capítulo 3 planificación agregada - prothiusii.2 diseño de sistemas productivos: planificación...
TRANSCRIPT
II.2 Diseño de sistemas productivos: Planificación agregada 9
Capítulo 3 Planificación agregada
3.1 Conceptos
En el presente capítulo analizamos los procedimientos para establecer el plan maestro deproducción. Nos centraremos en el caso en que el plan maestro se establece en cantidadesde productos terminados, el más usual, y analizaremos en el próximo capítulo, una vezdefinido el concepto de lista de materiales, otras posibilidades.
La planificación, en todos los contextos, tiene por objeto efectuar la mejor asignaciónposible de los recursos, en principio limitados, a las actividades potenciales, con la finalidadde alcanzar los objetivos marcados a dichas actividades. Para ello se analiza dichaasignación en un ámbito temporal u horizonte relativamente extenso (1 año por ejemplo),a fin de que las asignaciones iniciales, las únicas que se harán efectivas de inmediato, nocomprometan futuras asignaciones, y por tanto, que una buena eficiencia inmediata nosignifique una pobre eficiencia futura.
La suposición implícita subyacente es la de que ciertos problemas futuros pueden preversecon antelación y que únicamente podrán resolverse adoptando las medidas adecuadasmucho antes de que se materialicen. Si se rechaza esta suposición también procederechazar la utilidad de la planificación a medio plazo; en lugar de adoptar medidas para laresolución o eliminación de los problemas futuros sólo cabrá intentar disponer de lasuficiente flexibilidad como para poder adaptarse de la mejor manera posible a losproblemas presentes.
En el apartado 3.1.1 efectuamos una presentación de la planificación de operaciones y desus características, que ampliamos en el 3.1.2 através de dos ejemplos muy sencillos.
El apartado 3.1.3 presenta algunos modelos clásicos de planificación, especialmente el deBowman y el de Holt, Modigliani, Muth y Simon. Consideramos especialmente importantes
Organización de la producción10
las reflexiones del párrafo 3.1.3.2 en el que se presenta la arquitectura de un SIAP (sistemainteractivo de ayuda a la planificación) que hemos utilizado con resultados satisfactoriosen diversos casos reales. Otros modelos (de programación dinámica y de flujos en grafos)se describen en 3.1.4 y 3.1.5.
El apartado 3.1.6 está destinado a los modelos lineales cuyo espectro de aplicación dentrode la problemática de la planificación es amplio y que permite la utilización de herramientasrobustas para su manipulación. En el apartado 3.1.7 se presenta la planificación jerárquicasiguiendo las ideas de Hax y Candea.
En el apartado 3.1.8 se presentan algunos resultados originales, entroncados con laplanificación jerárquica, basados en un proyecto de investigación subvencionado por laDirección General de Investigación Científica y Técnica. También se presenta la estructurade sistema Artemisa construido para una empresa del sector de la automoción, y queconstituye un ejemplo de aplicación de las ideas expuestas.
3.1.1 Planificación de operaciones
La planificación de operaciones pretende transformar las expectativas de la demanda o delconsumo (previsiones o pedidos) en un plan maestro, director o base de producción, esdecir, en las cantidades de los diversos productos terminados a producir en unosdeterminados intervalos de tiempo, mediante la asignación inteligente de los recursos a lasactividades.
- El plan debe ser eficaz, es decir, debe poder alcanzar previsiblemente los objetivos fijados.
- El plan debe ser factible, es decir, debe poder realizarse con los recursos de que sedispone.
- El plan debe ser eficiente, es decir, debe hacer el mejor uso posible de los recursosdisponibles.
- El plan debe ser consensuado, pues representa el equilibrio adoptado entre diversosfactores (productivos, comerciales y económicos) cuya responsabilidad compete adiferentes departamentos de la empresa.
En consecuencia, el plan maestro deberá estar diseñado para dar una calidad de serviciosuficiente en respuesta a las solicitaciones (reales o previstas) del mercado. Habrá sido
II.2 Diseño de sistemas productivos: Planificación agregada 11
necesario evaluar los requerimientos de recursos (críticos) que representa en cada intervalo,compararlos con los disponibles, y tomar medidas para eliminar los desajustes; esto enocasiones llevará a modificar la estructura dada inicialmente al plan, bien en volumenglobal, bien en su distribución en el tiempo, en otras a buscar procedimientos deadquisición definitiva o temporal de nuevos recursos (ampliación de la capacidad instalada,ampliación de plantilla, horas o turnos extra, empleo temporal, subcontratación). No debendesdeñarse otros tipos de ajuste a utilizar si los desajustes se producen (excesivamente)en sentido contrario, es decir, muchos más recursos disponibles que necesarios para elplan, en ciertos intervalos o en todos los del plan, y que llevarán a medidas contrarias delas anteriores (aumento del volumen del plan, modificación de la distribución de volúmenes,reducción definitiva o temporal de algunos recursos). Por tanto forma parte esencial detodo plan maestro de operaciones la forma en que se van a utilizar los recursos pararealizarlo (plan de capacidades o, plan de cargas).
El plan maestro de operaciones representa un compromiso entre las expectativas existentesrespecto a la demanda o al consumo (defendidas por el área comercial de la empresa) y lasposibilidades tecnológicas y humanas del sistema productivo (defendidas por el áreaproductiva). Frente a una determinada situación existen diversas posibilidades decompromiso, diferentes planes maestros válidos: la elección de uno de ellos podrárealizarse eficientemente tras una evaluación de los mismos atendiendo a los factoreseconómicos, técnicos y comerciales tangibles e intangibles.
Uno de los dipositivos que se han indicado anteriormente consiste en modular laproducción en forma diferente a la demanda o consumo, para ajustarla más a lasdisponibilidades de recursos. Esta circunstancia se podrá dar en aquellos casos en los quela demanda sufre fuertes oscilaciones estacionales, en volumen o en variedad, y/o lasdisponibilidades productivas poseen también dicha cualidad (por ejemplo, a causa de lasvacaciones de verano) siendo almacenable el producto. En los intervalos en que la demandasea inferior a la capacidad de producción, se mantendrá la tasa de producción, haciendoque la producción sobrante se almacene, mientras que en los intervalos en los que lademanda supera la capacidad se atenderá no sólo a partir de lo producido sino también apartir del stock.
Todos los dispositivos que se pueden emplear para realizar el ajuste tienen, en general, susventajas e inconvenientes, sus limitaciones, sus condicionantes y sus costes; afectandiferentemente a las diversas funciones de la empresa que, consecuentemente, tienenactitudes diversas frente a ellos. El stock no molesta a producción (salvo por cuestionesde espacio), pero sí a finanzas, que ve en él un factor de coste innecesario. Porconsiguiente la solución idónea, óptima, para la realización del ajuste será la utilización deuna mezcla adecuada de los diversos dispositivos.
Organización de la producción12
El concepto de planificación, aun centrado en el área productiva, puede recibir diferentessignificados en función de los objetivos perseguidos con la planificación. Un plan constituyeun itinerario para alcanzar dichos objetivos y, de la misma forma que establecemoshabitualmente una jerarquización de objetivos, debemos establecer una jerarquización deplanes, imbricados unos dentro de otros, estableciendo los de nivel superior el marco de losde nivel inferior. En nuestro ideario la planificación debe disfrutar de las siguientescaracterísticas:
- El plan no es otra cosa que la formalización del proceso de planificación, a lo largo delcual se detectan problemas, actuales o futuros, se imaginan soluciones y se adoptandecisiones más o menos trascendentes. El desarrollar el proceso es lo importante, elobtener un documento llamado plan es un subproducto.
- El plan anticipa un conjunto de decisiones respecto al momento en que se llevarán a lapráctica; por tanto, la planificación sólo será necesaria cuando lo sea la anticipación(prácticamente siempre, aunque la respuesta puede depender de posiciones filosóficasfrente a la realidad).
- El plazo entre decisión, realización y resultados es variable. El grado de anticipación definela criticidad de las decisiones, aquéllas que deben materializarse de inmediato son las máscríticas y en ellas conviene garantizar más la calidad, tanto de las informaciones desoporte como en los procesos de toma de decisión. En el resto, aunque la calidad esimportante, existe tiempo suficiente para volver a analizar la situación, para replanificar.
- Las decisiones del plan pretenden hacer frente no sólo a problemas pasados (situaciónpresente) sino a hechos futuros (nueva faceta de anticipación). La planificación debeapoyarse en algún tipo de previsión, objetivo o subjetivo.
- El plan abarca un cierto ámbito temporal finito que denominaremos horizonte, sinconsiderar que más allá del horizonte no existe nada, sino que el futuro lejano influyepoco en las decisiones presentes a lo que se suma la incertidumbre e imprecisióninherentes a las previsiones lejanas. La elección de la magnitud del horizonte es, pues, elresultado de un equilibrio entre el posible efecto en el presente de lo que está más allá dellímite de aquél, y del volumen de trabajo a desarrollar en el proceso, tanto mayor cuandomayor sea el horizonte.
- La planificación es un proceso iterativo en el tiempo: antes de que transcurra el horizontese realizará una actualización del plan; por ello el proceso es deslizante en el tiempo,teniendo, dos planes sucesivos, un dominio temporal solapado (aunque nonecesariamente idéntico en sus conclusiones e itinerario, a causa de las incidenciashabidas y de las nuevas previsiones). La frecuencia de actualización es una de lascaracterísticas, junto con el horizonte, definidoras de la planificación.
II.2 Diseño de sistemas productivos: Planificación agregada 13
- El nivel de detalle del plan es otra característica importante, tanto a nivel temporal, comoa nivel de los objetos a los que se refieren las acciones a adoptar como consecuencia delplan. El horizonte se divide en segmentos temporales, intervalos, no necesariamente dela misma longitud (por cuanto es más importante un detalle minucioso al principio delhorizonte que al final). Coherentemente, el nivel de detalle de las acciones también puedeconducir a agrupaciones más o menos importantes de acciones elementales.Centrándonos en los productos, que constituyen uno de los objetos más importantes delos planes relativos a la producción, el elemento unitario considerado puede ser más omenos genérico, desde la consideración separada de cada uno de los productosdiferenciados hasta la reducción de todos los productos a una unidad común, pasandopor agrupaciones más o menos finas de los productos en familias, grupos y clases.
- Un plan, en el ambiente de planificación jerárquica que estamos describiendo, es unelemento de guía y coordinación entre las diversas dependencias de la organización queintervienen en el proceso productivo. Debe ser realista, es decir, razonablementerealizable, condición necesaria para poder gozar de credibilidad, pero además debe tenerun grado, también razonable, de fijeza, de rigidez. A partir del plan numerosos gruposempiezan a trabajar, tomándolo como base de partida, y desarrollando sus directriceshasta transformarlas en acciones elementales. Todo esto requiere un determinado tiempo,por lo que la primera zona del horizonte sigue realizándose, en el mejor de los casos,siguiendo las directrices del plan anterior. Toda modificación de esta zona causaráperturbaciones, en la mayoría de los casos innecesarias, en el proceso de transformacióndel Plan en acciones elementales, sin que a nuestro entender los resultados obtenidossean muy felices. En todo plan hay que considerar, pues, un plazo de rigidez.
- En la jerarquía de planes indicada, a mayor rango del plan le corresponde mayor horizonte,menor frecuencia, menor grado de detalle (intervalo mayor y agrupaciones menos finas)y mayor plazo de rigidez, y a los planes de menor rango lo contrario. Si en una situaciónreal analizamos los diversos procesos de planificación y decisión, y a la vista delorganigrama (que marcará los rangos presupuestos) observamos incumplimiento de laregla enunciada, habremos detectado un disfuncionamiento de la organización.
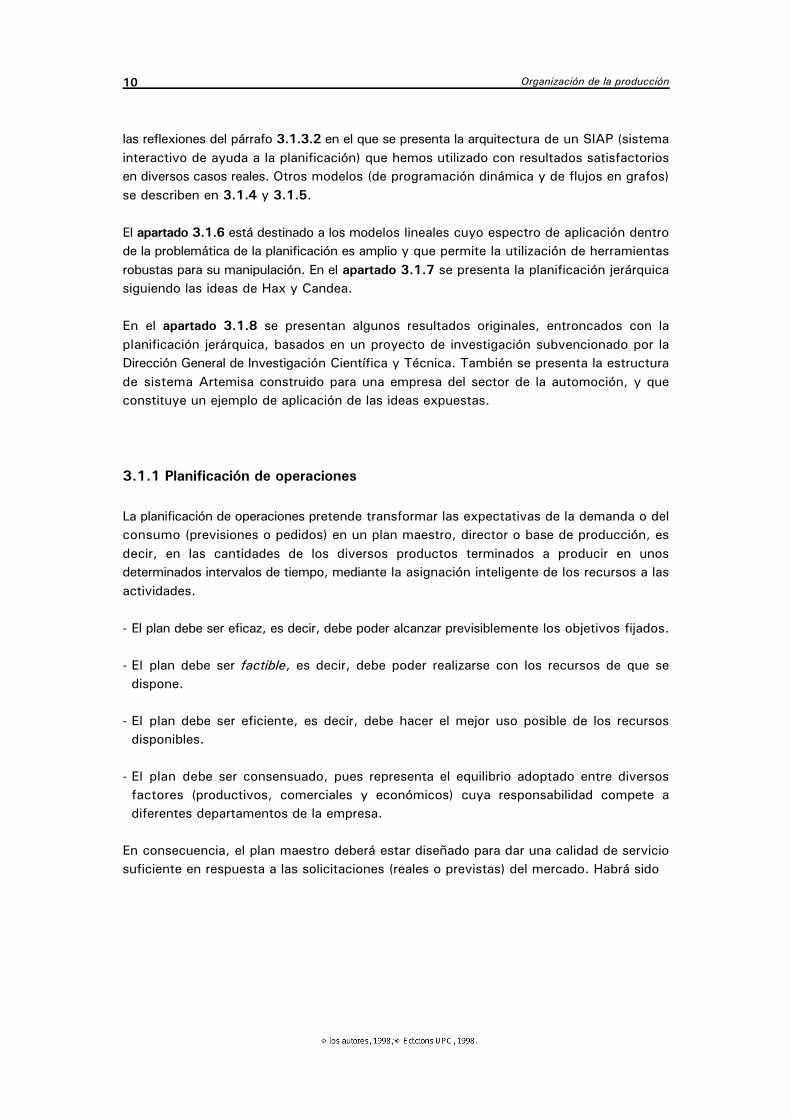
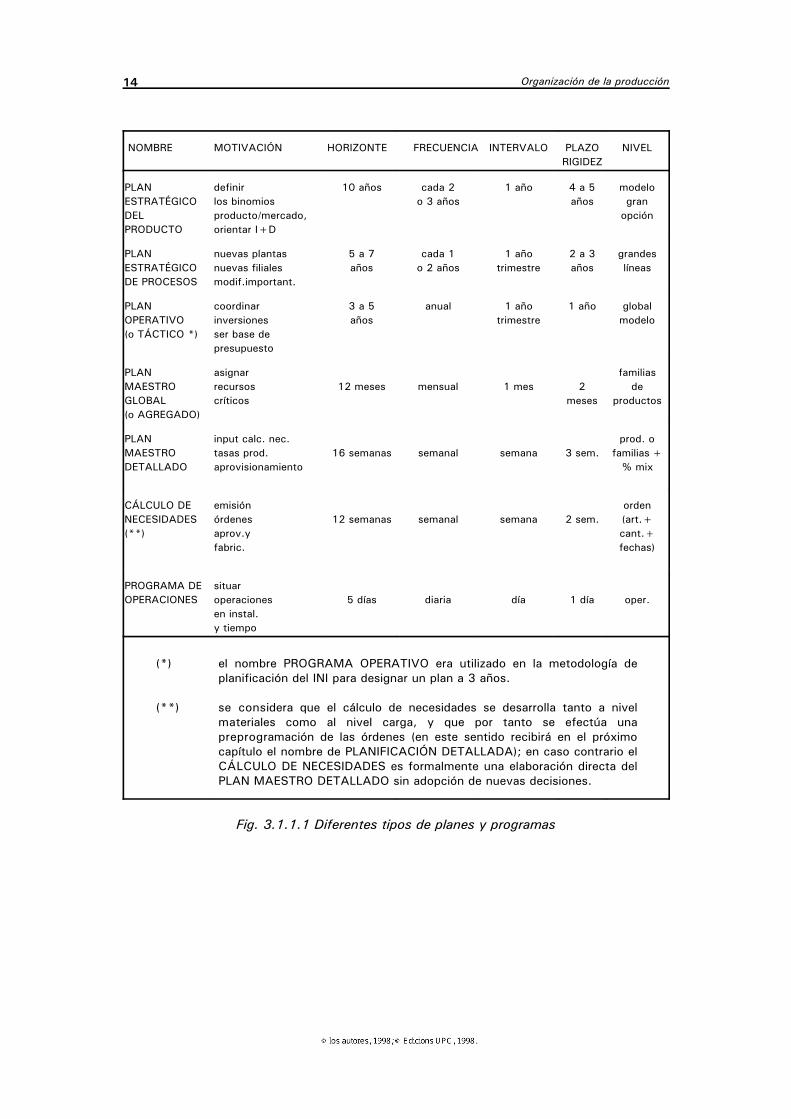
En la figura 3.1.1.1 hemos incluido una descripción de los diferentes planes (y actuacionesanálogas) relacionadas con el área productiva, indicando en cada uno de ellos la finalidadprincipal perseguida, y unos valores típicos (correspondiente a un sector industrial) dehorizonte, frecuencia, intervalo y nivel de detalle. En el presente capítulo nuestro interésse centra preferentemente en los denominados plan maestro de producción o deoperaciones (PMP) y plan maestro detallado (PMD), que se encuadran en la actividaddenominada planificación de operaciones. En otros lugares nos interesaremos por el cálculode necesidades y el programa de producción o de operaciones.
Organización de la producción14
NOMBRE MOTIVACIÓN HORIZONTE FRECUENCIA INTERVALO PLAZO NIVELRIGIDEZ
PLAN definir 10 años cada 2 1 año 4 a 5 modeloESTRATÉGICO los binomios o 3 años años granDEL producto/mercado, opciónPRODUCTO orientar I+D
PLAN nuevas plantas 5 a 7 cada 1 1 año 2 a 3 grandesESTRATÉGICO nuevas filiales años o 2 años trimestre años líneasDE PROCESOS modif.important.
