esta norma no teniacutea equivalencia hasta promediando los antildeos acute70 Por entonces
desde Europa se comenzoacute a comercializar productos hacia EEUU Frente a la
oportunidad del negocio nacioacute la norma FEPA
La norma FEPA (Federacioacuten Europea de Fabricantes de Productos Abrasivos) como
era de esperar utiliza un procedimiento distinto a la clasificacioacuten granulomeacutetrica de la
CAMI En un principio se comenzoacute a identificar a la FEPA anteponiendo una letra P
antes del tamantildeo de grano Por ejemplo P120 es un grano 120 de la norma FEPA
Raacutepidamente la norma tomoacute consideracioacuten comercial La idea que se popularizoacute fue
que era de excelente resultado y removiacutea maacutes material
Al potenciar los negocios algunos fabricantes optaron por usar una medida si bien
familiar con una connotacioacuten comercial el MICRON Una nueva norma de
nomenclatura pero una nueva complicacioacuten
La norma MICRA deriva de la palabra Microacuten El teacutermino microacuten resultoacute muy atractivo
para los potenciales clientes Decir de un producto 30 Micrones daba mayor cartel que
usar un grano 360 del CAMI oacute P500 de FEPA iexclPero eran lo mismo
Desde Oriente se establece la norma JMS La norma JMS (Japanese Industrial
System o Sistema Industrial Japoneacutes) establecioacute otro sistema de clasificacioacuten
Existen normas cubanas que tratan el tema dentro de las cuales se encuentran la
norma Cubana NC 19 ndash 02 ndash 16 de 1983 del Sistema de Normas de Proteccioacuten e
Higiene del Trabajo de la Repuacuteblica de Cuba la cual establece los requisitos generales
de seguridad para el trabajo con herramientas abrasivas y la Norma Cubana NC 57-25
de 1983 ldquoHerramientas Abrasivas Seleccioacutenrdquo [3]
En lo adelante se expondraacute una recopilacioacuten de recomendaciones de una de las
normas maacutes significativas a escala mundial e industrial la Federacioacuten Europea de
Fabricantes de Productos Abrasivos (FEPA) para dos de los principales abrasivos
usados en la industria el carburo de silicio y oacutexido de aluminio [12]
La norma citada define los tamantildeos de granos en funcioacuten del nuacutemero de mallas (Figura
15) por pulgada lineal que contiene el tamiz medio utilizado en la clasificacioacuten Cuanto
maacutes fino es el grano menor el tamantildeo del tamiz y mayor el nuacutemero en la escala
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

8
Las muelas abrasivas cuentan con propiedades mecaacutenico-fiacutesicas fundamentales tales
como
Dureza adecuada La dureza de la muela depende del material a trabajar Si la
muela es demasiado dura eacutesta se embota con rapidez calentando a la pieza y
por el contrario si es muy blanda se gasta con rapidez Se denomina dureza de
la herramienta abrasiva a la capacidad del aglutinante de retener granos en la
superficie resistiendo la influencia de las fuerzas externas en la superficie
Autoafilable La capacidad de autoafilado de la muela no es maacutes que el
desprendimiento de los granos para dar lugar a otros de aristas maacutes agudas
Alta resistencia a la fuerza centrifuga
Baja resistencia a la fractura y al agrietamiento
13Tipos y aplicaciones de muelas abrasivas sobre vaacutestago
Las muelas abrasivas sobre vaacutestago son herramientas que se emplean generalmente
en la realizacioacuten de desbaste en superficies metaacutelicas y la eliminacioacuten de pintura u
oacutexidos en las mismas que se encuentran en lugares de difiacutecil acceso para discos
abrasivos y muelas abrasivas ciliacutendricas de mayores dimensiones (ver Figura 13)
Tambieacuten con el desarrollo de las muelas abrasivas sobre vaacutestago se logra acceder a
las superficies internas de los cilindros ya sea para rectificarlos a diaacutemetros mayores
como para la eliminacioacuten de escorias salpicaduras y penetraciones procedentes de
procesos de soldaduras disminuyendo el tiempo y el trabajo humano que se llevariacutea
realizar una operacioacuten de las antes mencionadas de forma manual con limas metaacutelicas
Figura 13 Muela abrasiva sobre vaacutestago en operacioacuten de desbaste
9
Existen diferentes tipos de muelas abrasivas sobre vaacutestago y estas se clasifican
fundamentalmente seguacuten
1 Su forma geomeacutetrica en ciliacutendricas coacutenicas y esfeacutericas
2 Por su aplicacioacuten en muelas para desbaste pesado desbaste leve semi ndash
terminado terminado y pulido
3 Seguacuten su granulometriacutea por un nuacutemero que referencia el tamantildeo del grano [1]
Desbaste Pesado - Granos 16 24 30 36 40 y 50
Desbaste Leve - Granos 60 80 y 100
Semi -Terminado - Granos 120 150 y 180
Terminado - Granos 220 240 280 y 320
Pulido - Granos 360 400 500 600 800 1200 1500 y 2000
Probablemente la propiedad maacutes importante es la granulometriacutea que mide el tamantildeo
del grano Se expresa inversamente al tamantildeo del grano es decir cuanto mayor es la
numeracioacuten tanto menor seraacute el tamantildeo del grano (Tabla 11)
Tabla 11 Relacioacuten de la granulometriacutea con la clase granulomeacutetrica de la muela abrasiva
Grano VS tamantildeo en mm
GranoTamantildeoen mm
GranoTamantildeoen mm
8 2830-2000 100 0150-011010 2380-1680 120 0153-009012 2000-1410 150 0090-006014 1680-1190 180 0090-005016 1410-1000 220 0075-004520 1190-0840 240 0047-004324 0840-0600 280 0038-003530 0710-0500 320 0031-002836 0600-0420 400 0018-001646 0420-0300 500 0014-001254 0350-0250 600 0010-000860 0300-0210 800 0008-000670 0250-0180 1000 0005-000480 0210-0150 1200 0004-000390 0180-0130
10
En la Tabla 12 se muestra ejemplos de muelas abrasivas sobre vaacutestago
Tabla 12 Ejemplos de muelas abrasivas sobre vaacutestago
11
14Clasificacioacuten de abrasivos Normas
141 Clasificacioacuten
Los materiales abrasivos (Figura 14) son aquellos productos quiacutemicos o naturales
cuya dureza es mayor que la del objeto a rayar Estos pueden ser en polvo liacutequidos
mixtos aglutinados con materiales de resinas sinteacuteticas aleaciones metaacutelicas yo
montados en soportes flexibles riacutegidos oscilantes yo giratorios Los abrasivos pueden
tener diferentes formas perfiles y dimensiones [2]
Estos tipos de materiales son de gran importancia industrial y presentan composiciones
y estructuras diversas cuya caracteriacutestica comuacuten es la de ser utilizados para
operaciones de pulido corte o desgaste por friccioacuten
Figura 14 Ejemplos de abrasivos [24]
142 Normas
Existen varias normas con diferente nivel de especificacioacuten y alcance las cuales
difieren en algunas particularidades Debido a esto se encaminaraacute el tema a referir los
meacutetodos usados en las normas de clasificacioacuten
La norma CAMI se usoacute en los Estados Unidos por la respectiva asociacioacuten de
fabricantes Como toda norma el sistema y sus procedimientos fueron disentildeados para
determinar la uniformidad de sus productos
12
Esta norma no teniacutea equivalencia hasta promediando los antildeos acute70 Por entonces
desde Europa se comenzoacute a comercializar productos hacia EEUU Frente a la
oportunidad del negocio nacioacute la norma FEPA
La norma FEPA (Federacioacuten Europea de Fabricantes de Productos Abrasivos) como
era de esperar utiliza un procedimiento distinto a la clasificacioacuten granulomeacutetrica de la
CAMI En un principio se comenzoacute a identificar a la FEPA anteponiendo una letra P
antes del tamantildeo de grano Por ejemplo P120 es un grano 120 de la norma FEPA
Raacutepidamente la norma tomoacute consideracioacuten comercial La idea que se popularizoacute fue
que era de excelente resultado y removiacutea maacutes material
Al potenciar los negocios algunos fabricantes optaron por usar una medida si bien
familiar con una connotacioacuten comercial el MICRON Una nueva norma de
nomenclatura pero una nueva complicacioacuten
La norma MICRA deriva de la palabra Microacuten El teacutermino microacuten resultoacute muy atractivo
para los potenciales clientes Decir de un producto 30 Micrones daba mayor cartel que
usar un grano 360 del CAMI oacute P500 de FEPA iexclPero eran lo mismo
Desde Oriente se establece la norma JMS La norma JMS (Japanese Industrial
System o Sistema Industrial Japoneacutes) establecioacute otro sistema de clasificacioacuten
Existen normas cubanas que tratan el tema dentro de las cuales se encuentran la
norma Cubana NC 19 ndash 02 ndash 16 de 1983 del Sistema de Normas de Proteccioacuten e
Higiene del Trabajo de la Repuacuteblica de Cuba la cual establece los requisitos generales
de seguridad para el trabajo con herramientas abrasivas y la Norma Cubana NC 57-25
de 1983 ldquoHerramientas Abrasivas Seleccioacutenrdquo [3]
En lo adelante se expondraacute una recopilacioacuten de recomendaciones de una de las
normas maacutes significativas a escala mundial e industrial la Federacioacuten Europea de
Fabricantes de Productos Abrasivos (FEPA) para dos de los principales abrasivos
usados en la industria el carburo de silicio y oacutexido de aluminio [12]
La norma citada define los tamantildeos de granos en funcioacuten del nuacutemero de mallas (Figura
15) por pulgada lineal que contiene el tamiz medio utilizado en la clasificacioacuten Cuanto
maacutes fino es el grano menor el tamantildeo del tamiz y mayor el nuacutemero en la escala
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

9
Existen diferentes tipos de muelas abrasivas sobre vaacutestago y estas se clasifican
fundamentalmente seguacuten
1 Su forma geomeacutetrica en ciliacutendricas coacutenicas y esfeacutericas
2 Por su aplicacioacuten en muelas para desbaste pesado desbaste leve semi ndash
terminado terminado y pulido
3 Seguacuten su granulometriacutea por un nuacutemero que referencia el tamantildeo del grano [1]
Desbaste Pesado - Granos 16 24 30 36 40 y 50
Desbaste Leve - Granos 60 80 y 100
Semi -Terminado - Granos 120 150 y 180
Terminado - Granos 220 240 280 y 320
Pulido - Granos 360 400 500 600 800 1200 1500 y 2000
Probablemente la propiedad maacutes importante es la granulometriacutea que mide el tamantildeo
del grano Se expresa inversamente al tamantildeo del grano es decir cuanto mayor es la
numeracioacuten tanto menor seraacute el tamantildeo del grano (Tabla 11)
Tabla 11 Relacioacuten de la granulometriacutea con la clase granulomeacutetrica de la muela abrasiva
Grano VS tamantildeo en mm
GranoTamantildeoen mm
GranoTamantildeoen mm
8 2830-2000 100 0150-011010 2380-1680 120 0153-009012 2000-1410 150 0090-006014 1680-1190 180 0090-005016 1410-1000 220 0075-004520 1190-0840 240 0047-004324 0840-0600 280 0038-003530 0710-0500 320 0031-002836 0600-0420 400 0018-001646 0420-0300 500 0014-001254 0350-0250 600 0010-000860 0300-0210 800 0008-000670 0250-0180 1000 0005-000480 0210-0150 1200 0004-000390 0180-0130
10
En la Tabla 12 se muestra ejemplos de muelas abrasivas sobre vaacutestago
Tabla 12 Ejemplos de muelas abrasivas sobre vaacutestago
11
14Clasificacioacuten de abrasivos Normas
141 Clasificacioacuten
Los materiales abrasivos (Figura 14) son aquellos productos quiacutemicos o naturales
cuya dureza es mayor que la del objeto a rayar Estos pueden ser en polvo liacutequidos
mixtos aglutinados con materiales de resinas sinteacuteticas aleaciones metaacutelicas yo
montados en soportes flexibles riacutegidos oscilantes yo giratorios Los abrasivos pueden
tener diferentes formas perfiles y dimensiones [2]
Estos tipos de materiales son de gran importancia industrial y presentan composiciones
y estructuras diversas cuya caracteriacutestica comuacuten es la de ser utilizados para
operaciones de pulido corte o desgaste por friccioacuten
Figura 14 Ejemplos de abrasivos [24]
142 Normas
Existen varias normas con diferente nivel de especificacioacuten y alcance las cuales
difieren en algunas particularidades Debido a esto se encaminaraacute el tema a referir los
meacutetodos usados en las normas de clasificacioacuten
La norma CAMI se usoacute en los Estados Unidos por la respectiva asociacioacuten de
fabricantes Como toda norma el sistema y sus procedimientos fueron disentildeados para
determinar la uniformidad de sus productos
12
Esta norma no teniacutea equivalencia hasta promediando los antildeos acute70 Por entonces
desde Europa se comenzoacute a comercializar productos hacia EEUU Frente a la
oportunidad del negocio nacioacute la norma FEPA
La norma FEPA (Federacioacuten Europea de Fabricantes de Productos Abrasivos) como
era de esperar utiliza un procedimiento distinto a la clasificacioacuten granulomeacutetrica de la
CAMI En un principio se comenzoacute a identificar a la FEPA anteponiendo una letra P
antes del tamantildeo de grano Por ejemplo P120 es un grano 120 de la norma FEPA
Raacutepidamente la norma tomoacute consideracioacuten comercial La idea que se popularizoacute fue
que era de excelente resultado y removiacutea maacutes material
Al potenciar los negocios algunos fabricantes optaron por usar una medida si bien
familiar con una connotacioacuten comercial el MICRON Una nueva norma de
nomenclatura pero una nueva complicacioacuten
La norma MICRA deriva de la palabra Microacuten El teacutermino microacuten resultoacute muy atractivo
para los potenciales clientes Decir de un producto 30 Micrones daba mayor cartel que
usar un grano 360 del CAMI oacute P500 de FEPA iexclPero eran lo mismo
Desde Oriente se establece la norma JMS La norma JMS (Japanese Industrial
System o Sistema Industrial Japoneacutes) establecioacute otro sistema de clasificacioacuten
Existen normas cubanas que tratan el tema dentro de las cuales se encuentran la
norma Cubana NC 19 ndash 02 ndash 16 de 1983 del Sistema de Normas de Proteccioacuten e
Higiene del Trabajo de la Repuacuteblica de Cuba la cual establece los requisitos generales
de seguridad para el trabajo con herramientas abrasivas y la Norma Cubana NC 57-25
de 1983 ldquoHerramientas Abrasivas Seleccioacutenrdquo [3]
En lo adelante se expondraacute una recopilacioacuten de recomendaciones de una de las
normas maacutes significativas a escala mundial e industrial la Federacioacuten Europea de
Fabricantes de Productos Abrasivos (FEPA) para dos de los principales abrasivos
usados en la industria el carburo de silicio y oacutexido de aluminio [12]
La norma citada define los tamantildeos de granos en funcioacuten del nuacutemero de mallas (Figura
15) por pulgada lineal que contiene el tamiz medio utilizado en la clasificacioacuten Cuanto
maacutes fino es el grano menor el tamantildeo del tamiz y mayor el nuacutemero en la escala
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

