utilizacion de la harina de quinua (chenopodium quinoa
TRANSCRIPT

UTILIZACION DE LA HARINA DE QUINUA (Chenopodium quinoa wild) EN EL PROCESO DE PANIFICACION
LINA MARIA ARROYAVE SIERRA CAROLINA ESGUERRA ROMERO
UNIVERSIDAD DE LA SALLE FACULTAD DE INGENIERIA DE ALIMENTOS
BOGOTA 2006
UTILIZACION DE LA HARINA DE QUINUA (Chenopodium quinoa wild) EN EL PROCESO DE PANIFICACION
LINA MARIA ARROYAVE SIERRA COD: 43011004 CAROLINA ESGUERRA ROMERO COD: 43002002
TRABAJO DE GRADO PRESENTADO COMO REQUISITO PARA OPTAR AL
TITULO DE INGENIERO DE ALIMENTOS
DIRECTOR
RAFAEL GUZMAN QUMICO
UNIVERSIDAD DE LA SALLE FACULTAD DE INGENIERIA DE ALIMENTOS
BOGOTA 2006
ARTICULO 42
PARAGRAFO 2
“El estudio, análisis, investigación y propuestas ideológicas
sustentadas por un estudiante en su trabajo de grado no comprometen de ninguna forma a la universidad, en salvaguarda de los derechos fundamentados”
NOTA DE ACEPTACIÓN
______________________________________
______________________________________
______________________________________
______________________________________
PRESIDENTE DEL JURADO
______________________________________
FIRMA DEL JURADO
______________________________________
FIRMA DEL JURADO
BOGOTA, D.C
Doy gracias a Dios por darme una familia con la que puedo contar.
A mis padres, agradezco de todo corazón lo que han hecho por mi, gracias por brindarme la oportunidad de estar en este hogar,
por su entrega, cuidado y orientación,
A mi papá Gustavo, por su ejemplo y sabiduría A mi mamá Yolanda, por su cariño y dedicación que sólo ella sabe brindar.
A mis hermanos, por estar a mi lado en los buenos y malos mementos de mi
vida.
A Carolina, gracias por esa amistad que día a día se ha fortalecido y que espero perdure por siempre.
A Alfonso, este triunfo significativo también es para ti, porque junto a ti descubrí que ningún lugar o persona
están lejos si realmente se tiene la voluntad de estar a su lado. LINA

Principalmente a Dios por darme el privilegio de
Tener unos padres que han estado y estarán dispuestos siempre a darme lo mejor, por aconsejarme en cada paso de mi vida y así hoy
culminar mi carrera profesional.
A mi hermana patricia Por enseñarme tantas cosas que me han servido
y me servirán para mi futuro.
A Valeria Porque ojala lo que yo cultive hoy
le pueda servir a lo largo de su vida.
A Lina Por ser mi amiga y compañera en este largo camino,
y que Dios la llene de bendiciones en su vida profesional. Muchos éxitos!
A John
Por ser mi apoyo y mi soporte durante Esta etapa de mi vida .Este triunfo es para ti.
Gracias por estar a mi lado.
CAROLINA
LAS AUTORAS EXPRESAN SUS AGRADECIMIENTOS A:

RAFAEL GUZMAN, Químico Universidad Nacional, Profesor de la Facultad De Ingeniería de Alimentos de la Universidad de La Salle, por su dirección y apoyo permanente para lograr cumplir con nuestro objetivo. RICARDO CEPEDA, Ingeniero Agrónomo. M. Sc. Quien desde el primer momento nos brindó su ayuda incondicional y mostró un gran interés en el desarrollo de este proyecto. ALBA ELIZABETH RIVERA, Especialista en Ciencia y Tecnología de Alimentos. Coordinadora del Laboratorio de Farinología, de la Corporación Colombiana de Investigación Agropecuaria, CORPOICA, en su sede Tibaitatá. JUAN CARLOS POVEDA, Auxiliar de laboratorio de química. Universidad de La Salle. Por su orientación, apoyo y permanencia en el desarrollo de las pruebas. LUIS MIGUEL TRIVIÑO, Auxiliar de la planta piloto de cereales. Universidad de La Salle. ROSARIO SANTOS, Auxiliar de laboratorio de microbiología. Universidad de La Salle.
Todas aquellas personas que de una u otra forma colaboraron en el desarrollo de la presente investigación.
TABLA DE CONTENIDO
Pag.
OBJETIVO GENERAL
OBJETIVOS ESPECIFICOS
INTRODUCCION
1. GENERALIDADES 31
1.1 QUINUA 31
1.1.1 Historia 32
1.1.2 Clasificación Botánica 33
1.1.3 Usos 34
1.1.4 Valor Nutritivo 35
1.1.5 Principales formas de Transformación y Uso 37
1.1.6 Saponinas 38
1.1.7 Variedades 39
1.2 EL TRIGO 40
1.2.1 Composición De La Harina De Trigo 41
1.3 HARINAS COMPUESTAS 43
1.4 EL PAN 44
1.4.1 Breve Historia 44
1.4.2 Definición 45
1.4.3 Pan Molde 45
1.4.4 Proceso de Panificación 46
1.4.5 Calificación del Pan 49
1.5 ANALISIS FISICO-MECANICO DE LAS HARINAS 51
1.5.1 Farinograma 51
1.5.2 Alveograma 54
2. MATERIALES Y MÉTODOS 56
2.1 CARACTERIZACIÓN DE LAS HARINAS DE TRIGO Y QUINUA 56
2.1.1 Análisis Fisicoquímicos 57
2.1.2 Análisis Microbiológicos 60
2.1.3 Análisis Reológicos 61
2.2 DETERMINACION DEL PORCENTAJE MAS ADECUADO DE
SUSTITUCIÓN 63
2.3 ANÁLISIS DE PANIFICACIÓN 64
2.4 ANALISIS SENSORIAL DE LA PANIFICACIÓN 64
2.4.1 Análisis de datos 66
3. RESULTADOS Y DISCUSIONES 67
3.1 CARACTERIZACIÓN DE LA HARINA DE QUINUA Y LOS
CINCO TRATAMIENTOS 67
3.1.1 Análisis Fisicoquímicos para la harina de quinua 67
3.1.2 Análisis Microbiológicos para la harina de quinua 69
3.2 ANÁLISIS DE LOS TRATAMIENTOS 69
3.2.1 Análisis Fisicoquímicos para los tratamientos 70
3.2.2 Análisis Microbiológicos para los tratamientos 78
3.2.3 Análisis Reológicos para los tratamientos 79
3.3 DETERMINACION DEL PORCENTAJE MAS
ADECUADO DE SUSTITUCIÓN 90
3.4 ANALISIS EN LA PANIFICACIÓN 90 3.4.1 Determinación de proteína para el pan 92
3.4.2 Evaluación en la panificación 93
3.5 PANEL DESCRIPTIVO DEL ENSAYO DE PANIFICACIÓN 96
4. CONCLUSIONES 100
5. RECOMENDACIONES 102
6. BIBLIOGRAFIA 103
7. ANEXOS 107

LISTA DE TABLAS
pág
Tabla 1. Valor nutricional de la quinua
comparado con otros cereales. 33
Tabla 2. Comparativo de los componentes
de la quinua con otros grandes
alimentos por cada 100 g 34
Tabla 3. Comparativo del contenido de
aminoácidos esénciales en granos
de quinua con trigo 36
Tabla 4. Principales variedades de quinua 40
Tabla 5. Análisis de los defectos de corte 50
Tabla 6. Métodos de análisis de materias
primas y tratamientos 57

Tabla 7. Porcentaje de sustitución de quinua
utilizados en el proyecto 64
Tabla. 8 Resultados fisicoquímicos de la quinua 67
Tabla 9. Resultados microbiológicos de la harina
de quinua 69
Tabla 10. Porcentajes de humedad 70
Tabla 11. Tiempo de Caída 72
Tabla 12. Contenido de gluten 73
Tabla 13. Contenido de cenizas para los
Tratamientos 75
Tabla 14. Porcentaje de proteína en los
tratamientos 77
Tabla 15. Evaluación farinográfica 79
Tabla 16. Ensayos para formulación
De panificación 91
Tabla 17. Fórmula de panificación 92
Tabla 18. Resultados de la determinación de
proteína para el pan 92
Tabla 19. Calificación del pan para los
tratamientos 93
Tabla 20. Cuestionario para la evaluación
De preferencia del pan tipo molde 96
Tabla 21. Reporte estadístico de la encuesta 97
Tabla 22. Reporte estadístico 98
LISTA DE FIGURAS
pág
Figura 1. Cultivo de quinua blanca de junin 31
Figura 2. Representación de un farinograma 52
Figura 3. Representación de un alveograma 54
Figura 4. Balanza para determinación de humedad 58
Figura 5. Glutomatic 2100, centrifuge 2012
y glutorn 2020 59
Figura 6. Mufla Vulcan A- 550 59
Figura 7. Equipo kjeldahl, 60
Figura 8. Farinógrafo de Brabender 62
Figura 9. Alveógrafo de chopin 63
Figura 10. Contenido de cenizas en la harina
de quinua comparado con el testigo 68
Figura 11. Ensayos de proteína para la quinua 68

Figura 12. Contenido de cenizas para los
tratamientos 76
Figura 13. Determinación de proteína para los
tratamientos 77
Figura 14 Farinogramas de los tratamientos 81
Figura 15 Alveogramas de los tratamientos 87
Figura 16. Ensayos de panificación para el
tratamiento 1 (testigo) 95
Figura 17. Ensayos de panificación para los
tratamientos con sustitución 95

LISTA DE DIAGRAMAS
pág
Diagrama1. Elaboración de pan (pan de molde) 45
Diagrama 2. Elaboración de pan tipo molde 64
LISTA DE GRAFICAS
pág
Gráfica 1. Porcentajes de humedad vs tratamientos 71
Gráfica 2. Tiempo de caída vs tratamientos 72
Gráfica 3. Contenido de gluten 74
Gráfica 4. Contenido de cenizas 75
Gráfica 5. Porcentajes de proteína de los tratamientos 78
Gráfica 6. Calificación del pan 94
Gráfica 7. Reporte estadístico 99
LISTA DE ANEXOS
Pág
Anexo 1. Resultados microbiológicos para la harina de quinua 107
Anexo 2. Resultados microbiológicos para los tratamientos 111
Anexo 3. Reporte de análisis realizados en CORPOICA - Tibaitatá 117
GLOSARIO
AMILASA: es un enzima que tiene la función de digerir el glicógeno y el almidón para
formar azúcares simples, se produce principalmente en las glándulas salivares (glándulas
parótidas) y en el páncreas.
AMILOSA: es el producto de la condensación de D-glucopiranosas por medio de enlaces
glucosídicos, que establece largas cadenas lineales con 200-2500 unidades y pesos
moleculares hasta de un millón; Tiene la facilidad de adquirir una conformación
tridimensional helicoidal, en la que cada vuelta de hélice consta de seis moléculas de
glucosa. El interior de la hélice contiene sólo átomos de hidrógeno, y es por tanto lipofílico,
mientras que los grupos hidroxilo están situados en el exterior de la hélice. La mayoría de
los almidones contienen alrededor del 25% de amilosa.
ACTIVIDAD DIASTASICA: hace referencia a la acción de las enzimas alfa y beta
amilasa, sobre el almidón en las harinas de trigo, cebada, etc.
AMINOACIDO ESENCIAL: Los aminoácidos son clasificados como esenciales, si la
síntesis corporal es inadecuada para las necesidades metabólicas, un amino ácido es
clasificado como esencial y debe ser suplido por la dieta. Los aminoácidos esenciales
incluyen leucina, isoleucina, valina, triptófano, fenilalanina, metionina, treonina, lisina,
histidina y posiblemente arginina.
AMINOACIDO LIMITANTE: Los aminoácidos funcionan con los componentes básicos
de las proteínas. Químicamente los aminoácidos son compuestos orgánicos que contienen
un grupo amino (NH2) y un grupo carboxilo (COOH). Pueden ser sintetizados por el
cuerpo en cantidades adecuadas, incluyen: alanina, ácido aspártico, aspargina, ácido
glutámico, glutamina, glicina, prolina y serina.
ALIMENTO ENRIQUECIDO: Los alimentos fortificados contienen nutrientes
adicionados que no estaban originalmente presentes. Por ejemplo, la leche es fortificada
con vitamina D, que ayuda a la absorción de calcio y fósforo que se encuentran
naturalmente en la leche.
ALIMENTO FORTIFICADO: Un alimento es considerado enriquecido cuando la
proporción de uno o varios de los nutrientes que lo componen es superior a su composición
normal y cuando esta modificación se realiza de forma artificial, son agregados para
remplazar los nutrientes que se han perdido durante el procesamiento del alimento.
ALIMENTO FUNCIONAL: son aquellos que son desarrollados no sólo por sus
características nutricionales sino también para cumplir una función específica como puede
ser el mejorar la salud y reducir el riesgo de contraer enfermedades. Para ello se les agregan
componentes biológicamente activos, como minerales, vitaminas, ácidos grasos, fibra
alimenticia o antioxidantes.
BIODISPONIBILIDAD: es un término que alude a la porción de la dosis, de un nutriente
administrado de manera exógena, que pasa a formar parte del metabolismo. Representa la
cantidad de principio activo que accede a la circulación sistémica y también hace referencia
a la velocidad a la que ocurre este fenómeno. Este concepto puede utilizarse para
cuantificar el grado en que una sustancia es aprovechada por el organismo.
DIGESTIVILIDAD PROTEICA: Se define como la proporción de una proteína que
normalmente es absorbida pro el tracto gastrointestinal. De aquí deriva el término
utilización proteica neta (UPN) que es la relación entre nitrógeno retenido / ingerido.
DUREZA: es la capacidad que tiene un material de soportar esfuerzos sin deformarse
permanentemente. Hay diversas formas de medir la dureza, si bien la mayoría consiste en
utilizar un pequeño indentador, dispositivo que trata de penetrar el material y que puede ser
un pequeño balín o una aguja.
ELASTICIDAD: En física e ingeniería, el término elasticidad designa la propiedad
mecánica de ciertos materiales de sufrir deformaciones reversibles cuando se encuentra
sujetos a la acción de fuerzas exteriores y de recuperar la forma original si estas fuerzas
exteriores se eliminan. La elasticidad es estudiada por la teoría de la elasticidad, que a su
vez es parte de la mecánica de sólidos deformables.
FERMENTACION: es un proceso degradativo anaeróbico de los hidratos de carbono por
accion de las levaduras para producir etanol y CO2.
El proceso de fermentación anaeróbica se produce en ausencia de oxígeno como aceptor
final de los electrones del NADH producido en la glicólisis (que funciona como proceso
anaerobio). La necesidad de un aceptor final, para los electrones procedentes del NADH,
distinto del oxígeno hace que se emplee un compuesto orgánico que se reducirá para poder
reoxidar el NADH. El compuesto orgánico que se reduce (acetaldehído, piruvato,...) es un
derivado del sustrato que se ha oxidado anteriormente.
En la industria la fermentación puede ser oxidativa, es decir, en presencia de oxígeno, pero
es una oxidación aeróbica incompleta, como la producción de ácido acético a partir de
etanol.
GLUTEN: es una proteína ergástica amorfa que se encuentra en la semilla de muchos
cereales combinada con almidón. Representa un 80% de las proteínas del trigo y está
compuesta de gliadina y glutenina. El gluten es responsable de la elasticidad de la masa de
harina, lo que permite su fermentación, así como la consistencia elástica y esponjosa de los
panes y masas horneadas.
MASAS VERDES EN PANIFICACIÓN: cuando una masa no ha llegado a su punto más
alto de fermentación.
VISCOSIDAD: es la oposición que muestra un fluido a las deformaciones tangenciales. En
los líquidos, el pequeño rozamiento existente entre capas adyacentes se denomina
viscosidad. Es su pequeña magnitud la que le confiere al fluido sus peculiares
características.

RESUMEN
Para este estudio, se utilizó harina de trigo comercial del Molino El Lobo Ltda. y harina de
quinua de la empresa Casa Quinua Gourmet; sobre las cuales se analizó la sustitución
parcial de trigo por el incremento de proteína en los productos de panificación (pan tipo
molde).
Se emplearon análisis fisicoquímicos, reológicos y microbiológicos, para determinar las
propiedades de los productos obtenidos en los diferentes tratamientos, de acuerdo a los
métodos de la A.O.A.C (Association of Oficial Analytical Chemists); I.C.C (Internacional
Cereal Chemists); A.A.C.C (American Asociation of Cereal Chemists).Y la I.C.M.S.F
(Internacional Comisión On Microbiological Specifications For Foods) respectivamente.
Con estos métodos se evaluó la cantidad de proteína presente en el pan, debido al alto
porcentaje proteico que tiene la quinua. Además, se valoró la elasticidad, plasticidad,
tenacidad y fuerza, entre otras, para así obtener la mejor sustitución por quinua en la masa
panaria.
Se elaboró un pan tipo molde empleando el método estándar de la industria panificadora y
con ayuda de un panel sensorial compuesto por 75 catadores no entrenados, se evaluaron
las características internas y externas del producto..
El tratamiento, que reportó el mejor nivel de aceptación sensorial fue el tratamiento 2,
compuesto por 85 % de trigo y 15% de quinua, el cual garantizó un aumento de proteína de
hasta el 1.9 %.
ANTECEDENTES
Actualmente la industria panificadora colombiana es una de las de mayor proyección,
aunque en el país ya se cuenta con empresas extranjeras que tienen sus plantas de
producción. Según el Ministerio de Agricultura y Desarrollo Rural Observatorio
Agrocadenas Colombia(1), estas empresas poseen toda la tecnología de punta para
producción masiva.
Como las condiciones del mercado son cada vez más exigentes y difíciles, las grandes
panificadoras buscan mejorar la calidad de sus productos como alternativa para ser más
competitivas.
Debido a que las variedades de trigo que se utilizan para panificación a nivel nacional,
deben ser enriquecidas, generalmente con productos químicos, las panificadoras están
implementando la utilización de productos naturales como la quinua para el mejoramiento
de las harinas, ya que la mayoría de estos aditivos son importados a un costo relativamente
alto.
Recientemente se observa una inclinación por alimentos novedosos, pero sobre todo
naturales. Es por esto que la sociedad esta cambiando sus costumbres alimenticias, y no
solo consumen productos tradicionales, sino que buscan aquellos que brinden una mayor
cantidad de nutrientes para mantenerse saludables.
Teniendo en cuenta que la quinua (Chenopodium quinua wild); era un producto sembrado
por nuestros antepasados y que debido a la llegada de nuevos cereales como el trigo y el
arroz, este cultivo fue desplazado y ahora es desconocido en nuestro país, se pensó en la
posibilidad de presentar una propuesta de productos de panificación elaborados a partir de
(1) Ministerio de Agricultura y Desarrollo Rural Observatorio Agrocadenas Colombia. Cereales de cosumo humano.

la harina de quinua, para rescatar este pseudo cereal, que prácticamente ha desaparecido de
nuestro país.
El prototipo a diseñar se basa en obtener una mezcla que permita a la empresa CASA
QUINUA GOURMET, brindar un producto alimenticio (pan de molde) con mayores
aportes proteicos a partir del pseudo cereal quinua y el cereal trigo.

FORMULACIÓN DEL PROBLEMA
Diseñar el proceso industrial para elaborar pan tipo molde a partir de una mezcla de harina
de trigo con harina de quinua con destino a la empresa CASA QUINUA GOURMET.
PLANTEAMIENTO DEL PROBLEMA
El problema es establecer la mejor mezcla de harina de trigo con harina de quinua, para la
obtención de pan tipo molde, ofreciendo así un alimento que brinde mayores aportes
nutricionales, teniendo en cuenta que la quinua (Chenopodium quinua wild) aporta hasta un
13% de proteína, entre otros nutrientes.
CASA QUINUA GOURMET es una empresa destinada a obtener productos naturales, a
partir de la quinua. Actualmente se producen harinas crudas y harinas precocidas de las
cuales se obtienen subproductos como: chocoquinua, achiras y dulces. Su principal objetivo
es dar a conocer la quinua como una alternativa de productos nutritivos aptos para el
consumo de toda la familia.
Como la principal necesidad de la empresa CASA QUINUA GOURMET es tener un
mejor aprovechamiento del producto que actualmente procesa, se planea abrir un mercado
con una nueva forma de suministrar este novedoso pseudo cereal, impulsado por el pan de
molde, teniendo en cuenta que este es un producto de consumo masivo.
JUSTIFICACION DEL TEMA
Actualmente los constantes cambios en Ciencia y Tecnología de nuestro país han
obligando a la industria a implementar alimentos enriquecidos y con un alto contenido
proteico, supliendo así deficiencias en la alimentación de los colombianos, en donde éstos
ya no son de desnutrición sino de malnutrición.
Con miras a mejorar la calidad y aportes nutricionales en los productos de panificación, se
desea diseñar y elaborar una harina compuesta con harina de trigo y harina de quinua que
permita ofrecer un producto panificable, en este caso pan de molde, aprovechando los altos
índices proteicos que posee la quinua, dándole así un valor agregado al producto
panificable que se pueda obtener de esta mezcla.
Este producto debe asegurar una calidad y unos aportes nutricionales que sean capaces de
competir en el mercado con productores de panes integrales, elaborados con harinas de
otros cereales, que sean aprovechables y brinden una alimentación sana.
El aporte nutricional que ofrecerá el producto será un aumento en la cantidad de proteína,
permitiendo así que la mezcla brinde las mejores características físicas, como color de la
corteza y color de la miga y características sensoriales apropiadas, como olor, sabor y
textura del pan, para obtener un buen producto final.