PLAN coordinar 3 a 5 anual 1 año 1 año globalOPERATIVO inversiones años trimestre modelo(o TÁCTICO *) ser base de
presupuesto
PLAN asignar familiasMAESTRO recursos 12 meses mensual 1 mes 2 deGLOBAL críticos meses productos(o AGREGADO)
PLAN input calc. nec. prod. oMAESTRO tasas prod. 16 semanas semanal semana 3 sem. familias +DETALLADO aprovisionamiento % mix
CÁLCULO DE emisión ordenNECESIDADES órdenes 12 semanas semanal semana 2 sem. (art.+(**) aprov.y cant.+
fabric. fechas)
PROGRAMA DE situarOPERACIONES operaciones 5 días diaria día 1 día oper.
en instal.y tiempo
(*) el nombre PROGRAMA OPERATIVO era utilizado en la metodología deplanificación del INI para designar un plan a 3 años.
(**) se considera que el cálculo de necesidades se desarrolla tanto a nivelmateriales como al nivel carga, y que por tanto se efectúa unapreprogramación de las órdenes (en este sentido recibirá en el próximocapítulo el nombre de PLANIFICACIÓN DETALLADA); en caso contrario elCÁLCULO DE NECESIDADES es formalmente una elaboración directa delPLAN MAESTRO DETALLADO sin adopción de nuevas decisiones.
Fig. 3.1.1.1 Diferentes tipos de planes y programas
II.2 Diseño de sistemas productivos: Planificación agregada 15
3.1.1.1 Necesidad de la planificación
La planificación consiste en un conjunto de decisiones anticipadas, por lo que sólo seránecesaria en la medida que lo sea la anticipación. Si una empresa tiene la posibilidad decontratar o despedir mano de obra con facilidad, así como de decidir hacer o no horasextraordinarias sobre la marcha, adaptándose a las necesidades del momento, parece queno es necesario que se prevean las necesidades de capacidad a largo plazo, pero ésta noes la situación más habitual.
Lo mismo sucede con el aprovisionamiento de materiales: si el plazo de entrega que nosexigen nuestros clientes es inferior al plazo de fabricación y aprovisionamiento, seránecesario comprar los materiales con una cierta anterioridad basada en una previsión.Podría optarse también por la alternativa de tener siempre suficiente stock como paraproducir cualquier cosa que se requiera, pero esto nos exige, además de una considerableinversión en materiales, el conocimiento exhaustivo del catálogo de productos que puedenser solicitados (no siempre fácil en el taller abierto).
Por otra parte, si una empresa trabaja fundamentalmente sobre pedido sólo podrá planificara nivel de detalle de las operaciones a realizar las correspondientes a los pedidos que tengaen cartera, puesto que desconoce las características de los artículos que pueden pedírseleen el futuro. Sin embargo, sí que puede prever el nivel de actividad global a largo plazo (ydebe preverlo para poder orientar los esfuerzos comerciales consecuentes, hacia unabúsqueda de pedidos inmediatos o, todo lo contrario, hacia un retraso de los pedidos, sinperderlos, hacia períodos de tiempo más aptos).
Todo esto nos indica que la necesidad de realizar la planificación, así como suscaracerísticas, dependerá de:
- Tipo de fabricación: sobre catálogo, por pedido.
- Estructura de los plazos de aprovisionamiento, fabricación, entrega.
- Restricciones de la estructura del producto.
3.1.1.2 Elementos planificables
Como se ha dicho anteriormente la planificación consiste en tomar una serie de decisionessobre la asignación de los recursos productivos y sobre la ordenación general de trabajos arealizar. Puesto que la planificación es el primer conjunto de una serie de decisiones debeabarcar sólo un cierto grupo de elementos para ser operativa y precisamente aquelloselementos que precisan de una anticipación en su conocimiento. Estos elementos suelen ser:
Organización de la producción16
- Medios productivos: sólo los críticos, es decir, los que exigen una cierta anticipación enla decisión para variar su capacidad, pero además considerados con un cierto nivel deagregación supeditado a los datos previsionales disponibles.
- Capacidades productivas externas: correspondientes a operaciones que se subcontratana otras empresas auxiliares con las que deberán establecerse conciertos de actuación conla suficiente antelación.
- Mano de obra: en muchos casos es deducible de la carga de los medios productivos y enotros se trata de un recurso más, sobre el que debe conocerse su evolución para ajustarlas plantillas a su dedicación (horas extra).
- Materiales: los plazos de aprovisionamiento suelen ser largos en algunos materiales de
tipo específico de los artículos, por lo que es necesario para éstos conocer con suficienteantelación las necesidades previstas; en otros casos las razones de escasez o fluctuaciónde precios son los que obligan a establecer una determinada política de aprovisionamientoen función de las necesidades previstas.
- Recursos financieros: en la mayoría de los casos pueden derivarse de la planificación delos recursos anteriormente expuestos.
Todos estos recursos tienen una serie de características comunes, de cara a laplanificación, que comentamos a continuación:
- Coste: la disponibilidad de los recursos (adquisición de equipo) o la utilización de losmismos (uso de la mano de obra) tiene asociado un cierto coste que es función enprincipio de la cantidad de recursos y de su variación. Así, el utilizar mano de obra enhoras fuera de la jornada laboral regular supone un coste horario superior.
- Limitación: la disponibilidad de los recursos en muchos casos no es ilimitada; por ejemplo,la capacidad disponible para la subcontratación o el espacio para almacenamiento o lashoras de trabajo obtenibles de una determinada máquina.
- Almacenamiento: las disponibilidades productivas excedentarias no pueden trasladarsede un período a otro (las horas no utilizadas de una máquina no pueden ser utilizadas elmes siguiente), pero los recursos materiales y financieros sí admiten esta característica;todo trasvase de recursos de este tipo de un intervalo a otro llevará asociado también uncierto coste.
3.1.1.3 Determinación del plan maestro de producción
La planificación de operaciones, como se ha indicado anteriormente, tiene por objetoestablecer un plan maestro de producción que indique qué productos deben fabricarse y
II.2 Diseño de sistemas productivos: Planificación agregada 17
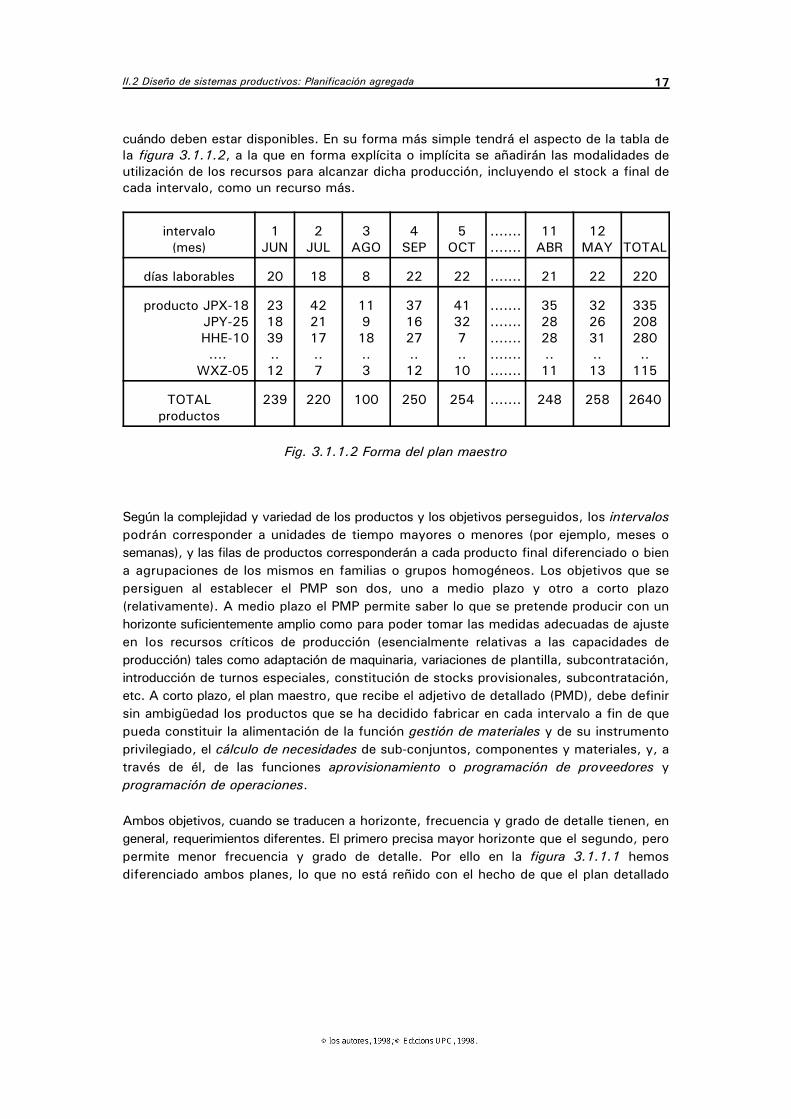
cuándo deben estar disponibles. En su forma más simple tendrá el aspecto de la tabla dela figura 3.1.1.2, a la que en forma explícita o implícita se añadirán las modalidades deutilización de los recursos para alcanzar dicha producción, incluyendo el stock a final decada intervalo, como un recurso más.
intervalo 1 2 3 4 5 ....... 11 12(mes) JUN JUL AGO SEP OCT ....... ABR MAY TOTAL
días laborables 20 18 8 22 22 ....... 21 22 220
producto JPX-18 23 42 11 37 41 ....... 35 32 335JPY-25 18 21 9 16 32 ....... 28 26 208HHE-10 39 17 18 27 7 ....... 28 31 280.... .. .. .. .. .. ....... .. .. ..
WXZ-05 12 7 3 12 10 ....... 11 13 115
TOTAL 239 220 100 250 254 ....... 248 258 2640productos
Fig. 3.1.1.2 Forma del plan maestro
Según la complejidad y variedad de los productos y los objetivos perseguidos, los intervalospodrán corresponder a unidades de tiempo mayores o menores (por ejemplo, meses osemanas), y las filas de productos corresponderán a cada producto final diferenciado o biena agrupaciones de los mismos en familias o grupos homogéneos. Los objetivos que sepersiguen al establecer el PMP son dos, uno a medio plazo y otro a corto plazo(relativamente). A medio plazo el PMP permite saber lo que se pretende producir con unhorizonte suficientemente amplio como para poder tomar las medidas adecuadas de ajusteen los recursos críticos de producción (esencialmente relativas a las capacidades deproducción) tales como adaptación de maquinaria, variaciones de plantilla, subcontratación,introducción de turnos especiales, constitución de stocks provisionales, subcontratación,etc. A corto plazo, el plan maestro, que recibe el adjetivo de detallado (PMD), debe definirsin ambigüedad los productos que se ha decidido fabricar en cada intervalo a fin de quepueda constituir la alimentación de la función gestión de materiales y de su instrumentoprivilegiado, el cálculo de necesidades de sub-conjuntos, componentes y materiales, y, através de él, de las funciones aprovisionamiento o programación de proveedores yprogramación de operaciones.
Ambos objetivos, cuando se traducen a horizonte, frecuencia y grado de detalle tienen, engeneral, requerimientos diferentes. El primero precisa mayor horizonte que el segundo, peropermite menor frecuencia y grado de detalle. Por ello en la figura 3.1.1.1 hemosdiferenciado ambos planes, lo que no está reñido con el hecho de que el plan detallado
Organización de la producción18
pueda considerarse como la visión de la primera parte del plan maestro con una subdivisiónen intervalos y un grado de detalle mayor (dado su objetivo, la determinación del planmaestro detallado podría haberse clasificado dentro del segundo nivel de decisión, el decálculo de necesidades, y algunos autores así lo hacen)
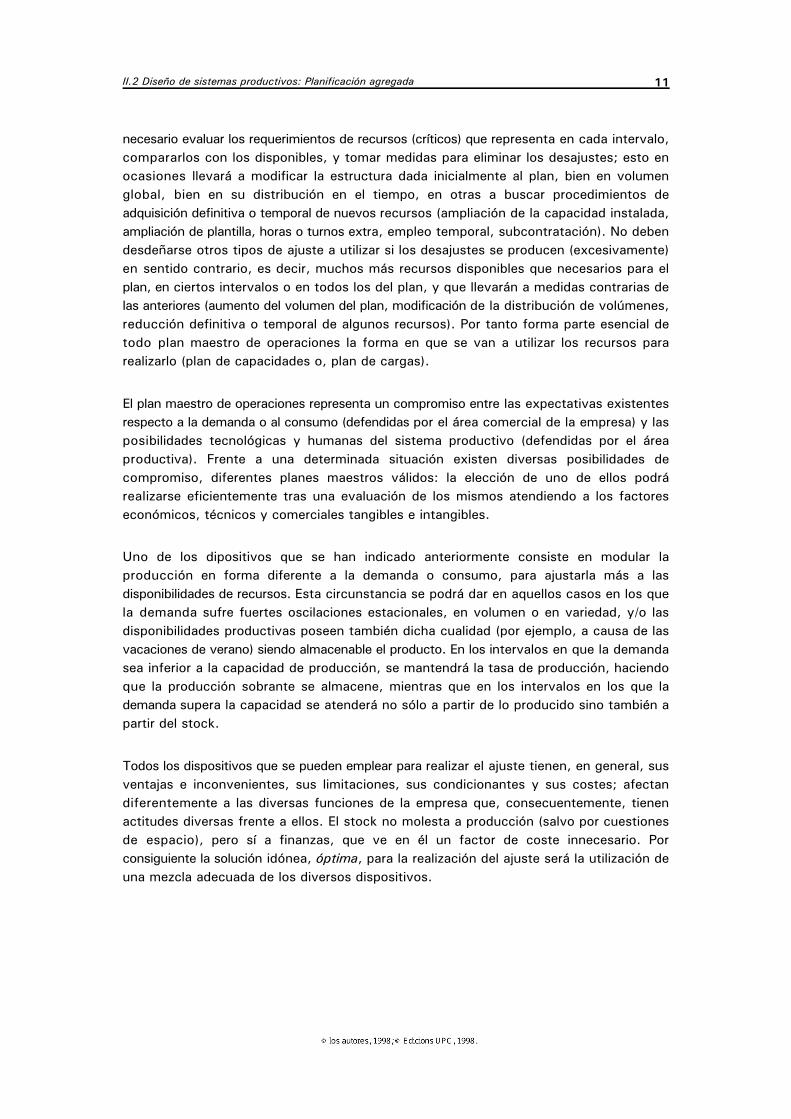
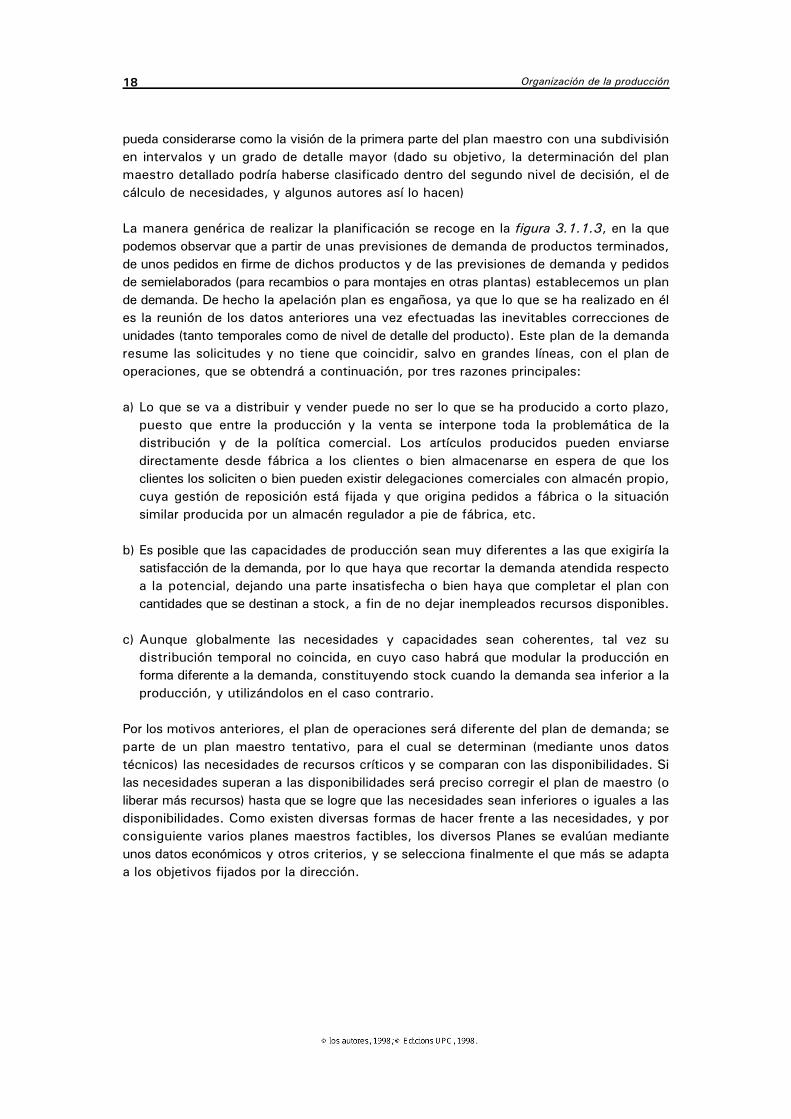
La manera genérica de realizar la planificación se recoge en la figura 3.1.1.3, en la quepodemos observar que a partir de unas previsiones de demanda de productos terminados,de unos pedidos en firme de dichos productos y de las previsiones de demanda y pedidosde semielaborados (para recambios o para montajes en otras plantas) establecemos un plande demanda. De hecho la apelación plan es engañosa, ya que lo que se ha realizado en éles la reunión de los datos anteriores una vez efectuadas las inevitables correcciones deunidades (tanto temporales como de nivel de detalle del producto). Este plan de la demandaresume las solicitudes y no tiene que coincidir, salvo en grandes líneas, con el plan deoperaciones, que se obtendrá a continuación, por tres razones principales:
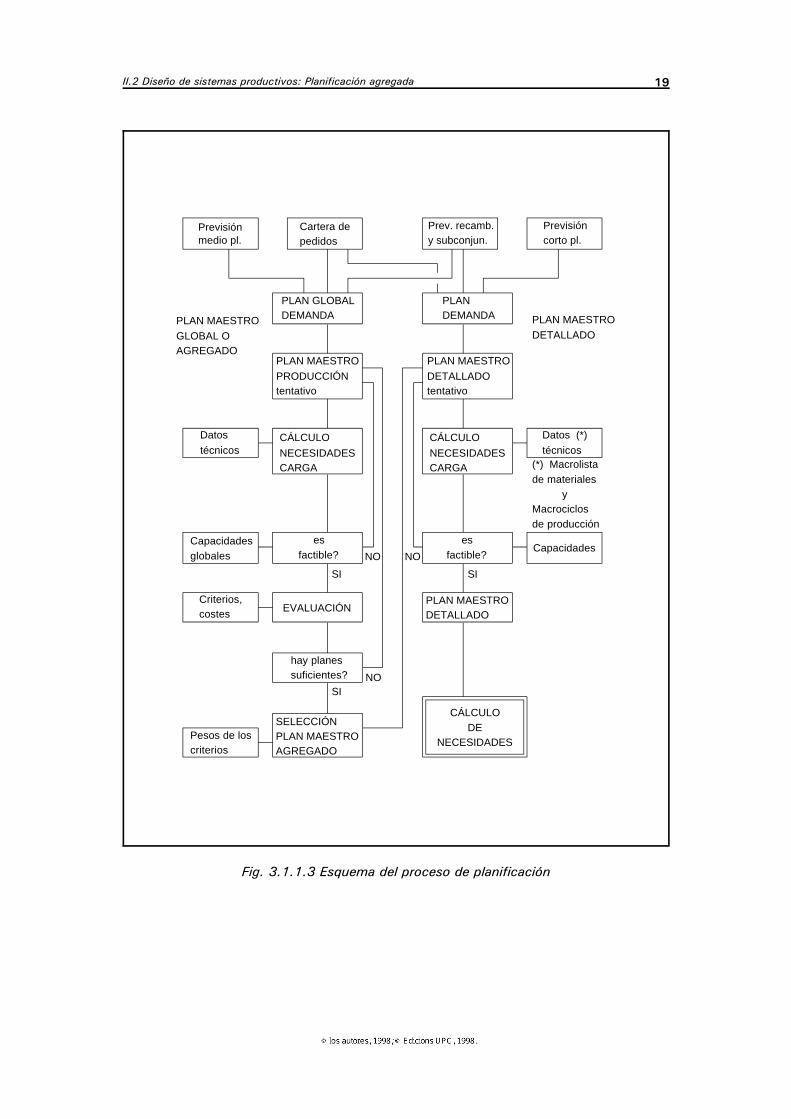
a) Lo que se va a distribuir y vender puede no ser lo que se ha producido a corto plazo,puesto que entre la producción y la venta se interpone toda la problemática de ladistribución y de la política comercial. Los artículos producidos pueden enviarsedirectamente desde fábrica a los clientes o bien almacenarse en espera de que losclientes los soliciten o bien pueden existir delegaciones comerciales con almacén propio,cuya gestión de reposición está fijada y que origina pedidos a fábrica o la situaciónsimilar producida por un almacén regulador a pie de fábrica, etc.
b) Es posible que las capacidades de producción sean muy diferentes a las que exigiría lasatisfacción de la demanda, por lo que haya que recortar la demanda atendida respectoa la potencial, dejando una parte insatisfecha o bien haya que completar el plan concantidades que se destinan a stock, a fin de no dejar inempleados recursos disponibles.
c) Aunque globalmente las necesidades y capacidades sean coherentes, tal vez sudistribución temporal no coincida, en cuyo caso habrá que modular la producción enforma diferente a la demanda, constituyendo stock cuando la demanda sea inferior a laproducción, y utilizándolos en el caso contrario.