10
En la Tabla 12 se muestra ejemplos de muelas abrasivas sobre vaacutestago
Tabla 12 Ejemplos de muelas abrasivas sobre vaacutestago
11
14Clasificacioacuten de abrasivos Normas
141 Clasificacioacuten
Los materiales abrasivos (Figura 14) son aquellos productos quiacutemicos o naturales
cuya dureza es mayor que la del objeto a rayar Estos pueden ser en polvo liacutequidos
mixtos aglutinados con materiales de resinas sinteacuteticas aleaciones metaacutelicas yo
montados en soportes flexibles riacutegidos oscilantes yo giratorios Los abrasivos pueden
tener diferentes formas perfiles y dimensiones [2]
Estos tipos de materiales son de gran importancia industrial y presentan composiciones
y estructuras diversas cuya caracteriacutestica comuacuten es la de ser utilizados para
operaciones de pulido corte o desgaste por friccioacuten
Figura 14 Ejemplos de abrasivos [24]
142 Normas
Existen varias normas con diferente nivel de especificacioacuten y alcance las cuales
difieren en algunas particularidades Debido a esto se encaminaraacute el tema a referir los
meacutetodos usados en las normas de clasificacioacuten
La norma CAMI se usoacute en los Estados Unidos por la respectiva asociacioacuten de
fabricantes Como toda norma el sistema y sus procedimientos fueron disentildeados para
determinar la uniformidad de sus productos
12
Esta norma no teniacutea equivalencia hasta promediando los antildeos acute70 Por entonces
desde Europa se comenzoacute a comercializar productos hacia EEUU Frente a la
oportunidad del negocio nacioacute la norma FEPA
La norma FEPA (Federacioacuten Europea de Fabricantes de Productos Abrasivos) como
era de esperar utiliza un procedimiento distinto a la clasificacioacuten granulomeacutetrica de la
CAMI En un principio se comenzoacute a identificar a la FEPA anteponiendo una letra P
antes del tamantildeo de grano Por ejemplo P120 es un grano 120 de la norma FEPA
Raacutepidamente la norma tomoacute consideracioacuten comercial La idea que se popularizoacute fue
que era de excelente resultado y removiacutea maacutes material
Al potenciar los negocios algunos fabricantes optaron por usar una medida si bien
familiar con una connotacioacuten comercial el MICRON Una nueva norma de
nomenclatura pero una nueva complicacioacuten
La norma MICRA deriva de la palabra Microacuten El teacutermino microacuten resultoacute muy atractivo
para los potenciales clientes Decir de un producto 30 Micrones daba mayor cartel que
usar un grano 360 del CAMI oacute P500 de FEPA iexclPero eran lo mismo
Desde Oriente se establece la norma JMS La norma JMS (Japanese Industrial
System o Sistema Industrial Japoneacutes) establecioacute otro sistema de clasificacioacuten
Existen normas cubanas que tratan el tema dentro de las cuales se encuentran la
norma Cubana NC 19 ndash 02 ndash 16 de 1983 del Sistema de Normas de Proteccioacuten e
Higiene del Trabajo de la Repuacuteblica de Cuba la cual establece los requisitos generales
de seguridad para el trabajo con herramientas abrasivas y la Norma Cubana NC 57-25
de 1983 ldquoHerramientas Abrasivas Seleccioacutenrdquo [3]
En lo adelante se expondraacute una recopilacioacuten de recomendaciones de una de las
normas maacutes significativas a escala mundial e industrial la Federacioacuten Europea de
Fabricantes de Productos Abrasivos (FEPA) para dos de los principales abrasivos
usados en la industria el carburo de silicio y oacutexido de aluminio [12]
La norma citada define los tamantildeos de granos en funcioacuten del nuacutemero de mallas (Figura
15) por pulgada lineal que contiene el tamiz medio utilizado en la clasificacioacuten Cuanto
maacutes fino es el grano menor el tamantildeo del tamiz y mayor el nuacutemero en la escala
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

11
14Clasificacioacuten de abrasivos Normas
141 Clasificacioacuten
Los materiales abrasivos (Figura 14) son aquellos productos quiacutemicos o naturales
cuya dureza es mayor que la del objeto a rayar Estos pueden ser en polvo liacutequidos
mixtos aglutinados con materiales de resinas sinteacuteticas aleaciones metaacutelicas yo
montados en soportes flexibles riacutegidos oscilantes yo giratorios Los abrasivos pueden
tener diferentes formas perfiles y dimensiones [2]
Estos tipos de materiales son de gran importancia industrial y presentan composiciones
y estructuras diversas cuya caracteriacutestica comuacuten es la de ser utilizados para
operaciones de pulido corte o desgaste por friccioacuten
Figura 14 Ejemplos de abrasivos [24]
142 Normas
Existen varias normas con diferente nivel de especificacioacuten y alcance las cuales
difieren en algunas particularidades Debido a esto se encaminaraacute el tema a referir los
meacutetodos usados en las normas de clasificacioacuten
La norma CAMI se usoacute en los Estados Unidos por la respectiva asociacioacuten de
fabricantes Como toda norma el sistema y sus procedimientos fueron disentildeados para
determinar la uniformidad de sus productos
12
Esta norma no teniacutea equivalencia hasta promediando los antildeos acute70 Por entonces
desde Europa se comenzoacute a comercializar productos hacia EEUU Frente a la
oportunidad del negocio nacioacute la norma FEPA
La norma FEPA (Federacioacuten Europea de Fabricantes de Productos Abrasivos) como
era de esperar utiliza un procedimiento distinto a la clasificacioacuten granulomeacutetrica de la
CAMI En un principio se comenzoacute a identificar a la FEPA anteponiendo una letra P
antes del tamantildeo de grano Por ejemplo P120 es un grano 120 de la norma FEPA
Raacutepidamente la norma tomoacute consideracioacuten comercial La idea que se popularizoacute fue
que era de excelente resultado y removiacutea maacutes material
Al potenciar los negocios algunos fabricantes optaron por usar una medida si bien
familiar con una connotacioacuten comercial el MICRON Una nueva norma de
nomenclatura pero una nueva complicacioacuten
La norma MICRA deriva de la palabra Microacuten El teacutermino microacuten resultoacute muy atractivo
para los potenciales clientes Decir de un producto 30 Micrones daba mayor cartel que
usar un grano 360 del CAMI oacute P500 de FEPA iexclPero eran lo mismo
Desde Oriente se establece la norma JMS La norma JMS (Japanese Industrial
System o Sistema Industrial Japoneacutes) establecioacute otro sistema de clasificacioacuten
Existen normas cubanas que tratan el tema dentro de las cuales se encuentran la
norma Cubana NC 19 ndash 02 ndash 16 de 1983 del Sistema de Normas de Proteccioacuten e
Higiene del Trabajo de la Repuacuteblica de Cuba la cual establece los requisitos generales
de seguridad para el trabajo con herramientas abrasivas y la Norma Cubana NC 57-25
de 1983 ldquoHerramientas Abrasivas Seleccioacutenrdquo [3]
En lo adelante se expondraacute una recopilacioacuten de recomendaciones de una de las
normas maacutes significativas a escala mundial e industrial la Federacioacuten Europea de
Fabricantes de Productos Abrasivos (FEPA) para dos de los principales abrasivos
usados en la industria el carburo de silicio y oacutexido de aluminio [12]
La norma citada define los tamantildeos de granos en funcioacuten del nuacutemero de mallas (Figura
15) por pulgada lineal que contiene el tamiz medio utilizado en la clasificacioacuten Cuanto
maacutes fino es el grano menor el tamantildeo del tamiz y mayor el nuacutemero en la escala
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983
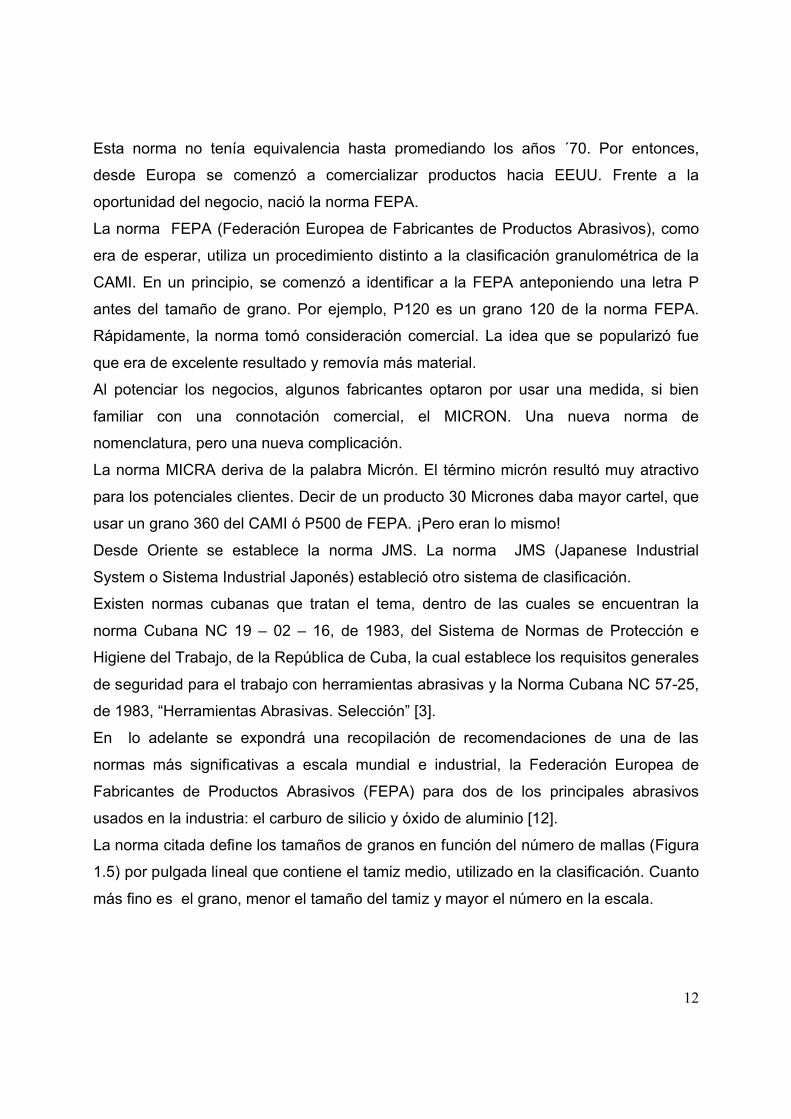
12
Esta norma no teniacutea equivalencia hasta promediando los antildeos acute70 Por entonces
desde Europa se comenzoacute a comercializar productos hacia EEUU Frente a la
oportunidad del negocio nacioacute la norma FEPA
La norma FEPA (Federacioacuten Europea de Fabricantes de Productos Abrasivos) como
era de esperar utiliza un procedimiento distinto a la clasificacioacuten granulomeacutetrica de la
CAMI En un principio se comenzoacute a identificar a la FEPA anteponiendo una letra P
antes del tamantildeo de grano Por ejemplo P120 es un grano 120 de la norma FEPA
Raacutepidamente la norma tomoacute consideracioacuten comercial La idea que se popularizoacute fue
que era de excelente resultado y removiacutea maacutes material
Al potenciar los negocios algunos fabricantes optaron por usar una medida si bien
familiar con una connotacioacuten comercial el MICRON Una nueva norma de
nomenclatura pero una nueva complicacioacuten
La norma MICRA deriva de la palabra Microacuten El teacutermino microacuten resultoacute muy atractivo
para los potenciales clientes Decir de un producto 30 Micrones daba mayor cartel que
usar un grano 360 del CAMI oacute P500 de FEPA iexclPero eran lo mismo
Desde Oriente se establece la norma JMS La norma JMS (Japanese Industrial
System o Sistema Industrial Japoneacutes) establecioacute otro sistema de clasificacioacuten
Existen normas cubanas que tratan el tema dentro de las cuales se encuentran la
norma Cubana NC 19 ndash 02 ndash 16 de 1983 del Sistema de Normas de Proteccioacuten e
Higiene del Trabajo de la Repuacuteblica de Cuba la cual establece los requisitos generales
de seguridad para el trabajo con herramientas abrasivas y la Norma Cubana NC 57-25
de 1983 ldquoHerramientas Abrasivas Seleccioacutenrdquo [3]
En lo adelante se expondraacute una recopilacioacuten de recomendaciones de una de las
normas maacutes significativas a escala mundial e industrial la Federacioacuten Europea de
Fabricantes de Productos Abrasivos (FEPA) para dos de los principales abrasivos
usados en la industria el carburo de silicio y oacutexido de aluminio [12]
La norma citada define los tamantildeos de granos en funcioacuten del nuacutemero de mallas (Figura
15) por pulgada lineal que contiene el tamiz medio utilizado en la clasificacioacuten Cuanto
maacutes fino es el grano menor el tamantildeo del tamiz y mayor el nuacutemero en la escala
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983
13
Figura 15 Granos de oacutexido de aluminio y carburo de silicio FEPA ndash estaacutendar 42 ndash 1984 R 1993 Medidas de granos para discos de desbaste y otras aplicaciones de abrasivos
El tamantildeo de los granos de una granulometriacutea determinada no es uniforme sino que
contiene un porcentaje de mayor y menor tamantildeo alrededor del nominal Asiacute un 80
contiene un porcentaje de 70 y otro de 90 De forma raacutepida se acostumbra sin
embargo a definir un grano por el Tamantildeo Medio de Partiacutecula Por ejemplo un grano
36 tiene un Tamantildeo Medio de Partiacutecula de 0530 mm mientras que para un grano
80 el valor es de 0180 mm [23]
Estas medidas indican que aproximadamente el 50 de una muestra tomada de los
granos citados tiene la dimensioacuten que se sentildeala y que en cada caso existiraacuten
porcentajes maacutes bastos y maacutes finos que el tamantildeo medio [1]
143 Ejemplos de abrasivos
Carburo de Silicio
Es un mineral sinteacutetico de color negro brillante y de elevada dureza Durante su uso se
fractura en partiacuteculas de filosas aristas que proporcionan una raacutepida y uniforme
remocioacuten del material Este abrasivo es recomendado para el acabado de metales no
ferrosos como el bronce el cobre y el aluminio y de otros materiales tales como el
cuero el vidrio la madera el hule y el plaacutestico
Oacutexido de Aluminio Especial
El oacutexido de aluminio especial es un mineral sinteacutetico basado en la fusioacuten de oacutexido de
aluminio de alta pureza el cual ha sido tratado teacutermicamente a temperaturas muy
elevadas mejorando sustancialmente sus caracteriacutesticas de dureza y friabilidad El
desempentildeo del oacutexido de aluminio especial mantiene en las aplicaciones aristas
cortantes que trabajan a temperaturas menores Su aplicacioacuten se recomienda para
14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

