capítulo iii: estudio técnico 2.1 localización del...
TRANSCRIPT

115
Para la elaboración de los tamales de elote existe una gama diferentes de
proveedores de materia prima que puedan abastecer los requerimientos de la
planta industrial y por lo tanto; se puede asegurar la calidad de los productos a
elaborar porque dichas materias primas que venden los proveedores; cumplen
con las leyes salvadoreñas para la elaboración de productos de consumo
alimenticio.
El tamal de elote debe caracterizarse por su sabor natural y color, a fin de que
el usuario pueda sustituirlo por el tamal que tradicionalmente ha consumido.
El empaque del producto debe incitar al consumidor mediante colores
llamativos, imágenes que despierten el apetito y que queden grabadas en la
mente de éste.
Comercializar el producto en una presentación de 6 unidades a fin de cumplir
con los requerimientos que demandan las familias salvadoreñas.
Capítulo III: Estudio Técnico
2.1 Localización del proyecto 2.1.1 Macro localización
Factores considerados para seleccionar Marco-localización:
Se considerará la macro-localización para el proyecto el departamento de La
Libertad ya que las plantaciones de la Asociación están en la Zona del Sector
Cinco de Zapotitán, lo que indica que la mejor macro-localización para la
planta deberá ser en la misma zona del Sector Cinco debido a que ya se
cuentan con dichas plantaciones.

116
Según el mapa de la producción y siembra de maíz presentado en la página
99 como figura No 4: Superficie y Producción de maiz 2005-2006 se puede
observar a los departamentos de San Salvador y La Libertad, con una suma
de cantidades de producción de maíz por ambos departamentos, superior a
otros departamentos individualmente.
Los departamentos de La Libertad y de San Salvador se encuentran cerca del
mercado consumidor final y de los proveedores de materias primas.
Para evaluar la localización de la planta en los departamentos de San Salvador y La
Libertad, se considerarán los mercados de consumo y abastecedor como factores
predominantes en la elección, pero además se consideran factores como: mano de
obra, transportes, servicios de energía, agua potable, servicios públicos.
Tabla No78: Cálculo de la Macro-Localización de la planta
No
FACTORES
PONDERACIÓN
UBICACIÓN
SAN SALVADOR LA LIBERTAD
Calificación Producto Calificación Producto
1 Mercado consumidor 30 85 25.5 96 28.8
2 Mercado Proveedor 30 80 24 100 30
3 Mano de Obra 15 70 3.5 95 4.75
4 Transporte 5 65 3.25 70 3.5
5 Suministro de Energía 15 100 15 95 14.25
6 Suministro de Agua 15 80 12 100 15
Total 100 83.25 96.30
Macro-localización de la planta seleccionada:
La localización de la planta será ubicada en el departamento de La Libertad, ya que
éste resultó ser el mejor lugar para ubicar la planta con 96.30 puntos como resultado.

117
3.1.2 Micro localización
Factores considerados para seleccionar la micro-localización
Costo del terreno Es un factor muy importante por la contraparte, debido a
que poseen un terreno que será sujeto a evaluación, pero consideran la
posibilidad de poder adquirir otro si reúne mejores características que el
actual.
Superficie disponible Las alternativas deberán tener el total de área
requerida por la planta. De la ingeniería del proyecto se calcula en 352 m2..
Servicios básicos Se busca la disponibilidad de servicios como agua,
energía eléctrica, desagües, como los más importantes, por ser una empresa
dedicada a procesar alimentos, es indispensable que exista la disponibilidad
de éstos servicios cerca del terreno.
Cercanía a las principales carreteras Factor importante para evaluar
la ubicación del terreno, es deseable que los terrenos se encuentren cerca de
las principales carreteras que conectan al lugar con el mercado consumidor.
Servicios públicos Se evalúan los servicios públicos que pueden
requerirse para la planta como transporte, telefonía, alumbrado, seguridad,
agua potable, etc.
Descripción de las opciones de ubicación con cada factor:
Opciones de ubicación
Las opciones de ubicación se hacen con respecto a las preferencias de la
contraparte, la cual presenta las siguientes posibilidades:

118
Opción 1: Cantón El Tempisque, Zapotitán
Opción 2: Cantón El Tigre, Zapotitán
Tabla No 79: Opciones de ubicación
Factor Opciones de Ubicación
Opción 1: Cantón El Tempisque Opción 2: Cantón El Tigre
Costo del terreno $17,500 $10,000 (*)
Superficie disponible 10000 m2
5000 m2
Servicios básicos Agua, energía eléctrica, aguas
negras.
Agua, energía eléctrica, aguas
lluvias, aguas negras.
Cercanía a las carreteras 1 km a la CA-8, 400 m a la
pavimentada
1.5 km a la CA-8, 600 m a la
pavimentada
Servicios públicos
Alumbrado, servicio de microbús
cada 20 minutos
Seguridad, red telefónica,
alumbrado público, servicio de
microbús
(*) Éste precio es negociable con el propietario del terreno.
Proceso de Selección de las alternativas de micro-localización.
Ponderación de factores
Se procede a ponderar los factores en una escala del 100%, asignando a cada factor
el porcentaje que más represente para la contraparte la importancia de ese factor.
Tabla No 80: Ponderación de factores
Factor Porcentaje (%)
Costo del terreno 30
Superficie disponible 25
Servicios básicos 20
Cercanía a las carreteras 15
Servicios públicos 10

119
Calificación de los factores
La calificación de los factores, se hace según los siguientes criterios:
1: Si no cumple con algún requisito
5: Si cumple requisitos y está por debajo de la otra opción
7: Si cumple requisitos y está igual que la otra opción
10: Si cumple con los requisitos y está mejor que la otra opción
Tabla No 81: Calificación de factores
Factor Calificaciones
Opción 1 Opción 2
Costo del terreno 10(*) 5
Superficie disponible 7 7
Servicios básicos 7 7
Cercanía a las carreteras 10 5
Servicios públicos 5 10
(*) Es mejor porque ya se tiene el terreno, se compró en el año 2005
Ponderaciones según calificación obtenida por factor:
Tabla No 82: Calificación final de opciones
Factor % Calificaciones
Opción 1 Opción 2
Costo del terreno 30 3.00 1.50
Superficie disponible 25 1.75 1.75
Servicios básicos 20 1.40 1.40
Cercanía a las carreteras 15 1.50 0.75
Servicios públicos 10 0.50 1.00
TOTAL 100 8.15 6.40

120
Micro localización seleccionada:
De la tabla anterior podemos obtener la ubicación de la planta, la cual sugiere que
sea el terreno que posee la asociación, la opción 1: el cantón El Tempisque.
3.2 INGENIERÍA DEL PROYECTO
3.2.1 Tamaño del Proyecto
La determinación del tamaño del proyecto es importante ya que en función de éste
se definen los requerimientos de los elementos industriales necesarios para operar
en un determinado horizonte de tiempo. Para la determinación del tamaño del
proyecto es importante considerar factores como el mercado de consumo, el
mercado de abastecimiento, disponibilidad financiera, la tecnología de producción y
características de la mano de obra. Estos factores se analizan a continuación:
3.2.2 Factores a considerar para seleccionar el tamaño del
proyecto
Inventario de materias primas e Insumos Los sistemas de inventarios
tienen un propósito muy importante que es el punto de re-orden, esto es que las
existencias de materiales no bajen de un límite para que no se generen una
escasez1819. Para el proyecto se utilizará un modelo determinístico que asume una
cantidad fija, esto es válido para un año ya que las cantidades a producir se
incrementan para cada año, cada año se deberá determinar los niveles óptimos de
compra.
1819
Técnicas de Administración de inventarios, Louis M. Killeen, México DF, Editorial Técnica S.A.
1981

121
Se utilizará la siguiente metodología:
Figura No 8: Modelo determinístico de inventarios.
Donde:
R: será la demanda anual que se tiene de cada suministro o M.P.
L: Tiempo de espera para recibir un pedido.
C: Precio del artículo.
S: Costo de ordenar o arrancar.
K: Costos de mantener en inventario.
Cuando la cantidad de producto disminuye hasta la línea del punto de re-orden (P),
se hace un pedido de cantidad que se representa con (Q), el pedido comienza a
disminuir hasta que se hace la siguiente orden y se recibe en el tiempo transcurrido
(L) o tiempo de espera.
La fórmula para el Lote Óptimo de Compra es:
Lote Óptimo de Compra=
Por otro lado la fórmula que corresponde al punto de re-orden es:
Q
Punto de re-orden P
L Tiempo
Cantidad

122
P=Tiempo de espera x Demanda diaria
Donde el tiempo de espera es L y la demanda diaria sale de dividir la demanda
mensual entre el número de días laborales del año20.19.
Tabla No 83: Requerimientos de materia prima e ingredientes
Año Azúcar (lb) Sal (lb) Sorbato de sodio
(lb)
Bolsa para
6 tamales
2010 5850.36 1950.12 1950.12 194,603
2011 6363.94 2121.31 2121.31 211,687
2012 6991.59 2330.53 2330.53 232,564
2013 7690.76 2563.59 2563.59 255,819
2014 8389.93 2796.65 2796.65 279,074
Costos
S 15 15 15 15
C 31 12 1.03 14
K 0.1 0.1 0.1 0.1
A las bolsas requeridas para empaque del producto se le debe sumar un porcentaje
de defectuoso del 1%, el cual resulta de un mal manejo, de un accidente o defecto de
fábrica.
Inventario para redes de elote. Por ser una materia prima altamente
perecedera para el producto que se quiere elaborar, no se puede tener almacenado
más de la cantidad necesaria para producir 3 días y si diariamente en promedio se
procesan 16 redes de elote, la cantidad a tener en inventario no debe ser mayor a 48
redes de elote . Después de 3 días de tapiscado el elote se vuelve amargo, lo que
perjudica la calidad del tamal a elaborar.
19
20
Michiel R. Leenders, Harold E. Fearon, Wilbur B, COMPRAS Y MATERIALES, Editorial
Continental S.A. de C.V. México

123
Inventario para margarina El inventario será calculado según la fórmula
descrita anteriormente, para ello se necesita conocer el costo de ordenar o hacer el
pedido, en éste caso sería el costo de ir a comprar el artículo (S), el costo de
mantener en inventario (K) y el costo del artículo (C).
Los estimados son los siguientes:
S: $15.00** (Costos estimados según CRIO Inversiones S.A. de C.V.)
C: $17.00** (Costos estimados según CRIO Inversiones S.A. de C.V.)
K: 10% de costo por mantener en inventario** (Costos estimados según CRIO
Inversiones S.A. de C.V.)
Punto de Re-orden= 1 (día de espera) x 76.5 (demanda diaria 19501.20/255 días
laborales del año 2010)
Punto de Re-orden2010 = 76.5 lb = 2.5 cajas
= 611.84 lb = 21 cajas
Punto de Re-orden2011 = 83.85 lb = 2.8 cajas
= 641.30 lb = 22 cajas
Punto de Re-orden2012 = 91.39 lb = 3 cajas
= 672.61 lb = 23 cajas
Punto de Re-orden2013 = 100 lb = 3.3 cajas

124
961.06 lb = 32.82 cajas Punto de Re-orden2014 = 204.45lb = 7.09 cajas
3.2.3 Inventario para las materias primas:
Requerimientos anuales para las materias primas y sus respectivas cantidades
económicas de pedido (EOQ) para los 5 años del proyecto.
Cálculo de cantidad económica de pedido (EOQ) para materia prima.
2010
Cantidad de pedido (unidades
)
Número de
pedido
Costo por
pedido
(S)
Costo anual
de pedido (2) * (3)
Inventario
promedio (1) ÷ 2
Costo de mantenimient
o de inventario por
unidad por año (K)
Costo anual de
mantenimiento (5) * (6)
Costo total (4)
+ (7)
(1) (2) (3) (4) (5) (6) (7) (8)
AZÚCAR 5850,36 25 15 368,72 238 0,01 2,38 371,10
SAL 1950,12 9 15 132,36 221 0,01 2,21 134,57
SORBATO DE SODIO 1950,12 3 15 38,80 754 0,01 7,54 46,34
BOLSAS 196549,0
3 157 15 2362,37 1248 0,01 12,48
2374,85
MARGARINA 19501,20 33 15 498,64 587 0,01 5,87 504,51

125
2011 Cantidad de pedido (unidades
)
Número de
pedido
Costo por
pedido
(S)
Costo anual
de pedido (2) * (3)
Inventario
promedio (1) ÷ 2
Costo de mantenimient
o de inventario por
unidad por año (K)
Costo anual de
mantenimiento (5) * (6)
Costo total (4)
+ (7)
(1) (2) (3) (4) (5) (6) (7) (8)
AZÚCAR 6363,94 26 15 384,92 248 0,01 2,48 387,40
SAL 2121,31 9 15 138,35 230 0,01 2,30 140,65
SORBATO DE SODIO 2121,31 3 15 40,48 786 0,01 7,86 48,34
BOLSAS 213803,8
7 164 15 2465,07 1301 0,01 13,01
2478,08
MARGARINA 21213,13 35 15 520,07 612 0,01 6,12 526,18
2012 Cantidad de pedido (unidades)
Número de
pedido
Costo por
pedido (S)
Costo anual
de pedido (2) * (3)
Inventario promedio
(1) ÷ 2
Costo de mantenimiento de inventario
por unidad por año (K)
Costo anual de mantenimiento
(5) * (6)
Costo total (4)
+ (7)
(1) (2) (3) (4) (5) (6) (7) (8)
AZÚCAR 6991,59 27 15 403,36 260 0,01 2,60 405,96
SAL 2330,53 10 15 145,05 241 0,01 2,41 147,46
SORBATO DE SODIO 2330,53 3 15 42,42 824 0,01 8,24 50,66
BOLSAS 234889,64 172 15 2583,10 1364 0,01 13,64 2596,74
MARGARINA 23305,32 36 15 545,11 641 0,01 6,41 551,52
2013 Cantidad de pedido (unidades)
Número de
pedido
Costo por
pedido (S)
Costo anual
de pedido (2) * (3)
Inventario promedio
(1) ÷ 2
Costo de mantenimiento de inventario
por unidad por año (K)
Costo anual de mantenimiento
(5) * (6)
Costo total (4)
+ (7)
(1) (2) (3) (4) (5) (6) (7) (8)
AZÚCAR 7690,76 28 15 422,57 273 0,01 2,73 425,30
SAL 2563,59 10 15 151,99 253 0,01 2,53 154,52
SORBATO DE SODIO 2563,59 3 15 44,51 864 0,01 8,64 53,15
BOLSAS 258377,19 181 15 2708,36 1431 0,01 14,31 2722,67
MARGARINA 25635,86 38 15 571,71 673 0,01 6,73 578,44

