variaodor con s7
TRANSCRIPT

ITESM CAMPUS ESTADO DE MEXICO INSTITUTO TECNOLOGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
Laboratorio de Redes Industriales Clave y grupo: MR 00 037-03
Profesor: Dr. Virgilio Vásquez López
PROYECTO FINAL
Control de posición de un Motor de Inducción Asíncrono en lazo cerrado.
Demelza Guizar Guerrero 464013 Jessica Berenice Rojas Ortega 463877 Paulina Figueroa Rangel 463632 Diana Magaly Paz Rodríguez 466547 Israel Becerra Durán 466774 Daniel Stefan Emnevik 458500 Ecatzin Bayardi Rosas 466251

{PAGE }
ABSTRACT En el presente trabajo se plantea la aplicación de un control de posición en lazo cerrado para un motor trifásico asíncrono dentro de una red industrial PROFIBUS. Se toma como base el documento “Ajuste y Monitoreo de “SetPoints” de un Motor de Inducción Asíncrono a través de una Interfase HMI y equipos Siemens” [1] realizado por compañeros de la carrera de Ingeniería en Mecatrónica, en el periodo Agosto-Diciembre 2005. El implementó un sistema de comunicaciones con HMI por el cual pueden ajustarse los “Setpoints” para la velocidad del rotor de un motor de inducción asíncrono, así como seleccionar el sentido de giro y el modo de paro del motor, se busca mejorar su funcionamiento implementando un control de lazo cerrado para verificar la velocidad.
El avance en este proyecto es el control en lazo cerrado, para el posicionamiento de la flecha del motor. Para ello se utiliza un encoder incremental (6FX2001-4NA10 SIEMENS) y el software Easy Motion Control V2.0 para poder incorporar el lazo cerrado en [1]. El encoder incremental se colocará en la flecha del motor para obtener la velocidad de salida real y compararla con la velocidad deseada, introducida por el usuario a través el TD200 de Siemens.
Se cuenta con funciones de encendido, selector de posición, cambio de giro.
Estas funciones aparencen en menú en el display de texto TD200. La comunicación se realiza a través del protocolo PROFIBUS DP entre el PLC Simatic S7-300, el PLC Simatic S7-200 y el MicroMaster 420, variador de frecuencia.

{PAGE }
Índice
Página Introducción …………………………………………………………. 4
Objetivos ………………………………………..……………………. 4
Alcances ………………………………...…………………………….. 4
Estado de Arte ………………………………………………………..... 5
Descripción del Sistema ……………………………………………….. 7
Easy Motion Control………………………………………………….... 9
Requerimientos de Instalación …………………………………. 9
Los bloques en Easy Motion …..……………………………… 11
Comenzando a trabajar con Easy Motion ……………………... 17
Elaboración de un programa utilizando Easy Motion ................ 18
Desarrollo…………………………………………………………….... 23
Configuración del Micromaster para Comunicación Profibus DP……. 24
Configuración Del Axis DB …………………….…………………….. 25
Módulo Fm-350 ……………………………………………………….. 32
Instalación del Fm-350 …………………………………………….….. 33
Configuración de La Comunicación entre S7-200 Y TD200………...... 35
Implementación de la Interfase HMI mediante el TD 200 …………... 36
Referencias…………………………………………………………….. 43
Bibliografía ………………………………………………………..….. 43
Anexos……………………………………………………………….... 44

{PAGE }
INTRODUCCIÓN Los motores son el alma de la industria, gracias a ellos se realizan la mayoría de los procesos de producción, siendo los motores de inducción asíncronos los más usados debido a su construcción simple y robusta, menor tamaño, poco mantenimiento. Es por esto que se vuelve cada vez más necesario el desarrollo de sistemas que nos permitan mantener las variables a controlar dentro de los límites permisibles por el sistema. Esto se logra implementando una retroalimentación con base en los requerimientos del programa de aplicación, el controlador debe corregir el error de posición en cada periodo de actualización con el fin, de mantener en todo momento el error de posición lo más cercano a cero posible.
Dentro de las redes industriales una de las tareas más importantes para un PLC es el control de posicionamiento, útil en muchas aplicaciones industriales. En el ramo de la automatización SIEMENS ofrece dos alternativas para la solución de estas tareas:
Las tareas de posicionamiento simple pueden ser procesadas por el CPU. Los módulos básicos adquieren los valores actuales y los envían al driver del motor. El algoritmo de posicionamiento es implementado en el CPU.
Para tareas cuyo posicionamiento envuelve una dinámica compleja existen
módulos especiales de posicionamiento, la mayoría funcionan independientemente del CPU.
OBJETIVOS
Diseñar e implementar un control de posición simple para motor trifásico
asíncrono por medio del software Easy Motion V.2 dentro de una red PROFIBUS.
Optimizar el control de posición del motor por medio de la implementación de
un lazo cerrado utilizando un encoder incremental.
Implementar un HMI (Human-Machine Interface) por medio del panel de operación TD200 para facilitar el ajuste de los valores de control al usuario
ALCANCES
Puesta en marcha del posicionamiento de un motor trifásico asíncrono dentro de una red PROFIBUS, manejado por un variador de frecuencia MICROMASTER 420, efectuando un control de posición con dinámica sencilla en lazo cerrado a través del software Easy Motion, un módulo de conteo FM 350 y un encoder incremental. Este sistema plantea un control de posición pero puede ser complementado con el desarrollo de control de otras variables a través del driver del motor y gracias al control en lazo cerrado se puede utilizar en aplicaciones que requieran de exactitud en el posicionamiento.

{PAGE }
Los componentes son proporcionados por el laboratorio de redes industriales del ITESM CEM y se realizará una demostración del funcionamiento del proyecto dentro del laboratorio asignado y con instalaciones no permanentes.
ESTADO DE ARTE Actualmente, el posicionamiento automático de un motor, es una de las tareas más importantes dentro del estándar de cualquier PLC. Entre las áreas de aplicación de esta tarea, en la destacan: máquinas y herramientas, maquinaria textil, robots, máquinas procesadoras de plástico, etc.
Existen diferentes alternativas para solucionar el posicionamiento de la flecha de un motor a con la ayuda de un Controlador Lógico Programable. Algunas de ellas se proponen en un manual de SIEMENS “SIMATIC based technology Positioning with SIMATIC”1. Este documento hace dos clasificaciones: una el posicionamiento simple, el cual se realiza directamente en el CPU; y a través de módulos especiales de posicionamiento, que funcionan independiente del CPU.
Un ejemplo de posicionamiento simple es utilizar el lazo cerrado del S7-200. El algoritmo de posición es implementado directamente en el CPU. Configuramos el módulo de función EM 253 que adquiere los valores actuales y los envían al driver del motor. El módulo EM 253 es capaz de llevar a cabo la interacción de posición, velocidad y dirección de manera independiente al CPU. Separando las entradas como punto de referencia y conmutando los otros módulos a un estado de apagado.
Figura [1]. EM 253, Módulo de Posicionamiento
Para tareas cuyo posicionamiento envuelve una dinámica compleja existen
módulos como el CPU 314 o C7-635, que funcionan independientemente del CPU. Los cuales incluyen un algoritmo de posicionamiento, el cual trabaja con conexiones de entrada y salida a bajas y altas velocidades. Ambas conexiones proveen lo necesario para conocer la posición del eje. Para ello en necesario un encoder incremental. La posición objetivo es medida en incrementos. El módulo comienza procesando la posición inicial, toma un valor de salida deseado y se mueve con velocidad rápida, una
1 6ZB5310-0JM02-0BA3 SIMATIC TECHONOLOGY SIMATIC based technology Positioning with SIMATIC.pdf

{PAGE }
vez que cruza el objetivo se realiza la corrección del error, avanzando en forma opuesta y con velocidad moderada, una vez alcanzada la posición objetivo se detiene completamente. La posición final depende de la parametrización.
Otra manera de configurar el lazo cerrado es el uso del módulo de posición SSI, para la adquisición de las señales del encoder, es decir, este módulo es conectado a un encoder ET 200S. El algoritmo de posición es programado en el CPU, los valores de punto de partida (setpoint) los toma el encoger y las envía al módulo de señales SSI, donde los datos se habilitan para el siguiente nivel vía interfase DP. Los valores se actualizan y la comparación se realiza en Easy Motion.
Figura [2]. 1 SSI, Módulo de Señales
El catálogo de SIEMENS A&D2 muestra otra forma de configurar los elementos en lazo cerrado:
La figura [3] nos muestra la interacción con el usuario a través del display de texto TD200. El CPU S7-200 y el MICROMASTER 420 son conectados vía interfase RS 485, usando un protocolo USS. El primer paso para realizar el control de la posición 2 SIEMENS Warranty, Liability and Support Micro Automation Set 1 ID: 21063595 http://www.siemens.de/microset
Figura [3]. Configuración en lazo cerrado

