aplicación de la ruta de la calidad en una pyme del sector
TRANSCRIPT

Aplicación de la ruta de la calidad en una PYME del sector metalmecánico de Bogotá
Diego Suero1*, Laura Sandoval2, Luis Cely3, Jesús Ramos4
RESUMEN
La complejidad de contextos organizacionales bajo un marco de apertura e incertidumbre
económica, sumada a las crecientes demandas de nuevos y mejores productos y procesos,
evocan una búsqueda incesante de la calidad total, por parte de las empresas interesadas en
mantener o incrementar su competitividad en el mercado.
Es dentro de este contexto, que el presente artículo resume la ruta de la Calidad (versión de
Histoshi Kume), que fue aplicada a la PYME “Talleres Inmetalacs”, la descripción general
del “Plan de muestreo sistemático de materias primas” instaurado y el resumen de sus
implicaciones monetarias (reducción sustancial de Costos).
PALABRAS CLAVE
Ruta de la Calidad, Plan de Muestreo Sistemático, Defectos, Métodos estadísticos,
Reducción de costos.
1Ingeniero Industrial, Maestría en Ingeniería Industrial, Docente Investigador jornada completa, Universidad Libre
*[email protected] 2 Estudiante de Ingeniería Industrial (Séptimo Semestre), 3 Estudiante de Ingeniería Industrial (Séptimo Semestre) 4 Estudiante de Ingeniería Industrial (Séptimo Semestre). Director Académico Nacional de la ANEIAP.
54

ABSTRACT
The complexity of the organizational contexts beneth an openness framework and economic
uncertainty, coupled with the increasing demands of new and improved products and
processes, evoke a relentless total quality pursuit by companies interested in maintaining or
increasing their competitiveness in the market.
Inside this context, this article summarizes the path of Quality (Histoshi Kume version)
applied to the PYME "Talleres Inmetalacs EU", The general description of the "Systematic
Sampling Plan of raw materials" in place and a summary of their monetary implications
(substantial reduction of costs).
The Systematic Sampling Plan set up to control demanded his trial and the statistical
methods give validity and significance operation, activities with substantial monetary effects
(reduction of losses by reason of defects) which took place.
KEYWORDS
Quality Road, Systematic Sampling Plan, Defects, Statistical methods, reduction of costs.

INTRODUCCIÓN
Considerando la profunda transformación que experimentan los mercados trasnacionales y el
crecimiento desacelerado de la economía en un entorno globalizado y de incertidumbre, las
empresas alrededor del mundo se esfuerzan por reducir sus costos de operación, mejorar sus
procesos de producción y reducir sus defectos, buscando ser más competitivas y atractivas en el
mercado, mientras aumentan sus márgenes de utilidad y como tal, su valor comercial.
Lo anterior es una tendencia recurrente no solo en grandes multinacionales, sino también en
Mipymes, que a miras de alcanzar el objetivo enunciado, implementan estrategias (despido de
personal, compra y/o reemplazo acelerado de maquinas, entre otras acciones) que resultan en
esfuerzos infructuosos y en la creencia que los “costos de calidad” son más altos, que los “costos
de no calidad”, pues para resolver sus problemas, no realizan estudios con validez operativa ni
estadística.
De acuerdo a ello, el presente documento resume el trabajo de investigación que tomó a la
empresa “Talleres Inmetalacs S.A” (con sus características intrínsecas desde un punto de vista
operacional, micro y macroeconómico) y mediante la implementación de la Ruta de la Calidad
expuesta por Hitoshi Kume, mejoró drásticamente sus resultados operacionales.
1. Antecedentes

