01 indice general - rovira i virgili...
TRANSCRIPT

ANÁLISIS Y OPTIMIZACIÓN DE UNA PLANTA DE PURIFICACIÓN DE HIDRÓGENO TIPO PSA
INDICE GENERAL
TITULACIÓN: Ingeniería Automática y Electrónica Industrial
AUTOR: Joan Maria Salvadó Vilafranca
DIRECTOR: Lluis Massagues Vidal FECHA: Junio / 2007.
INFORMACIÓN CONFIDENCIAL
Este proyecto contiene información confidencial que no ha sido publicada.Para obtener más información dirigirse a:
Lluís Massagués Vidal Teléfono: 977 559 695 Fax: 977 559 605 E-mail: [email protected]

INDICE GENERAL
MEMORIA DESCRIPTIVA
MEMORIA DE CÁLCULO
MEMORIA DE PLANOS
PRESUPUESTO
PLIEGO DE CONDICIONES
ANÁLISIS Y OPTIMIZACIÓN DE UNA PLANTA DE PURIFICACIÓN DE HIDRÓGENO TIPO PSA
MEMORIA DESCRIPTIVA
AUTOR: Joan Maria Salvadó Vilafranca
DIRECTOR: Lluis Massagues Vidal
FECHA: Junio / 2007.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 2 de 118
INDICE
1 ANTECEDENTES ............................................................................................... 7
1.1 UBICACIÓN DE LA INSTALACIÓN........................................................................ 7
1.2 JUSTIFICACIÓN DE LA UNIDAD DE PSA............................................................... 8
1.2.1 Deshidrogenación del Propano por Reacción Catalítica (DHP) ................ 8
1.2.1.1 Descripción Básica del Proceso DHP .................................................. 8
1.3 PURIFICACIÓN DEL HIDRÓGENO POR ADSORCIÓN A PRESIÓN BALANCEADA ....... 9
1.3.1 Conceptos Básicos..................................................................................... 9
1.3.1.1 La Adsorción .................................................................................... 10
1.3.1.2 Capacidad de Carga .......................................................................... 11
1.3.1.3 La Selectividad ................................................................................. 12
1.3.1.4 El Adsorbente ................................................................................... 13
1.3.2 Proceso PSA (Pressure Swing Adsorption) .............................................. 14
1.3.3 Rendimiento del sistema .......................................................................... 18
1.3.4 Fases del Proceso.................................................................................... 20
1.3.4.1 Adsorción (Adsorption)..................................................................... 20
1.3.4.2 Proporcionar Purga (Provide Purge) .................................................. 21
1.3.4.3 Despresurización (Blowdown) .......................................................... 22
1.3.4.4 Recibir Purga (Purge)........................................................................ 23
1.3.4.5 Represurización (Repress)................................................................. 23
1.3.4.6 Frente de Impurezas .......................................................................... 24
1.3.5 Unidades Multi-lecho ............................................................................. 24
1.4 DIRECTIVA EUROPEA ATEX 94/9/CE DEL 23/03/94 ........................................ 25
2 ANÁLISIS DEL PROCESO .............................................................................. 29

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 3 de 118
2.1 INTRODUCCIÓN............................................................................................... 29
2.2 ESPECIFICACIONES DE DISEÑO ........................................................................ 30
2.3 DESCRIPCIÓN DEL PROCESO ............................................................................ 30
2.3.1 Configuración Básica.............................................................................. 30
2.3.2 Composición de los Lechos...................................................................... 31
2.3.3 Modo de Funcionamiento ........................................................................ 31
2.3.3.1 Filosofía de Control .......................................................................... 31
2.3.3.2 Secuencia de Fases............................................................................ 32
Fase 1: Adsorción .......................................................................................... 32
Fase 2: Proporcionar Purga ............................................................................ 33
Fase 3: Despresurización (Blowdown) ........................................................... 33
Fase 4: Recibir Purga ..................................................................................... 34
Fase 5: Tiempo de Espera (Idle) ..................................................................... 34
Fase 6: Represurización ................................................................................. 34
2.3.3.3 Ciclos de Trabajo a 4 Lechos............................................................. 35
2.3.3.4 Composición del Gas de Cola............................................................ 35
2.3.3.5 Puesta en Marcha de la Unidad.......................................................... 35
3 ANÁLISIS DEL HARDWARE INSTALADO................................................. 37
3.1 EQUIPOS MECÁNICOS ..................................................................................... 37
3.1.1 Lechos de Absorbente.............................................................................. 37
3.1.2 Tanque Succión ....................................................................................... 38
3.1.3 Válvulas de Seguridad ............................................................................. 39
3.2 EQUIPOS INSTRUMENTACIÓN........................................................................... 40
3.2.1 Válvulas Automáticas .............................................................................. 40
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 4 de 118
3.2.1.1 Válvulas de Corte Todo-Nada ........................................................... 40
3.2.1.1.1 Objetivo ....................................................................................... 40
3.2.1.1.2 Elementos Constructivos .............................................................. 41
3.2.1.2 Válvulas de Corte Controladas .......................................................... 54
3.2.1.2.1 Objetivo ....................................................................................... 54
3.2.1.2.2 Elementos Constructivos .............................................................. 55
3.2.1.3 Válvulas de Regulación y Control ..................................................... 71
3.2.1.3.1 Objetivo ....................................................................................... 72
3.2.1.3.2 Elementos Constructivos .............................................................. 72
3.2.2 Transmisores de Presión ......................................................................... 75
3.2.2.1 Objetivo ............................................................................................ 75
3.2.2.2 Elementos Constructivos................................................................... 76
3.2.2.2.1 Método de Medición .................................................................... 76
3.2.2.2.2 Características Técnicas ............................................................... 77
3.2.2.2.3 Encapsulado ................................................................................. 78
3.2.2.2.4 Calibración................................................................................... 78
3.2.3 Transmisores de Temperatura ................................................................. 82
3.2.3.1 Objetivo ............................................................................................ 82
3.2.3.2 Elementos Constructivos................................................................... 83
3.2.3.2.1 Método de Medición .................................................................... 84
3.2.3.2.2 Características Técnicas ............................................................... 85
3.2.3.2.3 Encapsulado ................................................................................. 86
3.2.3.2.4 Calibración................................................................................... 87
3.2.4 Transmisores de Caudal .......................................................................... 87
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 5 de 118
3.2.4.1 Objetivo ............................................................................................ 88
3.2.4.2 Elementos Constructivos................................................................... 88
3.2.4.2.1 Método de Medición .................................................................... 88
3.2.4.2.2 Características Técnicas ............................................................... 90
3.2.4.2.3 Encapsulado ................................................................................. 92
3.2.4.2.4 Calibración................................................................................... 92
3.2.5 Analizador en línea.................................................................................. 97
3.2.5.1 Objetivo ............................................................................................ 97
3.2.5.2 Elementos Constructivos................................................................... 97
3.2.5.2.1 Descripción.................................................................................. 97
3.2.6 Hardware de Control............................................................................... 99
3.2.6.1 Sistema de Control Distribuido (DCS) .............................................. 99
3.2.6.2 Controladores.................................................................................. 100
3.2.6.3 Fuentes de alimentación ................................................................. 101
3.2.6.3.1 Fuente de alimentación AC /DC ................................................. 101
3.2.6.3.2 Fuente de alimentación con protección intrínseca. ...................... 102
3.2.6.4 Módulos I/O................................................................................... 103
3.2.6.4.1 VE4001S2T1B1 ......................................................................... 104
3.2.6.4.2 VE4003S1B1 ............................................................................. 104
3.2.6.4.3 VE4010B1 ................................................................................. 105
3.2.6.4.4 VE4011B1 ................................................................................. 106
3.2.6.4.5 VE4012S2B1 ............................................................................. 107
3.2.6.4.6 VE4013S1B1 ............................................................................. 108
3.2.6.5 Lazos de Control............................................................................. 109

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 6 de 118
3.2.6.5.1 A-0407 ....................................................................................... 109
3.2.6.5.2 P-0403........................................................................................ 110
3.2.6.5.3 X-0411....................................................................................... 110
4 ANÁLISIS DEL SOFTWARE IMPLEMENTADO....................................... 112
4.1 SECUENCIA PRINCIPAL DE CONTROL ............................................................. 112
5 POSIBILIDADES DE MEJORA..................................................................... 112
5.1 REDIMENSIONADO DE LAS VÁLVULAS AUTOMÁTICAS.................................... 112
5.1.1 Modo de operación NORMAL ............................................................... 113
5.1.2 Modo de operación FUTURO................................................................ 114
5.2 OPERACIÓN CON 3 LECHOS ........................................................................... 115
5.2.1 Secuencia de Fases a 3 lechos ............................................................... 115
Fase1.Adsorción.............................................................................................. 115
Fase2.Blowdown............................................................................................. 115
Fase3.Recibir Purga ........................................................................................ 115
Fase4.Represurización..................................................................................... 116
Fase5.Tiempo de espera (Idle)......................................................................... 116
5.2.2 Ciclo de Trabajo a 3 Lechos.................................................................. 116
5.2.3 Secuencias de Control a 3 lechos........................................................... 116
5.2.4 Transición a 3 Lechos........................................................................... 116
5.2.5 Transición a 4 lechos............................................................................. 117
6 BIBLIOGRAFIA.............................................................................................. 118
Estudio y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 7 de 118
1 Antecedentes 1.1 Ubicación de la Instalación
A finales de 1999, se firmó un contrato para la fundación de una empresa mancomunada para realizar la construcción y operación de una unidad de deshidrogenación de propano con el objetivo de producir propileno.
Como consecuencia del contrato citado, a inicios de 2000 se constituyó la empresa SPSA, cuya sede social se situó en la provincia de Tarragona.
Figura 1. Vista general
La instalación que se inauguró en 2004 tiene una capacidad productiva de 300.000 toneladas actuales de propileno. El propano necesario para la producción del propileno es importado mediante flete marino.
El propileno producido, materia prima básica para la producción de polipropileno, se suministra a una empresa multinacional del sector para abastecer sus plantas de producción de polipropileno.
Figura 2 Imagen maqueta 3D
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 8 de 118
Como veremos mas adelante, dentro del proceso de deshidrogenación del propano se genera hidrógeno de baja pureza que debe ser purificado a fin de poder reutilizarlo en varios puntos del propio proceso productivo, por lo que se instaló en el recinto de la planta de deshidrogenación de propano DHP, otra planta destinada a la purificación del hidrógeno autogenerado a fin de reinyectar el hidrógeno en la línea del proceso productivo de DHP.
El proceso seleccionado para la purificación del hidrógeno fue el PSA (Pressure Swing Adsorption).
1.2 Justificación de la unidad de PSA
A fin de mejorar la comprensión del sistema se realiza una justificación de la necesidad de dicha unidad dentro del conjunto de la planta de DHP donde esta ubicada.
En este apartado se describe el proceso de deshidrogenación de propano así como los requerimientos del mismo en cuanto a hidrógeno se refiere.
1.2.1 Deshidrogenación del Propano por Reacción Catalítica (DHP) 1.2.1.1 Descripción Básica del Proceso DHP
El propósito de la planta de Deshidrogenación de Propano, es la transformación del Propano en Propileno mediante la deshidrogenación del mismo.
El proceso de deshidrogenación consiste en una deshidrogenación catalítica del propano a propileno, donde el catalizador se halla casi siempre en movimiento y se regenera de forma continua.
El flujo de alimentación de propano fresco al sistema debe ser tratado antes de entrar en contacto con el catalizador. Se deben eliminar componentes nocivos
Posteriormente, este flujo de alimentación se debe combinar con el propano que se obtiene en el Splitter (a modo de reflujo). De la corriente resultante, se deben eliminar los compuestos pesados C4+ .
Esto se realiza en el depropanizador. La cabeza del depropanizador (C3-) se mezcla con el gas de reciclo (fundamentalmente hidrógeno) proveniente del sistema de separación y con disulfuro de dimetilo (DMDS).
El flujo resultante se denomina FLUJO COMBINADO.
Con este flujo combinado se alimentan los reactores de la unidad de reacción y posteriormente se enfría, comprime y trata a fin de eliminar el HCl, H2S y H2O antes de entrar en la sección de separación.
Se separa en dos fracciones, una gas que contiene principalmente hidrógeno y otra líquida que contiene principalmente propano, propileno.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 9 de 118
Posteriormente se separan los componentes ligeros en la columna de deetanización y finalmente el propano-propileno, se introduce en la columna de fraccionamiento (Splitter). Por cabeza de la columna se obtiene propileno que se envía como producto final al cliente.
De la fracción gas del sistema de separación se obtienen dos corrientes. Una es el gas de reciclo que se mezcla con el propano antes de los reactores y otra corriente llamada net gas.
Una parte del net gas se manda al sistema de purificación (PSA) donde se obtiene hidrógeno puro para poder ser mezclado en el proceso de reacción de la planta, donde las impurezas que llevase el mismo nos producirían reacciones colaterales indeseadas en el proceso.
Este hidrógeno es utilizado en:
- la hidrogenación selectiva del metil acetileno - en el sistema de regeneración del catalizador como medio de transporte del catalizador - en los reactores para reducir y calentar el catalizador antes de entrar en la zona de reacción.
El gas residual que sale de la PSA, se envía conjuntamente con el net gas restante al sistema de regeneración de los secadores del efluente del reactor.
El net gas agotado que se obtiene de la regeneración de los secadores del efluente del reactor , se envía a un sistema de lavado donde y posteriormente al sistema general de combustible, donde se mezcla con otras corrientes gaseosas residuales.
1.3 Purificación del Hidrógeno por Adsorción a Presión Balanceada 1.3.1 Conceptos Básicos
La adsorción por balance de presiones (PSA) es una tecnología reconocida mundialmente para la purificación del hidrógeno (H2) de las corrientes de gases de cola (tailgas) o de las corrientes de gas de síntesis producidas en determinados procesos productivos.
La tecnología PSA elimina las impurezas de las corrientes de hidrógeno, produciendo hidrógeno de alta pureza (típicamente por encima del 99,9% de hidrógeno). Para este tipo de plantas son típicas las recuperaciones de hidrógeno superiores al 80%.
Esta tecnología es empleada mundialmente para:
- Reformadores de metano, donde se logra eliminar CH4, CO2, CO, N2 alcanzando purezas del 71% al 78% de hidrógeno
- Reformadores catalíticos de estireno donde se logra eliminar CO, CH4, C2H4, N2 alcanzando purezas del 75% al 95% de hidrógeno

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 10 de 118
- Crackers de nafta donde se eliminan hidrocarburos ligeros y pesados logrando purezas del 60% de hidrógeno
- Purificación del Helio eliminando el nitrógeno del flujo principal
- Plantas de poliefinas separando hidrocarburos y nitrógeno
- Plantas RPSA purificación rápida del hidrógeno en las estaciones de llenado de cisternas
- Plantas de generación de nitrógeno a partir del aire ambiente
Figura 3. Implantaciones diferentes PSA
1.3.1.1 La Adsorción
Podemos encontrar diferentes definiciones del proceso de adsorción, por ejemplo:
"una técnica de separación que utiliza un sólido (el adsorbente) para adsorber un soluto o adsorbato en su superficie" (pág. 217, Rate-Controlled Separations, Phillip C. Wankat, Elsevier Applied Science, copyright 1990).
“La adsorción es una capa de moléculas extremadamente finas (es decir de gases, solutos o líquidos) a las superficies de los cuerpos sólidos o líquidos con los que están en contacto” (pág. 58, Webster´s Ninth New Collegiate Dictionary, A Merriam Webster copyright 1990).
Básicamente podemos definir el proceso de adsorción como:
“el fenómeno de adhesión de moléculas de un gas la superficie de un sólido “
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 11 de 118
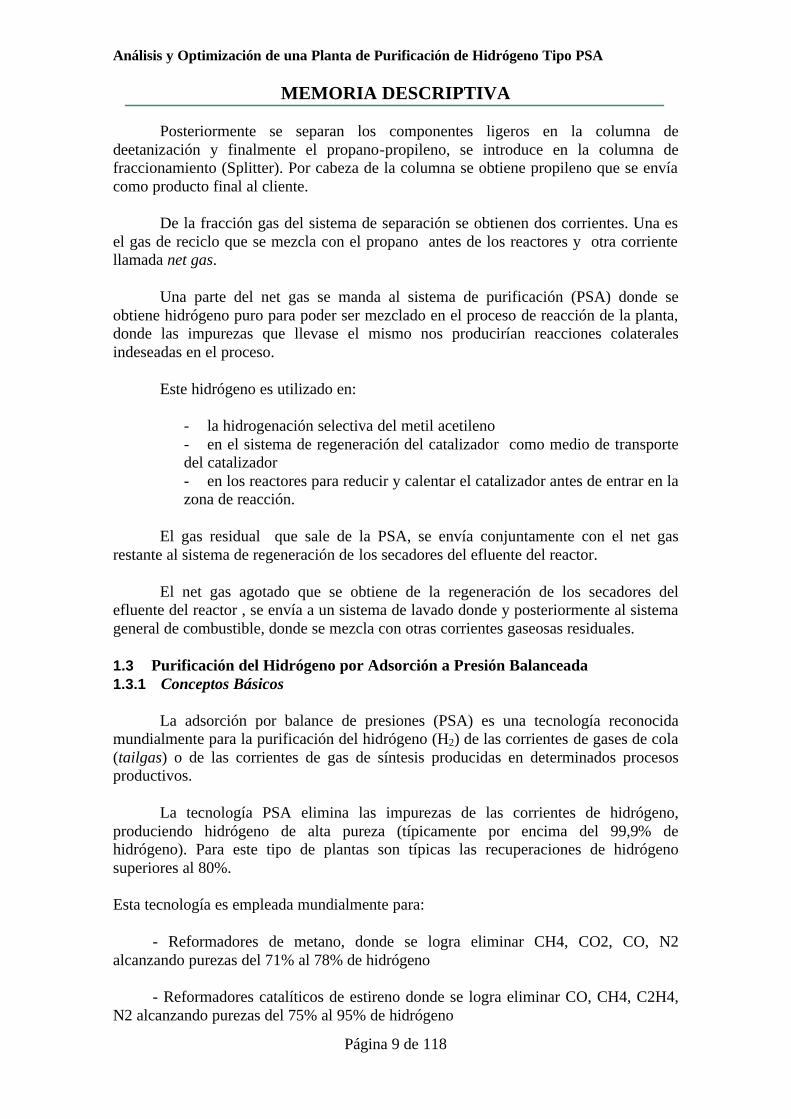
Figura 4. Proceso de adsorción
Por el efecto de adsorción, se nos va a formar una capa de moléculas muy finas adheridas a la superficie del sólido o absorbente.
Tal como hemos definido anteriormente, el absorbente, será el material sólido sobre el cual quedan adheridas las impurezas. Industrialmente se disponen de diferentes tipos de absorbentes como el carbón activo o el tamiz molecular.
A las impurezas que serán adsorbidas por el adsorbente, es decir, las impurezas que deseamos separar del flujo de gas y que se quedan adheridas al sólido se las denomina adsorbato. Esta fase adsorbida o adsorbato es cientos de veces mas densa que la fase gaseosa a limpiar. Son típicas las aplicaciones de plantas de PSA para la eliminación de metano o monóxido de carbono de los flujos de gas.
1.3.1.2 Capacidad de Carga
Entenderemos por Capacidad de carga como la cantidad de un componente dado (adsorbato), que puede contener un adsorbente dado, la máxima cantidad de otro componentes que es capaz de retener. Cuánto más alta sea esta capacidad de carga, más impurezas pueden eliminarse de un volumen dado de gas. En el momento de superarse esta capacidad de carga, se nos producirá una Migración, es decir, cuando el nivel de impurezas del gas de salida de la unidad excede la especificación de producto, se dice que el PSA está en ' migración'.
La capacidad de carga de un determinado adsorbente depende de la presión de trabajo, la temperatura de trabajo del mismo así como del tipo de moléculas a adsorber
Figura 5.Dependencia de la Presión
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 12 de 118
1.3.1.3 La Selectividad
Se entiende por selectividad a la capacidad que tiene un sólido para adsorber a un componente comparado con la capacidad que tiene para adsorber a otros.
La selectividad de un adsorbente nos indica la eficacia de la adsorción, que porcentaje de moléculas de un determinado componente se quedaran retenidas en el sólido comparado con otros componentes existentes en un determinado flujo gaseosos.
Para poder determinar la selectividad de un determinado sólido, deberemos fijarnos en determinadas propiedades de las moléculas sólidas y gaseosas como:
Tamaño de Molécula de gas:
–Las moléculas más grandes se adsorben más fuertemente (Van der Waals)
–Ciertas moléculas se atrapan con más facilidad dentro de los poros, según su tamaño y estructura
Polaridad:
–Moléculas polares se adsorben más fuerte en superficies polares
Figura 8. Polaridad
Punto de Ebullición:
–Moléculas con alto punto de ebullición (menos volátil) se adsorben más fácilmente
En los flujos de gas que contienen varios componentes, tenemos diferentes propiedades para cada componente de gas, por lo que siempre tendremos uno de ellos con mas facilidad que otro para poder ser retenido por el sólido, aunque no esto no evita la adhesión de partículas de los otros componentes gaseosos en la superficie del
¿Cuáles se van a adsorber al sólido ?
Adsorbida
Figura 6.Selectividad
Figura 7.Tamaño Molécula

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 13 de 118
sólido, es decir, nos encontraremos en la superficie del sólido un componente mayoritario (componente mas selectivo) pero también aparecerán partículas de los otros componentes del flujo principal.
Figura 9. Volatilidad
1.3.1.4 El Adsorbente
De las explicaciones anteriores puede entreverse la importancia de la “cantidad” de adsorbente que intervenga en el proceso de purificación, o lo que es lo mismo, de la cantidad de superficie libre de que disponga el sólida para la retención de las moléculas de gas.
Se nos pueden ocurrir varias posibilidades de cómo incrementar la cantidad de superficie que dispondremos para estar en contacto con el gas, como por ejemplo, construir la base del absorbente con bolas muy pequeñas que permitan mucha superficie de contacto con el gas o hacer agujeros en dichas bolitas...
Los adsorbentes se construyen en forma de esferas de pequeño tamaño para evitar las superficies de contacto este las diferentes partículas del mismo. Si ponemos en contacto dos cubos, uno contra el otro, perderemos superficie de contacto con el aire en las dos caras que se estén tocando, sin embargo si dichas partículas de sólido tienen forma esférica, solo estarán en contacto entre ellas en un solo punto.
Figura 10. Forma y tamaño del absorbente
A fin de poder racionalizar la construcción de los depósitos de adsorción, debe intentarse conseguir la máxima superficie de sólido en contacto con el gas pero con el mínimo volumen del recipiente posible, por lo que se aprovecha el volumen interior de las esferas de catalizador para contener también adsorbente, por ello, las bases de los sustratos de adsorbente se construyen al igual que las de los catalizadores con sustancias
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 14 de 118
porosas, es decir, llenas de agujeros y recovecos internos que serán recubiertas por material absorbente y por las que fluirá el gas a limpiar.
Figura 11. Porosidad del lecho
De esta forma, una unidad de sólido puede coger un volumen de gas cientos de veces más grande que si mismo.
Aunque el proceso de adsorción es muy rápido para las partículas de sólido que se hallan en la parte exterior de las esferas de adsorbente, estamos hablando de tiempos de adsorción típicos del orden se segundos a un minuto, no ocurre lo mismo con aquellas partículas de adsorbente que se hallan en las cavidades mas profundas de la esfera de catalizador, ya que el gas que pretendemos que se adsorba, debe moverse por dentro de los diferentes canales y recovecos de las esferas de catalizador (difusión), hasta entrar en contacto con el sólido.
Por ello, deberemos dar un cierto tiempo de espera para lograr que el gas llegue al interior de las esferas de absorbente y lograr así la máxima adsorción posible.
Según se a el producto que deseemos captar del flujo principal, deberemos emplear un determinado producto adsorbente u otro.
Las sustancias mas empleadas en este tipo de planta son:
Ceolita (tamiz molecular) à eliminación de nitrógeno y monóxido de carbono
Carbón activo à eliminación de dióxido de carbona e hidrocarburos ligeros
Silica Gel à eliminación de eliminar hidrocarburos pesados
Alúmina àeliminación de agua e hidrocarburos pesados
1.3.2 Proceso PSA (Pressure Swing Adsorption)
La tecnología PSA o Pressure Swing Adsorption es una tecnología basada en varios tipos de adsorbentes para purificar diferentes tipos de corrientes de gas, por ejemplo oxígeno, nitrógeno o hidrógeno.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 15 de 118
El proceso PSA tiene en cuenta las diferentes capacidades de carga que tiene los sólidos adsorbentes respecto a las presiones de los gases a adsorber.
Es decir la relación que existe entre la cantidad de una determinada impureza adsorbida por el absorbente a diferentes presiones de trabajo pero a una temperatura determinada.
Figura 12. Capacidad de Trabajo
Este proceso utiliza alta presión para adsorber componentes gaseosos y baja presión para liberarlos aprovechándose de que la atracción es fuerte a presión alta y mas débil a presión baja. Al reducirse la presión del lecho (“swinging the pressure”) el adsorbente libera los componentes adsorbidos por el sólido .
O lo que es lo mismo:
A presión ALTA, la impureza es adsorbida fuertemente por el adsorbente
Figura 13. Adsorción a alta presión
mientras que a presión BAJA, la impureza se desprende del absorbente
Figura 14. Desprendimiento a baja presión

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 16 de 118
Si ha este efecto le añadimos la selección de un adsorbente que sea selectivo con el producto que pretendemos limpiar, para que este se adsorba poco sobre el adsorbente, tanto a bajas como a altas presiones
Figura 15. Selectividad durante la adsorción
cuando baje la presión del lecho, la cantidad de producto “bueno” será pequeña debido a que solo se han adherido muy pocas partículas sobre el adsorbente. Tendremos muy pocas perdidas de gas limpio durante la despresurización del lecho.
Figura 16. Moléculas de hidrogeno adsorbidas
Como podemos observar, los absorbentes son selectivos a un determinado componente.
En los procesos industriales normales, no suelen existir corrientes de gas ideales, es decir, con dos componentes solo, por lo que suele ocurrir que nuestro flujo gaseoso contiene varios componentes que nos interesa eliminar o separar del mismo. Para conseguir esto, debemos instalar varios tipos de adsorbentes dentro del flujo para recoger cada uno un determinado componente:
Figura 17. Disposición de los absorbentes en el lecho

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 17 de 118
Este tipo de procesos es usual para separar componentes de una mezcla puesto que cierto componentes se adsorben más fuertemente que otros.
Un ejemplo típico de corrientes compuestas de alimentación a un lecho de resinas podríamos encontrarlo en las purificación del hidrógeno.
El hidrógeno suele venir de corrientes segundarias de un proceso químico en las que se encuentran otros componentes como el nitrógeno, el monóxido de carbono, el dióxido de carbono o el agua como componentes mayoritarios.
Las impurezas o componentes del flujo principal indeseados, son adsorbidos por el adsorbente a alta presión permitiendo que el componente de gas deseado, hidrógeno, que pase a través del lecho con relativamente poca adsorción.
Los procesos prácticos requieren que el adsorbente tenga una afinidad más fuerte para adsorber los contaminantes ante el componente purificado.
A fin de poder lograr un hidrógeno gas de salida con niveles bajos de impurezas o componentes no deseados, podríamos configurar nuestro lecho de adsorción de la siguiente manera:
Figura 18. Absorbentes empleados en el lecho
Cuando se baja la presión en el lecho , el adsorbente ya no puede adsorber tanta cantidad de impurezas y por lo tanto las suelta durante la etapa de Despresurización y Purga.
Figura 19. Capacidad de carga del absorbente
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 18 de 118
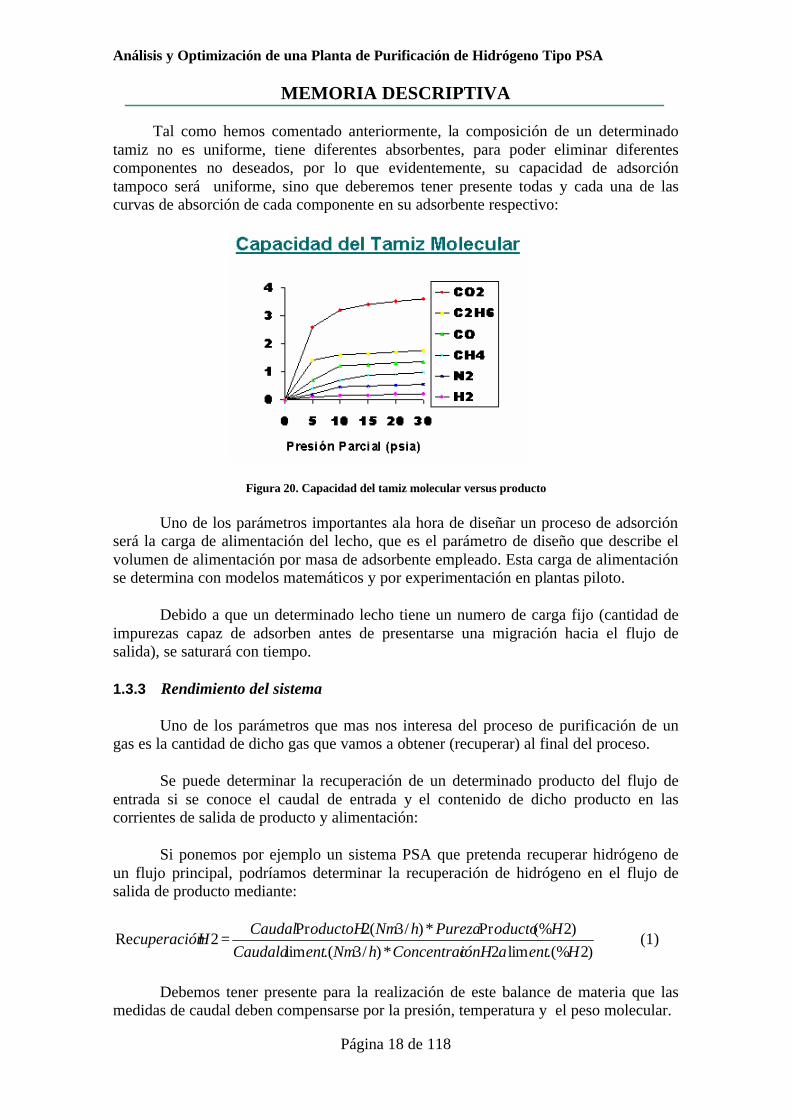
Tal como hemos comentado anteriormente, la composición de un determinado tamiz no es uniforme, tiene diferentes absorbentes, para poder eliminar diferentes componentes no deseados, por lo que evidentemente, su capacidad de adsorción tampoco será uniforme, sino que deberemos tener presente todas y cada una de las curvas de absorción de cada componente en su adsorbente respectivo:
Figura 20. Capacidad del tamiz molecular versus producto
Uno de los parámetros importantes ala hora de diseñar un proceso de adsorción será la carga de alimentación del lecho, que es el parámetro de diseño que describe el volumen de alimentación por masa de adsorbente empleado. Esta carga de alimentación se determina con modelos matemáticos y por experimentación en plantas piloto.
Debido a que un determinado lecho tiene un numero de carga fijo (cantidad de impurezas capaz de adsorben antes de presentarse una migración hacia el flujo de salida), se saturará con tiempo.
1.3.3 Rendimiento del sistema
Uno de los parámetros que mas nos interesa del proceso de purificación de un gas es la cantidad de dicho gas que vamos a obtener (recuperar) al final del proceso.
Se puede determinar la recuperación de un determinado producto del flujo de entrada si se conoce el caudal de entrada y el contenido de dicho producto en las corrientes de salida de producto y alimentación:
Si ponemos por ejemplo un sistema PSA que pretenda recuperar hidrógeno de un flujo principal, podríamos determinar la recuperación de hidrógeno en el flujo de salida de producto mediante:
)2.(%lim2*)/3.(lim)2(%Pr*)/3(2Pr
2ReHentaiónHConcentrachNmentCaudala
HoductoPurezahNmoductoHCaudalHcuperación = (1)
Debemos tener presente para la realización de este balance de materia que las medidas de caudal deben compensarse por la presión, temperatura y el peso molecular.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 19 de 118
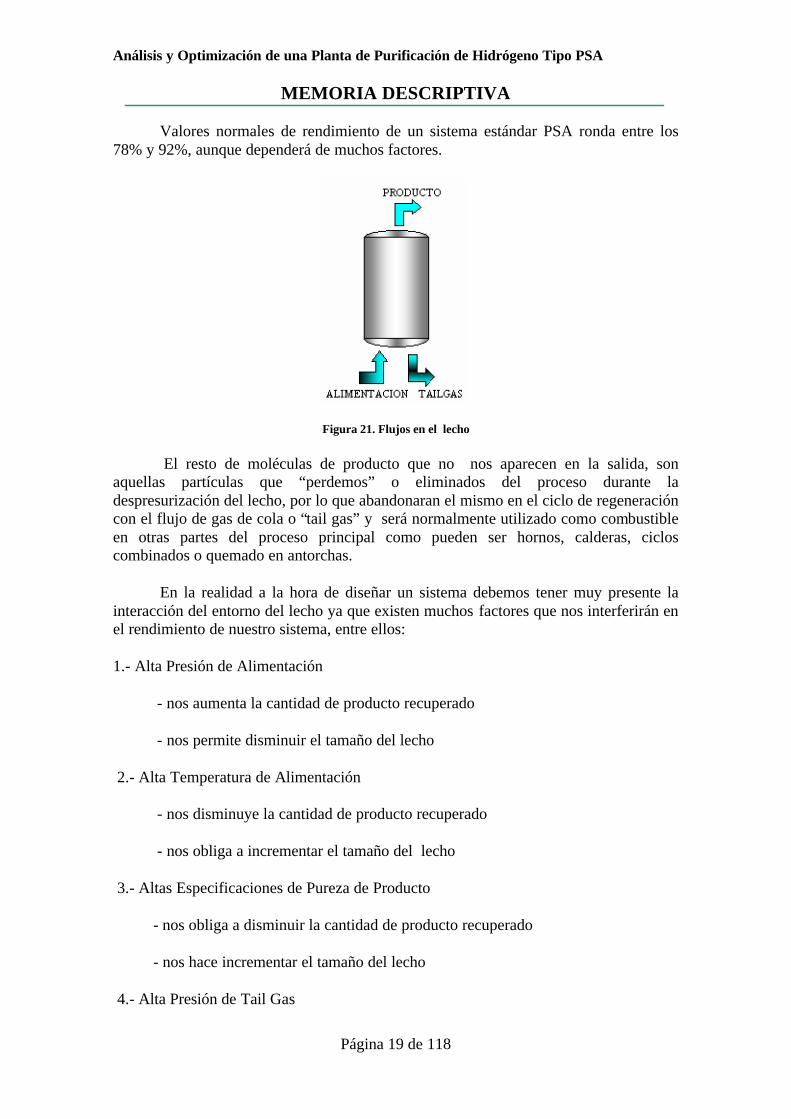
Valores normales de rendimiento de un sistema estándar PSA ronda entre los 78% y 92%, aunque dependerá de muchos factores.
Figura 21. Flujos en el lecho
El resto de moléculas de producto que no nos aparecen en la salida, son aquellas partículas que “perdemos” o eliminados del proceso durante la despresurización del lecho, por lo que abandonaran el mismo en el ciclo de regeneración con el flujo de gas de cola o “tail gas” y será normalmente utilizado como combustible en otras partes del proceso principal como pueden ser hornos, calderas, ciclos combinados o quemado en antorchas.
En la realidad a la hora de diseñar un sistema debemos tener muy presente la interacción del entorno del lecho ya que existen muchos factores que nos interferirán en el rendimiento de nuestro sistema, entre ellos:
1.- Alta Presión de Alimentación
- nos aumenta la cantidad de producto recuperado
- nos permite disminuir el tamaño del lecho
2.- Alta Temperatura de Alimentación
- nos disminuye la cantidad de producto recuperado
- nos obliga a incrementar el tamaño del lecho
3.- Altas Especificaciones de Pureza de Producto
- nos obliga a disminuir la cantidad de producto recuperado
- nos hace incrementar el tamaño del lecho
4.- Alta Presión de Tail Gas

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 20 de 118
- nos disminuye la cantidad de producto recuperado
- nos hace incrementar el tamaño del lecho
1.3.4 Fases del Proceso
Como podemos extrapolar de la explicación anterior, el proceso de purificación por presión balanceada, no es un proceso continuo (en línea), sino que deberemos trabajar con diferentes ciclos o cargas (bags), a fin de poder ir limpiando nuestro absorbente una vez saturado el mismo.
A continuación vamos a analizar las diferentes etapas que van a formar el ciclo de trabajo de nuestro lecho de adsorción, partiendo de un lecho limpio, es decir, sin impurezas adsorbidas en sus resinas y presurizado al mismo nivel de la corriente de entrada al mismo.
1.3.4.1 Adsorción (Adsorption)
El flujo de gas entra en el lecho de adsorción limpio por su parte inferior.
Las impurezas que contiene el flujo se van adsorbiendo a los diferentes estratos de adsorbentes que configuran el lecho.
El flujo de salida de producto purificado se realiza por la parte superior del lecho.
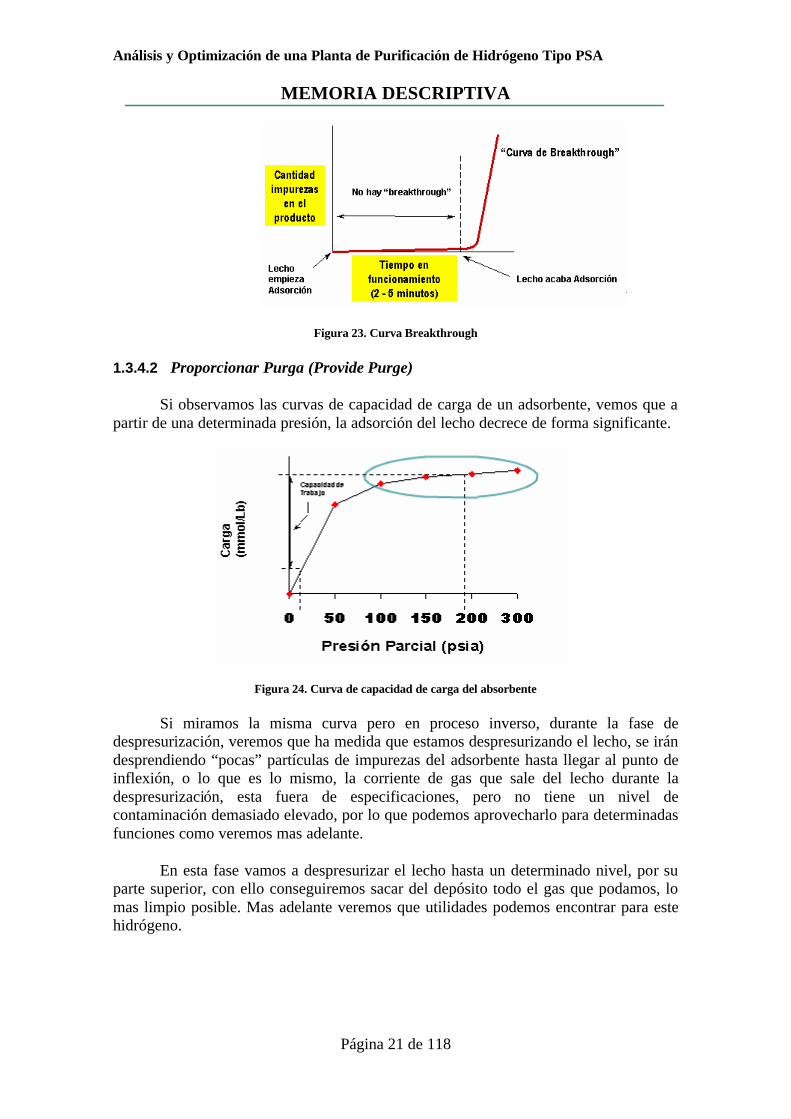
Esta etapa finaliza antes de que el agente de adsorción quede saturado de impurezas y por tanto, de que estas impurezas migren al flujo de salida de producto contaminándolo (breakthrough).
Figura 22. Etapa de adsorción
El tiempo en que esta el lecho e la fase de adsorción depende de muchos factores y debe ajustarse en la fase de puesta en servicio de la instalación mediante analítica del flujo de salida de producto.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 21 de 118
Figura 23. Curva Breakthrough
1.3.4.2 Proporcionar Purga (Provide Purge)
Si observamos las curvas de capacidad de carga de un adsorbente, vemos que a partir de una determinada presión, la adsorción del lecho decrece de forma significante.
Figura 24. Curva de capacidad de carga del absorbente
Si miramos la misma curva pero en proceso inverso, durante la fase de despresurización, veremos que ha medida que estamos despresurizando el lecho, se irán desprendiendo “pocas” partículas de impurezas del adsorbente hasta llegar al punto de inflexión, o lo que es lo mismo, la corriente de gas que sale del lecho durante la despresurización, esta fuera de especificaciones, pero no tiene un nivel de contaminación demasiado elevado, por lo que podemos aprovecharlo para determinadas funciones como veremos mas adelante.
En esta fase vamos a despresurizar el lecho hasta un determinado nivel, por su parte superior, con ello conseguiremos sacar del depósito todo el gas que podamos, lo mas limpio posible. Mas adelante veremos que utilidades podemos encontrar para este hidrógeno.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 22 de 118
Figura 25. Proporcionar purga
1.3.4.3 Despresurización (Blowdown)
En la fase de descarga o blowdown, el lecho es despresurizado del todo hacia la línea de gas de cola. La presión mínima que alcanzara el lecho será la presión del sistema de gas de cola o tail gas
En esta fase, el lecho es despresurizado en sentido opuesto al flujo normal de entrada, por su parte inferior, debido a que durante la fase de despresurización, el adsorbente va a desprenderse de las impurezas, por lo que este flujo llevará un alto contenido de impurezas y no queremos que estas nos contaminen la parte superior del lecho que en teoría es la mas limpia. El contenido de impurezas en el gas de salida dependerá de la presión del lecho, no-lineal.
Esta corriente de gas de cola es la mas “sucia” y se manda normalmente a quemar al sistema de gas de combustible de la planta.
La etapa de descarga finalizará cuando la presión en el lecho haya alcanzado el nivel necesario para la purga.
Figura 26. Paso Blowdown
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 23 de 118
1.3.4.4 Recibir Purga (Purge)
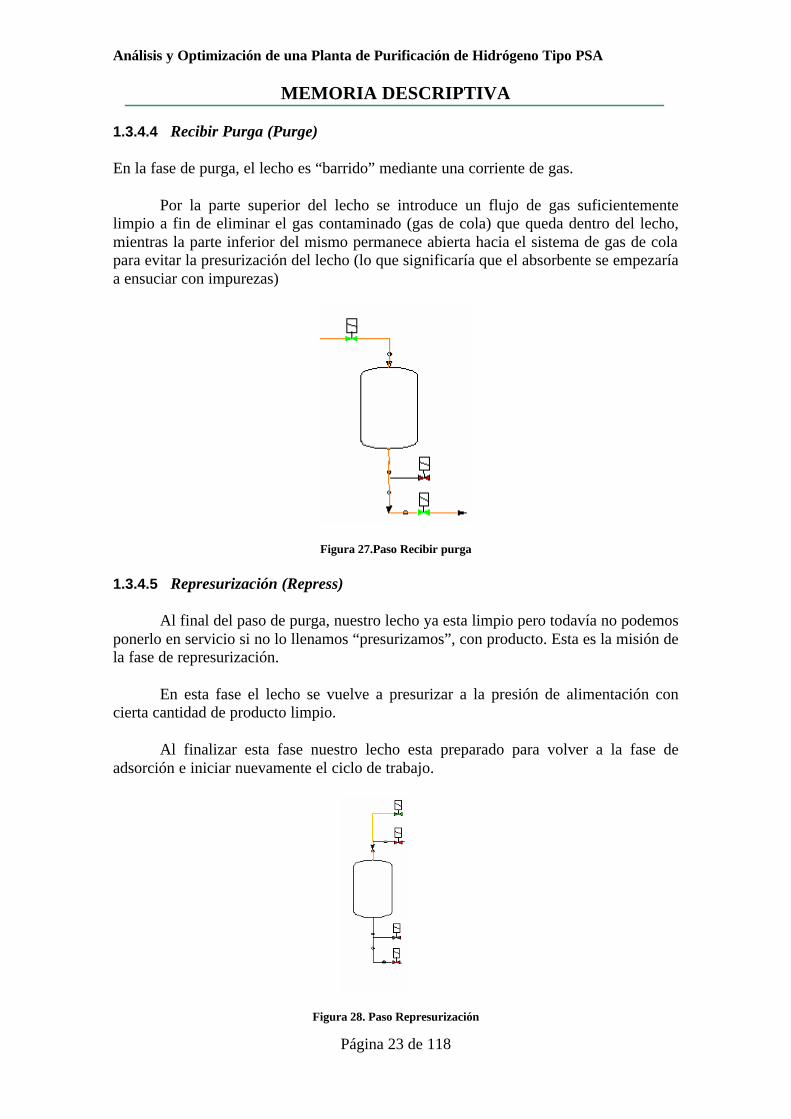
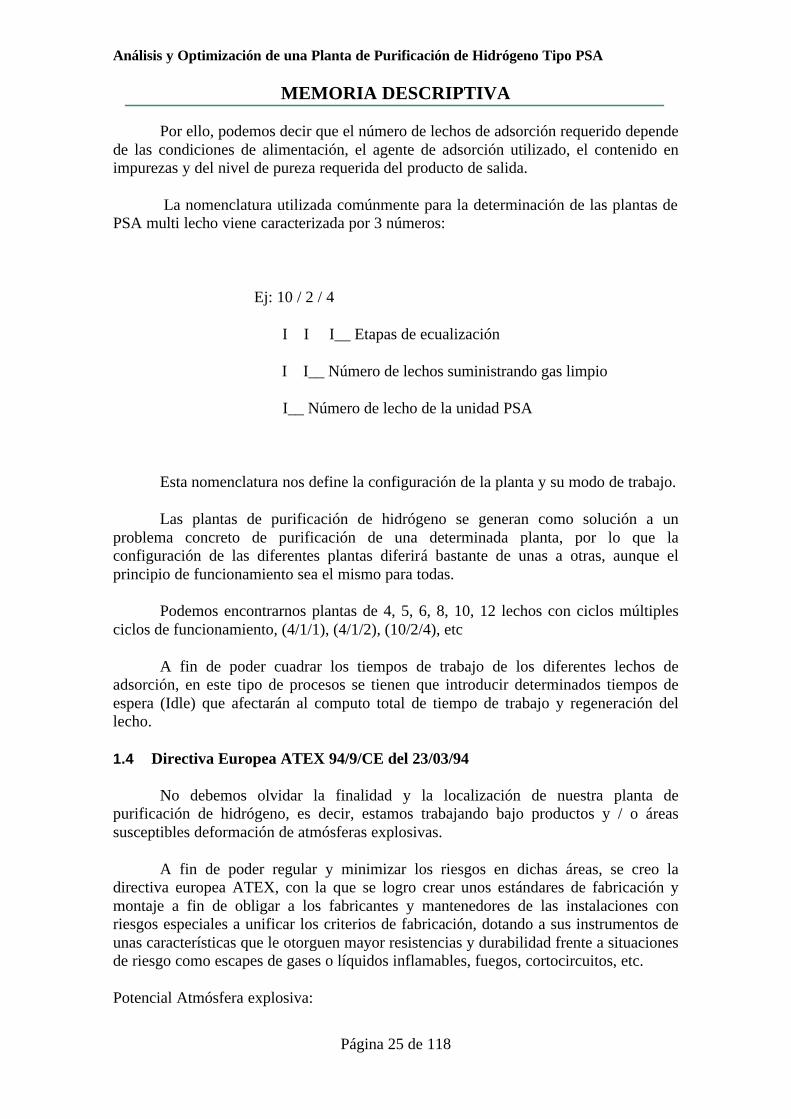
En la fase de purga, el lecho es “barrido” mediante una corriente de gas.
Por la parte superior del lecho se introduce un flujo de gas suficientemente limpio a fin de eliminar el gas contaminado (gas de cola) que queda dentro del lecho, mientras la parte inferior del mismo permanece abierta hacia el sistema de gas de cola para evitar la presurización del lecho (lo que significaría que el absorbente se empezaría a ensuciar con impurezas)
Figura 27.Paso Recibir purga
1.3.4.5 Represurización (Repress)
Al final del paso de purga, nuestro lecho ya esta limpio pero todavía no podemos ponerlo en servicio si no lo llenamos “presurizamos”, con producto. Esta es la misión de la fase de represurización.
En esta fase el lecho se vuelve a presurizar a la presión de alimentación con cierta cantidad de producto limpio.
Al finalizar esta fase nuestro lecho esta preparado para volver a la fase de adsorción e iniciar nuevamente el ciclo de trabajo.
Figura 28. Paso Represurización
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 24 de 118
1.3.4.6 Frente de Impurezas
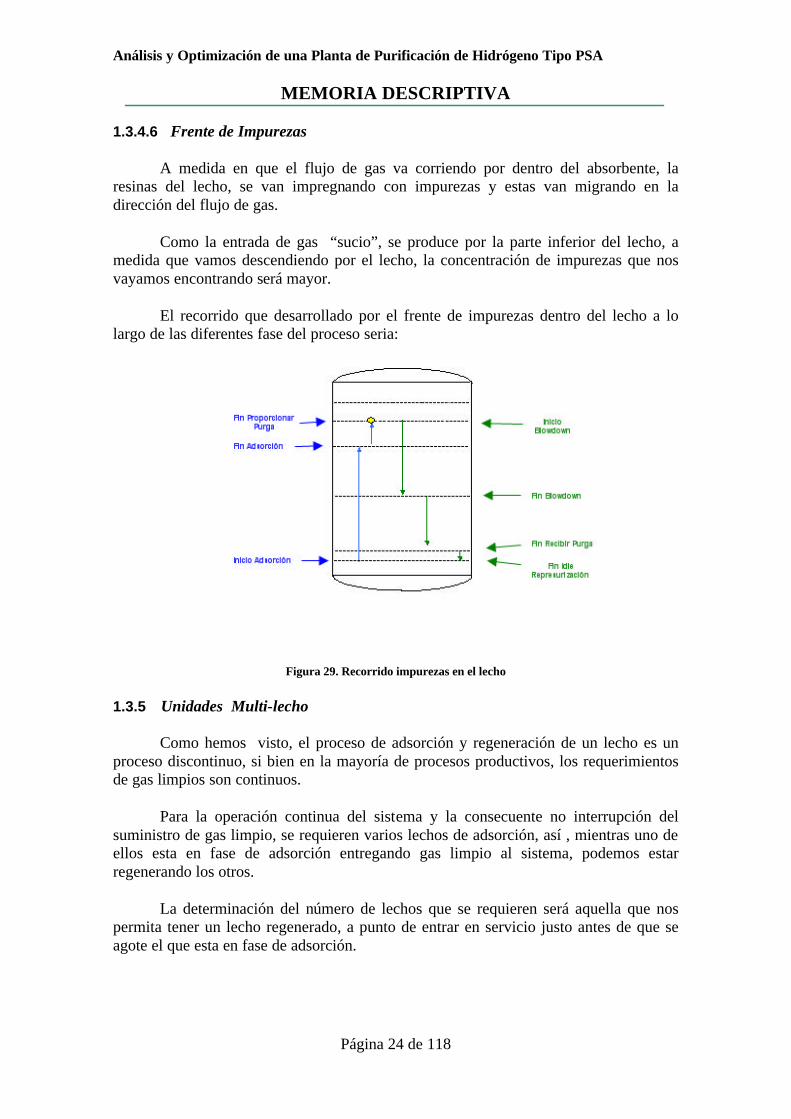
A medida en que el flujo de gas va corriendo por dentro del absorbente, la resinas del lecho, se van impregnando con impurezas y estas van migrando en la dirección del flujo de gas.
Como la entrada de gas “sucio”, se produce por la parte inferior del lecho, a medida que vamos descendiendo por el lecho, la concentración de impurezas que nos vayamos encontrando será mayor.
El recorrido que desarrollado por el frente de impurezas dentro del lecho a lo largo de las diferentes fase del proceso seria:
Figura 29. Recorrido impurezas en el lecho
1.3.5 Unidades Multi-lecho
Como hemos visto, el proceso de adsorción y regeneración de un lecho es un proceso discontinuo, si bien en la mayoría de procesos productivos, los requerimientos de gas limpios son continuos.
Para la operación continua del sistema y la consecuente no interrupción del suministro de gas limpio, se requieren varios lechos de adsorción, así , mientras uno de ellos esta en fase de adsorción entregando gas limpio al sistema, podemos estar regenerando los otros.
La determinación del número de lechos que se requieren será aquella que nos permita tener un lecho regenerado, a punto de entrar en servicio justo antes de que se agote el que esta en fase de adsorción.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 25 de 118
Por ello, podemos decir que el número de lechos de adsorción requerido depende de las condiciones de alimentación, el agente de adsorción utilizado, el contenido en impurezas y del nivel de pureza requerida del producto de salida.
La nomenclatura utilizada comúnmente para la determinación de las plantas de PSA multi lecho viene caracterizada por 3 números:
Ej: 10 / 2 / 4
I I I__ Etapas de ecualización
I I__ Número de lechos suministrando gas limpio
I__ Número de lecho de la unidad PSA
Esta nomenclatura nos define la configuración de la planta y su modo de trabajo.
Las plantas de purificación de hidrógeno se generan como solución a un problema concreto de purificación de una determinada planta, por lo que la configuración de las diferentes plantas diferirá bastante de unas a otras, aunque el principio de funcionamiento sea el mismo para todas.
Podemos encontrarnos plantas de 4, 5, 6, 8, 10, 12 lechos con ciclos múltiples ciclos de funcionamiento, (4/1/1), (4/1/2), (10/2/4), etc
A fin de poder cuadrar los tiempos de trabajo de los diferentes lechos de adsorción, en este tipo de procesos se tienen que introducir determinados tiempos de espera (Idle) que afectarán al computo total de tiempo de trabajo y regeneración del lecho.
1.4 Directiva Europea ATEX 94/9/CE del 23/03/94
No debemos olvidar la finalidad y la localización de nuestra planta de purificación de hidrógeno, es decir, estamos trabajando bajo productos y / o áreas susceptibles deformación de atmósferas explosivas.
A fin de poder regular y minimizar los riesgos en dichas áreas, se creo la directiva europea ATEX, con la que se logro crear unos estándares de fabricación y montaje a fin de obligar a los fabricantes y mantenedores de las instalaciones con riesgos especiales a unificar los criterios de fabricación, dotando a sus instrumentos de unas características que le otorguen mayor resistencias y durabilidad frente a situaciones de riesgo como escapes de gases o líquidos inflamables, fuegos, cortocircuitos, etc.
Potencial Atmósfera explosiva:

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 26 de 118
Una atmósfera explosiva es la combinación de 3 elementos básicos:
a-oxigeno (siempre presente en el aire)
b-sustancia inflamable
c-fuente de ignición (superficies calientes, chispas, llama,...)
Estándares Europeos:
IEC
La International Electrotechnical Comisión (IEC) fue fundada en 1906 en Ginebra y actualmente esta formada por 43 países. Su función es la de regular los estándares de cooperación internacionales para todos los temas relacionados con la estandarización y certificaciones de campo de los aparatos eléctricos y electrónicos a favor de los intercambios internacionales. Desde 1976 esta cooperando entre otras con la ISO (International estandard Organization).
CENELEC:
El European Committee for Electrotechnical Standardization (CENELEC) es una organización técnica localizada e Bruselas compuesta por 19 miembros de la comunidad económica europea y miembros de la European Free Trade Association entre los cuales están Bulgaria, Chipre, Croacia, Estonia, Hungria, Lituania, Polonia, Rumania, Eslovaquia, Eslovenia, y Turquía. Esta organización es la encargada de unificar los estándares a fin de crear un estándar europeo unificado (“EN”). El comité técnico 31 de CENELEC es el encargado de elaborar los estándares para aparatos eléctricos posibles de usar bajo atmósferas explosivas.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 27 de 118
Las normativa ATEX, nos va a dividir los diferentes espacios de trabajo en zonas, según su nivel de peligrosidad.
Según la clasificación de la norma ATEX 94/9/CE, podemos encontrarnos con:
CENELEC:EN 1127-1 Categoría equipo
Destino
- Presencia de metano o polvo M1 I
(minas) - Riesgo de presencia de metano o polvo M2 I
(minas) Zona 0
Presencia permanente o frecuente de inflamables
1 II (superficies)
Zona 1
Presencia intermitente o probable de inflamables
2 II
(superficies) Zona 2
Presencia ocasional o periodos cortos de inflamables
3 II
(superficies)
Tabla 1. Zonas Clasificadas según CENELEC:EN1127-1
La normativa obliga a los fabricantes al etiquetado e identificación de todos sus productos destinado o susceptibles de trabajar en zonas clasificadas en una zona visible del mismo.
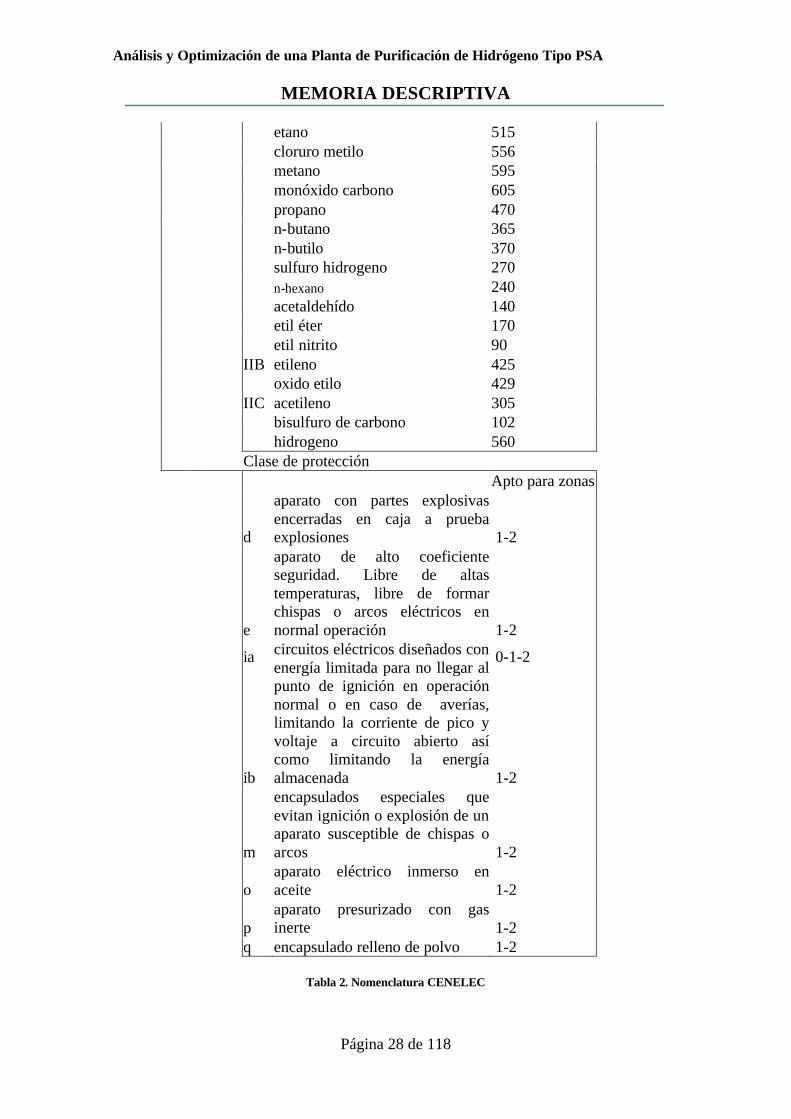
A fin de poder interpretar dicha identificación del instrumento, se adjunta la tabla con los códigos de identificación de los aparatos para uso en zonas clasificadas: EN 50014.
EEx m II T4 Clases de temperatura Temp. superficie máxima Temp. ignición T1 450 450 T2 300 300 T3 200 200 T4 135 135 T5 100 100 T6 85 85 Clasificación equipos según productos Temp. ignición I llamarada metano IIA acetona 540 ácido acético 485 amoniaco 630
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 28 de 118
etano 515 cloruro metilo 556 metano 595 monóxido carbono 605 propano 470 n-butano 365 n-butilo 370 sulfuro hidrogeno 270 n-hexano 240 acetaldehído 140 etil éter 170 etil nitrito 90 IIB etileno 425 oxido etilo 429 IIC acetileno 305 bisulfuro de carbono 102 hidrogeno 560 Clase de protección Apto para zonas
d
aparato con partes explosivas encerradas en caja a prueba explosiones 1-2
e
aparato de alto coeficiente seguridad. Libre de altas temperaturas, libre de formar chispas o arcos eléctricos en normal operación 1-2
ia 0-1-2
ib
circuitos eléctricos diseñados con energía limitada para no llegar al punto de ignición en operación normal o en caso de averías, limitando la corriente de pico y voltaje a circuito abierto así como limitando la energía almacenada 1-2
m
encapsulados especiales que evitan ignición o explosión de un aparato susceptible de chispas o arcos 1-2
o aparato eléctrico inmerso en aceite 1-2
p aparato presurizado con gas inerte 1-2
q encapsulado relleno de polvo 1-2
Tabla 2. Nomenclatura CENELEC

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 29 de 118
2 Análisis del Proceso 2.1 Introducción
Durante la fase de estudio y valoración del proyecto de la planta de DHP, se estudio e incluyo en el mismo, la planta de purificación de hidrógeno tipo PSA.
Para la implementación del sistema de control de esta unidad, el equipo responsable del proyecto, se deshecho el control autónomo de la misma (mediante un autómata programable independiente) que monta el suministrador como control estándar en sus unidades, prefiriéndose la introducción de la totalidad del control de la planta de purificación en el sistema de control distribuido DCS que la empresa Fisher Rosemount implementaba para el control del resto de la planta de DHP.
Entre mediados del año 2003 hasta finales del año 2004 se realizó la puesta en marcha de la planta de deshidrogenación de propano así como la puesta en servicio de la planta de purificación de hidrógeno.
Debe tenerse en cuenta que el proceso de puesta en marcha de la planta deshidrogenación del propano, se emplea un suministro externo continuo de hidrógeno mediante camiones plataforma hasta que se alcanzan unos 500ºC en la zona de reacción. A partir de este punto, se inicia la auto producción de hidrógeno por deshidrogenación catalítica, por lo que debe ponerse en servicio la unidad de purificación de hidrógeno PSA, para poder autoabastecerse del propio hidrógeno generado en el flujo de salida de la zona de reacción y cubrir la demanda de hidrógeno limpio en las zonas caliente de la planta (requisito imprescindible para el funcionamiento de la planta de DHP).
Por otro lado, a partir del inicio de la reacción de deshidrogenación del propano, la demanda de hidrógeno limpio en la zona de reacción de la planta se incrementa considerablemente, lo que haciendo inviable su suministro mediante camiones plataforma. Esto implica que la planta de purificación de hidrógeno no puede dejar de suministrar hidrógeno a la zona de reacción bajo ningún concepto. Cualquier corte o disminución de suministro de hidrógeno por parte de la planta de PSA hacia la zona de reactores obliga a realizar una bajada drástica de las temperaturas en la zona de reacción, o lo que es lo mismo, altísimas perdidas económicas por la consecuente disminución o perdida de la producción por paro de reacción de deshidrogenación.
Debido a la vital importancia que tiene el suministro de hidrógeno de alta pureza a la zona de reacción para el funcionamiento de la planta de deshidrogenación de propano, la fiabilidad de esta unidad debe ser muy alta y debe ser capaz de mantenerla durante periodos largos periodos de tiempo (mínimo 2 años).
La puesta en marcha inicial de una planta de deshidrogenación de propano conllevo también el comisionado de otras muchas unidades auxiliares al propio proceso de reacción, como compresores multi etapa, turbinas de vapor , equipos de refrigeración, hornos de tiro natural, columnas de fraccionamiento, etc, que por sus dimensiones o por sus características técnicas, no podían ser probados con anterioridad a la fase de puesta en marcha, es decir, era preciso probar y ajustar su funcionamiento a las características concretas de la planta donde han sido instalados.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 30 de 118
2.2 Especificaciones de Diseño
La planta de purificación de hidrógeno PSA está diseñada para purificar gas rico en hidrógeno en el proceso de deshidrogenación de propano.
Las consideraciones de diseño de la unidad fueron:
Operación normal Base diseño Temperatura del lecho 45 ºC 35 a120 ºC Presión del lecho 40.78 Kg/cm2 0.38 a 45.89 Kg/cm2 Caudal de entrada 7786 Nm3/h 16893 Nm3/h
Tabla 1. Especificaciones de diseño
El PSA de H2 está garantizado para cumplir con la especificación de composición del producto de H2 tal y como se muestra a continuación.
Especificaciones del flujo de salida
Hidrógeno (H2) 99,99 mol%
Monóxido de Carbono (CO) 1 ppmv
Metano (CH4) 10 ppmv
Etano (C2H6) 1 ppmv
Nitrógeno (N2) 89 ppmv
2.3 Descripción del Proceso 2.3.1 Configuración Básica
A fin de alcanzar las especificaciones anteriores, la PSA de Tarragona fue diseñada utilizando un ciclo con 4 lechos de alta recuperación con un lecho en alimentación, con un solo lecho en fase de adsorción a la vez:
4 /1 /1
El control de los ciclos de los 4 lechos se realizo mediante un sistema de válvulas automáticas del tipo mariposa. Todas estas válvulas son Jamesbury Wafersphere.
Se implementaron dos líneas de purga automática a antorcha a fin de estabilizar o minimizar las oscilaciones de volumen del circuito de gas de cola debidas a las consecutivas cargas del compresor de gas de cola así como las oscilaciones producidas en la línea de gas de producto por la incorporación aguas arriba de un compresor de membrana.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 31 de 118
También se instaló un depósito pulmón en la succión del compresor de gas de cola a fin de poder amortiguar mas las oscilaciones de presión en la entrada del mismo .
2.3.2 Composición de los Lechos
Los lechos instalados en la planta de DHP fueron lechos de adsorción de 1.5 mts de diámetro y 7.4 mts de altura capaces de trabajar a presiones de 45 barg.
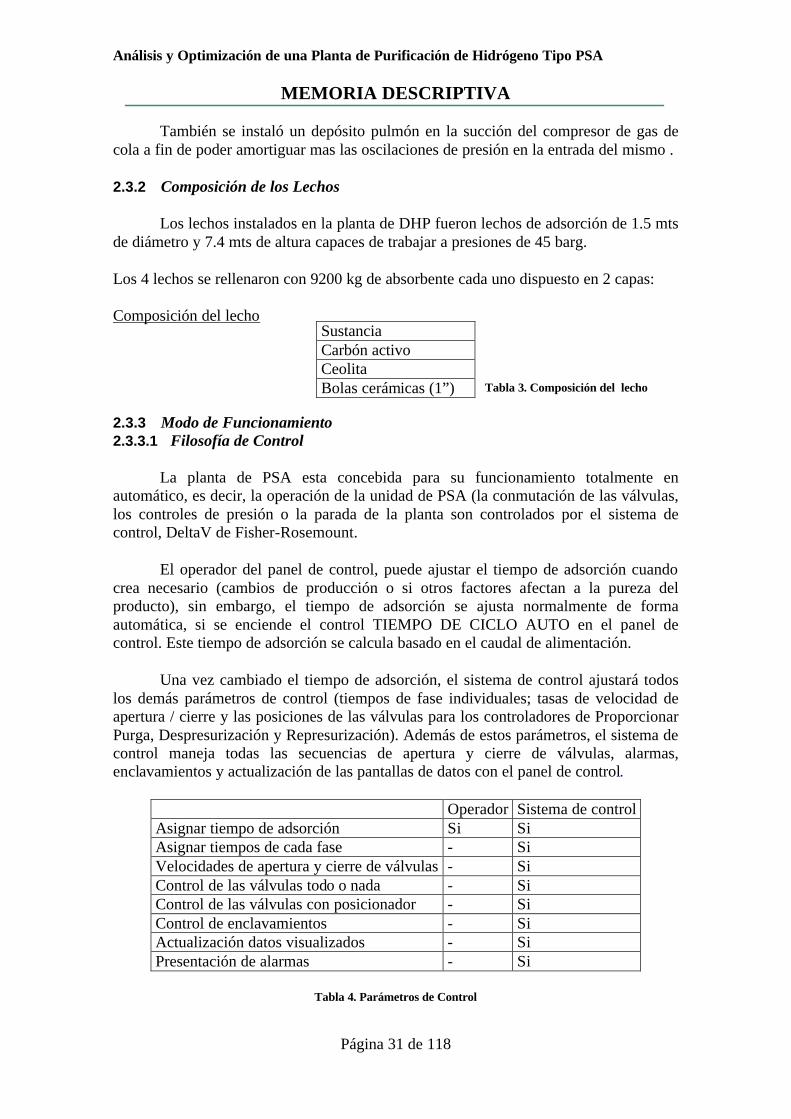
Los 4 lechos se rellenaron con 9200 kg de absorbente cada uno dispuesto en 2 capas:
Composición del lecho
Tabla 3. Composición del lecho
2.3.3 Modo de Funcionamiento 2.3.3.1 Filosofía de Control
La planta de PSA esta concebida para su funcionamiento totalmente en automático, es decir, la operación de la unidad de PSA (la conmutación de las válvulas, los controles de presión o la parada de la planta son controlados por el sistema de control, DeltaV de Fisher-Rosemount.
El operador del panel de control, puede ajustar el tiempo de adsorción cuando crea necesario (cambios de producción o si otros factores afectan a la pureza del producto), sin embargo, el tiempo de adsorción se ajusta normalmente de forma automática, si se enciende el control TIEMPO DE CICLO AUTO en el panel de control. Este tiempo de adsorción se calcula basado en el caudal de alimentación.
Una vez cambiado el tiempo de adsorción, el sistema de control ajustará todos los demás parámetros de control (tiempos de fase individuales; tasas de velocidad de apertura / cierre y las posiciones de las válvulas para los controladores de Proporcionar Purga, Despresurización y Represurización). Además de estos parámetros, el sistema de control maneja todas las secuencias de apertura y cierre de válvulas, alarmas, enclavamientos y actualización de las pantallas de datos con el panel de control.
Operador Sistema de control Asignar tiempo de adsorción Si Si Asignar tiempos de cada fase - Si Velocidades de apertura y cierre de válvulas - Si Control de las válvulas todo o nada - Si Control de las válvulas con posicionador - Si Control de enclavamientos - Si Actualización datos visualizados - Si Presentación de alarmas - Si
Tabla 4. Parámetros de Control
Sustancia Carbón activo Ceolita Bolas cerámicas (1”)

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 32 de 118
2.3.3.2 Secuencia de Fases
El ciclo PSA de H2 es un proceso de adsorción de cuatro lechos que utiliza seis fases. En cualquier momento uno de los lechos procesa la alimentación y los otros tres lechos están en una de las varias etapas de regeneración: Proporcionar Purga, Despresurización, Recibir Purga, o Represurización o Espera.
A fin de poder facilitar la explicación del ciclo de los lechos, partiremos de un lecho limpio y presurizado a la presión de trabajo.
Fase 1: Adsorción
Objetivo:
El objetivo de esta fase hacer pasar el hidrógeno con impurezas “sucio”, procedente de la corriente de NET GAS, a través de un lecho de resinas limpias para que estas retengan las impurezas de dicho flujo y se obtenga un hidrógeno de salida (por la parte superior del lecho) que cumpla con las condiciones de diseño.
Descripción:
El gas de alimentación procedente de la red de Net GAS, entra por la parte inferior del lecho de generación a través de la válvula automática de Alimentación .
Cuando el gas entra al lecho, las impurezas son adsorbidas por el carbono y tamiz molecular contenidos en el mismo, obteniéndose un flujo mas limpio a medida que el hidrogeno va subiendo por el interior del depósito.
En la parte superior, el hidrógeno purificado sale a través de la válvula de Producto que el sistema de control ha abierto al 100%.
A medida que el hidrógeno va pasando por el interior del lecho, desprendiéndose de las impurezas, estas son adsorbidas por el carbón y la Zeolita, lo que provoca que la concentración de impurezas dentro del lecho va incrementándose. Esto provoca que el tamiz molecular que se encuentra mas cercano a la tobera de entrada al lecho(parte inferior), se va saturando y deja de adsorber impurezas, por lo que estas pasan a través de este tamiz saturado quedándose retenidas en un nivel superior del mismo. A medida que nuestro lecho esta en servicio, el frente de impurezas se va acercando a la tobera de salida (parte superior) del mismo, por lo que llegaría un momento que el lecho no podría adsorber todas las impurezas entrantes y las dejaría escapar hacia la tubuladura de salida, contaminándose nuestro hidrógeno producto.
Para una flujo de producción determinado y una composición de pureza especificada, existe un tiempo de adsorción máximo permitido (que se determina normalmente en el momento de la puesta en marcha por analítica en campo).
Este seria el máximo tiempo de adsorción permitido bajo las condiciones del ensayo, si se excede este tiempo de adsorción permitido, el lecho llega a saturarse y migra el "frente de impurezas" hacia el colector de salida de producto.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 33 de 118
Para evitar la producción de hidrógeno fuera de especificaciones, el sistema de control cambia de paso al transcurrir un determinado tiempo de adsorción.
Overlap:
Una vez alcanzado el tiempo de adsorción, el sistema de control NO CERRARÁ las válvulas de Alimentación y de Salida de Producto del lecho agotado de forma inmediata, sino que estas válvulas se van ha mantener abiertas un tiempo adicional después de que haya transcurrido el tiempo de Adsorción.
Este tiempo fijo de solape o Overlap se implementa para dar tiempo a las válvulas del lecho que inicia su fase de adsorción a abrir completamente sus válvulas automáticas.
El tiempo de Overlap fijado durante el periodo de comisionado de la planta
El tiempo de overlap se determina mediante los dispositivos de feedback (finales de carrera) que incorporan ambas válvulas.
Fase 2: Proporcionar Purga
Inicio de la fase de regeneración del lecho agotado.
Objetivo:
Iniciar la despresurización del lecho agotado.
Proporcionar un flujo constante de hidrógeno “poco sucio” para hacer un barrido del lecho que esta en el paso de recibir purga.
Descripción:
El hidrógeno sale por la parte superior de un lecho que se abre al 100% y fluye hasta la parte superior del lecho que esta en el paso de Recibir Purga.
El hidrógeno que sale por la parte superior del lecho se aprovecha para realizar el barrido del contenido del lecho que esta en fase de recibir purga
Fase 3: Despresurización (Blowdown)
Objetivo:
Desprender las impurezas del adsorbente mediante la bajada de presión en el mismo.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 34 de 118
Descripción:
A fin de poder desprender las impurezas del absorbente, debemos bajar al máximo la presión del mismo, por lo que el sistema de control abrirá la válvula de purga y despresurizará el lecho por su parte inferior hacia el colector de gas de cola
A medida en que el lecho va perdiendo presión, algunas de las impurezas que contenía el gas de alimentación, se desprenden del carbón activo y del tamiz molecular.
Estas impurezas pasaran junto con el hidrógeno contenido en el lecho a través de la válvula de despresurización al colector del gas de cola
Fase 4: Recibir Purga
Objetivo:
Barrer a contracorriente el contenido del lecho hacia el colector de gas de cola.
Descripción:
El hidrógeno de otro lecho que este en fase de Proporcionar Purga , entra por la parte superior del depósito a través de la válvula automática, saliendo por el fondo del lecho a través de la válvula automática hacia el colector de gas de cola.
La etapa de purga debe terminar a una presión lo más baja posible para facilitar el desprendimiento del resto de impurezas en la corriente de purga rica en hidrógeno. Las impurezas salen por el lado de alimentación del lecho
Fase 5: Tiempo de Espera (Idle)
Objetivo:
Esperar a que termine se termine la fase de represurización de otro de los lechos.
Descripción:
Debido a que los lechos se hallan en diferentes fases de trabajo y a fin de evitar que nos caiga la presión del colector de gas producto, deberemos evitar que dos lechos entren en el paso de represurización al mismo tiempo, así pues, después de la etapa de Recibir Purga, existe una etapa de Espera que es igual al tiempo de la etapa de Despresurización menos el tiempo de Overlap.
Por otro lado, la demanda de hidrógeno limpio en nuestro sistema aumentaría por lo que este se restaría de la cantidad de hidrógeno limpio proporcionado por la unidad al resto de la planta a través del colector de hidrógeno producto.
Fase 6: Represurización

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 35 de 118
Objetivo:
Preparar el lecho para entrar en servicio, llenándolo con hidrógeno limpio y elevando su presión a la presión del colector de alimentación.
Descripción:
Durante la Represurización, el lecho vuelve a la presión de alimentación (menos la caída de presión de las línea y accesorios), al introducir una cantidad de hidrógeno producto del colector de salida a través de la válvula de Producto .
2.3.3.3 Ciclos de Trabajo a 4 Lechos
En es esquema siguiente podemos ver la descripción del ciclo de trabajos de la PSA para los 4 lechos instalados en Tarragona.
Fase Adsorción
Overlap ProporcionarPurga Blowdown RecibirPurga Idle Represurización
Tabla 5. Tabla presiones y tiempos de cada fase
2.3.3.4 Composición del Gas de Cola
La composición del gas de cola no es constante a lo largo de todo el ciclo de trabajo de la PSA, pues, a lo largo de las sucesivas etapas de regeneración, el contenido de impurezas va variando y con él, el peso molecular de dicho gas.
2.3.3.5 Puesta en Marcha de la Unidad
El siguiente procedimiento de puesta en marcha debe utilizarse durante la instalación, comprobación y puesta en marcha de la planta.
Antes de la puesta en marcha, se tiene que purgar toda la tubería en el PSA con nitrógeno para eliminar oxígeno.
Cuando se para la PSA, todas las válvulas automáticas se cierran y el programa congela el ciclo en dicho punto.
Si los lechos retienen sus presiones, el PSA puede volver a ponerse en marcha rápidamente sin problemas de pureza, en caso contrario, debe procederse a la adaptación de la unidad a sus condiciones iniciales de puesta en marcha
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 36 de 118
Seleccione la fase de ciclo deseado.
1) Si es necesario, presurice el colector de salida de producto y despresurice el colector de gas de cola para desenclavar los permisivos de presión de las válvulas de alimentación, gas de cola y salida de producto
• Ajuste las presiones de lechos para lograr las presiones de la fase de arranque.
• Si la presión es demasiado alta, el recipiente puede
2) Introducir el tiempo de ciclo deseado. 3) Ponga la PSA en MARCHA, desde el interface grafico del sistema de
control 4) Ajuste el tiempo de ciclo hasta que se alcance la pureza deseada.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 37 de 118
3 Análisis del Hardware Instalado
En este apartado se describen físicamente los equipos que se hallan en la PSA, tanto los mecánicos como la instrumentación. Se ha realizado un mayor hincapié en el apartado de instrumentación, pues la comprensión de la misma será básica para poder entender el funcionamiento del software de control.
Este apartado pretende ser una guía útil para el seguimiento del cableado de los instrumentos y la configuración física de los lazos de control, partiendo desde los equipos de campo hasta llegar al conjunto de la electrónica necesaria para el funcionamiento del programa de control en el sistema DeltaV.
3.1 Equipos Mecánicos
Dentro del desarrollo de este proyecto, no se ha creído conveniente profundizar demasiado dentro de las especificaciones técnicas y los dimensionados de los equipos mecánicos que intervienen en la unidad. Tan solo se ha pretendido realizar una enumeración de los mismos a fin de poder identificarlos correctamente y ver sus características mas relevantes.
Para el diseño de los equipos mecánicos de la PSA, al igual que para todos los equipos mecánicos que intervienen el la planta de DHP, se siguió el código americano ASME Boiler and Pressure Vessel Code, Section VIII.
Listado equipos mecánicos
TAG Descripción D-041 Depósito absorbente D-042 Depósito adsorbente D-043 Depósito adsorbente D-044 Depósito adsorbente D-045 Tambor succión gas de cola SV-010 Válvula seguridad D-041 SV-011 Válvula seguridad D-042 SV-012 Válvula seguridad D-043 SV-013 Válvula seguridad D-044 SV-014 Válvula seguridad D-045
Tabla 6.Lista equipos mecánicos
3.1.1 Lechos de Absorbente
La PSA dispone de 4 depósitos de adsorbente iguales fabricados por Glapwell Contracting Services Limited, con la nomenclatura:
D-041
D-042
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 38 de 118
D-043
D-044
Estos 4 depósitos de 1,5 m de diámetro interior por 7,4 m de altura T-T (tangente a tangente) cada uno, fueron diseñados para:
- Presión de diseño 45,0 barg
- Temperatura de diseño 120ºC
- Presión de trabajo de 4,8 barg a 0,3 barg
- Temperatura de trabajo 43ºC
Distribuidor superior
Cada depósito dispone en su parte superior de una rejilla perforada cilindrada y cegada con una chapa sólida por su parte inferior, para la retención del adsorbente y mejorar la distribución del flujo de gas.
Esta rejilla de acero inoxidable A-240 TP-304 S30400 tiene un diámetro de 5” y una longitud de 3” con un área abierta del 22% (diámetro agujeros de ¼”)
Distribuidor inferior
En su parte inferior, estos depósitos disponen de un filtro de retención en forma de screen cilíndrico formado por perfiles en V, y cerrado este por una chapa sólida en su parte superior.
3.1.2 Tanque Succión
A fin de poder mitigar las fluctuaciones de flujo producidas en la línea de descarga causadas por las consecutivas aperturas y cierres de las válvulas de purga, así como por las fluctuaciones provocadas por la aspiración del compresor de volumétrico aguas abajo en la línea de Tail gas, se interpuso un depósito pulmón .
Este depósito de 2,2 m de diámetro x 3,5 m de altura (tangente a tangente) fue diseñado bajo los siguientes conceptos:
- Presión de diseño 10,3 barg
- Temperatura de diseño 150ºC

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 39 de 118
- Presión de trabajo de 0.25 barg
-Temperatura de trabajo 43ºC
El recipiente de purga fue fabricado por Glapwell Contracting Services Limited.
3.1.3 Válvulas de Seguridad
SV-010,1,2,3
Cada lecho de adsorción esta protegido contra sobre presiones mediante su respectiva válvula de seguridad de Anderson Greenwood.
Estas válvulas están taradas a una presión de disparo de 45.0 barg.
Estas válvulas están dimensionadas para resistir fuego externo al recipiente con la línea de entrada cerrada, en el caso de operaciones de alta presión.
SV-014
El depósito de aspiración del tambor de succión del compresor esta protegido de sobre presiones mediante la válvula de seguridad SV-014.
Esta válvula de seguridad de Anderson Greenwood , dispone de un sistema propio de pilotaje y se halla tarada a una presión de disparo de 2.75 barg. Por su construcción presenta resistencia al fuego externo.
Esta válvula de seguridad nos protege además del depósito de succión, todo el colector de entrada al mismo.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 40 de 118
3.2 Equipos Instrumentación 3.2.1 Válvulas Automáticas
A fin de poder controlar el paso del flujo de gas a través de los diferentes lechos desde un sistema de control central DCS, la PSA dispone de diferentes tipos de válvulas automáticas, según la función que vayan a desempeñar.
Mirando la constitución interna de las mismas podríamos realizar varias clasificaciones de las mismas, se ha preferido dividir las misma en grupos funcionales, es decir, teniendo en cuenta el uso a que se destinan, pudiéndose así hacer mayor hincapié en las diferentes configuraciones necesarias para el control de las mismas.
Por ello vamos a encontrarnos con tres grupos funcionales básicos de válvulas:
- Válvulas de Corte Todo-Nada - Válvulas de Corte Controladas - Válvulas de Regulación y Control
3.2.1.1 Válvulas de Corte Todo-Nada
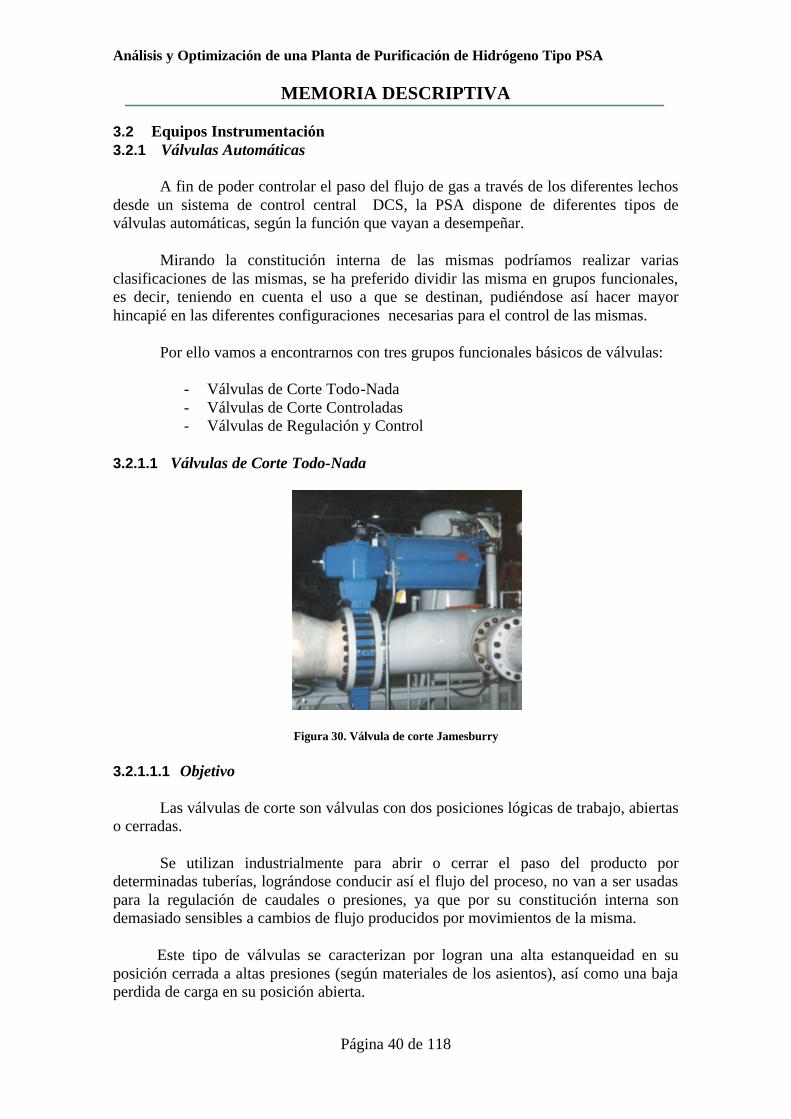
Figura 30. Válvula de corte Jamesburry
3.2.1.1.1 Objetivo
Las válvulas de corte son válvulas con dos posiciones lógicas de trabajo, abiertas o cerradas.
Se utilizan industrialmente para abrir o cerrar el paso del producto por determinadas tuberías, lográndose conducir así el flujo del proceso, no van a ser usadas para la regulación de caudales o presiones, ya que por su constitución interna son demasiado sensibles a cambios de flujo producidos por movimientos de la misma.
Este tipo de válvulas se caracterizan por logran una alta estanqueidad en su posición cerrada a altas presiones (según materiales de los asientos), así como una baja perdida de carga en su posición abierta.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 41 de 118
Por la parte inferior de los lechos de adsorción, debemos permitir o cortar el paso del gas de proceso “net gas” así como permitir el paso del gas desde el interior del depósito hacia el colector de gas de cola “Tail gas”.
3.2.1.1.2 Elementos Constructivos
A. CUERPO
El cuerpo de la válvula es la parte física de la válvula que se encarga de cortar el paso al gas o liquido.
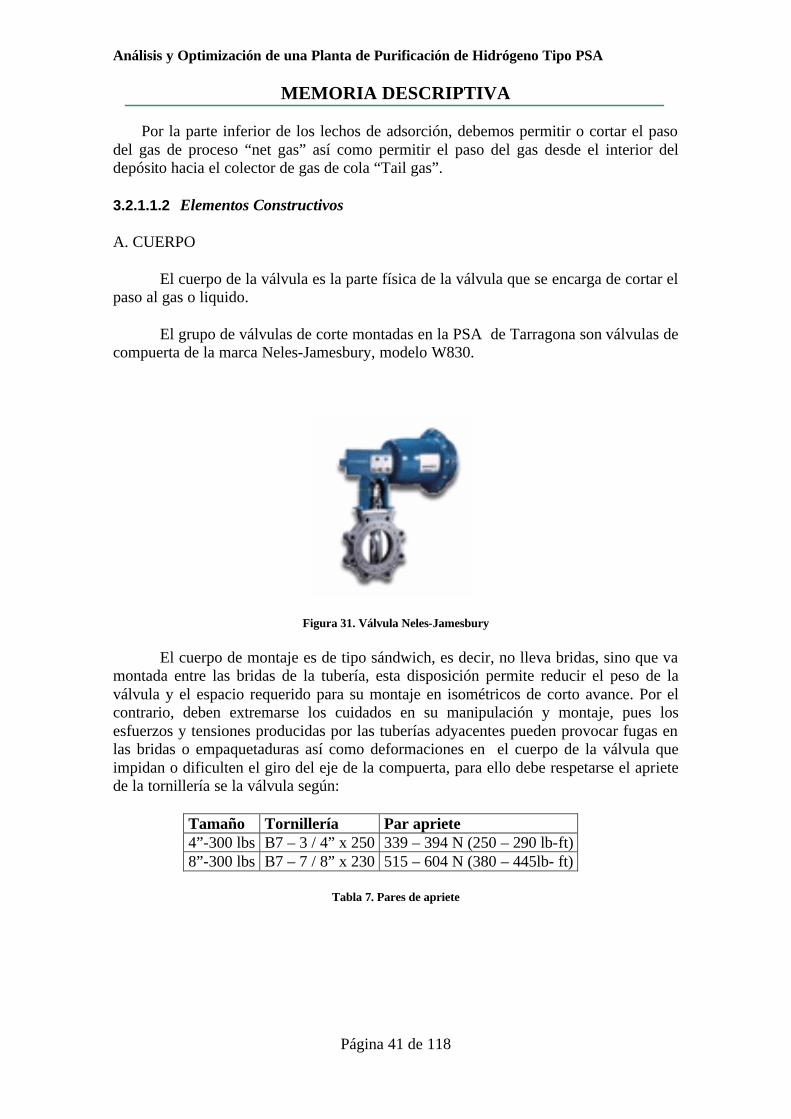
El grupo de válvulas de corte montadas en la PSA de Tarragona son válvulas de compuerta de la marca Neles-Jamesbury, modelo W830.
Figura 31. Válvula Neles-Jamesbury
El cuerpo de montaje es de tipo sándwich, es decir, no lleva bridas, sino que va montada entre las bridas de la tubería, esta disposición permite reducir el peso de la válvula y el espacio requerido para su montaje en isométricos de corto avance. Por el contrario, deben extremarse los cuidados en su manipulación y montaje, pues los esfuerzos y tensiones producidas por las tuberías adyacentes pueden provocar fugas en las bridas o empaquetaduras así como deformaciones en el cuerpo de la válvula que impidan o dificulten el giro del eje de la compuerta, para ello debe respetarse el apriete de la tornillería se la válvula según:
Tamaño Tornillería Par apriete 4”-300 lbs B7 – 3 / 4” x 250 339 – 394 N (250 – 290 lb-ft) 8”-300 lbs B7 – 7 / 8” x 230 515 – 604 N (380 – 445lb- ft)
Tabla 7. Pares de apriete
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 42 de 118
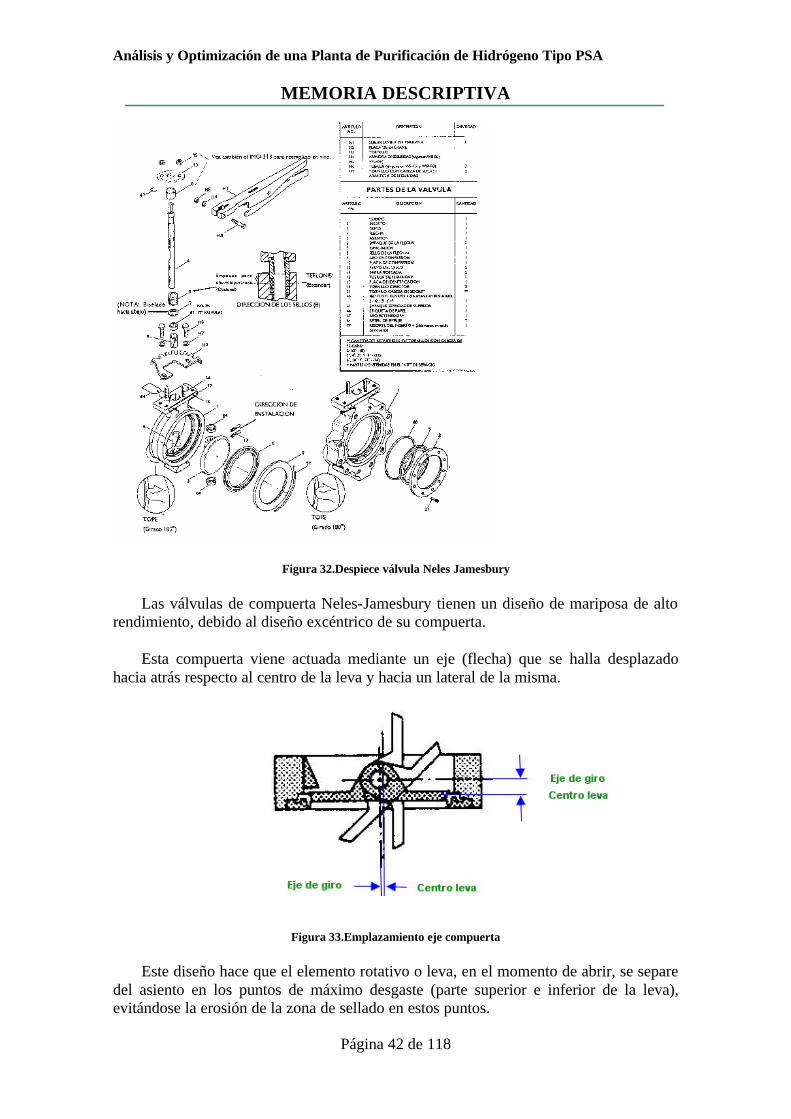
Figura 32.Despiece válvula Neles Jamesbury
Las válvulas de compuerta Neles-Jamesbury tienen un diseño de mariposa de alto rendimiento, debido al diseño excéntrico de su compuerta.
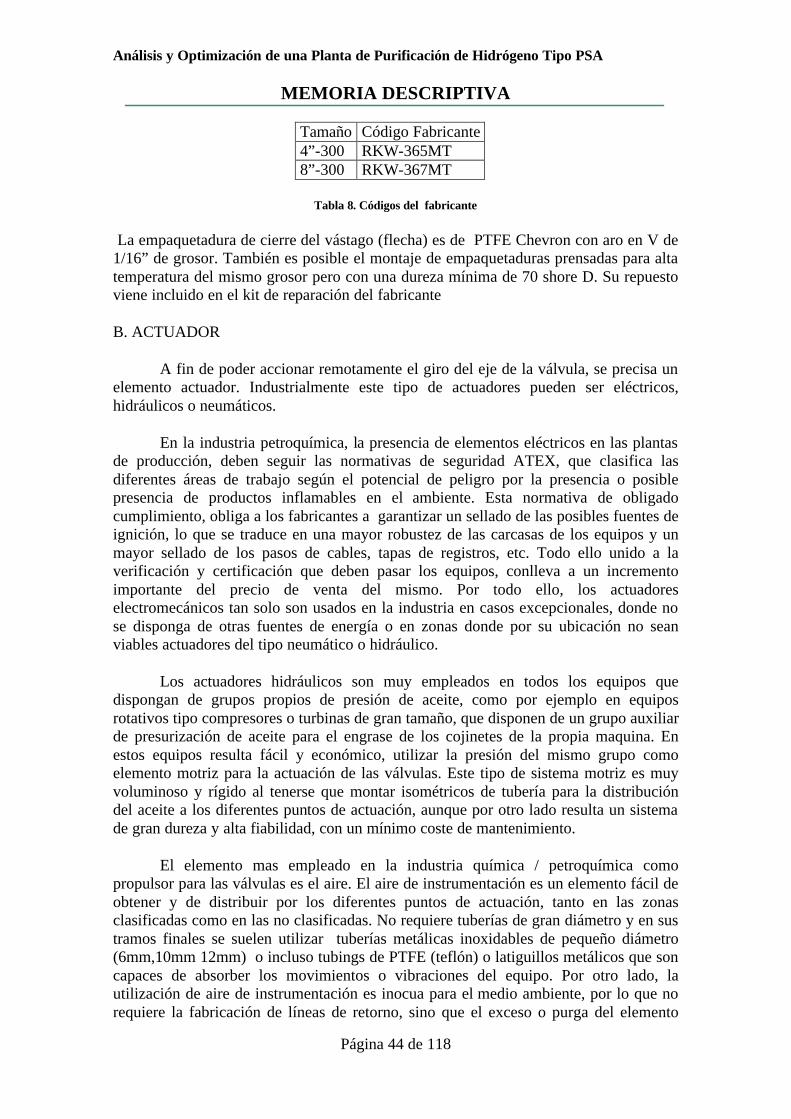
Esta compuerta viene actuada mediante un eje (flecha) que se halla desplazado hacia atrás respecto al centro de la leva y hacia un lateral de la misma.
Figura 33.Emplazamiento eje compuerta
Este diseño hace que el elemento rotativo o leva, en el momento de abrir, se separe del asiento en los puntos de máximo desgaste (parte superior e inferior de la leva), evitándose la erosión de la zona de sellado en estos puntos.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 43 de 118
Por otro lado, este tipo de válvulas presentan una gran área de presión en el disco en uno de los lados de la flecha, lo que provoca que la válvula tiene tendencia a abrirse cuando existe presión alta en el lado de la compuerta. Esto nos obliga a usar actuadores o manivelas en este tipo de válvuleria, sobre todo en aquellas válvulas de gran tamaño:
De 2” a 4” à 300 psi deltaP (20.6 bar)
De 5” a 8” à 150 psi deltaP (10.3 bar)
Mas de 8” à 50 psi deltaP ( 3.4 bar)
El asiento del cierre de la compuerta es del tipo FIRE-TITE con soporte de estilo esfera:
Figura 34. Despiece del asiento de válvula
Figura 35. Detalle del asiento
El cierre del paso de gas o liquido a través de la válvula se realiza al presionar el asiento (5) (parte blanda) con el disco de la compuerta. El perfecto grado de acabado de las superficies garantiza la inexistencia de fugas. El asiento esta construido con PTFE.
El cierre del conjunto se realiza a través de la junta (40) entre el inserto (2) y el cuerpo de la válvula por un lado y la junta tórica por otro (77), garantizándose de este modo la estanqueidad de la caja del asiento.
El conjunto de partes blandas de la válvula, deben cambiarse en cada actuación de mantenimiento sobre la válvula. El propio fabricante suministra un kit de repuesto para el conjunto departes blandas de la misma:
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 44 de 118
Tamaño Código Fabricante 4”-300 RKW-365MT 8”-300 RKW-367MT
Tabla 8. Códigos del fabricante
La empaquetadura de cierre del vástago (flecha) es de PTFE Chevron con aro en V de 1/16” de grosor. También es posible el montaje de empaquetaduras prensadas para alta temperatura del mismo grosor pero con una dureza mínima de 70 shore D. Su repuesto viene incluido en el kit de reparación del fabricante
B. ACTUADOR
A fin de poder accionar remotamente el giro del eje de la válvula, se precisa un elemento actuador. Industrialmente este tipo de actuadores pueden ser eléctricos, hidráulicos o neumáticos.
En la industria petroquímica, la presencia de elementos eléctricos en las plantas de producción, deben seguir las normativas de seguridad ATEX, que clasifica las diferentes áreas de trabajo según el potencial de peligro por la presencia o posible presencia de productos inflamables en el ambiente. Esta normativa de obligado cumplimiento, obliga a los fabricantes a garantizar un sellado de las posibles fuentes de ignición, lo que se traduce en una mayor robustez de las carcasas de los equipos y un mayor sellado de los pasos de cables, tapas de registros, etc. Todo ello unido a la verificación y certificación que deben pasar los equipos, conlleva a un incremento importante del precio de venta del mismo. Por todo ello, los actuadores electromecánicos tan solo son usados en la industria en casos excepcionales, donde no se disponga de otras fuentes de energía o en zonas donde por su ubicación no sean viables actuadores del tipo neumático o hidráulico.
Los actuadores hidráulicos son muy empleados en todos los equipos que dispongan de grupos propios de presión de aceite, como por ejemplo en equipos rotativos tipo compresores o turbinas de gran tamaño, que disponen de un grupo auxiliar de presurización de aceite para el engrase de los cojinetes de la propia maquina. En estos equipos resulta fácil y económico, utilizar la presión del mismo grupo como elemento motriz para la actuación de las válvulas. Este tipo de sistema motriz es muy voluminoso y rígido al tenerse que montar isométricos de tubería para la distribución del aceite a los diferentes puntos de actuación, aunque por otro lado resulta un sistema de gran dureza y alta fiabilidad, con un mínimo coste de mantenimiento.
El elemento mas empleado en la industria química / petroquímica como propulsor para las válvulas es el aire. El aire de instrumentación es un elemento fácil de obtener y de distribuir por los diferentes puntos de actuación, tanto en las zonas clasificadas como en las no clasificadas. No requiere tuberías de gran diámetro y en sus tramos finales se suelen utilizar tuberías metálicas inoxidables de pequeño diámetro (6mm,10mm 12mm) o incluso tubings de PTFE (teflón) o latiguillos metálicos que son capaces de absorber los movimientos o vibraciones del equipo. Por otro lado, la utilización de aire de instrumentación es inocua para el medio ambiente, por lo que no requiere la fabricación de líneas de retorno, sino que el exceso o purga del elemento

