› archivos › revista › file › desperdicios de la... · desperdicios en la...
TRANSCRIPT
Disertante:Ing. Elba Giannasi
Desperdicios en la producción
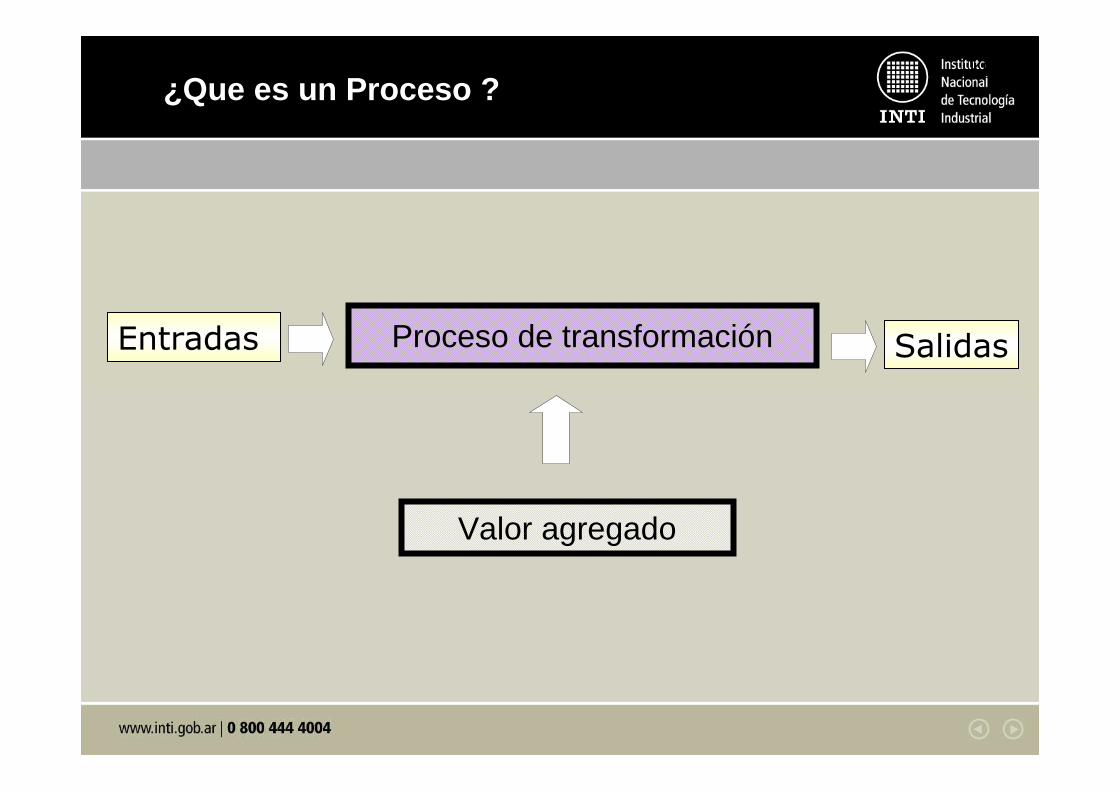
KM 2¿Que es un Proceso ?
Proceso de transformaciónEntradas Salidas
Valor agregado
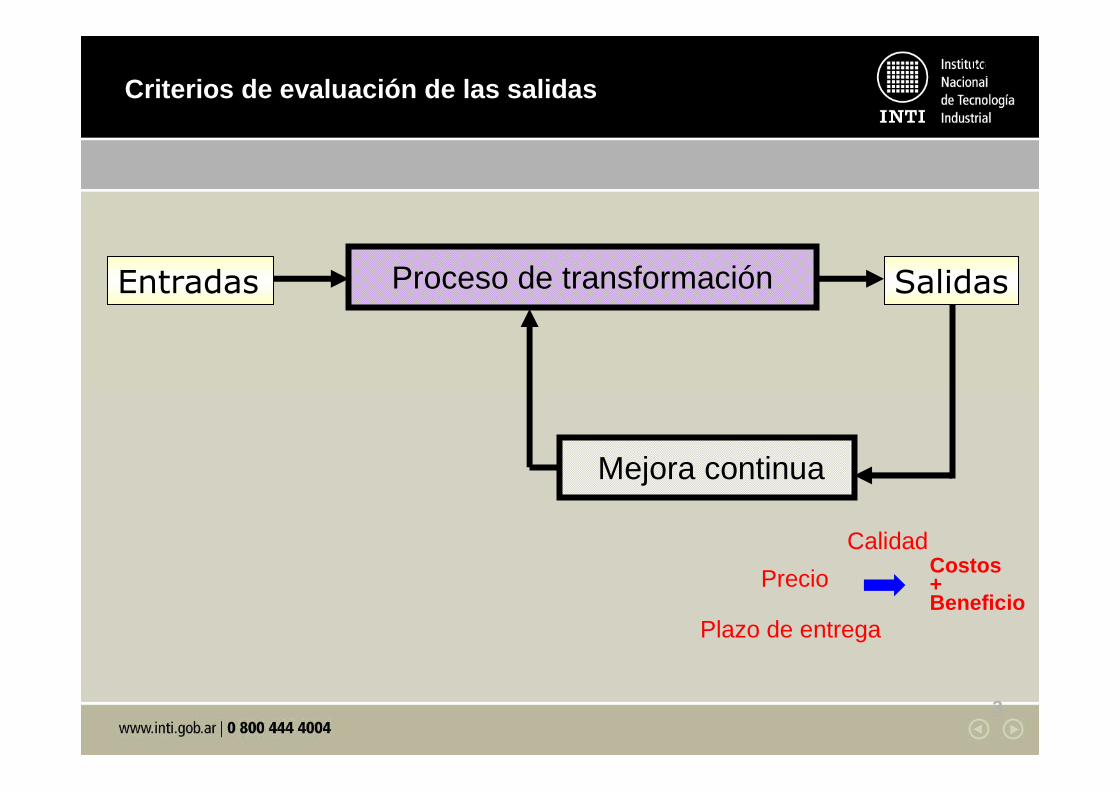
KM 3Criterios de evaluación de las salidas
3
Proceso de transformaciónEntradas Salidas
Mejora continua
Entradas
Calidad
Plazo de entrega
Costos + Beneficio
Precio

Costo - Beneficio
• AntiguamentePRECIO DE VENTA ==== COSTO ++++ BENEFICIO
•ActualmentePRECIO ≠≠≠≠ COSTO ++++ BENEFICIO
BENEFICIO ==== PRECIO −−−− COSTO
PRECIOPRECIOPRECIOPRECIO
C O S T O BENEFICIO
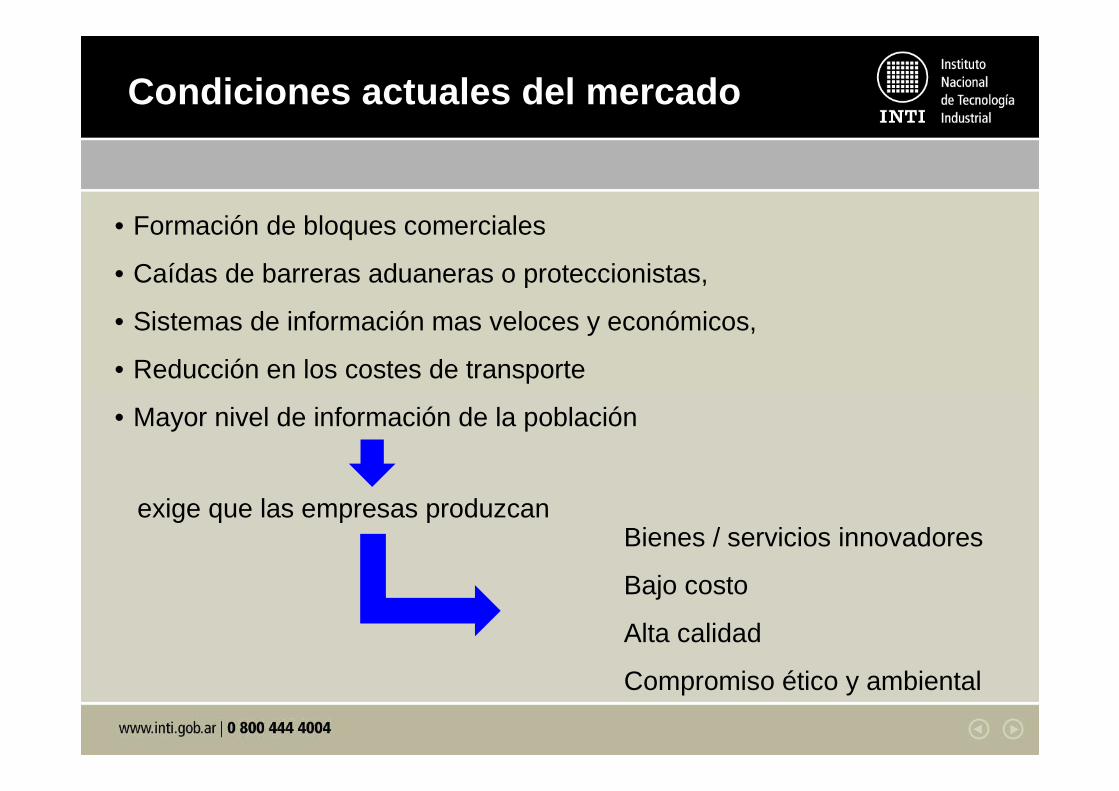
• Formación de bloques comerciales
• Caídas de barreras aduaneras o proteccionistas,
• Sistemas de información mas veloces y económicos,
• Reducción en los costes de transporte
• Mayor nivel de información de la población
Condiciones actuales del mercado
Bienes / servicios innovadores
Bajo costo
Alta calidad
Compromiso ético y ambiental
exige que las empresas produzcan