La empresa Talleres Inmetalacs, ubicada en el barrio Carvajal, se dedica a la fabricación de
pernos, tuercas, espárragos, grapas, pasadores y autopartes en general; sus productos son
vendidos en diferentes regiones de Colombia, como: Boyacá, Casanare, Huila, Meta, Santander
entre otras. Esta trabaja bajo pedido y comercializa sus productos en empresas de transporte
terrestre como Libertadores Conflonorte Ltda. y Concorde Cootransbol Ltda.
Pese a lo anterior, se venía presentando desde hace varios años, una disminución en las utilidades
debido a dos factores principales: el aumento de las unidades defectuosas y los elevados costos de
reparación y mantenimiento de las máquinas. Dicho acontecimiento, no había ocasionado la
pérdida de sus clientes dado que manejan un buen control de calidad en sus productos
terminados, desechando así los productos defectuosos y garantizando un servicio de postventa,
pero a altos costos de operación.
Ahora bien, para hallar la causa principal e incorporar las estrategias de solución, se requirió de
un procedimiento adecuado que permitió mejorar el resultado deficiente hasta lograr un nivel
razonable y este es justamente, la ruta de la calidad ya mencionada, la cual proporciona un
procedimiento efectivo a la hora de resolver un problema organizacional (definido como el
resultado no deseado de una tarea), bajo un contexto con restricciones sustanciales de tiempo y
dinero, con la siguiente metodología.
2. Metodología
Considerando lo expuesto en el texto ya mencionado, se partió del concepto de la Ruta de la
Calidad. Dicha ruta inicia identificando el problema, para posteriormente reconocer sus

características (de forma deductiva), buscar sus principales causas y establecer las acciones para
eliminarlas. Luego de esto debe proceder a confirmar la efectividad de la acción, eliminar de
forma permanente dicha causa y concluir con aseveraciones y recomendaciones generales.
3. Resultados y Discusión
Se presentan a continuación los resultados y la discusión respectiva, teniendo en cuenta la
metodología planteada:
3.1 Identificación y reconocimiento de las características del Problema
En primer lugar se revisaron los registros del último año y se entrevistó tanto a los propietarios
como a los operarios, evidenciando así que el principal problema de la empresa radica en sus
altos volúmenes de unidades defectuosas, ascendiendo en promedio a 1443 unidades (9.54% de la
Producción mensual que implica pérdidas anuales de $20.275.000 en Insumos) y por efectos
directos, mantenimientos cada vez más frecuentes de la maquinaria.
Lo anterior, destacó la necesidad de establecer el siguiente diagrama de Pareto, a miras de
descubrir qué referencias presentaban las unidades con los defectos Vitales del proceso, tomando
los valores promedio entre Septiembre de 2011 y Marzo de 2012 para cada caso:
.

Figura 1. Diagrama de Pareto por Unidades defectuosas por referencia.
Fuente: Los autores
Analizando la información, se determinó que el Tornillo Tipo Chupón presenta la mayor
recurrencia de Unidades defectuosas mensuales (con 747 Unidades o 51.77% de los defectos
totales), superando por mucho a las grapas cuadras y a las tuercas que aunque tienen valores
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
0
200
400
600
800
1000
1200
1400
C E B A D F Otros
Promedio: 1 Septiembre – 1
NNuu mm
ee rroo
dd ee UU
nn iidd aa
dd eess
dd eeff ee
cc ttuu oo
ss aass
PP oorr cc
ee nntt aa
jj ee
AAcc uu
mmuu ll
aa ddoo
A : Rodajas D : Grapa RedondaB : Tuercas E : Grapa CuadradaC : Tornillo Tipo Chupón F : Pasador roscado
A : Rodajas D : Grapa RedondaB : Tuercas E : Grapa CuadradaC : Tornillo Tipo Chupón F : Pasador roscado

elevados, su sumatoria no alcanza sino el 34% del total de defectos. Con esto, el tornillo
producido, se convierte en el principal objeto de Estudio.
Con este hallazgo, se procedió a establecer el siguiente Diagrama de Pareto, pero esta vez, con las
características de calidad (defecto) para la referencia enunciada:
Figura 2. Diagrama de Pareto de unidades defectuosas por característica de calidad.
Fuente: Los autores
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
0
100
200
300
400
500
600
700
800
3 1 2 Otros
Febrero de 2012
Num
ero
de U
nida
des d
efec
tuos
as
Porc
enta
je A
cum
ulad
o
1 : Fractura2 : Deformación3 : Defectos de dimensión en rosca y longitud

Obteniendo así que los defectos de dimensión en rosca y Longitud, son los defectos vitales en la
calidad del proceso y por consiguiente, su eliminación se convertiría en una estrategia sustancial
para mejorar la competitividad de la empresa.
Finalmente, para analizar dichos defectos, se procedió con una guía de campo y a un estudio del
diseño del tornillo (ver Figura 1), encontrando que estos se presentan en:
La Cabeza del Tornillo
El Cuerpo del Tornillo
La Rosca
Y que entre sus síntomas se encuentran:
Asimetría en la cabeza del tornillo
Longitud incorrecta del tornillo
Malformación de la Rosca
Hendiduras en la rosca
Defectos de dimensión pequeña en su mayoría.