Por los motivos anteriores, el plan de operaciones será diferente del plan de demanda; separte de un plan maestro tentativo, para el cual se determinan (mediante unos datostécnicos) las necesidades de recursos críticos y se comparan con las disponibilidades. Silas necesidades superan a las disponibilidades será preciso corregir el plan de maestro (oliberar más recursos) hasta que se logre que las necesidades sean inferiores o iguales a lasdisponibilidades. Como existen diversas formas de hacer frente a las necesidades, y porconsiguiente varios planes maestros factibles, los diversos Planes se evalúan medianteunos datos económicos y otros criterios, y se selecciona finalmente el que más se adaptaa los objetivos fijados por la dirección.
Previsión Cartera depedidos
Prev. recamb.y subconjun.
Previsióncorto pl.
PLAN MAESTRO
GLOBAL OAGREGADO
PLAN MAESTRO
DETALLADO
PLAN MAESTRO PLAN MAESTRO
PRODUCCIÓN DETALLADOtentativo tentativo
medio pl.
PLAN GLOBALDEMANDA
PLANDEMANDA
Datos
técnicosCÁLCULO
NECESIDADESCARGA
Datos (*)
técnicosCÁLCULO
NECESIDADESCARGA (*) Macrolista
de materialesy
Macrociclosde producción
CapacidadesCapacidadesglobales
Criterios,costes EVALUACIÓN
PLAN MAESTRODETALLADO
esfactible?
hay planessuficientes?
SI
NO
esfactible?NO
SI
SINO
Pesos de loscriterios
SELECCIÓNPLAN MAESTROAGREGADO
CÁLCULODE
NECESIDADES
II.2 Diseño de sistemas productivos: Planificación agregada 19
Fig. 3.1.1.3 Esquema del proceso de planificación
Organización de la producción20
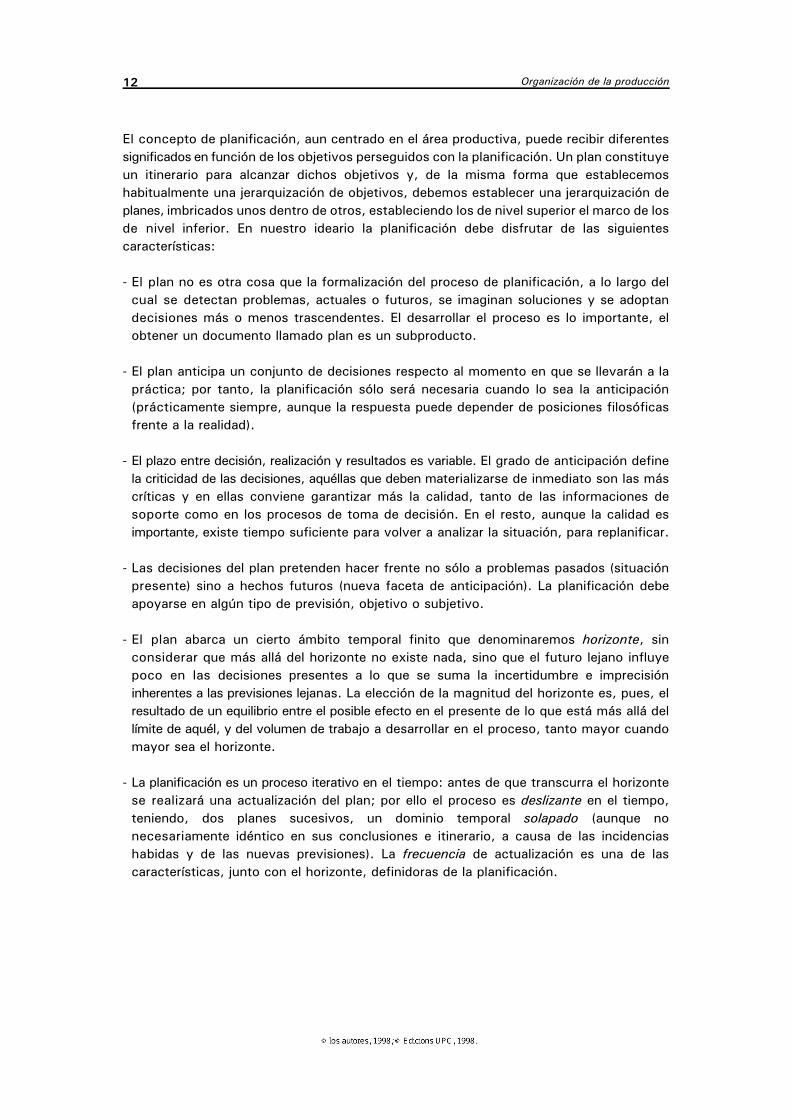
Fig. 3.1.1.4 Sistema de distribución que distorsiona la percepción por producción de lademanda del cliente
Las fases para la determinación del plan detallado son las mismas que las citadasanteriormente, aunque aplicadas a un grado de detalle, temporal y de agrupación deproductos, más fino, y con horizonte más corto dentro del marco fijado por el planmaestro. A partir de un plan de la demanda, coherente con el plan maestro, se determinanlas necesidades de recursos, a partir de unos datos técnicos, teniendo en cuenta unadesagrupación mayor de recursos. Se comparan las necesidades con las disponibilidadesy, tras algunas correcciones, si es preciso, se llega al plan maestro detallado definitivofactible.
Los datos técnicos y capacidades utilizados en ambas fases poseen el mismo significado,salvo el grado de agregación. En el segundo caso los hemos denominado macro-ciclos ymacro-lista de materiales, por corresponder a los entes que más adelante denominaremosciclos y lista de materiales, dado que en los casos de gran complejidad productiva losmacro-ciclos y la macro-lista serán más globales y sintéticos que éstos, debido a lautilización de una visión macroscópica del sistema productivo.
3.1.1.4 Informaciones necesarias para la planificación
Las principales entradas de información en el proceso de planificación son:
- Catálogo de productos (agrupados en la forma conveniente a los fines de la planificación).
- Macro-estructura del producto, si para su obtención intervienen diferentes plantas.
- Cartera de pedidos actual.
- Previsión de la demanda durante los intervalos del horizonte.
II.2 Diseño de sistemas productivos: Planificación agregada 21
- Niveles actuales de stock de productos terminados y de los componentes críticos tenidosen cuenta en la planificación.
- Evolución prevista en virtud de las órdenes vigentes en curso de dichos componentescríticos.
- Capacidad de los centros de trabajo críticos.
- Evolución de dicha capacidad en el horizonte.
- Carga en curso de fabricación en los centros de trabajo críticos.
- Carga prevista dentro del horizonte en los centros de trabajo críticos en virtud de órdenesvigentes en firme o atribuible a causas distintas de las planificadas (p.ej. porcentaje decarga para recambios, etc.)
- Niveles actuales de la mano de obra por especialidades.
- Evolución de la mano de obra en el horizonte.
- Estándares de producción (consumo unitario de recursos de cada producto, etc.)
- Calendario laboral.
- Costes estándar y precios de venta.
- Situación financiera y políticas de dirección.
Del conocimiento tempestivo de esta información debidamente actualizada podrá obtenersecomo resultado para cada intervalo del horizonte:
- Cantidades a producir de cada producto o familia, desglosadas, en su caso, por procesosalternativos de producción si existen.
- Niveles de stock objetivo de los productos terminados.
- Niveles de mano de obra empleada en producción.
- Cantidad de horas extra, turnos adicionales, capacidad residual, etc.
- Cantidades de materiales y semielaborados a transportar entre distintos estadiosproductivos si hay, por ejemplo, varias plantas.
- Trabajos a subcontratar. La función de transferencia entendida como el procedimiento por el que la entrada seconvierte en decisión o resultado puede tomar formas muy distintas. La evaluación de losplanes alternativos se realiza mediante los costes asociados a las decisiones deplanificación, tales como:
- coste de lanzamiento.
- coste de producción.
- coste de cambio de ritmo de producción.
Organización de la producción22
- coste de la variación de la fuerza de trabajo.
- coste de posesión de stock.
- coste de ruptura, de diferir entregas o de perder ventas, etc.
Los costes de producción se dividen normalmente en fijos y variables; los fijos sonindependientes de las cantidades producidas. Típicamente son los de preparación de losprocesos necesarios para que la maquinaria productiva funcione (setup cost) y los definalización del proceso al acabarse la producción (takedown cost). Puede suceder queestos costes de preparación y finalización dependan de la secuencia de elaboraciones quedeban efectuar los recursos productivos.
Los costes variables de producción son costes relacionados con los trabajadores, elmaterial, la energía, los suministros, etc., que dependen del nivel de producción. Lasuposición más usual es que el coste variable unitario es constante en toda la amplitud delintervalo de producción que se considere y que, por tanto, el coste variable total puedeobtenerse multiplicando la cantidad producida por este coste unitario. Sin embargo, cuandola producción es en lotes, el coste variable unitario promedio puede depender del tamañodel lote. Al producirse el lote van disminuyendo progresivamente los problemas de calidady rechazos y se va produciendo el aprendizaje de los trabajadores, con que disminuyen loscostes variables. Es el efecto de la curva de aprendizaje, que induce una función de costevariable total cóncava.
El efecto contrario sobre el coste total variable se produce cuando el incremento deproducción obliga a emplear procedimientos más costosos; por ejemplo cuando se debenrealizar horas extra para respetar la planificación se aumenta el coste de producción acausa del mayor coste de éstas y de las eventuales primas. Además puede ocurrir que laeficiencia sea menor durante este tiempo extra. Lo mismo puede decirse de turnos que seañadan a los habituales. Otros ejemplos de situaciones conducente a coste variable totalconvexo son aquellas que corresponden a la utilización de maquinaria menos adaptada,personal menos formado, procedimientos especiales más caros, a la subcontratación, etc.,para lograr aumentos en la tasa de producción.
Cuando se piensa en cambiar la tasa de producción de un período a otro es necesarioconsiderar los costes asociados a dicho cambio, tales como el de modificar máquinas yequipos, el de transferir personal de unas secciones a otras, el de la replanificación de lastasas individuales de producción y el de controlar el resultado real del cambio, etc.; costesque se habrían evitado de mantenerse el ritmo igual que antes.
Si hay que variar el número de empleados debido al incremento o a la reducción de la tasade producción, se producirán costes asociados a la contratación o al despido, costesasociados al adiestramiento y a la readaptación del personal, además de los intangiblescausados por unas relaciones laborales más tensas, etc.
II.2 Diseño de sistemas productivos: Planificación agregada 23
A largo plazo los planes de producción se relacionan íntimamente con los de adquisiciónde más capacidad, por ejemplo nuevas plantas o nuevos equipos. En este caso habrá queconsiderar toda una serie de factores económicos externos para tomar las decisionesadecuadas. Al corto plazo relativo en el que se mueve la planificación de operaciones aquíestudiado se deberá suponer habitualmente la capacidad definida por otro tipo dedecisiones tomadas en otro contexto.
Los planes de producción afectan al nivel de stock; los planes pueden llevar a generar stocken unos períodos para ser consumido al cabo de cierto tiempo cuando la demanda esté enalza debido a factores estacionales, o bien a causa de que sea necesario fabricar serieslargas para no incurrir en costes totales elevados de preparación. Esto creará así mismouna obra en curso importante. Tendrá que buscarse un equilibrio entre el coste dealmacenar y el de producir.
No producir lo que la demanda solicita ocasiona pérdidas de ventas o retrasos en lasentregas, que se traducen en unos costes tangibles de pérdida de ganancias openalizaciones por retrasos en la entrega, a los que se añaden otros intangibles dereducción de la confianza de los clientes. El no poder ofrecer plazos de entregacompetitivos hará perder ventas. El problema consiste en coordinar la producción con lademanda sin que las faltas de sincronización originen retrasos importantes, haciendointervenir adecuadamente el stock. Si esta coordinación no se alcanza a través de lafunción planificación se actuará con escasa eficiencia.
La planificación tendrá, tal como se ha visto ya, una problemática específica según elentorno productivo de que se trate. En general pueden presentarse características de:
- Múltiples productos que compiten por los mismos recursos, que pueden ser máquinas,trabajo, dinero, etc. El problema consistirá en asignar de forma eficiente éstos a cada unode los productos.
- Múltiples procedimientos que son variantes posibles para la obtención de determinadosproductos; pueden ser rutas alternativas en la misma planta, plantas de fabricacióndistintas, la disyuntiva subcontratar versus hacer, horas extra frente a horas normales,materiales alternativos, métodos distintos de elaboración, etc. El problema consiste enfijar la cantidad de producto a hacer por cada uno de los procedimientos.
- Múltiples etapas o fases de fabricación, es decir, productos en cuya elaboraciónintervienen distintos centros. Aquí el problema consiste en planificar la producción decada centro pero controlando el nivel de stocks entre ellos y garantizando que la demandaexterna se satisface con las salidas de la última etapa.
- Demanda estática o dinámica, es decir, si en el horizonte de planificación se considera ono constante la demanda por intervalo; en el caso más frecuente de demanda cambiantese pueden adoptar varias líneas puras de acción:
Organización de la producción24
1. Constituir stock en intervalos de baja demanda para servir desde aquél cuando éstacrezca en el futuro, manteniendo prácticamente constante el nivel de producción encada intervalo.
2. Aceptar retrasos y pérdidas de ventas en los intervalos de máxima actividad ydemanda.
3. Realizar las horas extra necesarias en los períodos punta y trabajar menos en los debaja demanda para variar la producción sin cambios en la mano de obra o en losequipos.
4. Subcontratar parte del trabajo en los momentos de demanda punta.
5. Variar la capacidad de producción mediante cambios en la cantidad de mano de obraa base de contratación y despido, empleo temporal, regulación, etc.
6. Variar la capacidad mediante cambios en la planta y en los equipos; habitualmentedado el largo plazo de ejecución de esta medida no es utilizable en la planificación acorto (relativamente) plazo, menos de un año, y por consiguiente la consideraremosno posible suponiendo fijas las capacidades de los medios, máquinas e instalaciones(lo que no quiere decir constantes, pues serán función de las variaciones definidas pordecisiones de otro nivel).
Ya se ha dicho que la mejor política seguramente no es ninguna de las anteriores, sino unacombinación adecuada de ellas, que tenga en cuenta los costes asociados y obtenga unasuma de costes lo más reducida posible.
3.1.2 Práctica de la planificación global
En el presente apartado vamos a analizar algunos procedimientos, de distinta índole, queen las circunstancias apropiadas permiten desarrollar la planificación global o agregada.
3.1.2.1 Determinación intuitiva de un plan maestro
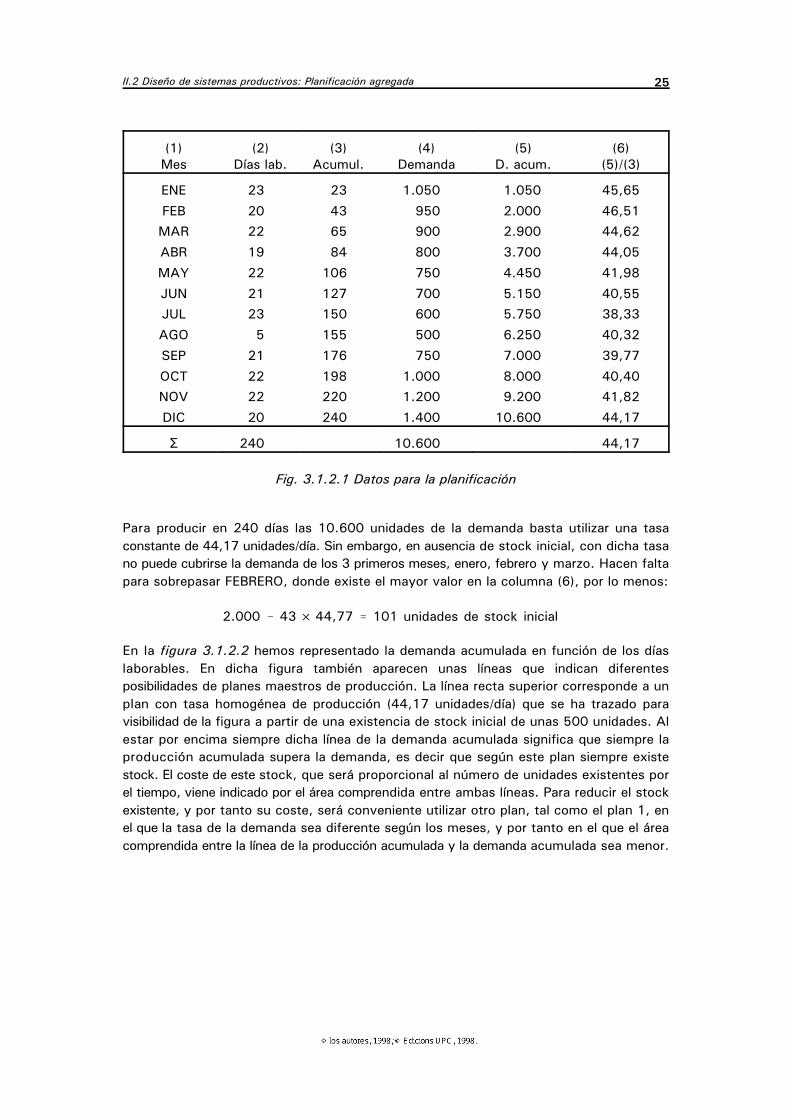
Vamos a desarrollar un ejemplo de determinación de un plan maestro en un caso ficticiomuy sencillo, en el que todos los productos de la empresa se han agrupado en uno sóloutilizando una unidad común (familia única o recurso crítico único). Sean los datos de lafigura 3.1.2.1 que corresponden a un horizonte de 12 meses.
