universidad tecnolÓgica equinoccial - repositorio...
TRANSCRIPT

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE INGENIERIA EN MECATRÓNICA
MEJORA DE UN PROCESO DE ENVASADO EN SAQUILLOS
DE PRODUCTOS POLVOS PARA LA EMPRESA QUÍMICA
INDUSTRIAL SEGÚN UN SISTEMA FLEXIBLE DE
MANUFACTURA (SFM)
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO
DE INGENIERO EN MECATRÓNICA
GERMAN SANTIAGO ZARRIA LARA
DIRECTOR: ING. ALEXY VINUEZA LOZADA MSC.
QUITO, JULIO 2013

© Universidad Tecnológica Equinoccial. 2013
Reservados todos los derechos de reproducción
DECLARACIÓN
Yo GERMAN SANTIAGO ZARRIA LARA, declaro que el trabajo aquí
descrito es de mi autoría; que no ha sido previamente presentado para
ningún grado o calificación profesional; y, que he consultado las referencias
bibliográficas que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de
Propiedad Intelectual, por su Reglamento y por la normativa institucional
vigente.
_________________________
Germán Santiago Zarria Lara
C.I. 1720937760
CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título MEJORA DE UN
PROCESO DE ENVASADO EN SAQUILLOS DE PRODUCTOS POLVOS
PARA LA EMPRESA QUÍMICA INDUSTRIAL SEGÚN UN SISTEMA
FLEXIBLE DE MANUFACTURA (SFM), que, para aspirar al título de
Ingeniero en Mecatrónica fue desarrollado por GERMAN SANTIAGO
ZARRIA LARA , bajo mi dirección y supervisión, en la Facultad de Ciencias
de la Ingeniería; y cumple con las condiciones requeridas por el reglamento
de Trabajos de Titulación artículos 18 y 25.
____________________________
Ing. Alexy Vinueza Lozada
DIRECTOR DEL TRABAJO
C.I. 1714711056

CARTA DE LA INSTITUCION

DEDICATORIA
Quiero dedicar este trabajo a las personas más importantes de mi vida
después de Dios: Mi familia y en especial a mi hija Doris Zarria Tonato;
pilares y motivos de mis esfuerzos y logros, a ellos por estar siempre a mi
lado.

i
ÍNDICE DE CONTENIDOS
RESUMEN ..................................................................................................... xi
ABSTRACT ................................................................................................... xii
1. INTRODUCCIÓN ...................................................................................... 1
2. MARCO TEÓRICO .................................................................................... 3
2.1 FERTILIZANTES EN POLVO ............................................................... 3
2.1.1. CONTENIDO DE LOS FERTILIZANTES ...................................... 3
2.1.2. GRANULOMETRIA NORMA TÉCNICA ECUATORIANA INEN 2
022:1998 ................................................................................................. 5
2.2. SISTEMA FLEXIBLE DE MANUFACTURA. ........................................ 6
2.2.1. LAS VENTAJAS DE LOS SISTEMAS DE MANUFACTURA
FLEXIBLE. ............................................................................................... 6
2.2.2. IMPLEMENTOS DE SFM. ............................................................. 7
2.3. PROCESO DE ENVASADO Y SELLADO DE PRODUCTOS
MAQUINARIA Y ESTRUCTURAS UTILIZADAS ........................................ 8
2.3.1. MÁQUINAS DOSIFICADORAS ..................................................... 9
2.3.1.1. Dosificador por Peso ............................................................... 9
2.3.1.2. Dosificador por Tornillo Sinfín ............................................... 10
2.3.1.3. Dosificador por Pistón ........................................................... 11
2.3.2. SISTEMAS DE PESAJE Y ENSACADO ..................................... 12
2.3.2.1. Máquinas Selladoras ............................................................. 12
2.3.2.2. Máquinas Selladoras Manuales............................................. 13
2.3.2.3. Sellado Por Fusión ................................................................ 13
2.3.2.4. Sellado por aire caliente ........................................................ 14
2.3.2.5. Sellado por Cosido ................................................................ 15
2.3.3. TOLVAS DE ALMACENAMIENTO .............................................. 15
2.3.4. BANDA Y CINTAS TRANSPORTADORAS ................................ 18

ii
2.3.4.1 Alternativas de Bandas Transportadoras ............................... 21
2.4. MATERIALES INDICADOS PARA EL CONTACTO CON QUIMICOS
................................................................................................................. 23
2.4.1. ACEROS INOXIDABLES ............................................................ 23
2.4.2. CORROSIVOS ............................................................................ 24
2.4.2.1. Corrosión en atmósferas marinas y rurales ........................... 25
2.4.2.2. Corrosión en Agua ................................................................. 25
2.4.2.3. Corrosión de materiales en industrias químicas .................... 25
2.4.2.4. Selección de materiales. ....................................................... 26
2.4.3. LAS PINTURAS COMO PROTECCION DE LA SUPERFICIE DE
ACERO. ................................................................................................. 27
2.4.3.1. Pinturas de Secado Físico. .................................................... 27
2.4.3.2. Pinturas de Secado Químico. ................................................ 27
2.4.4. SISTEMAS DE PINTURA PARA ACERO ................................ 27
2.4.4.1. Pinturas al Aceite. .................................................................. 27
2.4.4.2. Pinturas Alquídicas. ............................................................... 27
2.4.4.3. Pinturas Fenólicas. ................................................................ 28
2.4.4.4. Pinturas Vinílicas. .................................................................. 28
2.4.4.5. Pinturas ricas en Zinc. ........................................................... 28
2.4.4.6. Aplicaciones de pinturas ........................................................ 28
2.4.4.7. Capas de pintura ................................................................... 31
2.5 CONTROLADOR LÓGICO PROGRAMABLE .................................... 32
2.5.1 CONCEPTOS BASICOS .............................................................. 33
2.5.2 FUNCIONES DEL PLC ................................................................ 34
2.5.3 VENTAJAS DEL PLC ................................................................... 35
2.5.4 CONTROLADOR DIGITAL MODULAR ........................................ 35
2.5.5 CAMPOS DE APLICACIÓN ......................................................... 37

iii
2.5.6 NUEVAS TENDENCIAS ............................................................... 38
2.6 SENSORES Y PRODUCTOS DE CONTROL .................................... 38
2.7 ACTUADORES ............................................................................... 40
2.7.1 TIPOS DE MOTORES .................................................................. 41
3. METODOLOGIA ...................................................................................... 43
3.1. ANÁLISIS DE REQUERIMIENTOS DEL LA FABRICA EN EL
PROCESO DE ENVASADO Y SELLADO ................................................ 43
3.2. ANALISIS TÉCNICO ......................................................................... 44
3.3. ANALISIS ECONÓMICO ................................................................... 44
3.4. ANÁLISIS DE LA PLANTA ................................................................ 45
3.4.1. MATERIALES UTILIZADOS EN LA FABRICACION DE LOS
PRODUCTOS DE QUIMICA INDUSTRIAL ........................................... 46
3.4.2. ESPACIO, CARACTERISTICAS Y CAPACIDAD ENERGÉTICA
DE LA PLANTA ..................................................................................... 47
3.4.3. ANALISIS DEL PROCESO DE ENVASADO Y SELLADO QUE SE
UTILIZABA EN LA PLANTA .................................................................. 48
3.4.4. ANALISIS OPERARIOS Q SE UTILIZABAN EN EL PROCESO EN
LA FABRICA ......................................................................................... 53
3.4.5. ANALISISDE MAQUINARIA ACORDE A LAS NECESIDADES Y
REQUERIMIENTOS DE LA EMPRESA ................................................ 54
3.4.5.1. Necesidades y Requerimientos de la Empresa ..................... 54
3.4.5.2. Análisis maquinaria y estructuras acorde al cumplimiento de
las necesidades de la empresa. ............................................................ 54
3.5. ANALISIS DE COMPONENTES ELECTRONICOS DE CONTROL EN
EL PROCESO .......................................................................................... 66
4. DISEÑO Y ANALISIS DE RESULTADOS................................................ 68
4.1 RESUMEN DEL ANALISIS RESULTADOS DEL PROCESO DE
ENVASADO Y SELLADO EN LA FABRICA ANTES DE LA MEJORA ..... 68
4.2. DISEÑO DEL PROCESO .................................................................. 70

iv
4.2.1. DISEÑO DEL SISTEMA DE ENVASADO PESADO Y SELLADO
DE COSTALES MEJORADO ................................................................ 70
4.2.2. DISEÑO DE COMPONENTES MECATRONICOS DE CONTROL
EN EL PROCESO .................................................................................... 71
4.2.2.1 PROGRAMACIÓN EN LOGO!SOFT PARA CONTROL DEL
PROCESO MEDIANTE EL PLC ............................................................ 72
4.3. SELECCIÓN DE LAS ESTRUCTURAS Y MAQUINARIA A UTILIZAR
EN EL PROCESO .................................................................................... 77
4.3.1. MAQUINARIA Y ESTRUCTURAS SELECCIONADAS ............... 77
4.4. DESCRIPCION DE LA PROGRAMACION Y ADAPTACION DEL PLC
EN EL CONTROL DE PANEL .................................................................. 81
4.5. INSTALACION DE MAQUINARIA, ESTRUCTURAS ACOPLADAS,
MEJORAS EN EL PROCESO DE ENSACADO PESADO Y SELLADO EN
LA FÁBRICA ............................................................................................. 85
4.5.1. PROCESO MEJORADO EN LA PLANTA DE LA FÁBRICA ....... 85
4.5.2 TIEMPOS DE EJECUCION DEL PROCESO MEJORADO .......... 89
4.5.3. RESUMEN DE MEJORAS DEL PROCESO EN LA PLANTA ..... 96
4.5.4. RESULTADOS FINANCIEROS DEL PROCESO ...................... 100
4.5.4.1 Selección del proceso en general acorde a su costo ........... 100
5. CONCLUSIONES Y RECOMENDACIONES ......................................... 103
BIBLIOGRAFIA .......................................................................................... 105
ANEXOS .................................................................................................... 108
v
INDICE DE TABLAS
Tabla Nº 1. Presupuesto estimado proceso con maquinaria y estructu……44
Tabla Nº 2. Presupuesto Estimado del Proyecto……………………………...45
Tabla N° 3. Tiempos del proceso mecánico de envasado y pesado de c….49
Tabla N° 4. Tiempos proceso manual de transporte de costal lleno hacia...50
Tabla N° 5. Tiempos del proceso de cosido cadena simple del costal……..51
Tabla N° 6. Tiempos del proceso completo por mejorar (ensacado……......52
Tabla Nº 7. Método de Selección Tolvas.…………….…………….………….56
Tabla Nº 8. Método de selección maquinas ensacadoras……………………59
Tabla Nº 9. Método de selección de bandas transportadoras…………….....62
Tabla Nº 10. Método de selección de Cabezal de Cosido con estructura....65
Tabla N° 11. Resumen de la medición de tiempos proceso antiguo…....….68
Tabla N° 12. Descripción de los totales de costales envasados y sellado…69
Tabla N° 13. Diagrama de flujo proceso manual…………………………..….69
Tabla N° 14. Unidades envasadas…………………………………………......70
Tabla N° 15. Tiempo de proceso automático de ensacado y pesado de.…89
Tabla N° 16. Tiempos proceso automático de transporte de costal lleno….90
Tabla N° 17. Tiempo del proceso automático de cosido cadena doble……91
Tabla N° 18. Tiempo del proceso completo mejorado (ensacado, pesado,..92
Tabla N° 19. Resumen de la medición de tiempos……………………………93
Tabla N° 20. Diagrama de flujo proceso mejorado……………………………94
Tabla N° 21. Descripción de los totales de costales acorde a las muestra...94
vi
Tabla N° 22. Unidades Envasadas……………………………………………..95
Tabla N° 23. Tiempo del proceso completo mejorado (ensacado, pesado,..96
Tabla Nº 24. Mejoramiento con el Nuevo Proceso…………………………....99
Tabla N° 25. Resultados comparativos número de Quintales procesado.100
Tabla Nº 26. Costos de maquinaria y estructuras necesarias selecciona...100
Tabla Nº 27. Costos de sistemas envasado y sellado………………………101
Tabla N° 28. Costo mantenimiento anual en dólares y porcentaje de au…101
Tabla N° 29. Salario estimado de empleados en dólares y porcentaje de..102
Tabla Nº 30. Ahorro anual de la empresa en salarios de personal por.......102
Tabla Nº 31. Recuperación de la inversión por parte de la empresa por…102

vii
ÍNDICE DE FIGURAS
Figura Nº 1. Máquina envasadora semiautomática con balanza…….……...10
Figura Nº 2. Máquina envasadora semiautomática con tornillo sinfín….…..11
Figura Nº 3. Selladora por fusión………………………………………………..14
Figura Nº 4. Selladora por aire caliente………………………...………………14
Figura Nº 5. Cosedora Portátil………….………………………..……………...15
Figura Nº 6. Partes de una tolva de almacenamiento..……………..………..16
Figura Nº 7. Banda transportadora……………………………………………...19
Figura Nº 8. Transportador de rodillos metálicos ……………………………..22
Figura Nº 9. Transportador de Tornillo sin fin……………………………........22
Figura Nº 10. Reacciones metal-ambiente corrosivo ………………………...25
Figura Nº 11. PLC Básico ...………………………………………..……………32
Figura Nº 12. Diagrama de la Planta……………………………………………47
Figura Nº 13. Estructuras y materiales antes utilizados en la planta para el
proceso de embazado y sellado…………………………………………………48
Figura N° 14. Gráfica demostrativa del proceso manual para cada tipo de
producto …………………………………………………………………………...49
Figura N° 15. Demostración del tiempo promedio del proceso mecánico de
envasado y pesado de costales con el producto………………………………50
Figura N° 16. Demostración del tiempo promedio empleados para el proceso
de transporte de costal lleno hacia a la cosedora……………………………..51
Figura N° 17. Demostración del tiempo promedio empleados para el proceso
de transporte de costal lleno hacia a la cosedora……………………………..52

viii
Figura N° 18. Demostración del tiempo promedio del proceso completo por
mejorar (ensacado, pesado, cosido)……………………………………………53
Figura N° 19. Funcionamiento Automático de ensacadora por medio de
tarjetas lógicas ……………………………………………………………..……..66
Figura N° 20. Tarjetas lógicas de la balanza ensacadora……………...…….67
Figura N° 21. Diseño del sistema de ensacado, pesado y cosido automati..71
Figura N° 22. Programación sistema automático de envasado y cosido en
LOGO!Soft…………………………………………………………………………73
Figura N° 23 Programación LAD del sistema automático de envasado y
cosido en LOGO!Soft Parte1…………………………………….………...…….74
Figura N° 24. Programación LAD del sistema automático de envasado y
cosido en LOGO!Soft Parte2………………………………………………...…..75
Figura N° 25. Programación LAD del sistema automático de envasado y
cosido en LOGO!Soft Parte3……………………………………………….……76
Figura N° 26. Balanza/Ensacadora Fischbein GWS E300…………………..79
Figura N° 27. Cabezal de Cosido Fischbein Modelo 100 a Utilizar………..80
Figura N° 28. PLC en Control de Panel……………………………………..….81
Figura N° 29. Apertura de las mordazas sujetadoras del costal de la
ensacadora controlada por PLC…………………………………………………82
Figura N° 30 Control por medio del PLC de las compuertas internas de
llenado de la bascula ensacadora……………………………………………....83
Figura N° 31. Control por medio del PLC, para el encendido automático por
medio de sensores, del motor del cabezal de cosido y del corte de hilo…...83
Figura N° 32 Diagrama de conexión eléctrica del sistema mediante control
del PLC……………………………………………………………………………..84

ix
Figura N° 33. Grafica explicativa del proceso mejorado…………………..….85
Figura N° 34. Instalaciones de nueva tolva en la planta……………………...86
Figura N° 35. Báscula ensacadora instalada en la planta………………....…86
Figura N° 36. Instalaciones de tolva, báscula y cosedora en la planta…..…87
Figura N° 37. Cabezal de cosido con guía para sellado automático………..87
Figura N° 38. Banda transportadora Instalada………………………………...88
Figura N° 39. Pruebas finales del ensacado y cosido en la planta……….....88
Figura N° 40. Pruebas finales del ensacado y cosido en la planta II…….....89
Figura N° 41. Gráfico demostrativo del tiempo promedio del proceso
automático de ensacado y pesado de costales con el producto……………90
Figura N° 42. Gráfico demostrativo del tiempo promedio empleados para el
proceso automático de transporte de costal lleno hacia la cosedora…….....91
Figura N° 43. Gráfico demostrativo del tiempo promedio empleado para el
proceso automático de cosido cadena doble con cabezal (corte de hilo
automático)…………………………………………………………………….…..92
Figura N° 44. Gráfico demostrativo del tiempo promedio del proceso
completo mejorado (ensacado, pesado, cosido)……………………………...93
Figura N° 45. Gráfico comparativo de tiempos de procesos de envasado y
pesado de costales con el producto …………………………………….……...97
Figura N° 46. Gráfico comparativo de tiempo proceso de transportes de
costales llenos hacia la cosedora ………………………………………….…...97
Figura N° 47. Gráfico comparativo de tiempo del proceso de cosidos….…..98
Figura N° 48. Gráfico comparativo de tiempo del proceso completo…….....98
Figura N° 49. Gráfico comparativo de la cantidad de costales envasados y
cosidos por minuto obtenidos en cada proceso ………………………………99

x
ÍNDICE DE ANEXOS
Anexo Nº 1. Tolvas varios modelos………………………….………………..108
Anexo Nº 2 Materiales utilizados en la construcción de las tolvas………..110
Anexo Nº 3. Ejemplo Programación de la ensacadora…………………..…111
Anexo N° 4. Plano de la tolva a utilizar y estructura de soporte a utilizar..112
Anexo N° 5. Plano de Banda Transportadora a Utilizar…………………….113
Anexo N° 6. Plano de Estructura de Soporte de Cabezal a Utilizar….……114
Anexo N° 7. Plano de Sistema de envasado y cosido. Vista Isométrica….115
Anexo Nº 8. Características del sensores foto electrónico utilizados..…….116
Anexo N° 9. Certificación de entrega de la maquinaria para el proceso
mejorado de envasado y sellado por parte de Empresa Representaciones
Comerciales E&G…………………………………………………………..……117
Anexo Nº 10. Factura de Comercialización hacia Empresa Química
Industrial, del proceso mejorado por parte de Empresa Representaciones
Comerciales
E&G……………………………………………………………………………….118
xi
RESUMEN
El presente proyecto sirvió para elaborar un profundo y detallado estudio de
mejoramiento en los procesos de manufacturas de envasado de químicos en
polvo, con la información proporcionada por la fábrica y compañías afines a
la misma se pudo obtener el tipo de sustancias utilizadas para la elaboración
de sus productos y determinar el tipo de material utilizado en las estructuras
para mejorar su duración y funcionamiento, por medio de un estudio en las
empresas distribuidoras de maquinaria y de estructuras aptas para dicho
proceso como es la empresa Representaciones Comerciales E&G, se
recopilo, seleccionó e implementó maquinaria y estructuras necesarias
tomando en cuenta los requerimientos de la empresa y la cantidad de
recursos a aplicar en este proceso. Los resultados de esta investigación y
estudio sirvieron como guía para la elaboración del diseñó mecatrónico
adecuado para automatizar el proceso de envasado y cubriendo ciertas
falencias y carencias de automatización que la adquisición de los equipos
antes mencionados presentaban, dicho diseño del proceso se lo realizó
aplicando un sistema de manufactura flexible siendo adecuado en este tipo
de procesos donde se emplean más de un tipo de operaciones y productos,
al culminar con este proyecto las pruebas de funcionamiento certifican la
satisfacción y mejora del proceso en la fábrica en un 81% en cuanto a
capacidad de envasado y sellado de costales, además se resta en un 50% la
cantidad de operarios empleados en el proceso, la empresa Química
industrial ahorra en su compra un 21% en cuanto al valor de adquisición de
un equipo netamente importado al adquirir el propuesto sistema de menor
valor, de fabricación de estructuras nacionales y maquinaria importada de
calidad que superan las características y necesidades de la empresa.
xii
ABSTRACT
This project has proved to develop a deep and detailed study of improved
manufacturing processes in packaging chemical powder, its information was
not only provided by the factory and related companies which obtained the
same type of substances used in the preparation of their products and to
determinae the type of material in structures to improve durability and
performance, but also was gathered, selected and implemented necessary
machinery and structures taking into account the requirements of the
company and the amount of resources to be applied in this process through a
study of the distributors of machinery and structures suitable for this process
in the company Representaciones Commerciales E & G. The results of this
research and study has indicated as a guide for the development of suitable
mechatronic designed to automate the process of packing and covering
certain failures and shortcomings of automation equipment acquisition
presented above; that the process design is performed by applying flexible
manufacturing system being suitable for this type of processes which employ
more than one type of operations and products. In order to conclude this
project, functional tests certify satisfaction and process improvement at the
factory by 81% in capacity filling and sealing sacks, and is subtracted by 75%
the number of workers employed in the process, the company saves
Chemical industries purchase 21% of the value of acquiring a purely
imported equipment by purchasing the system proposed lower value of
national structures and manufacturing quality imported machinery which
exceed the capabilities and needs of the company.