3.2 Análi
Teniendo
detenidam
isis de las ca
o a los defe
mente sus ca
ausas
ectos de dim
ausas, hasta g
Figura 3
mensión com
generar el si
3. Tornillo ti
mo foco ope
guiente diag
ipo Chupón.
erativo y ma
grama tipo ca
.
arco de acc
ausa-efecto:
ción, se buscaron
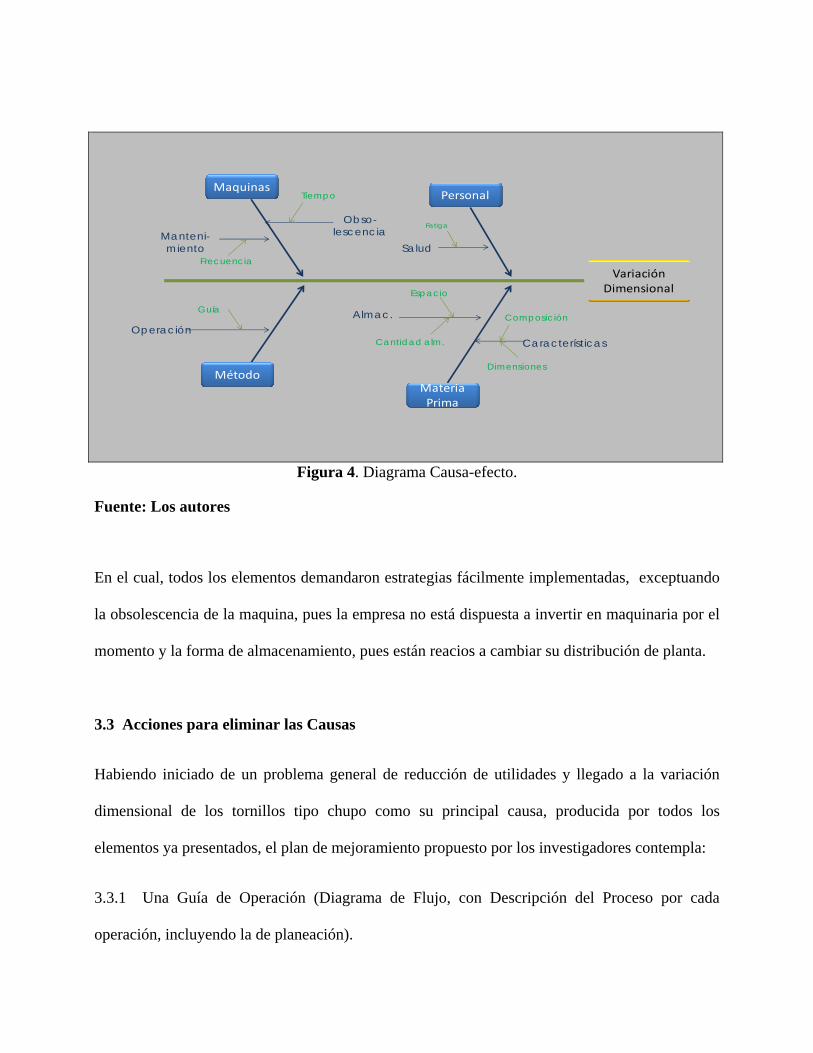
Figura 4. Diagrama Causa-efecto.
Fuente: Los autores
En el cual, todos los elementos demandaron estrategias fácilmente implementadas, exceptuando
la obsolescencia de la maquina, pues la empresa no está dispuesta a invertir en maquinaria por el
momento y la forma de almacenamiento, pues están reacios a cambiar su distribución de planta.
3.3 Acciones para eliminar las Causas
Habiendo iniciado de un problema general de reducción de utilidades y llegado a la variación
dimensional de los tornillos tipo chupo como su principal causa, producida por todos los
elementos ya presentados, el plan de mejoramiento propuesto por los investigadores contempla:
3.3.1 Una Guía de Operación (Diagrama de Flujo, con Descripción del Proceso por cada
operación, incluyendo la de planeación).
VariaciónDimensional
Personal
Salud
Fatiga
Maquinas
Manteni-miento
Obso-lescencia
Tiempo
Frecuencia
Características
Almac.
Espacio
Cantidad alm.
DimensionesMétodo
Materia Prima
ComposiciónOperación
Guía