OBJETIVOS
OBJETIVO GENERAL
Elaborar una harina compuesta de harina de trigo y harina de quinua, ofreciendo así un
producto que proporcione mejores aportes proteicos y que pueda garantizarse para su uso
posterior en productos panificables.
OBJETIVOS ESPECIFICOS
• Realizar la caracterización de la harina de trigo y la harina de quinua, a partir de
análisis fisicoquímicos, microbiológicos y reológicos.
• A partir de la harina de quinua ofrecida por CASA QUINUA GOURMET se
determinará el porcentaje más adecuado de la mezcla de harina de trigo y harina de
quinua apta para panificación para así garantizar un pan tipo molde de buena calidad.
• Aplicar un ensayo de panificación para verificar el mejor porcentaje de la mezcla de
harina de trigo con sustitución por harina de quinua de acuerdo con los parámetros de
calidad en pan.
• Determinar los diferentes factores que intervienen en la calificación del pan, por
medio de una evaluación sensorial.
INTRODUCCIÓN
El Pan es uno de esos productos que por su diversidad se adapta a todas las exigencias de la
gente que lo consume. Sin embargo este producto ha cambiado y evolucionado, y para
sorpresa de muchos fue solamente hasta el siglo XX que se elaboró el primer pan tajado y
empacado.
Ya que hoy en día hay tantas variaciones en color, sabor, olor y textura de productos de
panificación se aportará información sobre otra forma de fortificar el pan tipo molde con un
producto que se ha olvidado en nuestro país como es la quinua .
A la quinua, por su alto valor nutricional, se le está buscando nuevas aplicaciones en la
industria alimentaria, y que mejor manera que aplicarlo en panadería como sustituto de
aditivos químicos para el mejoramiento de las harinas de panificación, aprovechando que es
un producto natural y que se puede producir a nivel nacional, bajando los costos que
acarrea la importación de productos químicos.
En el presente trabajo, se ve el efecto de la harina de quinua sobre un tipo de harina de trigo
comercial a diferentes niveles en la obtención de pan tipo molde. La caracterización de la
materia prima se hace de acuerdo a las normas A.O.A.C, (Association of Oficial Analytical
Chemists); I.C.C (Internacional Cereal Chemists); A.A.C.C (American Asociation of
Cereal Chemists); se evalúan las propiedades reológicas y fisicoquímicas de la masa
(elasticidad, extensibilidad, estabilidad) que se presentan en Tablas, gráficas y diagramas
para resumir las pruebas experimentales.
31
1. GENERALIDADES
1.1 QUINUA
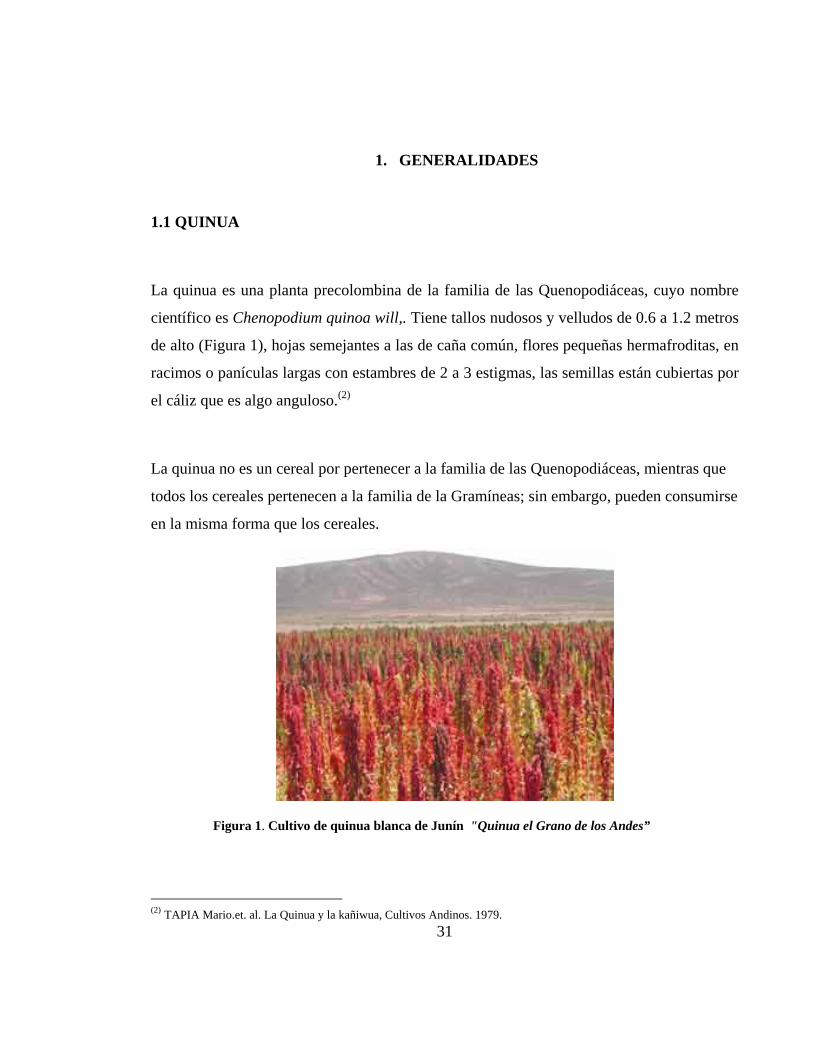
La quinua es una planta precolombina de la familia de las Quenopodiáceas, cuyo nombre
científico es Chenopodium quinoa will,. Tiene tallos nudosos y velludos de 0.6 a 1.2 metros
de alto (Figura 1), hojas semejantes a las de caña común, flores pequeñas hermafroditas, en
racimos o panículas largas con estambres de 2 a 3 estigmas, las semillas están cubiertas por
el cáliz que es algo anguloso.(2)
La quinua no es un cereal por pertenecer a la familia de las Quenopodiáceas, mientras que
todos los cereales pertenecen a la familia de la Gramíneas; sin embargo, pueden consumirse
en la misma forma que los cereales.
Figura 1. Cultivo de quinua blanca de Junín "Quinua el Grano de los Andes”
(2) TAPIA Mario.et. al. La Quinua y la kañiwua, Cultivos Andinos. 1979.
32
1.1.1 Historia. Nuestros conocimientos del pasado han llegado a determinar el inicio de
las actividades agrícolas especialmente de la quinua en Bolivia; Sin embargo los
historiadores coinciden en señalar que la agricultura desempeñó un papel
fundamental en la vida de la antigua Bolivia, alcanzando su mayor desarrollo en la
época de los INCAS.
La quinua es uno de los granos que jugó papel importante en la alimentación de la
población indígena asentada en las altiplanicies más altas del continente suramericano,
constituyéndose en una de las principales fuentes de proteína de dicha zona.(3)
Algunos historiadores y naturistas como el Barón Humbodt dieron testimonio de la
presencia de quinua en el territorio chibcha en Colombia; pero en la época de la conquista
la producción de este grano entró en la decadencia por razones políticas y socio-
económicas convirtiéndose en un cultivo de subsistencia.
Se cultivó hasta fines del primer tercio del siglo XIX; es posible que en los primeros años
posteriores a la conquista los chibchas no volvieron a sembrar quinua quizá como una
actitud de resistencia pasiva contra el invasor, el cual los obligaba a cultivar maíz y papa,
plantas conocidas por ellos y que eran por entonces la base de la alimentación de los nuevos
pobladores.(4)
(3) TAPIA Mario. 1979. p 47
(4) MILLAN López Edgar. Et al Radiosensibilidad de la Quinua a las radiaciones neutras Gama.1972

33
1.1.2 Clasificación Botánica
La clasificación Botánica de la quinua es la siguiente:
División Fanerógamas
Clase Angiospermas
Subclase Dicotiledóneas
Orden Centrospermales
Familia Quenopodiáceas
Género Chenopodium
La Quinua posee cualidades superiores a los cereales y gramíneas. Se caracteriza más que
por la cantidad, por la calidad de sus proteínas, además la QUINUA posee mayor contenido
de minerales que los cereales y gramíneas, tales como FÓSFORO, POTASIO,
MAGNESIO, Y CALCIO entre otros minerales, tabla comparativa 1.
Tabla 1. Valor nutricional de la quinua comparado con otros cereales.
Quinua Trigo Arroz Maíz Valor energético kcal/100g Proteínas g/100g Grasa g/100 g Hidratos de Carbono g/100g Agua g/100g Ca mg/100g P mg/100g Mg mg/100g K mg/100g Fe mg/100g Mn mg/100g Zn mg/100g
350,00 13,81 5,01
59,74 12,65 66,60
408,30 204,20
1040,00 10,90 2,21 7,47
305,00 11,50 2,00
59,40 13,20 43,70
406,00 147,00 502,00
3,30 3,40 4,10
353,00 7,40 2,20
74,60 13,10 23.00
325,00 157,00 150,00
2,60 1,10
-
338.00 9,20 3,80
65,20 12,50
150,00 256,00 120,00 330,00
- 0,48 2,50
Fuente: www.fao.org Composición química y valor nutricional del grano de quinua y derivados.(Accesado el 3 de Marzo de 2006)
34
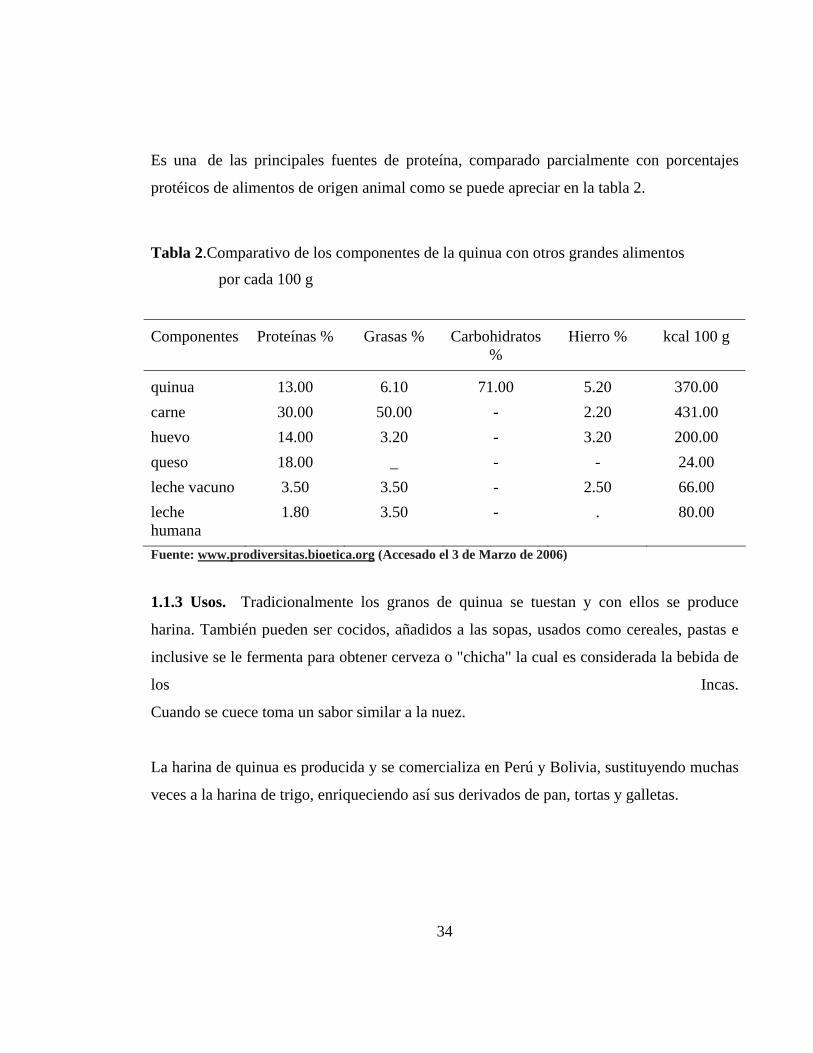
Es una de las principales fuentes de proteína, comparado parcialmente con porcentajes
protéicos de alimentos de origen animal como se puede apreciar en la tabla 2.
Tabla 2.Comparativo de los componentes de la quinua con otros grandes alimentos
por cada 100 g
Componentes Proteínas % Grasas % Carbohidratos %
Hierro % kcal 100 g
quinua carne huevo queso leche vacuno leche humana
13.00 30.00 14.00 18.00 3.50 1.80
6.10 50.00 3.20
_ 3.50 3.50
71.00 - - - - -
5.20 2.20 3.20
- 2.50
.
370.00 431.00 200.00 24.00 66.00 80.00
Fuente: www.prodiversitas.bioetica.org (Accesado el 3 de Marzo de 2006)
1.1.3 Usos. Tradicionalmente los granos de quinua se tuestan y con ellos se produce
harina. También pueden ser cocidos, añadidos a las sopas, usados como cereales, pastas e
inclusive se le fermenta para obtener cerveza o "chicha" la cual es considerada la bebida de
los Incas.
Cuando se cuece toma un sabor similar a la nuez.
La harina de quinua es producida y se comercializa en Perú y Bolivia, sustituyendo muchas
veces a la harina de trigo, enriqueciendo así sus derivados de pan, tortas y galletas.
35
Mezclando la quinua con maíz, trigo, cebada o papa se producen alimentos nutritivos y a su
vez agradables con los cuales se están alimentando niños desnutridos del Perú y Bolivia,
dando plenos resultados.(5)
1.1.4 Valor Nutritivo. Un alimento es valorado por su naturaleza química, por las
transformaciones que sufre al ser ingerido y por los efectos que produce en el
consumidor.(6)
La quinua constituye uno de los principales componentes de la dieta alimentaria de la
familia de los Andes, fue base nutricional en las principales culturas americanas.(7)
Desde el punto de Vista nutricional y alimentario la quinua es la fuente natural de proteína
vegetal económica y de alto valor nutritivo por la combinación de una mayor proporción de
aminoácidos esenciales(8)
El valor calórico es mayor que otras cereales, tanto en grano y en harina alcanza a 350
Cal/100gr., que lo caracteriza como un alimento apropiado para zonas y épocas frías.
La proteina de la Quinua ayuda al desarrollo y crecimiento del organismo, conserva el
calor del organismo, conserva el calor y energía del cuerpo, es fácil de digerir, forma una
dieta completa y balanceada. (3)
(5) Delgado David, Grupo de los cereales, tuberculos y legumbres.p1 (6) Programa Panamericano de Defensa y Desarrollo de la Diversidad Biológica, cultural y social. Quinua, historia y presentación. 2006 (7) Programa Panamericano de Defensa y Desarrollo de la Diversidad Biológica, cultural y social. Quinua, historia y presentación. 2006, p1 (8) Programa Panamericano de Defensa y Desarrollo de la Diversidad Biológica, cultural y social. Quinua, historia y presentación. 2006, p2 (9) Programa Panamericano de Defensa y Desarrollo de la Diversidad Biológica, cultural y social. Quinua, historia y presentación. 2006,p2
36
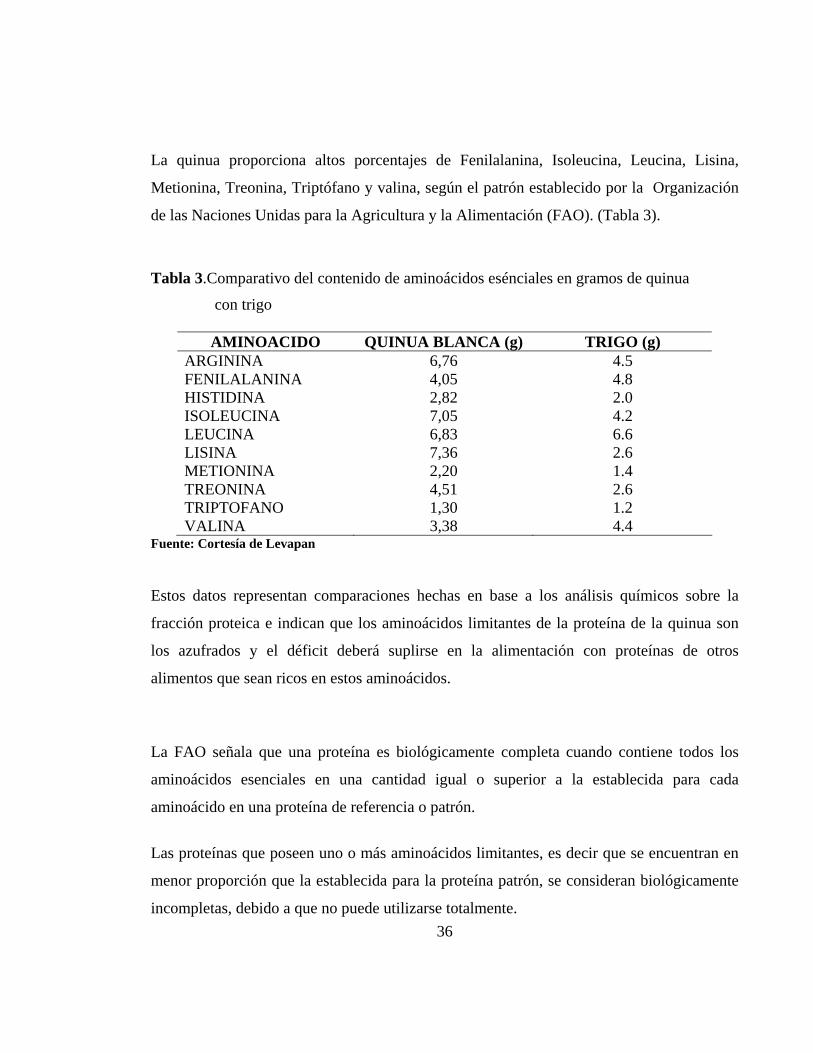
La quinua proporciona altos porcentajes de Fenilalanina, Isoleucina, Leucina, Lisina,
Metionina, Treonina, Triptófano y valina, según el patrón establecido por la Organización
de las Naciones Unidas para la Agricultura y la Alimentación (FAO). (Tabla 3).
Tabla 3.Comparativo del contenido de aminoácidos esénciales en gramos de quinua
con trigo
AMINOACIDO QUINUA BLANCA (g) TRIGO (g) ARGININA 6,76 4.5 FENILALANINA 4,05 4.8 HISTIDINA 2,82 2.0 ISOLEUCINA 7,05 4.2 LEUCINA 6,83 6.6 LISINA 7,36 2.6 METIONINA 2,20 1.4 TREONINA 4,51 2.6 TRIPTOFANO 1,30 1.2 VALINA 3,38 4.4
Fuente: Cortesía de Levapan
Estos datos representan comparaciones hechas en base a los análisis químicos sobre la
fracción proteica e indican que los aminoácidos limitantes de la proteína de la quinua son
los azufrados y el déficit deberá suplirse en la alimentación con proteínas de otros
alimentos que sean ricos en estos aminoácidos.
La FAO señala que una proteína es biológicamente completa cuando contiene todos los
aminoácidos esenciales en una cantidad igual o superior a la establecida para cada
aminoácido en una proteína de referencia o patrón.
Las proteínas que poseen uno o más aminoácidos limitantes, es decir que se encuentran en
menor proporción que la establecida para la proteína patrón, se consideran biológicamente
incompletas, debido a que no puede utilizarse totalmente.
37
Otro factor de corrección de la calidad biológica de las proteínas es la digestibilidad. La
digestibilidad de las proteínas del huevo, la leche y la carne es cercana al 100%. Los
cereales y las leguminosas debido a su contenido de fibra presentan una digestibilidad
menor. Se estima que la digestibilidad de la quinua es aproximadamente 80%.
La calidad de la proteína de quinua mejora después del tratamiento térmico (cocción),
obteniéndose una mejor concentración de aminoácidos y desapareciendo prácticamente los
aminoácidos limitantes.
Los procesos que utilizan calor seco, como el tostado y el expandido, pueden disminuir
notablemente la disponibilidad de lisina, que es termolábil y además puede reaccionar con
otros componentes del grano (Reacción de Maillard, por ejemplo) disminuyendo su
biodisponibilidad. (10)
1.1.5 Principales formas de transformación y usos. Los principales productos que se
obtienen de la quinua y sus usos se detallan a continuación:
Harina cruda de quinua. Es el producto resultante de la molienda de la quinua perlada, su
finura dependerá del número de zaranda o malla que se usan en la molienda. Se utiliza en
panificación, galletería, repostería, etc.(11)
Harina Tostada de Quinua. Es el producto resultante de la quinua perlada tostada
sometido a un proceso de molienda, se usa en repostería. (12)
(10) MAGNO, Meyhuay, Composición química y valor nutricional del grano de quinua y derivados. Instituto de
Desarrollo Agroindustrial 2006 (11) MAGNO, Meyhuay, 2006, p23 (12) MAGNO, 2006, p 32