1. INTRODUCCIÓN

1
La empresa Química Industrial fabricantes de polvos químicos, fertilizantes y
sus derivados, presentan en sus procesos de envase en saquillos varias
falencias, tales como: desperdicios de producto en el ensacado, dicho
producto se esparce excesivamente en el ambiente por el mal diseño de la
tolva y cono en acoplamiento con la boca del saco, al igual que al sellar el
saco este material se levanta saliendo del mismo por mal doblaje al
momento de su cocido; El esparcimiento del producto en el ambiente al ser
producto químico corrosivo y tener un contacto excesivo permanente con la
maquinaria esta se deteriora rápidamente; La empresa emplea tres a cuatro
operarios para este proceso siendo necesario como máximo dos operarios
esto por falta de la maquinaria automatizada adecuada; Tiempo empleado
en el proceso excesivo envasando de tres sacos por minuto cuando se lo
puede hacer de hasta ocho sacos por minuto esto por no contar con
maquinaria ni diseño adecuado del proceso produciendo un cuello de botella
y afectando a la producción requerida diaria.
Por estos motivos es necesario mejorar este proceso aprovechando los
recursos existentes y aumentando sistemas acordes a las necesidades de la
empresa por medio de un buen diseño del sistema de pesado y ensacado
así como la implementación de maquinaria existente en el mercado
proporcionado por la empresa Representaciones Comerciales E&G que sea
acorde para este proceso que permita disminuir el desperdicio y expansión
del producto en el ambiente situación que también afecta al material de las
diversas máquinas y controles aplicados, también la optimización de este
proceso por medio de un control de mando y banda automatizada para la
movilización del producto y la correcta calibración de velocidad de este
proceso en la movilidad de la banda en función del tiempo de demora del
cocido suprimiendo el esfuerzo y exceso de operarios al transportar los
sacos ya pesados a la cosedora con el afán de obtener el mejor tiempo
posible en la finalización de elaboración del producto y así aportar al
crecimiento de esta importante industria nacional.
2
Como objetivo principal del trabajo de titulación tenemos lo siguiente:
Diseñar, implementar y seleccionar un adecuado proceso de pesado,
ensacado y sellado de productos polvos fertilizantes, químicos bajo un
modelo de sistema de manufactura SFM.
Para cumplir con el objetivo antes mencionado se deben culminar con los
siguientes objetivos:
Recopilar información bibliográfica y de campo con el fin de obtener
los parámetros necesarios y requerimientos necesarios para la
selección del proceso de pesado, ensacado y sellado.
Diseñar e implementar el proceso seleccionado para el pesado,
ensacado y sellado del producto químico en base a las solicitaciones
internas de la empresa y de un sistema flexible de manufactura.
Protocolo de pruebas y análisis de resultados.

2. MARCO TEÓRICO

3
Dentro del desarrollo de este proyecto se toma en cuanta diversos temas
teóricos que son de vital importancia para el entendimiento de lo que es
aplicativo en un sistema de envasado y sellado de productos, por lo que se
ha recopilado y resumido a continuación varios temas tanto de maquinaria
como de materiales aplicativos a dicho proceso.
2.1 FERTILIZANTES EN POLVO
Los fertilizantes comerciales se han incrementado substancialmente en el
mundo desde la última mitad del siglo 20. Han surgido numerosos productos,
ofreciendo una gran variedad de contenido de nutrientes, formas físicas y
otras propiedades que satisfacen distintas necesidades individuales.
Al elegir el fertilizante el comprador debería saber lo siguiente:
• Contenido (de nutrientes y otros componentes).
• Costo por unidad de nutriente disponible.
• Facilidad de manipuleo y costos de aplicación.
• Efectos de reacción en el suelo.
• Preferencias personales.
(Melgar, 2011)
2.1.1. CONTENIDO DE LOS FERTILIZANTES
En los fertilizantes el contenido de nutrientes presente es el grado
fertilizante, o análisis garantizado. Se requiere por ley a los fabricantes
explicar el grado en cada etiqueta del envase, sea bolsa, o bidón, este grado
de fertilizante se etiqueta con un código de tres números de los tres
micronutrientes primarios: nitrógeno (N), fósforo (P), y potasio (K), el primer
valor corresponde al contenido de nitrógeno total, el segundo al fósforo
disponible (P2O5), y el tercero al contenido de potasio soluble en agua
(K2O). Cada valor representa un contenido y nutrientes utilizados en los
fertilizantes en porcentaje de uso.
Nitrógeno Total (N) 5.8%
Nitrógeno Amoniacal 9.2%,
4
Ácido Fosfórico Disponible (P2O5) 30.0%
Potasio soluble (K2O) 15.0%
Boro (B) 0.02%
Cobre (Cu) 0.07 %
Cobre Soluble en agua (Cu) 0.07%
Hierro (Fe) 0.15%
Hierro Quelatado 0.15%
Manganeso (Mn) 0.05%
Manganeso Quelatado 0.5%
Molibdeno (MO) 0.0005%
Zinc (Zn) 0.06
Zinc Soluble en agua 0.06%
Además de los macronutrientes primarios, los fertilizantes pueden contener
otros nutrientes, tales como azufre (S), hierro (Fe), boro (B), zinc (Zn), y
molibdeno (Mo).
En base a los contenidos de nutrientes primarios los fertilizantes son
referidos como simples o multinutrientes. Simple-nutrientes fertilizantes,
como la urea (46-0-0), contiene solo un macro nutriente primario y también
se la llama fertilizantes „simples‟ o „straight‟.
En contraste, los fertilizantes multinutrientes contienen más de un nutriente,
tales como el fosfato diamónico (DAP, 18-46- 0), y se los llama también
fertilizantes complejos.
Las etiquetas de los fertilizantes, planillas de seguridad de materiales, y
hojas de especificación de productos suministran información adicional
respecto a las características físicas y químicas del producto. Esta
información de los productos está disponible por el fabricante o
distribuidores. Las características de fertilizantes sólidos incluyen color,
tamaño de partícula y densidad aparente. El tamaño de partícula está
determinado por el tamaño y cantidad de producto retenido en un tamaño de
tamiz determinado. El número de tamiz se refiere al número de aberturas por
pulgada; aumentar el tamaño de tamiz corresponde a aberturas más

5
pequeñas. Dependiendo del tipo de fertilizante y de su manufactura, puede
haber un rango de tamaño de partículas para un fertilizante determinado.
La densidad aparente se refiere a la masa de fertilizarte seco por unidad de
volumen, normalmente en t por m3 o kg por litro. La densidad aparente
puede ser. El tamaño de particular y la densidad aparente son importantes
propiedades para determinar el tiempo de reacción en el suelo y para
propósitos de aplicación y mezclado.
Una lista típica de propiedades del fertilizante incluye peso molecular, pH y
contenido de humedad. El peso molecular es el peso atómico de todos los
elementos en la molécula del fertilizante o „carrier.‟ Un fertilizante "carrier "
es la forma molecular contenida en el nutriente. Los pesos moleculares
pueden usarse para calcular el peso porcentual de todos los componentes
en un fertilizante.
El pH del fertilizante se mide como el pH del material en solución acuosa y
es una indicación de la reacción inicial del fertilizante en el suelo luego de
aplicarse. El contenido de humedad es típicamente menor de 1% para la
mayoría de los fertilizantes sólidos.
(Melgar, 2011)
2.1.2. GRANULOMETRIA NORMA TÉCNICA ECUATORIANA INEN 2
022:1998
Gránulo. Partícula cuya forma puede ser esférica o poliédrica (1 a 4
mm).
Fertilizante en polvo. Partícula cuya forma puede ser esférica o
poliédrica (menor a 1 mm).
Supergránulo. Partícula cuya forma puede ser esférica o poliédrica
(mayor a 4 mm).
Fertilizante químico mineral o inorgánico. Todo fertilizante simple,
compuesto o complejo, de origen inorgánico u orgánico sintético,
obtenido mediante procesos químicos desarrollados a escala
industrial.
(NTE INEN 209:94 , 1994)

6
2.2. SISTEMA FLEXIBLE DE MANUFACTURA.
FLEXIBLE MANUFACTURING SYSTEMS (SMF)
Es importante recordar que la fabricación de piezas mecánicas sometidas a
varios procesos, involucra complejos sistemas de control y producción, tales
como, proveer materias primas, materiales, órdenes de trabajo, entre otros.
Los sistemas flexibles de manufactura están formados por un grupo de
máquinas y equipo auxiliar unidos mediante un sistema de control y
transporte, que permiten fabricar piezas en forma automática.
2.2.1. LAS VENTAJAS DE LOS SISTEMAS DE MANUFACTURA
FLEXIBLE.
Los SFM es su gran flexibilidad en términos de poco esfuerzo y de tiempo
corto, requerido para manufacturar un nuevo producto.
Pueden diseñarse en formas muy diferentes, según el número de puestos de
maquinado, de control, de medición, tipos de transporte de piezas y
herramientas y tipos de control.
Además están automatizados otros tipos de trabajo, como carga y
descarga, transporte, almacenamiento o sujeción de la pieza, los cuales
forman un subsistema del flujo del material. Existen dos tipos principales de
sistema flexible de manufactura: sistema lineal y sistema cerrado. El
transporte de piezas puede ser uni o bidireccional con movimiento continuo o
intermitente, con un paso constante o variable según se necesite.
Existen tres formas de paso de la pieza por los puestos de maquinado:
conservando la secuencia, en secuencia con posibilidades de omitir algunos
puestos o en secuencia libre.
También hay dos formas de transporte y sujeción de piezas: con paleta y sin
paleta.
Las ventajas de los sistemas flexibles de materiales pueden ser
considerados como los siguientes.-
7
Incrementar la productividad.
Menor tiempo de preparación de nuevos productos.
Reducción de inventarios de materiales dentro de la planta.
Ahorro en fuerza de trabajo.
Mejora en calidad del producto.
Mejora en seguridad de los operarios.
Las partes pueden ser producidas de forma aleatoria y también en
lotes
(Rams, 2013)
2.2.2. IMPLEMENTOS DE SFM.
Gracias a las ventajas que proporcionan los SFM muchas empresas
manufactureras han considerado durante mucho tiempo la implementación
de grandes sistemas dentro de sus empresas. Pero después de un análisis
concienzudo se ha encontrado que los empresarios han optado por sistemas
más pequeños, menos caros por consiguiente y por ende más efectivos en
costos. Estos sistemas incluyen celdas de manufactura y hasta centros de
maquinado y tornos que son mucho más fáciles de utilizar que un solo torno.
En términos generales un SMF está compuesto por:
Una o varias máquinas-herramientas de control numérico
computarizado que desempeña tareas de maquinado sobre la base
de una lista de instrucciones en clave con el uso de una lógica digital.
Ellas son vistas como los recursos compartidos, usados por varios
subprocesos.
El Diseño Asistido por Computadora que se utiliza para el diseño de
objetos por computadora con capacidades interactivas y de

8
graficación, por medio de las cuales las fases de diseño pueden
hacerse visibles de una manera tridimensional.
Robot el cual es un manipulador multifuncional reprogramable con
varios grados de libertad, capaz de manipular materias, piezas,
herramientas o dispositivos especiales según trayectorias variables
programadas para realizar tareas diversas, colocando de una manera
sincronizada los materiales a ser manufacturados en el lugar de
trabajo de acuerdo al ciclo del proceso a desarrollar.
Dispositivos de salida (actuadores neumáticos, electroneumáticos e
hidráulicos y electrohidráulicos), los cuales son los medios que
habilitan o sujetan las partes que integran al producto.
Dispositivos de entrada son todos aquellos sensores que alimentan al
sistema con una señal digital, proveniente de la presencia de una
parte del producto, el inicio y el final de una operación.
Finalmente está el elemento de control que es llamado el Controlador
Lógico Programable (PLC) y que se encarga de coordinar todas las
operaciones del sistema flexible de manufactura registrando
información del estado de la producción.
Un SMF en su actuar repercute en cierta forma en la calidad del producto y
en los tiempos de entrega, tales como los problemas de ensamble, exceso
de material, deformaciones dimensionales, tiempo de producción entre otras;
a los cuales se les llama fallas de información, programación y operación.
(Gerard K. Boon, Alfonso Mercado, 1990)
2.3. PROCESO DE ENVASADO Y SELLADO DE PRODUCTOS
MAQUINARIA Y ESTRUCTURAS UTILIZADAS
Los envases y el proceso de envasado de alimentos cumplen una función
básica, de proteger y conservar la calidad cantidad e integridad del producto,

9
el uso de los envases junto a las técnicas de protección y comercialización
han hecho posible el consumo de todo tipo de productos. Para eliminar los
problemas de daños físicos y químicos del producto, en general, los envases
utilizados para los alimentos han ido cambiando a lo largo de los años ya
sea por factores de distintas índoles, dando paso a los nuevos materiales
industriales como vidrio, metal y plástico. (ENVAPACK, 2004)
2.3.1. MÁQUINAS DOSIFICADORAS
El sistema dosificador es un mecanismo que se utiliza para regular la salida
del producto, el mismo que está compuesto por electroválvulas, motores
eléctricos, servomotores, electroimanes y actuadores neumáticos. El
funcionamiento y control de cada actuador es diferente y depende del tipo
de producto a dosificar.
Existen varios tipos de dosificadores, los cuales dependen de su producto
como dosificadores de líquidos, de gas y de sólidos.
El tema de máquinas dosificadoras es muy extenso, por lo que vamos a
considerar a los dosificadores de sólidos como principales, ya que son los
más apropiados para el desarrollo de este proyecto. Además el dosificado
del producto se lo realizará en forma vertical, ya que se aprovecha a la
gravedad para dejar caer el producto en su empaque.
Las dosificadoras de sólidos pueden tener diferentes sistemas, por lo que se
dividen en:
Dosificador por peso
Dosificador por tomillo sinfín
Dosificador por pistón,
(CANO, 2005)
2.3.1.1. Dosificador por Peso
La dosificación por peso se realiza por medio del producto despachado
desde la tolva de almacenamiento, siendo llevado hacia dos canales

10
transportadores vibratorios, uno fino y otro grueso, los mismos que son
controlados desde el panel de control para que se detengan (primero el
grueso y después el fino) cuando el producto haya sido pesado por una
balanza que se encuentra a continuación de dichos canales y haya
completado el peso deseado, se muestra en la Figura Nº 2 un ejemplo de
cómo es una envasadora semiautomática con balanza..
La descarga del producto se la realiza presionando un pedal eléctrico
dejándolo caer en su empaque pre fabricado que es colocado bajo la
boquilla de descarga. l‟ara su manejo solo es necesario un operador
capacitado.
(CANO, 2005) (INGESIR, 2010)
Figura No. 1. Máquina envasadora semiautomàtica con balanza
2.3.1.2. Dosificador por Tornillo Sinfín
La dosificación por tomillo sinfin se realiza por medio del producto
despachado desde la tolva de almacenamiento, llevándolo directamente

11
hacia el tomillo sin fin diseñado especialmente para ajustar diferentes dosis
que se requiera, de esta manera cuando el tomillo sin fin gire un
determinado tiempo, el producto caerá por la boquilla de descarga en su
empaque y para su manejo solo es necesario un operador capacitado. Se
muestra en la Figura Nº 3 un ejemplo de una envasadora semiautomática
con tornillo sinfín (CANO, 2005) (INGESIR, 2010)
Figura Nº 2. Máquina envasadora semiautomática con tornillo sinfín.
2.3.1.3. Dosificador por Pistón
La dosificación por pistón se realiza por medio del producto despachado
desde la tolva de almacenamiento, llevándolo directamente hacia el pistón
dosificador de carrera, el mismo que se activa abriendo espacio dentro de la
boquilla de descarga para que el producto caiga en el empaque y cuando no
se encuentra activado, el paso del producto permanecerá sellado. La
regulación de la dosis dependerá de la distancia de apertura dentro de la
boquilla de descarga. (CANO, 2005)

12
2.3.2. SISTEMAS DE PESAJE Y ENSACADO
Los elementos que intervienen en el lazo de control para el sistema de
pesaje son: los sensores que se utilizan son celdas de carga que permiten
conocer el peso de la variable medida, en este caso la semita. La señal de
dichos sensores es acondicionada por los módulos que están adjuntos al
controlador/indicador 920i. Posteriormente, la señal acondicionada es
enviada hacia el módulo del controlador donde se determina el error al
comparar la variable medida con los set points establecidos.
Cuando el error es cero, se activan cilindros neumáticos que actúan
directamente sobre las compuertas de la báscula y modifican las
condiciones de la variable censada. Los cilindros controlan el paso del
producto hacia adentro o hacia afuera de la báscula. Constantemente el
controlador lee el valor de la variable que transmiten los sensores, y así se
repite el lazo de control.
El pesaje de semita se realiza por lotes, de manera que el
controlador/indicador muestra el valor del lote que está dentro de la báscula
y almacena el valor del total acumulado. Este dato es transmitido utilizando
comunicación serial RS-485 hacia una computadora donde se mantiene una
base de datos para registrar la producción total de semita.
Para el acondicionamiento de la ensacadora al conectar las celdas de carga
en paralelo se tiene como resultado siete hilos que son conectados al
controlador a través de una tarjeta análoga/digital. Ésta tarjeta se encarga
de acondicionar la señal para posteriormente ser utilizada dentro del
algoritmo de control.
(CANO, 2005) (INGESIR, 2010).
2.3.2.1. Máquinas Selladoras
El sistema sellador es un mecanismo que se utiliza para unir las partes
abiertas de un empaque logrando que el producto dosificado quede
13
protegido, el mismo que está compuesto por electroválvulas, motores
eléctricos, servomotores, electroimanes y actuadores neumáticos. El
funcionamiento y control de cada actuador es diferente y depende del tipo
de producto a sellar. (INGESIR, 2010) (CANO, 2005)
2.3.2.2. Máquinas Selladoras Manuales
Las máquinas selladoras manuales generalmente son utilizadas para unir
fundas de polietileno, poliéster, polipropileno, papel filtro, etc. Usualmente
son utilizadas para una producción de bajo volumen de un determinado
producto. Para realizar el sellado es necesario que el empaque sea pre
fabricado y el tamaño depende del producto a sellar.
Entre los principales tipos de sellado tenemos:
Sellado por fusión
Sellado por gas calentado
Sellado por cosido
(DIRECTINDUSTRY, 2012)
2.3.2.3. Sellado Por Fusión
Las superficies del material a sellar se funden y se deben comprimir con una
pequeña presión una contra otra durante el tiempo programado para lograr
el sellado.
Para conseguir el calentamiento de las superficies se utilizan elementos de
conducción de calor, que se calientan por medio de corriente eléctrica,
transformándola en calor, como una niquelina.
El tiempo y la cantidad de calor ejercida sobre las superficies dependen del
material a sellar. Se muestra en la Figura Nº 4 un ejemplo de una selladora
por fusión (DIRECTINDUSTRY, 2012)