{PAGE }
es configurar los parámetros del MICROMASTER, el cual es el variador de frecuencia. Después la configuración de los módulos estándares el S7-200, junto con el TD200. El conceder “Shaft-anglw” no requiere software. El documento marca estos componentes como los necesarios para realizar el posicionamiento, pero no brinda más información.
DESCRIPCIÓN DEL SISTEMA Componente Función dentro del sistema [1] Display de textos TD 200 Interfase de operador y visualización
(arrancar, parar, introducir valores al PLC, mensajes de fallos).
[2] PLC Simatic S7-300 PLC para el control de posición del lazo cerrado, comunicación con variador de frecuencia, la posición es detectada detectarse con un encoder.
[6] PLC Simatic S7-200 Panel de operación que funge como vía de comunicación con el panel de operación TD-200.
Módulo Profibus EM -277: Permite al PLC S7-200 el poder comunicarse a través del protocolo Profibus DP.
[3] Variador de frecuencia MICROMASTER 420
Los comandos del PLC a través software Easy Motion se convierten en órdenes para los variadores con el objeto de cambiar la posición del motor.
[4] Motor trifásico asíncrono de baja tensión
Actuador.
Modulo de conteo FM 350-1 Este esta incluido en el S7 300 lee la posición del encoder y manda este dato al software para realizar la función de control
[5] Encoger incremental Detecta la posición real Software:
STEP7 Micro/WIN 32. Para programar el PLC Simatic S7-200
Administrador SIMATIC Para la programación del S7-300 y el control de posición con Easy Motion Control

DESCRIPCIÓN DEL SISTEMA
Figura [4] Esquema del sistema Se tienen 3 subsistemas que se comunican mediante PROFIBUS DP
1. Una PC conectada al PLC Simatic S7-300
2. El TD200 conectado al PLC Simatic S7-200, conectado a PROFIBUS por medio de un módulo de comunicación EM 277
3. El motor de inducción controlado por MICROMASTER 420 configurado para una conexión PROFIBUS. A la flecha del motor se
le conecta un encoder incremental por medio en un acoplador, este encoder detecta la posición y la envía de al S7-200 por el
modulo FM350-1.

{PAGE }
Para la implementación del sistema son necesarias las siguientes configuraciones:
Configuración del Micromaster para comunicación Profibus DP.
Configuración de la comunicación entre S7-300 y Micromaster por Profibus DP.
Configuración de la comunicación entre S7-300 y EM 277.
Conexión del encoder al modulo de contaje FM 350-1.
Configuración del modulo de contaje FM 350-1 dentro del S7-300 para la
adquisición de datos del encoder.
Configuración de la comunicación entre S7-200 y TD200.
Implementación de la interfase HMI mediante el display de textos TD 200 .
Configuración del axis DB a través de Easy Motion
Easy Motion Control
Overview El software EASY MOTION, es una herramienta del software de programación del Step 7 Microwin, para programación de PLC’s S7-300, el cual cuenta con bloques y librerías especializadas para realizar control de posicionamiento de un motor. El movimiento es controlado por software, aunque requiere de hardware específico, tal como un encoder y drivers de entrada y salida. Los bloques de las librerías de Easy Motion serán explicados más adelante.
Es importante recordar que más que un programa independiente, EASY
MOTION, es una utilería del programa STEP 7 Microwin, por lo que es necesario tener previamente instalado dicho programa.
Requerimientos de instalación del Easy Motion Para poder trabajar con Easy Motion, necesitamos algunos requerimientos de la instalación, como son:
Dispositivo de programación
Microsoft Windows u otro sistema operativo compatible con el software STEP 7,
(en Windows XP no puede ser instalado).
Sistema básico de SIMATIC STEP 7
Memoria disponible, espacio en disco duro

{PAGE }
Easy Motion implementa nuevos bloques que pretenden controlar más fácilmente las variables de nuestro motor, algunos son exclusivos para un tipo de encoder, otros pueden ser utilizados de manera general, a continuación se enlistan los bloques de función que consideramos serán los más importantes a la hora de realizar nuestro proyecto.
A continuación se muestra un esquema en el que se describe el comportamiento de Easy Motion y los diversos componentes que intervienen en su ciclo de trabajo (Figura 6). La configuración del bloque de datos del eje (elemento indispensable del programa y que será detallado posteriormente), se realiza en una computadora donde el programa ha sido cargado previamente. Se conecta con el PLC a través de una red (en este caso red Profibus), el cuál está conectado a un driver de salida que provee de potencia al motor, y éste a su vez realiza el desplazamiento de un bloque mediante un mecanismo de tornillo sin fin. Finalmente, la retroalimentación de posicionamiento es dada por el encoder que se conecta al PLC
Figura [5].Bloques de función en Easy Motion

{PAGE }
Para implementar las funciones necesarias para el control de un motor, Easy Motion cuenta con los siguientes bloques de control:
Los bloques en EASY MOTION Easy Motion, además de contar con un software de configuración ideado para establecer los parámetros del DB Axis. ( En este DB se almacenan los datos que proporción el driver de entrada, aquí se describe el funcionamiento del encoder, del eje, entre otros. El DB Axis será visto más a detalle en capítulos posteriores). Cuenta con una librería que será disponible dentro del software de programación STEP 7 Microwin.
Esta librería cuenta con una serie de bloques FC, los cuales permiten el control de
posicionamiento así como otras funciones. A continuación se describirá la función de los bloques utilizados en el proyecto,
así como la manera de parametrizarlos.
FC MC_Init (FC 0)
{ EMBED PBrush } La función MC_Init sirve para preparar la inicialización de todos los ejes al ajustar todos los bits del campo de bit “Index.lx” de un eje DB. Al mismo tiempo previene cualquier
Figura [6].Esquema de componentes para el control de posición de un eje conectado a un motor utilizando EASY MOTION
Figura [7]. MC_Init (FC 0)

{PAGE }
aproximación inadvertida al eje, pues esto acciona una señal de error que detiene el movimiento del motor en el eje DB.
Al iniciar a correr el programa, MC_Init checa los parámetros del eje DB. Si un error de configuración es encontrado, los bits de “Error” y “Err.ConfigErr” son activados, lo cual es visible en el valor del eje DB.
En caso de haber encontrado un error, debe volver a llamarse la función después de haber corregido el error.
Drivers de entrada. Los drivers de entrada tienen como función tener un record de la posición actual del motor, leyendo la posición del eje y convirtiéndola a una unidad de medición establecida.
Existen diversos bloques del tipo “driver de entrada”; el bloque a seleccionar está
dado por el tipo de encoder que se vaya a utilizar. Para razones del proyecto al que se hace referencia en este documento, sólo se especificará el bloque FB27, pues el que corresponde a un encoder incremental FM 350-1. En este tipo de encoder/driver de entrada, la sincronización se logra al resetear el eje. FB Encoder FM350 (FB27)
{ EMBED PBrush } Este bloque permite utilizar un encoder FM-350 cómo modulo medidor de desplazamiento con respecto a una referencia establecida.
La entrada EN es el enable del bloque, el cual lo energiza para que empiece a trabajar. La entrada EncErr se conecta con el encoder para poder detectar errores provenientes del programa del usuario.
La entrada Axis es conectado al eje DB mientras que Init al módulo Init explicado anteriormente. Finalmente la entrada/salida ReadDiagErr es utilizada con fines de diagnóstico una vez que se ha detectado un error. Finalmente, cuenta con tres salidas digitales (DI_0 a DI_2), las cuales mostrarán las entradas I0 a I2 del driver de entrada.
Figura [8]. FB Encoder FM350