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 45 de 118
propulsor (aire) se realiza directamente a la atmósfera, como veremos en el apartado de la estrategia de control.
Las válvulas de corte montadas en la PSA, montan el mismo tipo de actuador de pistón, el B1J de la casa Neles, en dos tamaños según sea la válvula de 4” o 8”, excepto la válvula de 4” de entrada a la unidad UV-0401, que monta un actuador de membrana, Quadra-Powr II.
Actuador Neles B1JV
Figura 36. Despiece actuador Neles B1JV
Este tipo de actuadores Neles, montan cojinetes de PTFE, de alta densidad (PE_HD) o de Glacier (DU).
Estos actuadores disponen de una biela accionada por un pistón neumático en el interior de su carcasa metálica de acero fundido. Una biela segundaria es la encargada de transferir el movimiento al eje del cuerpo de la válvula.
Al introducirse aire por la parte superior del pistón neumático, este empuja el pistón haciéndolo adelantar su posición y empujando las bielas que provocan el giro del eje de la válvula en sentido de las agujas del reloj, vista la válvula desde el lado de la cubierta protectora:
Figura 37. Sistema de actuación sobre el eje de válvula

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 46 de 118
La biela segundaria dispone de dos ranuras de encaje a 90º entre ellas a fin de posibilitar el montaje del actuador en diferentes posiciones.
El momento torsor transmitido por el actuador al eje de la válvula, no es lineal, es decir, dependerá del ángulo de giro en que se encuentre la biela y la posición del muelle en un determinado momento. El momento máximo nos lo vamos a encontrar en la posición inicial al abrir (0º) pues en esta posición nuestro muelle se halla en su posición mas estirada ofreciendo la menor resistencia.
Figura 38. Curvas de selección de cálculo del par ejercido por el actuador
El par máximo disponible con estos actuadores a la presión máxima de alimentación es de :
Momento torsor máximo a 8.5 bar Mn 150 Nm BJV10JZ M90 270 Nm Mn 600 Nm BJV16JZ M90 1000 Nm
Tabla 9. Momento torsor actuadores Neles
El cubicaje de los cilindros actuadores será:
Cilindrada del actuador Peso BJV10JZ 1.8 litros 30 kg BJV16JZ 6.7 litros 100 kg
Tabla 10. Cilindrada actuadores Neles
Una vez el aire es desalojado de la cámara neumática, el efecto del muelle hace retroceder el pistón forzándose el giro de la válvula a un posición estable (posición de seguridad). El muelle seleccionado por el fabricante para el montaje es el reforzado,(modelo V), que ejerce 1.3 veces el par nominal de la válvula.
Mediante dos tornillos podemos regular desde el exterior tanto el recorrido de la carrera del pistón como el ángulo de giro máximo del eje de la válvula.
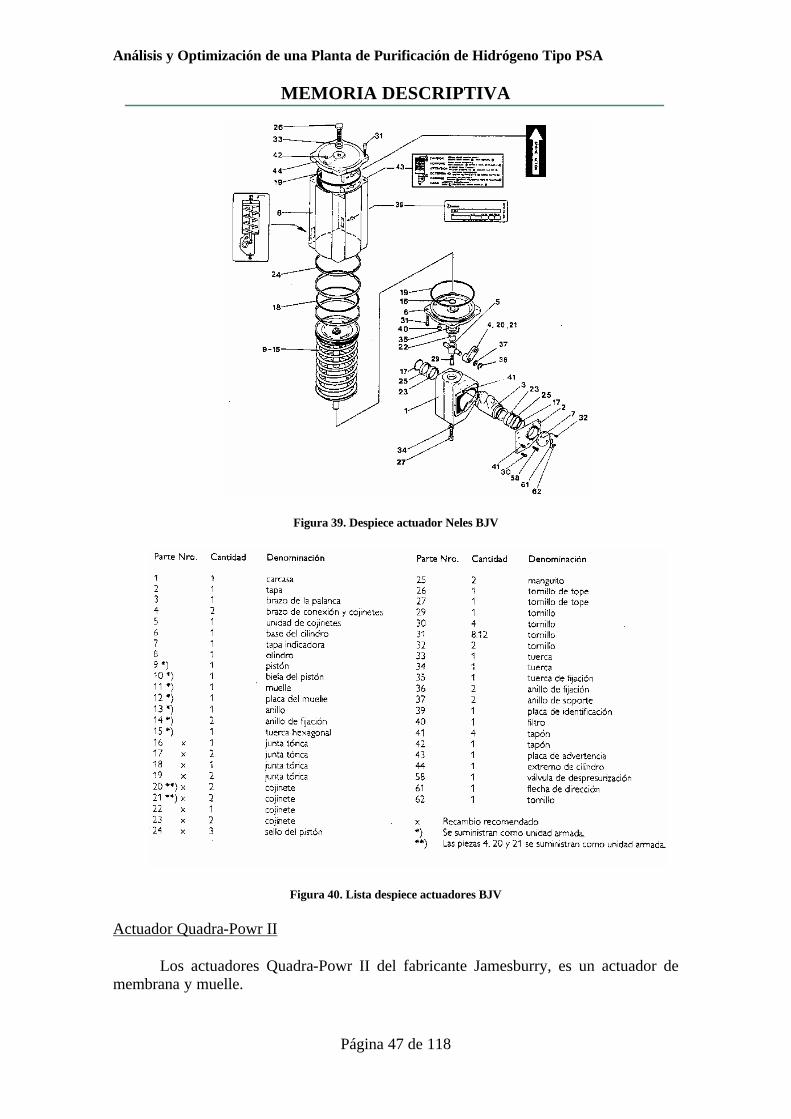
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 47 de 118
Figura 39. Despiece actuador Neles BJV
Figura 40. Lista despiece actuadores BJV
Actuador Quadra-Powr II
Los actuadores Quadra-Powr II del fabricante Jamesburry, es un actuador de membrana y muelle.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 48 de 118
La entrada de aire se produce por la parte superior de la membrana, en el lado opuesto del muelle. La presión ejercida por el aire, provoca el movimiento de la membrana hacia el cuerpo de la válvula. El vástago unido a esta membrana presiona el muele y empuja la biela de accionamiento del eje de la válvula, provocando su giro.
Figura 41. Sistema accionamiento actuadores Quadra-PowrII
Al desalojarse el aire de la parte superior de la membrana, se provoca la disminución de la presión ejercida sobre el muelle de retorno, lo que provoca el retroceso de la membrana, arrastrando esta la biela de accionamiento y el giro del eje de la válvula en sentido contrario al anterior.
Figura 42. Actuador Quadra-PowrII en reposo

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 49 de 118
Figura 43. Despiece actuador Quadra-PowrII
C. SISTEMA DE MANDO
El control de las válvulas de corte, se efectúa mediante el control de la cantidad de aire que se introduce el la parte del cilindro contraria a la ubicación del muelle de retorno.
Cuando el aire entra en la cavidad del cilindro, la fuerza de empuje obliga a retroceder al cilindro y este arrastra la biela de conexión con el eje de la válvula, obligando a esta ultima a girar y a abrir.
El movimiento de cierre de la válvula es provocado en el momento que permitimos la salida del aire de la cavidad del cilindro, lo que provoca que la acción del muelle vence la fuerza del aire, obligando al embolo a retroceder hasta su posición inicial y junto a el la biela que provocará el giro del eje de la válvula llevándola a su posición cerrada.
Figura 44. Esquema alimentación aire al actuador
Todo el control del flujo de aire de instrumentación se realiza a través de una electro válvula de control o solenoide. La electro válvula de solenoide es la primera
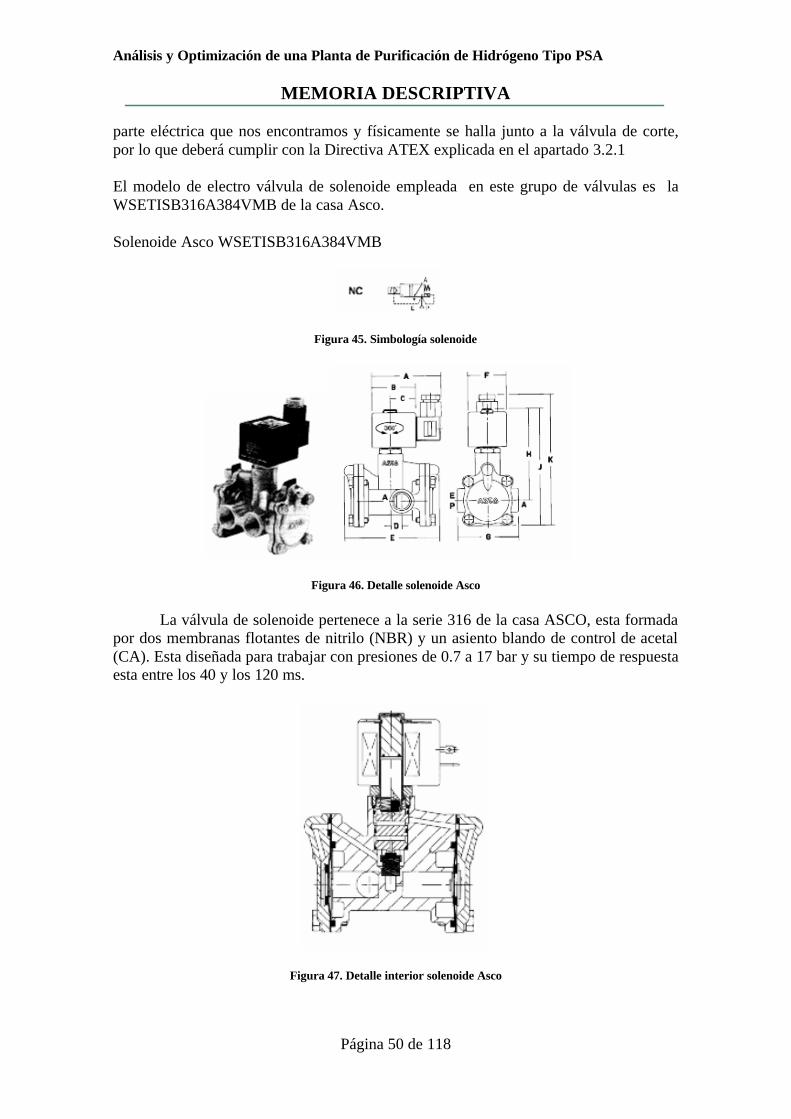
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 50 de 118
parte eléctrica que nos encontramos y físicamente se halla junto a la válvula de corte, por lo que deberá cumplir con la Directiva ATEX explicada en el apartado 3.2.1
El modelo de electro válvula de solenoide empleada en este grupo de válvulas es la WSETISB316A384VMB de la casa Asco.
Solenoide Asco WSETISB316A384VMB
Figura 45. Simbología solenoide
Figura 46. Detalle solenoide Asco
La válvula de solenoide pertenece a la serie 316 de la casa ASCO, esta formada por dos membranas flotantes de nitrilo (NBR) y un asiento blando de control de acetal (CA). Esta diseñada para trabajar con presiones de 0.7 a 17 bar y su tiempo de respuesta esta entre los 40 y los 120 ms.
Figura 47. Detalle interior solenoide Asco

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 51 de 118
Al energetizar las bobina superior, esta activa la solenoide y levanta el eje de la válvula, cerrando por un lado la membrana que controla el escape de aire a la atmósfera y por otro abre o conecta el orificio de entrada de aire a la electro válvula con la línea de alimentación al cilindro neumático del actuador.
En el momento de retirar la corriente de la solenoide, la acción de un muelle hace retroceder el vástago y cierra la membrana de paso de aire hacia el cilindro neumático, abriendo la membrana de alivio, lo que provoca la despresurización inmediata de este.
Se aconseja el uso de dichas electro válvulas en aquellas aplicaciones donde :
- deban alimentarse actuadores de gran tamaño, debido al alto flujo de aire de control que permiten pasar al actuador , lo que incrementa la velocidad de respuesta de la válvula automática controlada - válvulas en las que se pretenda evitar despuntes por fugas internas de las solenoides. La configuración de doble membrana asegura el cierre de la solenoide y la despresurización de la válvula controlada a 0 bar.
La electro válvula dispone en su parte superior de una bobina eléctrica CM6-FT, dentro de un encapsulado antiexplosión:
Figura 48. Aspecto exterior e interior del encapsulado
Las características eléctricas de la solenoide son:
-tensión alimentación DC = 24v
AC = 24v-115v-230v/50Hz
-potencia 34.0 VA
holding 15.6 VA (6.0W)
hot/cold (=) 7 / 9.7 W
-protección IP65
-tiempo de vida 30.000 horas

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 52 de 118
D. SISTEMA DE CONTROL
A fin de poder conocer la posición del vástago de la válvula en los puntos extremos de su recorrido, este tipo de válvulas dispone de dos interruptores de final de carrera o “limit switch” que nos darán la confirmación al sistema de control de si la válvula ha llegado al final de su recorrido o no “feed back”. Los finales de carrera empleados en este tipo de válvulas son del modelo 2247-BY-N-OIS-12MAG-00 de la casa Westlock.
Figura 49. Esquema mando sobre el actuador
Finales de carrera Westlock 2247-BY-N-OIS-12MAG-00
Tal y como indicábamos anteriormente, a fin de verificar el correcto funcionamiento del sistema, así como para poder gobernar las secuencias de pasos a través del sistema de control, debemos conocer si las válvulas están o no en la posición deseada.
Esto lo conseguimos mediante la fijación de unos interruptores físicamente al eje de la válvula, los cuales nos indicaran si esta se halla en su posición final. Como nuestras válvulas son de corte, estas tienen dos posiciones lógicas únicamente, la de abierta o cerrada, por ello deberemos disponer de dos interruptores por cada una de las válvulas.
A fin de facilitar el control del sistema y debido a que las señales de estos interruptores serán nuestras referencias al gestionar el control del sistema, se les asigna un nombre y numeración únicos que los caracterice rápidamente.
Todas las válvulas de corte montadas en la PSA, disponen del mismo sistema de control de la serie 2200 de la casa Westlock, lo cual facilita mucho las operaciones de mantenimiento i/o reparación así como disminuye el stock de repuestos preciso para la operación de la planta.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 53 de 118
Figura 50. Final de carrera Westlock serie 2200
Figura 51. Detalle interior final de carrera Westlock
Funcionamiento
Interiormente, los finales de carrera Westlock, disponen de 2 sensores de proximidad de la casa Pepperl & Fuchs del tipo NJ2-V3-N, dentro de una enclusa de aluminio con junta de poliuretano. Esta configuración confiere al aparato una clasificación ATEX II 2 GD Exx d IIB y un grado de resistencia IP65
Aunque la caja esta preparada para la colocación de hasta 4 sensores, en nuestro caso, se requieren de dos de ellos únicamente.
Tal como puede apreciarse en la fotografía adjunta, el dispositivo dispone de un eje central que se une físicamente al vástago de la válvula a controlar por un lado y a un capuchón indicador local de posición por el otro.
Dicha eje, lleva una leva excéntrica en su interior que al acercarse al sensor de proximidad, provocando el cierre del mismo. La distancia de detección recomendada para este tipo de sensores P&F es de 0 mm a 1.62 mm, aunque llegan a detectar la presencia de un metal en distancias máximas de 2 mm.
Figura 52. Símbolo conector Pepperl&Fuchs
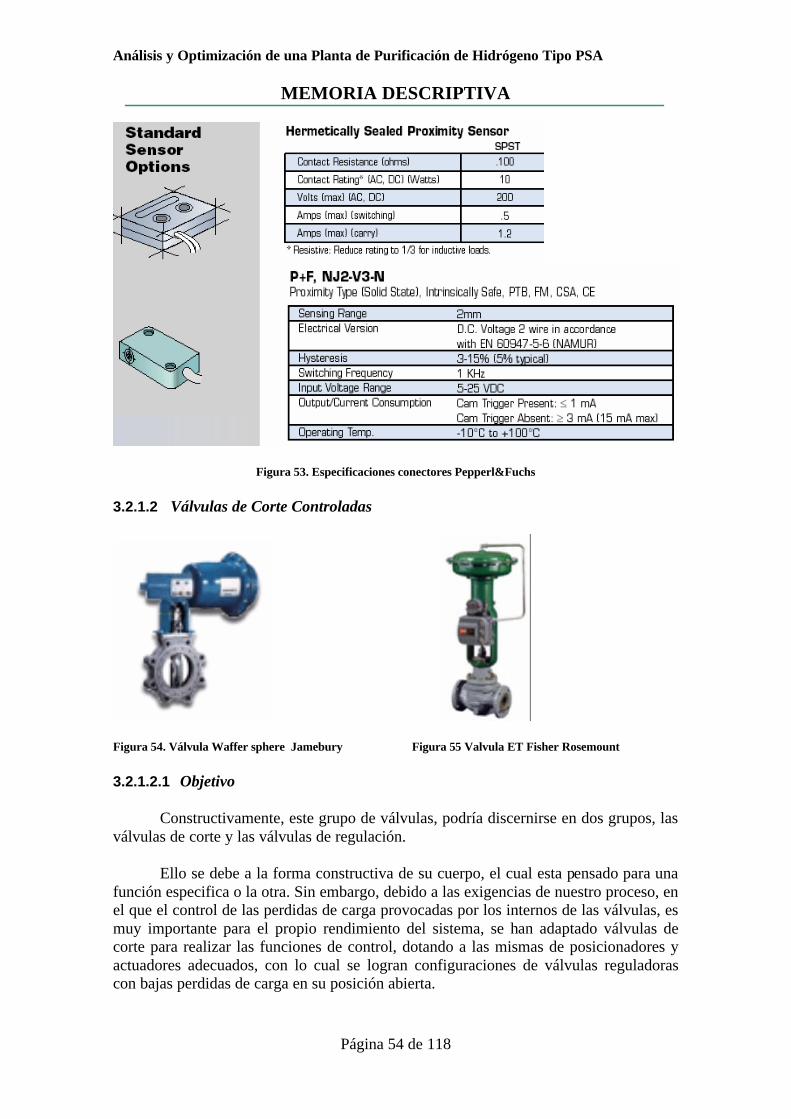
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 54 de 118
Figura 53. Especificaciones conectores Pepperl&Fuchs
3.2.1.2 Válvulas de Corte Controladas
Figura 54. Válvula Waffer sphere Jamebury Figura 55 Valvula ET Fisher Rosemount
3.2.1.2.1 Objetivo
Constructivamente, este grupo de válvulas, podría discernirse en dos grupos, las válvulas de corte y las válvulas de regulación.
Ello se debe a la forma constructiva de su cuerpo, el cual esta pensado para una función especifica o la otra. Sin embargo, debido a las exigencias de nuestro proceso, en el que el control de las perdidas de carga provocadas por los internos de las válvulas, es muy importante para el propio rendimiento del sistema, se han adaptado válvulas de corte para realizar las funciones de control, dotando a las mismas de posicionadores y actuadores adecuados, con lo cual se logran configuraciones de válvulas reguladoras con bajas perdidas de carga en su posición abierta.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 55 de 118
Tal y como se ha comentado en el apartado destinado a las válvulas de corte, estas válvulas no presentan una elevada perdida de carga en sus elementos internos, por lo que no podremos exigirles regulaciones muy acuradas y precisas, así mismo cabe señalar que en los puntos donde las especificaciones de control son mas importantes, se han montado válvulas con cuerpo Fisher diseñados específicamente para un control acurado, pero haciendo las funciones de válvulas de corte cuando se precise.
Dentro de este grupo de válvulas nos encontramos con dos grupos funcionales básicos:
-las válvulas de Purga , que deben trabajar como válvulas de corte abriéndose del todo para proporcionar purga o regulando un caudal cuando trabajan en el paso de recibir Purga,
-las válvulas de Salida del lecho, que deberán abrir al 100% en los pasos de Adsorción o controlar un caudal en el paso de Represurización del lecho
3.2.1.2.2 Elementos Constructivos
A. CUERPO
Para poder describir constructivamente las válvulas de corte controladas montadas en la PSA , debemos dividirlas en dos grupo:
Válvulas W830.
Estas válvulas de corte, son del la marca Neles-Jamesbury, modelo W830. Este es el mismo modelo empleado para la construcción de las válvulas de corte todo-nada descritas en este mismo estudio, pero con un diámetro menor de 3” 300 lbs
Para poder ver los detalles constructivos y características de este tipo de válvulas, ver apartado anterior.
La tornillería empleada para su sujeción a la línea de proceso será:
Tamaño Tornillería Par apriete 3”-300 lbs B7 – 3 / 4” x 100 339 – 394 N (250 – 290 lb-ft)
Tabla 11. Par de apriete
El asiento del cierre de la compuerta es del tipo FIRE-TITE con soporte de estilo esfera:
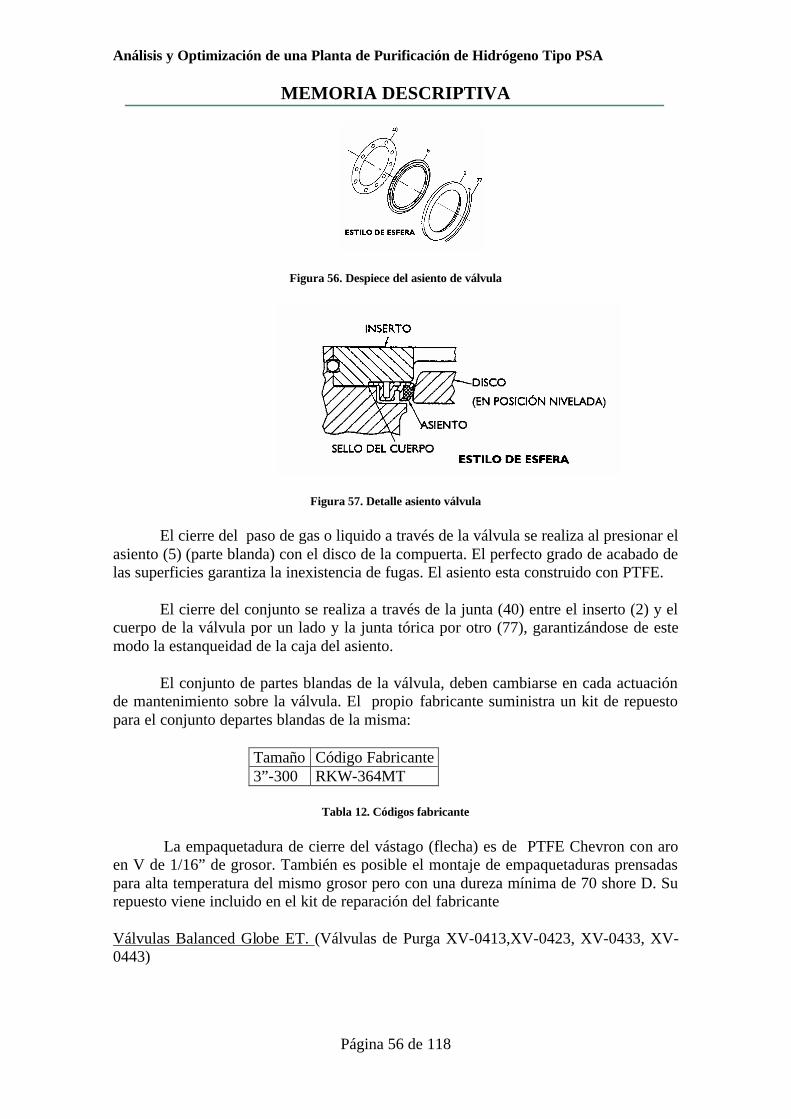
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 56 de 118
Figura 56. Despiece del asiento de válvula
Figura 57. Detalle asiento válvula
El cierre del paso de gas o liquido a través de la válvula se realiza al presionar el asiento (5) (parte blanda) con el disco de la compuerta. El perfecto grado de acabado de las superficies garantiza la inexistencia de fugas. El asiento esta construido con PTFE.
El cierre del conjunto se realiza a través de la junta (40) entre el inserto (2) y el cuerpo de la válvula por un lado y la junta tórica por otro (77), garantizándose de este modo la estanqueidad de la caja del asiento.
El conjunto de partes blandas de la válvula, deben cambiarse en cada actuación de mantenimiento sobre la válvula. El propio fabricante suministra un kit de repuesto para el conjunto departes blandas de la misma:
Tamaño Código Fabricante 3”-300 RKW-364MT
Tabla 12. Códigos fabricante
La empaquetadura de cierre del vástago (flecha) es de PTFE Chevron con aro en V de 1/16” de grosor. También es posible el montaje de empaquetaduras prensadas para alta temperatura del mismo grosor pero con una dureza mínima de 70 shore D. Su repuesto viene incluido en el kit de reparación del fabricante
Válvulas Balanced Globe ET. (Válvulas de Purga XV-0413,XV-0423, XV-0433, XV-0443)
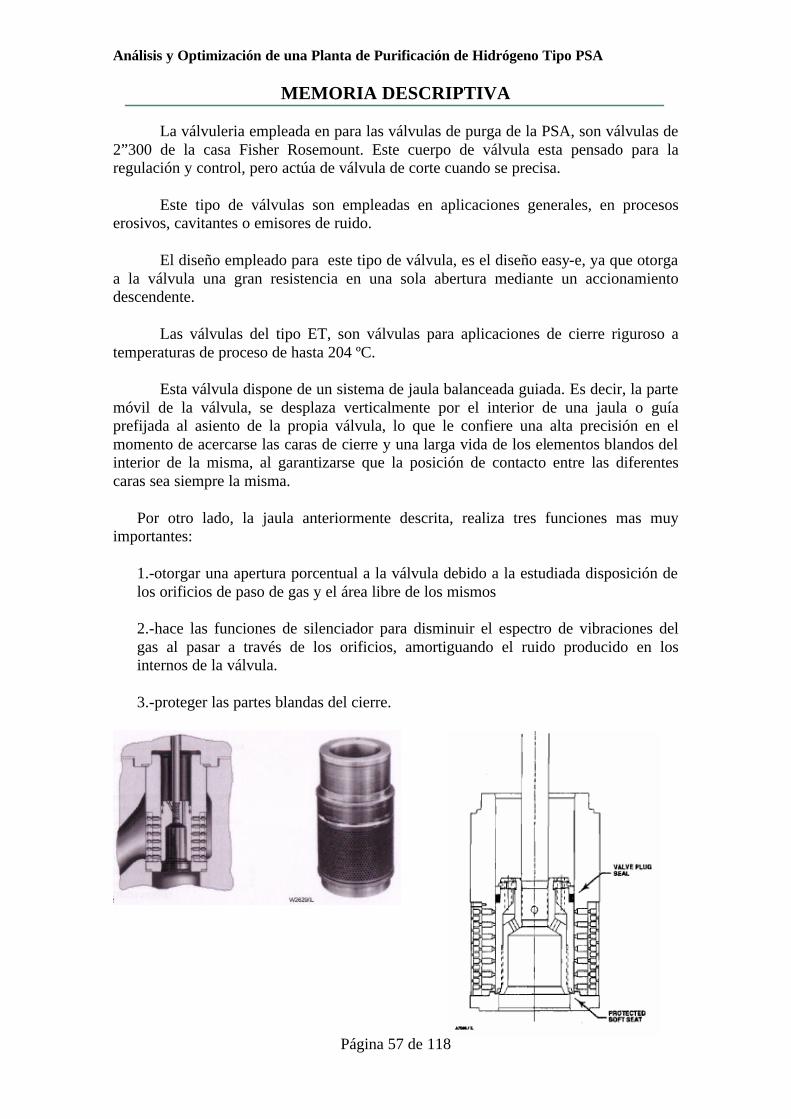
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 57 de 118
La válvuleria empleada en para las válvulas de purga de la PSA, son válvulas de 2”300 de la casa Fisher Rosemount. Este cuerpo de válvula esta pensado para la regulación y control, pero actúa de válvula de corte cuando se precisa.
Este tipo de válvulas son empleadas en aplicaciones generales, en procesos erosivos, cavitantes o emisores de ruido.
El diseño empleado para este tipo de válvula, es el diseño easy-e, ya que otorga a la válvula una gran resistencia en una sola abertura mediante un accionamiento descendente.
Las válvulas del tipo ET, son válvulas para aplicaciones de cierre riguroso a temperaturas de proceso de hasta 204 ºC.
Esta válvula dispone de un sistema de jaula balanceada guiada. Es decir, la parte móvil de la válvula, se desplaza verticalmente por el interior de una jaula o guía prefijada al asiento de la propia válvula, lo que le confiere una alta precisión en el momento de acercarse las caras de cierre y una larga vida de los elementos blandos del interior de la misma, al garantizarse que la posición de contacto entre las diferentes caras sea siempre la misma.
Por otro lado, la jaula anteriormente descrita, realiza tres funciones mas muy importantes:
1.-otorgar una apertura porcentual a la válvula debido a la estudiada disposición de los orificios de paso de gas y el área libre de los mismos
2.-hace las funciones de silenciador para disminuir el espectro de vibraciones del gas al pasar a través de los orificios, amortiguando el ruido producido en los internos de la válvula.
3.-proteger las partes blandas del cierre.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 58 de 118
Figura 58. Detalles jaula de cierre
El cierre de la válvula se logra mediante el asiento de una cara metálica de acero inoxidable 316 SS sobre un disco de asiento blando de PTFE.
El sistema de cierre del vástago de para la configuración de válvula montada en Tarragona, se eligió el empaque ENVIRO-SEAL.
Figura 59. Detalle empaquetadura cierre bastago
Este cartucho de cierre del eje de la válvula, consiste en un prensaestopas de PTFE (teflón) el cual se ajusta mediante dos espárragos tiradores al cuerpo de la válvula, cerrando el vástago de acero inoxidable 316 SS. Este sistema de carga móvil, evita las fugas de gas al exterior con gran fiabilidad, alargando la vida útil del mismo.
El cuerpo de la válvula en si esta construido de fundición y su conexionado es tipo SOCKET. Las válvulas tipo socket van soldadas directamente a la tubería por ambos lados de la misma. Este sistema tiene la ventaja de eliminar por completo las fugas e las uniones de las válvulas con la instalación sobre todo en actuaciones donde se presenten o puedan presentar grandes cambios en el régimen de funcionamiento de las válvulas y por otro lado presentan un menor precio de coste. Por contrapartida, las válvulas tipo socket son mas caras desde el punto de vista de manutención, al imposibilitar su reemplazo por otra en caso de problemas, lo que obliga a la reparación de la misma en campo (más larga y complicada que en el banco de un taller) o bien el requerir de corte y soldadura para su sustitución completa.
B. ACTUADOR
Actuador Neles B1JV. (XV-0414, XV0424, XV-0434, XV0444 )

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 59 de 118
Las válvulas Neles-Jamesburry montadas en toda la PSA son del mismo modelo como hemos podido ver en las tablas de componentes, si bien varia el dimensionado de las mismas según se a la aplicación.
En el caso de los actuadores para este modelo de válvulas de corte controladas, es el mismo actuador empleado descrito al hablar de las válvulas de corte tdo- nada, pero con un tamaño menor, adecuado a la válvula con que debe interaccionar.
Las válvulas de 2” WS830 de Jamesburry-Neles para esta aplicación requiere actuadores Neles B1JV8JZ.
El momento torsor transmitido por el actuador al eje de la válvula, no es lineal, es decir, dependerá del ángulo de giro en que se encuentre la biela y la posición del muelle en un determinado momento. El momento máximo nos lo vamos a encontrar en la posición inicial al abrir (0º) pues en esta posición nuestro muelle se halla en su posición mas estirada ofreciendo la menor resistencia.
Figura 60. Curvas de selección de cálculo del par ejercido por el actuador
El par máximo disponible con estos actuadores a la presión máxima de alimentación es de :
Momento torsor máximo a 8.5 bar Mn 70 Nm BJV8JZ M90 130 Nm
Tabla 13. Momento torsor del actuador
El cubicaje de los cilindros actuadores será:
Cilindrada del actuador Peso BJV8JZ 0.9 litros 17 kg
Tabla 14.Cilindrada del actuador
Actuador T-667 Fisher Rosemount.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 60 de 118
El actuador montado en las válvulas Fisher Rosemount es el modelo T-667, del mismo fabricante.
Este actuador neumático de campana superior, se caracteriza por estar adecuado a trabajos pesados al disponer de un muelle interior de retorno del vástago regulable en intensidad, permitiendo el mismo el acople de gran cantidad de accesorios.
Figura 61. Detalle actuador T-667
El actuador neumático T667 en su interior esta compuesto de una membrana flexible acoplada mecánicamente al eje de actuación de la válvula.
La entrada de aire a la campana de la válvula se realiza por la parte de la membrana opuesta a la ubicación del muelle de retorno, pues este muelle será el encargado de obligar al retroceso del vástago a la posición de reposo al retirarse la fuente de propulsión.
Las válvulas de purga de los lechos de la PSA, son válvulas preparadas para trabajar con posición de seguridad abiertas. Esto significa que por criterios de seguridad nos vemos obligados a forzar mediante la acción de un muelle de retorno, el giro de la válvula a su posición abierta en el momento en que por alguna circunstancia pueda quedarse la válvula sin elemento propulsor.
El modelo de actuador T-667 combinado con una válvula de diseño ET de Fisher, cumplen esta especificación de seguridad, es decir, a falta de fuente de suministro de energía (en nuestro caso aire de instrumentación), el vástago del actuador, lleva a la válvula a la posición de abierta de la misma.
Si nos fijamos en el esquema interno del actuador, veremos que este, dispone de una membrana flexible a la que se halla unido mecánicamente el eje del actuador. (este eje a su ver ira unido a la jaula móvil de la válvula).
Al introducir aire por la parte superior de dicha membrana, la fuerza de la presión sobre la membrana, vence el esfuerzo resistente del muelle de retorno (dispuesto en el lado opuesto de la entrada de aire), lo que provoca un movimiento del vástago descendente, obligando a la jaula de la válvula a que va unida a cerrar el paso de gas a través de la misma.
Las principales características del actuador son:

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 61 de 118
Modelo Rango presión operación
Presión máxima
Esfuerzo axial máximo
Peso Material diafragma
40 0.4 a 2.0 bar 6.2 bar 12010 N 23 kg Elastómero de nitrilo
Tabla 15. Características actuador T-667
C. SISTEMA DE MANDO
Posicionador NE729S/X.
El posicionador montado en las válvulas Jamesburry-Neles es el modelo NE729S/X del mismo fabricante.
Este posicionador como veremos mas adelante, se basa en el equilibrio de esfuerzos ejercidos por dos muelles sobre una palanca de accionamiento.
La clasificación del posicionador corresponde a la CENELEC Exx ia IIC T5/T6.
Figura 62. Detalle montaje posicionador NE729S/X