14
operaciones de lijado en materiales de alta resistencia a la tensioacuten como son aceros
aceros inoxidables y bronces duros Tambieacuten es muy efectivo para el desbaste de
materiales de baja resistencia a la tensioacuten como aceros de bajo contenido de carboacuten
aluminio y bronce resultando en tiempos de vida maacutes prolongados y reduciendo los
costos de lijado
Oacutexido de Aluminio Blanco
Es un abrasivo sinteacutetico y durable que se caracteriza por la larga vida de sus aristas
filosas recomendado para el lijado de maderas duras asiacute como en la industria
maderera en general
Oacutexido de Aluminio Cafeacute
Este grano abrasivo estaacute formado por cristales de gran tamantildeo Se caracteriza por sus
aristas duras filosas y tenaces se usa para el lijado y pulido de materiales de alta
resistencia a la presioacuten tales como aceros al carbono aceros inoxidables bronces
duros etc siendo muy efectivo aun para el desbaste de un sinnuacutemero de materiales
de baja resistencia a la tensioacuten como son acero aluminio bronce especialmente
cuando se usan presiones de lijado de normales a pesadas
Existen diferentes tipos de abrasivos entre ellos los naturales que son los que se
utilizan tal y como se encuentran en la corteza terrestre con ciertos procesamientos de
molienda clasificacioacuten granulomeacutetrica recubrimientos especiales o fijacioacuten sobre
soportes adecuados Tambieacuten estaacuten los abrasivos artificiales que se han desarrollado
principalmente en las uacuteltimas deacutecadas los que han sustituido en parte a los naturales
abriendo nuevas posibilidades de aplicacioacuten en especial los denominados
superabrasivos [21]
Dentro del grupo de materiales abrasivos de ingenieriacutea uno de los maacutes importantes
que se pueden encontrar es el de las ceraacutemicas o fases ceraacutemicas que abarcan una
amplia variedad de sustancias Para mencionar algunas estaacuten el vidrio los ladrillos la
muela el concreto la porcelana esmaltada los materiales magneacuteticos no metaacutelicos los
refractarios y entre muchos otros los abrasivos
Todos estos materiales tienen un rasgo caracteriacutestico comuacuten son compuestos de
metales y no metales por tanto la clasificacioacuten de los materiales ceraacutemicos es amplia
15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

15
tal que se incluyen no solamente los oacutexidos y silicatos sino tambieacuten todos los
materiales inorgaacutenicos no metaacutelicos como los carburos duros [28]
La gran mayoriacutea de los minerales ceraacutemicos estructuraacutendolos como fases al igual que
los metales tienen estructuras cristalinas En su estructura estaacuten presentes elementos
metaacutelicos y no metaacutelicos con enlaces covalentes oacute ioacutenicos Esto significa que son
estructuras que no tienen muchos electrones libres Los electrones estaacuten compartidos
covalentemente entre aacutetomos adyacentes oacute bien son transferidos de un aacutetomo a otro
para dar un enlace ioacutenico Estos tipos de enlaces son los que dan a los materiales
ceraacutemicos una alta estabilidad su temperatura de fusioacuten en promedio es maacutes alta que
la de los materiales metaacutelicos u orgaacutenicos y son maacutes resistentes a la alteracioacuten
quiacutemica En general son malos conductores tanto eleacutectricos como teacutermicos
Sus estructuras cristalinas son bastante complejas lo cual sumado a la mayor
resistencia de sus enlaces quiacutemicos hacen lentas las reacciones quiacutemicas ceraacutemicas
Dentro de todos aquellos compuestos ceraacutemicos que tienen intereacutes como materiales
abrasivos son el SiC (carburo de silicio) el Al2O3 (oacutexido de aluminio o corindoacuten) Sus
propiedades se encuentran entre las de los materiales ceraacutemicos y de los metaacutelicos y
como compuestos son semimetaacutelicos Los materiales abrasivos tienen un amplio uso
en la produccioacuten de diferentes herramientas para la elaboracioacuten de los metales de
acabado a esmerilar etceacutetera [17]
En general los granos abrasivos estaacuten caracterizados por sus elevadas resistencias al
corte con lo cual no son duacutectiles sus propiedades son producto de sus estructuras
cristalinas Dentro de estas propiedades se encuentran
bull Altas durezas y resistencias a la compresioacuten
bull Alta sensibilidad a las fisuras
bull Baja resistencias a la fractura
Para evaluar algunas de estas propiedades en los granos como por ejemplo la
dureza actualmente se utilizan ensayos de micro-dureza Para los ceraacutemicos la
dureza se puede definir como la resistencia a la accioacuten de ser rayado Sobre la base de
este concepto fueron creados la escala de Mohs y el ldquoMeacutetodo de rasguntildeo de dureza
Mohsrdquo
16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

16
Baacutesicamente se seleccionan (10) diez minerales que van desde el diamante con valor
(10) diez hasta el talco con valor (1) uno Los valores se escogen con base en una
muestra de un nuacutemero maacutes alto que pudiera rayar a otro con un nuacutemero menor Es
decir el maacutes alto raya al maacutes bajo en la Tabla 13 se ofrecen los valores para
comparar la micro-dureza en la escala de Mohs [26]
Tabla 13 Tabla de la escala de Mohs para medicioacuten de dureza en materiales abrasivos
144 Caracteriacutesticas de los granos abrasivos
Dentro de las caracteriacutesticas maacutes sobresalientes de los abrasivos se encuentra la
dureza la tenacidad y la friabilidad [20]
La dureza puede ser definida como la resistencia a la accioacuten del rayado Basada en
este concepto fue creada la conocida escala Mohs ya mencionados donde el mineral
maacutes blando el talco es rayado por todos los otros y el maacutes duro es el diamante que
no es rayado por ninguno y raya todos los otros
La tenacidad es la capacidad que poseen los granos abrasivos de absorber energiacutea o
sea resistir a impactos bajo accioacuten de los esfuerzos de choque sin perder el poder de
corte Por tanto los granos que poseen esta caracteriacutestica son los indicados para las
operaciones de elevadas presiones [30]
17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

17
La friabilidad es la capacidad del grano de fracturarse durante la operacioacuten cuando
este pierde el poder de corte creando asiacute nuevas aristas de corte y obteniendo menor
generacioacuten de calor Por tanto los granos que presentan esta caracteriacutestica son los
indicados en operaciones que requieren la integridad fiacutesica de la pieza a trabajar
15 Tipos de aglutinantes
Los aglutinantes o aglomerantes son los diferentes materiales adherentes que se
mezclan con los granos y polvos abrasivos para constituir la masa que forma la muela
abrasiva
En la fabricacioacuten y elaboracioacuten de herramientas abrasivas los aglutinantes constituyen
la formulacioacuten de la mezcla para cumplir las propiedades paraacutemetros y exigencias
establecidos para el uso y aplicacioacuten de las muelas abrasivas Para esto se usan
aglutinantes que se funden a baja y alta temperatura
Para fabricar las herramientas abrasivas se emplean dos grupos de aglutinantes
fundamentales inorgaacutenicos (de ceraacutemica) y orgaacutenicos (de baquelita y vulcanita) [19]
Los aglutinantes ceraacutemicos comparados con otros tienen una mayor resistencia al
calor a la humedad y mayor resistencia quiacutemica Las muelas hechas con aglutinantes
ceraacutemicos conservan bien el perfil de su arista activa pero son sensibles a las cargas
de choque y flexioacuten especialmente cuando la muela tiene un pequentildeo espesor Las
muelas con aglutinante ceraacutemico pueden trabajar a una velocidad circunferencial no
superior a 3 500 rpm ya que son muy fraacutegiles y se rompen con facilidad debido a los
choques Las muelas de tipo especiales con aglutinante ceraacutemico pueden trabajar a
una velocidad circunferencial de hasta 5 000 rpm Los aglutinantes ceraacutemicos se
emplean en la produccioacuten de muelas segmentos barras y cabezales abrasivos Estas
herramientas se utilizan para todos los tipos de esmerilado excepto para las
operaciones de corte y de elaboracioacuten de canales estrechos [4]
Las muelas abrasivas con aglutinante de baquelita tienen una alta resistencia
mecaacutenica y elasticidad permiten trabajar a la velocidad circunferencial hasta de 5 000
rpm y en caso de trabajo con discos delgados con una velocidad hasta de 7 500 rpm
Con aglutinante de baquelita se producen muelas segmentos y barras abrasivas que
se emplean para cortar o hacer canales estrechos para el esmerilado del acero
18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

18
templado afilado de las herramientas esmerilado plano por medio de un juego de
discos hechos de segmentos y barras esmerilado perfilado y acabado y rectificado de
cilindros y roscas [5]
Las muelas abrasivas con aglutinante de vulcanita tienen mayor elasticidad y menor
resistencia teacutermica que las muelas con aglutinante de baquelita A temperatura
superior a 150 degC el aglutinante de vulcanita se ablanda y los granos se hunden en el
interior de eacuteste Las muelas abrasivas con aglutinante de vulcanita no pueden utilizarse
para quitar grandes sobre-espesores debido a que tienen una estructura de alta
densidad Con aglutinante de vulcanita se producen muelas de disco muelas planas y
cabezales Estas muelas se emplean para cortar o hacer canales estrechos para cortar
o esmerilar las superficies esfeacutericas en las operaciones del acabado esmerilado
perfilado y esmerilado [6]
16Cemento Portland P-350
El cemento Portland es el tipo de aglutinante maacutes utilizado para la preparacioacuten del
hormigoacuten o concreto Fue inventado en 1824 en Inglaterra por el albantildeil Joseph Aspdin
El nombre se debe a la semejanza en su aspecto con las rocas encontradas en
Portland una isla del condado de Dorset [8]
La fabricacioacuten del cemento Portland se da en tres fases (l) Preparacioacuten de la mezcla
de las materias primas (ll) Produccioacuten del clinker y (lll) Preparacioacuten del cemento
La Norma Cubana NC 54-204 establece los teacuterminos y definiciones sobre el cemento
Portland Este producto se clasifica en tres grados de calidad de acuerdo a la
resistencia a la compresioacuten expresada en kgfmiddotcm-2 y se designa con las letras que
inician el nombre separadas por un guioacuten del valor numeacuterico de la resistencia a la
compresioacuten a los 28 diacuteas [7] Asiacute por ejemplo
a) Cemento Portland 350 Cemento P-350
b) Cemento Portland 450 Cemento P-450
c) Cemento Portland 550 Cemento P-550
Existen en Cuba otras normas para las especificaciones de calidades de cementos
NC 952001 Cemento Portland Especificaciones
19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

19
NC 962001 Cemento con Adicioacuten Activa Especificaciones
NC 972001 Cemento de Albantildeileriacutea Especificaciones
NC 982001 Cemento Resistente a los Sulfatos Especificaciones
NC 992001 Cemento de Moderado y Bajo Calor de Hidratacioacuten Especificaciones
NC 1002001Cemento Portland de Alta Resistencia Inicial Especificaciones
NC 1012001 Cemento Portland Blanco Especificaciones
17Procedimientos claacutesicos de obtencioacuten de muelas abrasivas
Los documentos y patentes de fabricacioacuten de materiales abrasivos son clasificados es
decir no es posible tener acceso a informaciones claves para desarrollar un proyecto
de investigacioacuten con el objetivo de obtener herramientas abrasivas Por ejemplo no se
ha podido acceder a documentacioacuten para consulta sobre las temperaturas a las que se
someten durante el proceso de sinterizacioacuten y endurecimiento de la muela y ni del
material abrasivo en consecuencia de cada aplicacioacuten ni sobre las cantidades
cuantitativas y cualitativas de aglutinantes que fusionan a bajas yo a elevadas
temperaturas ni sobre la presioacuten a la que se someten durante el proceso de
compresioacuten en el molde ni sobre el grado de compactacioacuten etceacutetera
En Cuba se encuentra una faacutebrica de abrasivos situada en La Ceiba Ciudad de La
Habana la cual se denomina ldquoUnidad Baacutesica Faacutebrica de Abrasivos Juan Domiacutenguez
Diacuteas Empresa de Ceraacutemica Roja y Refractarios ldquo En esta empresa se desarrolla la
fabricacioacuten de muelas abrasivas planas y ciliacutendricas principalmente El material
abrasivo es el corindoacuten importado desde Francia con un 90 de aluacutemina y de color
blanco La faacutebrica cuenta con un consumo anual de corindoacuten de unas 130 toneladas
compradas a un precio entre 500 - 600 USD el antildeo anterior
La materia prima (material abrasivo corindoacuten) se resecciona y se conserva en sacos
de 25 kg en almacenes ventilados con una granulometriacutea entre 32 - 36 mech
Generalmente de este tamantildeo de grano tienen un consumo anual de 40 toneladas [3]
La metodologiacutea claacutesica de preparacioacuten de las muelas abrasivas mediante el proceso de
compactacioacuten y sinterizacioacuten se muestra a continuacioacuten
20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