� Mayores niveles de productividad,
� Menos defectos,
� Menores costos,
� Mejores niveles de satisfacción,
� Menores tiempos de entrega y
� Ciclos de diseño y puesta en el mercado más cortos o sea ……..
Productos y servicios de alto valor..alto valor..alto valor..alto valor..
Empresas de Clase Mundial
Características
Para competir dentro de la economía globalizada las empresas deben lograr:
Productividad = Cantidad producida
Recursos empleadosAgregan
valorNo agregan
valor
Ejemplos Administración ~ 30% del costo del productoMantener stock elevado ~ 20 % de la producción total
Productividad

¿Qué es un desperdicio?
Es todo aquello que no agrega valor a un producto o servicio para los clientes.
Desperdicio, pérdida o despilfarro , en este contexto, es toda mal utilización de los recursos y / o posibilidades de las empresas.
Ejemplos:-horas de trabajo por mala programación y planificación de las tareas, -Perder nuevos mercados por productos de mala calidad o por altos costos de producción.

Tres tipos de tareas:
Tareas que añaden valor
Tareas que no añaden valor
pero son necesarias
Tareas innecesarias
Mecanizar
Forjar
Templar
Ensamblar
Pintar
Transportar
Esperar
Buscar, encontrar, seleccionar
Mover
Almacén temporal
Caminar
Transportar
Inspección
Eliminar imperfecciones
PosicionarPuesta a punto
Tomar/dejar la herramienta
Sacar viruta
Afilar herramientas
Productos o servicios de bajo valor
Una empresa que no controla sus desperdicios, yque no adopta medidas para prevenir o eliminar sus causas,
Gestará:productos y servicios de mala calidad, con altos costos,
Bienes de bajo valor para los clientes, -no estarán dispuestos a adquirirlos o-sólo lo harán a un muy bajo precio .

11

� Las tres “M”
� 5 M + Q + S
� Flujo de Materiales
� Ocho categorías clásicas de desperdicios
Formas de categorizar los desperdicios de la producción

Flujo de Materiales
a. Esperas. La espera agrega costos sin agregar valor.
b. Traslados. El transporte mueve mercancías sin agregarles valor.
c. Procesamiento. El proceso significa agregar valor.
d. Inspección. Identifica y elimina defectos producidos por el flujo de producción.
Ad
qu
isic
ión
de
ma
teri
ale
s e
sper
a e
n e
l alm
acé
n
tran
spo
rte
a la
lín
ea
esp
era
an
tes
de
l p
roce
so
Pro
cesa
do
esp
era
desp
ués
del p
roce
so
tran
spo
rte a
in
spec
ció
n
insp
ecci
ón
de
pro
du
cto
s e
sper
a d
esp
ué
s d
e la
in
spe
cció
ntr
ansp
ort
e a
alm
acé
n P
T
esp
era
ha
sta
en
vío
En
vío
al c
lien
te
Ocho categorías clásicas
• Desperdicio es todo aquello que no añade valor:
1. Desperdicio por producción en exceso
2. Desperdicio por tener altos inventarios.
3. Desperdicio por transporte
4. Desperdicio por productos defectuosos.
5. Desperdicio en movimientos/esfuerzos innecesarios
6. Desperdicio en trabajo innecesario.
7. Desperdicio por espera
8. Desperdicio del Potencial creativo del trabajador
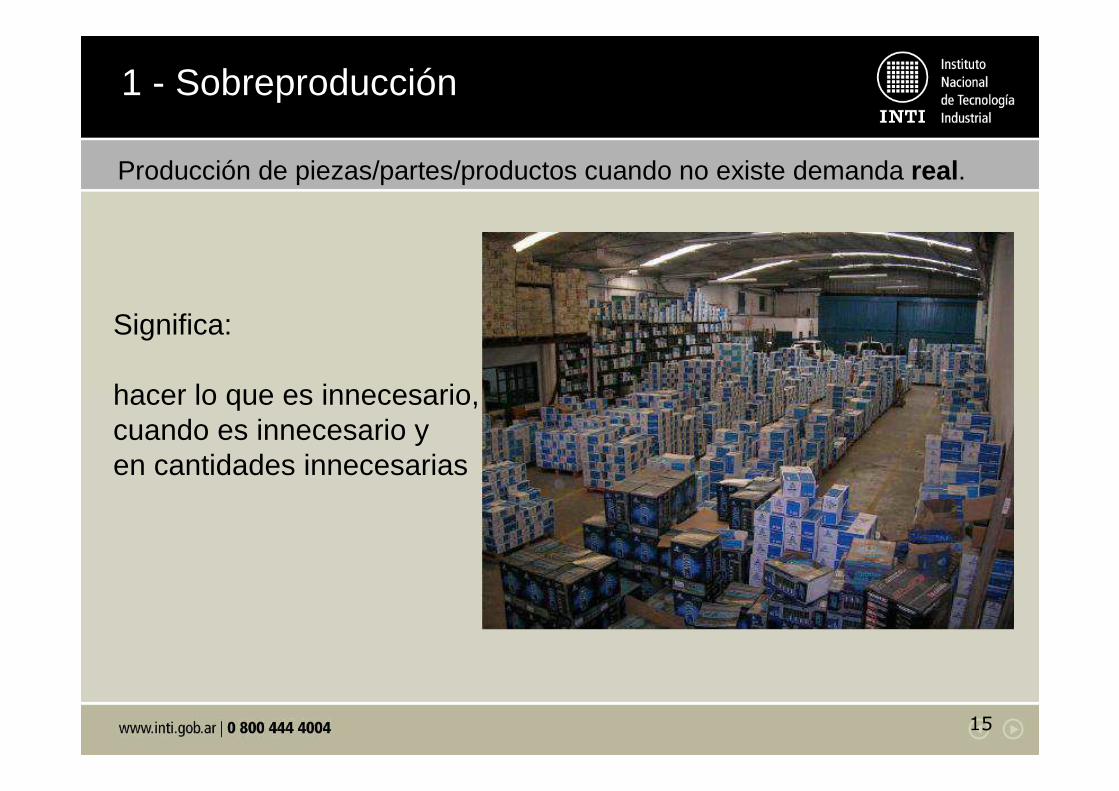
1 - Sobreproducción
Producción de piezas/partes/productos cuando no existe demanda real .
15
Significa:
hacer lo que es innecesario, cuando es innecesario y en cantidades innecesarias

Causa principales
� Lotes grandes de producción� Producción anticipada “por
las dudas”� Tiempos extensos de
preparación o puesta a punto de equipos
� Crear stock para remplazar productos defectuosos
� Producir priorizando las capacidades de las máquinas
Efectos no deseados de la sobreproducción
� Compra anticipada de materiales / partes
� Aumento del inventario
� Reducción de la flexibilidad en la planificación
� Aparición de defectos

Como evitar la sobreproducción??
• Producir según demanda
• Producción en lotes pequeños, mixtos
• Implementar cambio rápido de máquinas
• Balancear la línea de producción
• Flujo “pieza a pieza”
• La sobreproducción el STOCK
2 - Altos inventarios
Tipos de stock
• Materias Primas
• Semielaborados en Proceso
• Productos Terminados
• Repuestos
Causas
- Compra en grandes cantidades por conveniencia
- Preparación de máquina de larga duración
- Producción en grandes lotes
- Cuellos de Botella
-Producción Anticipada
-Procesos con distintas capacidades
2 - Altos inventariosAltos inventarios