{PAGE }
Drivers de salida Los drivers de salida tienen como función mostrar el setpoint de velocidad de un eje calculado por el controlador del módulo de salida. Es decir, que convierte la velocidad de [u de medición/s] al correspondiente valor del módulo de salida y lo entrega al mismo. FB OutputMM4_DP (FB 37)
De la misma forma que el anterior, la entrada EN es el enable del bloque. EnableDrive es el enable de las salidas analógicas, si esta entrada no está levantada, el valor en las salidas será 0; esta entrada suele conectarse a la salida “DriveEnabled” del FB MC_Control. La bandera OutErr se enciende una vez que el Micromaster ha detectado un error en el programa del usuario.
Es posible que tenga problemas para encontrar dicho dispositivo al querer configurarlo en el “Hardware Configuration” . Este se encuentra en la ruta Profibus DP > Further FIELD DEVICES > Drives > Simovert > MICROMASTER 4. Para poder trabajar con este dispositivo es necesario hacer algunos ajustes, para hacer esto, una vez colocado en el slot o en la red correcta y haberle asignado una dirección Profibus, debe insertarse un “0 PKW, 2 PZD (PPO3)” módulo en los slots 0 y 1 del MM. FB MC_Control
Figura [9]. FB MC_Control
Figura 5. FB OutputMM4_DP

{PAGE }
El FB MC_Control nos permite implementar control de posición junto a los drivers de entrada y salida.
Este bloque nos permite implementar los siguientes estatus de control:
Control de lazo cerrado
Control “Tracking”
Control Manual
Si el bloque está funcionando como control de lazo cerrado, calcula la velocidad
del setpoint del driver de salida desde el setpoint de posición y lo compara con la posición actual del driver de entrada.
En el modo de control de seguimiento (tracking) el setpoint de posición es corregido de acuerdo a la posición actual
En el modo de control manual, el setpoint de “MaxVelocity” ajustado anteriormente se convierte en el setpoint de velocidad. El setpoint de posición es corregido de acuerdo al valor de posición actual.
La configuración se lleva de la siguiente manera:
La entrada EnableDrive si se encuentra en:
0 = Drive deshabilitado, control de seguimiento está activo.
1 = Drive habilitado, control de posición está activo.
Si no hay error, la entrada DriveEnabled es leíble.
En la salida DriveEnabled la señal obtenida debe ser usada para controlar el
enable de la unidad de poder. FB MC_Home (FB 4)

{PAGE }
Este bloque es utilizado para buscar una referencia en caso de que se esté utilizando un encoger incremental (“Velocity” > 0) o para establecer una referencia en caso de utilizar un encoger absoluto (“Velocity” = 0)
La configuración se lleva a cabo de la siguiente manera: Entradas
Execute. Empieza la búsqueda de la referencia estableciendo un límite positivo.
Position. Referencia de las coordenadas. El valor debe de estar en el rango de
trabajo.
Velocity. Velocidad del eje [unidad de longitud/s]
Aceleration. Aceleración del eje [unidad de longitud/s2]
Deceleration. Desaceleración del eje [unidad de longitud/s2]
Direction. Si está en valor de 1, buscará la referencia en la dirección positiva, de ser
-1 lo buscará en la dirección negativa
Salidas Busy. Si está activado significa que está cumpliendo con la orden.
Done. Si está activado significa que la orden fue completada sin errores.
CommandAborted. Si está en 1 significa que la orden fue interrumpida por otra
orden
Error. Si está en 1 significa que el trabajo fue abortado por un error en el eje.
La sincronización siempre es necesaria cuando el sistema está encendido, antes de
que ocurran errores o se tenga que cambiar el encoder. Un encoder incremental puede ser sincronizado de 2 formas:
Figura [10]. FB MC_Control

{PAGE }
- mediante una búsqueda de la referencia: el eje es movido en la dirección el punto de referencia, después de llegar a dicho punto, el eje se sincroniza. Ésta forma sólo se utiliza para encoders incrementales.
- mediante un ajuste en la referencia: se le da un nuevo valor a la posición actual. Ésta forma es posible con encoders incrementales y también con encoders absolutos.
Búsqueda de una referencia (“Velocity > 0”)
Una vez que se detecta un flanco positivo en “Execute”, el eje comienza amoverse
en la dirección y con la velocidad especificada hasta que reconoce que el punto de referencia ha sido alcanzado. Cuando esto sucede, dicho punto es establecido, la posición actual se establece como Home y el eje comienza a detenerse. En este momento, aunque el eje se encuentra sincronizado, no se encuentra en el punto de referencia.
Ajuste de una referencia (“Velocity = 0”) Al establecer un “Velocity” = 0 y obtener un flanco positivo en “Execute”, la posición actual se convierte en el punto de referencia. El eje se encuentra ahora sincronizado. Este es el método que utilizaremos en nuestro proyecto. FB MC_MoveAbsolute (FB1)
FB MC_MoveAbsolute permite mover el eje sincronizado al punto objetivo especificado en el campo de entrada “Position”.
La entrada “Execute” comienza el posicionamiento del eje una vez que ha
recibido un flanco positivo. En “Position” se especifica la posición objetivo que se desea alcanzar en las unidades de medición establecidas en el DB Axis. Este valor de posición debe de estar dentro del rango de trabajo definido.
Figura[11]. FB MC_MoveAbsolute

{PAGE }
En los campos de “Velocity”, “Aceleration” y “Deceleration” se establece con un número real el valor de velocidad que alcanzará el eje, así como la aceleración al comenzar a viajar y la desaceleración cuando llegué el momento de detenerse. En “Direction” se establece la dirección en la que se moverá el eje.
• Con un número 1, el eje se moverá únicamente en la dirección positiva. • Con un número -1, el eje se moverá únicamente en la dirección negativa • Con un número 0, el eje se moverá por default en la dirección positiva, a menos
que la distancia a recorrer sea mayor a media vuelta, en ese caso, se mueve en la dirección negativa.
Finalmente, las banderas booleanas de salida “Busy”, “Done”, “Command
Aborted” y “Error” se encuentran en nivel 0 generalmente, en caso contrario, significan lo siguiente:
• “Busy = 1” Una orden se está ejecutando • “Done = 1” La orden se completó sin ningún error • “Command Aborted = 1” La orden fue interrumpida por otra orden • “Error = 1” La orden no se completó debido a un error. Estas últimas tres
banderas continúan activas hasta que se resetea la entrada “Execute”

{PAGE }
Comenzando a trabajar con EASY MOTION Una vez que el software ha sido instalado, uno puede acceder a él por la ruta Start > Simatic > Step 7 > Easy Motion Control V2. Este se trata de un software de configuración, y es donde se configurará el Axis DB, esto será explicado más adelante.
Antes de poder acceder a este apartado para comenzar a configurar el bloque de datos, es necesario haber creado un nuevo proyecto en el software “Step 7”, y haber configurado correctamente el “Hardware Configuration” al haber establecido todos los módulos con los que contará su PLC en su spot correcto, así como las redes disponibles y los equipos o estaciones de trabajo conectados a ella.
Al acceder al software de configuración EASY Motion, se le solicitará que
seleccione este proyecto previamente creado, pues será en este donde se creará el Axis DB, el cual es un bloque de datos donde se almacenarán todos los datos proporcionados por el driver de entrada. Dentro de este nuevo proyecto, usted deberá seleccionar un DB ya creado o crear uno directamente. Este DB tendrá la función de DB Axis. La configuración de este DB será vista en un capítulo posterior.
Elaboración de un programa utilizando EASY MOTION Una vez que ha instalado EASY MOTION, usted podrá darse cuenta que cuenta con una nueva librería con le mismo nombre, en ella se encuentran los bloques mencionados anteriormente.
Cada vez que se inserta uno de estos bloques, es posible visualizarlos en la
sección de “Bloques” del programa en el administrador SIMATIC. Además, cada uno de estos bloques debe vincularse con un bloque de datos para su correcto funcionamiento. Esto puede apreciarse en la figura 9, donde se observan los FB introducidos al momento de elaborar el programa, así como las DB correspondientes.
Figura[12]. Bloques utilizados en la programación de nuestro proyecto.