20
1 Directo del saco se vierte en una mezcladora horizontal el material abrasivo y
los aglutinantes seguacuten la cantidad que corresponda en por ciento de masa La
mezcladora cuenta con 3 operaciones
2 Con los materiales vertidos en la mezcladora un rodillo apisona la mezcla que
estaacute constituida aproximadamente con una cantidad de 31 de aglutinantes
(silicato de sodio y feldespato) y la masa seca (el corindoacuten con cerca de un 10
por ciento de masa)
3 La masa apisonada por los rodillos en la misma posicioacuten horizontal es destruida
por un tridente Luego se recolecciona la masa revuelta por una paleta que la
lleva nuevamente hasta los rodillos de apisonar Este proceso ocurre durante 30
minutos
4 Despueacutes de realizar el mezclado de los componentes la mezcla se vierte en el
molde la cual es comprimida en ambos sentidos con una carga de 36 toneladas
de presioacuten
5 Concluido el proceso de compresioacuten de la mezcla se saca a presioacuten del molde
Luego se coloca al aire durante o por maacutes de 24 horas
6 En lo adelante se procede a realizar la sinterizacioacuten de las muelas en un horno
caacutemara de combustioacuten de fuel ndash oil La sinterizacioacuten de las muelas se realiza a
1200 ordm C durante 4 horas dejaacutendose reposar un tiempo de 24 horas
7 Por uacuteltimo se extraen las muelas del horno enfriadas dentro de este y se
separan las que posean defectos para ser destruidas y las que no tienen
defectos para realizarles los chequeos y ensayos de control de calidad
18 Ensayos sobre muelas abrasivas
Se han encontrado algunos de los principales ensayos que se realizan a las muelas
abrasivas antes de su entrega para la venta o el uso
181 Ensayo de rigidez
Este ensayo se basa en someter a las muelas a velocidades superiores que las
permitidas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas con
21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

21
diaacutemetros exteriores desde 200 ndash 500 mm y no menor que 7 minutos para aquellas
con diaacutemetros superiores a 500 mm
En algunos casos se permite reducir el tiempo hasta un 33 como por ejemplo para
muelas cuyas velocidades perifeacutericas de trabajo no excedan de 50 ms-1 y para muelas
donde el aglutinante sea baquelita y la velocidad de trabajo no exceda los 60 ms-1
No seraacute necesario someter al ensayo de rigidez si la muela contiene aglutinante
vitrificado u orgaacutenico siempre que sus velocidades perifeacutericas de trabajo no sean
mayores que 25 ndash 30 ms-1 [12]
182 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta hacieacutendola girar a velocidades perifeacutericas superiores al los 30 ms-1 y
hacer incidir sobre las muelas una probeta de acero AISI-1020 Este ensayo se basa en
la relacioacuten de peacuterdida de masa de las muelas y de las probetas para ver cual de los
prototipos de las muelas abrasivas es el maacutes abrasivo
Seguacuten la bibliografiacutea especializada [12] los ensayos deben realizarse en las
condiciones siguientes
Por parte de los fabricantes antes de su entrega
Cuando las herramientas hayan sido sometidas a tratamientos quiacutemicos
teacutermicos o mecaacutenicos
Se realizaraacuten en bancos especiales instalados sobre fundamentos provistos de
una caacutemara aislada que ofrezca seguridad en caso de rotura de la herramienta
En el local donde se haga el ensayo se fijaraacute una detallada instruccioacuten para la
ejecucioacuten del mismo No se permitiraacute la realizacioacuten de otros trabajos
paralelamente no relacionados con la preparacioacuten y ejecucioacuten del ensayo
22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

22
19 Conclusiones parciales del Capiacutetulo I
1 Los principales materiales empleados como abrasivos son el vidrio los ladrillos
el concreto la porcelana esmaltada el corindoacuten el diamante entre otros Sin
embargo no se ha reportado el empleo de residuales del proceso de reduccioacuten
aluminoteacutermica de la pirolusita como abrasivos
2 Los principales aglutinantes maacutes empleados para la confeccioacuten de muelas
abrasivas son los ceraacutemicos los de vulcanita y los de baquelita No se reporta
en la literatura especializada el empleo del cemento como aglutinante de muelas
abrasivas sobre vaacutestago
3 Dentro de los paraacutemetros fundamentales a considerar para la fabricacioacuten claacutesica
de herramientas abrasivas se encuentran la relacioacuten porcentual entre los
componentes la presioacuten y su tiempo de permanencia asiacute como las
temperaturas de los procesos de sinterizacioacuten No se conoce cuaacuteles seriacutean para
la obtencioacuten de muelas abrasivas a partir de una mezcla de escorias cemento
Portland P-350 y agua
4 Los ensayos realizados a las muelas abrasivas sobre vaacutestago son los mismos
aplicados a las muelas abrasivas ciliacutendricas dentro de los cuales se encuentran
los de desgaste y de rigidez los cuales dependen de la velocidad perifeacuterica de
las muelas abrasivas y del tipo de aglutinante empleado en su fabricacioacuten
23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

23
CAPITULO II DESARROLLO EXPERIMENTAL
21 Seleccioacuten de las materias primas utilizadas Propiedades y
caracteriacutesticas
En este trabajo para la elaboracioacuten de las mezclas en la fabricacioacuten de muelas
abrasivas sobre vaacutestago se utilizan tres productos fundamentales como materias
primas estos son la escoria procedente del proceso de reduccioacuten aluminotermia de la
pirolusita como abrasivo y la mezcla de cemento Portland P-350 producido en Cuba y
el agua como aglutinantes La seleccioacuten de estos materiales estaacute encaminada a la
obtencioacuten de herramientas abrasivas utilizando materias primas cubanas para reducir
importaciones De esta forma se logra el aprovechamiento de este material
disminuyendo la contaminacioacuten medioambiental por la eliminacioacuten del vertido de estos
residuos
211 Escoria proveniente de la reduccioacuten aluminoteacutermica de la
pirolusita (abrasivo)
La escoria constituye el principal componente la cual es obtenida como subproducto
del proceso de reduccioacuten por aluminotermia de la pirolusita procedente del Yacimiento
ldquoMargarita de Cambuterdquo en Santiago de Cuba Una vez concluido el proceso
aluminoteacutermico todo el material contenido en el reactor (metal ndash escoria) se vierten en
agua Por choque teacutermico se obtienen ambos productos fragmentados y por teacutecnicas
de separacioacuten se obtiene el metal aislado Las escorias son trituradas en un molino de
mandiacutebula que las reduce hasta granulometriacuteas de 3 mm aproximadamente y un
segundo molino de martillo que tritura estos materiales hasta granulometriacuteas por
debajo de 1 mm
Las escorias poseen una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso [22]
El corindoacuten se ha utilizado tradicionalmente en la industria en la elaboracioacuten de
diferentes materiales abrasivos En la Tabla 21 se muestran una serie de propiedades
y caracteriacutesticas de este material [4]
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983
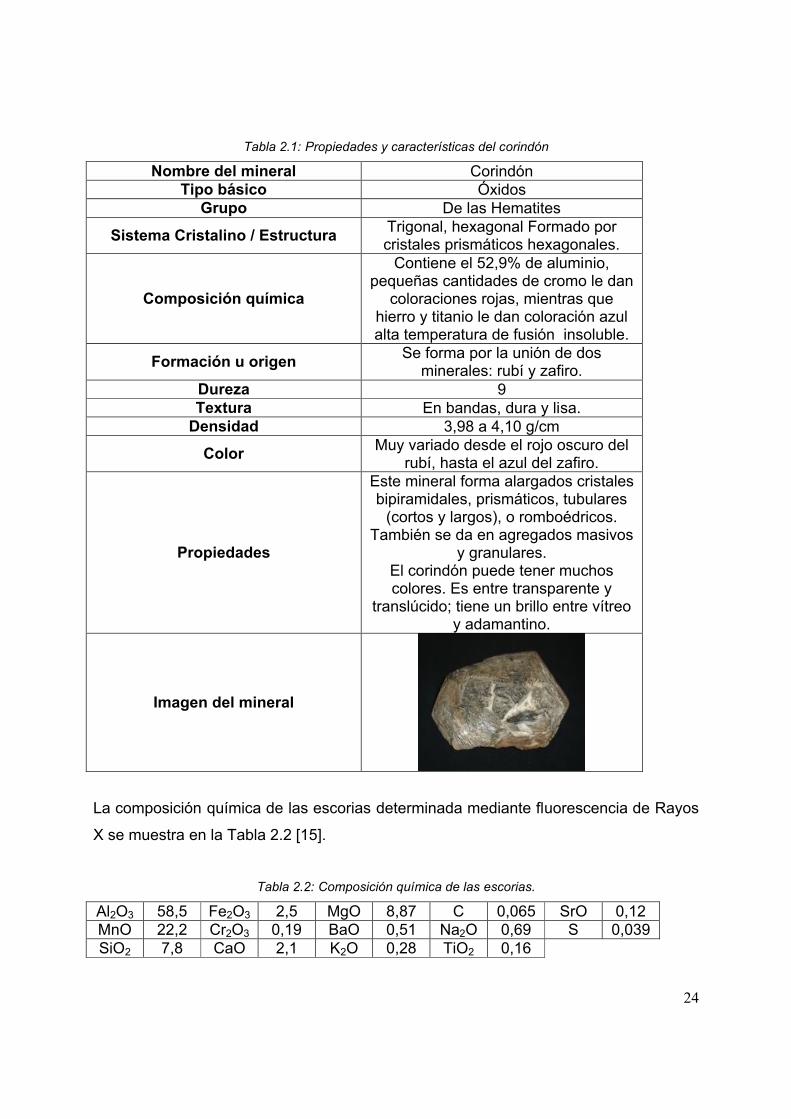
24
Tabla 21 Propiedades y caracteriacutesticas del corindoacuten
Nombre del mineral CorindoacutenTipo baacutesico Oacutexidos
Grupo De las Hematites
Sistema Cristalino EstructuraTrigonal hexagonal Formado por cristales prismaacuteticos hexagonales
Composicioacuten quiacutemica
Contiene el 529 de aluminio pequentildeas cantidades de cromo le dan
coloraciones rojas mientras que hierro y titanio le dan coloracioacuten azul alta temperatura de fusioacuten insoluble
Formacioacuten u origenSe forma por la unioacuten de dos
minerales rubiacute y zafiroDureza 9Textura En bandas dura y lisa
Densidad 398 a 410 gcm
Color Muy variado desde el rojo oscuro del rubiacute hasta el azul del zafiro
Propiedades
Este mineral forma alargados cristales bipiramidales prismaacuteticos tubulares
(cortos y largos) o romboeacutedricos Tambieacuten se da en agregados masivos
y granulares El corindoacuten puede tener muchos colores Es entre transparente y
transluacutecido tiene un brillo entre viacutetreo y adamantino
Imagen del mineral
La composicioacuten quiacutemica de las escorias determinada mediante fluorescencia de Rayos
X se muestra en la Tabla 22 [15]
Tabla 22 Composicioacuten quiacutemica de las escorias
Al2O3 585 Fe2O3 25 MgO 887 C 0065 SrO 012MnO 222 Cr2O3 019 BaO 051 Na2O 069 S 0039SiO2 78 CaO 21 K2O 028 TiO2 016
25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

25
La determinacioacuten de la densidad aparente se realiza en un frasco (probeta) de 25 ml
Despueacutes de extraer la humedad de la probeta en esta se echa una porcioacuten de muestra
de material que se vierte mediante una pequentildea cuchara Luego de verter el material
dentro siempre echando aproximadamente la misma cantidad se pesa en una
balanza vertiendo la muestra sobre papel de filtro Esta operacioacuten se repite como
miacutenimo cinco veces [17] En eacuteste caso se hicieron 10 repeticiones como se muestra en
la Tabla 23
El caacutelculo se determina por las expresiones 1 y 2
)(
)( mlvoloumen
gpesoi (1)
10
1
n
i
iAPARENTE n
(2)
Donde
ρi es la densidad para cada punto experimental (i)
Tabla 23 Densidad aparente de la escoria (material abrasivo)
TABLA DE VALORESNuacutemero de los experimentos
Peso (g) Volumen (ml) Densidad (gmiddotml-1)
1 43343 25 17337
2 42931 25 17124
3 43000 25 17200
4 43106 25 17242
5 43068 25 17227
6 43000 25 17200
7 43000 25 17200
8 43200 25 17280
9 43448 25 17379
10 43573 25 17429
Promedio 43167 25 17261
26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