38
1.1.6 Saponinas. La saponina es una enzima perteneciente al grupo de los glucósidos
tripertenoides, que se encuentran en la constitución del grano de quinua confiriéndole un
sabor amargo peculiar. De acuerdo a estudios histológicos se sabe que la mayor cantidad de
saponina esta contenida en la parte externa o epispermo del grano. La saponina es soluble
en agua, por lo que para su consumo se recomienda el lavado del grano con abundante agua
y darle frotaciones para eliminarle la mayor parte de saponina.
Todas las quinuas tienen saponina incluso las variedades dulces. La connotación “dulces”
proviene del hecho de que registran cantidades infinitesimales de saponina, pero no
significa ello que las dulces puedan consumirse sin el proceso de desaponificación.
Naturalmente este proceso será mas simple en las quinuas dulce que en las amargas, pero es
inevitable hacerlo, pues la saponina es toxica e imprime un sabor amargo al grano (sabor de
jabón). (13)
Efectos de la Saponina. El principal efecto de la saponina es producir la hemólisis de los
eritrocitos y afectar el nivel de colesterol en el hígado y la sangre, con lo que puede
producirse un detrimento en el crecimiento, a través de la acción sobre la absorción de
nutrientes.
Aunque se sabe que la saponina es altamente tóxica para el humano cuando se administra
por vía endovenosa, queda en duda su efecto por vía oral.
Se afirma que los medicamentos a base de saponina pueden ser administrados en grandes
dosis por vía oral, ya que no son absorbidos por las mucosas intestinales y además se
desdoblan bajo la acción de los álcalis y fermentos intestinales.
(13) TAPIA Mario.. 1979. p 39
39
El efecto tóxico de la saponina de quinua sobre el organismo humano puede estar en
discusión. Pero, sin duda, el sabor amargo resultante del glucósido es un estorbo para el
consumo. (14)
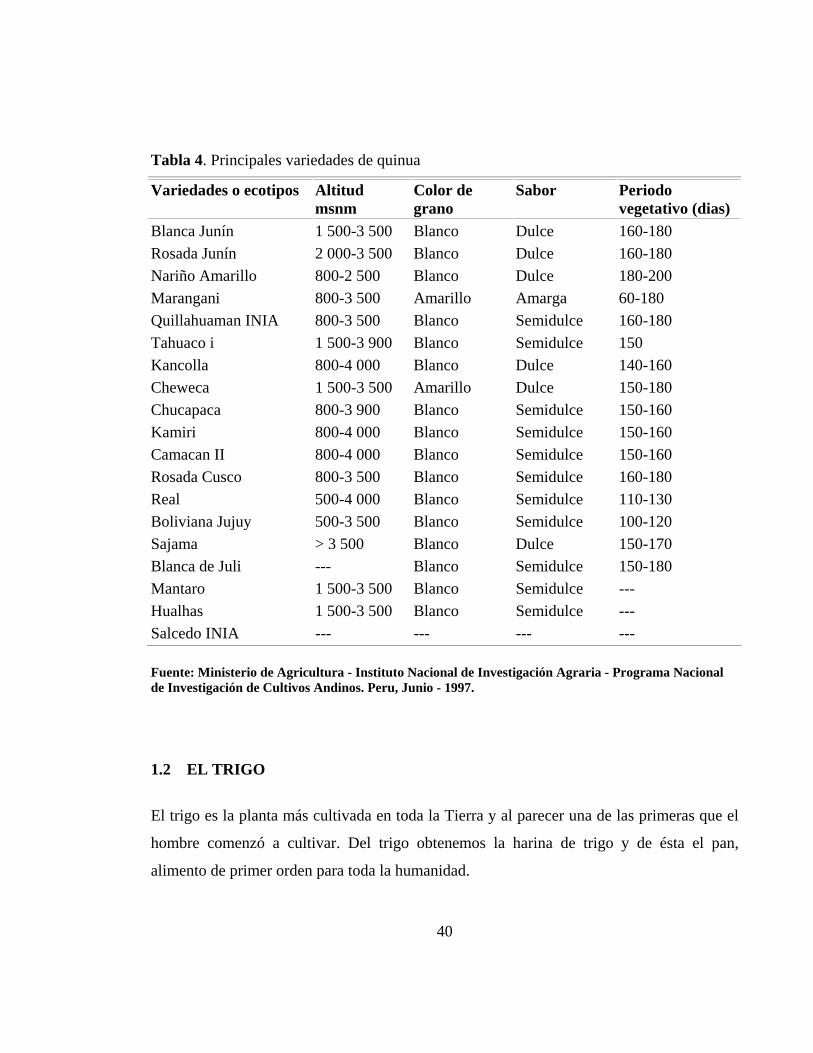
1.1.7 Variedades. La planta posee una gran variabilidad y diversidad, su clasificación se
ha hecho en base a ecotipos, se reconoce 5 categorías básicas.(15) (Ver tabla 4)
Del valle: la cual crece en los valles comprendidos entre los 2,000 y 3,000 m. de altura.
Esta especie es de gran tamaño y tiene un largo período de crecimiento.
Del Altiplano: ha sido encontrado alrededor del Lago Titicaca, es resistente a las heladas,
de poca altura, carece de ramas y tiene un corto período de crecimiento.
De Terrenos Salinos: La cual crece en las llanuras del Altiplano boliviano, soporta
terrenos salinos y alcalinos. Tiene semillas amargas con un alto contenido proteico.
Del nivel del mar: encontrada en el Sur de Chile, tamaño mediano, generalmente sin
ramas, con semillas color amarillo y amargas.
Sub-tropical: encontrada en los Valles interandinos de Bolivia, tiene una coloración verde
oscuro al ser plantada y en la madurez se torna naranja. Tiene pequeñas semillas blancas o
amarillas.
Perú y Bolivia tienen la más extensa variedad de especies, teniendo 2,000 muestras de
ecotipos. Existen también muestras en Chile, Argentina, Ecuador, Colombia, EE.UU,
Inglaterra y la Unión Soviética.
(14) TAPIA Mario.. 1979. p 41 (15) Nuevas Publicaciones Sobre Granos Andinos. 2006
40
Tabla 4. Principales variedades de quinua
Variedades o ecotipos Altitud msnm
Color de grano
Sabor Periodo vegetativo (dias)
Blanca Junín 1 500-3 500 Blanco Dulce 160-180 Rosada Junín 2 000-3 500 Blanco Dulce 160-180 Nariño Amarillo 800-2 500 Blanco Dulce 180-200 Marangani 800-3 500 Amarillo Amarga 60-180 Quillahuaman INIA 800-3 500 Blanco Semidulce 160-180 Tahuaco i 1 500-3 900 Blanco Semidulce 150 Kancolla 800-4 000 Blanco Dulce 140-160 Cheweca 1 500-3 500 Amarillo Dulce 150-180 Chucapaca 800-3 900 Blanco Semidulce 150-160 Kamiri 800-4 000 Blanco Semidulce 150-160 Camacan II 800-4 000 Blanco Semidulce 150-160 Rosada Cusco 800-3 500 Blanco Semidulce 160-180 Real 500-4 000 Blanco Semidulce 110-130 Boliviana Jujuy 500-3 500 Blanco Semidulce 100-120 Sajama > 3 500 Blanco Dulce 150-170 Blanca de Juli --- Blanco Semidulce 150-180 Mantaro 1 500-3 500 Blanco Semidulce --- Hualhas 1 500-3 500 Blanco Semidulce --- Salcedo INIA --- --- --- ---
Fuente: Ministerio de Agricultura - Instituto Nacional de Investigación Agraria - Programa Nacional de Investigación de Cultivos Andinos. Peru, Junio - 1997.
1.2 EL TRIGO
El trigo es la planta más cultivada en toda la Tierra y al parecer una de las primeras que el
hombre comenzó a cultivar. Del trigo obtenemos la harina de trigo y de ésta el pan,
alimento de primer orden para toda la humanidad.
41
1.2.1 Composición De La Harina De Trigo. La harina debe ser: suave al tacto, de color
natural, sin sabores extraños a rancio, moho, amargo o dulce. Debe presentar una apariencia
uniforme sin puntos negros, libre de insectos vivos o muertos, cuerpos extraños y olores
anormales. (16)
Su composición química es:
Glúcidos:Almidón Es el componente principal de la harina. Es un polisacárido de
glucosa, insoluble en agua fría, pero aumentando la temperatura experimenta un ligero
hinchamiento de sus granos. El almidón está constituido por dos tipos de cadena:
o Amilosa: polímero de cadena lineal.
o Amilopectina polímero de cadena ramificada.
Junto con el almidón, vamos a encontrar unas enzimas que van a degradar un 10% del
almidón hasta azúcares simples, son la alfa y la beta amilasa.
Estas enzimas van a degradar el almidón hasta dextrina, maltosa y glucosa que servirá de
alimento a las levaduras durante la fermentación. (17)
Prótidos: Gluten. La cantidad de proteínas varía mucho según el tipo de trigo, la época
de recolección y la tasa de extracción.
(16) Quaglia Giovanni, Ciencia y tecnología de la panificacion, 2 ed, editorial Acribia Zaragoza (España): 1991. (17). Quaglia Giovanni,): 1991.p47
Glúcidos 74-76%Prótidos. 9-11%Lípidos 1-2%Agua. 13-16%Minerales 1-2%
42
El gluten es un complejo de proteínas insolubles en agua, que le confiere a la harina de
trigo la cualidad de ser panificable. Está formado por:
o Glutenina, proteína encargada de la tenacidad de la masa.
o Gliadina, proteína responsable de la elasticidad y extensibilidad de la masa.
La calidad del gluten presente en una harina es lo que determina que la harina sea "fuerte" o
"floja".
La harina fuerte es rica en gluten, tiene la capacidad de retener mucha agua, dando masas
consistentes y elásticas, panes de buen aspecto, textura y volumen satisfactorios.
La harina floja es pobre en gluten, absorbe poca agua, forma masas flojas y con tendencia a
fluir durante la fermentación, dando panes bajos y de textura deficiente. No son aptas para
fabricar pan pero si galletas u otros productos de repostería. (18)
Lípidos: las grasas de la harina proceden de los residuos de las envolturas y de partículas
del germen. El contenido de grasas depende por tanto del grado de extracción de la harina.
Mientras mayor sea su contenido en grasa más fácilmente se enranciará.(19)
Agua: la humedad de una harina, debe oscilar entre 13-16%, no puede sobrepasar el 16%,
es decir que 100 kilos de harina pueden contener, como máximo, 16 litros de agua. Se debe
tener en cuenta que la harina es higroscópica, o sea, que es influida por las variaciones de la
humedad atmosférica. Naturalmente la harina puede estar más seca.(20)
Minerales: cenizas. Es la materia mineral que queda después que las materias orgánicas
en la harina han sido quemadas; estos minerales son fosfatos de potasio, magnesio, calcio y (18) Quaglia Giovanni, 1991.p 52 (19) Quaglia Giovanni, 1991.p 54 (20) Quaglia Giovanni, 1991.p 55
43
rastros de hierro y aluminio, procedentes de la parte externa del grano, que se incorporan a
la harina según su tasa de extracción. (21)
1.3 HARINAS COMPUESTAS
Las harinas compuestas son aquellas a las cuales se busca sustituir el uso del trigo total o
parcialmente por productos farináceos de producción local. Colombia acusa un creciente y
agudo desbalance entre la producción de trigo y los requerimientos del grano para satisfacer
las necesidades internas.
Tal situación se presenta debido a diferentes factores, tales como, disponibilidad de tierras
adecuadas para el cultivo del cereal, los rendimientos económicos relativamente bajos de
los cultivos comparados con otros que ofrecen mayor rentabilidad, el incremento de la
población y el aumento del consumo per cápita del trigo y sus derivados. El desbalance en
mención sólo se ha podido compensar mediante la importación del cereal en cantidades
mayores cada año y a precios que van en aumento, consecuencia de las condiciones de
demanda operantes en el mercado internacional.
Para dar solución a los problemas mencionados se han venido realizando estudios
referentes a las “harinas compuestas”, como el efecto del lactosuero en la calidad de la
harina de trigo para panificación a nivel comercial(22) ,o la utilización de la harina de
quinua para la elaboración de pastas alimenticias(23), las cuales se plantean como una
(21) Quaglia Giovanni, 1991.p 57 (22)Caceres H. Martha E. el efecto del lactosuero en la calidad de la harina de trigo para panificación a nivel comercial 1993. (23) (Ricaute V. Lucia E. y Polaina S. Tatiana del P. la utilización de la harina de quinua para la elaboración de pastas alimenticias 1996.

44
alternativa para aportar soluciones a la alimentación humana y a la escasez de trigo en
Colombia. (24)
Se empezó utilizando la tecnología de harinas compuestas para demostrar el
procedimiento de mezclar harina de trigo con harinas de cereales y leguminosas para hacer
panes y galletas. Sin embargo la mezcla de harinas de otros cereales, de raíces y tubérculos
de leguminosas u otras materias primas puede también considerarse como una tecnología
de harinas compuestas. Como ejemplo puede citarse el caso dé la harina dé sorgo y maíz
para hacer tortillas.
El diluir la harina de trigo con cereales del país y cultivos de raíces resultó conveniente
pues así se estimulaba al sector agrícola y se reducían las importaciones de trigo en muchos
países en desarrollo. África no es una de las principales regiones cosecheras de trigo del
mundo. Sin embargo se ha registrado una demanda cada vez mayor de productos de trigo
como pan. África produce grandes cantidades de cereales no trigueros como sorgo y mijo.
1.4 EL PAN
1.4.1 Breve Historia. Los preparados derivados de grano cocido se han utilizado como
alimento desde la prehistoria. Es posible que el primer pan llevara bellotas o hayucos
triturados mezclados con agua y sometidos a calor natural o artificial para consolidar la
masa. Se han desenterrado fragmentos de pan sin levadura en las ruinas de los poblados
situados junto a los lagos suizos, que constituyen las comunidades civilizadas más antiguas
de Europa. Entre los egipcios, la elaboración del pan era conocida antes del siglo XX a.C.,
y se cree que descubrieron la fermentación de forma accidental. El tipo de pan consumido
tenía implicaciones sociales: el pan blanco era privilegio de los ricos y el negro estaba
(24) REINA Carlos. Pequeña revisión bibliográfica sobre harinas compuestas utilizadas para panificación. 1989.
45
reservado para los pobres. Se elaboraba a mano en el propio hogar o en el pequeño horno
local hasta finales del siglo XIX, cuando el trabajo manual fue reemplazado por máquinas.
Hay panificadoras actuales que utilizan amasadoras, cintas transportadoras, hornos
automáticos y máquinas para enfriar, cortar y envolver el pan. Al ir extendiéndose entre el
público el concepto de la alimentación sana, han vuelto a popularizarse los panes integrales
o negros. (25)
1.4.2 Definición. El Pan es un alimento básico que se elabora cociendo una mezcla de
harina o grano molido, agua o leche, y varios ingredientes más. La harina puede ser de
trigo, quinua, centeno, cebada, maíz, arroz, y soja. Dependiendo de los ingredientes
utilizados, el pan puede ser con levadura o ácimo. El primero se hace combinando un
agente que produce la fermentación y subida del pan, en general levadura, con el resto de
los ingredientes, normalmente azúcar, sal y grasa, además de la harina y el líquido. La
levadura actúa en el proceso de fermentación, generando diminutas burbujas de un gas,
dióxido de carbono, en la mezcla o masa, incrementando su volumen y haciéndola ligera y
porosa. (26)
1.4.3 Pan De Molde. El pan destinado al corte tiene que ser de buena calidad y tener
determinadas cualidades:
Miga blanca y resistente.
Estructura uniforme, fina y blanda.
Corteza suave
Conservación prolongada.
Además debe ser capaz de resistir el corte de las cuchillas sin tendencia a desmoronarse.
(25) QUAGLIA Giovanni,. 1991,p 417 (26) QUAGLIA Giovanni,. 1991,p419

46
Es mucho lo que se ha comercializado este artículo ya que hay fábricas exclusivamente
dedicadas a su producción. Estos panes se cuecen en moldes rectangulares. (27)
1.4.4 Proceso De Panificación
Los pasos fundamentales para el proceso de panificación son los siguientes:(Ver
diagrama 1)
Diagrama1. Elaboración de pan (pan de molde)
Fuente: (SENA) SERVICIO NACIONAL DE APRENDIZAJE. Manual sobre el Proceso de panificación. 1985.
(27) QUAGLIA Giovanni,. 1991,p 421
Dar forma de rollo a la masa y apretar
Harina 100 % Levadura 4 % Sal 2 % Agua 50% Azúcar 10 %
Mezcla y AmasadoEn orden de los ingredientes
Moldeado
1º fermentación 20 min.
Cocción (Horneado)
Pesaje
2ª fermentación 1 hora
A 400ºF
Empaque yalmacenamiento
Desmolde y enfriado

47
PESAJE Y MEDICION: se hace de acuerdo con las cantidades establecidas en la
formulación para cada producto, este pesaje se debe realizar lo mas preciso posible de lo
contrario los productos saldrán con muchos defectos.
MEZCLA Y AMASADO: los objetivos de este paso son la distribución homogénea de los
ingredientes y un adecuado desarrollo del gluten. Los métodos mas empleados son el
directo en el cual todos los ingredientes se mezclan al mismo tiempo y el de esponja en el
cual inicialmente solo se mezclan la mitad de los ingredientes, completándose la mezcla
después de la fermentación.
FERMENTACION: la masa se coloca en un cuarto con temperatura y humedad
controlada, en estas condiciones los almidones de la harina se transforman en azucares y
estos en alcohol y gas carbónico el cual hace que el volumen del pan se aumente. El
proceso de fermentación es de tres tipos:
La fermentación en masa o punteado que comprende desde el amasado hasta las
primeras etapas del corte.
La fermentación intermedia que abarca desde las ultimas partes del corte hasta el
moldeo
La denominada fermentación final en la cual se da el máximo desprendimiento de
CO2
DIVISION O CORTE: Luego de la fermentación se divide la masa en tantas porciones
como panes se vayan a fabricar. Para ello se emplea una maquina cortadora divisora, para
obtener un peso similar en cada pan se debe tener en cuenta la perdida de peso de la masa
por deshidratación.
Cuando la masa total no sufre una” prefermentación”, simplemente se forman los panes con
el tamaño deseado y pasamos los panes al cuarto de fermentación.
48
BOLEO O REDONDEO: con cada porción de masa se hace una bola compacta. Este paso
es generalmente manual y se realiza presionando la masa con la palma de la mano en forma
circular. Esto se hace con el fin de que los trozos de masa reposen antes de ser formados
por un tiempo de 10 a 20 minutos.
MOLDEADO: cada bola de masa se extiende con un rodillo y se procede a dar la forma
que corresponda al tipo de pan que se esta elaborando.
LEUDACION (FERMENTACION FINAL) los panes moldeados se colocan nuevamente
en el cuarto de fermentación donde crecen aproximadamente el doble de su tamaño a una
temperatura de 30-35ºC y una humedad entre 80-85%.
BRILLADO: los panes se brillan aplicándoles generalmente una mezcla de huevo y agua,
con una brocha común.
HORNEADO: finalmente los panes se colocan en el horno a una temperatura acorde con
el tamaño y el tipo de pan. Esta etapa sucede en dos fases:
Cuando el producto adquiere una temperatura interna de 45-50ºC la producción de
gas se inactiva por la muerte de la levadura y da el volumen final del pan y la miga se
expande por la acción del gas; cuando el producto tiene una temperatura interna entre 60-
70ºC hay coagulación de proteína y gelatinización de los almidones, el producto pierde su
plasticidad y adquiere la forma definitiva del pan.
En la segunda etapa ocurre el secado que forma la corteza y el cocimiento del pan.
49
ENFRIAMIENTO Y ALMACENAMIENTO: debe efectuarse a temperatura ambiente
no todos los tipos de pan se empacan pero cuando se hace no se deben empacar panes aun
calientes (27-30ºC) y no empacar en polietilenos que contengan polímeros tóxicos. (28)
Además se pueden presentar defectos en el pan como se muestra a continuación en la tabla
5.
1.4.5 Calificación Del Pan
De acuerdo a los parámetros de SILVA. A, Jack. en su articulo Calificación del pan. (29)
Se presenta la siguiente puntuación:
Puntuación
1.—Volumen 10 2.—Color de la corteza 8 3.—Simetría de la forma 6 4.—Uniformidad del color 3 5.—Características de la corteza 3 6.—Grano de la miga 10 7.—Color de la miga 17 8.—Olor 15 9.—Sabor 20 10.—Textura de la miga 18 Total 100
(28) (SENA) SERVICIO NACIONAL DE APRENDIZAJE. Manual sobre el Proceso de panificación. 1985 (29) SILVA. A, Jack. Calificación del pan. En: La revista pan. (Agosto de 1956); p. 27-29

50
Tabla 5. Análisis de los defectos de corte
TIPO DE DEFECTO CAUSAS PROBABLES 1. DEFORMACION
a) AFLOJAMIENTO parcial o total del pan
b) LACERACION separación de la
corteza y la miga
Enfriamiento del pan inadecuado. Corteza muy dura o consistente. corteza muy ligera debida a la escasa cocción o la
humedad excesiva del refrigerado. Mecanismo de alimentación mal Regulado.
Hoja de corte torpe o no precisa. Miga poco consistente debido a excesiva
elaboración o a la propiedad inadecuada de los ingredientes.
Posición hoja de cabeza demasiada alta 2. DEFECTOS EN LA
SUPERFICIE DEL CORTE a) ROCE Superficie áspera con desmigajamiento en los casos mas graves
b) APELOTAMIENTO Bolitas de miga formadas entre las rebanadas
Hoja de corte embotada o con dientes malos Calidad básica del pan Hoja de corte mala por ejemplo con dientes muy
profundos.
Enfriamiento inadecuado Propiedad de los ingredientes Corteza fiable a causa del aire seco del refrigerador
3. ROTURAS DE LA CORTEZA
Corteza coriacea a causa del aire seco
4. REGADO DE LAS REBANADAS ENTRE SI SOLO LA CORTEZA CORTEZA Y MIGA
Características de los ingredientes (exceso de amilosas) Enfriamiento o cocción inadecuada
5. DEBIDOS A LA MAQUINARIA
a) CORTE DIFICIL O LENTO
b) EMPASTAMIENTO DE LA HOJA
Adhesión de material sobre la hoja
c) CORTE IRREGULAR Superficie ondulada
Corteza dura o coriacea Hoja de corte embotada o inadecuada Enfriamiento inadecuado
Recalentamiento de la hoja debido a la mala regulación de la guía o de la tensión.
hoja oscilante porque la guía esta demasiada floja, la tensión muy baja o por defectos de construcción
Fuente: QUAGLIA Giovanni, Ciencia y tecnología de la panificación.2ª ed, editorial Acribia, Zaragoza (España): 1991 P 383

51
1.5 ANALISIS FISICO-MECANICO DE LAS HARINAS
Si se considera que la harina debe experimentar, para ser transformada en pan, un cambio
fundamental en su aspecto y constitución física, cambio efectuado durante las etapas de
fermentación y cocción, y caracterizado por el aumento de volumen, la formación de la
miga constituida por innumerables alvéolos separados por delgadas paredes de masa, la
formación de la corteza, etc, se comprende que dicho cambio solo es posible por la
existencia en la masa de ciertas cualidades plásticas como la extensibilidad, tenacidad,
capacidad de retención de gas, etc.(30)
Este tipo de estudio físico- mecánico se conoce como farinografía.
Técnicamente, el valor panificable de una harina es la relación entre la estructura de la
masa y el empuje.
La estructura de la masa se halla determinada por:
La posibilidad de absorber mayor o menor cantidad de agua (absorción o consistencia)
La de soportar mayor o menor tiempo de esfuerzos mecánicos (desarrollo, estabilidad,
debilitamiento)
La de dar panes más o menos voluminosos (elasticidad, extensibilidad)
Para la medición de las características anteriores, existen varios aparatos, tales como el
farinógrafo, y el alveógrafo, etc
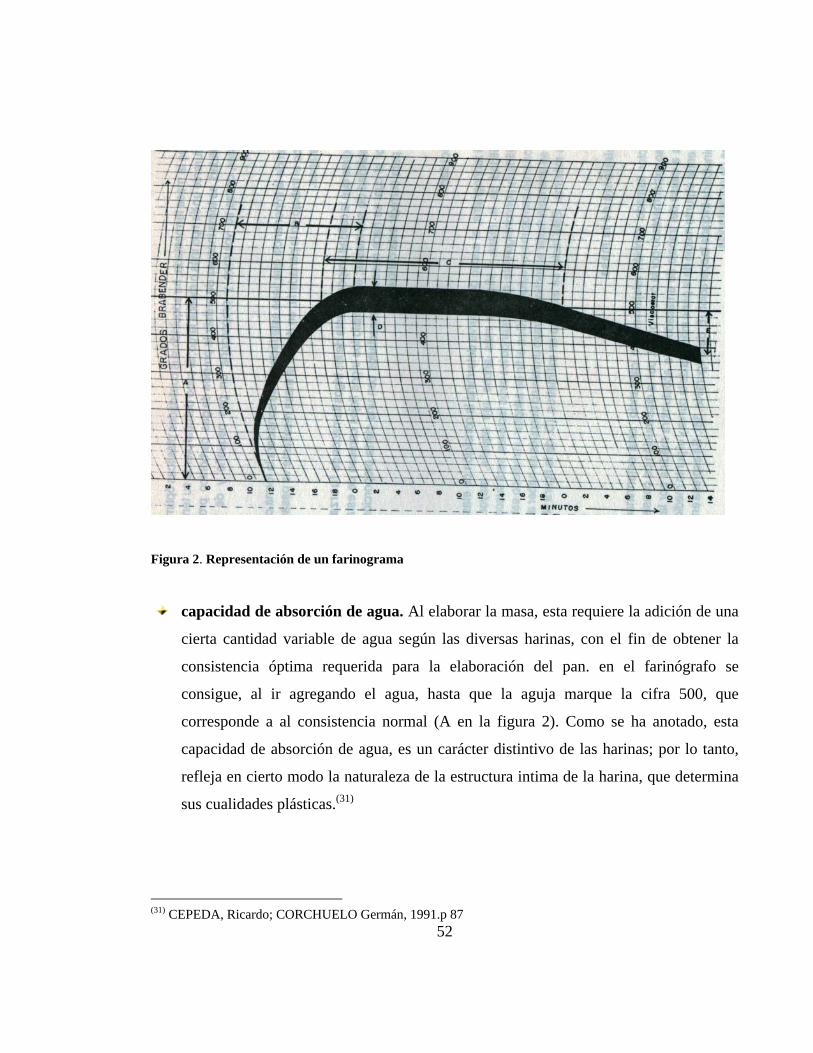
1.5.1 farinograma. Las principales propiedades físicas y mecánicas de la masa de harina
que interesan en la prueba de panificación, son registradas gráficamente en el farinograma
(Ver figura 2) y son las siguientes:
(30) CEPEDA, Ricardo; CORCHUELO Germán, Tecnología de Cereales y Oleaginosas 1991.
52
Figura 2. Representación de un farinograma
capacidad de absorción de agua. Al elaborar la masa, esta requiere la adición de una
cierta cantidad variable de agua según las diversas harinas, con el fin de obtener la
consistencia óptima requerida para la elaboración del pan. en el farinógrafo se
consigue, al ir agregando el agua, hasta que la aguja marque la cifra 500, que
corresponde a al consistencia normal (A en la figura 2). Como se ha anotado, esta
capacidad de absorción de agua, es un carácter distintivo de las harinas; por lo tanto,
refleja en cierto modo la naturaleza de la estructura intima de la harina, que determina
sus cualidades plásticas.(31)
(31) CEPEDA, Ricardo; CORCHUELO Germán, 1991.p 87