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 62 de 118
Figura 63. Despiece posicionador NE729S/X
Las características principales de este posicionador son:
Rango de entrada: 4 a 20mA DC / 0 – 20 mA
Split range: 4-12 mA / 12 – 20 mA
Voltaje alimentación máx.: 30 Vdc
Resistencia equivalente: 190 ohms
- Entrada aire máx.: 8 bar
- Conexiones : ½” NPT
- Peso aprox. : 2.2 kg
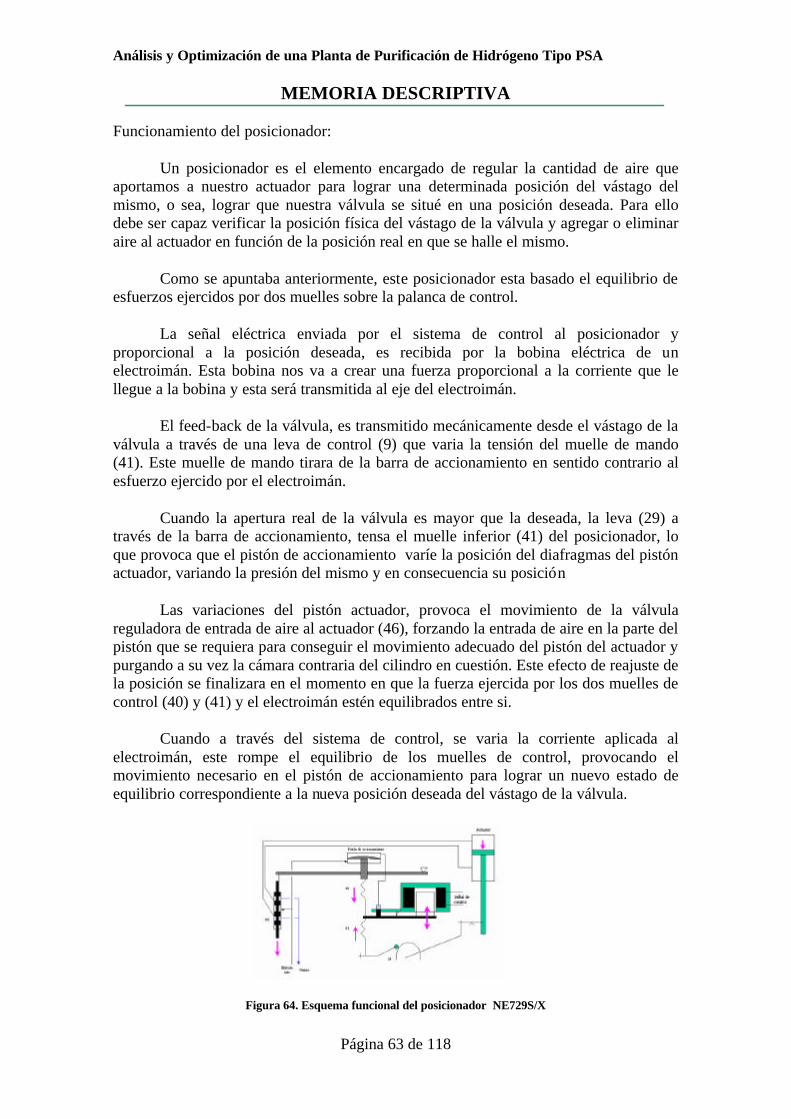
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 63 de 118
Funcionamiento del posicionador:
Un posicionador es el elemento encargado de regular la cantidad de aire que aportamos a nuestro actuador para lograr una determinada posición del vástago del mismo, o sea, lograr que nuestra válvula se situé en una posición deseada. Para ello debe ser capaz verificar la posición física del vástago de la válvula y agregar o eliminar aire al actuador en función de la posición real en que se halle el mismo.
Como se apuntaba anteriormente, este posicionador esta basado el equilibrio de esfuerzos ejercidos por dos muelles sobre la palanca de control.
La señal eléctrica enviada por el sistema de control al posicionador y proporcional a la posición deseada, es recibida por la bobina eléctrica de un electroimán. Esta bobina nos va a crear una fuerza proporcional a la corriente que le llegue a la bobina y esta será transmitida al eje del electroimán.
El feed-back de la válvula, es transmitido mecánicamente desde el vástago de la válvula a través de una leva de control (9) que varia la tensión del muelle de mando (41). Este muelle de mando tirara de la barra de accionamiento en sentido contrario al esfuerzo ejercido por el electroimán.
Cuando la apertura real de la válvula es mayor que la deseada, la leva (29) a través de la barra de accionamiento, tensa el muelle inferior (41) del posicionador, lo que provoca que el pistón de accionamiento varíe la posición del diafragmas del pistón actuador, variando la presión del mismo y en consecuencia su posición
Las variaciones del pistón actuador, provoca el movimiento de la válvula reguladora de entrada de aire al actuador (46), forzando la entrada de aire en la parte del pistón que se requiera para conseguir el movimiento adecuado del pistón del actuador y purgando a su vez la cámara contraria del cilindro en cuestión. Este efecto de reajuste de la posición se finalizara en el momento en que la fuerza ejercida por los dos muelles de control (40) y (41) y el electroimán estén equilibrados entre si.
Cuando a través del sistema de control, se varia la corriente aplicada al electroimán, este rompe el equilibrio de los muelles de control, provocando el movimiento necesario en el pistón de accionamiento para lograr un nuevo estado de equilibrio correspondiente a la nueva posición deseada del vástago de la válvula.
Figura 64. Esquema funcional del posicionador NE729S/X
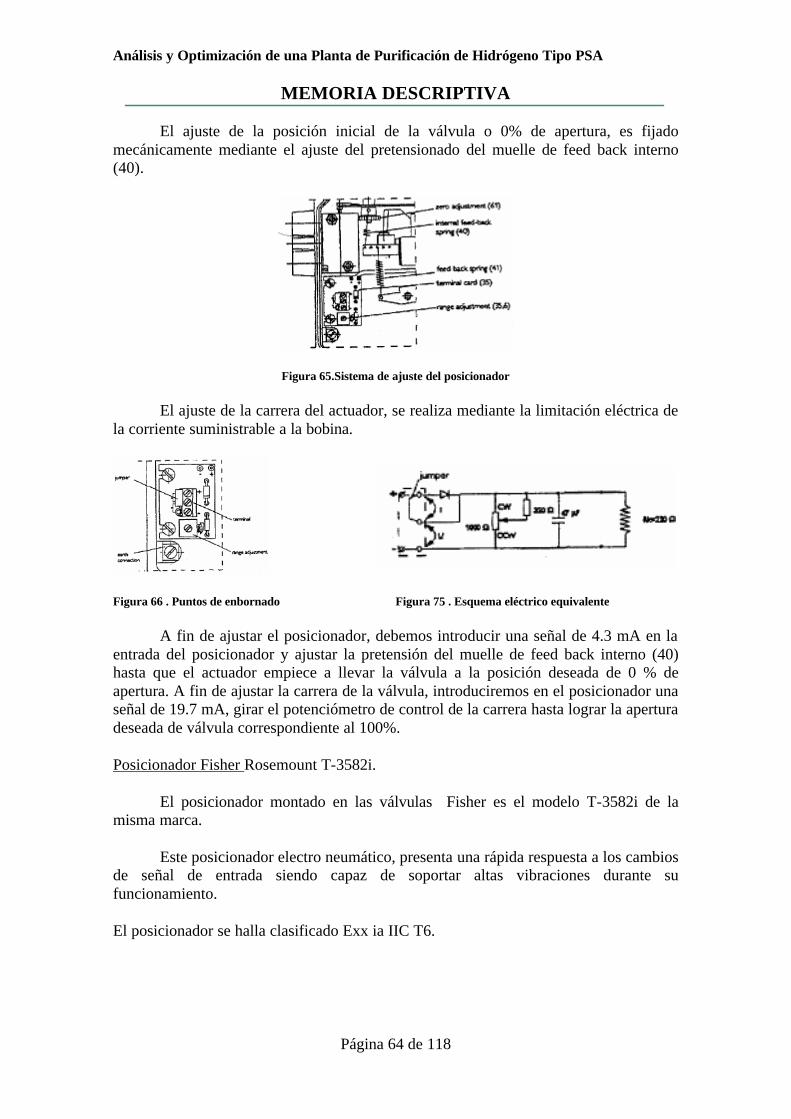
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 64 de 118
El ajuste de la posición inicial de la válvula o 0% de apertura, es fijado mecánicamente mediante el ajuste del pretensionado del muelle de feed back interno (40).
Figura 65.Sistema de ajuste del posicionador
El ajuste de la carrera del actuador, se realiza mediante la limitación eléctrica de la corriente suministrable a la bobina.
Figura 66 . Puntos de enbornado Figura 75 . Esquema eléctrico equivalente
A fin de ajustar el posicionador, debemos introducir una señal de 4.3 mA en la entrada del posicionador y ajustar la pretensión del muelle de feed back interno (40) hasta que el actuador empiece a llevar la válvula a la posición deseada de 0 % de apertura. A fin de ajustar la carrera de la válvula, introduciremos en el posicionador una señal de 19.7 mA, girar el potenciómetro de control de la carrera hasta lograr la apertura deseada de válvula correspondiente al 100%.
Posicionador Fisher Rosemount T-3582i.
El posicionador montado en las válvulas Fisher es el modelo T-3582i de la misma marca.
Este posicionador electro neumático, presenta una rápida respuesta a los cambios de señal de entrada siendo capaz de soportar altas vibraciones durante su funcionamiento.
El posicionador se halla clasificado Exx ia IIC T6.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 65 de 118
Figura 67. Detalle montaje posicionador T-3582i
Las características principales de este posicionador son:
Rango de entrada: 4 a 20mA DC
Voltaje alimentación máx.: 30 Vdc
Resistencia equivalente: 120 ohms
- Entrada aire máx.: 3.4 bar
- Conexiones : ½” NPT
- Peso aprox. : 3.6 kg
Funcionamiento del posicionador:
Un posicionador es el elemento encargado de regular la cantidad de aire que aportamos a nuestro actuador para lograr una determinada posición del vástago del mismo, o sea, lograr que nuestra válvula se situé en una posición deseada. Para ello debe ser capaz verificar la posición física del vástago de la válvula y agregar o eliminar aire al actuador en función de la posición real en que se halle el mismo.
El corazón del posicionador consiste en un relee mecánico central “relay” tipo 83L. Este relee esta alimentado directamente de la fuente de suministro de aire de instrumentación, entrando este al relee mediante una restricción de caudal. La posición de la palanca de accionamiento del relee “flapper” ejerce una restricción en el flujo de salida del mismo hacia la atmósfera, por lo que, cuando el flapper no esta restringiendo el orificio de venteo, el aire es purgado con mayor caudal de que es aportado por la fuente de suministro externo.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 66 de 118
Figura 68. Tubing de alimentación a la membrana
La posición deseada para el eje de la válvula “set point”, nos va ha llegar al posicionador mediante una señal de tipo eléctrico de 4 a 20 mA. Esta señal llega al convertido I/P T-582i. Este convertidor se encarga de dejar paras aire de instrumentación de la línea de suministro hacia el fuelle de accionamiento, presurizando el mismo a una presión proporcional a la intensidad de corriente recibida. Mediante el control de la presión interior del fuelle, este varia su longitud, fenómeno que aprovechara el posicionador para el control del lazo.
Figura 69. Convertidos I/P T582i
La posición real del vástago de la válvula o “feed back”, se logra mediante la conexión mecánica de una palanca de control “rotary shaft arm” al soporte central de control “beam”.
Figura 70. Detalle interno del posicionador T-3582i
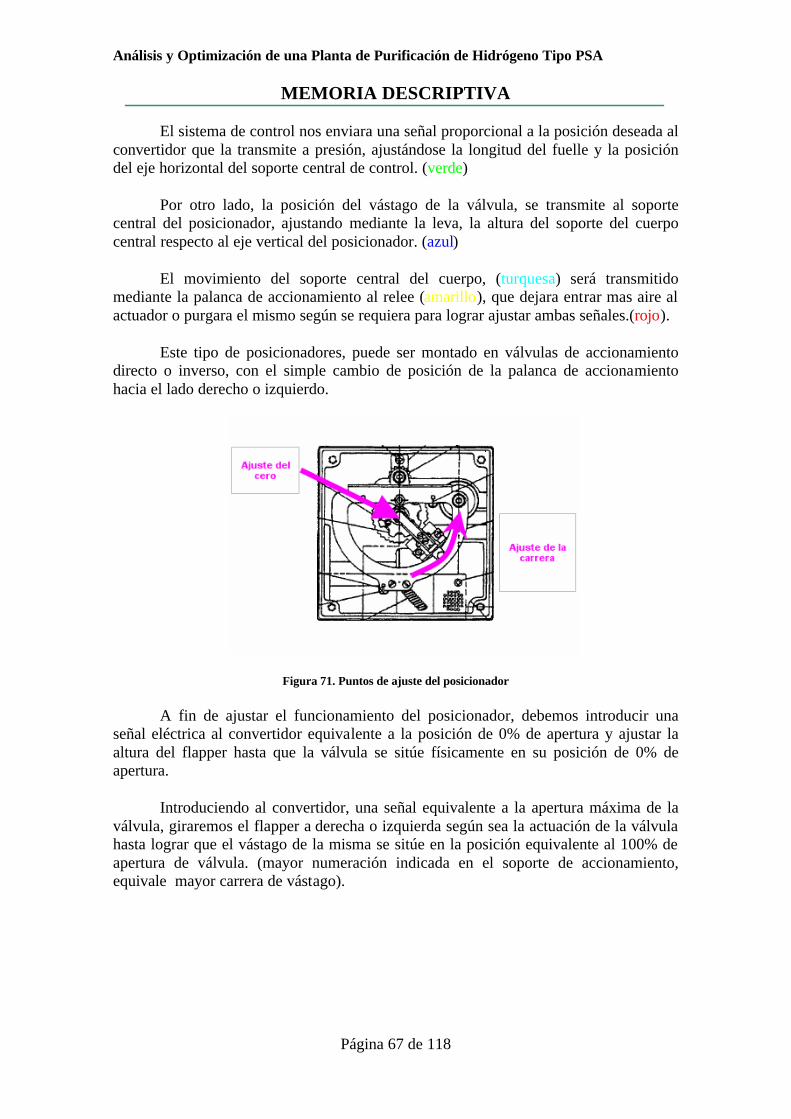
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 67 de 118
El sistema de control nos enviara una señal proporcional a la posición deseada al convertidor que la transmite a presión, ajustándose la longitud del fuelle y la posición del eje horizontal del soporte central de control. (verde)
Por otro lado, la posición del vástago de la válvula, se transmite al soporte central del posicionador, ajustando mediante la leva, la altura del soporte del cuerpo central respecto al eje vertical del posicionador. (azul)
El movimiento del soporte central del cuerpo, (turquesa) será transmitido mediante la palanca de accionamiento al relee (amarillo), que dejara entrar mas aire al actuador o purgara el mismo según se requiera para lograr ajustar ambas señales.(rojo).
Este tipo de posicionadores, puede ser montado en válvulas de accionamiento directo o inverso, con el simple cambio de posición de la palanca de accionamiento hacia el lado derecho o izquierdo.
Figura 71. Puntos de ajuste del posicionador
A fin de ajustar el funcionamiento del posicionador, debemos introducir una señal eléctrica al convertidor equivalente a la posición de 0% de apertura y ajustar la altura del flapper hasta que la válvula se sitúe físicamente en su posición de 0% de apertura.
Introduciendo al convertidor, una señal equivalente a la apertura máxima de la válvula, giraremos el flapper a derecha o izquierda según sea la actuación de la válvula hasta lograr que el vástago de la misma se sitúe en la posición equivalente al 100% de apertura de válvula. (mayor numeración indicada en el soporte de accionamiento, equivale mayor carrera de vástago).
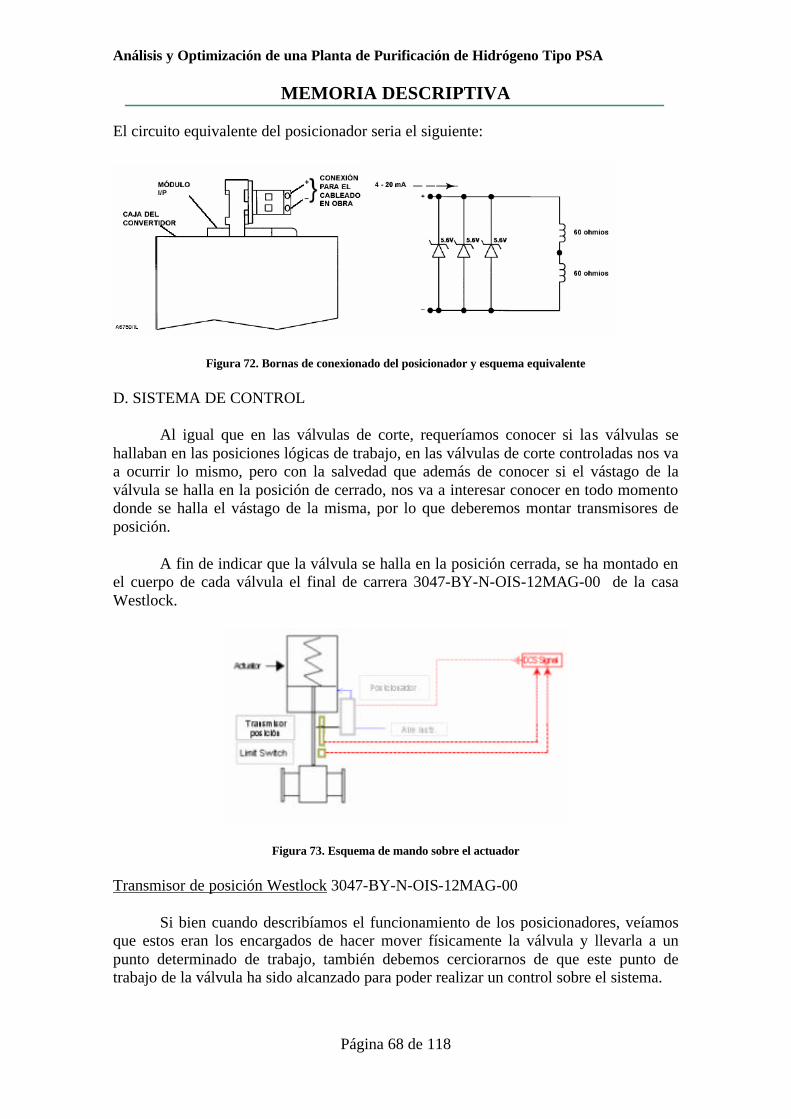
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 68 de 118
El circuito equivalente del posicionador seria el siguiente:
Figura 72. Bornas de conexionado del posicionador y esquema equivalente
D. SISTEMA DE CONTROL
Al igual que en las válvulas de corte, requeríamos conocer si las válvulas se hallaban en las posiciones lógicas de trabajo, en las válvulas de corte controladas nos va a ocurrir lo mismo, pero con la salvedad que además de conocer si el vástago de la válvula se halla en la posición de cerrado, nos va a interesar conocer en todo momento donde se halla el vástago de la misma, por lo que deberemos montar transmisores de posición.
A fin de indicar que la válvula se halla en la posición cerrada, se ha montado en el cuerpo de cada válvula el final de carrera 3047-BY-N-OIS-12MAG-00 de la casa Westlock.
Figura 73. Esquema de mando sobre el actuador
Transmisor de posición Westlock 3047-BY-N-OIS-12MAG-00
Si bien cuando describíamos el funcionamiento de los posicionadores, veíamos que estos eran los encargados de hacer mover físicamente la válvula y llevarla a un punto determinado de trabajo, también debemos cerciorarnos de que este punto de trabajo de la válvula ha sido alcanzado para poder realizar un control sobre el sistema.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 69 de 118
Como se ha visto al describir el sistema de control de las válvulas automaticas todo-nada, estas requieren de finales de carrera en ambos extremos del recorrido, ahora bien en este caso, cuando estas se hallan trabajando como válvulas reguladoras, a las que podemos obligar a trabajar en cualquier posición dentro de su carrera de trabajo, es decir, pueden trabajar en cualquier valor de apertura entre los 0% y los 100% de apertura. Esto nos obliga a modificar el sistema de retroalimentación o feed back de la válvula, para que nos informe o indique en cualquier momento en que punto de trabajo se halla el vástago de la válvula.
Además de las indicaciones de la posición de las válvulas, vamos a requerir para el control de la planta de una serie de finales de carrera, en concreto de los finales de carrera de posición cerrada 0% de las válvulas. A fin de facilitar su referenciado, estos finales de carrera tienen una nomenclatura propia que facilita su localización e implementación en el sistema.
Los transmisores de posición Westlock de la serie 3000, están preparados para su montaje tanto en válvulas con movimiento lineal del vástago o bien con válvulas de movimiento giratorio del mismo , por lo que este elemento va ha ser único que se monte en las válvulas de corte controladas de la PSA.
Figura 74. Detalle montaje posicionador Westlock serie 3000 sobre válvula reguladora
Figura 75. Destalla posicionador Westlock serie3000 sobre válvula de corte
Funcionamiento
Interiormente, los transductores de posición Westlock 3000, están preparados para albergar tanto el propio transmisores de posición como varios finales de carrera.
En nuestro caso, dentro del encapsulado de aluminio del transmisor, se dispone de:
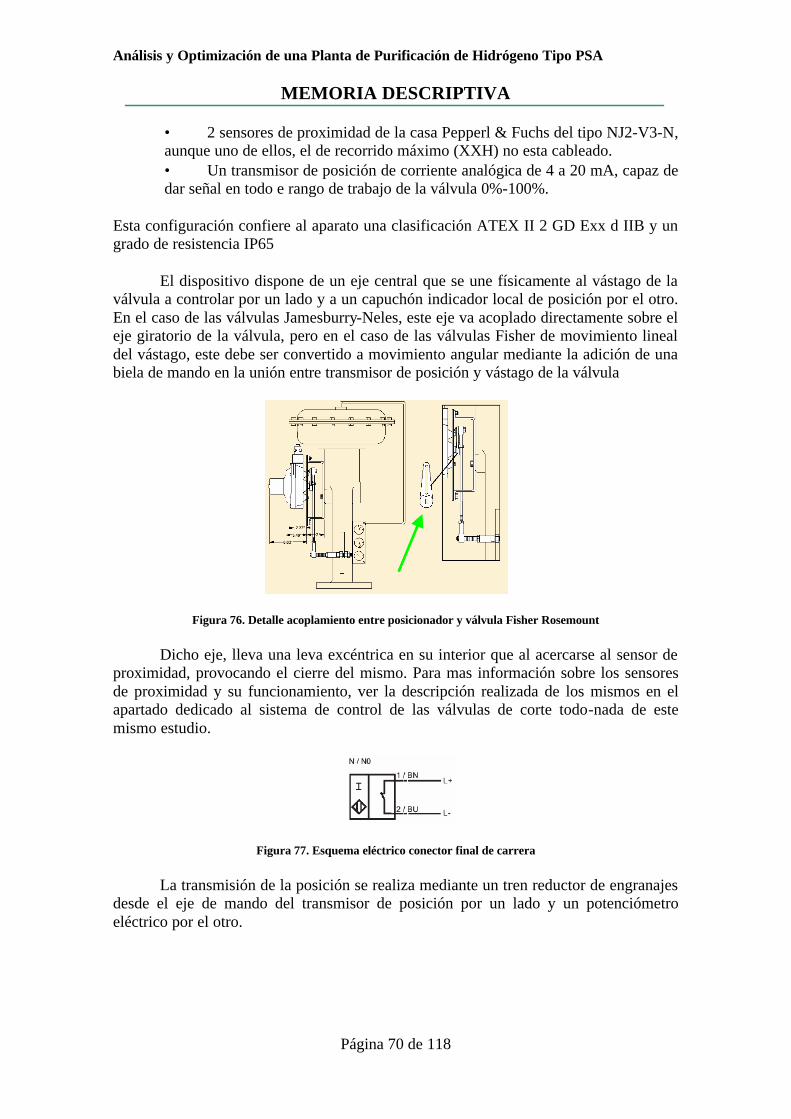
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 70 de 118
• 2 sensores de proximidad de la casa Pepperl & Fuchs del tipo NJ2-V3-N, aunque uno de ellos, el de recorrido máximo (XXH) no esta cableado. • Un transmisor de posición de corriente analógica de 4 a 20 mA, capaz de dar señal en todo e rango de trabajo de la válvula 0%-100%.
Esta configuración confiere al aparato una clasificación ATEX II 2 GD Exx d IIB y un grado de resistencia IP65
El dispositivo dispone de un eje central que se une físicamente al vástago de la válvula a controlar por un lado y a un capuchón indicador local de posición por el otro. En el caso de las válvulas Jamesburry-Neles, este eje va acoplado directamente sobre el eje giratorio de la válvula, pero en el caso de las válvulas Fisher de movimiento lineal del vástago, este debe ser convertido a movimiento angular mediante la adición de una biela de mando en la unión entre transmisor de posición y vástago de la válvula
Figura 76. Detalle acoplamiento entre posicionador y válvula Fisher Rosemount
Dicho eje, lleva una leva excéntrica en su interior que al acercarse al sensor de proximidad, provocando el cierre del mismo. Para mas información sobre los sensores de proximidad y su funcionamiento, ver la descripción realizada de los mismos en el apartado dedicado al sistema de control de las válvulas de corte todo-nada de este mismo estudio.
Figura 77. Esquema eléctrico conector final de carrera
La transmisión de la posición se realiza mediante un tren reductor de engranajes desde el eje de mando del transmisor de posición por un lado y un potenciómetro eléctrico por el otro.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 71 de 118
Figura 78. Transmisión mediante engranajes
Este potenciómetro lleva asociado un modulo electrónico de control baa651, que permite su la calibración y puesta a cero de la indicación del mismo.
Las principales características de este transmisor de posición son:
Figura 79. Características técnicas del transmisor de posición Westlock 3000
3.2.1.3 Válvulas de Regulación y Control
Figura 80. Actuador válvulas de regulación

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 72 de 118
3.2.1.3.1 Objetivo
Este grupo de válvulas podría encuadrarse dentro del grupo anteriormente descrito de las válvulas de corte controladas, pero se ha preferido separar estas válvulas debido a su filosofía de control.
Las válvulas de regulación y control son aquellas que se encargan de regular un determinado parámetro del proceso, tal pueda ser una presión, un caudal, un flujo,...a lo largo de todo el proceso.
Constructivamente, como podremos ver, este tipo de válvulas no difiere de las válvulas de corte controladas descritas en el apartado anterior.
3.2.1.3.2 Elementos Constructivos
A fin de minimizar el coste a nivel de montaje y repuestos de esta planta, los modelos implementados son similares. Para no repetir las descripciones de dichos elementos, nos remitiremos a los puntos donde se hallan descritos los mismos con detalle, remarcando aquí tan solo los hechos diferenciales.
A. CUERPO
Válvulas W830.
Estas válvulas de control, son de la marca Neles-Jamesbury, modelo W830.
Este tipo de cuerpo de válvula es el mismo empleado en las válvulas de corte todo-nada. Para poder ver los detalles constructivos y características de este tipo de válvulas, ver apartado dedicado al cuerpo de dichas válvulas.
Válvulas Fisher Balanced Globe.
Estas válvulas de control, son de la marca Fisher Rosemount modelo Balanced Globe ET. Este modelo es el mismo empleado en las válvulas de corte-controladas, descritas en apartados anteriores.
Para poder ver los detalles constructivos y características de este tipo de válvulas, ver apartado dedicado al cuerpo de las válvulas de corte controladas, dentro de este mismo estudio.
B. ACTUADOR
Actuador Neles B1JV.
La válvula de 4” WS830 de Jamesburry-Neles para esta aplicación requiere actuador Neles B1JV10JZ.
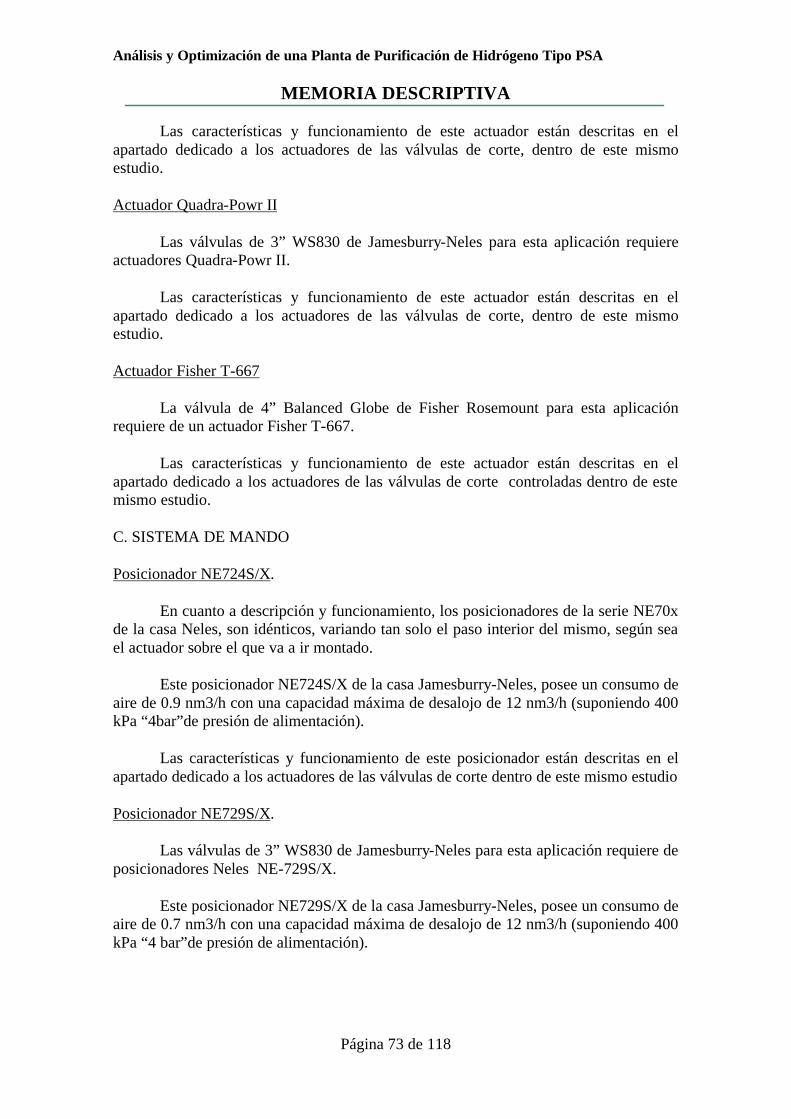
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 73 de 118
Las características y funcionamiento de este actuador están descritas en el apartado dedicado a los actuadores de las válvulas de corte, dentro de este mismo estudio.
Actuador Quadra-Powr II
Las válvulas de 3” WS830 de Jamesburry-Neles para esta aplicación requiere actuadores Quadra-Powr II.
Las características y funcionamiento de este actuador están descritas en el apartado dedicado a los actuadores de las válvulas de corte, dentro de este mismo estudio.
Actuador Fisher T-667
La válvula de 4” Balanced Globe de Fisher Rosemount para esta aplicación requiere de un actuador Fisher T-667.
Las características y funcionamiento de este actuador están descritas en el apartado dedicado a los actuadores de las válvulas de corte controladas dentro de este mismo estudio.
C. SISTEMA DE MANDO
Posicionador NE724S/X.
En cuanto a descripción y funcionamiento, los posicionadores de la serie NE70x de la casa Neles, son idénticos, variando tan solo el paso interior del mismo, según sea el actuador sobre el que va a ir montado.
Este posicionador NE724S/X de la casa Jamesburry-Neles, posee un consumo de aire de 0.9 nm3/h con una capacidad máxima de desalojo de 12 nm3/h (suponiendo 400 kPa “4bar”de presión de alimentación).
Las características y funcionamiento de este posicionador están descritas en el apartado dedicado a los actuadores de las válvulas de corte dentro de este mismo estudio
Posicionador NE729S/X.
Las válvulas de 3” WS830 de Jamesburry-Neles para esta aplicación requiere de posicionadores Neles NE-729S/X.
Este posicionador NE729S/X de la casa Jamesburry-Neles, posee un consumo de aire de 0.7 nm3/h con una capacidad máxima de desalojo de 12 nm3/h (suponiendo 400 kPa “4 bar”de presión de alimentación).