{PAGE }
El programa utilizado se muestra a continuación. { EMBED PBrush } { EMBED PBrush } // MC_ Init inicializa los bloques de Easy
motion y será vinculado con cada uno de ellos, gracias con esto, basta con desconectar el Enable de este bloque para detener el funcionamiento del programa. Init estará funcionando mientras no se active I4.0. Nótese que al tratarse de una FC, no es necesario vincularlo con ninguna DB.
// MC_ MoveAbsolute o FB1, se encuentra vinculada con la DB 1. Se moverá a la dirección establecida en la entrada I7.0, la cual será dada por medio del TD200 y se moverá a la posición almacenada en la MD20. Esta dirección también es proporcionada por medio del TD200 y se verá más a detalle en la programación del S200 Los parámetros de “Velocity”, “Aceleration” y “Deceleration” han sido establecidos. El valor de ‘1’ en Direction indica que el eje siempre se moverá en dirección positiva. El parámetro “Axis” ha sido vinculado con el parámetro DB Axis, que es de donde extraerá los datos correspondientes a la situación del eje. El parámetro Init ha sido vinculado con una instancia del tipo Init.Ix del DB Axis Finalmente, la bandera “Busy” se almacena en la marca M16.1
// En este bloque se hace la transferencia de la entrada Double Word 12, proveniente del TD-200 y se almacena en la MD 20, esta marca se utiliza en el bloque anterior y es la que determina la posición a la que debe de moverse el eje.
// MC_Home o FB4 está vinculado con la DB4. Como se mencionó anteriormente, la sincronización se efectuará por medio de un ajuste de la referencia. Esto es visible por el valor en “Velocity” el cuál es igual a 0, es por esto que una vez se active “Execute” por medio de la entrada I5.0, se establecerá la posición actual del eje como punto de referencia (Home). Una vez más, los parámetros “Axis” e “Init” han sido vinculados con el DB Axis. Nótese que “Init” ha sido vinculado con una instancia diferente de Init.Ix. De vincularse con la misma del bloque anterior, el programa marcaría un error.

{ EMBED PBrush } { EMBED PBrush } { EMBED PBrush }
DESARROLLO
Configuración del Micromaster para comunicación Profibus DP La serie MICROMASTER 420 es una gama de convertidores de frecuencia (variadores) para modificar la velocidad de motores trifásicos. Los convertidores están controlados por un microprocesador. Un método especial de modulación por ancho de impulsos con frecuencia de pulsación seleccionable permite un funcionamiento silencioso del motor. Las características más importantes del Micromaster 420 son:
Programación sencilla
Construcción modular que permite máximas configuración y flexibilidad a
través de tres entradas digitales aisladas y programables.
Entrada escalonable analógica (0 V hasta 10 V) que puede ser usada como una
cuarta entrada digital
Salida analógica programable (0 mA hasta 20 mA)
// En este bloque se hace una transferencia, otorgándole un valor igual a 1 a la MB15.
// MC_StopMotion ó FB5 se encuentra vinculado con el DB5. Permitiéndonos detener el posicionamiento en cualquier momento, aún si se está llevando a cabo una orden, esté bloque se activará al activarse la entrada I6.0. Una vez más, este valor estará dado por la TD200. La desaceleración se lleva a cabo a razón de 8 grados/s2.
// En este bloque se hace una transferencia, otorgándole un valor igual a 0 a la MB 17.
// MC_Control o FB11 se encuentrá vinculada con DB11. Este bloque activa un control de lazo cerrado en el posicionamiento y es activado por la marca M13.0. Mientras se encuentra funcionando se activa la bandera DriveEnabled, la cuál se almacena en la marca M14.1, esta bandera se relaciona con la entrada “EnableDrive” del bloque del micromaster para controlar el “Enable” de la unidad de poder
// En este bloque se hace una transferencia, otorgándole un valor igual a 1 a la MB13.
// EncoderFM350 o FB 27 se encuentra vinculada con la DB27. Sólo se utiliza para establecer el driver de entrada, en este caso una FM-350, por lo que sólo es necesario vincular los parámetros “Axis” e “Init” con el DB Axis, el resto de entradas y salidas se utilizan únicamente con fines de diagnóstico.
//OutputMM4_DP o FB37 se encuentra vinculada con la DB37. La entrada “EnableDrive” se encuentra ligada a la M14.1, la cual es la salida del control de posición, llevando así un control de lazo cerrado de la posición deseada. Una vez más, los parámetros “Axis” e “Init” deben vincularse con el DB Axis.

{PAGE }
Salida-relé totalmente programable (30 V DC/5 A, resistivo, 250 V AC/2 A,
inductivo)
Operación de motor silenciosa cuando se utilizan altas frecuencia de maniobra
de desconexión
Protección completa del inversor y del motor
El Micromaster cuenta con un panel de operación ({ REF _Ref116972686 \h �
\* MERGEFORMAT }2]) (BOP) mediante el cual se pueden modificar los valores de los parámetros.
A través de dicho panel es que la configuración se hizo de manera manual en el
Micromaster asignando los valores correspondientes a las características del motor y los necesarios para lograr a comunicación Profibus DP.
El Manual de configuración del Micromaster se encuentra en Anexo 1
CONFIGURACIÓN DEL AXIS DB
El axis DB es el bloque de datos de organización central de Easy Motion, contiene una serie de datos fundamentales para poder lograr el control de posición. Entre los datos que contiene son los siguientes:
Parámetros que básicamente describen el eje (ejemplo: direcciones de entradas y
salidas del modulo de conteo y del micromaster)
Parámetros del control de posición que son calculados en base a parámetros
básicos de inicialización de los bloques de EMC que se encuentran en el axis
DB.
Valores de parámetros en tiempo real. (ejemplo: posición actual).
Figura [13]. Panel de operación del MICROMASATER 420
{PAGE }
Bits de inicialización para lograr una optima coordinación entre los bloques de
EMC y actualizar los bloques de EMC en caso de que se hayan cambiado
parámetros del eje.
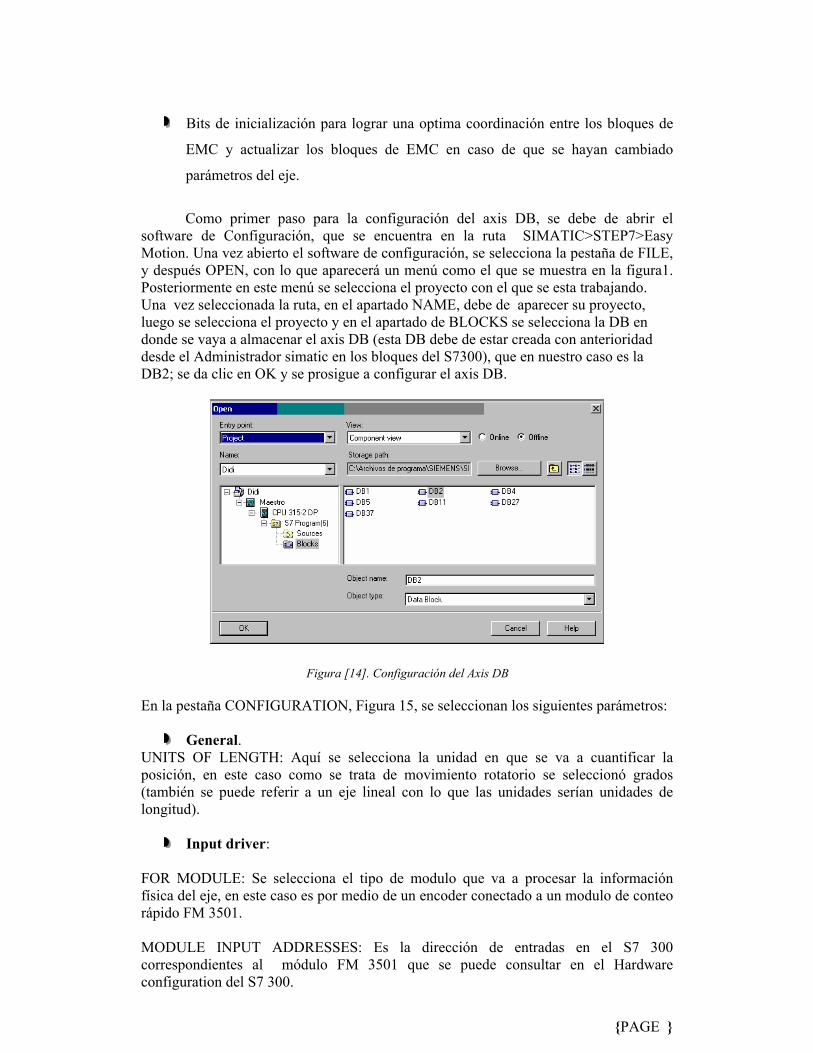
Como primer paso para la configuración del axis DB, se debe de abrir el
software de Configuración, que se encuentra en la ruta SIMATIC>STEP7>Easy Motion. Una vez abierto el software de configuración, se selecciona la pestaña de FILE, y después OPEN, con lo que aparecerá un menú como el que se muestra en la figura1. Posteriormente en este menú se selecciona el proyecto con el que se esta trabajando. Una vez seleccionada la ruta, en el apartado NAME, debe de aparecer su proyecto, luego se selecciona el proyecto y en el apartado de BLOCKS se selecciona la DB en donde se vaya a almacenar el axis DB (esta DB debe de estar creada con anterioridad desde el Administrador simatic en los bloques del S7300), que en nuestro caso es la DB2; se da clic en OK y se prosigue a configurar el axis DB.
En la pestaña CONFIGURATION, Figura 15, se seleccionan los siguientes parámetros:
General. UNITS OF LENGTH: Aquí se selecciona la unidad en que se va a cuantificar la posición, en este caso como se trata de movimiento rotatorio se seleccionó grados (también se puede referir a un eje lineal con lo que las unidades serían unidades de longitud).
Input driver: FOR MODULE: Se selecciona el tipo de modulo que va a procesar la información física del eje, en este caso es por medio de un encoder conectado a un modulo de conteo rápido FM 3501. MODULE INPUT ADDRESSES: Es la dirección de entradas en el S7 300 correspondientes al módulo FM 3501 que se puede consultar en el Hardware configuration del S7 300.
Figura [14]. Configuración del Axis DB