53
velocidad de desarrollo. Para que la masa llegue a adquirir sus condiciones optimas
en cuanto a estructura física y cualidades plásticas, es necesario que transcurra un
cierto tiempo desde que comienza la fermentación. Este factor tan importante esta
determinado en el farinograma (B en la figura 2) por el tiempo que demora la curva
para llegar a su punto mas alto contando desde el comienzo de la operación. Este
factor se expresa en minutos y puede variar con el tipo de harina.
Este carácter determina hasta cierto punto el método de panificación que debe
adoptarse y permite clasificar a las harinas en dos tipos: de desarrollo rápido y de
desarrollo lento. Las primeras exigen en la panificación un método de conducción
corto y las ultimas un método de conducción largo.(32)
estabilidad de la masa. También recibe el nombre de tolerancia de fermentación. Esta
queda expresada en el farinograma por el tiempo durante el cual la curva, después de
haber llegado a su altura máxima, se mantiene visiblemente horizontal (C en la figura
2). Se expresa en minutos y su valor es variable.
Una vez que la masa fermentada, ha adquirido sus cualidades plásticas optimas, las
conserva durante un tiempo mas o menos largo, al cabo del cual pierde su tenacidad y
extensibilidad, se torna incapaz de resistir la presión de gas carbónico producido en su
interior, decae su volumen y proporciona un pan pequeño y de inferior calidad. (33)
elasticidad. Según el farinograma, el ancho de la curva determina la condición de
elasticidad o extensibilidad de la masa. Mientras mas ancha sea aquella, mayor será la
extensibilidad y por consiguiente, concurriendo los otros factores, será susceptible de
proporcionar un pan de mayor volumen. Con el fin de adoptar un método estándar de
(32) CEPEDA, Ricardo; CORCHUELO Germán, 1991.p 88 (33) CEPEDA, Ricardo; CORCHUELO Germán, 1991.p 89
54
medida, se aconseja medir el ancho del trazo un minuto después de haber alcanzado su
punto máximo. Este factor se expresa en milímetros (D en la figura 2).(34)
decaimiento de la masa. Este factor llamado también relajamiento o cansancio, esta
determinado por el descenso experimentado por la curva, o sea, por la disminución de
consistencia de la masa a causa del trabajo de amasado. Se acostumbra a medirla por la
distancia vertical entre el punto medio de la parte mas alta de la curva y el punto medio
después de diez minutos de iniciada la operación (E en la figura 2). Se expresa en
unidades o grados de consistencia. (35)
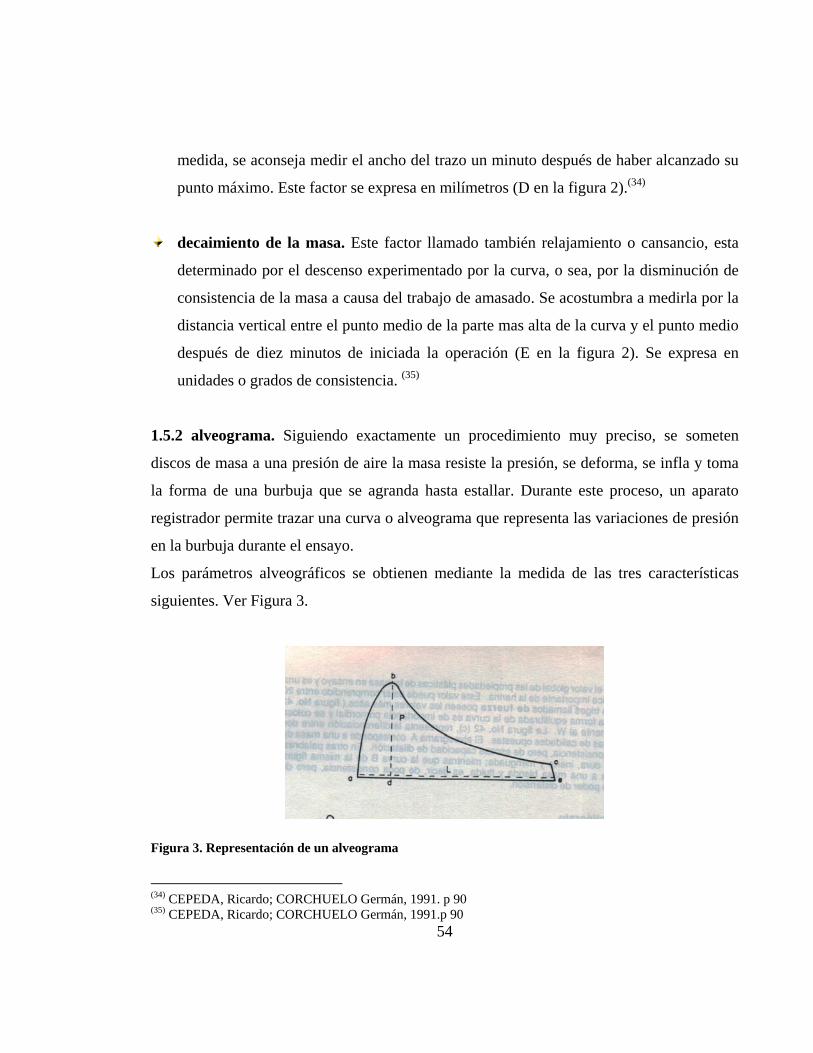
1.5.2 alveograma. Siguiendo exactamente un procedimiento muy preciso, se someten
discos de masa a una presión de aire la masa resiste la presión, se deforma, se infla y toma
la forma de una burbuja que se agranda hasta estallar. Durante este proceso, un aparato
registrador permite trazar una curva o alveograma que representa las variaciones de presión
en la burbuja durante el ensayo.
Los parámetros alveográficos se obtienen mediante la medida de las tres características
siguientes. Ver Figura 3.
Figura 3. Representación de un alveograma
(34) CEPEDA, Ricardo; CORCHUELO Germán, 1991. p 90 (35) CEPEDA, Ricardo; CORCHUELO Germán, 1991.p 90

55
Tenacidad de la masa (P). Es medida por la altura b.d. tiene relación con el tramo de
curva ab, el cual indica que la presión realizada sobre la masa es muy elevada y que las
deformaciones son aun muy débiles.
Una harina de P alto (mas de 45 mm) permite añadir mas agua sin perder firmeza de la
masa, lo que aumenta el rendimiento en pan. En definitiva es la capacidad de absorción
de agua, siguiendo una determinada técnica panadera.(36)
Dilatación de la masa (G). también se denomina hinchamiento o extensibilidad y
corresponde a la cantidad de aire insuflado en la burbuja. Este índice esta en relación
con el largo de la curva L. (segmento ae) ya que la burbuja se forma en el tramo bc.(37)
Deformación (W). el trabajo de deformación de la masa se calcula por el área de la
curva, la cual lógicamente varia con P y G. la deformación representa el trabajo en
miles de ergios realizados sobre un gramo de masa.(38)
LCSW .
=
DONDE:
S = superficie de la curva en cm2
C = coeficiente relacionado con G como cuyo valor se encuentra en una tabla provista
con el aparato
L = longitud en cm
(36) CEPEDA, Ricardo; CORCHUELO Germán, 1991.p 96 (37) CEPEDA, Ricardo; CORCHUELO Germán, 1991.p 96 (38) CEPEDA, Ricardo; CORCHUELO Germán, 1991.p 96
56
2. MATERIALES Y MÉTODOS
El presente trabajo fue desarrollado en las instalaciones del Laboratorio de Farinología de
la Corporación Colombiana de Investigación Agropecuaria CORPOICA- TIBAITATÁ.
Los análisis se llevaron a cabo en la Universidad de La Salle, sede norte, los
fisicoquímicos. en el Laboratorio de Química, los análisis microbiológicos en el
laboratorio de microbiología y los ensayos de panificación en la planta piloto de cereales
MATERIALES
Para el desarrollo del proyecto se empleó la variedad Quinua Blanca de Junín, facilitada
por la empresa Casa Quinua Gourmet, la cual obtiene su materia prima de cultivos que
asesora en la zona rural de Ventaquemada (Cundinamarca).
La materia prima fue recibida como harina, pero ésta presentaba un tamaño de partícula
muy grande por lo que fue necesario realizar de nuevo una molienda y un tamizado para
asegurar que la harina cumpliera con las características necesarias.
La harina de trigo empleada para la realización del proyecto fue de marca comercial.

57
2.1 CARACTERIZACION DE LAS HARINAS DE TRIGO Y QUINUA
A las materias primas (harina de trigo y harina de quinua) empleadas en los ensayos, y a
los diferentes tratamientos se les valoraron sus propiedades fisicoquímicas,
microbiológicas y reológicas según los métodos oficiales de la A.O.A.C. (Association of
Oficial Analytical Chemists); I.C.C (Internacional Cereal Chemists); NTC (Norma
Técnica Colombiana);A.A.C.C (American Asociation of Cereal Chemists). Dichos
métodos se encuentran enunciados en la Tabla 6.
Tabla 6. Métodos de análisis de materias primas y tratamientos
ANALISIS METODOS
HUMEDAD A.O.A.C 925.09
CENIZAS A.O.A.C 923.03
PROTEINA A.O.A.C 920.87
EXTRACCION DE GLUTEN I.C.C Nº 137
TIEMPO DE CAIDA A.A.C.C 56-81B
ALVEOGRAMA A.A.C.C 5430
FARINOGRAMA A.A.C.C. 54-21 Fuente: Las autoras
2.1.1 Análisis Fisicoquímicos. Para garantizar que el producto final cumpla con los
requisitos solicitados en las normas fue indispensable realizar los siguientes análisis en
donde se determinaron los valores contenidos por el mismo.
• Humedad: se define como la perdida de agua que se experimenta dejando un
gramo de la muestra a analizar en condiciones de 120ºC por una hora., (Figura 4), se
58
realiza en una balanza de humedad utilizando un método gravimétrico de acuerdo a
la A.O.A.C 925.09
Figura 4. Balanza para determinación de humedad
• Tiempo de caída: la acción enzimática sobre el almidón y lípidos es de vital
importancia ya que inciden en la calidad de cocción como en el color del pan.
Esta prueba, realizada en el equipo “Falling Number”, permitió determinar en forma
cualitativa la actividad de amilasa en cada una de las muestras analizadas. Basado
en la norma de la A.A.C.C 56-81B.
• Gluten: el contenido de gluten se efectuó en el equipo ”glutomatic 2100
centrifuge 2012 y glutorn 2020. (Figura 5), basado en la I.C.C Nº 137.
59
a) Glutomatic 2100,centrifuge 2012 b) glutorn 2020
Figura 5. Glutomatic 2100 centrifuge 2012 y glutorn 2020
• Cenizas: el contenido de ceniza se determinó por medio de la incineración de las
muestras, las cuales se colocan en una mufla, hasta obtener residuos grises o
blancos, lo que indica total calcinación. (Figura 6), utilizando el método
gravimétrico de la A.O.A.C. 923.03.
Figura 6. Mufla Vulcan A- 550
• Proteína: método para determinar contenido de proteína en cada una de las mezclas
por el método kjeldahl, realizados en el equipo kjeldahl (Figura 7).
60
a) digestor
Figura 7. Equipo kjeldahl,
2.1.2 Análisis Microbiológicos. Estos análisis fueron realizados para la harina de trigo y la
harina de quinua, así mismo como para cada uno de los tratamientos que se realizan en el
proyecto. (39)
• Determinación de coliformes fecales. Se determina la presencia de
microorganismos, por pruebas para coliformes para la determinación de estos por la
técnica del NMP (Numero Mas Probable) y el método del caldo lactosa bilis (2%)
verde brillante con confirmación posterior.
• Confirmación de escherichia coli Se determina la contaminación directa o indirecta
de origen fecal. E. coli es el indicador clásico de la posible presencia de patógenos
(39) I.C.M.S.F. Tecnicas de analisis microbilogico volumen I. 1998
61
entéricos en el agua, en los moluscos, en los productos lácteos y en otros alimentos.
Confirmación en placas de agar bilis lactosa rojo neutro cristal violeta.
• Determinación de mesófilos aerobios viables. El número de microorganismos
mesófilos aerobios (recuento en placa) encontrados en un alimento es uno de los
indicadores microbiológicos de calidad de los alimentos mas comúnmente utilizados.
El método empleado es el de recuento en placa por siembra de gotas en superficie.
• Recuento de mohos y levaduras. Los mohos y las levaduras causan importantes
pérdidas por alteración de alimentos, cuyo almacenamiento se realiza en condiciones
inadecuadas. Además, existe el peligro potencial de producción de micotoxínas por
parte de los mohos. El método empleado es el de recuento de mohos y levaduras por
siembra en placa en todo el medio.
• Recuento de esporulados. Para hacer el recuento en placa de esporas, es necesario
romper el estado de latencia, inducir la germinación y estimular el crecimiento de las
células.
2.1.3 Análisis Reológicos. Sabemos que la masa panaria es un estado muy particular, a la
vez solidó, líquido y gaseoso, para lo cual esta creada la reología de las masas. Por lo tanto,
para saber la calidad de la harina hacen falta muchos datos, ya que una harina que va bien
para pan común en un proceso automatizado, no resulta para un proceso artesanal. Así
pues, cada proceso debe definir su calidad de harina en función (40)
• Del sistema de fabricación que lleve.
• De las formulas que tenga aplicadas a masa madres y a las temperaturas tanto de
fermentación como de cocción, etc.
(40) CALAVERAS, Jesús.Tratado de panificación y bollería. 1996.

62
Los principios básicos de las propiedades reológicas están basados en:
Elasticidad (cualidad que tiene un material de volver a su punto de origen después de se
estirado)
Viscosidad
Plasticidad (cualidad que tiene un material ya moldeado para conservar su forma
resistiendo todas las fuerzas que actúan sobre el)
• Farinograma. En el farinógrafo, se registra el proceso de amasado de las harinas, y
así se fija el comportamiento de amasado de estas. Este aparato sirve para la
determinación de la adsorción de agua como parámetro principal, entre otros.
Ayuda en la selección de mezclado de harinas, comportamiento de estas al amasado,
en la determinación del tipo y cantidad de aditivo a utilizar; dando un estudio
general de la calidad reológica de las masas; además registra el proceso de amasado
de harinas de trigo y fija el comportamiento de amasado de la misma. Este análisis
es realizado en el farinógrafo de Brabender.( Figura 8)
Figura 8. Farinógrafo de Brabender

63
• Alveograma. Mide las características mecánicas de la harina, como tenacidad,
extensibilidad y trabajo. Su utilización permite clasificar, calcular las mezclas de
trigo y harina y seleccionar los mejorantes adecuados para optimizar sus
utilizaciones desde el punto de vista económico.
Este análisis es realizado en el alveógrafo de chopin. (Figura 9)
Figura 9. Alveógrafo de Chopin
2.2 DETERMINACION DEL PORCENTAJE MÁS ADECUADO DE
SUSTITUCIÓN
Según Cepeda. R. 2006 los porcentajes de sustitución que se deben manejar con este
pseudo cereal deben estar en un máximo de 30 %, debido a que la quinua no posee gluten
es muy difícil su estabilidad al momento de su panificación, y si este porcentaje se maneja
por debajo del 15 %, no presenta un incremento significativo, lo cual es la finalidad de este
proyecto.
Por lo tanto se establecen los siguientes porcentajes de sustitución. (Ver Tabla 7)
Estos porcentajes se determinan con los resultados de los análisis de humedad, proteína y
cenizas.
64
Tabla 7. Porcentajes de sustitución de quinua utilizados en el proyecto
TRATAMIENTO HARINA DE TRIGO HARINA DE QUINUA 1 100% (TESTIGO) 2 85% 15% 3 80% 20% 4 75% 25% 5 70% 30%
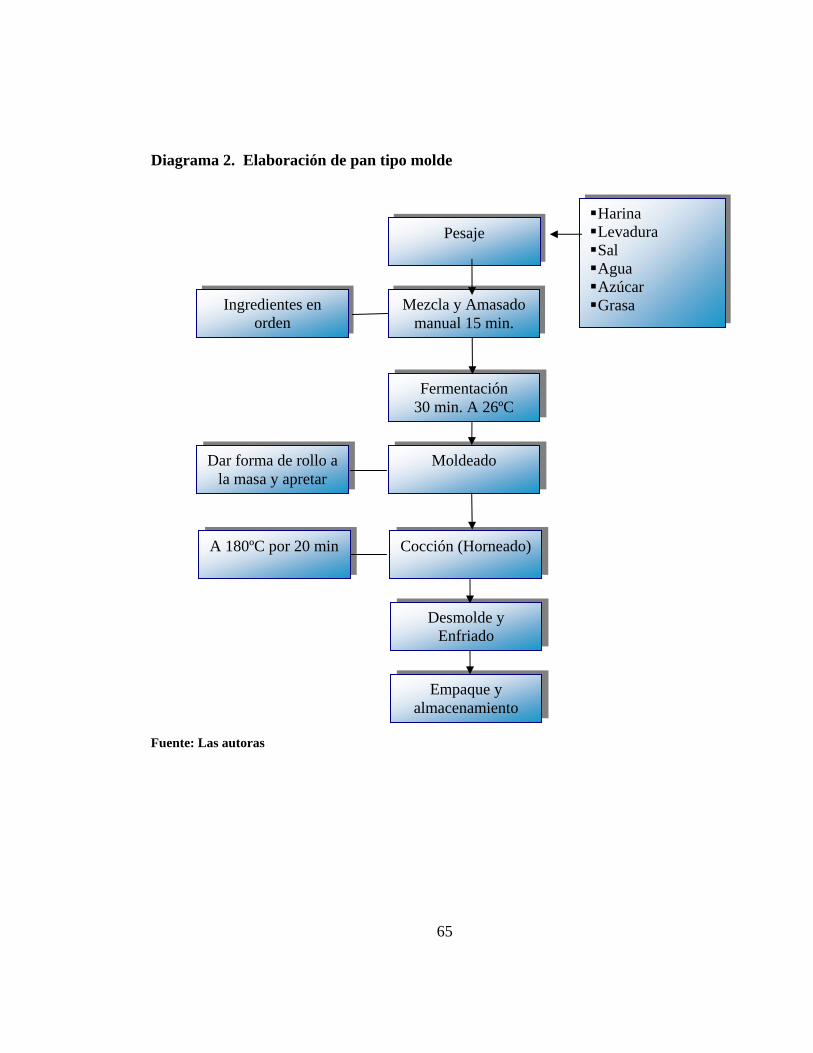
2.3 ANÁLISIS DE PANIFICACIÓN.
Para la elaboración del pan tipo molde, es necesario realizar varios ensayos para lograr la
estandarización del proceso, el cual se realiza con cinco ensayos utilizando diferentes
proporciones de los ingredientes para determinar la mejor masa panaria, teniendo en cuenta
características como: homogeneidad, pegajosidad, volumen del pan, etc.
Siguiendo el procedimiento de un método directo, según el Diagrama 2:
2.4 ANÁLISIS SENSORIAL DE LA PANIFICACIÓN.
La evaluación sensorial se cumplió a las 36 horas de realizado el pan, empleando el método
descriptivo por puntaje y con un panel de 75 catadores no entrenados. Se aplica un
cuestionario con una escala hedónica para la obtención de los resultados de los diferentes
tratamientos.
65
Diagrama 2. Elaboración de pan tipo molde
Fuente: Las autoras
Dar forma de rollo a la masa y apretar
Harina Levadura Sal Agua Azúcar Grasa Mezcla y Amasado
manual 15 min. Ingredientes en
orden
Moldeado
Fermentación 30 min. A 26ºC
Cocción (Horneado)
Pesaje
A 180ºC por 20 min
Desmolde y Enfriado
Empaque y almacenamiento
66
2.4.1 Análisis de datos. Para el análisis de los resultados de la evaluación de la
panificación se emplea el test de Kruscal Wallis. Este es un método no paramétrico que
analiza el efecto de un sector de clasificación en una variable representada en un modelo
factorial de varianza.(44)
Este reporte de análisis se realiza por pruebas de aceptación utilizando una clasificación
hedónica y se reporta por medio de columnas para cada uno de los diferentes tratamientos
realizado por las autoras.
La finalidad de una encuesta por muestreo es obtener información para satisfacer una
necesidad definida.
La población que se muestrea debe coincidir con la población sobre la cual se desea
información. Además es conveniente cerciorarse que todos los datos son pertinentes a la
encuesta y que no se omiten datos esenciales. Particularmente en presencia de poblaciones
humanas, existe la tendencia a hacer un muestreo excesivo de preguntas que no se analizan
posteriormente. Un cuestionario demasiado largo produce una baja general de la calidad de
las respuestas, tanto a las preguntas importantes como a las otras. (45)
Para la obtención de la información ésta se puede obtener sin muchos gastos preguntando a
personas expertas en un determinado campo. Sin duda estos expertos tendrán opiniones
diferentes, y no hay ningún método objetivo para diferenciar entre sus opiniones. Otro
procedimiento consiste en limitar el muestreo a unidades que parecen ser representativas de
la población que se considera. Se obtiene información sobre estas unidades y con base en la
misma se hacen estimaciones sobre las características de la población.(46)
(44) Raj, Des, Teoría de muestreo, 1a ed, editorial continental, México D.F. 1980. (45) COCHRAN, William G, Técnicas de muestreo, 1a ed, editorial continental, México D.F. 1998 (46) ZIMMERMANN, Francisco José, Estadística para investigadores, 1a ed, editorial, Escuela colombiana de ingeniería, Bogota, Colombia, 2004.

67
3. RESULTADOS Y DISCUSIONES
3.1 CARACTERIZACIÓN DE LA HARINA DE QUINUA Y LOS CINCO
TRATAMIENTOS
El primer paso es el tamizado; este tiene como objeto eliminar cualquier material extraño y
definir un tamaño de partícula óptimo y homogéneo para el proceso de producción de pan
tipo molde. El análisis por tamizado se realizó en una malla de 200 mm, de este modo se
logra obtener una harina mas homogénea con menos presencia de impurezas.
3.1.1 Análisis Fisicoquímicos para la harina de quinua
• Humedad. El análisis de humedad de la harina de quinua se muestra en la Tabla 9,
donde se ve que esta cumple con los parámetros establecidos en la norma A.O.A.C.
925.09, ya que esta exige como máximo una humedad 15.5 %, y el valor arrojado
en el análisis es de 13.1%. Se usó la misma legislación empleada para la harina de
trigo.
• Cenizas. Se observa que el contenido de cenizas es más alto en la harina de quinua
(Figura 10) debido a que ésta presenta un tamaño de partícula más grande que el de
la harina de trigo, como se ve en la Tabla 8.
Tabla 8. Resultados fisicoquímicos de la harina de quinua
REPLICA 1 REPLICA 2 REPLICA 3 PROMEDIO % HUMEDAD 13.30 13.00 13.10 13.10% CENIZAS 0,06 0,06 0,06 0.06% PROTEINA 15,30 15,45 15,58 15.44
Fuente: Las Autoras
68
Figura 10. Contenido de cenizas en la harina de quinua comparado con el testigo (trigo)
• Proteína. (Figura 11) El porcentaje de proteína varia de acuerdo al tipo de suelo en
que se cultiva, por lo tanto esto influye en el valor, como se puede ver en la tabla 2,
teniendo en cuenta que la literatura empleada fue de cultivos bolivianos y peruanos,
y los resultados obtenidos son de cultivos colombianos, específicamente de
Ventaquemada (Cundinamarca). Ver Tabla 9.
Figura 11. Ensayos de proteína para la quinua
QUINUA TESTIGO

69
3.1.2 Análisis Microbiológicos para la harina de quinua
Los análisis microbiológicos para la quinua dieron como resultado que esta harina fue
microbiológicamente segura y apta para el consumo humano, ya que se pudo observar
claramente que la quinua posee agentes antimicrobianos naturales(47), y es por esto que para
la mayoría de las pruebas realizadas no se presentó crecimiento de microorganismos (ver
tabla 9), y así cumplen con los valores establecidos de acuerdo a la I.C.M.S.F. que se toma
como referencia para el desarrollo del proyecto. (Ver anexo 1)
Tabla 9. Resultados microbiológicos de la harina de quinua
ANALISIS RESULTADOS
COLIFORMES FECALES NEGATIVO
ESCHERICHIA COLI AUSENCIA
MESOFILOS AEROBIOS VIABLES < 3
MOHOS Y LEVADURAS AUSENCIA
ESPORULADOS AUSENCIA
Fuente: anexo 1
3.2 ANÁLISIS DE LOS TRATAMIENTOS.
En el proyecto se realizan cuatro sustituciones y un patrón de trigo, a los que se le realizan
las siguientes análisis.
(47) TAPIA Mario.et. al. 1979. P 85
70
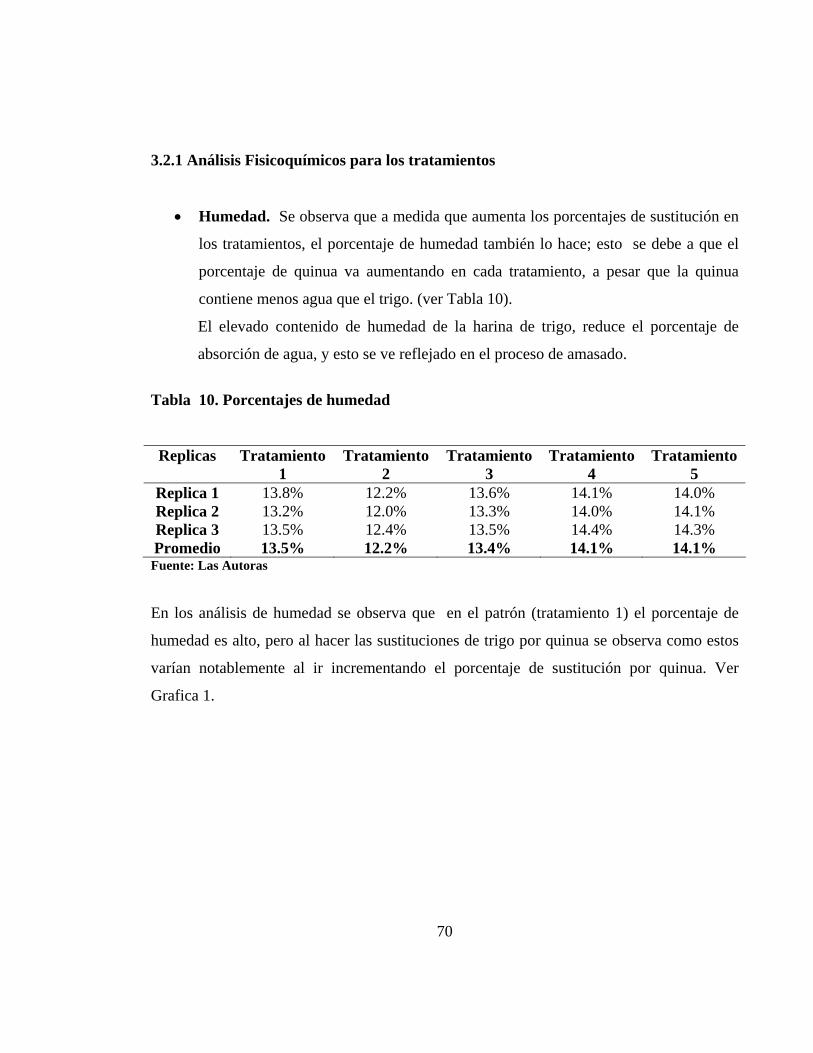
3.2.1 Análisis Fisicoquímicos para los tratamientos
• Humedad. Se observa que a medida que aumenta los porcentajes de sustitución en
los tratamientos, el porcentaje de humedad también lo hace; esto se debe a que el
porcentaje de quinua va aumentando en cada tratamiento, a pesar que la quinua
contiene menos agua que el trigo. (ver Tabla 10).
El elevado contenido de humedad de la harina de trigo, reduce el porcentaje de
absorción de agua, y esto se ve reflejado en el proceso de amasado.
Tabla 10. Porcentajes de humedad Replicas Tratamiento
1 Tratamiento
2 Tratamiento
3 Tratamiento
4 Tratamiento
5 Replica 1 13.8% 12.2% 13.6% 14.1% 14.0% Replica 2 13.2% 12.0% 13.3% 14.0% 14.1% Replica 3 13.5% 12.4% 13.5% 14.4% 14.3% Promedio 13.5% 12.2% 13.4% 14.1% 14.1% Fuente: Las Autoras En los análisis de humedad se observa que en el patrón (tratamiento 1) el porcentaje de
humedad es alto, pero al hacer las sustituciones de trigo por quinua se observa como estos
varían notablemente al ir incrementando el porcentaje de sustitución por quinua. Ver
Grafica 1.