126
2014 Cantidad de pedido (unidades
)
Número de
pedido
Costo por
pedido
(S)
Costo anual
de pedido (2) * (3)
Inventario
promedio (1) ÷ 2
Costo de mantenimient
o de inventario por
unidad por año (K)
Costo anual de
mantenimiento (5) * (6)
Costo total (4)
+ (7)
(1) (2) (3) (4) (5) (6) (7) (8)
AZÚCAR 8389,93 29 15 440,03 286 0,01 2,86 442,89
SAL 2796,65 11 15 158,30 265 0,01 2,65 160,95
SORBATO DE SODIO 2796,65 3 15 47,40 885 0,01 8,85 56,25
BOLSAS 281864,7
4 177 15 2654,09 1593 0,01 15,93
2670,02
MARGARINA 27943,09 29 15 436,13 961 0,01 9,61 445,74
Inventario Margarina
Tabla No 84: Inventario de Margarina
Año Margarina (lb) (EOQ) proyectado
Lote Óptimo de Compra Punto de Re-orden $
2010 586.63 lb 20 cajas 30 lb 504.51
2011 611.84 lb 21 cajas 30 lb 526.18
201 2 641.30 lb 22 cajas 30 lb 551.52
201 3 672.61 lb 23 cajas 30 lb 578.44
201 4 961.06 lb 33 cajas 30 lb 445.74
Inventario de azúcar Tabla No 85: Inventario de Azúcar
Año Azúcar (lb) (EOQ) proyectado
Lote Óptimo de Compra Punto de Re-orden $
2010 238 23 371.10
2011 248 25 387.40
201 2 260 27 405.96
201 3 273 30 425.30
201 4 286 34 442.89

127
Inventario para la sal
Tabla No 86: Inventario de Sal
Año Sal (lb) (EOQ) proyectado
Lote Óptimo de Compra Punto de Re-orden $
2010 221 8 134.57
2011 230 8 140.65
2012 241 9 147.46
2013 253 10 154.52
2014 265 11 160.95
Inventario para Sorbato de sodio
Tabla No 87: Inventario de Sorbato de sodio
Año
Sorbato de Sodio (lb) (EOQ) proyectado
Lote Óptimo de Compra Punto de
Re-orden
$
2010 754 8 46.34
2011 786 8 48.34
2012 824 9 50.66
2013 864 10 53.15
2014 885 11 56.25
Inventario para las bolsas
Tabla No 88: Inventario de Bolsas para empaque
Año Bolsa para empaque de 6 tamales (EOQ) proyectado
Lote Óptimo de Compra Punto de Re-orden $
2010 1248 305 2374.85
2011 1301 335 2478.08
2012 1364 365 2596.74
2013 1431 400 2722.67
2014 1593 438 2670.02

128
3.3 Proceso de elaboración
Elaboración semi-industrial de tamales de elote
En el país no existe ninguna empresa que utilice un proceso totalmente
industrializado para la elaboración de tamales de elote. La mayoría que comercializa
éste producto emplean procesos semi-industriales. El proceso de producción semi-
industrial precisa de ciertos elementos como la materia prima, la mano de obra
calificada y una cierta tecnología más o menos compleja. Pero siempre se auxilia de
operaciones manuales. El factor característico de éste proceso es la calidad del
producto. Éste proceso se fundamenta en estándares y normas de inocuidad que
deben ser cumplidas en su mayoría. Permite mayores volúmenes de producción que
el proceso artesanal en menor tiempo, y una utilización menor de mano de obra. La
implementación de un proceso semi-industrializado requiere el uso de tecnología,
maquinaria y técnica para hacer cada una de las operaciones. El proceso de
producción para la elaboración de productos alimenticios étnicos como pupusas y
tamales requiere de fabricación artesanal y manual pero también de equipo,
maquinaria y adaptación del área de trabajo o planta para la producción. El sistema
de congelamiento que se utiliza para los tamales requiere contar con cuartos fríos,
área de empaque y otros aspectos apoyados con la tecnología que requieren
inversión para hacer eficiente la producción y generar calidad para los productos.
3.3.1 Proceso productivo
Para la elaboración de tamales de elote los pasos a seguir en la mayoría
de recetas son básicamente los mismos, el proceso inicia con el
destusado del elote, luego debe desgranarse, posteriormente mezclarle
todos los ingredientes (azúcar, sal, margarina y aditivos). Una vez se
tiene una masa con la consistencia y sabor deseado se comienza a

129
envolver pequeñas cantidades de esta masa o mezcla en las mismas
hojas del elote para después ponerlos a cocinar aproximadamente por
una hora, esto depende de la cantidad de tamales, el recipiente y la
temperatura a la cual se ponga a cocinar.
Éste es el proceso general de preparación de tamales de elote, pero
para el caso del proyecto es necesario definir un proceso estandarizado
bajo ciertos controles que garanticen la producción de forma eficiente
con un sabor uniforme, en las cantidades requeridas y con mínimas
variaciones posibles.
Para definir el proceso de elaboración de los tamales es necesario
identificar las operaciones básicas desde la recepción de la materia
prima hasta que se tiene el producto terminado.
Identificación de operaciones básicas
A continuación se presenta el diagrama de las operaciones básicas para el proceso
de elaboración de los tamales, definido de acuerdo a las macro-operaciones
identificadas como necesarias para dicha preparación.

130
Figura No 9: Diagrama de operaciones básicas
Las operaciones identificadas se describen a continuación y también el método
mediante el cual es posible realizar cada una de éstas. Las operaciones identificadas
se describen a continuación y se describe el método mediante el cual es posible
realizar cada una de éstas.
2 . Destroncado
del elote
3 . Destusado del elote
4 .
5 .
Molienda 6 .
7 Mezclado de aditivo
8 .
13 .
12 .
9 .
10 .
11 .
P L A N T A P R O C E S A D O R A D E T A M A L E S D E E L O T E
MERCADO DE ABASTECIMIENTO
Mazorca de elote tierno , Margarina , Azúcar , Sal ,
aditivo .
1 . Recepción de la Materia prima e
ingredientes
MERCADO DE CONSUMO Tamal de elote
Presentación de 6 Unidades Almacenado
Empacado
Enfriamiento
Pre enfriamiento
Cocción
Formado
Dosificación
Desgranado del elote
Lavado
14

131
3.4 Definición de la línea de proceso.
• Recepción y almacenaje de materia prima: es el primer paso y muy importante
pues aquí es donde se recibe la materia prima que tiene que estar en
condiciones óptimas para su procesamiento al mismo tiempo debe
almacenarse en condiciones de espacio y refrigeración adecuada para evitar
su deterioro.
• Prelavado y desinfección de materia prima: en ésta parte, el elote se somete a
un proceso de lavado y sanitización por medio del hipoclorito de calcio líquido
(lejía) para evitar una contaminación en el subproducto a obtener.
• Raspado, molido del elote: Una vez desinfectado el producto, se raspa y
muele para formar la mezcla con la cual se elaborará el tamal.
• Dosificación y ensamblado del tamal: en esta parte se pesa la porción de la
mezcla y se ensambla para darle forma al producto final.
• Cocción, enfriamiento y empacado: el tamal se lleva a cocción para llegar a
su punto de acabado y luego es sometido a procesos de enfriamiento, así,
logra una pasteurización. Una vez enfriado se empaca para luego
almacenarlo.
• Almacenado: el producto se almacena a temperaturas ya sea de refrigeración
o congelamiento según como se prefiera manejar, ésto es para resguardar su
caducidad, previo a su trasporte al lugar final para ser consumido.
3.5 Descripción del proceso.
A continuación detallaremos cada una de las líneas de procesos para la elaboración
de tamal de elote:

132
• Recepción y almacenaje de materia prima: Es uno de los procesos más
importantes, de éste depende la calidad de producto procesado a obtener, se
debe de seguir una serie de controles y condiciones que establezcan
madurez, tamaño del grano, etc. y las condiciones en que deben de
almacenarse de preferencia es en cuartos fríos con temperaturas de
refrigeración (1-4C°) y conservar la materia prima en condiciones aceptables
antes de ser procesada.
• Prelavado y desinfección de materia prima: una vez el producto es clasificado,
éste pasa a un prelavado, lavado y sanitización donde se utilizan detergentes
de grado alimenticio de PH neutro para arrastrar la basura del grano y
posteriormente eliminar las colonias de bacterias que contaminan el producto
terminado.
• Raspado, molido del elote: una vez desinfectado el producto, se raspa
desprendiendo el grano de la mazorca, y se muele, para éste segundo paso
debe de ocuparse un molino de nixtamal, de preferencia los conos donde se
introduce el grano y la charola donde cae la mezcla debe ser de acero
inoxidable, ya que están en contacto directo con el alimento y así evitamos
una contaminación cruzada en la mezcla con la cual se elaborará el tamal.
• Dosificación y ensamblado del tamal: una vez obtenida la mezcla colocamos
el peso requerido por medio de un dosificador automático (el cual lo
calibramos en las onzas adecuadas para el peso) o puede hacerse por medio
de cucharas medidoras que se clasifican en diferentes pesos, aplicamos las
onzas de mezcla sobre la tusa para luego darle forma al tamal.
• Cocción, enfriamiento y empacado: cuando el tamal ya está ensamblado o
armado se lleva a cocción a través de ollas, marmitas, hornos, etc. El producto
una vez esté cocido, debe llevarse a enfriamiento previo, puede ser, de
diferentes formas agua a temperaturas muy bajas (bajo 0) o por
congelamiento aplicado al producto. Luego debe de empacarse para
resguardarlo de cualquier deterioro y prolongar su vida de anaquel.

133
• Almacenado: debe ser en cuartos fríos ya sea a temperaturas de refrigeración
(1-4°C) o congelamiento (abajo de 0°C) según como se prefiera manejar, esto
con el fin de resguardar su caducidad (1 mes).
En cuanto a la inspección de la materia prima del elote se realizará en el lugar de
cultivo, debido a que los agricultores se encargarán de trasportar las redes de desde
el lugar del cultivo hasta la planta. Esto implica el uso de maquinaria como pallets
debido a que se transportarán volúmenes considerables, especialmente para el
almacenamiento o manejo de redes de elote, cajas de margarina y quintales de
azúcar.
3.5.1 Justificación del proceso productivo seleccionado
Un proceso semi-industrial es más conveniente si se considera la disponibilidad
tecnológica, la inversión requerida, el volumen de producción y la calidad que se
puede obtener de los productos. La tecnología que se requiere es accesible, porque
se encuentra en el país. Un aspecto que genera ventajas competitivas, es la calidad
del producto que se puede obtener utilizando éste tipo de proceso ya que garantiza
en la mayoría de sus operaciones condiciones de inocuidad aceptables.
3.6 Diagramas de Flujo
Para elaborar los diagramas de flujo una vez seleccionado el proceso fue necesario
determinar los tiempos estándares de operación los cuales se obtuvieron de la
siguiente forma.

134
Tiempos estándar
Para la determinación de los tiempos estándar, se acudió a una fuente de
información cercana a una empresa competidora2120que actualmente se dedica a la
elaboración de tamales de elote y la cual proporcionó los tiempos estándar de las
operaciones con maquinaria. En cuanto a las operaciones manuales, se acudió a
personas que se dedican a dichas operaciones. Los resultados obtenidos son los
siguientes:
Tabla No 89: Tiempo estándar para cada una de las operaciones
N° Operación
Tiempo Estándar
proporcionado por las
fuentes de información
(min/red)=(min/88lb)
Personas incluidas en
la operación según la
fuente de información
Tiempo estándar
(hr/lb)
1 Destroncado 18 2 0.0034
2 Destusado 8 1 0.0015
4 Desgranado 8 1 0.0015
5 Molino 30 1 0.0057
6 Mezclado 20 1 0.0038
7 Dosificación 6.67 2 0.0013
8 Formado 25 2 0.0047
9 Cocina 30 1 0.0028
10 Empaque 16.5 1 0.0031
Según la fuente de información a la que se acudió, dos personas bien capacitadas
pueden destroncar una red en 18 min. En cuanto al destusado, incluye una máquina,
pero se necesitan dos personas ya que primero hay que retirar la tusa a utilizar para
el formado de los tamales y a la vez otra que está pasando los elotes por la
2021
CRIO INVERSIONES S.A. DE C.V.

135
destusadora cuando ya se han retirado dichas tusas. Puede observarse que para las
operaciones manuales el tiempo está dado para dos personas trabajando en la
misma operación. Esto se da debido a que las operaciones manuales son más
tardadas y se necesita de más de una persona para efectuarlas en un tiempo
aceptable con el fin de no tener producto en proceso por mucho tiempo, ya que
podrían darse problemas de higiene y calidad del producto terminado por la
delicadeza de la materia prima, principalmente cuando está en las etapas de
dosificación y formado.
A continuación se presenta el diagrama de flujo del proceso:

136
DIAGRAMA DE FLUJO DE PROCESO PARA LA ELABORACIÓN DE TAMALES DE ELOTE
Producto : Tamal de Elote
AGROSEC DE R . L .
A
1
1 Tra ns portar las redes de elote desde la bodega de
materia prima hasta el área de destroncado
Q uitar la tusa del elote , seleccionando las primeras 3 ó 5 tusas de mejor apariencia y colocar la
mazorca restánte en javas
2
4
5 Reducir el tamaño del grano obtenido del desgranado , utilizando un molino .
18 min
25 min .
8 min .
30 min .
3 mts .
3 mts .
2
3
Introducir el elote a la máquina desgranadora , para separar el grano del olote , esta máquina deposita el
grano en un recipiente de acero inoxidable dispuésto por el operario
4
3 mts .
2 mts .
Red de elote Peso : 40 Kg . Tamaño aproximado : ( 0 . 9 x 0 . 9 x 0 . 9 ) mts .
Transportar jabas con las mazorcas sin punta hasta el área de destusado
Inspeccionar que el elote no tenga barbas y que el grano éste en buen estado , en caso se encuentren
barbas o granos no sanos se deben quitar 1
El elote que cumple con la inspección se t ransporta r en jabas hasta la máquina
desgranadora
Tr asladar el grano de elote en recipiente de acero inoxidable hasta el molino
C ortar los extremos de las mazorcas de la red de elote tratando de no cortar el área de granos y
colocar el elote sin puntas en jabas
3 Introducir la mazorca en máquina destusadora . La cual quita por completo la tusa al elote y los
deja caer en jabas dispuéstas
9 Lavar la tusa en pilas lavadoras
8
Transportar la tusa seleccionada para
envoltura , al área de lavado
1
Mezclar en la máquina mezcladora los ingredientes con el grano de elote molido , hasta
obtener una masa homogénea
5
7
7
Tr asladar en recipientes de acero inoxidable el grano molido hasta la mezcladora
Tr asladar la masa hasta el área de formado en recipientes de acero inoxidable
1 Inspeccionar la consistencia y el sabor de la masa e inocuidad
Dosificar la cantidad de cada ingrediente ( para una red de elote ) de la siguiente forma : 66 onz de Margarina 20 onz de Azúcar 6 onz de sal y 6 onz de sorbato de sodio .
1
2
9
0 . 0 67 min .
0 . 0 67 min .
8 min .
4 mts . 0 . 9 mim .
10 min .
0 . 033 min
0 . 067 min
15 min .
3 mts . 0 . 067 min
20 min .
10 min .
1 mts . 0 . 017 min
10 min
B
6
6 3 mts . 0 . 0 67 min .
Margarina , Azúcar , Sal y Sorbato de sodio
3 mts . 0 . 067 min
Trasportar tusas limpias hasta el área de formado
Transportar los ingredientes hasta el área de mezclado

