corrosión bajo tensión de aceros inoxidables súper … · tipos de corrosión en los aceros...
TRANSCRIPT
CENTRO DE INVESTIGACIÓN EN MATERIALES AVANZADOS DEPARTAMENTO DE ESTUDIOS DE POSGRADO
Corrosión Bajo Tensión de Aceros Inoxidables Súper Dúplex (UNS 32750) y
Súper Martensítico (UNS S41425) Sometidos a Tratamiento Térmico de
Envejecido
TESIS QUE PARA OBTENER EL GRADO DE
MAESTRÍA EN CIENCIA DE MATERIALES
Presenta:
Ing. Zelma Sarahí Guzmán Escobedo
ASESOR: M.C. Adán Borunda Terrazas
CHIHUAHUA, CHIH. AGOSTO, 2015

ii

iii
RESUMEN
Debido a las altas exigencias de materiales en el ámbito Industrial, se han
desarrollado nuevas aleaciones, con extraordinarias características mecánicas y
resistencia a la corrosión, sin embargo, muchas de estas aleaciones de reciente
entrada en la tecnología, como contrapartida, fallan por Corrosión Bajo Tensión (CBT),
fenómeno imprescindible, insidioso y a veces catastrófico.
Tomando en cuenta los cambios micro-estructurales que se pueden sufrir debido
a su operación, y las modificaciones que éstas generen en su comportamiento, el
objetivo de la presente investigación es evaluar el efecto sobre la CBT de tres
condiciones de envejecimiento de los aceros inoxidables súper dúplex (SDSS UNS
S32750) y súper martensítico (SMSS UNS S41425) en un medio inerte así como en
una mezcla de Tiosulfato de Sodio Pentahidratado a 0.1 M (Na2S203·5H2O) y 30,000
ppm de Cl- de una solución de Cloruro de Sodio (NaCl). Los ensayos se efectuaron a
una velocidad de extensión constante en una máquina CERT, y de manera simultánea,
el monitoreo mediante la técnica de Ruido Electroquímico (RE). También se evaluó el
comportamiento de éstos aceros mediante la técnica electroquímica de Curvas de
Polarización Cíclicas (CPC), complementando el estudio con un análisis fractográfico
mediante el Microscopio Electrónico de Barrido (MEB).
En general, se observó que el SDSS permanece inmune a la CBT en sus tres
condiciones de envejecido, mientras que el SMSS presenta los resultados menos
satisfactorios, debido a su moderada susceptibilidad a la CBT y al agrietamiento
secundario en sección lateral en las muestras analizadas por el ensayo CERT.
Adicionalmente, las pruebas de RE corroboraron el nulo ataque del medio hacia los
SDSS, y una combinación de corrosión generalizada y por picaduras en los SMSS. Así
mismo, las CPC muestran la zona pasiva con la que cuentan los SMSS, mientras que
en los SMSS prevalece la zona activa-pasiva y traspasividad.

iv
TABLA DE CONTENIDO
LISTA DE FIGURAS vii
LISTA DE TABLAS xi
AGRADECIMIENTOS xii
RECONOCIMIENTOS xiii
Capítulo 1. PERSPECTIVA GLOBAL 14
1.1. Introducción 14
1.2. Planteamiento del Problema 18 1.3. Hipótesis 18
1.4. Objetivo General 18 1.5. Objetivos Específicos 19
1.6. Justificación 19
Capítulo 2. MARCO TEÓRICO 21
2.1. Aceros Inoxidables 21 2.1.1. Clasificación de los aceros inoxidables 21 2.1.2. Efectos de algunos elementos aleantes en los aceros
inoxidables 25 2.1.3. Designación para los aceros 26
2.1.4. Aceros Inoxidables Especiales 27 2.2. Tratamiento Térmico en los Aceros Inoxidables 30
2.2.1. Relevado de esfuerzos 30 2.2.2. Normalizado 31
2.2.3. Recocido 31 2.2.4. Temple 32 2.2.5. Revenido 32
2.2.6. Austempering 33 2.2.7. Martempering 34
2.2.8. Envejecimiento 35 2.3. Corrosión en los Aceros Inoxidables 37
2.3.1. Tipos de Corrosión en los aceros inoxidables 39 2.3.2. Fenómeno de Pasivación 45
2.4. Corrosión Bajo Tensión (CBT) 46 2.4.1. Diagrama de McIntyre 47
2.5. Clasificación de los Mecanismos de CBT 49
2.5.1. Disolución Anódica 49 2.5.2. Fragilización por hidrógeno 50 2.5.3. Clivaje inducido por iniciación de grieta en película superficial. 51
2.6. Ruido Electroquímico 52 2.6.1. Medición de Ruido Electroquímico 53

v
2.6.2. Preparación de los electrodos de trabajo 54 2.6.3. Inspección de registros temporales 55
2.7. Curvas Cíclicas de Polarización 58
2.8. Microscopía 60 2.8.1. Análisis Metalográfico 61 2.8.2. Análisis Fractográfico 61 2.8.3. Clasificación de Fracturas 64
Capítulo 3. MATERIALES Y MÉTODOS 66
3.1. Caracterización de los Aceros 66 3.1.1. Acero Inoxidable Súper Dúplex UNS S32750 67 3.1.2. Acero Inoxidable Súper Martensítico UNS S41425 68
3.1.3. Maquinado de probetas 69 3.2. Tratamiento Térmico de Envejecido 70 3.3. Preparación del Medio 71
3.4. Ensayo a Velocidad de Extensión Constante (CERT) 71 3.4.1. Probeta de Ensayo 72
3.4.2. Celda electroquímica 72 3.4.3. Máquina CERT 73
3.5. Ruido Electroquímico (RE) 74
3.6. Curvas de Polarización Cíclica (CPC) 75 3.7. Microscopía Óptica 76
3.8. Microscopía Electrónica de Barrido (MEB) 77
Capítulo 4. ANÁLISIS Y DISCUSIÓN DE LOS TRATAMIENTOS TÉRMICOS. 78
4.1. Modificación de Propiedades Mecánicas 78 4.2. Modificación Micro-estructural 81
Capítulo 5. ANÁLISIS Y DISCUSIÓN DEL ENSAYO CERT 87
5.1. Ensayo a Velocidad de Extensión Constante Súper Dúplex UNS S32750 87 5.1.1. Análisis Fractográfico del SDSS UNS S32750 92
5.2. Ensayo a Velocidad de Extensión Constante Súper Martensítico UNS S41425 94 5.2.1. Análisis Fractográfico del SMSS UNS S41425 98
Capítulo 6. ANALISIS Y DISCUSIÓN DE RUIDO ELECTROQUIMICO 104
6.1. Datos de análisis sin Tendencia SDSS 105
6.2. Datos de análisis sin tendencia SMSS 105
Capítulo 7. ANÁLISIS Y DISCUCIÓN DE CURVAS DE POLARIZACIÓN CICLICAS 107

vi
7.1. Curvas de Polarización Cíclicas (CPC) de Súper Dúplex (UNS S32750) 107
7.2. Curvas Cíclicas de Polarización del Súper Martensítico (UNS S41425) 109
Capítulo 8. CONCLUSIONES Y RECOMENDACIONES 112
Referencias 115
APÉNDICES 118
A. Series de Tiempo de EN de los SDSS UNS S32750 118
B. Series de Tiempo de EN de los SMSS UNS S41425 121

vii
LISTA DE FIGURAS
Figura 1-1 Plataforma petrolera. ............................................................................. 15
Figura 1-2 Tanque de almacenamiento................................................................... 15
Figura 1-3 Industria de Hidrocarburos. .................................................................... 16
Figura 2-1. Clasificación de los aceros inoxidables. ................................................ 22
Figura 2-2 Aplicaciones y presentación del acero inoxidable austenítico................ 22
Figura 2-3 Rodete de turbina Francis fabricado en acero inoxidable martensítico o austenítico. ................................................................................ 23
Figura 2-4 Intercambiador de calor de acero inoxidable dúplex .............................. 24
Figura 2-5 Esquematización del tratamiento térmico temple y revenido en un diagrama TTT. .................................................................................................. 33
Figura 2-6 Esquematización del tratamiento isotérmico austempering en un diagrama TTT. .................................................................................................. 34
Figura 2-7 Esquematización del tratamiento isotérmico martempering en un diagrama TTT. .................................................................................................. 35
Figura 2-8 Celda electroquímica. ............................................................................ 38
Figura 2-9 Representación esquemática de la precipitación del carburo de cromo en la frontera de grano e un acero inoxidable AISI 304 sensibilizado. .................................................................................................... 40
Figura 2-10 Diagrama esquemático del mecanismo de corrosión por hendidura. ......................................................................................................... 41
Figura 2-11 Dibujo esquemático del crecimiento de una picadura en el acero inoxidable sumergido en una solución salina aireada. ...................................... 42
Figura 2-12 Comportamiento anódico- catódico del acero con capas de cinc y estaño expuesta a la atmósfera. a) Se corroe el cinc. b) Se corroe el acero. ................................................................................................................ 43
Figura 2-13 Elementos de equipo mostrando corrosión galvánica. ......................... 44
Figura 2-14 Esquematización CBT. ........................................................................ 45

viii
Figura 2-15 Diagrama esquemático de la película pasiva de un acero inoxidable en contacto con el oxígeno. ............................................................. 45
Figura 2-16 Factores actuantes en la Corrosión Bajo Tensión (CBT). .................... 46
Figura 2-17 Diagrama de Flujo de McIntyre, para la evaluación de la susceptibilidad a la CBT. .................................................................................. 48
Figura 2-18 Demostración esquemática del efecto de algunas impurezas por el cual la fragilización intergranular del Níquel ocurre en potenciales catódicos. .......................................................................................................... 50
Figura 2-19 Configuraciones experimentales para la medida de ruido electroquímico: (A) Medida de E con control de I; (B) Medida de I con control de E; (C) Medida simultánea de E y I. ................................................... 53
Figura 2-20 Reistros V(t) correspondientes a sistemas bajo: (a) corrosión uniforme; (b) corrosión localizada y (c) estado pasivo. ..................................... 56
Figura 2-21 Registos I(t) correspondientes a sistemas bajo: (a) corrosión uniforme; (b) corrosión localizada; y (c) estado pasivo. .................................... 57
Figura 2-22 Transitorios de V(t) e I (t) simultaneos y siguiendo una misma dirección. .......................................................................................................... 57
Figura 2-23 Ejemplos de transitorios en V(t) e I (t). (a) transitorio de larga duración propiedad de picaduras estables, (b) muestra subidas momentáneas de potencial consecuentes del desprendimiento de burbujas. ........................................................................................................... 58
Figura 2-24 Esquema elemental de un circuito de tres electrodos. ......................... 59
Figura 2-25 Curva de Polarización Potenciodinámica y valores de potencial en los que aparece CBT. ....................................................................................... 60
Figura 2-26. Fractografías tomadas a 10µm (a) Fractura Dúctil de un acero de bajo carbón, (b) Fractura dúctil a alta temperatura de un acero estructural, (c) Fractura por clivaje, (d) Cuasi Clivaje de un acero martensítico templado y revenido.......................................................................................... 63
Figura 3-1 Dimensiones de la probeta para llevar a cabo el ensayo en la máquina CERT. ................................................................................................ 67
Figura 3-2 Microestructura del Acero Inoxidable Súper Dúplex UNS S32750, revelando dos fases: ferrita y austenita en sección transversal. (a) Ficha técnica del proveedor. (b) Micrografías obtenidas del microscopio óptico. ........................................................................................... 68

ix
Figura 3-3 Microestructura del Acero Inoxidable Súper Martensítico UNS S4142 (a) Especificación técnica del proveedor. (b) Micrografía tomada en el microscopio óptico. ..................................................................... 69
Figura 3-4 Proceso de maquinado de las probetas. ................................................ 69
Figura 3-5 Proceso seguido para tratar térmicamente las muestras de SMSS. ...... 71
Figura 3-6 Arreglo experimental de la celda electroquímica para mediciones de ruido electroquímico acoplado al ensayo CERT. ......................................... 72
Figura 3-7 Equipo experimental utilizado durante la investigación. ......................... 73
Figura 3-8 Durómetro Wilson/Rockwell. .................................................................. 75
Figura 3-9 Muestras metalográficas y microscopio óptico metalúrgico utilizado para la caracterización de la modificación micro-estructural debido al tratamiento térmico aplicado. ............................................................................ 76
Figura 4-1 Efectos de las condiciones del Tratamiento Térmico en las curvas CERT esfuerzo-tiempo para el SDSS UNS S32750 en medio blanco. ............. 79
Figura 4-2 Efectos de las condiciones del Tratamiento Térmico en las curvas CERT esfuerzo-tiempo para el SMSS UNS S41425, en medio blanco. ........... 81
Figura 4-3 Microestructuras del SDSS UNS S32750 en el microscopio óptico, bajo diferentes condiciones de envejecido.. ..................................................... 82
Figura 4-4 Análisis de fases en “Phase Expert” de Leica, interface del microscopio óptico metalúrgico. ........................................................................ 83
Figura 4-5 Fotomicrografías en el MEB del SDSS envejecido a 900°C durante 180 min. ............................................................................................................ 84
Figura 4-6 Microestructuras del SMSS UNS S41425 tomadas en el microscopio óptico, bajo diferentes condiciones de envejecido. ....................... 85
Figura 5-1 Curvas CERT esfuerzo-tiempo, obtenidas para el UNS S32750 SDSS, envejecido a 600°C durante 90min (T1) en atmosfera inerte, seguido por enfriamiento en agua. ................................................................... 88
Figura 5-2 Curvas CERT esfuerzo-tiempo, obtenidas para el UNS S32750 SDSS, envejecido a 750°C durante 90min (T2) en atmosfera inerte, seguido por enfriamiento en agua. ................................................................... 88
Figura 5-3 Curvas CERT esfuerzo-tiempo, obtenidas para el UNS S32750 SDSS, envejecido a 750°C durante 90 min (T3) en atmosfera inerte, seguido por enfriamiento en agua. ................................................................... 89

x
Figura 5-4 Especímenes ensayados del SDSS. a) T1 medio blanco y agresivo, b) T2 medio blanco y agresivo y c) T3 en medio blanco. ................. 90
Figura 5-5 Micrografias en el micorscopio óptico metalurgico del SDSS con tratamiento térmico No. 2; (a) Medio blanco; (b) Medio agresivo. .................... 90
Figura 5-6 Micrografías de la superficie de fractura transversal de los SDSS UNS S32750. .................................................................................................... 93
Figura 5-7 Micrografías del MEB, mostrando la morfología longitudinal de la fractura de los SDSS UNS S32750 bajo dichas condiciones de envejecido y ensayadas con medio blanco y medio agresivo. ............................................ 94
Figura 5-8 Curvas CERT esfuerzo-tiempo, obtenidas para el UNS S41425 SMSS, envejecido a 550°C durante 90min en atmosfera inerte, seguido por enfriamiento en aire. ................................................................................... 95
Figura 5-9 Curvas CERT esfuerzo-tiempo, obtenidas para el UNS S41425 SMSS, envejecido a 650°C durante 90min en atmosfera inerte, seguido por enfriamiento en aire. ................................................................................... 95
Figura 5-10 Curvas CERT esfuerzo-tiempo, obtenidas para el UNS S41425 SMSS, envejecido a 750°C durante 90min en atmosfera inerte, seguido por enfriamiento en aire. ................................................................................... 96
Figura 5-11 Muestras experimentales del SMDD del ensayo CERT. (a) T1 medio blanco y medio agresivo, (b) T2 medio blanco y medio agresivo y (c) T3 medio blanco y medio agresivo. ............................................................. 97
Figura 5-12 Fractografías de los SMSS UNS S41425 bajo diferentes condiciones de envejecido y ensayadas con medio blanco y medio agresivo. ........................................................................................................... 101
Figura 5-13 Análisis EDS de las superficies de fractura del SMSS. ........................ 102
Figura 5-14 Micrografías de la morfología longitudinal de la fractura de los SMSS UNS S41425. ......................................................................................... 103
Figura 7-1 Curvas de polarización cíclicas en medio agresivo, de los SDSS UNS S32750 tratados térmicamente a 900°C, 750°C, 600°C y sin TT. ............ 108
Figura 7-2 Curvas de polarización cíclicas en medio agresivo, de los SMSS UNS S41425 tratados térmicamente a 550°C, 650°C, 750°C y sin TT. ............ 110

xi
LISTA DE TABLAS
Tabla 2.1 Efecto de los elementos aleantes en los aceros inoxidables................... 25
Tabla 2.2 Categorías de McIntyre para determinar la susceptibilidad del material a la CBT .............................................................................................. 48
Tabla 3.1 Composición Química de los Aceros Inoxidables Súper Dúplex y Súper Martensítico a ensayar ........................................................................... 66
Tabla 3.2 Condiciones del Tratamiento Térmico de Envejecido. ............................ 70
Tabla 4.1 Resultados de las propiedades mecánicas de los SDSS UNS S32750 con distinto tratamiento de envejecido, ensayadas en medio blanco. .............................................................................................................. 79
Tabla 4.2 Resultados de las propiedades mecánicas de los SMSS UNS S41425 con distinto tratamiento de envejecido, ensayadas en medio blanco. .............................................................................................................. 80
Tabla 4.3 Modificación de la composición química del súper dúplex sometido a envejecimiento a 900°C. ................................................................................ 84
Tabla 5.1 Valores de las propiedades mecánicas e índices de susceptibilidad de los SDSS UNS S32750 comparadas con el medio blanco. ......................... 91
Tabla 5.2 Resultados del ensayo CERT del SMSS con sus respectivos índices de susceptibilidad. ............................................................................................ 98
Tabla 6.1 Parámetros de evaluación estadístico robusto de señales de ruido electroquímico de los SDSS. ............................................................................ 105
Tabla 6.2 Parámetros de evaluación estadístico robusto de señales de ruido electroquímico de los SMSS. ............................................................................ 106
Tabla 7.1 Resultados electroquímicos de las CPC del SDSS. ................................ 109
Tabla 7.2 Resultados electroquímicos de las CPC del SMSS. ............................... 111

xii
AGRADECIMIENTOS
A Dios, por darme la capacidad, motivos y medios para
culminar mis primeros estudios de posgrado.
A mis padres, Cristy Escobedo y Gustavo Guzmán,
quienes han sido mi ejemplo y apoyo incondicional en ésta y
todas las etapas de mi vida, estoy eternamente agradecida con
ustedes.
A mi esposo, Sergio Gutiérrez, por brindarme en todo
momento su compañía, amor y comprensión.
A mi niño, Diego Gutiérrez, por ser mi motivo, mi
inspiración y mi fuerza para cumplir mis metas y seguir adelante.
A mis hermanas Carol y Annais, mi prima Gris y mi
concuña Daniela, por ser mis mejores amigas, consejeras y
confidentes.
A mi familia política, mi más sincero agradecimiento por
ayudarme con mi hijo mientras realizaba mis estudios.
Y finalmente a todas y cada una de las personas que
formaron parte de mi vida en éste par de años; mis compañeros
de clase, de maestría, asesores, profesores y doctores que en
todo momento me ofrecieron su apoyo, amistad y conocimiento.
xiii
RECONOCIMIENTOS
CIMAV S.C.
(Centro de Investigación en Materiales Avanzados, S.C.)
CONACYT
SINODALES
Dr. Alberto Martínez Villafañe
Dr. José Guadalupe Chacón Nava
Dra. Claudia López Meléndez
ASESOR
M.C. Adán Borunda Terrazas
Laboratorio de Corrosión y Protección
Dr. Víctor M. Orozco Carmona
Ing. Gregorio Vázquez Olvera
Lic. Jair M. Lugo Cuevas
NANOTECH
M.C. Karla Campos Venegas
Taller de Mantenimiento y Prototipos
M.C. Roberto Camarillo Cisneros

Página | 14
Capítulo 1. PERSPECTIVA GLOBAL
En este capítulo se presentan los antecedentes que dieron origen a esta
investigación, así como una breve introducción al tema.
1.1. Introducción
En la actualidad un estudio riguroso y apropiado de las diferentes
propiedades y comportamientos de los materiales, conduce a un conocimiento
científico útil para la selección adecuada de los materiales antes de que sean
puestos en servicio, además de garantizar una operación óptima. A pesar de la
introducción de nuevos materiales en años recientes, los metales siguen siendo
importantes en diversas aplicaciones debido a su resistencia, rigidez, dureza y
tolerancia a altas temperaturas. Particularmente entre los materiales más
ampliamente fabricados e utilizados se encuentran los aceros inoxidables. Los
aceros inoxidables contienen el cromo suficiente para darles la característica de
inoxidables, ya que al combinarse con el oxígeno de la atmósfera, forman una
delgada película de óxido de cromo continua, compacta y muy adherente que
constituye un blindaje contra muchos medios corrosivos [1].
Los aceros inoxidables súper martensíticos fueron desarrollados en base
a los aceros inoxidables martensíticos clásicos (11-14 %Cr), reduciendo el
contenido de carbono por debajo del 0,02 % y añadiendo níquel y molibdeno [2].
El bajo contenido de carbono mejora la soldabilidad, la tenacidad y la resistencia
a la corrosión, además de reducir la tendencia al daño por hidrógeno y
sensitización. La presencia de níquel favorece una estructura libre de ferrita
delta y el molibdeno mejora la resistencia a la corrosión. Así, los aceros
inoxidables súper martensíticos se consideran como una alternativa tecnológica
para la industria del gas y del petróleo, siendo una opción económica comparada
con aceros inoxidables de mayor costo, ofreciendo buena resistencia a la

Página | 15
corrosión y adecuadas propiedades mecánicas [3, 4]. Sin embargo, bajo ciertas
condiciones de presión de CO2, temperatura y presencia de cloruros, se han
reportado fallas por medio de corrosión en estos materiales.
Figura 1-1 Plataforma petrolera.
Los aceros inoxidables dúplex y súper dúplex son materiales resistentes a
la corrosión con aplicaciones en la industria química, petroquímica, generación y
almacenamiento de energía, así como en el transporte de los sectores
industriales. Son llamados dúplex ya que poseen una microestructura bifásica,
donde coexiste ferrita y austenita en igual proporción. Su precio es elevado
debido a la gran cantidad de componentes que deben ser adicionados a la
aleación base, mas sin embargo, el uso de este tipo de aleación ha aumentado
notablemente en los últimos años debido a la alta resistencia a la corrosión por
picaduras y corrosión bajo tensión [5].
Figura 1-2 Tanque de almacenamiento.