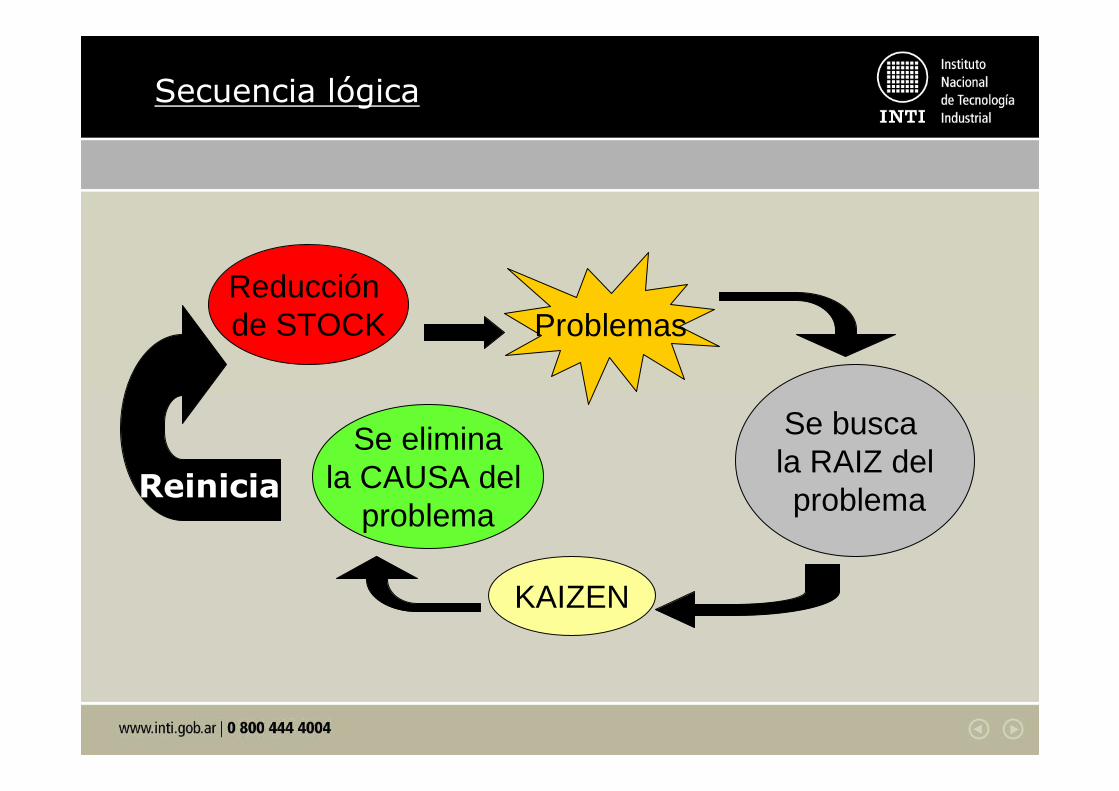
Reducción de STOCK
Se eliminala CAUSA del
problema
KAIZEN
Se busca la RAIZ delproblema
Problemas
Reinicia
Secuencia lógica
- Producir según demanda. Producir en pequeños lotes
- Reducir los tiempos de preparación de máquinas
- Prevenir averías de máquina
- Nivelar la producción
- Layout de equipamiento por procesos en vez de por operaciones
Como ya se mencionó, el stock excesivo implica un costo de TRANSPORTE
Soluciones
Altos inventarios

