actualidad y nuevas tendencias -...
TRANSCRIPT


Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Tabla de contenido Editorial
Artículos de investigación
- Análisis de la retención de estudiantes de ingeniería basado en la pérdida
consecutiva de una misma asignatura. Un enfoque de Cadenas de Markov
Retention analysis of engineering students based on consecutive course failure. A
Markov chain approach
Ricardo Otero Caicedo, Stevenson Bolívar, Juan Palacios Caicedo
- Cadena de Suministro para productos en seco de PyMES. Una aproximación al
Modelo Causal
Supply Chain for dry products of SMEs. Approach to causal model
Ernesto Lagarda Leyva, Javier Portugal Vásquez, Arnulfo Naranjo Flores,
María Aguilar Valenzuela, María Castillo Rodríguez
- Modelo de control óptimo para el sistema Producción-Inventarios
Model optimal control for Production-Inventory system
Óscar Cepeda Valero; Luis Jiménez Sánchez
- Proceso Analítico Jerárquico Difuso en la selección de variables para la evaluación
de la resiliencia en zonas afectadas por desastres
Fuzzy Analytic Hierarchy Process in the selection of variables for evaluation of
resilience in disaster-affected areas
Giovanni Herrera Enríquez, Fabricio Guevara Viejó, Sergio Castillo Paez,
Danny Zambrano Vera
Artículos de divulgación
- Neuromarketing y la ética en la investigación de mercados
Neuromarketing and ethics in market research
Oscar Vega Camacho
- Simulación de valores geométricos estableciendo parámetros estadísticos en un
proceso de torneado
Simulation of geometric values establishing statistical parameters in a turning process
Lilian Chaviano Tovar
Normas para Publicación
7-18
19-34
35-44
45-66
69-82
83-98
99
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
3
Ingenieros Industriales reivindican el "importante papel de la industria"…; Ingeniería
industrial, Administración y Contabilidad “serán los empleos más demandados el 2016”,… ;
los ingenieros industriales “han contribuido al desarrollo tecnológico en áreas tales como la
producción y transformación de energía, la robótica, el diseño mecánico, la bioingeniería, grandes
proyectos, los transportes, infraestructuras urbanas, el control y seguridad, la industria química,
los materiales, las tecnologías de la información, el medio ambiente, la electrotecnia,
abastecimiento de agua, la organización industrial, electrónica o la gestión de empresas…”; son
parte de las reseñas y buenas noticias con las que nos encontramos frecuentemente en
las Redes.
En nuestro rol de investigador, muchas veces consideramos que estamos haciendo
poco por la Ingeniería Industrial, pero al analizar esas noticias, encontramos que esa
actualidad y nuevas tendencias, tienen sus orígenes en las valiosas actividades de
investigación. El trabajo colaborativo, muy de moda en nuestros días, ha sido un
enfoque que ha caracterizado al ingeniero industrial desde sus orígenes.
En este sentido, la Revista Ingeniería Industrial, de la Universidad de Carabobo, se
enorgullece en presentar en este número 16, contribuciones de investigadores de
Colombia, Cuba, Ecuador y México. Se presentan seis trabajos de investigación y
divulgación de profesionales interdisciplinarios, que encuentran en la Ingeniería
Industrial un espacio para la convergencia de sus ideas. Investigaciones de la Pontificia
Universidad Javeriana, Universidad El Bosque y Universidad Central de Colombia;
Universidad de Camaguey, en Cuba; Instituto Tecnológico de Sonora; Universidad de
las Fuerzas Armadas y Universidad de Milagro, en Ecuador, representan, en esta
oportunidad, esa productividad que hace que la Ingeniería Industrial sea hoy por hoy,
la profesión del presente y del futuro.
Desde temas como Cadenas de Markov, Cadenas de Suministro, Producción e
Inventario, procesos Analítico Jerárquico, ya clásicos en el perfil de la Revista, hasta
EDITORIAL EDITORIAL

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
4
nuevos aspectos de divulgación como el Neuromarking, vienen a enriquecer este
volumen V, del año 9 de Nuestra Revista.
Reiteramos nuestro compromiso con mantener la calidad de nuestras contribuciones,
y por eso agradecemos a los autores por su interés y confianza; así como también, a los
diferentes evaluadores que hacen posible con su trabajo anónimo pero valioso, que cada
artículo mantenga el perfil de la Revista.
Por el Comité Editorial
Dr. Agustín Mejías Acosta
Junio, 2016
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Otero et al., Análisis de la retención de estudiantes… un enfoque de Cadenas de Markov, p. 7-18
7
Análisis de la retención de estudiantes de ingeniería basado en
la pérdida consecutiva de una misma asignatura. Un enfoque de
Cadenas de Markov
Retention analysis of engineering students based on consecutive course failure. A Markov
Chain Approach
Ricardo Otero Caicedo, Stevenson Bolívar Atuesta, Juan Palacios Caicedo
Palabras clave: Cadenas de Markov, retención estudiantil, matriz de transiciones
Key words: Markov chains, student retention, transition matrix
RESUMEN
En los últimos años, la retención estudiantil ha
sido una variable crítica para las
Universidades ya que comprende el
compromiso que éstas adquieren con la
formación de profesionales a través de la
aplicación completa de un proyecto educativo.
En este artículo, se analiza la intención de los
estudiantes de desertar de su programa
académico en ingeniería, basado en el número
de veces que pierde una misma asignatura de
su plan de estudios. El comportamiento de los
estudiantes se modeló usando cadenas de
Markov discretas, donde los estados
representan el número de veces que se repite
un curso o se retira del programa académico.
Este enfoque permite a la Universidad
analizar cómo el nivel de dificultad de las
asignaturas puede impactar los niveles de
deserción.
ABSTRACT
Recently, student retentions have become a
main factor in the educational institution
project, because Universities main objective is
to develop professional trough a complete
application of its educational project. In this
paper, we propose to analyze the student’s
dropout intention based on the repeated
failure of one course. We use discrete Markov
chain DMC to estimate the likelihood of
repeating a course or leaving the academic
program. Statistics test for homogeneity and
dependence between chain states were also
made. This approach makes easier for the
University to analyze how the course
difficulty could increase the dropout
proportion.
INTRODUCCIÓN
La retención estudiantil ha sido una
variable crítica dentro de los planes
institucionales de las universidades,
debido a los altos índices de deserción que
usualmente se presentan en las
instituciones de educación superior.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Otero et al., Análisis de la retención de estudiantes… un enfoque de Cadenas de Markov, p. 7-18
8
A pesar de los grandes avances en el tema,
hoy en día su análisis sigue siendo un reto
debido a la complejidad del problema. Los
casos de deserción no siempre son
evidentes, ya que están contextualizados
en tres perspectivas diferentes: la
individual, la institucional y la estatal
(Ministerio de Educación Nacional, 2009).
Cada agente (individuos, universidades o
el estado) aborda el problema desde su
perspectiva y el análisis de la problemática
depende del enfoque dado por el
investigador. Por ejemplo, las
transferencias entre instituciones de
educación superior son consideradas
como deserción para la universidad pero
no para el estado, dado que los estudiantes
no han abandonado el sistema educativo.
Como parte del ejemplo, el ministerio de
educación nacional resalta que la situación
de crisis económica en un país se convierte
en un factor determinante dentro de la
deserción de instituciones privadas hacia
instituciones públicas y del abandono
definitivo del sistema educativo.
A nivel nacional, si bien es cierto que cada
vez existen mayores apoyos
gubernamentales dirigidos a incrementar
el número de estudiantes con acceso a la
educación superior, es necesario también
implementar sistemas que permitan
mantener la motivación con la que los
estudiantes inician el programa
académico. Esto permite asegurar, no
solamente que los estudiantes culminen su
proceso académico, sino también, que esta
motivación se vea reflejada en la
formación académica de los estudiantes.
Claramente, no se puede abordar la
perspectiva estatal a nivel institucional,
pero tal como lo menciona Torres (2010),
actualmente las instituciones cuentan con
varias herramientas de gestión pedagógica
que están dirigidas a apoyar y a prevenir
las intenciones de deserción en los
estudiantes universitarios. Desde la
perspectiva individual, si bien es cierto
que no hay un modelo que involucre las
particularidades de cada individuo, sí se
han identificado factores
sociodemográficos y socioeconómicos
relacionados con la deserción, como por
ejemplo las variables identificadas por
Patricia (2011), Murtaugh, Burns y
Schuster (1999) y Duque, Duque y
Surinach (2012) presentadas en la tabla 1.
El objetivo principal de esta perspectiva es
determinar cómo se relacionan los factores
con la decisión de desertar, permitiendo
identificar grupos de estudiantes que
requerirían un acompañamiento adicional
y enfocar los esfuerzos de la universidad
para aumentar el nivel de retención
universitaria.
Entre algunos estudios que aprovechan
esta perspectiva para crear herramientas
que apoyen la retención, se encuentran
Murtaugh, Burns y Schuster (1999),
quienes emplean un modelo de
supervivencia que utiliza las
características del individuo para predecir
el tiempo hasta que deserta; Awadhi y
Ahmed (2002) empelan un modelo de
regresión logística para identificar los
factores relevantes y el grado de
asociación con la decisión de desertar;

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Otero et al., Análisis de la retención de estudiantes… un enfoque de Cadenas de Markov, p. 7-18
9
Duque, Duque y Surinach, (2012) elaboran
un indicador de deserción mediante
mínimos cuadrados parciales, con lo cual
realizan comparaciones entre grupos de
individuos sobre el tiempo.
Otros autores, como Kwak, Brown y
Schiederjans (1986); Awadhi, Ahmed
(2002) y Alawadhi, Konsowa (2010) han
realizado análisis a nivel institucional, en
los cuales a través de cadenas de Markov,
se analiza el comportamiento de los
estudiantes con respecto a la permanencia
en las asignaturas o las inscripciones en
cursos.
Tabla 1. Factores relacionados con la deserción estudiantil universitaria
Variable Categoría
Edad
Personal y
familiar
Género
Procedencia
Residencia
Recursos financieros
Desempeño escolar
Programa Académico
Universitario
Promedio académico
Expectativas de éxito
Percepción de dificultad
Calidad de los recursos de la institución
Adeleke, Oguntuase y Ogunsakin, (2014)
emplearon cadenas de Markov para
modelar la deserción estudiantil, con
estados absorbentes graduarse y desertar,
y con estados transitorios número de años
cursados. Este enfoque trae una ventaja
adicional, permite estimar el tiempo
promedio que un estudiante tarda en
graduarse o desertar. Sin embargo, no
permite a las instituciones identificar
oportunidades de mejora en la
problemática analizada.
Es evidente que las instituciones de
educación superior tengan la necesidad de
ejercer liderazgo en los programas de
retención haciendo uso de la información
y recursos disponibles. Esto genera la
necesidad de utilizar cualquier tipo de
herramientas que generen información
sobre la intención de los estudiantes de
continuar en el programa académico.
A pesar de la posibilidad de mejorar las
predicciones de retención, implementando
las variables mencionadas en la tabla 1, no
todas las instituciones de educación
superior cuentan con esta información o
no la tienen disponible en una misma base
de datos. Sin embargo, usualmente cada
una de las carreras cuenta con registros
históricos de los resultados académicos de
los estudiantes por cada uno de los

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Otero et al., Análisis de la retención de estudiantes… un enfoque de Cadenas de Markov, p. 7-18
10
periodos de estudio y para cada una de las
asignaturas que cursaron.
Adicionalmente, vale la pena resaltar que
estos enfoques relacionan la deserción con
factores o variables sociodemográficas y
académicas propias del individuo, pero no
con las materias que pueden influir en la
decisión de desertar por su grado de
dificultad, lo cual permitiría detectar
necesidades de acompañamiento especial
para los estudiantes que cursan estas
asignaturas.
Este artículo busca medir la dificultad de
la asignatura a través del número de veces
que la cursa un estudiante antes de
aprobarla o desertar, con lo cual se analiza
su intención de deserción, basándose en su
desempeño académico desde el punto de
vista de los resultados obtenidos en
algunas asignaturas de su plan de
estudios. Para ello, se analizaron los
resultados de los estudiantes de la facultad
de ingeniería civil de una Universidad de
Bogotá – Colombia en las asignaturas que
son consideradas críticas en el proceso de
formación.
Se pretende determinar para un
estudiante, la probabilidad de desertar de
la institución educativa o aprobar una
materia en particular, teniendo en cuenta
como estados transitorios el número de
veces que la ha cursado. Se modeló este
comportamiento como una cadena de
Markov discreta, en la cual, los estados
representan el número de veces que ha
cursado la materia, incluyendo además
dos estados absorbentes: aprobó la
asignatura o desertó del programa.
Con el modelo planteado se pueden
determinar las materias que presentan una
probabilidad alta de ser reprobadas
reiteradamente y su relación con la
deserción estudiantil en cada programa
académico.
Esta información le permite a la
universidad tomar decisiones sobre planes
de acompañamiento y validación de
prerrequisitos, entre otras medidas que
podrían favorecer la gestión pedagógica
para disminuir los niveles de deserción.
METODOLOGÍA
Descripción del problema
En el transcurso del programa académico,
los estudiantes pasan por diferentes
asignaturas que contienen diferentes
niveles de dificultad. Existen algunas
ocasiones en las que los estudiantes
después de haber reprobado una
asignatura un número determinado de
veces, pierden la motivación de seguir
adelante debido al incremento en la
percepción de dificultad sobre la carrera y
la disminución de su propia confianza.
Este comportamiento se modeló como una
cadena de Markov de tiempo discreto, con
la cual se estimó la probabilidad de que un
estudiante se retire del programa
académico con base en las probabilidades
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Otero et al., Análisis de la retención de estudiantes… un enfoque de Cadenas de Markov, p. 7-18
11
condicionadas al número de veces que ha
perdido la asignatura.
Las cadenas de Markov de tiempo
discreto, son procesos estocásticos que
toman valores discretos en puntos
particulares del tiempo y que
adicionalmente cumplen con la propiedad
de Markov, es decir, la probabilidad
asociada a un evento depende solamente
de la ocurrencia del evento
inmediatamente anterior.
Esto se resume en: sea Xn el estado del
proceso estocástico en el tiempo n ∈ Z,
una cadena de Markov cumple que:
,,
donde es el estado del proceso en el
tiempo i. Esta propiedad permite expresar
todas las probabilidades asociadas a la
cadena de Markov en una matriz de
transición, la cual tiene dimensiones
, donde es el número de posibles
valores que puede tomar la variable
aleatoria. Por ejemplo: una cadena de
Markov, en donde la variable aleatoria
sólo puede tomar 3 estados, todas las
posibles transiciones entre sus estados
pueden representarse a través de la
siguiente matriz:
,
en donde representa la probabilidad de
pasar del estado al estado en un paso,
es decir, entre dos periodos consecutivos.
En este caso, debe cumplirse que:
.
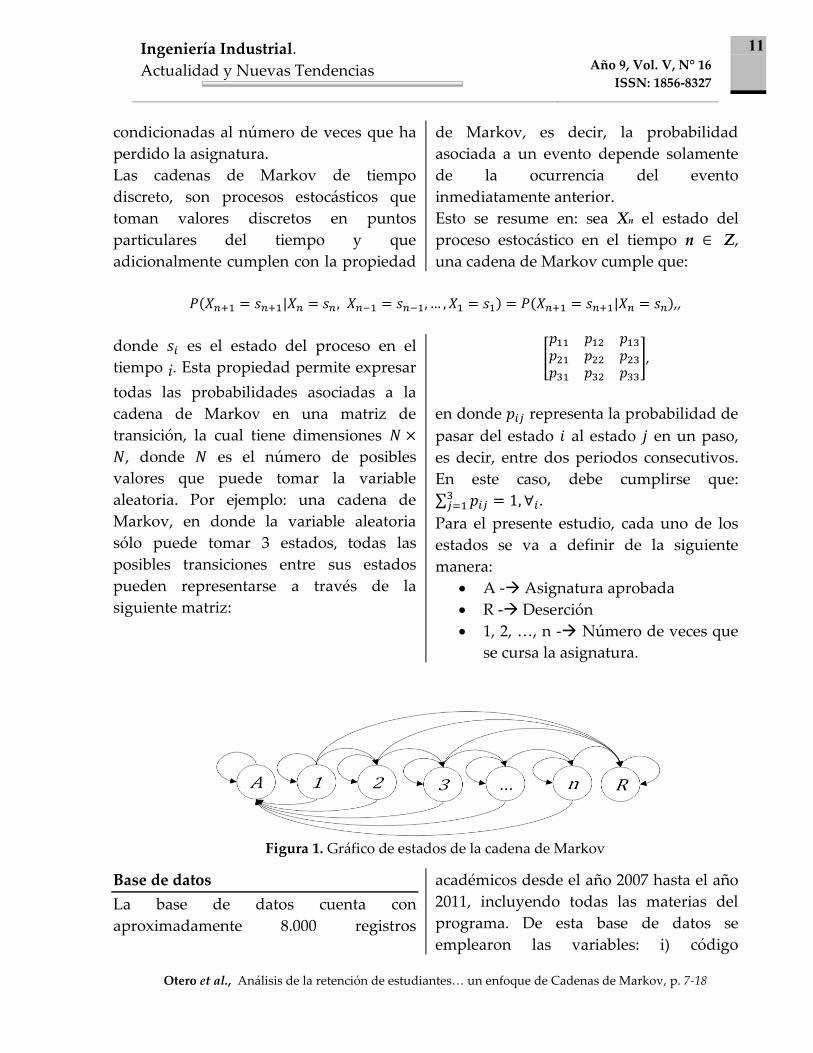
Para el presente estudio, cada uno de los
estados se va a definir de la siguiente
manera:
A - Asignatura aprobada
R - Deserción
1, 2, …, n - Número de veces que
se cursa la asignatura.
Figura 1. Gráfico de estados de la cadena de Markov
Base de datos
La base de datos cuenta con
aproximadamente 8.000 registros
académicos desde el año 2007 hasta el año
2011, incluyendo todas las materias del
programa. De esta base de datos se
emplearon las variables: i) código

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Otero et al., Análisis de la retención de estudiantes… un enfoque de Cadenas de Markov, p. 7-18
12
estudiante, ii) periodo académico, iii)
asignatura y iv) calificación obtenida.
Para este caso, debido al gran impacto que
históricamente han tenido las asignaturas
de ciencias básicas en los programas de
ingeniería, el presente trabajo hace
referencia sólo a las asignaturas descritas
en la tabla 2.
Como primer paso se calculó para cada
uno de los estudiantes el número de veces
que cursó la asignatura. Se asume que un
estudiante se ha retirado del programa
académico, si después de haber cursado y
reprobado una asignatura, no la vuelve a
inscribir en los periodos siguientes.
Tabla 2. Asignaturas que se analizan en esta
investigación
Variable Semestre
Cálculo diferencial 1
Cálculo integral 2
Cálculo vectorial 3
Física mecánica 2
En la siguiente sección se describe el
procedimiento realizado para la
asignatura Cálculo Diferencial, presentado
el procedimiento para probar los
supuestos de una cadena de Markov y
estimar las probabilidades de transición.
RESULTADOS y ANÁLISIS
En la tabla no. 3 se presenta el número de
estudiantes que se encuentra en cada uno
de los estados para cada uno de los
periodos de la base de datos. Es decir, en
el periodo 2007-2, han aprobado 30
estudiantes, 34 se encuentran cursando la
asignatura por primera vez, 2 por segunda
y se retiraron del programa 5 estudiantes.
Los estados A y R son absorbentes, por lo
que llevan un acumulado de los
estudiantes que han aprobado y los que se
han retirado del programa. Es necesario
aclarar que los valores obtenidos para el
primer periodo, es decir 2007-2, se
obtuvieron a partir del análisis de los
resultados del periodo inmediatamente
anterior 2007-1.
Tabla 3. Frecuencias absolutas de estados por periodo para la asignatura cálculo diferencial
Periodo A 1 2 3 R
2007-2 30 34 5 0 5
2008-1 54 35 2 2 18
2008-2 81 23 9 0 21
2009-1 105 53 5 3 21
2009-2 148 33 8 2 30
2010-1 173 75 12 2 34
2010-2 221 49 21 2 52
2011-1 271 95 8 7 58
2011-2 344 42 13 0 81

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Otero et al., Análisis de la retención de estudiantes… un enfoque de Cadenas de Markov, p. 7-18
13
Después de obtener la conformación de
estados por cada uno de los periodos, se
obtuvo las transiciones entre estados para la
asignatura, obteniendo los siguientes
resultados para la asignatura cálculo
diferencial.
Tabla 4. Transiciones entre estados para la asignatura de cálculo diferencial
2007-2 A 1 2 3 R 2008-1 A 1 2 3 R
1 21 0 2 0 11 1 23 0 1 0 2
2 3 0 0 2 0 2 2 0 0 0 0
3 0 0 0 0 0 3 2 0 0 0 0
2008-2 A 1 2 3 R 2009-1 A 1 2 3 R
1 18 0 5 0 0 1 38 0 7 0 8
2 6 0 0 3 0 2 2 0 0 2 1
3 0 0 0 0 0 3 3 0 0 0 0
2009-2 A 1 2 3 R 2010-1 A 1 2 3 R
1 17 0 12 0 4 1 37 0 21 0 17
2 6 0 0 3 0 2 9 0 0 2 1
3 2 0 0 0 0 3 2 0 0 0 0
2010-2 A 1 2 3 R 2011-1 A 1 2 3 R
1 35 2 7 0 5 1 62 1 13 0 19
2 13 0 0 7 1 2 6 0 0 0 2
3 2 0 0 0 0 3 5 0 0 0 2
2011-2 A 1 2 3 R
1 31 1 9 0 1
2 10 0 0 1 1
3 0 0 0 0 0
En este caso, se omiten las filas
relacionadas con los estados A y R por
considerarse redundantes, debido a que
son estados absorbentes y por lo tanto,
representan el total de estudiantes que
hasta el momento han aprobado la
asignatura o se han retirado del programa.
Análisis de supuestos de la cadena de Markov
A continuación se describe el
procedimiento que se realizó para probar
los supuestos de la cadena de Markov,
tomando como ejemplo la asignatura de
Cálculo diferencial.
Las cadenas de Markov son procesos
estocásticos que cumplen dos supuestos
fundamentales: poseen probabilidades
estacionarias y cumplen la propiedad de
Markov.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Otero et al., Análisis de la retención de estudiantes… un enfoque de Cadenas de Markov, p. 7-18
14
Para que se cumpla la propiedad de
probabilidades estacionarias, se requiere
homogeneidad de las probabilidades de
transición durante todos los periodos. Este
supuesto es fundamental para poder
soportar los cálculos de probabilidades de
largo plazo. En particular, se debe cumplir
que:
(1)
Para verificar esta propiedad se debe
asegurar que la frecuencia de estudiantes
en cada uno de los estados no sea
dependiente del tiempo en el cual se toma
la medición. Para esto se utilizó una
prueba de independencia chi cuadrado.
La tabla de contingencia debe probarse
para cada una de las posibles transiciones
, sin embargo, debido a que en los
estados son absorbentes, sólo se
determinará la independencia entre los
periodos académicos y las frecuencias de
estudiantes que cambian de estado para
cada una de las veces que se reprueba una
asignatura.
Tabla 5. Frecuencia de transiciones entre el estado 1 los demás estados para cada periodo
Periodo
2007-2 21 0 2 0 11
2008-1 23 0 1 0 2
2008-2 18 0 0 0 0
2009-1 38 0 7 0 8
2009-2 17 0 12 0 4
2010-1 37 0 21 0 17
2010-2 35 2 7 0 5
2011-1 62 1 13 0 19
2011-2 31 1 9 0 1
En este caso se comparan las frecuencias
de cada una de las transiciones para cada
uno de los estados, y se debe asegurar que
estas frecuencias puedan considerarse
homogéneas a través de cada uno de los
periodos. La prueba de independencia en
este caso, compara las frecuencias
absolutas encontradas en la muestra y las
frecuencias esperadas cuando se asume
independencia entre el periodo y las
transiciones. En este caso el estadístico:
(2)
Sigue una distribución chi cuadrado
cuando el tamaño de muestra es lo
suficientemente grande. Los resultados
para todos los estados se presentan en la
tabla no. 6.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Otero et al., Análisis de la retención de estudiantes… un enfoque de Cadenas de Markov, p. 7-18
15
Tabla 6. Resultados de la prueba de independencia entre periodos y transiciones
Periodos
2007-2 hasta 2011-2 <1% <1% <1%
2009-1 hasta 2011-2 <1% <1% <1%
2010 hasta 2011-2 >5% >5% >5%
Los resultados indican que en los periodos
posteriores a 2010-1, las frecuencias de
transiciones son estadísticamente
independientes del periodo. Es posible que
para los periodos anteriores no exista
homogeneidad, debido a los cambios que
usualmente se presentan cada cierto tiempo en
los currículos de las asignaturas. En este caso,
si deseamos obtener estimaciones a largo
plazo del comportamiento de las transiciones,
debemos tener en cuenta únicamente los
periodos del 2010 en adelante.
Orden de la Cadena de Markov
Se debe asegurar que las frecuencias de
transición obtenidas cumplan con la principal
característica de las cadenas de Markov, deben
ser dependientes únicamente de su estado
anterior. Para ello, se realizó una tabla de
contingencia y una prueba de chi cuadrado
para cada una de las matrices de frecuencias
estipuladas en la Tabla 3. Los resultados de la
prueba se presenta en la tabla no. 7.
Los resultados de la prueba indican que se
rechaza la hipótesis nula de la
independencia entre los estados, por lo
que se puede garantizar que los resultados
obtenidos en un estado, dependen de su
estado anterior. Esto puede resultar
evidente, ya que la única forma de cursar
la asignatura 2 veces es haberla cursado 1
vez.
Estimación de las matrices de transición
Anderson y Goodman (1956), demostraron
que para estimar las probabilidades de
una cadena de Markov, es posible utilizar
el enfoque de la maximización de la
función de verosimilitud. Según los
resultados, el estimador de máxima
verosimilitud de cada probabilidad de la
matriz de transición, está dada por:
(3)
Es decir, el estimador es tan solo un
cociente entre las frecuencias absolutas de
cada estado de destino sobre el total de
observaciones del estado de origen. Los
resultados de las matrices de transición
para las asignaturas de la tabla 2 son
mostrados en las tablas 8, 9, 10 y 11.
Tabla 7. Resultados de la prueba de
independencia para garantizar la dependencia
entre estados para cálculo diferencial
Periodo
2007-2 <1%
2008-1 <1%
2008-2 <1%
2009-1 <1%
2009-2 <1%
2010-1 <1%
2010-2 <1%
2011-1 <1%
2011-2 <1%

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Otero et al., Análisis de la retención de estudiantes… un enfoque de Cadenas de Markov, p. 7-18
16
Tabla 8. Matriz de transición Cálculo Diferencial
Cálculo
Diferencial
A 1 2 3 R
A 100% 0 0 0 0
1 68% 1% 17% 0 14%
2 71% 0 1% 21% 7%
3 89% 0 0 0 11%
R 0 0 0 0 100%
Tabla 9 Matriz de transición Cálculo Integral
Cálculo Integral A 1 2 3 R
A 100% 0 0 0 0
1 75% 1% 15% 0 9%
2 83% 0 0 8% 8%
3 80% 0 0 0 20%
R 0 0 0 0 100%
Tabla 10. Matriz de transición Cálculo Integral
Cálculo
Vectorial
A 1 2 3 4 R
A 100% 0 0 0 0 0
1 66% 4% 21% 0 0 9%
2 70% 0 6% 22% 0 2%
3 86% 0 0 0 14% 0
4 100% 0 0 0 0 0
R 0 0 0 0 0 100%
Tabla 11. Matriz de transición Física Mecánica
Física Mecánica A 1 2 3 4 R
A 100% 0 0 0 0 0
1 60% 0 32% 0 0 8%
2 73% 0 0 16% 0 11%
3 63% 0 0 0 21% 16%
4 100% 0 0 0 0 0
R 0 0 0 0 0 100%

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Otero et al., Análisis de la retención de estudiantes… un enfoque de Cadenas de Markov, p. 7-18
17
Probabilidades al largo plazo
A pesar de que las cadenas descritas
anteriormente son absorbentes, es
posible determinar cómo se estabilizan
las probabilidades a largo plazo, de esta
forma se puede encontrar la
probabilidad de que un estudiante que
está cursando la asignatura por primera
vez, termine retirándose del programa.
Esto permite identificar cuáles son las
asignaturas que generan un mayor
riesgo de deserción.
Tabla 12. Probabilidades de retiro o
aprobación al largo plazo
Asignatura Probabilidad
de aprobar
Probabilidad
de desertar
Cálculo
Diferencial 84% 16%
Cálculo
Integral 89% 11%
Cálculo
Vectorial 90% 10%
Física
Mecánica 88% 12%
Es posible modelar el comportamiento
de repetir una asignatura a través de
cadenas de Markov discretas. Este tipo
de modelamiento permite obtener las
probabilidades estimadas de que un
estudiante al cursar una asignatura,
corra el riesgo de desertar y además,
permite calcular las probabilidades por
cada una de las veces que el estudiante
pierde la asignatura.
Según los resultados obtenidos, se
puede apreciar que la asignatura que
describe mayor deserción, es cálculo
diferencial, con un total del 16% de los
estudiantes que la cursan por primera
vez. De igual manera, se recomienda a la
Universidad realizar un
acompañamiento personalizado a los
estudiantes que están cursando Cálculo
integral por tercera vez, debido a que,
como se aprecia en la tabla no. 9, en
promedio 1 de cada 5 estudiantes que
están en esta situación, termina
retirándose del programa académico.
Para profundizar los resultados de este
estudio se planea continuar con este
análisis para las demás asignaturas del
plan de estudios y se espera incrementar
la base de datos incluyendo más
periodos académicos y diferentes
programas de ingeniería.
Se pretende que los resultados de este
estudio permitan profundizar el análisis
que se realiza sobre la manera en que
algunas asignaturas tienen un impacto
mayor que otras dentro de la deserción
de los estudiantes de Ingeniería.
Además, las probabilidades de
transición pueden convertirse en alertas
tempranas para que la Universidad
realice un seguimiento especial a
aquellos estudiantes que tienen una alta
probabilidad de retirarse del programa
académico en un semestre específico.
Finalmente, los resultados también
pueden ser utilizados para un análisis
descriptivo de los porcentajes de
reprobaciones en las asignaturas del
programa académico.
CONCLUSIONES