{PAGE }
Output driver:
FOR MODULE: Se selecciona el tipo de modulo que procesa las señales de salida que se inyectan al motor, en este caso se trata de un Micromaster DP. MODULE INPUT ADDRESSES: Es la dirección de las entradas del S7 300 correspondientes al Micromaster. Se puede consultar en el Hardware configuration del S7 300. MODULE OUTPUT ADDRESSES: Es la dirección de las salidas en el S7 300 correspondientes al Micromaster. Se puede consultar en el Hardware configuration del S7 300.
En las la pestaña de AXIS, Figura [16], se seleccionan los siguientes parámetros: Como nuestro eje es un eje rotatorio se selecciona la opción de ROTARY AXIS.
START OF ROTARY AXIS: Es la posición física en la que va a iniciar el eje.
END OF ROTARY AXIS: Es la posición física en la que va a finalizar el eje.
SCAN TIME: Se introduce el periodo de tiempo en el que el OB ejecuta todos los bloques del eje.
MAXIMUM AXIS VELOCITY: La velocidad máxima que alcanza el motor.
VELOCITY OVERRIDE: Es el porcentaje de la frecuencia con la que se llega
a la velocidad declarada en el inciso anterior.
Figura [15]. Pestaña de Configuración

{PAGE }
MAXIMUM AXIS ACCELERATION: Es la máxima aceleración que permite el motor.
MAXIMUM AXIS DECELERATION: Es la máxima desaceleración que
permite el motor.
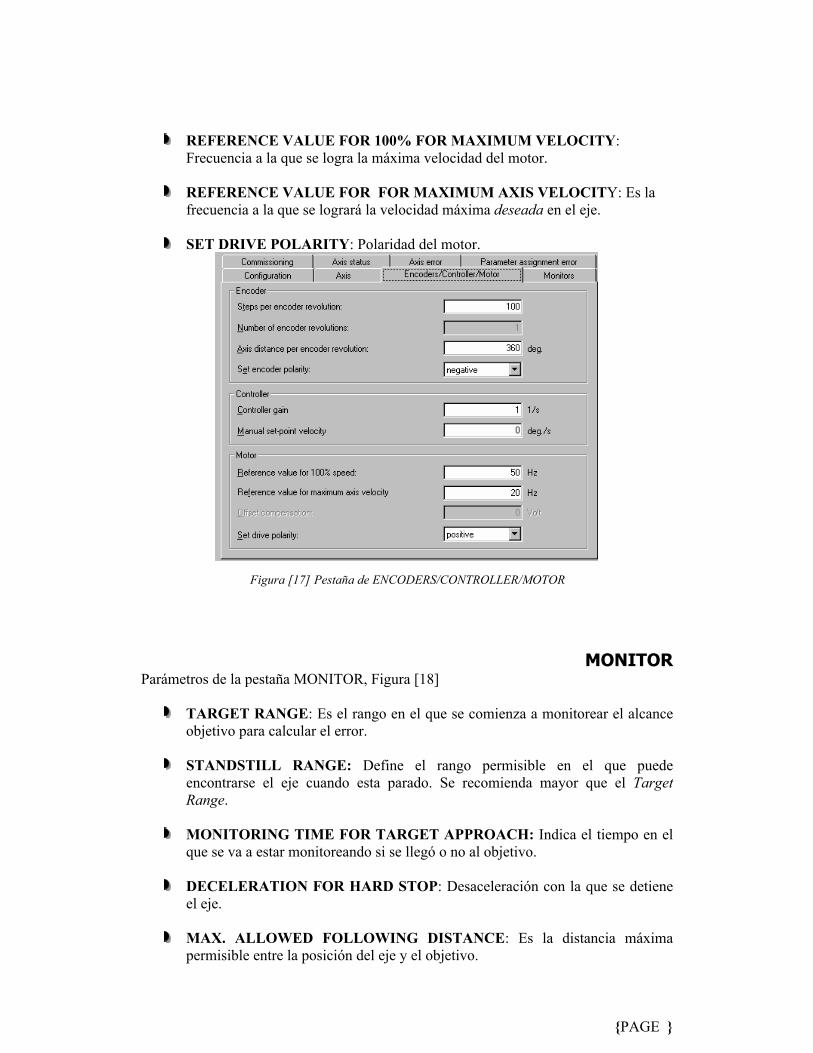
En pestaña de ENCODERS/CONTROLLER/MOTOR, Figura [17], se definen los siguientes parámetros:
ENCODER
STEPS PER ENCODER REVOLUTIONS: Es el número de pulsos que entrega el encoder por revolución.
AXIS DISTANCE PER ENCODER REVOLUTION: Es la distancia que
recorre el eje por revolución del encoder.
SET ENCODER POLARITY: Polaridad en la que entrega las señales el encoder.
CONTROLLER GAIN: Ganancia del controlador. Esta se puede determinar
experimentalmente (para más información, consulte el manual de EasyMotion).
MANUAL SET-POINT VELOCITY: La velocidad a la que se moverá el eje en modo manual.
MOTOR
Figura [16]. Pestaña Axis
{PAGE }
REFERENCE VALUE FOR 100% FOR MAXIMUM VELOCITY:
Frecuencia a la que se logra la máxima velocidad del motor.
REFERENCE VALUE FOR FOR MAXIMUM AXIS VELOCITY: Es la frecuencia a la que se logrará la velocidad máxima deseada en el eje.
SET DRIVE POLARITY: Polaridad del motor.
MONITOR Parámetros de la pestaña MONITOR, Figura [18]
TARGET RANGE: Es el rango en el que se comienza a monitorear el alcance objetivo para calcular el error.
STANDSTILL RANGE: Define el rango permisible en el que puede
encontrarse el eje cuando esta parado. Se recomienda mayor que el Target Range.
MONITORING TIME FOR TARGET APPROACH: Indica el tiempo en el
que se va a estar monitoreando si se llegó o no al objetivo.
DECELERATION FOR HARD STOP: Desaceleración con la que se detiene el eje.
MAX. ALLOWED FOLLOWING DISTANCE: Es la distancia máxima
permisible entre la posición del eje y el objetivo.
Figura [17] Pestaña de ENCODERS/CONTROLLER/MOTOR