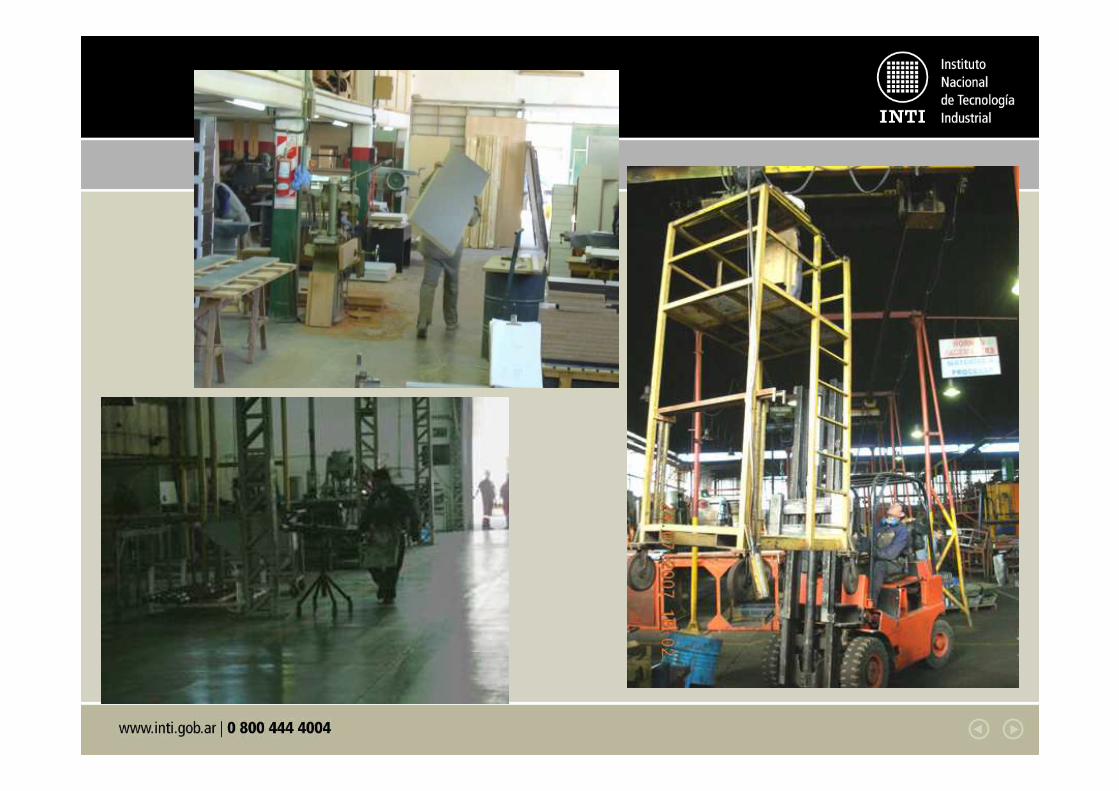
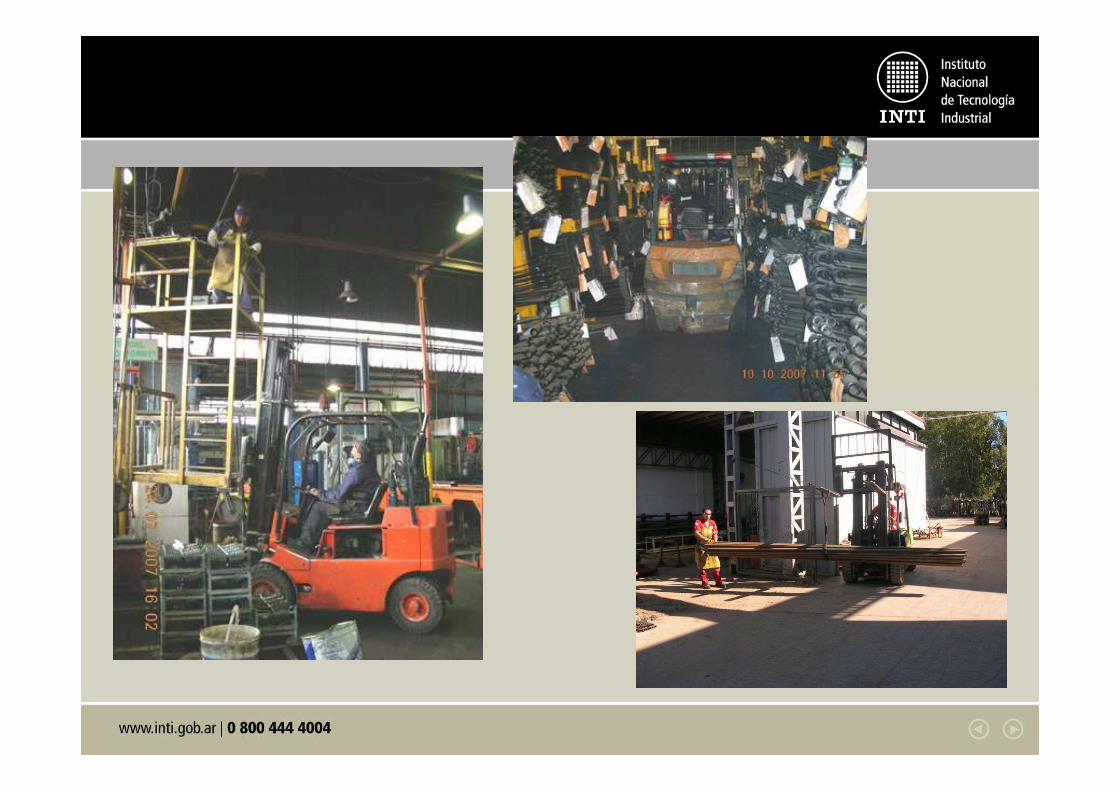
3 – Transporte interno
Pueden ser:
•Altos niveles de stock
•Producción en lotes grandes
•Lay-Out inadecuado
•Espacio insuficiente para realizar las operaciones necesarias
•Trabajadores que solo realizan un tipo de actividad
Causas
Transferencia de materiales, partes, grupo de partes o productos terminados desde un lugar a otro por cualquier razón
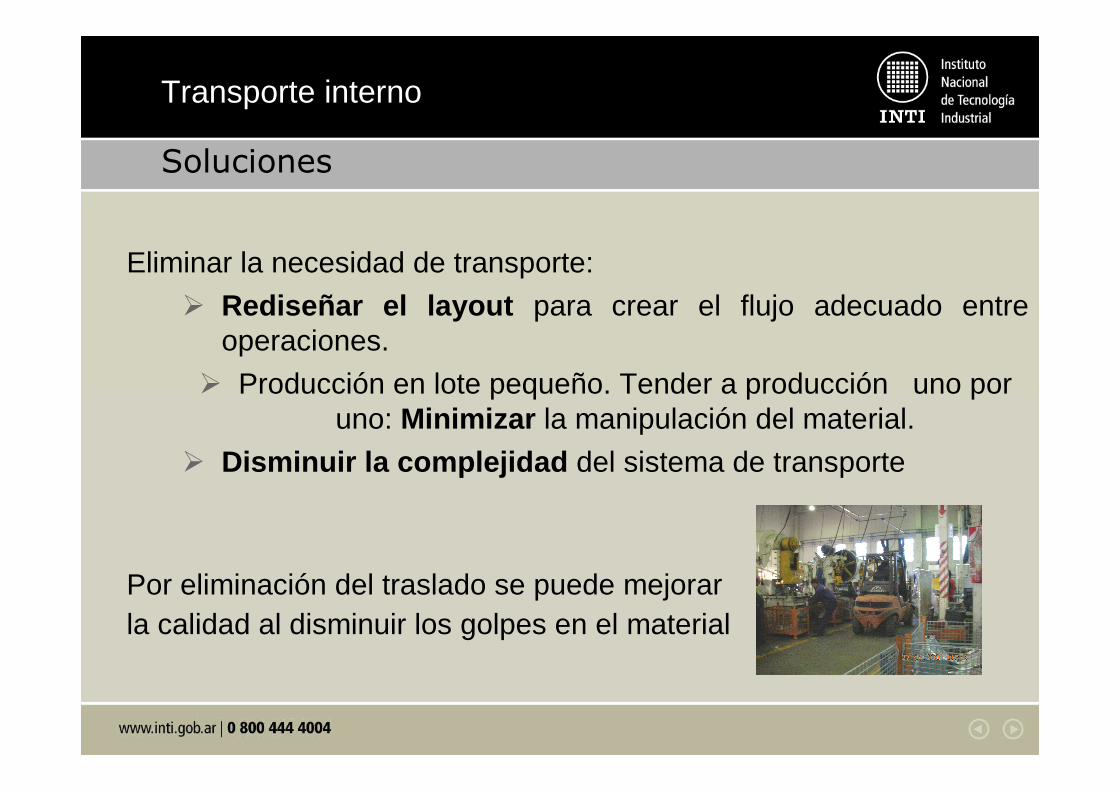
Eliminar la necesidad de transporte:
� Rediseñar el layout para crear el flujo adecuado entre operaciones.
� Producción en lote pequeño. Tender a producción uno por uno: Minimizar la manipulación del material.
� Disminuir la complejidad del sistema de transporte
Por eliminación del traslado se puede mejorar la calidad al disminuir los golpes en el material
Soluciones
Transporte interno
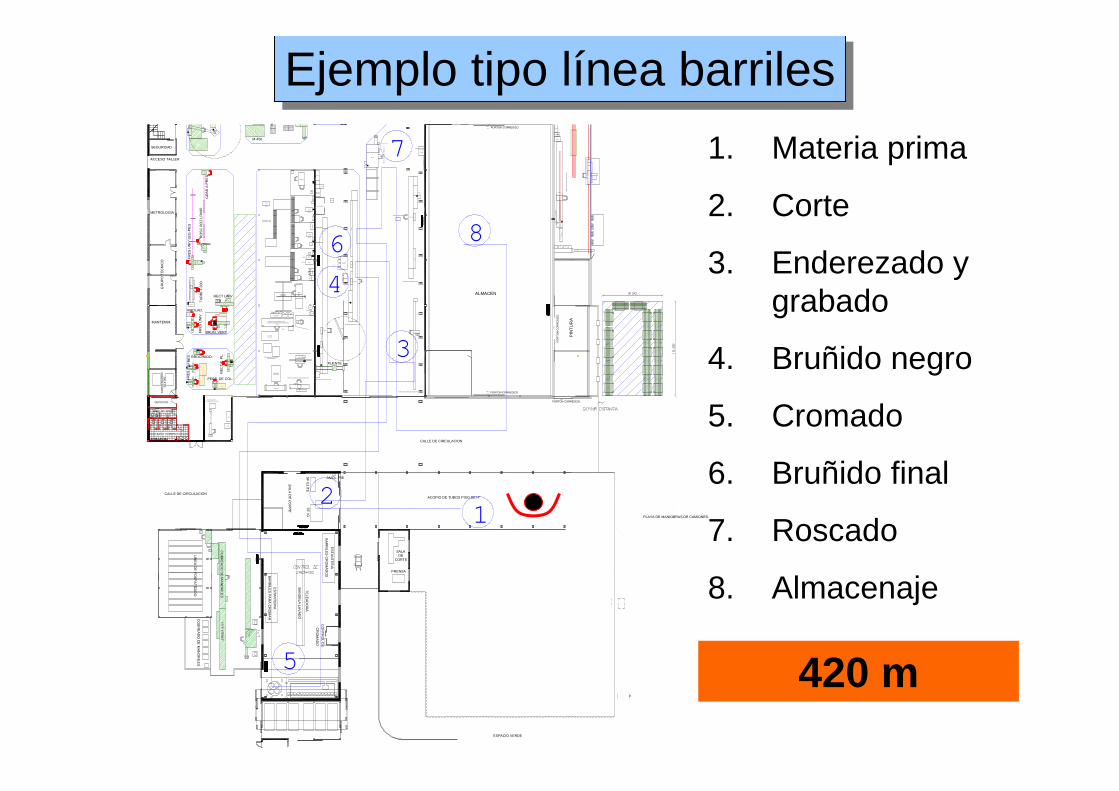
Ejemplo tipo línea barrilesEjemplo tipo línea barriles
PLAYA DE MANIOBRAS DE CAMIONES
ACCESO TALLER
SEGURIDAD
METROLOGIA
GR
UP
O T
EC
NIC
O
MANTENIM.
PORTON CORREDIZO
ALMACEN
PIN
TU
RA
PO
RT
ON
CO
RR
ED
IZO
CO
MP
RE
SO
RE
SS
ALA
DE
CALLE DE CIRCULACION
LINE
A D
E F
OS
FA
TIZ
AD
O
CO
BR
EA
DO
DE
MA
ND
RILE
S
BA
RR
ILES
PA
RA
CR
OM
AR
ES
TA
NT
ER
IA
BA
ND
ELA
LAV
AD
O
BA
RR
ILE
S C
RO
MA
DO
S
ES
TA
NT
ER
IA
TE
LEA
DO
RA
CO
NT
RO
L DE
CR
OM
AD
O
CALLE DE CIRCULACION
ACOPIO DE TUBOS PISO DE H°
PORTON CORREDIZO
DESALA
CORTE
PORTON CORREDIZO
ESPACIO VERDE
AMOL. PIE
SF
ELIT
ES
F rG
PRENSA
P LASMA MILLER
AC
EQUIPO DE PRUEBA HIDRAULICA DE:
M P-43
CAM A P ARAMANDRILES
TC
P RENSA DE ENDEREZADO DE M ANDRILES Nº1
MP-26
PRENSA DE ENDEREZADO DE MANDRILES Nº2
MP-44
AC
TC
S OPORTE
CAMA PARAMANDRILES
ARMARIOS
BISELADORA
MP-68
FILTROS
Ø0.65
Ø0.65
09
CAMA PARAM ANDRILES
TC
AR
MA
RIO
S
TCC OF RE
M P-50
MP-48
EQU I PO D ESOLD A DU R A MILLE R
SY N C ROWE RE
E QU IP O DES OLD AD U R A MI LLER
D IME N SI ON 5 62
TC
A C
TC
TC
AR
MA
RIO
MP-46
E QU IP O DESOL DA D UR A MILLE R
D EL TA WE LD
PI E DR A
MP-49
E QU I PO D ESOL DA D UR A MILLE R
D I MEN S ION 562
RE BAB ADO
P IE DRA
P IE DRA
MANDRILES
MP-45
E QUI P O DES OLD AD U R A MI LLER
DE LTA W ELD
MP-65
TO
RN
O C
NC
DA
EW
OO
PU
MA
12
L-C
:
MP-10
TC
S E SE : SI STE MA DE E VACUACION
EE
EEAC
EE
EE
EE
E E
EE
EE
EE
A C
AC
A C
Y SISTEMA DE ASPIRACION
MESA
MESA
CONTENEDORES CAPACHOSPARA MANDRILES
AR
MA
RIO
S
B RUNIDORA HORIZONTA L DE 16'' :
MP-34
B RUNIDORA HORIZONTA L DE 24''
MP-33TC
TC
TC
BA
TE
A
BA
TE
A
MESADA
BRUNIDORA HORIZONTAL DE 30 '
MP-32
TC
TC
P RENSA DE ENDEREZADO DE BARRILES
MP-27
TC
OFICINA GABINETE:
HORNO
MOLADORA
PIEDRA
ARM ARIO:
EE
EE
EE
EE
P RENSA DE ENDEREZADO DE M ANDRILES Nº2
DE M ESA
P LUMA
B ANCO DE MEDICION
TABLERO GENERALDE CORTE
AR
MA
RIO
E E
FR
ES
UN
IV L
EG
-PE
G
MP
-29
RO
SC
RO
Z L
RH
80
M P-28
TC
EE
EE
AMOLAD.
PR
GR
AB
A P
RE
S
FR
ES
UN
IV
MP
-18
EE
RE
CT
IF.
PL
.
MP-23E E
TU
RR
I T
-300
:
MP-16TC
AC
EE
MP
-19
MP
-20
AC
EE
AC
EE
MES
AS
BROCHADO:
05
HIDRAULICO EE
PERF. DE COL.
MP-24
E E
MESA
RECT UNIV
MP-21
BRUÑ. VERT.
TC
E E
EE
EE
AC
EE
FR
ES
. F
RE
S.
CO
BR
EA
DO
DE
MA
ND
RILE
S
REBA BADO
PIEDRA
PIE DRA
EE
TC
BAÑO HOMBRES
BAÑO MUJERES
DEPOSITO
EQ
UIP
O D
E A
PL
ICA
CIO
N D
E S
PR
AY
ME
TA
L
MP-37
SO
PL
ET
EM
AQ
UIN
A D
E E
NF
RIA
MIE
NT
O
DE
PIS
TO
NE
S
E E
TAL
AD
RO
MO
VIL
MESADA
A RMAR IO
MESADA
GR
AN
AL
LAD
OR
A C
YM
TU
B 2
00
CAPACHO CAPACHO
M-450
CAM
A PAR
A
CA
PAC
HO
PUENTE
EE
12
3
4
5
6
7
8
1. Materia prima
2. Corte
3. Enderezado y grabado
4. Bruñido negro
5. Cromado
6. Bruñido final
7. Roscado
8. Almacenaje
420 m