71
Grafica 1. Porcentajes de humedad vs tratamientos
PORCENTAJES DE HUMEDAD
1212,5
1313,5
1414,5
0 1 2 3 4 5TRATAMIENTOS
POR
CEN
TAJE
S H
UM
EDA
D
PORCENTAJES DE HUMEDAD
• Tiempo de caída. El Falling Number o tiempo de caída es una técnica rápida para
estimar la actividad diastásica o grado de daño de almidón en el trigo. Entre mas
tarde en caer el embolo mas viscosa es la solución; por lo tanto existe menor
actividad diastásica (actividad amilolítica) o grado de daño al almidón. (48)
Para este caso los tratamientos presentan una baja actividad de α- amilasa (ver
Tabla 11) ya que al aumentar el porcentaje de harina de quinua en la sustitución
disminuye la actividad de α- amilasa.
(48) CEPEDA, Ricardo; CORCHUELO German. 1991.
72
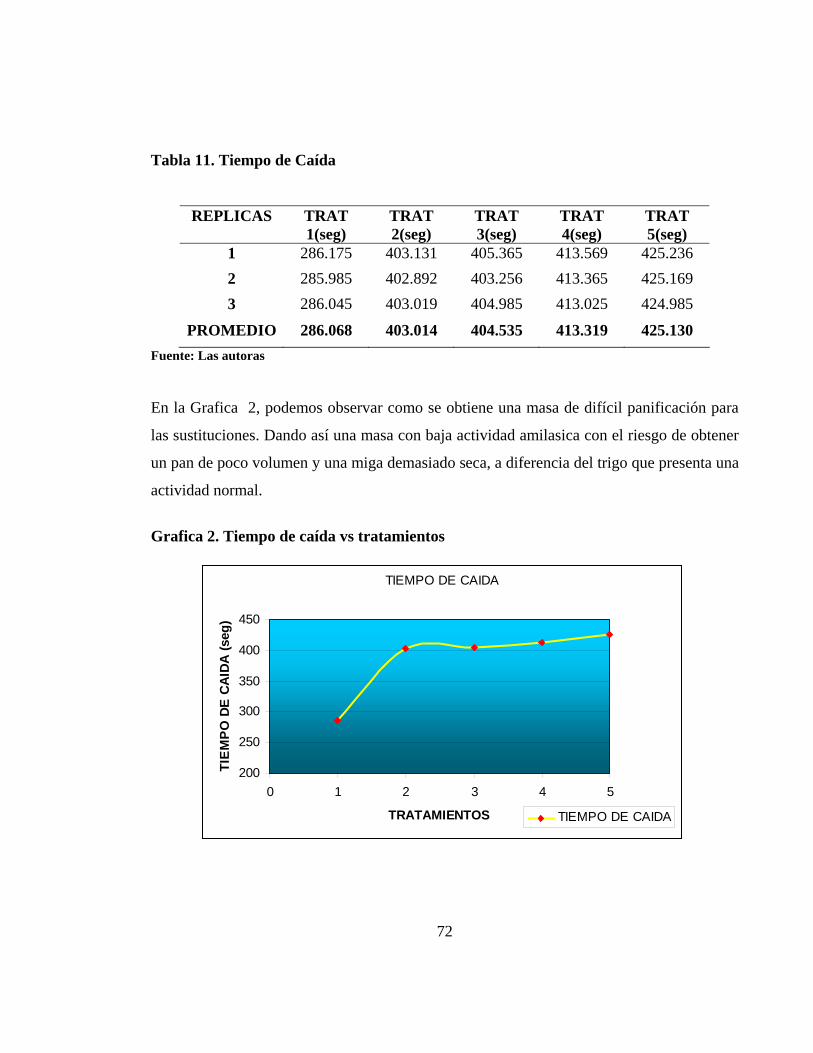
Tabla 11. Tiempo de Caída
REPLICAS TRAT 1(seg)
TRAT 2(seg)
TRAT 3(seg)
TRAT 4(seg)
TRAT 5(seg)
1 286.175 403.131 405.365 413.569 425.236 2 285.985 402.892 403.256 413.365 425.169 3 286.045 403.019 404.985 413.025 424.985
PROMEDIO 286.068 403.014 404.535 413.319 425.130 Fuente: Las autoras
En la Grafica 2, podemos observar como se obtiene una masa de difícil panificación para
las sustituciones. Dando así una masa con baja actividad amilasica con el riesgo de obtener
un pan de poco volumen y una miga demasiado seca, a diferencia del trigo que presenta una
actividad normal.
Grafica 2. Tiempo de caída vs tratamientos
TIEMPO DE CAIDA
200
250
300
350
400
450
0 1 2 3 4 5
TRATAMIENTOS
TIEM
PO D
E C
AID
A (s
eg)
TIEMPO DE CAIDA

73
• Gluten. Se observa claramente que el porcentaje de gluten tanto húmedo como
seco, disminuye notablemente a medida que aumenta el contenido de sustitución,
debido a que la quinua no posee proteína funcional, siendo un factor negativo para
la elaboración de productos de panificación, por lo cual se hace necesario la adición
de harina de trigo y así esta pueda tener un comportamiento visco – elástico como
se observa en la Tabla 12.
Los porcentajes de gluten seco y gluten húmedo, se encontraron dentro de los
niveles sugeridos por Othon (49), los cuales son del 30 – 35 % para gluten húmedo y
de tres veces su peso en seco, ya que se asume que el gluten seco es la tercera parte
del gluten húmedo.
Tabla 12. Contenido de gluten
TRATAMIENTOS GLUTEN SECO % GLUTEN HUMEDO %
1 10.01 30.45
2 9.1 24.50
3 8.2 21.55
4 7.3 18.35
5 6.4 16.85 Fuente: Las Autoras De acuerdo a la Grafica 3, observamos la perdida de gluten en los tratamientos, debido a la
ausencia de este en la quinua. (49) OTHON, Sergio. Química, Almacenamiento e Industrialización de Cereales. 1996.

74
Grafica 3. Contenido de gluten
CONTENIDO DE GLUTEN
0
5
10
15
20
25
30
35
0 1 2 3 4 5TRATAMIENTOS
POR
CEN
TAJE
GLUTEN SECOGLUTEN HUMEDO
• Cenizas. Se observa (Figura 12) que el contenido de cenizas en los tratamientos es
más elevado a medida que aumenta el porcentaje de sustitución como se ve en la
Tabla 13. y en la Gráfica 4, Este problema se presenta por que al momento de
realizar la molienda, esta se lleva a cabo de forma inadecuada, obteniendo así un
tamaño de partícula inadecuado, y la harina puede quedar con residuos de
pericarpio.
También se tiene en cuenta que la quinua posee un elevado contenido de minerales
(Véase Tabla 1); pero los valores de todos los tratamientos se encontraron dentro del
limite permisible de harinas para la panificación que es de 0.8 %, de acuerdo a la
A.O.A.C. 923.03.
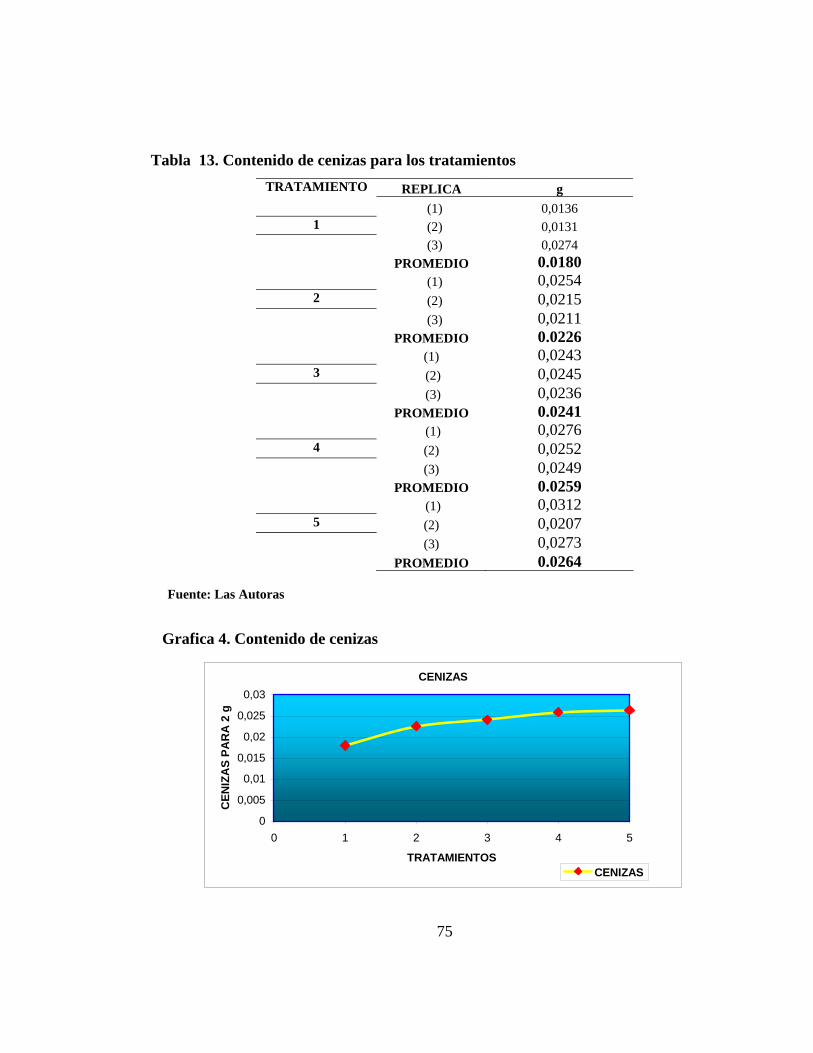
75
Tabla 13. Contenido de cenizas para los tratamientos TRATAMIENTO REPLICA g
(1) 0,0136 1 (2) 0,0131 (3) 0,0274 PROMEDIO 0.0180 (1) 0,0254
2 (2) 0,0215 (3) 0,0211 PROMEDIO 0.0226 (1) 0,0243
3 (2) 0,0245 (3) 0,0236 PROMEDIO 0.0241 (1) 0,0276
4 (2) 0,0252 (3) 0,0249 PROMEDIO 0.0259 (1) 0,0312
5 (2) 0,0207 (3) 0,0273 PROMEDIO 0.0264
Fuente: Las Autoras
Grafica 4. Contenido de cenizas
CENIZAS
0
0,005
0,01
0,015
0,02
0,025
0,03
0 1 2 3 4 5
TRATAMIENTOS
CEN
IZA
S PA
RA
2 g
CENIZAS

76
Figura 12. Contenido de cenizas para los tratamientos
• Proteína. De acuerdo a los datos obtenidos en los análisis de proteína, (véase Tabla
14) se observa (Figura 13 que el porcentaje aumenta a medida que se incrementa la
sustitución. Esto es de esperarse, ya que el objetivo es incrementar el porcentaje de
proteína en cada uno de los diferentes tratamientos. Ver Grafica 5.
Desde el punto de vista de la nutrición, por lo que se refiere a las proteínas estas
pueden tener mayor empleo que el que actualmente tienen, garantizando así la
eficiencia en el consumo de productos enriquecidos con proteína, ya que esta se
encuentra limitada por el contenido de aminoácidos esenciales, por lo que la escasa
presencia de uno de ellos limita el desarrollo de la síntesis proteica por el organismo
humano. Queriendo decir con esto que el producto es beneficiado proteicamente
asegurando un equilibrio de aminoácidos aportados naturalmente a la dieta por este
tipo de pseudo cereal.
Tratamiento 2
Tratamiento 4
Tratamiento 5
Tratamiento 3
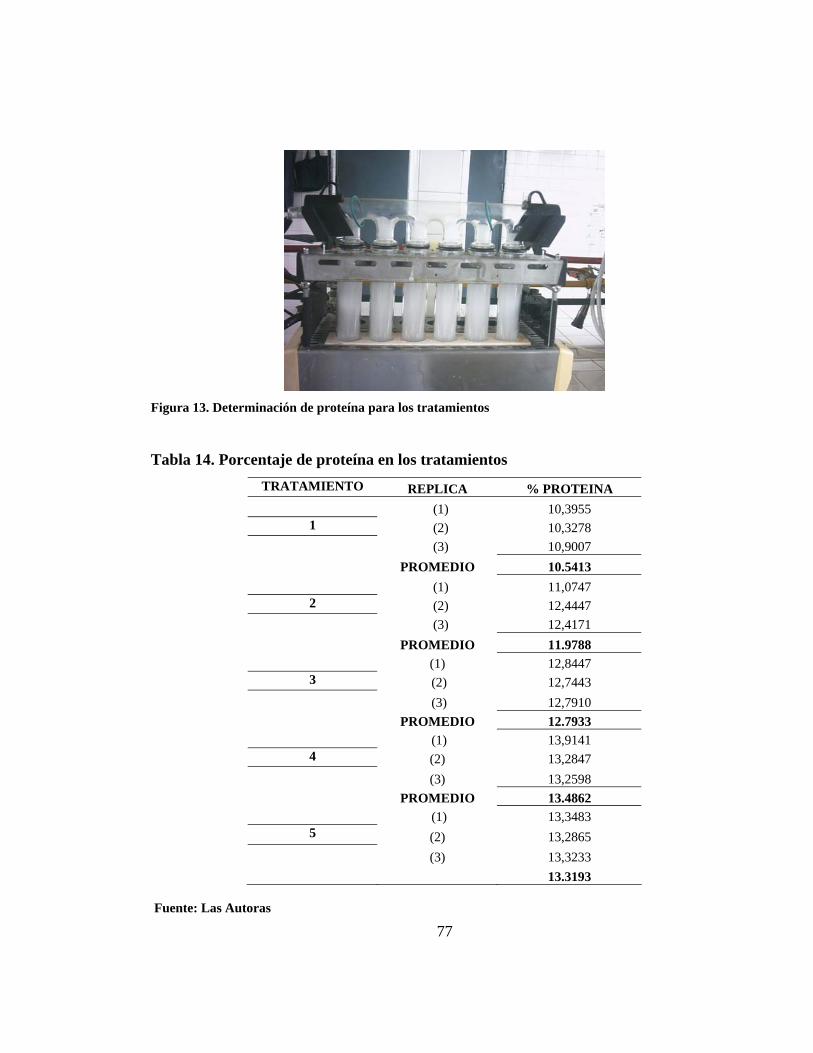
77
Figura 13. Determinación de proteína para los tratamientos
Tabla 14. Porcentaje de proteína en los tratamientos TRATAMIENTO REPLICA % PROTEINA
(1) 10,3955 1 (2) 10,3278 (3) 10,9007 PROMEDIO 10.5413 (1) 11,0747
2 (2) 12,4447 (3) 12,4171 PROMEDIO 11.9788 (1) 12,8447
3 (2) 12,7443 (3) 12,7910 PROMEDIO 12.7933 (1) 13,9141
4 (2) 13,2847 (3) 13,2598 PROMEDIO 13.4862 (1) 13,3483
5 (2) 13,2865 (3) 13,3233 13.3193
Fuente: Las Autoras

78
Grafica 5. Porcentajes de proteína de los tratamientos
PORCENTAJES DE PROTEINA
0
5
10
15
20
0 1 2 3 4 5
TRATAMIENTOS
PO
RCEN
TAJE
S D
EPR
OTE
INA
PORCENTAJES DEPROTEINA
3.2.2 Análisis Microbiológicos para los tratamientos. Los resultados de los análisis
microbiológicos dieron como resultado que los tratamientos no presentaron desarrollo
microbiano representativo, ya que se ven beneficiados por los agentes microbianos
naturales que posee la quinua, puesto que el contenido de humedad de la harina de trigo del
13.5 % puede beneficiar el desarrollo de mohos, levaduras y bacterias, aunque cabe anotar
que la harina de trigo cuando es sometida a un blanqueamiento reduce la contaminación
microbiana en cierta medida (Ver anexo 2).
Todos los valores señalados se encuentran dentro de los rangos establecidos, calificando de
esta forma a las materias primas como buenas y, corroborando así que se han ejercido
buenas practicas de manufactura para obtener un producto exento de cualquier elemento
extraño que pueda causar daño alguno al consumidor.
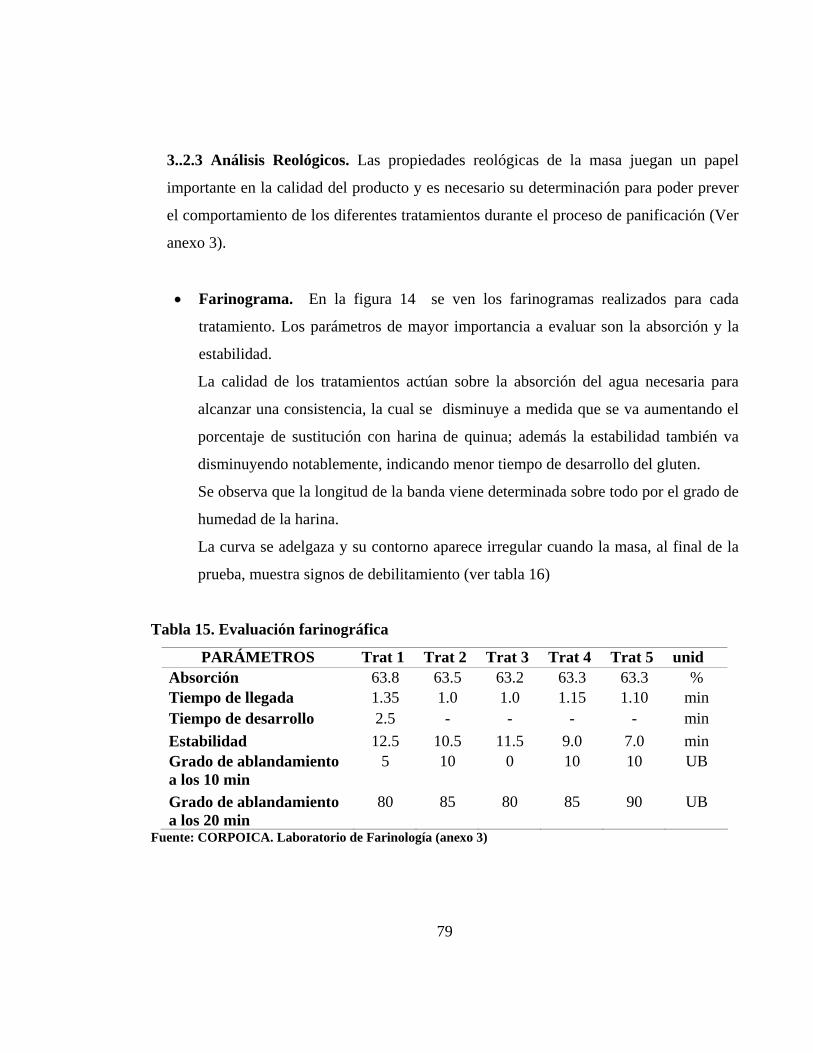
79
3..2.3 Análisis Reológicos. Las propiedades reológicas de la masa juegan un papel
importante en la calidad del producto y es necesario su determinación para poder prever
el comportamiento de los diferentes tratamientos durante el proceso de panificación (Ver
anexo 3).
• Farinograma. En la figura 14 se ven los farinogramas realizados para cada
tratamiento. Los parámetros de mayor importancia a evaluar son la absorción y la
estabilidad.
La calidad de los tratamientos actúan sobre la absorción del agua necesaria para
alcanzar una consistencia, la cual se disminuye a medida que se va aumentando el
porcentaje de sustitución con harina de quinua; además la estabilidad también va
disminuyendo notablemente, indicando menor tiempo de desarrollo del gluten.
Se observa que la longitud de la banda viene determinada sobre todo por el grado de
humedad de la harina.
La curva se adelgaza y su contorno aparece irregular cuando la masa, al final de la
prueba, muestra signos de debilitamiento (ver tabla 16)
Tabla 15. Evaluación farinográfica
PARÁMETROS Trat 1 Trat 2 Trat 3 Trat 4 Trat 5 unid Absorción 63.8 63.5 63.2 63.3 63.3 % Tiempo de llegada 1.35 1.0 1.0 1.15 1.10 min Tiempo de desarrollo 2.5 - - - - min Estabilidad 12.5 10.5 11.5 9.0 7.0 min Grado de ablandamiento a los 10 min
5 10 0 10 10 UB
Grado de ablandamiento a los 20 min
80 85 80 85 90 UB
Fuente: CORPOICA. Laboratorio de Farinología (anexo 3)
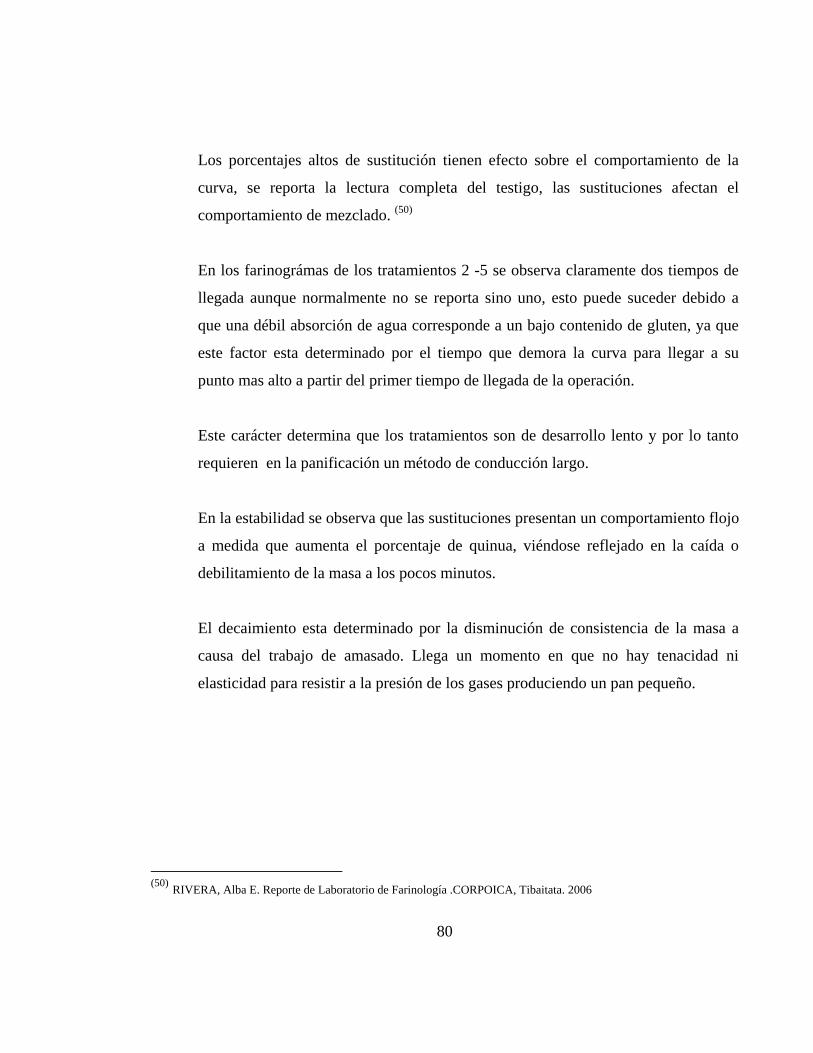
80
Los porcentajes altos de sustitución tienen efecto sobre el comportamiento de la
curva, se reporta la lectura completa del testigo, las sustituciones afectan el
comportamiento de mezclado. (50)
En los farinográmas de los tratamientos 2 -5 se observa claramente dos tiempos de
llegada aunque normalmente no se reporta sino uno, esto puede suceder debido a
que una débil absorción de agua corresponde a un bajo contenido de gluten, ya que
este factor esta determinado por el tiempo que demora la curva para llegar a su
punto mas alto a partir del primer tiempo de llegada de la operación.
Este carácter determina que los tratamientos son de desarrollo lento y por lo tanto
requieren en la panificación un método de conducción largo.
En la estabilidad se observa que las sustituciones presentan un comportamiento flojo
a medida que aumenta el porcentaje de quinua, viéndose reflejado en la caída o
debilitamiento de la masa a los pocos minutos.
El decaimiento esta determinado por la disminución de consistencia de la masa a
causa del trabajo de amasado. Llega un momento en que no hay tenacidad ni
elasticidad para resistir a la presión de los gases produciendo un pan pequeño.
(50) RIVERA, Alba E. Reporte de Laboratorio de Farinología .CORPOICA, Tibaitata. 2006