2.000 & 43 × 44,77 ' 101 unidades de stock inicial
II.2 Diseño de sistemas productivos: Planificación agregada 25
(1) (2) (3) (4) (5) (6)Mes Días lab. Acumul. Demanda D. acum. (5)/(3)
ENE 23 23 1.050 1.050 45,65
FEB 20 43 950 2.000 46,51
MAR 22 65 900 2.900 44,62
ABR 19 84 800 3.700 44,05
MAY 22 106 750 4.450 41,98
JUN 21 127 700 5.150 40,55
JUL 23 150 600 5.750 38,33
AGO 5 155 500 6.250 40,32
SEP 21 176 750 7.000 39,77
OCT 22 198 1.000 8.000 40,40
NOV 22 220 1.200 9.200 41,82
DIC 20 240 1.400 10.600 44,17
E 240 10.600 44,17
Fig. 3.1.2.1 Datos para la planificación
Para producir en 240 días las 10.600 unidades de la demanda basta utilizar una tasaconstante de 44,17 unidades/día. Sin embargo, en ausencia de stock inicial, con dicha tasano puede cubrirse la demanda de los 3 primeros meses, enero, febrero y marzo. Hacen faltapara sobrepasar FEBRERO, donde existe el mayor valor en la columna (6), por lo menos:
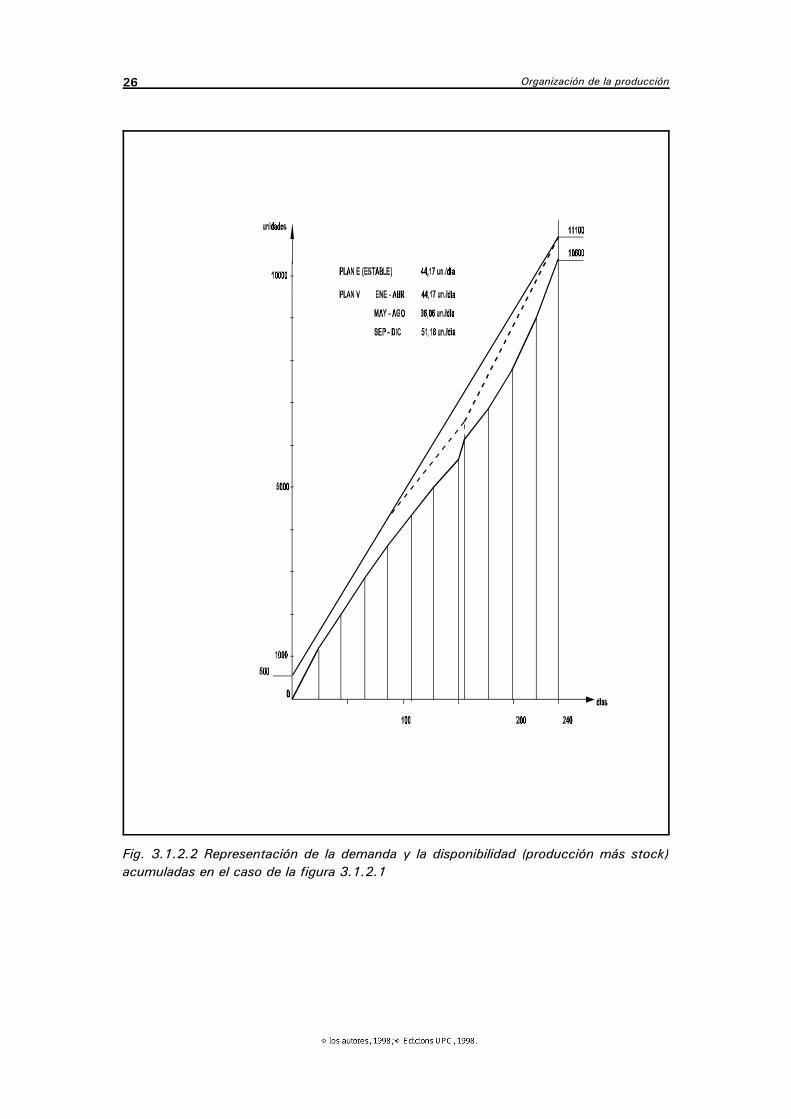
En la figura 3.1.2.2 hemos representado la demanda acumulada en función de los díaslaborables. En dicha figura también aparecen unas líneas que indican diferentesposibilidades de planes maestros de producción. La línea recta superior corresponde a unplan con tasa homogénea de producción (44,17 unidades/día) que se ha trazado paravisibilidad de la figura a partir de una existencia de stock inicial de unas 500 unidades. Alestar por encima siempre dicha línea de la demanda acumulada significa que siempre laproducción acumulada supera la demanda, es decir que según este plan siempre existestock. El coste de este stock, que será proporcional al número de unidades existentes porel tiempo, viene indicado por el área comprendida entre ambas líneas. Para reducir el stockexistente, y por tanto su coste, será conveniente utilizar otro plan, tal como el plan 1, enel que la tasa de la demanda sea diferente según los meses, y por tanto en el que el áreacomprendida entre la línea de la producción acumulada y la demanda acumulada sea menor.
Organización de la producción26
Fig. 3.1.2.2 Representación de la demanda y la disponibilidad (producción más stock)acumuladas en el caso de la figura 3.1.2.1
II.2 Diseño de sistemas productivos: Planificación agregada 27
Consideremos además los siguientes datos adicionales:
- Tasa de producción en horas normales: 40 un./día
- Tasa de producción en horas extra: hasta 10 un./día
- Coste de producción en h. normal: 100 um/unidad
- Coste de producción en h. extra: 150 um/unidad
- Stock de seguridad: 10% de la demanda prevista mensual
- Stock inicial: 90 unidades
- Coste de exceso de stock: 20 um/unidad-mes
- Coste de defecto de stock: 40 um/unidad-mes
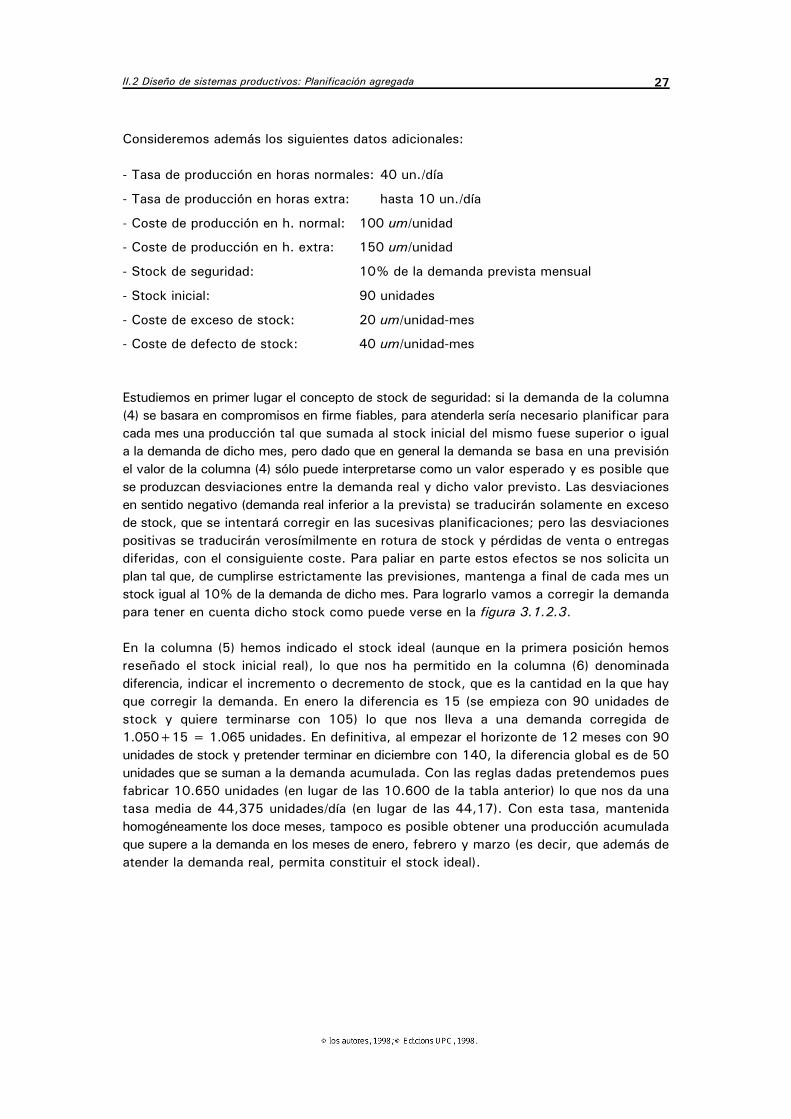
Estudiemos en primer lugar el concepto de stock de seguridad: si la demanda de la columna(4) se basara en compromisos en firme fiables, para atenderla sería necesario planificar paracada mes una producción tal que sumada al stock inicial del mismo fuese superior o iguala la demanda de dicho mes, pero dado que en general la demanda se basa en una previsiónel valor de la columna (4) sólo puede interpretarse como un valor esperado y es posible quese produzcan desviaciones entre la demanda real y dicho valor previsto. Las desviacionesen sentido negativo (demanda real inferior a la prevista) se traducirán solamente en excesode stock, que se intentará corregir en las sucesivas planificaciones; pero las desviacionespositivas se traducirán verosímilmente en rotura de stock y pérdidas de venta o entregasdiferidas, con el consiguiente coste. Para paliar en parte estos efectos se nos solicita unplan tal que, de cumplirse estrictamente las previsiones, mantenga a final de cada mes unstock igual al 10% de la demanda de dicho mes. Para lograrlo vamos a corregir la demandapara tener en cuenta dicho stock como puede verse en la figura 3.1.2.3.
En la columna (5) hemos indicado el stock ideal (aunque en la primera posición hemosreseñado el stock inicial real), lo que nos ha permitido en la columna (6) denominadadiferencia, indicar el incremento o decremento de stock, que es la cantidad en la que hayque corregir la demanda. En enero la diferencia es 15 (se empieza con 90 unidades destock y quiere terminarse con 105) lo que nos lleva a una demanda corregida de1.050+15 = 1.065 unidades. En definitiva, al empezar el horizonte de 12 meses con 90unidades de stock y pretender terminar en diciembre con 140, la diferencia global es de 50unidades que se suman a la demanda acumulada. Con las reglas dadas pretendemos puesfabricar 10.650 unidades (en lugar de las 10.600 de la tabla anterior) lo que nos da unatasa media de 44,375 unidades/día (en lugar de las 44,17). Con esta tasa, mantenidahomogéneamente los doce meses, tampoco es posible obtener una producción acumuladaque supere a la demanda en los meses de enero, febrero y marzo (es decir, que además deatender la demanda real, permita constituir el stock ideal).
Organización de la producción28
(1) (2) (3) (4) (5) (6) (7) (8) (9)Mes Días Acum. Demanda Stock Dif. Demanda Demanda c. (8)/(3)
lab. ideal corregida acum.
stock inicial 90 ENE 23 23 1.050 105 15 1.065 1.065 46,30 FEB 20 43 950 95 -10 940 2.005 46,63 MAR 22 65 900 90 -5 895 2.900 44,62 ABR 19 84 800 80 -10 790 3.690 43,93 MAY 22 106 750 75 -5 745 4.435 41,84 JUN 21 127 700 70 -5 695 5.130 40,39 JUL 23 150 600 60 -10 590 5.720 38,13 AGO 5 155 500 50 -10 490 6.210 40,06 SEP 21 176 750 75 25 775 6.985 39,69 OCT 22 198 1.000 100 25 1.025 8.010 40,45 NOV 22 220 1.200 120 20 1.220 9.230 41,95 DIC 20 240 1.400 140 20 1.420 10.650 44,38
E 240 10.600 50 10.650 44,375
Fig. 3.1.2.3 Datos de la demanda corregidos
PLAN ESTABLE PLAN 1
(1) (2) (3) (4) (5) (6) (7) (8) (9)Mes Días Demanda Stock Producción Stock tasa Producción Stock
lab. ideal final final
stock inicial 90 90ENE 23 1.050 105 1.021 61 50 1.150 190FEB 20 950 95 888 -1 50 1.000 240MAR 22 900 90 976 75 45 990 330ABR 19 800 80 843 118 40 760 290MAY 22 750 75 976 344 40 880 420JUN 21 700 70 932 576 40 840 560JUL 23 600 60 1.021 997 40 920 880AGO 5 500 50 222 719 40 200 580SEP 21 750 75 932 901 40 840 670OCT 22 1.000 100 976 877 45 990 660NOV 22 1.200 120 976 653 50 1.100 560DIC 20 1.400 140 888 141 50 1.000 160
E 240 10.600 10.651 10.670
Fig. 3.1.2.4 Dos planes alternativos
II.2 Diseño de sistemas productivos: Planificación agregada 29
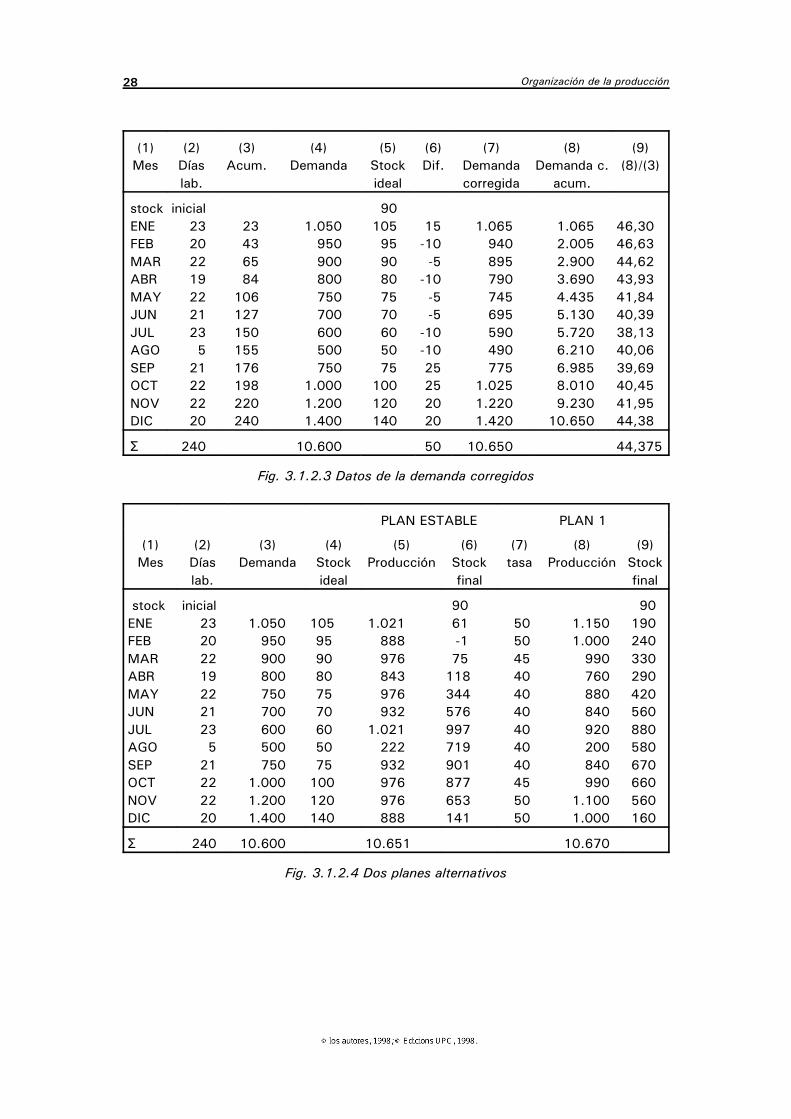
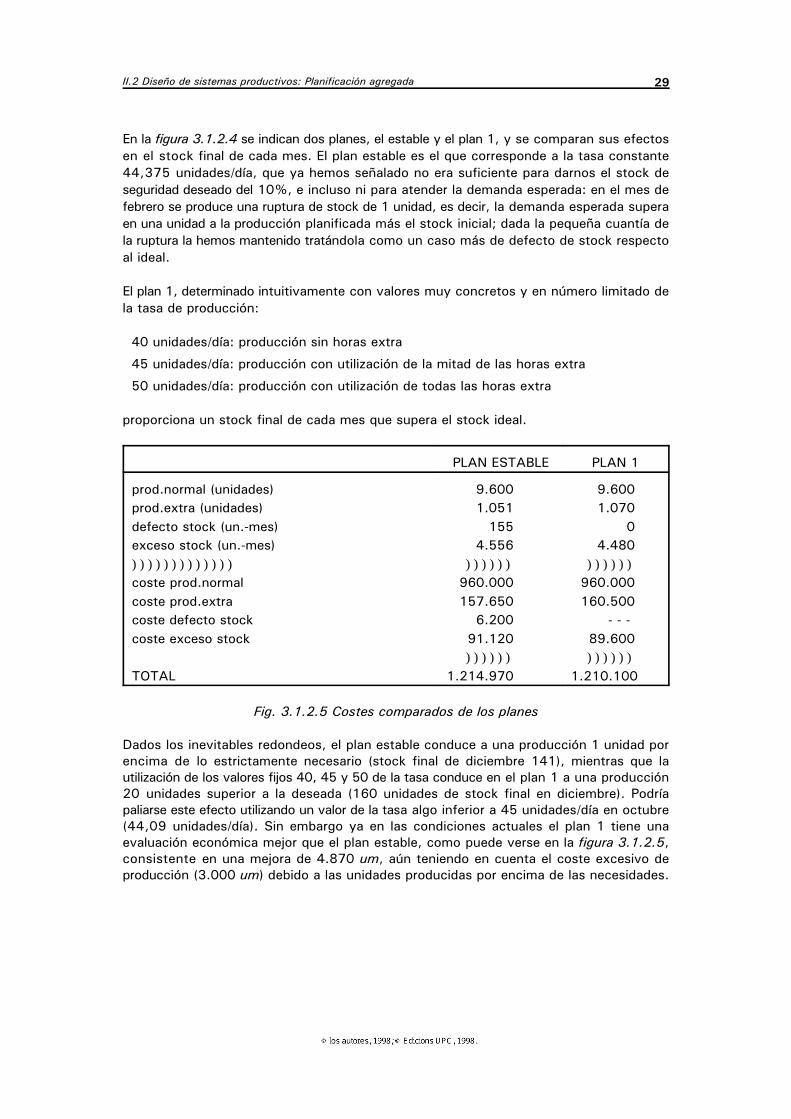
En la figura 3.1.2.4 se indican dos planes, el estable y el plan 1, y se comparan sus efectosen el stock final de cada mes. El plan estable es el que corresponde a la tasa constante44,375 unidades/día, que ya hemos señalado no era suficiente para darnos el stock deseguridad deseado del 10%, e incluso ni para atender la demanda esperada: en el mes defebrero se produce una ruptura de stock de 1 unidad, es decir, la demanda esperada superaen una unidad a la producción planificada más el stock inicial; dada la pequeña cuantía dela ruptura la hemos mantenido tratándola como un caso más de defecto de stock respectoal ideal.