Página | 16
La Corrosión Bajo Tensión (CBT), conocida también como Stress
Corrosion Cracking (SCC) por sus iniciales en inglés, es un proceso de corrosión
que se caracteriza por el inicio y propagación de grietas que crecen lentamente
bajo la acción simultanea de esfuerzos de tensión sostenidos y un ambiente
corrosivo específico, llegando finalmente a la fractura del material. La corrosión
bajo tensión es un problema ingenieril formidable, especialmente en las
industrias nucleares, de hidrocarburos, termoeléctrica y química.
Figura 1-3 Industria de Hidrocarburos.
Para evaluar la resistencia a la CBT de los distintos aceros y la influencia
de las variables metalúrgicas, como lo es un tratamiento térmico, el ensayo más
frecuentemente utilizado es el ensayo de Velocidad de Extensión Constante
(CERT) [6].
Así mismo, para estimar la velocidad de corrosión, e inferir en el tipo de
mecanismo que gobierna la corrosión, ya sea uniforme o localizada, se opta por
la técnica de Ruido Electroquímico (RE), la cual, en términos generales describe
las fluctuaciones aleatorias, tanto de potencial, como de corriente en los
sistemas electroquímicos [7]. Otra técnica electroquímica de gran utilidad en la
cuantificación del proceso de corrosión son las curvas de polarización potencio-

Página | 17
dinámicas, las cuales suministran información básica sobre la contribución de los
procesos anódico y catódico, a la vez que cuantifica de forma aproximada la
densidad de corriente de corrosión mediante el método de intersección [8].
En el capítulo uno se presenta los antecedentes que dieron origen a esta
investigación, la problemática existente, la hipótesis, los objetivos que se
pretenden alcanzar, así como también la justificación.
En el capítulo dos se muestra una descripción más detallada del tema y
todos los subtemas esenciales para crear un claro panorama sobre esta
investigación, los aceros inoxidables, su tratamiento térmico, la degradación o
falla de éstos bajo ciertas condiciones, así como las técnicas utilizadas para su
caracterización.
En el capítulo tres se plantean las condiciones bajo las cuales se llevó a
cabo la parte experimental de ésta tesis. Los aceros inoxidables utilizados,
tratamiento térmico aplicado, medio agresivo al que fue sometido el material en
el ensayo CERT, la caracterización electroquímica y metalúrgica.
En los capítulos cuatro, cinco, seis y siete se analizan y discuten los
resultados obtenidos en las diferentes pruebas y estudios desarrollados, como lo
fueron los tratamientos térmicos aplicados, la determinación de la susceptibilidad
a la CBT mediante el ensayo CERT, y de forma simultánea la técnica de Ruido
Electroquímico (RE) y las Curvas de Polarización Cíclicas (CPC).
Por último, en el capítulo ocho se realizan las conclusiones y
recomendaciones correspondientes al tema de investigación planteado.

Página | 18
1.2. Planteamiento del Problema
La CBT es un término usada para describir las fallas durante el servicio
de los materiales de ingeniería; en el que la acción conjunta de fuerzas químicas
y mecánicas promueve el inicio y la propagación de grietas, hasta llegar a la
fractura del material. Este fenómeno ocurre bajo ciertas condiciones muy
específicas y en ello se basa la importancia de su estudio, ya que por ejemplo,
un medio que causa CBT en una aleación puede no provocarlo en otra aleación,
variantes como el cambio de temperatura, grado de aeración, concentración
iónica cambia la susceptibilidad a la CBT. También, diferencias en el tratamiento
térmico del material, pueden hacer a la misma aleación, susceptible o inmune a
esta falla.
1.3. Hipótesis
La modificación micro-estructural mediante la aplicación de un tratamiento
térmico de envejecimiento en aceros inoxidables súper martensíticos y súper
dúplex, generará mayor susceptibilidad a la Corrosión Bajo Tensión (CBT).
1.4. Objetivo General
Determinación de la susceptibilidad a la Corrosión Bajo Tensión, de
aceros inoxidables súper martensíticos y súper dúplex, sometidos a cambios de
microestructura, mediante la aplicación de diferentes tratamientos térmicos de
envejecimiento, mediante la Técnica de Velocidad de Extensión Constante
(CERT) y la utilización de las Técnicas de Ruido Electroquímico (RE) y Curvas
Cíclicas de Polarización (CPC), identificado las formas y posibles mecanismos
presentes.

Página | 19
1.5. Objetivos Específicos
Caracterización metalúrgica en condiciones iniciales.
Aplicación de tratamiento térmico de envejecido bajo distintos parámetros.
Caracterización metalúrgica después de la aplicación de cada tratamiento
térmico de envejecimiento.
Determinación de la susceptibilidad a la Corrosión Bajo Tensión, mediante la
técnica CERT.
Caracterización electroquímica simultánea utilizando la técnica Ruido
Electroquímico, durante la prueba de Corrosión Bajo Tensión.
Caracterización electroquímica en condiciones estáticas, para la
determinación de los estados de activo-pasivos, mediante la Técnica de
Curvas Cíclicas de Polarización.
Caracterización de la morfología en superficies de fractura.
Establecer posibles mecanismos de susceptibilidad a la CBT.
1.6. Justificación
Debido a las altas exigencias de materiales en el ámbito Industrial, se han
ido desarrollando nuevas aleaciones, buen número de ellas con extraordinarias
características mecánicas y gran resistencia a la corrosión generalizada, sin
embargo, se ha visto que muchas de estas aleaciones de reciente entrada en la
tecnología, como contrapartida, fallan por CBT en algunos medios específicos,
cuando la tensión actuante alcanza valores elevados.

Página | 20
La combinación de circunstancias tales como la presencia de un medio
específico, un esfuerzo de tensión de suficiente magnitud (residual o aplicado),
un requisito metalúrgico específico en términos de la composición y estructura,
aunado a un intervalo de potencial electroquímico, son esenciales para que se
produzca la Corrosión Bajo Tensión (CBT).
La evaluación de la resistencia a Corrosión Bajo Tensión (CBT), de los
aceros súper martensíticos y súper dúplex bajo diferentes condiciones de
tratamiento térmico, reviste interés científico como tecnológico, ya que
dependiendo de las condiciones de operación del material en cuestión, pueden
presentarse cambios micro-estructurales que potencialmente modifiquen el
comportamiento del material, así, la determinación de la nucleación, iniciación y
propagación y crecimiento de grietas en estos aceros, sigue representando una
variable muy importante de estudio, dada la naturaleza de la manifestación
imperceptible del fenómeno, que puede resultar en fallas catastróficas con
serios problemas de seguridad, ambientales, altos costos por pérdidas de
infraestructura, paros de producción, entre otros.
Página | 21
Capítulo 2. MARCO TEÓRICO
En este capítulo se presenta una descripción detallada de los elementos
esenciales de la investigación para así crear un claro panorama del tema de
análisis.
2.1. Aceros Inoxidables
Los aceros inoxidables son aleaciones base hierro, que contienen cromo,
carbono y otros elementos, principalmente níquel, molibdeno, manganeso, silicio
y titanio. El cromo, que se encuentra en un porcentaje no inferior al 10 %, le
confiere la propiedad de ser mucho más resistente a la corrosión que lo que
sería el hierro sin la presencia de este aleante. Esta característica se debe a la
formación de una película de óxido de cromo en la aleación en contacto con el
oxígeno[9]. Estas aleaciones adquirieron gran importancia; son muy utilizadas en
una amplia variedad de aplicaciones de la industria, ya que además de ser
resistentes a la corrosión tienen muy buenas propiedades mecánicas.
2.1.1. Clasificación de los aceros inoxidables
El acero inoxidable puede ser clasificado en cinco diferentes familias
(Figura 2-1); cuatro de éstas corresponden a las particulares estructuras
cristalinas formadas en la aleación: austenita, ferrita, martensita, y dúplex
(austenita más ferrita); mientras que la quinta familia son las aleaciones
endurecidas por precipitación, que están basadas más en el tipo de tratamiento
térmico usado que en la estructura cristalina [10].

Página | 22
Figura 2-1. Clasificación de los aceros inoxidables.
Los aceros inoxidables austeníticos constituyen la familia con el mayor
número de aleaciones disponibles, su popularidad se debe a su excelente
formabilidad y superior resistencia a la corrosión. Son endurecidos por trabajo en
frío y no por tratamiento térmico, son esencialmente no magnéticos, aunque
pueden llegar a serlo después de ser tratados en frío. Aunque son inoxidables,
esta aleación puede presentar sensitización. Cuando se calienta a una
temperatura de 480°C a 860°C, los carburos de cromo se precipitan a lo largo de
los límites de grano en vez de dentro de los granos. Esto ocasiona que el cromo
disminuya drásticamente en el interior de los granos y ocasionará que el acero
inoxidable se corroa muy fácilmente.
Figura 2-2 Aplicaciones y presentación del acero inoxidable austenítico.
Aceros Inoxidables
Austeníticos
Resistencia química
Reactores Tuberías
Ferríticos
Corrosión atmosférica
Elevadas temperaturas
Decoración
Martensíticos
Componentes estructurales
Cuchillos Herramientas
Duplex
Resistencia mecánica
Resistencia a la corrosión bajo
tensiones
PH
Componentes estructurales
sometidos a los golpes
Página | 23
Los aceros inoxidables ferríticos son magnéticos y trabajan bien a
temperaturas elevadas (700°C a 1040°C), dependiendo de la aleación, ya que
su estructura ferrítica se mantiene estable desde la temperatura ambiente hasta
el punto de fusión. Contienen hasta 30% Cr y menos de 0.12% C. No pueden
ser tratados térmicamente, pero se pueden trabajar en frío para mejorar sus
propiedades. Poseen una resistencia a la corrosión de moderada a buena,
formabilidad y ductilidad moderada y son relativamente económicos. Se aplican
en la fabricación de tubos de intercambio de calor, equipo de refinación de
petróleo, molduras automotrices, piezas de hornos y equipo químico.
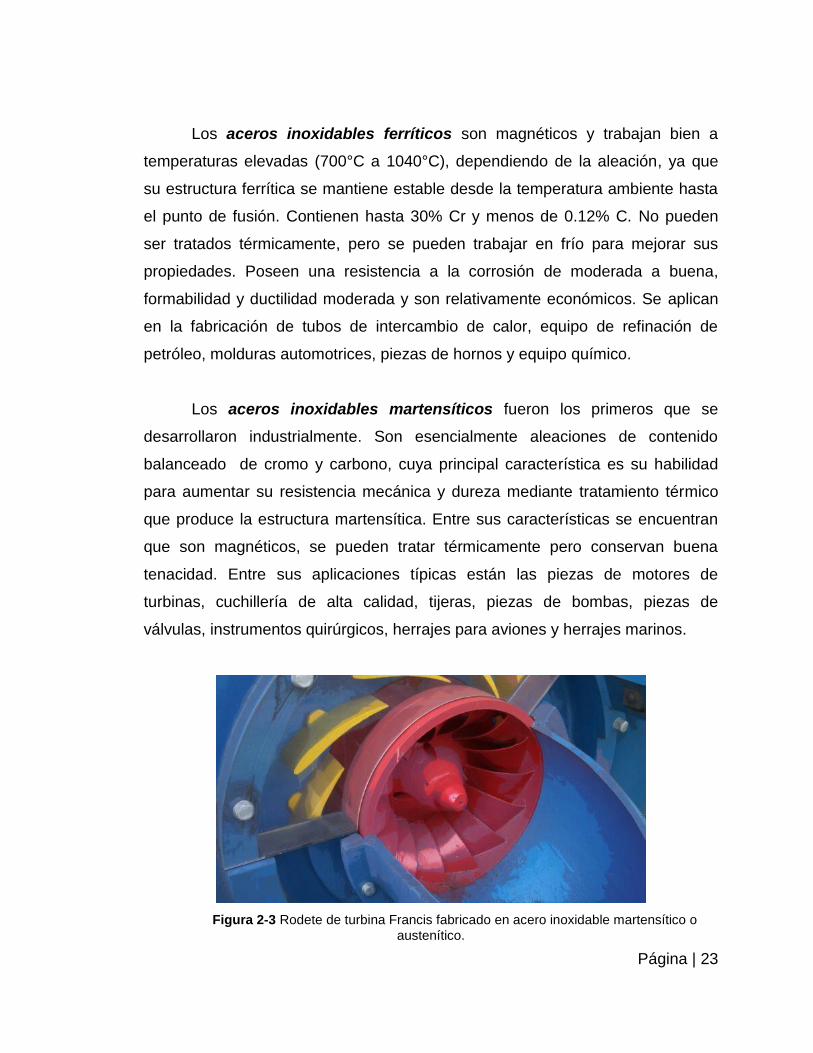
Los aceros inoxidables martensíticos fueron los primeros que se
desarrollaron industrialmente. Son esencialmente aleaciones de contenido
balanceado de cromo y carbono, cuya principal característica es su habilidad
para aumentar su resistencia mecánica y dureza mediante tratamiento térmico
que produce la estructura martensítica. Entre sus características se encuentran
que son magnéticos, se pueden tratar térmicamente pero conservan buena
tenacidad. Entre sus aplicaciones típicas están las piezas de motores de
turbinas, cuchillería de alta calidad, tijeras, piezas de bombas, piezas de
válvulas, instrumentos quirúrgicos, herrajes para aviones y herrajes marinos.
Figura 2-3 Rodete de turbina Francis fabricado en acero inoxidable martensítico o
austenítico.

Página | 24
Los aceros inoxidables dúplex son aleaciones cromo-níquel-molibdeno
que forman aproximadamente 50% ferrita y 50% austenita. Esta combinación
provee un conjunto de propiedades mecánicas no obtenida en ninguno de los
aceros inoxidables comunes, como el incremento a formabilidad y soldabilidad,
así como también mejora la resistencia a la corrosión bajo tensión en ambientes
con iones cloruro.
Figura 2-4 Intercambiador de calor de acero inoxidable dúplex
Los aceros inoxidables endurecidos por precipitación son
modificaciones de los austeníticos cuando se desea elevar las características
mecánicas y de maquinabilidad. Sus propiedades se derivan del endurecimiento
por solución sólida, por deformación, por envejecimiento y por la reacción
martensítica. El acero primero se calienta y se templa para permitir que la
austenita se transforme en martensita, estos grados se pueden clasificar en
función de su estructura resultante como austeníticos, semi-austeníticos o
martensíticos [11-13].

Página | 25
2.1.2. Efectos de algunos elementos aleantes en los aceros inoxidables
A los aceros se les adiciona varios elementos, a fin de influir en las
propiedades mecánicas, físicas, químicas y de manufactura, así como en el
rendimiento en servicio. Las adiciones de aleantes principales para los aceros
inoxidables grados austeníticos, ferríticos y martensíticos son el cromo y el
níquel. Esencialmente todos los aceros inoxidables contienen manganeso y
silicio como adiciones intencionales. Otras adiciones de aleantes incluyen
molibdeno, niobio, titanio, aluminio, cobre, tungsteno, nitrógeno y otros que
mejoran la fabricación, propiedades especiales a desarrollar, elevan la
resistencia a la corrosión o influyen en la microestructura. Comúnmente
elementos como impurezas encontradas en los aceros inoxidables incluyen
nitrógeno, oxígeno, sulfuros y fosfatos. Todos estos aleantes y elementos como
impurezas tienen algún efecto en la soldabilidad y funcionamiento [14].
La resistencia a la corrosión y otras propiedades de los aceros
inoxidables se incrementan con una cantidad mayor de cromo, molibdeno, níquel
y nitrógeno, que es lo que afecta los costos de los aceros inoxidables. En la
Tabla 2.1 se muestran los efectos que tiene cada uno de los elementos aleantes
sobre el acero inoxidable [15].
Tabla 2.1 Efecto de los elementos aleantes en los aceros inoxidables
Elemento Característica
Cromo Proporciona resistencia a la corrosión.
Níquel Formador de austenita, incrementa la resistencia contra los ácidos minerales, genera una fuerte adherencia a los óxidos a alta temperatura.
Molibdeno Incrementa la resistencia contra los iones cloruro. Y aporta resistencia a la corrosión por picadura.

Página | 26
Cobre Proporciona resistencia al ácido sulfúrico y es un endurecedor por precipitación junto con Al y Ti.
Manganeso Formador de austenita, combinado con azufre aumenta la solubilidad de nitrógeno. Mejora la ductilidad en caliente.
Azufre Formador de austenita, mejora la resistencia, la soldabilidad y el maquinado de algunos aceros inoxidables austeníticos.
Titanio
Estabiliza los carburos, y previene la formación de carburos de cromo, favorece el endurecimiento por precipitación.
Niobio Estabilizador de carburos, favorece el endurecimiento por precipitación.
Aluminio Desoxidante, favorece el endurecimiento por precipitación.
Cobalto Proporciona resistencia y dureza a temperaturas elevadas.
Fosforo Incrementa la resistencia, templabilidad, maquinabilidad, resistencia a la corrosión pero reduce la ductilidad y la tenacidad.
Silicio Mejora la resistencia, dureza, conductividad eléctrica y la resistencia a la corrosión; reduce por histéresis magnética, la maquinabilidad y la capacidad de conformación en frío.
Tungsteno Aumenta la resistencia, tenacidad, resistencia a la abrasión, así como la dureza a temperaturas elevadas; impide el crecimiento del grano durante el tratamiento térmico.
Carbono Generador de resistencia y formador de carburos.
2.1.3. Designación para los aceros
El American Iron and Steel Institute (AISI) así como la Society of
Automotive Engineers (SAE) designan los aceros al carbono y aleados utilizando
cuatro dígitos. Otro sistema de numeración es el American Society for Testing
and Materials (ASTM), que incorpora las designaciones AISI-SAE y que incluyen
especificaciones estándar para los productos de acero. Sin embargo se ha

Página | 27
desarrollado el sistema de numeración más reciente para todos los materiales
en cooperación con varias organizaciones; conocido como el Unified Numbering
System (UNS), el cual está formado de una letra que indica la familia metálica a
la que pertenece la aleación; A para aluminio, C para cobre, N para níquel y S
para acero inoxidable, por ejemplo., seguida por cinco dígitos que indican su
composición química [16].
2.1.4. Aceros Inoxidables Especiales
Debido a las altas exigencias por mejorar las propiedades de los aceros
inoxidables o adecuar éstas a las condiciones óptimas para su aplicación, se
han desarrollado nuevos aceros inoxidables en base a las ya existentes, entre
ellas describiremos los súper dúplex y los súper martensíticos:
Acero Inoxidable Súper-Dúplex
Los aceros inoxidables dúplex y súper dúplex son aleaciones resistentes
a la corrosión con bastante uso en la industria química y petroquímica.
Generalmente estas aleaciones tienen una alta resistencia a la corrosión bajo
tensión superior a las aleaciones de grados austenítico, pero esto no significa
que son inmunes a este tipo de falla. Bajo ciertas condiciones de temperatura,
esfuerzo, bajo pH, alto contenido de cloruros y H2S, los aceros súper dúplex
pueden presentar fracturas generadas por el medio [17].
Se utilizan en la industria del aceite, papel, gas y química. En la
actualidad se están aplicando en arquitectura por su gran resistencia mecánica,
a la corrosión y por lo ligero que resultan. Otro motivo de aplicación es que son
libres de mantenimiento (no requiere recubrimientos adicionales), por ello se los
utiliza en puentes, botes de navegación, plataformas marinas. Por otro lado las

Página | 28
barras de hormigón armado de aceros austeníticos, muchas veces se
reemplazan por DSS ya que la menor expansión térmica lleva a un mejor acople
del hormigón. Otros usos de estos aceros están surgiendo en equipos
industriales como autoclaves, máquinas de lavado y centrífugas, donde la
resistencia mecánica y a la corrosión no son tan importantes como la
maquinabilidad [18].
La resistencia a las picaduras de un acero inoxidable depende de los
contenidos de cromo y molibdeno y se mejora aún más por la presencia de
nitrógeno. La ecuación empírica que se ha propuesto para el Equivalente de
Resistencia a Picaduras (PRE) para aceros dúplex es el siguiente:
El PRE es una medida de la resistencia intrínseca de un material a la
corrosión por picaduras y se determina a partir de la composición de elementos.
Los aceros inoxidables dúplex con PRE mayor a 40 se clasifican como aceros
inoxidables súper dúplex (SDSS). Cuanto mayor sea la PRE, mejor es la
resistencia a la corrosión por picadura. La adición de cromo confiere pasividad
en la aleación de base de hierro mejorando así la resistencia a la corrosión.
El Acero Inoxidable súper-dúplex se diferencia del dúplex en:
La concentración de Cr se aumenta para mejorar la resistencia a la
corrosión y para obtener una resistencia a la tracción superior.
La concentración de Ni se eleva para mantener el balance
austenita/ferrita que fue modificado por el aumento de la
concentración de Cr.
Mo se aumenta para mejorar la resistencia al picado.
N se incrementa para mejorar resistencia a corrosión localizada y
también porque el N es estabilizador de la austenita [19].

Página | 29
Acero Inoxidable Súper-Martensítico
Con el fin de evitar problemas metalúrgicos en los aceros martensíticos,
como los son las precipitaciones de carburos de cromo y la formación de ferrita
delta que fragilizan los límites de grano de esta aleación, se desarrolló una
nueva clase de acero inoxidable martensítico. La nueva aleación es un sistema
Fe-Cr-Ni-Mo y se designa como acero inoxidable súper martensítico (SMSS).
Las propiedades mejoradas se consiguen mediante la reducción
sustancial del contenido de carbono por debajo de 0.07% y elevando el
contenido de Ni en el orden de 3,5-4%. El propósito principal de la adición de
Níquel (Ni) es para evitar la formación de ferrita delta durante el enfriamiento a
través de la extensión de campo fase de austenita. El molibdeno (Mo) es otra
adición importante para aumentar la resistencia a la corrosión del SMSS. La
microestructura del SMSS está constituida de martensita en agujas. Con el fin de
poseer una alta resistencia en combinación con una buena tenacidad, la fracción
de volumen de la austenita retenida requiere ser ajustada por un tratamiento
térmico adecuado o proceso de templado [20].
Los aceros inoxidables martensíticos de bajo carbono, entonces, son
llamados aceros inoxidables súper martensíticos (SMSS), los cuales exhiben
propiedades únicas de soldabilidad, resistencia, tenacidad y gran resistencia a la
corrosión. Sus aplicaciones se han ido incrementando en estructuras y
componentes críticos como en turbinas, hélices marinas, piezas de aviones y
productos tubulares en la industria del gas y petróleo en ambientes corrosivos
debido a sus excelentes propiedades combinadas, las cuales dependen
actualmente de su composición química y microestructura especial de SMSS [2].