14
Figura Nº 3. Selladora por fusión
2.3.2.4. Sellado por aire caliente
Es un sistema combinado con varios elementos que consiste en un soplete
interno de sellar por aire caliente, que funciona eléctricamente. La punta del
soplete es similar a la de un soplete para soldar metal, por la que sale aire
caliente comprimido. Se muestra en la Figura Nº 5 una selladora por aire
caliente
El aire sale a una determinada presión producida por un ventilador que se
encuentra en el interior del soplete. (DIRECTINDUSTRY, 2012)
Figura Nº4. Selladora por aire caliente
15
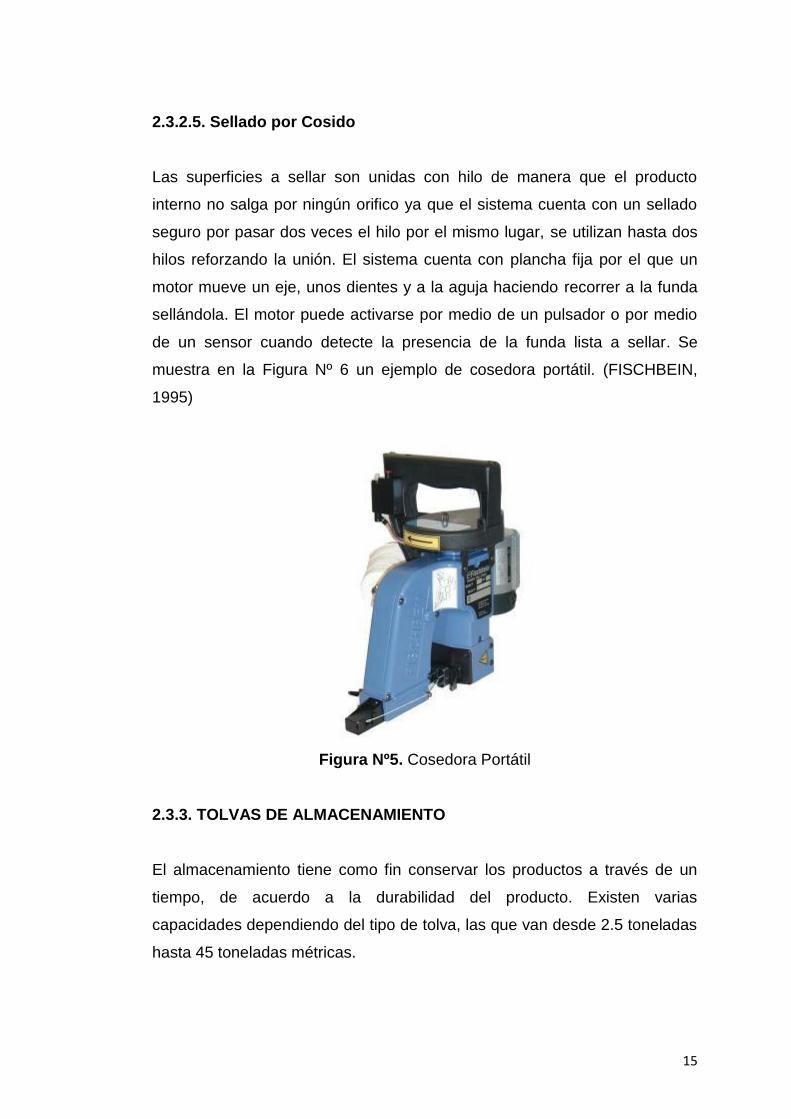
2.3.2.5. Sellado por Cosido
Las superficies a sellar son unidas con hilo de manera que el producto
interno no salga por ningún orifico ya que el sistema cuenta con un sellado
seguro por pasar dos veces el hilo por el mismo lugar, se utilizan hasta dos
hilos reforzando la unión. El sistema cuenta con plancha fija por el que un
motor mueve un eje, unos dientes y a la aguja haciendo recorrer a la funda
sellándola. El motor puede activarse por medio de un pulsador o por medio
de un sensor cuando detecte la presencia de la funda lista a sellar. Se
muestra en la Figura Nº 6 un ejemplo de cosedora portátil. (FISCHBEIN,
1995)
Figura Nº5. Cosedora Portátil
2.3.3. TOLVAS DE ALMACENAMIENTO
El almacenamiento tiene como fin conservar los productos a través de un
tiempo, de acuerdo a la durabilidad del producto. Existen varias
capacidades dependiendo del tipo de tolva, las que van desde 2.5 toneladas
hasta 45 toneladas métricas.
16
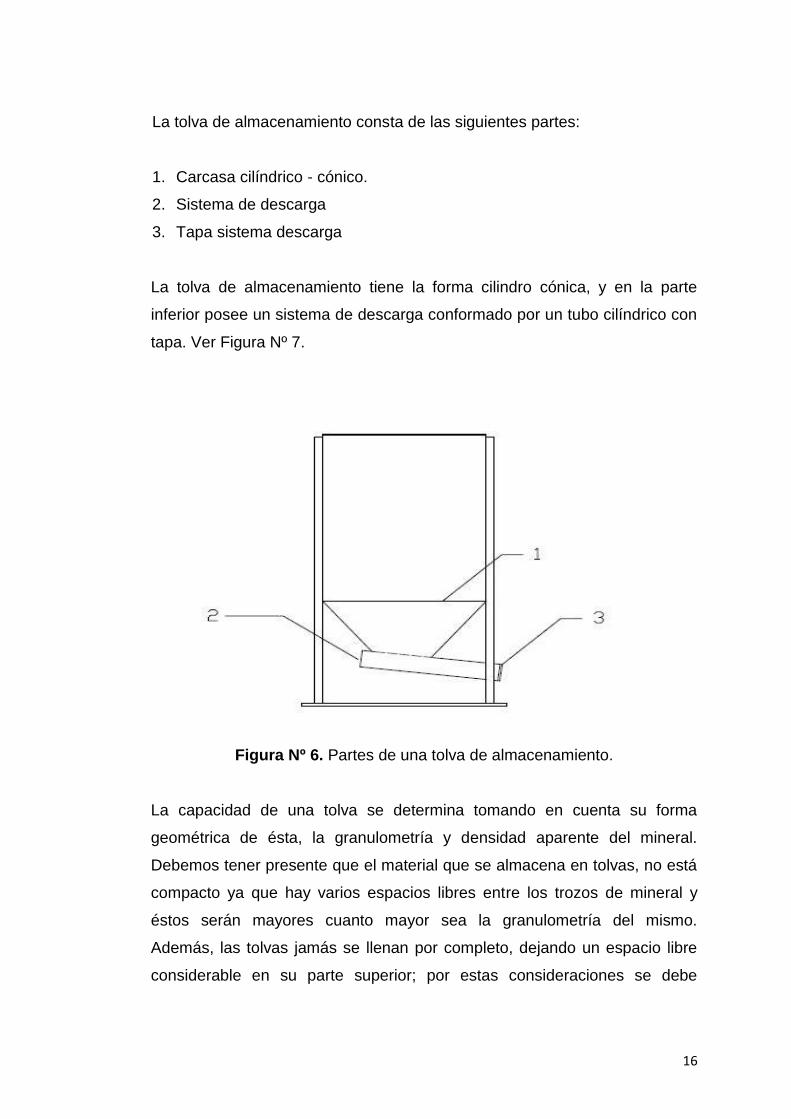
La tolva de almacenamiento consta de las siguientes partes:
1. Carcasa cilíndrico - cónico.
2. Sistema de descarga
3. Tapa sistema descarga
La tolva de almacenamiento tiene la forma cilindro cónica, y en la parte
inferior posee un sistema de descarga conformado por un tubo cilíndrico con
tapa. Ver Figura Nº 7.
Figura Nº 6. Partes de una tolva de almacenamiento.
La capacidad de una tolva se determina tomando en cuenta su forma
geométrica de ésta, la granulometría y densidad aparente del mineral.
Debemos tener presente que el material que se almacena en tolvas, no está
compacto ya que hay varios espacios libres entre los trozos de mineral y
éstos serán mayores cuanto mayor sea la granulometría del mismo.
Además, las tolvas jamás se llenan por completo, dejando un espacio libre
considerable en su parte superior; por estas consideraciones se debe

17
estimar en cada caso específico, la proporción de espacios libres, que debe
descontarse del volumen total de la tolva para obtener resultados más
reales.
Por ejemplo para calcular la capacidad de la tolva en el caso que la
densidad aparente del mineral es 2,9 y su porcentaje de humedad de 5%.
Considerar que la proporción de espacios libres es de 30% del volumen total
de la tolva.
Calculo del volumen total de la tolva.
Volumen tolva = (V paralelepípedo superior + V paralelepípedo inferior) / 2
Volumen tolva = (4 x 6 x1,5) + 1/2 (4 x 6 x 3,5) = 78 metros cúbicos
Volumen útil tolva = 78 x 0,7 = 54,6 metros cúbicos
Capacidad tolva = 54,6 m3(Volumen útil tolva) x 2,9 (Densidad)
= 158,34 Toneladas Métricas Húmedas
Capacidad tolva = 158,34 (Toneladas Métricas Húmedas) x 0,95
= 150,42 Toneladas Métricas
Capacidad tolva = 150,42 Toneladas Métricas
Para la determinación del tamaño de la salida de tolva existe una
correlación de las citadas en la anterior entrega, para el caso de tolvas de
geometría cónica, es la siguiente:
Donde θ se aplica en grados, procedentes de la gráfica de la entrada
anterior. Los valores usuales para H están sobre 2,4.
De ahí se obtienen las dimensiones mínimas para la salida de tolva que
asegura flujo masivo.
Pueden emplearse mayores aperturas para mayores flujos y mantenerse en
masivo. En el diseño práctico el ángulo θ se reduce 3º como margen de
seguridad.

18
Para el cálculo de caudal de una tolva se da como ejemplo los siguientes
datos y formulas: La tolva está diseñada con una salida Schedule 6”, 10”. El
vagón consta de 4 compartimentos y carga 180000 lbs. El sólido a granel se
descargará de un silo diseñado a flujo masivo con tolva de inclinación 65º
con la horizontal. Densidad aparente de los pellets de polietileno: 35 lb/ft3.
Un compartimento= 180000/4 = 45000 lbs.
Para silos en flujo masivo, se aplica la ecuación de Johanson:
El tiempo requerido entonces sería 45000 lb/s 23,35 lb/s=1926 segundos o
lo que es igual 32 min. Este valor en la práctica es demasiado extenso, así
que sería mejor opción el empleo de un tamaño de salida de 8 o 10
pulgadas.
(JIMMY EESTRELLA, BYRON FONSECA, 2009)
Se pueden observar varios modelos de tolvas en el Anexo Nº1 y Además los
materiales utilizados en su construcción Anexo Nº2.
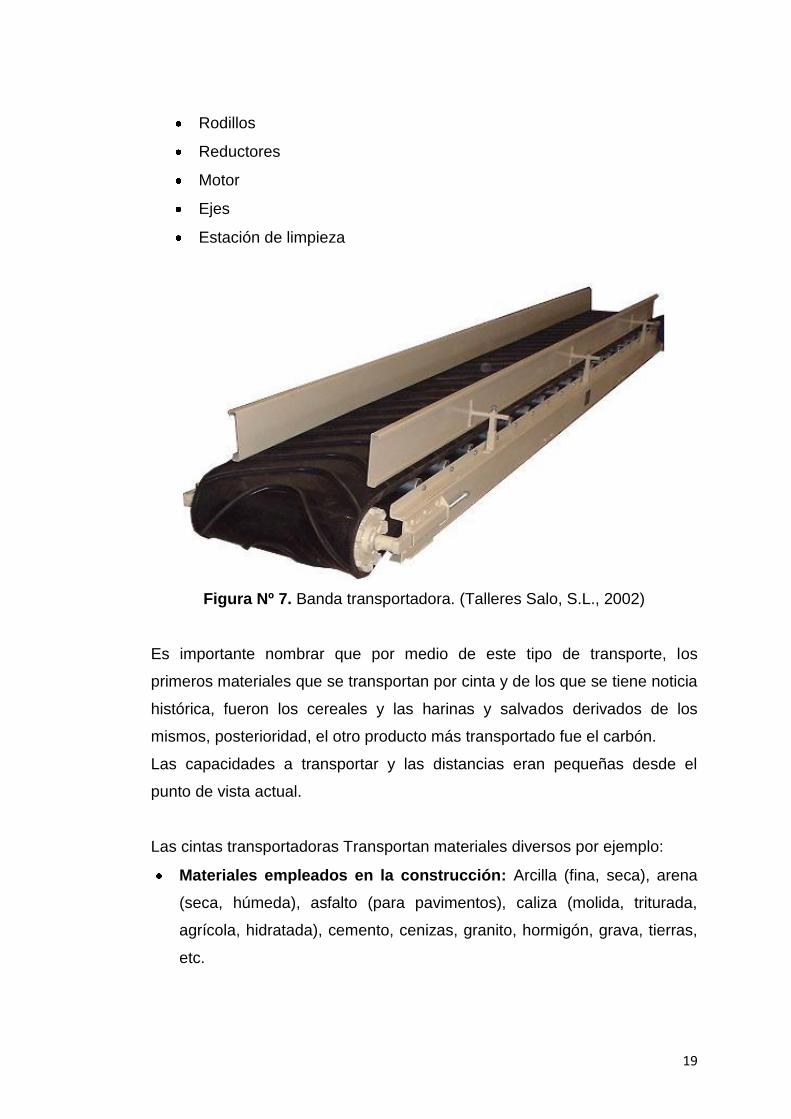
2.3.4. BANDA Y CINTAS TRANSPORTADORAS
La función principal de la banda es soportar directamente el material a
transportar y desplazarlo desde el punto de carga hasta el de descarga,
razón por la cual se la puede considerar el componente principal de las
bandas transportadoras. Ver Figura Nº 8.
Las partes principales de la Bandas transportadoras son:
Cinta transportadoras
19
Rodillos
Reductores
Motor
Ejes
Estación de limpieza
Figura Nº 7. Banda transportadora. (Talleres Salo, S.L., 2002)
Es importante nombrar que por medio de este tipo de transporte, los
primeros materiales que se transportan por cinta y de los que se tiene noticia
histórica, fueron los cereales y las harinas y salvados derivados de los
mismos, posterioridad, el otro producto más transportado fue el carbón.
Las capacidades a transportar y las distancias eran pequeñas desde el
punto de vista actual.
Las cintas transportadoras Transportan materiales diversos por ejemplo:
Materiales empleados en la construcción: Arcilla (fina, seca), arena
(seca, húmeda), asfalto (para pavimentos), caliza (molida, triturada,
agrícola, hidratada), cemento, cenizas, granito, hormigón, grava, tierras,
etc.

20
Combustibles: Antracita, coke (de petróleo calcinado y metalúrgico
salido del horno), carbón, hulla, lignito, etc.
Fertilizantes: Fosfato (granulado, pulverizado), guanos, nitratos,
sulfatos, sales, urea, etc.
Minerales: Aluminio, alumbre, azufre, cobre, hierro, grafito, magnesio,
plomo, yeso, etc.
Alimentos y Productos de Origen Vegetal: Azúcar, aceitunas,
algodón, café, cacao, guisantes, harinas, papas, maíz, nueces,
remolachas, etc.
El empleo de las Cintas Transportadoras es muy diverso entre las cuales
podemos destacar los siguientes:
Las industrias extractivas (minas subterráneas y a cielo abierto,
canteras).
Las Industrias Siderúrgicas (parques de carbón y minerales).
Instalaciones portuarias de almacenamiento, carga y descarga de
barcos.
Centrales Térmicas (parques de almacenamiento y transporte a
quemadores de carbón, así como la evacuación de las cenizas
producidas)
Agroindustrias azucareras (Transporte de bagazo, cachaza).
Industria Automotriz.
Industria Químico - Farmacéutica.
Capacidades a transportar y longitudes.
Teniendo en cuenta el progreso realizado en la fabricación de bandas,
tanto en anchuras (hasta 2m.), como en calidades, es corriente en la
actualidad el transporte de hasta 10000 T/Hora, existiendo cintas que

21
trasportan hasta 50000 T/Hora; en lo que respecta a la longitud, existen
cintas de hasta 30 Km.
(SANTILLAN, 2008) (Oriol Guerra, J.M. , 1993)
2.3.4.1 Alternativas de Bandas Transportadoras
Transportador de banda de Caucho: Las bandas transportadoras
de goma, son las bandas de uso más común. Están constituidas por
varias capas de tejidos engomados separados por capas de goma
intermedia para mejorar su flexibilidad, recubiertas de caucho del
grueso y calidad deseada según el trabajo a realizar y el tipo de
material a transportar.
Transportador de tejidos de poliéster; es el material que proporciona
más resistencia a la rotura y al impacto. El revestimiento exterior de
caucho se puede fabricar en distintas calidades: anti abrasivo,
resistente a la temperatura, anti aceite, alimentario (de color blanco)
etc.
Transportador de goma Lisas: Para transporte horizontal. Rugosas:
Para transporte horizontal e inclinado de productos manufacturados,
equipajes, paquetería, etc. Nervadas: Para transporte inclinado; que
según el material a transportar puede llegar hasta 45º de inclinación.
Transportador de rodillos metálicos: El transportador de rodillos es
un dispositivo que, como su nombre lo indica, utiliza rodillos metálicos
para facilitar el manejo y traslado de una gran diversidad de objetos,
tales como cajas, tarimas, llantas, tambos, paquetes, etc. dentro de
una gran diversidad de procesos industriales siempre y cuando que
cumplan la condición de contar con un fondo regular. En caso
contrario, suelen emplearse otro tipo de dispositivos como el

22
transportador de banda, el transportador helicoidal, etc. Ver Figura Nº
9.
Figura Nº 8. Transportador de rodillos metálicos (TALLERES JUVISA, S.L.,
2000)
Transportador de tornillo sin fin: Son compactos, presentan un diseño
modular que es de fácil instalación, Tienen la facilidad de soportar altas
temperaturas, fácil hermeticidad, extremadamente versátiles,
dosificadores, agitadores o mezcladores, varias zonas de carga y
descarga. Ver Figura Nº10.
(SANTILLAN, 2008) (Oriol Guerra, J.M. , 1993)
Figura Nº 9. Transportador de Tornillo sin fin. (Bandas y Vulcanizacion S.A.,
2002)
23
2.4. MATERIALES INDICADOS PARA EL CONTACTO CON QUIMICOS
Los materiales que se encuentran en contacto con productos fertilizantes
debe estar en condiciones normales y libres de corrosión, los materiales
correctos para el contacto con los alimentos pueden ser plásticos, fundas de
papel filtro y los más utilizados los aceros inoxidable. Al fabricar, envasar o
comprar una máquina para producción de fertilizantes, se debe tomar en
cuenta el material que se encuentra en contacto con estos, deben ser los
correctos para obtener una producción libre de contaminación del producto.
(UTP, 2012) (EUROINOXI, 2013)
2.4.1. ACEROS INOXIDABLES
Se los denomina a aquellos elementos de aleación combinados donde el
cromo forma una capa sobre la superficie en resistencia a la corrosión,
elevada resistencia y ductilidad, las propiedades de los aceros inoxidables
son importantes ya que aportan el ámbito higiénico, son reciclables y ayudan
a no contaminar el medio ambiente, poseen una alta resistencia mecánica,
además soportan altas y bajas, temperaturas, al igual que tienen un buen
acabado estético, el cual se lo puede someter a diferentes procesos para
obtener terminados de espejo, coloreados, satinado, entre otros.
La mayoría de equipos para procesar alimentos, en cocinas, áreas de
servicio de alimentos, máquinas y herramientas, construidas de acero
inoxidable, no se corroe fácilmente, es de fácil limpieza, no reacciona con los
alimentos ni es tóxico. Para que el acero inoxidable dure por tiempo largo,
debe limpiarse en forma adecuada y luego secarse totalmente no debiendo
sufrir rayones, golpes o impactos, que alteren el pulido de la superficie. No
es aconsejable colocar sobre el acero inoxidable concentraciones elevadas
de sal por tiempos largos. Los aceros inoxidables son utilizados en amplios
campos como en la alimentación y transporte, salud, construcción, energía
etc. Se llaman inoxidables porque la presencia de oxigeno forman una
película delgada y dura muy adherente de óxido de cromo que protege al