{PAGE }
En la pestaña de COMMISSIONING, Figura [19], se pueden hacer pruebas para ver verificar las polaridades de las conexiones del motor, la distancia recorrida por revolución del encoder y la velocidad máxima del eje.
Figura [18]. Pestaña MONITOR Figura [12]. Panel de operación del MICROMASATER 420
Figura [19]. Pestaña de COMMISSIONING
{PAGE }
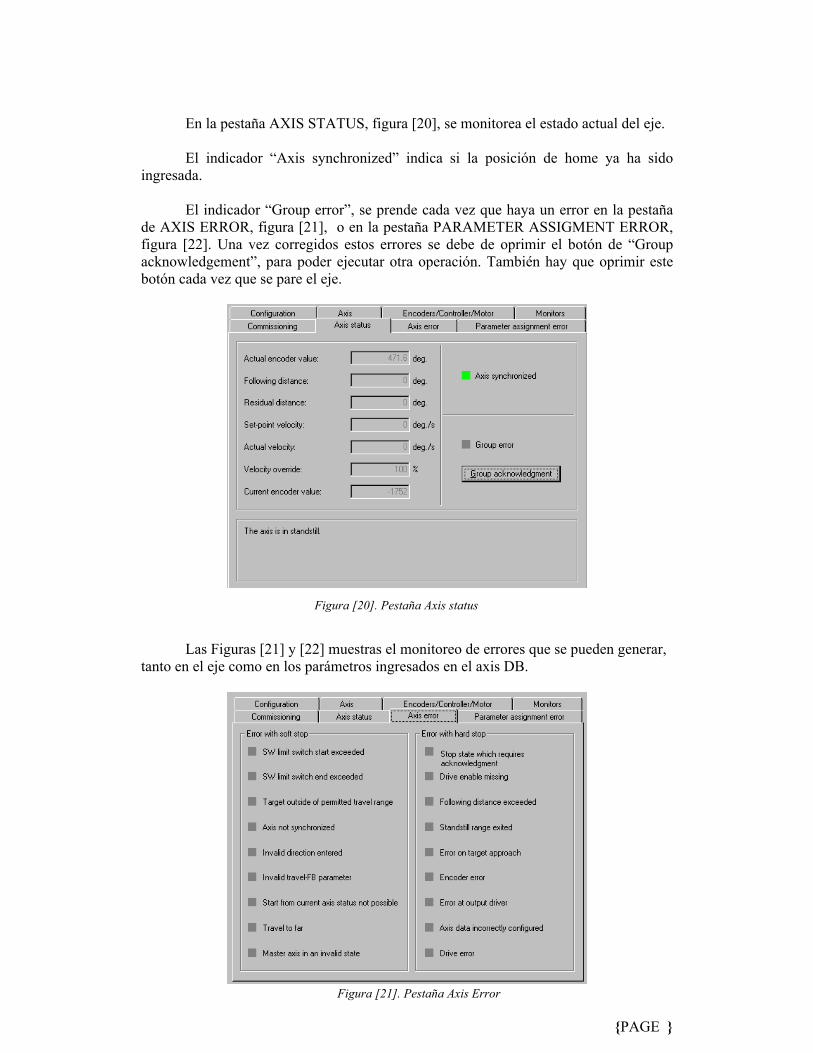
En la pestaña AXIS STATUS, figura [20], se monitorea el estado actual del eje.
El indicador “Axis synchronized” indica si la posición de home ya ha sido ingresada.
El indicador “Group error”, se prende cada vez que haya un error en la pestaña de AXIS ERROR, figura [21], o en la pestaña PARAMETER ASSIGMENT ERROR, figura [22]. Una vez corregidos estos errores se debe de oprimir el botón de “Group acknowledgement”, para poder ejecutar otra operación. También hay que oprimir este botón cada vez que se pare el eje.
Las Figuras [21] y [22] muestras el monitoreo de errores que se pueden generar, tanto en el eje como en los parámetros ingresados en el axis DB.
Figura [20]. Pestaña Axis status
Figura [21]. Pestaña Axis Error

{PAGE }
MÓDULO FM-350 El FM-350 es un módulo de función de contaje rápido que se puede utilizar para el S7-300/M7-300. Contiene un contador en este módulo que puede operar dentro de los siguientes rangos:
0 a 4,294,967,295 (0 a 232 – 1) ó
-2,147,483,648 a + 2,147,483,647 (–231 a 231 – 1).
La frecuencia máxima de entrada que puede manejar es de 500 kHz dependiendo del tipo de señal del encoder. Este módulo se puede utilizar para realizar las siguientes tareas:
Conteo continuo.
Conteo simple.
Conteo periódico.
Medición de frecuencia.
Medición de velocidad de rotación.
Medición de periodo.
Figura [22]. Pestaña Parameter Asignment Error

{PAGE }
Estos modos se pueden habilitar o deshabilitar por medio de un programa del usuario (compuerta de software) o por medio de señales externas (compuerta de hardware).
Instalación del FM-350
Para poder integrar nuestro módulo FM-350, se necesita realizar la siguiente
configuración en el PLC S7-300:
Cableado del FM-350 El módulo FM-350 debe ser cableado de la siguiente manera para su operación correcta:
*NOTA: en la parte lateral del módulo se debe de asegurar que el switch de 5V/24V
este ubicado en la posición correcta del tipo de encoder que se va a utilizar.
Asignación de parámetros del FM-350 Ya dentro del Administrador SIMATIC, se debe de ingresar al HWConfig para poder realizar la configuración del FM-350.
Dentro del HWConfig, se debe de seleccionar el módulo FM 350-1 COUNTER MODULE que se encuentra dentro de la ruta que se muestra en la siguiente Figura [24]:
Figura [23]. Cableado del FM-350

{PAGE }
Al realizar esto, se debe de entrar a las propiedades del módulo para poder
realizar la siguiente configuración: Dentro de la pestaña de parámetros básicos se debe seleccionar:
Reaction to CPU stop: STOP
Seleccionar el botón de “parameter assignment” y se desplegará la siguiente pantalla:
Figura [24].Asignación de parámetros del FM-350.
Figura [25]. Counter Module

{PAGE }
A continuación se darán los parámetros que se deben de modificar para cada uno de los bloques:
Operating Modes: Continuous Counting, Hardware Gate, 0 to +32 Bit
Encoders: 24V Initiator, P Switch
Inputs: Level-Controlled Hardware Gate
Process interrupt enable: not possible as deselected in basic parameters
Outputs: DO0 Inactive, DO1 Inactive
Integración del FM-350 Se debe asegurar que este instalada la siguiente librería FMx50LIB, sino es así se deberá de instalar e integrar los bloques de datos que se encuentran en esta la librería dentro de la carpeta de bloques del PLC. También se debe de insertar manualmente el bloque DB1 con tipo de dato UDT1 dentro de la carpeta de bloques del PLC.
Al realizar estos pasos, el módulo FM-350 esta configurado y listo para ser utilizado.
CONFIGURACIÓN DE LA COMUNICACIÓN ENTRE S7-200 Y TD200
La configuración se realizó de la misma manera que en [1]. Las variaciones que se efectuaron fueron en los mensajes desplegados; se modificaron las opciones de cada mensaje desplegado, además de que sólo se manejan tres menús como se muestra en la Figura [26], Figura [27] y Figura [28].
Figura [26]. Aviso 1 a desplegar en TD 200
{PAGE }
IMPLEMENTACIÓN LA INTERFASE HMI
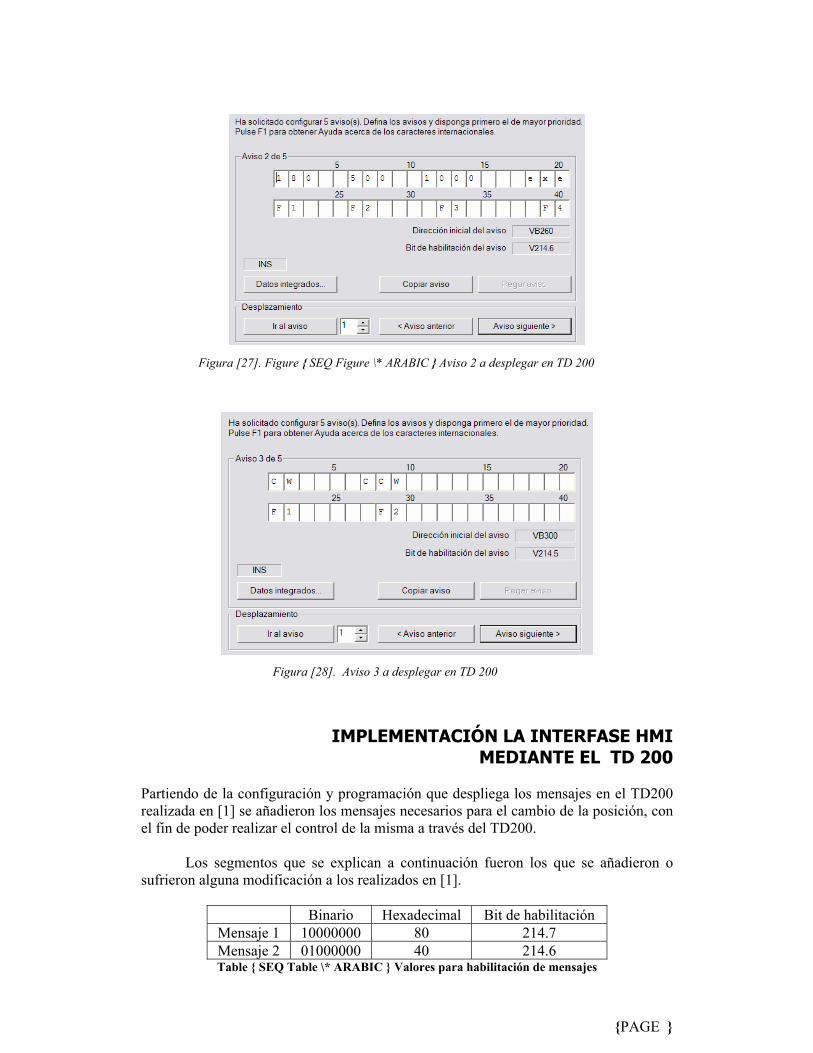
MEDIANTE EL TD 200 Partiendo de la configuración y programación que despliega los mensajes en el TD200 realizada en [1] se añadieron los mensajes necesarios para el cambio de la posición, con el fin de poder realizar el control de la misma a través del TD200.
Los segmentos que se explican a continuación fueron los que se añadieron o sufrieron alguna modificación a los realizados en [1].
Binario Hexadecimal Bit de habilitación Mensaje 1 10000000 80 214.7 Mensaje 2 01000000 40 214.6 Table { SEQ Table \* ARABIC } Valores para habilitación de mensajes
Figura [27]. Figure { SEQ Figure \* ARABIC } Aviso 2 a desplegar en TD 200
Figura [28]. Aviso 3 a desplegar en TD 200