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Otero et al., Análisis de la retención de estudiantes… un enfoque de Cadenas de Markov, p. 7-18
18
Al-Awadhi, S. A., & Ahmed, M. A. (2002).
Logistic models and a Markovian analysis
for student attrition. kuwait journal of
science & engineering, 29(2), 25-40.
Adeleke, r., Oguntuase, K., & Ogunsakin, R.
(2014). Application of Markov chain to the
assessment of students' admissions and
academic performance in Ekiti State
University. Internationa journal of scientific
& technology research.
Anderson, T., & Goodman, L. (1956).
Statistical inference about markov chains.
The annals of mathematical statistics.
Duque, L., Duque, J., & Surinach, J. (2012).
Learning outcomes and dropout intentions:
an analytical model for Spanish universities.
Educational studies, 261-284.
Kwak, N., Brown, R., & Schiederjans, M.
(1986). A Markov analysis of estimating
student enrollment transition in a trimester
institution. Pergamon journal, 311-318.
Ministerio de Educación Nacional. (2009).
Deserción estudiantil en la educación
superior colombiana.
Murtaugh, P., Burns, L., & Schuster, J.
(1999). Predicting the retention of university
students. Research in higher education,
40(3).
Patricia, P. (2011). Predictors of retention
among undergraduate students attending
associate-degree nursing programs in
illinois. Teaching and learning in nursing, 6,
131-138.
Shafiqah, A., & Mokhtar, K. (2010). Markov
Chain Analysis and Student Academic.
Journal of Modern Applied Statistical, 9(2),
584-595.
Torres, L. E. (2010). Estado del arte de la
retención de estudiantes de la educación
superior. Obtenido de Pontificia
Universidad Javeriana:
http://www.javeriana.edu.co/documents/15
838/273636/Retenci%C3%B3nEstudiantil201
2.pdf/124fdba5-2318-432a-8e9f-
126a2501c229.
Autores
Ricardo Fernando Otero Caicedo. Ingeniero Industrial. Pontificia Universidad Javeriana,
Bogotá, Colombia.
E-mail: [email protected]
Juan Carlos Palacios Caicedo. Ingeniero físico. Pontificia Universidad Javeriana, Bogotá,
Colombia. Florida Institute of Technology, Florida, USA.
E-mail: [email protected].
Stevenson Bolívar Atuesta. Ingeniero Industrial. Pontificia Universidad Javeriana, Bogotá,
Colombia.
E-mail: [email protected]
Recibido: 12-12-2015 Aceptado: 23-03-2016
REFERENCIAS
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
19
Cadena de Suministro para productos en seco de PyMES. Una
aproximación al Modelo Causal
Supply Chain for dry products of SMEs. Approach to Causal Model
Ernesto Lagarda Leyva, Javier Portugal Vásquez, Arnulfo Naranjo Flores, María Aguilar
Valenzuela, María Castillo Rodríguez
Palabras claves: Cadena de suministro, dinámica de sistemas, modelo, trigo.
Key words: supply chain, system dynamics, model, wheat.
RESUMEN
El presente artículo fue el desarrollo de un
estudio que permitió modelar la cadena de
suministro para el producto trigo y
subproducto harina en las pequeñas y
medianas empresas del sector económico
secundario. Con la primera versión del
modelo de dinámica de sistemas se lograron
evaluar diferentes políticas para la toma de
decisiones. Los resultados de esta
investigación permitieron obtener la primera
aproximación al modelo de la cadena de
suministro del producto trigo en sus etapas de
abastecimiento y producción, así como el del
subproducto harina de trigo en su etapa de
producción y distribución, bajo escenarios en
los que se muestran los resultados
considerando los parámetros y variables de
mayor relevancia para el estudio. El modelo
fue la base para el desarrollo de un modelo
más robusto que será desarrollado en una
segunda fase.
ABSTRACT
This article was the development of a
modeling study that enabled supply chain for
the product and by-product wheat flour in
small and medium enterprises in the
secondary economic sector. With the first
version of the system dynamics model they
will be able to evaluate different policies for
decision-making. The results of this research
allowed to obtain the first approach to model
the supply chain wheat product in the supply
and production stages, as well as by product
wheat flour in its stage of production and
distribution under scenarios in which show
the results considering the parameters and
variables most relevant to the study. The
model was the basis for the development of a
more robust model, which be developed, in a
second phase.
Antecedentes
En este artículo se presenta el análisis y
evaluación del eslabón de producción para
la cadena de suministro en el producto
trigo-harina, es decir, la representación del
sistema real mediante la construcción de
un modelo de simulación empleando la
metodología de dinámica de sistemas. El
consumo humano de este cereal, no puede
realizarse directamente, pues requiere de
INTRODUCCIÓN

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
20
un proceso previo de transformación que
comienza con la molienda, mediante la
que se obtiene la harina, lo cual ubica a la
industria harinera como el eslabón
estratégico de la cadena producción-
consumo y la constituye como principal
demandante del grano.
El proyecto se ha realizado sobre este
producto, dado que es uno de los de
mayor consumo en la región, al sembrarse
en promedio 300 mil hectáreas en el
Distrito de Desarrollo Rural 148, que
pertenece al municipio de Cajeme; el
mercado principal es: la industria harinera
con un 23%; la actividad porcícola con el
31%; y con 46% para exportación. Sin
embargo, por parte de los agricultores que
forman parte de la cadena de suministro
como proveedores de la materia prima
(trigo) año con año se encuentran con la
problemática e incertidumbre del
indicador de utilidad por hectárea
esperado, asociando esto a que existen
factores exógenos que inciden fuertemente
para que esto suceda, entre los que se
mencionan están: (1) el precio que fija el
mercado internacional; (2) las plagas que
aparecen y que hacen que la producción
no sea la esperada; (3) el agua disponible;
(4) los factores climatológicos como el frío
y calor que requiere el producto; el
municipio mantiene temperaturas bajas de
entre 10 a 25 grados centígrados y
temperaturas altas de 30 a 45 grados
centígrados, el trigo hace frente a ambas
en su proceso de siembra, reproducción y
cosecha; (5) el impacto de las lluvias fuera
de tiempo, entre otros; es importante
señalar que esto tiene una repercusión
directa en las demandas de las Pymes que
transforman el producto en harina para su
comercialización a mayoristas y
minoristas.
Derivado del contexto anterior, en este
artículo se presentan los primeros
resultados del modelo causal y de
Forrester así como la simulación del
modelo matemático, a su vez, representa
el punto de partida para desarrollar un
modelo a una escala mayor y que permita
a las pequeñas y medianas empresas
(Pymes) tener un apoyo para la toma de
decisiones.
Definición del Problema
Los agricultores del Valle del Yaqui se han
preocupado históricamente de obtener
buenos rendimientos por los productos
que cosechan de acuerdo a la vocación de
la región, en el sur de Sonora el trigo
ocupa el segundo lugar en demanda
después del maíz. En diversas cámaras de
comercio se ha expuesto la necesidad de
contar con mejores estrategias de
comercialización de sus productos a
mercados globales o locales, ante ello
surge la importancia de reconocer el
proceso de abastecimiento, producción y
distribución para tener claro el proceso de
comercialización con los clientes finales,
sean estos regionales o externos. El
modelo de referencia empleando dinámica
de sistemas (DS) presentado en este
artículo representa una de las opciones
que los productores tendrían para evaluar
diferentes políticas que eventualmente les
permitan contar con información

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
21
cuantitativa asociada al comportamiento y
desempeño de sus productos derivados
del trigo.
En este artículo se presenta la propuesta
de una aproximación al modelo general
(casusal y Forrester) para el producto
regional trigo para efectos de probar la
modelación en todos los eslabones que
componen la cadena de suministro de un
producto en seco. Por lo anterior se
plantea en el problema la siguiente
pregunta de investigación: ¿Qué solución
inicial basada en datos cuantitativos se
requiere para evaluar el desempeño de la
cadena de suministro del trigo-harina
considerando su alta demanda por los
pequeños y medianos empresarios en el
municipio de Cajeme?.
El objetivo general del proyecto es
desarrollar un modelo con dinámica de
sistemas que permita evaluar el
desempeño de la cadena de suministro del
trigo-harina considerando diferentes
políticas de las pequeñas y medianas
empresas del municipio de Cajeme.
Fundamentación teórica
La competitividad de las Pymes requieren
contar con sistemas de evaluación de los
comportamientos de los eslabones que
componen su cadena de suministro en la
que operan, este tipo de evaluaciones
permiten medir las brechas que existen
con respecto a indicadores de desempeño
que se deberán estar monitoreando
dependiendo de la estrategia establecida y
con orientación hacia el valor no
solamente económico, sino también el
aspecto social y medioambiental (Porter
2013; Kaufman, Forbes y Parks, 2003).
El último estudio de competitividad
realizado por el World Economic Forum
2013-2014 y asociado al estudio de 2014,
the Logistics performance Index and its
indicators, presentan sus informes anuales
donde México ocupa actualmente la
posición 55, el primer lugar lo ocupa
Suecia y la última posición en lugar 164 la
ocupa Chad en África. El informe deja ver
que México pierde tres posiciones con
respecto al año anterior; la mejor posición
la logró en 2005 cuando ocupo la posición
49. (Schwab, 2014; Arvis, Savslasky, Ojala,
Shepherd, Busch y Raj, 2014)
La FAO pronosticó que la producción
mundial de trigo en 2012 será la segunda
más alta hasta la fecha con 690 millones de
toneladas, y también anunció que los
precios internacionales de los alimentos
subieron un uno por ciento en febrero, lo
que supone la segunda subida en dos
meses. El informe trimestral de la FAO
sobre Perspectivas de Cosechas y
Situación Alimentaria, prevé una cosecha
de trigo de 10 millones de toneladas en
2012, un 1.4 por ciento por debajo de la
cosecha récord de 2011, pero todavía muy
por encima de la media de los últimos
cinco años (FAO, 2012).
En el mes de diciembre de 2004, la
Secretaría de Agricultura, Ganadería,
Pesca y Alimentos, aprobó mediante la
resolución 1262/2004, la nueva "Norma de
calidad para la comercialización de trigo
pan" mediante la cual se establecen
mayores exigencias en la calidad del grano
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
22
en relación a la norma anterior, vigente
desde el año 1994 (Maroni y Asenjo, 2005).
En el estudio “mapeo de cadena de valor
aplicado a la industria de alimento”
realizado por una consultora
internacional, se identificó que los 30
pasos identificados en la cadena de
suministro tiene una duración de 12.5 días,
de los que únicamente 48 minutos aportan
valor agregado para el cliente. De esos 12.5
días, 9.3 transcurren en transporte y el
resto en planta, lo que representa 74.4 y
25.6% respectivamente (S.M.D., 2014). Por
otro lado, la escasez de tolvas dificulta el
movimiento de trigo por tren lo que lleva
a que hasta 200 mil toneladas
permanezcan retenidas en puertos
mexicanos y además se encarezca el
transporte por esta vía (Fuentes, 2014).
Se define a la cadena de suministro como
el conjunto de empresas eficientemente
integradas por los proveedores, los
fabricantes, distribuidores y vendedores
(mayoristas o detallistas) coordinados
para ubicar uno o más productos en las
cantidades correctas, en los lugares
correctos y en el tiempo preciso, buscando
el menor costo de las actividades de valor
de los integrantes de la cadena y satisfacer
los requerimientos de los consumidores
(SCOR, 2014)
La ventilación de los granos de trigo se
puede realizar transportando éstos de un
silo a otro, aunque el procedimiento más
empleado en zonas de clima templado se
realiza insuflando aire a través del grano
por medio de un sistema complejo de
conductos (Infoagro, s/f; Noticiero T21, 2012).
Los factores que determinan el adecuado
almacenamiento son la humedad y la
temperatura. Las normas de comercio
aplicables para la clasificación "seco" y
"húmedo" del trigo son las siguientes de
acuerdo a dos indicadores de desempeño:
Trigo seco: humedad menor del 13%; y
Trigo húmedo: humedad mayor del 16%.
La evaluación del desempeño requiere la
revisión de avance de indicadores
(parámetros), que influyen directa o
indirectamente en las variables que
componen a un sistema complejo, para
ello puede ser empleada la metodología de
dinámica de sistemas desarrollada por Jay
Forrester, citada por Aracil y Gordillo
(1997) que consta de cuatro fases que se
mencionan a continuación:
conceptualización, formulación,
simulación y evaluación.
En la construcción del modelo la fase de
conceptualización requiere la mayor
atención del modelador y es considerada
como la más importante es aquí donde la
capacidad y el conocimiento del sistema a
estudiar tienen gran importancia, es decir,
la aproximación de la solución a la
realidad del sistema dependerá
básicamente de esta etapa. Para enriquecer
la metodología se tomarán en cuenta los
puntos de vista de diversos autores
(Randers, 1980; Forrester, 1981; Aracil &
Gordillo, 1997; Lagarda, Coronado,
Portugal y Cinco, 2013)
Fase de conceptualización: Consiste en la
adopción de una perspectiva y en el
esbozo de una comprensión de un cierto
fenómeno del mundo real, tras estar

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
23
familiarizado con la información, deberá
definirse con precisión los aspectos del
problema que se desea resolver y
describirlo en forma precisa y clara. A
partir del conocimiento previo sobre
estructuras simples de comportamiento de
sistemas dinámicos se tratará de
particularizar el comportamiento
dinámico relevante del sistema bajo
estudio, así como la estructura más simple
que pueda generar el comportamiento.
De esta manera y de forma progresiva, se
van identificando los distintos elementos
que formaran el sistema, lo que conduce
de modo natural al establecimiento de los
límites del sistema y a una descripción de
los bucles de realimentación
(comportamientos causales positivos y
negativos), surge así el diagrama causal
complejo con lo que se puede considerar
finalizada esta etapa (Senge, 1995).
Fase de Formulación: Trata de la
representación de los elementos intuitivos
elaborados en la fase de conceptualización
por medio de un lenguaje formal, se
consideran para esta etapa tres puntos
importantes: desarrollar el diagrama de
bloques (diagrama de Forrester); estimar y
seleccionar las variables y parámetros del
modelo y determinar las relaciones
matemáticas del modelo (modelo formal).
Fase de evaluación: consiste en el análisis
de los resultados del modelo utilizado, así
como su sometimiento a varios criterios de
aceptabilidad, se contemplan tres puntos
para esta etapa: simulación del modelo y
prueba de hipótesis dinámicas; prueba del
modelo bajo supuestos; respuesta del
modelo con análisis de sensibilidad.
Fase de simulación del modelo. La
simulación del modelo permitirá observar
los diferentes modos de comportamiento
del sistema de las variables asociadas en
los eslabones de la cadena de suministro
bajo el enfoque de modelado de la
propuesta de Forrester (Aracil y Gordillo,
1997; Arvis et al., 2004; Randers, 1980;
FAO, 2012; Lagarda, 2010).
METODOLOGÍA
El artículo que se presenta, muestra las
primeras etapas del proyecto asociadas al
desarrollo del modelo dinámico para la
toda la cadena de suministro del producto
en seco del trigo del sector económico
secundario de las Pymes de Cajeme, en la
región sur del estado de Sonora, en
México, este ha sido considerado el objeto
bajo, la simulación fue desarrollada en un
software especializado definido como
VensimPLE V 6.0 ® para el modelo
general.
El procedimiento siguió las siguientes
etapas:
1. Determinar el sector bajo estudio.
2. Seleccionar las variables y parámetros
críticas.
3. Desarrollar el diagrama causal.
4. Desarrollar el diagrama de Forrester.
5. Obtener las relaciones matemáticas.
6. Simular el modelo de dinámica de
sistemas bajo diferentes políticas.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
24
RESULTADOS
A continuación y de manera resumida se
presentan los principales resultados de
la implementación del procedimiento
que se siguió y los resultados generados
de cada una de las etapas.
Etapa 1: Determinación del sector bajo
estudio. El producto seleccionado fue el
trigo, por ser el de mayor tradición y
uno de los principales producto que el
Valle del Yaqui siembra anualmente
alrededor de 300 mil hectáreas promedio
en el Distrito de Desarrollo Rural 148,
que pertenece al municipio de Cajeme; el
mercado principal es: la industria
harinera con un 23%; la actividad
porcícola con el 31%; y con 46% para
exportación
Etapa 2: Selección de variables y
parámetros: Para la primera versión del
modelo se seleccionaron las siguientes
variables: seis variables de nivel, seis
flujos de entrada y ocho flujos de salida,
nueve variables auxiliares y 11
parámetros.
Etapa 3. Desarrollo del diagrama causal.
Con cada uno de los elementos de los
eslabones de la cadena de suministro,
(abastecimiento, producción y
distribución) se construyó el modelo
causal como parte de la primera etapa de
esta investigación; se prevé concluir la
segunda etapa a finales del segundo
semestre de 2015, misma que dará
origen al modelo de Forrester que
permita generar diversos modos de
comportamiento a través de la
simulación bajo diversos escenarios
apoyado en las propuestas de estudios
empíricos (Ramírez, 2010; Lagarda,
Coronado, Portugal y Cinco, 2013,
Ogilvy, 2006; Schartz, 1991; Tseng, Wang
y Weiyang, 2012).
El diagrama causal, muestra el proceso
de abastecimiento, que considera la
siembra del trigo, su cosecha y posterior
proceso de producción, para
transformarlo en harina a granel, la cual
es posteriormente enviada a las
empresas que se encargarán de
transformarla en productos derivados
como pastas y harina en polvo (23%),
semilla para exportación (46%), así como
productos para las empresas pecuarias
(31%).
La Figura 1, muestra las relaciones entre
las variables asociadas al eslabón de
abastecimiento de la cadena de
suministro, se observa que a partir de
que se siembra la semilla de trigo, se
tendrán más terrenos de cultivo
ocupado, vendrá posteriormente un
levantamiento de la cosecha para hacer
las entregas a las empresas que
procesarán el trigo hasta convertirlo en
harina para su consumo.
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
25
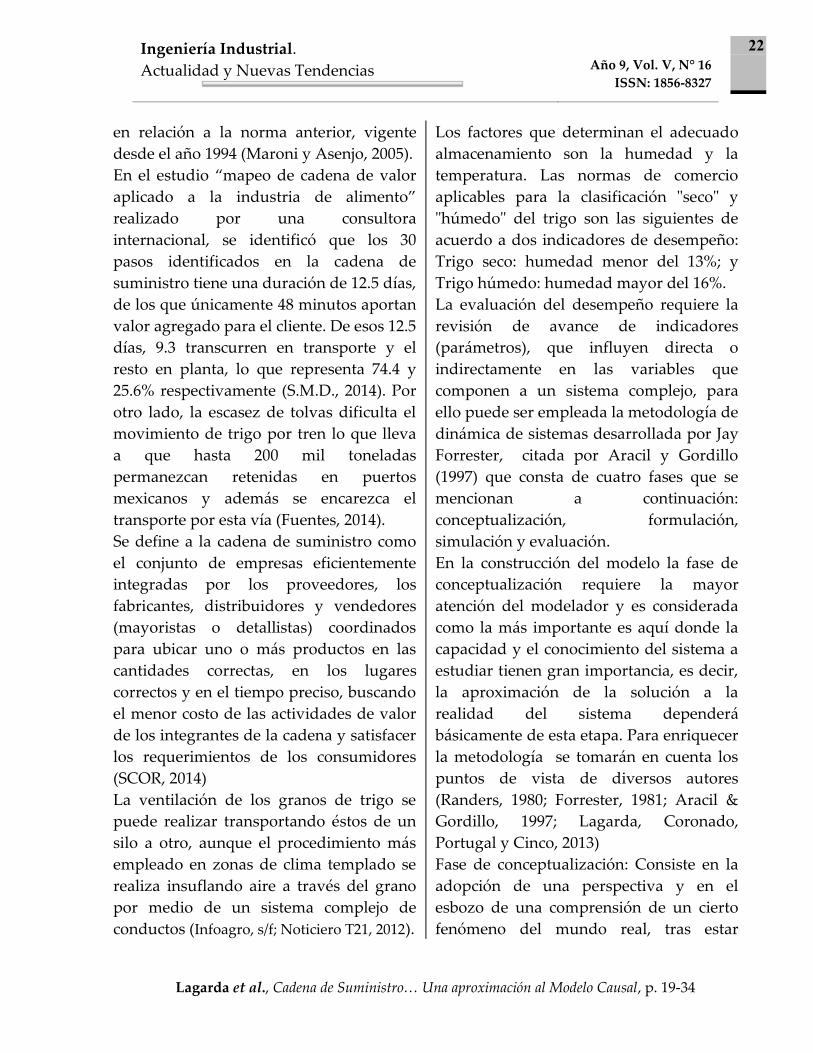
Figura 1. Diagrama de causal que representa el eslabón de abastecimiento.
Para el eslabón de producción que se
muestra en la Figura 2, se presentan las
variables que fueron consideradas en el
procesos de producción, partiendo de
que el trigo es colocado en silos como
semilla del cual una cantidad es
procesado y enviado al almacén de
harina, el resto del trigo se envía a
exportación y otra cantidad es para el
mercado pecuario.
Figura 2. Diagrama de causal que representa el eslabón de abastecimiento.
porcentaje de
semilla sembrada
siembra de semilla
de trigo
terreno de
cultivo-trigo en
crecimiento
levantamiento de
cosecha
porcentaje de trigo
esperado
toneladas esperadas pr
hectarea con base a un
promedio de 5 años
toneladas de trigo
trilladoras disponibles
capacidad de trilladoras
+
-
+
Diferencia sobre
inventario-cosecha de
trigo
-
+
flujo de entrega
tiempo de entrega
+
-
almacén de la
Industria Harinera
+
+
+
-
-
ensilado de trigo
exportación de trigo
entrega a mayoristas
pporcentaje local
variación porcentual de
trigo que se exporta
mercado pecuario+
+
-
-
+
-
variación porcentual
para mercado pecuario
Procesamiento de trigo
tiempo de
procesamiento
total
almacén de la
Industria Harinera
+
mermas
max-min mermas
+
-

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
26
El proceso de distribución se presenta en
la Figura 3, una vez que el trigo ha sido
convertido en harina, este es enviado a
través de entregas a los centros de
distribución (CEDIS) para que de allí se
hagan las entregas bajo demanda a los
clientes minoristas, cerrando con ello la
cadena de suministro.
Figura 3. Diagrama de causal que representa el eslabón de abastecimiento.
Etapa 4: Desarrollo del diagrama de
Forrester
Derivado del modelo causal se
desarrolla el diagrama de Forrester el
cual es construido a partir del diagrama
causal mostrando las relaciones entre
las variables dinámicas que componen
al sistema complejo, las cuales son
clasificadas en variables de nivel que
acumulan en el tiempo la cantidad de
material (trigo o harina) dependiendo
de la etapa en la que se analiza; por otro
lado se tienen también variables de flujo
de entrada y salida que determinan la
cantidad de material que ingresa a un
proceso (nivel) determinado y con los
flujos, es posible establecer por
diferencia la situación actual del proceso
(variable de estado) en un tiempo
definido en la simulación dinámica; de
igual forma se establecen las variables
auxiliares que permiten hacer las
conexiones entre los eslabones de la
cadena de suministro a través de la
relaciones dinámicas lógica entre las
variables de flujo, nivel e incluso entre
las mismas variables auxiliares.
Es importante destacar el concepto de
retardo en los modelos de dinámica de
sistemas dado que estos están presentes
entre cada uno de los procesos, estos
son determinados a través de
parámetros fijos o bien con valores
aleatorios. La simulación dinámica tiene
su fundamento en métodos numéricos
(Runge Kutta) desarrollados y
empleados a través del simulador
Vensim PLE V 6.0 ®.
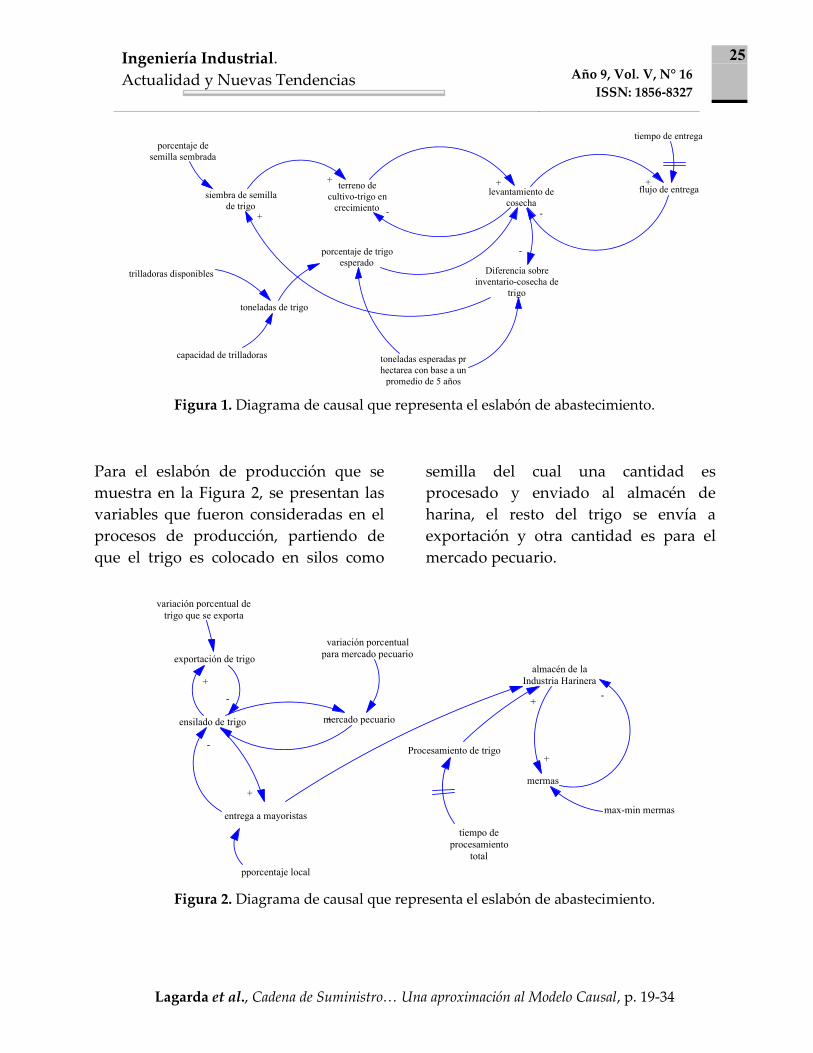
La Figura 5 muestra la estructura del
eslabón de abastecimiento donde se
Centros de
Distribución Cajeme
diferencia (capacidad de
CEDIS-CEDIS actual)
+
Capacidad de CEDIS
entregas a CEDIS
+
entrega a minoristas
demanda
clientes minoristas
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
27
observan dos variables de nivel
representadas por los rectángulos, tres
variables de flujo representadas por las
flechas con la llave, así como ocho
variables auxiliares representadas por
los círculos.
Figura 5. Diagrama de Forrester del eslabón de abastecimiento para el producto trigo.
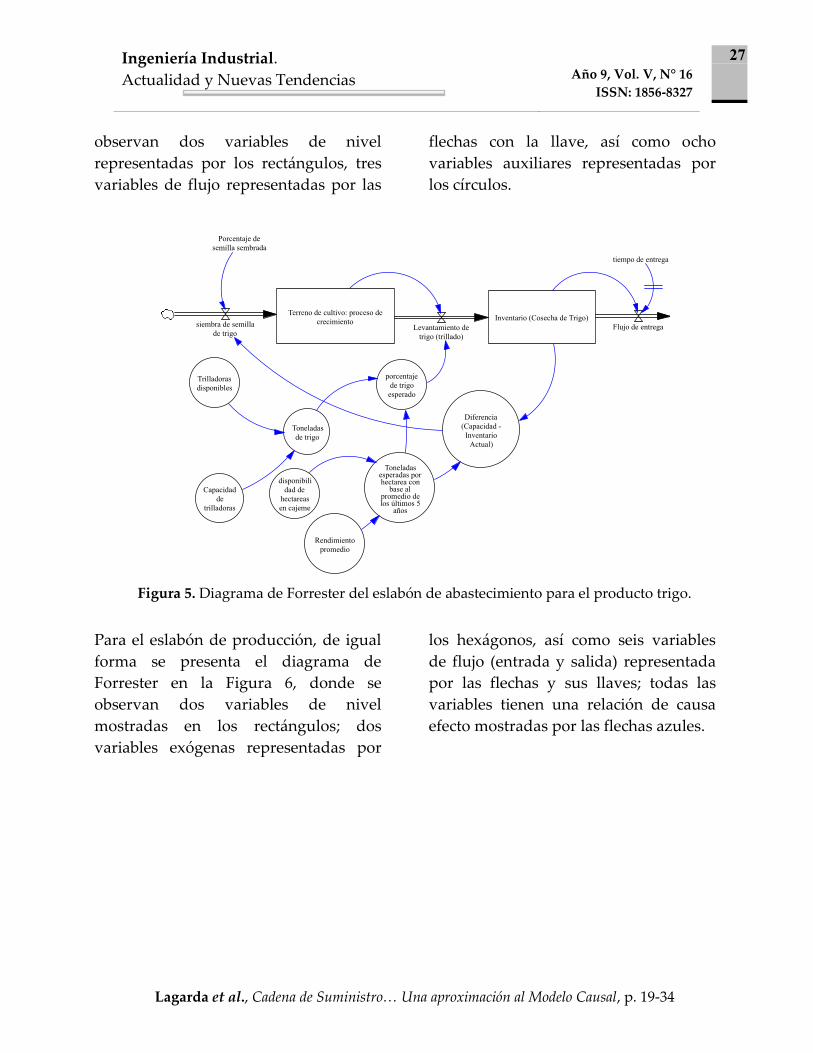
Para el eslabón de producción, de igual
forma se presenta el diagrama de
Forrester en la Figura 6, donde se
observan dos variables de nivel
mostradas en los rectángulos; dos
variables exógenas representadas por
los hexágonos, así como seis variables
de flujo (entrada y salida) representada
por las flechas y sus llaves; todas las
variables tienen una relación de causa
efecto mostradas por las flechas azules.
Terreno de cultivo: proceso de
crecimientosiembra de semilla
de trigo
Porcentaje de
semilla sembrada
Inventario (Cosecha de Trigo)
Levantamiento de
trigo (trillado)
Diferencia
(Capacidad -
Inventario
Actual)
Trilladoras
disponibles
Toneladasesperadas porhectarea con
base alpromedio delos últimos 5
años
Capacidad
de
trilladoras
Toneladas
de trigo
Flujo de entrega
tiempo de entrega
porcentaje
de trigo
esperado
disponibili
dad de
hectareas
en cajeme
Rendimiento
promedio
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
28
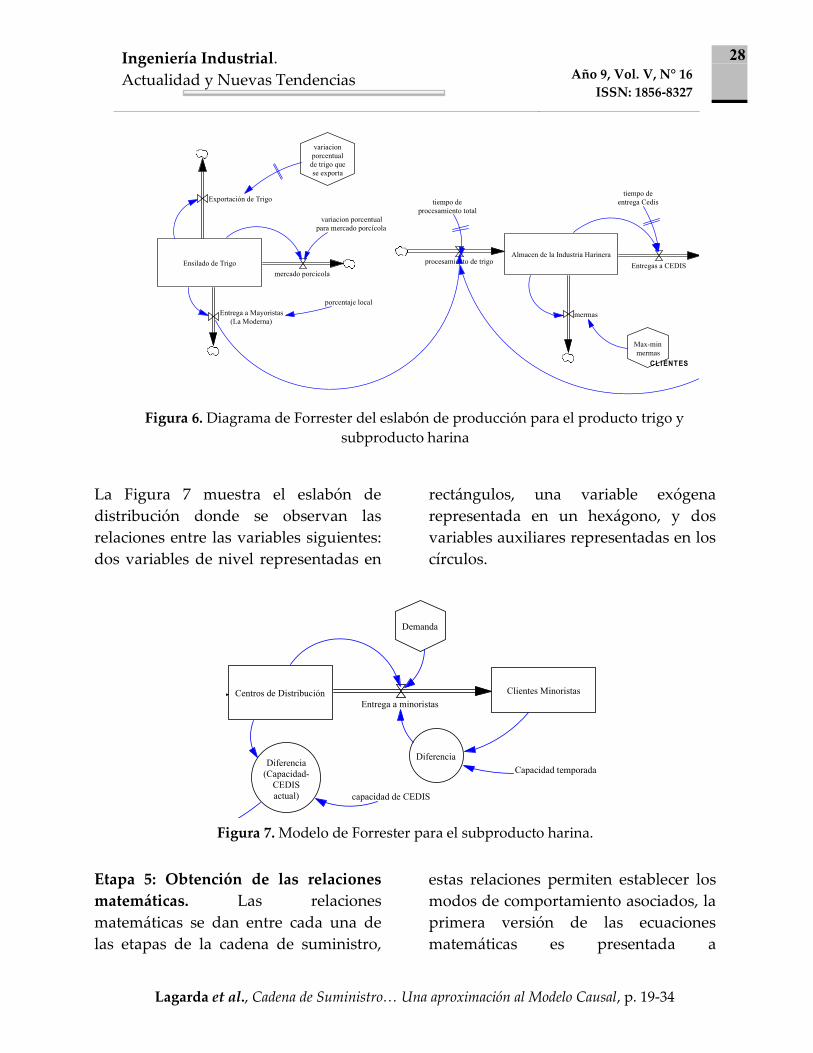
Figura 6. Diagrama de Forrester del eslabón de producción para el producto trigo y
subproducto harina
La Figura 7 muestra el eslabón de
distribución donde se observan las
relaciones entre las variables siguientes:
dos variables de nivel representadas en
rectángulos, una variable exógena
representada en un hexágono, y dos
variables auxiliares representadas en los
círculos.
Figura 7. Modelo de Forrester para el subproducto harina.
Etapa 5: Obtención de las relaciones
matemáticas. Las relaciones
matemáticas se dan entre cada una de
las etapas de la cadena de suministro,
estas relaciones permiten establecer los
modos de comportamiento asociados, la
primera versión de las ecuaciones
matemáticas es presentada a
Ensilado de Trigo
Exportación de Trigo
Almacen de la Industria Harinera
Entrega a Mayoristas
(La Moderna)
procesamiento de trigo
mermas
variacion
porcentual
de trigo que
se exporta
Max-min
mermas
tiempo de
procesamiento total
Entregas a CEDIS
porcentaje local
mercado porcicola
variacion porcentual
para mercado porcícola
tiempo de
entrega Cedis
CLIENTES
Centros de Distribución
capacidad de CEDIS
Diferencia
(Capacidad-
CEDIS
actual)
Clientes Minoristas
Entrega a minoristas
Demanda
Diferencia
Capacidad temporada