Página | 30
2.2. Tratamiento Térmico en los Aceros Inoxidables
Los tratamientos térmicos en el acero inoxidable sirven para producir
cambios en la condición física, propiedades mecánicas, en el nivel de tensiones
residuales y restaurar la máxima resistencia a la corrosión cuando esa propiedad
se ha visto afectada negativamente por la fabricación o calentamiento previo.
Con frecuencia, se obtiene una combinación de resistencia a la corrosión
satisfactoria y propiedades mecánicas óptimas en el mismo tratamiento térmico.
A continuación se describen los tratamientos térmicos que se aplican más
comúnmente al acero inoxidable.
2.2.1. Relevado de esfuerzos
El tratamiento térmico de relevado de esfuerzos se usa para aliviar las
tensiones que permanecen atrapadas en la estructura como consecuencia de su
proceso de fabricación. Consiste en el calentamiento uniforme de una estructura,
o parte de la misma, a una temperatura adecuada por debajo de su
transformación a austenita, manteniendo esta temperatura durante un período
de tiempo predeterminado, seguido de un enfriamiento constante y uniforme,
evitando así la formación de nuevas tensiones residuales.
Este tratamiento térmico puede reducir la distorsión y las altas tensiones
de soldadura que puede afectar el rendimiento del servicio. La presencia de
tensiones residuales puede conducir a corrosión bajo tensión (CBT), cerca de
las soldaduras y en regiones de un componente que ha sido trabajado en frío.
En un material que no es propenso a la rotura frágil, tal como un acero
inoxidable austenítico, las tensiones residuales pueden bastar para proporcionar
Página | 31
la tensión necesaria para promover la CBT incluso en ambientes que parecen
ser benignos.
2.2.2. Normalizado
La normalización es un ciclo de calentamiento de austenización seguido
de enfriamiento en aire quieto o ligeramente agitado. Típicamente, el material se
calienta a una temperatura por encima de la línea crítica superior del diagrama
de fases de hierro-carbono, produciendo una fase austenítica homogénea antes
de enfriar.
La velocidad de calentamiento generalmente no es crítica para la
normalización; y en cuestión del tiempo, éste debe ser el suficiente para causar
la homogeneización, permitiendo la disolución de carburos termodinámicamente
estables, o la difusión de los átomos constituyentes. En general, el tiempo
suficiente para austenización completa es todo lo que se requiere.
Existe la posibilidad de variaciones en la velocidad de enfriamiento, y por
lo tanto las variaciones en la resistencia y dureza. Esto también puede aumentar
la probabilidad de distorsión o incluso agrietamiento. Una mayor velocidad de
enfriamiento resulta en una mayor resistencia y dureza, por el contrario, las
velocidades de enfriamiento más bajas resultan en compuestos más blandos.
2.2.3. Recocido
Si en la matriz del acero inoxidable austenítico se ha producido
precipitación de carburos, o no tiene microestructura de grano equiaxial debido a
un proceso de fabricación por conformado, es necesario un tratamiento térmico
que consiga disolver los carburos y regenerar la microestructura y, en

Página | 32
consecuencia, restaurar las características mecánicas, así como la adecuada
resistencia a la corrosión: este tratamiento se denomina recocido de
solubilización o hipertemple.
Consiste en calentar el acero a una temperatura suficientemente elevada
para eliminar las alteraciones microestrucurales, mantenerlo a esa temperatura
durante el tiempo necesario para que se produzcan estas modificaciones así
como la solubilización de los carburos, y enfriarlo con la suficiente velocidad
para evitar nuevamente la precipitación de los carburos.
2.2.4. Temple
Los aceros martensíticos son susceptibles de experimentar el tratamiento
térmico de temple. Con este tratamiento se pretende inhibir la transformación de
la austenita en ferrita y, en consecuencia, producir cantidades controladas de
martensita en la microestructura con lo que se obtiene elevada dureza y
resistencia mecánica.
Consiste en calentar el acero inoxidable hasta una temperatura suficiente
para convertir la microestructura en austenita, mantenerlo a esta temperatura
durante cierto tiempo, necesario para la disolución total de los carburos y,
finalmente, enfriar rápidamente. El enfriamiento se lleva a cabo comúnmente en
aceite, agua o soluciones poliméricas acuosas.
2.2.5. Revenido
Revenido es un proceso en el que previamente endurecido o
normalizado el acero, éste se calienta a una temperatura por debajo de la
temperatura crítica inferior y se enfría a una velocidad adecuada, principalmente
Página | 33
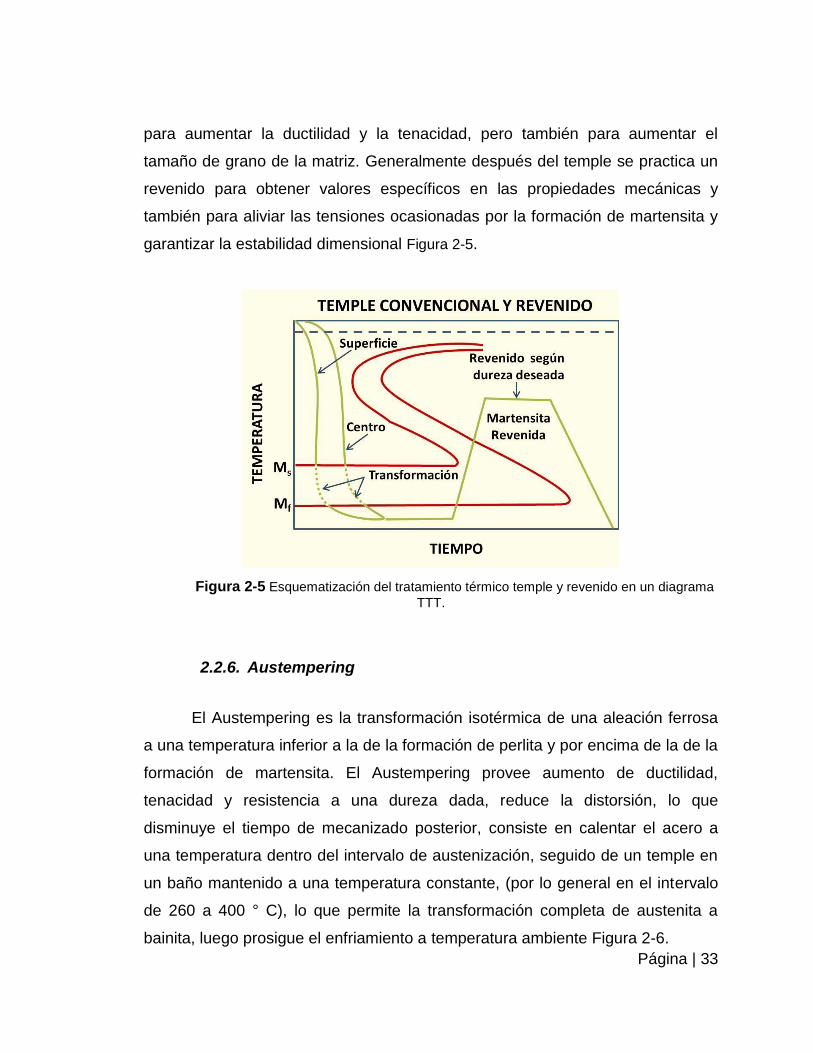
para aumentar la ductilidad y la tenacidad, pero también para aumentar el
tamaño de grano de la matriz. Generalmente después del temple se practica un
revenido para obtener valores específicos en las propiedades mecánicas y
también para aliviar las tensiones ocasionadas por la formación de martensita y
garantizar la estabilidad dimensional Figura 2-5.
Figura 2-5 Esquematización del tratamiento térmico temple y revenido en un diagrama
TTT.
2.2.6. Austempering
El Austempering es la transformación isotérmica de una aleación ferrosa
a una temperatura inferior a la de la formación de perlita y por encima de la de la
formación de martensita. El Austempering provee aumento de ductilidad,
tenacidad y resistencia a una dureza dada, reduce la distorsión, lo que
disminuye el tiempo de mecanizado posterior, consiste en calentar el acero a
una temperatura dentro del intervalo de austenización, seguido de un temple en
un baño mantenido a una temperatura constante, (por lo general en el intervalo
de 260 a 400 ° C), lo que permite la transformación completa de austenita a
bainita, luego prosigue el enfriamiento a temperatura ambiente Figura 2-6.

Página | 34
Aunque es designado como bainita en un acero austemperizado ésta
consta de dos fases que contienen mezclas de ferrita y carburos, mientras que
en aceros dúctiles austemperizados consta de dos fases que contienen mezclas
de ferrita y austenita.
Figura 2-6 Esquematización del tratamiento isotérmico austempering en un diagrama
TTT.
2.2.7. Martempering
Es un término usado para describir un enfriamiento rápido interrumpido
desde la temperatura de austenización de cierta aleación, molde, herramienta,
y/o acero inoxidable. El propósito es retrasar el enfriamiento justo encima de la
transformación martensítica por un cierto tiempo para igualar la temperatura en
toda la pieza. Esto reducirá al mínimo la distorsión, agrietamiento, y el estrés
residual. La microestructura después martempering es esencialmente martensita
primaria atemperada y frágil.

Página | 35
Figura 2-7 Esquematización del tratamiento isotérmico martempering en un diagrama
TTT.
El martempering consiste en el enfriamiento desde la temperatura de
austenización en un medio fluido caliente, a una temperatura por encima del
rango de martensita (aceite caliente, sal fundida o el metal fundido), el material
se mantiene en éste medio de enfriamiento hasta que la temperatura en todo el
acero sea uniforme, después se lleva a cabo el enfriamiento a temperatura
ambiente para evitar cantidades excesivas de esfuerzos residuales Figura 2-7.
2.2.8. Envejecimiento
El envejecimiento es el proceso en el cual varían las propiedades de las
aleaciones sin cambiar sensiblemente su microestructura. Se conocen dos tipos
de envejecimiento: térmico y por deformación. El envejecimiento térmico se
produce al variar la solubilidad del carbono en el hierro α en función de la
temperatura. Con un enfriamiento rápido desde 650-700°C en los aceros de bajo
contenido en carbono la separación de carbono en forma de cementita ternaria
puede ser retrasada dando lugar a la disolución sólida sobresaturada. Al pasar el
Página | 36
tiempo el carbono tiende a separarse de la disolución. La velocidad de difusión
del carbono a temperatura ambiente es suficiente para que éste se desprenda
en forma de cementita ternaria después de una permanencia prolongada en ella.
Al mismo tiempo, después del temple aumentan la dureza y resistencia a la
tracción y empeoran las características de plasticidad y resiliencia. Pese al bajo
contenido en carbono, el aumento de la dureza del acero puede alcanzar el
50%. Este aumento de dureza que se debe a la descomposición de la disolución
sobresaturada, recibe el nombre de solidificación por dispersión. Además del
acero, ésta puede presentarse en una serie de otras aleaciones en las cuales la
solubilidad de un elemento en el otro varía en función de a temperatura.
Si la variación de la dureza, resistencia a la tracción y plasticidad se dan a
temperatura ambiente, semejante envejecimiento se llama natural. Pero cuando
este proceso transcurre a elevada temperatura se llama envejecido artificial, o
bajo condiciones de laboratorio. Al ascender la temperatura de calentamiento
aumenta la velocidad de los procesos de difusión que ocurren en el
envejecimiento, lo cual reduce considerablemente el tiempo que dura éste.
El envejecimiento por deformación (mecánico) se produce después de la
deformación plástica en frío. Para finalizar este proceso son necesarios 15-16 o
más días a temperatura ambiente y varios minutos a temperaturas del orden de
los 200-350°C. Durante la deformación plástica del acero algunas zonas del
hierro α quedan sobresaturadas con carbono y nitrógeno. Al pasar el tiempo se
desprenden de éstas los nitruros y carburos. Aparte de eso, en los aceros
pueden tener lugar simultáneamente los envejecimientos térmico y por
deformación.
Debido al proceso de envejecimiento por deformación se empeoran las
propiedades de estampación del acero en chapas. Por esta razón, muchos

Página | 37
aceros al carbono se someten a los ensayos para determinar su capacidad de
envejecimiento por deformación [21].
2.3. Corrosión en los Aceros Inoxidables
Corrosión es el ataque destructivo de un metal por reacción química o
electroquímica, como resultado de la interacción de éste con un medio bajo
circunstancias específicas de exposición.
Muy pocos metales existen en la naturaleza en estado elemental y la
conversión de un compuesto metálico en el elemento puro exige, normalmente,
una gran cantidad de energía. Hablando en términos generales, el estado
combinado de un metal puede considerarse como la forma estable del mismo,
por lo que un elemento puro tenderá a convertirse en un compuesto, es decir,
tenderá a corroerse. Para efectos prácticos, es casi imposible eliminar la
corrosión, el secreto de la ingeniería en este campo radica más en su control
que en su eliminación, siendo necesario conocer que factores la inician [22].
La corrosión metálica es siempre un proceso electroquímico que se
manifiesta por la acción de un medio ejercida sobre un metal, por lo cual, es
importante conocer la naturaleza básica de estas reacciones. Se define una
reacción electroquímica como una reacción química que involucra la
transferencia de electrones e involucra la oxidación y la reducción.

Página | 38
Figura 2-8 Celda electroquímica.
De acuerdo con la teoría electroquímica, la combinación de ánodo,
cátodo, y soluciones acuosas constituye una celda galvánica y la reacción de
corrosión procede con un flujo de corriente de la misma forma que una corriente
se genera por acción química en una celda primaria o en una batería de
almacenamiento (Figura 2-8). Debido a la acción electroquímica, el ánodo se
disuelve. Para que la corriente circule, se requiere un circuito eléctrico completo.
En un sistema de corrosión básico el circuito tiene cuatro componentes: ánodo,
electrolito, cátodo y un circuito externo.
La corrosión puede ser minimizada o evitada seleccionando el material
y/o diseño apropiado de los componentes o el equipo, así como controlando las
condiciones de operación dentro de los límites de diseño, y el empleo de
medidas de control de la corrosión [23].
La oxidación del hierro y sus aleaciones a temperatura ambiente, la
grafitización de hierro fundido, el deslustre de la plata, las picaduras en aceros
Página | 39
inoxidables en los medios de soporte de cloruro, y el deterioro de hormigón de
cemento en presencia de sulfatos, son algunos ejemplos familiares de corrosión.
2.3.1. Tipos de Corrosión en los aceros inoxidables
Cuando los Aceros Inoxidables sufren corrosión, generalmente no es
uniforme como en el caso de los aceros al carbono, sino localizada. Los aceros
inoxidables no son atacados por el ácido nítrico u otros ácidos oxidantes, que
facilitan la formación de la película protectora. Por otra parte, en general, estos
aceros no resisten la presencia de ácidos reductores como el ácido clorhídrico o
fluorhídrico, y son atacados por las sales de ellos (cloruros, fluoruros, bromuros
y yoduros) [24].
Corrosión Generalizada
Se debe al debilitamiento uniforme del film de pasivación (óxido de
cromo) sobre toda la superficie del acero. Generalmente ocurre a causa de la
mala selección del tipo de acero inoxidable. Se caracteriza por la presencia de
herrumbre en el acero. Algunos métodos usados para prevenir o reducir la
corrosión general son: recubrimientos, inhibidores, y protección catódica.
Corrosión Intergranular
Un tratamiento térmico inadecuado del acero inoxidable puede producir la
precipitación de carburos de cromo en los límites de grano (Figura 2-9),
empobreciendo la zona adyacente de este elemento (Cr), y creando una red de
carburos en los aceros con más del 0,03 por ciento de carbono, o sin adición
de titanio o de niobio. El metal que contenga tal retícula es susceptible de

Página | 40
corrosión intergranular que podrá ser causa de fracaso en condiciones muy
corrosivas y reducir la duración útil en muchos servicios relativamente ligeros.
La precipitación de carburos puede ser eliminada realizando un recocido,
esto es aumentar la temperatura hasta disolver los carburos para luego enfriarlo
con la rapidez suficiente para evitar que se vuelvan a precipitar, otra manera es
utilizando un acero que contenga menos de 0.03% de carbono, o manejando un
acero estabilizado. El peligro inherente a la precipitación de carburo de cromo ha
llegado a ser tan bien conocido y tan fácilmente evitado, que ocurren pocos
fracasos debidos a esta causa.
Figura 2-9 Representación esquemática de la precipitación del carburo de cromo en la
frontera de grano e un acero inoxidable AISI 304 sensibilizado.
Corrosión por hendiduras (Crevice)
La corrosión por hendiduras ocurre en las aberturas o los espacios
estrechos entre dos superficies del metal o entre superficies de metales y no
metales. La aireación diferenciada entre la grieta y la superficie externa da a la
grieta un carácter anódico (Figura 2-10). Esto puede contribuir a una condición
altamente corrosiva en la grieta. Para reducir los efectos de la corrosión de este
tipo se sugiere eliminar la grieta en la etapa de diseño, seleccionar materiales
más resistentes a este tipo de corrosión y reducir la agresividad del ambiente.

Página | 41
Figura 2-10 Diagrama esquemático del mecanismo de corrosión por hendidura.
Corrosión Por Picaduras (Pitting)
Las picaduras son una forma localizada de ataque corrosivo, el cual se
caracteriza por la formación de agujeros en el metal, estos agujeros pueden ser
pequeños y difíciles de detectar visualmente debido a la corrosión general. Las
picaduras se asocian con discontinuidades localizadas del film de pasivación. La
sensibilidad a las picaduras aumenta con condiciones extremas de agentes
corrosivos, imperfecciones mecánicas, tales como partículas extrañas, daño en
la superficie del material, o por fallas en la película de óxido de cromo. El
fenómeno ocurre cuando se rompe la capa pasivante y hay un ataque muy
localizado. Algunos métodos para reducir los efectos de la corrosión por
picaduras son: reducir la agresividad del ambiente y utilizar materiales
resistentes a las picaduras. Es posible prevenir o retardar este efecto, usando
aceros con contenido de Molibdeno.

Página | 42
Figura 2-11 Dibujo esquemático del crecimiento de una picadura en el acero inoxidable
sumergido en una solución salina aireada.
Las soluciones que contengan cloruros podrían atacar por una acción de
picado, y en las picaduras se podrán desarrollar celdas galvánicas. Los cloruros
ácidos, tales como el cloruro férrico y el cloruro de sodio son particularmente
peligrosos, pero cualquier cloruro en concentración apreciable puede ser la
causa posible de perturbaciones. Generalmente los fracasos del acero
inoxidable en un medio supuestamente a salvo de la corrosión son atribuibles a
la presencia del ion cloruro en mayor concentración que la previsible
Corrosión Galvánica
Todos los aceros inoxidables son susceptibles a este tipo de corrosión, se
produce por el contacto de dos metales de distinto potencial de oxidación que
están en contacto en un medio corrosivo. Como un metal altamente resistente a
la corrosión, el acero inoxidable puede actuar como cátodo cuando está en
contacto con material menos noble, generándose un fenómeno electrolítico que
daña la superficie del acero inoxidable.

Página | 43
Figura 2-12 Comportamiento anódico- catódico del acero con capas de cinc y estaño
expuesta a la atmósfera. a) Se corroe el cinc. b) Se corroe el acero.
Los factores que influencian la corrosión galvánica incluyen:
a) Conductividad del circuito: Tiene que existir el contacto entre
metales diferentes en una solución de alta conductividad para que se produzca
el ataque galvánico.
b) Potencial entre ánodo y cátodo: la posición que ocupa cada metal en
la serie galvánica determina el potencial y la dirección del flujo de corriente
cuando se compone una celda. El metal que ocupa la posición más alta en la
serie constituye el cátodo. El otro metal es el ánodo y, debido a ello, es el que
resulta atacado por la acción de la celda
c) Polarización: Este efecto es el que se produce sobre los electrodos de
una celda galvánica por el depósito sobre los mismos de los gases liberados por
la corriente. La evolución de los iones de hidrógeno puede cambiar de pasiva en
activa la superficie del acero inoxidable, acelerando así la corrosión del ánodo.
d) Áreas relativas del cátodo y ánodo: el área relativa de las superficies
ejerce un efecto pronunciado sobre el daño producido por la acción galvánica.
Un pequeño ánodo con un cátodo grande produce una corriente de elevada
densidad y acelera la corrosión en el ánodo.
e) Relación geométrica entre superficies de distintos metales: Un
borde o una esquina del metal menos noble no deberá estar en contacto con el
centro de un área de gran superficie del metal que ha de constituir el cátodo si
llega a formarse una celda galvánica.

Página | 44
Figura 2-13 Elementos de equipo mostrando corrosión galvánica.
Corrosión Marina
La corrosión marina considera la inmersión de componentes en agua de
mar, equipos y tuberías que utilizan dicha agua, y corrosión en atmósferas
marinas. Además de la sal (NaCl), en agua de mar hay otros componentes como
gases disueltos y organismos vivos. Las atmósferas marinas se consideran
generalmente uno de los ambientes más agresivos para la corrosión. Algunos
factores que afectan la velocidad de corrosión en atmósferas marinas son:
humedad, viento, temperatura, contaminantes aerotransportados, localización y
organismos biológicos. La selección de la aleación, recubrimientos metálicos,
recubrimientos orgánicos, y protección catódica son métodos de uso general
para proporcionar protección apropiada a la corrosión. La protección catódica
puede ser lograda usando un sistema de corrientes inducidas o impresas o un
sistema de ánodo de sacrificio.
Corrosión Bajo Tensión, CBT (Stress Corrosión Cracking, SCC)
La corrosión bajo tensión corresponde a una falla de material, la cual es
originada por la presencia simultánea de un ambiente adecuado, un material
susceptible, y la presencia de tensiones. La temperatura es un factor ambiental

Página | 45
significativo que afecta el agrietamiento, así como esfuerzos residuales
inducidos por gradientes de temperatura ocasionados por la soldadura, los
cuales en ciertos ambientes pueden resultar en una rotura por corrosión bajo
tensión. Debido a que este tipo de falla no presenta deformación significativa ni
el deterioro visible del componente, llega a ser una falla catastrófica.
Figura 2-14 Esquematización CBT.
2.3.2. Fenómeno de Pasivación
Se entiende por pasividad, la propiedad que presentan determinados
metales y aleaciones de permanecer prácticamente inertes en determinados
medios en los cuales, de acuerdo con la termodinámica, se deberían comportar
como metales activos y, por tanto, disolverse a través de un mecanismo de
disolución electroquímica.
Figura 2-15 Diagrama esquemático de la película pasiva de un acero inoxidable en
contacto con el oxígeno.