81
Figura 14. a) tratamiento 1 (100 % Trigo)
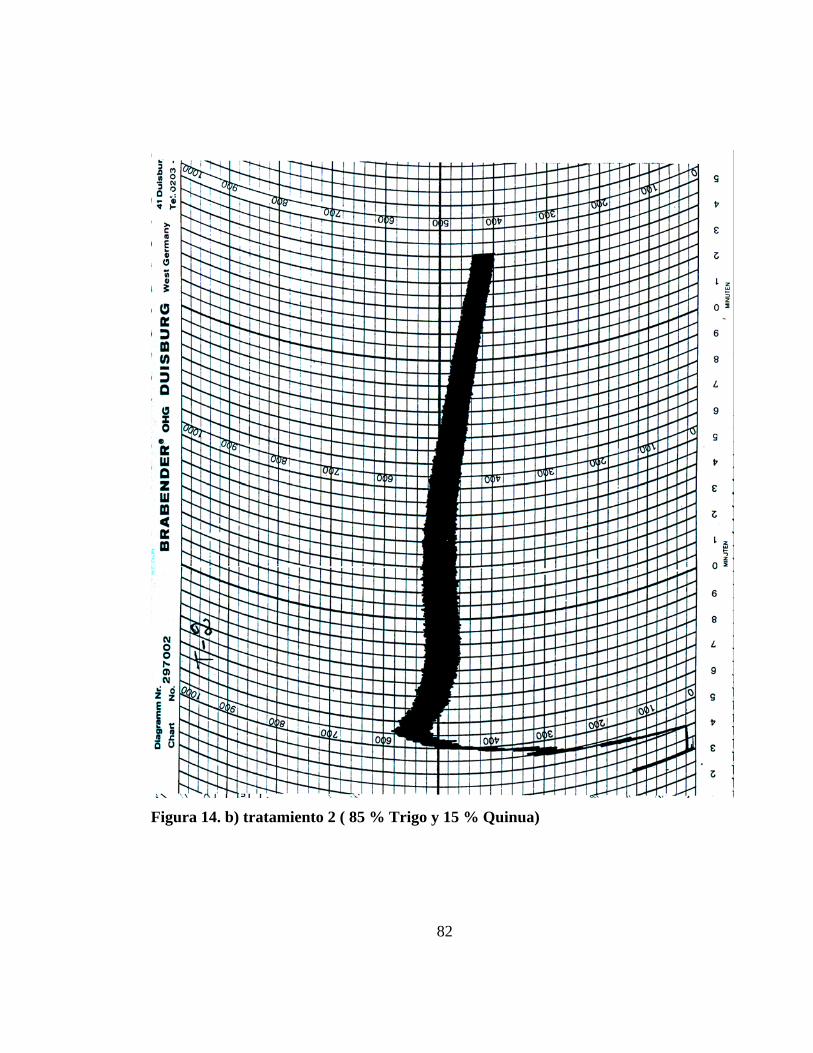
82
Figura 14. b) tratamiento 2 ( 85 % Trigo y 15 % Quinua)
83
Figura 14. c) tratamiento 3 ( 80 % Trigo y 20 % Quinua)

84
Figura 14. d) tratamiento 4 ( 75 % Trigo y 25 % Quinua)
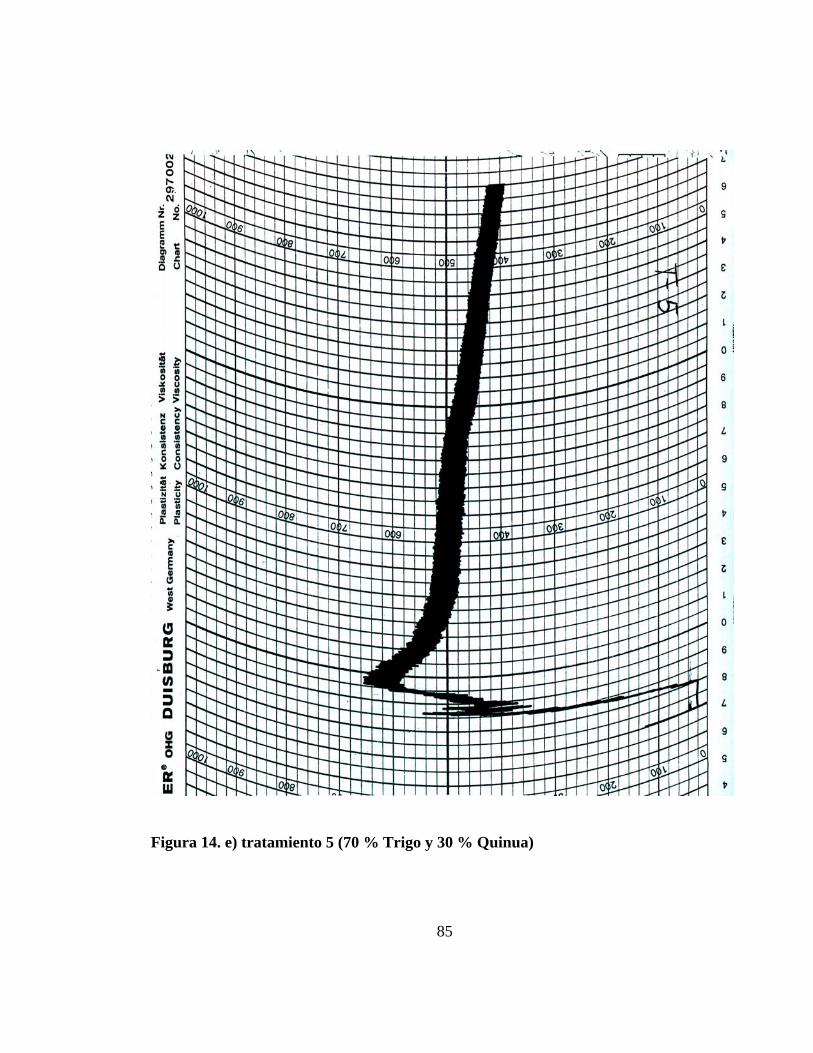
85
Figura 14. e) tratamiento 5 (70 % Trigo y 30 % Quinua)

86
• Alveograma. En la figura 15 se ven los alveogramas tomados a cada tratamiento.
Para estos análisis se observa que a medida que aumenta la sustitución, aumenta la
tenacidad y disminuye la elasticidad y la extensibilidad, pero solo hasta el
tratamiento 2, dado que para las siguientes sustituciones no hubo desarrollo de la
masa y por tanto no fue posible tomar las medidas de trabajo (W), tenacidad (P) y
elasticidad (L), y no permiten una gráfica de conformación definida dentro de los
parámetros establecidos, puede confrontarse con el hecho que la quinua es
totalmente inelástica, no extensible. Esto sucede ya que el alveograma muestra un
balance entre gliadina y glutelina, y la quinua al no poseer esta proteína funcional,
presenta unas características totalmente tenaces, lo que demuestra ser negativo para
productos panificables.
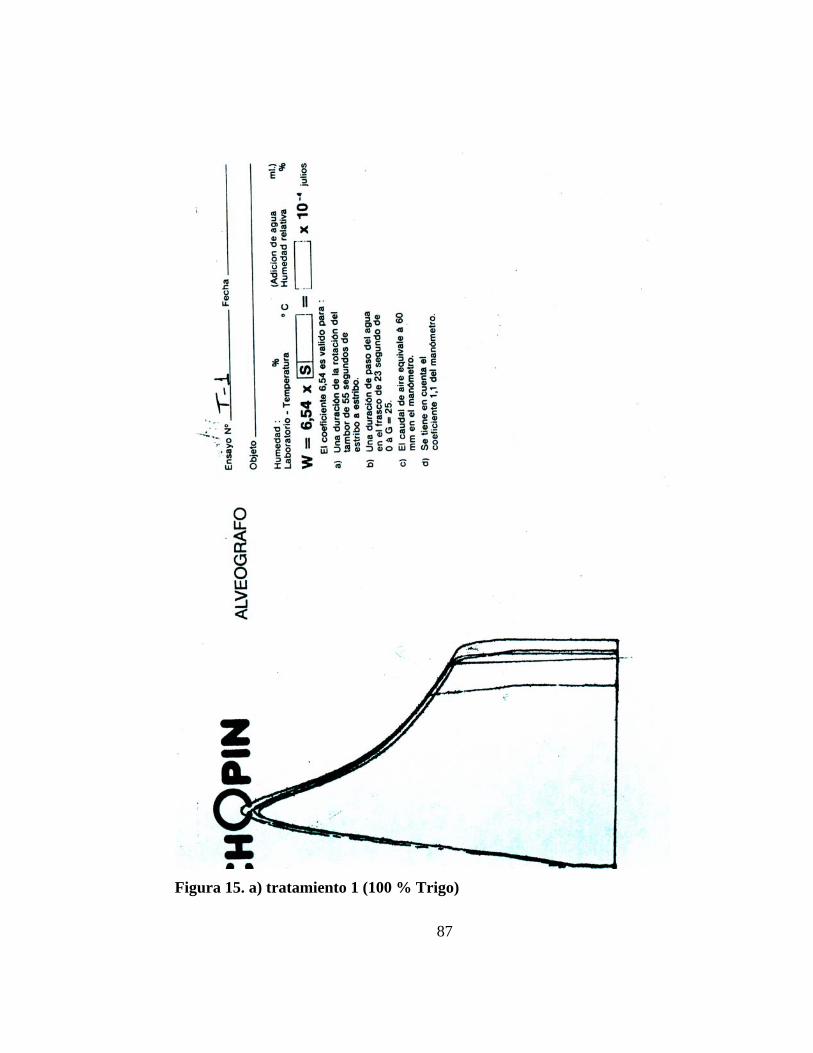
87
Figura 15. a) tratamiento 1 (100 % Trigo)
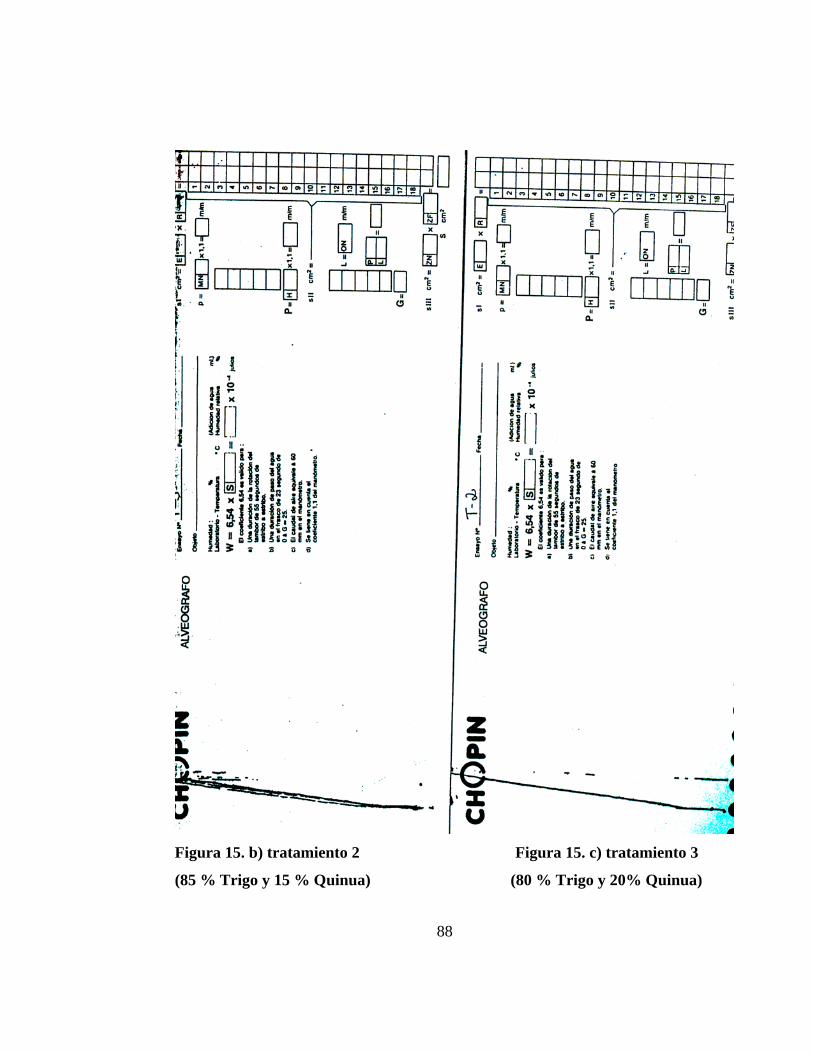
88
Figura 15. b) tratamiento 2 Figura 15. c) tratamiento 3
(85 % Trigo y 15 % Quinua) (80 % Trigo y 20% Quinua)

89
Figura 15. d) tratamiento 4 Figura 15. e) tratamiento 5
(75 % Trigo y 25 % Quinua) (70 % Trigo y 30 % Quinua)
90
3.3 DETERMINACION DEL PORCENTAJE MÁS ADECUADO DE
SUSTITUCIÓN
De acuerdo a los análisis físico químicos, reológicos y microbiológicos, efectuados a las
mezclas de harina de trigo y harina de quinua, realizados anteriormente, se determina
que el porcentaje mas adecuado es el del tratamiento 2, es decir el que tiene solo el 15
% de sustitución de quinua, debido a que este fue el que presento unas mejores
condiciones para la realización de productos de panificación (pan tipo molde), su
incremento proteico no fue el mas alto pero fue significativo frente a un pan comercial.
Aunque el tratamiento 5 tenia mayor incremento de proteína, es importante tener en
cuenta todas las características para una buena panificación, es decir que el pan tenga
buen volumen, textura de la miga, grano de miga, entre otras.
3.4 ANÁLISIS EN LA PANIFICACIÓN
Esta se obtuvo después de realizar varios ensayos, cambiando las cantidades y observando
así su comportamiento. (Ver Tabla 16)
La formulación empleada para la realización del pan tipo molde se ve en la (Tabla 17), esta
se obtuvo de acuerdo a los ensayos realizados para la panificación como se ve en la Tabla
17.
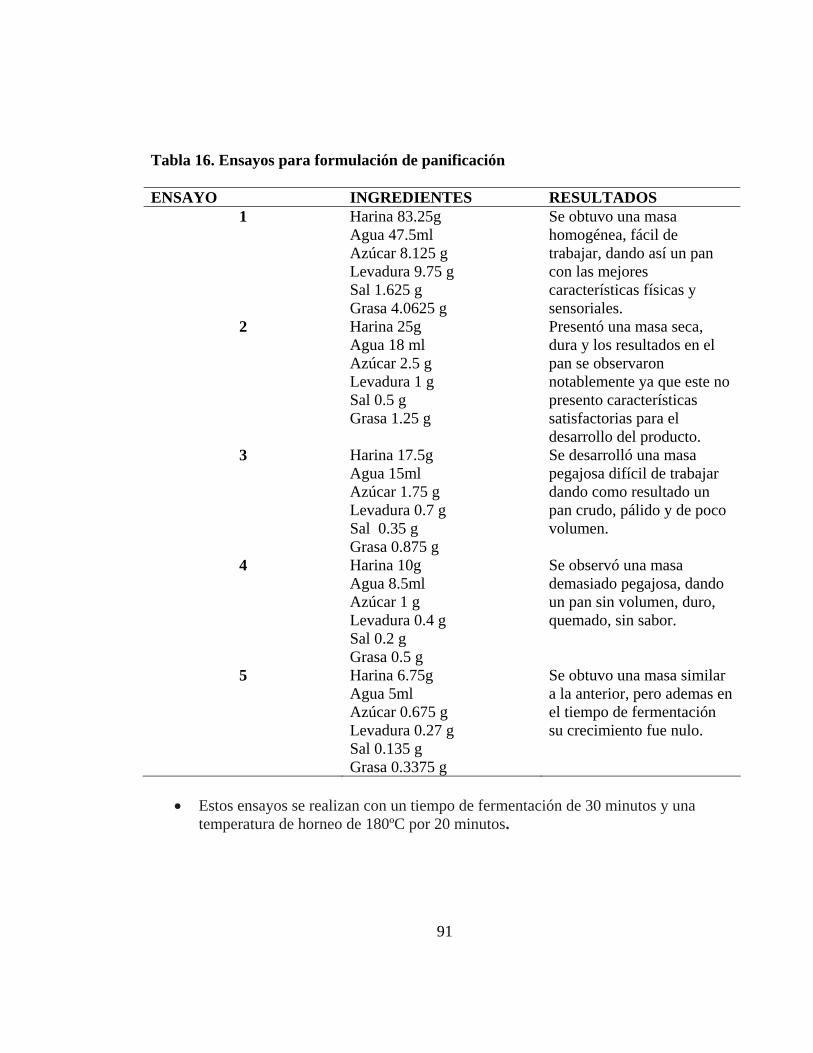
91
Tabla 16. Ensayos para formulación de panificación ENSAYO INGREDIENTES RESULTADOS
1 Harina 83.25g Agua 47.5ml Azúcar 8.125 g Levadura 9.75 g Sal 1.625 g Grasa 4.0625 g
Se obtuvo una masa homogénea, fácil de trabajar, dando así un pan con las mejores características físicas y sensoriales.
2 Harina 25g Agua 18 ml Azúcar 2.5 g Levadura 1 g Sal 0.5 g Grasa 1.25 g
Presentó una masa seca, dura y los resultados en el pan se observaron notablemente ya que este no presento características satisfactorias para el desarrollo del producto.
3 Harina 17.5g Agua 15ml Azúcar 1.75 g Levadura 0.7 g Sal 0.35 g Grasa 0.875 g
Se desarrolló una masa pegajosa difícil de trabajar dando como resultado un pan crudo, pálido y de poco volumen.
4 Harina 10g Agua 8.5ml Azúcar 1 g Levadura 0.4 g Sal 0.2 g Grasa 0.5 g
Se observó una masa demasiado pegajosa, dando un pan sin volumen, duro, quemado, sin sabor.
5 Harina 6.75g Agua 5ml Azúcar 0.675 g Levadura 0.27 g Sal 0.135 g Grasa 0.3375 g
Se obtuvo una masa similar a la anterior, pero ademas en el tiempo de fermentación su crecimiento fue nulo.
• Estos ensayos se realizan con un tiempo de fermentación de 30 minutos y una
temperatura de horneo de 180ºC por 20 minutos.
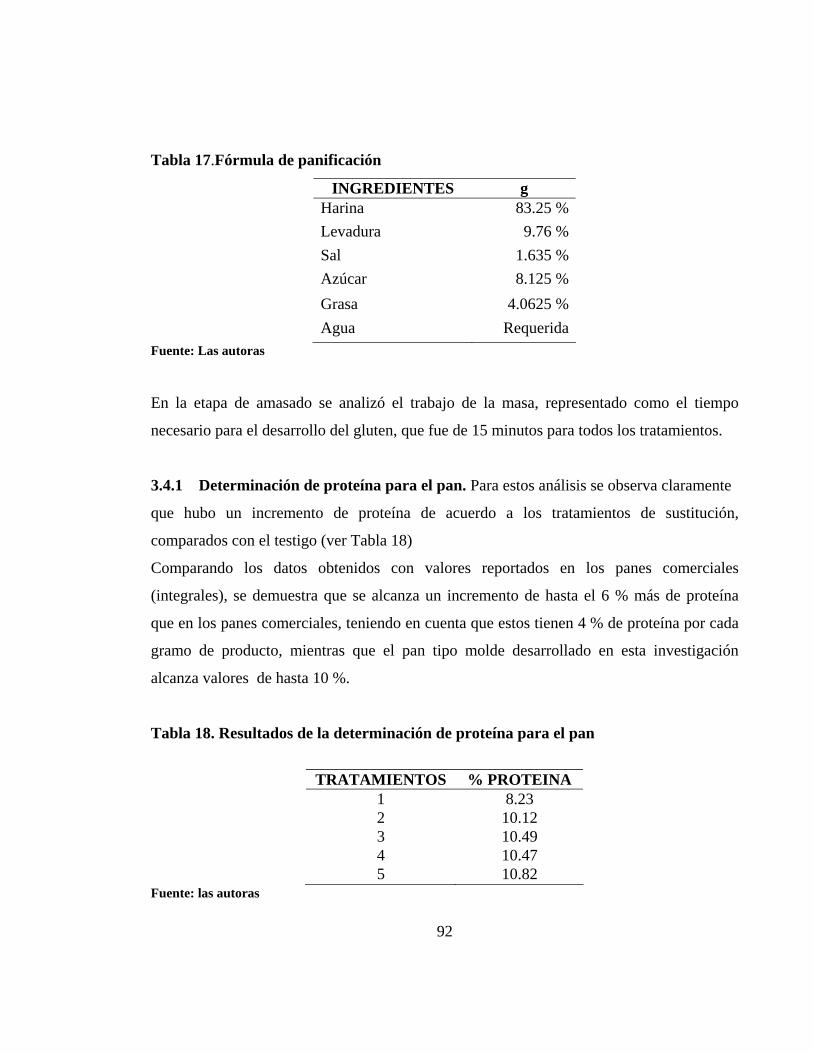
92
Tabla 17.Fórmula de panificación
INGREDIENTES g Harina 83.25 %Levadura 9.76 %Sal 1.635 % Azúcar 8.125 %Grasa 4.0625 %Agua Requerida
Fuente: Las autoras
En la etapa de amasado se analizó el trabajo de la masa, representado como el tiempo
necesario para el desarrollo del gluten, que fue de 15 minutos para todos los tratamientos.
3.4.1 Determinación de proteína para el pan. Para estos análisis se observa claramente
que hubo un incremento de proteína de acuerdo a los tratamientos de sustitución,
comparados con el testigo (ver Tabla 18)
Comparando los datos obtenidos con valores reportados en los panes comerciales
(integrales), se demuestra que se alcanza un incremento de hasta el 6 % más de proteína
que en los panes comerciales, teniendo en cuenta que estos tienen 4 % de proteína por cada
gramo de producto, mientras que el pan tipo molde desarrollado en esta investigación
alcanza valores de hasta 10 %.
Tabla 18. Resultados de la determinación de proteína para el pan
TRATAMIENTOS % PROTEINA
1 8.23 2 10.12 3 10.49 4 10.47 5 10.82
Fuente: las autoras
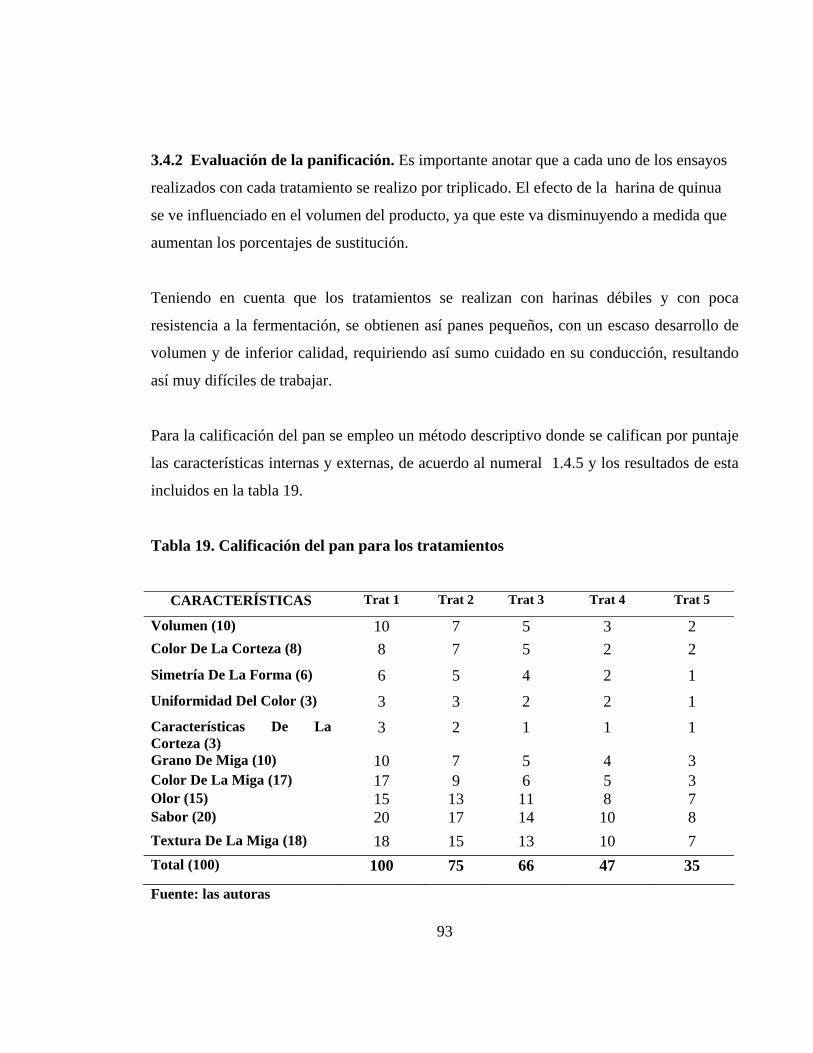
93
3.4.2 Evaluación de la panificación. Es importante anotar que a cada uno de los ensayos
realizados con cada tratamiento se realizo por triplicado. El efecto de la harina de quinua
se ve influenciado en el volumen del producto, ya que este va disminuyendo a medida que
aumentan los porcentajes de sustitución.
Teniendo en cuenta que los tratamientos se realizan con harinas débiles y con poca
resistencia a la fermentación, se obtienen así panes pequeños, con un escaso desarrollo de
volumen y de inferior calidad, requiriendo así sumo cuidado en su conducción, resultando
así muy difíciles de trabajar.
Para la calificación del pan se empleo un método descriptivo donde se califican por puntaje
las características internas y externas, de acuerdo al numeral 1.4.5 y los resultados de esta
incluidos en la tabla 19.
Tabla 19. Calificación del pan para los tratamientos
CARACTERÍSTICAS Trat 1 Trat 2 Trat 3 Trat 4 Trat 5
Volumen (10) 10 7 5 3 2 Color De La Corteza (8) 8 7 5 2 2 Simetría De La Forma (6) 6 5 4 2 1 Uniformidad Del Color (3) 3 3 2 2 1 Características De La Corteza (3)
3 2 1 1 1
Grano De Miga (10) 10 7 5 4 3 Color De La Miga (17) 17 9 6 5 3 Olor (15) 15 13 11 8 7 Sabor (20) 20 17 14 10 8 Textura De La Miga (18) 18 15 13 10 7 Total (100) 100 75 66 47 35
Fuente: las autoras