26
212 El Cemento Portland P-350 (aglutinante)
Las materias primas para la produccioacuten del cemento Portland P-350 son minerales que
contienen oacutexido de calcio (44 ) oacutexido de silicio (145 ) oacutexido de aluminio (35 )
oacutexido de hierro (3 ) y oacutexido de magnesio (16 )
El cemento obtenido tiene una composicioacuten formada por 64 oacutexido de calcio 21
oacutexido de silicio 55 oacutexido de aluminio 45 oacutexido de hierro 24 oacutexido de
magnesio 16 sulfatos y 1 otros materiales entre los cuales se encuentra
principalmente el agua
Cuando el cemento Portland P-350 es mezclado con el agua el producto solidifica en
menos de una hora (45 min) y endurece progresivamente durante un periacuteodo de varias
semanas El endurecimiento inicial es producido por la reaccioacuten del agua yeso y
aluminato tricaacutelcico formando una estructura cristalina de calcio-aluminio-hidrato
estringita y monosulfato El sucesivo endurecimiento y el desarrollo de fuerzas internas
de tensioacuten derivan de la reaccioacuten maacutes lenta del agua con el silicato de tricaacutelcio
formando una estructura amorfa llamada calcio-silicato-hidrato En ambos casos las
estructuras que se forman envuelven y fijan los granos de los materiales presentes en
la mezcla Una uacuteltima reaccioacuten produce el gel de silicio (SiO2) Las tres reacciones
generan calor (exoteacutermicas) [9]
Las reacciones de hidratacioacuten que forman el proceso de fraguado son
2(3CaOSiO2) + (x+3)H2O rarr 3CaO2SiO2xH2O + 3Ca(0H)2 (3)
2(2CaOSiO2)+ (x+1)H2O rarr 3CaO2SiO2xH2O + Ca(0H)2 (4)
2(3CaOAl2O3)+ (x+8)H2O rarr 4CaOAl2O3xH2O + 2CaOAl2O38H2O (5)
3CaOAl2O3 + 12H2O + Ca(0H)2 rarr 4CaOAl2O313H2O (6)
4CaOAl2O3Fe2O3 + 7H2O rarr 3CaOAl2O36H2O + CaOFe2O3H2O (7)
Estas reacciones son todas exoteacutermicas La maacutes exoteacutermica es la hidratacioacuten de
3CaOAl2O3 seguida de la de 3CaOSiO2 y luego 4CaOAl2O3Fe2O3 y finalmente
2CaOSiO2
Los requisitos que tienen que cumplir los diferentes grados de Cemento Portland asiacute
como los meacutetodos de ensayo a emplear aparecen en la Tabla 24 [7]
27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

27
Tabla 24 Requisitos de los grados de Cemento Portland
El producto se aceptaraacute si los resultados de ensayos cumplen con los requisitos de la Tabla 24
213 Relacioacuten agua cemento
Seguacuten la Asociacioacuten nacional de fabricantes de aditivos para morteros [8] se debe
utilizar la menor cantidad de agua posible en el amasado de morteros debido a que el
agua sobrante de la hidratacioacuten saldraacute de la masa generando un producto poroso
permeable con malas propiedades mecaacutenicas y de resistencia
La miacutenima relacioacuten aguacemento para un mortero es de aproximadamente 025 o lo
que es lo mismo 1 parte de agua por 4 partes de cemento Si se aumenta la relacioacuten
aguacemento bien antildeadiendo agua disminuyendo la cantidad de cemento o haciendo
ambas cosas a la vez las masas se mezclan con maacutes facilidad pero por el contrario
provocan que las propiedades del producto en estado endurecido se deterioren Por lo
tanto existe un compromiso al seleccionar las cantidades de agua en relacioacuten a la
cantidad de cemento [9]
Si la relacioacuten (AC) aguacemento es baja se obtiene en estado fresco una
trabajabilidad deficiente y en estado endurecido si se compacta adecuadamente altas
resistencias mecaacutenicas y durabilidad Si la relacioacuten (AC) aguacemento es por
Iacutendice Requisitos UM P-350 P-450 P-550Meacutetodo
deensayo
Retenido en el tamiz 4 900 (maacutex) 10 8 6Superficie especiacutefica Blaine (miacuten) cm2middotg-1 2 800 2 900 3 200Tiempo fraguado inicial (miacuten) Min 45 45 45Tiempo fraguado final (maacutex) H 10 10 10
Fiacutesicos
Estabilidad de volumen por Le Chatelier (maacutex)
Mm 10 10 10
Resistencia a la flexioacutetraccioacuten (miacuten) 3 diacuteas 30 (3) 50 (5) 50 (5) 7 diacuteas 40 (4) 60 (6) - 28 diacuteas
Kgfmiddotcm-2
(MPa)60 (6) 70 (7) 75 (75)
Resistencia a la compresioacuten (miacuten) 3 diacuteas 170 (17) 250 (25) 250 (25) 7 diacuteas 250 (25) 350 (35) -
Mecaacutenicos
28 diacuteas
Kgfmiddotcm-2
(MPa)350 (35) 450 (45) 550 (55)
NC 54-207
Peacuterdida por ignicioacuten (maacutex) 40 40 40Residuo insoluble (maacutex) 40 40 40Oxido de Magnesio (maacutex) 50 50 50
Quiacutemicos
Trioacutexido de Azufre (maacutex) 35 35 35
NC 54-206
28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

28
contrario alta se obtiene en estado fresco buena trabajabilidad posible exudacioacuten o
sangrado y segregacioacuten de componentes Y en estado endurecido se obtiene
porosidad y bajas resistencias mecaacutenicas
De lo anterior se deduce que el factor de mayor importancia en la resistencia del
mortero es el cociente entre la cantidad de agua de amasado y la de cemento
Este cociente se denomina relacioacuten AguaCemento (abreviada AC) y se expresa como
fraccioacuten en peso de los materiales Para un tipo de cemento a menor relacioacuten AC
mayor resistencia (Figura 21)
Seguacuten la literatura especializada la relacioacuten agua - cemento influye en la resistencia al
desgaste abrasivo [10] Los resultados de pruebas indican que la resistencia a la
abrasioacuten o desgaste esta estrechamente relacionada con la resistencia la copresioacuten de
la mezcla Asiacute por ejemplo un concreto de alta resistencia a compresioacuten tiene mayor
resistencia a la abrasioacuten que un concreto de resistencia a compresioacuten baja Un
agregado duro es maacutes resistente a la abrasioacuten que un agregado blando y esponjoso
Se ha determinado que la relacioacuten cemento-arena se situacutea entre 04 y 06 para la arena
seca La experiencia ha demostrado que este valor deberiacutea acercarse a 06 [9]
Figura 21 Resistencia Versus relacioacuten (AC)
29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

29
22 Criterios de seleccioacuten de la regioacuten de experimentacioacuten
En el desbaste de piezas y superficies de difiacutecil acceso se emplean diferentes
maacutequinas herramienta de pequentildeos tamantildeos las que usan muelas abrasivas sobre
vaacutestago con dimensiones y formas diferentes Una maacutequina herramienta como es el
caso de una rectificadora recta para desbastar requiere de una sola muela abrasiva
para realizar su trabajo La muela se coloca en la maacutequina introducieacutendole el vaacutestago
en el interior del husillo de eacutesta quien la sujeta a presioacuten por medio de unas estriacuteas
autocentrantes que son reguladas por una rosca evitando durante su funcionamiento
que no se separe la muela abrasiva con vaacutestago y no provoque accidentes ni se
rompa Durante la explotacioacuten las muelas abrasivas sobre vaacutestago normalmente estaacuten
sometidas a altas velocidades y reciben golpes moderados
Como se planeoacute en el capiacutetulo 1 la funcioacuten de los aglutinantes es la de soportar estas
cargas y permitir el autoafilado de los granos Dentro de los aglutinantes no
convencionalmente empleados para este fin se encuentra el cemento Portland P-350
pero que reuacutene los requisitos fundamentales para ser evaluado como aglutinante en las
muelas abrasivas sobre vaacutestago
Este aspecto permite estudiar la posibilidad de la conformacioacuten de dichas muelas
sustituyendo el aglomerante claacutesico (silicato de sodio junto a otras sustancias
inorgaacutenicas) por cemento Portland P-350 evitando asiacute la realizacioacuten de la tan compleja
y costosa operacioacuten de sinterizacioacuten
A partir de este criterio se decide realizar un disentildeo de experimento donde se estudia
la conformacioacuten de una mezcla utilizando como aglomerante una mezcla de cemento
Portland P-350 y agua [13]
Para el estudio de las proporciones adecuadas entre los diferentes componentes a
adicionar a la mezcla se aplica un sencillo meacutetodo experimental consistente en tomar
como consideracioacuten el comportamiento de la mezcla de los componentes agua
cemento y escoria como un mortero Producto de que existe similitud entre los
productos de relleno (arena ndash abrasivo) utilizados en la elaboracioacuten de morteros y
muelas abrasivas respectivamente Despueacutes de tomar la consideracioacuten antes
mencionada se selecciona el rango de variacioacuten de la regioacuten de experimentacioacuten de
30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

30
forma que contenga inscrito el rango de la composicioacuten de las mezclas para morteros
referidos en las normas maacutes algunos criterios basados en experiencias praacutecticas
Para los experimentos se toma como variable independiente la escoria variaacutendose
entre 45 y 65 El resto se completoacute con una mezcla de agua y cemento cuya
relacioacuten (AC) es de un 05
Con todos estos elementos se confecciona la matriz experimental a desarrollar siendo
necesario realizar 5 experimentos para cada granulometriacutea La matriz experimental
completa se muestra en la Tabla 25 para las granulometriacuteas de desbaste grueso y
leve (36 y 54) respectivamente
Tabla 25 Plan experimental completo para dos granulometriacuteas de desbaste en por ciento de masa de los materiales propuestos ()
() Relacioacuten Aguacemento = 05
En la Figura 22 se muestra una foto donde se relacionan las materias primas
empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 22 Materias primas empleadas en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Operacioacuten Desbaste grueso Desbaste medioTamantildeo de
granoGranulometriacutea-36 Granulometriacutea-54
Nuacutemero de experimento
1 2 3 4 5 1 2 3 4 5
de escoria 45 50 55 60 65 45 50 55 60 65 de cemento 3657 333 3000 2666 2333 3657 333 3000 2666 2333
de agua 183 167 15 1334 1167 1843 167 15 1334 1167
1
2
3 1- Escoria (abrasivo)
2- Agua
3- Cemento (aglutinante)
31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

31
23 Disentildeo y construccioacuten de los moldes
El disentildeo y fabricacioacuten de los moldes estaacute en funcioacuten de las dimensiones de las muelas
abrasivas sobre vaacutestago a obtenerse Los moldes deberaacuten tener todos los requisitos y
aditamentos auxiliares posibles que permita hacer maacutes faacuteciles los pasos durante el
proceso de elaboracioacuten de la muela abrasiva
El molde deberaacute poseer ademaacutes cierta resistencia mecaacutenica para que no se rompa o
se deforme durante el proceso de manipulacioacuten o de compactacioacuten de la mezcla y buen
acabado superficial para lograr un mejor desmoldeo de las muelas abrasivas evitando
que eacutestas no se rompan o se deformen y cumplan con las exigencias de
funcionamiento y presencia
El diaacutemetro del vaacutestago para la elaboracioacuten de la muela abrasiva estaacute normalizado en
funcioacuten del diaacutemetro exterior de la muela abrasiva [13]
Para muelas abrasivas sobre vaacutestago de diaacutemetro y altura iguales a 20 y 25 mm
respectivamente el diaacutemetro del vaacutestago es de 6 mm La longitud del vaacutestago se toma
de 30 mm
Se selecciona un material poliacutemero para la confeccioacuten del molde (para las camisas que
daraacuten lugar a la forma de la muela abrasiva) por ser este material faacutecil de trabajar y no
humectante Las camisas se recortaron en un torno 10 cilindros de PVC de 20 mm de
diaacutemetro interior a 25 mm de longitud
El soporte se construyoacute de madera con las siguientes dimensiones 150 mm de ancho
por 300 mm de longitud y 10 mm de altura Al soporte se le realizaron 10 agujeros
pasantes de 65 mm de diaacutemetro a una separacioacuten de 30 mm uno del otro con un
arreglo cuadrado A los extremos del soporte se fijaron con puntillas 2 patas paralelas
entre siacute de 100 mm de largo 20 mm de espesor y 40 mm de altura que constituyen las
bases del molde Para sostener los vaacutestagos se recorta un sosteacuten de madera de 260
mm de longitud 150 mm de ancho y 10 de espesor de forma tal que entre ajustado
para fijarlo con puntillas a las bases
Luego se introducen los vaacutestagos de 6 mm de diaacutemetro y 42 cm de longitud en los
orificios despueacutes se colocan los cilindros en el soporte y se fijan a este con cera de
abejas de forma conceacutentrica con los vaacutestagos
32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

32
En la Figura 23 se muestra la instrumentacioacuten fundamental para la confeccioacuten del
molde para obtener las muelas abrasivas sobre vaacutestago y en la Figura 24 se muestra
una foto de muelas abrasiva sobre vaacutestago con distintas formas [16]
Figura 23 Instrumentacioacuten empleada en la confeccioacuten de las muelas abrasivas sobre vaacutestago
Figura 24 Ejemplo de muelas abrasivas sobre vaacutestago
24 Procedimiento de elaboracioacuten de las muelas abrasivas
De acuerdo a las proporciones propuestas en la Tabla 25 se prepararon las diferentes
mezclas Para la experimentacioacuten se mantuvo fija dos granulometriacutea de escorias que
fueron tamizadas a tamantildeo 36 y otra 54 con los rangos entre (0600 ndash 0420) mm y
(0350-0250) mm respectivamente
Para la experimentacioacuten se prepararon diez probetas ciliacutendricas referidas en la Tabla
8 con diaacutemetro 20 mm y 25 mm de longitud sobre vaacutestagos de 6 mm de diaacutemetro y 30
mm de longitud Los Vaacutestagos son deformados por un moleteado a partir de uno de los
1
2
3
1- Soporte
2- Vaacutestagos
3- Camisas
33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