El plan 1, determinado intuitivamente con valores muy concretos y en número limitado dela tasa de producción:
40 unidades/día: producción sin horas extra
45 unidades/día: producción con utilización de la mitad de las horas extra
50 unidades/día: producción con utilización de todas las horas extra
proporciona un stock final de cada mes que supera el stock ideal.
PLAN ESTABLE PLAN 1
prod.normal (unidades) 9.600 9.600prod.extra (unidades) 1.051 1.070defecto stock (un.-mes) 155 0exceso stock (un.-mes) 4.556 4.480))))))))))))) )))))) ))))))coste prod.normal 960.000 960.000coste prod.extra 157.650 160.500coste defecto stock 6.200 - - - coste exceso stock 91.120 89.600
TOTAL 1.214.970 1.210.100)))))) ))))))
Fig. 3.1.2.5 Costes comparados de los planes
Dados los inevitables redondeos, el plan estable conduce a una producción 1 unidad porencima de lo estrictamente necesario (stock final de diciembre 141), mientras que lautilización de los valores fijos 40, 45 y 50 de la tasa conduce en el plan 1 a una producción20 unidades superior a la deseada (160 unidades de stock final en diciembre). Podríapaliarse este efecto utilizando un valor de la tasa algo inferior a 45 unidades/día en octubre(44,09 unidades/día). Sin embargo ya en las condiciones actuales el plan 1 tiene unaevaluación económica mejor que el plan estable, como puede verse en la figura 3.1.2.5,consistente en una mejora de 4.870 um, aún teniendo en cuenta el coste excesivo deproducción (3.000 um) debido a las unidades producidas por encima de las necesidades.
Organización de la producción30
Un plan de las características del plan 1, pero que se ajustase a la producción de las10.650 unidades que se precisan, tendría una valor económico unas 8.000 um inferior alplan estable.
3.1.2.2 Determinación del plan maestro mediante la tabla de costes (método deBowman)
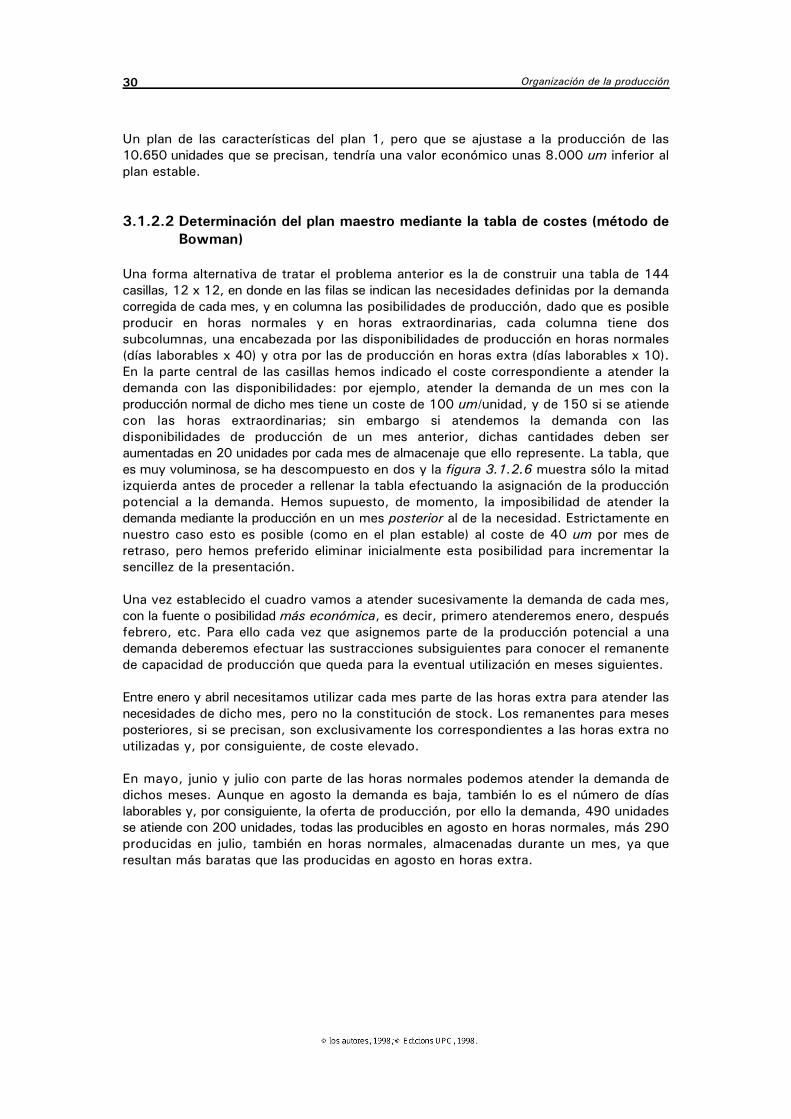
Una forma alternativa de tratar el problema anterior es la de construir una tabla de 144casillas, 12 x 12, en donde en las filas se indican las necesidades definidas por la demandacorregida de cada mes, y en columna las posibilidades de producción, dado que es posibleproducir en horas normales y en horas extraordinarias, cada columna tiene dossubcolumnas, una encabezada por las disponibilidades de producción en horas normales(días laborables x 40) y otra por las de producción en horas extra (días laborables x 10).En la parte central de las casillas hemos indicado el coste correspondiente a atender lademanda con las disponibilidades: por ejemplo, atender la demanda de un mes con laproducción normal de dicho mes tiene un coste de 100 um/unidad, y de 150 si se atiendecon las horas extraordinarias; sin embargo si atendemos la demanda con lasdisponibilidades de producción de un mes anterior, dichas cantidades deben seraumentadas en 20 unidades por cada mes de almacenaje que ello represente. La tabla, quees muy voluminosa, se ha descompuesto en dos y la figura 3.1.2.6 muestra sólo la mitadizquierda antes de proceder a rellenar la tabla efectuando la asignación de la producciónpotencial a la demanda. Hemos supuesto, de momento, la imposibilidad de atender lademanda mediante la producción en un mes posterior al de la necesidad. Estrictamente ennuestro caso esto es posible (como en el plan estable) al coste de 40 um por mes deretraso, pero hemos preferido eliminar inicialmente esta posibilidad para incrementar lasencillez de la presentación.
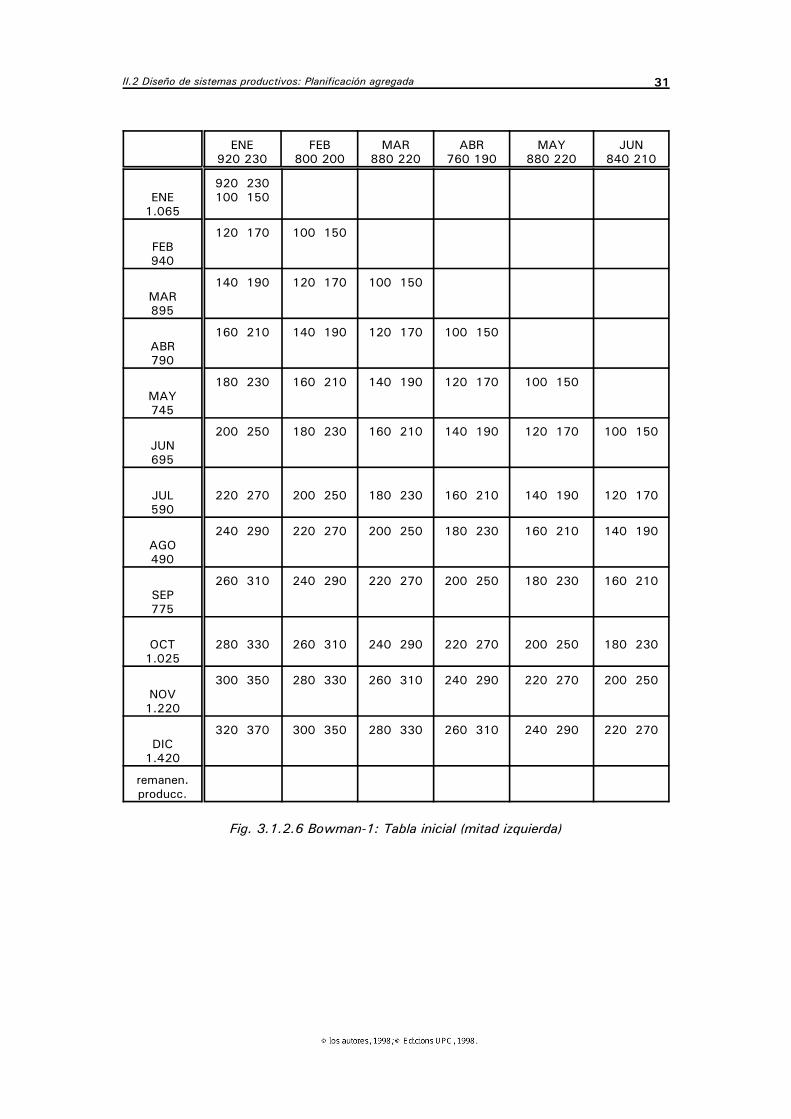
Una vez establecido el cuadro vamos a atender sucesivamente la demanda de cada mes,con la fuente o posibilidad más económica, es decir, primero atenderemos enero, despuésfebrero, etc. Para ello cada vez que asignemos parte de la producción potencial a unademanda deberemos efectuar las sustracciones subsiguientes para conocer el remanentede capacidad de producción que queda para la eventual utilización en meses siguientes.
Entre enero y abril necesitamos utilizar cada mes parte de las horas extra para atender lasnecesidades de dicho mes, pero no la constitución de stock. Los remanentes para mesesposteriores, si se precisan, son exclusivamente los correspondientes a las horas extra noutilizadas y, por consiguiente, de coste elevado.
En mayo, junio y julio con parte de las horas normales podemos atender la demanda dedichos meses. Aunque en agosto la demanda es baja, también lo es el número de díaslaborables y, por consiguiente, la oferta de producción, por ello la demanda, 490 unidadesse atiende con 200 unidades, todas las producibles en agosto en horas normales, más 290producidas en julio, también en horas normales, almacenadas durante un mes, ya queresultan más baratas que las producidas en agosto en horas extra.
II.2 Diseño de sistemas productivos: Planificación agregada 31
ENE FEB MAR ABR MAY JUN920 230 800 200 880 220 760 190 880 220 840 210
ENE 100 150 1.065
920 230
FEB 940
120 170 100 150
MAR895
140 190 120 170 100 150
ABR790
160 210 140 190 120 170 100 150
MAY745
180 230 160 210 140 190 120 170 100 150
JUN695
200 250 180 230 160 210 140 190 120 170 100 150
JUL 220 270 200 250 180 230 160 210 140 190 120 170590
AGO490
240 290 220 270 200 250 180 230 160 210 140 190
SEP775
260 310 240 290 220 270 200 250 180 230 160 210
OCT 280 330 260 310 240 290 220 270 200 250 180 2301.025
NOV1.220
300 350 280 330 260 310 240 290 220 270 200 250
DIC1.420
320 370 300 350 280 330 260 310 240 290 220 270
remanen.producc.
Fig. 3.1.2.6 Bowman-1: Tabla inicial (mitad izquierda)
Organización de la producción32
ENE FEB MAR ABR MAY JUN920 230 800 200 880 220 760 190 880 220 840 210
ENE 100 150 1.065 920 145
920 230
FEB 120 170 100 150 940 800 140
---- 85 800 200
MAR 140 190 120 170 100 150895 880 15
85 ---- 60 880 220
ABR 160 210 140 190 120 170 100 150790 760 30
85 60 ---- 205 760 190
MAY 180 230 160 210 140 190 120 170 100 150745 745
85 60 205 ---- 160 880 220
JUN 200 250 180 230 160 210 140 190 120 170 100 150695 695
85 60 205 160 135 220 840 210
JUL 220 270 200 250 180 230 160 210 140 190 120 170590
85 60 205 160 135 220 145 210
AGO 240 290 220 270 200 250 180 230 160 210 140 190490
85 60 205 160 135 220 145 210
SEP 260 310 240 290 220 270 200 250 180 230 160 210775
85 60 205 160 135 220 145 210
OCT 280 330 260 310 240 290 220 270 200 250 180 2301.025
85 60 205 160 135 220 145 210
NOV 300 350 280 330 260 310 240 290 220 270 200 2501.220
85 60 205 160 135 220 145 210
DIC 320 370 300 350 280 330 260 310 240 290 220 2701.420 145
85 60 205 160 135 220 145 210
remanen. 85 60 205 160 135 220 ---- 210producc. 920 145 800 140 880 15 760 30 745 ---- 840 ----
Fig. 3.1.2.7 (a) - Bowman-1: Tabla final (mitad izquierda)
II.2 Diseño de sistemas productivos: Planificación agregada 33
JUL AGO SEP OCT NOV DIC920 230 200 50 840 210 880 220 880 220 800 200
ENE 1.065
FEB 940
MAR895
ABR790
MAY745
JUN695
JUL 100 150590 590
920 230
AGO 120 170 100 150490 290 200
330 230 200 50
SEP 160 210 120 170 100 150775 775
40 230 ---- 50 840 210
OCT 160 210 160 210 120 170 100 1501.025 65 880 80
40 230 50 65 210 880 220
NOV 180 230 160 210 140 190 120 170 100 1501.220 120 880 220
40 230 50 ---- 210 ---- 140 880 220
DIC 200 250 180 230 160 210 140 190 120 170 100 1501.420 40 5 210 20 800 200
40 230 50 210 20 ---- ---- 800 200
remanen. ---- 230 45 ---- ---- ---- ---- ----producc. 960 ---- 200 5 840 210 880 220 880 220 800 200
Fig. 3.1.2.7 (b) - Bowman-1: Tabla final (mitad derecha)
Organización de la producción34
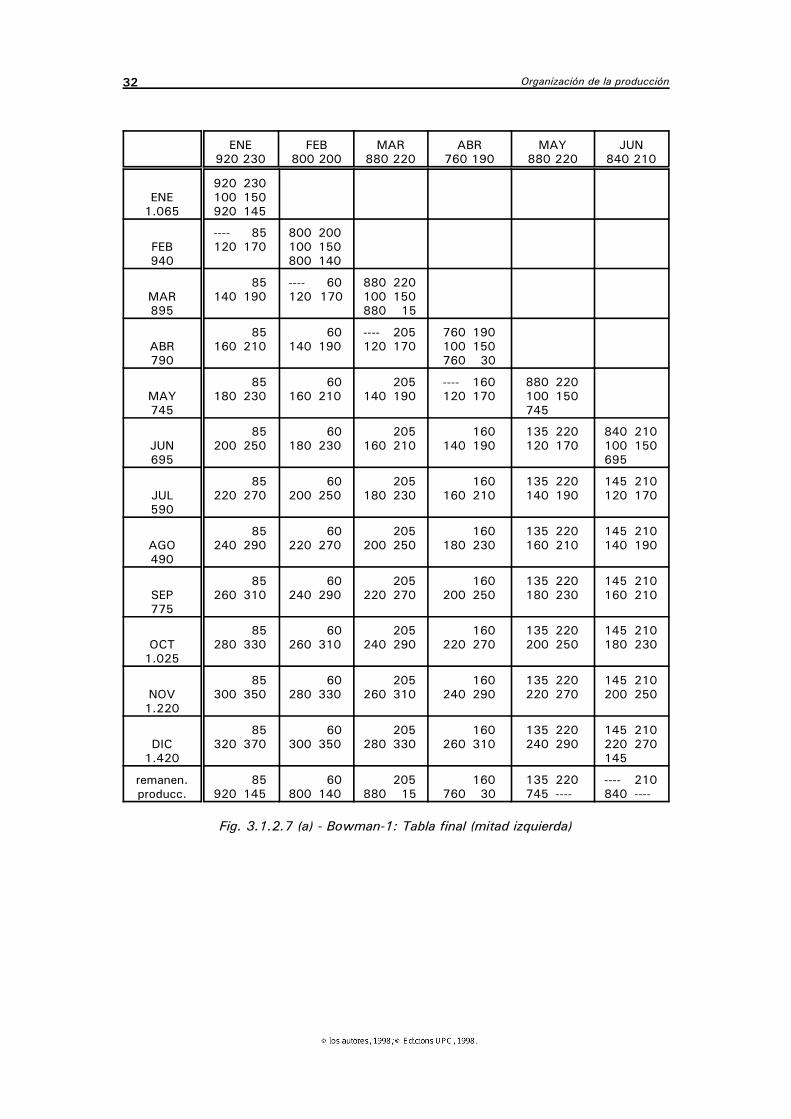
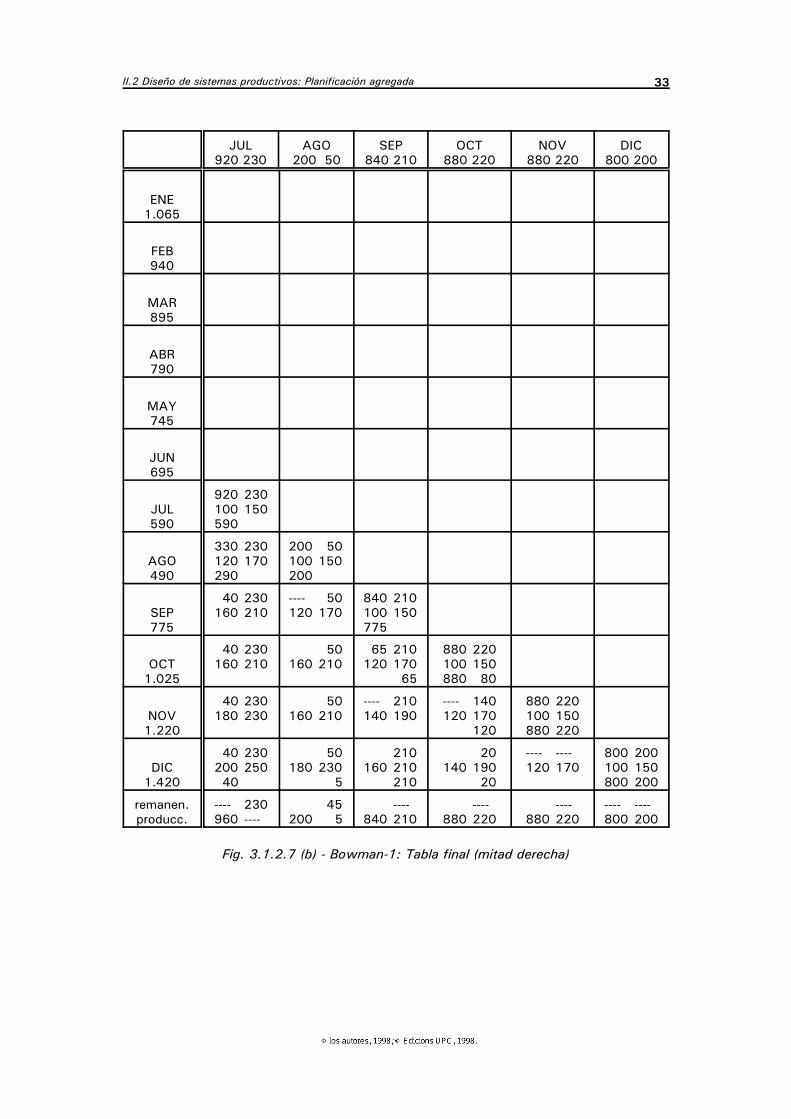
En septiembre volvemos a la situación de JULIO, con parte de las horas normales podemosatender la demanda. Los tres últimos meses del año, con demanda creciente, debemosproceder a la búsqueda de los remanentes de oferta productiva más baratos y cada vez esmás difícil encontrarlos, por lo que debemos retroceder más en el tiempo y más caroresultan. Por ejemplo, en diciembre utilizamos 145 unidades que se producen en junio (conlas que se agotan todas las horas normales de junio), aunque las más caras sean 5producidas en horas extra en agosto.