94
Sobre un puntaje total de 100 para la calificación del pan, Ver Grafica 6, el tratamiento con
el mayor puntaje fue el 1 (testigo), ver Figura 16. Pero para los tratamientos con
sustitución el que presenta un mayor puntaje es el tratamiento 2, indicando así una mejor
calidad (Ver Figura 17). Esto también se evidencia al momento de realizar la masa para la
panificación observando así que la que demuestra un mejor comportamiento es la del
tratamiento 2, viéndose reflejado también en el panel sensorial explicado mas adelante.
Grafica 6. Calificación del pan
0
20
40
60
80
100
CAR
ACTE
RIS
TICA
S D
EL P
AN
1 2 3 4 5
TRATAMIENTOS
CALIFICACION DEL PAN
CALIFICACION DEL PAN
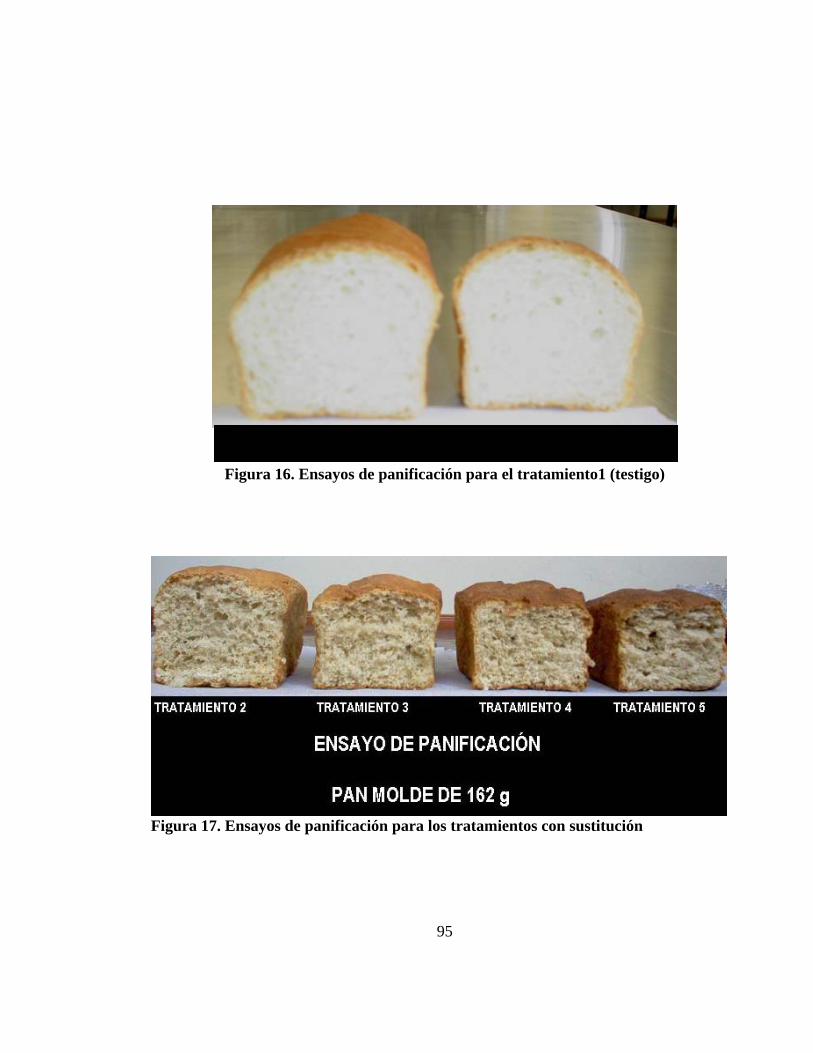
95
Figura 16. Ensayos de panificación para el tratamiento1 (testigo)
Figura 17. Ensayos de panificación para los tratamientos con sustitución
TRATAMIENTO 1 (TESTIGO)
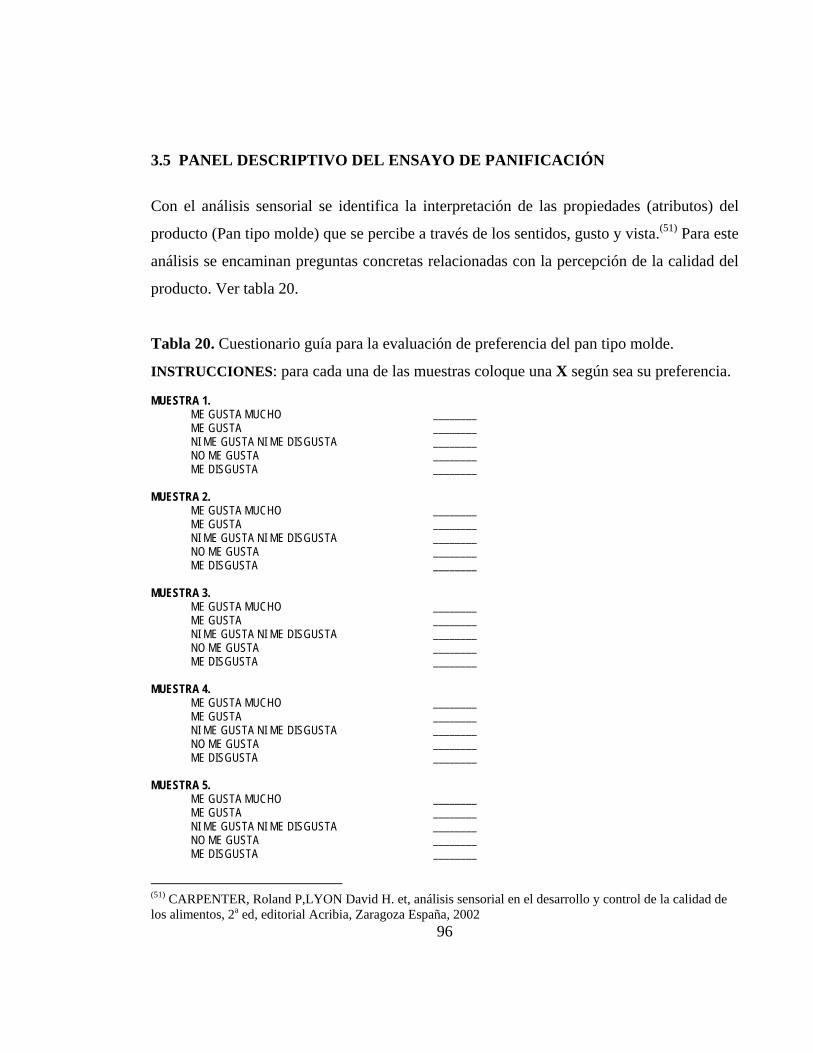
96
3.5 PANEL DESCRIPTIVO DEL ENSAYO DE PANIFICACIÓN
Con el análisis sensorial se identifica la interpretación de las propiedades (atributos) del
producto (Pan tipo molde) que se percibe a través de los sentidos, gusto y vista.(51) Para este
análisis se encaminan preguntas concretas relacionadas con la percepción de la calidad del
producto. Ver tabla 20.
Tabla 20. Cuestionario guía para la evaluación de preferencia del pan tipo molde.
INSTRUCCIONES: para cada una de las muestras coloque una X según sea su preferencia. MUESTRA 1.
ME GUSTA MUCHO ________ ME GUSTA ________ NI ME GUSTA NI ME DISGUSTA ________ NO ME GUSTA ________ ME DISGUSTA ________
MUESTRA 2. ME GUSTA MUCHO ________ ME GUSTA ________ NI ME GUSTA NI ME DISGUSTA ________ NO ME GUSTA ________ ME DISGUSTA ________
MUESTRA 3. ME GUSTA MUCHO ________ ME GUSTA ________ NI ME GUSTA NI ME DISGUSTA ________ NO ME GUSTA ________ ME DISGUSTA ________
MUESTRA 4.
ME GUSTA MUCHO ________ ME GUSTA ________ NI ME GUSTA NI ME DISGUSTA ________ NO ME GUSTA ________ ME DISGUSTA ________
MUESTRA 5.
ME GUSTA MUCHO ________ ME GUSTA ________ NI ME GUSTA NI ME DISGUSTA ________ NO ME GUSTA ________ ME DISGUSTA ________
(51) CARPENTER, Roland P,LYON David H. et, análisis sensorial en el desarrollo y control de la calidad de los alimentos, 2a ed, editorial Acribia, Zaragoza España, 2002
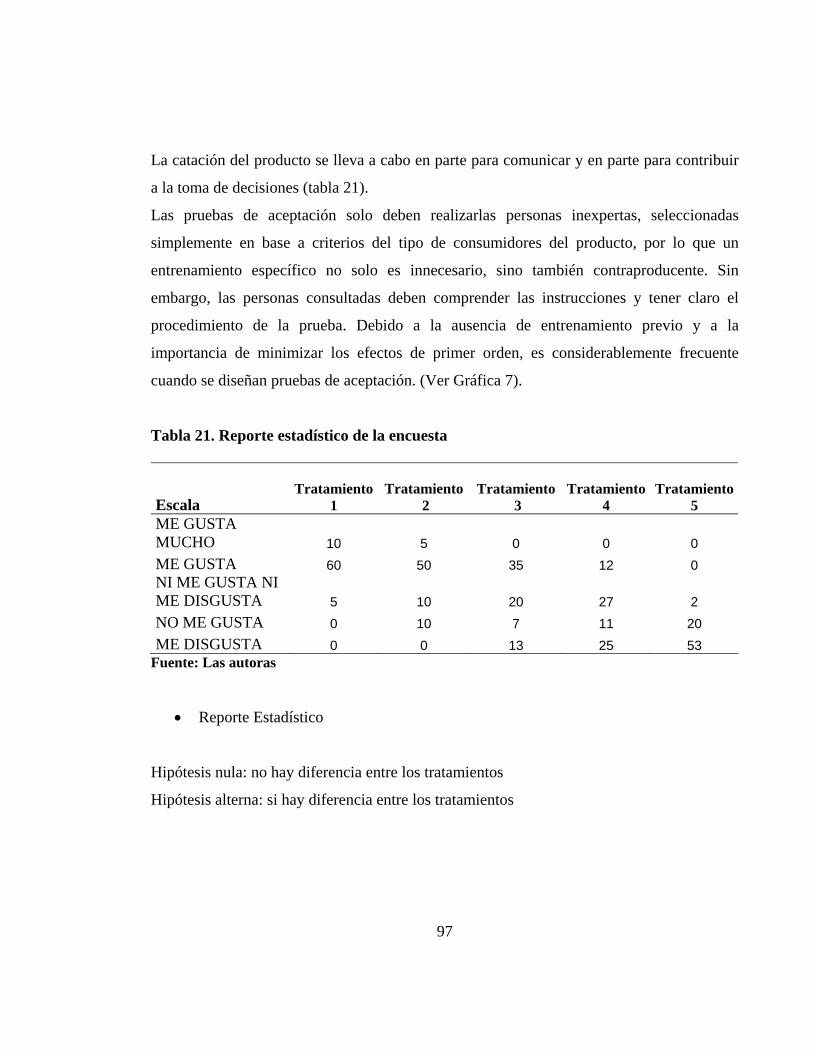
97
La catación del producto se lleva a cabo en parte para comunicar y en parte para contribuir
a la toma de decisiones (tabla 21).
Las pruebas de aceptación solo deben realizarlas personas inexpertas, seleccionadas
simplemente en base a criterios del tipo de consumidores del producto, por lo que un
entrenamiento específico no solo es innecesario, sino también contraproducente. Sin
embargo, las personas consultadas deben comprender las instrucciones y tener claro el
procedimiento de la prueba. Debido a la ausencia de entrenamiento previo y a la
importancia de minimizar los efectos de primer orden, es considerablemente frecuente
cuando se diseñan pruebas de aceptación. (Ver Gráfica 7).
Tabla 21. Reporte estadístico de la encuesta
Escala Tratamiento
1
Tratamiento
2 Tratamiento
3 Tratamiento
4 Tratamiento
5 ME GUSTA MUCHO 10 5 0 0 0 ME GUSTA 60 50 35 12 0 NI ME GUSTA NI ME DISGUSTA 5 10 20 27 2 NO ME GUSTA 0 10 7 11 20 ME DISGUSTA 0 0 13 25 53
Fuente: Las autoras
• Reporte Estadístico
Hipótesis nula: no hay diferencia entre los tratamientos
Hipótesis alterna: si hay diferencia entre los tratamientos
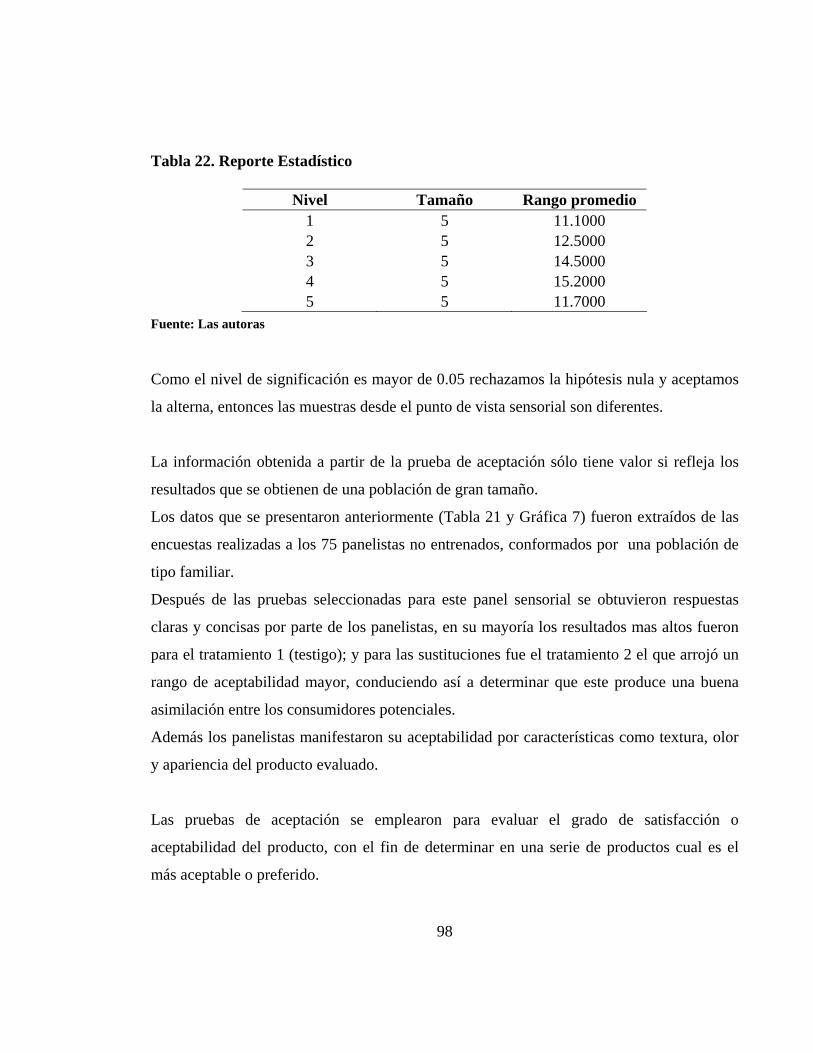
98
Tabla 22. Reporte Estadístico
Nivel Tamaño Rango promedio 1 5 11.1000 2 5 12.5000 3 5 14.5000 4 5 15.2000 5 5 11.7000
Fuente: Las autoras Como el nivel de significación es mayor de 0.05 rechazamos la hipótesis nula y aceptamos
la alterna, entonces las muestras desde el punto de vista sensorial son diferentes.
La información obtenida a partir de la prueba de aceptación sólo tiene valor si refleja los
resultados que se obtienen de una población de gran tamaño.
Los datos que se presentaron anteriormente (Tabla 21 y Gráfica 7) fueron extraídos de las
encuestas realizadas a los 75 panelistas no entrenados, conformados por una población de
tipo familiar.
Después de las pruebas seleccionadas para este panel sensorial se obtuvieron respuestas
claras y concisas por parte de los panelistas, en su mayoría los resultados mas altos fueron
para el tratamiento 1 (testigo); y para las sustituciones fue el tratamiento 2 el que arrojó un
rango de aceptabilidad mayor, conduciendo así a determinar que este produce una buena
asimilación entre los consumidores potenciales.
Además los panelistas manifestaron su aceptabilidad por características como textura, olor
y apariencia del producto evaluado.
Las pruebas de aceptación se emplearon para evaluar el grado de satisfacción o
aceptabilidad del producto, con el fin de determinar en una serie de productos cual es el
más aceptable o preferido.

99
Gráfica 7. Reporte estadístico
0
10
20
30
40
50
60
70
80
NUMERO DE PANELISTAS
1 2 3 4 5TRATAMIENTOS
REPORTE DE RESULTADOS
Me gusta Mucho
Me gusta
Ni me gusta Ni me disgusta
No me Gusta
Me disgusta
Fuente: Las autoras
100
4. CONCLUSIONES El contenido de proteína del pan tipo molde se ve incrementado en un promedio de 2.48 %
a medida que aumenta la sustitución de quinua, logrando así la finalidad de este trabajo que
es incrementar el contenido proteico en un producto de consumo masivo, utilizando un
alimento natural y benéfico como lo es la quinua.
La mezcla que presento las mejores características en comportamiento de la mezcla de las
harinas y panel sensorial del pan, es la que tiene 85% de trigo y 15 % de quinua , es decir el
tratamiento 2, porque la mezcla se estabiliza con la baja adición de quinua..
No obstante las características para la panificación, se vieron reflejadas en pérdidas de
volumen, aumento de color (Reacción de oscurecimiento de Maillard) y de grosor de la
corteza, disminución del esponjado de la masa, aumento de olor y sabor característicos de
la quinua, comparado con un patrón de trigo en donde sus características son las ideales
para un pan tipo molde. Por otra parte comparando el pan obtenido con el tratamiento 2,
este presentó una textura adecuada para la miga ya que al palparla con la parte exterior de
la mano presentó gránulos y pedazos duros que determinan una masa para panes integrales.
Debido a que la quinua no posee gluten, a medida que aumenta el porcentaje de sustitución
de quinua, esta presenta un comportamiento inelástico, no extensible y tenaz reflejándose
en la apariencia final del producto, comparado con un patrón de trigo.
La prueba de panificación es la prueba de calidad más concluyente que se dispone.
Mediante este ensayo se pudo reafirmar que el pan con sustitución del 15% de quinua es el
que presenta las mejores características de calidad.