CONTENEDORES
30

4 - Productos fallados
Causas• Énfasis en inspección al final del proceso
• Ausencia de estándares para el trabajo de inspección
• Omisión de los estándares de operaciones
• Inadecuada manipulación de materiales y transporte
Productos fallados: generan de 7 a 9 veces más de tiempo perdido
Los productos fallados resultan de la Fabricación ,
la Inspección solamente los descubre

�Crear calidad en cada proceso
�Autocontrol - Dispositivos a prueba de errores
�Capacitar a los trabajadores para inspección sucesiva
�Definir estándares de operaciones
�Producción en flujo continuo
�Promover el análisis de valor y la ingeniería de valor (descubrir el
mejor método de fabricación)
SoluciónSolución
Detectar la causa raíz mediante Herramientas de calidadpara la solución de problemas
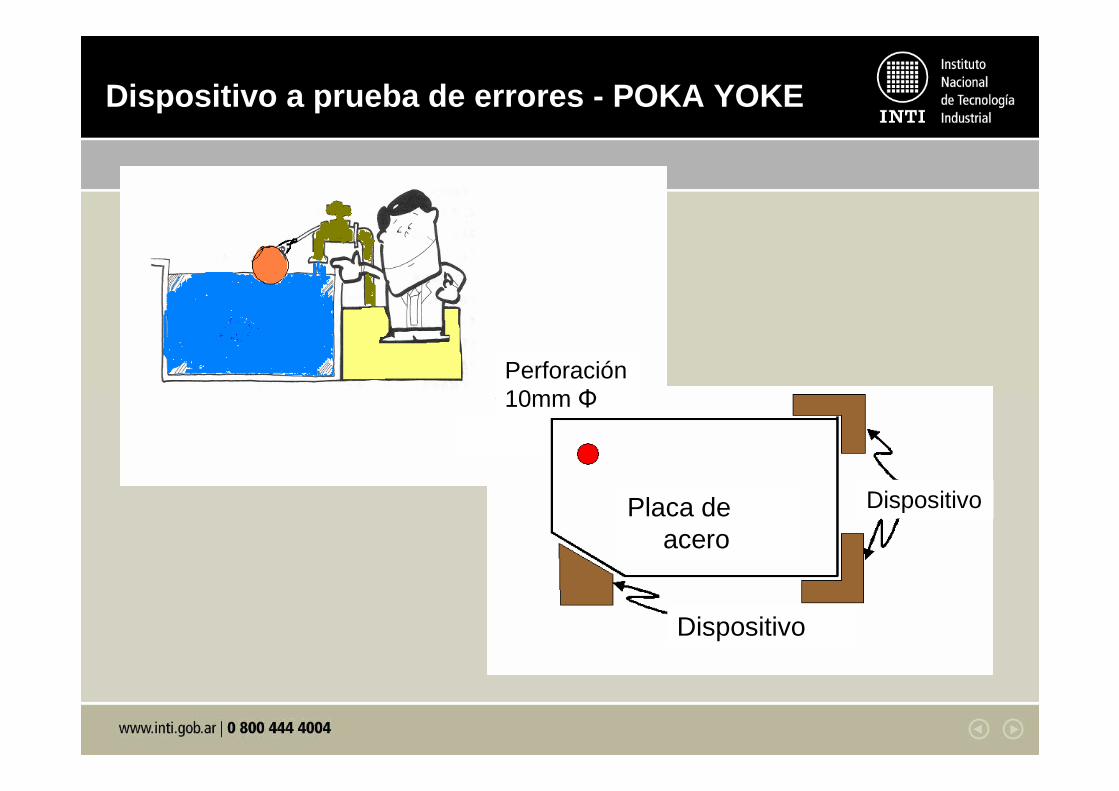
Dispositivo a prueba de errores Dispositivo a prueba de errores -- POKA YOKEPOKA YOKE
Dispositivo
Dispositivo
Perforación 10mm Φ
Placa de acero
5 - Procesamiento innecesario
Es realizar operaciones no necesarias según la especificación del producto.
Causas
•Inadecuado estudio de los procesos / operaciones (Ingeniería de Valor)
•Inadecuada organización del puesto e trabajo
•Plantillas o matrices no estandarizadas
•Variación en la calidad de la materia prima
•Estandarización incompleta (herramental inadecuado, etc)
•Falta de capacitación a los operarios
• Promover el análisis de valor y las técnicas de la ingeniería de valor
• Diseño más apropiado de los procesos y operaciones
• Mejorar las matrices o plantillas utilizadas
• Estandarización completa
Solución
6 - Movimientos y esfuerzos innecesarios
36
Generan cansancio o fatigas musculares por ser, incómodos, no ergonómicos, innecesarios.
Causas
Deficiente layout
Falta de entrenamiento o desarrollo de habilidades
Mucho personal en el área de trabajo
Falta de planificación en materia ergonómica