24
metal contra corrosión. Esta película protectora se vuelve a formar en caso
que de raye la superficie.
(Andrade de Mattos Días, Zigurate Editora y Comercial Ltda., 2006)
2.4.2. CORROSIVOS
El medio ambiente corrosivo, desempeña un papel fundamental y condiciona
el comportamiento del metal, entre las características químicas esenciales
del medio ambiente, algunos de ellos son:
La composición del medio con la concentración de cada componente, no
olvidando las impurezas que pueden tener un papel más importante que
los componentes principales.
En el caso de un líquido el PH
En el caso de una solución, la dosificación en oxígeno o gases disueltos,
que a su vez pueden depender de la presión exterior.
La presencia de inhibidores o aceleradores de la corrosión.
Los efectos de estos factores químicos pueden depender de las condiciones
físicas del medio:
De su estado físico
De la temperatura, no solo del medio, sino también del metal, que
muchas veces son diferentes.
Del movimiento relativo del medio.
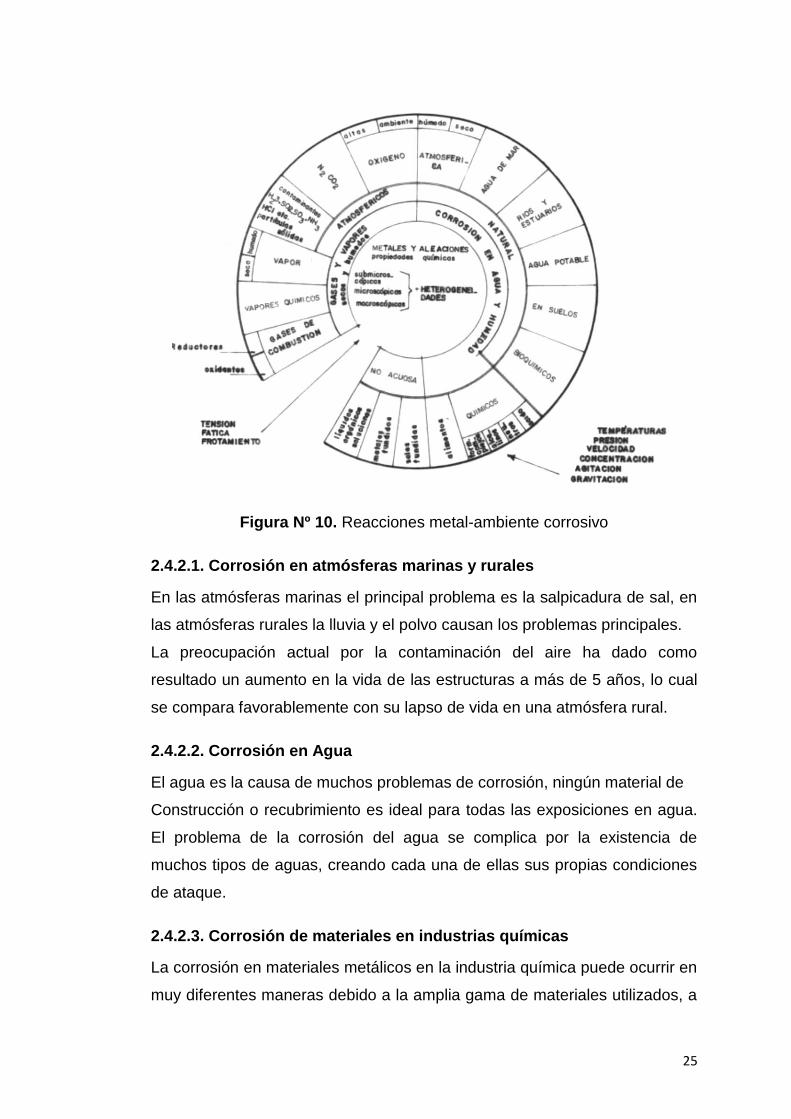
Podemos observar a continuación en la Figura Nº1, que el panorama de
relaciones metal ambiente que se presentan en la práctica. Observando el
centro de dicha se ve que el metal puede tener heterogeneidades que
influyen en el proceso de corrosión cambiando sus propiedades químicas.
Observamos que los metales pueden estar sujetos a influencias mecánicas,
tensión, fatiga, frotamiento, etc.
(Borgheresi, Horacio y Pfenniger, Francis, 2002)
25
Figura Nº 10. Reacciones metal-ambiente corrosivo
2.4.2.1. Corrosión en atmósferas marinas y rurales
En las atmósferas marinas el principal problema es la salpicadura de sal, en
las atmósferas rurales la lluvia y el polvo causan los problemas principales.
La preocupación actual por la contaminación del aire ha dado como
resultado un aumento en la vida de las estructuras a más de 5 años, lo cual
se compara favorablemente con su lapso de vida en una atmósfera rural.
2.4.2.2. Corrosión en Agua
El agua es la causa de muchos problemas de corrosión, ningún material de
Construcción o recubrimiento es ideal para todas las exposiciones en agua.
El problema de la corrosión del agua se complica por la existencia de
muchos tipos de aguas, creando cada una de ellas sus propias condiciones
de ataque.
2.4.2.3. Corrosión de materiales en industrias químicas
La corrosión en materiales metálicos en la industria química puede ocurrir en
muy diferentes maneras debido a la amplia gama de materiales utilizados, a

26
la diversidad de productos químicos que se manejan y al amplio espectro de
condiciones experimentales que nos podemos encontrar. El ejemplo más
común a lo largo de la misma, será el del acero al carbono, ya que es el
material más usado en ambientes poco o moderadamente corrosivos.
Casi todos los demás metales de construcción (Al, Cu, Ni, etc.)
experimentan una corrosión acelerada en medios ácidos por las causas
descritas anteriormente. A PH neutros también muestran una velocidad de
corrosión constante y pequeña. Sin embargo, y a diferencia del hierro en
disoluciones aireadas, a PH básicos se produce un incremento de la
velocidad de corrosión, muy marcado en el caso del aluminio.
(S. Feliu, M.C. Andrade, C.S.I.C, 1991)
2.4.2.4. Selección de materiales.
Los aceros inoxidables son una familia de materiales muy resistentes a la
corrosión y de bajo coste relativo, pero su uso requiere un cierto cuidado.
A la hora de seleccionar una aleación, existen diversas “combinaciones
naturales” metal/medio corrosivo. Representan la máxima resistencia a la
corrosión con la mínima cantidad de dinero.
Las principales son las siguientes:
Aceros inoxidables/ácido nítricos.
Níquel y sus aleaciones/hidróxidos cáusticos.
Monel/ácido fluorhídrico.
Hastelloys/ácido clorhídrico caliente.
Plomo/ácido sulfúrico diluido.
Aluminio/exposición atmosférica.
Estaño/agua destilada.
Titanio/disoluciones altamente oxidantes en caliente.
Tántalo/si se requiere una resistencia extrema.
Acero/ácido sulfúrico concentrado.
27
2.4.3. LAS PINTURAS COMO PROTECCION DE LA SUPERFICIE DE
ACERO.
2.4.3.1. Pinturas de Secado Físico.
Breas y asfaltos
Clorocaucho
Acrílicas
Vinílicas
2.4.3.2. Pinturas de Secado Químico.
Alquídicas
Epoxy
Poliuretano de dos componentes
Silicona
2.4.4. SISTEMAS DE PINTURA PARA ACERO
2.4.4.1. Pinturas al Aceite.
Particularmente apropiado para estructuras expuestas a la intemperie. Poca
resistencia a ambientes químicos, inmersión en agua, condensaciones,
atmósferas salinas o muy corrosivas, humedad elevada, temperaturas altas,
abrasión y condiciones enterradas. En general se recomienda su utilización
en ambientes rurales, urbanos, marinos e industriales medios y en zonas de
humedad moderada.
(BENTLEY, J Y TURNER, 1999)
2.4.4.2. Pinturas Alquídicas.
Se aplica principalmente a aceros estructurales expuestos a condiciones
atmosféricas industriales, rurales o marinas, así como zonas de alta
humedad. No son adecuadas para ambientes químicos especialmente
corrosivos, inmersión en agua, abrasión severa y estructuras enterradas.

28
2.4.4.3. Pinturas Fenólicas.
Especialmente apropiado para aceros estructurales que han de permanecer
sumergidos en agua, zonas de alta humedad en las que se prevén
condensaciones, y para exposición a la intemperie en ambientes químicos
de corrosión moderada.
2.4.4.4. Pinturas Vinílicas.
Para condiciones ambientales muy severas, inmersión en agua dulce o
salada, alta humedad y condensaciones. Resisten al fuego y a los ambientes
químicos corrosivos, pero son atacadas por disolventes orgánicos
aromáticos, cetonas, así como por ácido nítrico fumante, ácido sulfúrico del
98% y ácido acético.
2.4.4.5. Pinturas ricas en Zinc.
Estas pinturas representan un gran avance en la protección contra la
corrosión, vienen a ser un suplemento de la protección galvánica. Son
adecuadas para zonas de humedad elevada, marina y química corrosivas.
Pueden incluso utilizarse en estructuras que permanecen sumergidas en
agua dulce, y también resisten sumergida en agua salada con una capa de
acabado adecuada. Existen unas imprimaciones especiales para el acero
galvanizado. Hay varios tipos pero las más usuales y empleadas son:
Autoimprimaciones de vehículo acuoso
Sistema Etch Primers
Imprimaciones cementíferas
Imprimaciones de polvo de Zinc- Óxido de Zinc
Imprimaciones de Plumbato cálcico.
(BENTLEY, J Y TURNER, 1999) (SVENK STANDARD, 1997)
2.4.4.6. Aplicaciones de pinturas

29
La aplicación de pintura puede ser utilizada, dependiendo del tipo de pintura,
para prevenir acciones contra corrosiones abrasiones, como para proteger
contra el fuego, como hemos citamos en el apartado anterior. Un sistema de
pintura suele estar formado por pinturas de una misma química, con distinta
estructura o composición de fórmula.
Por lo general está compuesto por: Imprimaciones, Capas Intermedias,
Capas gruesas, Acabados.
Debido a que la formación de óxido depende de la humedad relativa y
sustancias agresivas de la atmósfera, la protección pasiva (simples
acabados) debe hacerse de forma que evite el contacto del oxígeno con el
metal, la mínima fisura permitiría que la oxidación se fuera esparciendo. Por
tanto esta protección no es suficiente. La protección activa se consigue
cuando el recubrimiento contiene metales que son atacados por el oxígeno
más lentamente que el hierro (óxido de plomo, zinc cromado o cadmio), pero
esta capacidad protectora del metal se agota. Un sistema durable implica
una o más capas de fuentes de protección activa y una o más capas de
recubrimiento, que constituyen un último acabado. Las pinturas de fondo
sobre piezas de exterior deben tener un grueso mínimo, se aplican en una o
dos capas con especial atención en cantos y esquinas. Las pinturas de
recubrimiento deben tener componentes compatibles con aquellos de las
capas de fondo y se aplican sobre la obra acabada en una o dos capas en
tiempo seco a temperaturas entre 5 y 50 ºC.
(BENTLEY, J Y TURNER, 1999)
Los componentes de las pinturas que se aplican sobre el acero suelen
dividirse en dos clases:
Pinturas no pigmentadas o vehículos (barnices, lacas y aceites
secantes)
Recubrimientos pigmentados (imprimadores y capas de acabado)
30
Las pinturas pigmentadas se emplean en sistemas de secado al aire o estufa
a temperaturas moderadas. Los vehículos, empleados para proteger el acero
estructural, consisten en aceites secantes y barnices (combinación de un
aceite secante y resina). En cuanto a los pigmentos hay que destacar que
ofrecen numerosas propiedades por las que se los añade a las pinturas.
Disminuir la permeabilidad, protegerla de rayos UV, de la humedad así pues
entre los pigmentos con poder cubriente se encuentran por ejemplo: el
aluminio, los negros de humo, los verdes de cromo, el óxido de cromo,
grafito, óxidos de hierro y entre los que no tienen poder cubriente se
localizan por ejemplo: el sulfato de bario, el carbonato de calcio, la mica.
Existe en el aplicado de pinturas el llamado Efecto Barrera. Este se da
cuando los recubrimientos orgánicos se basan en la acción liante y
adherente de las resinas o polímeros, que les permite adherirse a los
sustratos y retener los pigmentos.
Las resinas o liante puros (sin pigmentos) contienen disolventes para facilitar
su aplicación, los cuales se evaporan al secar. Mientras tanto, van creando
pequeños canales o huecos desde el fondo a la superficie, que se van
cerrando en la última parte del secado, pero que permiten el paso de gases
y vapores, aunque no de líquidos. La formación de esta película seca
depende de su proceso de formación y del tamaño de las cadenas
poliméricas. Ningún polímero deja un espacio tan pequeños como para
impedir el paso de los gases, por lo que el oxígeno, vapor de agua y vapores
ácidos siempre acaban por llegar a la interfaz entre el metal y el
recubrimiento orgánico. No obstante, se puede frenar y retrasar la corrosión
permitiendo la entrada de menos oxígeno que el necesario para que las
reacciones avancen. En cuanto al agua, los revestimientos orgánicos
pueden impedir el acceso de agua líquida, pero todos son permeables al
vapor de agua en mayor o menor medida, el cual accede a la interface
substrato-revestimiento y se condensa en forma de agua líquida. Podemos
minimizar el avance de la corrosión debilitando la corriente resultante del
flujo de electrones del metal, es decir, dificultando la circulación de los iones

31
por la interface substrato-revestimiento. De todos modos, las reacciones de
corrosión siempre se verán forzadas cuando hay electrolitos (cloruro sódico
o sulfatos) en el medio acuoso. Un sistema de pinturas contiene diferentes
tipos de capas, para complementar funciones y dar una protección
adecuada. Se agrupan en tres grupos.
(BENTLEY, J Y TURNER, 1999)
2.4.4.7. Capas de pintura
Imprimaciones Anticorrosivas. Para complementar el efecto barrera dado por
las pinturas de las capas más externas, estas imprimaciones anticorrosivas
están pensadas para combatir la presencia de agua y oxígeno junto al acero.
En el campo de la industria existen dos tipos:
Imprimaciones a base de pigmentos inhibidores de las reacciones de
corrosión. Estas son por ejemplo: Pigmentos de plomo, pigmentos a base de
cromados.
Imprimaciones a base de pigmentos metálicos adecuados para la protección
catódica del acero. En este grupo se encuentran por ejemplo: Minio de
Plomo, Cromato de Zinc, Cromato de Estroncio.
Además existen diversas capas de pintura: Las capas iniciales, las
intermedias y las finales.
Capas intermedias: Las Gruesas. Las capas intermedias, por lo
general de aspecto mate o satinado, se aplican luego de la imprimación y
antes de las capas de acabado. No suelen contener pigmentos
anticorrosivos, y se emplean para aumentar el grosor del sistema y dejarlo
más impermeable, además de para evitar las exfoliaciones.
Capas finales Pintura: Acabado. En función del proceso de formación
de película se clasifican en: Pinturas de Secado Físico (proceso físico:
evaporación de disolventes y entrelazado de macromoléculas del polímero) y

32
Pinturas de Secado Químico (reacciones químicas: unión entre
macromoléculas de resinas).
(BENTLEY, J Y TURNER, 1999) (SVENK STANDARD, 1997)
2.5 CONTROLADOR LÓGICO PROGRAMABLE
Siglas PLC (Programmable Logic Controller. Ver Figura Nº 11) en inglés, es
una computadora utilizada en la ingeniería automática o automatización
industrial, para automatizar procesos electromecánicos tales como el control
de la maquinaria de la fábrica en línea de montaje o atracciones mecánicas.
Figura Nº 11. PLC Básico. (Rocatek S.A.S, 2005)
Los PLC son utilizados en muchas industrias y máquinas. A diferencia de las
computadoras de propósito general, el PLC está diseñado para múltiples
señales de entrada y de salida, rangos de temperatura ampliados, inmunidad
al ruido eléctrico y resistencia a la vibración y al impacto. Los programas
para el control de funcionamiento de la máquina se suelen almacenar en
baterías copia de seguridad o en memorias no volátiles. Un PLC es un
ejemplo de un sistema de tiempo real duro donde los resultados de salida
deben ser producidos en respuesta a las condiciones de entrada dentro de

33
un tiempo limitado, que de lo contrario no producirá el resultado deseado.
(ESPOL, 2013)
2.5.1 CONCEPTOS BASICOS
El PLC se inició como un reemplazo para los bancos de relevadores, poco a
poco, las matemáticas y la manipulación de funciones lógicas se añadieron,
hoy en día son los cerebros de la inmensa mayoría de la automatización,
procesos y máquinas especiales en la industria.
Se los incorporan ahora más pequeños tamaños, más velocidad de las CPU
y redes y tecnologías de comunicación diferentes. Se puede pensar en un
PLC como un pequeño computador industrial que ha sido altamente
especializado para prestar la máxima confianza y máximo rendimiento en un
ambiente industrial. En su esencia, un PLC mira sensores digitales y
analógicos y switches (entradas), lee su programa de control, hace cálculos
matemáticos y como resultado controla diferentes tipos de hardware
(salidas) tales como válvulas, luces, relés, servomotores, etc. en un marco
de tiempo de milisegundos. Mientras los PLCs son muy buenos con el
control rápido de información, no comparten los datos y las señales con
facilidad. Comúnmente los PLCs intercambian información con paquetes de
software en el nivel de planta como interfaces maquina operador (HMI) o
Control de Supervisión y Adquisición de Datos (SCADA). (David Bailey
Beng, Bailey and Associates, Perth, Australia, 2003)
Típicamente en la mayoría de PLCs, las redes de comunicación son
exclusivas de la marca y con velocidad limitada. Con la aceptación de
Ethernet, las velocidades de comunicación de la red han aumentado, pero
todavía a veces usan se usan protocolos de propiedad de cada marca.
Nuevas tendencias En general, los PLC son cada vez más rápidos y más
pequeños y como resultado de esto, están ganando capacidades que solían
ser dominio exclusivo de la computadora personal (PC) y de las estaciones
de trabajo. Esto se traduce en manejo datos críticos de manera rápida que
se comparte entre el PLC en el piso de la fábrica y el nivel de negocios de la
empresa. Ya no se trata de los PLCs antiguos que únicamente controlaban