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
29
continuación mostrando a manera de
ejemplo las siguientes relaciones en cada
eslabón.
Relaciones matemáticas del eslabón de abastecimiento:
Ecuación de nivel:
+
Ecuación de Flujo:
Ecuación Auxiliar:
donde:
Inv (t+dt) = Inventario producto de la cosecha de trigo en un tiempo t +dt
Inv (t) = Inventario Inicial
Lt = Levantamiento de Trigo, es un flujo de entrada
FE = flujo de entrega, es un flujo de salida
Ten= tiempo de entrega
TEHa = Toneladas esperadas por hectárea
Relaciones matemáticas del eslabón de producción:
donde:
AIH = Almacén de la industria harinera
Pt = Procesamiento de Trigo, es un flujo de entrada
EnC = Entregas a Centros de distribución (CEDIS)
TeC = Tiempo de entrega en los CEDIS
Relaciones matemáticas del Eslabón de distribución:
donde:
EnC = Entregas de harina a los CEDIS
Emin= Entrega de harina a los clientes Minoristas
Nota: Las relaciones matemáticas totales fueron 20 y 12 parámetros en la primera versión del modelo,
la nomenclatura de cada elemento que compone la relación matemática tiene su propia definición.
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
30
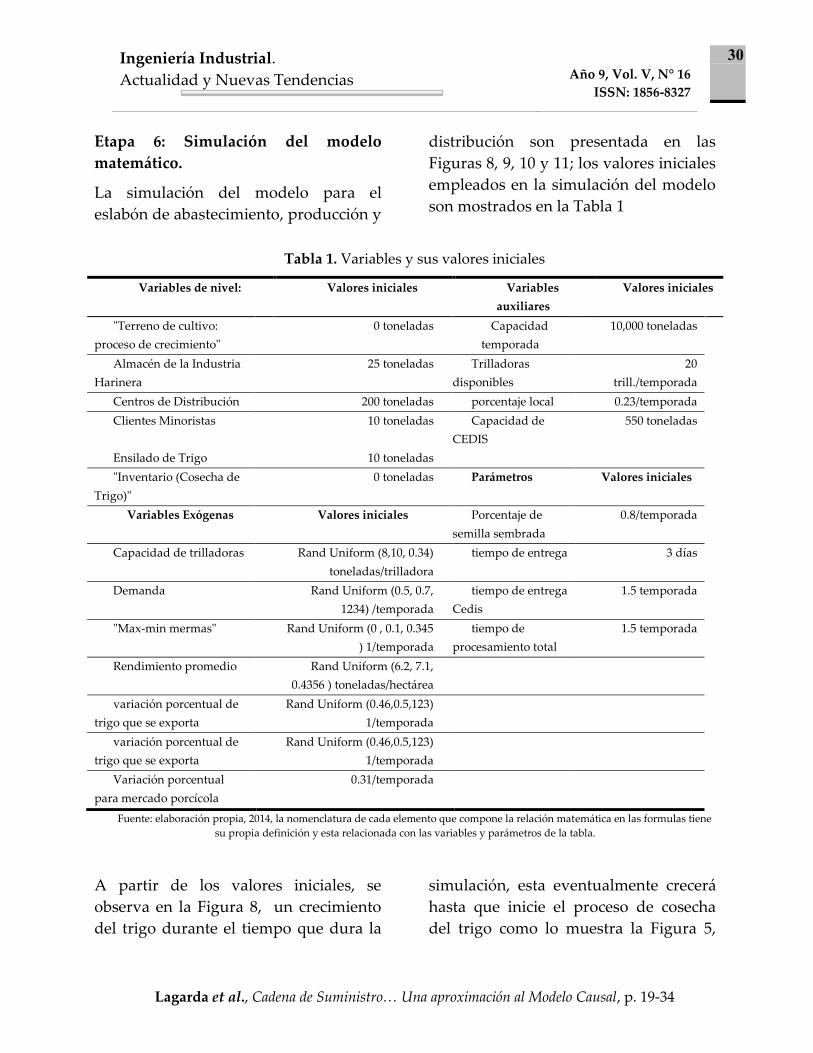
Etapa 6: Simulación del modelo
matemático.
La simulación del modelo para el
eslabón de abastecimiento, producción y
distribución son presentada en las
Figuras 8, 9, 10 y 11; los valores iniciales
empleados en la simulación del modelo
son mostrados en la Tabla 1
Tabla 1. Variables y sus valores iniciales
Variables de nivel: Valores iniciales Variables
auxiliares
Valores iniciales
"Terreno de cultivo:
proceso de crecimiento"
0 toneladas Capacidad
temporada
10,000 toneladas
Almacén de la Industria
Harinera
25 toneladas Trilladoras
disponibles
20
trill./temporada
Centros de Distribución 200 toneladas porcentaje local 0.23/temporada
Clientes Minoristas 10 toneladas Capacidad de
CEDIS
550 toneladas
Ensilado de Trigo 10 toneladas
"Inventario (Cosecha de
Trigo)"
0 toneladas Parámetros Valores iniciales
Variables Exógenas Valores iniciales Porcentaje de
semilla sembrada
0.8/temporada
Capacidad de trilladoras Rand Uniform (8,10, 0.34)
toneladas/trilladora
tiempo de entrega 3 días
Demanda
Rand Uniform (0.5, 0.7,
1234) /temporada
tiempo de entrega
Cedis
1.5 temporada
"Max-min mermas"
Rand Uniform (0 , 0.1, 0.345
) 1/temporada
tiempo de
procesamiento total
1.5 temporada
Rendimiento promedio Rand Uniform (6.2, 7.1,
0.4356 ) toneladas/hectárea
variación porcentual de
trigo que se exporta
Rand Uniform (0.46,0.5,123)
1/temporada
variación porcentual de
trigo que se exporta
Rand Uniform (0.46,0.5,123)
1/temporada
Variación porcentual
para mercado porcícola
0.31/temporada
Fuente: elaboración propia, 2014, la nomenclatura de cada elemento que compone la relación matemática en las formulas tiene
su propia definición y esta relacionada con las variables y parámetros de la tabla.
A partir de los valores iniciales, se
observa en la Figura 8, un crecimiento
del trigo durante el tiempo que dura la
simulación, esta eventualmente crecerá
hasta que inicie el proceso de cosecha
del trigo como lo muestra la Figura 5,

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
31
donde a partir del día 91 iniciaran las primeras cosechas.
Figura 8. Simulación de la variable: terreno de cultivo.
Figura 9. Simulación de la variable: Cosecha de Trigo.
La cosecha del trigo sucede en el mes
tres (91 días), posteriormente es llevada
a los silos donde es almacenada para la
producción de harinas de acuerdo al
tipo de variedad para consumo local o
bien es llevada como en grano a
mercados extranjeros o para productos
pecuarios. La Figura 10, muestra el
comportamiento de los silos, en la
medida que entra el producto (trigo)
este es entregado como subproducto, de
acuerdo a los diferentes puntos de
demanda de la industria harinera
(Figura 11).
Figura 10. Simulación de la variable: Ensilado
de trigo.
Figura 11. Simulación de la variable: Almacén
de la Industria Harinera.
Los inventarios de harina están
considerados para las empresas que
transforman la harina en productos de
valor agregado para los diferentes centros
de distribución de Cajeme, la Figura 11 y
12, muestran dicho comportamiento, se
observa como es que prácticamente los
productos han sido enviados a los centros
de distribución para su entrega a los
clientes finales, minoristas (Figura 9).
Terreno de cultivo: proceso de crecimiento
200 M
150 M
100 M
50 M
0
1 46 91 135 180
Time (dia)
ton
elad
as
"Terreno de cultivo: proceso de crecimiento" : escenario b
Inventario (Cosecha de Trigo)
80,000
60,000
40,000
20,000
0
1 46 91 135 180
Time (dia)
tonel
adas
"Inventario (Cosecha de Trigo)" : escenario b
Ensilado de Trigo
30,000
22,499
14,998
7,498
-3
1 46 91 135 180
Time (dia)
ton
elad
as
Ensilado de Trigo : escenario b
Almacen de la Industria Harinera
20,000
14,800
9,600
4,400
-800
1 46 91 135 180
Time (dia)
tonel
adas
Almacen de la Industria Harinera : escenario b

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
32
Figura 12. Simulación de la variable:
CEDIS.
Figura 13. Simulación de la variable:
Clientes Minoristas.
Las pequeñas y medianas empresas hoy
en día requieren ser apoyadas con
propuesta que les permitan agregarles
valor (económico, social y
medioambiental), el uso de la dinámica de
sistemas para observar los diferentes
modos de comportamiento en la logística
de su cadena de suministro ofreció una
alternativa para los tomadores de
decisiones que deseen incorporar políticas
en cada uno de los eslabones sin perder de
vista el todo, partiendo de políticas que
pueden ser incluidas en el modelo.
En este sentido se debe prever que tomar
una decisión con políticas de alto impacto
pueden afectar (positiva o negativamente)
el comportamiento del siguiente eslabón
(producción) hasta el último de la cadena
(cliente final), es importante destacar que
la propuesta es el resultado de una
aproximación al modelo que se concluye
en el segundo semestre de 2015 que
contendrá un mayor número de variables.
Por otro lado, se puede establecer que el
objetivo de la primera etapa del proyecto
se cumplió al proporcionar en la primera
etapa del proyecto un aproximación al
modelo general para la cadena de
suministro del producto trigo-harina y que
este permite revisar el desempeño de cada
uno de los eslabones desde el de
abastecimiento hasta la entrega
(distribución) del producto terminado al
cliente final (minoristas).
Finalmente, en este artículo se muestra la
cadena de suministro para un producto en
seco, sin embargo la lógica de construcción
puede ser muy parecida para los
productos en frío, solamente se debe
considerar que los parámetros en términos
de condiciones y temporalidad pudieran
variar; al ser esta una aproximación al
modelado de ambas cadenas ha generado
un modelo para el proyecto marco, que
fue la referencia para la construcción del
modelo final.
Centros de Distribución
30,000
21,000
12,000
3,000
-6,000
1 46 91 135 180
Time (dia)
ton
elad
as
Centros de Distribución : escenario b
Clientes Minoristas
40,000
30,000
20,000
10,000
0
1 46 91 135 180
Time (dia)
ton
elad
as
Clientes Minoristas : escenario b
CONCLUSIONES

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
33
Aracil, J., & Gordillo, F. (1997). Dinámica
de Sistemas. Madrid, España: Alianza
editorial.
Arvis, J., Savslasky, D., Ojala, L.,
Shepherd, B., Busch, C., & Raj, A. (2014).
Connecting to compete 2014, trade
logistics in the global economy. The World
Bank. Washington DC: The World Bank.
FAO . (08 de Marzo de 2012). Recuperado
el 17 de Septiembre de 2014, de
Organizacion de las Naciones Unidas para
la Alimentacion y la Agricultura:
http://www.fao.org/news/story/es/item/12
8142/icode/
Forrester. (1981). Dinámica Industrial.
Buenos Aires, Argentina: El Ateneo.
Fuentes, J. L. (2014). Por falta de equipo
ferroviario hay 200mil toneladas de trigo
retenidas en puerto. T21 .
infoagro. (s/f). Obtenido de
http://www.infoagro.com/herbaceos/cereal
es/trigo.htm
Kaufman, R., Forbes, R., & Parks, J. (2003).
How to make the balanced scorecard
really balanced. Performance Improvent,
197-204.
Lagarda, E. (2010). Startegic planning from
casual models of tne centers of innovation
and development as the basis for building
scenarios based on Itson´s innvation
ecosystems. Social and Organizational
Performance Review -Concepts and
Researh- , 51-72.
Lagarda, E., Coronado, E., Portugal, J., &
Cinco, J. (2013). Grupo Latinoamericano
de Dinámica de Sistemas. Recuperado el 4
de 5 de 2014, de XI Congreso
Latinoamericano de Dinámica de
Sistemas: http://www.onceclads.com
Maroni, J., & Asenjo, C. (2005). Mayores
exigencias para la cosecha de trigo: las
nuevas normas de comercialización.
Agromensajes de la facultad .
noticiero T21. (15 de 01 de 2012). noticiero
T21. Recuperado el 17 de 09 de 2014, de
noticiero T21:
http://t21.com.mx/logistica/2012/01/15/reco
miendan-mantenimiento-capacitacion-
cadena-fri-o
noticieros T21. (31 de 03 de 2014). noticiero
T21. Recuperado el 17 de 09 de 2014, de
noticiero T21:
http://t21.com.mx/logistica/2014/03/31/tran
sporte-almacenaje-retos-cadena-frio
Ogilvy, J. (2006). Education in the
information age: scenarios, equality and
equaly. Barkeley, CA, USA: GBN.
Porter, M. (2013). Wy Busines can be good
at solving problems. Recuperado el 13 de
abril de 2015, de TED:
http://www.ted.com/talks/michael_porter_
why_business_can_be_good_at_solving_s
ocial_problems/transcript
Ramírez, S. (2010). Modelización de una
cadena de abastecimiento (supply chain)
para el sectror textil-confeccion en el
entorno colombiano. Universida Nacional
de Colombia, Facultad de Minas.
Medellín: UNC.
Randers, J. (1980). Elements of the study
dynamics method. Portland, OR, USA:
Productivity Press.
REFERENCIAS

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Lagarda et al., Cadena de Suministro… Una aproximación al Modelo Causal, p. 19-34
34
S, M. D. (2014). Industria Alimentaria
Precisa Bajar Costos de Transporte. T21 .
Schwab, K. (2014). The Global
Competitiveness Report 2013-2014. World
Economic Forum, Comitted to improve
the state of the world. Paris: OCDE.
Schwartz, P. (1991). The art of the long
view, planning for the future in an
uncertain world. New York, NY, USA:
Currency Doubleday.
SCOR. (6 de 5 de 2014). SCOR .
Recuperado el 2014, de Supply Chain
council: https://supply-chain.org/scor
Senge, P. La quinta disciplina: El arte y la
práctica de la organización abierta al
aprendizaje. Granica.
Tseng, Y., Wang, W., & Weiyang, M.
(2012). A System Dynamics Model of
Evolving Supply Chain Relationships and
Inter-firm Trust. Tunghai University,
Taiwan, Business Administration.
Massachussetts: System Dynamics .
Autores
Ernesto Alonso Lagarda Leyva. Departamento de Ingeniería Industrial, Instituto Tecnológico de
Sonora, Ciudad Obregón, México.
E-mail: [email protected]
Javier Portugal Vásquez. Departamento de Ingeniería Industrial, Instituto Tecnológico de
Sonora, Ciudad Obregón, México.
E-mail: [email protected]
Arnulfo Aurelio Naranjo Flores. Departamento de Ingeniería Industrial, Instituto Tecnológico
de Sonora, Ciudad Obregón, México.
E-mail: [email protected]
María Gabriela Aguilar Valenzuela. Egresada de la Carrera de Ingeniería Industrial y de
Sistemas, ITSON, trabajo actual: DIMESA grupo PISA, Ciudad Obregón, México.
E-mail: [email protected]
María Isabel Castillo Rodríguez. Egresada de la Carrera de Ingeniería Industrial y de Sistemas,
ITSON, trabaja en PEPSICO, Ciudad Obregón, México.
E-mail: [email protected]
Recibido: 09-12-2015 Aceptado: 16-04-2016

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Cepeda y Jiménez, Modelo de Control Óptimo para el Sistema Producción-Inventarios, p. 35-44
35
Modelo de control óptimo para el sistema Producción-
Inventarios
Model optimal control for Production-Inventory system
Óscar Mauricio Cepeda Valero; Luis Felipe Jiménez Sánchez
Palabras clave: Control óptimo, sistema, producción-inventarios, precio, determinístico.
Key words: Optimal Control, System, Production-inventory, Price, deterministic.
RESUMEN
El presente artículo muestra la construcción de
un modelo teórico de control óptimo, aplicado
a la administración de inventarios
determinísticos y dinámicos. El modelo define
el nivel de inventario como variable de estado
y el nivel de producción como variable de
control. La aplicación del modelo brinda
información de cuánto producir y cuánto
mantener en el stock. La solución de dicho
modelo se hace analíticamente, aplicando el
cálculo de variaciones y el principio del
máximo de Pontrygain. De igual manera se
muestra el efecto directo que tendrá el
comportamiento de los precios y el deterioro,
sobre el inventario.
ABSTRACT
This article presents the construction of a
theoretical model of optimal control, applied
to the administration of deterministic and
dynamic inventory. The model defines the
inventory level as state variable and the
production level as a control variable.
Applying the model provides information on
how to produce and how much to keep in
stock. The solution of this model is done
analytically, using the calculus of variations
and the principle of maximum Pontrygain.
Similarly, the direct effect will the behavior of
prices and deterioration of the inventory is
shown.
INTRODUCCIÓN
En las organizaciones enfocadas a la
producción de bienes de consumo, los
costos de inventarios afectan en un 25% las
utilidades anuales de la empresa (Chavéz,
2009). Controlar los inventarios y lograr
una administración efectiva de ellos,
puede mejorar notablemente las utilidades
del productor. En este artículo, se presenta
la construcción de un modelo de
inventarios - producción en busca obtener
ese control de inventarios.
La minimización de los costos de
inventarios, pasan por diferentes
metodologías como: investigación de
operaciones, formulaciones matemáticas y
teorías contables. Parte de esta
investigación, muestra los diferentes
aportes que se han hecho desde la
ingeniería con resultados efectivos. Sin
embargo, estas metodologías no incluyen
algunas variables que para el caso de
estudio podrían dar una nueva
perspectiva y conceptualización del

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Cepeda y Jiménez, Modelo de Control Óptimo para el Sistema Producción-Inventarios, p. 35-44
36
comportamiento de los inventarios dentro
de una empresa. –ver por ejemplo (Al-
Khedhairi & Tadj, 2006; Baten & Kamil,
2009; Benhadid, Tadj, & Bounkhel, 2008;
Bounkhel, Tadj, & Benhadid, 2005; López
Borbón, 2007)
La propuesta de este trabajo es hacer uso
de un modelo de inventarios dinámicos
(dependientes del tiempo) con inclusión
de variables económicas como producción,
la demanda del mercado, la influencia de
los inventarios en la variación de precios y
el deterioro. Es decir, el modelo busca dar
respuesta a algunos conceptos que se
toman en cuenta en áreas económicas,
como: efecto del inventario disponible en
el precio del producto, efecto de la
producción en los precios, y como a la vez
los precios afectan las decisiones de
producción e inventarios en la empresa.
Revisión de Literatura
El problema de producción – inventarios,
se ha discutido desde diferentes puntos de
vista, donde He, Jewkes, & Buzacott,
(2002) y Kutzner & Kiesmüller, (2013) han
tratado este problema desde procesos de
decisión Markovianos, permitiendo la
evaluación de diferentes políticas de
reemplazamiento. Mientras tanto Zhang,
Hua, & Benjaafar, (2012) ha tratado el
problema desde programación dinámica
estocástica. Por otra parte, se encuentran
los modelos básicos basados en la cantidad
económica de producción (Salameh &
Jaber, 2008; Mukhopadhyay & Goswami,
2014) que parten desde el EOQ con sus
diversas variantes (Khan, Jaber, Guiffrida,
& Zolfaghari, 2011).
Una herramienta que lleva algún tiempo
abordando el problema del sistema
inventarios-producción, es la teoría de
control óptimo, profundizando en
productos con deterioro a lo largo del
tiempo (Al-Khedhairi & Tadj, 2006; M. A.
Baten & Kamil, 2011). Los planteamientos
realizados hasta el momento han
permitido incorporar diferentes
distribuciones de demanda (Bardey, 2006)
y dar soluciones a partir del principio del
máximo de Pontrygain, apoyándose en el
principio básico de la programación
dinámica y la ecuación de Hamilton-
Jacobi-Bellman (H-J-B) tal como lo hace
Al-Khedhairi & Tadj, (2006) en su estudio.
En el trabajo de Prudnikov, A. P.,
Brychkov, I. A., & Marichev, (1998) se
estudian los inventarios con demanda
decreciente, dándole importancia al
sistema producción-inventarios en forma
estocástica, este modelo es desarrollado a
través del principio de programación
dinámica y la ecuación de Ricatti. El
trabajo incluye una política de revisión
continua que responde al modelo de H-J-B
en una dimensión. M. A. Baten & Kamil,
(2009) estudian los inventarios con
demanda decreciente, dándole
importancia al sistema producción-
inventarios en forma estocástica. De igual
manera, el desarrollo del modelo, se
apropia del principio de programación
dinámica y la ecuación de Ricatti.
Por otra parte, el trabajo de El-Gohary,
Tadj, & Al-Rasheedi, (2009) considera un
modelo de producción con inventarios en
deterioro, se propone una producción

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Cepeda y Jiménez, Modelo de Control Óptimo para el Sistema Producción-Inventarios, p. 35-44
37
esperada con el fin de minimizar el costo
asociado al deterioro y al inventario. Se
muestra un algoritmo solución evaluando
cada uno de los parámetros asociados con
su respectivo efecto sobre el costo. Bajo la
misma metodología Wilson, MacDonald, y
Anderson, (2011) evalúan el parámetro del
precio como un modelo Pricing, dándole
mayor importancia al efecto económico, al
igual que Khmelnitsky y Gerchak, (2002)
que incorporan los beneficios obtenidos
por producto y los efectos de la demanda.
Finalmente, en el trabajo realizado por
Benhadid et al., (2008) se muestra un
modelo de inventarios con costos
dinámicos y con deterioro en los
productos. Se evalúan las políticas
periódica y continua. La aplicación del
modelo la hacen por medio de diferentes
ejemplos llegando a mostrar los diferentes
comportamientos de los inventarios y la
producción. El estudio de Benhadid et al.,
(2008) es la base primordial para el
desarrollo de nuestra investigación.
METODOLOGÍA
Para el desarrollo del modelo se tomó
como base la construcción de Benhadid et
al., (2008), en donde existe una ecuación
diferencial de movimiento sujeta a
restricciones de balance de productos en
un diferencial de tiempo. También incluye
los costos generados por el deterioro y la
demanda esperada. Con esta referencia, se
realizó una solución analítica al modelo
desarrollado Bardey, (2006). En estos
modelos se evidencia la falta de inclusión
de funciones económicas en el modelo y
como afectan el comportamiento de los
inventarios. Para ello, se formularon
algunas posibles funciones de precio y
demanda que logran relacionar el
comportamiento de los inventarios en
términos de la cantidad producida y la
cantidad vendida. Se trabajó sobre estas
funciones hasta encontrar el modelo
desarrollado en este artículo.
Dentro del modelo se formula la función
objetivo que obedece a la utilidad recibida
por el productor en el tiempo, afectada por
los ingresos (estos por los precios) y los
costos asociados a producir y a mantener
el inventario. La maximización de
utilidades se encuentra sujeta a la
restricción de movimiento del inventario
visto como un sistema dinámico. A partir
de las ecuaciones (estado y control) se
aplican algunas funciones para simular el
comportamiento de la demanda, la
producción, los precios y el deterioro
respecto a los inventarios, concluyendo en
un análisis de sensibilidad.
Desarrollo del modelo
La notación del modelo desarrollado es:
siendo el nivel de inventario inicial –
puede verse como el inventario del
periodo anterior-; siendo el precio
inicial con el que ingresa el producto al
inventario; es la producción en el
tiempo ; es la demanda en el tiempo
; es el costo de mantener en el tiempo
; es el costo de producir; es el
RESULTADOS

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Cepeda y Jiménez, Modelo de Control Óptimo para el Sistema Producción-Inventarios, p. 35-44
38
precio en función del inventario en el
tiempo ; es la función de deterioro
del producto en el tiempo es la
constante de deterioro; es el inventario
esperado (representa la política de
inventario esperada), puede ser una
constante o función en el tiempo; (t) es la
producción esperada, puede ser una
constante o función en el tiempo; son los
ingresos operacionales; es la utilidad
total. La utilidad depende del tiempo que
afecta la función de la variable de estado y
control; es el costo total asociado a
mantener inventarios; es el
Hamiltoniano utilizado para solución y
es el horizonte de planeación.
Inicialmente la ecuación de estado obedece
al comportamiento (o movimiento) del
inventario al inicio del tiempo visto
como un sistema dinámico – balance de
entradas y salidas en el tiempo - Adicional
incluye una función de deterioro. Esta
ecuación de estado (Ecuación 1) es
utilizada por Benhadid et al., (2008)
(1)
En la ecuación (1) se identifica que es
la variable de estado y es la variable
de control.
La función de los costos totales se asocia a
las penalizaciones por no cumplir las
metas de inventario o producción
esperadas, así que se representa el
alejamiento de las políticas por (2) y (3)
que repercuten en los costos presentados
en (4):
(2)
(3)
(4)
La ecuación (5) representa la función de
beneficios resultante de la diferencia de los
ingresos operacionales y los costos; dentro
de éstos últimos se deben incluir los costos
de producción y los costos de mantener el
inventario. Para determinar los ingresos
operacionales se relaciona el precio y el
nivel de inventario como unidad de
ingreso, multiplicado por la demanda en
el tiempo. Allí es donde se encuentra el
aporte más importante a la investigación,
desglosado en las ecuaciones (5), (6) y (7).
(5)
(6)
(7)
En el caso del ingreso (6), se plantea el
efecto del inventario en el mercado sobre
el precio del producto. En este orden de
ideas, se asemeja a la función de demanda
inversa en la cual según la cantidad
existente en el mercado el precio del
producto se verá afectado. Es posible
tomar diferentes funciones de demanda
(Lambertini, 2013)
Con la inclusión de los ingresos la función
(7) se convierte en nuestra función objetivo
a maximizar y estará sujeta a la ecuación
(1) con sus respectivas condiciones
iniciales. Con esto se ha formulado un
problema de control óptimo que se