137
DESCRIPCIÓN SIMBOLOGIA TIEMPO DISTANCIA OBSERVACION
Actividad Actual Propuesto Ahorros
Operación
Transporte
Inspección
Almacenaje
Demora
Tiempo
Distancia
Costos
Actividad:
Ubicación:
Fecha:
Operador:
Método y tipo apropiado
Método: Actual Propuesto
Comentarios:
CURSOGRAMA ANALITICO DEL PROCESO DE ELABORACION DE TAMALES DE ELOTE
AGROSEC DE R.L.
Transportar las redes de elote desde la bodega de materia prima hasta el área
de destroncado
Cortar los extremos de las mazorcas de la red de elote tratando de no cortar el
área de granos y colocar el elote sin puntas en jabas
Transportar jabas con las mazorcas sin punta hasta el área de
destusado
Quitar la tusa del elote, seleccionando las primeras 3 ó 5 tusas de mejor
apariencia y colocar la mazorca restante en javas
Introducir la mazorca en maquina destusadora . La cual quita por
completo la tusa al elote y los deja caer en jabas dispuestas
Inspeccionar que el elote no tenga barbas y que el grano este en buen
estado, en caso se encuentren barbas o granos no sanos se deben quitar
El elote que cumple con la inspección se transportar en jabas hasta la
maquina desgranadora
Introducir el elote a la maquina desgranadora, para separar el grano del
olote, esta maquina deposita el grano en un recipiente de acero inoxidable
dispuesto por el operario
Trasladar el grano de elote en recipiente de acero inoxidable hasta el molino
Reducir el tamaño del grano obtenido del desgranado, utilizando un molino.
Trasladar en recipientes de acero inoxidable el grano molido hasta la
mezcladora
Transportar los ingredientes hasta el área de mezclado
Dosificar la cantidad de cada ingrediente (para una red de elote) de la
siguiente forma: 66 onz de Margarina, 20 onz de Azúcar, 6 onz de sal y 6
onz de sorbato de sodio.
Mezclar en la maquina mezcladora los ingredientes con el grano de
elote molido, hasta obtener una masa homogénea
Inspeccionar la consistencia y el sabor de la masa e inocuidad
Trasladar la masa hasta el área de formado en recipientes de acero inoxidable
Transportar la tusa seleccionada para envoltura, al área de lavado
Lavar la tusa en pilas lavadoras
Trasportar tusas limpias hasta el área de formado
Medir con una cuchara de 3.3 onz. la cantidad de masa para cada tamal y
echarla en la tusa lista para ser formada.
Envolver uniformemente la masa lista en la tusa.
Trasladar los tamales ya formados en cestas metálicas hasta la cocina
Poner a cocinar aproximadamente por 1 hora los tamales.
18 min
25 min.
8 min.
30 min.
0.067 min.
0.067 min.
8 min.
10 min.
0.033 min
0.067 min
0.067 min
15 min.
0.067 min.
20 min.
10 min.
0.017min
3 mts.
3 mts.
3 mts.
3 mts.
2 mts.
3 mts.
1 mts.
4 mts.0.09 min.
10.0 min.
0.067 min. 3 mts.
6.67 min.
25 min.
4 mts.0.09min
60 min
Elaboración de tamales de elote
La Libertad, Ciudad Arce, Zapotitán
04 de abril de 2009
X
14
14
2
2
3
418.13 min.
37 mts.
Pag
1/2

138
DESCRIPCIÓN SIMBOLOGIA TIEMPO DISTANCIA OBSERVACION
Actividad Actual Propuesto Ahorros
Operación
Transporte
Inspección
Almacenaje
Demora
Tiempo
Distancia
Costos
Actividad:
Ubicación:
Fecha:
Operador:
Método y tipo apropiado
Método: Actual Propuesto
Comentarios:
CURSOGRAMA ANALITICO DEL PROCESO DE ELABORACION DE TAMALES DE ELOTE
AGROSEC DE R.L.
Trasladar los tamales en las cestas metálicas hasta el área de
enfriamiento
Extender los tamales en mesas especiales hechas de zaranda de acero
inoxidable para lograr el enfriamiento de los tamales hasta 40 ó 50 ºC.
Efriamiento de los tamales
Corroborar que la temperatura de los tamales este entre los 40 y 50 ºC
Acomodar los tamales fríos en jabas para poder refrigerarlos
Trasladar las jabas de tamales hasta el refrigerador
Refrigerar los tamales hasta que alcancen una temperatura de 4ºC
Trasladar las jabas de tamales ya fríos hacia el área de empacado
Cortar las puntas de la tusa, se limpia y empaca en bolsas, pone 6
tamales por bolsa
Trasladar las jabas de tamales ya empacados hacia el cuarto frio
Se congela el tamal, hasta que este es despachado
0.033 min
4 min
30 min
0.20 min
4 min
0.033 min
180 min
0.033 min
16..5 mim
0.033 min
2 mts.
2 mts.
2 mts.
2 mts.
14
14
2
2
3
418.13 min.
37 mts.
Elaboración de tamales de elote
La Libertad, Ciudad Arce, Zapotitán
04 de abril de 2009
XPag
2/2
3.7 Planificación de la producción: Pronostico de ventas
El pronóstico de ventas obtenido en la etapa de mercado, servirá de base para
planificar la producción.
Determinación de días laborales. Horario de trabajo
El horario de trabajo establecido, se realiza de acuerdo a los intereses de la
contraparte y según el Código de Trabajo en su capítulo III, ―de la jornada de trabajo

139
y de la semana laboral‖ Art.161 2221y de conocimiento de AGROSEC de dicho código,
se establece el siguiente horario semanal de trabajo por área:
Tabla No 90: Jornada Laboral
Turno del día Área
Producción Administrativa
Mañana 6:00 a.m. a 10:00 a.m.
7:30 a.m. a 12:00 m 10:30 a.m. a 12:30 p.m.
Tarde 1:00 p.m. a 3:00 p.m. 1:00 p.m. a 4:30 p.m.
Los días a trabajar son de lunes a viernes, dando descanso los días sábados y domingos.
Días de asueto Los días de asueto según el Código de Trabajo, capítulo VI, Art.
190 son los siguientes:
Tabla No 91: Días de asueto según el Código de Trabajo
Días Cantidad
Primero de enero 1
Jueves, Viernes y Sábado de la Semana Santa 3
Primero de mayo 1
Seis de agosto 1
Quince de septiembre 1
Dos de noviembre 1
Veinticinco de diciembr1e 1
Total 9
2221
Art. 161. Las horas de trabajo son diurnas y nocturnas. Las diurnas están comprendidas entre las
seis horas y las diecinueve horas de un mismo día; y las nocturnas, entre las diecinueve horas de un
día y las seis horas del día siguiente. La jornada ordinaria de trabajo efectivo diurno, salvo las
excepciones legales, no excederá de ocho horas diarias, ni la nocturna de siete. La jornada de trabajo
que comprenda más de cuatro horas nocturnas, será considerada nocturna para el efecto de su
duración. La semana laboral diurna no excederá de cuarenta y cuatro horas ni la nocturna de treinta y
nueve.

140
En total son 9 días que la ley manda sean asuetos nacionales.
A continuación se presentan los días laborales de cada mes para los años
proyectados de ventas.
Tabla No 92: Días laborales de cada mes desde el 2010 al 2014
Mes Años
2010 2011 2012 2013 2014
Enero 21 20 21 22 22
Febrero 20 20 20 21 20
Marzo 22 23 23 22 21
Abril 20 20 20 19 20
Mayo 20 21 22 22 22
Junio 22 22 21 21 20
Julio 23 22 21 22 23
Agosto 20 21 23 22 20
Septiembre 21 21 21 20 21
Octubre 22 21 21 23 23
Noviembre 20 21 21 21 21
Diciembre 22 23 22 20 21
Total 253 255 256 255 254
3.8 Eficiencia de la planta
Para estimar la eficiencia de la planta, se consideran los siguientes puntos:

141
Eficiencia promedio de la industria en el país. Según datos del Ministerio de
Economía, la eficiencia promedio del sector industria en el país es del 60%, pero
algunas compañías elevan su eficiencia con capacitaciones al personal, adquisición
de nuevas tecnologías u otros medios.
Maquinaria a utilizar. La maquinaria que se piensa utilizar, es completamente nueva
dado que la asociación no desea comprar maquinaria usada, por ello se estima que
la eficiencia podría ser de un 80%.
Mano de obra. La mano de obra a utilizar, se pretende que posea los conocimientos
mínimos para utilizar la maquinaria, además de una capacitación del proveedor al
momento de la recepción y montaje. Considerando éstos puntos, se estima que la
planta podría tener una eficiencia de 70%, pero se tiene que valorar posteriormente,
cuando la planta ya esté operando permanentemente.
Pronostico de ventas mensual Para elaborar el pronóstico de ventas mensual, se
considera que el valor proyectado de la demanda para cada año, será uniforme a lo
largo de los meses del año o con pequeñas variaciones cuando se da la cosecha de
elote y se tiene mayor competencia de ventas informales. Estas variaciones no se
consideran significativas, ya que éste es un producto de consumo que generalmente
se demanda en las mismas cantidades todos los meses. Con estas consideraciones
se presenta el siguiente cuadro con el pronóstico mensual de ventas.
Tabla No 93: Pronostico de venta mensual para el 2010 al 2014
Mes Años
2010 2011 2012 2013 2014
Enero 74545 81999 90199 99219 109140,9
Febrero 74545 81999 90199 99219 109140,9

142
Marzo 74545 82000 90200 99220 109142
Abril 74545 82000 90200 99220 109142
Mayo 74545 82000 90200 99220 109142
Junio 74545 82000 90200 99220 109142
Julio 74545 82000 90200 99220 109142
Agosto 74545 82000 90200 99220 109142
Septiembre 74545 82000 90200 99220 109142
Octubre 74545 82000 90199 99219 109140,9
Noviembre 74545 81999 90199 99219 109140,9
Diciembre 74546 81999 90199 99219 109140,9
Total 894,541 983,996 1,082,395 1,190,635 1,309,698.5
Las variaciones de un mes a otro son para cuadrar el valor pronosticado anual, pero
éstas variaciones son de una unidad en todos los casos.
3.8.1 Tamaño de la planta:
La planta industrial tendrá una capacidad instalada = 750 tamales /hr.
La capacidad teórica está dada por la maquinaria de menor capacidad, es
decir, el molino, con 150 lb/hr.
3.9 UNIDADES BUENAS A PLANIFICAR PRODUCIR (UBPP)
Para elaborar el cuadro de las UBPP, se consideran los siguientes puntos:
Pronostico de ventas mensual.
Días laborales por mes.
Inventario inicial.

143
Política de inventario.
Stock, Producción, Ventas para los años proyectados El stock de enero de 2010
es cero, ya que no hay producción, ni inventario inicial, y para el cálculo de la
producción de diciembre de 2014, se estima que las ventas de enero de 2012 serán
10% más que las de diciembre 2011, esto por la tendencia a crecer en casi 10%
cada año de enero a diciembre.
Stock, Producción y Ventas de Tamales para 2010
Mes Stock Producción Ventas
Enero 0 85194 74545
Febrero 10649 74545 74545
Marzo 10649 75077 74545
Abril 11182 74013 74545
Mayo 10649 74545 74545
Junio 10649 73619 74545
Julio 9723 76003 74545
Agosto 11182 74013 74545
Septiembre 10649 73619 74545
Octubre 9723 76003 74545
Noviembre 11182 73529 74545
Diciembre 10165 76095 74546
Total: 906255 894541
Stock, Producción y Ventas de Tamales para 2011
Mes Stock Producción Ventas
Enero 11714 82585 81999
Febrero 12300 80881 81999
Marzo 11182 83118 82000
Abril 12300 82000 82000
Mayo 12300 80882 82000
Junio 11182 81514 82000
Julio 10696 83604 82000
Agosto 12300 81414 82000
Septiembre 11714 81468 82000
Octubre 11182 83118 82000
Noviembre 12300 80881 81999
Diciembre 11182 84347 81999
Total: 985812 983996
Stock, Producción y Ventas de Tamales para 2012
Mes Stock Producción Ventas
Enero 13530 90199 90199
Febrero 13530 88434 90199
Marzo 11765 91965 90200
Abril 13530 89556 90200
Mayo 12886 89614 90200
Stock, Producción y Ventas de Tamales para 2013
Mes Stock Producción Ventas
Enero 14174 99928 99219
Febrero 14883 97278 99219
Marzo 12942 101161 99220
Abril 14883 97867 99220
Mayo 13530 99864 99220

144
Junio 12300 90200 90200
Julio 12300 90786 90200
Agosto 12886 90200 90200
Septiembre 12886 90200 90200
Octubre 12886 90199 90199
Noviembre 12886 89079 90199
Diciembre 11765 92608 90199
Total: 1083039 1082395
Junio 14174 99220 99220
Julio 14174 97987 99220
Agosto 12942 100453 99220
Septiembre 14174 99220 99220
Octubre 14174 99219 99219
Noviembre 14174 98575 99219
Diciembre 13530 100572 99219
Total: 1191344 1190635
Stock, Producción y Ventas de Tamales para 2014
Mes Stock Producción Ventas
Enero 17320 109920 109140
Febrero 16371 107005 109140
Marzo 14236 111277 109142
Abril 16371 107653 109142
Mayo 14883 109850 109142
Junio 15591 109142 109142
Julio 15591 107785 109142
Agosto 14236 110498 109142
Septiembre 15591 109142 109142
Octubre 15591 109140 109140
Noviembre 15591 108432 109140
Diciembre 14883 110629 109140
Total: 1310473 1309694
Tabla No 94: Stock, Producción y Venta para los años 2010 al 2014
3.9.1 Unidades Buenas a Planificar Producir de tamales por año

145
Año 2010
Mes UBPP
Enero 86933
Febrero 76066
Marzo 76610
Abril 75523
Mayo 76066
Junio 75121
Julio 77555
Agosto 75523
Septiembre 75121
Octubre 77555
Noviembre 75029
Diciembre 77648
Total 924,750
Año 2011
Mes UBPP
Enero 84270
Febrero 82532
Marzo 84814
Abril 83673
Mayo 82532
Junio 83177
Julio 85311
Agosto 83076
Septiembre 83130
Octubre 84814
Noviembre 82531
Diciembre 86069
Total 1,005,930
Año 2012
Mes UBPP
Enero 92040
Febrero 90239
Marzo 93842
Abril 91383
Mayo 91443
Junio 92041
Julio 92638
Agosto 92041
Septiembre 92041
Octubre 92040
Noviembre 90896
Diciembre 94498
Total 1,105,142
Año 2013
Mes UBPP
Enero 101967
Febrero 99263
Marzo 103226
Abril 99864
Mayo 101902
Junio 101245
Julio 99987
Agosto 102503
Septiembre 101245
Octubre 101244
Noviembre 100586
Diciembre 102624
Total 1,215,657