Página | 46
En la actualidad se acepta que el fenómeno puede ser consecuencia de la
formación de una capa de óxidos de muy pequeño espesor pero compacta,
adherente y de muy baja porosidad que prácticamente aísla al metal del medio
(Ver Figura 2-15). Así, la capa pasiva es una barrera formada por una capa de
productos de reacción. A esta teoría se le denomina, algunas veces, “teoría de la
película de óxido” [25].
2.4. Corrosión Bajo Tensión (CBT)
La corrosión puede tomar varias formas, como se describieron anterior
mente; de las cuales la forma que nos concierne es la interacción entre la
corrosión y el esfuerzo mecánico para producir una falla por agrietamiento. Este
tipo de falla se conoce como Corrosión Bajo Tensión (CBT) o Stress Corrosión
Cracking (SCC).
Figura 2-16 Factores actuantes en la Corrosión Bajo Tensión (CBT).
Este tipo de corrosión es la menos frecuente, se trata de un tipo de
corrosión transgranular , intergranular o una combinación de ambas, el cual es
producido por tensiones generadas en el material, tales como tracción,

Página | 47
deformación en frío, soldaduras, etc., ante la presencia de agentes químicos,
principalmente compuestos clorados. Este tipo de corrosión se manifiesta por
pequeñas fisuras en las zonas expuestas a tensión. La tensión umbral está
frecuentemente por debajo del punto de fluencia del material.
Algunos métodos para prevenir la corrosión bajo tensión son: selección
apropiada del material, remover la especie química que promueve el
agrietamiento, cambiar el proceso de fabricación o diseñar adecuadamente para
reducir las tensiones.
Afortunadamente, la ocurrencia de la CBT depende de la ejecución
simultánea de tres requerimientos mostrados en la Figura 2-16, lo cual involucra
un material susceptible, un medio específico que cause la CBT al material y la
tensión suficiente para inducir la CBT. Consecuentemente, CBT es relativamente
difícil de suceder, pero sus fallas puedes ser muy costosas y destructivas
cuando éstas ocurren [26].
2.4.1. Diagrama de McIntyre
Después de la rotura de las probetas, se realizan las mediciones del
porcentaje de reducción de área (%RA) y relación de tiempo de falla, ambos
comparando el medio de prueba con respecto al medio inerte o patrón [27]. Este
análisis se realiza siguiendo el diagrama de flujo de McIntyre ( Figura 2-17)
[28].

Página | 48
Figura 2-17 Diagrama de Flujo de McIntyre, para la evaluación de la susceptibilidad a la
CBT.
Las cinco categorías especificadas por McIntyre en el diagrama anterior, y
que determinan el grado de susceptibilidad se pueden interpretar como lo
muestra la Tabla 2.2:
Tabla 2.2 Categorías de McIntyre para determinar la susceptibilidad del material a la
CBT
Categoría I
Inmune
Materiales candidatos en esta categoría no muestran evidencia de crecimiento de grietas inducidas por el ambiente en el examen al microscopio. La relación de área es igual mayor que 0.9.
Categoría II
Parcialmente Inmune
No hay evidencia de crecimiento de agrietamiento ambiental en el examen microscópico. En materiales que son prácticamente inmunes la relación de reducción de área está entre un 0.65 y 0.9.
Categoría III
Medianamente Susceptible
Los materiales muestran crecimiento secundario de grietas poco profundas, solamente en la región de la sección del cuerpo. La relación de reducción de área va desde 0.75 a 0.95.
Página | 49
Categoría VI
Susceptibilidad Moderada
Fracturas frágiles inducidas por el medio agresivo aparecen en la superficie final. Grietas secundarias en la sección reducida y en la región del cuello. La relación de reducción de área está entre 0.5 y 0.75.
Categoría V
Susceptible
Fracturas frágiles inducidas por el medio ambiente, predominantes en la superficie final de la fractura en los materiales. Grietas secundarias extensivas aparecen sobre el cuello, pueden extenderse hacia abajo dentro de los bordes. El cuello es altamente limitado o eliminado. La relación de reducción de área es inferior a 0.5.
2.5. Clasificación de los Mecanismos de CBT
Los tres mecanismos básicos de la Corrosión Bajo Tensión se describen
a continuación;
2.5.1. Disolución Anódica
Este proceso implica la corrosión acelerada a lo largo de un camino de
más alta susceptibilidad a la corrosión que lo normal, con la mayor parte del
material pasivado. El camino activo más común es el límite de grano, donde la
segregación de elementos de impurezas puede hacer que sea marginalmente
más difícil para que ocurra la pasivación. Por ejemplo, cuando un acero
inoxidable austenítico se ha sensibilizado por precipitación de carburo de cromo
a lo largo del límite de grano, la concentración de cromo en el límite de grano se
reducirá, y esta región será ligeramente menos fácilmente pasivado. En
consecuencia, se puede producir una forma de corrosión por hendidura, por lo
que el límite de grano se corroe, manteniéndose la pasivación en la superficie de
la muestra y las paredes de la grieta. Este proceso puede ocurrir en ausencia de

Página | 50
estrés, dando lugar a la corrosión intergranular que se distribuye de manera
uniforme sobre la muestra. El efecto de la tensión aplicada es, probablemente,
principalmente para abrir las grietas, permitiendo de ese modo la más fácil
difusión de productos de corrosión lejos de la punta de la grieta y dejando que la
punta de la grieta a corroa más rápido. Los procesos de corrosión de disolución
anódica están sustancialmente limitados por la velocidad de corrosión del metal
en la punta de la grieta.
2.5.2. Fragilización por hidrógeno
El hidrógeno se disuelve en todos los metales de una manera moderada.
Es un átomo muy pequeño, por lo que puede entrar entre los átomos del metal.
En consecuencia, puede difundirse mucho más rápido que los átomos más
grandes. Por ejemplo, el coeficiente de difusión para el hidrógeno en el acero
ferrítico a temperatura ambiente es similar al coeficiente de difusión para la sal
en el agua. El hidrógeno tiende a ser atraídos por las regiones de alta resistencia
a la tensión triaxial donde se dilata la estructura metálica. Así, el hidrógeno se
sitúa en las regiones delante de grietas o muescas que están bajo estrés [6].
Figura 2-18 Demostración esquemática del efecto de algunas impurezas por el cual la
fragilización intergranular del Níquel ocurre en potenciales catódicos.
Página | 51
El hidrógeno disuelto entonces, ayuda a la fractura del metal,
posiblemente haciendo más fácil la ruptura o posiblemente ayudando en el
desarrollo de la intensa deformación plástica local. Estos efectos conducen a la
fragilización del metal; pudiendo ser el agrietamiento inter o transgranular. La
velocidad de propagación de la grieta es relativamente rápida, hasta 1 mm/s en
los casos más extremos. La estructura cristalina bcc (cúbico centrada en el
cuerpo) del acero ferrítico posee pequeños agujeros entre los átomos de metal,
pero los canales entre estos agujeros son relativamente amplios. En
consecuencia, el hidrógeno tiene una solubilidad relativamente baja en el acero
ferrítico, pero un coeficiente relativamente alto de difusión. En contraste los
agujeros de la austenita FCC (cúbica centrada en las caras) son más grandes,
pero los canales entre ellos son más pequeños, por lo que materiales como el
acero inoxidable austenítico tienen una solubilidad de hidrógeno superior y un
coeficiente de difusión inferior. En consecuencia, por lo general toma mucho
más tiempo (años, en lugar de días) llegar a la fragilización por hidrógeno a los
materiales austeníticos y aleaciones austeníticas, por lo que a menudo son
consideraos como inmunes a los efectos del hidrógeno [29].
2.5.3. Clivaje inducido por iniciación de grieta en película superficial.
Si un material dúctil está recubierto con una película frágil, entonces, es
probable que se inicie una grieta en la película y propagarse en el material dúctil
una distancia pequeña (alrededor de 1µm) antes de ser detenido por apilamiento
dúctil (blunting). Si la película frágil se ha formado por un proceso de corrosión
entonces se puede regenerar en la punta de la grieta y el proceso se puede
repetir. Las películas frágiles que causan con mayor frecuencia el agrietamiento
debido a éste fenómeno son capas dealeadas (por ejemplo el latón).
Normalmente se espera que del proceso de clivaje inducido por la película se
obtenga una fractura transgranular.
Página | 52
2.6. Ruido Electroquímico
Cuando se mide una magnitud experimental, el valor de ésta puede
fluctuar en función del tiempo, a lo que normalmente llamamos ruido si son
interferencias producidas por la instrumentación de medida o por sistemas
ajenos al estudiado; sin embargo, la definición de ruido puede extenderse a
fluctuaciones que se producen como consecuencia de cambios en el sistema
experimentado. Cuando dichos cambios son de naturaleza electroquímica,
originan fluctuaciones de corriente y potencial, que se denomina Ruido
Electroquímico, RE (electrochemical noise, EN) [30].
El RE es una técnica que permite estimar la velocidad y los mecanismos
de corrosión de aleaciones metálicas mediante la medida y análisis de las
fluctuaciones de corriente y potencial. Su principal ventaja frente a otras técnicas
electroquímicas es que el proceso de medida no perturba externamente el
sistema corrosivo, por lo que el sistema se mantiene en el potencial natural de
corrosión. Las dos etapas necesarias para utilizar esta técnica son la medida y el
análisis de las señales de ruido electroquímico [31].
Algunos fenómenos que suelen ser la causa de aparición de ruido
electroquímico son:
a) Evolución de hidrógeno: nucleación de la burbuja, crecimiento y
desprendimiento.
b) Cambios en la velocidad del transporte de masa.
c) Intercambio de iones y átomos en la superficie
d) Difusión en la propagación de un micro-grieta
e) Iniciación de picaduras, picaduras meta estables y crecimiento de
picaduras estables.
f) Rozamiento y abrasión
g) Fenómenos asociados a sistemas pasivos.

Página | 53
Así, las características del ruido electroquímico generado dependerán de
cuál sea su origen [32].
2.6.1. Medición de Ruido Electroquímico
Desde un punto de vista experimental, existen tres configuraciones
básicas mediante las cuales se pueden obtener señales de Potencial (E) y de
Corriente (I). Estas configuraciones se han esquematizado en la
Figura 2-19. En donde, WE, WE1 y WE2 son los electrodos de trabajo,
preparados a partir de muestras de la aleación que se desea estudiar. Por su
parte, RE es el electrodo de referencia y CE, el contra-electrodo, también
llamado electrodo auxiliar [33].
Figura 2-19 Configuraciones experimentales para la medida de ruido electroquímico: (A)
Medida de E con control de I; (B) Medida de I con control de E; (C) Medida simultánea de E y I.
La configuración descrita en la Figura 2-19 (A) permite obtener el ruido de
potencial en muestras polarizadas galvanostáticamente. Para ello, se impone
una corriente constante y se registra la respuesta en potencial del sistema. En la
segunda configuración (
Figura 2-19(B)) se registra solamente el ruido de corriente, cuando la
muestra es polarizada potenciostáticamente. No obstante, las configuraciones
(A) y (B) son poco utilizadas en los estudios de RE, por dos razones: por un
Página | 54
lado, no permiten la medida simultánea del ruido de corriente y de potencial y,
por otro, provocan cambios respecto a los procesos de corrosión espontáneos
del sistema estudiado.
Para la medida de RE, la configuración experimental más empleada es la
que registra, simultáneamente, el ruido de corriente y el de potencial
Figura 2-19 (C). Este modo de registro presenta la gran ventaja de que no
perturbar externamente el sistema corrosivo, por lo que el sistema se mantiene
en el potencial natural de corrosión. Con esta configuración, la señal de corriente
que se registra corresponde a la corriente que pasa entre los dos electrodos de
trabajo, mientras que el ruido de potencial es la diferencia de potencial entre los
dos electrodos de trabajo y el electrodo de referencia. Para medir la corriente se
usa un amperímetro de resistencia cero (Zero Resistance Ammeter, ZRA),
equipo que permite medir la corriente, manteniendo los dos electrodos de trabajo
a una diferencia de potencial despreciable.
2.6.2. Preparación de los electrodos de trabajo
Las consideraciones generales a tener en cuenta en la preparación de los
electrodos de trabajo son las comunes a todas las medidas electroquímicas. En
primer lugar, los electrodos de trabajo empleados en las medidas de RE deben
presentar una durabilidad que permita llevar a cabo los ensayos. Otro aspecto
importante es su acabado superficial ya que los procesos de corrosión localizada
se ven favorecidos por la rugosidad y la suciedad superficial ya que ambos
factores provocan cambios locales en la superficie. Por su parte, el efecto del
lijado mecánico depende del sistema estudiado. En la bibliografía se describen
ciertos sistemas en los que un nivel de pulido alto conduce a una activación de
la superficie. Al mismo tiempo, se pueden encontrar otros sistemas en los que el

Página | 55
pulido tiene el efecto contrario. También, se deben tener en cuenta la corrosión
en hendeduras y los efectos de la línea de agua. Una opción consiste en embutir
los electrodos de trabajo, evitando lo mejor posible la corrosión en hendeduras
en las zonas de unión del metal con el aislante y corrosión galvánica en la zona
de unión del metal con el cable.
El control del área de exposición de los electrodos de trabajo en el medio
corrosivo es muy importante en la medida de RE. El área debe ser lo
suficientemente grande para que sea representativa del sistema bajo estudio. No
obstante, a medida que disminuye el área, mejora la detección de las
fluctuaciones de las señales de ruido, por lo que se recomienda usar un área del
orden de 1 cm2. Adicionalmente, se aconseja indicar el área de las muestras en
las medidas de I y E, no siendo recomendable normalizar los datos de RE de
corriente mediante la división entre el área de exposición.
2.6.3. Inspección de registros temporales
La medida de RE se realiza a través del registro de las señales de
corriente (I(t)) y el voltaje (E(t)) durante un periodo de tiempo determinado, de
esta manera, la observación directa de los registros permite distinguir entre
procesos de corrosión uniforme, corrosión localizada y situaciones de pasividad.
Los registros temporales de voltaje representativos de sistemas que
experimentan diferentes tipos de corrosión se muestran en la Figura 2-20. El
inciso (a) representa el alto grado de estabilidad del potencial, donde las
fluctuaciones son del orden del voltímetro empleado, y hecho que se asocia a
una multitud de eventos anódicos rápidamente compensados por otros catódicos
y viceversa. La principal característica de los registros de voltaje para sistemas
que sufren un proceso de corrosión localizada es la de presentar transitorios de

Página | 56
voltaje en una misma dirección Figura 2-20(b), lo que se asocia a una rápida
rotura de la capa pasiva seguida por una re-pasivación de la misma. En la Figura
2-20(c), muestra un sistema que permanece en estado pasivo, la cual presenta
señales de voltaje con amplitudes muy bajas, ésta resultante aparece debido a
que los sistemas pasivos son muy polarizables y, por lo tanto, pequeños
cambios en la corriente producen grandes cambios en el potencial.
Figura 2-20 Reistros V(t) correspondientes a sistemas bajo: (a) corrosión uniforme; (b)
corrosión localizada y (c) estado pasivo.
En la Figura 2-21 se muestran las señales de corriente registradas
simultáneamente a las señales de voltaje de la Figura 2-20. Los procesos de
corrosión uniforme generan registros de ruido de corriente con fluctuaciones
rápidas de alta amplitud, las cuales se relacionan a la superposición de la
multitud de procesos individuales anódicos y catódicos que acontecen cuando
tiene lugar este tipo de corrosión Figura 2-21(a). En los registros de ruido de
corriente en los procesos de corrosión localizada (Figura 2-21(b)) se pueden
distinguir transitorios de una forma clara, similares a los de ruido en voltaje,
diferenciado de éste en la dirección de los transitorios, la cual dependerá de cuál
sea el electrodo de trabajo en el que se produce el proceso anódico. En cuanto a
los registros de sistemas pasivos (Figura 2-21(c)), éstos se caracterizan por la

Página | 57
pequeña amplitud de las fluctuaciones, esta estructura observada suele
atribuirse a procesos de difusión electrónica e iónica dentro de la película pasiva.
Figura 2-21 Registos I(t) correspondientes a sistemas bajo: (a) corrosión uniforme; (b)
corrosión localizada; y (c) estado pasivo.
Los transitorios de corriente llevan asociados transitorios de potencial en
una misma dirección, los cuales inician simultáneamente (Figura 2-22), mas sin
embargo los de corriente suelen durar menos tiempo, esto debido a que una vez
que la disolución del metal ha cesado, el transitorio de corriente finaliza, no
obstante, el potencial es recupera hasta que el exceso de carga se consume
mediante reacciones catódicas.
Figura 2-22 Transitorios de V(t) e I (t) simultaneos y siguiendo una misma dirección.

Página | 58
Cuando se produce la rotura de una capa protectora como consecuencia
de un proceso de corrosión por picaduras, en la señal de voltaje se observan
transitorios con una forma característica según la reacción asociada. La forma
del transitorio también puede estar relacionada con la geometría de la picadura
creada, del mismo modo es posible encontrar transitorios coligados a la
evolución de burbujas en sistemas que sufren corrosión localizada [32].
Figura 2-23 Ejemplos de transitorios en V(t) e I (t). (a) transitorio de larga duración propiedad de picaduras estables, (b) muestra subidas momentáneas de potencial consecuentes del desprendimiento de burbujas.
2.7. Curvas Cíclicas de Polarización
Los métodos electroquímicos experimentales se basan en la imposición
de una perturbación al sistema, con el objetivo de obtener una señal como
respuesta característica de la cinética del sistema electroquímico[34]. La
magnitud de la variación de potencial causado por la corriente neta aplicada o
extraída de un electrodo, medida en voltios, se denomina polarización, es decir,
la polarización es el comportamiento del sistema fuera del equilibrio y además
sirve para saber qué tan rápida es una reacción fuera de este. La obtención de
las curvas de polarización es de gran utilidad en la cuantificación del proceso de
corrosión. Por una parte, suministran información básica sobre la contribución de
los procesos anódico y catódico y, por otra, permite cuantificar de forma

Página | 59
aproximada la densidad de corriente de corrosión mediante el método de
intersección [8].
Para realizar cualquier medida de polarización se debe tener una celda
electroquímica; esta celda se compone de un sistema de tres electrodos en un
recipiente con electrolito: Un electrodo va a ser polarizado (generalmente es
nombrado electrodo de trabajo), de un electrodo auxiliar va a provenir la
corriente que va a polarizar al electrodo de trabajo (denominado también
contraelectrodo) ambos con respecto a un electrodo de referencia colocado
sobre una sonda o puente salino (llamado algunas veces capilar Luggin) [22],
como se muestra en la Figura 2-24:
Figura 2-24 Esquema elemental de un circuito de tres electrodos.
Un requisito termodinámico de formación de la película simultánea y la
oxidación del material subyacente condujo a la identificación de los potenciales
críticos para la presencia o ausencia de CBT. Un ejemplo de estos potenciales
críticos se muestra en la Figura 2-25 para un material formador de película
pasiva tal como acero inoxidable. Las zonas 1 y 2 son aquellos en los que es
más probable que ocurra la CBT transgranular; mientras que la CBT

Página | 60
intergranular puede ocurrir en un rango más amplio de potenciales que estas
dos zonas pueden. La CBT transgranular se produce en la zona 1, porque el
material está en transición de corrosión activa de formación de la película pasiva
de tal manera que se cumplan las condiciones simultáneas para la formación de
película en las paredes de grietas y corrosión en la punta de la grieta. Existe una
condición similar en la zona 2, con el factor añadido de que estos potenciales
están en o por encima del potencial de picadura de modo que las grietas pueden
iniciar por picaduras [29].
Figura 2-25 Curva de Polarización Potenciodinámica y valores de potencial en los que
aparece CBT.
2.8. Microscopía
Las técnicas de microscopía óptica y microscopía electrónica de barrido,
nos ayudan al análisis metalográfico y fractográfico, las cuales se describen más
ampliamente a continuación:
Página | 61
2.8.1. Análisis Metalográfico
A través del microscopio óptico se lleva a cabo una investigación
denominada metalográfica, la cual utiliza principalmente sistemas ópticos y de
iluminación para estudiar la microestructura. Las distintas regiones de la
microestructura originan diferencias en la reflexión y éstas producen contrastes
en la imagen [12].
Para revelar los detalles importantes de la microestructura es necesario,
generalmente, preparar cuidadosamente las superficies. La superficie debe
devastarse y pulirse hasta que quede como un espejo. Esta condición se
consigue utilizando papeles abrasivos y polvos cada vez más finos. Se revela la
microestructura tratando la superficie con un reactivo químico apropiado en un
procedimiento denominado ataque. La reactividad química de los granos, las
fases y diferentes constituyente hace que la miscroestructura del compuesto sea
revelada, debido a un ataque preferencial.
2.8.2. Análisis Fractográfico
El objeto final de un análisis de falla es la determinación de las causas de
rotura de un componente en servicio y la manera de evitarla en el futuro. Aunque
la causa de la rotura final de un componente es una tensión excesiva aplicada,
esta sobrecarga se produce como consecuencia de otros factores que son
justamente los que deben identificarse en el análisis de la falla.
La observación de la superficie de fractura puede proporcionar
información sobre los siguientes parámetros que caracterizan la rotura de un
componente en servicio:
Mecanismo de propagación de la fisura

Página | 62
Fracto-tenacidad del material
Configuración de las tensiones actuantes
Medio químico
Origen de la fractura
Un análisis fractográfico comienza con una observación visual de las
características de la superficie de fractura. Se pueden obtener así los primeros
indicios de las causas de la nucleación de la fisura, mecanismo y dirección de la
propagación, y eventualmente se puede tener alguna estimación de la magnitud
de las cargas actuantes. Pero es el análisis de la superficie a mayores
aumentos, como los que proporciona el microscopio electrónico de barrido, el
que permite la caracterización del proceso microscópico de propagación de la
fisura, identificando así las cavidades típicas de la rotura trasgranular dúctil, las
facetas de clivaje de una rotura frágil, las superficies de corrosión bajo tensiones
o las estrías típicas de un proceso de fatiga.
Las técnicas fractográficas pueden aportar también información sobre la
fracto-tenacidad del material del componente fracturado. La fragilidad o
ductilidad del material quedan en general reveladas en la superficie de fractura
[35]. Una aleación más bien dúctil presenta una superficie de fractura con las
cavidades características (dimples) que son la resultante de la coalescencia de
microcavidades iniciadas alrededor de inclusiones, partículas o discontinuidades
que originan una concentración de tensiones y un aumento local de la
deformación plástica, ver Figura 2-26 (a), y si la aleación contiene un gran
número de partículas dispersas presenta una mayor densidad de cavidades que
un metal puro sin aleantes, ver Figura 2-26 (b); pero un material más bien frágil
rompe preferentemente por un mecanismo de clivaje trasgranular donde se
pueden observar los característicos “ríos de clivaje” (river patterns)
Figura 2-26(c), que corresponde a escalones entre planos de clivaje
pertenecientes a una misma familia cristalográfica; en cambio en el proceso de

Página | 63
rotura por cuasi clivaje, la fractura se origina dentro de las faces como lo
muestra la Figura 2-26(d). En el caso general estos modos de fractura aparecen
mezclados, pero la proporción relativa de los distintos tipos es indicativa de las
propiedades fractomecánicas del material.
Figura 2-26. Fractografías tomadas a 10µm (a) Fractura Dúctil de un acero de bajo carbón, (b) Fractura dúctil a alta temperatura de un acero estructural, (c) Fractura por clivaje, (d) Cuasi Clivaje de un acero martensítico templado y revenido.
También, la fractura de un componente puede estar muy relacionada con
el medio químico activo al cual estuvo expuesto durante el servicio. En un
proceso de iniciación de rotura por corrosión, la superficie contiene partículas
que se observan claramente en una micrografía electrónica. Eventualmente la
composición de estas partículas puede determinarse por técnicas de
microanálisis dispersivo en energía (EDS-EDAX). La densidad de los productos
de corrosión también puede indicar el sentido de propagación de la rotura,
puesto que es mayor en las zonas cercanas al origen, expuestas durante más
tiempo a la acción del medio corrosivo.
(a)
(d) (c)
(b)
Página | 64
2.8.3. Clasificación de Fracturas
De acuerdo a las condiciones de carga, se tienen los siguientes tipos de
fractura:
a. Fractura por sobrecarga. Cuando la carga va en aumento
lentamente o con una rapidez moderada hasta el punto de rotura.
b. Fractura de impacto. Cuando la carga que produce a falla
aumenta rápidamente.
c. Fractura por fatiga. Cuando se produce por cargas fluctuantes
repetitivas.
Estos tipos de fractura se pueden presentar en tracción, torsión, flexión o
bajo cara combinada. Una falla por fractura puede ser provocada por la acción
cooperativa de esfuerzos mecánicos y un ambiente de operación, como son los
casos de agrietamiento por corrosión bajo tensión y corrosión-fatiga.
Por la apariencia macroscópica, las fracturas se tipifican como:
a. Fractura dúctil, en la que se observa una apreciable deformación
plástica.
b. Fractura frágil, la que se produce con una pequeña o no
observable deformación plástica.
c. Fractura por fatiga: que se caracteriza típicamente por la
presencia de una zona suave de prolongación lenta y estable de
grietas en la superficie de fractura, y una zona de apariencia
granular de propagación de grietas rápida e inestable.
Microscópicamente las fracturas se clasifican por:
a. Intergranular, en la cual la trayectoria de fractura e a través de los
límites de grano.