101
En el análisis sensorial se confirma que el pan realizado con la sustitución del 15 % de
quinua, es decir el tratamiento 2, tiene una buena aceptación frente a los panelistas,
catalogándolo como un pan pesado, de acuerdo a las características físicas como el bajo
crecimiento, teniendo en cuenta que este aporta un mayor contenido protéico.
102
5. RECOMENDACIONES
Para obtener resultados satisfactorios en la elaboración de los alveogramas, es
recomendable dejar un tiempo de reposo de la masa de 18 – 24 horas, para que las
propiedades de elasticidad, viscosidad y plasticidad puedan ser determinadas por el equipo.
La adición de la sustitución con quinua debe ser garantizada, ya que es importante mezclar
un porcentaje exacto de esta con la harina de trigo, para trabajar con una mezcla
homogénea y así obtener un producto final con características internas y externas optimas.
Dado el elevado contenido de agentes antimicrobianos naturales se recomienda completar
este estudio con la posibilidad de utilizar este pseudo cereal como agente conservante en los
productos de panificación.
De acuerdo a lasa características presentadas en la realización del pan de quinua como su
bajo volumen, se sugiere evaluar productos de galletería, ya que estos no requieren de
crecimiento significativo en su proceso de cocción.
Se sugiere practicar ensayos de este producto con porcentajes inferiores de sustitución para
así evaluar su comportamiento en los análisis reológicos y así obtener unos mejores
resultados en el proceso de panificación.
103
6. BIBLIOGRAFÍA
• A.O.A.C Official Methods of Analysis of AOAC International 17th Edition,
Current Through Revision # 1 AOAC INTERNATIONAL. Arlington 2002.
• A.A.C.C American Asociation of Cereal Chemists. Approved Methods, 10th
Edition.2000
• CACERES.H, Martha Elizabeth. el efecto del lactosuero en la calidad de la harina
de trigo para panificación a nivel comercial Tesis de especialización en ciencia y
tecnología de alimentos. Bogota 1993. Universidad Nacional de Colombia.
Programa de interfacultades.
• CALAVERAS, Jesús. Tratado de panificación y bollería, 1 ed, AMU ediciones,
Mundi-Prensa, Madrid , 1996.
• CARPENTER, Roland P, LYON David H. et, analisis sensorial en el desarrollo y
control de la calidad de los alimentos, 2ª ed, editorial Acribia, Zaragoza España
2002, pag: 33-119.
• CEPEDA, Ricardo, CORCHUELO Germán, Tecnología de Cereales y Oleaginosas,
1 ed, editorial Unisur, Bogotá (Colombia) 1991.
• COCHRAN, William G, Técnicos de muestreo, 1ª ed, editorial continental, México
D.F 1998.
104
• DELGADO David, Grupo de los cereales, tubérculos y legumbres. Disponible en
Internet http://www.es.geocities.com/bonidavi/nueva/creditos.html (Accesado el 3
de Marzo de 2006)
• FAO, (composición química y valor de la quinua). Disponible en Internet www.
Fao.org.com. (accesado 3 de septiembre de 2006)
• I.C.C. Internacional Cereal Chemists, 2nd Edition, Revised and Expanded (Food
Science and Technology Series/99). Edited by Karel Kulp, American Institute of
Baking, Manhattan, Kansas, USA, andJ oseph G. Ponte, Jr., Kansas State
University, Manhattan, USA, March, 2000
• I.C.M.S.F. Técnicas de análisis microbiológico volumen I, 2ª ed, editorial Acribia,
Zaragoza (España): 1988.
• I.C.M.S.F. Microorganismos de loa alimentos 6, ecologia microbiana de los
alimentos, 1ª ed, editorial Acribia, Zaragoza (España): 2001.
• INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION.
Presentación de tesis, trabajos de grado y otros trabajos de investigación (NTC
1486)
• INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION.
Documentación. Referencias bibliográficas para libros, folletos e informes (NTC
1160)
• INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION.
Documentación. Referencias bibliográficas para normas(NTC1307)

105
• INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION
.Referencias documentales para fuentes de información electrónicas (NTC 4490).
• MAGNO, Meyhuay, Composición química y valor nutricional del grano de quinua
y derivados. Instituto de Desarrollo Agroindustrial (INDDA).Disponible en Internet
http://www.fao.org/inpho/content/compend/text/ch11-02.htm. (Accesado el 3 de
Marzo de 2006)
• MILLAN López Edgar. Et al Radiosensibilidad de la Quinua a las radiaciones
neutras Gama. Cali1972.Tesis de grado. Universidad Tecnológica y Pedagógica de
Cali. Facultad de Agronomía.
• Ministerio de Agricultura y Desarrollo Rural Observatorio Agrocadenas Colombia.
Cadena: Cereales de consumo humano. Disponible en Internet
http://www.agrocadenas.gov.co
(Accesado el 16 de marzo de 2006)
• Nuevas Publicaciones Sobre Granos Andinos. Mejoramiento genético asistido por
técnicas modernas para el desarrollo competitivo de la cadena de la quinua
http://www.proinpa.org/web/noticias/publi_granos_andinos.htm (Accesado el 12 de
Julio de 2006)
• OTHON, Sergio. Química, Almacenamiento e Industrialización de Cereales.
Editorial AGT. México, 1996.
• Programa Panamericana de Defensa y Desarrollo de la Diversidad Biológica,
cultural y social. Quinua, historia y presentación. Disponible en Internet,
www.prodiversitas.bioetica.org (Accesado el 3 de marzo de 2006)
106
• QUAGLIA Giovanni, Ciencia y tecnología de la panificación.2ª ed, editorial
Acribia, Zaragoza (España): 1991, p51-64
• RAJ, Des, Teoría del muestreo, 1ª ed, editorial Fondo de la cultura económica,
México D.F , 1980.
• REINA Carlos. Pequeña revisión bibliográfica sobre harinas compuestas utilizadas
para panificación. Primera Edición. Bogotá Colombia. Universidad Nacional de
Colombia. 1989.
• RICAUTE .V, Lucia y POLANIA .S, Tatiana . utilización de la harina de quinua
(chenopodium quinoa wild) en la elaboración de pastas alimenticias. Tesis de grado.
Bogota 1996.Universidad de La Salle Facultad de Ingeniería de Alimentos.
• RIVERA, Alba E. Reporte de Laboratorio de Farinología .CORPOICA, Tibaitata.
2006
• (SENA) SERVICIO NACIONAL DE APRENDIZAJE Manual sobre el Proceso de
panificación.. Subdirección Técnico- Pedagógica. 2ª edición Bogota, 1985.
• SILVA. A, Jack. Calificación del pan. En: La revista pan. (Agosto de 1956); p. 27-
29
• TAPIA Mario.et. al. La Quinua y la kañiwua, Cultivos Andinos. Primera Edición.
Bogotá Colombia. Editora IICA 1979.
• ZIMMERMANN, Francisco Jose, Estadistica para investigadores, 1ª ed, editorial
Escuela colombiana de ingenieria, Bogota Colombia, 2004.
107
7. ANEXOS
Tabla 1. Determinación de coliformes fecales para la harina de quinua
REPLICA 1
REPLICA 2
REPLICA 3
10-1 Negativo Negativo Negativo 10-2 Negativo Negativo Negativo 10-3 Negativo Negativo Negativo
Fuente: Las Autoras
Figura 1. Determinación de coliformes fecales para la harina de quinua
108
Tabla 2. Confirmación de Escherichia coli para la harina de quinua
DILUCION REPLICA 1 REPLICA 2
10-1 Ausencia Ausencia
10-2 Ausencia Ausencia
Fuente: Las Autoras
Figura 2. Confirmación de Escherichia coli para la harina de quinua
Tabla 3. Determinación de mesófilos aerobios viables para la harina de quinua
10-1 10-2 10-3 10-4 10-5 10-6
REPLICA 1
MNPC 40 2 - - -
REPLICA 2
MNPC 22 1 - - -
Fuente: Las Autoras

109
Figura 3, Determinación de mesófilos aerobios viables para la harina de quinua
Tabla 4. Recuento de mohos y levaduras para la harina de quinua
10-1 10-2 10-3 10-4 10-5 10-6
REPLICA 1
- - - - - -
REPLICA 2
- - - - - -
Fuente: Las Autoras
Figura 4. Recuento de mohos y levaduras para la harina de quinua
110
Tabla 5. Recuento de esporulados para la harina de quinua
10-1 10-2 10-3
REPLICA 1
Ausencia Ausencia Ausencia
REPLICA 2
Ausencia Ausencia Ausencia
Fuente: Las Autoras
Figura 5. Recuento de esporulados para la harina de quinua
111
Tabla 6. Determinación de coliformes fecales para el tratamiento 1
DILUCION REPLICA 1 REPLICA 2 REPLICA 3 10-1 Negativo Negativo Negativo 10-2 Negativo Negativo Negativo 10-3 Negativo Negativo Negativo
Fuente: Las Autoras Tabla 7. Determinación de coliformes fecales para el tratamiento 2
REPLICA 1 REPLICA 2 REPLICA 3 10-1 Negativo Negativo Negativo 10-2 Negativo Negativo Negativo 10-3 Negativo Negativo Negativo
Fuente: Las Autoras Tabla 8. Determinación de coliformes fecales para el tratamiento 3
REPLICA 1 REPLICA 2 REPLICA 3 10-1 Negativo Negativo Negativo 10-2 Negativo Negativo Negativo 10-3 Negativo Negativo Negativo
Fuente: Las Autoras
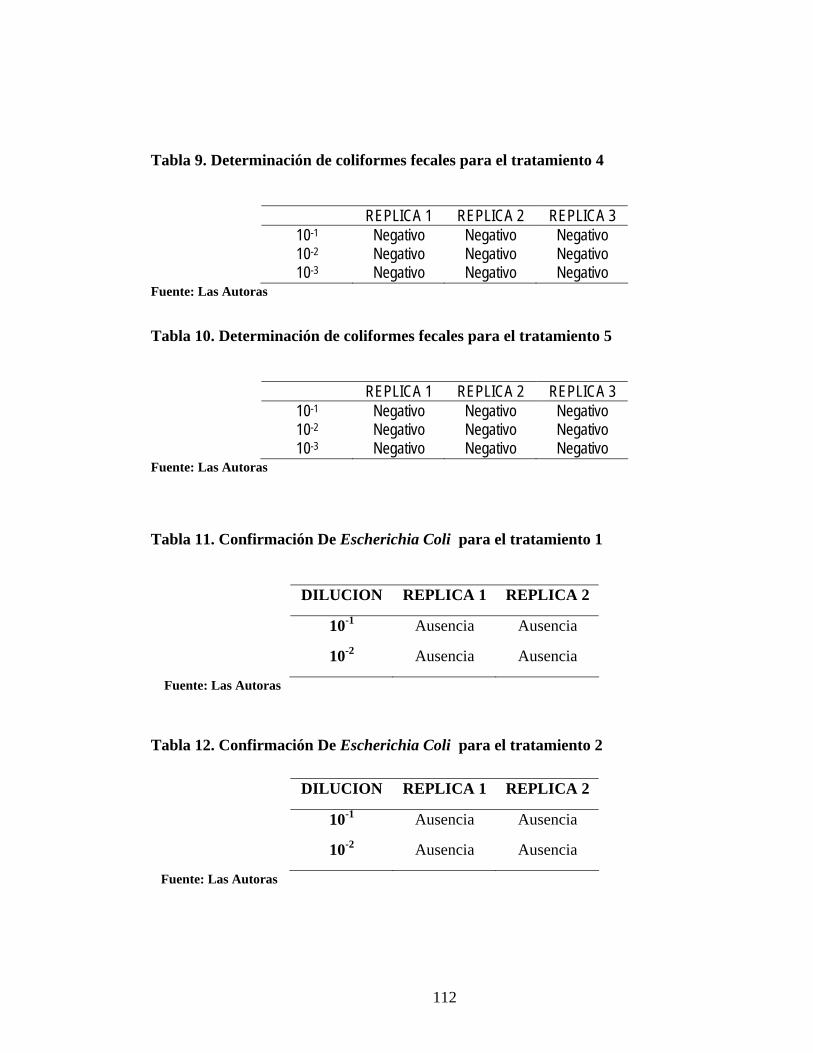
112
Tabla 9. Determinación de coliformes fecales para el tratamiento 4
REPLICA 1 REPLICA 2 REPLICA 3 10-1 Negativo Negativo Negativo 10-2 Negativo Negativo Negativo 10-3 Negativo Negativo Negativo
Fuente: Las Autoras
Tabla 10. Determinación de coliformes fecales para el tratamiento 5
REPLICA 1 REPLICA 2 REPLICA 3 10-1 Negativo Negativo Negativo 10-2 Negativo Negativo Negativo 10-3 Negativo Negativo Negativo
Fuente: Las Autoras
Tabla 11. Confirmación De Escherichia Coli para el tratamiento 1
DILUCION REPLICA 1 REPLICA 2
10-1 Ausencia Ausencia
10-2 Ausencia Ausencia
Fuente: Las Autoras
Tabla 12. Confirmación De Escherichia Coli para el tratamiento 2
DILUCION REPLICA 1 REPLICA 2
10-1 Ausencia Ausencia
10-2 Ausencia Ausencia
Fuente: Las Autoras

113
Tabla 13. Confirmación De Escherichia Coli para el tratamiento 3
DILUCION REPLICA 1 REPLICA 2
10-1 Ausencia Ausencia
10-2 Ausencia Ausencia
Fuente: Las Autoras Tabla 14. Confirmación De Escherichia Coli para el tratamiento 4
DILUCION REPLICA 1 REPLICA 2
10-1 Ausencia Ausencia
10-2 Ausencia Ausencia Fuente: Las Autoras
Tabla 15. Confirmación De Escherichia Coli para el tratamiento 5
DILUCION REPLICA 1 REPLICA 2
10-1 Ausencia Ausencia
10-2 Ausencia Ausencia
Fuente: Las Autoras
Tabla 16. Determinación de mesófilos aerobios viables para el tratamiento 1
10-1 10-2 10-3 10-4 10-5 10-6
REPLICA 1
MNP 5 1 1 - -
REPLICA 2
MNP 7 1 - - -
Fuente: Las Autoras

114
Tabla 17. Determinación de mesófilos aerobios viables para el tratamiento 2
10-1 10-2 10-3 10-4 10-5 10-6 REPLICA 1 MNPC 63 1 2 1 - REPLICA 2 57 32 - - - -
Fuente: Las Autoras Tabla 18. Determinación de mesófilos aerobios viables para el tratamiento 3
10-1 10-2 10-3 10-4 10-5 10-6 REPLICA 1 MNPC 42 10 2 - - REPLICA 2 MNPC 64 2 - - -
Fuente: Las Autoras Tabla 19. Determinación de mesófilos aerobios viables para el tratamiento 4
10-1 10-2 10-3 10-4 10-5 10-6 REPLICA 1 MNPC 25 12 - - - REPLICA 2 42 37 - 1 - -
Fuente: Las Autoras Tabla 20. Determinación de mesófilos aerobios viables para el tratamiento 5
10-1 10-2 10-3 10-4 10-5 10-6 REPLICA 1 48 31 10 1 - - REPLICA 2 46 44 7 2 1 -
Fuente Las Autoras Tabla 21. Recuento de mohos y levaduras para el tratamiento 1
10-1 10-2 10-3 10-4 10-5 10-6
REPLICA 1 32 7 4 3 - -
REPLICA 2 40 3 - - - -
Fuente Las Autoras
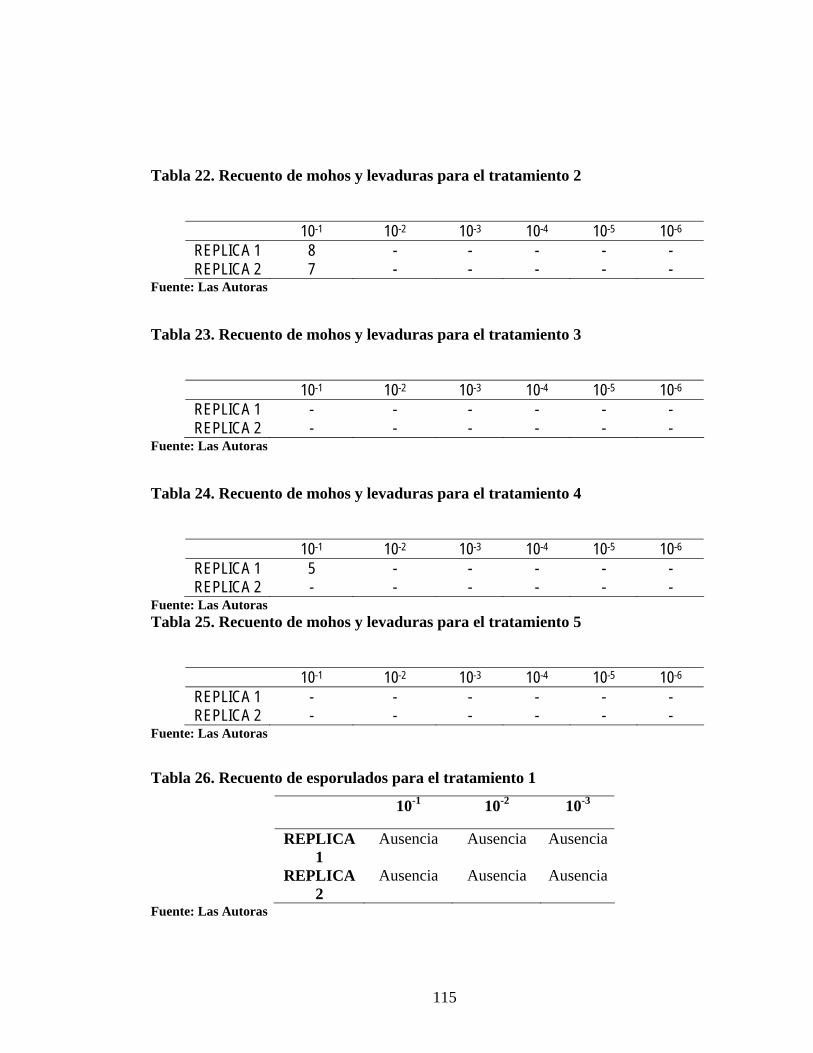
115
Tabla 22. Recuento de mohos y levaduras para el tratamiento 2
10-1 10-2 10-3 10-4 10-5 10-6 REPLICA 1 8 - - - - - REPLICA 2 7 - - - - -
Fuente: Las Autoras Tabla 23. Recuento de mohos y levaduras para el tratamiento 3
10-1 10-2 10-3 10-4 10-5 10-6 REPLICA 1 - - - - - - REPLICA 2 - - - - - -
Fuente: Las Autoras Tabla 24. Recuento de mohos y levaduras para el tratamiento 4
10-1 10-2 10-3 10-4 10-5 10-6 REPLICA 1 5 - - - - - REPLICA 2 - - - - - -
Fuente: Las Autoras Tabla 25. Recuento de mohos y levaduras para el tratamiento 5
10-1 10-2 10-3 10-4 10-5 10-6 REPLICA 1 - - - - - - REPLICA 2 - - - - - -
Fuente: Las Autoras
Tabla 26. Recuento de esporulados para el tratamiento 1
10-1 10-2 10-3
REPLICA 1
Ausencia Ausencia Ausencia
REPLICA 2
Ausencia Ausencia Ausencia
Fuente: Las Autoras
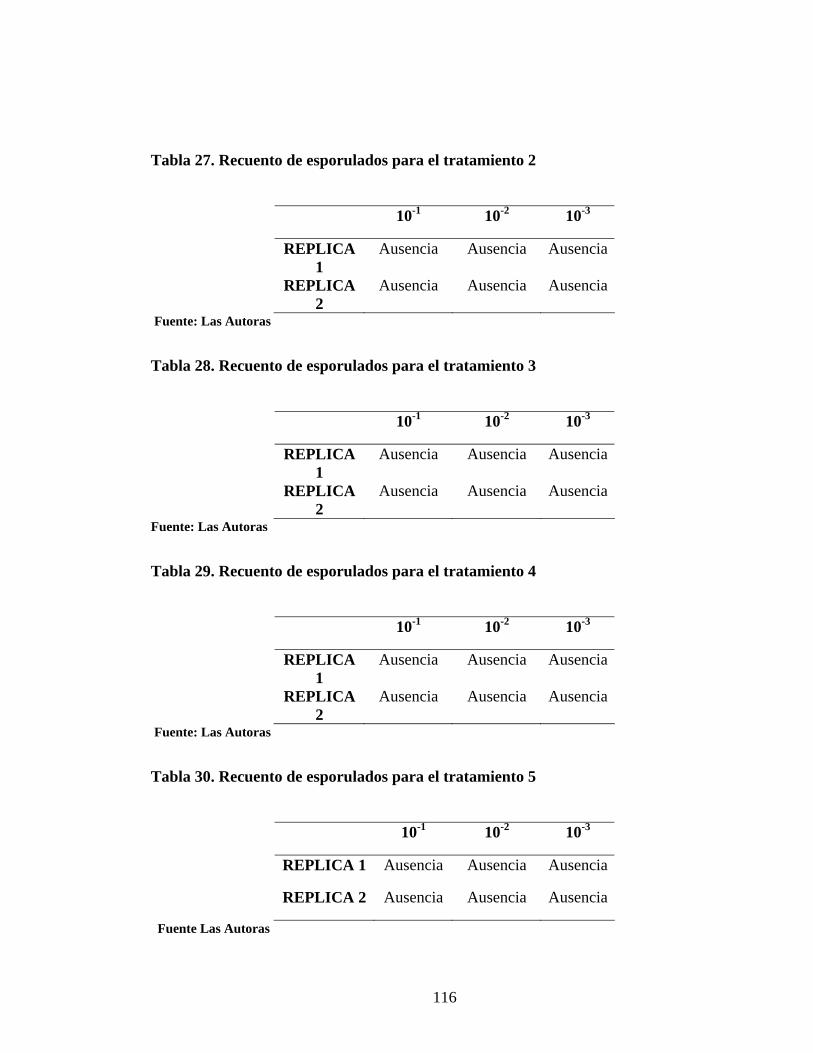
116
Tabla 27. Recuento de esporulados para el tratamiento 2
10-1 10-2 10-3
REPLICA 1
Ausencia Ausencia Ausencia
REPLICA 2
Ausencia Ausencia Ausencia
Fuente: Las Autoras
Tabla 28. Recuento de esporulados para el tratamiento 3
10-1 10-2 10-3
REPLICA 1
Ausencia Ausencia Ausencia
REPLICA 2
Ausencia Ausencia Ausencia
Fuente: Las Autoras
Tabla 29. Recuento de esporulados para el tratamiento 4
10-1 10-2 10-3
REPLICA 1
Ausencia Ausencia Ausencia
REPLICA 2
Ausencia Ausencia Ausencia
Fuente: Las Autoras
Tabla 30. Recuento de esporulados para el tratamiento 5
10-1 10-2 10-3
REPLICA 1 Ausencia Ausencia Ausencia
REPLICA 2 Ausencia Ausencia Ausencia
Fuente Las Autoras

117
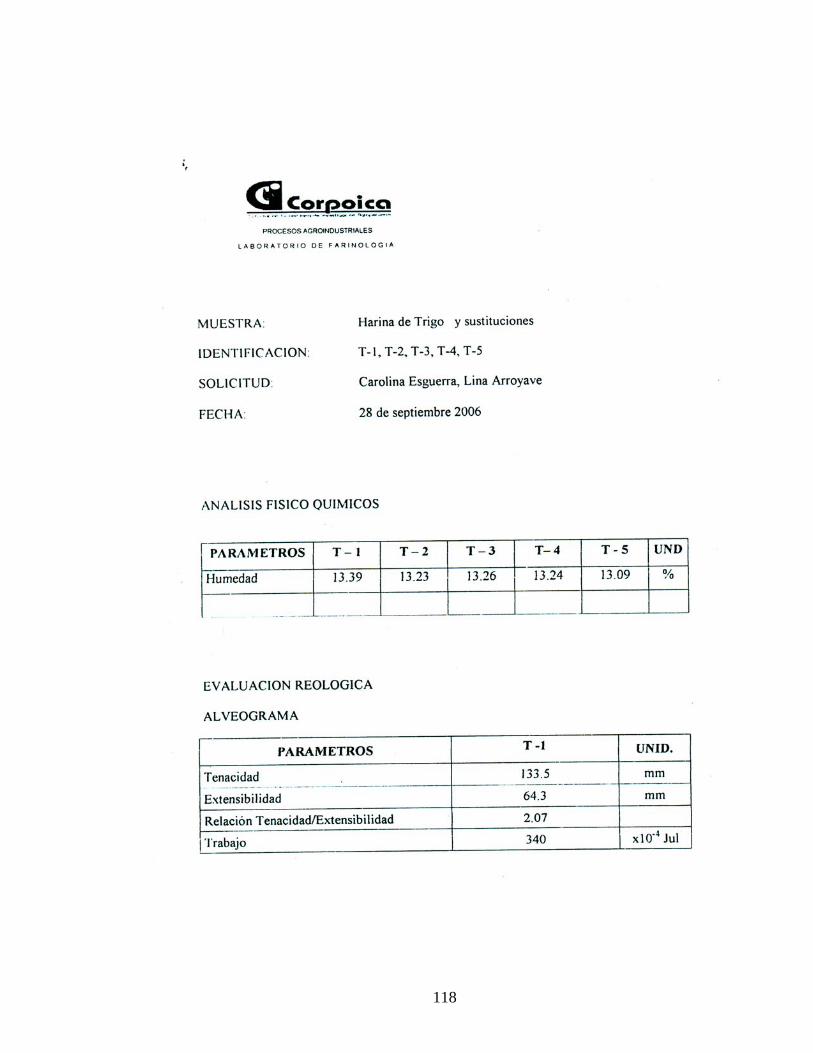
118

119