Desperdicio por movimientos innecesarias
Movimiento ≠ Trabajo
Movimientos y esfuerzos innecesarios
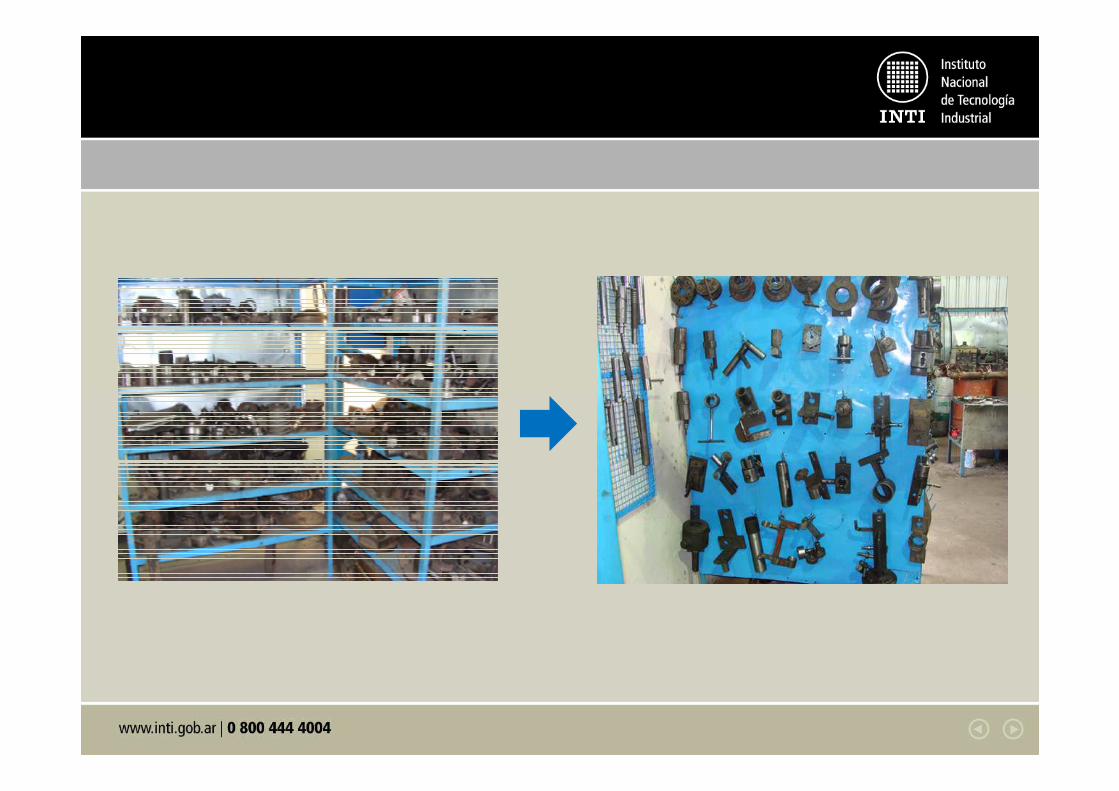
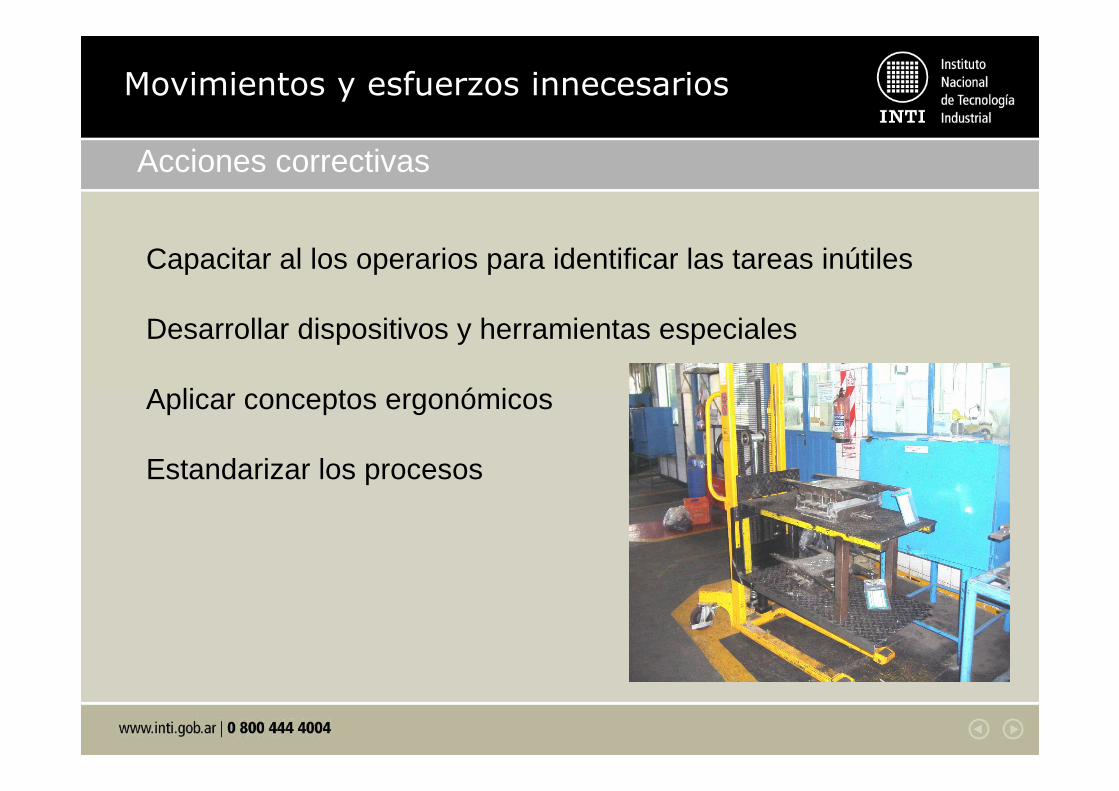
Acciones correctivas
Capacitar al los operarios para identificar las tareas inútiles
Desarrollar dispositivos y herramientas especiales
Aplicar conceptos ergonómicos
Estandarizar los procesos
Movimientos y esfuerzos innecesarios
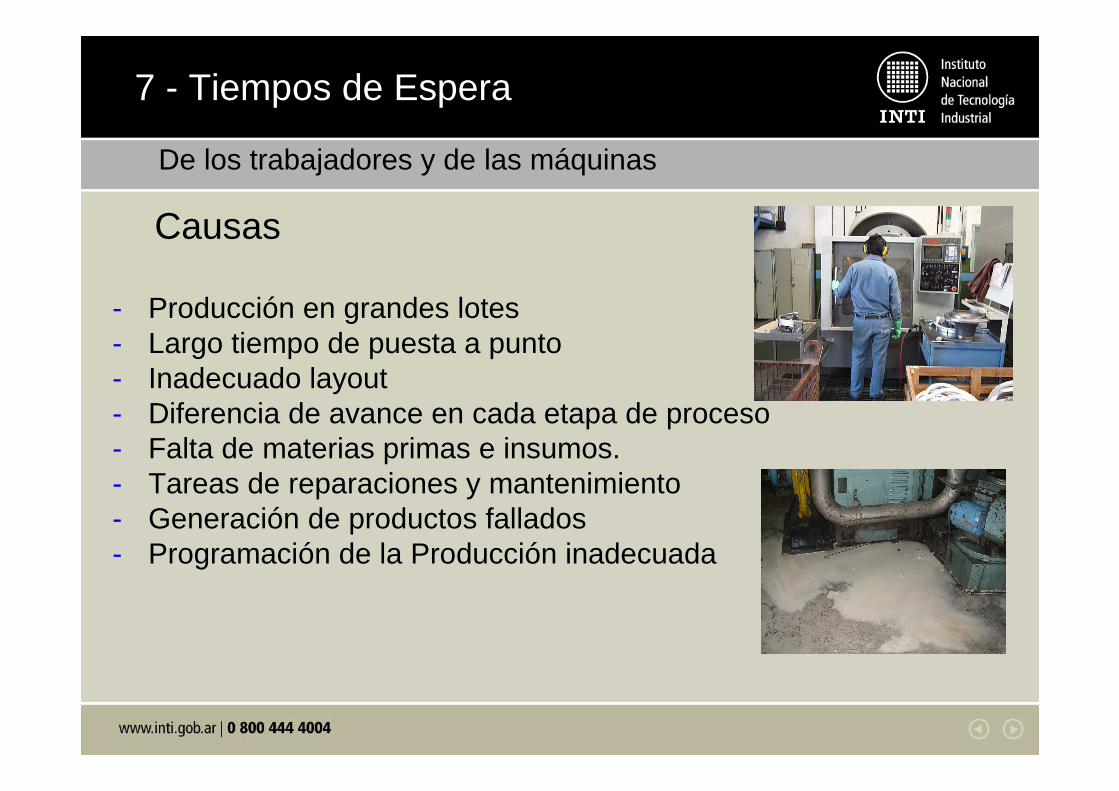
- Producción en grandes lotes- Largo tiempo de puesta a punto- Inadecuado layout- Diferencia de avance en cada etapa de proceso- Falta de materias primas e insumos.- Tareas de reparaciones y mantenimiento- Generación de productos fallados- Programación de la Producción inadecuada
7 - Tiempos de Espera
Causas
De los trabajadores y de las máquinas

• Nivelar la producción• Línea balanceada (sincronizar la provisión de partes)• Layout específico para el producto• Puesta a punto rápida de maquinas y equipos• Mantenimiento autónomo• Dispositivos a prueba de errores• Detención automática de máquinas.• Control visual de partes reunidas
7 - Tiempos de Espera
Acciones Correctivas
42
Tren Bala Chino:
•Existen 30 estaciones entre Beijing y Guangzhou.
•Se calculan 5 min. promedio por parada en cada estación.
•5 min/estación x 30 estaciones = 150 min = 2 horas y media
Tren bala Chino
Tiempo de espera
� Largos tiempos en operaciones monótonas
� Falta de incentivo a la generación de Ideas
� Falta de entrenamiento para el desarrollo de Habilidades
� Insuficientes oportunidades de Enseñanzas
� No escuchar a los empleados
� Falta de reconocimiento
8 – Desperdicio de la creatividad del personal
44

� Capacitación permanente de los empleados
� Aliento a la formación de Grupos de trabajo
� Sistema de Sugerencias
� Reconocimiento de los Logros.
Acciones Correctivas
45
8 – Desperdicio de la creatividad del personal