Página | 65
b. Transgranular, ya sea por la formación de facetas a lo largo de
varios planos cristalográficos paralelos, o por la coalescencia de
microcavidades [36].
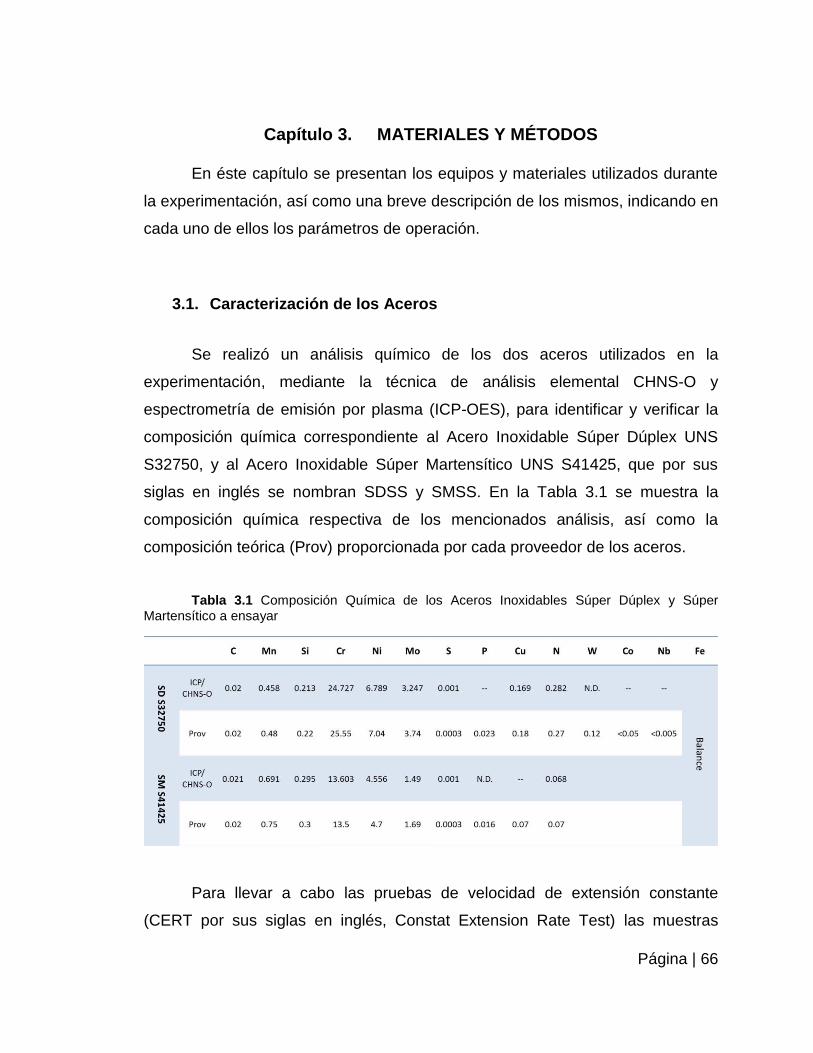
Página | 66
Capítulo 3. MATERIALES Y MÉTODOS
En éste capítulo se presentan los equipos y materiales utilizados durante
la experimentación, así como una breve descripción de los mismos, indicando en
cada uno de ellos los parámetros de operación.
3.1. Caracterización de los Aceros
Se realizó un análisis químico de los dos aceros utilizados en la
experimentación, mediante la técnica de análisis elemental CHNS-O y
espectrometría de emisión por plasma (ICP-OES), para identificar y verificar la
composición química correspondiente al Acero Inoxidable Súper Dúplex UNS
S32750, y al Acero Inoxidable Súper Martensítico UNS S41425, que por sus
siglas en inglés se nombran SDSS y SMSS. En la Tabla 3.1 se muestra la
composición química respectiva de los mencionados análisis, así como la
composición teórica (Prov) proporcionada por cada proveedor de los aceros.
Tabla 3.1 Composición Química de los Aceros Inoxidables Súper Dúplex y Súper
Martensítico a ensayar
Para llevar a cabo las pruebas de velocidad de extensión constante
(CERT por sus siglas en inglés, Constat Extension Rate Test) las muestras

Página | 67
fueron maquinadas en probetas según las normas NACE TM0177-05 [37] como
se muestra en la Figura 3-1.
Nomenclatura Dimensiones
D 6.35 ± 0.13mm
(0.250 ± 0.005 in)
G 25.4 mm (1.00 in)
R(min) 15 mm (0.60 in)
Figura 3-1 Dimensiones de la probeta para llevar a cabo el ensayo en la máquina CERT.
Posteriormente se prepararon las superficie de prueba (G), de las
muestras de SDSS UNS S32750 y SMSS UNS S41425 con papel abrasivo
grado 340, 600 y 800, con la finalidad de eliminar marcas ocasionadas por la
herramienta de maquinado; así como también se desengrasó la superficie con
detergente líquido, enjuagando las probetas con agua destilada, seguido de un
secado con alcohol y una corriente de aire caliente.
3.1.1. Acero Inoxidable Súper Dúplex UNS S32750
Se utilizaron muestras de Acero Inoxidable Súper Dúplex UNS S32750,
las cuales se adquirieron a través de la empresa Boehler. La condición de
recibido del acero fue en barras de 12.7mm de diámetro, con un recocido por
solución a 1100°C por 1 h seguido de enfriamiento en agua.
La miscroestructura original del acero se presenta en la Figura 3-2, en la
cual se aprecian el contenido de dos fases, ferrita con un 52% (fase oscura) y un

Página | 68
48% de austenita (fase clara). Esto también se comprobó por medio del análisis
de fases “Phase Expert” de Leica.
Figura 3-2 Microestructura del Acero Inoxidable Súper Dúplex UNS S32750, revelando dos fases: ferrita y austenita en sección transversal. (a) Ficha técnica del proveedor.
(b) Micrografías obtenidas del microscopio óptico.
3.1.2. Acero Inoxidable Súper Martensítico UNS S41425
Se recibieron barras de Acero Inoxidable Súper Martensítico UNS S41425
de 3 pulgadas de diámetro, manufacturadas por FORONI S.p.A. El tratamiento
térmico del acero inoxidable Súper Martensítico de llegada se describe de la
siguiente manera: Austenitización a 932°C por 30 min/pulgada, seguido de 1h de
enfriamiento con aire por debajo de los 32°C, después un revenido a 611°C por
11 h y enfriamiento en aire.
La microestructura proporcionada por el proveedor se muestra en la , así
como la microestructura obtenida del microscopio óptico-metalúrgico en el
laboratorio de Corrosión y Protección de CIMAV, S.C., la cual presenta una
estructura martensítica de forma acicular (agujas) dentro de granos equiaxiales.
(a) (b)

Página | 69
Figura 3-3 Microestructura del Acero Inoxidable Súper Martensítico UNS S4142
(a) Especificación técnica del proveedor. (b) Micrografía tomada en el microscopio óptico.
3.1.3. Maquinado de probetas
El proceso de maquinado se muestra en la Figura 3-4, el SMSS recibido
en barras de 3´´ de diámetro, fue requerido ser seccionadas en probetas
rectangulares por medio de una sierra cinta en el taller mecánico, para luego ser
maquinadas en un torno de control numérico (CNC), según las especificación
de la norma anteriormente descrita. Mientras que las probetas de SDSS fueron
directamente maquinadas en el torno.
Figura 3-4 Proceso de maquinado de las probetas.
(a) (b)

Página | 70
3.2. Tratamiento Térmico de Envejecido
Las probetas después de maquinadas fueron sometidas a un tratamiento
térmico de envejecido bajo las especificaciones mostradas en la Tabla 3.2.
Tabla 3.2 Condiciones del Tratamiento Térmico de Envejecido.
Material Atmósfera Temperatura
Máxima Tiempo
Medio de
Enfriamiento
SDSS UNS
S32750 Nitrógeno
600°C 90 min
En agua 750°C
900°C 180 min
SMSS UNS
S41425 Nitrógeno
550°C
90 min Temperatura
ambiente 650°C
750°C
Se utilizó una mufla Fisher Sientific 550-58 con una atmósfera inerte de
nitrógeno para los ciclos de calentamiento y enfriamiento controlados. Las
muestras fueron colocadas dentro de la mufla, para luego programar la
temperatura máxima a alcanzar, después de alcanzada dicha temperatura se
mantuvo en ésta durante el tiempo propuesto para luego ser enfriadas en 2 L de
agua destilada para el caso del Súper Dúplex, y mantenidas hasta temperatura
ambiente en el caso del Súper Martensítico. En la Figura 3-5 se muestra el
seguimiento del tratamiento térmico.

Página | 71
Figura 3-5 Proceso seguido para tratar térmicamente las muestras de SMSS.
3.3. Preparación del Medio
Para conocer la influencia que tiene el medio de exposición o electrolito
en ambos materiales, los ensayos CERT se llevaron a cabo tanto en medio
blanco como en un medio agresivo, para lo cual se preparó una solución 0.1M
de Tiosulfato de Sodio Pentahidratado (Na2S203·5H2O) más una solución de
Cloruro de Sodio (NaCl) a 30,000 mg/L (ppm) de Cl- para ser utilizada como
medio agresivo, y como medio blanco o patrón se utilizó glicerol.
3.4. Ensayo a Velocidad de Extensión Constante (CERT)
Luego de concluir los diferentes tratamientos térmicos las muestras,
fueron sometidas al ensayo de velocidad de extensión constante de acuerdo al
orden siguiente:

Página | 72
3.4.1. Probeta de Ensayo
Se preparó la superficie de prueba de las probetas tratadas térmicamente,
con papel abrasivo grado 340, 600 y 800, logrando un superficie libre de óxidos
producto del tratamiento térmico y de defectos superficiales que pudieran fungir
como concentradores de esfuerzos, así mismo se acondicionó el diámetro de las
probetas para que las áreas de las mismas, fueran lo más homogéneas posible
en la totalidad de las muestras.
3.4.2. Celda electroquímica
Se realizó el arreglo experimental de la celda electroquímica,
primeramente con el electrodo de trabajo y el medio de exposición, el cual fue
deareado con un flujo de nitrógeno durante 15 min, de acuerdo a la norma
NACE TM0177, para luego ubicar en la celda los electrodos de referencia y
auxiliar (electrodo idéntico), tal como lo muestra la Figura 3-6.
Figura 3-6 Arreglo experimental de la celda electroquímica para mediciones de ruido
electroquímico acoplado al ensayo CERT.

Página | 73
3.4.3. Máquina CERT
Se lleva a cabo la puesta a punto de la maquina CERT, en donde la celda
electroquímica se monta en el tren axial de carga del equipo; se aplica una
precarga de 100 kg y se ajusta el transductor de desplazamiento lineal (LVDT), a
0.012 mm. Para la adquisición de datos se utilizó el software CAE 2012, en el
cual se indexaron como límite de seguridad del equipo, desplazamiento superior
25 mm y una carga máxima de 4500 kg, así mismo el área transversal en mm2
de cada espécimen, se ajustan las revoluciones por minuto a 170 rpm y se
configura para que las lecturas sean tomadas cada minuto. La velocidad de
extensión utilizada para estos ensayos fue de 1x10-6 mm/s.
Figura 3-7 Equipo experimental utilizado durante la investigación.

Página | 74
3.5. Ruido Electroquímico (RE)
Como electrodo de trabajo se toma la misma probeta de ensayo de la
prueba CERT. Para la medición de las fluctuaciones del potencial de nuestro
electrodo de trabajo con respecto al medio de exposición, se utilizó un electrodo
de referencia estándar de Calomel Saturado Hg/Hg2Cl2 (ESC). Mientras que el
electrodo auxiliar, o segundo electrodo de trabajo, se utilizó una muestra
idéntica al de trabajo (Figura 3-6). Para obtener la medición de Corriente y
Voltaje en el tiempo, simultáneamente con el ensayo CERT, se utilizó un
potenciostato/galvanostato con su interface electroquímica Gill AC Sequencer,
en el cual se indexó la composición química del acero expuesto y el área
superficial del electrodo de trabajo en cm2, realizando una medición cada 6 s.
Luego de ajustados los parámetros experimentales tanto del ensayo
CERT como para la medición de RE, se inician conjuntamente. Se realizaron un
total de 22 ensayos, entre aceros SM y SD, variando en ellos el medio de
exposición, el tratamiento térmico de la probeta, y realizando ensayos de
repetitividad para verificación de los resultados. Al término de los ensayos se
realizaron las mediciones de durezas en el durómetro Wilson/Rockwell
(Figura 3-8), aplicando una precarga de 150 kg y obteniendo el resultado en
escala Rockwell C.

Página | 75
Figura 3-8 Durómetro Wilson/Rockwell.
3.6. Curvas de Polarización Cíclica (CPC)
Para llevar a cabo la medición de la polarización Cíclica, se utilizó un
potenciostato/galvanostato Gill AC con su interface electroquímica Gill AC
Sequencer, usando una celda electroquímica con el arreglo experimental de tres
electrodos, en una solución de Cloruro de Sodio (NaCl) a 30,000 mg/L (ppm) de
Cl- más Tiosulfato de Sodio Pentahidratado (Na2S2O3·5H2O) al 0.1M. Los aceros
inoxidables SM y SD fueron utilizados como electrodos de trabajo, con una
superficie activa de exposición de 1 cm2, un electrodo de Calomel Saturado
Hg/Hg2Cl2 (ESC) es utilizado como electrodo de referencia, y un contra
electrodo o electrodo auxiliar de Platino. La prueba electroquímica fue iniciada
después de 15 minutos del deareado mediante un flujo de nitrógeno para así
eliminar el oxígeno presente en el medio de exposición, tiempo utilizado para la
estabilización de potencial de celda.

Página | 76
Se realizó un barrido de potencial en la superficie de la muestra desde
-500 mV a 1600 mV, con una velocidad de barrido de 40 mV/min, hasta
completar el ciclo completo de acuerdo a la norma ASTM G5 [38].
3.7. Microscopía Óptica
Por medio del microscopio óptico metalúrgico se obtuvieron las imágenes
de cada una de las muestras, en condición de llegada y posterior a cada uno de
los tratamientos térmicos aplicados. Magnificaciones de las imágenes a 100x,
200x y a 500x para su posterior procesamiento mediante el analizador de
imágenes software LEICA.
Dichas microestructuras se muestran en la sección 4.2 en dónde se
muestra la Modificación Micro-estructural debido al tratamiento térmico aplicado.
Las muestras observadas en éste microscopio fueron montadas en baquelita,
devastadas con papel abrasivo hasta llegar a un pulido espejo, para luego ser
atacadas químicamente con una solución de 15 mL HCl más 85mL etanol en el
caso de las muestras súper dúplex, y Kalling No. 1 para los súper martensíticos
de acuerdo a la norma ASTM E407-07.
Figura 3-9 Muestras metalográficas y microscopio óptico metalúrgico utilizado para la
caracterización de la modificación micro-estructural debido al tratamiento térmico aplicado.

Página | 77
3.8. Microscopía Electrónica de Barrido (MEB)
Mediante Microscopía Electrónica de Barrido (MEB), se llevó a cabo el
análisis de morfología por electrones secundarios de todas las muestras
ensayadas en la máquina CERT; así mismo un análisis de fases por electrones
retrodispersados en las secciones transversales de la falla; también se
realizaron análisis elemental por EDS (Espectroscopía por Dispersión de
Energía) para identificar los productos de corrosión y su composición.
Se seleccionaron puntos en diversas áreas de interés, las cuales se
consideraron como representativas para la identificación de elementos
contaminantes formadores de productos de corrosión. Se presenta también, una
fotomicrografía de la superficie de referencia. Debe puntualizarse que la técnica
de microanálisis químico vía EDS es de tipo semi-cuantitativo.
Como resultado de estos análisis se obtuvieron imágenes de la
morfología de falla (Fractografías) a diferentes aumentos, morfología de fases y
espectros EDS los cuales permitieron identificar el tipo de falla presente,
composición semicuantitativa elemental, fases presentes y su microestructura.
Página | 78
Capítulo 4. ANÁLISIS Y DISCUSIÓN DE LOS TRATAMIENTOS TÉRMICOS.
En este capítulo se presenta el análisis y la discusión de los resultados
obtenidos con el tratamiento térmico de envejecido de las dos superaleciones
consideradas en el estudio.
4.1. Modificación de Propiedades Mecánicas
La Figura 4-1 muestra los valores de las propiedades mecánicas de las
condiciones estudiadas, los esfuerzos de fluencia (σy), esfuerzo máximo (σUTS) y
esfuerzo de ruptura o de falla (σf), reducción de área (%), tiempo de falla (s),
elongación (%), de los SDSS UNS S32750 con distinto tratamiento de
envejecido, ensayados en medio Blanco en la máquina CERT, en donde se
observa una tendencia a aumentar sus respectivos valores a medida que se
aumenta el tiempo de envejecimiento; igualmente se observa una disminución
del porcentaje de reducción de área (%RA) entre tiempos de envejecido, el cual
pasa de un orden del 56% en la muestra sin Tratamiento Térmico, a un 2% en el
tratamiento No. 3 (900°C). Así mismo la ductilidad medida a través del
porcentaje de elongación de la probeta, muestra la misma tendencia a disminuir
desde el 11% de las probetas tratadas a 600°C por 90 min, hasta un mínimo del
1% que es el que alcanza la probeta con el tratamiento No. 3; además, el tiempo
de falla disminuye significativamente entre cada tratamiento térmico. El
incremento de los valores de porcentaje de elongación y de reducción de área
corrobora así el aumento de la dureza.