146
Tabla No 95: Unidades Buenas Planificadas a Producir para los años del 2010 al
2014
3.10 Requerimientos productivos
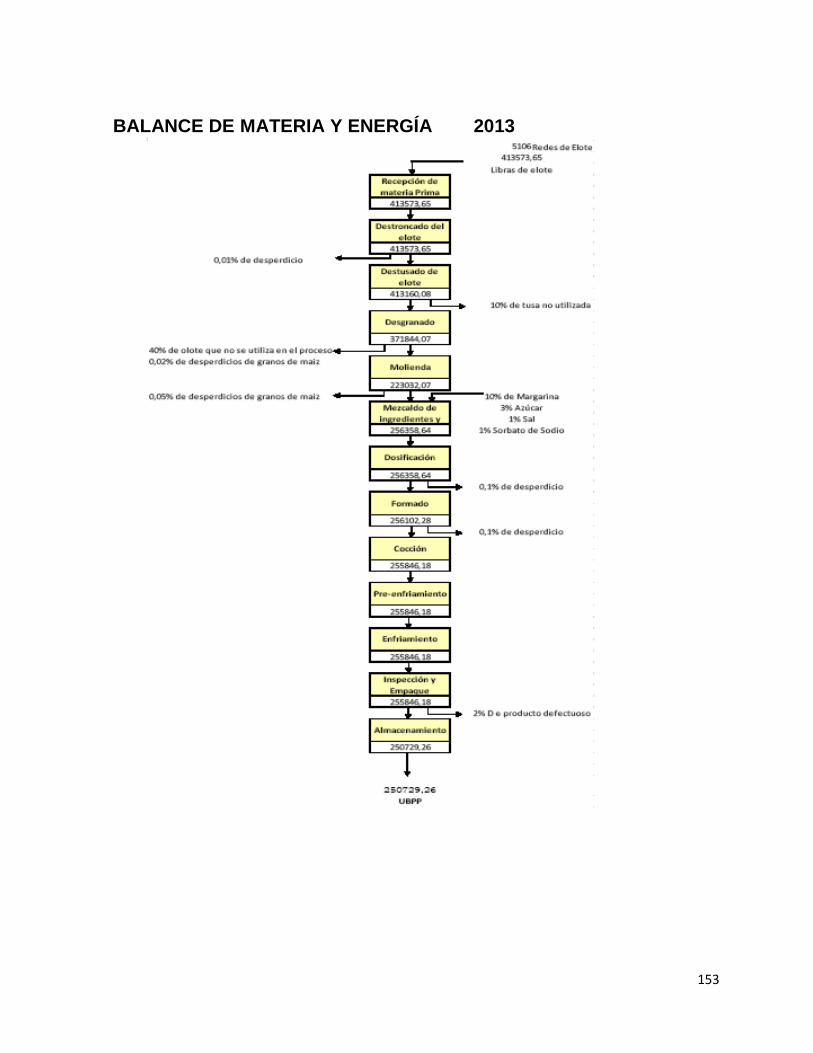
Balance de materiales: una vez determinadas las UBPP es necesario conocer los
requerimientos de materia prima e ingredientes para cumplir con la producción
programada, para ello se hará uso del balance de materia y energía. El balance de
materia y energía nos permite conocer además del requerimiento inicial de materia
prima la cantidad que sale y entra de ésta, en cada etapa del proceso productivo.
Desperdicios en cada etapa del proceso productivo
Año 2014
Mes UBPP
Enero 112163
Febrero 109189
Marzo 113548
Abril 109850
Mayo 112092
Junio 111369
Julio 109985
Agosto 112753
Septiembre 111369
Octubre 111368
Noviembre 110644
Diciembre 112886
Total 1337216

147
Un elote está conformado por el grano, la tusa y el olote, pesa en promedio 0.27 lb,
es decir 122.5 gramos de los cuales el grano representa el 40%, la tusa un 20% y el
olote constituye el 40% restante. La primera etapa del proceso productivo en la que
se da un desperdicio de materia prima es en el destroncado, éste desperdicio es del
0.01% de elote, después el elote pasa a la etapa de destusado donde la tusa que se
selecciona para el formado es aproximadamente el 10%, la tusa restante sale del
proceso como desperdicio. La siguiente etapa es el desgranado donde sale como
desperdicio el olote, es decir el 40% de lo que conforma el elote. En la molienda
existen desperdicios en promedio de 0.05% de grano. Una vez molido el grano éste
pasa a la etapa de mezclado donde se le agrega margarina en un 10%, azúcar en un
3%, sal y preservantes en un 1% respectivamente. En las siguientes etapas,
dosificación y formado se tienen un desperdicio de aproximadamente el 0.1% de la
mezcla. El porcentaje de producto defectuoso, como se especificó en la planificación
de la producción es del 2%. Cabe mencionar que algunos porcentajes de
desperdicios que se han especificado han sido proporcionados por proveedores de
maquinaria. Otros como los desperdicios en el formado y dosificación son
estimaciones basadas en la experiencia.
Para obtener la cantidad de materia prima utilizando el balance fue necesario
convertir las unidades planificadas a producir en libras de tamales. Considerando que
cada tamal va a tener un peso neto de 3.3 onza y que 16 onza conforman una libra,
el número de libras requeridas de tamales por mes según las UBPP son las
siguientes:
2010
MES
UBPP
Tamales en Libras
Enero 17929,93
Febrero 15688,61
Marzo 15800,81
Abril 15576,62
2011
MES
UBPP
Tamales en Libras
Enero 17380,69
Febrero 17022,23
Marzo 17492,89
Abril 17257,56

148
Mayo 15688,61
Junio 15493,71
Julio 15995,72
Agosto 15576,62
Septiembre 15493,71
Octubre 15995,72
Noviembre 15474,73
Diciembre 16014,90
Total 19072,97
Mayo 17022,23
Junio 17155,26
Julio 17595,39
Agosto 17134,43
Septiembre 17145,56
Octubre 17492,89
Noviembre 17022,02
Diciembre 17751,73
Total 207473,06
2012
MES
UBPP
Tamales en Libras
Enero 18983,25
Febrero 18611,79
Marzo 19354,91
Abril 18847,74
Mayo 18860,12
Junio 18983,46
Julio 19106,59
Agosto 18983,46
Septiembre 18983,46
Octubre 18983,25
Noviembre 18747,30
Diciembre 19490,21
Total 227935,54
2013
MES
UBPP
Tamales en Libras
Enero 21030,69
Febrero 20472,99
Marzo 21290,36
Abril 20596,95
Mayo 21017,29
Junio 20881,78
Julio 20622,32
Agosto 21141,24
Septiembre 20881,78
Octubre 20881,58
Noviembre 20745,86
Diciembre 21166,20
Total 250729,26

149
Tabla No 96: Unidades Buenas Planificadas a Producir en libras de tamales
2014
MES
UBPP
Tamales en Libras
Enero 23133,759
Febrero 22520,289
Marzo 23419,396
Abril 22656,645
Mayo 23119,019
Junio 22969,958
Julio 22684,552
Agosto 23255,364
Septiembre 22969,958
Octubre 22969,738
Noviembre 22820,446
Diciembre 23282,82
Total 275801,944

150
BALANCE DE MATERIA Y ENERGÍA 2010

151
BALANCE DE MATERIA Y ENERGÍA 2011

152
BALANCE DE MATERIA Y ENERGÍA 2012
153
BALANCE DE MATERIA Y ENERGÍA 2013

154
BALANCE DE MATERIA Y ENERGÍA 2014
A continuación se presentan los requerimientos de materia prima e ingredientes para
cada mes de los cinco años en los que se ha planificado la producción.

155
Tabla No 97: Requerimientos mensuales de MP e ingredientes para el 2010
2010
Mes Redes Elote
(300 elotes)
Margarina
(lb)
Azúcar
(lb)
Sal
(lb)
Sorbato de sodio
(lb)
Enero 395 1833,25 549,97 183,32 183,32
Febrero 319 1604,09 481,23 160,41 160,41
Marzo 322 1615,56 484,67 161,56 161,56
Abril 317 1592,63 477,79 159,26 159,26
Mayo 319 1604,09 481,23 160,41 160,41
Junio 316 1584,16 475,25 158,42 158,42
Julio 326 1635,49 490,65 163,55 163,55
Agosto 317 1592,63 477,79 159,26 159,26
Septiembre 316 1584,16 475,25 158,42 158,42
Octubre 326 1635,49 490,65 163,55 163,55
Noviembre 315 1582,22 474,67 158,22 158,22
Diciembre 326 1637,45 491,23 163,74 163,74
Total 3884 19501,20 5850,36 1950,12 1950,12
Tabla No 98: Requerimiento mensuales de MP e ingredientes para el 2011
2011
Mes
Redes Elote
(300 elotes)
Margarina
(lb)
Azúcar
(lb)
Sal
(lb)
Sorbato de sodio
(lb)
Enero 354 1777,09 533,13 177,71 177,71
Febrero 347 1740,44 522,13 174,04 174,04
Marzo 356 1788,56 536,57 178,86 178,86
Abril 351 1764,50 529,35 176,45 176,45
Mayo 347 1740,44 522,13 174,04 174,04
Junio 349 1754,04 526,21 175,40 175,40
Julio 358 1799,04 539,71 179,90 179,90
Agosto 349 1751,91 525,57 175,19 175,19

156
Septiembre 349 1753,05 525,92 175,31 175,31
Octubre 356 1788,56 536,57 178,86 178,86
Noviembre 347 1740,42 522,13 174,04 174,04
Diciembre 361 1815,03 544,51 181,50 181,50
Total 4225 21213,13 6363,94 2121,31 2121,31
Tabla No 99: Requerimiento mensuales de MP e ingredientes para el 2012
2012
Mes
Redes Elote
(300 elotes)
Margarina
(lb)
Azúcar
(lb)
Sal
(lb)
Sorbato de sodio
(lb)
Enero 387 1940,95 582,28 194,09 194,09
Febrero 379 1902,97 570,89 190,30 190,30
Marzo 394 1978,95 593,68 197,89 197,89
Abril 384 1927,09 578,13 192,71 192,71
Mayo 384 1928,36 578,51 192,84 192,84
Junio 387 1940,97 582,29 194,10 194,10
Julio 389 1953,56 586,07 195,36 195,36
Agosto 387 1940,97 582,29 194,10 194,10
Septiembre 387 1940,97 582,29 194,10 194,10
Octubre 387 1940,95 582,28 194,09 194,09
Noviembre 382 1916,82 575,05 191,68 191,68
Diciembre 397 1992,78 597,83 199,28 199,28
Total 4642 23305,32 6991,59 2330,53 2330,53
Tabla No 100: Requerimiento mensuales de MP e ingredientes para el 2013
2013
Mes
Redes Elote
(300 elotes)
Margarina
(lb)
Azúcar
(lb)
Sal
(lb)
Sorbato de sodio
(lb)
Enero 428 2150,29 645,09 215,03 215,03
Febrero 417 2093,27 627,98 209,33 209,33

157
Marzo 343 2176,84 653,05 217,68 217,68
Abril 316 2105,94 631,78 210,59 210,59
Mayo 428 2148,92 644,68 214,89 214,89
Junio 425 2135,06 640,52 213,51 213,51
Julio 420 2108,53 632,56 210,85 210,85
Agosto 431 2161,59 648,48 216,16 216,16
Septiembre 425 2135,06 640,52 213,51 213,51
Octubre 425 2135,04 640,51 213,50 213,50
Noviembre 422 2121,16 636,35 212,12 212,12
Diciembre 431 2164,14 649,24 216,41 216,41
Total 5106 25635,86 7690,76 2563,59 2563,59
Tabla No 101: Requerimiento mensuales de MP e ingredientes para el 2014
2014
Mes
Redes Elote
(300 elotes)
Margarina
(lb)
Azúcar
(lb)
Sal
(lb)
Sorbato de sodio
(lb)
Enero 470 2365,319 709,599 236,533 236,533
Febrero 458 2302,597 690,778 230,263 230,263
Marzo 377 2394,524 718,355 239,448 239,448
Abril 347 2316,534 694,958 231,649 231,649
Mayo 470 2363,812 709,148 236,379 236,379
Junio 467 2348,566 704,572 234,861 234,861
Julio 462 2319,383 695,816 231,935 231,935
Agosto 474 2377,749 713,328 237,776 237,776
Septiembre 467 2348,566 704,572 234,861 234,861
Octubre 467 2348,544 704,561 234,85 234,85
Noviembre 464 2333,276 699,985 233,332 233,332
Diciembre 474 2380,554 714,164 238,051 238,051
Total 5327 28199.42 8459,836 2819,938 2819,938

158
De las tablas anteriores es requerimiento de materia prima e ingredientes anuales es
el siguiente:
Tabla No 102: Requerimiento anual de materia prima e ingredientes
Años
Redes Elote
(300 elotes)
Margarina
(lb)
Azúcar
(lb)
Sal
(lb)
Sorbato de sodio
(lb)
2010 3884 19501,20 5850,36 1950,12 1950,12
2011 4225 21213,13 6363,94 2121,31 2121,31
2012 4642 23305,32 6991,59 2330,53 2330,53
2013 5106 25635,86 7690,76 2563,59 2563,59
2014 5327 28199.42 8459,836 2819,938 2819,938
3.10.1 Balance de línea
Producto: tamal de elote.
UBPP: son las unidades buenas a planificar producir de tamales de elote para un
mes específico, se toman del balance de producción.
Estándar: es el tiempo estándar para la operación, en éste caso lo tomamos del
diagrama de flujo del proceso que representa los tiempos de procesar una red de
elote, aproximadamente para 200 tamales.
Hrs Req: son las horas requeridas para procesar el número de UBPP de ese mes,
su cálculo es el siguiente: , donde 200 son los tamales
elaborados por el estándar de la operación.