3.3.2 Una propuesta de ejercicios para reducir la fatiga ocular y el síndrome del túnel del
Metacarpiano.
3.3.3 Un Cronograma de Mantenimiento.
3.3.4 Un instructivo para la medición de Indicadores de Gestión.
3.3.5 Un instructivo de inspección y muestreo basado en la normativa existente (para el Control
de Calidad de materias primas –a nivel de proveedores- y para los productos terminados
del sector metalmecánico) y en el plan de muestreo sistemático.
Los primeros cuatro elementos se convirtieron en propiedad exclusiva de la empresa, mientras
que el Plan de muestreo y el instructivo de inspección al tener normativa pública se presenta a
continuación (en resumen):
Plan de muestreo para la materia prima
Dado que la empresa recibe grandes cantidades de materia prima, se determinó realizar un
muestreo sistemático por su facilidad operativa y rápida construcción de muestra para cada lote.
Para llevar a cabo este sistema de muestreo, primero se determina el tamaño del lote y se
enumeran los tubos, seguido a esto, se halla k con la ecuación ec (1), la cual nos determinara la
posición de aquellos elementos que conformaran la muestra para cada pedido.
Ec (1) Donde:
N: Es el tamaño de la Población o del lote.
n: Es el tamaño de la muestra, que se determina según la norma NTC-ISO 2859-1 con la
tabla 1 (A y B).

Tabla 1A. Plan de muestreo para inspección visual y dimensional.5
Tabla 1B. Plan de muestreo para los ensayos mecánicos.6
5 Para un nivel de inspección ii, nac = 2,5%, según norma ntc-iso 2859-1 tabla1 - tabla 2a 6 Para un nivel de inspección especial s-3, nac = 2,5%, según norma ntc-iso 2859-1 tabla1 - tabla 2a

Una vez determinada k se tomará el primer elemento dentro de ese rango de forma aleatoria y a
partir de este, se empezará a determinar qué elementos sacar para la muestra, tomando siempre la
k- ésima unidad. A esta muestra se le realiza un control de calidad según la normatividad descrita
y referenciada, para posteriormente determinar el número de unidades defectuosas y comparar
dicha cifra con el criterio de aceptación del lote dado también por la norma.
Para finalizar este aparte, se puede aseverar que siguiendo el anterior método, se devolvieron
cinco lotes completos a los proveedores.
3.4 Verificación
Con el ánimo de confirmar la efectividad de la Acción, se procedió a comparar el número
promedio de defectos y los costos de defectos inherentes a la empresa, antes y después del plan
de mejoramiento, como se presenta a continuación:
3.4.1 Defectos antes y después de la implantación