33
extremos a una distancia de 15 mm con el objetivo de crear en eacutestos mayor sujecioacuten
con la mezcla de cemento Portland P-350 y agua
Para la confeccioacuten de las muelas sobre vaacutestago se sigu3 el siguiente procedimiento el
cual se refleja en la Figura 25
Figura 25 Secuencia de pasos para la elaboracioacuten de muelas abrasivas sobre vaacutestago
a) Se pesa por separado la cantidad de gramos seguacuten los puntos experimentales
para cada componente cemento agua y escoria
b) Se realiza el mezclado de los soacutelidos (cemento y escoria) en una mezcladora
durante 5 minutos Luego se terminan de mezclar con el agua
c) Se hace el montaje de las camisas en el soporte embadurnando de grasa sus
paredes internas donde se verteraacute la mezcla
d) Se introducen primero los vaacutestagos en el soporte dejando la parte moleteada
hacia arriba luego se fijan las camisas con cera al soporte de forma tal que
estas queden conceacutentricas con los agujeros utilizando compases de precisioacuten
para emplazar
e) Posteriormente se hace el vertido de la mezcla compactaacutendola lo mayor posible
se deja que la mezcla sobrepase el molde 2 mm de la parte superior ya que
estas mezclas presentan contracciones
f) Al cabo de 45 miacuten se debe enrazar el molde si fuese necesario y
posteriormente extraer la muela abrasiva del interior del mismo
g) Despueacutes se lleva a cabo un proceso de texturizacioacuten de la muela abrasiva que
consiste en un tratamiento mecaacutenico superficial que elimina la capa exterior de
cemento de la muela para la afloracioacuten de los granos de abrasivo
1
2 3 4 5
6
1 Vaacutestago
2 Camisa
3 Mezcla en verde
4 Muela en verde
5 Proceso de curado
6 Muela terminada
34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

34
h) Las muelas deben ser sumergidas en agua (curado) durante 28 diacuteas
i) Luego se sacan del agua y se ponen a secar durante 24 horas
j) Posteriormente se procede realizar los ensayos de control propuestos para estas
herramientas
En la Figuras 26 a y 26 b se muestran las vistas superior y frontal de las muelas
abrasivas sobre vaacutestago colocadas sobre el soporte despueacutes de curadas y secadas
25 Ensayos sobre muelas abrasivas
251 Ensayo de rigidez
Este ensayo se basa en someter a las muelas abrasivas a velocidades superiores a las
recomendadas para su explotacioacuten tiene como duracioacuten 5 minutos para muelas
abrasivas con diaacutemetro inferiores a 200 mm
La velocidad perifeacuterica maacutexima de rotacioacuten de la muela abrasiva se determina seguacuten la
ecuacioacuten 8 [14]
60
nDV
(ms-1) (8)
donde
Figura26 a vista superior de las
muelas abrasivas sobre vaacutestago
Figura 26 b Vista frontal de las
muelas abrasivas sobre vaacutestago
35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

35
D es el diaacutemetro exterior de la muela abrasiva sobre vaacutestago (m)
n es el nuacutemero de revoluciones por minuto a la que gira la muela abrasiva (rpm)
En la Tabla 26 se pueden observar las velocidades de ensayo para distintos diaacutemetros
de muelas abrasivas seguacuten el tipo de aglutinante empleado para su fabricacioacuten
La presente investigacioacuten se realiza para muelas de diaacutemetro 002 mm con aglutinante
de cemento Portland P-350 que puede ser comparado en su comportamiento con los
aglutinantes ceraacutemicos [12]
Tabla 26 Velocidad de ensayo recomendada para los fabricantes de muelas abrasivas
El diaacutemetro menor ensayado es de 508 mm (Tabla 26) no reflejaacutendose diaacutemetros
inferiores a eacuteste Por ello resulta necesario determinar la velocidad de ensayo
adecuada o el diaacutemetro para el cual la piedra cumple con a velocidad perifeacuterica exigida
por la norma Un caacutelculo maacutes preciso seriacutea empleando la foacutermula que relaciona las
velocidades angulares (n) y perifeacutericas (V) (ecuacioacuten 8)
Despejando el diaacutemetro en la ecuacioacuten 8
n
VD
60
(9)
Sustituyendo en 2 n = 30000 rpm y V = 33 ms-1
m0210rpm30000143
sm33s60 1
Tabla de velocidades (rpm)
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
Diaacutemetromm
Vitrificados33 ms-1
Resinoides48 ms-1
508 12414 18143 25400 2483 3629
762 8276 12006 30480 2069 3023
10160 6207 9072 35560 1773 2592
12700 4966 7258 40640 1552 2268
15240 4138 6048 45720 1379 2016
17780 3547 5183 50800 1241 1814
20320 3103 4535 60960 1034 1152
36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

36
Para un mejor factor de seguridad el diaacutemetro es normalizado con un valor por encima
del calculado D = 0022 m Recalculando velocidad perifeacuterica de la muela abrasiva
D = 0022 m n = 30000 rpm
60
nDV
= 15434
60
300000220143 sm
Como se observa para comprobar la rigidez de las muelas abrasivas sobre vaacutestago
aglutinadas con cemento Portland P-350 se debe ensayarse prototipos de diaacutemetro 22
mm a una velocidad de rotacioacuten de 30 000 rpm para velocidades perifeacutericas de 3454
ms-1
En al Figura 27 se muestra la instalacioacuten empleada para la realizacioacuten del ensayo
Figura27 Equipamiento para el ensayo de rigidez de las muelas abrasivas sobre vaacutestago
252 Ensayo de abrasividad
Este consiste en introducir el vaacutestago de cada muela abrasiva en el husillo de una
rectificadora recta de 30 000 rpm y hacer incidir sobre la muela una probeta de acero
AISI-1020 Este ensayo se basa en la relacioacuten de peacuterdida de masa de las muelas y de
las probetas
Para la experimentacioacuten se prepararon 5 muelas abrasivas con granulometriacutea 36 y 5
con grano nuacutemero 54 para un total de 10 prototipos de muelas abrasivas a ensayar
Las muelas abrasivas tienen un diaacutemetro de 20 mm y una longitud de 25 mm La
probeta ciliacutendrica es de diaacutemetro 20 mm por 15 mm de altura Las muelas abrasivas
fueron obtenidas en el laboratorio de materiales del CIS de la UCLV y la probeta
metaacutelica se elaboroacute en el taller de maquinado de la facultad de Ingenieriacutea Mecaacutenica de
la UCLV
30 000 rpm
Esmeriladora recta
Interruptor
Mesa
Muela abrasiva
37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

37
El ensayo de abrasividad se realiza atendiendo a criterios de peacuterdida de masa durante
el funcionamiento El ensayo de peacuterdida de masa se explica a continuacioacuten
Una vez obtenidas las 10 muelas abrasivas 5 para cada aplicacioacuten (desbaste grueso y
medio) respectivamente se procede a realizar el ensayo de desgaste que consistioacute
en hacer rotar cada muela abrasiva sometieacutendola a ficcioacuten con una probeta de acero al
carbono AISI 1015 cuya muestra metalograacutefica se observa en la Figura 28 Este acero
se selecciona por constituir uno de los maacutes empleados en la fabricacioacuten de estructuras
y componentes mecaacutenicos que requieren ser soldados
Figura 28 Estructura del acero AISI 1015
Durante el ensayo se mantiene inmoacutevil la probeta de acero La muela abrasiva se hace
rotar a 30000 rpm en una rectificadora plana Al ponerse en contacto la muela probeta
metaacutelica con la muela abrasiva por la accioacuten de la friccioacuten relativa se produce una
peacuterdida de masa en ambas partes dado por un desprendimiento de partiacuteculas Por
diferencia de peso se determina cuaacutel es la magnitud del desgaste en ambos cuerpos
Para la comparacioacuten de ambos desgastes se introduce el teacutermino de desgaste relativo
que se calcula seguacuten la ecuacioacuten 10
100
P
MDR (10)
Donde
∆M es la diferencia de peso entre la muela abrasiva antes del ensayo y despueacutes del
ensayo
38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

38
∆P es la diferencia de peso entre la probeta de acero antes del ensayo y despueacutes del
ensayo
Este iacutendice de desgaste relativo permite establecer un criterio de cuaacutel es el punto de
mejores condiciones abrasivas y por tanto poder seleccionar la mejor composicioacuten de
la muela abrasiva El tiempo de duracioacuten de este ensayo fue de 2 min para cada
experimento
En la Figura 29 se encuentra un esquema de la disposicioacuten del equipamiento para la
realizacioacuten del ensayo
Figura 29 Equipamiento empleado para el ensayo de abrasividad
26 Conclusiones parciales del Capiacutetulo II
1 El caraacutecter no puzolaacutenico de la escoria obtenida del proceso de reduccioacuten
aluminoteacutermica con una composicioacuten de maacutes del 60 de corindoacuten u oacutexido de
aluminio y galaxita o aluminato de manganeso permite que no reaccione
quiacutemicamente con el cemento Portland P-350 al igual que ocurre entre los
abrasivos y los aglutinantes convencionales pero que conforma un aglutinante
vitrificado
2 Para la fabricacioacuten de muelas abrasivas sobre vaacutestago es necesario tener en cuenta
la relacioacuten porcentual entre los componentes alrededor de 13 y el tamantildeo de grano
manteniendo constante la relacioacuten aguacemento igual a 05
30 000
Carga a aplicar
Corredera
ProbetaEsmeriladora recta
Interruptor
Columna
Mesa
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983
39
3 Para evaluar la efectividad de las proporciones entre el abrasivo y el aglutinante
empleado resulta importante mantener constantes el tiempo de permanencia en
agua o curado y el acabado en el interior de las camisas
4 El ensayo de abrasividad es adecuado para evaluar el comportamiento de los
prototipos de muelas abrasivas sobre vaacutestago permitiendo el iacutendice de desgaste
relativo (DR) aislar los resultados experimentales de la influencia de las condiciones
de experimentacioacuten lo que posibilita la comparacioacuten entre los diferentes prototipos
de muelas abrasivas sobre vaacutestago estudiadas
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983
40
CAPITULO III RESULTADOS Y ANALISIS
31 Resultados Experimentales y discusioacuten
El rango granulomeacutetrico de perteneciente al tamantildeo de grano 36 (Tabla 1) se encuentra
entre 0600-0420 mm lo que aporta una clase granulomeacutetrica de 051 mientras que
para el tamantildeo de grano No 54 el rango granulomeacutetrico se encuentra entre 0350-
0250 mm con una clase de 03 La relacioacuten porcentual entre ambas clases
granulomeacutetricas es de un 70 por ciento lo que representa el crecimiento de tamantildeo de
la clase del grano mayor seleccionado respecto a la del menor Por otra parte la clase
de los granos No 36 es 17 veces superior a la de los granos con tamantildeo No 54 Estas
diferencias indican lo alejado que se encuentran los tamantildeos de grano seleccionados y
la representatividad de los mismos para evaluar su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago
Debieran ser usadas velocidades angulares superiores a los 12414 rpm (Tabla 4) en el
caso de ensayo de muelas abrasivas de diaacutemetro 20 mm Sin embargo (capiacutetulo 2) no
se reglamentan velocidades para este tipo de ensayo demostraacutendose que la velocidad
de ensayo requerida para garantizar la velocidad perifeacuterica de 33 mmiddots-1 en muelas de
22 mm de diaacutemetro es de 30000 rpm
Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 sobrepasan ampliamente la
prueba al soportar maacutes de 5 min de trabajo en las condiciones antes referidas sin
mostrar sentildeales de agrietamiento ni de vibraciones en la unioacuten entre el vaacutestago u la
muela abrasiva
Este aspecto demuestra que la mezcla de cemento Portland P-350 y agua a una
relacioacuten aguacemento igual a 05 permite la confeccioacuten de morteros con escorias del
proceso aluminoteacutermico de reduccioacuten de las pirolusita que cumple con los requisitos
del ensayo de rigidez exigido a las muelas abrasivas sobre vaacutestago
Para la evaluacioacuten comparativa del desgaste relativo se toma como patroacuten una muela
abrasiva sobre vaacutestago Esta muela abrasiva es de tipo comercial y responde a las
exigencias producidas por la firma Norton A esta muela abrasiva sobre vaacutestago se le
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983
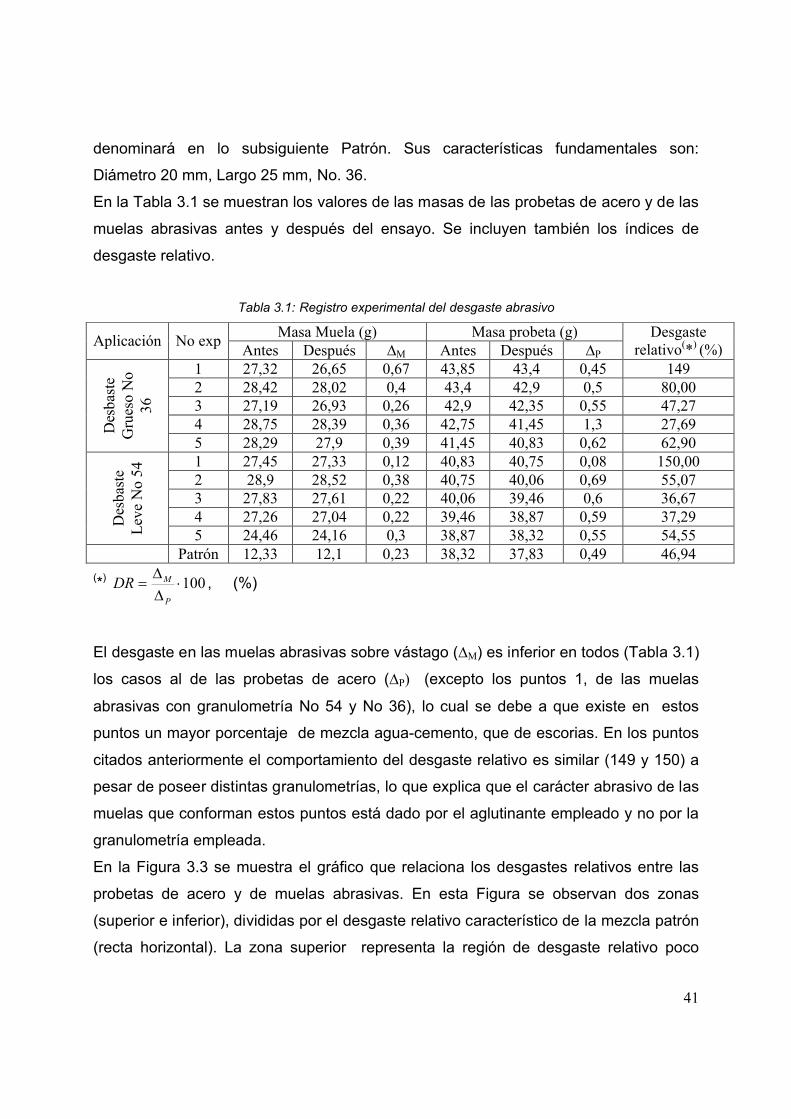
41
denominaraacute en lo subsiguiente Patroacuten Sus caracteriacutesticas fundamentales son
Diaacutemetro 20 mm Largo 25 mm No 36
En la Tabla 31 se muestran los valores de las masas de las probetas de acero y de las
muelas abrasivas antes y despueacutes del ensayo Se incluyen tambieacuten los iacutendices de
desgaste relativo
Tabla 31 Registro experimental del desgaste abrasivo
Masa Muela (g) Masa probeta (g)Aplicacioacuten No exp
Antes Despueacutes ∆M Antes Despueacutes ∆P
Desgaste relativo() ()
1 2732 2665 067 4385 434 045 1492 2842 2802 04 434 429 05 80003 2719 2693 026 429 4235 055 47274 2875 2839 036 4275 4145 13 2769D
esba
ste
Gru
eso
No
36
5 2829 279 039 4145 4083 062 62901 2745 2733 012 4083 4075 008 150002 289 2852 038 4075 4006 069 55073 2783 2761 022 4006 3946 06 36674 2726 2704 022 3946 3887 059 3729D
esba
ste
Lev
e N
o 54
5 2446 2416 03 3887 3832 055 5455Patroacuten 1233 121 023 3832 3783 049 4694
() 100
P
MDR ()
El desgaste en las muelas abrasivas sobre vaacutestago (∆M) es inferior en todos (Tabla 31)
los casos al de las probetas de acero (∆P) (excepto los puntos 1 de las muelas
abrasivas con granulometriacutea No 54 y No 36) lo cual se debe a que existe en estos
puntos un mayor porcentaje de mezcla agua-cemento que de escorias En los puntos
citados anteriormente el comportamiento del desgaste relativo es similar (149 y 150) a
pesar de poseer distintas granulometriacuteas lo que explica que el caraacutecter abrasivo de las
muelas que conforman estos puntos estaacute dado por el aglutinante empleado y no por la
granulometriacutea empleada
En la Figura 33 se muestra el graacutefico que relaciona los desgastes relativos entre las
probetas de acero y de muelas abrasivas En esta Figura se observan dos zonas
(superior e inferior) divididas por el desgaste relativo caracteriacutestico de la mezcla patroacuten
(recta horizontal) La zona superior representa la regioacuten de desgaste relativo poco
42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