Página | 79
Tabla 4.1 Resultados de las propiedades mecánicas de los SDSS UNS S32750 con
distinto tratamiento de envejecido, ensayadas en medio blanco.
En la Figura 4-1 se puede observar la influencia del proceso de los
tratamientos térmicos aplicados, originando diferentes propiedades mecánicas
en el material, en donde al comparar las gráficas Esfuerzo–Tiempo de las tres
condiciones ensayadas para el SDSS, se observa un endurecimiento del
material y una disminución drástica en la ductilidad del material, la forma de la
gráfica del material de llegada y con el tratamiento No. 1 son típicas de
materiales dúctiles, mientras que la gráfica del tratamiento No. 3 corresponde a
materiales frágiles.
Figura 4-1 Efectos de las condiciones del Tratamiento Térmico en las curvas CERT esfuerzo-tiempo para el SDSS UNS S32750 en medio blanco.
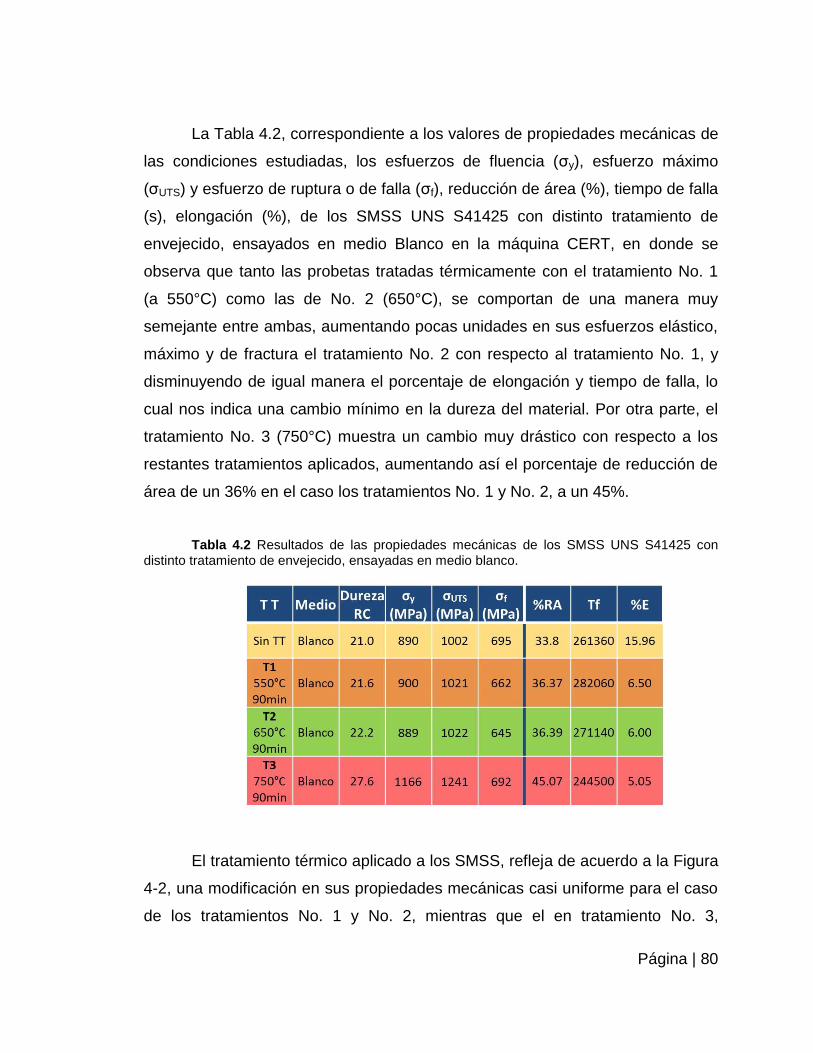
Página | 80
La Tabla 4.2, correspondiente a los valores de propiedades mecánicas de
las condiciones estudiadas, los esfuerzos de fluencia (σy), esfuerzo máximo
(σUTS) y esfuerzo de ruptura o de falla (σf), reducción de área (%), tiempo de falla
(s), elongación (%), de los SMSS UNS S41425 con distinto tratamiento de
envejecido, ensayados en medio Blanco en la máquina CERT, en donde se
observa que tanto las probetas tratadas térmicamente con el tratamiento No. 1
(a 550°C) como las de No. 2 (650°C), se comportan de una manera muy
semejante entre ambas, aumentando pocas unidades en sus esfuerzos elástico,
máximo y de fractura el tratamiento No. 2 con respecto al tratamiento No. 1, y
disminuyendo de igual manera el porcentaje de elongación y tiempo de falla, lo
cual nos indica una cambio mínimo en la dureza del material. Por otra parte, el
tratamiento No. 3 (750°C) muestra un cambio muy drástico con respecto a los
restantes tratamientos aplicados, aumentando así el porcentaje de reducción de
área de un 36% en el caso los tratamientos No. 1 y No. 2, a un 45%.
Tabla 4.2 Resultados de las propiedades mecánicas de los SMSS UNS S41425 con
distinto tratamiento de envejecido, ensayadas en medio blanco.
El tratamiento térmico aplicado a los SMSS, refleja de acuerdo a la Figura
4-2, una modificación en sus propiedades mecánicas casi uniforme para el caso
de los tratamientos No. 1 y No. 2, mientras que el en tratamiento No. 3,

Página | 81
observamos un aumento en su esfuerzo máximo en comparación con el caso del
material sin tratamiento térmico o en la condición de llegada, más sin embargo
conserva la misma curva representativa de materiales dúctiles.
Figura 4-2 Efectos de las condiciones del Tratamiento Térmico en las curvas CERT
esfuerzo-tiempo para el SMSS UNS S41425, en medio blanco.
4.2. Modificación Micro-estructural
Con la aplicación del tratamiento térmico se observaron las siguientes
modificaciones micro-estructurales, a través del microscopio óptico-metalúrgico.
SD UNS S32750, SIN TRATAMIENTO TÉRMICO

Página | 82
SD UNS S32750, TRATAMIENTO TÉRMICO No.1
SD UNS S32750, TRATAMIENTO TÉRMICO No.2
SD UNS S32750, TRATAMIENTO TÉRMICO No.3
Figura 4-3 Microestructuras del SDSS UNS S32750 en el microscopio óptico, bajo
diferentes condiciones de envejecido..
La Figura 4-3, muestra las microestructuras obtenidas para el acero
inoxidable súper dúplex UNS S32750, en condición de llagada y con los
diferentes tratamientos: tratamiento térmico No. 1 (600 0C), tratamiento térmico
No. 2 (750 0C) y el tratamiento térmico No. 3 (900 0C), donde se observa un
estructura bifásica de ferrita y austenita, con cantidades relativamente iguales
50%-50% en condición de llagada, (análisis de fases mostrado en la Figura 4-4),
así mismo los tratamientos térmicos No. 1 y No. 2, no presentan cambios
significativos en la microestructura presente, una muy pequeña variación en el
tamaño de las fases, lo cual se ve reflejado en su dureza y propiedades

Página | 83
mecánicas (UTS), sin embargo el tratamiento térmico No. 3, la microestructura
que se observa después de 3 horas, consiste principalmente en austenita (γ), la
fase clara obtenida a través del microscopio óptico, en considerablemente mayor
proporción que la fase ferrita (α), la fase más oscura, y los compuestos
intermetálicos, como austenita secundaria, en pequeñas regiones en los límites
de grano ferrita/austenita y dentro de la matriz de la fase ferrita, debido a lo
anterior tenemos un aumento en la dureza y sus propiedades mecánicas,
haciendo la aleación más frágil.
Figura 4-4 Análisis de fases en “Phase Expert” de Leica, interface del microscopio óptico
metalúrgico.
En la Figura 4-5 se muestran las fotomicrografías de electrones retro
dispersados obtenidas en el MEB de la probeta envejecida a 900°C durante 180
min. En ella es posible notar la evolución de las fases principales como la fase
ferrita (α) y la austenita (γ) presentes en el súper dúplex en condiciones de
llegada, y las cuales al ser tratadas térmicamente, la fase ferrítica (α) sufre una
descomposición que genera otras fases alrededor de los límites de grano de la
microestructura. La fase ferrítica (α) aparece en muy pequeñas proporciones en
zonas de una coloración grisáceo obscura, y la fase austenita (γ) evidencia su
predominio sobre las otras fases existentes, así mismo se observa las fases
secundarias o intermetálicas consecuencia de los tratamientos térmicos de

Página | 84
envejecido, como lo son la fase sigma (σ) presente en el borde de grano
austenita/austenita, y la fase chi (χ).
Figura 4-5 Fotomicrografías en el MEB del SDSS envejecido a 900°C durante 180 min.
La modificación de la composición de las fases desde el súper dúplex de
llegada, hasta el tratado térmicamente a 900°C durante 180 min se muestra en
la Tabla 4.3.
Tabla 4.3 Modificación de la composición química del súper dúplex sometido a
envejecimiento a 900°C.
Condición Fase Mo Cr Fe Ni
Original Ferrita (α) 4.91 27.2 58.37 6.17
Austenita (γ) 3.11 23.86 61.66 9.18
Envejecida a 900°C durante 180 min
Austenita (γ) 4.93 25.93 58.49 6.93
Sigma (σ) 4.91 26.83 60.16 6.50
Chi (χ) 4.62 26.03 59.03 6.55

Página | 85
Para los aceros inoxidables súper martensíticos las micrografías
obtenidas fueron las siguientes:
SM UNS S41425, SIN TRATAMIENTO TÉRMICO
SM UNS S41425, TRATAMIENTO TÉRMICO No. 1
SM UNS S41425, TRATAMIENTO TÉRMICO No. 2
SM UNS S41425, TRATAMIENTO TÉRMICO No. 3
Figura 4-6 Microestructuras del SMSS UNS S41425 tomadas en el microscopio óptico,
bajo diferentes condiciones de envejecido.

Página | 86
La Figura 4-6, muestra las microestructuras obtenidas para el acero
inoxidable súper martensítico SMSS UNS S41425, con los diferentes
tratamientos, en condición de llegada, tratamiento térmico No. 1 (550 0C),
tratamiento térmico No. 2 (650 0C) y el tratamiento térmico No. 3 (750 0C), en
donde se observa, en los primeros tres casos, un estructura martensítica
compuesta de formas aciculares o agujas agrupadas en formas paralela de
diferentes pero limitadas orientaciones, además, entre ellos se denotan cambios
mínimos en la forma de la estructura martensítica, originando modificaciones
muy pequeñas en su dureza y consecuentemente en sus propiedades
mecánicas. Por otro lado, el tratamiento térmico No. 3, presenta un cambio muy
notable en la microestructura, compuesta de granos equiaxiales en forma de
listones más finos, lo cual es una consecuencia del tratamiento térmico a más
alta temperatura en aleaciones de bajo contenido de carbono, lo cual incrementa
sus propiedades mecánicas (UTS).
Página | 87
Capítulo 5. ANÁLISIS Y DISCUSIÓN DEL ENSAYO CERT
A través de la técnica de velocidad de deformación constante (CERT), se
obtuvieron curvas esfuerzo-tiempo, de cada una de las probetas de SMSS y
SDSS con su respectivo tratamiento térmico de envejecido, además de ser
ensayadas tanto en medio blanco como en medio agresivo, para con esto
observar la modificación del límite elástico, esfuerzo máximo y de fractura que
sufrieron las muestras al estar inmersos en el medio agresivo, al mismo tiempo
de estar sometidos a la tensión uniaxial.
5.1. Ensayo a Velocidad de Extensión Constante Súper Dúplex UNS S32750
A continuación en las Figura 5-1, Figura 5-2 y Figura 5-3 se muestran las
tres gráficas esfuerzo – tiempo de las probetas SD con el mismo tratamiento
térmico, ensayado en el medio blanco y medio agresivo.
En el caso del tratamiento térmico No. 1 (Figura 5-1), las curvas se
observan muy similares, con mínimo decremento del tiempo de falla y del
esfuerzo máximo (UTS) del medio agresivo con respecto al medio patrón, datos
que se muestran en la Tabla 5.1, junto con los índices de susceptibilidad de
acuerdo al criterio de McIntyre.

Página | 88
Figura 5-1 Curvas CERT esfuerzo-tiempo, obtenidas para el UNS S32750 SDSS,
envejecido a 600°C durante 90min (T1) en atmosfera inerte, seguido por enfriamiento en agua.
La Figura 5-2, pertenece a las muestras tratadas a 750°C durante 90 min,
y ensayadas en la máquina CERT en medio blanco y medio agresivo, en la cual
se observa un comportamiento similar en ambas curvas, sin embargo, el ensayo
en medio agresivo muestra considerablemente una mayor ductilidad,
incrementando su tiempo de falla con respecto al medio patrón, y por lo tanto su
elongación y reducción de área, atribuido a un cambio microestructural.
Figura 5-2 Curvas CERT esfuerzo-tiempo, obtenidas para el UNS S32750 SDSS,
envejecido a 750°C durante 90min (T2) en atmosfera inerte, seguido por enfriamiento en agua.

Página | 89
Para el caso del tratamiento térmico No. 3, se realizaron cuatro ensayos,
de los cuales solamente uno falló en la sección de prueba de la probeta (Medio
Blanco de la Figura 5-3), de una forma totalmente frágil; las tres probetas
restantes, debido a la alta dureza consecuente del tratamiento térmico a 900°C,
fallaban en la sección de las roscas de sujeción (Medio Agresivo de la Figura
5-3), no pudiendo obtener una correcta comparación entre el medio patrón y
medio agresivo.
Figura 5-3 Curvas CERT esfuerzo-tiempo, obtenidas para el UNS S32750 SDSS,
envejecido a 750°C durante 90 min (T3) en atmosfera inerte, seguido por enfriamiento en agua.
Las probetas llevadas hasta la falla del SDSS, se muestran en la Figura
5-4, a la izquierda se ubica el tratamiento No. 1, en medio blanco y medio
agresivo respectivamente, al centro el tratamiento No. 2 en medio blanco y
medio agresivo, y a la derecha corresponde a la muestra tratada con el No. 3 en
medio blanco.

Página | 90
Figura 5-4 Especímenes ensayados del SDSS. a) T1 medio blanco y agresivo,
b) T2 medio blanco y agresivo y c) T3 en medio blanco.
Se observa en las muestras con el tratamiento térmico No. 1, en ambos
medios una fractura dúctil tipo copa-cono, con su representativa reducción de
área. Por otra parte, en el tratamiento térmico No. 2 medio blanco la fractura es
frágil, sin embargo, en la fractura del medio agresivo se puede observar a simple
vista una mayor reducción de área en comparación con el medio blanco lo cual
se puede atribuir a una pequeña modificación de las fases que conforman la
microestructura después de la aplicación del tratamiento térmico, observándose
una ligera disminución de la fase austenítica (Figura 5-5), así también una
cloración dorada en la superficie de la probeta denotando una corrosión
uniforme en la sección de prueba. Por último, en la muestra tratada con el
tratamiento No. 3, en medio blanco se observa una fractura 100% frágil, cabe
notar que debido a la alta dureza del SD tratado con el tratamiento térmico
No. 3, fue imposible obtener alguna comparación con un medio agresivo.
Figura 5-5 Micrografias en el micorscopio óptico metalurgico del SDSS con tratamiento
térmico No. 2; (a) Medio blanco; (b) Medio agresivo.
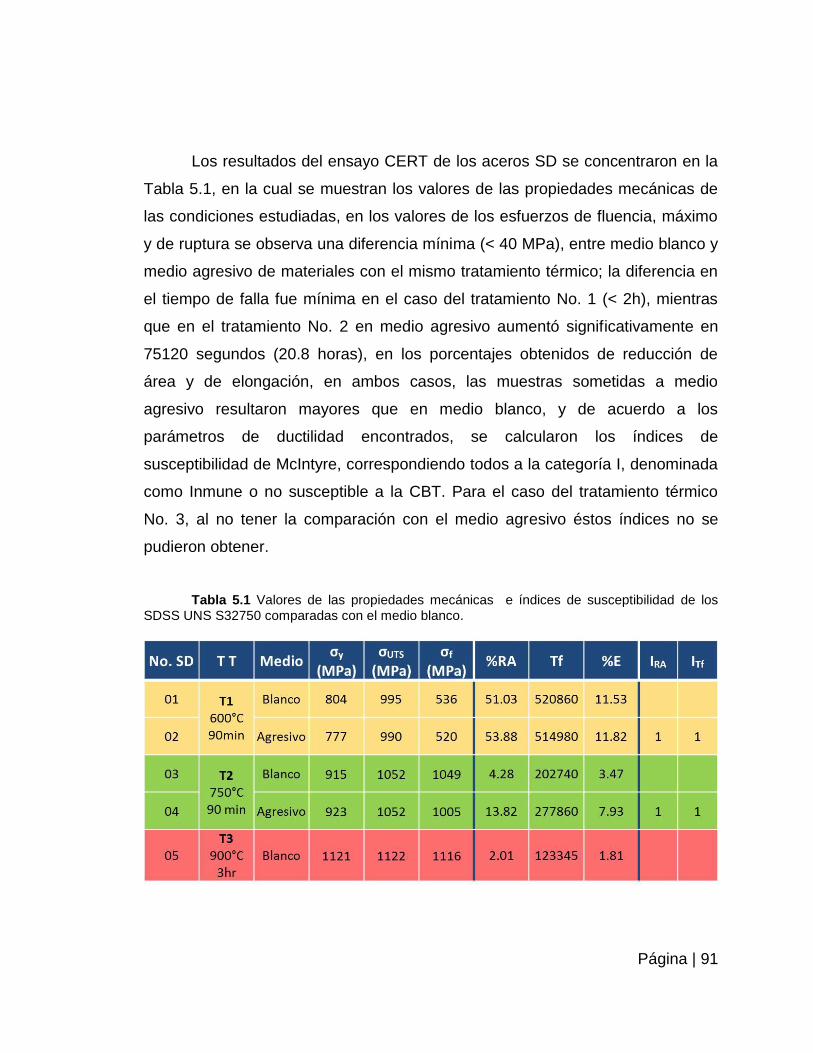
Página | 91
Los resultados del ensayo CERT de los aceros SD se concentraron en la
Tabla 5.1, en la cual se muestran los valores de las propiedades mecánicas de
las condiciones estudiadas, en los valores de los esfuerzos de fluencia, máximo
y de ruptura se observa una diferencia mínima (< 40 MPa), entre medio blanco y
medio agresivo de materiales con el mismo tratamiento térmico; la diferencia en
el tiempo de falla fue mínima en el caso del tratamiento No. 1 (< 2h), mientras
que en el tratamiento No. 2 en medio agresivo aumentó significativamente en
75120 segundos (20.8 horas), en los porcentajes obtenidos de reducción de
área y de elongación, en ambos casos, las muestras sometidas a medio
agresivo resultaron mayores que en medio blanco, y de acuerdo a los
parámetros de ductilidad encontrados, se calcularon los índices de
susceptibilidad de McIntyre, correspondiendo todos a la categoría I, denominada
como Inmune o no susceptible a la CBT. Para el caso del tratamiento térmico
No. 3, al no tener la comparación con el medio agresivo éstos índices no se
pudieron obtener.
Tabla 5.1 Valores de las propiedades mecánicas e índices de susceptibilidad de los
SDSS UNS S32750 comparadas con el medio blanco.
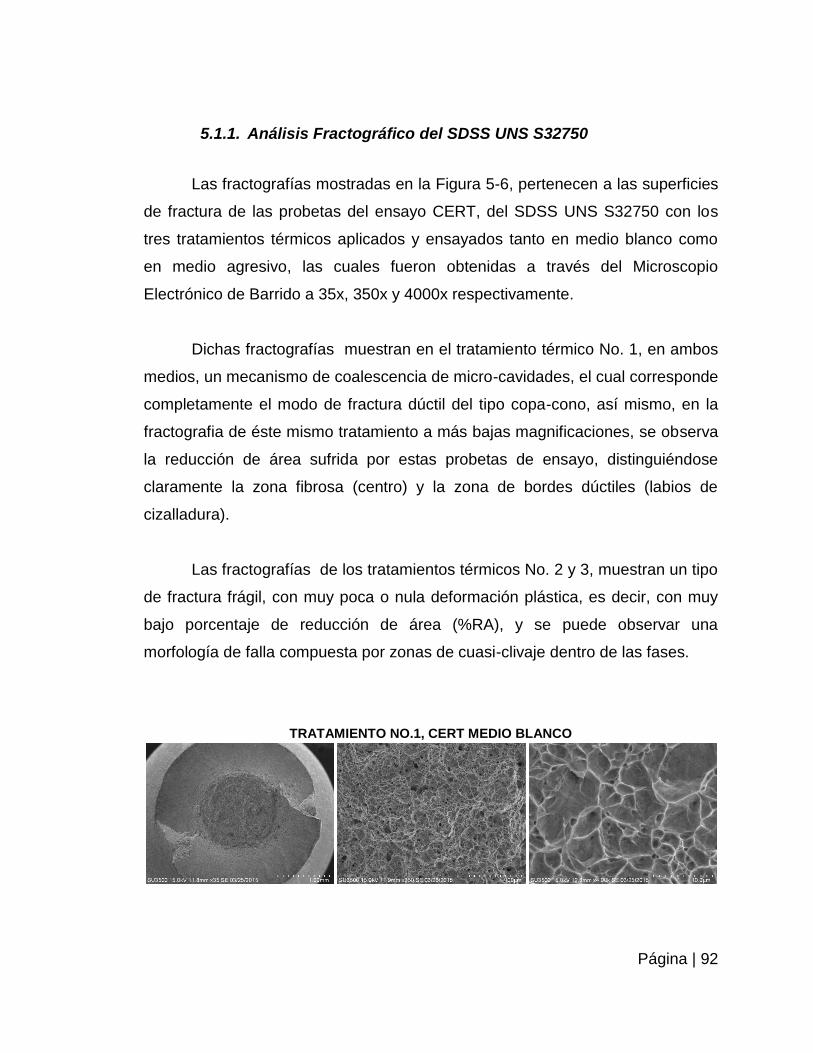
Página | 92
5.1.1. Análisis Fractográfico del SDSS UNS S32750
Las fractografías mostradas en la Figura 5-6, pertenecen a las superficies
de fractura de las probetas del ensayo CERT, del SDSS UNS S32750 con los
tres tratamientos térmicos aplicados y ensayados tanto en medio blanco como
en medio agresivo, las cuales fueron obtenidas a través del Microscopio
Electrónico de Barrido a 35x, 350x y 4000x respectivamente.
Dichas fractografías muestran en el tratamiento térmico No. 1, en ambos
medios, un mecanismo de coalescencia de micro-cavidades, el cual corresponde
completamente el modo de fractura dúctil del tipo copa-cono, así mismo, en la
fractografia de éste mismo tratamiento a más bajas magnificaciones, se observa
la reducción de área sufrida por estas probetas de ensayo, distinguiéndose
claramente la zona fibrosa (centro) y la zona de bordes dúctiles (labios de
cizalladura).
Las fractografías de los tratamientos térmicos No. 2 y 3, muestran un tipo
de fractura frágil, con muy poca o nula deformación plástica, es decir, con muy
bajo porcentaje de reducción de área (%RA), y se puede observar una
morfología de falla compuesta por zonas de cuasi-clivaje dentro de las fases.
TRATAMIENTO NO.1, CERT MEDIO BLANCO

Página | 93
TRATAMIENTO NO.1, CERT MEDIO AGRESIVO
TRATAMIENTO NO.2, CERT MEDIO BLANCO
TRATAMIENTO NO.2, CERT MEDIO AGRESIVO
TRATAMIENTO NO.3, CERT MEDIO BANCO
Figura 5-6 Micrografías de la superficie de fractura transversal de los SDSS UNS
S32750.
Se muestran las micrografías tomadas de la sección longitudinal de las
probetas ensayadas en el equipo CERT (Figura 5-7), donde se observa que no
tenemos evidencia de crecimiento de agrietamiento ambiental, ni indicios de
agrietamientos secundarios inducidos por la sinergia del material y el medio.

Página | 94
TRATAMIENTO NO. 1, CERT MEDIO BLANCO
TRATAMIENTO NO. 1, CERT MEDIO AGRESIVO
TRATAMIENTO NO. 2, CERT MEDIO BLANCO
TRATAMIENTO NO. 2, CERT MEDIO AGRESIVO
Figura 5-7 Micrografías del MEB, mostrando la morfología longitudinal de la fractura de los SDSS UNS S32750 bajo dichas condiciones de envejecido y ensayadas con medio blanco y medio agresivo.
5.2. Ensayo a Velocidad de Extensión Constante Súper Martensítico UNS S41425
A continuación en las Figura 5-8,Figura 5-9 y Figura 5-10, se muestran
las tres gráficas esfuerzo – tiempo de las probetas SM con el mismo tratamiento
térmico, ensayado en el medio blanco y medio agresivo.
En la Figura 5-8, donde se muestran las curvas esfuerzo – tiempo de los
SMSS con el tratamiento térmico No. 1, tanto en medio blanco como en medio
agresivo, observamos una similar tendencia en la parte elástica hasta su

Página | 95
esfuerzo máximo, sin embargo el tiempo de falla se acorta para el caso del
medio agresivo, más sin dejar de comportarse como un material característico
del tipo dúctil.
Figura 5-8 Curvas CERT esfuerzo-tiempo, obtenidas para el UNS S41425 SMSS, envejecido a 550°C durante 90min en atmosfera inerte, seguido por enfriamiento en aire.
En la Figura 5-9 observamos, en el tratamiento térmico No. 2, una
tendencia muy similar en las curvas, sin embargo, el medio agresivo presenta un
desplazamiento de la curva, mostrando valores del esfuerzo máximo (σUTS)
ligeramente menores con respecto al medio blanco, además de una disminución
en el tiempo de falla del medio agresivo.
Figura 5-9 Curvas CERT esfuerzo-tiempo, obtenidas para el UNS S41425 SMSS,
envejecido a 650°C durante 90min en atmosfera inerte, seguido por enfriamiento en aire.