159
Total Hrs Req: en éste caso por ser solo un producto, el total de horas requeridas es
igual al total de horas requeridas del producto.
Número de operarios: es el número de operarios necesarios en la operación, se
sacan de las hojas de requerimiento de la distribución en planta.
Total horas disponibles: es el total de horas disponibles, se saca multiplicando el
número de operarios por la jornada laboral diaria por el número de días del mes
analizado.
% de eficiencia: es un estimado de la eficiencia de cada puesto u operación, de
acuerdo a la maquinaria y la experiencia del operario.
Total Hrs disponibles Real: resulta de multiplicar las horas disponibles por la
eficiencia de cada operación.
Balance (+) o (-): resulta de Restar al total de horas disponibles real el total de horas
requeridas, si es positiva la resta se coloca en el signo (+), si es negativa la
respuesta, se coloca en el signo (-).
Para realizar el balance de línea mensual, semanal y diario
Tabla No 103: Formato para el Balance de línea
BALANCE MENSUAL/SEMANAL/DIARIO
Código Hrs. efectivas
Operario/mes
Operarios/mes Transferencia
Total Hrs
disponibles
ajustado
Diferencia
(+) (-) (+) (-)
O1
O2
O3
O4
O5
09

160
Donde: Hrs. Efectivas operario/mes/sem o día: son las horas reales disponibles
para un operario, se calcula multiplicando las 8 horas diarias por los días laborales
mensuales por la eficiencia (para el mes), para el semanal se multiplica las 8 hr por
los 5 días semanales por la eficiencia, y el diario las 8 hr por la eficiencia de la
operación.
Operarios/mes/sem/día: se calcula dividiendo del Balance (+) (-) de la hoja anterior,
entre las horas efectivas de la hoja calculada (mes/sem/día).
Transferencia: si hay transferencia de operarios, si va de una operación a otra se le
agrega ―1 operario a __‖, si viene de una operación se le agrega ―1 operario de __‖.
Nota aclaratoria: En el punto ―Transferencia‖ se le agrega que un operario se va de
una operación X a una Y (1 operario a___) o viene de una operación X a una Y (1
operario de___), sin embargo NO significa que se va ese tiempo de corrido, en el
transcurso del día se debe pasar a otra operación y al final del mes ese porcentaje
del día que estuvo en otra operación debe sumar el tiempo que dice el balance de
línea.
Total hrs. Disponible ajustado: es el total de horas ajustadas, ya sean sumadas o
restadas a las horas que se tenían disponibles.
Diferencia (+) (-): es la diferencia en las horas que sobran (+) o faltan (-) con las
horas efectivas operario/mes/sem o día.
Requerimiento de producción
UBPP para el 2010

161
Tabla No 104: Requerimiento de producción para el 2010
Año 2010
Mes UBPP
Días
laborales
Enero 86933 22
Febrero 76066 21
Marzo 76610 21
Abril 75523 20
Mayo 76066 21
Junio 75121 21
Julio 77555 23
Agosto 75523 20
Septiembre 75121 21
Octubre 77555 23
Noviembre 75029 20
Diciembre 77648 22
Total 924,750 255
Tabla No 105: Eficiencia, número de operarios y estándar de cada operación
Operación % Eficiencia Operarios Estándar de
operación/200 tamales
Destroncado 70 2 0.30
Destusado 75 2 0.88
Desgranado 85 1 0.13
Molino 85 1 0.50
Mezclado 80 1 0.58
Dosificado 75 1 0.11
Formado 75 2 0.42
Empaque 70 1 0.41

162
El % eficiencia es un estimado, tomando en cuenta la experiencia de los operarios en
la actividad y la complejidad de la maquinaria y/o el equipo a utilizar, en las
operaciones que se involucra maquinaria, la eficiencia es mayor y en aquellas que
dependen más del operario, la eficiencia es menor. El promedio de eficiencia
obtenido es de 76.8% y la eficiencia considerada para la planta es de 70%, esto se
debe a que las operaciones tomadas en cuenta para el balance de línea no
representan el 100% de las actividades que se realizan en la planta, cada operación
tendrá eficiencia diferente, aunque la eficiencia general de la planta sea o se
considere otra. El estándar de operación es para 200 tamales aproximadamente,
tomado del diagrama de flujo del proceso para una red de elote y los datos están en
horas.
Jornada laboral:
Como se detalló en la planificación de la producción, la jornada laboral es de 8 horas
al día, de lunes a viernes.
3.11 DISTRIBUCIÓN EN PLANTA
AÑ
O: 2010 ME
S: ENER
O Dias
Lab: 22
Códig
o Descripcio
n Estánda
r Hrs
Req (+
) (-
) O
1 Destroncado 0.30 130.40 130.40 2 352 70 246.40 116.00 0.00
O
2 Destusado 0.88 382.51 382.51 2 352 75 264.00 0.00 118.51
O
3 Desgranado 0.13 56.51 56.51 1 176 85 149.60 93.09 0.00
O
4 Molin
o 0.50 217.33 217.33 1 176 85 149.60 0.00 67.73
O
5 Mezclad
o 0.58 252.11 252.11 1 176 80 140.80 0.00 111.31
O
6 Dosificad
o 0.11 47.81 47.81 1 176 75 132.00 84.19 0.00
O
7 Formado 0.42 182.56 182.56 2 352 75 264.00 81.44 0.00
O
8 Empaque 0.41 178.21 178.21 1 176 70 123.20 0.00 55.01
Total
: 1447.43 Total
: 1469.60
Total
Hrs disponible
s Rea
l
86933
Producto Operació
n
Balanc
e
Tamal de
elote Tota
l Hrs
Req
Número
de operario
s
Total
Horas Disponible
s
%
eficiencia

163
3.11.1 Determinación de áreas de la planta
Área de Producción
Teniendo todos los requerimientos de maquinaria para el proceso, se procederá a
determinar el área requerida para el área de producción de la planta. Para esto se
hará uso de la Hoja de Análisis de Requerimiento de Espacio, en la cual se facilita el
cálculo del área de producción tomando en cuenta espacios para operarios, pasillos,
material y otros. Para la planta, el área de producción tiene los siguientes
requerimientos:
Tabla No 106: Hoja de análisis de requerimiento de espacio para producción
HOJA DE ANÁLISIS DE REQUERIMIENTO DE ESPACIO
N° Operación Máquina
Requerimientos de espacio
Máquina
m2
Equipo
Auxiliar
m2
Espacio
Operario
Espacio
Material
Sub-
Total
Sub-
TotalX150%
N°
Máquinas
Total m2
por
operación
1 Destroncado
- - 8.0 - 8.0 12.0 12.0
2 Destusado Destusadora
1.14 0.75 2.0 - 3.89 5.83 1.0 5.83
3 Desgranado Desgranadora
2.51 - 2.0 -- 4.51 6.76 1.0 6.76
4 Molino Molino Industrial
1.00 - 2.0 2.0 5.0 7.50 1.0 7.50
5 Mezclado Mezcladora
1.69 - 2.0 2.0 5.69 8.53 1.0 8.53
6 Dosificación
- 3.0 4.0 2.0 9.0 13.50 - 13.50
7 Formado
8 Cocina Caldero
4.0 - 6.0 - 10.0 15.0 1.0 15.0
9 Empaque
- 3.0 4.0 - 7.0 10.5 1.0 10.50
TOTAL ÁREA DE PRODUCCIÓN 79.6410

164
Área de carga/descarga
Está compuesta por el espacio necesario para el estacionamiento de los pick-ups
que permita la descarga de materia prima a la planta, así como el espacio necesario
para las maniobras del vehículo y/o camión. Las dimensiones de cajón que se usan
frecuentemente para una disposición de 90º son de 2.74x 5.79 m con acceso de
7.32 m de ancho23.22De ésta manera se necesita un promedio de 16 m2 de área de
estacionamiento para el automóvil. Además, se necesita un área para la descarga en
si, la cual se considera que puede ser de 4x3m, considerando los volúmenes y
formas de la materia prima, requiriendo en total 12m2 para descargar las redes. En
ésta área se dejarán los desperdicios del proceso como tusas que no sirvan para
envoltura del tamal y los olotes que salgan después del desgranado. Se considera
que éstos desperdicios se manejen en bolsas plásticas negras, selladas para mayor
higiene, ya que son residuos que atraen insectos voladores. El área estimada es de
2x1.5m, haciendo un total de 3m2.
Tabla No 107: Requerimiento de área para la descarga de materia prima
Área de carga/descarga
Estacionamiento de vehículo 16 m2
Área de descarga de materia prima
12 m2
Área para desperdicios 3 m2
Total 31 m2
Área para equipo de transporte de materia prima
Esta es el área necesaria para la circulación del equipo de manejo de materiales, en
éste caso serán carretillas de mano e hidráulicas. Por lo tanto las dimensiones de
esta área se obtienen a partir de las dimensiones del equipo a utilizar y el espacio
necesario para manipulación.
Tabla No 108: Requerimiento de área para el equipo de transporte de materiales
2322
Dimensiones según Dileer R. Sule en su libro INSTALACIONES DE MANUFACTURA (2a edición)

165
Áreas para equipo de transporte
Carretilla hidráulica 0.54 m2
Carretilla manual 0.16 m2
Total 0.70 m2
Área para la circulación de la materia prima transportada.
Es el área por donde pasarán los equipos que transportan la materia prima hasta la
bodega de materia prima, se consideran los equipos a utilizar y de allí se calcula el
área necesaria para los pasillos o puertas necesarias. En éste caso el equipo más
grande es la carretilla hidráulica manual (Ver especificaciones de equipos), pero las
redes de elote miden aproximadamente 0.90cm de ancho, por ello se considera una
longitud de 1.5m para pasillos o puerta, y se considera que la bodega de materia
prima no debe estar muy alejada del área de recibo a una distancia de 5m máximo,
por lo que el área requerida seria de 7.5m2 de área de circulación.
Despacho. El despacho es aquella actividad que está relacionada con la selección
de stock para llenar órdenes, el empaquetado de producto para ser despachados y
su carga a los vehículos de transporte. Para la estimación del área total necesaria
para despacho se debe tomar en cuenta las siguientes características:
Forma y volumen El producto se maneja en hieleras rectangulares
aproximadamente de 1.5x0.75x0.8m, el manejo se hace al pasar de jabas en el área
de congelado a éstas hieleras para su transporte a las salas de venta.
Condición El producto se encuentra congelado en bolsas plásticas cada paquete
de seis tamales, y varios paquetes se depositan en hieleras para trasladarlo. Se
considera que el recipiente para transporte, protege al producto de las condiciones
exteriores y preserva la temperatura necesaria hasta llegar a los estantes de
productos congelados.

166
Peso El peso varía de acuerdo al tamaño de las jabas, pero se estima en 10 kg
como máximo. Podemos dividir el área de despacho en lo siguiente:
Área de carga
Área para manejo de equipo y circulación
Área de carga
Es el área necesaria para cargar el vehículo donde se transportara el producto. Se
considera el área igual que la de recibo, por utilizar el mismo vehículo y otro menor.
Tabla No 109: Requerimiento de área de carga para producto terminado
Área de carga de P.T.
Estacionamiento de vehículo 16 m2
Total 16 m2
Área para manejo de equipo y circulación
Tabla No 110: Requerimiento de área para el equipo y circulación
Áreas para equipo de transporte y circulación
Porta jaba con tiradera 0.54 m2
Área para circulación 7.5 m2 máximo
Total 8.04 m2
Como se asume que la demanda es constante durante todo el año, se consideran
volúmenes para el último año proyectado, por ser éste el mayor volumen a
almacenar.
Espacio para la ubicación del producto terminado
Tabla No 111: Requerimiento de equipo para almacenar el producto terminado
Producto Forma de almacenar Dimensiones
Bolsa de 6 tamales jabas 70 x 50 x 25 cm
Área de mobiliario

167
Tabla No 112: Área de mobiliario en la bodega de producto terminado
Tipo Número Área por unidad
(m2)
Área total (m2)
Producto a almacenar
jabas 14 0.35 4.9 Presentación 6 unidades
Estantes acero inoxidable*
4 1.12** 4.48 Jabas
*Éstos serán de acuerdo a las características de las jabas a colocar en ellos. ** 1.5 x 0.75 m x 2 m de alto
Espacio para equipo de transporte de producto terminado El espacio
requerido para el equipo es de 0.75m2 (1x0.75 m) pero se debe dejar un espacio
para circulación y manejo del producto, se calcula en 4m de pasillo (largo), por 2m de
ancho de pasillo, en total 8m2 de área en bodega para el equipo.
Tabla No 113: Requerimiento total de área en la bodega de producto terminado
Área de bodega de producto terminado
Espacio para mobiliario 9.38 m2
Espacio para equipo de transporte 8 m2
Total 17.38 m2
Total área requerida para recibo y despacho
Tabla No 114: Requerimiento total para el área de recibo y despacho Área Recibo (m
2) Despacho (m
2)
Recibo 39.2 -----
Despacho ------- 24.04
Bodega de M.P. 18 ------
Bodega de P.T. -------- 17.38
Subtotal 57.2 41.42
TOTAL 98.62
Oficinas Según la estructura organizativa diseñada para la planta, se
necesitan oficinas para las funciones de: Junta General, Administración
General (Regente), Comercialización, Servicios Generales y Contaduría.
Las áreas para éstas funciones se han diseñado de la siguiente forma:

168
a) Junta General y Administración General (Regente) Para éstas
funciones se ha decidido dejar una sola área, una oficina grande para la
administración donde se puedan reunir la Junta General cuando sea
necesario.
Espacios necesarios:
Área de escritorio ejecutivo: 0.9 x 1.85 m=1.67 m2
Área de mueble para computadora: 1.3 x 0.6 = 0.78 m2
Área de silla reclinable: 0.8x 0.8 m = 0.64 m2
Área de silla para visita: 0.5 x 0.5 = 0.25 m2,
Número de sillas para visita: 2 0.5 m2
Área de archivero: 0.75 x 1.8 = 1.35 m2
Área de sillón: 0.60 x 1.5 = 0.90 m2
Área de mesita: 0.6 x 0.6 = 0.3 m2
Área de maceta: 0.50 x 0.50 = 0.25m2
Área para desplazarse (30%): 2.247 m2
Área para juntas: 24 m2
Área para juntas y administración general: 33.737m2
Figura No 10: Esquema del área de junta general y administración general
Junta General y Administration General
b) Secretaria
El área para la secretaria será de la siguiente forma:
Área de escritorio, ya incluye área de silla: 3.5 m2
Área de sillón para visitas, incluye mesa: 0.6 x 1.15 m.= 0.69 m2
Área de archivo: 0.4 x 1.2 m = 0.48 m2
Área de maceta para decoración interna: 0.5 m2

169
Área para desplazarse: 1.5 m2
Área para secretaria: 6.27 m2
Figura No 11: Esquema de área para oficina de secretaria
c) Comercialización
Esta área tendrá lo siguiente:
Área de escritorio, ya incluye área de silla: 3.5 m2
Área de sillón para visitas, incluye mesa: 0.6 x 1.15 m.= 0.69 m2
Área de archivo: 0.4 x 1.2 m = 0.48 m2
Área de maceta para decoración interna: 0.5 m2
Área para desplazarse: 1.5 m2
Área para oficina de comercialización: 6.27 m2
Figura No 12: Esquema de la oficina de comercialización
d) Servicios generales Ésta oficina será para utilización de las
actividades de organización y planificación de los servicios generales de la planta:
Área de escritorio, ya incluye área de silla: 3.5 m2
Área de sillón para visitas, incluye mesa: 0.6 x 1.15 m.= 0.69 m2
Área de archivo: 0.4 x 1.2 m = 0.48 m2