42
productivo de les muelas abrasivas con granulometriacuteas 36 y 54 El aacuterea inferior
muestra la regioacuten de desgaste productivo que se encuentra con valores de desgaste
relativo inferiores a los de la muela patroacuten En esta zona las muelas abrasivas
estudiadas manifiestan un comportamiento mejor que el de la muela abrasiva sobre
vaacutestago tomada como patroacuten
0
20
40
60
80
100
120
140
160
1 2 3 4 5
Nuacutemero de experimento
Des
gas
te r
elat
ivo
(
)
DR-36
DR-54
patroacuten
Figura 33 Desgaste Relativo (DR) entre las probetas de acero y de muelas abrasivas
Los valores inferiores de las curvas (Figura 33) representan los puntos de inflexioacuten de
la pendiente del desgaste relativo Las regiones ubicadas hacia la izquierda de los
puntos sentildealados para ambas curvas muestran las zonas en las cuales se
experimenta un decremento progresivo de la productividad como consecuencia del
embotamiento de los granos de la muela abrasiva generado por el exceso de
aglutinante lo que impide el desprendimiento de los mismos Los puntos que se
encuentran hacia la derecha reflejan el inicio de la peacuterdida paulatina de la productividad
debido al la liberacioacuten excesiva de los granos por la falta de adherencia del aglutinante
Como puede observarse existen puntos experimentales que poseen desgastes
relativos superiores e inferiores a los de la muela abrasiva sobre vaacutestago tomada como
patroacuten Los puntos maacutes significativos resultan los que poseen desgastes relativos
similares o inferiores En este caso se encuentran los puntos 3 y 4 tanto para tamantildeos
43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

43
de grano 36 como 54 Un ejemplo del funcionamiento del punto experimental 3 de las
muelas abrasivas con granulometriacutea 54 puede observarse en la Figura 34
Figura 34 Foto del proceso de desbaste empleando la muela abrasiva del punto 3 grano No 54
En la Tabla 32 se pueden apreciar las diferencias relativas entre las muelas abrasivas
sobre vaacutestago elaboradas y el patroacuten
Tabla 32 Diferencia relativa entre las muelas sobre vaacutestago elaboradas y el patroacuten en
Diferencia relativa entre las muelas y el patroacuten en ()
No No 36 No 54
1 21743 21956
2 7043 1732
3 070 - 2188
4 - 4101 - 2056
5 3400 1621
() Los valores negativos (en amarillo) representan una eficiencia de corte superior de las muelas abrasivas estudiadas respecto a la considerada como patroacuten En verde el punto que se considera con un comportamiento similar al de la muela patroacuten
Puede apreciarse (Tabla 32) que el punto 3 de la muela abrasiva elaborada con grano
No 36 es el que se corresponde con un desgaste relativo similar al de la muela
abrasiva patroacuten Sin embargo los prototipos de muelas abrasivas elaborados con
grano No 54 poseen desgastes relativos en por cientos maacutes aceptables (le 22 ) que
44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

44
las diferencias entre los desgastes relativos entre las muelas abrasivas elaboradas con
grano 36
En la Figura 31 se muestra la probeta de acero AISI-1015 despueacutes del ensayo y en la
Figura 32 el punto experimental 3 de las muelas abrasivas sobre vaacutestago obtenidas
con granulometriacutea 54
Figura 31 Probeta de acero AISI-1015 Figura 32 Muelas abrasivas sobre vaacutestago
Para las muelas abrasivas sobre vaacutestago es un factor muy importante el proceso de
desprendimiento del grano lo que potencia su autoafilado Debido a ello en los casos
en que las muelas abrasivas poseen una peacuterdida de masa relativa menor respecto a la
probeta se observa que esta uacuteltima se desbasta durante un proceso teacutermico intenso
quemando el metal Esto se produce por un proceso de embotamiento de la superficie
de la piedra con metal en estado plaacutestico lo que conduce al incremento local de la
temperatura
En el caso en que se observa una peacuterdida de masa relativa mayor respecto a la
probeta se observa que esta uacuteltima se desbasta sin calentamiento excesivo es decir
conservando el color propio del material Esto se debe a que a pesar de que el
proceso de desbaste es puramente friccional se produce un desprendimiento de los
granos que pierden el filo en la muela abrasiva no originando embotamiento en la
misma ni la elevacioacuten extrema de la temperatura
Para un adecuado proceso de corte abrasivo se necesita que los granos sin filos se
desprendan pero soacutelo ellos es decir los que auacuten poseen filo no deben desprenderse
Esto presupone que deba existir un equilibrio el cual es regido por la capacidad de
fijacioacuten del aglutinante De aquiacute la importancia de la muela patroacuten que sobre la cual se
45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

45
supone efectuaran un estudio preliminar en este sentido Considerando este aspecto la
variante adecuada resulta la nuacutemero 3 de grano No 36 con una relacioacuten de peacuterdida
de masa de 4727 mientras que la del patroacuten es de 4694 (soacutelo 07 de diferencia
entre ambas) Sin embargo no debe perderse de vista la diferencia que existe entre el
tipo de abrasivo empleado en el patroacuten y el de las muestras estudiadas Tampoco la
influencia de la relacioacuten aguacemento
En este sentido se observa (Figura 33) que los puntos 4 y 3 de las granulometriacuteas 36
y 54 respectivamente correspondientes a contenidos de 60 de abrasivo en la
mezcla conforman muelas sobre vaacutestago en las que se obtiene mayores niveles de
abrasividad en las probetas de acero y menor desgaste de las muelas Este aspecto
produce cortes maacutes econoacutemicos al desgastarse menos las muelas abrasivas sobre
vaacutestago que las probetas de acero En este caso el fenoacutemeno no se explicariacutea por el
debilitamiento de los granos por la carencia del abrasivo sino por el decremento de la
compactacioacuten entre los granos originando espacios que sirven como receptores de
limallas que al girar la muela se expulsan sin que se retengan y emboten la piedra
como cuando el contenido de cemento en ella es mayor
32 Medidas de seguridad durante el trabajo con muelas abrasivas sobre vaacutestago
321 Medidas de seguridad preliminares
1 Los interruptores y pulsadores de mando de las maacutequinas herramientas de
muela abrasiva se han de asegurar para que no sean accionados
involuntariamente las arrancadas involuntarias han producido muchos
accidentes
2 Todas las defensas de la maquinaria se mantendraacuten en su lugar y cuando se
quiten para efectuar reparaciones por ejemplo se reemplazaraacuten nuevamente
antes de poner la maacutequina en marcha
3 Las comprobaciones mediciones correcciones sustitucioacuten de piezas y
cualquier otra operacioacuten deben realizarse con la maacutequina completamente
parada
46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

46
4 Debe usarse una pantalla transparente e inastillable que permita ver el trabajo a
su traveacutes y evitar lesiones en los ojos por proyeccioacuten de pequentildeas partiacuteculas de
la muela o trozos de metal de la pieza que se mecaniza
5 Siempre que sea necesario las maacutequinas herramientas de muela abrasiva
deben disponer de un sistema de aspiracioacuten del polvo que se produce en
determinados trabajos
322 Manipulacioacuten y montaje de las muelas abrasivas
Las muelas abrasivas son herramientas delicadas De su buen estado y correcta
manipulacioacuten y montaje depende en gran parte la seguridad
La manipulacioacuten y montaje de las muelas debe realizarse con el mayor esmero
observando las siguientes reglas
1 Las muelas deben almacenarse en lugares que no soporten temperaturas
extremas y que deben mantenerse siempre secos
2 En espera de ser empleadas las muelas deben permanecer protegidas en
estanteriacuteas que permitan seleccionarlas y cogerlas sin dantildearlas sin siquiera
tocar las demaacutes
3 Manejar con cuidado las muelas evitando que caigan o choquen entre si No
hacerlas rodar
4 Utilizar siempre muelas en buen estado y de caracteriacutesticas adecuadas a la
maacutequina y a los requerimientos del trabajo que se va a realizar diaacutemetro
maacuteximo y miacutenimo aceptable del eje de la maacutequina velocidad maacutexima de trabajo
grano del abrasivo dureza (grado) aglomerante forma
5 Bajo ninguacuten concepto debe sobrepasarse la velocidad maacutexima de trabajo
admisible de la muela que debe estar claramente indicada en la etiqueta de la
misma
6 Las muelas que no lleven las indicaciones obligatorias (grano grado velocidad
maacutexima diaacutemetro maacuteximo y miacutenimo etc) deben ser retiradas del servicio
7 Antes de montarla en la maacutequina se examinaraacute la muela para comprobar que no
ha sufrido deterioro durante el transporte o la manipulacioacuten Golpearla
ligeramente con una pieza no metaacutelica debe producir un sonido claro Si el
47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

47
sonido es mate o cascado puede significar la existencia de grietas esa muela
deberaacute ser retirada para un examen maacutes meticuloso
8 Las muelas deben entrar libremente en el eje de la maacutequina No deben entrar
forzadas ni con demasiada holgura Es necesario que el diaacutemetro del agujero de
la muela sea ligeramente mayor que el del eje de la maacutequina de forma que la
muela se monte sin esfuerzo pero no demasiado floja
9 Apretar suficientemente la tuerca para sujetar el vaacutestago y evitar su
desprendimiento durante su empleo
10Todas las muelas nuevas deben girar a la velocidad de trabajo y con un
protector puesto al menos durante un minuto antes de aplicarlas al punto de
trabajo Durante este tiempo no debe haber ninguna persona en liacutenea con la
abertura del protector
323 Comprobaciones necesarias antes de comenzar el trabajo
Antes de poner la maacutequina en marcha para comenzar el trabajo deben realizarse las
siguientes comprobaciones
1 Que la muela estaacute bien ajustada y sujeta
2 Que no hay nada que estorbe a la muela en su movimiento rotativo
3 Que la pieza a mecanizar estaacute firmemente sujeta al dispositivo de sujecioacuten para
que no pueda salir despedida
4 Que la pantalla transparente de proteccioacuten contra proyecciones en el rostro se
encuentra en buen estado
5 Que no hay ninguna pieza o herramienta abandonada alrededor de la pieza que
pueda caer o salir despedida
324 Requisitos a considerar durante el trabajo
1 Antes de aplicar la muela al punto de trabajo es importante dejar que gire en
vaciacuteo un rato con el protector puesto situaacutendose el operario fuera del alcance de
la muela
2 Todas las operaciones de comprobacioacuten ajuste etc deben realizarse con la
maacutequina completamente parada especialmente las siguientes
a) Sujetar o soltar piezas
48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

48
b) Medir o comprobar el acabado limpiar y engrasar
c) Ajustar protecciones o realizar reparaciones
d) Alejarse o abandonar el puesto de trabajo
3 Siempre que se tenga que abandonar la maacutequina deberaacute pararse eacutesta
desconectando la corriente
4 Nunca se utilizaraacuten las manos como freno para parar la maacutequina Aunque esteacuten
enguantadas
5 La presioacuten excesiva de la muela sobre la pieza a trabajar puede ocasionar
roturas y proyecciones peligrosas Si se observa que la muela quema la pieza es
sentildeal de que la presioacuten ejercida es demasiada
6 Es muy peligroso que sobre la muela parada caiga el liacutequido refrigerante que
absorbido en una zona de la muela provoca su desequilibrio Este desequilibrio
puede producir la rotura de la muela cuando comienza a girar Ante la duda es
mejor cambiar de muela
325 Proteccioacuten personal
1 Trabajando con muelas abrasivas se utilizaraacuten gafas de montura cerrada o
pantallas de proteccioacuten contra impactos homologadas
2 Si a pesar de todo alguna vez se le introdujera un cuerpo extrantildeo en un ojo no
lo restriegue puede provocarse una herida Acuda inmediatamente al meacutedico
3 El operario deberaacute llevar ropa bien ajustada sin desgarrones ni partes
colgantes Las mangas deben centildeirse a las muntildeecas o llevarse arremangadas
hacia dentro
4 Se usaraacute calzado de seguridad que proteja contra la caiacuteda de piezas pesadas
con puntera reforzada y suelo de goma con dibujo bien marcado y sin herrajes
para evitar resbalones
5 En las maacutequinas abrasivas en las que existen oacuterganos en movimiento no
deberaacuten usarse anillos relojes pulseras etc Como medida precautoria no
deben usarse en ninguacuten caso para trabajar
6 Si se lleva cabello largo es muy aconsejable recogerlo bajo un gorro o prenda
similar
49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