34
salidas a partir de una lógica y de unas entradas.
Algunas de las características que un PLC puede aportar a sus proyectos de
automatización son los servidores web, servidores FTP, envío de e-mail y
Bases de Datos Relacionales Internas (BOLTON, 2009)
2.5.2 FUNCIONES DEL PLC
Ha evolucionado con los años para incluir el control del relé secuencial,
control de movimiento, control de procesos, sistemas de control distribuido y
comunicación por red. Las capacidades de manipulación, almacenamiento,
potencia de procesamiento y de comunicación de algunos PLCs modernos
son aproximadamente equivalentes a las computadoras de escritorio. Un
enlace-PLC programado combinado con hardware de E/S remoto, permite
utilizar un ordenador de sobremesa de uso general para suplantar algunos
PLC en algunas aplicaciones.
En cuanto a la viabilidad de estos controladores de ordenadores de
sobremesa basados en lógica, es importante tener en cuenta que no se han
aceptado generalmente en la industria pesada debido a que los ordenadores
de sobremesa ejecutan sistemas operativos menos estables que los PLCs, y
porque el hardware del ordenador de escritorio está típicamente no diseñado
a los mismos niveles de tolerancia a la temperatura, humedad, vibraciones, y
la longevidad como los procesadores utilizados en los PLC. Además de las
limitaciones de hardware de lógica basada en escritorio; sistemas operativos
tales como Windows no se prestan a la ejecución de la lógica determinista,
con el resultado de que la lógica no siempre puede responder a los cambios
en el estado de la lógica o de los estado de entrada con la consistencia
extrema en el tiempo como se espera de los PLCs.
Sin embargo, este tipo de aplicaciones de escritorio lógicos encuentran uso
en situaciones menos críticas, como la automatización de laboratorio y su
uso en instalaciones pequeñas en las que la aplicación es menos exigente y
crítica, ya que por lo general son mucho menos costosos que los PLCs.
(BOLTON, 2009)
35
2.5.3 VENTAJAS DEL PLC
Dentro de las ventajas que estos equipos poseen se encuentra que, gracias
a ellos, es posible ahorrar tiempo en la elaboración de proyectos, pudiendo
realizar modificaciones sin costos adicionales. Por otra parte, son de tamaño
reducido y mantenimiento de bajo costo, además permiten ahorrar dinero en
mano de obra y la posibilidad de controlar más de una máquina con el
mismo equipo. Sin embargo, y como sucede en todos los casos, los
controladores lógicos programables, o PLC‟s, presentan ciertas desventajas
como es la necesidad de contar con técnicos cualificados y adiestrados
específicamente para ocuparse de su buen funcionamiento. (BOLTON,
2009)
2.5.4 CONTROLADOR DIGITAL MODULAR
Otras compañías propusieron a la vez esquemas basados en ordenador,
uno de los cuales estaba basado en el PDP-8. El MODICON 084 (Scheider)
resultó ser el primer PLC del mundo en ser producido comercialmente. El
problema de los relés era que cuando los requerimientos de producción
cambiaban también lo hacía el sistema de control. Esto comenzó a resultar
bastante caro cuando los cambios fueron frecuentes. Dado que los relés son
dispositivos mecánicos y poseen una vida limitada se requería un estricto
mantenimiento planificado. Por otra parte, a veces se debían realizar
conexiones entre cientos o miles de relés, lo que implicaba un enorme
esfuerzo de diseño y mantenimiento. Los "nuevos controladores" debían ser
fácilmente programables por ingenieros de planta o personal de
mantenimiento. El tiempo de vida debía ser largo y los cambios en el
programa tenían que realizarse de forma sencilla. Finalmente se imponía
que trabajaran sin problemas en entornos industriales adversos. La solución
fue el empleo de una técnica de programación familiar y reemplazar los relés
mecánicos por relés de estado sólido. A mediados de los 70 las tecnologías
dominantes de los PLC eran máquinas de estado secuencial y CPU basadas
en desplazamiento de bit. Los microprocesadores convencionales cedieron
la potencia necesaria para resolver de forma rápida y completa la lógica de
36
los pequeños PLC. Por cada modelo de microprocesador había un modelo
de PLC basado en el mismo. Las habilidades de comunicación comenzaron
a aparecer en 1973 aproximadamente.
El primer sistema fue el bus Modicon (Modbus). El PLC podía ahora dialogar
con otros PLC y en conjunto podían estar aislados de las máquinas que
controlaban. También podían enviar y recibir señales de tensión variables,
entrando en el mundo analógico. Desafortunadamente, la falta de un
estándar acompañado con un continuo cambio tecnológico ha hecho que la
comunicación de PLC sea un maremágnum de sistemas físicos y protocolos
incompatibles entre sí. No obstante fue una gran década para los PLC. En
los años 80 se produjo un intento de estandarización de las comunicaciones
con el protocolo MAP (Manufacturing Automation Protocol) de General
Motor's. También fue un tiempo en el que se redujeron las dimensiones del
PLC y se pasó a programar con programación simbólica Elementos y
Equipos Eléctricos.
A través de ordenadores personales en vez de los clásicos terminales de
programación. Hoy día el PLC más pequeño es del tamaño de un simple
relee. Los 90 han mostrado una gradual reducción en el número de nuevos
protocolos, y en la modernización de las capas físicas de los protocolos más
populares que sobrevivieron a los 80.
El último estándar (IEC 1131-3) intenta unificar el sistema de programación
de todos los PLC en un único estándar internacional. Ahora disponemos de
PLC's que pueden ser programados en diagramas de bloques, lista de
instrucciones y texto estructurado al mismo tiempo. Los PC están
comenzando a reemplazar al PLC en algunas aplicaciones, incluso la
compañía que introdujo el Modicon 084 ha cambiado al control basado en
PC. Por lo cual, no sería de extrañar que en un futuro no muy lejano el PLC
desaparezca frente al cada vez más potente PC, debido a las posibilidades
que los ordenadores pueden proporcionar Entre las principales ventajas
tenemos:

37
Menor tiempo de elaboración de proyectos. Debido a que no es necesario
dibujar el esquema de contactos .Posibilidad de añadir modificaciones sin
costo añadido en otros componentes.
Mínimo espacio de ocupación. Menor costo de mano de obra de la
instalación. Mantenimiento económico. Posibilidad de gobernar varias
máquinas con el mismo PLC. Menor tiempo de puesta en funcionamiento.
Si el PLC queda pequeño para el proceso industrial puede seguir siendo de
utilidad en otras máquinas o sistemas de producción.
Entre los inconvenientes podemos citar el Adiestramiento de técnicos y su
costo. Al día de hoy estos inconvenientes se van haciendo cada vez
menores, ya que todos los PLC comienzan a ser más sencillos de
programar, algunos se los programa con símbolos.
En cuanto al costo tampoco hay problema, ya que hay Controladores
Lógicos Programables para todas las necesidades y a precios ajustados.
(BOLTON, 2009)
2.5.5 CAMPOS DE APLICACIÓN
El PLC por sus especiales características de diseño tiene un campo de
aplicación muy extenso.
La constante evolución del hardware y software amplía constantemente este
campo para poder satisfacer las necesidades que se detectan en el espectro
de sus posibilidades reales.
Su utilización se da fundamentalmente en aquellas instalaciones en donde
es necesario un proceso de maniobra, control, señalización, etc., por tanto,
su aplicación abarca desde procesos de fabricación industriales de cualquier
tipo a transformaciones industriales, control de instalaciones, etc.
Sus reducidas dimensiones, la extremada facilidad de su montaje, la
posibilidad de almacenar los programas para su posterior y rápida utilización,
la modificación o alteración de los mismos, etc.

38
Su eficacia se aprecia fundamentalmente en procesos en que se producen
necesidades tales como: Espacio reducido, procesos de producción
periódicamente cambiantes, procesos secuénciales, maquinaria de
procesos variables.
Instalaciones de procesos complejos y amplios, elementos y equipos
eléctricos, chequeo de programación centralizada de las partes del proceso,
maniobra de máquinas, maniobra de instalaciones, señalización y control,
chequeo de programas, señalización del estado de procesos tal y como
dijimos anteriormente, esto se refiere a los Controlador Lógico Programable
industriales, dejando de lado los pequeños PLC para uso más personal (que
se pueden emplear, incluso, para automatizar procesos en el hogar, como la
puerta de un cochera o las luces de la casa).
(BOLTON, 2009)
2.5.6 NUEVAS TENDENCIAS
Los PLC son cada vez más rápidos y más pequeños y como resultado de
esto, están ganando capacidades que solían ser dominio exclusivo de la
computadora personal (PC) y de las estaciones de trabajo. Esto se traduce
en manejo datos críticos de manera rápida que se comparte entre el PLC en
el piso de la fábrica y el nivel de negocios de la empresa. Ya no se trata de
los PLCs antiguos que únicamente controlaban salidas a partir de una lógica
y de unas entradas.
Algunas de las características que un PLC puede aportar a sus proyectos de
automatización son los servidores web, servidores FTP, envío de e-mail y
Bases de Datos Relacionales Internas. (ROCATECK, 2010)
2.6 SENSORES Y PRODUCTOS DE CONTROL
Dentro de los Sensores y productos de control más utilizados en la industria
tenemos los siguientes como los principales:

39
Detectores de ultrasonidos.- Los detectores de ultrasonidos
resuelven los problemas de detección de objetos de prácticamente
cualquier material. Trabajan en ambientes secos y pulverulentos.
Normalmente se usan para control de presencia/ausencia, distancia o
rastreo.
Interruptores básicos.- Se incluyen interruptores de tamaño
estándar, miniatura, subminiatura, herméticamente sellados y de alta
temperatura. Los interruptores de Sensores de Control son idóneos
para aplicaciones que requieran tamaño reducido, poco peso,
repetitividad y larga vida.
Interruptores final de carrera.- Sensores de Control ofrece la línea
de interruptores de precisión de acción rápida más avanzada del
mundo para una amplia gama de aplicaciones. Las versiones selladas
son estancas a la humedad y otros contaminantes. Los modelos
antideflagrantes están diseñados para uso en lugares peligrosos.
Interruptores manuales.- La amplia selección de productos incluye
pulsadores, indicadores, manipulados, balancines, selectores
rotativos y conmutadores de enclavamiento. Estos productos ayudan
al ingeniero con ilimitadas opciones en técnicas de indicación visual,
actuación y disposición de componentes. Muchas versiones
satisfacen especificaciones militares.
Productos para fibra óptica.- El grupo de fibra óptica está
especializado en el diseño, desarrollo y fabricación de componentes
optoelectrónicos activos y submontajes para el mercado de la fibra
óptica. Los productos para fibra óptica son compatibles con la
mayoría de los conectores y cables de fibra óptica multimodo
estándar disponibles actualmente en la industria
Productos infrarrojos.- La optoelectrónica es la integración de los
principios ópticos y la electrónica de semiconductores. Los
componentes optoelectrónicos son sensores fiables y económicos. Se
incluyen diodos emisores de infrarrojos (IREDs), sensores y montajes.
40
Sensores de corriente.- Los sensores de corriente monitorizan
corriente continua o alterna. Se incluyen sensores de corriente
lineales ajustables, de balance nulo, digitales y lineales. Los sensores
de corriente digitales pueden hacer sonar una alarma, arrancar un
motor, abrir una válvula o desconectar una bomba. La señal lineal
duplica la forma de la onda de la corriente captada, y puede ser
utilizada como un elemento de respuesta para controlar un motor o
regular la cantidad de trabajo que realiza una máquina.
Sensores de humedad.- Los sensores de humedad
relativa/temperatura y humedad relativa están configurados con
circuitos integrados que proporcionan una señal acondicionada. Estos
sensores contienen un elemento sensible capacitivo en base de
polímeros que interacciona con electrodos de platino. Están
calibrados por láser y tienen una intercambiabilidad de +5% HR, con
un rendimiento estable y baja desviación.
Sensores de presión y fuerza.- Los sensores de presión son
pequeños, fiables y de bajo coste. Ofrecen una excelente repetitividad
y una alta precisión y fiabilidad bajo condiciones ambientales
variables. Además, presentan unas características operativas
constantes en todas las unidades y una intercambiabilidad sin
recalibración. Sensores de Control le ofrece cuatro tipos de sensores
de medición de presión: absoluta, diferencial, relativa y de vacío y
rangos de presión desde ±1,25 kPa a 17 bar.
Sensores de temperatura.- Los sensores de temperatura se
catalogan en dos series diferentes: TD y HEL/HRTS. Estos sensores
consisten en una fina película de resistencia variable con la
temperatura (RTD) y están calibrados por láser para una mayor
precisión e intercambiabilidad.
(HONEYWELL, 2000)
2.7 ACTUADORES
41
Los actuadores son dispositivos capaces de generar una fuerza a partir de
líquidos, de energía eléctrica y gaseosa. El actuador recibe la orden de un
regulador o controlador y da una salida necesaria para activar a un elemento
final de control como lo son las válvulas. Existen tres tipos de actuadores: los
actuadores hidráulicos, neumáticos y eléctricos son usados para manejar
aparatos macatrónicos. Por lo general, los actuadores hidráulicos se
emplean cuando lo que se necesita es potencia, y los neumáticos son
simples posicionamientos. Sin embargo, los hidráulicos requieren demasiado
equipo para suministro de energía, así como de mantenimiento periódico.
Por otro lado, las aplicaciones de los modelos neumáticos también son
limitadas desde el punto de vista de precisión y mantenimiento. Uno de los
actuadores más utilizados en la industria son los motores los cuales se
describen a continuación.(Martínez, 2011) (Pawlak, A. M, 2007)
2.7.1 TIPOS DE MOTORES
Motor de Engranaje, Tipo Rotatorio, Motor de Veleta, Motor de Hélice, Motor
Hidráulico. Motor de Leva Excéntrica, Pistón Axial, Tipo Oscilante Motor con
eje inclinado, Motor de Engranaje.
Motor con pistón eje inclinado. EL aceite a presión que fluye desde la
entrada empuja el pistón contra la brida y la fuerza resultante en la dirección
radial hace que el eje y el bloque del cilindro giren en la dirección de la
flecha. Este tipo de motor es muy conveniente para usos a alta presión y a
alta velocidad. Es posible modificar su capacidad al cambiar el ángulo de
inclinación del eje.
Motor oscilante con pistón axial, tiene como función, el absorber un
determinado volumen de fluido a presión y devolverlo al circuito en el
momento que éste lo precise.
En los motores hidráulicos el movimiento rotatorio es generado por la
presión. Estos motores los podemos clasificar en dos grandes grupos:

42
El primero es uno de tipo rotatorio en el que los engranes son accionados
directamente por aceite a presión, y el segundo, de tipo oscilante, el
movimiento rotatorio es generado por la acción oscilatoria de un pistón o
percutor; este tipo tiene mayor demanda debido a su mayor eficiencia.
(ESPOSITO, 2000)

3. METODOLOGIA

43
Para la realización de este proyecto es necesaria la observación y análisis
de las necesidades de la empresa Química Industrial en el proceso de
envasado y sellado de sus costales por lo cual se ha creado la siguiente
metodología con la finalidad de cumplir con los objetivos propuestos.
3.1. ANÁLISIS DE REQUERIMIENTOS DEL LA FABRICA EN
EL PROCESO DE ENVASADO Y SELLADO
Dentro de la metodología hay que tomar en cuenta que dicha mejora
permita disminuir el desperdicio del producto y tiempos en el ensacado y
pesado también que permita una correcta y rápida movilización del
producto, que suprima operarios innecesarios y esfuerzo físicos de los
mismos por medio de la automatización y por ultimo concluir con el
sellado optimo y a una velocidad adecuada para el proceso.
Es muy importante la investigación de las opciones de maquinaria que
cumpla con los requerimientos planteados, también el diseño mecánico
óptimo para el proceso utilizando materiales resistentes al producto
elaborado que produce un desgaste grave en los en la maquinaria.
En cuanto al mejoramiento del procedimiento de pesado, ensacado y
sellado de productos en esta industria fabricante de fertilizantes, químicos
se necesita aplicar una metodología o parámetros a seguir esto por
motivo que la empresa requiere que el sistema planteado sirva para sus
dos tipos de productos tanto polvos como granulados en una sola
estación en el momento que lo requieran, por lo que se seguirá los
parámetros de un modelo de sistema de manufactura SFM dentro del cual
se buscara el acople de estos dos tipos de procesos con una
optimización del diseño mecatrónico y además una distribución correcta
en la planta del mismo

44
3.2. ANALISIS TÉCNICO
Para la mejora de este proceso se debe considerar varios factores como
las necesidades de la empresa en cuanto a sus productos, los recursos
económicos disponibles, el correcto diseño mecatrónico del proceso por
medio de un sistema flexible de manufactura, adecuados materiales,
estructuras y maquinaria.
3.3. ANALISIS ECONÓMICO
El costo de un sistema completo de envasado y sellado para productos
polvo, desde las estructuras de soporte a maquinaria completamente
importada oscila entre los $32.480 dólares, según la información
proporcionada por la empresa Representaciones Comerciales E&G que
es distribuidora de varias marcas. Ver Tabla Nº 1.
Tabla Nº 1. Presupuesto estimado proceso con maquinaria y estructuras importadas.
ESTRUCTURAS Y MAQUINARIA
TODO
IMPORTADA
TOLVA ALMACENAMIENTO DEL PRODUCTO $ 6.750,00
PEDESTAL DE HIERRO FORZADO CON MOTOR DE
1HP Y CAJA DE CONTROLES ELECTRICOS
$ 3.750,00
CABEZAL DE COSIDO FISHBEIN MODELO 100 $ 4.000,00
BASCULA ENSACADORA FISHBEIN EWS E 300 $ 10.000,00
BANDA TRANSPORTADORA PLANA, CON MOTOR
1HP Y REGULADOR ENTRE EJES, CON MOTOR 1HP
Y REGULADOR DE VELOCIDAD.
$ 4.500,00
SUB TOTAL $ 29.000,00
IVA 12% $ 3.480,00
TOTAL $ 32.480,00
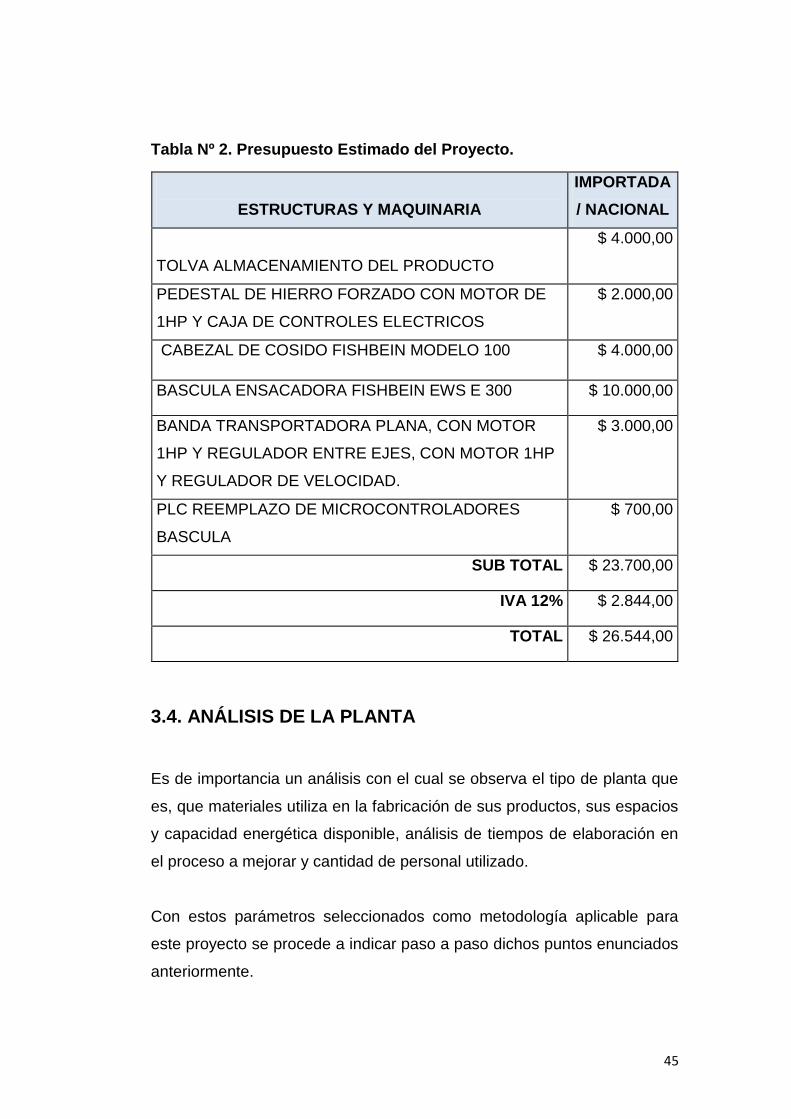
45
Tabla Nº 2. Presupuesto Estimado del Proyecto.
ESTRUCTURAS Y MAQUINARIA
IMPORTADA
/ NACIONAL
TOLVA ALMACENAMIENTO DEL PRODUCTO
$ 4.000,00
PEDESTAL DE HIERRO FORZADO CON MOTOR DE
1HP Y CAJA DE CONTROLES ELECTRICOS
$ 2.000,00
CABEZAL DE COSIDO FISHBEIN MODELO 100 $ 4.000,00
BASCULA ENSACADORA FISHBEIN EWS E 300 $ 10.000,00
BANDA TRANSPORTADORA PLANA, CON MOTOR
1HP Y REGULADOR ENTRE EJES, CON MOTOR 1HP
Y REGULADOR DE VELOCIDAD.
$ 3.000,00
PLC REEMPLAZO DE MICROCONTROLADORES
BASCULA
$ 700,00
SUB TOTAL $ 23.700,00
IVA 12% $ 2.844,00
TOTAL $ 26.544,00
3.4. ANÁLISIS DE LA PLANTA
Es de importancia un análisis con el cual se observa el tipo de planta que
es, que materiales utiliza en la fabricación de sus productos, sus espacios
y capacidad energética disponible, análisis de tiempos de elaboración en
el proceso a mejorar y cantidad de personal utilizado.
Con estos parámetros seleccionados como metodología aplicable para
este proyecto se procede a indicar paso a paso dichos puntos enunciados
anteriormente.
46
3.4.1. MATERIALES UTILIZADOS EN LA FABRICACION DE LOS
PRODUCTOS DE QUIMICA INDUSTRIAL
Puntuamos los siguientes datos proporcionados por la empresa Química
Industrial sobre su producto:
Tipo de producto: Fertilizantes
Presentación: Polvo y Granulado
Densidad y/o Granulometría aproximada:
MURIATO DE POTASIO - Polvo de .22 a .4 mm el 85%
- Granulado 1mm
UREA DAP ESTANDAR - Polvo y Granulado de 1 a 4mm y de
.15 a .22 mm 0SULFATO DE
POTASIO - Polvo de 0,15 mm
NITRATO DE AMONIO - Granulado estimado 2 mm
Según la información proporcionada los materiales que se utilizan en la
elaboración de sus fertilizantes son varios Sulfatos, Magnesios y Nitratos
como ingredientes principales de los mismos, a continuación detallaremos
los más utilizados y de mayor importancia en su fabricación:
Nitrato de Amonio
Urea- nitrato amónico
Fosfato Monoamónico
Fosfato Diamónico
Sulfato de Amonio
Cloruro de Potasio
Sulfato de Potasio
Urea
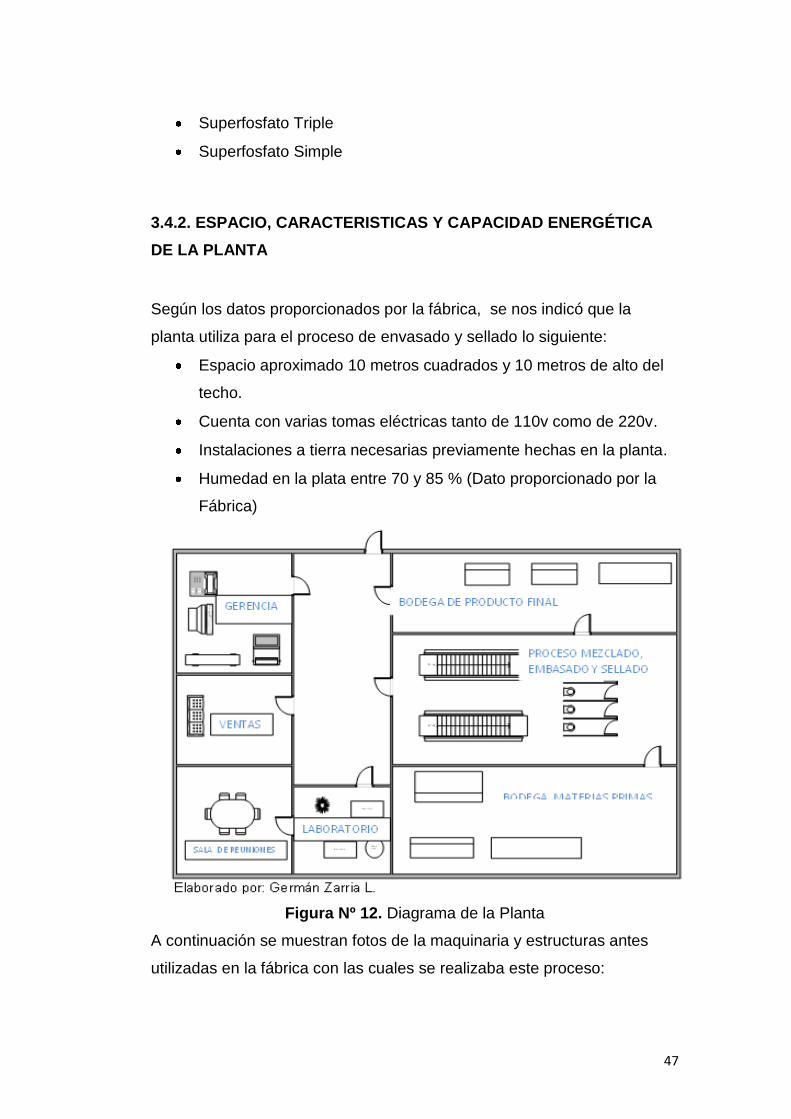
47
Superfosfato Triple
Superfosfato Simple
3.4.2. ESPACIO, CARACTERISTICAS Y CAPACIDAD ENERGÉTICA
DE LA PLANTA
Según los datos proporcionados por la fábrica, se nos indicó que la
planta utiliza para el proceso de envasado y sellado lo siguiente:
Espacio aproximado 10 metros cuadrados y 10 metros de alto del
techo.
Cuenta con varias tomas eléctricas tanto de 110v como de 220v.
Instalaciones a tierra necesarias previamente hechas en la planta.
Humedad en la plata entre 70 y 85 % (Dato proporcionado por la
Fábrica)
Figura Nº 12. Diagrama de la Planta
A continuación se muestran fotos de la maquinaria y estructuras antes
utilizadas en la fábrica con las cuales se realizaba este proceso:

48
Figura Nº 13. Estructuras y maquinarias antes utilizados en la planta para
el proceso de embazado y sellado.
En la gráfica antes mostrada se observa una tolva sencilla, sistema de
pesado y cosido portátiles que son los que la panta utilizaba para el
proceso.
3.4.3. ANALISIS DEL PROCESO DE ENVASADO Y SELLADO QUE SE
UTILIZABA EN LA PLANTA
A continuación se muestra una gráfica explicativa de cómo se realizaba el
proceso de envasado y cocido en la fábrica en cuanto a la utilización del
envasado y sellado de sus productos polvo y granulados. Ver Figura Nº
14.

49
Figura N° 14. Gráfica demostrativa del proceso manual para cada tipo de
producto
Se ha creado una metodología mediante muestras de tiempos en tablas
para recolección de datos y muestra de resultados de las necesidades de
mejoras en dicho proceso.
Tabla N° 3. Tiempos del proceso mecánico de envasado y pesado de
costales con el producto por mejorar
Muestras x Costal (Cantidad Eje X) Tiempo Empleado (Segundos EJE Y)
1 13,33
2 12,62
3 13,91
4 12,83
5 11,60
6 12,95
7 11,83
8 12,10
9 12,66
10 13,60
11 14,54
12 13,60
13 12,68
14 11,89
15 13,11
16 13,32
17 12,54
18 11,76
19 10,97
20 10,19
21 13,40
22 13,62
23 12,83
24 13,05
25 15,27
26 15,48
27 13,70
28 12,91
29 13,13
30 12,34

50
Figura N° 15. Demostración del tiempo promedio del proceso mecánico
de envasado y pesado de costales con el producto.
Tabla N° 4. Tiempos proceso manual de transporte de costal lleno hacia
la cosedora.
Muestras x Costal
(Cantidad Eje X)
Tiempo Empleado
(Segundos EJE Y)
1 6,33 2 5,62 3 4,91 4 5,83 5 3,60 6 6,95 7 5,83 8 4,10 9 5,66 10 7,60 11 8,54 12 5,60 13 5,68 14 6,89 15 8,11 16 7,32 17 6,54 18 4,76 19 5,97 20 5,19 21 5,40 22 4,62 23 5,83 24 4,05 25 6,27 26 5,48 27 6,70 28 4,91 29 5,13 30 7,34
T
i
e
m
p
o
S
e
g
u
n
d
o
s
Número de Muestras

51
Figura N° 16. Demostración del tiempo promedio empleados para el
proceso de transporte de costal lleno hacia a la cosedora
Tabla N° 5. Tiempos del proceso de cosido cadena simple del costal con
máquina portátil (corte de hilo manual).
Muestras x Costal
(Cantidad Eje X)
Tiempo Empleado
(Segundos EJE Y)
1 5,31 2 5,68 3 4,69 4 5,83 5 4,02 6 5,36 7 5,83 8 4,95 9 5,66
10 4,35 11 4,55 12 5,60 13 5,68 14 4,76 15 5,97 16 5,19 17 5,40 18 4,62 19 5,83 20 4,05 21 5,40 22 4,62 23 5,83 24 4,05 25 5,89 26 5,48 27 5,93 28 5,67 29 4,30 30 4,68
Número de Muestras
T
i
e
m
p
o
S
e
g
u
n
d
o
s
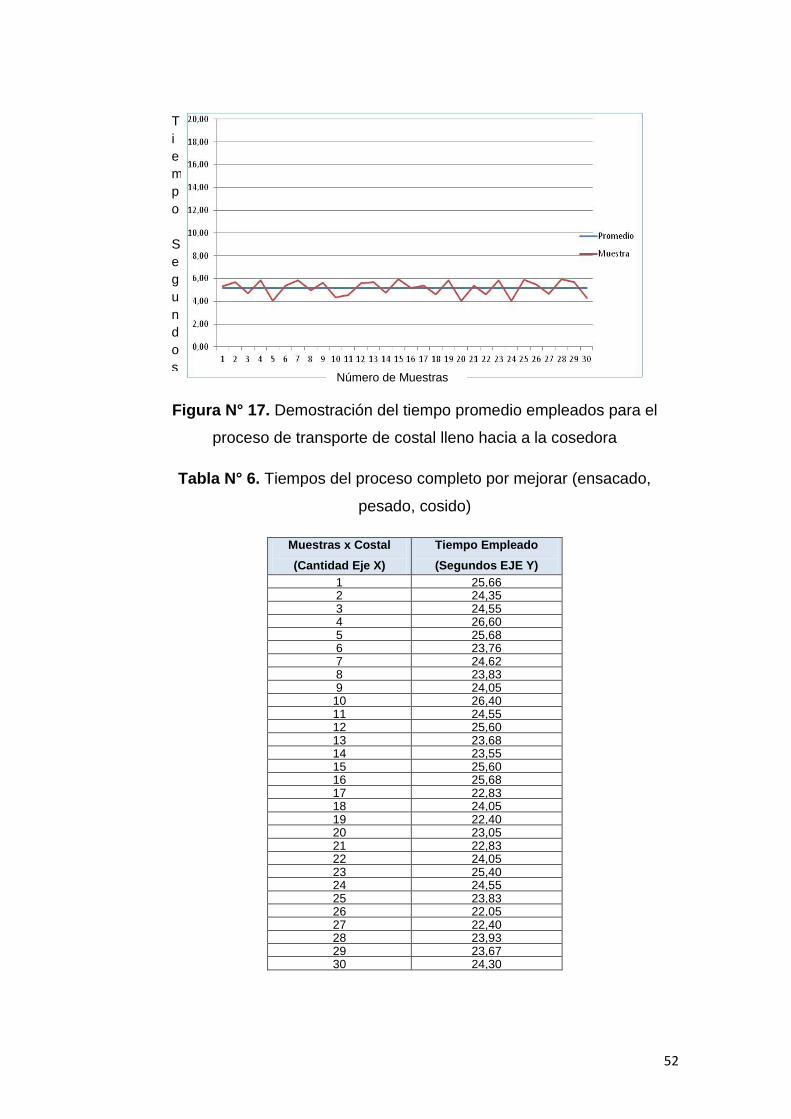
52
Figura N° 17. Demostración del tiempo promedio empleados para el
proceso de transporte de costal lleno hacia a la cosedora
Tabla N° 6. Tiempos del proceso completo por mejorar (ensacado,
pesado, cosido)
Muestras x Costal
(Cantidad Eje X)
Tiempo Empleado
(Segundos EJE Y)
1 25,66 2 24,35 3 24,55 4 26,60 5 25,68 6 23,76 7 24,62 8 23,83 9 24,05 10 26,40 11 24,55 12 25,60 13 23,68 14 23,55 15 25,60 16 25,68 17 22,83 18 24,05 19 22,40 20 23,05 21 22,83 22 24,05 23 25,40 24 24,55 25 23,83 26 22,05 27 22,40 28 23,93 29 23,67 30 24,30
T
i
e
m
p
o
S
e
g
u
n
d
o
sNúmero de Muestras
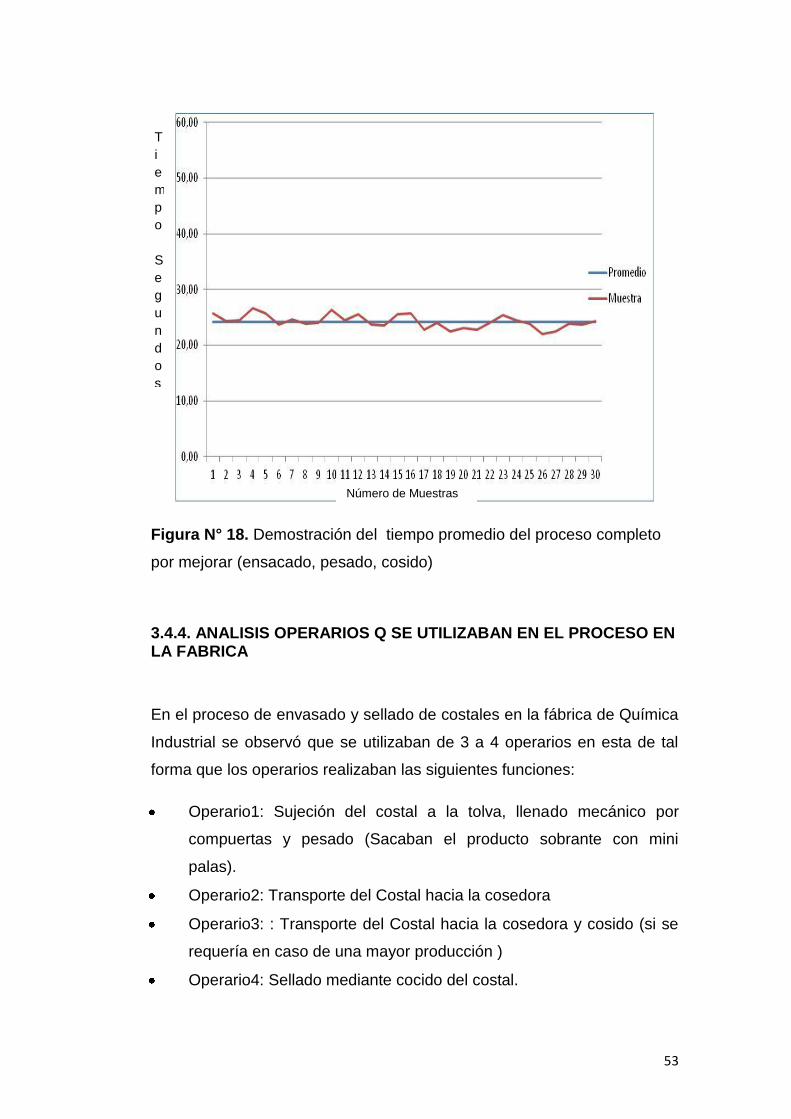
53
Figura N° 18. Demostración del tiempo promedio del proceso completo
por mejorar (ensacado, pesado, cosido)
3.4.4. ANALISIS OPERARIOS Q SE UTILIZABAN EN EL PROCESO EN LA FABRICA
En el proceso de envasado y sellado de costales en la fábrica de Química
Industrial se observó que se utilizaban de 3 a 4 operarios en esta de tal
forma que los operarios realizaban las siguientes funciones:
Operario1: Sujeción del costal a la tolva, llenado mecánico por
compuertas y pesado (Sacaban el producto sobrante con mini
palas).
Operario2: Transporte del Costal hacia la cosedora
Operario3: : Transporte del Costal hacia la cosedora y cosido (si se
requería en caso de una mayor producción )
Operario4: Sellado mediante cocido del costal.
T
i
e
m
p
o
S
e
g
u
n
d
o
s
Número de Muestras

54
El gasto de la empresa aproximado en salarios anuales era de un valor de
$1168 dólares americanos que era de un sueldo básico por empleado en
el año 2012 (Dato proporcionado por la empresa Química Industrial)
3.4.5. ANALISISDE MAQUINARIA ACORDE A LAS NECESIDADES Y
REQUERIMIENTOS DE LA EMPRESA
3.4.5.1. Necesidades y Requerimientos de la Empresa
Tipo de bolsa: Boca abierta de polipropileno laminado
Características de la bolsa: Sencilla y con fuelle de 80 grs x m2
Rango de peso: Mínimo 25kg / Máximo 50 kgs
Tamaño de la bolsa: 90 x 60 / 95 x 62 cm
Colocación de la bolsa en la ensacadora: Manual
Materiales requeridos: Material resistente a humedad y sustancias
de fabricaciones los fertilizantes. En lo posible de acero inoxidable
Equipo de cierre: Semiautomático Doble hilo
Bolsa aproximadas por minuto envasadas y selladas: 2 / 5 bolsas
Tipo de ensacadora a utilizar: Electromecánica de libre flujo para
productos polvo y granulados.
Tipo de ensacado: Por gravedad.
3.4.5.2. Análisis maquinaria y estructuras acorde al cumplimiento de las necesidades de la empresa.
Tolvas
NUTECOMS (Fabricación Extranjera)
• Almacenaje de productos viscosos y pegajosos.
• Almacenaje de productos sólidos en general.
• La descarga de las Tolvas de almacenamiento, se efectuará por gravedad
o forzada.
• Se utilizan tajaderas herméticas, pudiendo ser neumáticas o motorizadas.

55
• Excelente eficacia.
• Sistema de funcionamiento sencillo y de muy bajo mantenimiento.
• Altas capacidades de almacenamiento de hasta 3 toneladas, sin excesiva
altura.
• Totalmente desmontable.
• Construcción a Acero al Carbono o Inoxidable.
• Tratamiento superficial según demanda.
KTRON (Fabricación Extranjera)
• Correas de sujeción de apertura rápida en la tapa.
• Perforaciones estándar en la tapa
• Perforaciones opcionales que se adapten a la aplicación del cliente
• Sistema de ventilación con filtro interno.
• Tolva con un pronunciado ángulo de inclinación de 60°
• Con visor y brida de descarga compatible con la caja de sondeo de 12
pulgadas cuadradas
• Construcción en aluminio con patas de soporte de acero.
• Volúmenes que van desde los 15 a los 75 pies cúbicos
• Pintura Acorde a los requerimientos del cliente
Representaciones Comerciales E&G (Fabricación Nacional)
• Altura del Piso 4 a 5 metros según requerimiento
• Ancho de tolva acorde a las características requeridas por la balanza
ensacadora aproximado 2,45x2,45 metros.
• Tolva Acero Inoxidable.
• Capacidad de 1 a 3 toneladas según se requiera
• Estructura de Acero de Carbono de 3mm de espesor
• Patas de Sujeción y de anclaje de tubo de 4 1/2 pulgadas
• Altura del cono de salida del material acorde al requerimiento de la
ensacadora a utilizar estimado 1,80 metros

56
• Portezuela de control de nivel de material
• Ceja de descarga y brida de soporte acorde al requerimiento de la
ensacadora
• Acabado de pintura electro estática anticorrosiva
• Tiempo de entrega 20 días de ordenado la estructura
Tabla Nº 7. Método de Selección Tolvas
METODO DE SELECCIÓN
Puntajes: 1/2√ 5
√ 10
√ √ 15
CARACTERISTICAS NUTECOMS KTRON Representaciones
Comerciales E&G
CALIDAD DE MATERIAL DE LAS
ESTRUCTURAS
√ √ √ √ √
TAMAÑO √ √ √
ACCESIBILIDAD DE
REPARACIONES POR PARTE DE
LA MARCA
1/2√ 1/2√ √ √
BAJO MANTENIMIENTO √ √ √ √ √ √
TIEMPO DE ENTREGA 1/2√ 1/2√ √ √
GARANTÍA √ √ √ √
COSTO ACORDE √ √ √ √
TOTALES 70 65 100
Máquinas ensacadoras
EXPRESS SCALE JMDT-600 Series Electronic Bagger
• Obtainable accuracies of +/- 4 to 6 oz per 50 lbs
• Speeds up to 8-9, 50 lbs bags per minute
• Adjustable proximity switch for weight cut off
• Flow control