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Cepeda y Jiménez, Modelo de Control Óptimo para el Sistema Producción-Inventarios, p. 35-44
39
muestra en las ecuaciones de la (8) a la
(11):
(8)
s.a
(9)
(10)
(11)
Para el desarrollo y análisis de los modelos
de control óptimo ya existe literatura que
presenta los diferentes métodos de
solución (Pecha Castiblanco, 2012).
Resultados
La solución del problema de control utiliza
el principio del máximo de Pontrygain
(ecuación 12) para el cálculo de
variaciones (Muñoz Ruz, 2014) y los
métodos de solución dados por Pecha
Castiblanco (2012). – A continuación, se
muestra la solución del Hamiltoniano
descontado utilizado en esta investigación
-
(12)
(13)
La ecuación (13) es equivalente al
Hamiltoniano, presentado a continuación:
(14)
De la ecuación (14) se obtiene:
(15)
(16)
(17)
Con (15) (16) y (17) se obtiene un sistema
de ecuaciones diferenciales a solucionar.
Cabe mencionar que (17) muestra la
verificación de la ecuación de estado, es
decir se cumple el principio de Pontrygain
(teorema 1) (Bardey, 2006)
La ecuación (15) es equivalente a:
(18)
De la ecuación (16) se obtiene (19),
donde deducimos (ecuación 20):
(19)
(20)
Reemplazando (20) en (18), se obtiene
(21):
(21)

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Cepeda y Jiménez, Modelo de Control Óptimo para el Sistema Producción-Inventarios, p. 35-44
40
Por medio de diferenciación de la ecuación
de estado (1) se obtiene (22):
(22)
Reemplazando (22) y (19) en la ecuación
(21) se obtiene una ecuación diferencial de
segundo orden (23), con las condiciones
iniciales (10) y (11).
(23)
A partir de la ecuación de segundo orden
(23), es posible encontrar una solución por
medio de métodos numéricos. Para ello se
desarrolla un ejemplo numérico
presentado a continuación.
Ejemplo numérico: Se tomó como referencia
el caso de Al-Khedhairi & Tadj, (2006).
Para ello se tomó : 5 unidades, con
demanda de , el
costo de mantener inventario por fuera de
la política ; el costo de producir
por fuera de la cantidad esperada ; la
función de deterioro del producto en el
tiempo como
inventario esperado unidades.
La producción esperada teniendo en
cuenta y la ecuación de estado (1)
nos permite obtener (24), de la misma
manera que lo define (Al-Khedhairi &
Tadj, 2006)
(24)
Se tomó una función de precio
dependiente de la cantidad de inventario
. Esta función
representa la idea de demanda inversa, en
la cual el inventario es el producto
disponible para vender en el instante.
Acorde a esta cantidad existente en el
mercado se afectará el precio.
Para futuras investigaciones, la función de
precio se puede ajustar, teniendo en
cuenta que el producto a ofrecer también
se afectaría por la capacidad de
producción. Sin embargo, en mercados en
los cuales la producción no es inmediata,
la ecuación (24) es una adecuada
aproximación.
El modelo se corrió en Wolfram
Mathematica 9.0, obteniendo las siguientes
gráficas de comportamiento de inventario
ante diferentes parámetros. Figura 1
(a)
(b)

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Cepeda y Jiménez, Modelo de Control Óptimo para el Sistema Producción-Inventarios, p. 35-44
41
(c)
(d)
(e)
Figura 1. Análisis de parámetros del modelo en el comportamiento de inventario. (a) caso base.
(b) disminución pendiente de la función de precio (0,001) (c) aumento pendiente en función de
deterioro (0,1) (d) cambio función de demanda (5t) (e) incremento costo de alejamiento de
producción esperada
En la Figura 1(a), se observa el
comportamiento del inventario del caso
base, donde se presentan dos tendencias,
un oscilamiento alrededor de la política de
inventario esperada, lo que es propio de
un modelo de control, pero
adicionalmente se ve el efecto de la
función de demanda sinusoidal. A partir
de este caso base se evaluaron diferentes
parámetros del modelo, encontrando: 1)
La relación de cambio del precio con el
inventario, representada en la pendiente
de la función (ecuación 24) afecta
primordialmente la estacionalidad
asociada al tipo de demanda (figura 1b). 2)
El incremento de la tasa de deterioro del
inventario genera alejamientos de la
política de inventarios esperados (figura
1c). 3). El comportamiento de la función de
demanda es significativa para la
estabilidad del inventario, afectando los
ciclos de inventario. En el caso de la figura
1d, al quitar el componente cíclico de la
demanda se observa una continuidad en
los ciclos del inventario. 4) Los costos de
alejamiento de la producción esperada,
pueden generar una desestabilidad en el
control de inventarios, tal como se observa
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Cepeda y Jiménez, Modelo de Control Óptimo para el Sistema Producción-Inventarios, p. 35-44
42
en la figura 1e, donde un incremento del
costo desestabilizó totalmente el control de
los inventarios. Sin embargo, en ninguno
de los casos evaluados se afectó el tiempo
para llegar a un estado de control de
inventarios.
Un modelo de este tipo presenta un gran
valor al relacionar factores
microeconómicos con factores operativos.
El modelo representa fácilmente a
productos de tipo agrícola, en los cuales es
común tomar una decisión de producción
en diferentes temporadas, generando una
acumulación de productos en el mercado,
que finalmente repercutirán en un cambio
en los precios.
Para que el modelo sea representativo y
mucho más aplicable al sector productivo,
requiere el desarrollo de un adecuado
análisis de las funciones de producción e
inventarios, que permitirían tomar las
mejores decisiones de producción a lo
largo plazo.
En este artículo se desarrolló un modelo de
control de inventarios con el fin de
maximizar los beneficios, utilizando la
teoría de control óptimo. Se encontraron
relaciones óptimas de inventario y de
producción para el caso de estudio. Con
ello se logra responder a la pregunta
¿cuánto producir? y ¿cuánto mantener en el
stock?, teniendo en cuenta las diferentes
variaciones que pueden tener los
parámetros en el transcurso del tiempo.
Bajo la estructura propuesta, las diferentes
decisiones de nivel de inventario
dependiente del nivel de producción tienen
un impacto directo sobre los precios y su
comportamiento. Este desarrollo es
significativo teniendo en cuenta que en los
modelos más tradicionales del tipo EOQ no
se toman en cuenta los efectos de la
existencia del producto en el mercado.
Hasta hace poco se han involucrado en
modelos los precios con las existencias en
los modelos del tipo inventory – pricing
(Wilson et al., 2011), sin embargo, siguen
siendo modelos que no evalúan los efectos
de cambios en el tiempo. Siendo importante
aporte, lo presentado en esta investigación
basada en una optimización dinámica.
A través de un ejemplo de aplicación se
encontró que el modelo es capaz de
analizar la estabilidad en el
comportamiento de los inventarios y
producción, enfocados en maximizar los
beneficios. Es decir, con una selección
adecuada de parámetros para el sistema
dinámico producción-inventario se podrá
llegar más fácilmente a las políticas de
inventario deseadas. Como es el caso de
una organización que enfrenta unos altos
costos por no producir la cantidad
requerida, generaran efectos en un
descontrol de la cantidad de inventarios.
Se denota que la teoría de control óptimo
puede ser utilizada para desarrollar
modelos que relacionen distintos tipos de
variables. Como se vio en esta
investigación, donde, se logró relacionar
los costos de inventario con los beneficios
CONCLUSIONES

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Cepeda y Jiménez, Modelo de Control Óptimo para el Sistema Producción-Inventarios, p. 35-44
43
reflejados a través del cumplimiento de la
demanda para una empresa
manufacturera.
Dentro de las recomendaciones del
estudio y para futuros trabajos se pretende
incluir las variables en términos
estocásticos para evidenciar los
comportamientos en términos de datos
históricos, lo cual beneficiaría a las
organizaciones, que, al tener la
trazabilidad necesaria de su producción y
demanda, podrán planear un inventario
esperado que genere los mayores
beneficios. También se espera poder
realizar un análisis más profundo sobre el
tipo de bienes que se almacenarán en el
stock, para mostrar como es el
comportamiento acorde al tipo de
productos, donde cada uno tendrá
diferentes funciones de demanda que
afectaran el comportamiento del
inventario.
Al-Khedhairi, A., & Tadj, L. (2006). Optimal
Control of a Production Inventory System with
Weibull Distributed Deterioration. Applied
Mathematical Sciences, 1–10.
Bardey, D. Y. H. B. (2006). Teoría del control
óptimo: ¡Una guía para principiantes!
Universidad Del Rosario, (87), 20.
Baten, A., & Kamil, A. A. (2009). Analysis of
inventory-production systems with Weibull
distributed deterioration. International Journal of
Physical Sciences, 4(11), 676–682.
Baten, M. A., & Kamil, A. A. (2009). An Optimal
Control Approach to Inventory-Production
Systems with Weibull Distributed
Deterioration. Journal of Mathematics and
Statistics, 5(3), 206–214.
http://doi.org/10.3844/jmssp.2009.206.214
Baten, M. A., & Kamil, A. A. (2011). Optimal
Production Control in Stochastic
Manufacturing Systems with Degenerate
Demand. East Asian Journal on Applied
Mathematics, 1(1), 89–96.
http://doi.org/10.4208/eajam.190609.190510a
Benhadid, Y., Tadj, L., & Bounkhel, M. (2008).
Optimal control of production inventory
systems with deteriorating items and dynamic
costs. Applied Mathematics E-Notes, 8, 194–202.
Retrieved from
http://www.emis.ams.org/journals/AMEN/2008
/070311-2.pdf
Bounkhel, M., Tadj, L., & Benhadid, Y. (2005).
Optimal control of a production system with
inventory-level-dependent demand. Applied
Mathematics E-Notes, 5, 36–43.
Chavéz, J. H. (2009). Una verdad incómoda: el
costo de mantener inventarios. Negocios
Globales: Logística, Transporte Y Distribución, p. 1.
El-Gohary, A., Tadj, L., & Al-Rasheedi, A. F.
(2009). Using optimal control to adjust the
production rate of a deteriorating inventory
system. Journal of Taibah University for Science, 2,
69–77. http://doi.org/10.1016/S1658-
3655(12)60009-0
He, Q. M., Jewkes, E. M., & Buzacott, J. (2002).
Optimal and near-optimal inventory control
policies for a make-to-order inventory-
production system. European Journal of
Operational Research, 141, 113–132.
http://doi.org/10.1016/S0377-2217(01)00257-0
Khan, M., Jaber, M. Y., Guiffrida, a. L., &
Zolfaghari, S. (2011). A review of the extensions
of a modified EOQ model for imperfect quality
items. International Journal of Production
REFERENCIAS

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Cepeda y Jiménez, Modelo de Control Óptimo para el Sistema Producción-Inventarios, p. 35-44
44
Economics, 132(1), 1–12.
http://doi.org/10.1016/j.ijpe.2011.03.009
Khmelnitsky, E., & Gerchak, Y. (2002). Optimal
control approach to production systems with
inventory-level-dependent demand. … Control,
IEEE Transactions on, 1–12. Retrieved from
http://ieeexplore.ieee.org/xpls/abs_all.jsp?arnu
mber=983360
Kutzner, S. C., & Kiesmüller, G. P. (2013).
Optimal control of an inventory-production
system with state-dependent random yield.
European Journal of Operational Research, 227(3),
444–452. http://doi.org/10.1016/j.ejor.2013.01.006
Lambertini, L. (2013). On the Feedback
Solutions of Di erential Oligopoly Games with
Hyperbolic Demand Curve and Capacity
Accumulation. European Journal of Operational
Research, (236(1)), 272–281.
López Borbón, J. H. (2007). Control óptimo de
sistemas de inventarios con costo promedio.
Universidad de Sonora.
Mukhopadhyay, A., & Goswami, A. (2014).
Economic Production Quantity (EPQ) model
for three type imperfect items with rework and
learning in setup. An International Journal of
Optimization and Control: Theories & Applications
(IJOCTA), 4(1), 57–65.
http://doi.org/10.11121/ijocta.01.2014.00170
Muñoz Ruz, R. (2014). El Principio del Máximo de
Pontryagin. Universitat de Barcelona.
Pecha Castiblanco, A. (2012). Optimización
estática y dinámica en economía. Univ. Nacional
de Colombia.
Prudnikov, A. P., Brychkov, I. A., & Marichev,
O. I. (1998). (1998). Integrals and series: special
functions (Vol. (Vol. 2).). CRC Press.
Salameh, M. K., & Jaber, M. Y. (2008). Economic
production quantity model for items with
imperfect quality subject to learning effects.
International Journal of Production Economics, 115,
143–150. http://doi.org/10.1016/j.ijpe.2008.05.007
Wilson, J. G., MacDonald, L., & Anderson, C.
(2011). A comparison of different demand
models for joint inventory-pricing decisions.
Journal of Revenue and Pricing Management, 10(6),
528–544. http://doi.org/10.1057/rpm.2011.32
Zhang, W., Hua, Z., & Benjaafar, S. (2012).
Optimal inventory control with dual-sourcing,
heterogeneous ordering costs and order size
constraints. Production and Operations
Management, 21(3), 564–575.
http://doi.org/10.1111/j.1937-5956.2011.01294.x
Autores
Óscar Mauricio Cepeda Valero. Departamento de Ingeniería Industrial, Facultad de Ingeniería,
Universidad Central, Bogotá, Colombia.
Email: [email protected]
Luis Felipe Jiménez Sánchez. Departamento de Ingeniería Industrial, Facultad de Ingeniería,
Universidad Central, Bogotá, Colombia.
Email: [email protected]
Recibido: 11-01-2016 Aceptado: 28-05-2016

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
45
Proceso Analítico Jerárquico Difuso en la selección de variables
para la evaluación de la resiliencia en zonas afectadas por
desastres Fuzzy Analytic Hierarchy Process in the selection of variables for evaluation of resilience in
disaster-affected areas
Giovanni Herrera Enríquez, Fabricio Guevara Viejó, Sergio Castillo Paez, Danny
Zambrano Vera
Palabras clave: Proceso analítico jerárquico difuso, gestión de desastres, resiliencia.
Key words: Fuzzy Analytic Hierarchy Process, disaster management, resilience
RESUMEN
La resiliencia es un concepto
multidimensional, que incorpora diferentes
variables de orden ecológico, social,
económico, de infraestructura e institucional.
En esta investigación, se tiene como objetivo la
selección de variables relacionadas con la
resiliencia en zonas afectadas por desastres de
origen natural, considerando la limitación en
cuanto a cantidad y calidad de la información
existente en países en vías de desarrollo. Las
103 variables identificadas a través de la
literatura científica y la experiencia de 26
expertos, se someten a una metodología de
selección basada en el Proceso Analítico
Jerárquico Difuso. Los criterios utilizados, por
cinco expertos en estadística, economía,
sociología y gestión para la determinación de
la estructura ponderada de selección son:
pertinencia, funcionalidad, disponibilidad,
confiabilidad y utilidad. Cada variable es
calificada, obteniéndose como resultado 56
indicadores que se adecúan al entorno de
incertidumbre de información, que caracteriza
a los territorios que potencialmente pueden
ser afectados por un fenómeno de origen
natural.
ABSTRACT
Resilience is a multidimensional concept,
which incorporates different ecological, social,
economic, infrastructural and institutional
variables. In the current research, the main
objective is the selection of related to
resilience variables in areas affected by
disasters of natural origin, considering the
limitation on the quantity and quality of
existing information in developing countries.
The 103 variables identified through the
scientific literature review and the experience
of 26 experts, undergo a selection
methodology based on Fuzzy Analytic
Hierarchy Process. The criteria used by five
experts in statistics, economics, sociology and
management for determining the weighted
structure of selected variables are relevance,
functionality, availability, reliability and
usefulness. Each variable is scored, resulting
in 56 indicators that are suited to the
environment of uncertainty of information
that characterizes the territories that can
potentially be affected by a naturally
occurring phenomenon.
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
46
INTRODUCCIÓN
¿Cuáles son las cualidades y características
que permiten a un territorio o región
sobreponerse e incluso prosperar luego
del impacto de un desastre de origen
natural? Evidentemente, no todas las
comunidades responden de la misma
forma frente a la adversidad, la diversidad
de respuestas van desde casos exitosos, al
colapso completo de sociedades. Existen
países con mayor riesgo de desastres en el
mundo, territorios que debido a su
ubicación geográfica y a sus condiciones
geomorfológicas están más expuestos a
desastres de origen natural y que
coinciden con una sociedad vulnerable.
Dentro de este contexto, el Word Risk
Index1 ha identificado que los países con
alto o muy alto riesgo se encuentran cerca
de la línea ecuatorial. El riesgo para que
un evento natural se convierta en desastre,
no solo depende de la intensidad que este
tenga, sino de las condiciones de vida de
la población en las regiones afectadas. La
capacidad de respuesta inmediata y la
forma en que estas sociedades asimilan el
suceso y se adaptan a los nuevos
escenarios son determinantes en su futuro.
El impacto de los desastres de origen
natural: terremotos, erupciones volcánicas,
inundaciones, etc. sobre los sistemas
sociales y económicos se presenta como
1 El Word Risk Report (http://www.worldriskreport.org/)
es una publicación de Bündnis Entwicklung Hilft -
Gemeinsam für Menschen in Not e.V. y la United
Nations University – Insitute for Environment and
Human Security (UNU-EHS, 2016).
una perturbación en sus dinámicas
(modelo heurístico de panarquía de la
Figura 1). Se origina en jerarquías y escalas
superiores (sistemas ecológicos) y se
transmite a sistemas panárquicos
(Gunderson y Holling, 2004) de escalas
inferiores (sistemas sociales, económicos,
de infraestructura, etc.) de una región, esto
produce una conmoción de escala cruzada
que obliga a la generación de ciclos
adaptativos que eviten el colapso del
macrosistema (Walker et al., 2004).
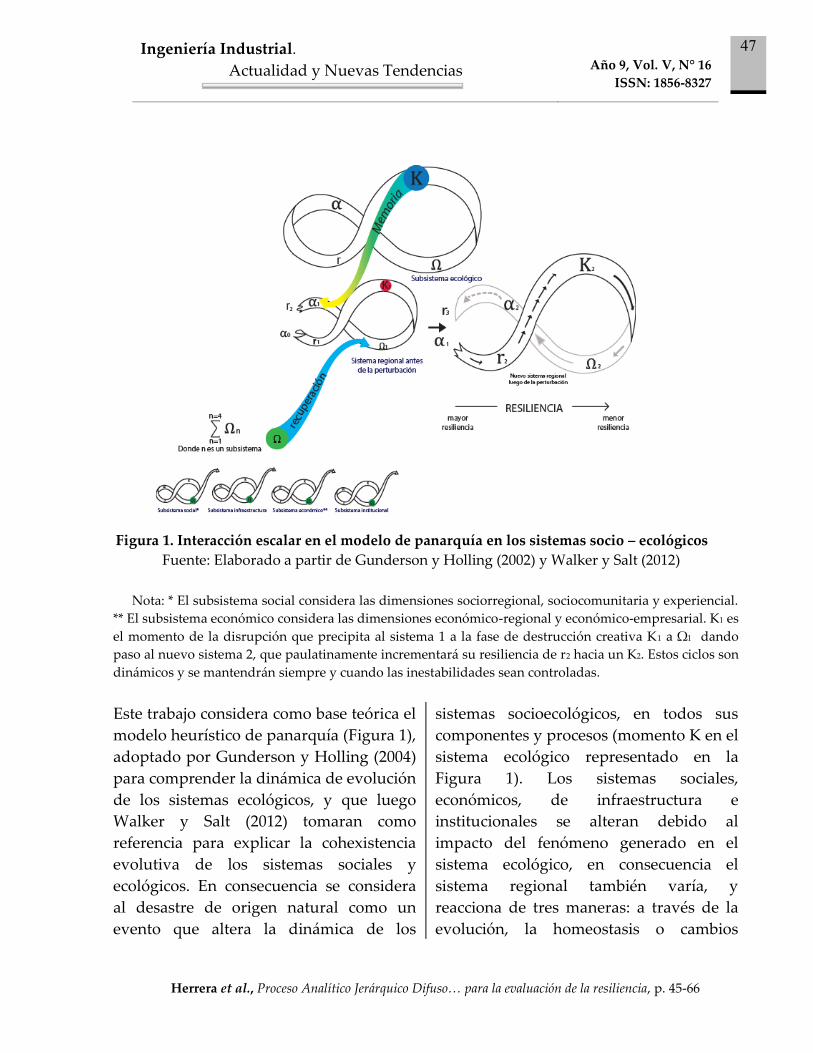
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
47
Figura 1. Interacción escalar en el modelo de panarquía en los sistemas socio – ecológicos
Fuente: Elaborado a partir de Gunderson y Holling (2002) y Walker y Salt (2012)
Nota: * El subsistema social considera las dimensiones sociorregional, sociocomunitaria y experiencial.
** El subsistema económico considera las dimensiones económico-regional y económico-empresarial. K1 es
el momento de la disrupción que precipita al sistema 1 a la fase de destrucción creativa K1 a Ω1 dando
paso al nuevo sistema 2, que paulatinamente incrementará su resiliencia de r2 hacia un K2. Estos ciclos son
dinámicos y se mantendrán siempre y cuando las inestabilidades sean controladas.
Este trabajo considera como base teórica el
modelo heurístico de panarquía (Figura 1),
adoptado por Gunderson y Holling (2004)
para comprender la dinámica de evolución
de los sistemas ecológicos, y que luego
Walker y Salt (2012) tomaran como
referencia para explicar la cohexistencia
evolutiva de los sistemas sociales y
ecológicos. En consecuencia se considera
al desastre de origen natural como un
evento que altera la dinámica de los
sistemas socioecológicos, en todos sus
componentes y procesos (momento K en el
sistema ecológico representado en la
Figura 1). Los sistemas sociales,
económicos, de infraestructura e
institucionales se alteran debido al
impacto del fenómeno generado en el
sistema ecológico, en consecuencia el
sistema regional también varía, y
reacciona de tres maneras: a través de la
evolución, la homeostasis o cambios
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
48
disfuncionales (Constantino y Dávila,
2011).
En una situación ideal, los ciclos
adaptativos se anidan en una jerarquía a
través del tiempo y el espacio,
renovándose y generando nuevas
recombinaciones que van siendo
sometidas a largos periodos de
acumulación de capital y almacenamiento,
sin permitir inestabilidades debido a la
naturaleza estabilizadora de las jerarquías
anidadas (Walker & Salt, 2012) (Figura 1).
Los componentes más lentos y grandes de
la jerarquía proporcionan la memoria del
pasado (sistema ecológico) y de la
distancia para permitir la recuperación de
los ciclos pequeños y rápidos (sistemas:
sociales, económicos, infraestructura e
institucionales). De esta manera, una
jerarquía anidada de ciclos adaptativos
representa una panarquía (Gunderson y
Holling, 2002).
La aplicación del modelo de panarquía,
como base del análisis de la resiliencia en
zonas afectadas por desastres naturales,
considera que el sistema ecológico donde
se origina el desastre, necesitará de varios
años e incluso siglos para recuperarse,
mientras que los sistemas sociales,
económicos, institucionales, etc.,
requerirán de respuestas rápidas frente a
la catástrofe (Walker et al., 2004). Por tal
razón, la gestión adaptativa (Folke et al.,
2002) es necesaria, para provocar
respuestas evolutivas adecuadas en los
territorios afectados.
Como se puede ver en la Figura 1, los
ciclos panárquicos que representan cada
dimensión (social, económica, de
infraestructura e institucional) se
interrelacionan e inciden en el ciclo
superior (región), con acciones que
facilitan los procesos de destrucción
creativa (Schumpeter, 1942) para la
reorganización del sistema regional, luego
de que éste ha sido afectado por un evento
disruptivo. Las estructuras modulares
(Martin y Sunley, 2013), la diversidad
(Walker y Salt, 2012) y la redundancia
(Bruneau et al., 2003) de sus variables así
como la capacidad apertura (Carpenter et
al., 2012) que tengan éstas, facilitarán la
innovación y evolución del sistema
regional hacia un nuevo estado.
Las propuestas de Cutter et al. (2010),
Joerin et al. (2012) y Kusumastutiet al.
(2014), en torno a la identificación y
agrupación de variables relacionadas con
la resiliencia en zonas afectadas por
desastres en sus distintas dimensiones, son
las más utilizadas en la gestión de
desastres. Sin embargo, experiencias de
los últimos años, de manera especial en
países en vías de desarrollo, han
incorporado nuevas variables de análisis
para cada dimensión que compone los
ciclos adaptativos del modelo (Harrions y
Williams, 2016; León y March, 2014;
Marcucci, 2014). Estos resultados, se
complementan y validan con variables
identificadas en este trabajo por parte de
26 expertos, que han participado en
procesos de prevención, rescate y
reconstrucción de zonas afectadas por
desastres, especificamente en: la erupción
del volcán Tungurahua - Ecuador (desde

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
49
1999 hasta la actualidad), el terremoto de
Chile 2010, el incendio en Valparaíso
(Chile) 2014, la erupción del volcán
Villarrica (Chile) 2015 y el terremoto en
Manabí – Ecuador en 2016. El número
total de variables identificadas y
clasificadas en 8 dimensiones (ecológica,
económica-regional, económico
empresarial, sociorregional,
sociocomunitario, experiencial, de
infraestructura e institucional) son 103,
cada dimensión determina un ciclo
adaptativo en el modelo de la Figura 1. El
detalle de las variables se desagregan en
las Tablas 8 a la 15.
Dentro del contexto de la gestión
adaptativa aplicada a desastres naturales,
cada variable identificada facilita el
diagnóstico de la región, que
potencialmente puede ser afectada por un
desastre de origen natural. Sin embargo,
debido a que las investigaciones sobre la
resiliencia en este ámbito, han sido
desarrolladas en gran medida en países
desarrollados, se tiene serias deficultades
para su aplicación en países en vías de
desarrollo, donde la información no
siempre está disponible, es confiable, útil,
pertinente y funcional (Harrions y
Williams, 2016; León y March, 2014;
Marcucci, 2014). Por lo expuesto, la
selección de variables para el análisis
multidimensional de la resiliencia, exige
de procesos que permitan una
sistematización y validación, siendo este el
objetivo central de este trabajo.
Para cumplir el objetivo de esta
investigación, se considera el proceso de
selección de variables relacionadas con la
resiliencia en zonas afectadas por
desastres naturales, como un problema de
decisión discreto y se propone el uso del
Proceso Análitico Jerárquico (PAJ)
propuesto por Saaty (1980) y el análisis
ampliado de éste, propuesto por Huang y
Wu (2005) (PAJD), como metodologías de
apoyo. Los resultados permiten obtener
un conjunto de variables disponibles,
útiles, pertinentes, funcionales y confiables
para analizar la resiliencia frente a
desastres de origen natural, en territorios
ubicados en países en vías de desarrollo.
METODOLOGÍA
Sobre la base de lo expuesto, se identifican
103 variables que se distribuyen en ocho
dimensiones: económico-regional,
económico-empresarial, ecológica,
sociorregional, sociocomunitaria,
institucional, infraestructura y experiencial
(Tablas 8 a la 15). En el enfoque
económico, se identifican 31 variables que
son abordadas en dos niveles, el primero
es de contexto regional y el segundo a
nivel de empresa individual (Rose y Liao,
2005). Por otro lado, en el enfoque social se
identifican 46 varaibles, que son
abordados en tres niveles: los dos
primeros, sociorregional y
sociocomunitario, toman como referencia
lo propuesto por Cutter et al. (2008) y un
tercer nivel experiencial, analiza la
conducta adoptada por el individuo, la
comunidad y las instituciones frente a

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
50
eventos catastróficos, como lo señalan
Orencio y Fujii (2013), Shaw et al. (2014) y
Tierney y Bruneau (2007).
Dado que el problema es, identificar las
variables más adecuadas para analizar la
resiliencia de zonas afectadas por
desastres naturales en países en vías de
desarrollo, la definición de una estructura
de decisión multicriterio, es pertienente
debido a que existe, entre otros aspectos
(Moreno et al., 1998): (i) desconocimiento
de los factores relevantes del entorno, (ii)
la intervención de múltiples actores y
criterios, (iii) la consideración de aspectos
tangibles e intangibles y (iv) un alto grado
de complejidad. En consecuencia, la
selección de variables para la el análisis de
la resiliencia se toma como un problema
de decisión multicriterio, que captura la
noción de complejidad, no como una
imperfección del conocimiento, sino como
una indeterminación del entorno.
La selección de variables que se relacionan
con la resiliencia, es de naturaleza
compleja y es parte de los procesos de
gestión de los sistemas adaptativos
complejos (Quinlan et al., 2015; Walker, et
al., 2002). Dentro de este contexto, el PAJ
de Saaty (1980), una de las técnicas
multicriterio más extendidas, se presenta
como una posibilidad de abordar esta
problemática. Por definición, el PAJ
permite realizar evaluaciones basadas en
múltiples criterios asociados con la
valoración de conceptos complejos, donde
es posible considerar varias dimensiones
(Moreno, 2002). De esta manera, las
dimensiones económica, ecológica, social,
institucional, entre otras (Cutter et al.,
2008), asociadas con la resiliencia pueden
ser adecuadamente evaluadas e integradas
(Orencio y Fujii, 2013; Tadic et al., 2014).
Con el fin de corregir algunos de los
defectos identificados en la técnica PAJ de
Saaty (1980), Buckley (1985) incorpora la
matriz difusa en su desarrollo. De esta
manera, la vaguedad de las respuestas de
los decisores es tomada en consideración.
Chang D.-Y. (1996) propone el método de
análisis extendido para el PAJ con lógica
difusa (PAJD), que Huang y Wu (2005) lo
define de la siguiente manera:
Si es un conjunto de
objetos y un conjunto
de objetivos, de acuerdo con el método de
análisis extendido de Chang (1996), se
desarrolla el análisis ampliado para cada
uno de los valores de los objetos; de este
modo se pueden obtener para cada
objetivo . Por lo tanto, los valores de
análisis extendido de m se pueden obtener
con la siguiente notación:
Donde todo son
números difusos triangulares.
Pasos clave del modelo propuesto por
Chang (1996):
Paso 1: El valor del objeto i – ésimo del
análisis extendido se define como:

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
51
Para obtener
, se realiza la
operación de adición borrosa de m valores
del análisis extendido para una matriz
particular, de tal manera que:
Para obtener
, se realiza la
operación de adición borrosa de los
valores , de modo que:
Luego se calcula el vector inverso de la
ecuación, de la siguiente manera:
Paso 2: El grado de posibilidades de que
se
define como:
Y puede ser expresado de forma
equivalente de la siguiente manera:
Donde d es la ordenada del punto de
intersección más alto D situado entre y
(Gráfica 2). Para comparar y se
requiere los valores de y
.
Gráfica 2. Intersección de puntos entre y
Fuente: Büyüközkan et al. (2004).