49
7 Deben usarse ademaacutes guantes de seguridad contra cortes y abrasioacuten
326 Orden limpieza y conservacioacuten
1 Las maacutequinas herramienta deben mantenerse en buen estado de conservacioacuten
limpias y correctamente engrasadas
2 Asimismo hay que cuidar el orden limpieza y conservacioacuten de las herramientas
muelas utillaje y accesorios Tener un sitio para cada cosa
3 Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma
segura y ordenada o bien utilizar contenedores adecuados si las piezas son de
pequentildeo tamantildeo No debe haber materiales apilados detraacutes del operario
4 Durante el trabajo las herramientas calibres cepillos etc han de situarse
donde puedan ser alcanzados con facilidad
5 Las herramientas deben guardarse en un armario o lugar adecuado No debe
dejarse ninguna herramienta u objeto suelto cerca de la maacutequina
6 Cada cierto tiempo deben inspeccionarse y limpiarse los sistemas de ventilacioacuten
de las maacutequinas
7 Eliminar las basuras trapos o cotones empapados en aceite o grasa que
pueden arder con facilidad echaacutendolos en contenedores adecuados
8 Las averiacuteas de tipo eleacutectrico solamente pueden ser investigadas y reparadas
por un electricista profesional a la menor anomaliacutea de este tipo desconecte la
maacutequina ponga un cartel de ldquoMaacutequina Averiadardquo y avise al electricista
33 Criterios econoacutemicos
Para la valoracioacuten econoacutemica se considera que el material abrasivo se compra al precio
referido por [14] En su valoracioacuten econoacutemica este autor considera los gastos en
materiales energiacutea transportacioacuten y mano de obra que se invierten en la elaboracioacuten
de muelas abrasivas sobra vaacutestago (Tabla 33)
Para la evaluacioacuten econoacutemica se tomoacute como referencia la mezcla preparada para el
punto 3 del disentildeo de experimento con granulometriacutea 54 en cantidades
estequiomeacutetricas
Para la elaboracioacuten de las muelas abrasivas sobre vaacutestago se considera que el
cemento se expende en dos tipos de moneda Para centros educacionales salud y
50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

50
otras que paguen en CUP se expende a 2531 CUPton Para empresas mixtas el
precio es de 2531 CUPton y 6171 CUCton Resulta importante considerar que el
cemento se valoraraacute con el precio mayor considerando que seraacuten empresas mixtas las
que compraraacuten las muelas abrasivas
Tabla 33 Resumen econoacutemico de la produccioacuten de muelas abrasivas
Precio
Concepto ConsumoCUC CUP
Consumo($)
Abrasivo (Corindoacuten y galaxita)
06 ton500
CUCton- 300 CUC
Cemento Portland P-350
0267 ton6171
CUCton2531
1648 CUC676 CUP
Materias primas
Alambroacuten acero AISI 1010 Oslash 6 mm
03333 ton727
CUCton- 24231 CUC
Transportacioacuten 0867 ton 458 1972 171 CUC397 CUP
Mezclado 1176 kW-hEnergiacutea
Tamizado 25 kW-h
009 CUCkW
- 128 CUC
Sub total - - - -57717 CUC1073 CUP
Mano obra 10-20 Costo produccioacuten - -8658 CUC158 CUP
Mantenimiento y reparacioacuten
2-10 Costo produccioacuten - -5772 CUC1073 CUP
Total - - -72147 CUC11961 CUP
Para una tonelada preparada se pueden obtener 33333 muelas abrasivas de vaacutestago
(600 kg de abrasivo 2667 kg de cemento y 133 kg de agua) considerando que una
muela pesa 30 g sin el vaacutestago En cada muela se emplea un vaacutestago de 10 g lo que
implica el uso de 3333 kg de acero para fabricar una tonelada de muelas (33333
unidades)
El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de 0022
CUC y 00036 CUP considerando que una muela abrasiva en el mercado internacional
cuesta 050 CUC Por lo que 33333 cuestan 166665 CUC La diferencia es de
51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

51
1594805 CUC Esto demuestra la rentabilidad econoacutemica de la produccioacuten industrial
de las muelas abrasivas sobre vaacutestago con cemento
Como puede observarse aproximadamente el 32 del costo de este tipo de muela
abrasivas sobre vaacutestago lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento soacutelo un 2
por ciento El 25 por ciento restante se encuentra distribuido entre la mano de obra la
transportacioacuten y el consumo energeacutetico procedentes de la elaboracioacuten de muelas
abrasivas sobre vaacutestago
34 Criterios medioambientales
La produccioacuten de Al2O3 mediante el procesamiento aluminoteacutermico es un proceso que
en su propia esencia considera los conceptos de tecnologiacuteas limpias
El proceso de reduccioacuten se realiza a expensas de la energiacutea de la reaccioacuten quiacutemica y
por tanto no requiere de otro tipo de aporte energeacutetico
A su vez la escoria resultante del proceso reductivo es un material de excelentes
propiedades abrasivas y alta demanda en la industria
La fabricacioacuten de muelas abrasivas sobre vaacutestago con la escoria antes expuesta y
cemento potencia la limpieza medioambiental a la vez que eliminan las etapas de
prensado y sinterizacioacuten disminuyendo grandemente los consumos energeacuteticos
respecto a las tecnologiacuteas convencionales
Todos estos criterios sustentan las bondades de esta tecnologiacutea para el procesamiento
de estos residuales
35 Alcance de los resultados
La obtencioacuten de muelas abrasivas sobre vaacutestago a partir de escorias del proceso
aluminoteacutermico y cemento Portland P-3650 abre una perspectiva desarrolladora en el
estudio y la produccioacuten de nuevas alternativas de herramientas abrasivas Dentro del
futuro campo de aplicacioacuten se encuentran las muelas abrasivas sobre vaacutestago de
diferentes formas limas de forma y con gran intereacutes las muelas abrasivas ciliacutendricas
52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983

52
36 Conclusiones parciales del Capiacutetulo III
1 La relacioacuten porcentual entre las clases granulomeacutetricas de los tamantildeos de grano
36 y 54 es de un 70 por ciento mientras que se comportan con una diferencia
relativa de 17 veces Estas diferencias alejan las clases granulomeacutetricas
seleccionadas y marcan cierta representatividad en la diferenciacioacuten de su
comportamiento durante la evaluacioacuten de su influencia independiente en la
confeccioacuten de las muelas abrasivas sobre vaacutestago para la aplicacioacuten de
desbaste
2 Las muelas abrasivas evaluadas correspondientes a todas las formulaciones
preparadas tanto las de grano 36 como las de grano 54 cumplieron con los
requisitos exigidos por el ensayo de rigidez al soportar maacutes de 5 min de trabajo a
velocidades angulares de 30000 rpm sin mostrar sentildeales de agrietamiento ni
de vibraciones en la unioacuten entre el vaacutestago y la muela abrasiva
3 El punto 3 correspondiente a una muela abrasiva elaborada con grano No 36
(55 de escoria y 45 de mezcla de AC) se corresponde con un desgaste
relativo similar al de la muela abrasiva patroacuten (07 ) No obstante existen otras
mezclas (3 y 4 grano No 36 y 4 grano No 54) cuyos desgastes relativos son
inferiores (mejor comportamiento) que la muela abrasiva patroacuten
4 De una tonelada de materias primas (600 kg de abrasivo 2666 kg de cemento y
1334 de agua) se pueden obtener 33333 muelas abrasivas de vaacutestago con
3333 kg de acero para la colocacioacuten de los vaacutestagos
5 El costo de fabricacioacuten unitario de las muelas abrasivas sobre vaacutestago es de
0022 CUC y 00036 CUP Una muela abrasiva en el mercado internacional
cuesta 050 CUC La ganancia de la produccioacuten de una tonelada de muelas
abrasivas sobre vaacutestago a partir de escoria y cemento Portland P-350 es de
1594805 CUC
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983
53
CONCLUSIONES GENERALES
1 El trabajo constituye un aporte al desarrollo de las herramientas abrasivas
cubanas al proponer una metodologiacutea para la obtencioacuten de muelas abrasivas
sobre vaacutestago a partir de escorias (corindoacuten y galaxita) y una mezcla de
cemento Portland P-350 y agua
2 El trabajo apoya el programa de reduccioacuten del consumo energeacutetico en Cuba al
proponer eliminar los procesos de prensado y sinterizacioacuten comuacutenmente
aplicados durante la obtencioacuten de muelas abrasivas de vaacutestago mediante la
sustitucioacuten de aglutinantes que requieren altas temperaturas de secado por otros
de endurecimiento a temperatura ambiente (cemento)
3 Durante la produccioacuten de las muelas abrasivas sobre vaacutestago aproximadamente
el 32 de su costo lo representa el vaacutestago metaacutelico Sin embargo el abrasivo
representa aproximadamente el 41 del costo total mientras que el cemento
soacutelo un 2 por ciento El 25 por ciento restante se encuentra distribuido entre la
mano de obra la transportacioacuten y el consumo energeacutetico en la elaboracioacuten de
muelas abrasivas sobre vaacutestago
4 La muela elaborada a partir de una mezcla con 60 escorias 2666
cemento y 1334 de agua destilada presenta un comportamiento similar a las
muelas abrasivas comerciales fabricadas por la firma NORTON Su costo de
produccioacuten unitario es de 0022 CUC y 00036 CUP Una muela abrasiva similar
en el mercado internacional cuesta 050 CUC lo que representa una ganancia
unitaria de 048 CUC
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983
54
RECOMENDACIONES
1 Investigar el efecto de la influencia de la calidad del cemento (tipo de cemento)
la relacioacuten agua cemento y el tiempo de curado en la rigidez y eficiencia de
trabajo (iacutendice de desgaste relativo) de las muelas abrasivas sobre vaacutestago
2 Investigar el comportamiento de las muelas abrasivas para el desbaste de otros
tipos de materiales
3 Disentildear moldes semindustriales para la obtencioacuten de muelas de forma con
vaacutestago
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983
55
BIBLIOGRAFIacuteA
[1] La granulomatriacutea 2000 [cited Available from La Granulometriacuteahtm
[2] Mareriales abrasivos 2004 [cited Available from wwwcielosurcom 2004
[3] in NC 19 ndash 02 ndash 16 1983 Sistema de Normas de Proteccioacuten e Higiene Repuacuteblica
de Cuba
[4] corindon in Encarta 2000 2002 2002
[5] Carrazana OB Manual de Rectificadora ed EPy Educacioacuten Cuba
[6] Mecanizado con abrasivos2005 [cited Available from
httpproduccioncpsunizares
[7] Torjan RFyP Materiales de Ingenieriacutea y sus Aplicaciones ed EMG Hill 1979
[8] Cemento PortlandEspeseficaciones in NC 95-2001 2001 Cuba
[9] Comiteacute Tecnico Para El Uso de Aditivos 20004 Espantildea
[10] Importancia del Agua de Amasado en la Calidad de Hormigones y Morteros Cuba
[11] RESISTENCIA AL DESGASTE [cited Available from
httpwwwarqhyscompermeabilidad-concretohtm
[12] ENSAYO Y EMPLEO DE MATERIALES [cited Available from
httpwwwfaoorgdocrep003V9468Sv9468s07htm]
[13] UNCETA cf Cataacutelogo de Precios Para Heramientas de Calidad tercera ed 1994
Espantildea 251-252
[14] Padroacuten YG Obtencioacuten de materiales abrasivos a partir del procesamiento
aluminoteacutermico 2006 UCLV Cuba p 38-39
[15] Hernaacutendez Ortega T Obtencioacuten a partir de materias primas cubanas y por
reduccioacuten aluminoteacutermica de un ferromanganeso de bajo contenido de carbono y
con maacutes de 65 de manganeso Trabajo de diploma Facultad de Quiacutemica
Farmacia UCLV 2004
[16] Vyslovzi Zdene et al Ciencia de materiales para ramas de metales Ed Ciencia y
Teacutecnica 1971 pag 179
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983
56
[17] Rodriacuteguez Esquivel J Elaboracioacuten de muelas abrasivas a partir de residuales del
proceso de reduccioacuten alumnioteacutermica Trabajo de diploma Facultad de Ingenieriacutea
Mecaacutenica UCLV 2004
[18] Ortelio Boada Carrazana Yury Sviavolsky Teoriacutea del Corte de Metales T II Editorial
Pueblo y Educacioacuten 1985
[19] httpwwwfandelicommxcontentinfoesinformacionasp
[20] wwwcielosurcom Los abrasivos Mayo 27 del 2004
[21] httpwwwsegemargovarNuevoProductoServicio Geoloacutegico Minero Argentino
[22] httpwwwunedescristaminefichascorindoncorindonhtmEnciclopedia Encarta
2000
[23] httpwwwfepa-abrasiveorg
[24] httpwwwpanabrasivecomSpanishPanAbrasiveapplicaciones
[25] httpproduccioncpsunizaresmecanizadoconabrasivos
[26] httpwwwsamyangabcokr SAM YANG ABRASIVES CO LTD
[27] httpwwwabrasivesru Ceramic Bond Abrasive Tools
[28] F Skaupy Ceraacutemica de los metales ndashndash Editorial Reverteacute Edicioacuten 1972
[29] Van Vlack Materiales para Ingenieriacutea ndashndash Editorial CECSA Edicioacuten 1984
[30] Cataacutelogo de Abrasivos Editorial MIR Moscuacute 1985
[31] Norma Cubana NC 57-25 Herramientas Abrasivas de 1983