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 74 de 118
Las características y funcionamiento de este posicionador están descritas en el apartado dedicado a los actuadores de las válvulas de corte dentro de este mismo estudio.
Posicionador Fisher 3582i
La válvula de 4” Balanced Globe de Fisher Rosemount para esta aplicación requiere de un posicionador Fisher 3582i.
Las características y funcionamiento de este posicionador están descritas en el apartado dedicado a los actuadores de las válvulas de corte controladas dentro de este mismo estudio.
D. SISTEMA DE CONTROL
La filosofía seguida en la implementación del control de este grupo de válvulas en la PSA, no es la misma para todo el grupo, es decir, de las 4 válvulas aquí tratadas, la única que dispone de finales de carrera es la XV-0402.
A fin de indicar que la válvula se halla en la posición cerrada, se ha montado en el cuerpo de cada válvula el final de carrera 3047-BY-N-OIS-12MAG-00 de la casa Westlock.
Figura 81. Esquema de mando sobre el actuador
Transmisor de posición Westlock 3047-BY-N-OIS-12MAG-00
Además de las indicaciones de la posición de las válvulas, vamos a requerir para el control de la planta de una serie de finales de carrera, en concreto de los finales de carrera de posición cerrada 0% de las válvulas.
A fin de facilitar su referenciado, estos finales de carrera tienen una nomenclatura propia que facilita su localización e implementación en el sistema. En la
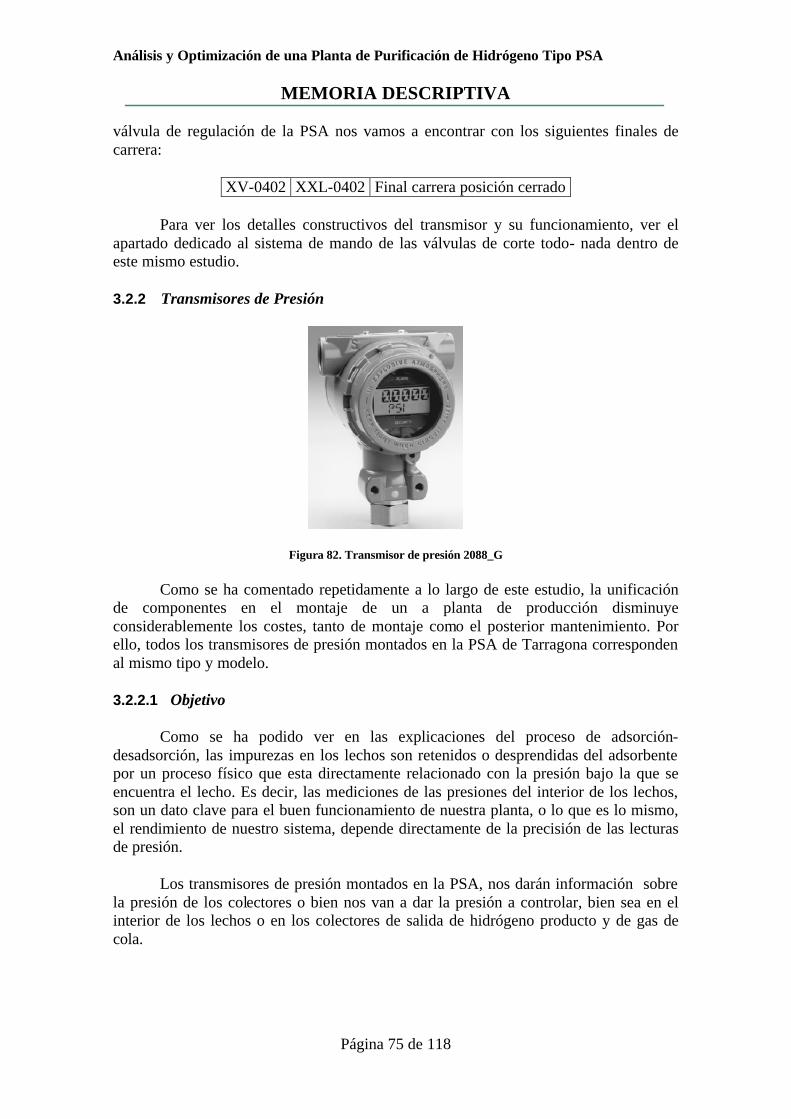
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 75 de 118
válvula de regulación de la PSA nos vamos a encontrar con los siguientes finales de carrera:
XV-0402 XXL-0402 Final carrera posición cerrado
Para ver los detalles constructivos del transmisor y su funcionamiento, ver el apartado dedicado al sistema de mando de las válvulas de corte todo- nada dentro de este mismo estudio.
3.2.2 Transmisores de Presión
Figura 82. Transmisor de presión 2088_G
Como se ha comentado repetidamente a lo largo de este estudio, la unificación de componentes en el montaje de un a planta de producción disminuye considerablemente los costes, tanto de montaje como el posterior mantenimiento. Por ello, todos los transmisores de presión montados en la PSA de Tarragona corresponden al mismo tipo y modelo.
3.2.2.1 Objetivo
Como se ha podido ver en las explicaciones del proceso de adsorción- desadsorción, las impurezas en los lechos son retenidos o desprendidas del adsorbente por un proceso físico que esta directamente relacionado con la presión bajo la que se encuentra el lecho. Es decir, las mediciones de las presiones del interior de los lechos, son un dato clave para el buen funcionamiento de nuestra planta, o lo que es lo mismo, el rendimiento de nuestro sistema, depende directamente de la precisión de las lecturas de presión.
Los transmisores de presión montados en la PSA, nos darán información sobre la presión de los colectores o bien nos van a dar la presión a controlar, bien sea en el interior de los lechos o en los colectores de salida de hidrógeno producto y de gas de cola.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 76 de 118
3.2.2.2 Elementos Constructivos
Fisher Rosemount 2088_G
El transmisor de presión relativa implementado en la PSA es el 2088_G de la casa Fisher Rosemount. Esta diseñado para trabajos de larga duración en aplicaciones de líquidos, gases o vapor.
Aunque este diseño, también admite la medición de presiones absolutas, en nuestro caso lo usaremos para trabajar con presiones relativas.
3.2.2.2.1 Método de Medición
El principio de funcionamiento se basa en un sensor de polisilicio al cual le llega la presión del sistema a través de aceite de silicona. La separación del liquido de proceso y del aceite de silicona, se realiza mediante la interposición de un diafragma de acero inoxidable SS316L o bien de Hastelloy.
Figura 83.Detalle elemento sensor de presión
El sensor manométrico compara la sección de referencia del sensor con la presión atmosférica. (en el caso de los sensores de presión absoluta, la cámara de referencia estaría sellada).
La presión del sistema provoca una deformación diminuta del diafragma, el cual a su vez aplica el esfuerzo al circuito en puente de Wheatstone del sensor. La variación en la resistencia se detecta y se convierte en un señal digital procesable por el microprocesador.
El fabricante prevé 4 tipos de sensores para este dispositivo:
Cod. Sensor Rango Span min Span max. 1 de 0 a 2.1 bar 103 mbar 2.1 bar 2 de 0 a 10.3 bar 517 mbar 10.3 bar 3 de 0 a 55.1 bar 2.8 bar 55.2 bar 4 de 0 a 275.7 bar 13.8 bar 275.8 bar
Tabla 16. Códigos del fabricante
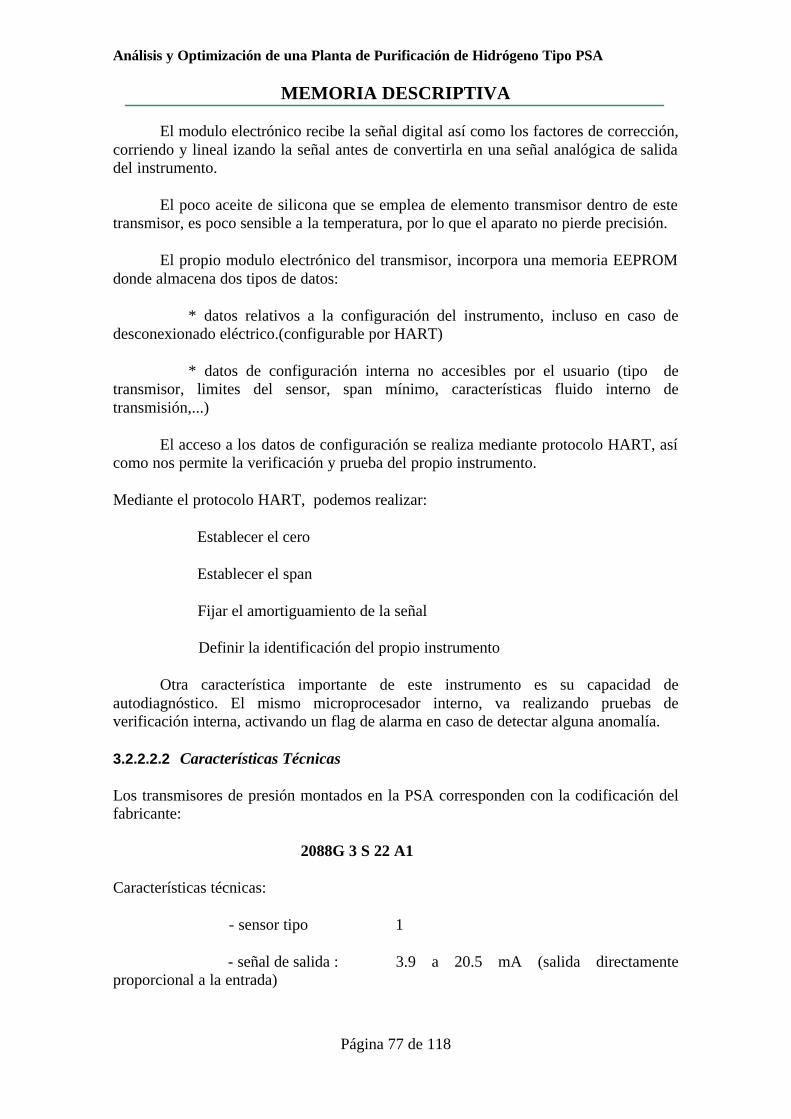
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 77 de 118
El modulo electrónico recibe la señal digital así como los factores de corrección, corriendo y lineal izando la señal antes de convertirla en una señal analógica de salida del instrumento.
El poco aceite de silicona que se emplea de elemento transmisor dentro de este transmisor, es poco sensible a la temperatura, por lo que el aparato no pierde precisión.
El propio modulo electrónico del transmisor, incorpora una memoria EEPROM donde almacena dos tipos de datos:
* datos relativos a la configuración del instrumento, incluso en caso de desconexionado eléctrico.(configurable por HART)
* datos de configuración interna no accesibles por el usuario (tipo de transmisor, limites del sensor, span mínimo, características fluido interno de transmisión,...)
El acceso a los datos de configuración se realiza mediante protocolo HART, así como nos permite la verificación y prueba del propio instrumento.
Mediante el protocolo HART, podemos realizar:
Establecer el cero
Establecer el span
Fijar el amortiguamiento de la señal
Definir la identificación del propio instrumento
Otra característica importante de este instrumento es su capacidad de autodiagnóstico. El mismo microprocesador interno, va realizando pruebas de verificación interna, activando un flag de alarma en caso de detectar alguna anomalía.
3.2.2.2.2 Características Técnicas
Los transmisores de presión montados en la PSA corresponden con la codificación del fabricante:
2088G 3 S 22 A1
Características técnicas:
- sensor tipo 1
- señal de salida : 3.9 a 20.5 mA (salida directamente proporcional a la entrada)
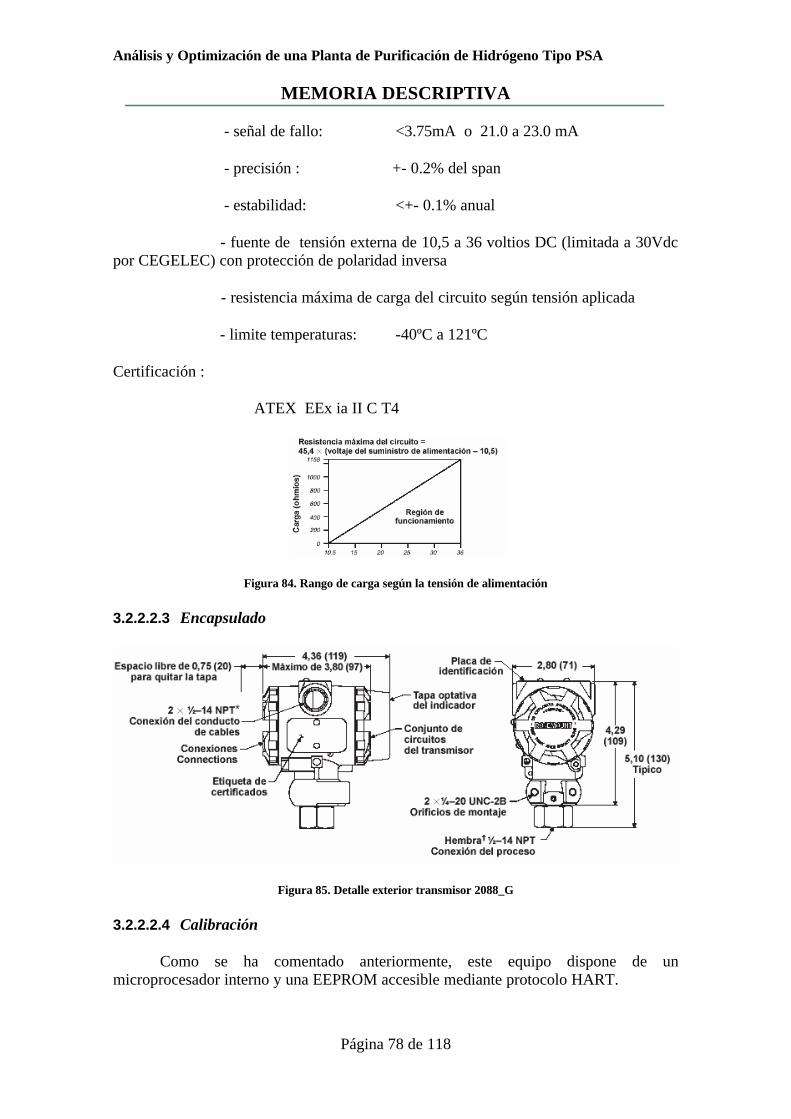
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 78 de 118
- señal de fallo: <3.75mA o 21.0 a 23.0 mA
- precisión : +- 0.2% del span
- estabilidad: <+- 0.1% anual
- fuente de tensión externa de 10,5 a 36 voltios DC (limitada a 30Vdc por CEGELEC) con protección de polaridad inversa
- resistencia máxima de carga del circuito según tensión aplicada
- limite temperaturas: -40ºC a 121ºC
Certificación :
ATEX EEx ia II C T4
Figura 84. Rango de carga según la tensión de alimentación
3.2.2.2.3 Encapsulado
Figura 85. Detalle exterior transmisor 2088_G
3.2.2.2.4 Calibración
Como se ha comentado anteriormente, este equipo dispone de un microprocesador interno y una EEPROM accesible mediante protocolo HART.
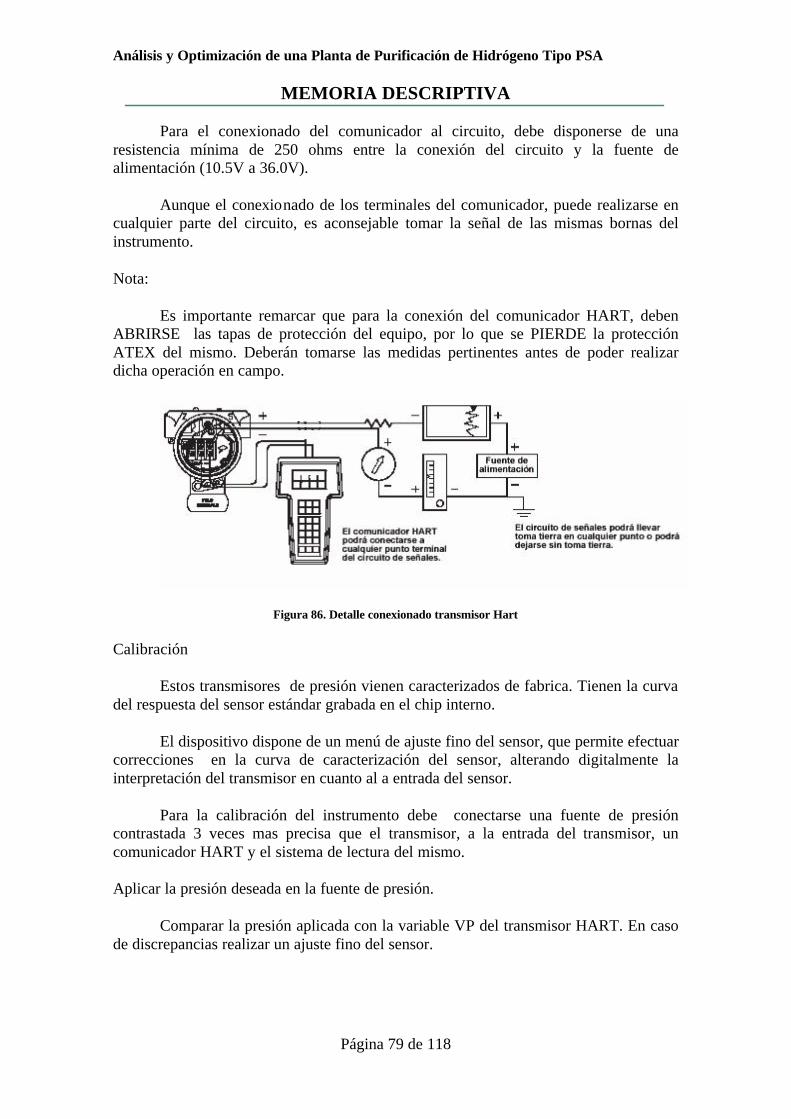
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 79 de 118
Para el conexionado del comunicador al circuito, debe disponerse de una resistencia mínima de 250 ohms entre la conexión del circuito y la fuente de alimentación (10.5V a 36.0V).
Aunque el conexionado de los terminales del comunicador, puede realizarse en cualquier parte del circuito, es aconsejable tomar la señal de las mismas bornas del instrumento.
Nota:
Es importante remarcar que para la conexión del comunicador HART, deben ABRIRSE las tapas de protección del equipo, por lo que se PIERDE la protección ATEX del mismo. Deberán tomarse las medidas pertinentes antes de poder realizar dicha operación en campo.
Figura 86. Detalle conexionado transmisor Hart
Calibración
Estos transmisores de presión vienen caracterizados de fabrica. Tienen la curva del respuesta del sensor estándar grabada en el chip interno.
El dispositivo dispone de un menú de ajuste fino del sensor, que permite efectuar correcciones en la curva de caracterización del sensor, alterando digitalmente la interpretación del transmisor en cuanto al a entrada del sensor.
Para la calibración del instrumento debe conectarse una fuente de presión contrastada 3 veces mas precisa que el transmisor, a la entrada del transmisor, un comunicador HART y el sistema de lectura del mismo.
Aplicar la presión deseada en la fuente de presión.
Comparar la presión aplicada con la variable VP del transmisor HART. En caso de discrepancias realizar un ajuste fino del sensor.
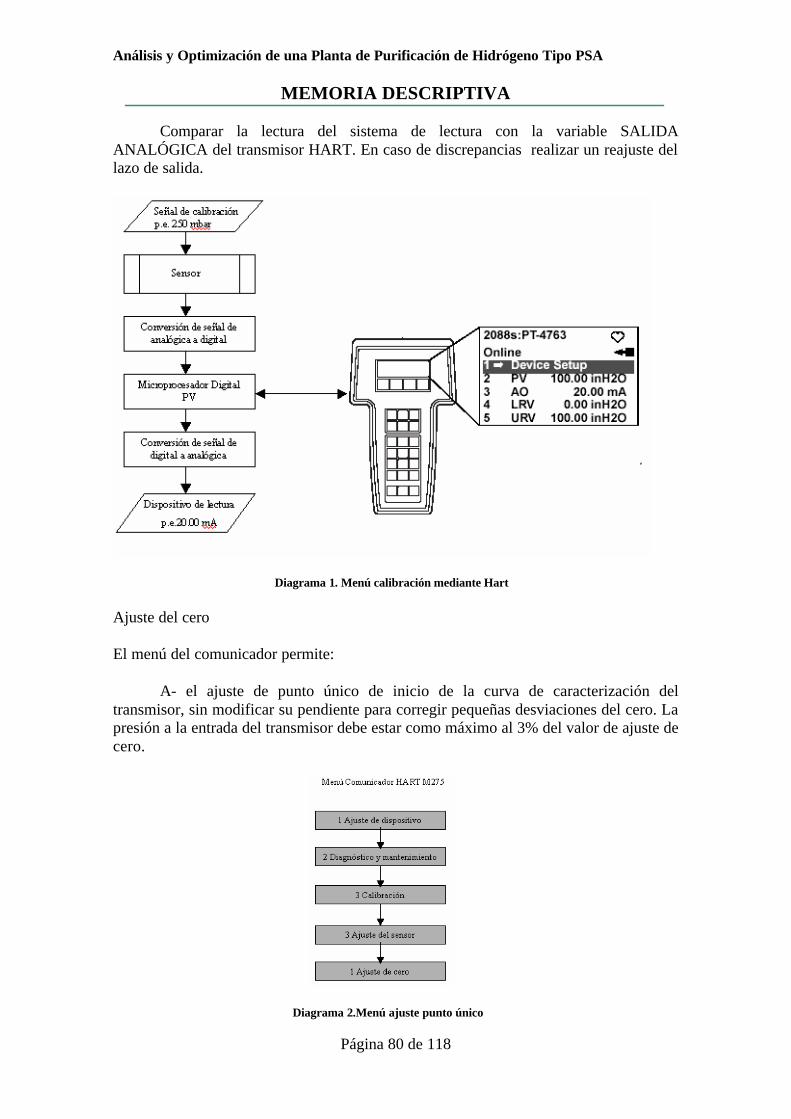
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 80 de 118
Comparar la lectura del sistema de lectura con la variable SALIDA ANALÓGICA del transmisor HART. En caso de discrepancias realizar un reajuste del lazo de salida.
Diagrama 1. Menú calibración mediante Hart
Ajuste del cero
El menú del comunicador permite:
A- el ajuste de punto único de inicio de la curva de caracterización del transmisor, sin modificar su pendiente para corregir pequeñas desviaciones del cero. La presión a la entrada del transmisor debe estar como máximo al 3% del valor de ajuste de cero.
Diagrama 2.Menú ajuste punto único
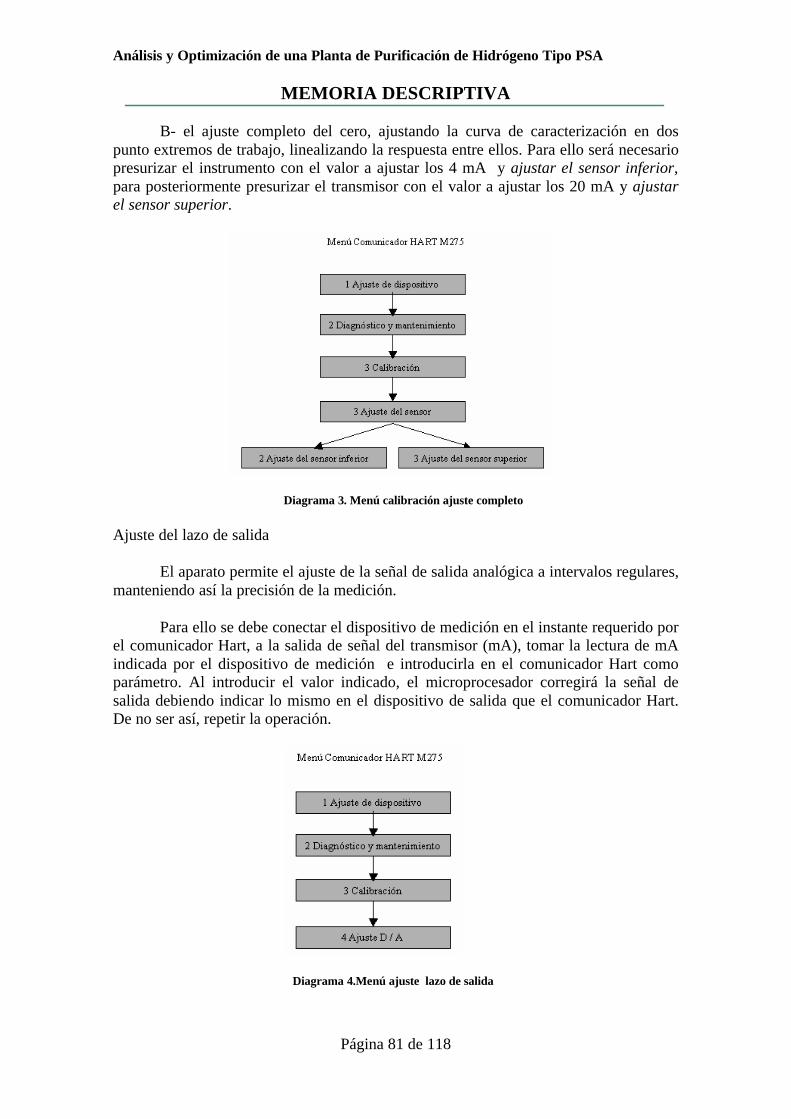
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 81 de 118
B- el ajuste completo del cero, ajustando la curva de caracterización en dos punto extremos de trabajo, linealizando la respuesta entre ellos. Para ello será necesario presurizar el instrumento con el valor a ajustar los 4 mA y ajustar el sensor inferior, para posteriormente presurizar el transmisor con el valor a ajustar los 20 mA y ajustar el sensor superior.
Diagrama 3. Menú calibración ajuste completo
Ajuste del lazo de salida
El aparato permite el ajuste de la señal de salida analógica a intervalos regulares, manteniendo así la precisión de la medición.
Para ello se debe conectar el dispositivo de medición en el instante requerido por el comunicador Hart, a la salida de señal del transmisor (mA), tomar la lectura de mA indicada por el dispositivo de medición e introducirla en el comunicador Hart como parámetro. Al introducir el valor indicado, el microprocesador corregirá la señal de salida debiendo indicar lo mismo en el dispositivo de salida que el comunicador Hart. De no ser así, repetir la operación.
Diagrama 4.Menú ajuste lazo de salida
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 82 de 118
Figura 87. Bornas de conexión y terminales de ajuste local
Aunque este dispositivo tambien dispone de la opción de calibración directamente en campo sobre el equipo, esta no se ha explicado en este estudio debido al riego que supone la calibración del dispositivo en zonas clasificadas.
3.2.3 Transmisores de Temperatura
Figura 88. Transmisor de temperatura SitransTK
Al igual que nos encontramos en toda la unidad, la unificación de equipos ha dado lugar a la implementación de un solo tipo de transmisores de temperatura en nuestra PSA.
3.2.3.1 Objetivo
El proceso de adsorción es un proceso físico el cual no hace variar la temperatura interior del lecho, ni del gas en si.
El proceso de adsorción, no depende directamente de la temperatura de trabajo de los lechos, aunque si indirectamente, pues debido a la Ley de Boyle-Mariotte:
p1 . v1 = p2 . v2 (7)
una variación de volumen del lecho produce una variación en la presión del mismo, así conjuntamente con la segunda Ley de Gay-Lussac:
v0 . t0 = v1 . t1 (8)
Que nos indica que al cambiar la temperatura de un gas, se nos verá afectado su volumen.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 83 de 118
Uniendo ambas ecuaciones, llegamos ha la ecuación de los gases perfectos:
p . v = p0 . v0 . (1- α . t) (9)
donde podemos ver la dependencia de la temperatura sobre el volumen de gas contenido en un recipiente.
En nuestro caso, la presión de los lechos esta controlada en todo momento por lo que se puede considerar estable, sin embargo, una variación en la temperatura del lecho o del gas de entrada al mismo, produciría una dilatación del gas en el lecho, disminuyéndose la adsorción de las impurezas en el lecho.
El echo de trabajar con productos de alta inflamabilidad, nos obliga a tener un mínimo control sobre la temperatura del producto durante el proceso de purificación.
Debido a que el proceso de adsorción, no nos varia significativamente la temperatura de trabajo de los lechos, podremos tener el proceso controlado térmicamente mediante la medición de la temperatura de entrada y salida del gas de la unidad.
Estos transmisores de temperatura de la PSA, serán los encargados de indicar en el sistema de control la temperatura de los principales fluios de la unidad, activando alarmas de aviso en caso de superar valores críticos.
3.2.3.2 Elementos Constructivos
La medición de temperatura se realiza mediante un sensor al que se le acopla un transmisor de señal.
Como elemento de medición se han empleado para ambos elementos, termoresistencias insertadas dentro de vainas metálicas de protección.
Como elemento de transmisión de señal se ha empleado el transmisor Sitrans TK de la casa Siemens.
Elemento sensor
Debido a que el rango de temperaturas sobre el que se ha diseñado la unidad de PSA ronda a los valores de temperatura ambiente (25ºC), se eligieron para el montaje sensores resistivos tipo PT100.
Estos sensores tienen un rango de trabajo que va desde los –200ºC a los 850 ºC, ofreciendo mediciones precisas a temperatura ambiente.
Las PT100, son unos de los sensores mas empleados industrialmente debido a su buen rendimiento y un bajo coste.
Siemens Sitrans TK
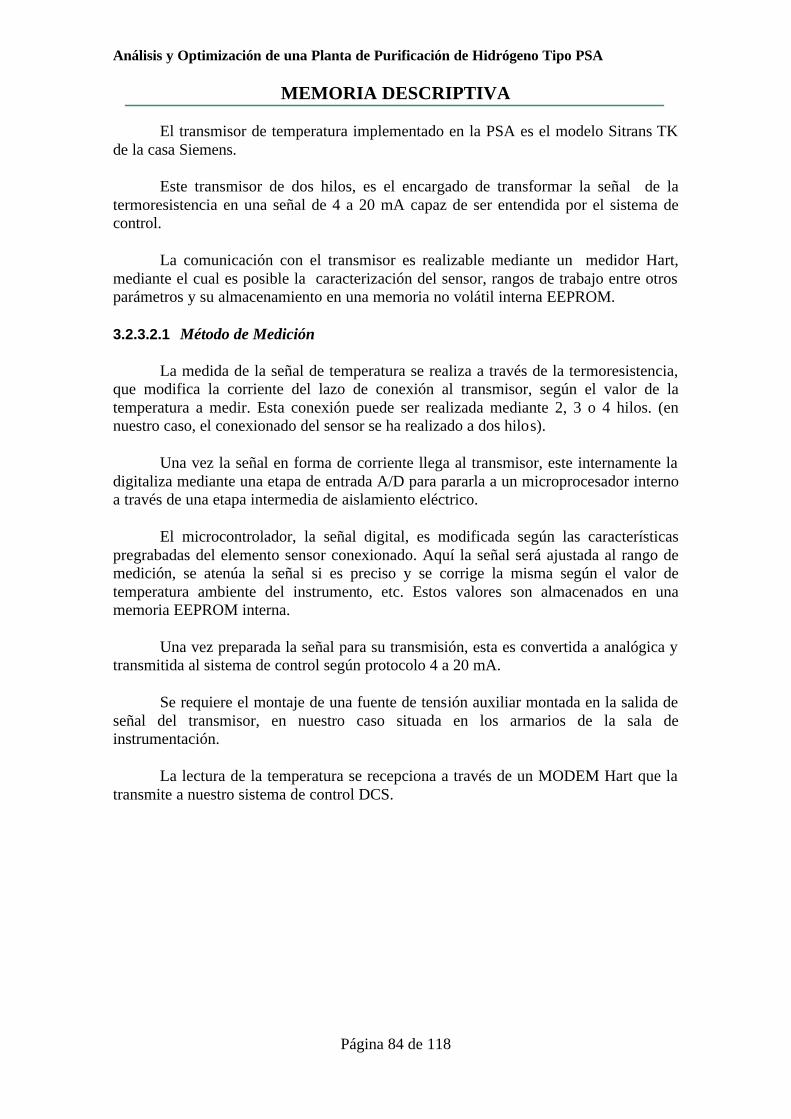
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 84 de 118
El transmisor de temperatura implementado en la PSA es el modelo Sitrans TK de la casa Siemens.
Este transmisor de dos hilos, es el encargado de transformar la señal de la termoresistencia en una señal de 4 a 20 mA capaz de ser entendida por el sistema de control.
La comunicación con el transmisor es realizable mediante un medidor Hart, mediante el cual es posible la caracterización del sensor, rangos de trabajo entre otros parámetros y su almacenamiento en una memoria no volátil interna EEPROM.
3.2.3.2.1 Método de Medición
La medida de la señal de temperatura se realiza a través de la termoresistencia, que modifica la corriente del lazo de conexión al transmisor, según el valor de la temperatura a medir. Esta conexión puede ser realizada mediante 2, 3 o 4 hilos. (en nuestro caso, el conexionado del sensor se ha realizado a dos hilos).
Una vez la señal en forma de corriente llega al transmisor, este internamente la digitaliza mediante una etapa de entrada A/D para pararla a un microprocesador interno a través de una etapa intermedia de aislamiento eléctrico.
El microcontrolador, la señal digital, es modificada según las características pregrabadas del elemento sensor conexionado. Aquí la señal será ajustada al rango de medición, se atenúa la señal si es preciso y se corrige la misma según el valor de temperatura ambiente del instrumento, etc. Estos valores son almacenados en una memoria EEPROM interna.
Una vez preparada la señal para su transmisión, esta es convertida a analógica y transmitida al sistema de control según protocolo 4 a 20 mA.
Se requiere el montaje de una fuente de tensión auxiliar montada en la salida de señal del transmisor, en nuestro caso situada en los armarios de la sala de instrumentación.
La lectura de la temperatura se recepciona a través de un MODEM Hart que la transmite a nuestro sistema de control DCS.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 85 de 118
Diagrama 5 . Diagrama de conexionado
3.2.3.2.2 Características Técnicas
La temperatura a controlar dentro de nuestra unidad, roda a la temperatura ambiente (25ºC), por lo que ambos transmisores de temperatura tienen la misma configuración.
Sensor:
- elemento sensor: PT100 (rango –200 ºC a 850 ºC)
- span mínimo : 10ºC
- precisión: 0,1 ºC
- conexión: 2 hilos
- corriente por el sensor : <0.2 mA
Transmisión:
- rango: parametrizable de 0 a 390 ºC
- característica: temperatura lineal
- temperatura mínima: 10ºC
- salida: a dos hilos con señal 4 a 20 mA
- rango salida: 3.6 mA a 22 mA

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 86 de 118
- atenuación: filtro 1 orden por software (0 a 30s)
- fuente alimentación aux.: de 6.5V a 35V DC
3.2.3.2.3 Encapsulado
Gracias a su tamaño compacto, el transmisor SITRANS TK, puede ser instalado en el encapsulado largo o tipo B según DIN 43729.
El transmisor permite su instalación en zonas clasificadas como Zona 2 o Zona 1 (según estándar CENELEC) al ser clasificado como de seguridad intrínseca.
ATEX II 1G Eex ia IIC T4
Figura 89. Encapsulado y bornas de conexión del transmisor de temperatura
El elemento sensor, va montado en el interior de una vaina de acero inoxidable 304L a fin de posibilitar su mantenimiento con la instalación en marcha, en caso de tener que reemplazar el elemento sensor, puede extraerse este abriendo la tapa del cabezal y tirando de el hacia el exterior, sin que ello perturbe el funcionamiento y la estanqueidad de la línea de producto.
En la parte interior del cabezal, se encuentra el transmisor con las bornas de conexión.
Figura 90. Bornas de conexión

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 87 de 118
3.2.3.2.4 Calibración
Como se ha comentado anteriormente, este equipo dispone de un microprocesador interno y una EEPROM accesible mediante protocolo HART.
Para el conexionado del comunicador al circuito, debe disponerse de una resistencia mínima de 230 ohms entre la conexión del circuito y la fuente de alimentación (6.5V a 35.0V).
Aunque el conexionado de los terminales del comunicador, puede realizarse en cualquier parte del circuito, es aconsejable tomar la señal de las mismas bornas del instrumento.
Nota:
Es importante remarcar que para la conexión del comunicador HART, deben ABRIRSE las tapas de protección del equipo, por lo que se PIERDE la protección ATEX del mismo. Deberán tomarse las medidas pertinentes antes de poder realizar dicha operación en campo.
Diagrama 6.Posibilidades de conexionado de equipos Hart
3.2.4 Transmisores de Caudal
Figura 91. Transmisor de caudal 1151_D de Fisher Rosemount
En la PSA, los caudales que se quieren medir son los caudales de entrada y salida de la misma, a fin de poder realizar un control sobre el funcionamiento general de

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 88 de 118
la unidad. Los equipos montados en esta PSA son del mismo tipo y modelo a fin de unificar criterios y reducir costes.
3.2.4.1 Objetivo
El proceso de adsorción, así como el proceso de regeneración de los lechos, dependen directamente de las presiones con las que trabaje el sistema, si bien el caudal de entrada a la unidad será un indicador (si no varia la composición) de la duración del lecho en servicio.
En nuestro caso, no controlamos los caudales de la unidad, solo pretendemos verificar que las condiciones de trabajo de la misma son parecidas, asumiendo que la composición del gas de entrada a la unidad no varia considerablemente, así como dotar al operador de un sistema de control de la unidad que le permita realizar una rápida verificación del funcionamiento del conjunto de la unidad mediante un balance de materia aproximado.
Al no pretenderse realizar lecturas exhaustivas de los caudales, sino, tan solo comprobar que pasa un caudal aproximado, se eligieron como elementos de medición de caudal, dos medidores de placa de orificio mediante presión diferencial.
Este tipo de transmisores de medida, son económicos y muy efectivos con flujos de medida exentos de partículas.
3.2.4.2 Elementos Constructivos
Para la medición de caudales de gas en la PSA se ha elegido el sistema de placa de orificio y medidor de presión diferencial. La placa de orificio se ha montado de acero inoxidable 304L y el trasmisor encargado de realizar la medida de presión diferencial ha sido el modelo 1151_DP de la casa Fisher Rosemount.
Como elemento sensor, este transmisor de presión diferencial monta una cedula capacitativa.
3.2.4.2.1 Método de Medición
Según la ley de continuidad, cuando un fluido fluye por una tubería, el caudal es constante en cada punto. Si se reduce la sección, aumenta la velocidad del fluido, es decir, la energía de presión se convierte en un incremento de velocidad. Dentro de una tubería, la presión y la velocidad están interrelacionadas, es decir, un incremento de presión, representa un incremento de caudal.
La medición de caudales mediante placas de orificio, cosiste en el montaje en la línea de proceso de un elemento que nos provoque una perdida de carga controlada, es decir, de una placa con un orificio de paso calibrado.
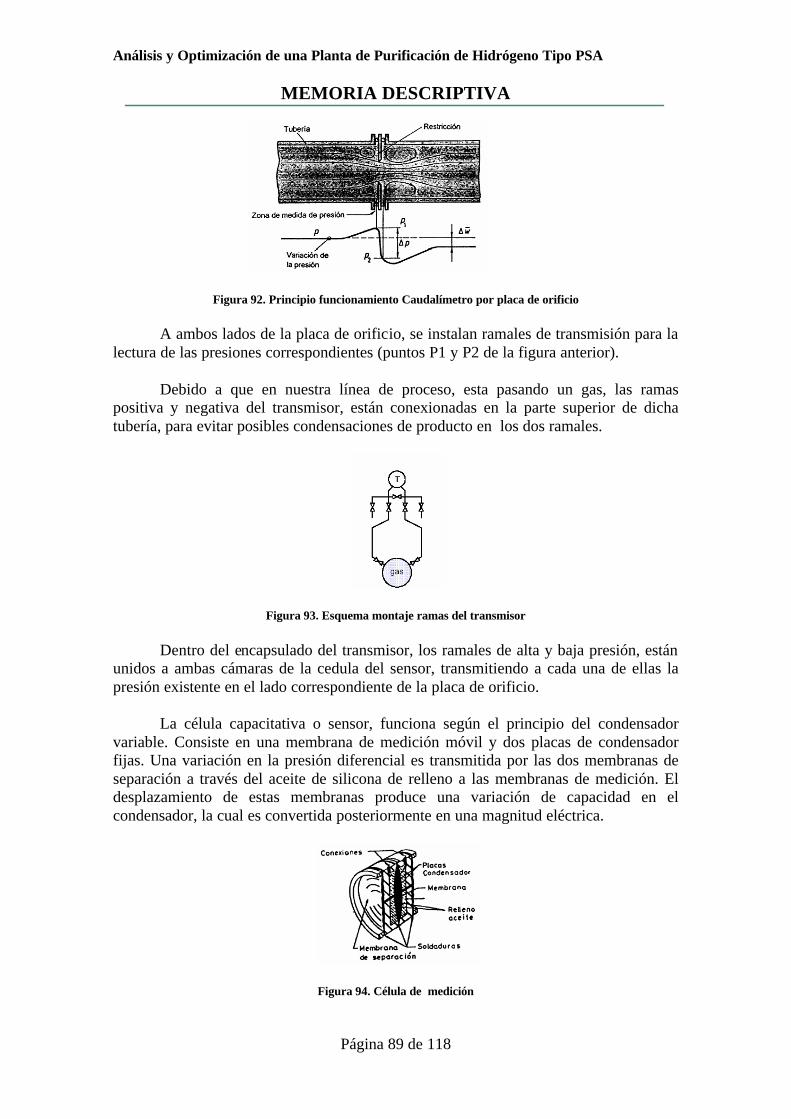
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 89 de 118
Figura 92. Principio funcionamiento Caudalímetro por placa de orificio
A ambos lados de la placa de orificio, se instalan ramales de transmisión para la lectura de las presiones correspondientes (puntos P1 y P2 de la figura anterior).
Debido a que en nuestra línea de proceso, esta pasando un gas, las ramas positiva y negativa del transmisor, están conexionadas en la parte superior de dicha tubería, para evitar posibles condensaciones de producto en los dos ramales.
Figura 93. Esquema montaje ramas del transmisor
Dentro del encapsulado del transmisor, los ramales de alta y baja presión, están unidos a ambas cámaras de la cedula del sensor, transmitiendo a cada una de ellas la presión existente en el lado correspondiente de la placa de orificio.
La célula capacitativa o sensor, funciona según el principio del condensador variable. Consiste en una membrana de medición móvil y dos placas de condensador fijas. Una variación en la presión diferencial es transmitida por las dos membranas de separación a través del aceite de silicona de relleno a las membranas de medición. El desplazamiento de estas membranas produce una variación de capacidad en el condensador, la cual es convertida posteriormente en una magnitud eléctrica.
Figura 94. Célula de medición

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 90 de 118
Como la relación entre el caudal y la presión es cuadrática,
Q = cte . v? P (10)
mediante la conexión a dichos ramales de un instrumento de medida de presión diferencial y la configuración de la salida del instrumento en forma cuadrática, obtenemos directamente la lectura del caudal en la señal de 4 a 20 mA de salida del instrumento.
Figura 95. Respuesta del transmisor de caudal
3.2.4.2.2 Características Técnicas
Para la medida de la presión diferencial provocada por las placas de orificio, se han implementado transmisores de presión diferencial 1151 de la casa Fisher Rosemount.
1151_DP_4_J_22
Este trasmisor esta preparado para trabajar en aplicaciones con líquidos, gases y vapor.
Características técnicas:
- Rangos de medida: 0 a 373 mbar
- fuente alimentación: externa de 12 a 45 V DC
- Sensor: cedula capacitativa
- Span: ajustable
- Cero: ajustable para valores superiores al 10% del span calibrado
- Resistencia máxima de carga del circuito según tensión aplicada
- Limite temperaturas: -40ºC a 104ºC

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 91 de 118
- Presión estática: de 34.5 mbar a 137 bar
- Precisión: 0.25% del span
- Señal de salida: 4 a 20 mA DC
0% al 3.9% lineal con la presión diferencial de la entrada
4% al 100% raíz cuadrada de la presión diferencial de la entrada
Figura 96. Curva de la señal de salida del transmisor
Certificación :
ATEX EEx ia II C T6
Figura 97. Carga del circuito en función de la tensión de alimentación

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 92 de 118
3.2.4.2.3 Encapsulado
Figura 98. Despiece del transmisor de presión diferencial
Figura 99. Detalle exterior del transmisor 1151_DP
3.2.4.2.4 Calibración
Como se ha comentado anteriormente, este equipo dispone de un microprocesador interno y una EEPROM accesible mediante protocolo HART.
Para el conexionado del comunicador al circuito, debe disponerse de una resistencia mínima de 250 ohms entre la conexión del circuito y la fuente de alimentación (12V a 36.0V).
Aunque el conexionado de los terminales del comunicador, puede realizarse en cualquier parte del circuito, es aconsejable tomar la señal de las mismas bornas del instrumento.
Nota:
Es importante remarcar que para la conexión del comunicador HART, deben ABRIRSE las tapas de protección del equipo, por lo que se PIERDE la protección
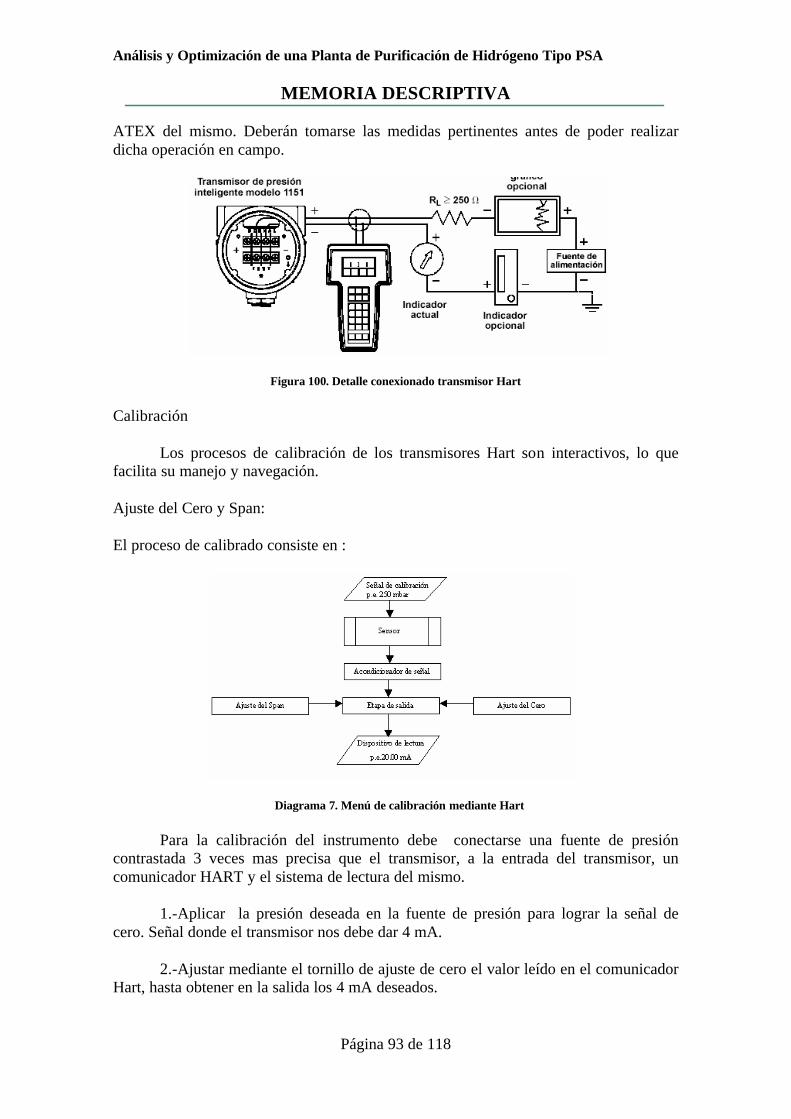
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 93 de 118
ATEX del mismo. Deberán tomarse las medidas pertinentes antes de poder realizar dicha operación en campo.
Figura 100. Detalle conexionado transmisor Hart
Calibración
Los procesos de calibración de los transmisores Hart son interactivos, lo que facilita su manejo y navegación.
Ajuste del Cero y Span:
El proceso de calibrado consiste en :
Diagrama 7. Menú de calibración mediante Hart
Para la calibración del instrumento debe conectarse una fuente de presión contrastada 3 veces mas precisa que el transmisor, a la entrada del transmisor, un comunicador HART y el sistema de lectura del mismo.
1.-Aplicar la presión deseada en la fuente de presión para lograr la señal de cero. Señal donde el transmisor nos debe dar 4 mA.
2.-Ajustar mediante el tornillo de ajuste de cero el valor leído en el comunicador Hart, hasta obtener en la salida los 4 mA deseados.
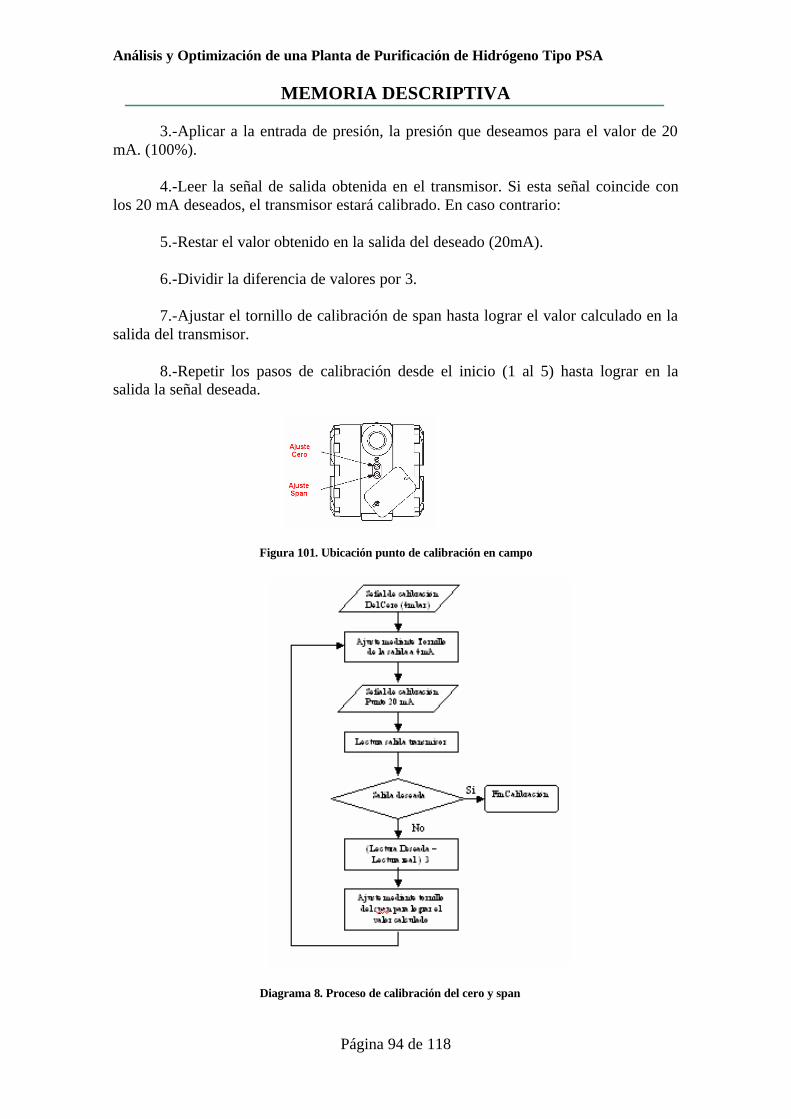
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 94 de 118
3.-Aplicar a la entrada de presión, la presión que deseamos para el valor de 20 mA. (100%).
4.-Leer la señal de salida obtenida en el transmisor. Si esta señal coincide con los 20 mA deseados, el transmisor estará calibrado. En caso contrario:
5.-Restar el valor obtenido en la salida del deseado (20mA).
6.-Dividir la diferencia de valores por 3.
7.-Ajustar el tornillo de calibración de span hasta lograr el valor calculado en la salida del transmisor.
8.-Repetir los pasos de calibración desde el inicio (1 al 5) hasta lograr en la salida la señal deseada.
Figura 101. Ubicación punto de calibración en campo
Diagrama 8. Proceso de calibración del cero y span