170
Área de maceta para decoración interna: 0.5 m2
Área para desplazarse: 1.5 m2
Área para oficina de servicios generales: 6.27 m2
Figura No 13: Esquema de la oficina de servicios generales
e) Contabilidad Aunque ésta función será externa a la empresa, para
trabajar se necesitará de un espacio adecuado para realizar las funciones de
contabilidad:
Área de escritorio, ya incluye área de silla: 3.5 m2
Área de sillón para visitas, incluye mesa: 0.6 x 1.15 m.= 0.69 m2
Área de archivo: 0.4 x 1.2 m = 0.48 m2
Área de maceta para decoración interna: 0.5 m2
Área para desplazarse: 1.5 m2
Área para contabilidad: 6.27 m2
Figura No 14: Esquema de la oficina de contabilidad
Servicios anexos Los servicios anexos incluyen: parqueo, sanitarios,
lavamanos, lockers para el personal y la caseta del vigilante.
a) Parqueo Espacio para 5 vehículos: 50 m2

171
Figura No 15: Esquema del área de parqueo
b) Sanitarios y Lavamanos
Sanitario y lavamanos (ellas): 3.78 m2
Sanitario y lavamanos (ellos): 3.78 m2
Lockers: 1.75 m2
Área para desplazarse: 2.79 m2
Total: 12.10 m2
Figura No 16: Esquema de servicios y lavamanos de la planta
Lockers
Sanitarios
Lavabos
c) Área de limpieza
Lavamanos para área de producción: 0.56 m2
Carrito de limpieza: 0.75 m2
Total: 1.31 m2
Figura No 17: Esquema del área de limpieza

172
d) Caseta de vigilante
Caseta: 2.22 m2
Figura No 18: Esquema de caseta de vigilante
Caseta de
Vigilantes
3.11.2 Tabla N°: 115 Cuadro resumen de requerimientos de espacios
Función Área m2
Producción 79.64
Recibo y Despacho 147.93
Oficinas 58.82
Servicios anexos 65.63
Área total 352.02
La potencia consumida por los motores de las maquinas y las horas que será
necesario utilizar son las siguientes:
Tabla No 116: Horas utilizadas por mes en cada maquinaria 2423
TIPO DE MÁQUINA POTENCIA (KW) CANTIDAD DE HORAS
POR DIA
CANTIDAD DE HORAS
POR MES
Máquina Destusadora 1.13 2.01 44.31
Máquina Desgranadora 4.47 1.81 39.80
Molino Industrial 3.73 4.13 90.91
24 y 25
Horas requeridas para cada máquina según hojas de ruta y requerimiento y balance de
materiales, etapa técnica del proyecto

173
Mezclador 2.00 3.16 69.66
Campana extractora 1.00 4.74 104.28
Máquina Selladora 0.20 2.00 44.00
Cuarto frío 5.59 24.00 528.00
3 Extractores de vapor 0.025c/u 6.00 132.00
1 Oasis 0.90 8.0 176.0
TOTAL 55.8666 1,229.06
Todas las máquinas poseen un voltaje de 220v. Las máquinas utilizadas para la elaboración de tamales de elote utilizan energía
eléctrica, y su abastecimiento y consumo está regido por las leyes de la SIGET
(Superintendencia General de Electricidad y Telecomunicaciones). La potencia
consumida por los motores de las máquinas y las horas que serán necesarias utilizar
son las siguientes:
Tabla No 116: Horas utilizadas por mes en cada maquinaria25
TIPO DE MÁQUINA POTENCIA (KW) CANTIDAD DE HORAS POR
DÍA
CANTIDAD DE HORAS POR
MES
Máquina Destusadora 1.13 2.01 44.31
Máquina Desgranadora 4.47 1.81 39.80
Molino Industrial 3.73 4.13 90.91
Mezclador 2.00 3.16 69.66
Campana extractora 1.00 4.74 104.28
Máquina Selladora 0.20 2.00 44.00

174
Cuarto frío 5.59 24.00 528.00
3 Extractores de vapor 0.025c/u 6.00 132.00
1 Oasis 0.90 8.0 176.0
TOTAL 55.8666 1,229.0652
Todas las máquinas poseen un voltaje de 220v.
Consumo de energía = (Potencia media de motores) x No. de horas por mes
Consumo = (1.13 x 44.31) + (4.47 x 39.88) + (3.73 x 90.9) + (2.0 x 69.6) + (1x
104.28) + (0.20 x 44.0) + (5.5 x 244.7) + 3(0.025 x 132) + (0.90 x 176)
Consumo al mes por equipo y maquinaria de producción= 2,357.15Kwh/mes]
Consumo de agua de personal
Se calcula en base al consumo promedio diario por persona, siendo éste de 3 lt que
equivale a 0.79 gal, que multiplicado por el personal total que permanece en la planta
(20 personas) da un total de 15.80 gal/día, es decir en un mes con un promedio de
22 días laborales2624se consumen aproximadamente 348 gal/mes.
Consumo de agua para la maquinaria y operaciones del proceso
productivo.
Para la elaboración de tamales de elote la única operación del proceso que
necesitará agua directamente es la de lavado de tusas. Pero se necesita agua
diariamente para el lavado de todo el equipo en que se manipulará la mezcla de
granos de elote, así como para el lavado de todo el equipo que tiene contacto con el
2624
Ver días laborales para cada mes en la planificación de la producción, etapa técnica del proyecto.

175
producto, y algunas máquinas necesitan agua para su funcionamiento. Se estima un
gasto total diario de 4 m3 para el lavado de tusas, el lavado de todos los utensilios de
cocina y el consumo de las maquinas. Se estima también un gasto aproximado de 12
m3 semanal para el lavado de todo el equipo y mobiliario de acero inoxidable con
que cuenta producción (limpieza general). Por lo tanto a la semana se tendrá un
gasto de 32 m3, por lo que se estima 128 m3 mensuales.
Carta DESDE – HACIA
Habiendo tomado ya las decisiones anteriores, se debe proceder a establecer una
carta desde-hacia, en donde se especifique mejor la secuencia que seguirá la
materia prima durante el proceso. Ésta carta se obtiene numerando las operaciones
del proceso vertical y horizontalmente, registrando el movimiento de una operación a
otra. A continuación se presenta la carta desde-hacia para el proceso de elaboración
de tamales de elote:
La enumeración de las actividades es la siguiente:
1. Almacén de materia prima 7. Dosificación
2. Destroncado del elote 8. Formado
3. Destusado del elote 9. Cocina
4. Desgranado 10. Enfriamiento
5. Molido 11. Empaque
6. Mezclado 12. Almacén de producto.

176
3.12 Carta de relaciones
La carta de relaciones permite determinar la cercanía que debe tener un área de
otra. Con esto se podrá ordenar y ubicar las áreas según sea más adecuado para la
planta. Primeramente, se establece un grado de relación, el cual estará dado por la
siguiente tabla:
1 2 3 4 5 6 7 8 9 10 11 12
1 X
2 X
3 X
4 X
5 X
6 X
7 X
8 X
9 X
10 X
11 X
12

177
Tabla No 117: Grado de relación
Grado de Relación
A Absolutamente Necesario Rojo
E Especialmente Necesario Amarillo
I Importante Verde
O Ordinario ó normal Azul
U Sin importancia Morado
X No Recomendable Negro
Para determinar el grado de relación de un área con otra, se establecen los motivos
respectivos para justificar el porqué de esa cercanía. Éstos motivos pueden ser por
higiene, peligros o hasta simplemente por conveniencia en ahorro de espacios. Para
justificar la ubicación de las máquinas para el proceso de elaboración de tamales de
elote, se ha elaborado la carta de relaciones exclusivamente para dicha área,
tratando de justificar el porqué del orden seguido para la posible ubicación de la
maquinaria. Después, tomando el área de producción como un solo bloque, se ha
elaborado la carta de relaciones para toda la planta, considerando oficinas, servicios
anexos, almacenes y áreas de recibo y despacho. En cada espacio donde se cruzan
dos operaciones en la carta de relaciones, se coloca en la parte de arriba el grado de
relación, y en la parte de abajo se colocan los números de los motivos por los cuales
se está determinando ese grado de relación.
El proceso productivo quedaría de la siguiente forma:

178
Carta de Relaciones para el área total de la empresa
Los grados de relación son los mismos en todos los casos: para toda la empresa,
existen varios motivos para justificar porqué un área debe estar cerca o lejos de otra.
Éstos son:
Tabla No 118: Motivos que justifican el grado de relación
Nº de Motivo Descripción
1 Se minimiza el transporte de material
2 Se minimiza el transporte de producto terminado
3 Se pondría en riesgo la higiene y calidad de los productos
4 El área es utilizada por toda la empresa
5 Facilita la manipulación del producto
6 Por higiene
7 Son desperdicios de tipo perecedero
8 Facilita el control de la administración en el proceso y la comunicación

179
La carta de relaciones de la planta procesadora de tamales de elote es la siguiente:
Figura #19: Carta de actividades relacionadas para toda la planta
1.Producción
2.Junta y Administración General
3.Comercialización
4.Servicios Generales
5.Contador
6.Secretaria
7.Recibo
8.Almacén de MP
9.Almacén de PT
X
3,6
U
10.Despacho
11.Baños
12.Área de limpieza
13.Vigilancia
14.Desperdicios
O
8
UO
4,6U
UA
1,5A
1,5
X
3,6X
3,6 X
3,6
X
3,6,7
E
8E
8 E
8 E
8 X
3,6
I
8
I
8
I
8O
4,6
UX
3,6,7
E
8E
8 E
8
U
O
8 O
8 O
4,6U
U
UX
3,6,7
E
8 E
8U
U
U
UO
4,6 O
4,6U
X
3,6,7
E
8
O
8
O
8
U
U
O
4,6U
UX
3,6,7
I
8U
U
U O
4,6U
U
X
3,6,7
O
8
A
1,5 X
3,6,7X
3,6,7
UO
4,6 O
4,6X
3,6,7X
3,6,7X
3,6,7X
3,6,7
X
3,6,7
X
3,6,7
X
3,6,7
X
3,6,7 X
3,6,7X
3,6,7 X
3,6,7 I
8
A
1,5U
UI
8
U
UI
8I
4,8 I
4,8I
4,8
15.Parqueo
U
E
8
E
8
E
8
U
U
U
U
O
8
O
8
O
8
O
8
O
8
O
8
En la carta de relaciones de toda la planta, se observa la necesidad de distanciar algunas áreas de otras, ya sea por
asegurar la higiene y calidad del producto o por la función que representa para todas las áreas de la empresa.

180
3.13 Planos de distribución en planta de AGROSEC
Espacio para recibo
Destroncado
DestusadoDesgranado
Lavado de tusas
Molido
Mezclado
Dosificación y
Formado
Cocina
Pre-enfriamiento
y Empaque
Desperdicios
Vigilante
Parqueo
Jun
ta G
en
era
l y A
dm
inis
tra
tion
Ge
ne
ral
Lockers
Sanitarios
Lavabos
Cuarto Frío
PT
Almacén de MP
Caseta de
Vigilantes
D
D
A
A
Espacio para despacho
Cuarto de
limpieza
2.09 m
6.0
m
4.0 m
3.0
m
2.09 m
Gas
1.5 m
23.5 m
8.0 m4.0 m
14.9
8 m
4.5 m
5.98
m
4.0 m
11.41 m
7.59 m
Oasis
Oasis
Cisterna de agua

181
La planta procesadora de tamales de elote requiere un área de 352.03 m2. Sin
embargo, el terreno propiedad de AGROSEC donde se va a ubicar la planta equivale
a 10,000 m2. Esto es beneficioso para la ubicación de la planta, ya que el terreno no
limita el tamaño de la planta. El terreno cuenta con entrada de energía eléctrica cerca
de un extremo, por lo que se deberá ubicar la planta lo más cercano posible a éste
extremo para ahorrar en costos de instalación eléctrica.
3.14 ORGANIGRAMA DE AGROSEC
Junta General
Administración
General
Producción
Comercialización
Servicios
Generales
Contabilidad
ORGANIGRAMA DE AGROSEC CON REGENTE:
Auxiliar de
Contabilidad
(1)
Vigilante
(1)
Encargado de Ventas
(1)
Vendedores
(2)
Encargado de producción
(1)
Operarios
(12)
Encargado de Servicios
Generales (1)
Secretaria
(1)
Regente
(1)
Junta General
Regente
(1)

182
Para dicha empresa constituida por miembros de la asociación es necesario utilizar un
regente dentro de la organización ya que éste sin ser el dueño o propietario tendrá
autoridad para tomar decisiones, dirigir y coordinar todas las áreas de la empresa, el
regente deberá ser un profesional especializado en el proceso agroindustrial con
capacidad de análisis y don de mando. Ver Anexo 11.
3.14.1 Personal de la planta: La planta cuenta con 12 operarios para el área de Producción.
En el área administrativa son 8 personas:
1 Regente
1 Secretaria
1 Auxiliar de contabilidad
1 Encargado de ventas
2 Vendedores
1 Encargado de servicios generales
1 Vigilante
TOTAL EMPLEADOS: 20
3.15 MANUAL DE ORGANIZACIÓN PARA LA PLANTA PROCESADORA DE MAÍZ PARA LA ELABORACIÓN DE TAMALES
DE ELOTE.