Superar estos despilfarros
•Menos inversión en capital
•Menos espacio ocupado
•Menos esfuerzo de operarios
•Menos mano de obra directa e indirecta
•Menos inventario
•Menos tiempo total de procesado (TPCT)
permite “hacer más con menos”
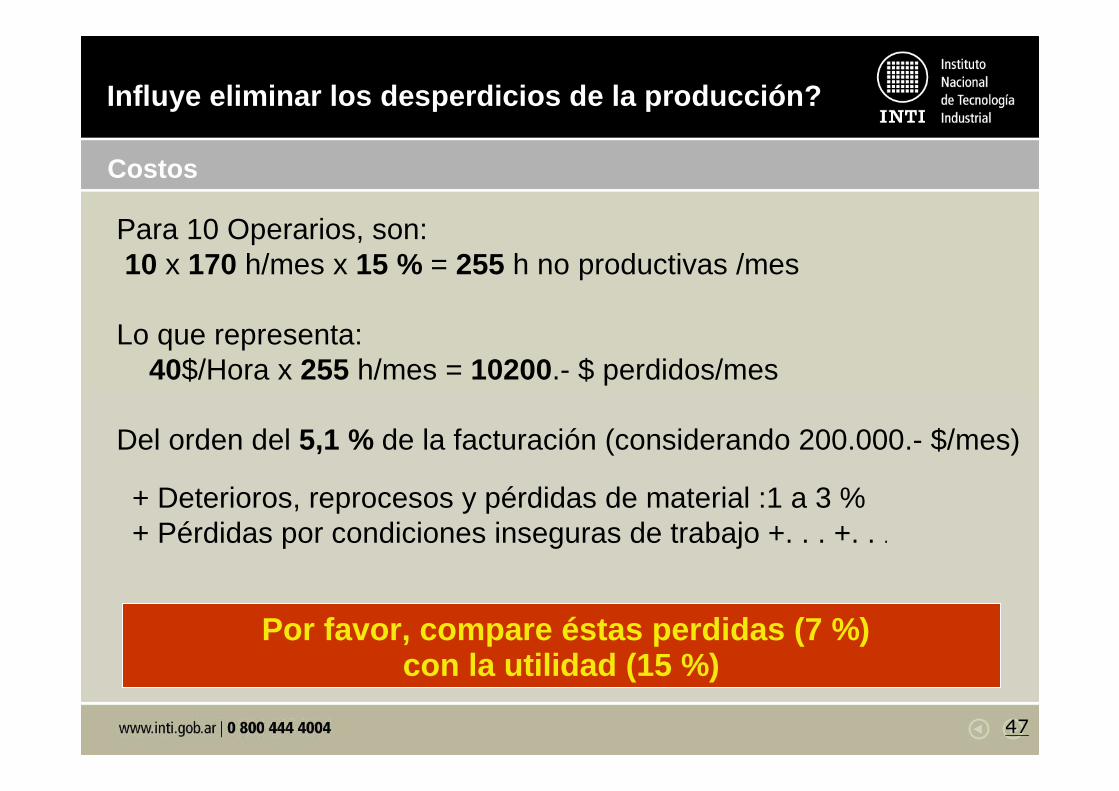
Para 10 Operarios, son:10 x 170 h/mes x 15 % = 255 h no productivas /mes
Lo que representa:40$/Hora x 255 h/mes = 10200.- $ perdidos/mes
Del orden del 5,1 % de la facturación (considerando 200.000.- $/mes)
+ Deterioros, reprocesos y pérdidas de material :1 a 3 %+ Pérdidas por condiciones inseguras de trabajo +. . . +. . .
Por favor, compare éstas perdidas (7 %) con la utilidad (15 %)
Costos
47
Influye eliminar los desperdicios de la producción?
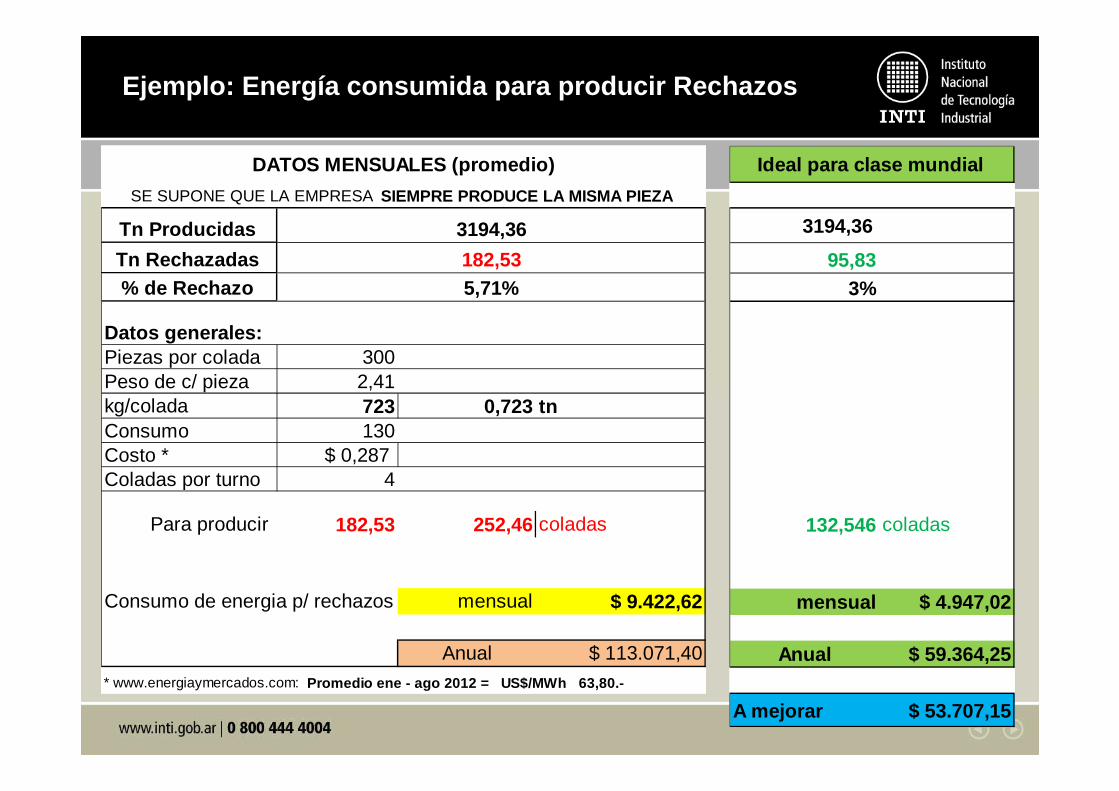
Ejemplo: Energía consumida para producir Rechazos
Tn Producidas
Tn Rechazadas% de Rechazo
Datos generales:Piezas por colada 300Peso de c/ pieza 2,41kg/colada 723 0,723 tnConsumo 130Costo * $ 0,287 Coladas por turno 4
Para producir 182,53 252,46 coladas
Consumo de energia p/ rechazos mensual $ 9.422,62
Anual $ 113.071,40* www.energiaymercados.com: Promedio ene - ago 2012 = US$/MWh 63,80.-
3194,36
182,535,71%
DATOS MENSUALES (promedio)
SE SUPONE QUE LA EMPRESA SIEMPRE PRODUCE LA MISMA PIEZA
3194,36
95,833%
132,546 coladas
mensual $ 4.947,02
Anual $ 59.364,25
A mejorar $ 53.707,15
Ideal para clase mundial

Nuestra filosofía
•Promover el cambio continuo
•Muchas mejoras pequeñas y simples
•Buscar la participación de TODOS
Volvamos a definir el objetivo
La Mejora continua tiene como fin la eliminación de los desperdicios y el mejoramiento de los procesos
Hay dos formas de mejorar los procesos y eliminar desperdicios:
Mediante la INNOVACIÓN
A través del KAIZEN