{PAGE }
Bit de Mensaje activo
Mensaje 1 M1.1 Mensaje 2 M1.2
Table { SEQ Table \* ARABIC } Marca de Bits de mensajes activos
Tecla Marca F1 M0.0 F2 M0.1 F3 M0.2 F4 M0.3 F5 M0.4 F6 M0.5
Table { SEQ Table \* ARABIC } Marca correspondiente a cada tecla
El primer segmento del programa prende el bit de habilitación 214.7, para desplegar el primer mensaje moviendo un 80h al byte VB214, como se muestra en la { REF _Ref133928925 \h }. Pone en estado bajo todos los valores del MB0 (Teclas de función) y del MB1 (Marca Bit de mensaje activo), que se muestra en la { REF _Ref133928936 \h }. Se habilita también el bit M1.1, indicando que el primer mensaje se encuentra activo. El primer mensaje se desplegará cada vez que se oprima la tecla F5 (M0.4), como se muestra en la Figura [29]
Figura [29]. Segmento 1- Despliega el menú 1 y se limpian las memorias

{PAGE }
El segundo mensaje se despliega al oprimir F3 desde el primer mensaje. Este se activa por el Bit de variable 214.6, transfiriendo 40h al byte VB214, éste mensaje resetea la tecla F3, y el bit de mensaje activo 1, para habilitar el bit de mensaje activo 2, como se muestra en la { REF _Ref133929330 \h }
Los datos correspondientes a la posición del motor se guardará en la palabra VD350. Los datos tendrán que ser transmitidos a VD72, que es por donde el S7300 tomará los datos (que le llegara por la entrada 12) y los transferirá al Micromaster. Este proceso se muestra en la Figura [31]
En la pantalla del TD200, cuando está activo el segundo mensaje, al apretar las diferentes teclas de función se mueven los datos de las posiciones predeterminadas a la palabra VD350 y se resetea su respectiva tecla de función para poder volverla a utilizar. Por ejemplo, al presionar F1 se carga 180° directamente gracias a que se ocupó un bloque de transferencia de números reales, con F2 se carga 500°, con F3 1000°. En éste menú también aparece la opción de exe, el cual manda un bite al presionar F4 para activar el execute del bloque de “move absolute” del S7300. Este proceso se muestra en la Figura [32]
Figura [30]. Segmento 2- Despliega mensaje 2 de posición
Figura [31] Segmento 3- Carga continua del valor de posición

{PAGE }
Al presionar la tecla F1 se manda un bit necesario para prender el motor a través de VB64, lo que equivale al init (I4.0) en el programa del S7300. El proceso se muestra en la Figura [33]
Figura [32]. Segmento 4- Posiciones predeterminadas en teclas de funciones
Figura [33]. Segmento 5- Encendido del motor

{PAGE }
Al presionar la tecla F2 se manda un bit necesario para establecer la posición home del motor a través de VB65, lo que equivale a home (I5.0) en el programa del S7300. El proceso se muestra en la Figura [34]
Al presionar la tecla F6 se resetean las entradas de init,stop y execute como lo requieren los bloques de easy motion en el S7300 a través de VB65, VB66 y VB67 respectivamente. El proceso se muestra en la Figura [35].
Al presionar la tecla F4 se manda un bit necesario para establecer parar el motor
a través de VB66, lo que equivale a stop (I6.0) en el programa del S7300. El proceso se muestra en la Figura [36].
Figura [34]. Segmento 6 - Establece home
Figura [35]. Segmento 7- Reseteo de init, execute y stop

{PAGE }
El tercer mensaje se despliega al oprimir F7 desde el primer mensaje. Este se activa por el Bit de variable 214.5, transfiriendo 20h al byte VB214, éste mensaje resetea la tecla F7, y el bit de mensaje activo 1, para habilitar el bit de mensaje activo 3, como se muestra en la Figura [37].
Los datos correspondientes a la posición del motor se guardará en la palabra VW400. Los datos tendrán que ser transmitidos a VW75, que es por donde el S7300 tomará los datos (que le llegara por la entrada 15) y los transferirá al Micromaster. Este proceso se muestra en la Figura [38].
Figura [36]. Segmento 8- Paro del motor
Figura [37]. Segmento 9- Activación mensaje 3

{PAGE }
En la pantalla del TD200, cuando está activo el tercer mensaje, al apretar las diferentes teclas de función se mueven los datos de las posiciones predeterminadas a la palabra VW400 y se resetea su respectiva tecla de función para poder volverla a utilizar. Por ejemplo, al presionar F1 se carga 1 que indica un giro en el sentido de las manecillas del reloj y con F2 se carga -1 que indica gira en sentido contrario a las manecillas del reloj. Este proceso se muestra en la Figura [35].
Figura [38]. Segmento 10- Carga continua del valor del giro
Figura [36]. Segmento 11- Selección de sentido de giro

{PAGE }
REFERENCIAS [1] Ajuste y Monitoreo de “SetPoints” de un Motor de Inducción Asíncrono a través de una Interfase HMI y equipos Siemens. Meléndez Alejandro, Caltenco Héctor, González Gabriel, Mera Manuel, Pérez Fabián. Agosto-Diciembre 2005. [2] Simatic Easy Motion Controller. Siemens. Position-Controlled Positioning with software. Version 02/2003
BIBLIOGRAFÍA
“Micro Automation Sets- Simens Aurotmation and Drives” 30 de abril 2006. { HYPERLINK "http://www.siemens.de/microset" }
“Teoría de control de movmiento” 30 de abril 2006. { HYPERLINK
"http://www.urany.net/teoria.htm" }
“SIMATIC based technology – Position with SIMATIC” 6ZB5310-0JM02-0BA3 SIMATIC TECHONOLOGY SIMATIC based technology Positioning with SIMATIC.pdf 30 de abril 2006 { HYPERLINK "http://www.siemens-industry.co.uk/main/extra/literature/files/Automation%20Brochures/SIMATIC%20%20based%20technology/Position%20Control/6ZB5310-0JM02-0BA3%20%20SIMATIC%20TECHNOLOGY%20%20SIMATIC%20based%20technology%20Positioning%20with%20SIMATIC.pdf" }
“SIEMENS Warranty, Liability and Support Micro Automation Set 1 ID:
21063595” http://www.siemens.de/microset

{PAGE }
ANEXOS
Configuración de Micromaster La serie MICROMASTER 420 es una gama de convertidores de frecuencia (variadores) para modificar la velocidad de motores trifásicos. Los convertidores están controlados por un microprocesador. Un método especial de modulación por ancho de impulsos con frecuencia de pulsación seleccionable permite un funcionamiento silencioso del motor. Las características más importantes del micromaster 420 son: • Programación sencilla • Construcción modular que permite máximas configuración y flexibilidad a través de
tres entradas digitales aisladas y programables. • Entrada escalonable analógica (0 V hasta 10 V) que puede ser usada como una
cuarta entrada digital • Salida analógica programable (0 mA hasta 20 mA) • Salida-relé totalmente programable (30 V DC/5 A, resistivo, 250 V AC/2 A,
inductivo) • Operación de motor silenciosa cuando se utilizan altas frecuencia de maniobra de
desconexión • Protección completa del inversor y del motor
El micromaster cuenta con un panel de operación ({ REF _Ref120284912 \h }) (BOP) mediante el cual se pueden modificar los valores de los parámetros.
Figura { SEQ Figura \* ARABIC }. Panel de operación del MICROMASTER 420
El panel BOP contiene una pantalla de siete segementos en la que se muestran los números y valores de parámetros, mensajes de alarma y de fallo así como valores de consigna y valores reales.