En la siguiente tabla se evidencia la disminución de defectuosos por día, pasando de un promedio
diario de 32 a 12 defectos por día, logrando disminuir de esta manera un 62,5% el problema.
Tabla 2. Número de defectos antes y después del Plan.
Fuente: Los autores
Lo que se comprueba observando la Figura No. 5.
Defectuosos % Defectuosos %Lunes 24 7.2% 12 3.6%Martes 34 10.1% 14 4.2%
Miércoles 32 9.6% 11 3.3%Jueves 36 10.7% 10 3.0%Viernes 33 9.9% 12 3.6%Sábado 33 9.9% 13 3.9%
335TASA DE PROCUCCION DIARIA
ANTES DESPUES
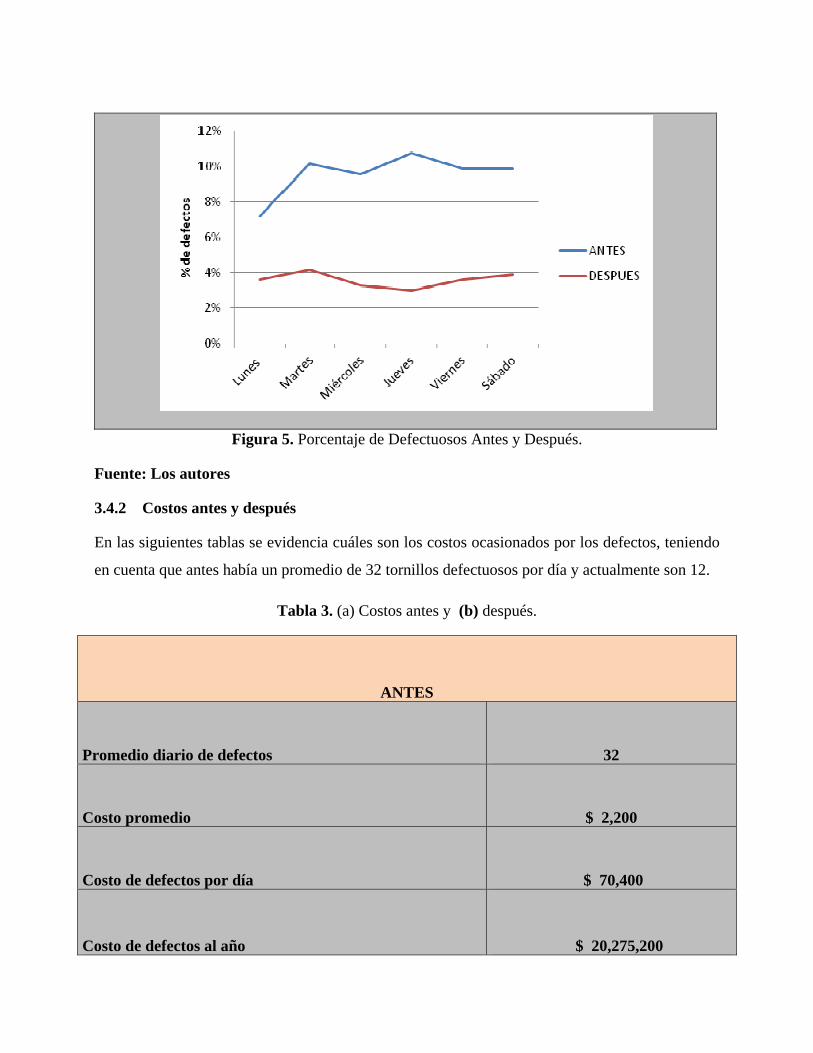
Figura 5. Porcentaje de Defectuosos Antes y Después.
Fuente: Los autores
3.4.2 Costos antes y después
En las siguientes tablas se evidencia cuáles son los costos ocasionados por los defectos, teniendo
en cuenta que antes había un promedio de 32 tornillos defectuosos por día y actualmente son 12.
Tabla 3. (a) Costos antes y (b) después.
ANTES
Promedio diario de defectos 32
Costo promedio $ 2,200
Costo de defectos por día $ 70,400
Costo de defectos al año $ 20,275,200

DESPUÉS
Promedio diario de defectos 12
Costo promedio $ 2,200
Costo de defectos por día $ 26,400
Costo de defectos al año $ 7,603,200 Fuente: Los autores
Dado lo anterior, la reducción en pérdidas gracias al plan implantado es de:
Tabla 4. Reducción de Costos
Reducción en pérdidas por día $ 44,000
Reducción en perdidas por mes $ 1,056,000
Reducción en perdidas por año $ 12,672,000 Fuente: Los autores
Y por tanto, la Figura 5, presenta el delta costo por concepto de desperdicios que implicó el proyecto

Figura 5. Delta costo del proyecto.
Fuente: Los autores
CONCLUSIONES
Al aplicar la ruta de la Calidad, se comprueba que los costos de “No calidad” son mucho más
elevados que los de “calidad” y que la clave de las estrategias, para resolver un problema
semejante, radica en la correcta identificación y trato de la causa real del problema, utilizando
adecuadamente los métodos estadísticos que le dan confianza a los resultados.
De igual forma se puede concluir afirmando que es de vital importancia tener un buen control de
la calidad desde que se reciben las materias primas, hasta que el producto es entregado para su
venta, pues eso garantizará en cierta medida productos de buena calidad y pocos desechos,
fidelizando de esta manera a los clientes y sobretodo, alcanzando una constante maximización del
valor de la empresa.

BIBLIOGRAFÍA
ANSI/ASME B1.1 – 1982
Hansen, Bertrand L; Ghare, Prabhakar M. (1990). Control de calidad: Teoría y
aplicaciones. Ediciones DÍAZ DE SANTOS, S.A.
Kume, Hitoshi. (1992). Herramientas Estadísticas Básicas para el Mejoramiento de la
Calidad”. Editorial Norma.
Norma ASTM A108
Norma NTC 858
Vivanco, Manuel. (2005). Muestreo Estadístico Diseño y Aplicaciones. Editorial
Universitaria.