Página | 96
En el caso del tratamiento térmico No. 3, en la Figura 5-9, el medio
agresivo presenta una reducción en su esfuerzos máximo (σUTS) en comparación
al medio blanco, así mismo un acortamiento en su tiempo de falla y un esfuerzo
de fractura mayor.
Figura 5-10 Curvas CERT esfuerzo-tiempo, obtenidas para el UNS S41425 SMSS,
envejecido a 750°C durante 90min en atmosfera inerte, seguido por enfriamiento en aire.
Es así como el comportamiento de los medios agresivos con respecto a
los medios blancos de los tres tratamientos térmicos aplicados, presentan un
comportamiento semejante en la zona correspondiente al endurecimiento por
deformación, alcanzan valores muy similares de esfuerzo máximo (σUTS), más
sin embargo, sus cambios más significativos en cuanto al medio blanco y medio
agresivo, se presentan en la zona de estricción, generando una menor reducción
de área en los materiales expuestos en el medio agresivo.
En la Figura 5-11 se muestran los tres pares de probetas llevadas hasta
la falla del SMSS, correspondiendo cada par a cada tratamiento térmico (T1, T2
y T3), en medio blanco y medio agresivo respectivamente.

Página | 97
Figura 5-11 Muestras experimentales del SMDD del ensayo CERT. (a) T1 medio blanco
y medio agresivo, (b) T2 medio blanco y medio agresivo y (c) T3 medio blanco y medio agresivo.
A través de éstas fotografías logramos observar para los medios blancos
una fractura tipo copa cono dúctil en los tres tratamiento térmico aplicado;
mientras que en los especímenes expuestos en el medio agresivo, es visible un
ataque corrosivo muy significativo tanto en la superficie como en el cuello de
estricción de la probeta, originado por un ataque químico preferentemente en las
líneas del cuello de estricción, ocasionando un cambio en la morfología de
superficie y una falla prematura.
La Tabla 5.2 contiene los datos obtenidos del ensayo CERT para los
SMSS, en donde los valores de σy, σUTS y σf en los dos primeros tratamientos en
medio agresivo con respecto a medio blanco muestran la misma tendencia en
los datos, los valores de σUTS del medio agresivo para los tres tratamientos
térmicos aplicados, muestran una disminución con respecto a los valores del
σUTS del medio blanco, también se observa un comportamiento muy definido en
los porcentajes de reducción de área (%RA) de los tres casos, los cuales
disminuyen hasta obtener una diferencia del 57% en el tratamiento No. 1, 71%
en el tratamiento No. 2, y un 58% en el tratamiento No. 3, por otra parte el
tiempo de falla disminuye de igual manera para el medio agresivo con respecto
al medio blanco; dichos comportamientos se atribuyen a la influencia o
interacción del medio agresivo con el material, generando la sinergia necesaria
para que en los tres tratamientos térmicos aplicados el material sea susceptible
a la Corrosión Bajo Tensión (CBT).
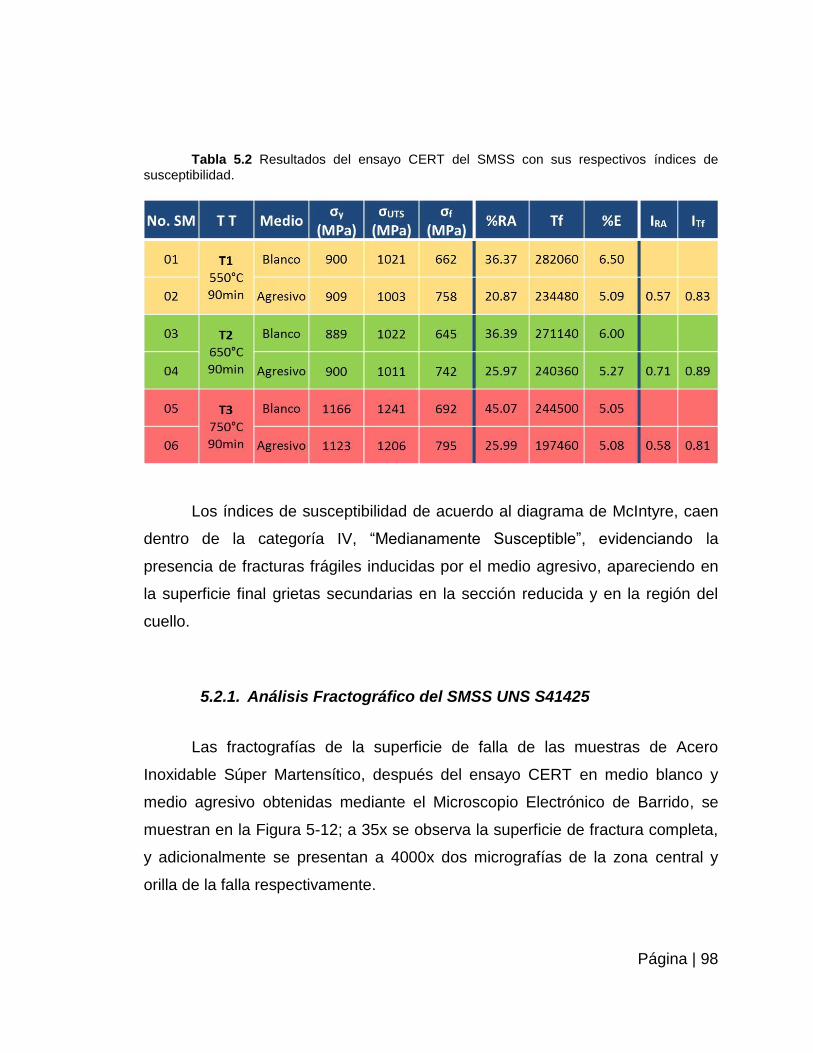
Página | 98
Tabla 5.2 Resultados del ensayo CERT del SMSS con sus respectivos índices de
susceptibilidad.
Los índices de susceptibilidad de acuerdo al diagrama de McIntyre, caen
dentro de la categoría IV, “Medianamente Susceptible”, evidenciando la
presencia de fracturas frágiles inducidas por el medio agresivo, apareciendo en
la superficie final grietas secundarias en la sección reducida y en la región del
cuello.
5.2.1. Análisis Fractográfico del SMSS UNS S41425
Las fractografías de la superficie de falla de las muestras de Acero
Inoxidable Súper Martensítico, después del ensayo CERT en medio blanco y
medio agresivo obtenidas mediante el Microscopio Electrónico de Barrido, se
muestran en la Figura 5-12; a 35x se observa la superficie de fractura completa,
y adicionalmente se presentan a 4000x dos micrografías de la zona central y
orilla de la falla respectivamente.

Página | 99
En el medio blanco de los tres tratamientos térmicos aplicados se
presentan las tres zonas características de la fractura tipo copa-cono dúctil: zona
central fibrosa, zona radial y zona de bordes dúctiles (labios de cizalladura),
además se observa un incremento del grosor de las marcas radiales conforme
aumenta la temperatura de los tratamientos térmicos aplicados. A más altas
magnificaciones se observa un cuasi clivaje y micro huecos orientados hacia la
dirección del desgarramiento, principalmente en la zona de bordes.
Por otro lado las fractografías de los medios agresivos, muestran una falla
prematura en los tres tratamientos térmicos aplicados, donde se denota una
fractura tipo copa cono incompleta del tipo dúctil, así como también varios
planos de fractura. En los tres especímenes expuestos en los medios agresivos
es posible observar una incompleta reducción de área a como lo fue el caso de
los medios blancos. A más altas magnificaciones se hace evidente la
agresividad del medio sobre éste material con sus específicas condiciones de
envejecido, logrando observar y caracterizar por medio de un análisis EDS,
partículas resultantes del ataque químico del medio hacia el acero inoxidable.
De lo anterior, se puede proponer un posible mecanismo de este modo de
falla, debido al ataque corrosivo y al esfuerzo tensil aplicado, la interacción
química inicial del medio, de acuerdo con las morfologías de falla observadas, se
presentó en las líneas del cuello de estricción, haciendo imposible una
recuperación de la repasivación del material, originando superficie nueva o
fresca expuesta siempre al medio de exposición, aunado a una concentración
más localizada de esfuerzos en esta zona, provocada por la tracción aplicada,
ocasionando una nucleación, iniciación, crecimiento y propagación de fisuras o
grietas en otras palabras mostrando susceptibilidad a la corrosión bajo tensión
(CBT).

Página | 100
TRATAMIENTO NO.1, CERT MEDIO BLANCO
TRATAMIENTO NO.1, CERT MEDIO AGRESIVO
TRATAMIENTO NO.2, CERT MEDIO BLANCO
TRATAMIENTO NO.2, CERT MEDIO AGRESIVO

Página | 101
TRATAMIENTO NO.3, CERT MEDIO BLANCO
TRATAMIENTO NO.3, CERT MEDIO AGRESIVO
Figura 5-12 Fractografías de los SMSS UNS S41425 bajo diferentes condiciones de
envejecido y ensayadas con medio blanco y medio agresivo.
La Figura 5-13 muestra el análisis EDS por medio del SEM, de los aceros
inoxidables Súper Martensíticos bajo sus tres condiciones de envejecido,
ensayados en la máquina CERT en medio agresivo, en los cuales se
encontraron productos de corrosión que se asocian a reacciones del medio con
el material, los cuales nos confirman el ataque que sufrió el material debido a
medio agresivo utilizado. Elementos como el azufre (S), cloro (Cl) y oxigeno (O)
corroboran la disolución que sufre el material en contacto con el medio de
Tiosulfato de Sodio y Cloruro de Sodio (Na2S2O3 + NaCl), por medio de una
reacción anódica. Es así que la corrosión bajo tensión del SMSS en estas
condiciones se atribuye a la fragilización por hidrógeno producido por azufre y
ácido sulfhídrico formado por la reducción del tiosulfato.

Página | 102
Figura 5-13 Análisis EDS de las superficies de fractura del SMSS.
Por último se obtuvieron micrografías por medio del microscopio
electrónico de barrido a 1000x de la orilla de la fractura en sección transversal
(Figura 5-14), en donde se observa para los medios blancos de los tres
tratamientos térmicos el perfil de los labios de cizalladura, sin ninguna grieta
secundaria aparente; mientras que en la micrografía longitudinal de los medios
agresivos, se observa la aparición de pequeñas grietas secundarias
perpendiculares a la tensión aplicada, así como unas fracturas más asimétricas
e irregulares.
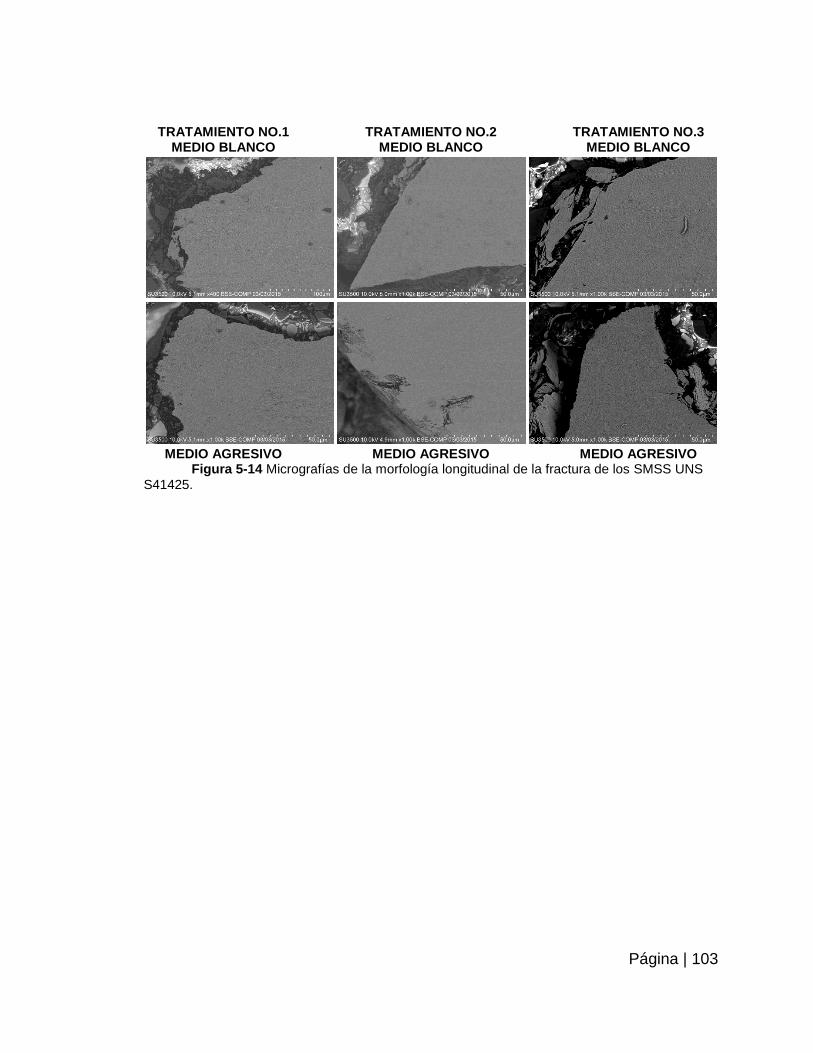
Página | 103
TRATAMIENTO NO.1 MEDIO BLANCO
TRATAMIENTO NO.2 MEDIO BLANCO
TRATAMIENTO NO.3 MEDIO BLANCO
MEDIO AGRESIVO MEDIO AGRESIVO MEDIO AGRESIVO
Figura 5-14 Micrografías de la morfología longitudinal de la fractura de los SMSS UNS
S41425.

Página | 104
Capítulo 6. ANALISIS Y DISCUSIÓN DE RUIDO ELECTROQUIMICO
Los resultados de las series de tiempo de ruido electroquímico para los
dos aceros inoxidables SD y SM se muestran en los anexos A y B
respectivamente, en donde cada gráfica fue obtenida en los puntos de límite
elástico (1LE), esfuerzo máximo (2UTS) y esfuerzo de falla (3Falla) de las
curvas esfuerzo – deformación del ensayo CERT tanto en medio blanco y medio
agresivo.
En dichas gráficas se observa que para los aceros inoxidables SD, en el
tratamiento No. 1 medio blanco y medio agresivo una corriente del orden de
10-6 mA/cm2, para el tratamiento No. 2 de 10-6 en medio blanco y 10-4 medio
agresivo, y en el tratamiento No. 3 medio blanco una corriente del orden 10-8,
cifras muy pequeñas que nos indican un ataque químico casi nulo del medio. En
cambio para los aceros inoxidables SM sus registros en corriente en medio
blanco se encuentran en el orden de 10-6 y en los medios agresivos se
incrementa a un orden de 10-3 indicándonos así un flujo de corriente
considerable generando una mayor amplitud en la forma de los transitorios
anódicos-catódicos, lo cual es asociado a una combinación de corrosión
generalizada y localizada.
En las Tabla 6.1 y Tabla 6.2 se concentran los resultados de evaluación
utilizando el parámetro estadístico robusto MAD (Desviación absoluta de la
mediana), en donde, por tratarse de señales asimétricas es eliminada la
tendencia de las series de corriente y potencial en el tiempo, y así se estima de
una mejor manera la magnitud de las fluctuaciones; se obtienen la Resistencia
de Ruido (Rn) calculada a partir de MAD y la Densidad de Corriente de
Corrosión (I corr) en los límites elásticos, esfuerzo máximo y de falla de los
ensayos CERT de los SDSS y SMSS bajo sus propias condiciones de
envejecido.

Página | 105
6.1. Datos de análisis sin Tendencia SDSS
Como observamos la máxima variación de los valores de la densidad de
corriente de corrosión (Icorr), es de 2 órdenes de magnitud, de 10-9 a 10-7, de un
medio blanco con respecto a un medio agresivo, pero aun así un orden de 10-7
indica una densidad de corriente casi nula o mínima. Por otro lado, en ambos
medios, la resistencia al ruido (Rn) disminuye del medio blanco al medio
agresivo en un orden de magnitud, indicando una más alta dificultad de
transferencia de cargas en los electrodos expuestos a medio blanco, pero
manteniendo de igual manera los medios agresivos una alta resistencia,
indicándonos nuevamente un ataque químico casi nulo del medio hacia el
material.
Tabla 6.1 Parámetros de evaluación estadístico robusto de señales de ruido
electroquímico de los SDSS.
6.2. Datos de análisis sin tendencia SMSS
Los valores de la densidad de corriente de corrosión (Icorr) del SMSS, en
el medio agresivo fueron tres órdenes de magnitud mayores a los que se

Página | 106
obtuvieron en el medio blanco. Denotando una interacción del medio agresivo
con el acero en las tres condiciones de envejecido. Así mismo los valores de
resistencia al ruido del medio agresivo son muy bajos (del orden de 10-4),
permitiendo así la interacción y el ataque del medio hacia el material expuesto.
Tabla 6.2 Parámetros de evaluación estadístico robusto de señales de ruido
electroquímico de los SMSS.
Página | 107
Capítulo 7. ANÁLISIS Y DISCUCIÓN DE CURVAS DE POLARIZACIÓN CICLICAS
Las Figura 7-1 y Figura 7-2, muestran las gráficas obtenidas mediante la
técnica electroquímica curvas cíclicas de polarización (CPC), de las dos
superaleaciones, SMSS UNS S41425 y SDSS UNS S32750 con los respectivos
tratamientos térmicos aplicados, determinándose los parámetros
electroquímicos, corriente de corrosión (Icorr), potencial de corrosión (Ecorr), la
forma de corrosión presente y los estados activo-pasivo en cada caso.
7.1. Curvas de Polarización Cíclicas (CPC) de Súper Dúplex (UNS S32750)
Para el caso de SDSS UNS S32750, las curvas cíclicas obtenidas, en
todos los tratamientos térmicos aplicados, presentan una región muy activa, es
decir un proceso uniforme de corrosión inicial (flechas azul, roja, verde y negra),
lo que evidentemente forma un proceso uniforme de corrosión en toda la
superficie expuesta, posterior a este proceso se puede observar una región
activo-pasivo, consecuentemente originado por un decremento de la corriente de
corrosión, proceso mejor conocido como pasivación del material, donde este se
vuelve inmune al medio de exposición (llaves azules, rojas, verdes y negras),
seguido de este proceso, se pude denotar un cambio en el comportamiento de
las curvas en el cual se observa nuevamente un proceso activo con un
incremento en la corriente de corrosión, fenómeno conocido como
transpasivación, por otro lado el regreso de las curvas, se lleva cabo de forma
muy aproximada al primer medio ciclo, evidenciando poca o nula susceptibilidad
a la corrosión por picaduras.
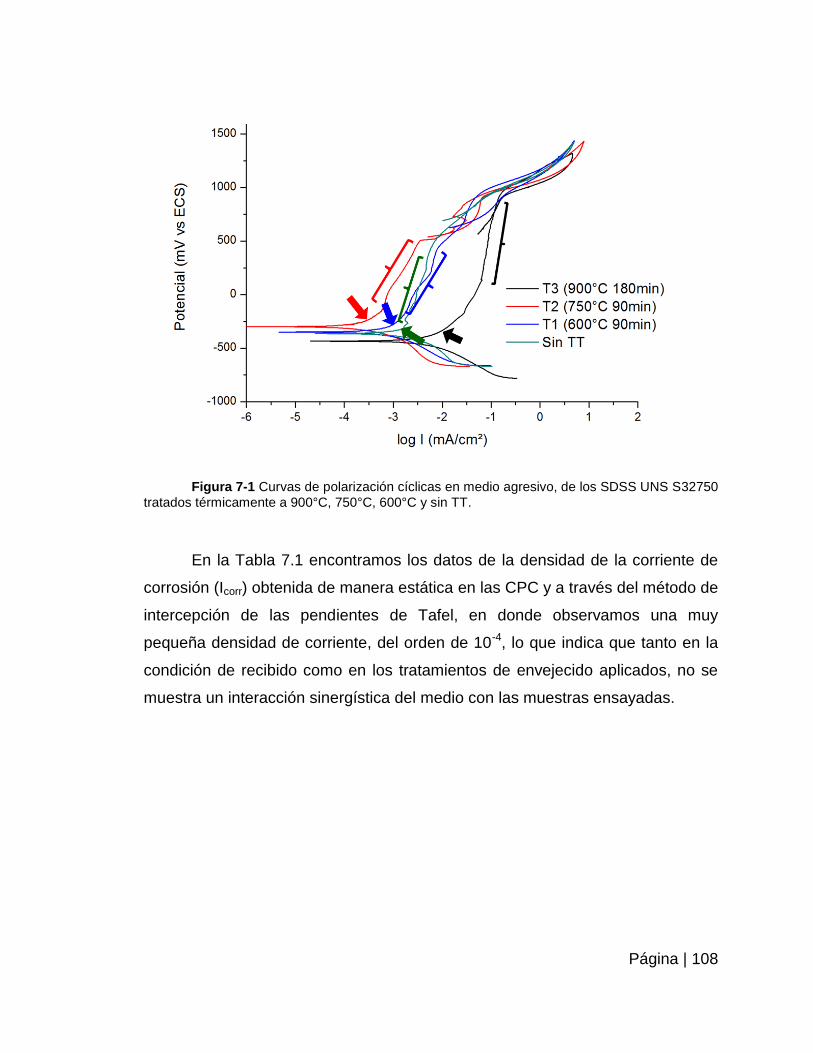
Página | 108
Figura 7-1 Curvas de polarización cíclicas en medio agresivo, de los SDSS UNS S32750
tratados térmicamente a 900°C, 750°C, 600°C y sin TT.
En la Tabla 7.1 encontramos los datos de la densidad de la corriente de
corrosión (Icorr) obtenida de manera estática en las CPC y a través del método de
intercepción de las pendientes de Tafel, en donde observamos una muy
pequeña densidad de corriente, del orden de 10-4, lo que indica que tanto en la
condición de recibido como en los tratamientos de envejecido aplicados, no se
muestra un interacción sinergística del medio con las muestras ensayadas.