183
Asociación Agropecuaria del Sector Cinco
de Zapotitán de R.L.
MANUAL DE ORGANIZACION PAG: 1 de 6
Código: MO-1
Nombre de la Unidad:
Dependencia jerarquica: Unidades Subordinadas:
Elaborado por:
José Vicente Carballo
Marlen Yaneth Reyes
Sonia Carolina Salgado
Fecha de elaboración:
17-Diciembre-2007
Objetivo:
Junta General
Ninguna Administración General
Velar por el buen funcionamiento de la planta productora de tamales
de elote, coordinando las acciones estratégicas que lleven a la empresa
al logro de sus objetivos.
Funciones
q Discutir, aprobar o improbar el balance general correspondiente al ejercicio
social clausurado, y tomar con referencia a él, las medidas que juzgue
oportunas.
q Decretar el reparto de utilidades.
q Nombrar y remover a los jefes de unidades.
q Designar un encargado de contabilidad.
q Fijar la remuneración de los Jefes, trabajadores y del auxiliar.
q Resolver sobre la cesión y división de las participaciones sociales, así como
sobre la admisión de nuevos socios.
q Acordar, en su caso, que se exijan las aportaciones suplementarias y las
prestaciones accesorias.
q Decidir la disolución de la sociedad.
q Modificar la escritura social.
q Las demás que le correspondan conforme a la escritura social.
Regente
20 de Abril de 2009 Carlos Cabrera Rodrigo Campos

184
MANUAL DE ORGANIZACION PAG: 2 de 6
Código: MO-2
Nombre de la Unidad:
Dependencia jerarquica: Unidades Subordinadas:
Elaborado por:
José Vicente Carballo
Marlen Yaneth Reyes
Sonia Carolina Salgado
Fecha de elaboración:
17-Diciembre-2007
Objetivo:
Auxiliar de Contabilidad
Junta GeneralNinguna- Asesora a
Administración General
Brindar asesoría y servicios contables a la asociación, para el
cumplimiento de requisitos de ley y administración interna.
Funciones
q Presentarse a las instalaciones en los horarios acordados con la asociación
para dar informes contables a la administración general.
q Llevar los registros adecuados de los movimientos del efectivo de la
asociación.
q Asesorar a la administración de la empresa en los aspectos contables.
q Elaborar reportes periódicos que permitan determinar el estado contable de
la asociación.
Asociación Agropecuaria del Sector Cinco
de Zapotitán de R.L.
20 de Abril de 2009
Carlos Cabrera Rodrigo Campos
Ninguna – Asesora a Regente

185
Asociación Agropecuaria del Sector Cinco
de Zapotitán de R.L.
MANUAL DE ORGANIZACION PAG: 3 de 6
Código: MO-3
Nombre de la Unidad:
Dependencia jerarquica: Unidades Subordinadas:
Elaborado por:
José Vicente Carballo
Marlen Yaneth Reyes
Sonia Carolina Salgado
Fecha de elaboración:
17-Diciembre-2007
Objetivo:
Administración General
Junta GeneralProducción, Comercialización y
Servicios Generales
Administrar de forma adecuada los recursos de la empresa para el
logro de los objetivos, garantizando los recursos disponibles al mínimo
costo y con la máxima calidad
Funciones
q Realizar una planificación acorde con los recursos disponibles, encaminada
a mejorar el funcionamiento de la empresa.
q Organizar los recursos para obtener su máximo aprovechamiento y
disponibilidad requerida.
q Controlar las unidades subordinadas para verificar su cumplimiento de
acuerdo a los indicadores establecidos.
q Informar de forma periódica a la junta general del funcionamiento de la
empresa.
q Realizar el proceso de contratación de personal.
q Aprobación de cambios en las unidades subordinadas.
q Realizar presupuestos anuales de la empresa.
q Ser el representante inmediato de la empresa ante cualquier imprevisto o
requerimiento de decisión.
20 de Abril de 2009 Carlos Cabrera Rodrigo Campos
Regente

186
Asociación Agropecuaria del Sector Cinco
de Zapotitán de R.L.
MANUAL DE ORGANIZACION PAG: 4 de 6
Código: MO-4
Nombre de la Unidad:
Dependencia jerarquica: Unidades Subordinadas:
Elaborado por:
José Vicente Carballo
Marlen Yaneth Reyes
Sonia Carolina Salgado
Fecha de elaboración:
17-Diciembre-2007
Objetivo:
Producción
Administración General Ninguna
Cumplir con los requerimientos de productos en el momento preciso y
con la calidad garantizada en los procesos de transformación de la
materia prima para cumplir con las espectativas de los consumidores
hacia el producto.
Funciones
q Coordinar todas las actividades para el procesamiento de la materia prima y
la elaboración del tamal de elote.
q Supervisar el proceso de producción de tamales de elote.
q Realizar un adecuado programa de mantenimiento de la maquinaria y
equipos empleados en el proceso productivo.
q Llevar registro de las cantidades de materia prima procesada y suministros
utilizados en el proceso.
q Establecer la supervisión en los puntos que se consideren críticos en el
proceso.
q Realizar de manera oportuna los requerimientos de cualquier tipo de recurso
necesario para el buen funcionamiento de la unidad.
q Realizar los informes necesarios para la administración general.
20 de Abril de 2009 Carlos Cabrera
Rodrigo Campos
Regente

187
Asociación Agropecuaria del Sector Cinco
de Zapotitán de R.L.
MANUAL DE ORGANIZACION PAG: 5 de 6
Código: MO-5
Nombre de la Unidad:
Dependencia jerarquica: Unidades Subordinadas:
Elaborado por:
José Vicente Carballo
Marlen Yaneth Reyes
Sonia Carolina Salgado
Fecha de elaboración:
17-Diciembre-2007
Objetivo:
Comercialización
Administración General Ninguna
Administrar de forma eficiente el proceso de ventas, seleccionando los
métodos adecuados para hacer llegar el producto hasta los clientes a
través de los canales seleccionados.
Funciones
q Coordinar todas las actividades relacionadas al proceso de ventas.
q Llevar registro de proveedores de materias primas y suministros.
q Llevar registro de clientes de la empresa.
q Llevar control y registro de facturas, recibos y demas documentos legales de
compra o venta.
q Coordinar con producción los volúmenes requeridos de tamales de elote.
q Buscar nuevos clientes para fortalecer el crecimiento de la empresa en el
mercado.
q Realizar de manera oportuna los requerimientos de cualquier tipo de recurso
necesario para el buen funcionamiento de la unidad.
q Realizar los informes necesarios para la administración general.
20 de Abril de 2009 Carlos Cabrera
Rodrigo Campos
Regente

188
Asociación Agropecuaria del Sector Cinco
de Zapotitán de R.L.
MANUAL DE ORGANIZACION PAG: 6 de 6
Código: MO-6
Nombre de la Unidad:
Dependencia jerarquica: Unidades Subordinadas:
Elaborado por:
José Vicente Carballo
Marlen Yaneth Reyes
Sonia Carolina Salgado
Fecha de elaboración:
17-Diciembre-2007
Objetivo:
Servicios Generales
Administración General Ninguna
Dar el apoyo necesario a la empresa en los servicios básicos de
mantenimiento de las instalaciones y requerimientos del personal.
Funciones
q Coordinar actividades de mantenimiento de instalaciones.
q Velar por el buen funcionamiento de todos los servicios al personal.
q Realizar plan de limpieza general a las instalaciones productivas para el
cumplimiento de normas de procesamiento de alimentos.
q Realizar de manera oportuna los requerimientos de cualquier tipo de recurso
necesario para el buen funcionamiento de la unidad.
q Realizar los informes necesarios para la administración general.
20 de Abril de 2009 Carlos Cabrera
Rodrigo Campos
Regente

189
3.16 Nivel de aprovechamiento de la capacidad instalada
El nivel de aprovechamiento representa en términos de porcentaje la utilización de la
capacidad instalada de la planta. Para determinarlo se deberá conocer la capacidad
real o efectiva de la planta y la capacidad nominal o teórica determinada, el
aprovechamiento se calcula para cada año de operación en base a las proyecciones de
U.B.P.P, para éste efecto se utiliza la fórmula siguiente:
100_
___.... x
teoricaCapacidad
efectivaorealCapacidadICAN
El nivel de aprovechamiento para cada año proyectado es el siguiente:
Tabla No 119: Nivel de aprovechamiento para cada año proyectado
En el año 1:
Capacidad real = 453.3 tamales /hr Capacidad teórica = 750 tamales /hr
N.A.C.I.= 60.44%
En el año 2:
Capacidad real = 497.00 tamales /hr Capacidad teórica = 750 tamales /hr
N.A.C.I.= 66.27%
En el año 3:
Capacidad real = 541.74 tamales /hr Capacidad teórica = 750 tamales /hr
N.A.C.I.= 72.23%
En el año 4:
Capacidad real = 593.58 tamales /hr Capacidad teórica = 750 tamales /hr
N.A.C.I.= 79.14%
3.17 Control de Calidad
Pruebas a realizar en un laboratorio de control de la calidad.

190
Tabla No 120: Pruebas para el control de calidad
TIPO DE PRUEBA EQUIPO REQUERIDO FRECUENCIA DE LA PRUEBA
Pruebas bacteriológica (aerobios
y pseudomonas) Microscopio Diaria.
Pruebas de tratamiento de agua
(ph, dureza y aerobios)
Peachímetro, Conductivímetro, y
Microscopio 2 veces al día
Peso neto Probeta graduada 5 muestras por hora
Control de hongos Microscopio 2 veces al día
3.17.1 Controles Durante el proceso
Sería imposible comprobar todos y cada uno de los productos elaborados para
asegurarse de que cumplen todos los requerimientos de seguridad y calidad. En
lugar de ello, se aplican programas de garantía de calidad para asegurarse de que
los productos elaborados dentro de la planta cumplan los requisitos necesarios. La
garantía de calidad se basa en el uso de sistemas de análisis aleatorio en puntos
críticos de control. En éstos, el material que se está procesando y el proceso en sí
deben ser conocidos para identificar los riesgos asociados con cada paso para así
definir los puntos críticos de control. Es en éstos pasos donde se controla el producto
para garantizar la eliminación o reducción suficiente de los diferentes riesgos.
3.18 Controles en el recibo de materias primas e ingredientes
Uno de los factores más importantes en la obtención del producto final es la
selección de materia prima. En la elaboración de alimentos la materia prima que se
utilice para éstos es determinante en la calidad del producto final, por ello es
necesario cerciorarse que las materias primas que reúnan condiciones sanitarias que

191
garanticen su inocuidad y el cumplimiento con los estándares establecidos, para lo
cual deberá contar con un sistema documentado de control de materias primas, el
cual debe contener información sobre: especificaciones del producto, fecha de
vencimiento, número de lote, proveedor, entradas y salidas. Es importante que se
tome adecuadamente una muestra de las materias primas, para la inspección de su
calidad y su análisis de nutrimentos. A continuación se describen los aspectos que
es necesario controlar en cada muestra de la materia prima y de cada uno de los
ingredientes que se utilizan en la elaboración de tamales de elote.
Elote En la elaboración de tamales, el elote que se utiliza debe cumplir con
ciertas características que determinan la calidad de éstos, entre ellas
tenemos:
Tamaño de elote
Número de hileras (granos)
Peso de elote
Punto de madurez
Libre de podredumbre
Cada lote de redes que entra a la planta deberá ser etiquetado con el nombre del
productor y la fecha en se recibió, así como observaciones necesarias respecto a la
calidad. En el almacén de materia prima deben clasificar las redes por productor y
por fecha en que se recibieron, ya que el sistema de inventario que se tendrá que
implantar será PEPS (Primeras entradas primeras salidas), esto porque toda la
materia prima e ingredientes son perecederos.
Azúcar y Sal Los aspectos que se deben controlar en el recibo de los sacos de sal
y Azúcar, son:
Éstos deben tener el peso que se especifica en su viñeta
Deben especificar fecha de fabricación y fecha de vencimiento
Deben estar completamente sellados y sin roturas
192
El producto contenido dentro de cada saco debe cumplir con las
especificaciones de su viñeta.
Al igual que el elote es necesario etiquetar los sacos cuando entran a la planta,
especificando el nombre del productor, y la fecha que entran, así como las
condiciones de perecida de ésta.
Margarina La margarina que entra a la planta deberá ser inspeccionada,
seleccionando una muestra y analizando de esta el sabor, el color y olor. Cada caja
de margarina debe venir debidamente sellada y etiquetada con los datos del
fabricante, fecha de vencimiento y fabricación, datos nutricionales y composición
química.
3.19 Disposiciones generales para recepción de materia prima
La planta no deberá aceptar ninguna materia prima o ingrediente que presente
indicios de contaminación o infestación. Toda la materia prima e ingredientes debe
cumplir con los requisitos de calidad antes expuestos para ser aceptados en el
recibo. Todos los ingredientes que se recibirán en la planta tendrán que estar
etiquetados por el proveedor según las disposiciones sobre etiquetado obligatorio
que figuran en la Norma Codex Etiquetado General para Alimentos Pre-envasados.
Toda la materia prima e ingrediente que entre a la planta tendrá que ser etiquetada
para un mejor control de inventarios. Especificando fecha en que entran, fecha de
caducidad, proveedor, cantidades y estante donde han sido almacenados.
3.20 Selección y especificación de los servicios auxiliares

193
Éste apartado trata de identificar aquellos servicios necesarios para que la planta
opere en condiciones ideales, además identificar aquellos servicios de apoyo al
proceso y a los empleados de todas las áreas. Además sirve para cumplir requisitos
de salubridad e higiene en las instalaciones fabriles de alimentos, cumpliendo con los
requerimientos de buenas prácticas de manufactura e inocuidad.
Evaluación de riesgos en general En primer lugar hay que brindar al
trabajador la seguridad necesaria para realizar su tarea, ya que si el trabajador se
siente inseguro, realizará su tarea de forma insegura, lo que puede producir a la
empresa perdidas por producto defectuoso o re-procesos. Para ayudar a mantener el
lugar de trabajo de forma segura y dar la protección necesaria al trabajador, se debe
elaborar un plan de evaluación a cada puesto de trabajo en la planta, es
responsabilidad de la administración velar porque éste plan de evaluación se ejecute.
Para evaluar un puesto de trabajo se emplea el formato siguiente:
Figura No 20: Modelo de fiche para la evaluación de riesgos de seguridad

194
Trampas para insectos voladores y control de roedores. Se necesita
controlar las plagas que pueden afectar el proceso de producción del tamal de elote,
para ello es necesario contar con un sistema de luz negra que atrape los insectos
voladores como mosquitos, mariposas nocturnas, bichos, moscas, avispas, etc.
insectos de día y de noche, debe funcionar con luz negra fluorescente, atrapar a los
insectos y mantenerlos aislados. Debe ser sencillo de instalar, económico, durable y
seguro. Además se debe instalar un sistema de control de roedores en las
instalaciones, para controlar todas las plagas terrestres.
Requerimientos:
Lámparas atrapa insectos de luz negra fluorescente (6)
Figura No 21: Lámparas atrapa insectos
Sistema de control de roedores: JAULAS, TRAMPAS, ETC.
JUSTIFICACIÓN SOBRE EL TIPO DE SISTEMA CONTRA PLAGAS E
INSECTOS: El uso de plaguicidas dentro del bodega de materia prima y áreas de
la planta en general para el combate de plagas y roedores no se estima conveniente
debido a la propia naturaleza de las materias primas las cuales serán utilizadas para
elaborar productos de consumo alimenticio, ya que dichos plaguicidas les disminuyen
la calidad debido al alto contenido de componentes químicos que alternan gusto,
textura, sabor, haciendo que ésta quede contaminada si no se toman las medidas de
aislamiento necesarias para controlar los gases a los cuales quedarían expuestos los
productos.