57
• Wraparound bag clamps sized to suit your requirements
• Flexible connection between spout and the main housing to control
dust
• Trigger trip-screw for easy weight adjustment
• 2" dust pickup port on left rear to connect to your vacuum system
• Adjustable timers to suit your needs
• Adjustable flow control
• 5 to 1 calibrated beam
• Weight sets for 25-115 lbs bags or 10-50 kg
• Mild steel construction
• Pneumatic: 6 CFM @ 90 PSI
• Electrical: 120VAC, Single Phase, 60HZ
• 36" x 30" x 36"
• 230 lbs
EXPRESS SCALE JM-FF-ED Series Electronic Gross Weigher
• Obtainable accuracies of +/- 4 ounces
• Speeds up to 8 bags per minute for bags weighing between 20 -
110 lbs.
• Dual position gravity gate allows for bulk or dribble feed
• Adjustable proximity switch for weight cutoff
• Adjustable flow control
• Wraparound bag clamps sized to suit your requirements
• Flexible connection between spout and the main housing to control
dust
• Trigger trip-screw for easy weight adjustment
• 2" dust pickup port on left rear to connect to your vacuum system
• Adjustable timers to suit your needs
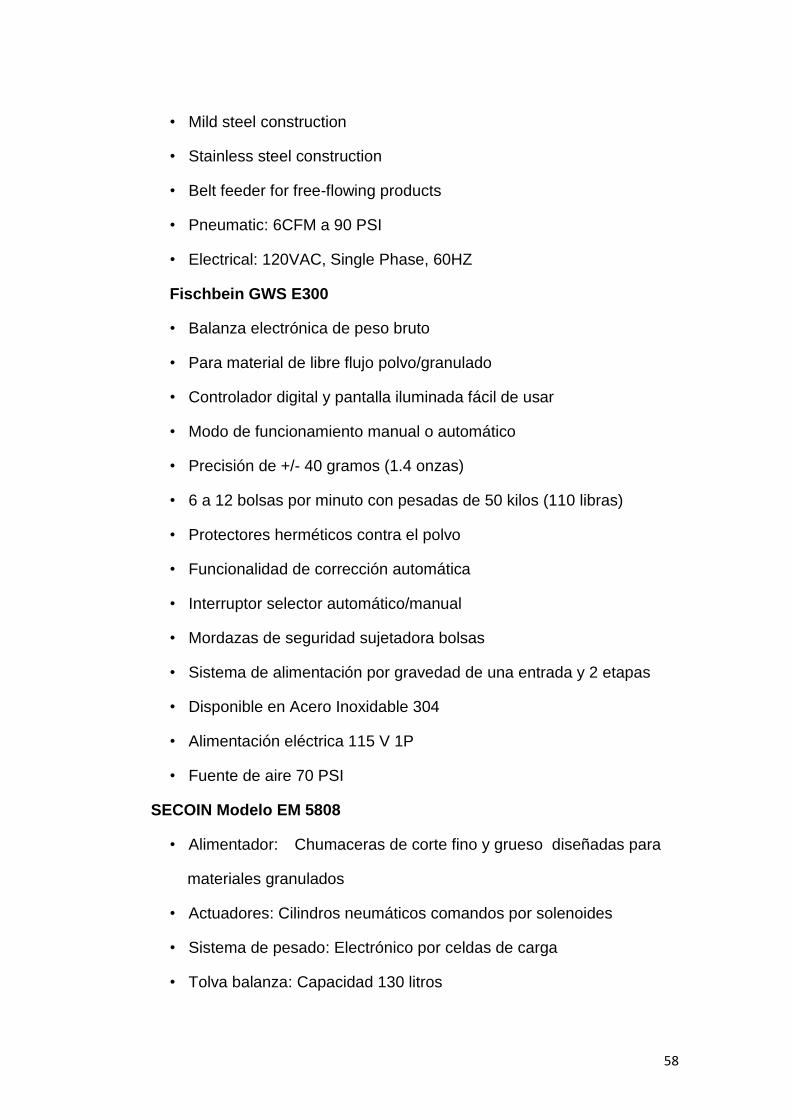
58
• Mild steel construction
• Stainless steel construction
• Belt feeder for free-flowing products
• Pneumatic: 6CFM a 90 PSI
• Electrical: 120VAC, Single Phase, 60HZ
Fischbein GWS E300
• Balanza electrónica de peso bruto
• Para material de libre flujo polvo/granulado
• Controlador digital y pantalla iluminada fácil de usar
• Modo de funcionamiento manual o automático
• Precisión de +/- 40 gramos (1.4 onzas)
• 6 a 12 bolsas por minuto con pesadas de 50 kilos (110 libras)
• Protectores herméticos contra el polvo
• Funcionalidad de corrección automática
• Interruptor selector automático/manual
• Mordazas de seguridad sujetadora bolsas
• Sistema de alimentación por gravedad de una entrada y 2 etapas
• Disponible en Acero Inoxidable 304
• Alimentación eléctrica 115 V 1P
• Fuente de aire 70 PSI
SECOIN Modelo EM 5808
• Alimentador: Chumaceras de corte fino y grueso diseñadas para
materiales granulados
• Actuadores: Cilindros neumáticos comandos por solenoides
• Sistema de pesado: Electrónico por celdas de carga
• Tolva balanza: Capacidad 130 litros

59
• Material de la estructura: Acero pintado al horno
• Velocidad: 30 ton/hora para bolsas de 50 kg
• Precisión: +/- 40 gramos para bolsas de 50 kg. (Con niveles de
alimentación constantes)
• Consumo de aire: 8 litros por pesada a 6 bar
• Alimentación: 220 Vac + 10% 50/60 Hz
• Programador: Totalmente electrónico con display de leds, teclado de
membrana y llaves para operación manual de raseras de carga y
descarga
• Comunicaciones: Puerta serie RS-232, opcional 485 modbus,
Ethernet
• Sujeta de bolsas: Opcional comandado por el programador y con
actuadores neumáticos
Tabla Nº 8. Método de selección maquinas ensacadoras.
METODO SELECCIÓN
Puntajes: 1/2√ 5
√ 10
√ √ 15
CARACTERISTICAS EXPRESS SCALE
JMDT-600
EXPRESS SCALE
JM-FF-ED
Fischbein
GWS E300
SECOIN
Modelo
EM 5808
VELOCIDAD DE LLENADO √ √ √ √ √
PRECISIÓN PESAJE √ √ √ √ √ √
CONTROLADORES AUTOMATIC. √ √ √ √ √
CALIDAD DE MATERIAL √ √ √ √ √
TAMAÑO 1/2√ √ √ √ √
MENOR FUENTE DE PRESION DE AIRE √ √ √ √ √
PESO DEL MECANISMO 1/2√ √ √√ 1/2√
ACCESIBILIDAD DE REPUESTOS EN EL
PAÍS 1/2√ 1/2√ √ √ 1/2√
PERSONAL ESPECIALIZADO
MANTENIMIENTO EN EL PAÍS 1/2√ 1/2√ √ √ 1/2√
GARANTÍA √ √ √ √
COSTO ACORDE √ √ √ √
TOTALES 90 100 155 100

60
Bandas transportadoras
ESP/JEM Model 400 Bag Closing Conveyor
86" long conveyor with 1/2 HP variable-speed DC motor
12" wide, 3-ply, neoprene rough top belt
Stack bags up to 4 per minute
Adjustable height conveyor body
Adjustable 6" wide metal conveyor backboard
Electrical controls
Foot-pedal operator control
Chantland Model 4201 Bag Closing Conveyor
Full-length backside bag rail
Compact ½ HP chain & sprocket drive system
Standard 35 ft-per-min conveyor speed
8' standard length
12" wide chemical resistant PVC belt
Adjustable height conveyor legs
Stainless steel paint
Electrical: 220/460VAC, 3-Phase, 60 HZ
ESP/JEM Model 900 Bag Closing Conveyor
Sizes up to 16' long in 2' increments for optimum flexibility
12" wide, 3-ply, rough-top neoprene belt provides a tough
non-slip surface
Variable-speed DC motor or fixed AC
Adjustable 6" wide back rail
Sewing head pedestal
electrical controls NEMA12
Electrical: Choice of 120 VAC, 60 HZ or 220 VAC

61
Fischbein Cinta Plana
Variador de velocidad
Cinta de PVC de 30 cm (12 pulgadas) de ancho
Guía de bolsa sobre el dorso
Motor TEFC de 1/2HP
Tensión: 115/220
Protectores herméticos contra el polvo NEMA 12
Acero dulce
Bolsas de hasta 50 kilos (110 libras)
Con pintura resistente a la corrosión
Guía del dorso de la bolsa ajustable
Poleas principal y de cola tienen un diámetro de 15 cm
Altura ajustable miden entre 51 y 79 cm
Representaciones Comerciales E&G Banda Transportadora
Nacional
Diseño para trabajo pesado, carga 200Kg en línea
Cinta de PVC de 12 pulgadas de ancho
Guía de bolsa sobre el dorso
Motor 0.75 HP Trifásico 220V, con caja reductora.
Regulador de Velocidad Electrónico
Tensión: 115/220
Protectores herméticos contra el polvo
Acabados en pintura electrostática
Bolsas de hasta 50 kilos (110 libras)
Resistente a la corrosión
Respaldo Lateral de guía se bolsas
Altura ajustable miden entre 15 a 32 pulgadas.

62
Tabla Nº 9. Método de selección de bandas transportadoras
METODO DE SELECCIÓN
Puntajes: 1/2√ 5
√ 10
√ √ 15
CARACTERISTICAS ESP/JEM
Model 400
ESP/JEM
Model 900
Chantland
Model 4201
Fischbein
Cinta Plana
Banda
Transportadora
Nacional
CAPACIDAD DE TIEMPOS DE
EJECUCION 1/2√ √ √ √ √ √
CONTROL ELÉCTRICO
VELOCIDAD (APTO PARA
AMBIENTE HÚMEDO) 1/2√ √ √ √ √
CALIDAD DE MATERIAL PARA
AMBIENTE ALTAMENTE
CORROSIVO 1/2√ √ √ √ √√
CALIDAD DE TRATAMIENTO DE
PINTURA 1/2√ 1/2√ √ √ √ √
CALIDAD EN MOTOR √
√
√
√
√
DURABILIDAD ESTRUCTURAS √ √ √ √ √√
CAPACIDAD DE REGULACION DE
ALTURA √ √ √√ √√ √√
RESPUESTOS EXISTENTES EN EL
PAÍS 1/2√ 1/2√ 1/2√ √ √ √
DURABILIDAD DE BANDA √ √ √ √ √
PERSONAL ESPECIALIZADO PARA
MANTENIMIENTO 1/2√ 1/2√ 1/2√ √ √ √ √
GARANTÍA √ √ √ 1/2√ √ √
PESO √ √ √ √ √
COSTO ACORDE √ √ √ √ √ √
TOTALES 100 115 140 140 165
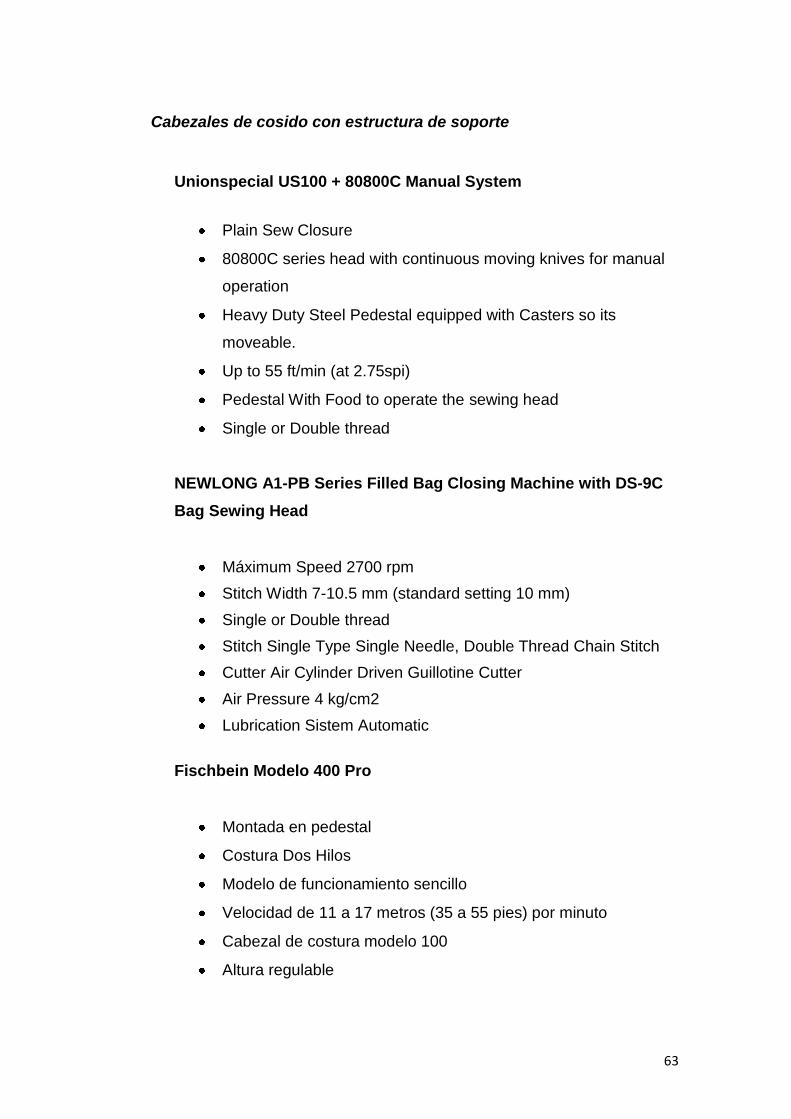
63
Cabezales de cosido con estructura de soporte
Unionspecial US100 + 80800C Manual System
Plain Sew Closure
80800C series head with continuous moving knives for manual
operation
Heavy Duty Steel Pedestal equipped with Casters so its
moveable.
Up to 55 ft/min (at 2.75spi)
Pedestal With Food to operate the sewing head
Single or Double thread
NEWLONG A1-PB Series Filled Bag Closing Machine with DS-9C
Bag Sewing Head
Máximum Speed 2700 rpm
Stitch Width 7-10.5 mm (standard setting 10 mm)
Single or Double thread
Stitch Single Type Single Needle, Double Thread Chain Stitch
(single thread available by special order) Cutter Air Cylinder Driven Guillotine Cutter
Air Pressure 4 kg/cm2
Lubrication Sistem Automatic
Fischbein Modelo 400 Pro
Montada en pedestal
Costura Dos Hilos
Modelo de funcionamiento sencillo
Velocidad de 11 a 17 metros (35 a 55 pies) por minuto
Cabezal de costura modelo 100
Altura regulable
64
Sin sistema de alimentación
Motor de 1 HP
Extremo superior libre de 15 cm (6") (mínimo)
Protectores herméticos contra el polvo NEMA 12
Tensión: 230/380/460
Cose hasta 8 capas
Sistema Eléctrico Protegido anti polvo
Empujador de Aire requiere 90 PSI
Soporte de Cabezal Nacional Representaciones Comerciales E&G
Fischbein Modelo 100
Cabezal Cosido:
Costura Dos Hilos
Modelo de funcionamiento sencillo
Velocidad de 11 a 17 metros (35 a 55 pies) por minuto
Cabezal de costura modelo 100
Extremo superior libre de 15 cm (6") (mínimo)
Cose hasta 8 capas
Sistema Eléctrico Protegido anti polvo
Pedestal:
Hierro Reforzado Perfil Acero UPN
Pintura Electrostática Anticorrosiva
Fabricación Nacional Tecnología Americana
Desplazamiento Rueda/Sujetadores Anclaje
Porta Conos Doble
Motor 1HP 1750 r.p.m 220 V
Encendido y corte automático

65
Tabla Nº 10. Método de selección de Cabezal de Cosido con estructura
de soporte.
METODO DE SELECCIÓN
Puntajes: 1/2√ 5
√ 10
√ √ 15
CARACTERISTICAS Unionspecial
US100 + 80800C
NEWLONG
A1-PB DS-9C
Fischbein
400 Pro
Fischbein
Cabezal 100 /
Soporte
Fabricación
Nacional
TIEMPOS DE COCIDO √ √ √ √ √ √
CONTROL ELÉCTRICO DE
VELOCIDAD Y CORTE
AUTOMATICO
1/2√ √ √ √
CALIDAD DE MATERIAL PARA
AMBIENTE ALTAMENTE
CORROSIVO
√ √ √ √ √
CAPACIDAD DE AJUSTE DE
PUNTADA 1/2√ √ √ √ √ √
DURABILIDAD ESTRUCTURAS √ √ √ √ √ √
CAPACIDAD DE REGULACION DE
ALTURA √ √ √√ √ √
RESPUESTOS EXISTENTES EN EL
PAÍS 1/2√ 1/2√ √ √ √ √
DURABILIDAD DE COSEDORA √ √ √ √ √ √ √ √
PERSONAL ESPECIALIZADO PARA
MANTENIMIENTO 1/2√ 1/2√ √ √ √ √
GARANTÍA
√ √ √ √ √ √
PESO
1/2√ 1/2√ √ √ √
COSTO ACORDE
1/2√ 1/2√ 1/2√ √ √
TOTALES 95 105 155 175

66
3.5. ANALISIS DE COMPONENTES ELECTRONICOS DE
CONTROL EN EL PROCESO
Dentro de los equipos seleccionados se tiene como presente que el
control automático de la ensacadora en cuestión en el pesado de los
costales y funciones de la misma estaba controlada por medio de una
tarjeta lógica de micro controladores lógicos programados de fábrica.
Figura N° 19. Funcionamiento automático de ensacadora por medio de
tarjetas lógicas

67
Figura N°20. Tarjetas lógicas de la balanza ensacadora
4. DISEÑO Y ANALISIS DE RESULTADOS

68
4.1 RESUMEN DEL ANALISIS RESULTADOS DEL PROCESO
DE ENVASADO Y SELLADO EN LA FABRICA ANTES DE LA
MEJORA
Tenemos los siguientes puntos como resumen de los tiempos tomados
acorde a cada proceso en el sistema que empleaba la empresa Química
Industrial:
El promedio del tiempo empleado en el proceso mecánico de
envasado y pesado de costales con el producto es igual a 12,93
segundos. Ver figura Nº15.
El promedio del tiempo empleado para el proceso de transporte de
costal lleno hacia a la cosedora es igual a 5.89 segundos. Ver Figura
Nº 16.
El promedio de tiempo empleado para cosido del costal con máquina
portátil (corte de hilo manual) es igual a 5.17 segundos. Ver Figura
Nº17.
El promedio del tiempo empleado en el proceso completo por mejorar
(ensacado, pesado, cosido) es de 24,25 segundos. Ver Figura Nº 18.
A continuación detallaremos un resumen de las figuras anteriores para una
mejor vista de la situación del proceso:
Tabla N° 11. Resumen de la medición de tiempos proceso antiguo
DESCRIPCIÓN DE LOS PROCESOS
TIEMPOS EN
SEGUNDOS
Tiempo promedio de proceso mecánico de envasado y pesado de costales con el producto 12,93
Tiempo promedio proceso manual de transporte de costal lleno hacia a la
Cosedora 5,89
Tiempo promedio del proceso de cosido cadena simple del costal con máquina portátil (corte
de hilo manual) 5,17
TOTAL TIEMPO 23,99
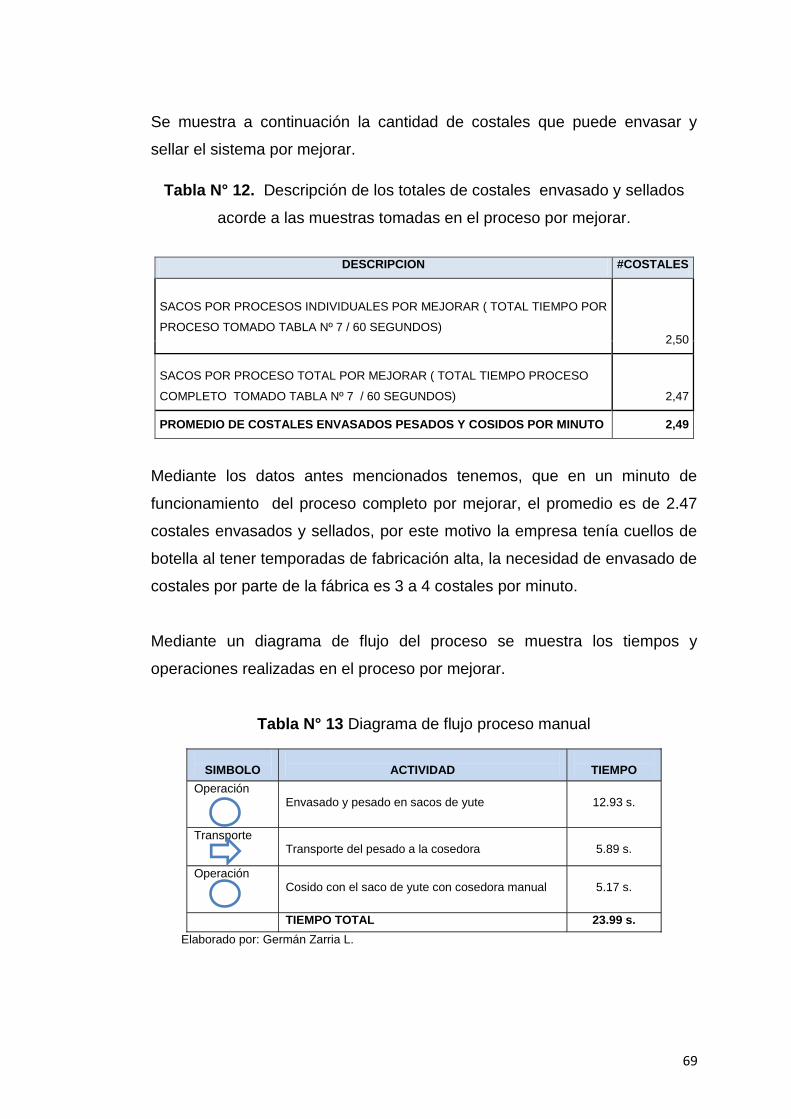
69
Se muestra a continuación la cantidad de costales que puede envasar y
sellar el sistema por mejorar.
Tabla N° 12. Descripción de los totales de costales envasado y sellados
acorde a las muestras tomadas en el proceso por mejorar.
Mediante los datos antes mencionados tenemos, que en un minuto de
funcionamiento del proceso completo por mejorar, el promedio es de 2.47
costales envasados y sellados, por este motivo la empresa tenía cuellos de
botella al tener temporadas de fabricación alta, la necesidad de envasado de
costales por parte de la fábrica es 3 a 4 costales por minuto.
Mediante un diagrama de flujo del proceso se muestra los tiempos y
operaciones realizadas en el proceso por mejorar.
Tabla N° 13 Diagrama de flujo proceso manual
SIMBOLO
ACTIVIDAD
TIEMPO
Operación Envasado y pesado en sacos de yute
12.93 s.
Transporte Transporte del pesado a la cosedora
5.89 s.
Operación Cosido con el saco de yute con cosedora manual
5.17 s.
TIEMPO TOTAL 23.99 s.
Elaborado por: Germán Zarria L.
DESCRIPCION #COSTALES
SACOS POR PROCESOS INDIVIDUALES POR MEJORAR ( TOTAL TIEMPO POR
PROCESO TOMADO TABLA Nº 7 / 60 SEGUNDOS) 2,50
SACOS POR PROCESO TOTAL POR MEJORAR ( TOTAL TIEMPO PROCESO
COMPLETO TOMADO TABLA Nº 7 / 60 SEGUNDOS) 2,47
PROMEDIO DE COSTALES ENVASADOS PESADOS Y COSIDOS POR MINUTO 2,49