Los resultados finales se encuentran en la doble figura 3.1.2.7 (a) y (b), en cuyas dosúltimas filas aparecen los remanentes sin utilizar, así como las unidades producidas cadames en horas normales y extra.
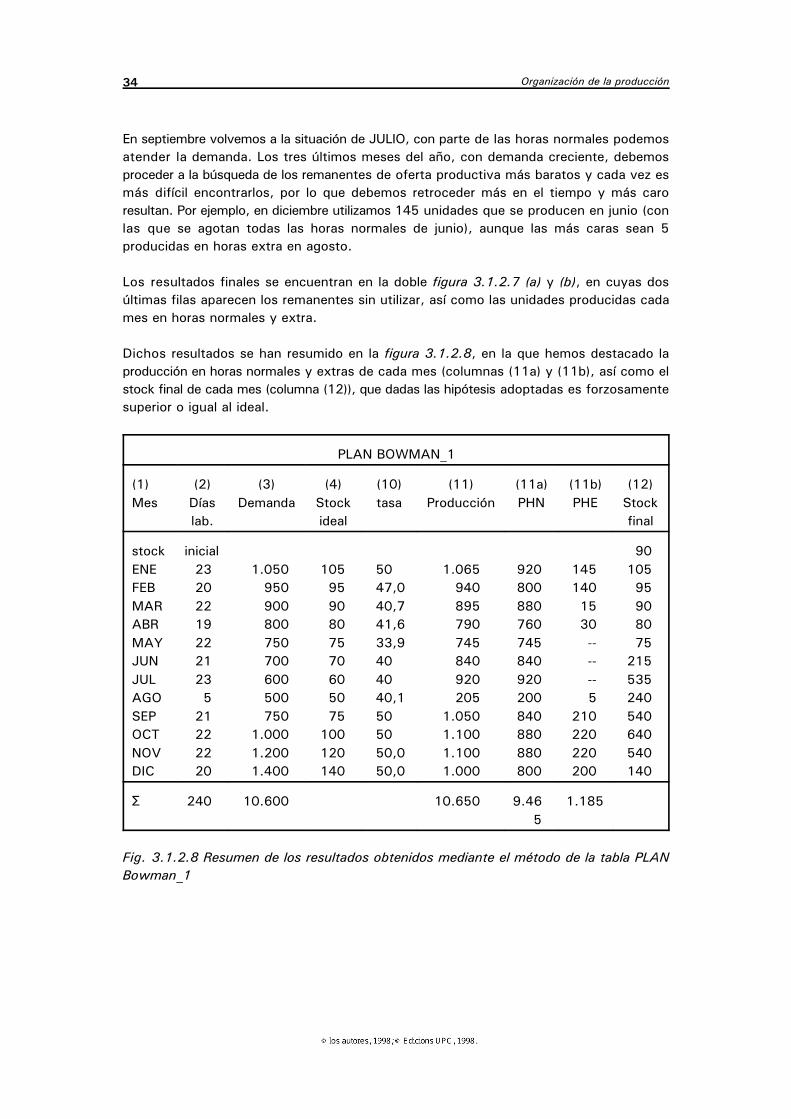
Dichos resultados se han resumido en la figura 3.1.2.8, en la que hemos destacado laproducción en horas normales y extras de cada mes (columnas (11a) y (11b), así como elstock final de cada mes (columna (12)), que dadas las hipótesis adoptadas es forzosamentesuperior o igual al ideal.
PLAN BOWMAN_1
(1) (2) (3) (4) (10) (11) (11a) (11b) (12)Mes Días Demanda Stock tasa Producción PHN PHE Stock
lab. ideal final
stock inicial 90ENE 23 1.050 105 50 1.065 920 145 105FEB 20 950 95 47,0 940 800 140 95MAR 22 900 90 40,7 895 880 15 90ABR 19 800 80 41,6 790 760 30 80MAY 22 750 75 33,9 745 745 -- 75JUN 21 700 70 40 840 840 -- 215JUL 23 600 60 40 920 920 -- 535AGO 5 500 50 40,1 205 200 5 240SEP 21 750 75 50 1.050 840 210 540OCT 22 1.000 100 50 1.100 880 220 640NOV 22 1.200 120 50,0 1.100 880 220 540DIC 20 1.400 140 50,0 1.000 800 200 140
E 240 10.600 10.650 9.46 1.1855
Fig. 3.1.2.8 Resumen de los resultados obtenidos mediante el método de la tabla PLANBowman_1
II.2 Diseño de sistemas productivos: Proyecciones y previsiones 35
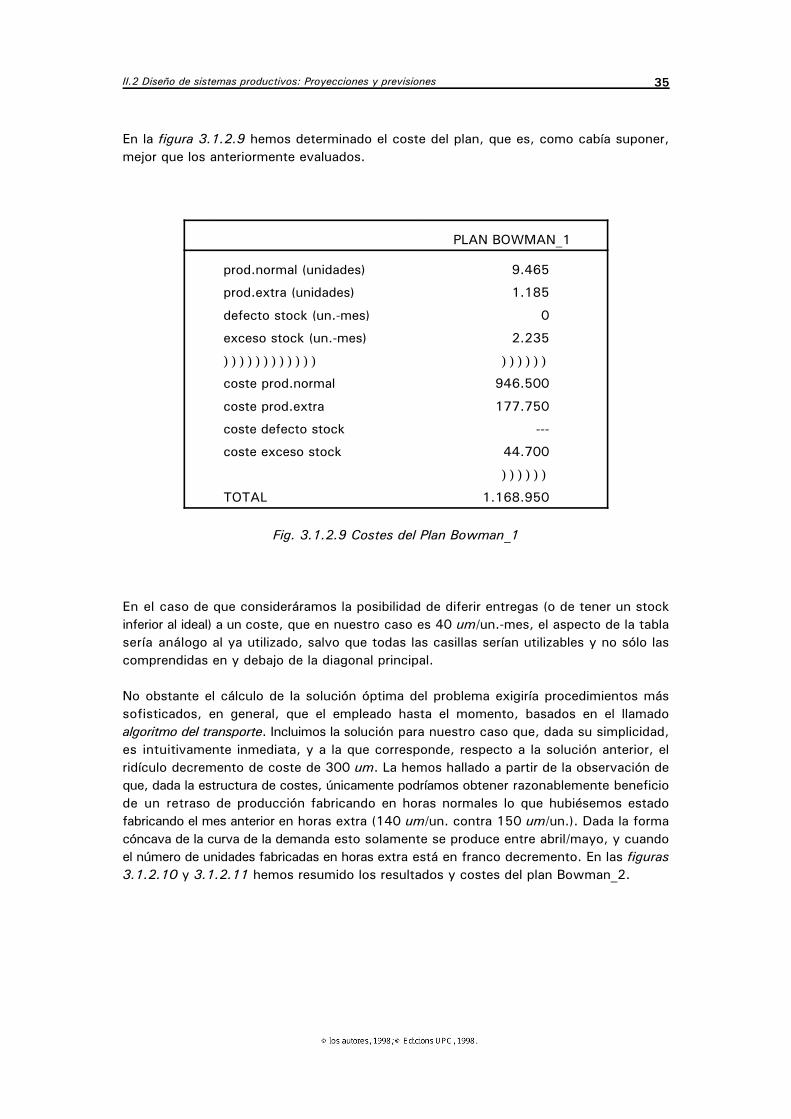
En la figura 3.1.2.9 hemos determinado el coste del plan, que es, como cabía suponer,mejor que los anteriormente evaluados.
PLAN BOWMAN_1
prod.normal (unidades) 9.465
prod.extra (unidades) 1.185
defecto stock (un.-mes) 0
exceso stock (un.-mes) 2.235
)))))))))))) ))))))
coste prod.normal 946.500
coste prod.extra 177.750
coste defecto stock ---
coste exceso stock 44.700
TOTAL 1.168.950
))))))
Fig. 3.1.2.9 Costes del Plan Bowman_1
En el caso de que consideráramos la posibilidad de diferir entregas (o de tener un stockinferior al ideal) a un coste, que en nuestro caso es 40 um/un.-mes, el aspecto de la tablasería análogo al ya utilizado, salvo que todas las casillas serían utilizables y no sólo lascomprendidas en y debajo de la diagonal principal.
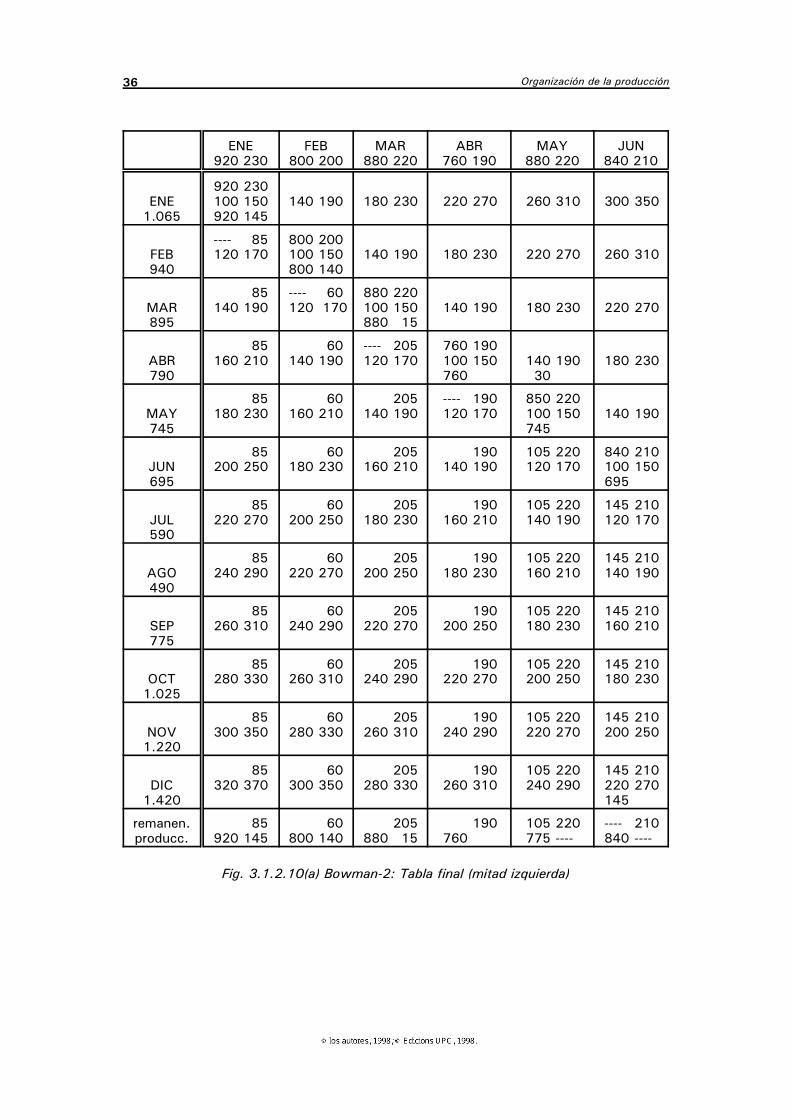
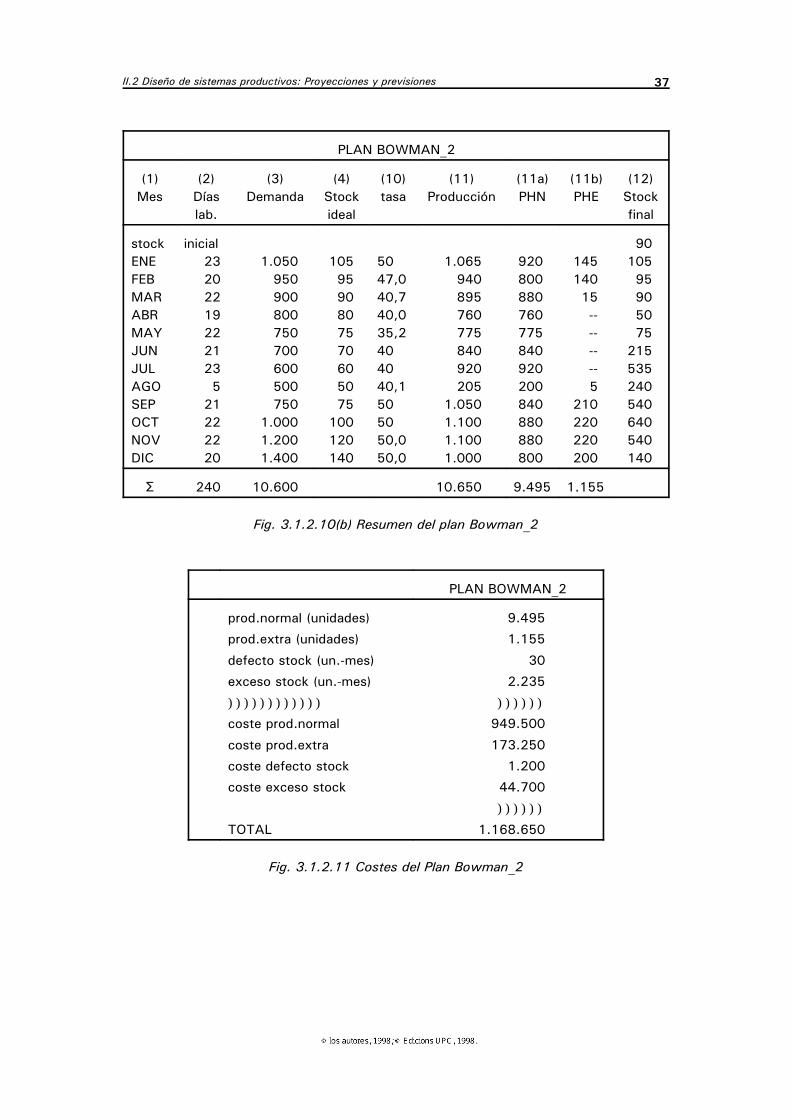
No obstante el cálculo de la solución óptima del problema exigiría procedimientos mássofisticados, en general, que el empleado hasta el momento, basados en el llamadoalgoritmo del transporte. Incluimos la solución para nuestro caso que, dada su simplicidad,es intuitivamente inmediata, y a la que corresponde, respecto a la solución anterior, elridículo decremento de coste de 300 um. La hemos hallado a partir de la observación deque, dada la estructura de costes, únicamente podríamos obtener razonablemente beneficiode un retraso de producción fabricando en horas normales lo que hubiésemos estadofabricando el mes anterior en horas extra (140 um/un. contra 150 um/un.). Dada la formacóncava de la curva de la demanda esto solamente se produce entre abril/mayo, y cuandoel número de unidades fabricadas en horas extra está en franco decremento. En las figuras3.1.2.10 y 3.1.2.11 hemos resumido los resultados y costes del plan Bowman_2.