195
Cabe mencionar que cada una de las materias primas utilizadas en el proceso para
la elaboración de tamales de elote, se comprarán a distribuidores nacionales que
cuenten con certificados de calidad, aprobados por las normas salvadoreñas de
calidad para la elaboración de productos alimenticios. (Ver Anexos 7 y 8)
Ventilación. Debe existir una ventilación adecuada para evitar el calor excesivo,
permitir la circulación de aire suficiente, evitar la condensación de vapores y eliminar
el aire contaminado de las diferentes áreas. Se utilizarán ventanas en aquellas zonas
donde se requiera de mayor ventilación, éstas ventanas estarán ubicadas en
dirección de la corriente de aire que garantice que el flujo va de una zona limpia a
una zona contaminada y las aberturas de ventilación estarán protegidas por mallas
para garantizar que no ingresan agentes contaminantes externos. Se necesitan
extractores de vapor para las áreas de mayor generación calor y un extractor de
humo para la cocina.
Calculo del número de extractores:
Se utilizara la siguiente fórmula donde Q: caudal; V: volumen del local y
N: renovación por hora V: volumen del departamento de producción= 477.84 m3
N: 15 (fabricas en general con cocina industrial)2725
Requerimientos:
Extractor de vapor (3) con capacidad de caudal de 2500 m3/h cada uno.
Figura No 22: Extractores de vapor
Extractor de vapor (1), con motor de extracción monofásico
2725
Fuente: catálogo técnico S&P

196
Figura No 23: Campana extractora de vapor
Costo: $450
Medidas: 2.10 x 0.90 x 0.52 m
Potencia: 1 Kw
Voltaje: 220 V
Malla para ventanas
Sistema contra incendio Se debe analizar las actividades que podrían causar
un incendio en la planta, y de acuerdo a esto se debe proporcionar a las
instalaciones de un sistema contra incendio, comprendido principalmente de
extintores de fuego y si se encuentra que el riesgo es mayor, montar una cisterna
especial para tratamientos contra incendio.
Requerimientos:
Extintores de fuego tipo ABC (3)
Figura No 24: Extintores de fuego
Manguera 25m con conexión a chorro de agua, para fuegos tipo A (Madera,
papel, trapos, etc.)
Letreros de riesgo de incendio y lugar de extintor en tamaño A4

197
Figura No 25: Letreros de riesgo
Instalaciones sanitarias
La planta debe estar equipada con facilidades sanitarias adecuadas, el sistema debe
incluir:
Abastecimiento de agua: Debe disponerse de un abastecimiento suficiente de
agua potable, con las instalaciones apropiadas para el almacenamiento, distribución
y control según norma salvadoreña de agua potable, para asegurar la inocuidad del
producto.
Tubería: La tubería será de un tamaño adecuado a cada requerimiento, será
instalada y se le dará mantenimiento, se utilizará para fines de:
Llevar a través de la planta la cantidad de agua suficiente para todas las áreas
que se requieren.
Transportar adecuadamente las aguas negras o aguas servidas de la planta.
Evitar que las aguas negras o aguas servidas constituyan una fuente de
contaminación para el producto, agua, equipos, utensilios o crear una
condición insalubre.
Proveer un drenaje adecuado en los pisos de todas las áreas, donde están
sujetos a inundaciones por la limpieza o donde las operaciones normales
liberen o descarguen agua u otros desperdicios líquidos.

198
La tubería debe prevenir que no exista un reflujo, o conexión cruzada entre el
sistema de tubería que descarga los desechos líquidos y el agua potable que se
provee al producto durante su elaboración.
Requerimientos:
Depósitos de almacenamiento de agua (1000 lt mínimo)
Tubería de diferentes medidas para distribución de agua potable en la planta.
3.21 MATERIALES DE CONSTRUCCIÓN DE LA PLANTA
Una infraestructura adecuada, la cual esté en condiciones óptimas para la
elaboración de alimentos debe de cumplir con algunos requisitos, los cuales deben
ser necesarios para el procesamiento inocuo y de muy buena calidad del alimento,
entre los que mencionamos:
• Las paredes internas de la planta, deben de ser de color blanco y lisas ya que se
tiene que reflejar en las mismas la limpieza, no deben de tener cortes esquinados
sino cóncavos para facilitar la limpieza y evitar acumulación de residuos que
produzcan la formación de bacterias. Las paredes como parte de su infraestructura
deben ser hechas de azulejos de color blanco con la finalidad de facilitar la limpieza
y sanitización de las mismas.
• Las instalaciones en general deben de ser herméticas, aisladas éstas deben de
evitar que haya entrada de roedores, que no se dé un paso directo con el medio
ambiente para evitar contaminaciones cruzadas con polvo, roedores, luz solar etc.
• Los techos de las instalaciones deben de ser de material liso, de color blanco,
herméticos no deben de estar fabricados de materiales que desprendan partículas
que puedan contaminar al alimento.

199
• Las instalaciones deben de contener entradas de aire frío y salidas de corrientes
calientes (inyectores y eyectores) para aclimatar las temperaturas internas en la
planta al momento de procesar los alimentos.
• Es muy importante la iluminación interna, se deben de instalar lámparas con
iluminación de color blanco para visualizar de una forma amplia y total cada uno de
los diversos puntos de procesamiento, en los puntos críticos de proceso debe de
estar lo suficientemente iluminados para detectar y evitar contaminaciones cruzadas
de cualquier tipo.
• La altura debe de ser la necesaria (no menos de tres metros para permitir los
espacios necesarios en los diversos procesos y facilitar el acceso del personal al
momento de la preparación de los alimentos).
Manejo y disposición de desechos líquidos
Debido a la naturaleza del producto, los desechos líquidos de la planta no
representan ningún riesgo de contaminación hacia el medio ambiente, por tanto, se
hará uso del sistema de alcantarillado de aguas negras para su drenaje, del cual la
zona dispone y pasa por las instalaciones de la planta.
Drenajes:
En la planta se necesitará un sistema adecuado de desagüe y eliminación de
desechos líquidos, para ello se solicita la aprobación al Ministerio de Salud. Éste
sistema será diseñado, construido y mantenido de manera que se evite el riesgo de
contaminación del producto o del abastecimiento de agua potable.
Instalaciones sanitarias
Al personal se le proveerá servicios sanitarios accesibles, adecuados, ventilados e
iluminados. Estas instalaciones deben cumplir con:

200
Estar limpia y en buen estado, y serán diseñadas acorde al número de
empleados en una porción de 1 por cada 25 empleados.
Las puertas no deben abrir directamente hacia el área donde el tamal está
expuesto o alguno de sus procesos están desarrollándose.
Contar con espejos debidamente ubicados.
Área de vestidores con lockers para guardar la ropa.
Lavamanos
Los lavamanos deben disponer de medios adecuados y deben estar en buen estado
para lavarse y secarse las manos higiénicamente, con lavamanos y abastecimiento
de agua permanentemente. Debe contarse con jabón líquido desinfectante, toallas de
papel y rotular las instalaciones que le indiquen al trabajador que debe lavarse las
manos.
Manejo y disposición de desechos sólidos
Los recipientes deben ser lavables y tener tapaderas para evitar que atraigan
insectos y roedores.
Requerimientos:
Depósitos adecuados para desechos sólidos
Figura No 26: Depósito para desechos

201
Personal Todos los empleados de la planta deben mantener un buen aseo
personal y los del área de producción deberán utilizar ropa protectora, cubrecabezas,
mascarillas y calzado adecuado cerrado, además los del área de corte deben poseer
guantes especiales.
Capacitación: Debe realizarse un programa de capacitación escrito que incluya las
buenas prácticas de manufactura, y ser dirigido a todo el personal de la empresa.
Éstos programas deben ser ejecutados, revisados y actualizados periódicamente.
Requerimientos:
Pecheras para personal de producción
Figura No 27: Pecheras
Redecillas para pelo, para todo el personal de producción
Figura No 28: Redecillas
Mascarillas (para todo el personal de producción)
Figura No 29: Mascarillas
202
Protectores visuales para operarios de máquina destusadora, desgranadora
y molino
Figura No 30: Protectores visuales
Guantes de acero para los destroncadores
Figura No 31: Guantes de acero
Guantes de cuero para los que descarguen las redes de elote
Figura No 32: Guantes de cuero
Guantes para las preparadoras
Figura No 33: Guantes
Carteles de obligación de guantes y gafas tamaño A4

203
Figura No 34: Carteles
3.22 Política de inventario.
La política a adoptar, se elabora a partir del estudio de mercado y de las expectativas
de AGROSEC, del estudio de mercado determinamos que hay restaurantes que
podrían estar dispuestos a comprar tamales, y éstos solo fueron considerados para el
primer año dado su inestabilidad de compra segura, por ello se puede establecer una
política de 5 días de producción, para atender posibles demandas extras. Para
AGROSEC dado que es un proyecto nuevo y ya se tienen contactos pero que además
podrían vender producto incluso sin congelar a personas que demanden el producto, lo
que generaría un desbalance en la producción, consideran que una política de 3 días
estaría bien y reconsiderarla al transcurso del primer año o según el comportamiento de
la demanda. Tomando como base las intenciones de la contraparte y considerando que
no se aleja mucho de lo proyectado en el estudio de mercado, se procede a establecer
una política de inventario de 3 días.
Inventario inicial. Por tratarse de un producto completamente nuevo para la
asociación, inicia de cero unidades y se va prolongando en el tiempo a medida
se aplica el pronóstico de producción.
Producto defectuoso. En relación al producto defectuoso, y considerando
la experiencia de la competencia, el estado de la maquinaria y la experiencia de
la mano de obra que se puede tener, se establece un porcentaje defectuoso de
2%, dado que la competencia asegura un porcentaje defectuoso de 1%, esto por

204
el error que se puede tener en el manejo de las máquinas o el ajuste de éstas,
especialmente por tratarse de producto delicado en su proceso.
3.22.1 Recepción de materia prima, ingredientes y suministros
En esta etapa es donde inicia el manejo de materiales, cuando llegan a la planta la
materia prima y los ingredientes en las presentaciones comerciales existentes en el
mercado. El elote es la materia de mayor volumen ya que se recibe en redes de 300
elotes con medidas de 0.9x0.9x0.9 m. Aproximadamente, estas redes tienen que ser
transportadas desde el área de recepción hasta la bodega o almacén de materia
prima. Cada red pesa aproximadamente 40kg. Además según la política de
inventario la recepción de esta materia se hará cada dos días con un promedio de 21
redes cada vez. En cuanto a las demás ingredientes, el azúcar, el preservante y la
sal, se comprarán en sacos de 100 lb, con dimensiones de 0.50x0.90 m. y la
margarina en cajas de 30lb con dimensiones de 0.40x0.30x0.25 m. En cuanto a
suministros se tienen las bolsas para el empaque las cuales se reciben en rollos con
diámetros de 0.10m y un ancho de 0.12m. aproximadamente. Toda la materia prima
e ingredientes antes descritos deberán trasladarse hasta bodega de materia prima
donde, es necesario almacenar las redes en tarimas, el azúcar, sal, bolsas y
preservante en estantes y la margarina también en estantes pero dentro de un cuarto
frío. Tomando en cuenta las dimensiones de cada presentación las tarimas y
estantes que se necesitan tienen las siguientes dimensiones:
Tabla No 121: Requerimiento de tarimas y estantería para almacenar materia prima e ingredientes
Materia prima/suministro Forma de almacenar Dimensiones
Redes de elote Tarimas 1.21 x 1.01 x 0.15 m
Margarina Estantes acero inoxidable 1.30 x 0.60 x 2 m
Azúcar Estantes acero inoxidable 1.30 x 0.60 x 2 m
Sal Estantes acero inoxidable 1.30 x 0.60 x 2 m
Sorbato de sodio Estantes acero inoxidable 1.30 x 0.60 x 2 m
Bolsas plásticas Estante acero inoxidable 1.30 x 0.60 x 2 m

205
El número de tarimas y estantes a utilizar está determinado por el lote económico de
compra y los requerimientos de materia prima antes descritos por lo tanto se
necesitan 10 tarimas y 4 estantes en el almacén. Para el movimiento de la materia
prima y materiales es necesario utilizar equipo de manejo de materiales que permita
y facilite éste movimiento desde el área de recepción hasta la bodega o almacén de
materia prima. Éste equipo será de dos tipos debido a las características de los
materiales. Para el movimiento de las redes de elote es necesario utilizar una
carretilla hidráulica manual y para el traslado de los ingredientes y suministros basta
con una carretilla manual para hacer dicho traslado.
Tabla No 122: Requerimiento de equipo de manejo de materiales
ESQUEMA ESPECIFICACIONES CANTIDAD
TRANSPALETA MANUAL Ruedas directrices de caucho y nylon Rodillos de las horquillas Nylon, poliuretano con núcleo de acero, simple o tándem Longitud de horquilla 810, 910, 1000 y 1150 mm Peso 77 kg Capacidad de carga 2000 kg Altura elevación 195 mm Ancho de horquilla 540 mm
1
CARRO CON PLATAFORMA
Dimensiones superficie 1000 x 700 mm Capacidad de carga 400 kg 2 Ruedas fijas y 2 Ruedas orientables con freno, cojinete de rodillos 160 ø x 38 mm, de caucho macizo.
1
CARRITO PORTA-JABAS
Dimensiones superficie 600 x 400 mm. Capacidad de carga 200 kg 2 Ruedas fijas y 2 Ruedas orientables
1
JABAS Dimensiones 600 x 400 x 208 mm.
10

206
Caja industrial de Polietileno o PVC
RECIPIENTE DE ACERO INOXIDABLE
Capacidad de 71 Lts.
Altura 1000 mm.
Diámetro 600 mm
2
PEROL CONICO
Acero inoxidable
Diámetro 320 mm.
Altura 111 mm.
Capacidad 10 Lt
10
TARIMA
Dimensiones .21 x 1.01 x 0.15 m.
Madera
12
ESTÁNTE
Dimensiones 1.30 x 0.60 x 2 m
En Acero inoxidable con tres niveles
4
FRIZER Dimensiones
Alto 889 mm.
Ancho 1550 mm.
Largo 750 mm.
Peso 195 lb
Capacidad en pies cúbicos 19.7
Con luz interior e indicador de descongelado.
Incluye 2 cestas o jabas especiales para
congelación
2

207
3.23 Conclusiones del Estudio Técnico
El proyecto para la creación de la planta procesadora de maíz para la
elaboración de tamales de elote en el cantón el Tempisque en Zapotitán del
departamento de La Libertad, resultó factible para el periodo analizado y bajo
las condiciones y escenarios evaluados, por lo que es un proyecto que traerá
beneficio a la Asociación de Agricultores del Sector Cinco de Zapotitán
(AGROSEC) y a la población del lugar.
Con el estudio técnico se determinó que el proyecto es factible técnicamente,
por encontrarse los equipos, maquinaria y tecnología requeridos por el
proceso de producción seleccionado.
La ubicación seleccionada es una oportunidad de desarrollo rural y local para
los habitantes de Zapotitán, lo que favorece a la empresa en el factor de
actitud de la comunidad ya que los habitantes de la zona podrán obtener un
beneficio directamente.
Para la elaboración de los tamales se determinó como proceso más
conveniente el proceso semi-industrial. Éste proceso es una combinación de
operaciones manuales y operaciones mecanizadas con ayuda de operario.
El uso de plaguicidas dentro del bodega de materia prima y áreas de la planta
en general para el combate de plagas y roedores no se estima conveniente
debido a la propia naturaleza de las materias primas las cuales serán
utilizadas para elaborar productos de consumo alimenticio, dichos plaguicidas
disminuyen la calidad por el alto contenido de componentes químicos que
alternarían gusto, textura, sabor, haciendo que éstas queden contaminadas si
no se toman las medidas de aislamiento necesarias para controlar los gases a
los cuales quedarían expuestos los productos.