{PAGE }
En la { REF _Ref116972779 \h \* MERGEFORMAT } se observan los botones y su función del panel de operación BOP.
Figura { SEQ Figura \* ARABIC }. Botones en el Panel BOP

{PAGE }
Puesta En Servicio De Un Motor Con Bop Del Micromaster 420 Para poner en servicio un motor trifásico, es necesario seguir cierta metodología, la cual se muestra en la { REF _Ref116990444 \h }.
Figura { SEQ Figura \* ARABIC }. Puesta en servicio general
En la { REF _Ref116973879 \h } pueden observarse los pasos a seguir para la puesta en servicio rápida. Por otra lado, hay que tomar en cuenta que se necesitan ajustar ciertos parámetros ({ REF _Ref116990592 \h }) para especificar las características del motor mediante el BOP.
Sin embargo hay que resaltar que para acceder a los parámetros, es necesaro ajustar el nivel de acceso. Existen cuatro niveles de acceso por parte del usuario: estándar, ampliado, experto y servicio, seleccionables mediante el parámetro P0003. Para la mayor parte de las aplicaciones bastan los parámetros estándar (P0003 = 1) y ampliados (P0003 = 2). El número de parámetros que aparecen dentro de cada grupo funcional depende del nivel de acceso ajustado en el parámetro P0003. Para tener un panorama completo de parámetros, consultar el Anexo XX en donde se encuentran los parámetros ajustables del Micromaster 420.
Véase Figura 4

{PAGE }
Figura { SEQ Figura \* ARABIC }. Puesta en servicio rápida
{PAGE }
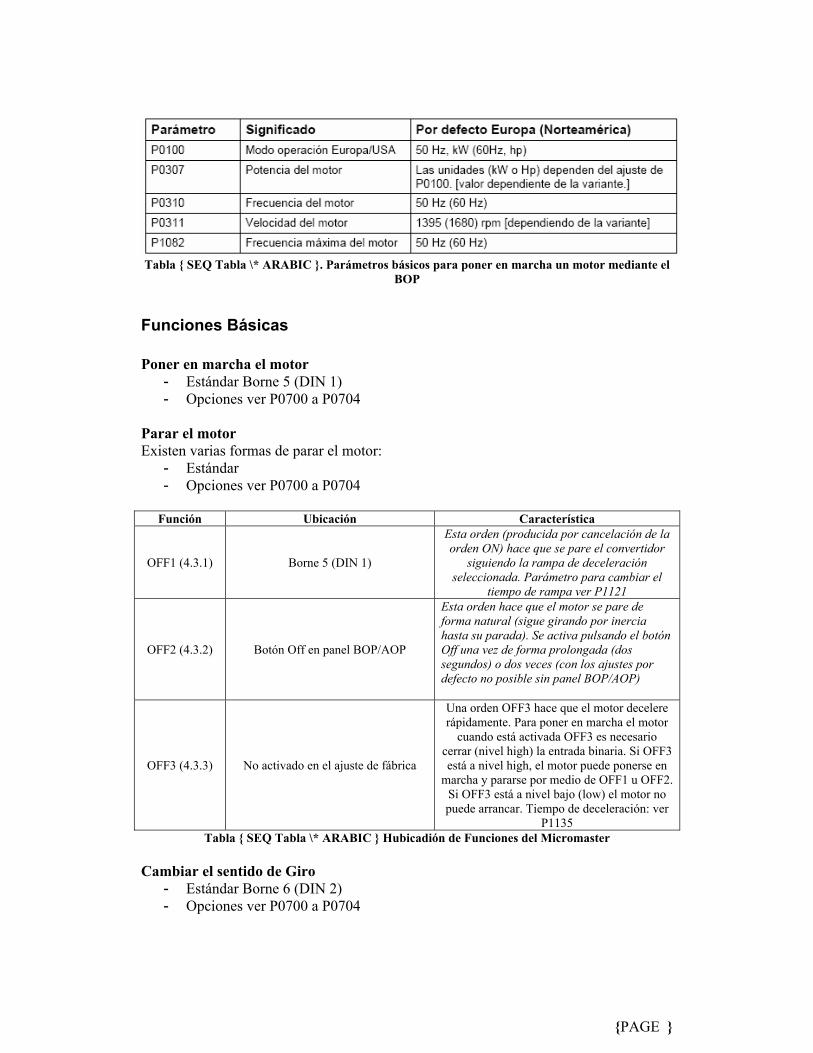
Tabla { SEQ Tabla \* ARABIC }. Parámetros básicos para poner en marcha un motor mediante el
BOP
Funciones Básicas Poner en marcha el motor
- Estándar Borne 5 (DIN 1) - Opciones ver P0700 a P0704
Parar el motor Existen varias formas de parar el motor:
- Estándar - Opciones ver P0700 a P0704
Función Ubicación Característica
OFF1 (4.3.1) Borne 5 (DIN 1)
Esta orden (producida por cancelación de la orden ON) hace que se pare el convertidor
siguiendo la rampa de deceleración seleccionada. Parámetro para cambiar el
tiempo de rampa ver P1121
OFF2 (4.3.2) Botón Off en panel BOP/AOP
Esta orden hace que el motor se pare de forma natural (sigue girando por inercia hasta su parada). Se activa pulsando el botón Off una vez de forma prolongada (dos segundos) o dos veces (con los ajustes por defecto no posible sin panel BOP/AOP)
OFF3 (4.3.3) No activado en el ajuste de fábrica
Una orden OFF3 hace que el motor decelere rápidamente. Para poner en marcha el motor
cuando está activada OFF3 es necesario cerrar (nivel high) la entrada binaria. Si OFF3 está a nivel high, el motor puede ponerse en
marcha y pararse por medio de OFF1 u OFF2. Si OFF3 está a nivel bajo (low) el motor no puede arrancar. Tiempo de deceleración: ver
P1135 Tabla { SEQ Tabla \* ARABIC } Hubicadión de Funciones del Micromaster
Cambiar el sentido de Giro
- Estándar Borne 6 (DIN 2) - Opciones ver P0700 a P0704

{PAGE }
Encoder Incremental:
El encoder incremental que se va a utilizar es el 6FX2001-4NA10 SIEMENS. Mediante su hoja de especificaciones y la ayuda de un osciloscopio, se pudo comprobar el funcionamiento de este dispositivo. Este encoder cuanta con un canal A, un canal B y un canal R. Cada uno de estos canales tiene su parte positiva y su parte negativa.
Este funcionamiento se muestra en las siguientes gráficas:
Figura 2.Encoder Incremental.
Figura 3.Funcionamiento del encoder incremental

{PAGE }
En estas graficas se puede ver como manda el encoder el tren de pulsos. En la primera gráfica se puede observar como se maneja el lado positivo y el lado negativo del canal A, que es semejante al canal B. La única diferencia entre el canal A y el B es que uno esta desfasado 90° con respecto uno de otro, como se puede observar en la segunda gráfica en donde se esta comparando la señal positiva de cada uno de los canales.
El canal R es utilizado para mandar un pulso de “reset” cada vez que se cumpla un ciclo completo o giro del rotor del encoder. Esto se realiza para poder mantener un incremento acertado sobre el giro del rotor sin importar de donde empiece este.
Mediante el módulo FM350, se podrá realizar el contaje del encoder, este módulo cuenta con unos contadores rápidos los cuales son perfectos para el contaje del encoder incremental que vamos a utilizar. Este módulo ya cuenta con las entradas para cada uno de los canales del encoder incremental, por lo su implementación es fácil y rápida. Este módulo también es ideal para su implementación en el Easy Motion, el cual nos ayudara a realizar el lazo cerrado del motor.