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
52
Paso 3: El grado de posibilidad de que un
número difuso convexo sea mayor que k
números convexos se define como:
Entonces, suponiendo que:
Para
El peso del vector está dado por:
Donde son n elementos
Paso 4: La normalización del vector que se
presenta de la siguiente forma:
Donde W no es un número difuso sino el
conjunto de pesos para cada matriz.
La metodología para la selección de
variables de análisis de la resiliencia en
zonas afectadas por desastres naturales en
países en vías de desarrollo, se la resume
en el cuadro 1.
Los criterios que se utilizan para la
evaluación de las variables, con la
metodología propuesta son: pertinencia,
funcionalidad, disponibilidad,
confiabilidad y utilidad (CONEVAL, 2013;
DANE, 2016; Sarandón, 2002). La
pertinencia quiere decir que la variable
tenga estrecha relación con el objeto de
estudio; la funcionalidad, que el indicador
sea práctico y útil para analizar el objeto
de estudio; la disponibilidad, que los datos
básicos para la construcción del indicador
deben ser fáciles de obtener y sin
restricciones; la confiabilidad está
relacionada con que los datos utilizados
para la construcción del indicador sean
fidedignos (fuentes de información
satisfactorias); y la utilidad verifica su
correspondencia con el objeto de análisis.
La importancia que tiene cada uno de los
criterios para evaluar las variables
relacionadas con la resiliencia es
determinada bajo la aplicación del PAJD.
La selección de las variables para el
modelo de análisis multidimensional de la
resiliencia, es un problema de decisión que
será tratado a través del PAJD en base a
los cinco criterios antes indicados
(pertinencia, funcionalidad, disponibilidad
de información, confiabilidad y utilidad),
para lo cual se toma en consideración los
juicios de cuatro expertos en estadística,
economía, sociología y gestión, que comparan
por pares los juicios, utilizando la escala
de ponderación lingüística difusa
triangular (Büyüközkan et al., 2004) (Tabla
1).

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
53
Cuadro 1 Poceso metodológico para la selección de variables relacionadas con la resiliencia
Análisis Jerárquico Multicriterio Difuso (Fuzzy AHP)
Información Consistencia Análisis extendido Fuzzy
AHP
Inicio
Identificación de expertos
Entrevista a expertos
Trasformación en números
difusos triangulares
Input datos de
expertos
Matrices difusas triangulares
Análisis de consistencia de
matrices difusas
Si RC 0.1
Matriz resumen con media
geométrica
Análisis de consistencia de
matriz resumen
(defuzzificación)
Si RC 0.1
Cálculo de vectores sintéticos
difusos
Análisis de comparación de
vectores sintéticos difusos
Análisis de convexidad de
vectores difusos
Cálculo de vector de
ponderación
Normalización del vector de
ponderación
Criterios jerarquizados
Fin
SI
SI
NO
NO
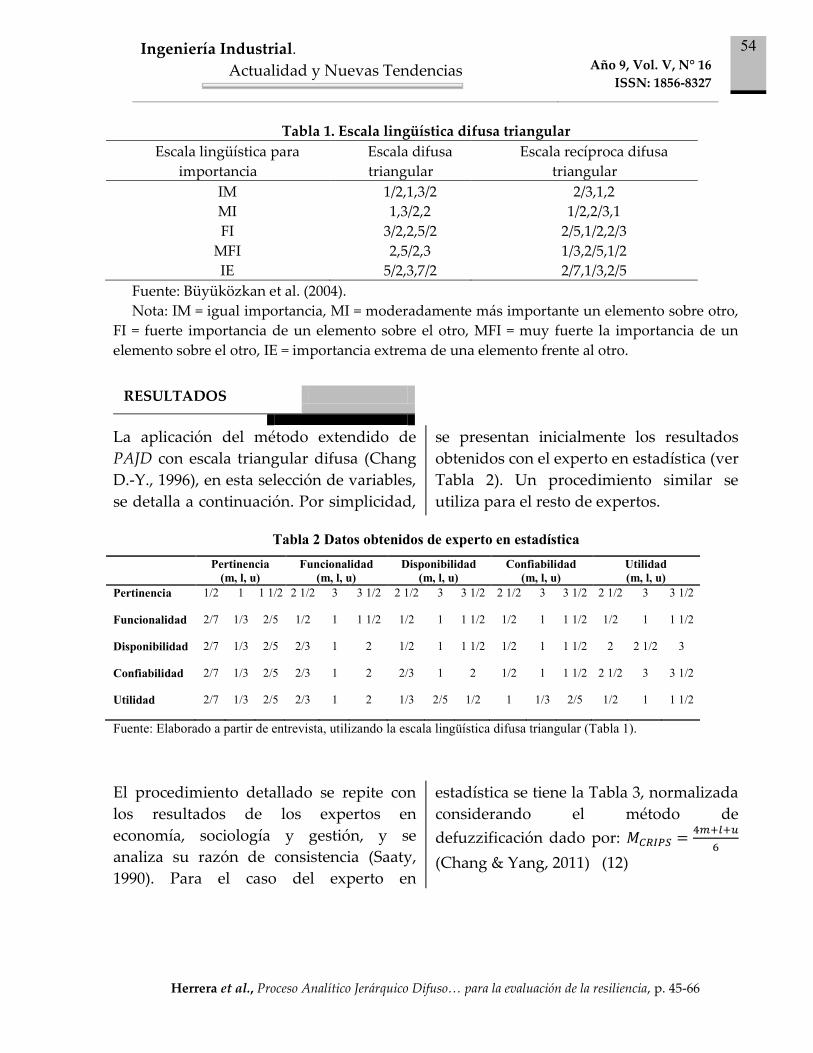
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
54
Tabla 1. Escala lingüística difusa triangular
Escala lingüística para
importancia
Escala difusa
triangular
Escala recíproca difusa
triangular
IM 1/2,1,3/2 2/3,1,2
MI 1,3/2,2 1/2,2/3,1
FI 3/2,2,5/2 2/5,1/2,2/3
MFI 2,5/2,3 1/3,2/5,1/2
IE 5/2,3,7/2 2/7,1/3,2/5
Fuente: Büyüközkan et al. (2004).
Nota: IM = igual importancia, MI = moderadamente más importante un elemento sobre otro,
FI = fuerte importancia de un elemento sobre el otro, MFI = muy fuerte la importancia de un
elemento sobre el otro, IE = importancia extrema de una elemento frente al otro.
RESULTADOS
La aplicación del método extendido de
PAJD con escala triangular difusa (Chang
D.-Y., 1996), en esta selección de variables,
se detalla a continuación. Por simplicidad,
se presentan inicialmente los resultados
obtenidos con el experto en estadística (ver
Tabla 2). Un procedimiento similar se
utiliza para el resto de expertos.
Tabla 2 Datos obtenidos de experto en estadística
Pertinencia
(m, l, u)
Funcionalidad
(m, l, u)
Disponibilidad
(m, l, u)
Confiabilidad
(m, l, u)
Utilidad
(m, l, u)
Pertinencia 1/2 1 1 1/2 2 1/2 3 3 1/2 2 1/2 3 3 1/2 2 1/2 3 3 1/2 2 1/2 3 3 1/2
Funcionalidad 2/7 1/3 2/5 1/2 1 1 1/2 1/2 1 1 1/2 1/2 1 1 1/2 1/2 1 1 1/2
Disponibilidad 2/7 1/3 2/5 2/3 1 2 1/2 1 1 1/2 1/2 1 1 1/2 2 2 1/2 3
Confiabilidad 2/7 1/3 2/5 2/3 1 2 2/3 1 2 1/2 1 1 1/2 2 1/2 3 3 1/2
Utilidad 2/7 1/3 2/5 2/3 1 2 1/3 2/5 1/2 1 1/3 2/5 1/2 1 1 1/2
Fuente: Elaborado a partir de entrevista, utilizando la escala lingüística difusa triangular (Tabla 1).
El procedimiento detallado se repite con
los resultados de los expertos en
economía, sociología y gestión, y se
analiza su razón de consistencia (Saaty,
1990). Para el caso del experto en
estadística se tiene la Tabla 3, normalizada
considerando el método de
defuzzificación dado por:
(Chang & Yang, 2011) (12)
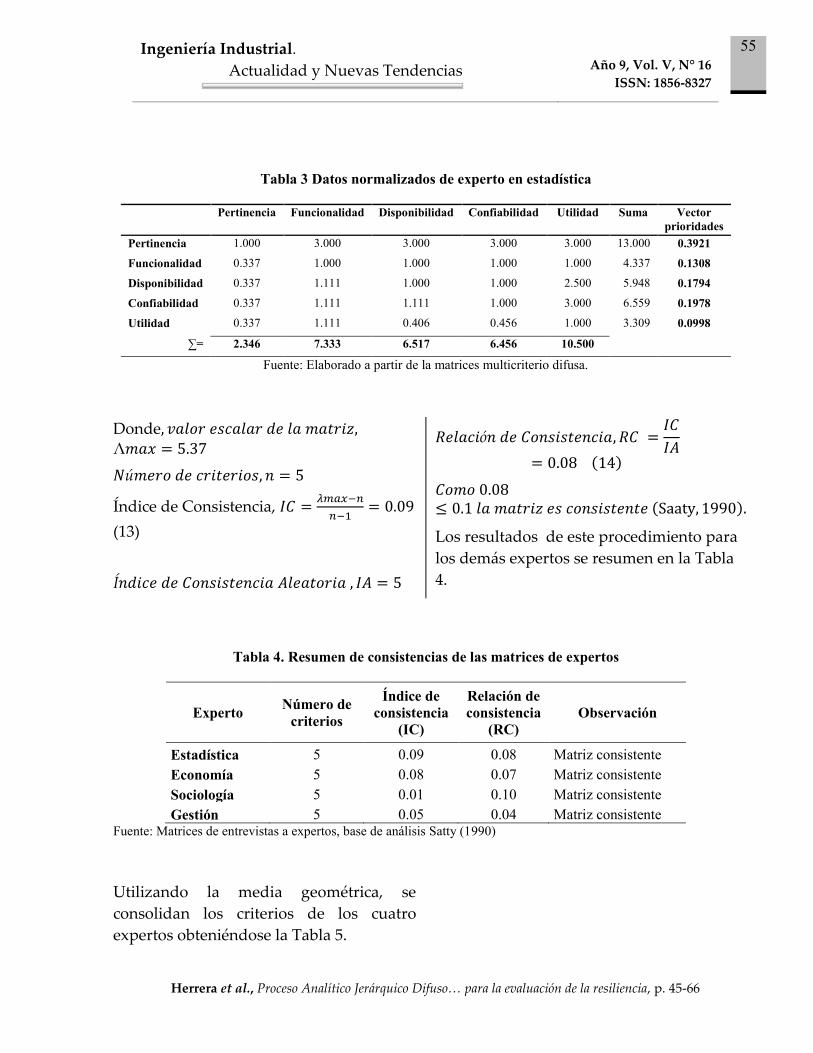
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
55
Tabla 3 Datos normalizados de experto en estadística
Pertinencia Funcionalidad Disponibilidad Confiabilidad Utilidad Suma Vector
prioridades
Pertinencia 1.000 3.000 3.000 3.000 3.000 13.000 0.3921
Funcionalidad 0.337 1.000 1.000 1.000 1.000 4.337 0.1308
Disponibilidad 0.337 1.111 1.000 1.000 2.500 5.948 0.1794
Confiabilidad 0.337 1.111 1.111 1.000 3.000 6.559 0.1978
Utilidad 0.337 1.111 0.406 0.456 1.000 3.309 0.0998
∑= 2.346 7.333 6.517 6.456 10.500
Fuente: Elaborado a partir de la matrices multicriterio difusa.
Donde
Índice de Consistencia,
(13)
Los resultados de este procedimiento para
los demás expertos se resumen en la Tabla
4.
Tabla 4. Resumen de consistencias de las matrices de expertos
Experto Número de
criterios
Índice de
consistencia
(IC)
Relación de
consistencia
(RC)
Observación
Estadística 5 0.09 0.08 Matriz consistente
Economía 5 0.08 0.07 Matriz consistente
Sociología 5 0.01 0.10 Matriz consistente
Gestión 5 0.05 0.04 Matriz consistente Fuente: Matrices de entrevistas a expertos, base de análisis Satty (1990)
Utilizando la media geométrica, se
consolidan los criterios de los cuatro
expertos obteniéndose la Tabla 5.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
56
Tabla 5. Resumen de medias geométrica de criterios de expertos para análisis de variables
Pertinencia Funcionalidad Disponibilidad Confiabilidad Utilidad
Pertinencia 0.50 1.00 1.50 1.97 2.47 2.98 1.26 1.83 2.37 1.58 2.12 2.65 0.98 1.57 2.11
Funcionalidad 0.34 0.40 0.51 0.50 1.00 1.50 0.87 1.41 1.94 0.98 1.57 2.11 0.66 1.19 1.70
Disponibilidad 0.42 0.55 0.80 0.52 0.71 1.15 0.50 1.00 1.50 1.00 1.54 2.06 1.41 1.94 2.45
Confiabilidad 0.38 0.47 0.63 0.47 0.64 1.02 0.49 0.65 1.00 0.50 1.00 1.50 0.75 1.32 1.85
Utilidad 0.47 0.64 0.95 0.59 0.84 1.52 0.41 0.52 0.71 0.74 0.76 1.34 0.50 1.00 1.50
Fuente: Elaborado a partir de la matrices multicriterio difusas.
La matriz normalizada considerando el
proceso de defuzzificación (12) da como
resultado la Tabla 6.
Tabla 6. Datos normalizados de criterios de expertos para análisis de variables (resumen) Pertinencia Funcionalidad Disponibilidad Confiabilidad Utilidad Suma Vect.
Prior.
Pertinencia 1.000 2.474 1.825 2.119 1.558 8.977 0.316
Funcionalidad 0.410 1.000 1.410 1.558 1.187 5.565 0.196
Disponibilidad 0.567 0.750 1.000 1.537 1.935 5.788 0.204
Confiabilidad 0.483 0.674 0.680 1.000 1.311 4.149 0.146
Utilidad 0.663 0.912 0.530 0.852 1.000 3.957 0.139
3.122 5.810 5.446 7.066 6.991 28.436
Fuente: Elaborado a partir de la matrices multicriterio de los expertos.
Se obtiene una relación de consistencia
(14) de ; por lo que la matriz
resumen se considera consistente (Saaty,
1990).
El método de análisis extendido de Saaty y
los principios de comparación de los
números difusos, se emplean para obtener
estimaciones de los vectores de peso para
los niveles individuales de una jerarquía
(Chang D.-Y. , 1996). Sobre la base de los
valores difusos de la Tabla 4, aplicando el
método de extensión se obtiene valores
sintéticos difusos, así:

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
57
Similar procedimiento con los demás
criterios, obteniéndose los siguientes
valores: Tabla 7. Vectores difusos sintéticos resumen expertos en variables
Expertos L m n
M1 0.16 0.32 0.62
M2 0.09 0.20 0.41
M3 0.10 0.20 0.42
M4 0.07 0.14 0.32
M5 0.07 0.13 0.32
A continuación se calculan, con base de
comparación, los vectores de ponderación
del nivel de valor de la jerarquía,
considerando el grado de posibilidad de
que que se define como (5).
Donde esto es un par (x, y) de modo que
y
y
.
Mientras y
números difusos convexos,
entonces se tiene (6) y tomando como base
de cálculo (7), se tiene:
V(M1>M2) 1.00 V(M2>M1) 0.68 V(M3>M1) 0.69
V(M1>M3) 1.00 V(M2>M3) 0.98 V(M3>M2) 1.00
V(M1>M4) 1.00 V(M2>M4) 1.00 V(M3>M4) 1.00
V(M1>M5) 1.00 V(M2>M5) 1.00 V(M3>M5) 1.00
V(M4>M1) 0.48 V(M5>M1) 0.46
V(M4>M2) 0.82 V(M5>M2) 0.78
V(M4>M3) 0.79 V(M5>M3) 0.76
V(M4>M5) 1.00 V(M5>M4) 0.96
El grado de posibilidad de que un número
difuso convexo sea mayor que k números
convexos, se define a través de (8),
entonces suponiendo (9), el peso del vector
estará dado por (10), obteniéndose:
Normalizando (11), el vector de pesos
queda:
Es decir la jerarquización ponderada de
los juicios para evaluar los criterios
relacionados con la resiliencia, es la gráfica
3.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
58
CRITERIOS
Ponderación de criterios de
valoración de variables
Pertinencia
Utilidad
Disponibilidad
Funcionalidad
Confiabilidad
0.302
0.140
0.210
0.204
0.144
RC=0.052
CI=0.059
Gráfica 3. Ponderación de juicios para evaluar los criterios relacionados con la resiliencia.
Fuente: Valoración ponderada resultado de PAJD
Selección de variables de estudio
La selección de variables de estudio,
considera la ponderación realizada de los
criterios (pertinencia, funcionalidad,
disponibilidad, confiabilidad y utilidad) y
un análisis de cada variable identificada
en la literatura científica y la opinión de
los 26 expertos. Para el análisis, se utiliza
una escala de 1, 3, 5. Donde 1 indica baja
incidencia del juicio sobre el criterio, 3
indica una incidencia media del juicio
sobre el criterio y 5 denota una alta
incidencia del juicio sobre el criterio. El
criterio de selección considera a las
variables, cuyo promedio de calificación
ponderada, supera la media de la
dimensión.
Tabla 8 Ponderación general de criterios en la dimensión ecológica ORD
Variable base Indicador Operadores P F D C U PON
D.
1 Vulnerabilidad
natural
Riesgo de
amenaza natural
Escala de riesgo para una amenaza de
origen natural. Nivel de amenaza global.
5 3 5 3 5 4.30
2
Biodiversidad Biodiversidad
ecológica.
Porcentaje de territorio continental bajo
conservación y manejo ambiental versus
área total del territorio analizado
5
3
1
3
3 3.18
Media de la dimensión ecológica = 3.02, dos criterios seleccionados.
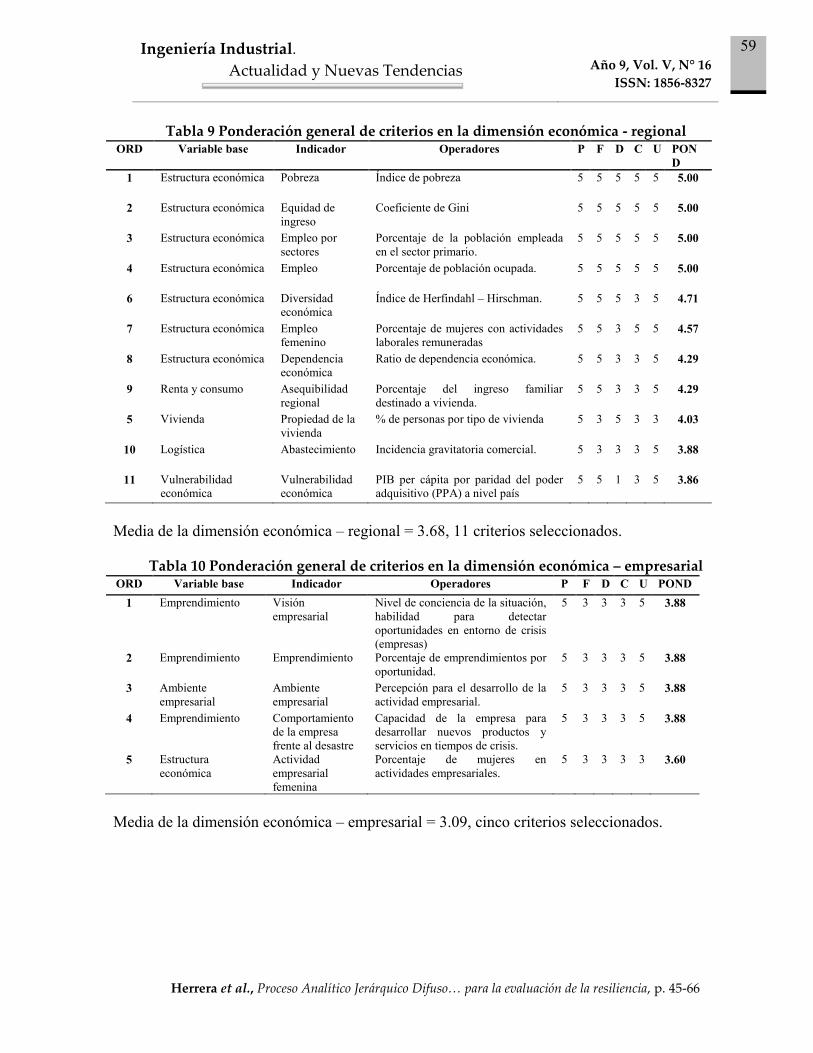
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
59
Tabla 9 Ponderación general de criterios en la dimensión económica - regional ORD Variable base Indicador Operadores P F D C U PON
D
1 Estructura económica Pobreza Índice de pobreza 5 5 5 5 5 5.00
2 Estructura económica Equidad de
ingreso
Coeficiente de Gini 5 5 5 5 5 5.00
3 Estructura económica Empleo por
sectores
Porcentaje de la población empleada
en el sector primario.
5 5 5 5 5 5.00
4 Estructura económica Empleo Porcentaje de población ocupada. 5 5 5 5 5 5.00
6 Estructura económica Diversidad
económica
Índice de Herfindahl – Hirschman. 5 5 5 3 5 4.71
7 Estructura económica Empleo
femenino
Porcentaje de mujeres con actividades
laborales remuneradas
5 5 3 5 5 4.57
8 Estructura económica Dependencia
económica
Ratio de dependencia económica. 5 5 3 3 5 4.29
9 Renta y consumo Asequibilidad
regional
Porcentaje del ingreso familiar
destinado a vivienda.
5 5 3 3 5 4.29
5 Vivienda Propiedad de la
vivienda
% de personas por tipo de vivienda 5 3 5 3 3 4.03
10 Logística Abastecimiento Incidencia gravitatoria comercial. 5 3 3 3 5 3.88
11
Vulnerabilidad
económica
Vulnerabilidad
económica
PIB per cápita por paridad del poder
adquisitivo (PPA) a nivel país
5 5 1 3 5 3.86
Media de la dimensión económica – regional = 3.68, 11 criterios seleccionados.
Tabla 10 Ponderación general de criterios en la dimensión económica – empresarial ORD Variable base Indicador Operadores P F D C U POND
1 Emprendimiento Visión
empresarial
Nivel de conciencia de la situación,
habilidad para detectar
oportunidades en entorno de crisis
(empresas)
5 3 3 3 5 3.88
2 Emprendimiento Emprendimiento Porcentaje de emprendimientos por
oportunidad.
5 3 3 3 5 3.88
3 Ambiente
empresarial
Ambiente
empresarial
Percepción para el desarrollo de la
actividad empresarial.
5 3 3 3 5 3.88
4 Emprendimiento Comportamiento
de la empresa
frente al desastre
Capacidad de la empresa para
desarrollar nuevos productos y
servicios en tiempos de crisis.
5 3 3 3 5 3.88
5
Estructura
económica
Actividad
empresarial
femenina
Porcentaje de mujeres en
actividades empresariales.
5 3 3 3 3 3.60
Media de la dimensión económica – empresarial = 3.09, cinco criterios seleccionados.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
60
Tabla 11 Ponderación general de criterios en la dimensión socio – regional ORD Variable base Indicador Operadores P F D C U POND
.
1 Educación Nivel de
educación
Años de educación. 5 5 5 5 5 5.00
2 Demografía Edad de la
población
Índice de Burgdofer. 5 5 5 5 5 5.00
3 Necesidades
especiales
Discapacidades Porcentaje de la población con
discapacidades
5 5 5 5 5 5.00
4 Demografía Género Grado de preparación (desastres) de la
familia donde la mujer es jefe de hogar.
5 5 5 5 3 4.72
5 Educación Educación básica Tasa de analfabetismo. 5 5 3 5 5 4.57
6 Demografía Ocupación Porcentaje de la población por tipo de
ocupación (contraste con el promedio
país).
3 5 5 5 5 4.40
7 Identidad
territorial
Identidad Percepción de identidad territorial de la
población. ¿Qué tan orgulloso se siente
de vivir en la zona?
5 5 3 3 5 4.29
8 Salud Cobertura de
seguro de salud
Porcentaje de cobertura de seguro de
salud pública.
5 5 3 3 5 4.29
9 Salud Cobertura
médica
Número de médicos por cada 1000
habitantes
5 5 3 3 5 4.29
10 Religión Influencia
religiosa
Porcentaje de creyentes religiosos que
motivados por la Fe no abandonan las
zonas de desastre.
5 3 3 3 5 3.88
11 Identidad
territorial
Identidad del
empresario
Percepción de identidad territorial del
empresario. ¿Qué tan orgulloso se siente
de vivir en la zona?
5 3 3 3 5 3.88
12
Vulnerabilidad
social
Vulnerabilidad
social
Pobreza por necesidades básicas
insatisfechas.
5 5 1 3 5 3.86
Media de la dimensión económica – empresarial = 3.60, doce criterios seleccionados.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
61
Tabla 12 Ponderación general de criterios en la dimensión socio – comunitaria ORD Variable base Indicador Operadores P F D C U POND.
1 Psicográfica Resiliencia
individual
Resiliencia individual. Resilience
Scale for Adults.
5 5 3 3 5 4.29
2 Redes Cohesión
familiar
Cohesión familiar en función del
Resilience Scale for Adults.
5 5 3 3 5 4.29
3 Redes Cohesión
comunitaria
Competencias sociales de acuerdo a la
Resilience Scale for Adults.
5 5 3 3 5 4.29
4 Redes Asociatividad Porcentaje de participación de la
población en organizaciones
ciudadanas.
5 5 3 3 5 4.29
5 Redes Solidaridad Nivel de apoyo social determinado por
la Resilience Scale for Adults.
5 5 3 3 5 4.29
6 Redes Liderazgo Grado de confianza en la comunidad
como organización.
5 3 3 3 5 3.88
7 Institucionalidad Confianza
institucional
Grado de confianza en las instituciones
públicas.
5 3 3 3 5 3.88
8
Ambiente
empresarial
Responsabilida
d social
empresarial
Grado de percepción de la capacidad
de colaboración que tiene el sector
empresarial.
5 3 3 3 5 3.88
Media de la dimensión socio – comunitaria = 3.88, ocho criterios seleccionados.
Tabla 13 Ponderación general de criterios en la dimensión experiencial
ORD Variable base Indicador Operadores P F D C U POND
1 Percepción de
riesgo
Percepción sobre
capacitación en
desastres.
Percepción del nivel de capacitación que
tiene la población frente al impacto de
desastres de origen natural.
5 5 5 5 5 5.00
2 Percepción de
riesgo
Percepción del
riesgo.
Concordancia de la percepción del nivel
de riesgo por amenazas de origen natural
vs grado de riesgo global.
5 5 3 3 5 4.29
3 Percepción de
riesgo
Seguridad frente a
desastres
Ponderación familias que cuentan con
planes de emergencia, conocen el plan de
mitigación de riesgos de la localidad y
consideran que tienen un alto nivel para
afrontar los desastres.
5 3 3 3 5 3.88
4 Percepción de
riesgo
Percepción de
experiencia en
desastres.
Percepción del nivel de experiencia que
considera tiene la población frente a un
desastre de origen natural.
5 3 3 3 5 3.88
5 Percepción de
riesgo
Identificación con
el sistema de
gestión del riesgos
Nivel de identidad que tiene la población
con el sistema de prevención y mitigación
de riesgos de la zona.
5 3 3 3 5 3.88
6 Psicográfica Expectativas
económicas
Percepción de la economía luego del
desastre.
5 3 3 3 5 3.88
7 Percepción de
riesgo
Afectación a la
salud
Percepciones de la afectación de la salud
de un fenómeno natural
5 3 3 3 5 3.88
Media de la dimensión experiencial = 3.76, siete criterios seleccionados.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
62
Tabla 14 Ponderación general de criterios en la dimensión institucional
ORD Variable base Indicador Operadores P F D C U POND
1 Gestión de riesgos Prevención Porcentaje de la población que ha
participado en simulacros de
emergencias.
5 5 5 5 5 5.00
2 Gestión de riesgos Mitigación de
riesgos
Conocimiento por parte de la
población de la existencia de plan de
mitigación de riesgos.
5 3 5 5 5 4.59
3 Gestión de riesgos Planes de
emergencia
institucional
Porcentaje de empresas que cuentan
con planes de emergencias.
5 5 3 3 5 4.29
4 Gestión de riesgos Conocimiento de
planes de
emergencia
empresas)
Porcentaje de empresas que conocen
los planes de emergencia de la
comunidad.
5 5 3 3 5 4.29
5
Gestión de riesgos Coordinación
institucional
Evidencia de coordinación entre los
organismos relacionados con la
gestión de riesgos.
5 3 3 3 5 3.88
Media de la dimensión institucional = 3.73, cinco criterios seleccionados.
Tabla 15 Ponderación general de criterios en la dimensión institucional
ORD Variable base Indicador Operadores P F D C U POND
1 Servicios básicos Servicios básicos Cobertura ponderada de servicios
básicos.
5 5 5 5 5 5.00
2 Infraestructura
pública
Infraestructura del
sistema de salud
Número de camas por cada 1000
habitantes
5 5 5 3 5 4.71
3 Gestión de
riesgos
Monitoreo de desastres Sistema de monitoreo de desastres
de origen natural en
funcionamiento.
5 3 5 5 5 4.59
4 Comunicaciones Cobertura móvil Porcentaje de cobertura por servicio
móvil.
5 5 5 3 3 4.44
5 Infraestructura
pública
Líneas de vida Existencia de vías de evacuación y
abastecimiento (redundancia vial).
5 1 5 5 5 4.18
6
Vivienda Planificación urbana % de viviendas sin permisos de
construcción.
5 5 1 1 5 3.58
Media de la dimensión institucional = 3.91.
A pesar que el valor de la media
selecciona 5 criterios, en éste trabajo se
incorpora el sexto criterio que se relaciona
con vivienda y su planificación urbana y
donde su operador es el % de vivienda sin
permisos de construcción.
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
63
Una vez identificadas las variables que
caracterizan la resiliencia en cada una de
las dimensiones consideradas, el siguiente
desafío es establecer mecanismos para la
obtención de la información que permita
la gestión adaptativa. En consecuencia, la
metodología propuesta para la selección
de criterios para el análisis de la resiliencia
en zonas afectadas por desastres de origen
natural, se define en dos etapas: la
primera, orientada al análisis teórico e
investigación exploratoria de campo, que
ha dado como resultado 103 variables de
análisis, y la segunda, que sistematiza las
variables sobre la base de su utilidad,
pertinencia, funcionalidad, disponibilidad
y confiabilidad y que estructura un
modelo de análisis con 56 variables. El
levantamiento de esta información, así
como la valoración de la misma en base a
la presente propuesta de variables
seleccionadas, se presentarán en un futuro
trabajo de investigación.
El diseño del modelo para el análisis
multidimensional de la resiliencia,
considera como herramienta metodológica
al PAJ. Esta herramienta presenta altos
niveles de subjetividad, debido a que se
estructura en base a los juicios de
decisores o expertos, que son
determinantes en la robustez y
confiabilidad del modelo. A pesar de que
la selección de los decisores cumpla con el
requerimiento de ser expertos en los
criterios valorados, el análisis comparativo
que se lleva a cabo mantendrá ciertos
niveles de incertidumbre, por lo que para
controlarla, la lógica difusa ofrece un
procedimiento que transforma PAJ en
PAJD, donde la imprecisión y subjetividad
del juicio humano es considerada. En
conclusión, PAJD, es una herramienta
metodológica cuyas características
fortalecen y dotan de fiabilidad al modelo
propuesto en esta investigación.
La gestión adaptativa en la gestión de
desastres, está relacionada
fundamentalmente con la toma de
decisiones, a pesar de que existen diversos
métodos para hacer de las decisiones,
acciones confiables para el beneficio de los
sistemas ecológicos y sociales, el PAJD, se
presenta como una metodología que
apoya estos procesos disminuyendo los
niveles de incertidumbre, no solo en el
caso propuesto (selección de variables),
sino en procesos más complejos,
relacionados en este caso, con las acciones
a tomarse con las variables identificadas
en las diferentes dimensiones que se han
estructurado en este trabajo. La jerarquía
en las decisiones sobre las variables de la
resiliencia, permite tomar acciones
eficientes y oportunas, que mantengan en
funcionamiento, las estructuras modulares
básicas de los diferentes sistemas inmersos
en el modelo de panarquía, de esta manera
el sistema regional evoluciona, evitando la
homeostasis o cambios disfuncionales.
CONCLUSIONES