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 95 de 118
Ajuste de la linealidad:
A fin de poder obtener una mejor respuesta de la señal en todo su rango, este transmisor, nos permite el ajuste de la curva de respuesta en un punto intermedio, con ello conseguimos una respuesta mas ajustada al valor real a lo largo de todo el rango de medición (4 a 20 mA).
El tonillo de ajuste de linealidad de la respuesta, se halla implementado en el interior del encapsulado del propio transmisor, por lo que deberemos extremar las precauciones al abrirlo si nos encontramos en una zona clasificada.
Figura 102. Puntos de calibración de la respuesta en campo
Para el ajuste de la linealidad, deberemos:
1.- Aplicar al sensor una señal de presión sobre el valor medio del rango de medida.
2.- Comprobar el error entre la señal obtenida y el valor teórico deseado para ese punto.
3.- Aplicar la presión deseada para el fondo de escala del transmisor (100% de señal).
4.- Multiplicar el error obtenido en el punto medio de la curva (paso2) por un factor 6
5.-Calcular el Factor de rango mediante la división del Span máximo permisible por el span calibrado en el instrumento.
6.- Multiplicar los valores obtenidos en los pasos 4 y 5.
7.-Ajustar mediante el tornillo de ajuste de la linealidad, el valor de la salida a fondo de escala. El valor obtenido debe ser en caso de errores negativos a mitad de rango igual al valor de salida inicial mas el valor calculado en el paso 6. En caso de errores positivos a mitad de escala, el valor a ajusta la salida será el valor inicial a fondo de escala menos el valor calculado en el paso 6.
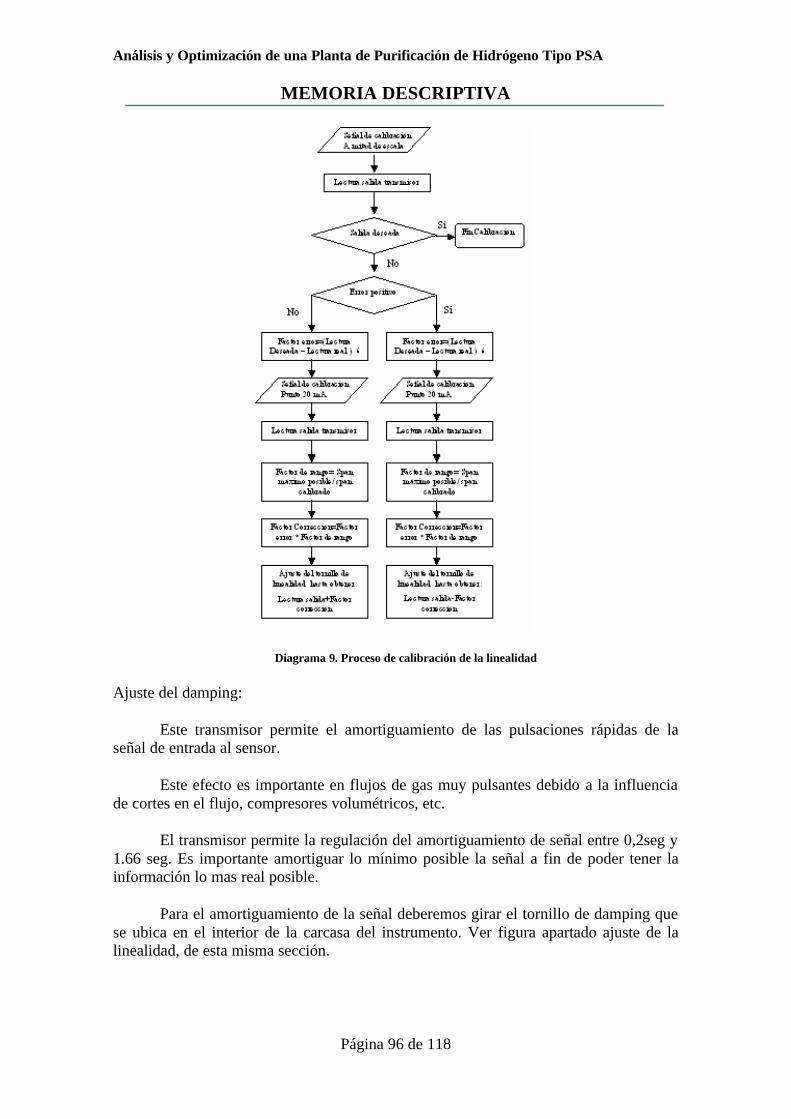
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 96 de 118
Diagrama 9. Proceso de calibración de la linealidad
Ajuste del damping:
Este transmisor permite el amortiguamiento de las pulsaciones rápidas de la señal de entrada al sensor.
Este efecto es importante en flujos de gas muy pulsantes debido a la influencia de cortes en el flujo, compresores volumétricos, etc.
El transmisor permite la regulación del amortiguamiento de señal entre 0,2seg y 1.66 seg. Es importante amortiguar lo mínimo posible la señal a fin de poder tener la información lo mas real posible.
Para el amortiguamiento de la señal deberemos girar el tornillo de damping que se ubica en el interior de la carcasa del instrumento. Ver figura apartado ajuste de la linealidad, de esta misma sección.
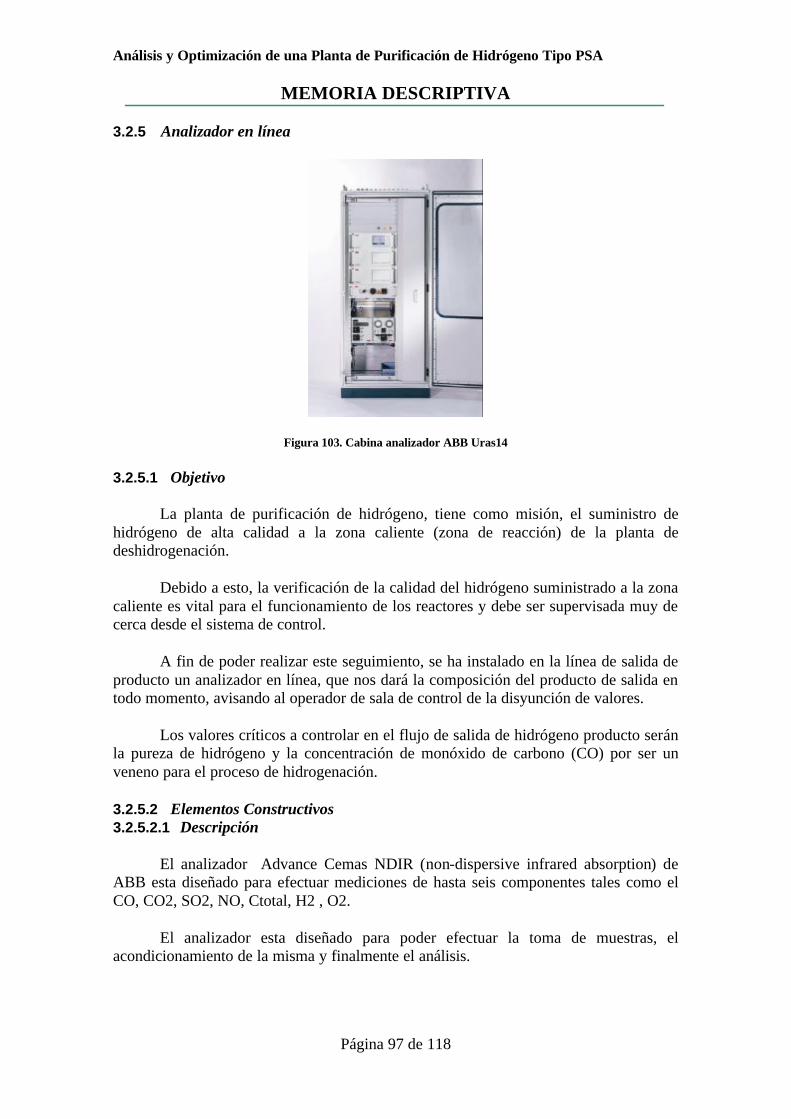
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 97 de 118
3.2.5 Analizador en línea
Figura 103. Cabina analizador ABB Uras14
3.2.5.1 Objetivo
La planta de purificación de hidrógeno, tiene como misión, el suministro de hidrógeno de alta calidad a la zona caliente (zona de reacción) de la planta de deshidrogenación.
Debido a esto, la verificación de la calidad del hidrógeno suministrado a la zona caliente es vital para el funcionamiento de los reactores y debe ser supervisada muy de cerca desde el sistema de control.
A fin de poder realizar este seguimiento, se ha instalado en la línea de salida de producto un analizador en línea, que nos dará la composición del producto de salida en todo momento, avisando al operador de sala de control de la disyunción de valores.
Los valores críticos a controlar en el flujo de salida de hidrógeno producto serán la pureza de hidrógeno y la concentración de monóxido de carbono (CO) por ser un veneno para el proceso de hidrogenación.
3.2.5.2 Elementos Constructivos 3.2.5.2.1 Descripción
El analizador Advance Cemas NDIR (non-dispersive infrared absorption) de ABB esta diseñado para efectuar mediciones de hasta seis componentes tales como el CO, CO2, SO2, NO, Ctotal, H2 , O2.
El analizador esta diseñado para poder efectuar la toma de muestras, el acondicionamiento de la misma y finalmente el análisis.
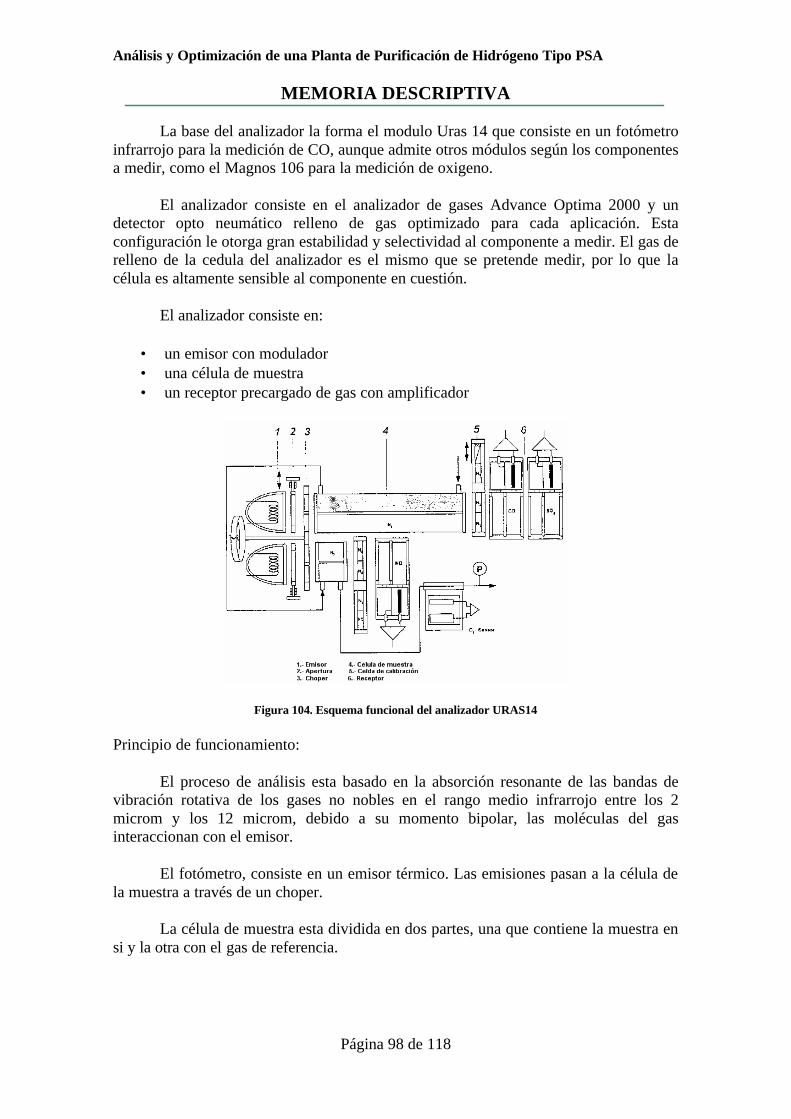
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 98 de 118
La base del analizador la forma el modulo Uras 14 que consiste en un fotómetro infrarrojo para la medición de CO, aunque admite otros módulos según los componentes a medir, como el Magnos 106 para la medición de oxigeno.
El analizador consiste en el analizador de gases Advance Optima 2000 y un detector opto neumático relleno de gas optimizado para cada aplicación. Esta configuración le otorga gran estabilidad y selectividad al componente a medir. El gas de relleno de la cedula del analizador es el mismo que se pretende medir, por lo que la célula es altamente sensible al componente en cuestión.
El analizador consiste en:
• un emisor con modulador • una célula de muestra • un receptor precargado de gas con amplificador
Figura 104. Esquema funcional del analizador URAS14
Principio de funcionamiento:
El proceso de análisis esta basado en la absorción resonante de las bandas de vibración rotativa de los gases no nobles en el rango medio infrarrojo entre los 2 microm y los 12 microm, debido a su momento bipolar, las moléculas del gas interaccionan con el emisor.
El fotómetro, consiste en un emisor térmico. Las emisiones pasan a la célula de la muestra a través de un choper.
La célula de muestra esta dividida en dos partes, una que contiene la muestra en si y la otra con el gas de referencia.
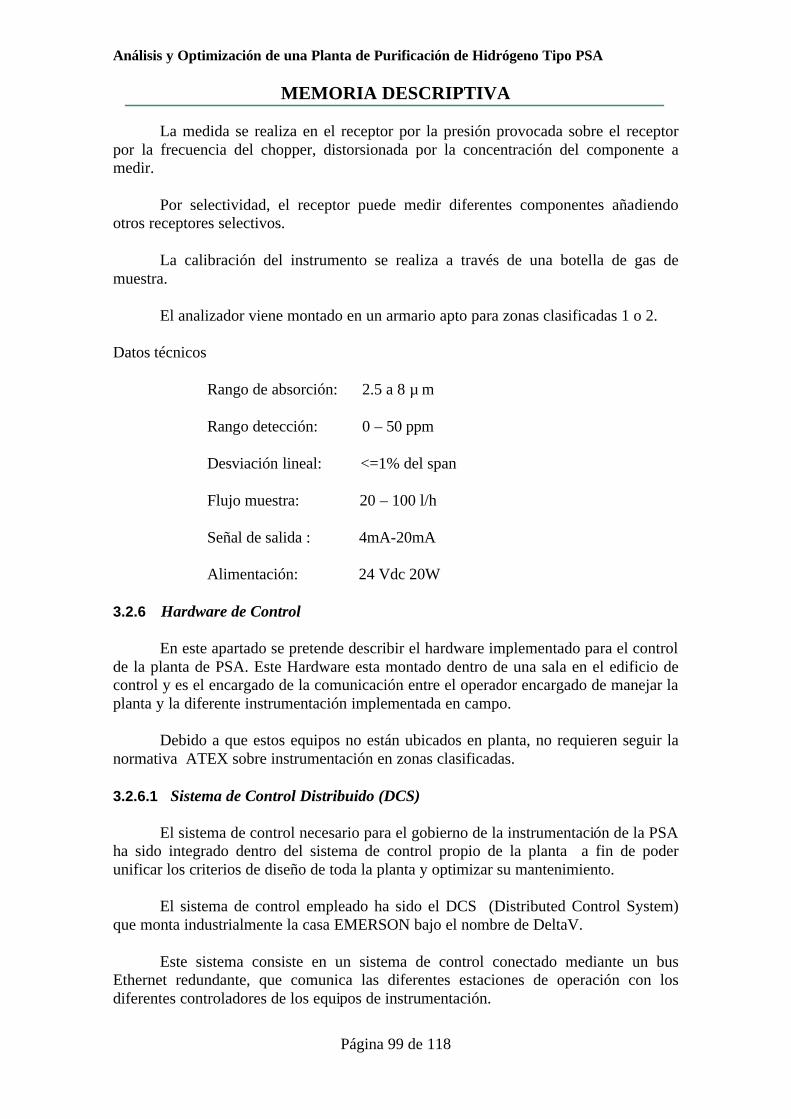
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 99 de 118
La medida se realiza en el receptor por la presión provocada sobre el receptor por la frecuencia del chopper, distorsionada por la concentración del componente a medir.
Por selectividad, el receptor puede medir diferentes componentes añadiendo otros receptores selectivos.
La calibración del instrumento se realiza a través de una botella de gas de muestra.
El analizador viene montado en un armario apto para zonas clasificadas 1 o 2.
Datos técnicos
Rango de absorción: 2.5 a 8 µ m
Rango detección: 0 – 50 ppm
Desviación lineal: <=1% del span
Flujo muestra: 20 – 100 l/h
Señal de salida : 4mA-20mA
Alimentación: 24 Vdc 20W
3.2.6 Hardware de Control
En este apartado se pretende describir el hardware implementado para el control de la planta de PSA. Este Hardware esta montado dentro de una sala en el edificio de control y es el encargado de la comunicación entre el operador encargado de manejar la planta y la diferente instrumentación implementada en campo.
Debido a que estos equipos no están ubicados en planta, no requieren seguir la normativa ATEX sobre instrumentación en zonas clasificadas.
3.2.6.1 Sistema de Control Distribuido (DCS)
El sistema de control necesario para el gobierno de la instrumentación de la PSA ha sido integrado dentro del sistema de control propio de la planta a fin de poder unificar los criterios de diseño de toda la planta y optimizar su mantenimiento.
El sistema de control empleado ha sido el DCS (Distributed Control System) que monta industrialmente la casa EMERSON bajo el nombre de DeltaV.
Este sistema consiste en un sistema de control conectado mediante un bus Ethernet redundante, que comunica las diferentes estaciones de operación con los diferentes controladores de los equipos de instrumentación.
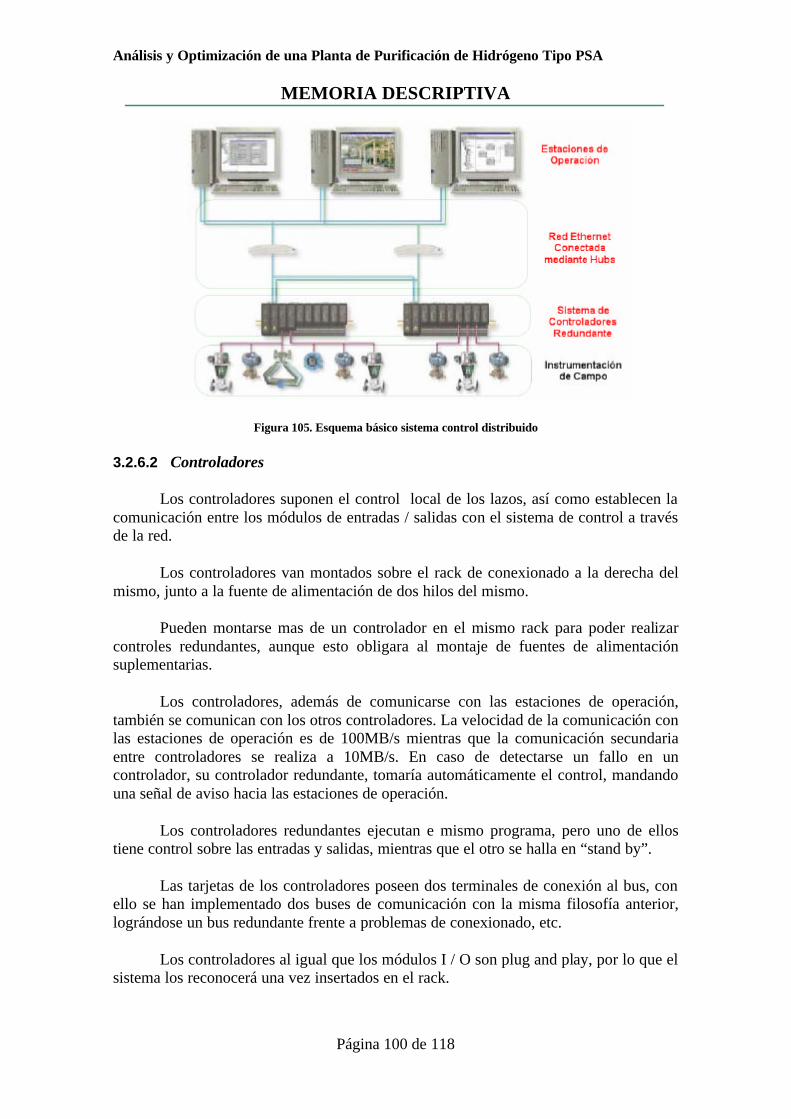
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 100 de 118
Figura 105. Esquema básico sistema control distribuido
3.2.6.2 Controladores
Los controladores suponen el control local de los lazos, así como establecen la comunicación entre los módulos de entradas / salidas con el sistema de control a través de la red.
Los controladores van montados sobre el rack de conexionado a la derecha del mismo, junto a la fuente de alimentación de dos hilos del mismo.
Pueden montarse mas de un controlador en el mismo rack para poder realizar controles redundantes, aunque esto obligara al montaje de fuentes de alimentación suplementarias.
Los controladores, además de comunicarse con las estaciones de operación, también se comunican con los otros controladores. La velocidad de la comunicación con las estaciones de operación es de 100MB/s mientras que la comunicación secundaria entre controladores se realiza a 10MB/s. En caso de detectarse un fallo en un controlador, su controlador redundante, tomaría automáticamente el control, mandando una señal de aviso hacia las estaciones de operación.
Los controladores redundantes ejecutan e mismo programa, pero uno de ellos tiene control sobre las entradas y salidas, mientras que el otro se halla en “stand by”.
Las tarjetas de los controladores poseen dos terminales de conexión al bus, con ello se han implementado dos buses de comunicación con la misma filosofía anterior, lográndose un bus redundante frente a problemas de conexionado, etc.
Los controladores al igual que los módulos I / O son plug and play, por lo que el sistema los reconocerá una vez insertados en el rack.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 101 de 118
Todos estos módulos son configurables y caracterizables mediante el propio software que proporciona DeltaV.
Figura 106. Dimensiones módulo controlador DCS
3.2.6.3 Fuentes de alimentación 3.2.6.3.1 Fuente de alimentación AC /DC
El sistema modular de DeltaV, esta preparado para el montaje en los racks de 8 tarjetas de entradas / Salidas, así como una o dos (según sea redundante o no) fuentes de alimentación.
Las fuentes de alimentación se conectan directamente al bus del rack con el que se comunicara dicha fuente con el resto de elementos montados en el rack.
Características técnicas
Tensión de entrada 85Vac a 264 Vac Frecuencia entrada De 47Hz a 63 Hz Protección entrada Fusible interno no reemplazable Potencia Salida 25 W Salidas +12Vdc 2.1 A +5Vcd 2.0 A +.3.Vdc 0.5ª Protección salida 110% al 120% Contactos alarma Relees a 2 hilos NO Puntos de alarma Cuando 3.3Vdc +- 4% Cuando 5Vdc +- 4% Cuando 30Vdc a 2.0A Cuando 250Vac a 2.0A
Tabla 17. Características técnicas fuentes de alimentación
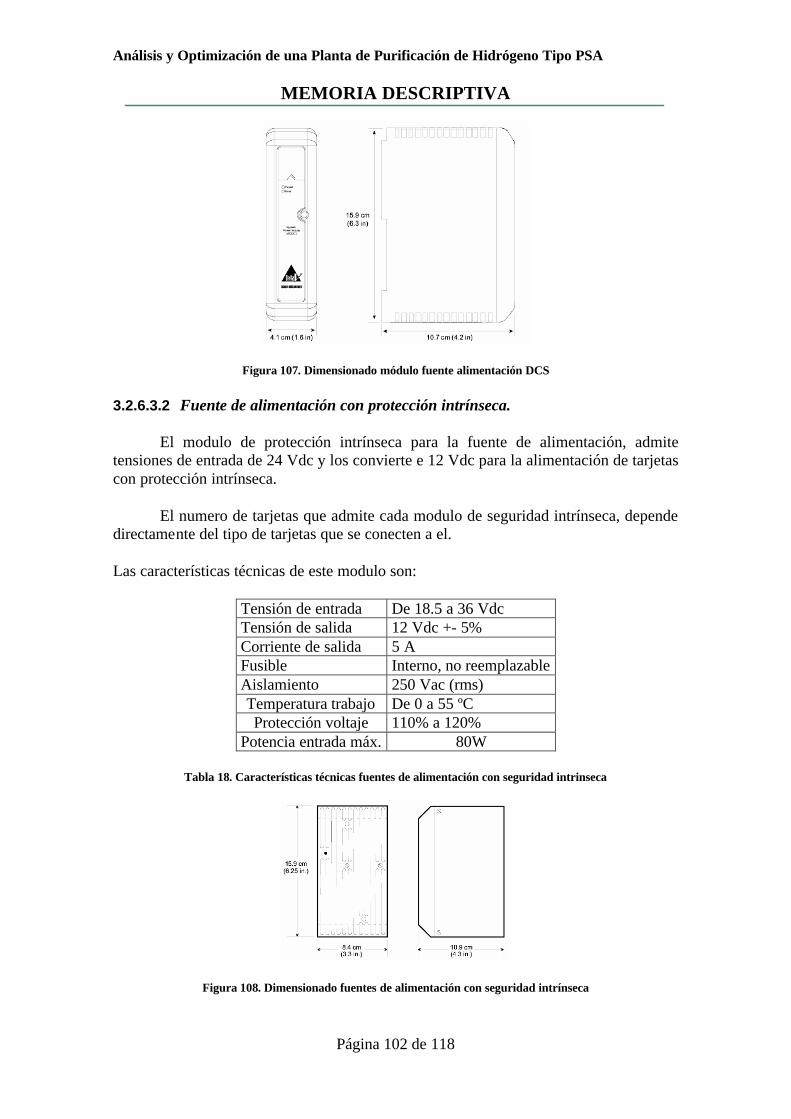
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 102 de 118
Figura 107. Dimensionado módulo fuente alimentación DCS
3.2.6.3.2 Fuente de alimentación con protección intrínseca.
El modulo de protección intrínseca para la fuente de alimentación, admite tensiones de entrada de 24 Vdc y los convierte e 12 Vdc para la alimentación de tarjetas con protección intrínseca.
El numero de tarjetas que admite cada modulo de seguridad intrínseca, depende directamente del tipo de tarjetas que se conecten a el.
Las características técnicas de este modulo son:
Tensión de entrada De 18.5 a 36 Vdc Tensión de salida 12 Vdc +- 5% Corriente de salida 5 A Fusible Interno, no reemplazable Aislamiento 250 Vac (rms) Temperatura trabajo De 0 a 55 ºC Protección voltaje 110% a 120%
Potencia entrada máx. 80W
Tabla 18. Características técnicas fuentes de alimentación con seguridad intrinseca
Figura 108. Dimensionado fuentes de alimentación con seguridad intrínseca
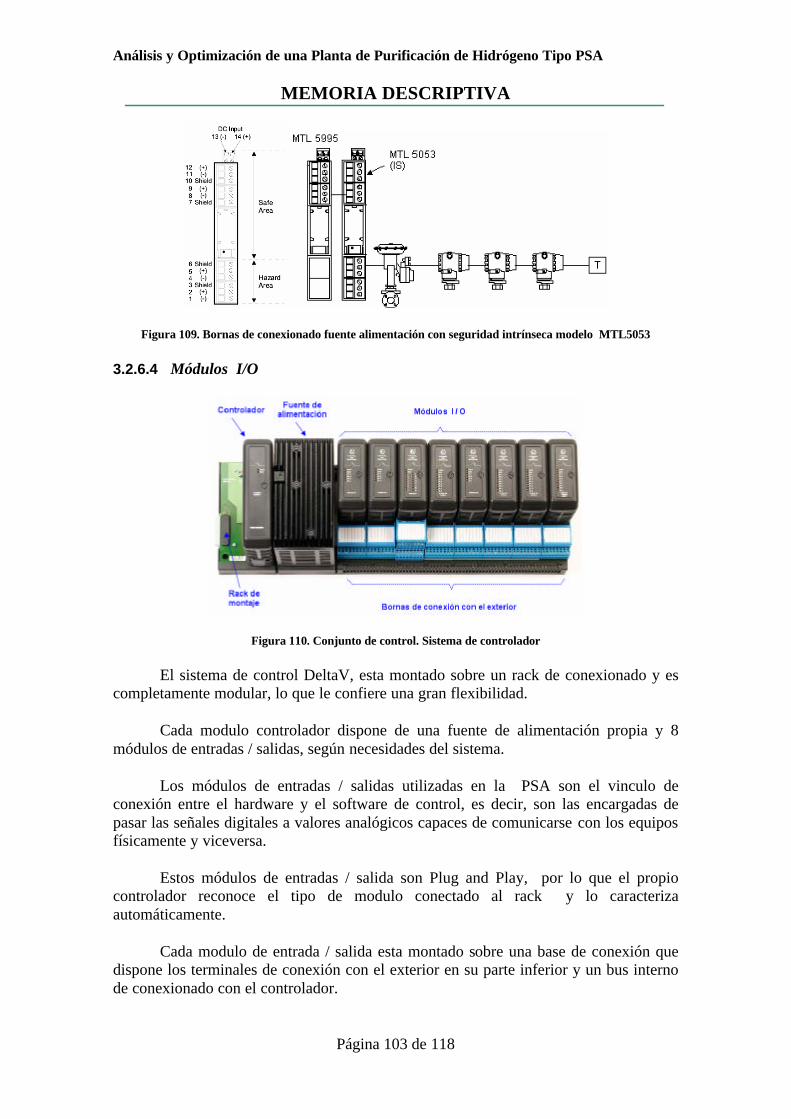
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 103 de 118
Figura 109. Bornas de conexionado fuente alimentación con seguridad intrínseca modelo MTL5053
3.2.6.4 Módulos I/O
Figura 110. Conjunto de control. Sistema de controlador
El sistema de control DeltaV, esta montado sobre un rack de conexionado y es completamente modular, lo que le confiere una gran flexibilidad.
Cada modulo controlador dispone de una fuente de alimentación propia y 8 módulos de entradas / salidas, según necesidades del sistema.
Los módulos de entradas / salidas utilizadas en la PSA son el vinculo de conexión entre el hardware y el software de control, es decir, son las encargadas de pasar las señales digitales a valores analógicos capaces de comunicarse con los equipos físicamente y viceversa.
Estos módulos de entradas / salida son Plug and Play, por lo que el propio controlador reconoce el tipo de modulo conectado al rack y lo caracteriza automáticamente.
Cada modulo de entrada / salida esta montado sobre una base de conexión que dispone los terminales de conexión con el exterior en su parte inferior y un bus interno de conexionado con el controlador.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 104 de 118
Los módulos de entrada / salida montados en las líneas de conexionado a los equipos de las zonas clasificadas, son de seguridad intrínseca y cumplen con la normativa ATEX.
Todo el sistema DeltaV empleadas en la PSA pertenece a empresa Fisher Rosemount.
3.2.6.4.1 VE4001S2T1B1
Características técnicas
Módulo VE4001S2T1B1 Tipo Entradas Digitales Canales 8
Aislamiento Cada canal esta óptimamente aislado del sistema a 250 Vac y de los otros
canales a 150 Vac Nivel detección ON >10 Vdc Nivel detección OFF <5 Vdc Consumo 12 Vdc 75 mA Fuente externa No requerida Fusible 2.0 A Clasificación tarjeta CENELEC Zona 2 IIC T4 Clasificación cableado CENELEC Zona 2 IIC T4
Tabla 19. Características técnicas
Figura 111. Esquema eléctrico equivalente
3.2.6.4.2 VE4003S1B1
Características técnicas
Módulo VE4003S1B1
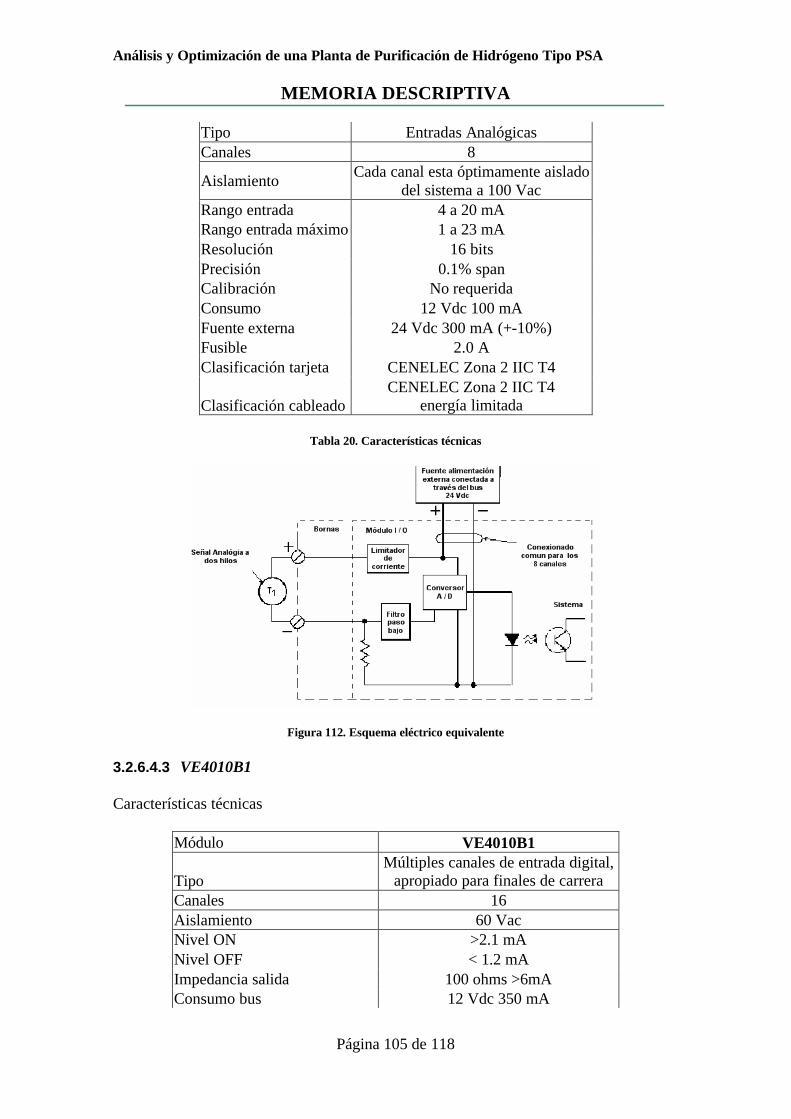
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 105 de 118
Tipo Entradas Analógicas Canales 8
Aislamiento Cada canal esta óptimamente aislado del sistema a 100 Vac
Rango entrada 4 a 20 mA Rango entrada máximo 1 a 23 mA Resolución 16 bits Precisión 0.1% span Calibración No requerida Consumo 12 Vdc 100 mA Fuente externa 24 Vdc 300 mA (+-10%) Fusible 2.0 A Clasificación tarjeta CENELEC Zona 2 IIC T4
Clasificación cableado CENELEC Zona 2 IIC T4
energía limitada
Tabla 20. Características técnicas
Figura 112. Esquema eléctrico equivalente
3.2.6.4.3 VE4010B1
Características técnicas
Módulo VE4010B1
Tipo Múltiples canales de entrada digital,
apropiado para finales de carrera Canales 16 Aislamiento 60 Vac Nivel ON >2.1 mA Nivel OFF < 1.2 mA Impedancia salida 100 ohms >6mA Consumo bus 12 Vdc 350 mA
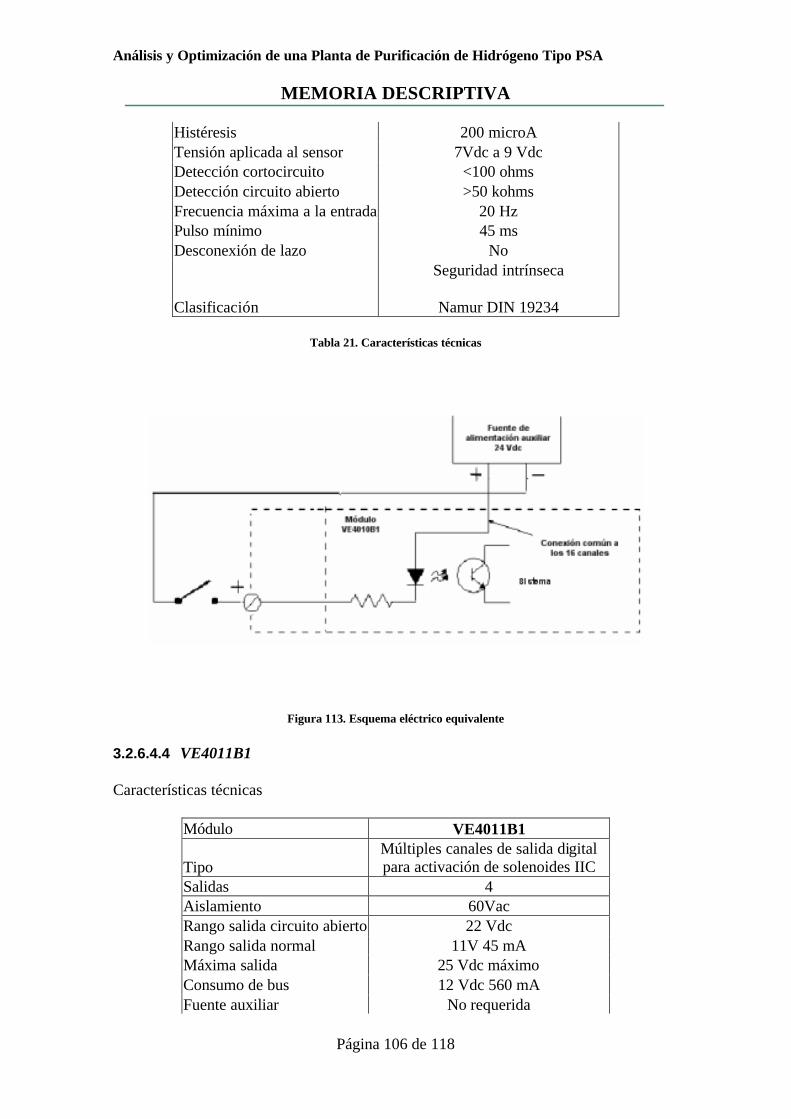
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 106 de 118
Histéresis 200 microA Tensión aplicada al sensor 7Vdc a 9 Vdc Detección cortocircuito <100 ohms Detección circuito abierto >50 kohms Frecuencia máxima a la entrada 20 Hz Pulso mínimo 45 ms Desconexión de lazo No
Clasificación
Seguridad intrínseca
Namur DIN 19234
Tabla 21. Características técnicas
Figura 113. Esquema eléctrico equivalente
3.2.6.4.4 VE4011B1
Características técnicas
Módulo VE4011B1
Tipo Múltiples canales de salida digital para activación de solenoides IIC
Salidas 4 Aislamiento 60Vac Rango salida circuito abierto 22 Vdc Rango salida normal 11V 45 mA Máxima salida 25 Vdc máximo Consumo de bus 12 Vdc 560 mA Fuente auxiliar No requerida
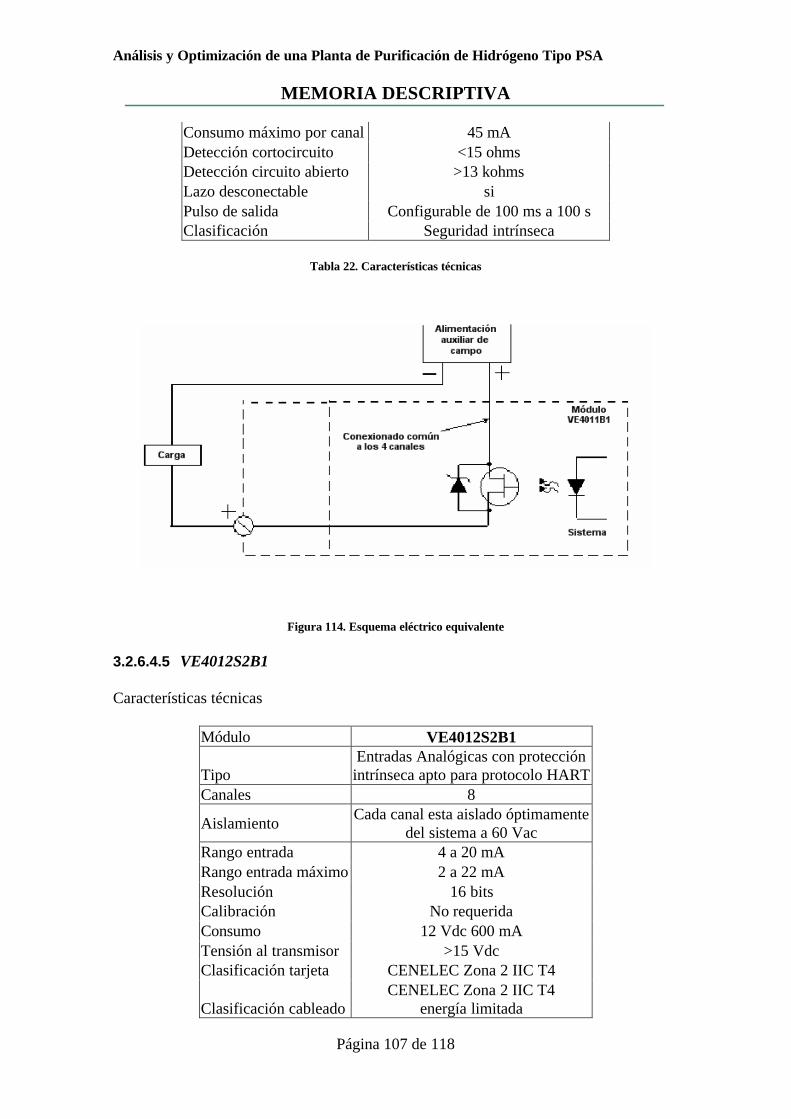
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 107 de 118
Consumo máximo por canal 45 mA Detección cortocircuito <15 ohms Detección circuito abierto >13 kohms Lazo desconectable si Pulso de salida Configurable de 100 ms a 100 s Clasificación Seguridad intrínseca
Tabla 22. Características técnicas
Figura 114. Esquema eléctrico equivalente
3.2.6.4.5 VE4012S2B1
Características técnicas
Módulo VE4012S2B1
Tipo Entradas Analógicas con protección intrínseca apto para protocolo HART
Canales 8
Aislamiento Cada canal esta aislado óptimamente del sistema a 60 Vac
Rango entrada 4 a 20 mA Rango entrada máximo 2 a 22 mA Resolución 16 bits Calibración No requerida Consumo 12 Vdc 600 mA Tensión al transmisor >15 Vdc Clasificación tarjeta CENELEC Zona 2 IIC T4
Clasificación cableado CENELEC Zona 2 IIC T4
energía limitada
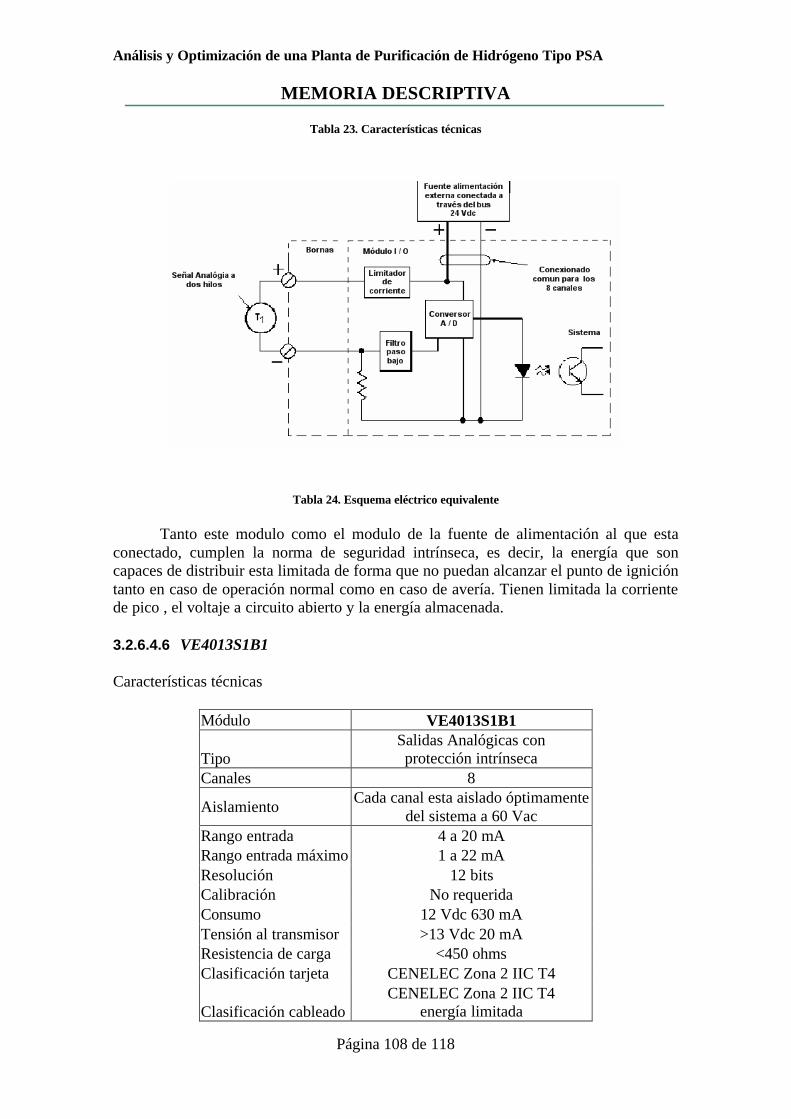
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 108 de 118
Tabla 23. Características técnicas
Tabla 24. Esquema eléctrico equivalente
Tanto este modulo como el modulo de la fuente de alimentación al que esta conectado, cumplen la norma de seguridad intrínseca, es decir, la energía que son capaces de distribuir esta limitada de forma que no puedan alcanzar el punto de ignición tanto en caso de operación normal como en caso de avería. Tienen limitada la corriente de pico , el voltaje a circuito abierto y la energía almacenada.
3.2.6.4.6 VE4013S1B1
Características técnicas
Módulo VE4013S1B1
Tipo Salidas Analógicas con protección intrínseca
Canales 8
Aislamiento Cada canal esta aislado óptimamente del sistema a 60 Vac
Rango entrada 4 a 20 mA Rango entrada máximo 1 a 22 mA Resolución 12 bits Calibración No requerida Consumo 12 Vdc 630 mA Tensión al transmisor >13 Vdc 20 mA Resistencia de carga <450 ohms Clasificación tarjeta CENELEC Zona 2 IIC T4
Clasificación cableado CENELEC Zona 2 IIC T4
energía limitada
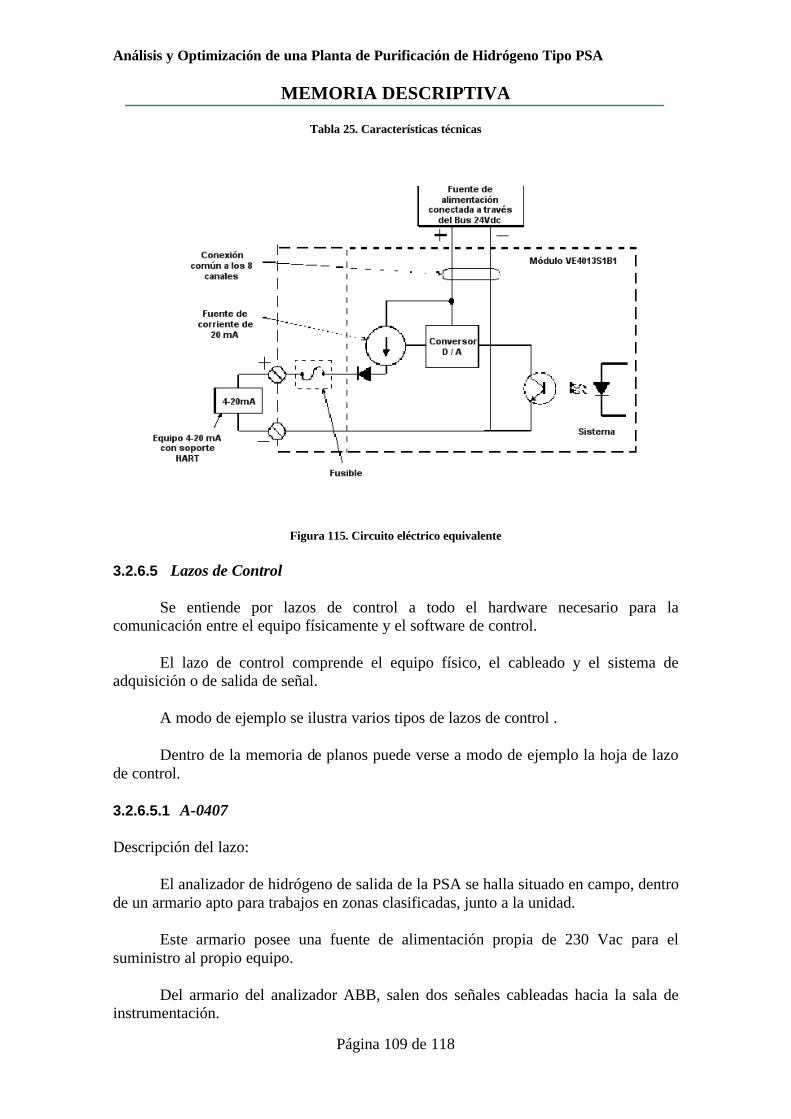
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 109 de 118
Tabla 25. Características técnicas
Figura 115. Circuito eléctrico equivalente
3.2.6.5 Lazos de Control
Se entiende por lazos de control a todo el hardware necesario para la comunicación entre el equipo físicamente y el software de control.
El lazo de control comprende el equipo físico, el cableado y el sistema de adquisición o de salida de señal.
A modo de ejemplo se ilustra varios tipos de lazos de control .
Dentro de la memoria de planos puede verse a modo de ejemplo la hoja de lazo de control.
3.2.6.5.1 A-0407
Descripción del lazo:
El analizador de hidrógeno de salida de la PSA se halla situado en campo, dentro de un armario apto para trabajos en zonas clasificadas, junto a la unidad.
Este armario posee una fuente de alimentación propia de 230 Vac para el suministro al propio equipo.
Del armario del analizador ABB, salen dos señales cableadas hacia la sala de instrumentación.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 110 de 118
Una de ellas conducirá la señal de salida del analizador 4 a 20 mA hacia la tarjeta VE4003S1B1 (canal CH4 del armario BCD07 entrada A15).
La otra salida llevará la señal de alarma o fallo del analizador hacia la tarjeta VE4001S2TT1B1 (canal CH5 del armario BCD07 entrada A16).
Esta misma señal activa una alarma local visible en el propio armario del analizador.
El cableado empleado para la conexión del equipo es el estándar de la planta de 2x1.5mm con malla aislante
3.2.6.5.2 P-0403
Descripción del lazo:
La PV-0403 es una válvula reguladora de presión, por lo que el lazo de control deberá disponer de varias señales:
* la señal de referencia de la presión de la tubería que nos vendrá dada a través de la PV-0403.
* la señal de mando del controlador de posición
La señal del transmisor de presión 2088_G se conecta directamente a la tarjeta de entrada VE4012S2B1 (canal 8 del armario BCD08, entrada A31).
La señal de 4-20 mA hacia el posicionador de la válvula, sale desde la tarjeta de control VE4013S1B1 (canal 7 del armario BCD07 salida A35) hacia la caja de conexiones de la propia válvula en campo donde se conectara al transmisor de dicho posicionador.
El cableado empleado para la conexión del equipo es el estándar de la planta de 2x1.5mm con malla aislante
3.2.6.5.3 X-0411
Descripción del lazo:
La válvula XV-0411, es una válvula de corte, con finales de carrera en ambas posiciones finales, por lo que dispone de las siguientes conexiones:
• la señal del final de carrera XXH-0411 correspondiente a la señal de válvula abierta.
• La señal de final de carrera XXL-0411 correspondiente a la señal de válvula cerrada.
• La señal de mando de la válvula de solenoide XYS-0411.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 111 de 118
La señal del final de carrera XXH-0411 se conecta directamente a la tarjeta de entrada VE4010B1 (canal 1 del armario BCD08,entrada A37).
La señal del final de carrera XXL-0411 se conecta directamente a la tarjeta de entrada VE4010B1 (canal 1 del armario BCD08, entrada A37).
La señal de mando de la válvula de solenoide XYS-0411 se conecta directamente a la tarjeta de salida VE4011B1 (canal 1 del armario BCD08, entrada A43).
El cableado empleado para la conexión del equipo es el estándar de la planta de 2x1.5mm con malla aislante
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 112 de 118
4 Análisis del Software implementado
En este apartado se describe la lógica de control programada en el sistema DeltaV que realiza el control de la unidad. En el se pueden encontrar los lazos lógicos de control, los cálculos que se realizan, los diferentes ciclos de trabajo de la unidad y los interfase gráficos con el operador.
4.1 Secuencia Principal de Control
La lógica de la PSA es un lógica cíclica implementada en el sistema DeltaV.
Antes de iniciar la secuencia de pasos en modo automático, se debe adecuar físicamente la instalación, es decir, deberemos situar los lechos y las válvulas de los mismos en las condiciones de inicio de la unidad, ver aparatado Puesta en Marcha de la Unidad de este mismo estudio.
En posición de reposo o paro de la unidad de PSA, todas sus válvulas automáticas se posicionan en su posición de seguridad CERRADO.
Una vez se pulsa el inicio de ciclo mediante el botón START del interface grafico, la unidad empieza a arrancar moviendo las respectivas válvulas automáticas de control
5 Posibilidades de Mejora 5.1 Redimensionado de las Válvulas Automáticas
Las válvulas automáticas de control, son una de las partes de coste mas alto de una instalación petroquímica.
Estas válvulas deben cumplir requisitos muy importantes de seguridad y certificaciones según la normativa legal existente. Esto obliga a los fabricante al sobredimensionado de los equipos, a su test durante el proceso de fabricación y en consecuencia al aumento del coste de fabricación del equipo, que evidentemente repercute en su precio de venta al cliente.
En el caso de la PSA de Tarragona, las condiciones de diseño, suponen dos tipos de funcionamiento completamente diferentes. Uno prevé el trabajo bajo unas condiciones de trabajo NORMAL, con presiones de los lechos de 4’8 barg y un caudal a depurar de 7786 Nm3/h, mientras que en el otro supuesto de trabajo, FUTURO, esta prevista una exportación del hidrógeno purificado, por lo que las condiciones de trabajo de los lechos son completamente diferentes, los lechos pasan a trabajar a 40’8 barg y el caudal a depurar por la unidad seria de 16893 Nm3/h.
Ambos escenarios de trabajo difieren mucho entre si y por lo tanto las condiciones de diseño de las diferentes partes de la unidad también difieren de un caso al otro. Tras la verificación del dimensionado de las válvulas automáticas realizado en el apartado de Análisis del Hardware Instalado de la Memoria de Calculo.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 113 de 118
En este apartado se propone la adaptación de las válvulas automáticas en las que se han detectado alteraciones de diseño por otras más adecuadas a las condiciones de diseño, a fin de lograr ampliar la respuesta de la unidad frente a alteraciones de composición de entrada o adecuar la respuesta de la misma a las condiciones de exportación base del diseño.
5.1.1 Modo de operación NORMAL
Como resultado de la verificación del dimensionado de las válvulas, podemos observar , para el caso de funcionamiento Normal de la unidad, nos encontramos con un grupo de válvulas que no se ajustan a las condiciones de diseño.
Cabe remarcar que el echo de no ajustarse una válvula a las condiciones de diseño, no tiene porque ser perjudicial para el rendimiento de la unidad, analizando con un poco mas de detalle los resultados obtenidos en la tabla podríamos separar:
PVxx y PVxx.- Estas son dos válvulas automáticas de alivio hacia antorcha. El echo de tener un tamaño mayor al deseado por diseño, nos favorecerá en el caso de paro de la unidad, debido a que su cometido es la evacuación de gas hacia la antorcha, lo mas rápidamente posible. En el momento de trabajar en la regulación de presión de sus respectivos colectores, estas válvulas van a trabajar en la parte baja de su apertura, lo que provoca cambios bruscos de caudal en el momento del despegue del asiento. Este efecto se reduce mediante la limitación de caudal al actuador de la válvula en cuestión.
XVxx2.- Estas son las válvulas de blowdown de los lechos. Estas válvulas son válvulas automáticas de corte, por lo que estarán abiertas al 100% de su apertura o cerradas del todo. El echo de tener un tamaño mayor al deseado, no nos molestará debido a que la regulación de la presión la realiza la válvula automática reguladora .
XVxx3.- Estas son las válvulas de represurización y proporcionar purga de los lechos. Observando la tabla podremos ver como estas válvulas han sido diseñadas para el trabajo en la fase2, mientras que para el trabajo en la fase 4 de recibir purga, resulta demasiado grande, por lo que estará regulando entre el 28% y el 51% de apertura.
XVxx4.- Estas válvulas fueron diseñadas con las condiciones de la fase 6 de represurización, sin embargo, resultan pequeñas para el funcionamiento del lecho en la fase 1 de adsorción. Esto nos provocará una perdida de carga extra en el lecho, que incrementara su presión durante su fase de adsorción en 220 mbar. Como el poder de adsorción del adsorbente, depende del diferencial de presiones con que se trabaja, esto nos provocará un incremento del poder de adsorción del lecho del 7,4 % aproximadamente.
Se propone la interposición de una válvula manual de regulación entre las válvulas automáticas de salida a fin de poder incrementar la presión del lecho hasta los 5,0 barg. Este cambio supondría un incremento de la capacidad de adsorción del lecho sobre el 7.4 %.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 114 de 118
5.1.2 Modo de operación FUTURO
Al igual que el análisis realizado en el modo de funcionamiento normal, se ha realizado un análisis mas detallado de los resultados obtenidos de la verificación del dimensionado del as válvulas automáticas:
PVxx.- Esta válvulas automática es de alivio hacia antorcha. El echo de tener un tamaño menor al diseñado, nos provocará un incremento de presión en el colector de salida y un plazo mayor de evacuación de hidrógeno hacia antorcha. Para poder evacuar el caudal de diseño, necesitaríamos montar una válvula automática de mayor tamaño. Se propone el cambio de esta válvula automática de 8” 300 lbs por otra de características similares de 10”300 lbs.
PVxx.- Esta válvula automática es de alivio hacia antorcha. El echo de tener un tamaño mayor al deseado por diseño, nos favorecerá en el caso de paro de la unidad, debido a que su cometido es la evacuación de gas hacia la antorcha, lo mas rápidamente posible. En el momento de trabajar en la regulación de presión de sus respectivos colectores, estas válvulas van a trabajar en la parte baja de su apertura, lo que provoca cambios bruscos de caudal en el momento del despegue del asiento. Este efecto se reduce mediante la limitación de caudal al actuador de la válvula en cuestión.
XVxx1.- Estas válvulas controlan la entrada de hidrógeno a los lecho. Al ser menores al tamaño deseado, nos provocarán 460 mbar de perdida de presión en el lecho. Esta perdida de presión en el lecho nos provocará que la presión del lecho en servicio sea menor, o lo que es lo mismo, la capacidad del adsorción del lecho también es menor. Para poder trabajar con las condiciones de diseño se necesitaría instalar una válvula mayor. Se propone la sustitución de estas válvulas automáticas de 4” 300 lbs por otras de características similares de 6” 300 lbs.
XVxx3.- Estas son las válvulas de represurización y proporcionar purga de los lechos. Estas válvulas están sobredimensionadas para la aplicación, aunque el único efecto que tendrá esta divergencia con el diseño es la de tener que realizar el paso de recibir purga con una apertura de válvula menor y probablemente un reajuste de la respuesta, por lo que no se recomienda ningún cambio de las mismas.
XVxx4.- Estas son las válvulas de salida de los lechos. Estas válvulas fueron diseñadas con las condiciones de la fase 6 de represurización, sin embargo, resultan pequeñas para el funcionamiento del lecho en la fase 1 de adsorción. Esto nos provocará una perdida de carga extra en el lecho, que incrementara su presión durante su fase de adsorción en 220 mbar. Como el poder de adsorción del adsorbente, depende del diferencial de presiones con que se trabaja, esto nos provocará un incremento del poder de adsorción del lecho del 7,4 % aproximadamente. Debido a que este efecto nos es beneficioso, no se recomienda su cambio, pero al igual que en el caso de la operación en modo normal, se propone la interposición de válvulas manuales reguladoras entre estas válvulas automáticas y lo lechos de adsorción, a fin de poder incrementar la presión del lecho y en consecuencia su capacidad de adsorción.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 115 de 118
5.2 Operación con 3 Lechos
El sistema PSA está compuesto de cuatro recipientes que funcionan de forma simultánea para producir hidrógeno.
En el caso de avería de una válvula o instrumento, el sistema tan solo permite su reparación parando toda la unidad, lo que repercute en el funcionamiento de toda la planta a la cual se suministra hidrógeno.
A fin de evitar el paro de la unidad de purificación de hidrógeno y posibilitar su mantenimiento, se pretende realizar la modificación del ciclo de trabajo de forma que se pueda eliminar del proceso uno de los lechos sin tener que detener la unidad.
5.2.1 Secuencia de Fases a 3 lechos
Fase1.Adsorción
El paso de adsorción del ciclo de tres lechos, es igual al de cuatro lechos, debido a que este es el que requiere el absorbente para purificar el hidrógeno de entrada, pero podrá tener mayor duración a fin de poder mantener la calidad de producto de salida y adaptarse a las exigencias del nuevo ciclo.
Tiempo de overlap: Este tiempo es necesario para evitar perturbaciones en la línea de producto, por lo que no puede modificarse.
Fase2.Blowdown
La función del paso de Proporcionar purga es la de recuperar producto para realizar el barrido de otro lecho durante la regeneración. Debido a que en la operación a tres lechos, deberemos optimizar al máximo los tiempos de adsorción, este paso se eliminara, pasándose directamente al paso de Blowdown.
El paso de blowdown en el ciclo de 3 lechos será igual al del ciclo de 4 lechos, pero podrá ser incrementado a fin de adaptarse a las necesidades del nuevo ciclo.
La función de este paso es la eliminación del hidrógeno sucio del lecho. Debido a la eliminación del paso de proporcionar purga, este paso se realizara directamente después del tiempo de overlap.
Fase3.Recibir Purga
Para optimizar al máximo la purga del lecho se realizará a través de las válvulas de salida de producto .
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 116 de 118
Fase4.Represurización
Este paso es igual en ambos ciclos de trabajo, tanto en forma como en duración.
Fase5.Tiempo de espera (Idle)
El tiempo de espera es necesario en esta secuencia para poder dar tiempo a lecho que esta e purga a terminar su fase.
5.2.2 Ciclo de Trabajo a 3 Lechos
El siguiente grafico es a modo orientativo, pues deberemos tener presente que en el ciclo a 3 lechos, depende de que lecho se halle fuera de servicio, variara el nombre de los lechos, aunque la secuencia de los tres que se hallen en servicio serán idénticas.
5.2.3 Secuencias de Control a 3 lechos
Siguiendo con la misma filosofía de control con que se ha diseñado la PSA, el control a 3 lechos se realizaría a través de un contador independiente por cada ciclo de adsorción del lecho, por ello y a fin de poder cubrir todas las posibles combinaciones de las mismas.
Para ello se han implementado secuencias independientes para cada lechos que se halle fuera de servicio.
Estas secuencias entraran en servicio cuando se desee aislar uno de los equipos, pasando a trabajar los otros en la nueva secuencia de pasos
5.2.4 Transición a 3 Lechos
A fin de poder hacer la transición a 3 lechos, se precisa realizar ciertas modificaciones en la secuencia de pasos principal a fin de tener la condición de desvió o cambio de secuencia, así como el punto de retorno de la misma una vez realizado el mantenimiento del lecho.
Partiendo de la premisa que el cambio a 3 lechos se realizaría mediante un botón o flag en cada lecho, el cual seria gobernado por el operador de panel desde el interface de control.
Debido a que para poder realizar el cambio de secuencias, es muy importante ver el estado en que se hallen todos los lechos de la unidad, no podemos realizar esta en cualquier momento, sino que deberá ser la propia secuencia la que mande el momento en que puede realizarse la transición. A fin de poder abandonar la secuencia a 4 lechos e iniciar la secuencia a 3 lechos, la secuencia deberá tener en cuenta que el lecho de la secuencia a 3 lechos que debe iniciar la adsorción, se halle preparado para poder realizar esta fase, en caso contrario, se alterarían los presiones de los colectores de entrada, salida de producto o salida de gas de cola, así como podríamos perder la calidad de producto de salida.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 117 de 118
A fin de poder dotar al sistema de la máxima rapidez de respuesta entre la demanda del operador para desactivar un lecho y la supresión del mismo del sistema, se han previsto diferentes escenarios para la transición a 3 lechos según sea la situación de cada lecho y del lecho seleccionado para estar fuera de servicio.
Para poder llevar a cabo estas transacciones, deberemos modificar la lógica de control de la secuencia principal, introduciendo en la misma los puntos de decisión necesarios y los pasos o válvulas que deberán modificar su situación durante el tiempo de transición
a 3 lechos.
5.2.5 Transición a 4 lechos
Una vez realizada la transición a 3 lechos, podremos realizar todo tipo de actividades de mantenimiento en el lecho, transmisores o válvuleria adyacente al mismo.
Una vez subsanado este periodo, deberemos devolver a la unidad a trabajar con 4 lechos, situación en que se reducen las transacciones y se optimiza el rendimiento de los lechos.
Antes de poder realizar la transición de 3 lechos a 4 lechos, deberá prepararse físicamente el lecho en campo a antes de poder entrar en servicio. Es decir, el lecho en caso de haber sido abierto para realizar en el mantenimiento, deberá ser purgado manualmente de oxigeno e inertizado correctamente.
Debido a que no conocemos las condiciones en que quedo el adsorbente del lecho en el momento de ser sacado de la secuencia, la condición mas segura para su reintegración en el ciclo de 4 lechos será realizar esta reintroducción durante la fase de limpieza del lecho, justo al inicio de la fase de blowdown.
Para el iniciado de la secuencia de transición a 4 lechos, el lecho a introducir deberá prepararse y dejarse en condiciones similares a las que tendría en el paso entrante de la secuencia de 4 lechos en la que va a entrar
Debido a que nuestro sistema puede moverse en varias secuencias dependiendo del lecho que se halle fuera de servicio, deberemos prever en cada una de ellas, el punto de retorno a la secuencia principal.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DESCRIPTIVA
Página 118 de 118
6 Bibliografia
[1] www.Airproducts.com
[2] www.emersonprocess.com
[3] www.jamesbury.com
[4] www.westlockcontrols.com
[5] www.ABB.de
[6] www.scielo.br
[7] PERRY’S CHEMICAL ENGINYERS HANDBOOK
Robert H. Perry, Don W. Green, McGraw Hill,1999.
[7] PROCESS TECHNOLOGY
2001.