Organización de la producción36
ENE FEB MAR ABR MAY JUN920 230 800 200 880 220 760 190 880 220 840 210
ENE 100 150 140 190 180 230 220 270 260 310 300 3501.065 920 145
920 230
FEB 120 170 100 150 140 190 180 230 220 270 260 310940 800 140
---- 85 800 200
MAR 140 190 120 170 100 150 140 190 180 230 220 270895 880 15
85 ---- 60 880 220
ABR 160 210 140 190 120 170 100 150 140 190 180 230790 760 30
85 60 ---- 205 760 190
MAY 180 230 160 210 140 190 120 170 100 150 140 190745 745
85 60 205 ---- 190 850 220
JUN 200 250 180 230 160 210 140 190 120 170 100 150695 695
85 60 205 190 105 220 840 210
JUL 220 270 200 250 180 230 160 210 140 190 120 170590
85 60 205 190 105 220 145 210
AGO 240 290 220 270 200 250 180 230 160 210 140 190490
85 60 205 190 105 220 145 210
SEP 260 310 240 290 220 270 200 250 180 230 160 210775
85 60 205 190 105 220 145 210
OCT 280 330 260 310 240 290 220 270 200 250 180 2301.025
85 60 205 190 105 220 145 210
NOV 300 350 280 330 260 310 240 290 220 270 200 2501.220
85 60 205 190 105 220 145 210
DIC 320 370 300 350 280 330 260 310 240 290 220 2701.420 145
85 60 205 190 105 220 145 210
remanen. 85 60 205 190 105 220 ---- 210producc. 920 145 800 140 880 15 760 775 ---- 840 ----
Fig. 3.1.2.10(a) Bowman-2: Tabla final (mitad izquierda)
II.2 Diseño de sistemas productivos: Proyecciones y previsiones 37
PLAN BOWMAN_2
(1) (2) (3) (4) (10) (11) (11a) (11b) (12)Mes Días Demanda Stock tasa Producción PHN PHE Stock
lab. ideal final
stock inicial 90ENE 23 1.050 105 50 1.065 920 145 105FEB 20 950 95 47,0 940 800 140 95MAR 22 900 90 40,7 895 880 15 90ABR 19 800 80 40,0 760 760 -- 50MAY 22 750 75 35,2 775 775 -- 75JUN 21 700 70 40 840 840 -- 215JUL 23 600 60 40 920 920 -- 535AGO 5 500 50 40,1 205 200 5 240SEP 21 750 75 50 1.050 840 210 540OCT 22 1.000 100 50 1.100 880 220 640NOV 22 1.200 120 50,0 1.100 880 220 540DIC 20 1.400 140 50,0 1.000 800 200 140
E 240 10.600 10.650 9.495 1.155
Fig. 3.1.2.10(b) Resumen del plan Bowman_2
PLAN BOWMAN_2
prod.normal (unidades) 9.495
prod.extra (unidades) 1.155
defecto stock (un.-mes) 30
exceso stock (un.-mes) 2.235
)))))))))))) ))))))
coste prod.normal 949.500
coste prod.extra 173.250
coste defecto stock 1.200
coste exceso stock 44.700
TOTAL 1.168.650
))))))
Fig. 3.1.2.11 Costes del Plan Bowman_2
Organización de la producción38
3.1.2.3 Otro ejemplo de planificación intuitiva
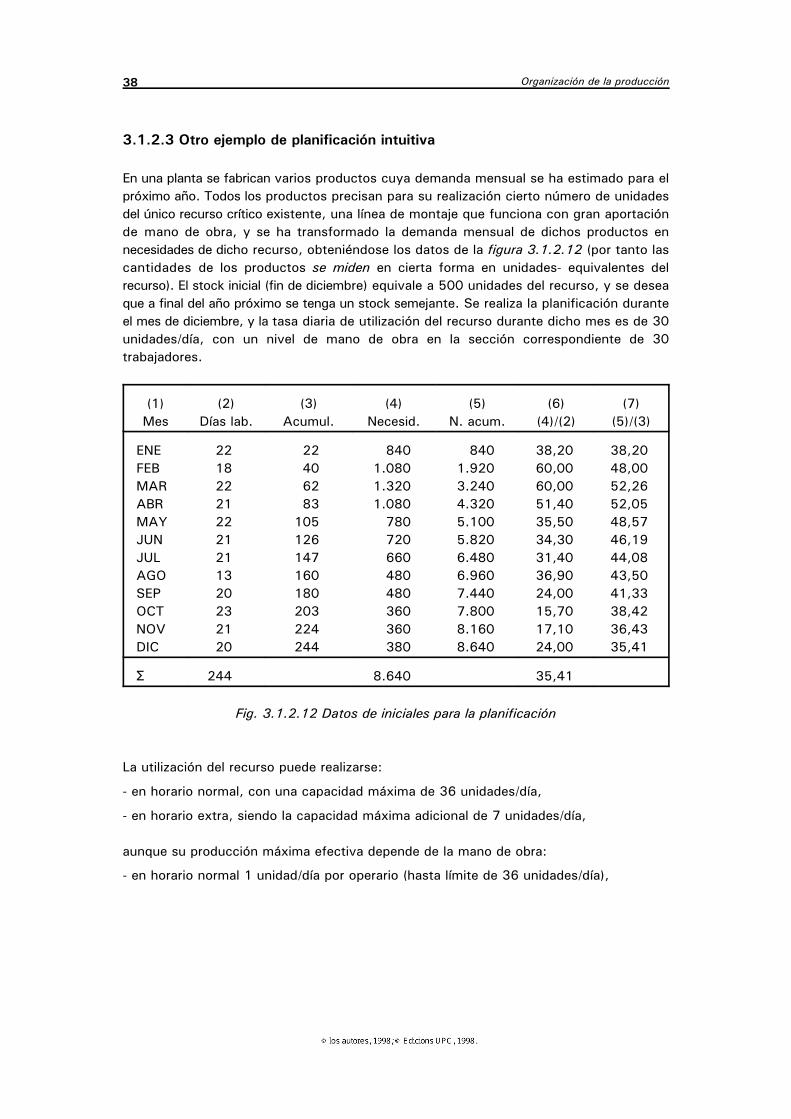
En una planta se fabrican varios productos cuya demanda mensual se ha estimado para elpróximo año. Todos los productos precisan para su realización cierto número de unidadesdel único recurso crítico existente, una línea de montaje que funciona con gran aportaciónde mano de obra, y se ha transformado la demanda mensual de dichos productos ennecesidades de dicho recurso, obteniéndose los datos de la figura 3.1.2.12 (por tanto lascantidades de los productos se miden en cierta forma en unidades- equivalentes delrecurso). El stock inicial (fin de diciembre) equivale a 500 unidades del recurso, y se deseaque a final del año próximo se tenga un stock semejante. Se realiza la planificación duranteel mes de diciembre, y la tasa diaria de utilización del recurso durante dicho mes es de 30unidades/día, con un nivel de mano de obra en la sección correspondiente de 30trabajadores.
(1) (2) (3) (4) (5) (6) (7)Mes Días lab. Acumul. Necesid. N. acum. (4)/(2) (5)/(3)
ENE 22 22 840 840 38,20 38,20 FEB 18 40 1.080 1.920 60,00 48,00 MAR 22 62 1.320 3.240 60,00 52,26 ABR 21 83 1.080 4.320 51,40 52,05 MAY 22 105 780 5.100 35,50 48,57 JUN 21 126 720 5.820 34,30 46,19 JUL 21 147 660 6.480 31,40 44,08 AGO 13 160 480 6.960 36,90 43,50 SEP 20 180 480 7.440 24,00 41,33 OCT 23 203 360 7.800 15,70 38,42 NOV 21 224 360 8.160 17,10 36,43 DIC 20 244 380 8.640 24,00 35,41
E 244 8.640 35,41
Fig. 3.1.2.12 Datos de iniciales para la planificación
La utilización del recurso puede realizarse:
- en horario normal, con una capacidad máxima de 36 unidades/día,
- en horario extra, siendo la capacidad máxima adicional de 7 unidades/día,
aunque su producción máxima efectiva depende de la mano de obra:
- en horario normal 1 unidad/día por operario (hasta límite de 36 unidades/día),
8640244
' 35,41 un./dia
II.2 Diseño de sistemas productivos: Proyecciones y previsiones 39
- en horario extra 0,25 unidades/día por operario (hasta el límite de 7 unidades/día).
Existe una posibilidad adicional:
- subcontratar horas de una instalación análoga en una empresa vecina, hasta un máximode 15 unidades/día.
Se tienen estimaciones de los siguientes costes:
- coste medio de almacenaje (posesión de stock): 12.000 PTA por unidad-equivalente y año(se trata del resultado de una elaboración puesto que lo que se almacenan son productosterminados y no unidades del recurso),
- coste de cambiar el nivel de la mano de obra: 250.000 PTA por operario contratado odespedido (según lo dicho anteriormente la variación de un operario repercute en lacapacidad de producción de la sección crítica en 1 unidad diaria en horario normal y 0,25unidades diarias en horas extra, hasta los límites fijados por las instalaciones),
- sobrecoste de las horas extra: 1.300 PTA más por unidad- equivalente (se trata delresultado de una elaboración así mismo),
- sobrecoste de la subcontratación: 1.650 PTA más por unidad-equivalente subcontratada(id.),
- coste de diferir entregas: 2.300 PTA por unidad y mes de retraso (id.),
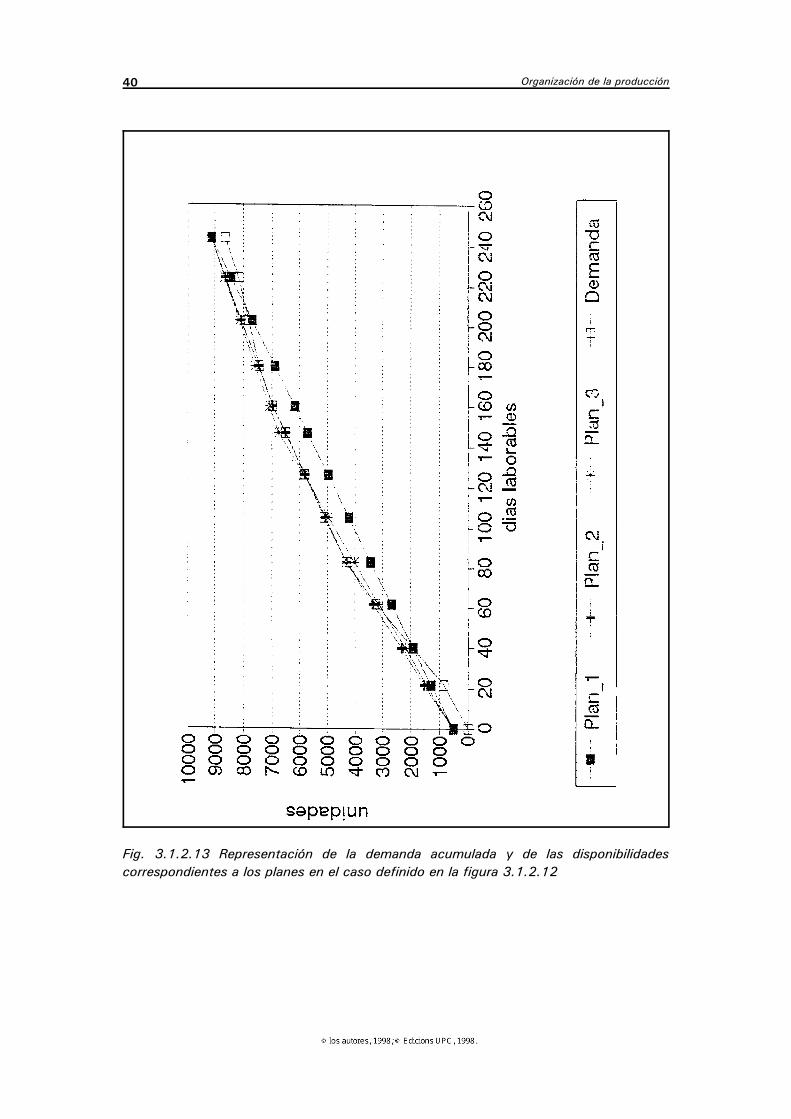
Analizaremos distintos planes alternativos de producción para el próximo año y losevaluaremos económicamente. El perfil de las necesidades acumuladas y las tasas deproducción medias necesarias, teniendo en cuenta los días laborables, aparecen en lascolumnas (5) y (7) de la figura 3.1.2.12 y una visión intuitiva la podemos obtener en lafigura 3.1.2.13, en la que hemos incluido una representación de algunos planes deproducción más o menos adaptados a la demanda, jugando con el stock (curva del plan porencima de la de necesidades) y con los retrasos de entregas (por debajo).
Plan_1: Mantener constante la tasa de producción durante todo el año:
En la figura 3.1.2.13 se observa que se producirán retrasos importantes en las entregasdurante buena parte del año (diferencia en abscisas entre demanda y plan, sirviéndose lospedidos en el mismo orden de llegadas).
Organización de la producción40
Fig. 3.1.2.13 Representación de la demanda acumulada y de las disponibilidadescorrespondientes a los planes en el caso definido en la figura 3.1.2.12
del día 1 al 83 tasa: 4320 & 50083
' 46,02 un./día
del día 84 al 160 tasa: 6960 & 432077
' 34,29 un./día
del día 161 al 244 tasa: 8640 & 6960 % 50084
' 25,95 un./día
del día 1 al 147 tasa: 6750 & 500147
' 42,52 un./día
del día 148 al 244 tasa: 8640 & 6750 % 50097
' 24,64 un./día
II.2 Diseño de sistemas productivos: Proyecciones y previsiones 41
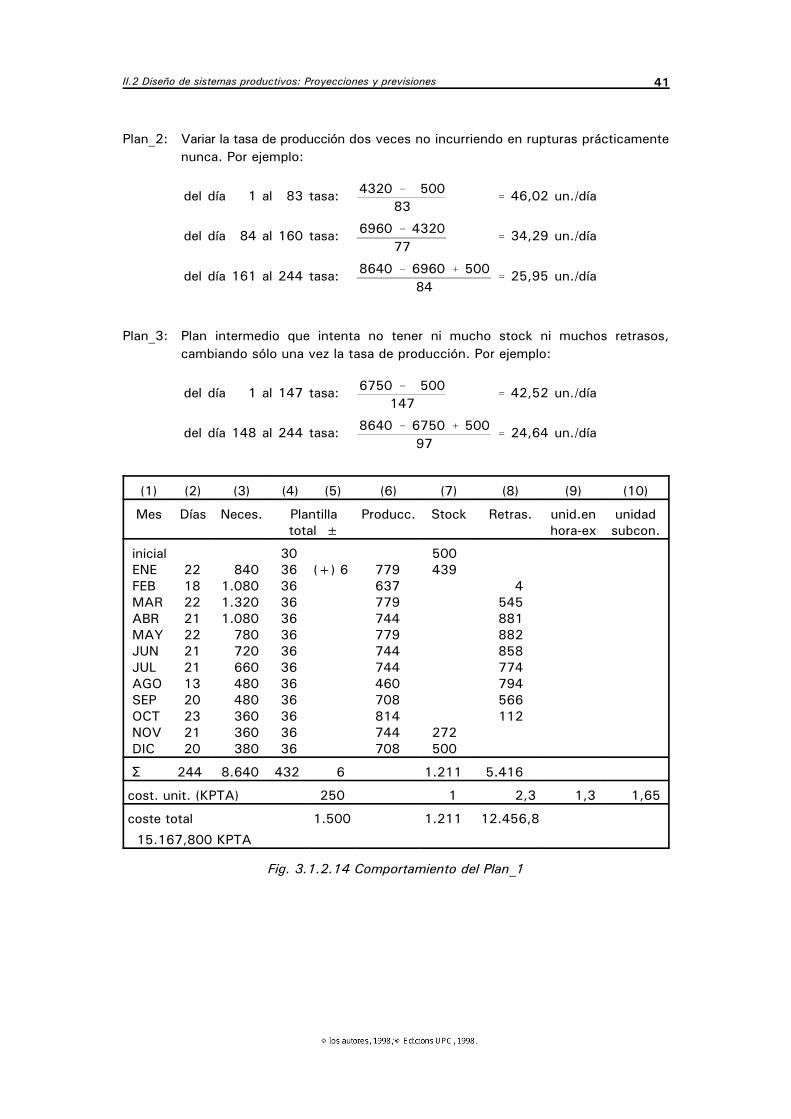
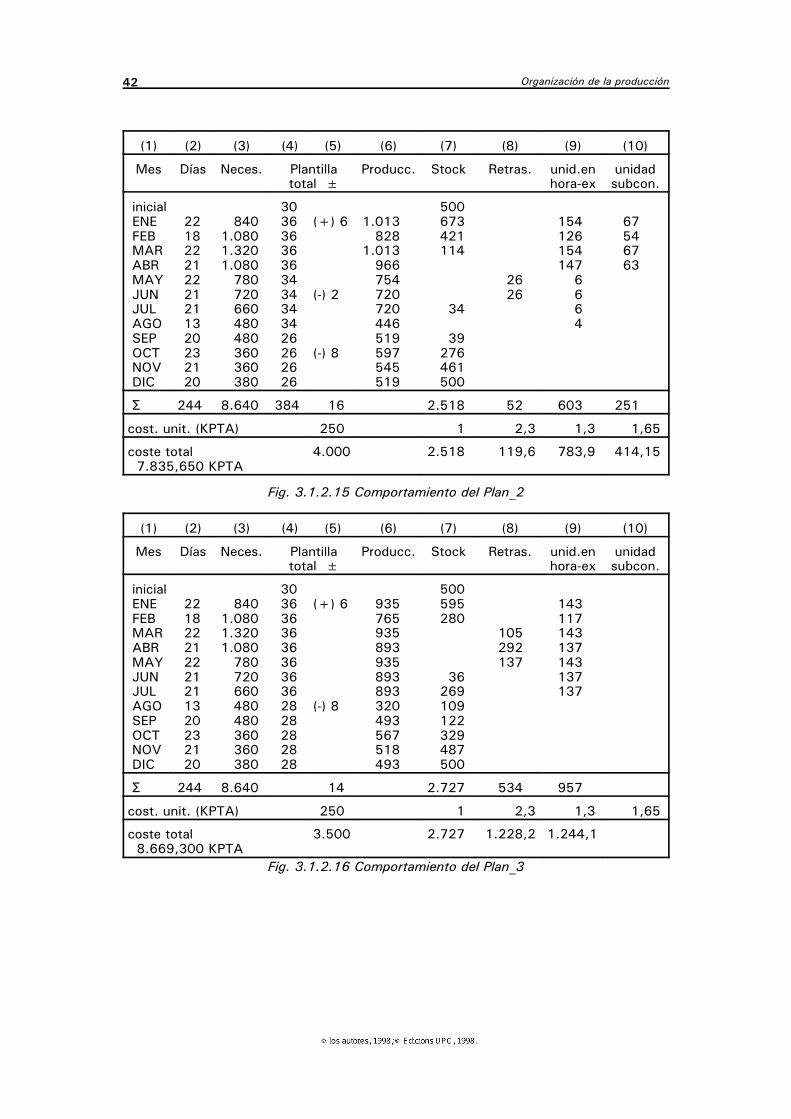
Plan_2: Variar la tasa de producción dos veces no incurriendo en rupturas prácticamentenunca. Por ejemplo:
Plan_3: Plan intermedio que intenta no tener ni mucho stock ni muchos retrasos,cambiando sólo una vez la tasa de producción. Por ejemplo:
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)
Mes Días Neces. Plantilla Producc. Stock Retras. unid.en unidadtotal ± hora-ex subcon.
inicial 30 500 ENE 22 840 36 (+) 6 779 439 FEB 18 1.080 36 637 4 MAR 22 1.320 36 779 545 ABR 21 1.080 36 744 881 MAY 22 780 36 779 882 JUN 21 720 36 744 858 JUL 21 660 36 744 774 AGO 13 480 36 460 794 SEP 20 480 36 708 566 OCT 23 360 36 814 112 NOV 21 360 36 744 272 DIC 20 380 36 708 500
E 244 8.640 432 6 1.211 5.416
cost. unit. (KPTA) 250 1 2,3 1,3 1,65
coste total 1.500 1.211 12.456,8
15.167,800 KPTA
Fig. 3.1.2.14 Comportamiento del Plan_1
Organización de la producción42
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)
Mes Días Neces. Plantilla Producc. Stock Retras. unid.en unidadtotal ± hora-ex subcon.
inicial 30 500 ENE 22 840 36 (+) 6 1.013 673 154 67 FEB 18 1.080 36 828 421 126 54 MAR 22 1.320 36 1.013 114 154 67 ABR 21 1.080 36 966 147 63 MAY 22 780 34 754 26 6 JUN 21 720 34 (-) 2 720 26 6 JUL 21 660 34 720 34 6 AGO 13 480 34 446 4 SEP 20 480 26 519 39 OCT 23 360 26 (-) 8 597 276 NOV 21 360 26 545 461 DIC 20 380 26 519 500
E 244 8.640 384 16 2.518 52 603 251
cost. unit. (KPTA) 250 1 2,3 1,3 1,65
coste total 4.000 2.518 119,6 783,9 414,15 7.835,650 KPTA
Fig. 3.1.2.15 Comportamiento del Plan_2
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)
Mes Días Neces. Plantilla Producc. Stock Retras. unid.en unidadtotal ± hora-ex subcon.
inicial 30 500 ENE 22 840 36 (+) 6 935 595 143 FEB 18 1.080 36 765 280 117 MAR 22 1.320 36 935 105 143 ABR 21 1.080 36 893 292 137 MAY 22 780 36 935 137 143 JUN 21 720 36 893 36 137 JUL 21 660 36 893 269 137 AGO 13 480 28 (-) 8 320 109 SEP 20 480 28 493 122 OCT 23 360 28 567 329 NOV 21 360 28 518 487 DIC 20 380 28 493 500
E 244 8.640 14 2.727 534 957
cost. unit. (KPTA) 250 1 2,3 1,3 1,65
coste total 3.500 2.727 1.228,2 1.244,1 8.669,300 KPTA
Fig. 3.1.2.16 Comportamiento del Plan_3
II.2 Diseño de sistemas productivos: Proyecciones y previsiones 43
Es decir:
Coste total
Plan Nº 1 15.167.800 PTAPlan Nº 2 7.835.650 PTAPlan Nº 3 8.669.300 PTA
El plan Nº 2 es el mejor de los tres propuestos. Evidentemente se pueden proponer otros,con criterios de selección intuitivos, mejores que el plan Nº 2.