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
64
Bruneau, M., Chang, S. E., Eguchi, R. T., Lee,
G. C. y O’Rourke, T. D., O’Rourke, T. D., y
otros. (2003). A Framework to Quantitatively
Assess and Enhance the Seismic Resilience of
Communities. Earthquake Spectra, 733-752.
Buckley, J. (1985). Fuzzy hierarchical analysis.
Fuzzy Sets and Systems, 233-247.
Büközkan, G., Ertay, T., Kahraman, C. y Ruan,
D. (2004). Determining the importance
weights for the design requirements in the
house of quality using the fuzzy analytic
network approach. International Journal of
Intelligent Systems, 443-461.
Carpenter, S., Arrow, K., Barrett, S., Biggs, R.,
Brock, W. y Crépin, A.-S. (2012). General
Resilience to Cope with Extreme Events.
Sustainability, 3248-3259.
Chang, D.-Y. (1996). Applications of the extent
analysis method on fuzzy AHP. European
Journal of Operational Research, 649 - 655.
Chang, K.-F. y Yang, H.-W. (2011). A study of
cosmetic bundle by utilizing a fuzzy Analytic
Hierarchy Process (AHP) to determine
preference of product attributers toward
customer value. African Journal of Business
Management , 8728 - 8739.
CONEVAL. (2013). Manual para el diseño y
contrucción de indicadores. México: CONEVAL.
Constantino T, R. M. y Dávila, H. (2011). Una
aproximación a la vulnerabilidad y la
resiliencia ante eventos hidrometeorológicos
extremos en México. Política y Cultura, 1-46.
Cutter, S. L., Barnes, L., Berry, M., Burton, C.,
Evans, E., Tate, E., y otros. (2008). A place-
based model for understanding community
resilience to natural disasters. Global
Environmental Change, 598-606.
Cutter, S., Burton, C. y Emrich, C. (2010).
Disater Resilience Indicators for
Benchmarking Baseline Conditions. Journal of
Homeland Security and Emergency, 1-22.
DANE. (15 de 02 de 2016). Guía para Diseño,
Contrucción e Interpretación de Indicadores.
Obtenido de Departamento Administrativo
Nacional de Estadística, DANE:
http://www.dane.gov.co/files/planificacion/for
talecimiento/cuadernillo/Guia_construccion_i
nterpretacion_indicadores.pdf
Folke, C., Carpenter, S., Elmqvist, T.,
Gunderson, L., Holling, C. y Walker, B. (2002).
Resilience and Sustainable Development:
Building Adaptive Capacity in a World of
Transformation. AMBIO: A Journal of the
Human Environment, 437-440.
Gunderson, L. y Holling, C. (2004). Panarchy:
understanding transformations in human and
natural systems. Ecological Economics, 487-491.
Gunderson, L. y Holling, C. S. (2002).
Panarchy: Understanding Transformations in
Human and Natural System. Washington DC:
Island.
Harrions, C. y Williams, P. (2016). A systems
approach to natural disaster resilience.
Simulation Modelling Practice and Theory, 1-21.
Huang, L. y Wu, R. (2005). Applying fuzzy
analytic hierarchy process in the managerial
talent assessment model -- an empirical study
in Taiwan's semiconductor industry.
International Journal of Technology Management,
105-130.
Joerin, J., Shaw, R., Takeuchi, Y. y
Krishnamurthy, R. (2012). Assessing
community resilience to climate-related
disaster in Chennai, India. International Journal
of Disaster Risk Reduction, 44-54.
Kusumastuti, R., Husodo, Z., Suardi, L. y
Danarsari, D. (2014). Developing a Resilience
Index towards Natural Disasters in Indonesia.
REFERENCIAS

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
65
International Journal of Disaster Risk Reduction,
327 - 340.
León, J., y March, A. (2014). Simulation
Modelling Practice and Theory. Habitat
International, 250-262.
Marcucci, D. (2014). Simulation Modelling
Practice and Theory. Procedia Economics and
Finance, 39-46.
Martin, R. y Sunley, P. (2013). On the Notion
of Regional Economic Resilience :
Conceptualisation and Explanation. Working
paper about Evolutionary Geography. Utrecht
University. Urban & Regional research centre
Utrech.
Moreno, J. (1997). Priorización y toma de
decisiones ambientales. Actas del Primer
encuentro Iberoamericano de Evaluación y
Decisión Multicriterio, (págs. 113-145). Santiago
de Chile.
Moreno, J. (2002). El Proceso Analítico
Jerárquico (AHP). Fundamentos, metodología
y Aplicaciones . RECT@, 21-53.
Orencio, P. M. y Fujii, M. (2013). A localized
disaster-resilience index to assess coastal
communities based on an analytic hierarchy
process (AHP). International Journal of Disaster
Risk Reduction, 62-75.
Quinlan, A., Berbés-Blásquez, M., Haider, L. y
Peterson, G. (2015). Measuring and assessing
resilience: Broadening understanding through
multiple disciplinary perspectives. Journal of
Applied Ecology, DOI: 10.1111/1365-2664.12550.
Rose, A. y Liao, S.-Y. (2005). Modeling
Regional Economic Resilience to Disasters: A
Computable General Equilibrium Analysis of
Water Service Disruptions. Journal of Regional
Science, 75-112.
Saaty, T. (1980). Multicriteria Decision Making:
The Analytic Hierarchy Process. New York:
McGraw-Hill.
Saaty, T. (1990). How to make a decision: The
Analytic Hierarchy Process. European Journal of
Operational Research(48), 9-26.
Sarandón, S. (2002). El desarrollo y uso de
indicadores para evaluar la sustentabilidad de
los agroecosistemas. En S. Sarandón,
Agroecología. El camino hacia una agricultura
sustentable (págs. 393-414). La Plata: Ediciones
Científicas Americanas.
Schumpeter, J. A. (1942). Creative Destruction.
Capitalism, Socialism and Democracy, 82-85.
Shaw, D., Scully, J. y Hart, T. (2014). The
paradox of social resilience: How cognitive
strategies and coping mechanisms attenuate
and accentuate resilience. Global Environmental
Change, 194-203.
Tadic, D., Aleksic, A., Stefanovic, M. y
Arsovvski, S. (2014). Evaluation and Ranking
of Organizational Resilience Factors by Using
a Two-Step Fuzzy AHP and Fuzzy TOPSIS.
Mathematical Problems in Engineering, 1-13.
Tierney, K., y Bruneau, M. (2007).
Conceptualizing and Measuring Resilience. A
key to disaster loss reduction. TR News, 14-18.
Walker, B. y Salt, D. (2012). Resilience Practice.
Building Capacity to Absorb Disturbance and
Maintain Function. Washington DC: Island
Press.
Walker, B., Holling, C. S., Carpenter, S. y
Kinzig, A. (2004). Resilience , Adaptability and
Transformability in Social – ecological
Systems. Ecology and Society.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Herrera et al., Proceso Analítico Jerárquico Difuso… para la evaluación de la resiliencia, p. 45-66
66
Autores
Giovanni Patricio Herrera Enríquez. Profesor Titular Principal del Departamento de Ciencias
Económicas Administrativas y de Comercio de la Universidad de las Fuerzas Armadas – ESPE .
Miembro del Grupo Geodinámica Interna y Externa de la ESPE. Especialista en el estudio de
sistemas adaptativos complejos y en gestión de desastres, Ecuador.
Correo electrónico: [email protected]
Fabricio Guevara Viejó. Profesor Titular Principal y Rector de la Universidad Estatal de
Milagro (UNEMI). Especialista en estadística informática, Ecuador.
Correo electrónico: [email protected]
Sergio Alberto Castillo Páez. Profesor Titular Principal del Departamento de Ciencias Exactas
de la Universidad de las Fuerzas Armadas – ESPE. Especialista en estadística no paramétrica,
Ecuador.
Correo electrónico: [email protected]
Danny Iván Zambrano Vera. Profesor Titular Principal del Departamento de Ciencias
Económicas Administrativas y de Comercio de la Universidad de las Fuerzas Armadas – ESPE.
Especialista en estudio de desarrollo rural, Ecuador.
Correo electrónico: [email protected]
Recibido: 19-03-2016 Aceptado: 15-06-2016

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
69
Neuromarketing y la ética en la investigación de mercados
Neuromarketing and ethics in market research
Oscar Vega Camacho
Palabras clave Neuromarketing, ética, responsabilidad social, investigación de mercados.
Key Words: Neuromarketing, ethics, social responsibility, market research.
RESUMEN
Uno de los mayores desafíos frente al nuevo
siglo es identificar cómo satisfacer las
necesidades de los consumidores de la mejor
manera posible, garantizando al mismo
tiempo la rentabilidad financiera de las
empresas. La investigación de mercados es
una de las herramientas que las empresas
utilizan para desarrollar esta tarea, los
métodos, técnicas y herramientas en este
campo han evolucionado de forma vertiginosa
últimamente. Uno de estos avances se le ha
denominado Neuromarketing que
obtienen información con mayor profundidad
y exactitud frente a los estudios tradicionales.
El objetivo de este artículo es profundizar
sobre los estudios de Neuromarketing, sus
principales herramientas, aplicaciones y las
responsabilidades e implicaciones éticas que
enfrentan las empresas que desarrollan
actualmente este tipo de investigación. Esta es
una obligación que tienen las empresas tanto
hacia el cliente que se beneficia con los
estudios como hacia los consumidores que son
quienes reciben los productos y servicios. Los
principales hallazgos están relacionados con la
recolección y el manejo que se le da a la
información dentro de la investigación. Los
usuarios de los productos reclaman una total
discreción con el uso de la información y sus
preocupaciones pasan los aspectos de
seguridad relacionada a los datos
recolectados, ¿cómo se obtendrán?, ¿quién los
analizará?, ¿cómo se almacenarán y por
cuánto tiempo?, ¿Quién es el propietario de
esos datos? Estas preocupaciones deben ser
minimizadas por las organizaciones a través
de procedimientos que garanticen un manejo
adecuado de los datos y su eliminación una
vez concluyan las investigaciones.
ABSTRACT
One of the biggest challenges facing the new
century is to identify how to meet the needs of
consumers in the best way possible, while
ensuring the financial viability of companies.
Market research is one of the tools that
companies use to develop this task, methods,
techniques and tools in this field have evolved
dizzy lately. One of these developments has
been called Neuromarketing obtaining
information in greater depth and accuracy
over traditional studies. The aim of this paper
is to deepen studies on Neuromarketing, its
main tools, applications and responsibilities
and ethical implications that companies that
are currently developing such research face.
This is an obligation both to the customer who
benefits from such studies to consumers when
they receive products and services. The main
findings are related to the collection and
handling is given to information in the
investigation. Users of products demanding
complete discretion with the use of

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
70
information and concerns pass the safety
aspects related to the data collected, how get?,
Who?, will analyze how they are stored and
for how long? , who is the owner of the data?
These concerns should be minimized by
organizations through procedures to ensure
proper data handling and disposal once the
investigations completed.
INTRODUCCIÓN
En los últimos años se ha desarrollado
ostensiblemente la capacidad de los
neurocientíficos para estudiar la actividad
cortical en términos de frecuencia, tiempo
y espacio (Lee, Broderick y Chamberlain,
2007). Ciencias como la psicología y la
fisiología han aplicado rápidamente estas
técnicas con hacer avances sorprendentes
que facilitar la comprensión del cerebro y
los procesos cognitivos que allí ocurren.
Sin embargo, la mayoría de las disciplinas
aún no han adoptado las neuroimágenes
como herramientas o procedimientos para
la investigación. En particular, mientras
que la economía ha comenzado a utilizar
las neuroimágenes en su investigación, lo
que se le ha llamado “Neuroeconomía”
(Camerer, Loewenstein y Prelec, 2005;
Braeutigam, 2005) el marketing ha sido
más lento en adoptar este tipo de
tecnologías para su provecho, a pesar de
que los dos campos de estudio comparten
intereses comunes sobre la toma de
decisiones y el intercambio.
Hace un poco más de una década que el
Neuromarketing ha entrado en el mundo
empresarial, lo hizo a través de una
empresa de publicidad en Atlanta llamada
Brighthouse, cuando en junio de 2002
anunció la creación de una división
utilizando fMRI por sus siglas en inglés
(resonancia magnética funcional) para la
investigación de mercados (Fisher, Chin y
Klitzman, 2010). El Neuromarketing en
pocas palabras es la combinación de la
neurociencia y el marketing, utilizando
técnicas y herramientas como las
neuroimágenes (tomografía por emisión
de positrones PET Magnetoencefalografía
MEG, FMRI, electroencefalograma EEG,
respuesta galvánica de la piel GSR) con el
fin de identificar las emociones y las
reacciones del cerebro humano a
diferentes estímulos como sonido, el olor,
las imágenes, el tacto, el gusto entre otros
(Lee et al, 2007). De esta manera los
investigadores afirman que pueden
predecir si un producto o una campaña
tendrá éxito a través de experimentos que
utilizan la tecnología de neuroimágenes en
los consumidores, registrando sus señales
cerebrales y la activación que estas
producen. No obstante, es claro que entre
la respuesta emocional generada por un
conjunto de estímulos que puede ser
llamado publicidad y la conducta de
compra, existe una marcada diferencia.
En el libro "Neuromarketing” Braidot
(2009) lo define como una disciplina de
avanzada, que investiga y estudia los
procesos cerebrales que explican la
conducta y la toma de decisiones de las
personas en los campos de acción del
marketing tradicional: inteligencia de

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
71
mercado, diseño de productos y servicios,
comunicaciones, precios, branding,
posicionamiento, targeting, canales y
ventas. Dentro de la literatura de
marketing, los estudios de
neuromarketing se han centrado en
análisis de marcas y del comportamiento
del consumidor. En particular, el EEG se
ha utilizado para explorar
comportamientos y reacciones frente a la
publicidad televisiva. Por ejemplo, Yoon,
Gutches, Feinberg y Polk (2006)
exploraron si hay momentos específicos
dentro de la publicidad que son los
principales responsables del desarrollo de
la marca y la atención. La memoria y el
procesamiento de la información también
han sido investigados; Rossiter,
Silberstein, Harris y Nield, (2001)
utilizando EEG demostraron que ciertas
escenas de los comerciales, generaban una
activación más rápida en la corteza frontal
izquierda y por ende eran mejor
reconocidas por los individuos. En la
literatura de neurología, Ambler,
Ioannides y Rose (2000) hallaron
utilizando MEG, cómo la publicidad
cognitiva y afectiva, provocan actividad en
diferentes centros corticales. En general,
estos resultados sugieren que los múltiples
medios publicitarios generan diversos
tipos de actividad cerebral, que pueden
dar lugar a diferencias en la recordación
y/o a otras medidas de eficacia de la
publicidad.
¿Qué es Neuromarketing
El Neuromarketing surgió como un campo
expandido de la investigación sobre la
neuroeconomía. El término fue presentado
por el profesor Ale Smitds de la
Universidad Erasmus de Rotterdam
(Roebuck, 2011) como una referencia a la
aplicación de técnicas de neuroimagen en
la investigación de mercado. La principal
diferencia entre la investigación de
neuromarketing y los métodos
tradicionales de investigación se encuentra
en el hecho de que con el primero, a los
sujetos no se les pide que expresen su
opinión con respecto a un tema en
particular, en otras palabras, las
declaraciones orales no se toman en cuenta
como resultados, son sólo obtenidas
mediante el registro de la actividad
cerebral de los participantes. Por entrar en
la mente subconsciente del ser humano, la
investigación de neuromarketing permite
la identificación de reacciones a los
estímulos directos a los que están
expuestos los individuos - productos,
empaques, servicios señalados por
logotipos, visuales, olfativos, táctiles,
gustativos o elementos auditivos que
caracterizan los bienes que cumplen con
las necesidades de los consumidores (Pop,
Radomir, Maniu y Zaharia, 2009).
Como resultado natural del desarrollo
científico y su aplicación al marketing se
produce el crecimiento de la disciplina del
neuromarketing. Manzano, Gavilán,
Avello, Abril y Serra (2012) indican que
esta ciencia estudia todos los procesos

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
72
mentales del consumidor relacionados con
la percepción, memoria, aprendizaje,
emoción y razón. A partir del
entendimiento de estos elementos trata de
explicar los factores que influyen y afectan
a sus pensamientos, sentimientos,
motivaciones, necesidades y deseos, para
entender en última instancia, qué define
su comportamiento de compra. Su
desarrollo a partir de la neurociencia
persigue una mejor comprensión del
consumidor, dada la dificultad para
obtener una información precisa por los
medios de investigación de mercados
tradicionales como las encuestas o
entrevistas que no pueden detectar los
componentes emocionales e inconscientes.
El neuromarketing nace de la idea de que
la respuesta consciente del consumidor
esconde los motivos profundos que la
generan, por lo que solo a través de la
investigación fisiológica se podrán
dilucidar. El procesamiento todavía no
observable de los estímulos en el interior
del organismo se relaciona entonces con la
reacción observable resultante. Los
exámenes de los procesos dentro del
organismo humano se basan en métodos
no invasivos como la medición de la
respuesta electrodérmica (EDR). Una
visión más directa es posible con la ayuda
de técnicas y métodos de la investigación
cerebral avanzada que ahora se aplican en
el campo de la neurociencia del
consumidor (Kenning, y Plassmann, 2005);
para ello se utilizan diversas técnicas para
el análisis neurológico del cerebro y la
actividad en él desarrollada, como el
electroencefalograma o la resonancia
magnética funcional, el nivel de actividad
desde el punto de vista fisiológico de la
persona (como sensores que miden ritmo
cardiaco, respiratorio o cambios en la piel)
o técnicas de análisis de comportamiento,
como sistemas de seguimiento visual
Plassmann, Rams y Milosavljevic, 2012).
Neurología y neuromarketing
Braidot (2009) relaciona la división del
cerebro en tres sistemas (reptiliano, córtex
y sistema límbico), cada uno se especializa
en tareas diferentes. El sistema reptiliano
se especializa en la regulación de las
conductas instintivas (respirar) y las
necesidades y emociones más básicas
(comer). Por su parte el sistema límbico se
centra en las funciones de aprendizaje,
memoria y gran parte de las emociones.
Finalmente, el córtex gestiona los procesos
asociados al pensamiento y razonamiento.
Dada su condición naciente esta disciplina,
el neuromarketing aún se está
desarrollando en el ámbito teórico,
empírico y práctico según remarca García
y Saad, (2008). Las técnicas de
neuroimagen se utilizan en este campo con
el fin de comprobar hipótesis, mejorar el
conocimiento existente y probar el efecto
de los estímulos de marketing en el
cerebro del consumidor. La investigación
ya estableció que los patrones de actividad
del cerebro están estrechamente
relacionados con el comportamiento y la
cognición.
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
73
Principales Técnicas Utilizadas
Las técnicas de neuroimagen se utilizan en
este campo con el fin de comprobar
hipótesis, mejorar el conocimiento
existente y probar el efecto de los
estímulos de marketing en el cerebro del
consumidor. La investigación ya estableció
que los patrones de actividad del cerebro
están estrechamente relacionados con el
comportamiento y la cognición (Alwitt y
Mitchell, 1985). Reimann, Schilke, Weber y
Zaichkowsky (2011) afirman que los
avances en neuroimagen permiten a los
investigadores mejorar el conocimiento
acerca de cómo las personas procesan los
diferentes estímulos y su toma de
decisiones resultantes. Frente al uso de
técnicas de neuroimagen, los
investigadores comparan la activación
cerebral durante una tarea específica y su
activación durante una tarea de control.
Zurawicki (2010) y Kenning et al (2005)
dividen los tipos de herramientas que se
utilizan en la investigación de
neuromarketing en dos: las que registran
la actividad metabólica y las que registran
la actividad eléctrica en el cerebro.
La investigación usando Neuromarketing
se lleva a cabo con la ayuda de equipos
que hasta hace poco eran sólo usados por
la ciencia médica. Los siguientes son los
procedimientos empleados con mayor
frecuencia:
1. Tomografía por emisión de
positrones (PET)
2. Resonancia Magnética funcional
(fMRI)
3. Estimulación magnética transcraneal
(TMS)
4. Electroencefalograma (EEG)
5. Topografía de estado estacionario
(SST)
6. Magnetoencefalograma (MEG)
7. Codificación facial
8. Respuesta galvánica de la piel
9. Seguimiento visual (Eye tracking)
10. Electromiografía facial
La Tomografía por emisión de positrones
(PET) se basa en detectar y analizar la
distribución tridimensional que adopta en
el interior del cuerpo un radiofármaco de
vida media ultracorta administrado a
través de una inyección intravenosa.
(Petersen, Fox, Posner, Mintun, y Raichle,
1988).
La Resonancia Magnética funcional de
Imágenes (fMRI) es una tecnología que
permite, debido a su muy buena
resolución espacial, el estudio de las redes
neuronales situadas en el interior de los
hemisferios cerebrales. El principio de
funcionamiento se basa en el registro de
los cambios en el campo magnético
adyacente a los vasos sanguíneos que
suministran nutrición a la neurona. Este
cambio es causado por la disminución de
la oxigenación de la sangre como
resultado de la activación de las neuronas
que consumen un elevado volumen de
oxígeno (Huettel, Song y McCarthy, 2009).
A este registro se le ha denominado nivel
de dependencia de oxígeno de la sangre -
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
74
Señal BOLD por sus siglas en inglés (Tank,
Ogawa y Ugurbil, 1992).
La Estimulación magnética transcraneal
(TMS) es una forma no invasiva que
permite la estimulación incruenta del
tejido nervioso (corteza cerebral, médula
espinal, vías motoras centrales y nervios
periféricos), sin dolor, y permite interferir
de forma controlada la actividad normal
del cerebro humano (Calvo-Merinoa y
Haggard, 2004).
La Electroencefalografía (EEG) registra la
actividad de las neuronas en el marco del
cuero cabelludo. De particular interés para
la investigación de Neuromarketing son
los ritmos alfa y beta. Los investigadores
miden el nivel de disminución del ritmo
alfa para ser sustituido por el ritmo beta,
una situación característica de la actividad
cognitiva. El principio subyacente en la
investigación con EEG es la "Teoría de
asimetría Frontal" desarrollada por
Davidson y Rickman (1999).
La Topografía de estado estacionario (SST)
es una técnica que evidencia los rápidos
cambios en la actividad cerebral humana.
Se ha utilizado para investigar los
procesos normales, cognitivos y
emocionales, la memoria a corto plazo, las
imágenes visuales y la ansiedad, así como
los algunos trastornos cerebrales como la
esquizofrenia y el trastorno por déficit de
atención con hiperactividad. En esta
técnica se mide las señales eléctricas en
zonas específicas del cerebro encargadas
de las funciones cognoscitivas frente a la
excitación activada debido a ciertos
estímulos presentados (Silberstein et al,
1990).
La Magnetoencefalografía (MEG) registra
el campo magnético generado por la
actividad de las neuronas sincronizadas
(Roullet y Droulers, 2010). Con una muy
buena resolución temporal, esta técnica
permite el análisis de los procesos
cerebrales casi en tiempo real.
La Codificación facial es un sistema para
denominar movimientos faciales humanos
por su apariencia en la cara, basado en un
sistema desarrollado originalmente por el
anatomista sueco Carl- Herman Hjortsjö
en 1969 (Citado por Craig y Christopher,
1985).
La respuesta galvánica de la piel (GSR)
mide las variaciones en la conductancia de
la piel, inducida por la activación del
sistema nervioso central debido a un
estímulo específico (Ravaja, 2004), siendo
por lo tanto un mejor predictor de
mercado que los métodos basados en las
declaraciones orales de los participantes
(La Barbera y Tucciarione, 1995). Una
limitación de la GSR es el hecho de que
sólo registra la intensidad emocional de
las reacciones, pero no su valencia. En
otras palabras, es imposible determinar si
la reacción registrada es positiva o
negativa ya que ambas reacciones puede
presentar un registro similar (Hopkins y
Fletcher 1994).
El Seguimiento visual (Eye tracking)
permite la medición de la fijación del ojo
mediante el registro de reflejos corneales
determinado por radiaciones infrarrojas.
Dos tipos de equipos se pueden usar: fijos

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
75
(fijados en la pantalla sobre la que se
proyecta el material de investigación) y
móviles (como gafas puestas en la cabeza
del individuo). Este dispositivo es clave ya
que se cree que la atención mental está
directamente dirigida hacia el objeto sobre
el que se centra la atención visual (Kalliny,
2010).
Para llevar a cabo la investigación, estas
técnicas se pueden usar no sólo por
separado, sino también en combinación
(por ejemplo, EEG con GSR). Por lo tanto,
la información puede ser recogida de
varias fuentes y los investigadores pueden
establecer correlaciones entre la actividad
cerebral, el grado de excitación y las zonas
de fijación visual por ejemplo.
Aunque los costos asociados con la
implementación de este tipo de
investigación son relativamente altos, los
resultados son particularmente
significativos. La aplicación de la técnica
de fMRI reveló que la exposición de los
sujetos a los anuncios activa ocho de las
nueve regiones del cerebro investigados.
En otras palabras, el cerebro de los
individuos reacciona de una manera
particular al contenido de los anuncios
(Butler, 2008). Otro, resultado interesante
es el hecho de que, a diferencia lo que se
había supuesto anteriormente, la mayoría
de las decisiones de compra se hacen
instantáneamente, al azar y sin darse
cuenta (probablemente debido a un gran
número de estímulos en el punto de venta
(Kotler y Keller, 2012; Yoon et al, 2006).
Aplicaciones del
Neuromarketing
Las aplicaciones son muy limitadas en la
literatura consultada, McClure et al (2004)
encontraron que ciertas áreas del cerebro
que intervienen en los procesos de
recompensa se activaron cuando los
participantes supieron que tomaban coca
cola. En 2004, Montague llevó el clásico
Desafío Pepsi un paso más allá mediante
el uso de escáneres cerebrales para ver si
los individuos preferían Coca-Cola o
Pepsi. Los sujetos fueron conectados a una
fMRI (resonancia magnética) y observaron
la actividad neuronal. Aunque la mitad de
los participantes, sin saber qué bebida
tomaban, prefirieron Pepsi, una vez se les
dijo que en realidad había tomado Coca
Cola, el 75% dijeron que preferían el sabor
de Coca Cola. Al mirar el fMRI, se observó
que la actividad neural cambió una vez
que el individuo es consciente de la marca.
Deppe et al (2005a) investigaron las redes
neuronales activadas por ciertas marcas en
una decisión de compra ficticia. En otro
estudio Deppe et al (2005b), investigaron
las correlaciones neuronales al visualizar
de la portada de una revista. Ford y
DaimlerChrysler llevaron a cabo estudios
de neuromarketing y examinaron la
posible comercialización de diferentes
tipos de autos. Ellos encontraron que los
encuestados que calificaron autos
deportivos como atractivos mostraron más