Kaizen
Tiempo
Mejora
Mejora
Nivel de Producción
D
A
P
C
From “Soui to Kufu”
The Japan HR Association
KAIZEN
Una construcción de nuevas carreteras
INNOVATION
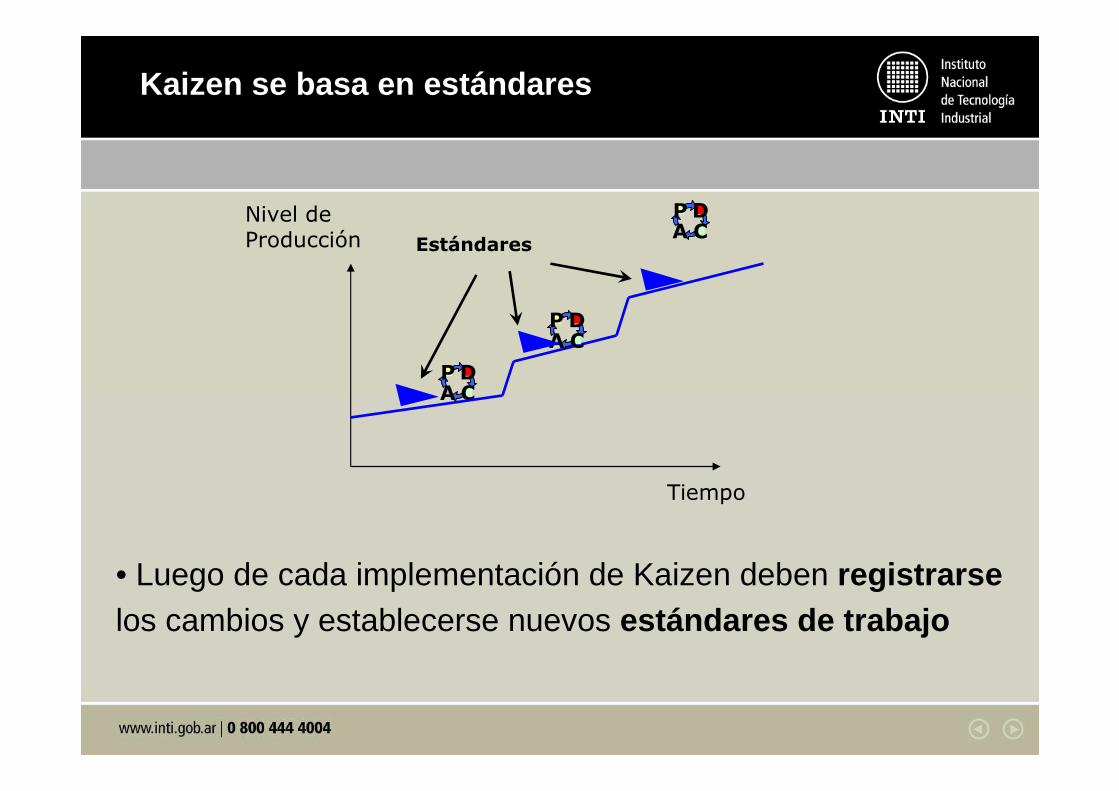
Kaizen se basa en estándares
• Luego de cada implementación de Kaizen deben registrarselos cambios y establecerse nuevos estándares de trabajo
DAPC
DAPC
Tiempo
Nivel de Producción
DAPC
Estándares
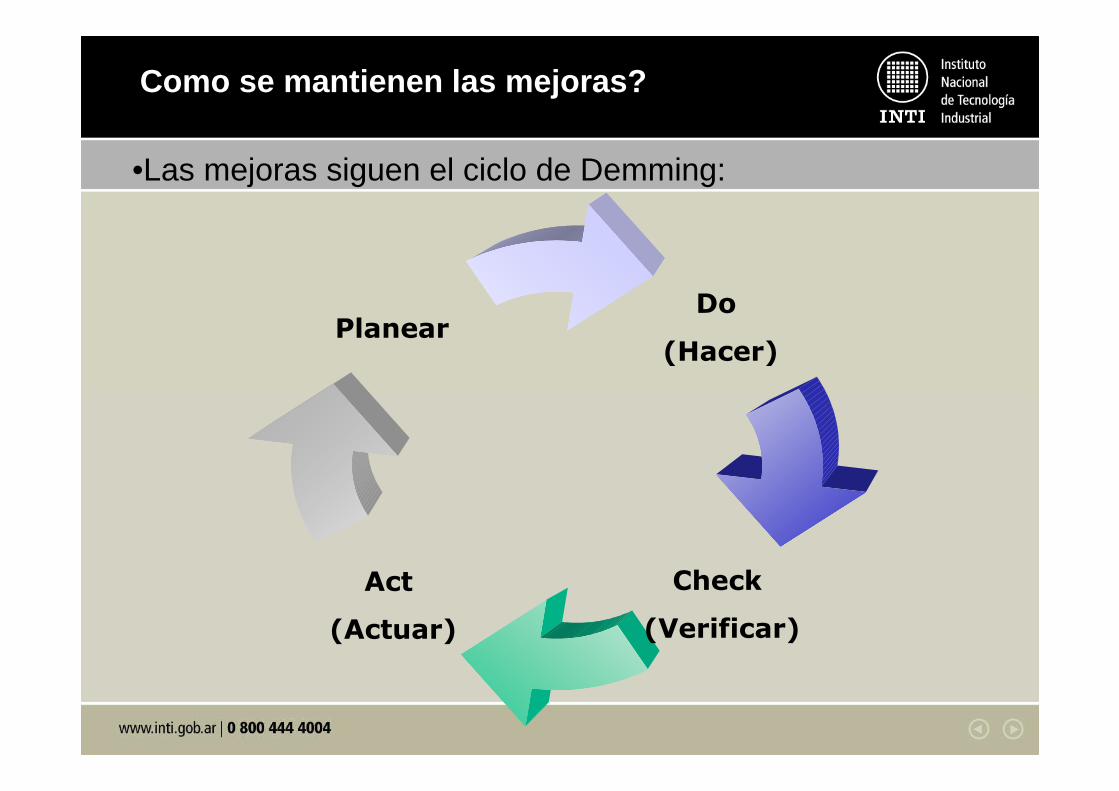
Como se mantienen las mejoras?
•Las mejoras siguen el ciclo de Demming:
Do
(Hacer)
Act
(Actuar)
Planear
Check
(Verificar)
Quién participa del Kaizen?
TODAS las personas de la empresa deben estar involucradas en las actividades de Mejora, desde la dirección hasta los nuevos empleados.
Sin el convencimiento del director y de los operarios Kaizen no da sus frutos.
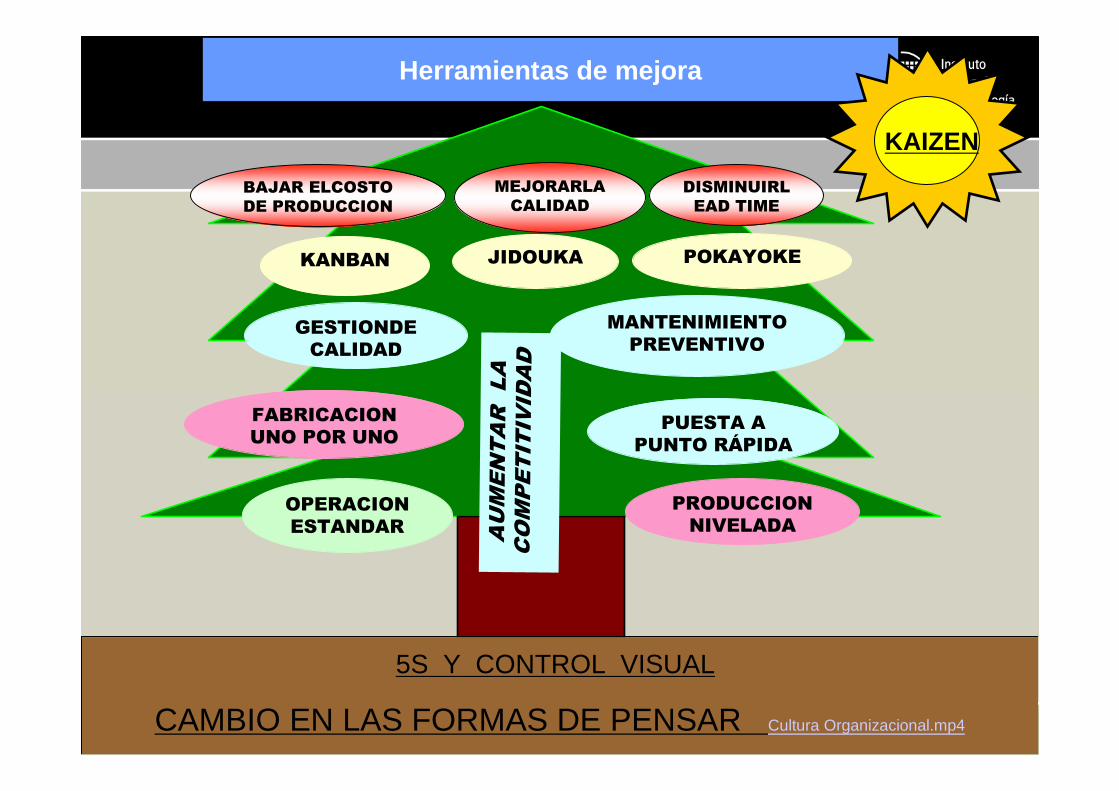
Herramientas de mejora
AUMENTAR LA
COMPETITI VIDAD
PRODUCCION NIVELADA
OPERACION ESTANDAR
FABRICACION UNO POR UNO
PUESTA A PUNTO RÁPIDA
GESTIONDECALIDAD
MANTENIMIENTO PREVENTIVO
KANBAN JIDOUKA POKAYOKE
BAJAR ELCOSTODE PRODUCCION
MEJORARLA CALIDAD
DISMINUIRLEAD TIME
5S Y CONTROL VISUAL
CAMBIO EN LAS FORMAS DE PENSAR Cultura Organizacional.mp4
KAIZEN
Muchas Gracias
por su Atención

Av. Vélez Sarsfield 1561 Córdoba Argentina(0351) 4698304 / 4681662 – Int. [email protected]
Octubre de 2012