Página | 109
Tabla 7.1 Resultados electroquímicos de las CPC del SDSS.
7.2. Curvas Cíclicas de Polarización del Súper Martensítico (UNS S41425)
Mientras que el material correspondiente a la superaleción SMSS UNS
S41425, las curvas cíclicas obtenidas, en todos los tratamientos térmicos
aplicados (T1, T2, y T3) presentan de nuevo una región muy activa, es decir un
proceso uniforme de corrosión inicial (flechas azul, roja, negra y verde), lo que
evidentemente forman una película uniforme de corrosión en toda la superficie
expuesta, posterior a este proceso se puede observar una cuasi-región activo-
pasivo, únicamente para el tratamiento térmico de recibido o sin tratamiento
térmico (llave verde), consecuentemente originado por un decremento de la
corriente de corrosión, proceso mejor conocido como pasivación del material,
donde este se vuelve inmune al medio de exposición, como se explica
anteriormente, seguido de este proceso, se pude denotar un cambio en el
comportamiento de las curva en el cual se observa nuevamente un proceso
activo con un incremento en la corriente de corrosión, fenómeno conocido como
transpasivación, sin embargo las curvas de los tratamientos térmicos No. 1, 2 y 3
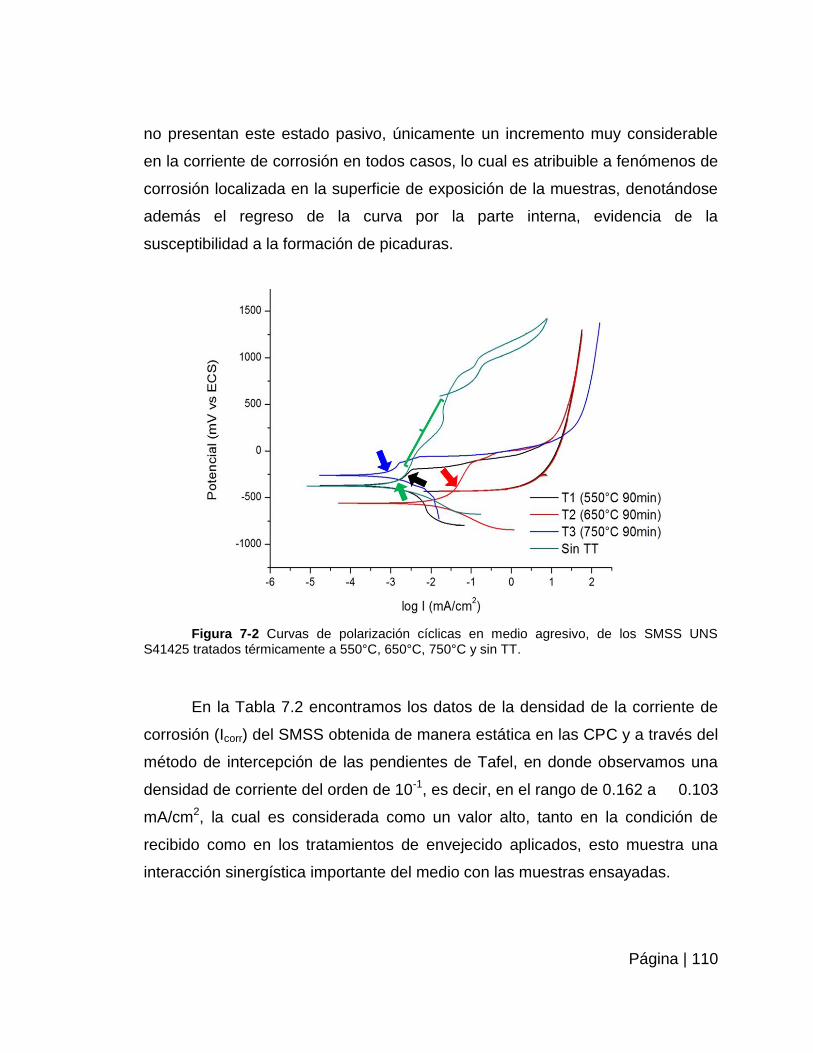
Página | 110
no presentan este estado pasivo, únicamente un incremento muy considerable
en la corriente de corrosión en todos casos, lo cual es atribuible a fenómenos de
corrosión localizada en la superficie de exposición de la muestras, denotándose
además el regreso de la curva por la parte interna, evidencia de la
susceptibilidad a la formación de picaduras.
Figura 7-2 Curvas de polarización cíclicas en medio agresivo, de los SMSS UNS S41425 tratados térmicamente a 550°C, 650°C, 750°C y sin TT.
En la Tabla 7.2 encontramos los datos de la densidad de la corriente de
corrosión (Icorr) del SMSS obtenida de manera estática en las CPC y a través del
método de intercepción de las pendientes de Tafel, en donde observamos una
densidad de corriente del orden de 10-1, es decir, en el rango de 0.162 a 0.103
mA/cm2, la cual es considerada como un valor alto, tanto en la condición de
recibido como en los tratamientos de envejecido aplicados, esto muestra una
interacción sinergística importante del medio con las muestras ensayadas.
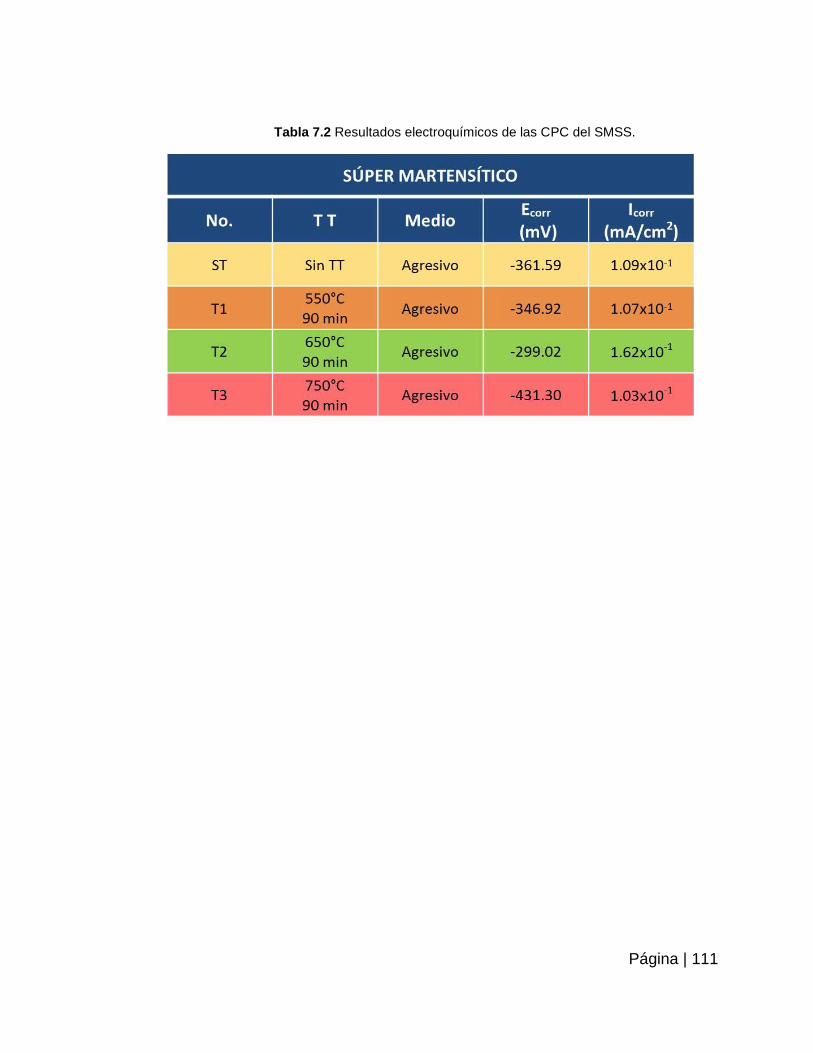
Página | 111
Tabla 7.2 Resultados electroquímicos de las CPC del SMSS.
Página | 112
Capítulo 8. CONCLUSIONES Y RECOMENDACIONES
En base a los resultados obtenidos en la presente investigación, se
derivan las siguientes conclusiones:
Para los aceros inoxidables súper dúplex (UNS S32750):
Se obtuvo un incremento en las propiedades mecánicas debido al
tratamiento térmico de envejecido.
El acero SDSS UNS S32750 mostró un modo de fractura dúctil del
tipo copa-cono, y a partir de su envejecido a 750°C un tipo de fractura
frágil, las cuales se deben únicamente a las condiciones mecánicas
aplicadas.
El SDSS UNS S32750, es resistente a la susceptibilidad de la CBT,
en todos los tratamientos térmicos aplicados y en la solución de
experimentación.
El SDSS UNS S32750, resulta Inmune según la clasificación de
McIntyre, bajo las condiciones experimentales realizadas.
Diferencias de un orden de magnitud en la densidad de corriente
medida por RE del medio agresivo con respecto al medio blanco,
indican un nulo ataque del medio hacia el SDSS tratado
térmicamente.
Las CPC ratifican la pasividad que presentan los SDSS bajo las tres
condiciones de envejecido.

Página | 113
Para los aceros inoxidables súper martensíticos (UNS S41425):
Se obtuvo un incremento en las propiedades mecánicas debido al
tratamiento térmico de envejecido.
Los SMSS UNS S41425 en medios blancos, mostraron todos ellos
una fractura tipo copa cono dúctil, en los tres tratamientos térmicos
aplicados. Y en los expuestos al medio agresivo, se denota una
fractura tipo copa cono incompleta con evidente ataque del medio
sobre éste material.
El SMSS UNS S41425 en todos los tratamientos térmicos
aplicados y en la solución utilizada, resultó tener una fuerte
influencia a la CBT, presentando un ataque corrosivo y grietas
secundarias.
De acuerdo a los índices de susceptibilidad a la CBT de McIntyre,
se clasifica al SMSS UNS S41425 en la categoría IV,
“Medianamente Susceptible”, bajo las condiciones experimentales
efectuadas.
Diferencias de tres órdenes de magnitud entre medio agresivo y
medio blanco en la densidad de corriente medida por RE del
SMSS, denotan una interacción del medio agresivo con el acero en
las tres condiciones de envejecido.
Las CPC corroboran la nula zona de pasivación de los SMSS
envejecidos, y por lo tanto su susceptibilidad a la CBT.
El H2S generado por el Tiosulfato de Sodio a bajas
concentraciones produjo la fragilización y pérdida de ductilidad del
material y por lo tanto susceptibilidad a la corrosión bajo tensión.

Página | 114
Recomendaciones:
Realizar un relevado de esfuerzos a las probetas, después de aplicado el
tratamiento térmico.
Incrementar la temperatura del ensayo CERT a 40°C y 60°C.
Estudiar dichos aceros bajo una isoterma de envejecido durante 0.5, 1, 3
y 6 h.
Variar la concentración de Tiosulfato de Sodio Pentahidratado
(Na2S203·5H2O) de 10-4 a 10-2 M.
Variar el pH de la solución de exposición tanto en los ensayos CERT
como en las CPC.
Realizar ensayos electroquímicos combinando el efecto de la temperatura
y la acción dinámica del fluido.
Evaluar las propiedades anisotrópicas de la estructura del SDSS.
Incrementar el alcance de medición del porcentaje de deformación del
software de la máquina CERT.

Página | 115
Referencias
[1] J.R. Davis, K. Mills, S. Lampman, ASM International, Materials Park, Ohio 44073, USA, 1990. 1063 (1990).
[2] X.P. Ma, L.J. Wang, C.M. Liu, S.V. Subramanian, Materials Science and Engineering a-Structural Materials Properties Microstructure and Processing 539 (2012) 271-279.
[3] S. Singh, T. Nanda, International Journal of Engineering Technology and Scientific Research 1 (2013) 6-9.
[4] Y.-R. Liu, Y. Dong, Q.-L. Yong, S. Jie, K.-Y. Zhao, W. Jiang, Journal of Iron and Steel Research, International 18 (2011) 60-66.
[5] M. Martins, L.C. Casteletti, Materials Characterization 55 (2005) 225-233.
[6] A. International, Stress-Corrosion Cracking Materials Performence and Evaluation, in: R.H. Jones (Ed.) 1992.
[7] R.A. Cottis, Corrosion 57 (2001) 265-285.
[8] M. Criado, S. Fajardo, B. Valdez, J.M. Bastidas, Aspectos cinéticos de la corrosión y fenómenos de pasividad, 2013.
[9] R.L. Mott, V.G. Pozo, S.S. Sánchez, Á.H. Fernández, J.V. Sánchez, Diseño de elementos de máquinas, Pearson/Educación, 2006.
[10] M. Solà, Metales resistentes a la corrosión, Marcombo, 1990.
[11] D.R. Askeland, P.P. Fulay, D.K. Bhattacharya, Fundamentos de Ciencia E Ingenieria de Materiales, CENGAGE Learning, 2010.
[12] W.D. Callister, Introducción a la ciencia e ingeniería de los materiales, Reverté, 2002.
[13] J.R. Davis, A.S.M.I.H. Committee, Stainless Steels, ASM International, 1994.
[14] D. Kotecki, J. Lippold, Welding metallurgy and weldability of stainless steels, John Wiley, Hoboken, New Jersey, 2005.
[15] J. Perez Quiroz, J. Teran Guillen, E. Alonso Guzman, W. Martinez Molina, M. Rendon Belmonte, A. Torres Acosta, M. Martinez Madrid, Publicacion Tecnica (2014).

Página | 116
[16] S. Kalpakjian, S.R. Schmid, G.S. García, U.F. López, Manufactura, ingeniería y tecnología, Pearson Educación, 2002.
[17] S.S.M. Tavares, V.G. Silva, J.M. Pardal, J.S. Corte, Engineering Failure Analysis 35 (2013) 88-94.
[18] A. Mejıas, J. Arruti, J. Cepeda, L. Sáenz, Revista INGENIERÍA UC 17 (2010) 16-27.
[19] S. Sharafi, Microstructure of super-duplex stainless steels, University of Cambridge, 1993.
[20] B.R. Kumar, S. Sharma, P. Munda, R.K. Minz, Materials & Design 50 (2013) 392-398.
[21] M. Solá, Tratamientos térmicos de los metales, Marcombo, 1991.
[22] A.N. Guillen Méndez, Estudio Comparativo Entre Dos Aceros Austeniticos Mediante La Técnica Epr (Reactivación Electroquímica Potenciocinetica), Facultad de Química, vol IngenieríaQuímica Metalúrgica, Univeridad Nacional Autonoma de México, 1997, p. 138.
[23] S.L. Chawla, Materials Selection for Corrosion Control, A S M International, 1993.
[24] S. INDURA, Sistemas y Materiales de Soldadura, 132 páginas, Chile, 1998.
[25] D.D. Macdonald, Pure and Applied Chemistry 71 (1999) 951-978.
[26] R. Cottis, National Physical Laboratory, Teddington (2000).
[27] C. Gaona-Tiburcio, F. Almeraya-Calderón, A. Martínez-Villafañe, Revista de Metalurgia 36 (2000) 79-87.
[28] D.R. McIntyre, R.D. Kane, S.M. Wilhelm, Corrosion 44 (1988) 920-926.
[29] A.I.H. Committee, ASM Handbook: Corrosion: Fundamentals, Testing, and Protection. Vol. 13A, ASM International, 2003.
[30] J.L. Dawson, ASTM Special Technical Publication 1277 (1996) 3-35.
[31] J. Sánchez-Amaya, M. Bethencourt, L. Gonzalez-Rovira, F. Botana, Revista de Metalurgia 45 (2009) 142-156.
[32] A. Aballe Villero, Botana Pedemonte, F.J., Marcos Bárcena, M., Ruido Electroquímico. Metodos de Análisis, 2002.

Página | 117
[33] S. Turgoose, R. Cottis, Houston, TX), NACE International (2000).
[34] J.M. Bastidas, M.A. Macias, Tecnicas Electroquímicas, in: C.S.d.I. Cientificas (Ed.) Corrosión y protección metálicas, vol 1, España, 1991, pp. 155 - 191.
[35] M. Ipohorski, Asociación Argentina de Materiales 1 (2004).
[36] É.E.M. Héctor Hernández Albañil, E.E. Mora, Mecánica de fractura y análisis de falla, Dpto de Ingeniería Mecánica, 2002.
[37] N.I. standard, TM0177, Laboratory testing of metals for resistance to sulfide stress cracking and stress corrosion cracking in H2S environments, Houston, TX, 2005.
[38] A. G5-94, (1993).

APÉNDICES
A. Series de Tiempo de EN de los SDSS UNS S32750
Series de tiempo de ruido electroquímico de los aceros inoxidables SDSS
UNS S32750 tratados térmicamente a 600°C durante 90 min (T1), 750°C por 90
min (T2) y 900°C por 180 min (T3), en medio blanco (M1) y medio agresivo (M2),
en el límite elástico (1LE), esfuerzo máximo (2UTS) y esfuerzo de falla (3Falla)
de las curvas esfuerzo – deformación del ensayo CERT.
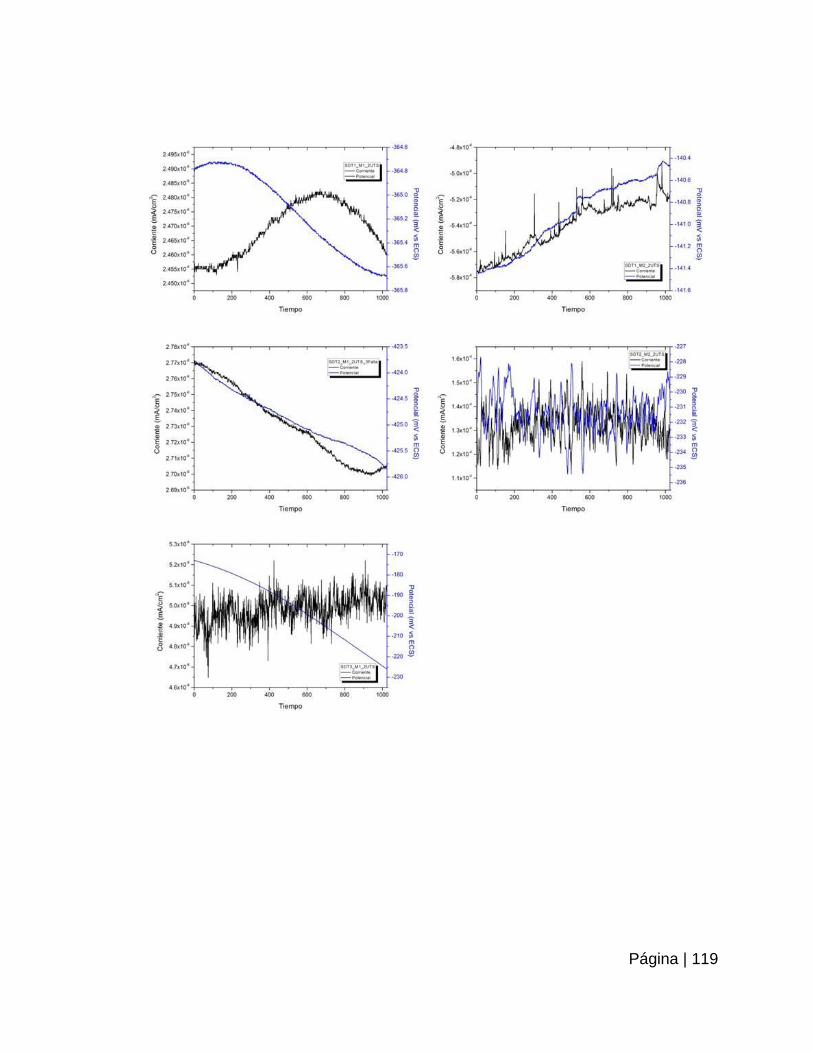
Página | 119

Página | 120
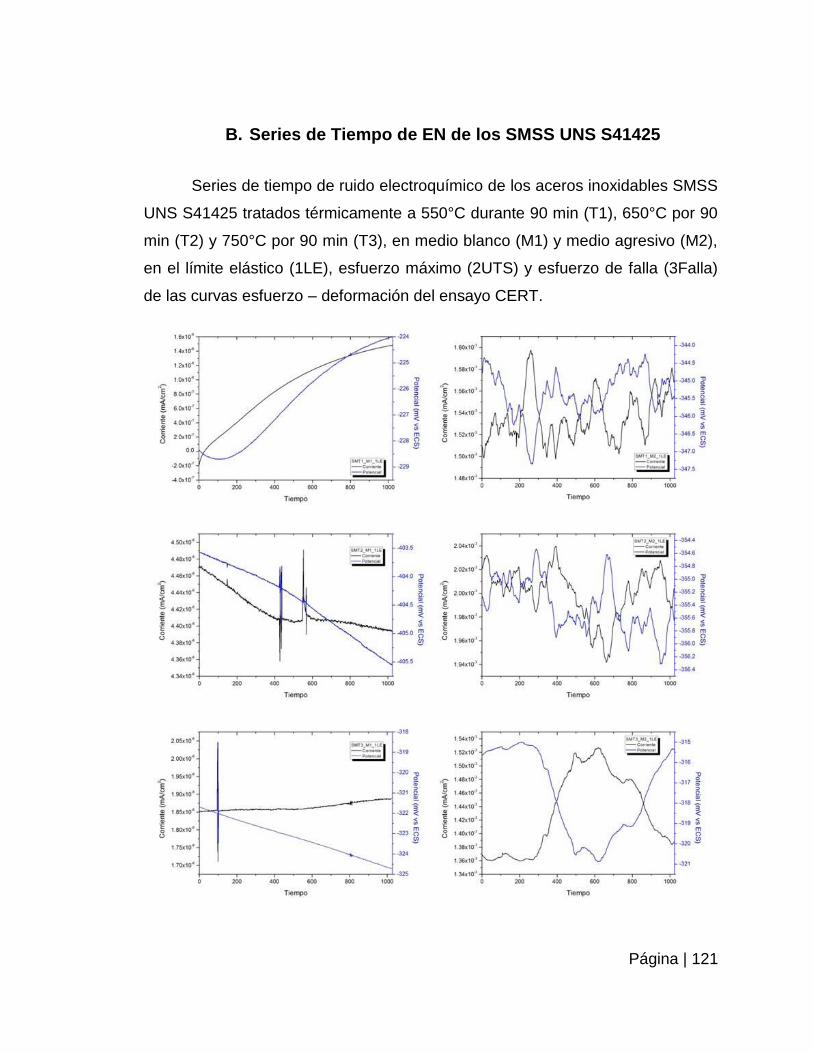
Página | 121
B. Series de Tiempo de EN de los SMSS UNS S41425
Series de tiempo de ruido electroquímico de los aceros inoxidables SMSS
UNS S41425 tratados térmicamente a 550°C durante 90 min (T1), 650°C por 90
min (T2) y 750°C por 90 min (T3), en medio blanco (M1) y medio agresivo (M2),
en el límite elástico (1LE), esfuerzo máximo (2UTS) y esfuerzo de falla (3Falla)
de las curvas esfuerzo – deformación del ensayo CERT.

Página | 122

Página | 123