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
76
actividad en las áreas de recompensa del
cerebro cuando se les mostraban estos
vehículos en comparación con otros autos
(Erk, Spitzer, Wunderlich, Galley y Walter,
2002). Senior y Lee (2008) también
encontraron que los rostros humanos
atractivos disfrutan de estatus
privilegiado, ya que al verlos, se activan
las áreas de recompensa del cerebro más,
que en rostros menos atractivos.
Neuromarketing y ética de la
investigación de mercado
La dimensión ética de Neuromarketing es
uno de los retos más grandes y sensibles
con respecto a su aplicación en el campo
de la investigación de mercados (Jamnik,
2011). Desde que surgió como una ciencia,
el neuromarketing ha suscitado muchas
controversias y cuestiones éticas entre los
investigadores (Dinu, 2013). Tales
reacciones son provocadas por la
metodología de la investigación que
algunos autores creen que tiene un gran
potencial para entrometerse en la mente
del individuo (Farah, Smith, Gawuga,
Lindsell y Foster, 2010), (Canli y Amin,
2002).
Como cualquier campo emergente, el
Neuromarketing tiene tanto defensores
como críticos. Los defensores afirman que
tiene un potencial beneficioso para las
compañías como para los compradores, ya
que fomenta el desarrollo de productos
que realmente necesiten las personas
(Singer, 2004; Erk et al, 2005; Thompson,
2005). Por otro lado, los críticos advierten
que puede verse comprometida la
capacidad de las personas para tomar
decisiones autónomas frente a una compra
(Huang, 1998; Herman, 2005; Thompson,
2005; Lovel, 2003).
El dilema que enfrentan los
investigadores y las empresas dispuestas a
poner en práctica estos modelos es la
naturaleza ética de la investigación de
mercados. El modelo tradicional puede
implicar intrusión en la privacidad del
individuo y posiblemente ocurra que la
persona no esté completamente informada
sobre el uso posterior de los datos
recogidos durante la fase de selección. Con
la técnica de Neuromarketing, el
procedimiento es mucho más complejo
pues se debe garantizar la
confidencialidad de los datos sobre la
actividad cerebral recolectada, también se
debe tener cuidado con los derechos de
propiedad de las grabaciones, los derechos
de uso posterior de los datos y la
distribución que se haga de estos a
terceros (Wilson, Gaines y Hill, 2008).
La investigación haciendo uso de
herramientas de Neuromarketing permite
no sólo la identificación de las emociones
provocadas por el estímulo de marketing
sino también el establecimiento de
correlaciones entre estas emociones y los
elementos del mensaje (Butler, 2008). La
cuestión ética aparece cuando esta
información se utiliza posteriormente para
crear un mensaje destinado a impulsar las

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
77
ventas, pero que no refleja fielmente la
realidad de las características del producto
(Wilson et al, 2008). Esto podría inducir un
error en los consumidores a la hora de
comprar productos que no cumplan
totalmente con sus necesidades y con las
promesas hechas. La ética en el marketing
rechaza claramente este tipo de prácticas.
De otra parte, se cree que el éxito
económico de las acciones de marketing
depende explícitamente de la confianza
que los sujetos ponen en la investigación
de Neuromarketing y sus resultados
(Brammer, 2004). Sin embargo, esa
confianza no se puede construir fuera del
rigor de las buenas prácticas y de la ética
de la investigación (Butler, 2008).
Otra cuestión a destacar es el
consentimiento del consumidor para ser
monitoreado continuamente y expuesto a
estímulos de marketing. Por ejemplo, hay
programas de software que graban e
interpretan la expresión facial de una
persona e incluso "leen" las emociones de
un consumidor o sus reacciones cuando se
encuentra frente a un producto o una
tienda (Esta información se recoge
normalmente a través de las cámaras de
vídeo instaladas en todas las tiendas,
Foscht y Swoboda, 2011). En consecuencia,
los empresarios recogen información sobre
los consumidores sin pedir su permiso o
incluso sin siquiera informarles al
respecto.
Las empresas al utilizar la investigación
de mercados usando el Neuromarketing,
buscan promover un producto, servicio o
marca en particular y por lo tanto
provocar un comportamiento favorable en
su segmento objetivo (preferencia,
compra, recomendación, etc), esto implica
una gran responsabilidad, principalmente
por el hecho de que la aplicación de
técnicas de Neuromarketing puede
resultar en una manipulación favorable o
desfavorable del cliente. Por lo tanto, el
mayor desafío que enfrentan los
investigadores es la dificultad de la
involucrar la ética en estos procedimientos
y radica en asegurar a los participantes
que su "Manipulación" es positiva,
persiguiendo objetivos racionales y
educativos que son beneficiosos para el ser
humano y la sociedad en general, como
por ejemplo las campañas contra el uso del
alcohol y las drogas. La Asociación de las
ciencias de Neuromarketing y los negocios
ha elaborado un Código de Ética (NMSBA,
2013), que todos sus miembros están
obligados a cumplir. Una de las reglas
establece que a los investigadores no les
está permitido engañar a los participantes
en el estudio mediante el
aprovechamiento de su ignorancia o la
falta de información en el campo de la
neurociencia. Así mismo, a las empresas
no se les permite atraer a los individuos
con promociones de mercadeo para usar
después de su participación en el estudio.
Por otra parte, es imperativo que los
objetivos del estudio sean claramente
comunicados y los datos grabados no
deben mantenerse más de lo que se
necesita para terminar la investigación.
Los sujetos tienen el derecho de
interrumpir en cualquier momento su

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
78
participación en el estudio y exigir que el
registro de sus datos sea borrado si se
sienten perjudicados por su contenido.
Estas medidas deben evitar la ocurrencia
de estudios ocultos donde la actividad
cerebral de los consumidores manipulada
y registrada de tal manera que ellos no son
conscientes de lo que está pasando
(Murphy, Illes y Reiner., 2008).
CONCLUSIONES
Las principales preocupaciones éticas
sobre los estudios de Neuromarketing
pasan por los aspectos de seguridad
relacionada a los datos recolectados,
¿cómo se obtendrán?, ¿quién los
analizará?, ¿cómo se almacenarán y por
cuánto tiempo?, ¿Quién es el propietario
de esos datos?. Las empresas deben
asegurarse que estas preocupaciones han
sido resueltas perfectamente a los
interesados y participantes.
Es importante que los científicos que
utilizan herramientas de Neuromarketing
para la investigación de mercados,
desarrollen protocolos rigurosos que les
permita a los participantes estar
completamente enterados de los
procedimientos que se van a llevar a cabo
y de qué forma esta información
recolectada se usará, el formato de
consentimiento informado juega un papel
clave para los usuarios, pues este
documento explica claramente y en un
lenguaje claro y abierto, todas las
implicaciones que el estudio tiene en los
individuos, por ello es preponderante que
el consentimiento informado haga parte
del protocolo de investigación. De este
modo, las empresas pueden prevenir la
aparición de la ansiedad, el miedo o la
inhibición cognitiva entre los encuestados.
En este sentido es necesario que estos
procedimientos garanticen a los
participantes la total privacidad de la
información personal, siendo esta una de
las grandes implicaciones éticas en la
investigación de mercados. En este sentido
es necesario que todas las empresas
dedicadas a la investigación con
herramientas de Neuromarketing
apliquen el código de ética emitido por las
NMSBA.
Es relevante que dentro de la investigación
en este campo se realicen estudios
relacionados a determinar qué tan bien las
compañías que aplican neuromarketing
han implementado procesos dentro de
contextos éticos y de responsabilidad
empresarial que garanticen el tratamiento
seguro de la información de los usuarios,
así como el manejo de la información
resultante, de manera que el consumidor
no se sienta manipulado como resultado
de sus propias respuestas.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
79
REFERENCIAS
Alwitt, L.F. y Mitchell, A. (1985).
Psychological processes and advertising
effects: theory, research and applications.
Hillsdale, NJ: Laurence earlbaum
Associates.
Ambler, T., Ioannides, A., Rose, S. (2000).
Brands on the brain: neuro-images of
advertising. Bus. Strateg. Rev. 11, 17–30
Braeutigam, S. (2005). Neuroeconomics -
from neural systems to economic
behaviour. Brain research bulletin, 67(5),
355–360.
Braidot, N. (2009). Neuromarketing.
México: Ediciones Gestión 2000.
Brammer, M. (2004). Brain scam?. Nature
Neuroscience, 7(10), 1015-1015.
Butler, M. J. R. (2008). Neuromarketing
and the perception of knowledge. Journal
of consumer behaviour, 7(october), 415–
419.
Calvo-Merinoa, B; y Haggard, P. (2004).
Estimulación magnética transcraneal.
Aplicaciones en neurociencia cognitiva.
Rev Neurol 38 (4): 374–380. [online]
Consultado en Mayo de 2015.
Camerer, C., Loewenstein, G., y Prelec, D.
(2005). Neuroeconomics: how
neuroscience can inform economics.
Journal of economic literature, 43(1), 9–64.
Canli, T. y Amin, Z. (2002). Neuroimaging
of emotion and personality: Scientific
evidence and ethical considerations. Brain
and Cognition. 50, pp. 414-431.
Craig, K.; Christopher, P. (1985). Facial
expression during induced pain. Journal of
Personality and Social Psychology, Vol
48(4), 1080-1091.
Davidson, RJ, y Rickman, M. (1999).
Behavioral inhibition and the emotional
circuitry of the brain: Stability and
plasticity during the early childhood
years. In Schmidt & J. Schulkin (Eds.),
Extreme fear, shyness, and social phobia.
New York: Oxford Univerity Press.
Deppe, M., Schwindt, W., Kugel, H.,
Plassman, H., Kenning, P. (2005a). Non-
linear responses within the medial
prefrontal cortex reveal when specific
implicit information influences economic
decision making. Journal of Neuroimaging
15, 171–182
Deppe, M., Schwindt, W., Kraemer, J.,
Kugel, H., Plassmann, H., Kenning, P., y
Ringelstein, E. B. (2005b). Evidence for a
neural correlate of a framing effect: Bias-
specific activity in the ventromedial
prefrontal cortex during credibility
judgments. Brain research bulletin, 67(5),
413-421.
Dinu, V. (2013). Protection of consumer
rights in the field of economic services of
general economic interest, Amfiteatru
Economic, XV(34), pp.309-310.
Erk, S.; Spitzer, M.; Wunderlich, A.P,
Galley, L., Walter, H. (2002). Cultural
objects modulate reward circuitry.
NeuroReport, 13 (2002), pp. 2499–2503
Erk, S., Martin, S. y Walter, H., (2005).
Emotional context during encoding of
neutral items modulates brain activation
not only during encoding but also during

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
80
recognition. Neuro-image, 26(3), pp. 829-
838.
Farah, MJ.; Smith, ME.; Gawuga, C.;
Lindsell, D. y Foster, D. (2010). Brain
Imagingand Brain Privacy: A Realistic
Concern?. Journal of Cognitive
Neuroscience, 21(1), pp. 119-127.
Fisher, C. E., Chin, I., y Klitzman, R.
(2010). Defining neuromarketing: practices
and professional challenges. Harvard
review of psychiatry, 18(4), 230–7.
Foscht, T. y Swoboda, B. (2011).
Käuferverhalten: Grundlagen,
Perspektiven, Anwendungen. 4º Edition.
Wiesbaden: Gabler.
García, J. R., y Saad, G. (2008).
Evolutionary neuromarketing:
darwinizing the neuroimaging paradigm
for consumer behavior. Journal of
consumer behaviour, 7(october), 397–414.
Herman, S. (2005). Selling to the Brain.
Global Cosmetic Industry, 173 (5), pp. 64-
66.
Holban, I. (2010). Business Ethics, and the
Environment: Imaging a Sustainable
Future. Amfiteatru Economic, XI (27), pp.
254-256.
Hopkins, R. y Fletcher, JE. (1994).
Electrodermal measurement: Particularly
effective for forecasting message influence
on sales appeal. In: Lang A., ed.,
Measuring psychological responses to
media messages. pp. 113-132. Hillsdale,
NJ: Erlbaum.
Huang, G., (1998). The Economics of
Brains. Technology Review, 108(5), pp. 74-
76.
Huettel, SA., Song, AW. y McCarthy, G.
(2009). Functional Magnetic Resonance
Imaging. 2nd Ed. Massachusetts: Sinauer.
Jamnik, A. (2011). Business Ethics in
Financial Sector. Ekonomska Istrazivanja –
Economic Research, 24(4), pp. 151-161.
Kalliny, M. y Gentry, L. (2010). Marketing
in the 22 and century: A look at four
promising concepts. Asian Journal of
Marketing, 4, pp. 94-105.
Kenning, P., y Plassmann, H., (2005).
NeuroEconomics: an overview from an
economic perspective. Brain Res. Bull. 67,
343–354
Kotler, P. y Keller, KL. (2012). Marketing
Management. 14º Global Edition. Pearson
Boston, Columbus, Indianapolis etc.,
Edinburg.
La Barbera, PA y Tucciarione, JD, (1995).
GRS reconsidered: A behavior-based
approach to evaluating and improving the
sales potency of advertising. Journal of
Advertising Research, 5, pp. 33-53.
Lee, N., Broderick, A. J., y Chamberlain, L.
(2007). What is “neuromarketing”? A
discussion and agenda for future research.
International journal of psychophysiology,
63(2), 199–204.
Loannides, A.A., Liu, L., Theofilou, D.,
Dammers, J., Burne, T., Ambler, T., Rose,
S. (2000). Real time processing of affective
and cognitive stimuli in the human brain
extracted from MEG signals. Brain
Topography. 13, 11–19
Lovel, J., (2003). Nader Group Slams
Emory for Brain Research. Atlanta
Business Chronicle, December 8. [online]
Disponible en
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
81
http://www.bizjournals.com/atlanta/storie
s/2003/12/08/story8.html Consultado Mayo
2015.
Manzano R., Gavilán, D., Avello, M.,
Abril, C. y Serra, T. (2012). Marketing
Sensorial. Prentice Hall – Pearson
McClure, SM., Li, J., Tomlin, D., Cypert,
KS., Montague, LM. y Montague, PR.
(2004). Neural correlates of behavioral
reference for culturally familiar drinks.
Neuron, 44, pp. 379-387.
Murphy, E. R., Illes, j., y Reiner, P. B.
(2008). Neuroethics of neuromarketing.
Journal of consumer behaviour, 7(4-5),
293–302.
NMSBA, (2013). [online] Disponible en:
http://www.nmsba.com/ethics Consultado
Mayo de 2015
Plassmann, H., Rams, T. Z., y
Milosavljevic, M. (2012). Branding the
brain: a critical review and outlook.
Journal of consumer psychology, 22(1),
18–36.
Petersen, S. E., Fox, P. T., Posner, M. I.,
Mintun, M., y Raichle, M. E. (1988).
Positron emission tomographic studies of
the cortical anatomy of single-word
processing. Nature, 331(6157), 585-589.
Pop, CM., Radomir, L., Maniu, IA y
Zaharia, MM. (2009). Neuromarketing –
Getting inside the Customers's Mind.
Annals of Faculty of Economics, 4 (1),
pp.804-807.
Ravaja, N., (2004). Contributions of
psychophysiology to media research:
Review and recommendations. Media
Psychology, 2, pp. 193-235.
Reimann, M., Schilke, O., Weber, B., y
Zaichkowsky, J. (2011). Functional
Magnetic Resonance Imaging in
Consumer Research: A Review and
Application. Psychology y Marketing, Vol.
28(6): 608–637
Zurawicki, L. (2010). Neuromarketing:
Exploring the brain of the consumer.
Springer Science & Business Media.
Roebuck, K., (2011). Neuromarketing:
High-impact Strategies – What You Need
to Know: Definitions, Adoptions, Impact,
Benefits, Maturity, Vendors. Emero Pty
Ltd.
Rossiter, J.R., Silberstein, R.B., Harris, P.G.,
y Nield, G.A. (2001). Brain-imaging
detection of visual scene encoding in long-
term memory for TV commercials. Journal
of Advertising. Res. 41, 13–21
Roullet, B. y Droulers, O. (2010).
Neuromarketing. Le marketing revisité
par les neurosciences du consommateur.
Paris: Dunod.
Senior, C., y Lee, N. (2008). Editorial a
manifesto for neuromarketing science.
Journal of consumer behaviour,
271(october), 263–271.
Silberstein, R. B., Schier, M. A., Pipingas,
A., Ciorciari, J., Wood, S. R. y Simpson D.
G. (1990). Steady state visually evoked
potential topography associated with a
visual vigilance task. Brain Topography, 3:
337-347.
Singer, E., (2004). They Know What You
Want. New Scientist, July 31. [online]
Disponible en:
<http://www.newscientist.com/article/mg1

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Vega, Neuromarketing y la ética en la investigación de mercados, p. 69-82
82
8324585.700-they-know-what-you-want.
html> Consultado en Mayo de 2015.
Tank, DW, Ogawa, S. y Ugurbil, K., (1992).
Mapping the brain with MRI. Current
Biology. 2(10), pp. 525-528.
Thompson, J., (2005). They Don't Just
Want Your Money, They Want Your Brain.
Londres Independent on Sunday,
September 11.
Wilson, R., Gaines, J. y Hill, RP. (2008).
Neuromarketing and consumer free will.
Journal of Consumer Affairs, 42(3), pp.
389-410.
Yoon, C., Gutches, AH, Feinberg, F. and
Polk, T., 2006. A functional magnetic
resonance imaging study of neural
dissociations between brand and person
judgments. Diary de Consumer Research,
33, pp. 31-40.
Autor
Oscar Vega Camacho. Ingeniero Industrial, Especialista en ingeniería de producción;
Universidad Distrital “Francisco José de Caldas”; Magíster en administración de empresas,
Universidad Externado de Colombia; cursando estudios de doctorado en empresa, economía y
sociedad, Universidad de Alicante, España. Profesor asociado e investigador, Universidad El
Bosque, Bogotá D.C., Colombia.
E-mail: [email protected]
Recibido: 15-10-2015 Aceptado: 02-02-2016

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
83
Simulación de valores geométricos estableciendo parámetros
estadísticos en un proceso de torneado Simulation of geometric values establishing statistical parameters in a turning process
Lilian Chaviano Tovar
Palabras clave: Evaluación de procesos, índices de capacidad, simulación, evaluación
Key words: processes evaluation, capacity´s indexes, simulation, evaluation
RESUMEN
Debido a las inexactitudes de los métodos de
producción, es imposible fabricar partes de
máquinas que tengan exactamente las
magnitudes escogidas durante el diseño y que
todas las piezas de una producción posean
dimensiones geométricas exactamente iguales.
Todo proceso de elaboración está afectado por
desviaciones que se manifiestan
matemáticamente en forma de varianza. En la
actualidad la evaluación de los procesos se
realiza fundamentalmente mediante los
correspondientes índices de capacidad. Estos
son los resultados de cómputo de las
comparaciones de determinados índices de
dispersión, de la tendencia central del proceso
y de la tolerancia de especificación. Se evalúa
de forma conjunta los índices de capacidad de
los elementos de máquinas y se simulan
parámetros geométricos y dimensiones
resultando que índice de capacidad del
proceso (Cp) depende del valor que tome la
varianza () del proceso, además el índice de
capacidad crítico (Cpk) depende del índice de
capacidad (Cp), del comportamiento de la
dimensión media (dmed), de la media aritmética
() y de la desviación () del proceso.
ABSTRACT
Due to the inaccuracies of the production
methods, it is impossible to manufacture
machines parts that have chosen magnitudes
exactly during the design and all production
pieces possess exactly same geometric
dimensions. All elaboration process is affected
by deviations that are manifested
mathematically in variance form. Nowadays
the processes evaluation is carried out
fundamentally by means of the corresponding
capacity´s indexes. These are computation´s
results of the comparisons between: certain
dispersion indexes, process´ central tendency
and specification tolerance.
It is evaluated in a combined way the
capacity´s indexes of the elements of machines
and geometric parameters and dimensions are
simulated being that index of capacity of the
process (Cp) depends the process´ variance
(), also the capacity critical index (Cpk),
depends of: the capacity index of (Cp), the
half dimension (dmed), the arithmetic
stocking () and the process´ deviation ().

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
84
Se define un proceso como estable o se
encuentra bajo control cuando su
variabilidad es debida únicamente a
causas comunes. Ningún proceso se
encuentra espontáneamente bajo control,
es necesario entonces un esfuerzo
sistemático para eliminar las causas
asignables que actúan sobre él. La ventaja
de tener un proceso bajo control es que su
resultado es estable y predecible. Un
proceso es estable si se cumple lo
siguiente: (PAISAN, 2010)
La media y la varianza son
aproximadamente constantes.
No ocurren variaciones sistemáticas de la
media tales como tendencias, variación lote
a lote, etc.
No existe diferencia significativa entre la
variación de la muestra y la variación total.
Toda muestra representa la posición y
variación del proceso total.
La capacidad del proceso tiene como
objetivo alcanzar procesos estables y
aptos, para posteriormente controlar el
sistema.
En la actualidad la evaluación de los
procesos se realiza fundamentalmente
mediante las llamadas “habilidades” o los
correspondientes índices de capacidad.
Estos son los resultados de cómputo de las
comparaciones de determinados índices
de dispersión, de la tendencia central del
proceso y de la tolerancia de
especificación. La determinación e
interpretación de los índices de capacidad
se utiliza para: (WISWEH, 2012)
reconocer las leyes del comportamiento de
un proceso.
como indicador de que el proceso, máquina
o el sistema complejo, es capaz de
proporcionar el rendimiento requerido
dentro de la tolerancia.
proporcionar, mediante comparación, las
posibilidades de evaluar el proceso.
Los parámetros se distinguen de la forma
siguiente:
potencial del proceso
capacidad del proceso
Para designar la capacidad del proceso se
utilizan las variables cp, pp, cm, estas tienen
los significados siguientes:
cp= capacidad del proceso
pp = capacidad preliminar del proceso
utilizados comúnmente por las firmas Ford
y GM
cm = capacidad de la máquina
La capacidad del proceso indica las
posibilidades potenciales para obtener una
característica de calidad dentro de sus
límites de especificación. Este parámetro
no considera la localización del proceso.
Por este motivo, se utilizará una
distribución normal centrada, incluso si no
se presenta esta. Una distribución normal
está caracterizada por dos parámetros:
la media aritmética
INTRODUCCIÓN
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
85
(Ecuación 1)
la desviación estándar
(Ecuación 2)
donde: xi = mediciones
n = número de muestra
En una distribución normal, el intervalo
comprendido entre 1 contiene
alrededor del 70% de los valores de la
población, el intervalo 2, o sea, con el
doble de rango, contiene cerca del 95% de
los valores, y el intervalo 4 el 99,99%
de los valores. En el área con 3 (rango
del intervalo = 6) se encuentra el 99,7%
de los valores de la población. El índice cp
se calcula con la fórmula siguiente: (ILLES,
2012)
(Ecuación 3)
donde: T = tolerancia
= desviación estándar de la
distribución normal de Gauss
LS = límite superior
LI = límite inferior
El valor práctico recomendado del
potencial del proceso se encuentra, para
condiciones normales, para un valor ≥
1,33. En la capacidad del proceso se
utilizan las abreviaturas siguientes: cpk, ppk,
cmk, las cuales tienen el significado
siguiente:
cpk = capacidad crítica del proceso
ppk = capacidad preliminar crítica del
proceso
cmk = capacidad crítica de la máquina
La capacidad del proceso es un indicador
de la calidad para comprobar la
estabilidad a largo plazo en las
repeticiones frecuentes (series). En este
parámetro se considera la localización del
proceso. Los clientes desean a largo plazo
una determinada capacidad crítica del
proceso cpk. Esta deberá ser cumplida por
los respectivos proveedores. La capacidad
de un proceso significa que se cumplan los
límites preestablecidos. Esta capacidad
debe garantizarse durante un largo
período.
(Ecuación 4)
donde:
(Ecuación 5)
(Ecuación 6)
donde: = desviación estándar de la
distribución normal de Gauss
µ = media o promedio de la
distribución normal de Gauss
El punto de referencia práctico para la
capacidad del proceso se encuentra en un
valor general ≥ 1,00. Por lo tanto, el
potencial del proceso es generalmente
mayor que la capacidad del proceso.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
86
(Ecuación 7)
Cuando cpk = cp significa que el proceso se
encuentra centrado, la media de las
características de la calidad (localización
en el proceso) se encuentra exactamente en
el centro de la tolerancia. Mientras más
pequeña sea cpk en comparación con cp,
más alejada será la localización de la
media del proceso con respecto al centro
de la tolerancia.
La localización de la media del proceso (su
tolerancia central) será descrita mediante
la consideración de ambos índices cp y cpk,
por ejemplo, cuando según las
expectativas del cliente se requieren y se
cumplen los valores:
(Ecuación 8)
Requisitos a tener en cuenta para el
estudio de capacidad de proceso
(PAISAN, 2010)
1. Definir las características (bilateral
y unilateral).
2. Establecer el número de piezas para
el estudio (Ejemplo: N = 30).
3. Asegurar que los materiales han
sido comprobados respecto a sus
dimensiones previas,
maquinabilidad, etc.
4. Seleccionar el sistema de medición
debidamente calibrado y
patronado, donde se posea una
dimensión igual o superior a 1/10
parte de la tolerancia.
5. Asegurar que la máquina esté bien
preparada y ajustada a su valor
nominal.
6. Asegurar que el método de
operación es el adecuado con un
personal que ha sido seleccionado y
adiestrado.
7. Establecer condiciones de
fabricación de tal manera que
puedan producir el número
suficiente de piezas consecutivas
para completar el estudio sin
interrupción ni ajustes.
Según la Norma Cubana 16-30 de
Ajustes y tolerancias (NC, 1988):
términos, definiciones y regulaciones
generales; están establecidos 19 grados de
tolerancia para las uniones cilíndricas
lisas: 01, 0, 1, 2, 3,..., 16 y 17. El más preciso
de todos es el grado 01; la precisión
decrece a medida que aumenta el valor del
grado de tolerancia.
Cuando se habla de Grado de
tolerancia se refiere al conjunto de
tolerancias que corresponden a un mismo
grado de precisión para todas las
dimensiones nominales y está
íntimamente relacionado con el grado de
calidad del acabado de la pieza fabricada o
Proceso de simulación de
valores geométricos
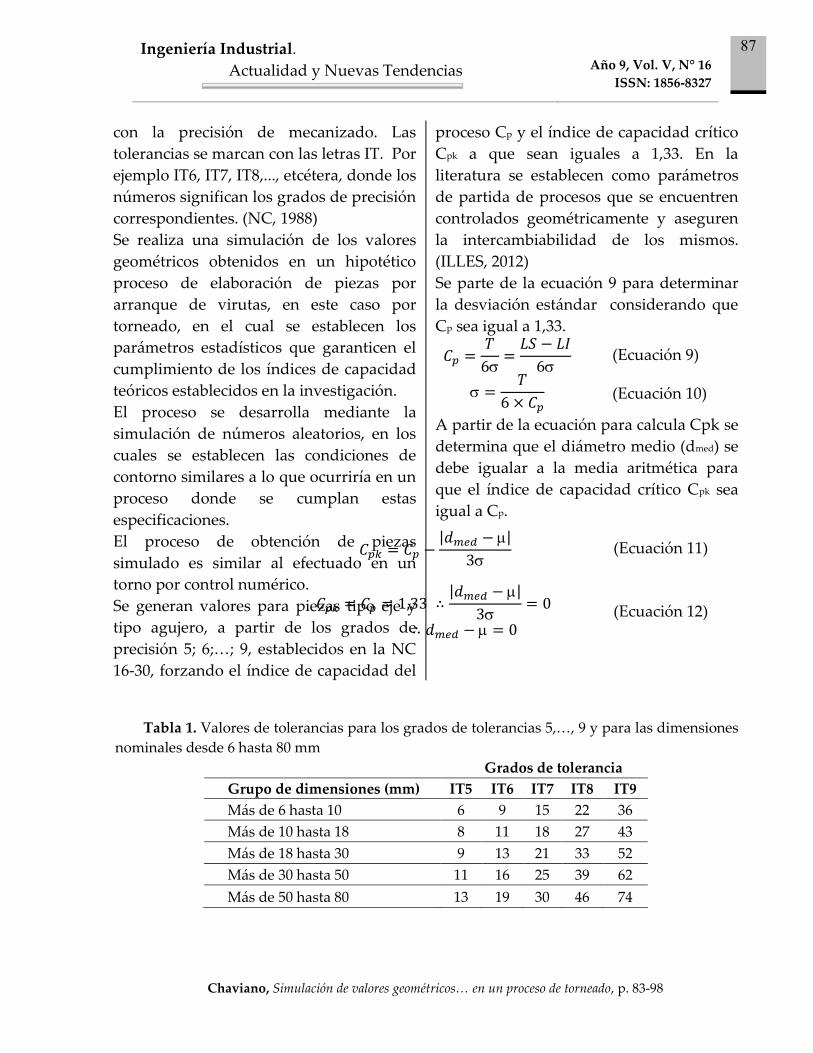
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
87
con la precisión de mecanizado. Las
tolerancias se marcan con las letras IT. Por
ejemplo IT6, IT7, IT8,..., etcétera, donde los
números significan los grados de precisión
correspondientes. (NC, 1988)
Se realiza una simulación de los valores
geométricos obtenidos en un hipotético
proceso de elaboración de piezas por
arranque de virutas, en este caso por
torneado, en el cual se establecen los
parámetros estadísticos que garanticen el
cumplimiento de los índices de capacidad
teóricos establecidos en la investigación.
El proceso se desarrolla mediante la
simulación de números aleatorios, en los
cuales se establecen las condiciones de
contorno similares a lo que ocurriría en un
proceso donde se cumplan estas
especificaciones.
El proceso de obtención de piezas
simulado es similar al efectuado en un
torno por control numérico.
Se generan valores para piezas tipo eje y
tipo agujero, a partir de los grados de
precisión 5; 6;…; 9, establecidos en la NC
16-30, forzando el índice de capacidad del
proceso Cp y el índice de capacidad crítico
Cpk a que sean iguales a 1,33. En la
literatura se establecen como parámetros
de partida de procesos que se encuentren
controlados geométricamente y aseguren
la intercambiabilidad de los mismos.
(ILLES, 2012)
Se parte de la ecuación 9 para determinar
la desviación estándar considerando que
Cp sea igual a 1,33.
(Ecuación 9)
(Ecuación 10)
A partir de la ecuación para calcula Cpk se
determina que el diámetro medio (dmed) se
debe igualar a la media aritmética para
que el índice de capacidad crítico Cpk sea
igual a Cp.
(Ecuación 11)
(Ecuación 12)
Tabla 1. Valores de tolerancias para los grados de tolerancias 5,…, 9 y para las dimensiones
nominales desde 6 hasta 80 mm
Grados de tolerancia
Grupo de dimensiones (mm) IT5 IT6 IT7 IT8 IT9
Más de 6 hasta 10 6 9 15 22 36
Más de 10 hasta 18 8 11 18 27 43
Más de 18 hasta 30 9 13 21 33 52
Más de 30 hasta 50 11 16 25 39 62
Más de 50 hasta 80 13 19 30 46 74