ANÁLISIS Y OPTIMIZACIÓN DE UNA PLANTA DE PURIFICACIÓN DE HIDRÓGENO TIPO PSA
MEMORIA DE CÁLCULO
AUTOR: Joan Maria Salvadó Vilafranca
DIRECTOR: Lluis Massagues Vidal
FECHA: Junio / 2007.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 2 de 27
INDICE
1 ANÁLISIS DEL HARDWARE INSTALADO.................................................... 3
1.1 VÁLVULAS AUTOMÁTICAS................................................................................ 3
1.1.1 Válvulas de Corte Todo-Nada.................................................................... 3
1.1.1.1 Verificación del dimensionado ............................................................ 3
1.1.2 Válvulas de Corte Controladas.................................................................. 3
1.1.2.1 Verificación del Dimensionado ........................................................... 3
1.1.3 Válvulas de Regulación y Control.............................................................. 3
1.1.3.1 Verificación del Dimensionado ........................................................... 3
1.2 TRANSMISORES DE CAUDAL.............................................................................. 3
1.2.1 Verificación del Dimensionado de la Placas de Orificio ............................ 3
2 POSIBILIDADES DE MEJORA......................................................................... 3
2.1 REDIMENSIONADO DE LAS VÁLVULAS AUTOMÁTICAS........................................ 3
2.1.1 Modo de Operación Normal ...................................................................... 3
2.1.2 Modo Operación FUTURO ....................................................................... 3

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 3 de 27
1 Análisis del Hardware Instalado 1.1 Válvulas Automáticas
El coeficiente de flujo Kv de una válvula, determina en Nm3/h la capacidad de paso de la válvula a una apertura determinada y con unas condiciones de trabajo estandarizadas. (Fabricantes americanos usan para dicho propósito el coeficiente Cv que viene dado en US gallons/min)
El valor del Kv de una válvula debe ser obtenido mediante por test, pero puede estimarse su valor.
Vamos a revisar el dimensionado de las válvulas de corte para el caso del funcionamiento normal así como la posible ampliación de la planta para exportación de hidrógeno FUTURO. Los datos de proceso están extraídos de las bases de diseño entregadas al fabricante para el dimensionado de la planta.
Para la revisión del dimensionado de las válvulas, se ha realizado con la ayuda de una hoja de cálculo en las que se han introducido las ecuaciones necesarias.
1.1.1 Válvulas de Corte Todo-Nada 1.1.1.1 Verificación del dimensionado
Válvulas de 4” 300 de entrada a los lechos
Dimensionado para el funcionamiento NORMAL:
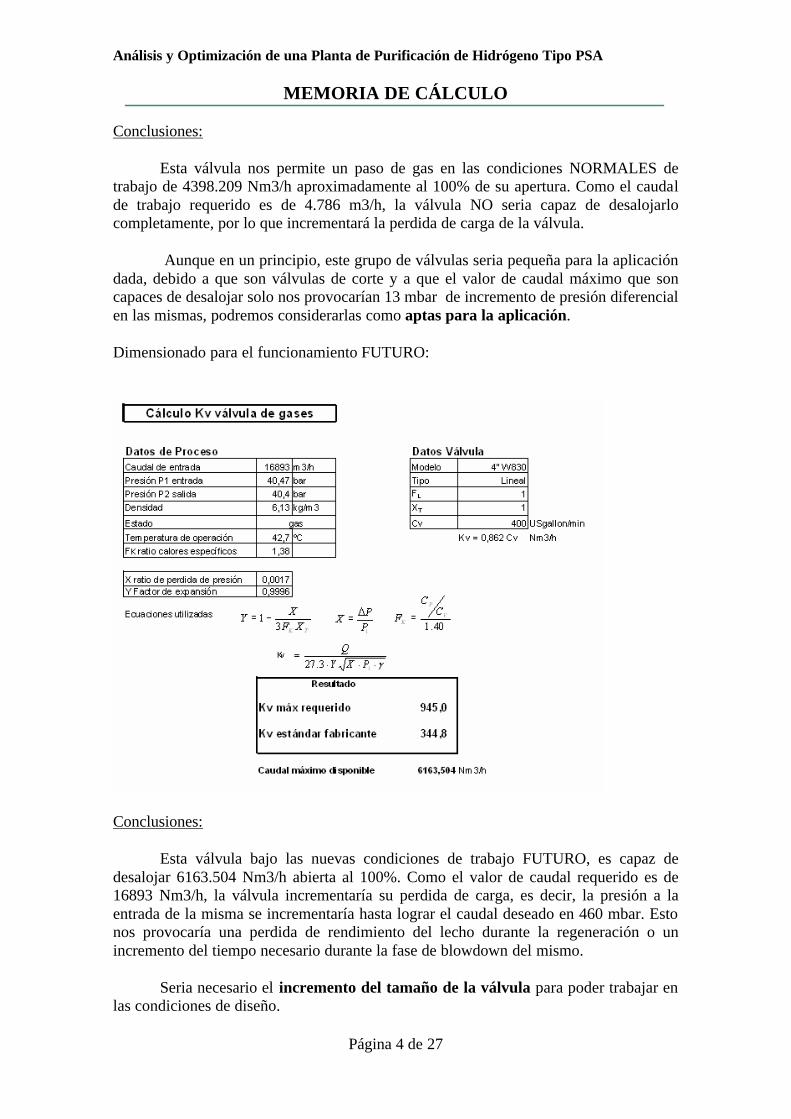
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 4 de 27
Conclusiones:
Esta válvula nos permite un paso de gas en las condiciones NORMALES de trabajo de 4398.209 Nm3/h aproximadamente al 100% de su apertura. Como el caudal de trabajo requerido es de 4.786 m3/h, la válvula NO seria capaz de desalojarlo completamente, por lo que incrementará la perdida de carga de la válvula.
Aunque en un principio, este grupo de válvulas seria pequeña para la aplicación dada, debido a que son válvulas de corte y a que el valor de caudal máximo que son capaces de desalojar solo nos provocarían 13 mbar de incremento de presión diferencial en las mismas, podremos considerarlas como aptas para la aplicación.
Dimensionado para el funcionamiento FUTURO:
Conclusiones:
Esta válvula bajo las nuevas condiciones de trabajo FUTURO, es capaz de desalojar 6163.504 Nm3/h abierta al 100%. Como el valor de caudal requerido es de 16893 Nm3/h, la válvula incrementaría su perdida de carga, es decir, la presión a la entrada de la misma se incrementaría hasta lograr el caudal deseado en 460 mbar. Esto nos provocaría una perdida de rendimiento del lecho durante la regeneración o un incremento del tiempo necesario durante la fase de blowdown del mismo.
Seria necesario el incremento del tamaño de la válvula para poder trabajar en las condiciones de diseño.
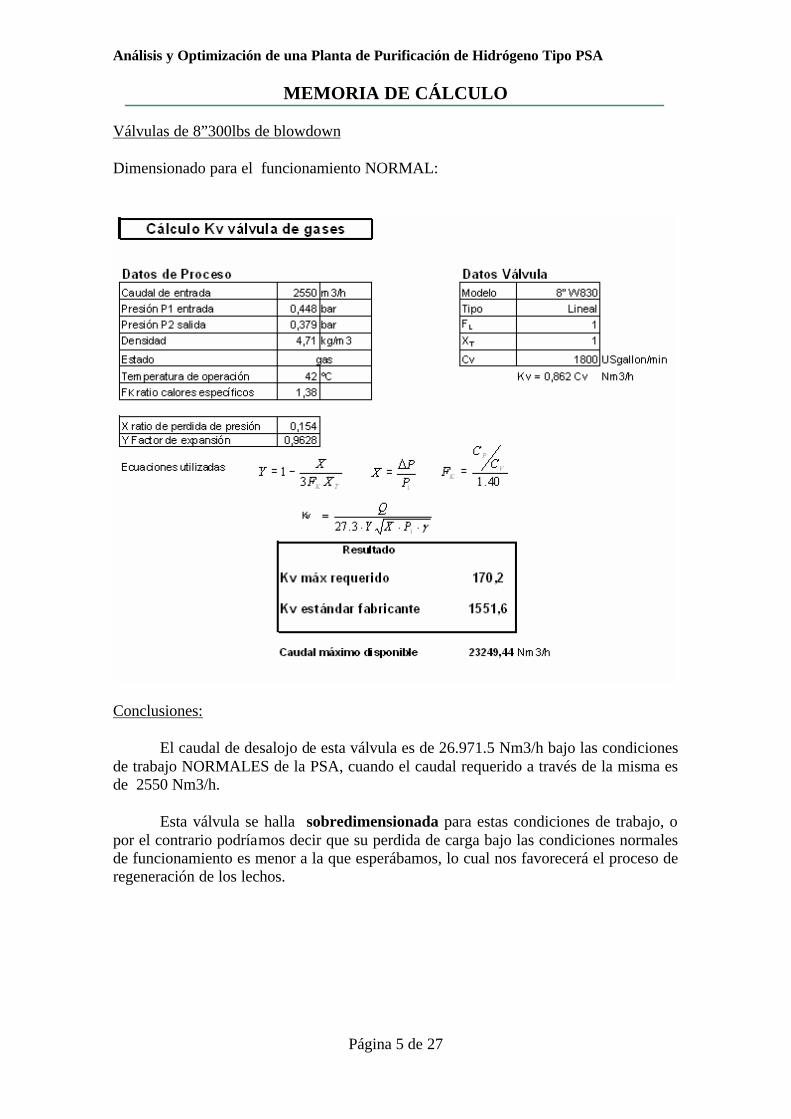
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 5 de 27
Válvulas de 8”300lbs de blowdown
Dimensionado para el funcionamiento NORMAL:
Conclusiones:
El caudal de desalojo de esta válvula es de 26.971.5 Nm3/h bajo las condiciones de trabajo NORMALES de la PSA, cuando el caudal requerido a través de la misma es de 2550 Nm3/h.
Esta válvula se halla sobredimensionada para estas condiciones de trabajo, o por el contrario podríamos decir que su perdida de carga bajo las condiciones normales de funcionamiento es menor a la que esperábamos, lo cual nos favorecerá el proceso de regeneración de los lechos.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 6 de 27
Dimensionado para el funcionamiento FUTURO:
Para las condiciones de trabajo indicadas para el caso FUTURO, esta válvula es capaz de desalojar un caudal de 41.029,05 Nm3/h cuando el valor máximo requerido es de 40.130 Nm3/h.
Esta válvula es adecuada para las condiciones de trabajo de la PSA estimadas para la exportación de hidrógeno FUTURO.
1.1.2 Válvulas de Corte Controladas 1.1.2.1 Verificación del Dimensionado
Vamos a revisar el dimensionado de las válvulas de corte controladas para el caso del funcionamiento normal así como la posible ampliación de la planta para exportación de hidrógeno FUTURO. Los datos de proceso están extraídos de las bases de diseño entregadas al fabricante para el dimensionado de la planta.
Válvulas de 3” 300 de salida de producto
Las válvulas de salida de producto deben trabajar en dos pasos concretos del proceso.
-Fase1: paso de ADSORCIÖN, donde estas válvulas van a dar salida al hidrógeno purificado del lecho.
-Fase 6: paso de REPRESURIZACIÓN, donde dejaran pasar hidrógeno puro del colector de salida para la presurización del lecho.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 7 de 27
Dimensionado para la Fase1 en funcionamiento NORMAL:
Conclusiones:
En caso de funcionamiento bajo las condiciones de trabajo NORMALES, esta válvula tiene una capacidad de desalojo de 1.55,053 Nm3/h mientras se requiere el paso de 2.956 Nm3/h a través de la misma.
Esto implica que la válvula no tiene suficiente capacidad de desalojo para trabajar en las condiciones de diseño normales y que nos provocara un incremento de su perdida de carga y el consecuente incremento de presión en el lecho.
Esta válvula alcanzará el caudal diseñado cuando la presión del lecho alcance los 4.7 bar., en lugar de los 4.48bar estipulados. (Incrementaría la presión de entrada en 220 mbar).

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 8 de 27
Dimensionado para la fase1 en funcionamiento FUTURO:
Conclusiones:
Para las condiciones de diseño de la fase 1 FUTURO, esta válvulas es capaz de desalojar 1.459,4 Nm3/h, mientras que se esperaba un valor de 6015 Nm3/h.
Esta válvula no tiene suficiente capacidad de desalojo para trabajar en las condiciones de diseño FUTURO.
Esta retención en las válvula nos provocará un incremento de la perdida de carga de la válvula, siendo la misma capaz de desalojar el caudal deseado, cuando la presión del lecho alcance los 40.9 bar en lugar de los 39.78 bar deseados. Se incrementaría en 1770 mbar la presión de entrada.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 9 de 27
Dimensionado para la Fase 6 en funcionamiento NORMAL:
Conclusiones:
En las condiciones de funcionamiento previstas para la fase 6 en funcionamiento NORMAL, esta válvula es capaz de desalojar 1.455,053 Nm3/h,
Como el valor deseado de desalojo para estas condiciones de trabajo es de 1.169 Nm3/h. El dimensionado de la válvula para estas condiciones de trabajo es correcto.
Esta válvula permite mayor desalojo del requerido en las bases de diseño, por lo que será capaz de desalojar el valor deseado de caudal al 80% de apertura.
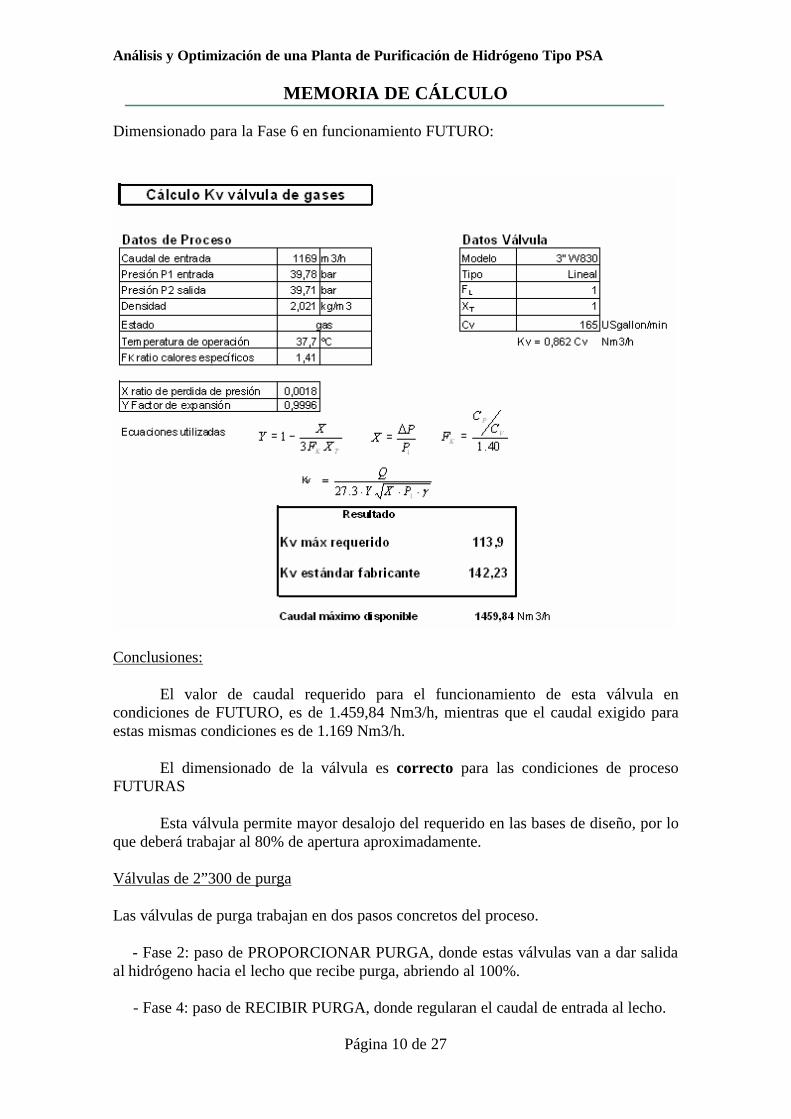
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 10 de 27
Dimensionado para la Fase 6 en funcionamiento FUTURO:
Conclusiones:
El valor de caudal requerido para el funcionamiento de esta válvula en condiciones de FUTURO, es de 1.459,84 Nm3/h, mientras que el caudal exigido para estas mismas condiciones es de 1.169 Nm3/h.
El dimensionado de la válvula es correcto para las condiciones de proceso FUTURAS
Esta válvula permite mayor desalojo del requerido en las bases de diseño, por lo que deberá trabajar al 80% de apertura aproximadamente.
Válvulas de 2”300 de purga
Las válvulas de purga trabajan en dos pasos concretos del proceso.
- Fase 2: paso de PROPORCIONAR PURGA, donde estas válvulas van a dar salida al hidrógeno hacia el lecho que recibe purga, abriendo al 100%.
- Fase 4: paso de RECIBIR PURGA, donde regularan el caudal de entrada al lecho.
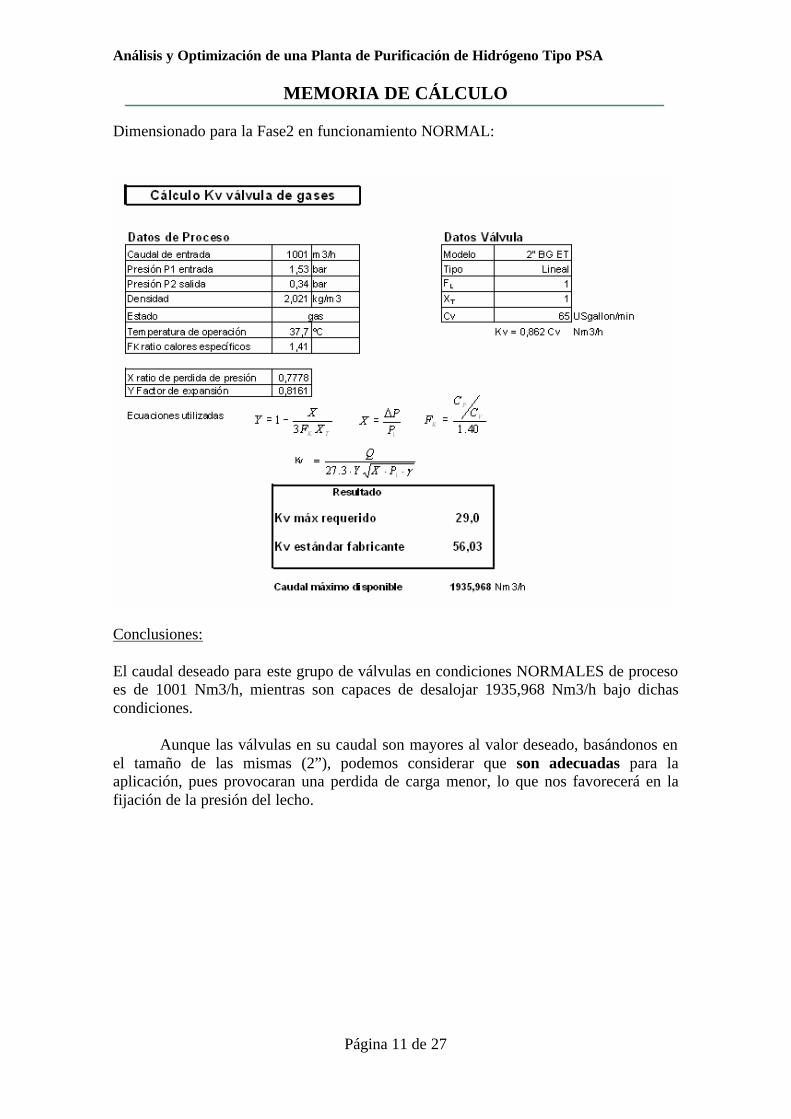
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 11 de 27
Dimensionado para la Fase2 en funcionamiento NORMAL:
Conclusiones:
El caudal deseado para este grupo de válvulas en condiciones NORMALES de proceso es de 1001 Nm3/h, mientras son capaces de desalojar 1935,968 Nm3/h bajo dichas condiciones.
Aunque las válvulas en su caudal son mayores al valor deseado, basándonos en el tamaño de las mismas (2”), podemos considerar que son adecuadas para la aplicación, pues provocaran una perdida de carga menor, lo que nos favorecerá en la fijación de la presión del lecho.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 12 de 27
Dimensionado para la Fase2 en funcionamiento FUTURO:
Conclusiones:
El caudal capaz de desalojar esta válvula bajo las condiciones de proceso de FUTURO, es de 6.133,264 Nm3/h, mientras que el valor exigido para la misma es de 3.666 Nm3/h.
Esta válvula tiene una capacidad de desaloje mayor a la deseada bajo estas condiciones de trabajo.
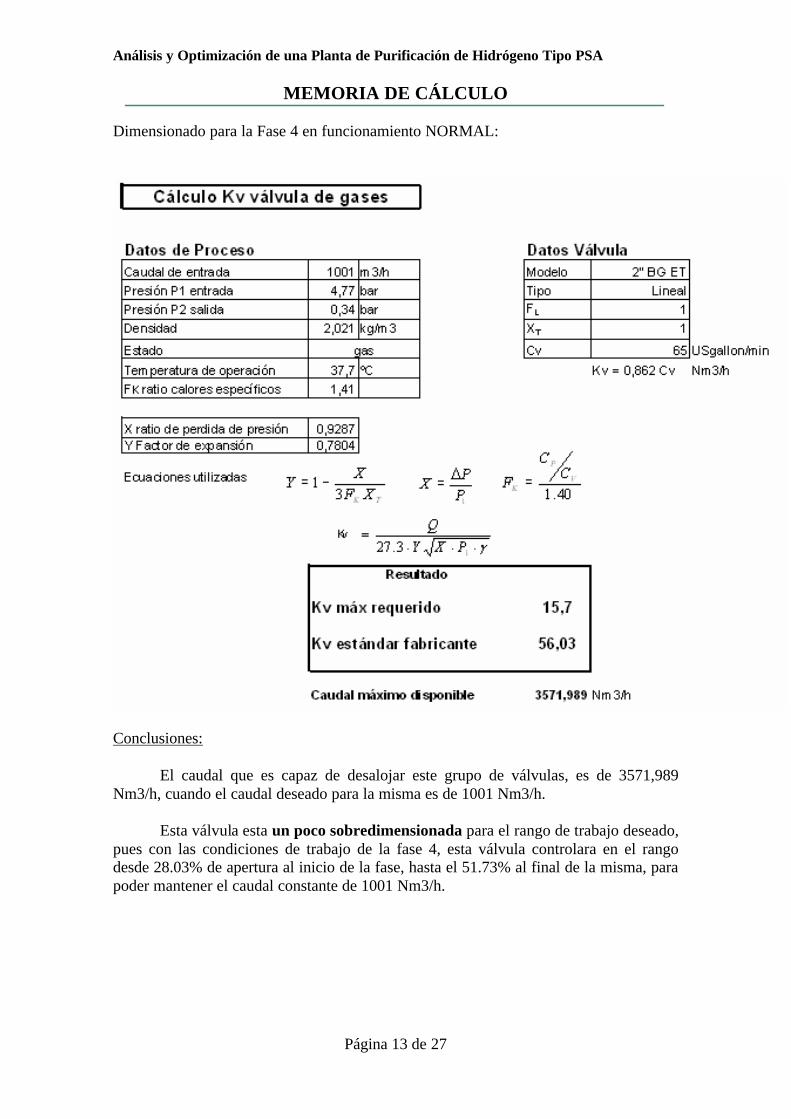
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 13 de 27
Dimensionado para la Fase 4 en funcionamiento NORMAL:
Conclusiones:
El caudal que es capaz de desalojar este grupo de válvulas, es de 3571,989 Nm3/h, cuando el caudal deseado para la misma es de 1001 Nm3/h.
Esta válvula esta un poco sobredimensionada para el rango de trabajo deseado, pues con las condiciones de trabajo de la fase 4, esta válvula controlara en el rango desde 28.03% de apertura al inicio de la fase, hasta el 51.73% al final de la misma, para poder mantener el caudal constante de 1001 Nm3/h.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 14 de 27
Dimensionado para la Fase 4 en funcionamiento FUTURO:
Conclusiones:
Durante la fase4 en el caso FUTURO, esta válvula es capaz de desalojar 10282,1 Nm3/h. El valor exigido de desalojo para estas condiciones es de 3.666 Nm3/h, valor mucho menor al que es capaz de aliviar la válvula abierta al 100%.
Esta válvula esta un poco sobredimensionada para trabajar con las condiciones de trabajo descritas.
Esta válvula controlara en el rango desde 35.65% de apertura al inicio de la fase, hasta el 59.77% al final de la misma, para poder mantener el caudal constante de 3666 Nm3/h.
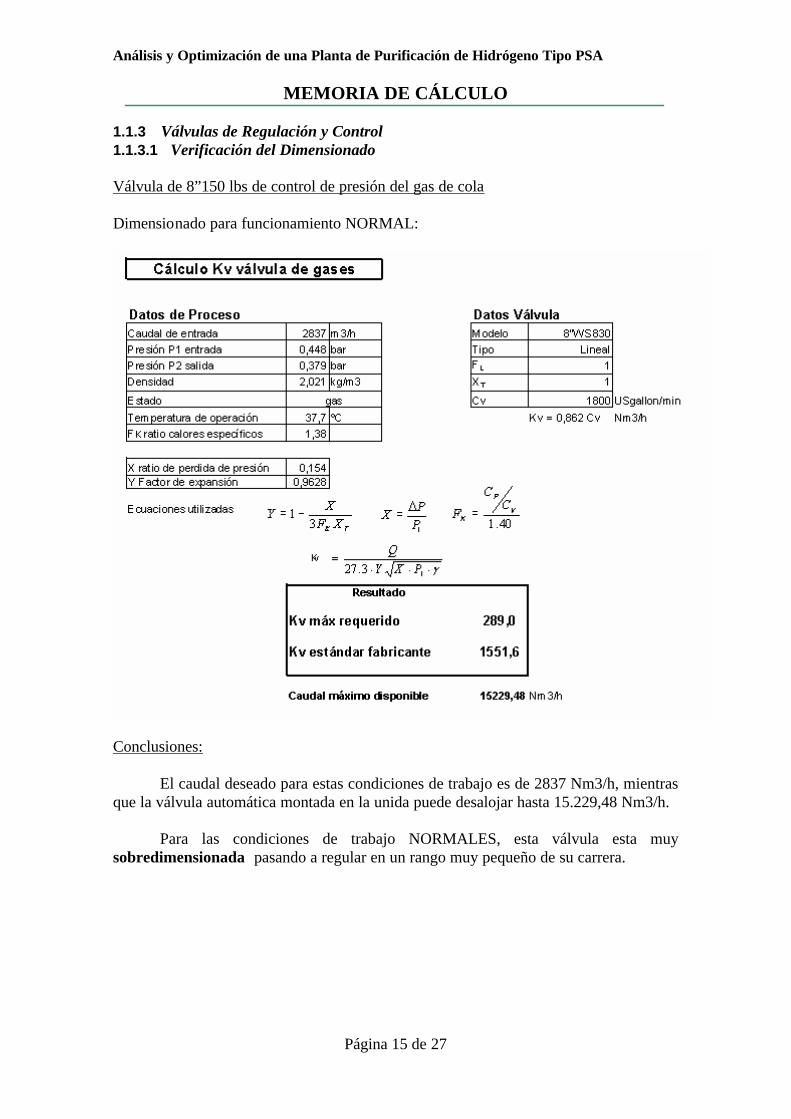
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 15 de 27
1.1.3 Válvulas de Regulación y Control 1.1.3.1 Verificación del Dimensionado
Válvula de 8”150 lbs de control de presión del gas de cola
Dimensionado para funcionamiento NORMAL:
Conclusiones:
El caudal deseado para estas condiciones de trabajo es de 2837 Nm3/h, mientras que la válvula automática montada en la unida puede desalojar hasta 15.229,48 Nm3/h.
Para las condiciones de trabajo NORMALES, esta válvula esta muy sobredimensionada pasando a regular en un rango muy pequeño de su carrera.
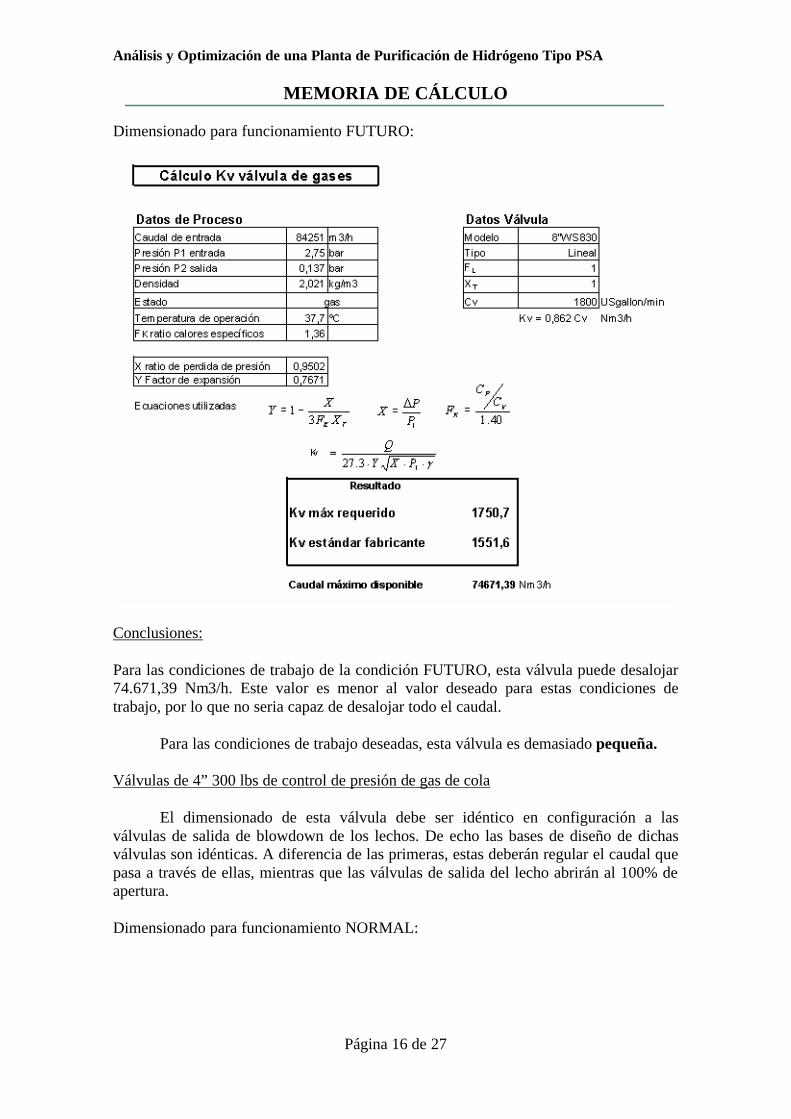
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 16 de 27
Dimensionado para funcionamiento FUTURO:
Conclusiones:
Para las condiciones de trabajo de la condición FUTURO, esta válvula puede desalojar 74.671,39 Nm3/h. Este valor es menor al valor deseado para estas condiciones de trabajo, por lo que no seria capaz de desalojar todo el caudal.
Para las condiciones de trabajo deseadas, esta válvula es demasiado pequeña.
Válvulas de 4” 300 lbs de control de presión de gas de cola
El dimensionado de esta válvula debe ser idéntico en configuración a las válvulas de salida de blowdown de los lechos. De echo las bases de diseño de dichas válvulas son idénticas. A diferencia de las primeras, estas deberán regular el caudal que pasa a través de ellas, mientras que las válvulas de salida del lecho abrirán al 100% de apertura.
Dimensionado para funcionamiento NORMAL:

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 17 de 27
Conclusiones:
Para las condiciones de trabajo NORMALES, esta válvula es capaz de desalojar 5166,541 Nm3/h.
El caudal que deseamos desalojar bajo estas condiciones es de 2550 Nm3/h.
El dimensionado de la válvula es adecuado para la aplicación.
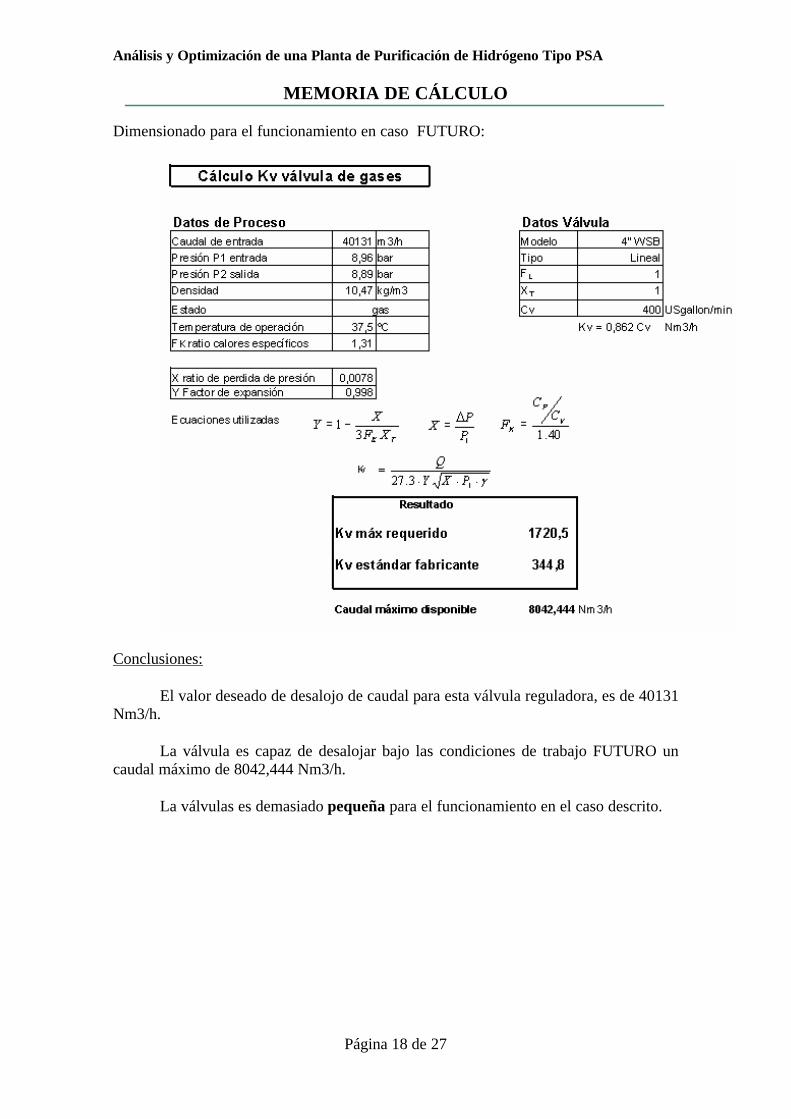
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 18 de 27
Dimensionado para el funcionamiento en caso FUTURO:
Conclusiones:
El valor deseado de desalojo de caudal para esta válvula reguladora, es de 40131 Nm3/h.
La válvula es capaz de desalojar bajo las condiciones de trabajo FUTURO un caudal máximo de 8042,444 Nm3/h.
La válvulas es demasiado pequeña para el funcionamiento en el caso descrito.
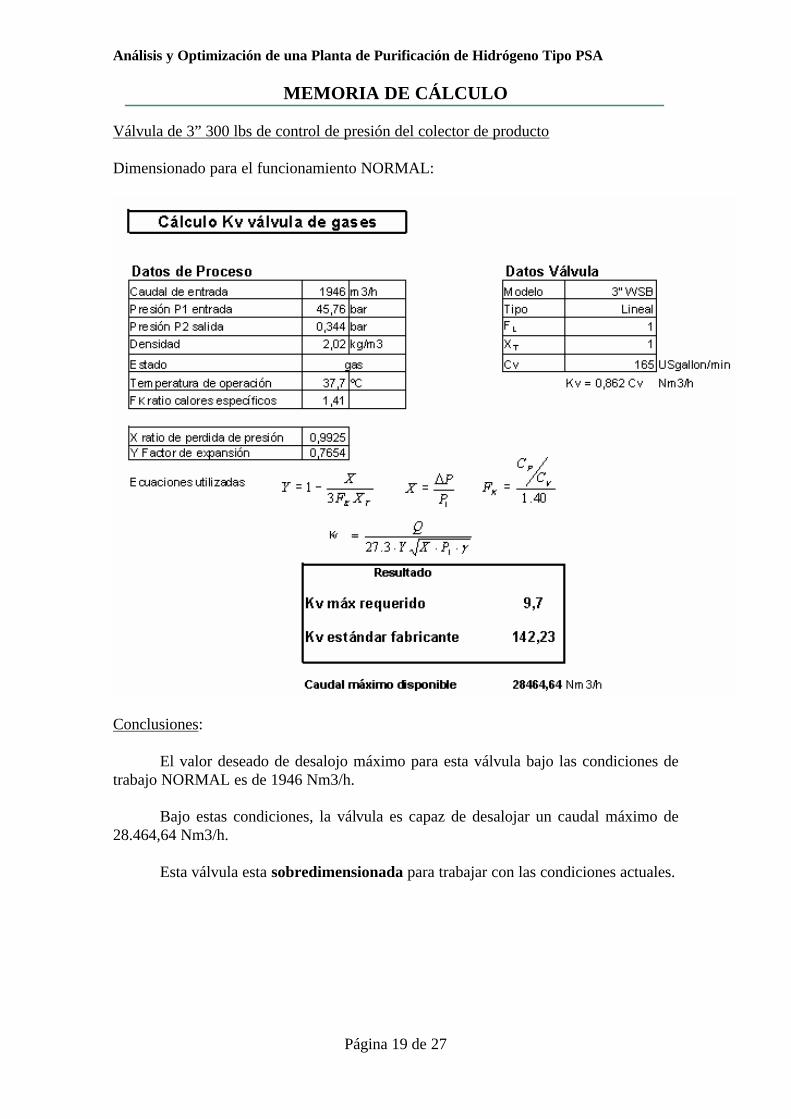
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 19 de 27
Válvula de 3” 300 lbs de control de presión del colector de producto
Dimensionado para el funcionamiento NORMAL:
Conclusiones:
El valor deseado de desalojo máximo para esta válvula bajo las condiciones de trabajo NORMAL es de 1946 Nm3/h.
Bajo estas condiciones, la válvula es capaz de desalojar un caudal máximo de 28.464,64 Nm3/h.
Esta válvula esta sobredimensionada para trabajar con las condiciones actuales.
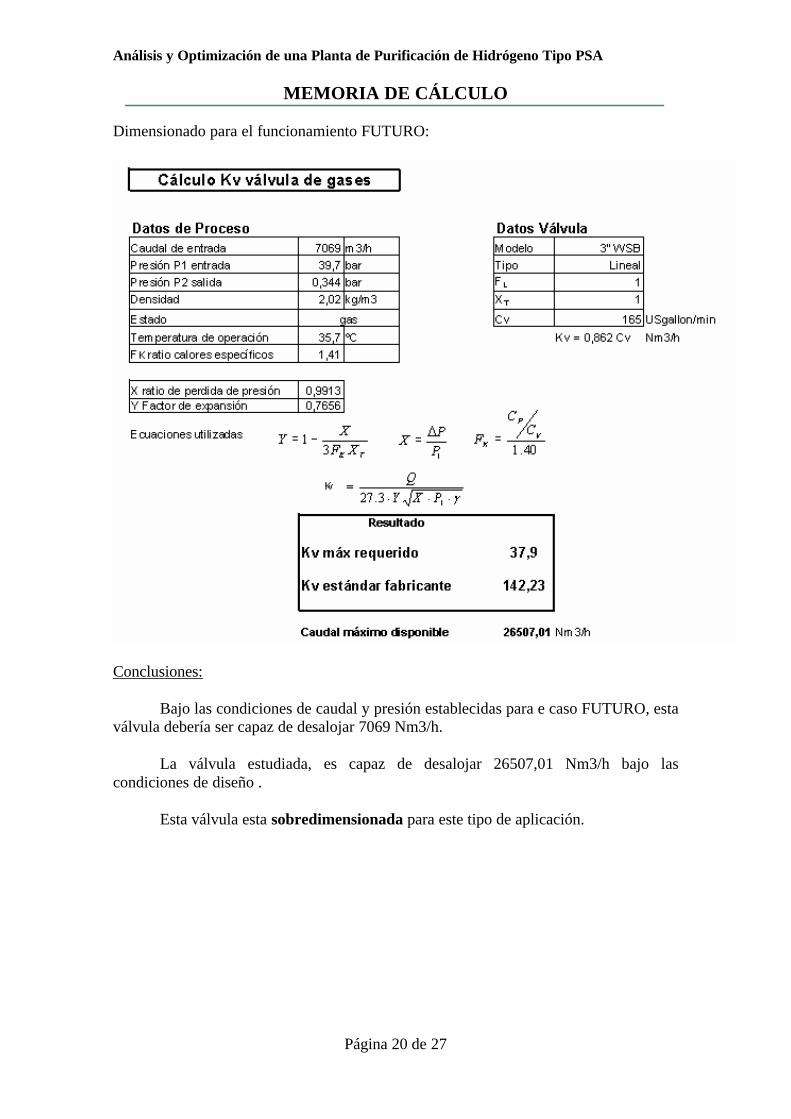
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 20 de 27
Dimensionado para el funcionamiento FUTURO:
Conclusiones:
Bajo las condiciones de caudal y presión establecidas para e caso FUTURO, esta válvula debería ser capaz de desalojar 7069 Nm3/h.
La válvula estudiada, es capaz de desalojar 26507,01 Nm3/h bajo las condiciones de diseño .
Esta válvula esta sobredimensionada para este tipo de aplicación.
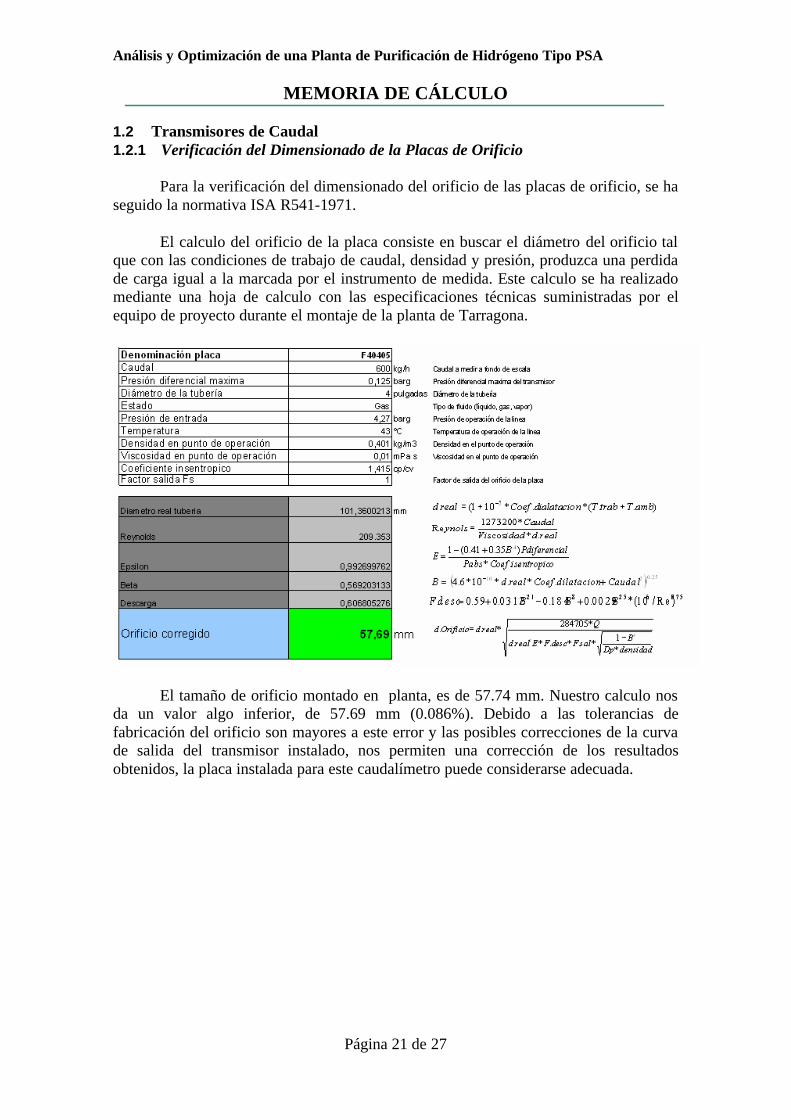
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 21 de 27
1.2 Transmisores de Caudal 1.2.1 Verificación del Dimensionado de la Placas de Orificio
Para la verificación del dimensionado del orificio de las placas de orificio, se ha seguido la normativa ISA R541-1971.
El calculo del orificio de la placa consiste en buscar el diámetro del orificio tal que con las condiciones de trabajo de caudal, densidad y presión, produzca una perdida de carga igual a la marcada por el instrumento de medida. Este calculo se ha realizado mediante una hoja de calculo con las especificaciones técnicas suministradas por el equipo de proyecto durante el montaje de la planta de Tarragona.
El tamaño de orificio montado en planta, es de 57.74 mm. Nuestro calculo nos da un valor algo inferior, de 57.69 mm (0.086%). Debido a las tolerancias de fabricación del orificio son mayores a este error y las posibles correcciones de la curva de salida del transmisor instalado, nos permiten una corrección de los resultados obtenidos, la placa instalada para este caudalímetro puede considerarse adecuada.
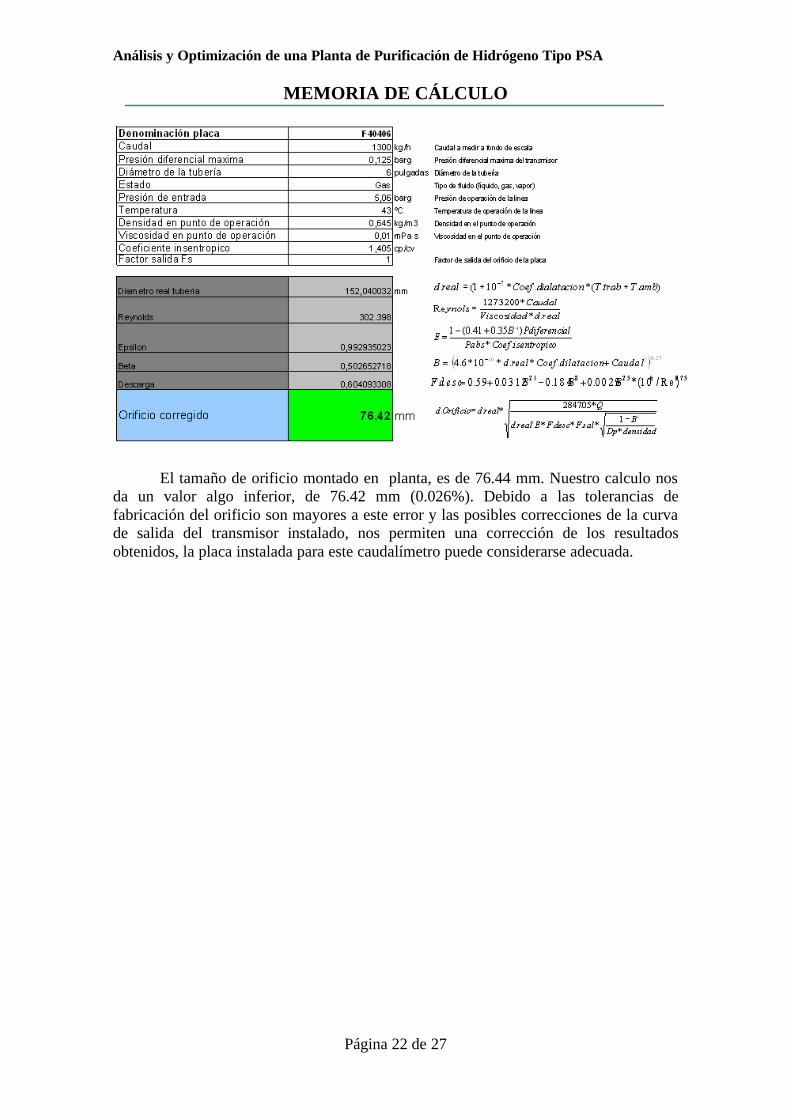
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 22 de 27
El tamaño de orificio montado en planta, es de 76.44 mm. Nuestro calculo nos da un valor algo inferior, de 76.42 mm (0.026%). Debido a las tolerancias de fabricación del orificio son mayores a este error y las posibles correcciones de la curva de salida del transmisor instalado, nos permiten una corrección de los resultados obtenidos, la placa instalada para este caudalímetro puede considerarse adecuada.

Estudio y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
Posibilidades de Mejora
Página 23 de 27
2 Posibilidades de Mejora 2.1 Redimensionado de las Válvulas Automáticas
Según las verificaciones del dimensionado se las válvulas automáticas realizadas durante el estudio, a fin de poder trabajar con la unidad en las condiciones de trabajo diseñadas durante la fase de proyecto, se deberían realizar los siguientes cambios de válvuleria:
2.1.1 Modo de Operación Normal
Válvulas de 3” 300 de salida de producto
Dimensionado para funcionamiento en Fase1 NORMAL:
Para lograr las condiciones de trabajo establecidas, se debería incrementar el tamaño de este grupo de válvulas automáticas de corte todo-nada de 3”300 a 4”300.
Cálculo de la rendimiento del adsorbente.-
Según la tabla de adsorción del lecho respecto a la presión del mismo empleada en el apartado de Cálculo del tiempo de adsorción (TAD) al analizar el software implementado, a 4.48 barg de entrada, el adsorbente puede adsorber 0.00365 moles por gramo, mientras que con 220 mbar mas (4.7 bag) es capaz de adsorber 0.00375 moles

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 24 de 27
por gramo. Esto nos supondrá un incremento de 0.001 moles mas por gramo, o lo que es lo mismo, el 7.4 %.
Verificación funcionamiento Fase6 NORMAL:
Para estas condiciones de trabajo, la válvula estaría sobredimensionada, pero cumpliría con todas las especificaciones de trabajo en ambas fases.
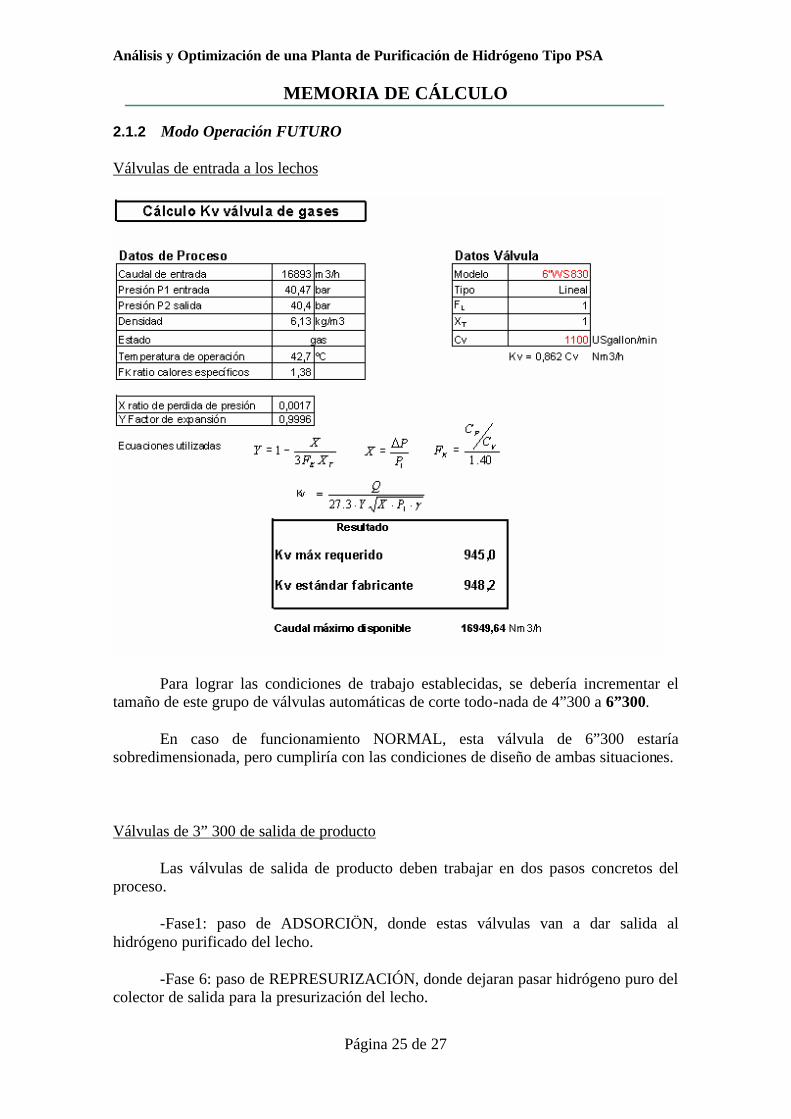
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 25 de 27
2.1.2 Modo Operación FUTURO
Válvulas de entrada a los lechos
Para lograr las condiciones de trabajo establecidas, se debería incrementar el tamaño de este grupo de válvulas automáticas de corte todo-nada de 4”300 a 6”300.
En caso de funcionamiento NORMAL, esta válvula de 6”300 estaría sobredimensionada, pero cumpliría con las condiciones de diseño de ambas situaciones.
Válvulas de 3” 300 de salida de producto
Las válvulas de salida de producto deben trabajar en dos pasos concretos del proceso.
-Fase1: paso de ADSORCIÖN, donde estas válvulas van a dar salida al hidrógeno purificado del lecho.
-Fase 6: paso de REPRESURIZACIÓN, donde dejaran pasar hidrógeno puro del colector de salida para la presurización del lecho.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 26 de 27
Dimensionado para funcionamiento en fase1 FUTURO:
Para lograr las condiciones de trabajo establecidas, se debería incrementar el tamaño de este grupo de válvulas automáticas de corte Todo-nada de 3”300 a 6”300
Verificación dimensionado para fase 6 FUTURO:
Para esta fase6, la válvula estará sobredimensionada pero cubriría todas las especificaciones de diseño de la fase 1.
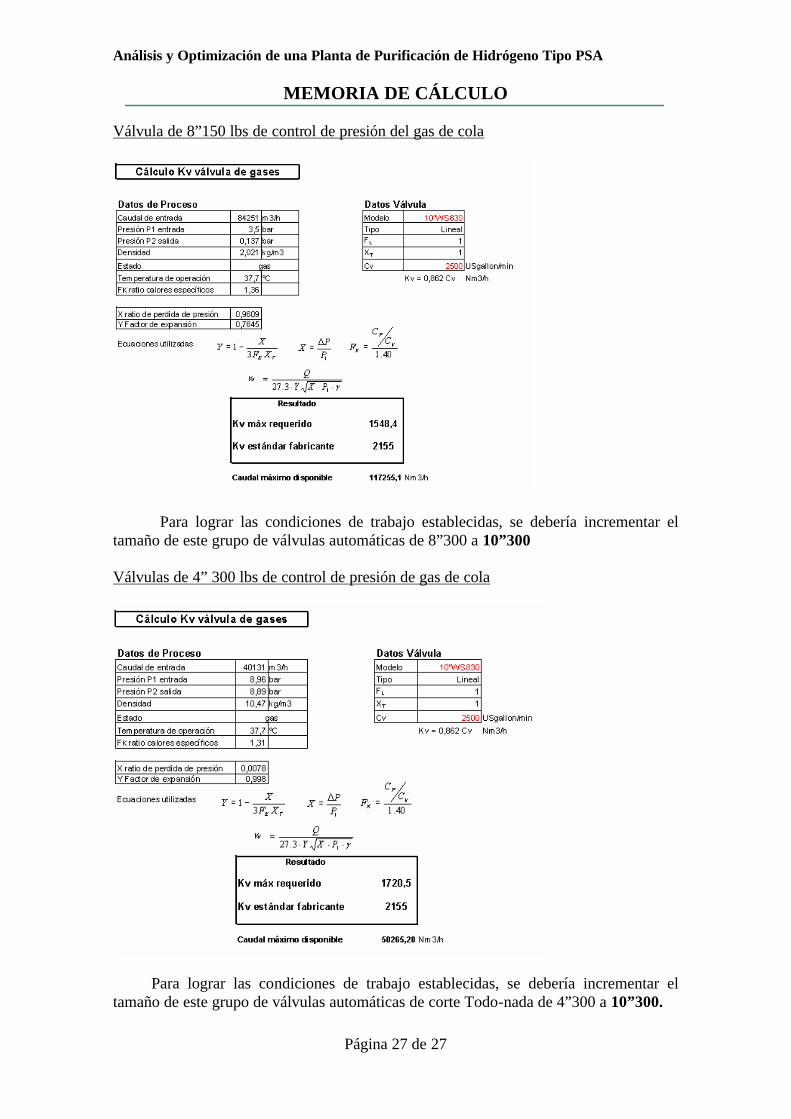
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE CÁLCULO
Página 27 de 27
Válvula de 8”150 lbs de control de presión del gas de cola
Para lograr las condiciones de trabajo establecidas, se debería incrementar el tamaño de este grupo de válvulas automáticas de 8”300 a 10”300
Válvulas de 4” 300 lbs de control de presión de gas de cola
Para lograr las condiciones de trabajo establecidas, se debería incrementar el tamaño de este grupo de válvulas automáticas de corte Todo-nada de 4”300 a 10”300.

ANÁLISIS Y OPTIMIZACIÓN DE UNA PLANTA DE PURIFICACIÓN DE HIDRÓGENO TIPO PSA
MEMORIA de PLANOS
AUTOR: Joan Maria Salvadó Vilafranca
DIRECTOR: Lluis Massagues Vidal
FECHA: Junio / 2007.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
MEMORIA DE PLANOS
INDICE
1 ANÁLISIS DEL HARDWARE INSTALADO ..................................................... 3
2.1.1.1 A-0407 ................................................................................................................ 3
2.1.1.10 P-0431................................................................................................................ 4
2.1.1.17 U-0402............................................................................................................... 5




ANÁLISIS Y OPTIMIZACIÓN DE UNA PLANTA DE PURIFICACIÓN DE HIDRÓGENO TIPO PSA
PRESUPUESTO
AUTOR: Joan Maria Salvadó Vilafranca
DIRECTOR: Lluis Massagues Vidal
FECHA: Junio / 2007.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
PRESUPUESTO
Página 2 de 5
INDICE
1 POSIBILIDADES DE MEJORA......................................................................... 3
1.1 REDIMENSIONADO DE LAS VÁLVULAS AUTOMÁTICAS........................................ 3
1.1.1 Modo de Operación Normal ...................................................................... 3
1.1.2 Modo de Operación Futuro ....................................................................... 3
1.2 OPERACIÓN CON 3 LECHOS ............................................................................... 3
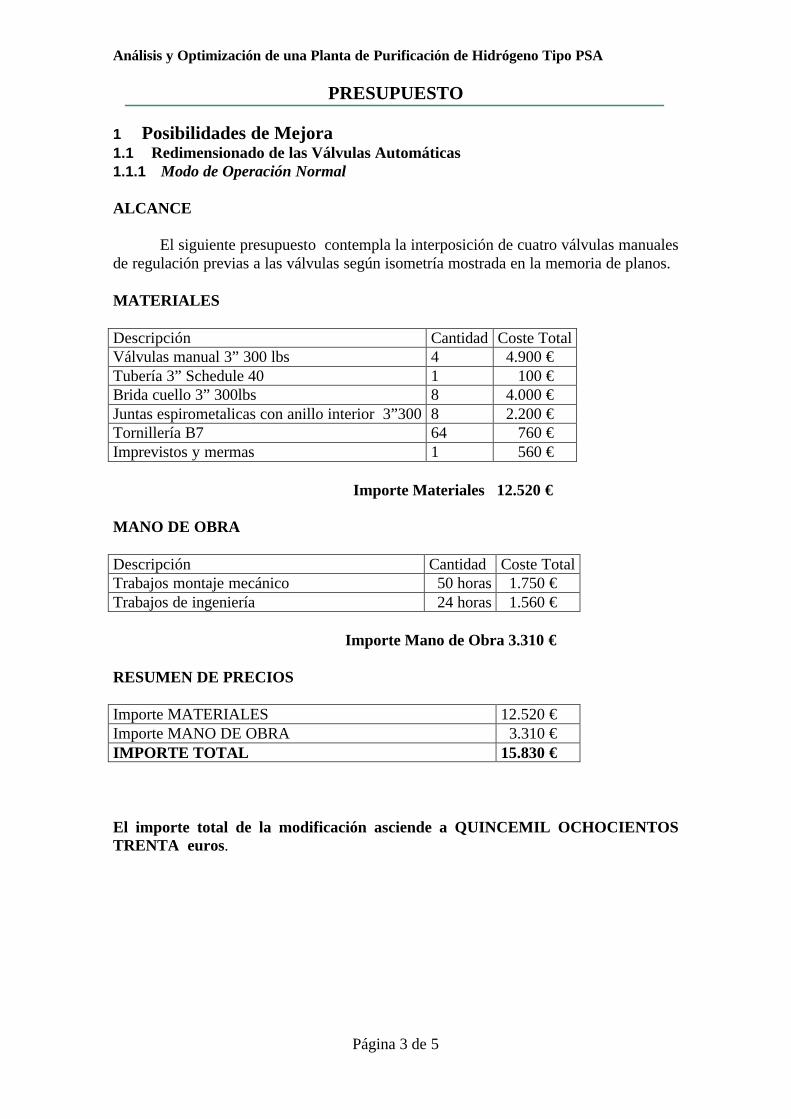
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
PRESUPUESTO
Página 3 de 5
1 Posibilidades de Mejora 1.1 Redimensionado de las Válvulas Automáticas 1.1.1 Modo de Operación Normal
ALCANCE
El siguiente presupuesto contempla la interposición de cuatro válvulas manuales de regulación previas a las válvulas según isometría mostrada en la memoria de planos.
MATERIALES
Descripción Cantidad Coste Total Válvulas manual 3” 300 lbs 4 4.900 € Tubería 3” Schedule 40 1 100 € Brida cuello 3” 300lbs 8 4.000 € Juntas espirometalicas con anillo interior 3”300 8 2.200 € Tornillería B7 64 760 € Imprevistos y mermas 1 560 €
Importe Materiales 12.520 €
MANO DE OBRA
Descripción Cantidad Coste Total Trabajos montaje mecánico 50 horas 1.750 € Trabajos de ingeniería 24 horas 1.560 €
Importe Mano de Obra 3.310 €
RESUMEN DE PRECIOS
Importe MATERIALES 12.520 € Importe MANO DE OBRA 3.310 € IMPORTE TOTAL 15.830 €
El importe total de la modificación asciende a QUINCEMIL OCHOCIENTOS TRENTA euros.
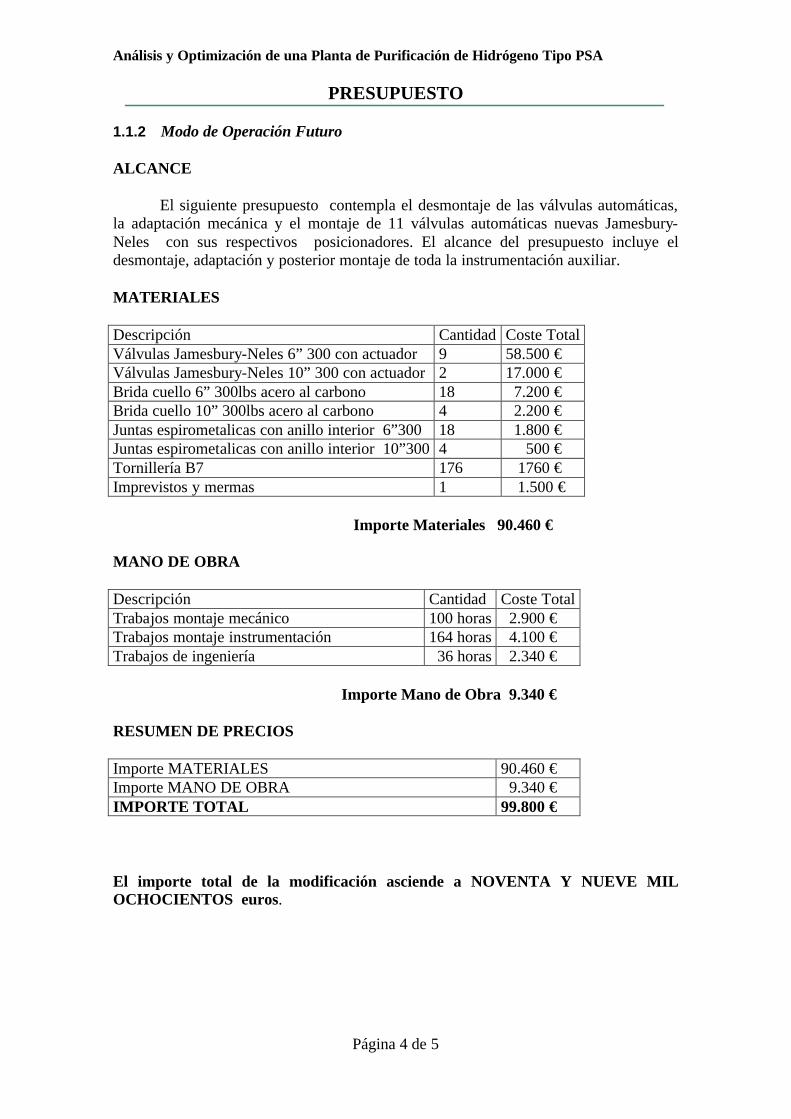
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
PRESUPUESTO
Página 4 de 5
1.1.2 Modo de Operación Futuro
ALCANCE
El siguiente presupuesto contempla el desmontaje de las válvulas automáticas, la adaptación mecánica y el montaje de 11 válvulas automáticas nuevas Jamesbury-Neles con sus respectivos posicionadores. El alcance del presupuesto incluye el desmontaje, adaptación y posterior montaje de toda la instrumentación auxiliar.
MATERIALES
Descripción Cantidad Coste Total Válvulas Jamesbury-Neles 6” 300 con actuador 9 58.500 € Válvulas Jamesbury-Neles 10” 300 con actuador 2 17.000 € Brida cuello 6” 300lbs acero al carbono 18 7.200 € Brida cuello 10” 300lbs acero al carbono 4 2.200 € Juntas espirometalicas con anillo interior 6”300 18 1.800 € Juntas espirometalicas con anillo interior 10”300 4 500 € Tornillería B7 176 1760 € Imprevistos y mermas 1 1.500 €
Importe Materiales 90.460 €
MANO DE OBRA
Descripción Cantidad Coste Total Trabajos montaje mecánico 100 horas 2.900 € Trabajos montaje instrumentación 164 horas 4.100 € Trabajos de ingeniería 36 horas 2.340 €
Importe Mano de Obra 9.340 €
RESUMEN DE PRECIOS
Importe MATERIALES 90.460 € Importe MANO DE OBRA 9.340 € IMPORTE TOTAL 99.800 €
El importe total de la modificación asciende a NOVENTA Y NUEVE MIL OCHOCIENTOS euros.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
PRESUPUESTO
Página 5 de 5
1.2 Operación con 3 Lechos
ALCANCE
El siguiente presupuesto contabiliza el coste de la modificación del software implemetado en el DCS para la introducción de la secuencia de 3 lechos, incluyendo el ajuste y puesta en servicio de la unidad.
La implementación de cambios relacionados con el software de control en el sistema DeltaV, tan solo puede ser realizado por el personal técnico de la casa Fisher Rosemount.
La estimación de costes ha sido realizada basándose en su implementación durante una parada programada de la planta de producción, por lo que no se han previsto mermas o afectaciones al proceso productivo de la planta .
RESUMEN DE PRECIOS
Descripción Estudio e implementación del software a 3 lechos en el sistema DeltaV Puesta en marcha y ajuste del software Costes de ingeniería y documentación
IMPORTE TOTAL 22.100 €
El importe total de la modificación a 3 lechos asciende a VEINTIDÓS MIL CIEN euros.
ANÁLISIS Y OPTIMIZACIÓN DE UNA PLANTA DE PURIFICACIÓN DE HIDRÓGENO TIPO PSA
PLIEGO DE CONDICIONES
AUTOR: Joan Maria Salvadó Vilafranca
DIRECTOR: Lluis Massagues Vidal
FECHA: Junio / 2007.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
PLIEGO DE CONDICIONES
Página 2 de 9
INDICE
1 CONDICIONES GENERALES .......................................................................... 4
1.1 INTRODUCCIÓN................................................................................................. 4
1.2 DOCUMENTOS DEL PROYECTO........................................................................... 4
1.3 REGLAMENTOS Y NORMAS................................................................................ 4
1.4 MODIFICACIONES EN LA INSTALACIÓN .............................................................. 5
1.5 MATERIALES .................................................................................................... 5
1.6 MEDIDAS DE ORDEN Y SEGURIDAD .................................................................... 5
1.7 PERSONAL ........................................................................................................ 6
1.8 PLAZOS DE EJECUCIÓN...................................................................................... 6
1.9 LIBRO DE OBRA ................................................................................................ 6
1.10 RECEPCIÓN DE LA INSTALACIÓN .................................................................... 6
1.11 DOCUMENTACIÓN FINAL DE OBRA................................................................. 6
2 CONDICIONES ECONÓMICAS ....................................................................... 6
2.1 FORMA DE PAGO............................................................................................... 6
2.2 REVISIÓN DE PRECIOS ....................................................................................... 6
2.3 INDEMNIZACIONES POR CUENTA DEL CONTRATISTA ........................................... 6
2.4 INSTALACIÓN DEFECTUOSA ............................................................................... 6
2.5 PRUEBAS Y ENSAYOS........................................................................................ 6
2.6 PENALIZACIONES .............................................................................................. 6
3 CONDICIONES FACULTATIVAS.................................................................... 6
3.1 OBLIGACIONES GENERALES DEL CONTRATISTA ................................................. 6
3.2 DIRECCIÓN DE OBRA ........................................................................................ 6

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
PLIEGO DE CONDICIONES
Página 3 de 9
3.3 RECONOCIMIENTOS Y ENSAYOS ........................................................................ 6
3.4 COMISIONADO DE LA UNIDAD ........................................................................... 6
4 CONDICIONES TÉCNICAS .............................................................................. 6
4.1 NORMATIVA ..................................................................................................... 6
4.2 CONDICIONES GENERALES ................................................................................ 6
4.3 ZONAS CLASIFICADAS CON PELIGRO DE EXPLOSION .......................................... 6
4.4 MATERIALES .................................................................................................... 6

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
PLIEGO DE CONDICIONES
Página 4 de 9
1 Condiciones Generales 1.1 Introducción
El presente proyecto desarrolla modificaciones a nivel de hardware y software de una planta de Purificación de Hidrógeno
Dado la condición de “proyecto final de carrera”, las condiciones de tipo contractual, aunque validas, deberán ser replanteadas antes de su adjudicación final.
1.2 Documentos del Proyecto
El presente proyecto consta de los siguientes documentos:
- Memoria Descriptiva - Memoria de Cálculo - Memoria de Planos - Presupuesto - Pliego de Condiciones
Se entienden por documentos contractuales aquellos documentos incorporados por contrato y que son de obligado cumplimiento, excepto aquellas modificaciones debidamente autorizadas por la dirección del mismo. Estos documentos son los Planos, Pliego de condiciones y Presupuesto.
El resto de documentos son de carácter informativo, suponiendo una opinión de fundamentada, por lo que no deben ser tomados como invariables. Esta documentación será tomada como documentación informativa.
Solo los documentos contractuales constituyen la base del contrato. Por lo tanto, el contratista no podrá realizar o alegar modificaciones de las condiciones del Contrato en base a los datos contenidos en los documentos informativos, excepto que estos datos figuren en algún documento contractual.
El contratista será el responsable de los posibles fallos que se puedan derivar por mala o insuficiente información recibida.
En caso de contradicciones entre la documentación entregada, será responsabilidad el contratista la información puntual al director del proyecto a fin de subsanar los mismos en un plazo no superior a siete días de su detección.
Aquello que haya sido nombrado en el Pliego de Condiciones y no en los planos o viceversa, tendrá que ser ejecutado como si hubiese estado expuesto en ambos documentos, siempre que a juicio del director del proyecto quede suficientemente definido en cuanto a unidades de obra y estas tengan precio en el contrato.
1.3 Reglamentos y Normas.
Todas las unidades de la instalación se ejecutaran cumpliendo las prescripciones de los reglamentos de Seguridad y Normas Técnicas, que son de obligado cumplimiento
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
PLIEGO DE CONDICIONES
Página 5 de 9
para este tipo de instalaciones, tanto dentro del ámbito estatal, autonómico y municipal como todas las otras establecidas en el proyecto.
1.4 Modificaciones en la Instalación
El contratista realizará todos los planteamientos particulares que sean necesarios para la correcta ejecución de las modificaciones establecidas, las cuales deberán ser previamente aprobadas por la dirección del proyecto.
El contratista tendrá que realizar todos aquellos puntos que la dirección considere oportunos para el acabado correcto de las diferentes modificaciones.
Todos los materiales, equipos y mano de obra necesarios para la ejecución de la modificación correrán a cuenta del contratista.
1.5 Materiales
Todos los materiales utilizados serán de primera calidad y cumplirán las especificaciones definidas en las hojas técnicas de proyecto, normas técnicas generales o en este pliego de condiciones
El contratista entregara a la propiedad previamente a su instalación, los certificados de los materiales preceptivos de instalarse.
En caso de existir contraindicaciones u omisión en os documentos del proyecto, el contratista tiene la obligación de avisar al técnico que ejerza de Director de Obra, quien decidirá al respecto. En ningún caso podrá ser instalado cualquier material sin la autorización de la dirección del proyecto.
Cualquier cambio por incumplimiento por parte del contratista de las especificaciones establecidas en el proyecto, no recaerán bajo ningún concepto sobre la dirección del mismo, sino que correrán a cargo de la empresa contratada.
1.6 Medidas de orden y seguridad
El contratista esta obligado a adoptar las medidas de orden y seguridad necesarias para la correcta y segura marcha del personal a su cargo.
El instalador será el responsable durante la ejecución de la obra de todos los accidentes y perjuicios que pueda tener su personal, otras personas o entidades.
El instalador pondrá todos los medios necesarios para el cumplimiento de la Ley 31/95 de Prevención de Riesgosa Laborales y asumirá todas las responsabilidades establecidas por dicha ley.

Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
PLIEGO DE CONDICIONES
Página 6 de 9
1.7 Personal
El contratista nombrara un responsable de obra con autoridad sobre sus trabajadores. Dicho responsable deberá ejercer de recurso preventivo, por lo que deberá disponer de la formación necesaria para dicha función.
El responsable de obra recibirá, tramitara las instrucciones y ordenes del técnico Director de Obra.
El contratista dispondrá de suficiente personal cualificado en obra para la ejecución de la misma. Estos operarios tendrán aptitudes y experiencia contrastada para ejecutar su trabajo.
El contratista esta obligado a separar de al obra a todo aquel personal que según el Técnico Director, no cumpla sus obligaciones, haga el trabajo defectuosamente, no cumpla las medidas de seguridad establecidas o que con su comportamiento ponga en peligro la seguridad y salud de los de mas trabajadores.
El contratista estará obligado a mantener una continuidad en lo que refiere a su personal en obra a fin del buen transcurso de la misma.
1.8 Plazos de Ejecución
El contratista dará comienzo a la obra en un plazo no superior a 15 días naturales de la adjudicación de la misma.
El contratista esta obligado a fijar con dos días de antelación el comienzo de la misma conjuntamente con el Técnico Director y notificar dicha fecha a los responsables de la propiedad, antes del inicio de la misma.
1.9 Libro de Obra
El contratista dispondrá a pie de obra de un Libro de Ordenes en el que se escribirán todas las ordenes que el técnico director crea oportuno darle a través del encargado o persona responsable, sin perjuicio de las que les de por oficio y que tendrá obligación de firmar como enterado.
1.10 Recepción de la Instalación
Una vez finalizada la ejecución dela obra, se formalizara la recepción provisional de la obra, con el consecuente levantamiento de acta y firma por parte del técnico Director, el contratista y la propiedad.
En caso de no ser admitida la obra, se hará constar en el acta, juntamente con las medidas que deberá tomar el contratista para la subsanación de las anomalías detectadas, juntamente con el plazo establecido para la subsanación de las mismas.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
PLIEGO DE CONDICIONES
Página 7 de 9
Es preceptivo de cualquier pago o adelanto la aceptación de la obra por parte de la propiedad.
1.11 Documentación Final de Obra
La empresa contratante esta obligada a suministrar a la propiedad dos copias de toda la documentación generadas por este proyecto, una en castellano y otra en ingles, en un plazo máximo de dos semanas de la firma del final de obra.
Formarán parte imprescindible de dicha documentación:
- certificados de calidad de todos los materiales empleados - certificaciones de las pruebas realizadas por organismos de control - descripción detallada de las modificaciones implementadas a nivel de
software. Dicha documentación incluirá las posibles modificaciones al proyecto original que se hubiesen acordado implementar.
- Documentación generada como consecuencia de cambios o modificaciones al proyecto base e implementadas en la unidad.
2 Condiciones Eonómicas 2.1 Forma de Pago
En el contrato se especificara detalladamente el importe y la forma de pago el mismo. Debido a las cantidades preestablecidas en los presupuestos del proyecto, no se establecen preliquidaciones o adelantos por los trabajos realizados, siendo de obligado cumplimiento por parte del contratista la finalización total de la obra y la aceptación firmada de la misma por parte de la propiedad para el cobro de los importes demandados.
2.2 Revisión de Precios
En el contrato se establecerá si el contratista tiene derecho al revisión de precios y la formula a aplicar en caso necesario.
En efecto, se aplicara a juicio del Técnico director alguno de los criterios oficiales técnicos aceptados.
2.3 Indemnizaciones por cuenta del contratista
El contratista reparara a su cargo los servicios públicos o privados que haya estropeado, indemnizando a los propietarios de los mismos si es preceptivo.
El contratista tomara las medidas necesarias para evitar la contaminación del medio ambiente.
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
PLIEGO DE CONDICIONES
Página 8 de 9
2.4 Instalación defectuosa
Cuando el contratista halle cualquier unidad de obra defectuosa o que no se ajuste a los establecido en el proyecto o pliego de condiciones, esta obligado a consultar al respecto al director de obra, quien fijara el procedimiento a seguir.
2.5 Pruebas y Ensayos
Los costes ocasionados por pruebas o ensayos y legalizaciones, correrán a cargo del contratista y deberán ser introducidas en el presupuesto de la instalación previa adjudicación del mismo.
2.6 Penalizaciones
La ejecución del proyecto deberá tener una duración máxima de 15 días naturales, contabilizados desde el inicio de los trabajos hasta la aceptación de la modificación por la propiedad. En caso de superarse este plazo, se fijara una penalización del 5 % del valor total del proyecto por día de retraso, recayendo e mismo sobre la empresa contratada.
3 Condiciones Facultativas 3.1 Obligaciones Generales del Contratista
Verificación de los documentos del proyecto previo inicio de la obra. El contratista deberá confirmar por escrito previo inicio de los trabajos, que dispone de suficiente información para la ejecución de la misma.
3.2 Dirección de Obra
La figura del Director de Obra, será fijado por la propiedad, pudiéndose establecer esta función algún técnico competente de la propiedad.
El director de obra o bien a través de sus técnicos o encargados, estará presente durante la jornada legal de trabajo.
3.3 Reconocimientos y Ensayos
Cuando el técnico director lo estime oportuno, podrá encargar y ordenar análisis o ensayos de los materiales o trabajos realizados, bien sea a la fabrica de origen, laboratorios de ensayo oficiales o en la misma obra.
Dichos ensayos se realizaran bajo la presencia del director técnico.
3.4 Comisionado de la Unidad
Antes de la puesta en marcha de la unidad, se realizarán las limpiezas, pruebas y ensayos que la propiedad crea oportunas para garantizar la correcta finalización de la misma. Todos los ensayos y pruebas, deberá, ser presenciados por la propiedad o su
Análisis y Optimización de una Planta de Purificación de Hidrógeno Tipo PSA
PLIEGO DE CONDICIONES
Página 9 de 9
representante así como los responsables del proyecto por parte de la empresa contratista y la dirección de obra.
4 Condiciones Técnicas 4.1 Normativa
El diseño de la instalación esta de Acuerdo a las exigencias y recomendaciones expuestas en la última edición de los códigos siguientes:
- Reglamento Electrotécnico de Baja Tensión - Ley de Prevención de Riegos Laborales - Ley de Seguridad e Higiene en el Trabajo - Código ASME VIII. - Normativa ASTM - Reglamento de Aparatos a Presión - Beantragung Von Sachanlagen-Projecten
4.2 Condiciones Generales
El pliego de condiciones de este proyecto tiene por finalidad definir al contratista la totalizad de los trabajos a realizar y su ejecución cualitativa, tanto en l que a modificaciones mecánicas de la instalación en campo como los cambios ha realizar ene el sistema de control DCS.
4.3 Zonas Clasificadas con Peligro de Explosion
La instalación a la que se refiere el proyecto, esta clasificada como Clase I según descripción del REBT, instrucción MI BT 26. Cualquier trabajo que pudiese realizarse como consecuencia de la modificación mecánica referida en este proyecto, deberá atenerse a la normativa especifica para áreas clasificadas de Zona1.
Todo material que deba ser sustituido deberá estar certificado por las normas UNE EN50019 o UNE EN50020.
4.4 Materiales
Para la ejecución de las modificaciones mecánicas base de este proyecto, deberán seguirse recomendaciones descritas en el código ASTM, así como los materiales especificados en la clave de medios de la planta.
No serán aplicables los códigos de diseño DIN ni la tornillería métrica para esta aplicación.