3.1.2.4 Utilización de una hoja electrónica de cálculo
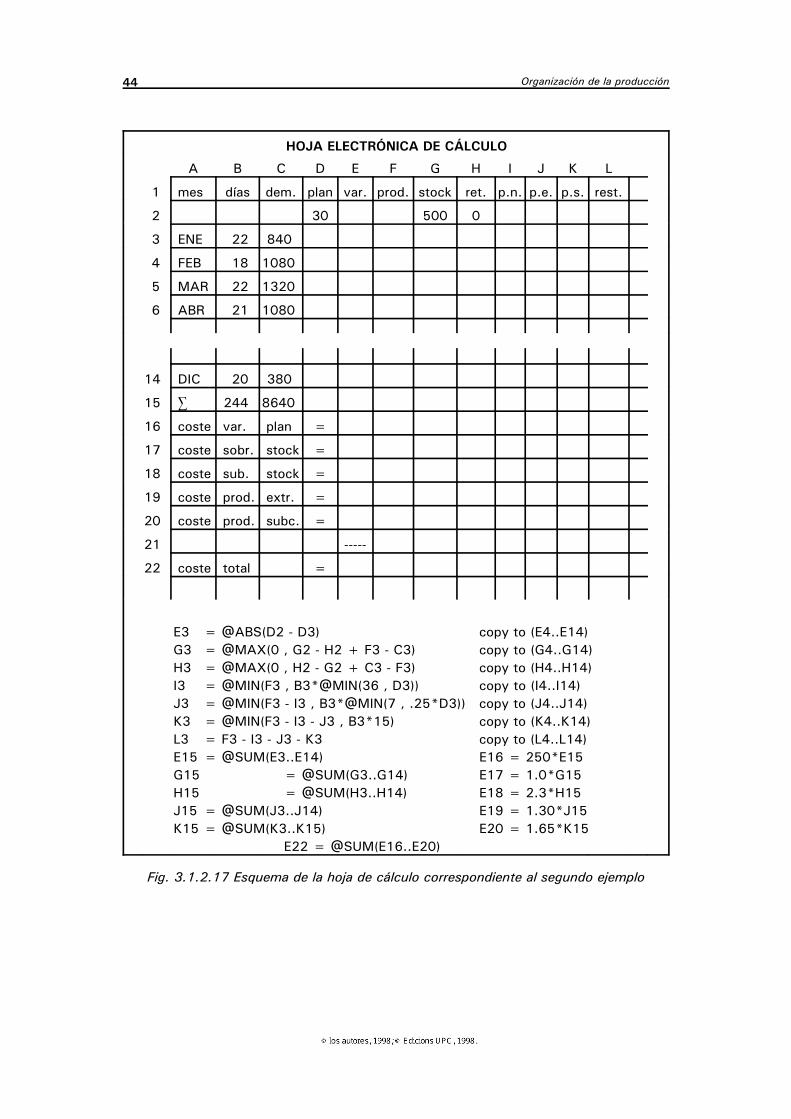
En este último ejemplo no es aplicable el procedimiento tabular de Bowman a causa de ladiscontinuidad que introduce la posibilidad de variación de plantilla. Más adelante veremoscómo modelizar dicha situación mediante esquemas lineales, pero uno de los instrumentosprácticos utilizables tanto en este caso como en el anterior (y en otros notablemente máscomplejos) es la hoja electrónica de cálculo soportada mediante un software de uso general(Multiplan, Lotus_123, Quattro, etc. para citar algunas que hemos utilizado) o bienespecífico. En la figura 3.1.2.17 hemos indicado la estructura de la hoja electrónica decálculo correspondiente a este ejemplo.
Las columnas están designadas por letras, las filas por números y las casillas por la letrade la columna seguida del número de la fila. La fila 1 está destinada a los nombres de losconceptos de cada columna, y la 2 a valores iniciales; de la 3 a la 14 situaremos los datoscorrespondientes a cada mes, en la 15 las totalizaciones o sumas, y de la 16 a la 20(columna E) los costes por conceptos; su suma o coste total se encuentra en la E22.
Consideremos la zona de los datos mensuales (filas 3 a 14):
- en la columna A tenemos el nombre de los meses,
- en la B los días de cada mes,
- en la C la demanda de cada mes,
- en la D la plantilla existente cada mes,
- en la E la variación de plantilla (en valor absoluto),
- en la F la producción realizada cada mes,
- en la G el stock al final de cada mes,
- en la H los retrasos al final de cada mes,
- en I las unidades producidas en horario normal cada mes,
Organización de la producción44
HOJA ELECTRÓNICA DE CÁLCULO
A B C D E F G H I J K L
1 mes días dem. plan var. prod. stock ret. p.n. p.e. p.s. rest.
2 30 500 0
3 ENE 22 840
4 FEB 18 1080
5 MAR 22 1320
6 ABR 21 1080
14 DIC 20 380
15 3 244 8640
16 coste var. plan =
17 coste sobr. stock =
18 coste sub. stock =
19 coste prod. extr. =
20 coste prod. subc. =
21 -----
22 coste total =
E3 = @ABS(D2 - D3) copy to (E4..E14)G3 = @MAX(0 , G2 - H2 + F3 - C3) copy to (G4..G14)H3 = @MAX(0 , H2 - G2 + C3 - F3) copy to (H4..H14)I3 = @MIN(F3 , B3*@MIN(36 , D3)) copy to (I4..I14)J3 = @MIN(F3 - I3 , B3*@MIN(7 , .25*D3)) copy to (J4..J14)K3 = @MIN(F3 - I3 - J3 , B3*15) copy to (K4..K14)L3 = F3 - I3 - J3 - K3 copy to (L4..L14)E15 = @SUM(E3..E14) E16 = 250*E15G15 = @SUM(G3..G14) E17 = 1.0*G15H15 = @SUM(H3..H14) E18 = 2.3*H15J15 = @SUM(J3..J14) E19 = 1.30*J15K15 = @SUM(K3..K15) E20 = 1.65*K15
E22 = @SUM(E16..E20)
Fig. 3.1.2.17 Esquema de la hoja de cálculo correspondiente al segundo ejemplo
II.2 Diseño de sistemas productivos: Proyecciones y previsiones 45
- en J las unidades producidas en horas extra cada mes,- en K las unidades subcontratadas cada mes,- en L el resto de unidades hasta llegar a la producción establecida (deben ser 0 en los
planes factibles).
Los datos de estas columnas pueden clasificarse en tres tipos:tipo 1: datos del problema, columnas A, B, C (más las casillas D2, plantilla existente el
mes 0; G2, stock inicial; H2, retrasos iniciales),
tipo 2: variables de acción, que el operador puede modificar a su gusto, columnas D y F,
tipo 3: resultados, que se obtienen por cálculo, columnas E, G, H, I, J, K, L (además de lascasillas con las sumas E15, G15, H15, J15, K15 y las correspondientes a loscostes E16, E17, E18, E19, E20 y E22)
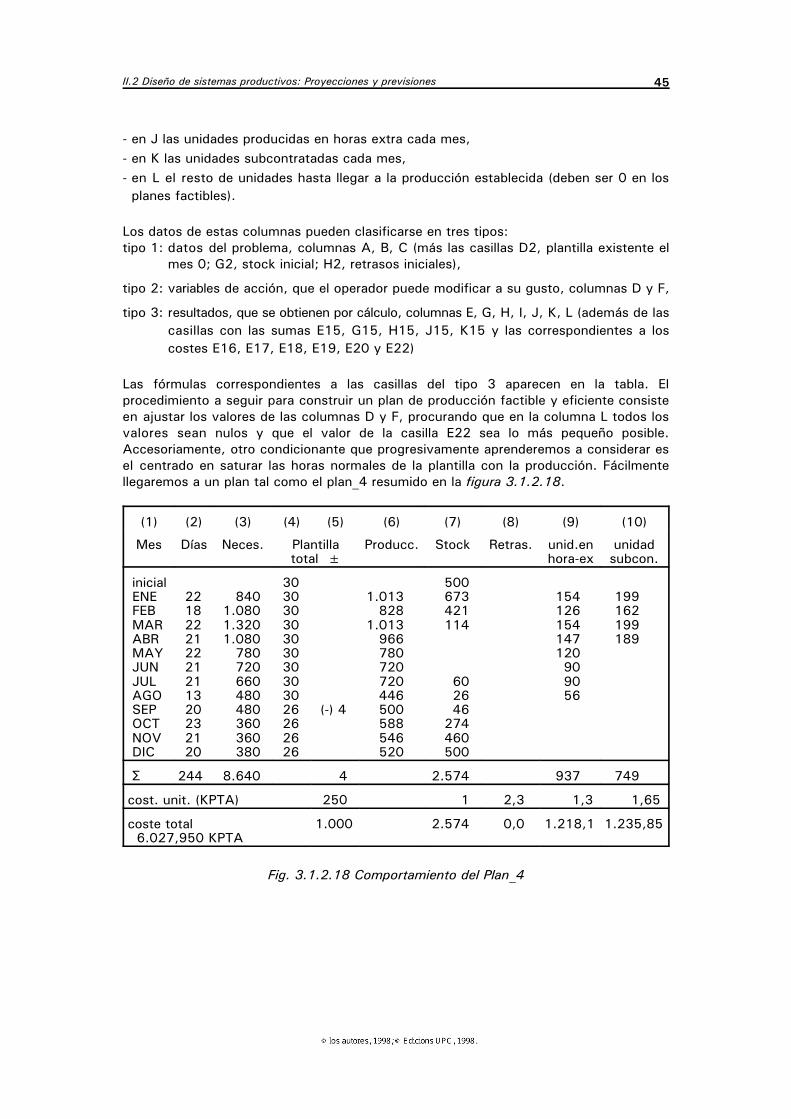
Las fórmulas correspondientes a las casillas del tipo 3 aparecen en la tabla. Elprocedimiento a seguir para construir un plan de producción factible y eficiente consisteen ajustar los valores de las columnas D y F, procurando que en la columna L todos losvalores sean nulos y que el valor de la casilla E22 sea lo más pequeño posible.Accesoriamente, otro condicionante que progresivamente aprenderemos a considerar esel centrado en saturar las horas normales de la plantilla con la producción. Fácilmentellegaremos a un plan tal como el plan_4 resumido en la figura 3.1.2.18.
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)
Mes Días Neces. Plantilla Producc. Stock Retras. unid.en unidadtotal ± hora-ex subcon.
inicial 30 500 ENE 22 840 30 1.013 673 154 199 FEB 18 1.080 30 828 421 126 162 MAR 22 1.320 30 1.013 114 154 199 ABR 21 1.080 30 966 147 189 MAY 22 780 30 780 120 JUN 21 720 30 720 90 JUL 21 660 30 720 60 90 AGO 13 480 30 446 26 56 SEP 20 480 26 (-) 4 500 46 OCT 23 360 26 588 274 NOV 21 360 26 546 460 DIC 20 380 26 520 500
E 244 8.640 4 2.574 937 749
cost. unit. (KPTA) 250 1 2,3 1,3 1,65
coste total 1.000 2.574 0,0 1.218,1 1.235,85 6.027,950 KPTA
Fig. 3.1.2.18 Comportamiento del Plan_4
Organización de la producción46
Un punto que puede preocuparnos es el hecho de que si en la figura 3.1.2.18 noprocedemos en setiembre a la reducción de las 4 unidades de personal el resultadoeconómico será superior, ya que eliminaremos las 1.000 KPTA del coste de variación deplantilla; de ahí nuestra insistencia en mantener dicha plantilla coherente con la producciónrealizada en horas normales. Una visión más general consistiría en adoptar una de las dosvías siguientes, la más adaptada a la situación real que queremos representar:a) penalizar las horas normales no utilizadas productivamente,con lo que se tendría un
elemento para poder comprobar el interés de aumentar o disminuir la plantilla,
b) considerar un salario mensual (o diario) fijo de la plantilla, lo que constituye una medidaanáloga a la anterior (idéntica si el salario se refiere a días laborables).
Adoptando la visión de salario mensual, la alteración de nuestra hoja electrónica de cálculosería:
D15 = @SUM(D3..D14)
la adición de las filas 23 con el título de nómina y 24 con el de cost.global:
E23 = s*D15 E24 = E22 + E23
donde s es el salario considerado. Por ejemplo, tomando s igual a 150.000 PTA tenemosque la solución anterior tiene un coste global de:
coste de explotación .......... 6.027,95nómina ............................. 51.600
coste global ...................... 57.627,95
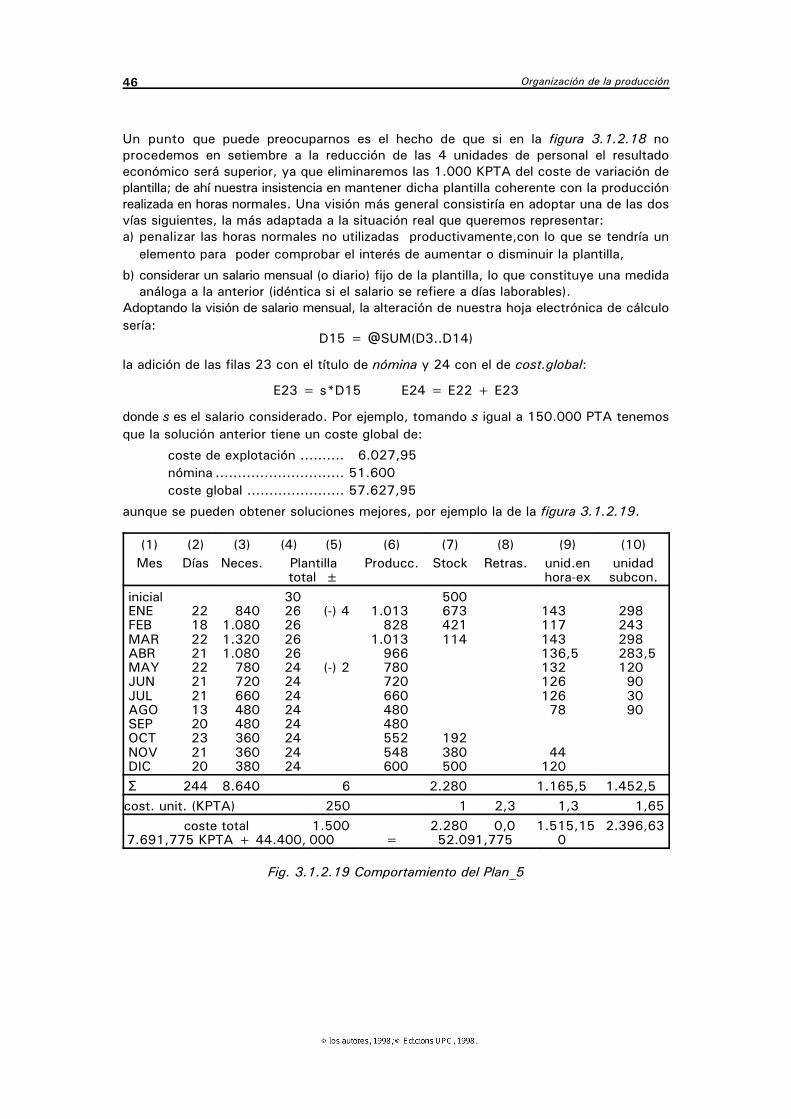
aunque se pueden obtener soluciones mejores, por ejemplo la de la figura 3.1.2.19.
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)Mes Días Neces. Plantilla Producc. Stock Retras. unid.en unidad
total ± hora-ex subcon. inicial 30 500 ENE 22 840 26 (-) 4 1.013 673 143 298 FEB 18 1.080 26 828 421 117 243 MAR 22 1.320 26 1.013 114 143 298 ABR 21 1.080 26 966 136,5 283,5 MAY 22 780 24 (-) 2 780 132 120 JUN 21 720 24 720 126 90 JUL 21 660 24 660 126 30 AGO 13 480 24 480 78 90 SEP 20 480 24 480 OCT 23 360 24 552 192 NOV 21 360 24 548 380 44 DIC 20 380 24 600 500 120
E 244 8.640 6 2.280 1.165,5 1.452,5cost. unit. (KPTA) 250 1 2,3 1,3 1,65
coste total 1.500 2.280 0,0 1.515,15 2.396,637.691,775 KPTA + 44.400, 000 = 52.091,775 0
Fig. 3.1.2.19 Comportamiento del Plan_5