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
88
Los juegos máximos, mínimos y medios se
determinarán según las ecuaciones
siguientes:
(Ecuación 13)
(Ecuación 14)
(Ecuación 15)
El proceso a simular se encuentra centrado
(Cpk = Cp), ya que la localización del
proceso se encuentra exactamente en el
centro de tolerancia, igualmente la media
del proceso es igual a la dimensión media.
(Figura 1).
Figura 1 Representación de las dimensiones mínimas, medias y máximas para el eje y el
agujero, con respecto a la media del proceso.
El proceso simulado sería el ideal, ya que
todos los elementos fabricados se
encontrarían dentro de los límites de
tolerancia. En la figura 2 se muestra el
rango donde se localizan las desviaciones
para el eje y el agujero de manera lineal.
Figura 2 Representación de las desviaciones para el eje y el agujero.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
89
(Ecuación 16)
(Ecuación 17)
En el caso del ajuste, aumenta el rango de
tolerancia porque cuando se determina el
juego máximo se toman en cuenta las
dimensiones límites para el eje y el agujero
(Figura 2), es decir, se suman las
tolerancias del eje y el agujero. Esto trae
consigo que aumente la media del
proceso.
Figura 3 Representación de las desviaciones con respecto a la media del proceso para el eje, el
agujero y el ajuste.
En las Tablas 2, 3 4 se muestran los valores
simulados para las dimensiones de 8 y 14
mm en el caso del eje, del agujero y del
ajuste, respectivamente.
Tabla 2. Valores simulados para una dimensión de 8 y 14 mm, caso del eje
Para una dimensión de 8 mm Para una dimensión de 14 mm
IT 5 6 7 8 9 5 6 7 8 9
Media 7,997 7,995 7,993 7,989 7,982 13,996 13,995 13,991 13,987 13,978
Desviación 0,0007 0,0011 0,0019 0,0027 0,0045 0,0010 0,0014 0,0023 0,0034 0,0055
dmed 7,997 7,996 7,993 7,989 7,982 13,996 13,995 13,991 13,987 13,979
Cp 1,34 1,34 1,33 1,35 1,32 1,32 1,35 1,32 1,33 1,31
Cpk 1,33 1,32 1,30 1,30 1,31 1,28 1,33 1,30 1,32 1,28

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
90
Tabla 3. Valores simulados para una dimensión de 8 y 14 mm, caso del agujero
Para una dimensión de 8 mm Para una dimensión de 14 mm
IT 5 6 7 8 9 5 6 7 8 9
Media 8,003 8,005 8,008 8,011 8,018 14,004 14,005 14,009 14,014 14,021
Desviación 0,0008 0,0011 0,0019 0,0027 0,0045 0,0010 0,0014 0,0023 0,0033 0,0054
dmed 8,003 8,005 8,008 8,011 8,018 14,004 14,006 14,009 14,014 14,022
Cp 1,31 1,31 1,35 1,35 1,34 1,32 1,35 1,31 1,35 1,32
Cpk 1,29 1,30 1,34 1,33 1,31 1,29 1,29 1,30 1,34 1,32
Tabla 4. Valores simulados para una dimensión de 8 y 14 mm, caso del ajuste
Para una dimensión de 8 mm Para una dimensión de 14 mm
IT 5 6 7 8 9 5 6 7 8 9
Media 0,006 0,009 0,014 0,021 0,035 0,008 0,011 0,018 0,027 0,043
Desviación 0,0011 0,0016 0,0027 0,0036 0,0060 0,0014 0,0022 0,0031 0,0042 0,0084
Jmed 0,006 0,009 0,015 0,022 0,036 0,008 0,011 0,018 0,027 0,043
Cp 1,88 1,92 1,87 2,06 2,01 1,87 1,65 1,94 2,12 1,70
Cpk 1,87 1,90 1,85 2,01 1,97 1,86 1,60 1,94 2,11 1,68
Resultados y discusión
Se determinará el valor de la tolerancia del
ajuste para cada uno de los grados de
precisión (Tabla 2), con el propósito de
calcular los valores de los índices Cp y Cpk.
La tolerancia del ajuste, tomando en
cuenta que es H/h se halla por la siguiente
ecuación:
(Ecuación18)
En la siguiente tabla se muestran los
resultados de los cálculos planteados
anteriormente. Las dimensiones nominales
se seleccionan de la Tabla 1, escogiendo el
valor medio, del rango de medidas que se
presentan.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
91
Tabla 5. Juego mínimo, juego máximo, juego medio y tolerancia del ajuste
IT 5
Dimensión nominal
dmáx dmín Dmáx Dmín Jmín Jmáx Jmed Tajuste
(mm)
8,000 8,000 7,994 8,006 8,000 0,000 0,012 0,006 0,012
14,000 14,000 13,992 14,008 14,000 0,000 0,016 0,008 0,016
24,000 24,000 23,991 24,009 24,000 0,000 0,018 0,009 0,018
40,000 40,000 39,989 40,011 40,000 0,000 0,022 0,011 0,022
65,000 65,000 64,987 65,013 65,000 0,000 0,026 0,013 0,026
IT 6
Dimensión nominal
dmáx dmín Dmáx Dmín Jmín Jmáx Jmed Tajuste
(mm)
8,000 8,000 7,991 8,009 8,000 0,000 0,018 0,009 0,018 14,000 14,000 13,989 14,011 14,000 0,000 0,022 0,011 0,022 24,000 24,000 23,987 24,013 24,000 0,000 0,026 0,013 0,026 40,000 40,000 39,984 40,016 40,000 0,000 0,032 0,016 0,032 65,000 65,000 64,981 65,019 65,000 0,000 0,038 0,019 0,038
IT 7
Dimensión nominal
dmáx dmín Dmáx Dmín Jmín Jmáx Jmed Tajuste
(mm)
8,000 8,000 7,985 8,015 8,000 0,000 0,030 0,015 0,030 14,000 14,000 13,982 14,018 14,000 0,000 0,036 0,018 0,036 24,000 24,000 23,979 24,021 24,000 0,000 0,042 0,021 0,042 40,000 40,000 39,975 40,025 40,000 0,000 0,050 0,025 0,050 65,000 65,000 64,970 65,030 65,000 0,000 0,060 0,030 0,060
IT 8
Dimensión nominal
dmáx dmín Dmáx Dmín Jmín Jmáx Jmed Tajuste
(mm)
8,000 8,000 7,978 8,022 8,000 0,000 0,044 0,022 0,044 14,000 14,000 13,973 14,027 14,000 0,000 0,054 0,027 0,054 24,000 24,000 23,967 24,033 24,000 0,000 0,066 0,033 0,066 40,000 40,000 39,961 40,039 40,000 0,000 0,078 0,039 0,078 65,000 65,000 64,954 65,046 65,000 0,000 0,092 0,046 0,092

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
92
IT 9
Dimensión nominal
dmáx dmín Dmáx Dmín Jmín Jmáx Jmed Tajuste
(mm)
8,000 8,000 7,964 8,036 8,000 0,000 0,072 0,036 0,072 14,000 14,000 13,957 14,043 14,000 0,000 0,086 0,043 0,086 24,000 24,000 23,948 24,052 24,000 0,000 0,104 0,052 0,104 40,000 40,000 39,938 40,062 40,000 0,000 0,124 0,062 0,124 65,000 65,000 64,926 65,074 65,000 0,000 0,148 0,074 0,148
El índice de capacidad del proceso Cp y el
índice de capacidad crítico Cpk, se calculan
a partir de las ecuaciones 1 y 3,
respectivamente. En las siguientes tablas se observa que el
Cp para el ajuste es mayor que el Cp del eje
y el agujero [Cp ajuste > (Cp eje; Cp agujero)], esto
se debe a que la tolerancia y la desviación
estándar () para el ajuste aumentan
(Figura 3), pero no de forma proporcional,
es decir, al aumentar la tolerancia de
mayor forma que la desviación sucede lo
que se observa en este caso. Es por esto
que al ser Cp directamente proporcional a
la tolerancia, se puede ver el
comportamiento que toma el índice de
capacidad del proceso.
El índice de capacidad crítico del proceso
Cpk depende del índice de capacidad del
proceso Cp, es por esto que si aumenta Cp,
se manifestará de igual forma en Cpk
[Cpkajuste> (Cpkeje; Cpkagujero)], teniendo en
cuenta la variabilidad que pueda tener la
desviación estándar (), el diámetro medio
(dmed) y la media del proceso ().
Tabla 6. Valor de Cp y Cpk para el eje, dependiendo de los grados de precisión
IT 5 IT 6 IT 7
8 14 24 40 65 8 14 24 40 65 8 14 24 40 65
(mm)
Cp 1,34 1,32 1,31 1,33 1,33 1,34 1,35 1,34 1,31 1,31 1,33 1,32 1,31 1,35 1,31
Cpk 1,33 1,28 1,30 1,29 1,27 1,32 1,33 1,33 1,31 1,29 1,30 1,30 1,27 1,32 1,28
IT 8 IT 9
8 14 24 40 65 8 14 24 40 65
(mm)
Cp 1,35 1,33 1,35 1,33 1,31 1,32 1,31 1,33 1,31 1,31
Cpk 1,30 1,32 1,23 1,24 1,31 1,31 1,28 1,25 1,28 1,29

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
93
Tabla 7. Valor de Cp y Cpk para el agujero, dependiendo de los grados de precisión
IT 5 IT 6 IT 7
8 14 24 40 65 8 14 24 40 65 8 14 24 40 65
(mm)
Cp 1,31 1,32 1,33 1,31 1,31 1,31 1,35 1,34 1,32 1,34 1,35 1,31 1,35 1,34 1,33
Cpk 1,29 1,29 1,27 1,29 1,24 1,30 1,29 1,31 1,24 1,34 1,34 1,30 1,28 1,27 1,27
IT 8 IT 9
8 14 24 40 65 8 14 24 40 65
(mm)
Cp 1,35 1,35 1,35 1,35 1,31 1,34 1,32 1,35 1,33 1,34
Cpk 1,33 1,34 1,34 1,32 1,25 1,31 1,32 1,29 1,30 1,29
Tabla 8. Valor de Cp y Cpk para el ajuste, dependiendo de los grados de precisión
IT 5 IT 6 IT 7
8 14 24 40 65 8 14 24 40 65 8 14 24 40 65
(mm)
Cp 1,88 1,87 1,74 2,25 1,91 1,92 1,65 2,01 1,85 1,75 1,87 1,94 1,88 1,88 1,99
Cpk 1,87 1,86 1,69 2,24 1,91 1,90 1,60 1,98 1,79 1,74 1,85 1,94 1,80 1,82 1,92
IT 8 IT 9
8 14 24 40 65 8 14 24 40 65
(mm)
Cp 2,06 2,12 1,88 2,20 1,73 2,01 1,70 1,93 2,00 1,83
Cpk 2,01 2,11 1,79 2,10 1,68 1,97 1,68 1,92 2,00 1,78
A continuación se muestra gráficamente a
manera de ejemplo, el comportamiento de
Cp y Cpk para el caso en que la dimensión
nominal sea 24 mm.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
94
Figura 4 Comportamiento de Cp y Cpk con respecto a los grados de precisión, para el eje.
En estas gráficas se observa que Cpk
aumenta cuando Cp también lo hace, esto
se debe a la dependencia que tiene un
índice con el otro. Aunque en el caso en
que la resta de la dimensión media (dmed) y
la media aritmética () sea un valor mucho
más grande que 3, el comportamiento de
Cpk será a disminuir con respecto a Cp.
Figura 5 Comportamiento de Cp y Cpk con respecto a los grados de precisión, para el agujero.
En el caso del ajuste los valores de Cp y Cpk
son mayores que 1,33 porque Cp depende
de la tolerancia (T) y cuando se determina
la Tajuste se tienen en cuenta las tolerancias
del eje y el agujero. De igual modo sucede
con Cpk, cuyo valor se corresponde con Cp.
1,15
1,20
1,25
1,30
1,35
1,28
1,30
1,32
1,34
1,36
5 6 7 8 9
Cp
k
Cp
IT
Para el eje
Cp vs IT
Cpk vs IT
1,22
1,24
1,26
1,28
1,30
1,32
1,34
1,36
1,31
1,32
1,33
1,34
1,35
1,36
5 6 7 8 9
Cp
k
Cp
IT
Para el agujero
Cp vs IT
Cpk vs IT

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
95
Figura 6 Comportamiento de Cp y Cpk con respecto a los grados de precisión, para el ajuste.
Se analizó gráficamente el
comportamiento de Cp y Cpk variando el
diámetro y manteniendo constante el
grado de precisión.
En las Figuras 7, 8, 9, 10, 11 y 12, se
muestra este comportamiento para IT 7 e
IT 8.
Figura 7 Comportamiento de Cp y Cpk con respecto a los diámetros, para el eje para IT 7.
1,50
1,60
1,70
1,80
1,90
2,00
1,60
1,70
1,80
1,90
2,00
2,10
5 6 7 8 9
Cp
k
Cp
IT
Para el ajuste
Cp vs IT
Cpk vs IT
1,24
1,26
1,28
1,30
1,32
1,34
1,29
1,30
1,31
1,32
1,33
1,34
1,35
1,36
8,000 14,000 24,000 40,000 65,000
Cp
k
Cp
Diámetro
Para el eje IT 7
Cp vs Diámetro
Cpk vs Diámetro
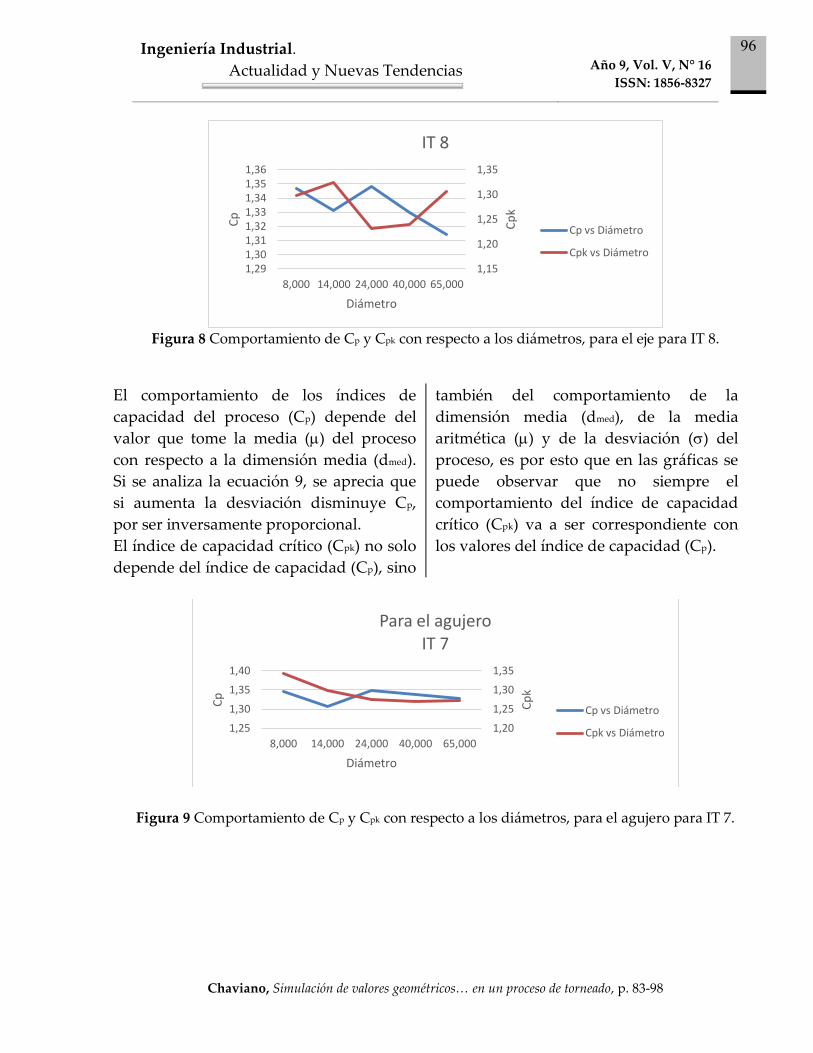
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
96
Figura 8 Comportamiento de Cp y Cpk con respecto a los diámetros, para el eje para IT 8.
El comportamiento de los índices de
capacidad del proceso (Cp) depende del
valor que tome la media () del proceso
con respecto a la dimensión media (dmed).
Si se analiza la ecuación 9, se aprecia que
si aumenta la desviación disminuye Cp,
por ser inversamente proporcional.
El índice de capacidad crítico (Cpk) no solo
depende del índice de capacidad (Cp), sino
también del comportamiento de la
dimensión media (dmed), de la media
aritmética () y de la desviación () del
proceso, es por esto que en las gráficas se
puede observar que no siempre el
comportamiento del índice de capacidad
crítico (Cpk) va a ser correspondiente con
los valores del índice de capacidad (Cp).
Figura 9 Comportamiento de Cp y Cpk con respecto a los diámetros, para el agujero para IT 7.
1,15
1,20
1,25
1,30
1,35
1,29 1,30 1,31 1,32 1,33 1,34 1,35 1,36
8,000 14,000 24,000 40,000 65,000
Cp
k
Cp
Diámetro
IT 8
Cp vs Diámetro
Cpk vs Diámetro
1,20
1,25
1,30
1,35
1,25
1,30
1,35
1,40
8,000 14,000 24,000 40,000 65,000
Cp
k
Cp
Diámetro
Para el agujero IT 7
Cp vs Diámetro
Cpk vs Diámetro

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
97
Figura 10 Comportamiento de Cp y Cpk con respecto a los diámetros, para el agujero para IT 8.
Figura11 Comportamiento de Cp y Cpk con respecto a los diámetros, para el ajuste para IT 7.
Figura 12 Comportamiento de Cp y Cpk con respecto a los diámetros, para el ajuste para IT 8.
1,20
1,25
1,30
1,35
1,28
1,30
1,32
1,34
1,36
8,000 14,000 24,000 40,000 65,000
Cp
k
Cp
Diámetro
IT 8
Cp vs Diámetro
Cpk vs Diámetro
1,70
1,80
1,90
2,00
1,80
1,85
1,90
1,95
2,00
8,000 14,000 24,000 40,000 65,000 C
pk
Cp
Diámetro
Para el ajuste IT 7
Cp vs Diámetro
Cpk vs Diámetro
0,00
0,50
1,00
1,50
2,00
2,50
0,00
0,50
1,00
1,50
2,00
2,50
8,000 14,000 24,000 40,000 65,000
Cp
k
Cp
Diámetro
IT 8
Cp vs Diámetro
Cpk vs Diámetro

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Chaviano, Simulación de valores geométricos… en un proceso de torneado, p. 83-98
98
CONCLUSIONES
Todo proceso de medición está
caracterizado por una serie de datos, los
cuales tienen una cantidad de información
que se puede obtener mediante su
procesamiento estadístico y dentro de esos
parámetros estadísticos una importancia
fundamental la tienen los parámetros que
describen la tendencia central y los que
describen la dispersión del proceso, que se
expresan por los índices Cp y Cpk.
El comportamiento del índice de
capacidad del proceso (Cp) depende del
valor que tome la varianza () del proceso.
Si aumenta la desviación disminuye Cp,
por ser inversamente proporcional.
El índice de capacidad crítico (Cpk) no solo
depende del índice de capacidad (Cp), sino
también del comportamiento de la
dimensión media (dmed), de la media
aritmética () y de la desviación () del
proceso. No siempre el comportamiento
del índice de capacidad crítico (Cpk) va a
ser correspondiente con los valores del
índice de capacidad (Cp).
REFERENCIAS
Wisweh, L. (2012). Statistische
Prozessregelung (SPC) im
Qualitätsmanagement. Studienbegleitendes
Lehrmaterial zum Lehrgebiet. Alemania:
Otto-von-Guericke-Universität
Magdeburg.
Illes, B. G. (2012). Logística y Gestión de la
Calidad. Miskolc, Alemania: ISBN 978-963-
358-007-3.
NC. (1988). Compendio de normas cubanas de
Metrología Dimensional.
Paisan, Y. P. (2010). Metodología para la
consideración de la incertidumbre de la
medición en la valoración y control de la
calidad de los procesos de manufactura.
Santiago de Cuba.
Autor
Lilian Chaviano Tovar. Departamento de Ingeniería Mecánica, Facultad de Electromecánica,
Universidad de Camaguey, Cuba.
Email: [email protected]
Recibido: 19-09-2015 Aceptado: 15-05-2016

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Normas para publicación, Revista Ingeniería Industrial: Actualidad y Nuevas Tendencias, 2016
99
Revista Ingeniería Industrial: Actualidad y Nuevas Tendencias
Normas para Publicación
La Revista “Ingeniería Industrial: Actualidad y Nuevas Tendencias” tiene como objetivo divulgar resultados de
investigaciones en las áreas de ingeniería de métodos, ergonomía, productividad y calidad, investigación de
operaciones, sistemas de producción e inventarios, logística, cadenas de suministro, simulación, estadística aplicada;
y en general, aquellos temas en los cuales la Ingeniería Industrial converge con otras ciencias.
La Revista acepta trabajos que puedan ser incluidos en las siguientes secciones: Artículos de Investigación (en
proceso o concluido), Artículos de Divulgación (de interés general), Información y/o Resumen de Eventos
Académicos relacionados con la Ingeniería Industrial y Reseñas Bibliográficas, Notas Técnicas o Estados del Arte,
relacionados con Ingeniería Industrial.
Todos los trabajos deben ser originales e inéditos, en idioma español, inglés o portugués, y no estar en proceso de
arbitraje por otras revistas. Si el trabajo se presentó en algún evento científico o similar, se deben suministrar los
detalles correspondientes (nombre completo, fecha, lugar, institución organizadora).
Aspectos Formales
-Título: breve y claro
-Datos del Autor o Autores: presentar los nombres completos de los autores y su afiliación institucional, agregando
al artículo una página aparte que contenga: títulos, autor(es), correo(s) electrónico(s), institución de procedencia,
ciudad, una breve reseña curricular de cada uno de los autores que no exceda las 50 palabras e incluir el resumen del
trabajo, indicando la sección en la que propone su publicación.
-Redacción adecuada. Escrito en Mayúsculas y minúsculas, según reglas gramaticales y en tercera persona.
-Ortografía. No presentar faltas de ortografía. Cuidar la acentuación y puntuación.
Especificaciones del Formato
-Tamaño del papel y márgenes: carta, márgenes superior e inferior 2,5 cm., izquierdo y derecho 3 cm.
-Tipo de letra Times New Roman, tamaño 12, justificado, un espaciado (6 puntos) entre párrafos, sin sangría e
interlineado doble.
-Extensión: no menor de diez ni mayor de 30 páginas.
-Ilustraciones: el artículo puede contener cualquier tipo de ilustración (fotografía, dibujo, gráfico, cuadro o tabla, y
deberá llevar su debida identificación y referencia previa. Las fotos deben contener pie de foto explicativo, y
cualquier tipo de imagen debe ser de alta calidad en formatos TIFF o JPG. Los dibujos o esquemas deben ser en
original, y ser incrustados como imágenes no editables dentro del texto (evitar imágenes producidas por la
agregación de múltiples objetos). Si el artículo contiene muchas ilustraciones éstas se deberán presentar en un
archivo separado.
Estructura del Contenido
Artículos de Investigación
Resumen en español (o portugués) e Inglés (Abstract): debe contener los aspectos básicos del artículo:
planteamiento del problema, metodología usada y breve reseña de los resultados. El número de palabras no debe
exceder de 250.
a. Introducción: señalar en qué consiste el trabajo completo, su objetivo, antecedentes, estado actual del problema
e hipótesis del estudio.
b. Metodología: describir en forma precisa el procedimiento realizado para comprobar la hipótesis y los recursos
empleados en ello.
c. Resultados: expresar el producto del trabajo con claridad; se pueden presentar también datos de medición o
cuantificación.
d. Discusión: interpretar los resultados de acuerdo con estudios similares, enunciar ventajas del estudio, sus
aportaciones, evitando adjetivos que elogien los resultados.
e. Conclusiones: precisar qué resultados se obtuvieron y si permitieron verificar la hipótesis, plantear perspectivas
del estudio, la aplicación de los resultados
f. Referencias bibliográficas: enlistar en orden alfabético las principales fuentes bibliográficas consultadas y
citadas, siguiendo las normas de la APA.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 16
ISSN: 1856-8327
Normas para publicación, Revista Ingeniería Industrial: Actualidad y Nuevas Tendencias, 2016
100
Artículos de Divulgación
Corresponde a artículos de temas relevantes de ciencia, tecnología, entre otros, que van dirigidos al público
profesional y académico, por lo que deben ser escritos en lenguaje claro y accesible. La presentación del contenido
será la siguiente:
a. El título deberá ser corto y atractivo
b. El texto puede dividirse en secciones con subtítulos para separarlas.
En general, las normas de redacción, presentación de tablas y gráficos, uso de citas de cualquier tipo, señalamientos
de autores, referencias bibliográficas y electrónicas y otros aspectos editoriales deben ajustarse a las Normas de la
“American Psychological Assocciation“ (APA). Como orientación para los autores en la presentación de las
referencias bibliográficas, a continuación se presentan los casos más usados:
Libro:
Gutiérrez, H. (2005). Calidad Total y Productividad. México: McGraw-Hill.
Revista (Publicaciones periódicas):
Guerra, V. y Arends, P. de (2008). Medición de la Imagen Institucional de un Postgrado Universitario.
Ingeniería Industrial, Actualidad y Nuevas Tendencias. 1(1), 10-20.
Instrucciones de Envío
Para enviar un artículo es necesario que el documento cumpla estrictamente con los lineamientos de formato y de
contenido anteriormente especificados. No se aceptarán trabajos que no cumplan con las normas establecidas en
este documento. Deben enviarse tres (3) ejemplares del trabajo a la siguiente dirección: Comité Editorial de la
Revista “Ingeniería Industrial: Actualidad y Nuevas Tendencias”, Escuela de Ingeniería Industrial, Facultad de
Ingeniería, Universidad de Carabobo, Avenida Universidad, Naguanagua, Estado Carabobo, Venezuela; Código
Postal 2005. Teléfono-Fax: (58)-241-4159771
De los tres (3) ejemplares, dos (2) deben venir sin identificación para ser asignados al Comité de Arbitraje de la
Revista. El trabajo debe enviarse grabado en un (1) CD.
También se aceptarán trabajos a través de la siguiente dirección electrónica: [email protected], con copia a
Sistema de arbitraje
Todos los trabajos a publicarse se someterán a un proceso de evaluación anónima (revisión ciega) por parte de
especialistas (revisión por pares). Antes de enviar el trabajo (sin identificación) al Comité Científico para el proceso
de arbitraje, el Comité Editorial revisa el cumplimiento de los requisitos de forma y el ajuste a los objetivos de la
Revista, por lo que podrá realizar correcciones gramaticales y modificaciones literarias, que no alteren el sentido sin
consultar con el autor.
De acuerdo con el formato establecido, el Comité Científico podrá dictaminar si el trabajo es: Publicado sin
correcciones, Publicado después de correcciones, Publicado después de corregir extensivamente y No publicar. Una
vez realizado el arbitraje por parte del Comité Científico, el Comité Editorial recopila los resultados y los envía a los
autores.
Generalidades
Los contenidos de los trabajos que aparecen en la Revista “Ingeniería Industrial. Actualidad y Nuevas Tendencias”
son de la entera responsabilidad de sus autores. De ser aceptado el trabajo, el autor principal recibirá tres (03) y los
co-autores dos (02) ejemplares del número de la Revista en la cual haya sido publicado su trabajo.
Los artículos publicados en la Revista “Ingeniería Industrial: Actualidad y Nuevas Tendencias” son de su propiedad,
por lo que se reserva los derechos de distribución de los contenidos. Podrán ser reproducidos con autorización escrita
del Editor.
La Revista “Ingeniería Industrial: Actualidad y Nuevas Tendencias” es de distribución gratuita. Para su canje
contactar al Comité Editorial [email protected], <[email protected]>.
Comité Editorial
Junio, 2016