70
En la siguiente tabla se observa que la cantidad de costales envasados y
sellados no cumple con las expectativas de la empresa por lo que se
implementa el nuevo diseño del proceso para satisfacer estas necesidades.
Tabla N° 14. Unidades envasadas
TIEMPO UNIDADES (SACOS)
23.99 s. 1 unidad (saco)
1 hora 3.600 s.
150 sacos
8 Horas 1.200 sacos
Semana 5 días
6.000 sacos
Mes 4 Semanas
24.000 sacos
Elaborado por: Germán Zarria L.
4.2. DISEÑO DEL PROCESO
Se muestra a continuación el diseño a aplicar para el mejoramiento en el
proceso de envasado y sellado del producto.
4.2.1. DISEÑO DEL SISTEMA DE ENVASADO PESADO Y SELLADO DE
COSTALES MEJORADO
En la siguiente gráfica se muestra la creación del diseño y posiciones de
cómo será el sistema sus respectivas estructuras y maquinaria a utilizar con
la perspectiva de espacio acorde a la maquinaria seleccionada y medidas
requerías por cada una de ellas y necesidades de la empresa Química
Industrial (Ver Anexo Nº 7). Se muestra la gráfica del diseño previo del
sistema completo a continuación.
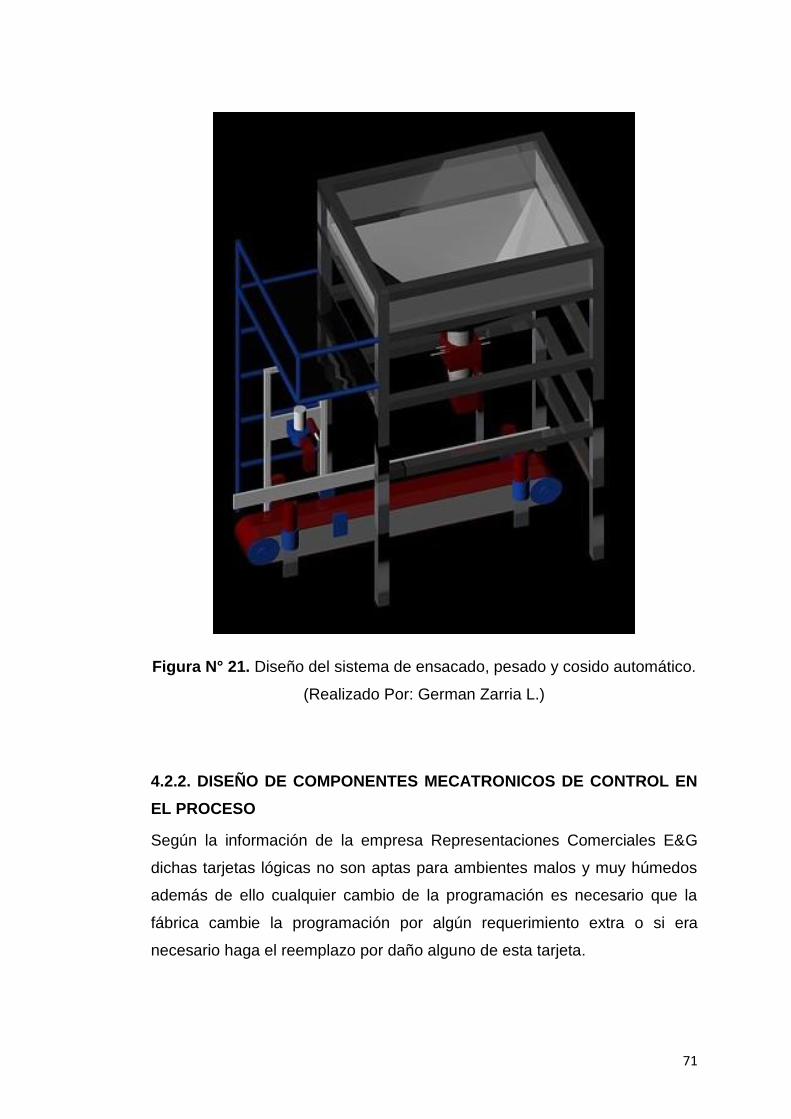
71
Figura N° 21. Diseño del sistema de ensacado, pesado y cosido automático.
(Realizado Por: German Zarria L.)
4.2.2. DISEÑO DE COMPONENTES MECATRONICOS DE CONTROL EN
EL PROCESO
Según la información de la empresa Representaciones Comerciales E&G
dichas tarjetas lógicas no son aptas para ambientes malos y muy húmedos
además de ello cualquier cambio de la programación es necesario que la
fábrica cambie la programación por algún requerimiento extra o si era
necesario haga el reemplazo por daño alguno de esta tarjeta.

72
Como solución para esta problemática se ha implementado la utilización de
un PLC LOGO I Siemens con el cual se procedió a crear una programación
que se ajuste al diseño de la cosedora y además que sea utilizable al control
de todo el proceso como es el ensacado, pesado, encendido automatice y
apagado de varios partes de la misma como: banda transportadora,
encendido y apagado del cabezal de cosido y corte automático del hilo del
costal; estos por medio de sensores.
4.2.2.1 PROGRAMACIÓN EN LOGO!SOFT PARA CONTROL DEL
PROCESO MEDIANTE EL PLC
Dentro de las necesidades de sustitución de las tarjetas lógicas y
automatización del resto del proceso y necesidad de un control global, para
la programación del PLC se toman los parámetros siguientes para las
entradas en la programación:
Encendido del Sistema.
Activación de mordaza sujetadora de boca del saco
Parada de emergencia del proceso
Dosificación gruesa (Llenado rápido del saco al inicio).
Dosificación fina (Llenado Lento del saco al estar en el peso tope).
Liberador de emergencia de las mordazas de la ensacadora
Activación del cabezal de cosido por medio de sensor foto receptor
Activación de corte de hilo automático por medio del sensor foto receptor
Visualizador de proceso / Salida de marcas. Muestre cantidad de sacos
envasados, cosido y horas de trabajo.
A continuación se muestran en las Figuras Nº 21 a la Nº 24 la programación
en LOGO con los parámetros antes mencionados tomados como requisitos
para el mismo.

73
Figura N° 22. Programación sistema automático de envasado y cosido en
LOGO!Soft

74
Figura N° 23. Programación LAD del sistema automático de envasado y
cosido en LOGO!Soft Parte1

75
Figura N° 24. Programación LAD del sistema automático de envasado y
cosido en LOGO!Soft Parte2
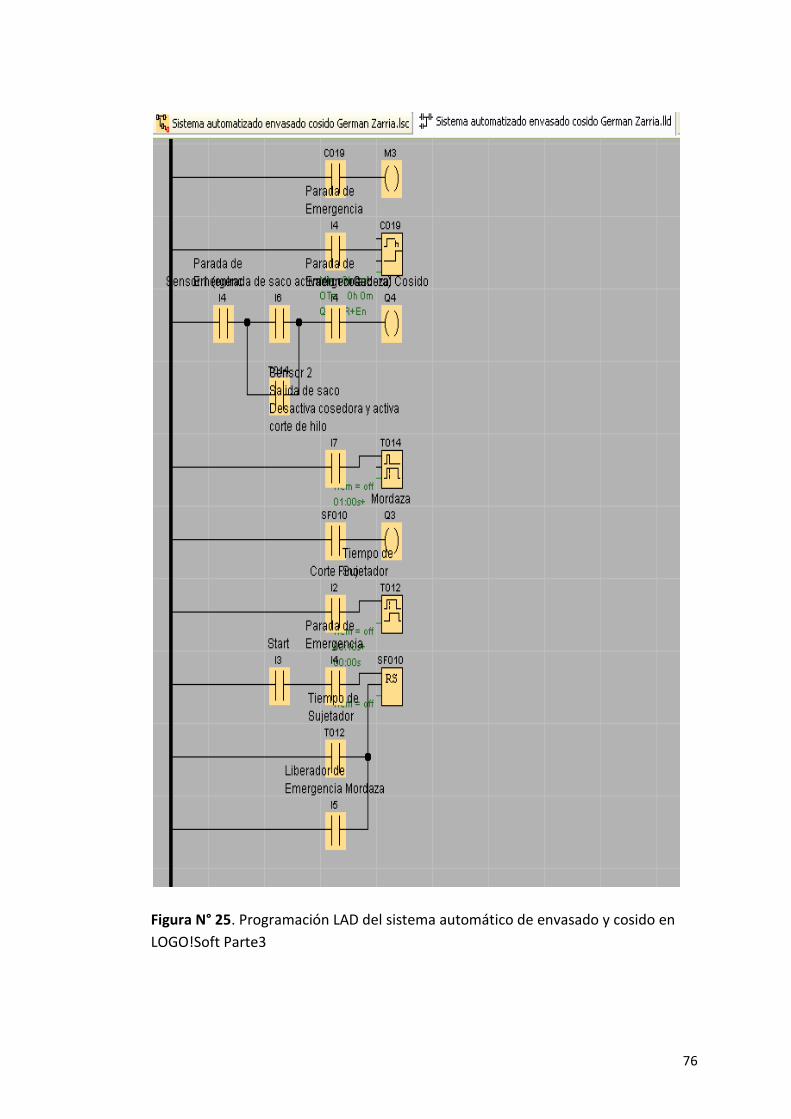
76
Figura N° 25. Programación LAD del sistema automático de envasado y cosido en
LOGO!Soft Parte3
77
4.3. SELECCIÓN DE LAS ESTRUCTURAS Y MAQUINARIA A
UTILIZAR EN EL PROCESO
Según la metodología aplicada anteriormente se obtiene como resultados,
que la planta en este proceso de envasado y cosido tomando en cuenta la
situación climática, factores de humedad y materiales corrosivos utilizados
en la fabricación de sus productos, se concuerda con la empresa de
experiencia en este campo, Representaciones Comerciales E&G, que la
planta deberá utilizar estructuras de Acero al Carbono y tratamiento de
pintura electrostática anticorrosiva con el fin de tener estructuras duraderas
así como Acero Inoxidable para la tolva para un mejor deslice del producto
polvo.
Por medio de los análisis antes mostrados en las Tablas Nº 11 a la Nº 14 y
tomando en cuenta los factores importantes de selección tanto como de la
necesidad de la empresa y la experiencia de la empresa Representaciones
Comerciales en la venta de equipos y estructuras de dicho proceso se
tomaron maquinaria y estructuras específicas para dicho proceso que las
mostraremos a continuación.
4.3.1. MAQUINARIA Y ESTRUCTURAS SELECCIONADAS
Acorde a la metodología de selección antes aplicada se toma como
resultados de la selección la aplicación de las siguientes maquinarias y
estructuras aplicables en el proceso:
Tolva Representaciones Comerciales E&G (Fabricación Nacional)
Descripción:
• Altura del Piso a 4 metros.
• Ancho de tolva acorde a las características requeridas por la balanza
ensacadora 2,45 x 2,45 metros de Acero Inoxidable.
• Capacidad de 2 toneladas.

78
• Estructura de Acero de Carbono de 3mm de espesor y acabado de
pintura electro estática anticorrosiva.
• Patas de Sujeción y de anclaje de tubo de 4 1/2 pulgadas
• Altura del cono de salida del material de 1,80 metros.
• Portezuela de control de nivel de material.
• Ceja de descarga de 5cms y brida de soporte de la máquina de 7 x 9
pulgadas acorde al requerimiento de la ensacadora.
Ver Anexo N° 4. Plano de la tolva a utilizar.
Maquina Ensacadora Fischbein GWS E300
Descripción:
• Balanza electrónica de peso bruto
• Para material de libre flujo polvo/granulado
• Controlador digital y pantalla iluminada fácil de usar
• Modo de funcionamiento manual o automático
• Llenado a precisión de peso de +/- 40 gramos (1.4 onzas)
• Pesaje de 50 kilos
• Protectores herméticos contra el polvo
• Funcionalidad de corrección automática
• Interruptor selector automático/manual
• Mordazas de seguridad sujetadora bolsas
• Sistema de alimentación por gravedad de una entrada y 2 etapas
corte fino corte grueso.
• Disponible en Acero Inoxidable 304
• Alimentación eléctrica 220 V

79
• Fuente de aire 70 PSI
Figura N° 26. Balanza/Ensacadora Fischbein GWS E300.
Banda Transportadora Nacional Representaciones Comerciales E&G
Descripción:
• Capacidad de carga de 200Kg en línea
• Cinta de PVC de 12 pulgadas de ancho en PVC
• Guía de bolsa sobre el dorso de metal de 3mm de ancho.
• Motor 1 HP Trifásico 220V, con caja reductora.
• Regulador de Velocidad Electrónico
• Protectores herméticos contra el polvo
• Acero al carbono, acabados en pintura electrostática
• Largo de 2,44 metros entre ejes
• Resistente a la corrosión
• Respaldo Lateral de guía se bolsas

80
• Altura ajustable entre 15 a 32 pulgadas.
Ver Anexo N° 5. Plano de Banda Transportadora a Utilizar.
Cabezal de Cosido Fischbein modelo 100 con soporte de cabezal
nacional Representaciones Comerciales E&G
Descripción Cabezal Cosido:
• Costura Dos Hilos
• Corte de hilo neumático automatico
• Velocidad de 11 a 17 metros (35 a 55 pies) por minuto
• Cabezal de costura modelo 100
• Extremo superior libre de 15 cm (6") (mínimo)
• Cose hasta 8 capas
• Sistema Eléctrico Protegido anti polvo
Figura N° 27. Cabezal de Cosido Fischbein Modelo 100 a Utilizar.
Descripción Pedestal:
• Hierro reforzado en perfil acero UPN
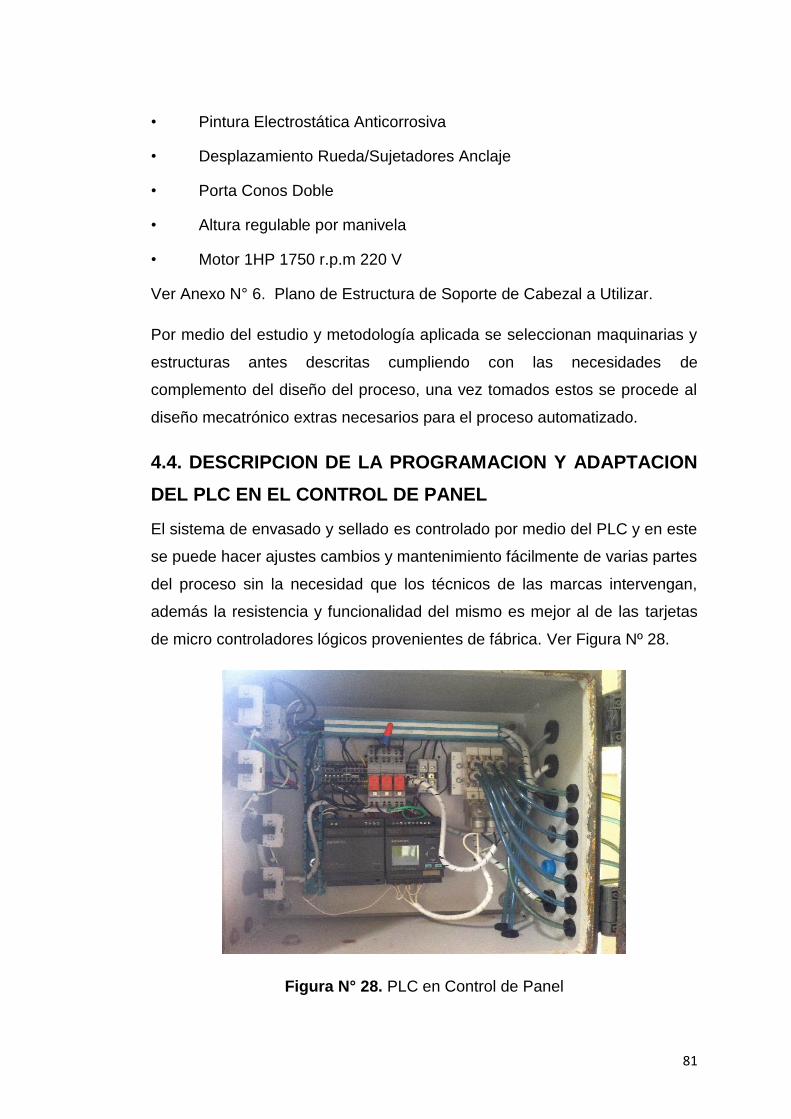
81
• Pintura Electrostática Anticorrosiva
• Desplazamiento Rueda/Sujetadores Anclaje
• Porta Conos Doble
• Altura regulable por manivela
• Motor 1HP 1750 r.p.m 220 V
Ver Anexo N° 6. Plano de Estructura de Soporte de Cabezal a Utilizar.
Por medio del estudio y metodología aplicada se seleccionan maquinarias y
estructuras antes descritas cumpliendo con las necesidades de
complemento del diseño del proceso, una vez tomados estos se procede al
diseño mecatrónico extras necesarios para el proceso automatizado.
4.4. DESCRIPCION DE LA PROGRAMACION Y ADAPTACION
DEL PLC EN EL CONTROL DE PANEL
El sistema de envasado y sellado es controlado por medio del PLC y en este
se puede hacer ajustes cambios y mantenimiento fácilmente de varias partes
del proceso sin la necesidad que los técnicos de las marcas intervengan,
además la resistencia y funcionalidad del mismo es mejor al de las tarjetas
de micro controladores lógicos provenientes de fábrica. Ver Figura Nº 28.
Figura N° 28. PLC en Control de Panel

82
Dentro de la programación del PLC tenemos las entradas de encendido
general del sistema, apagado de emergencia y el liberador de mordazas de
sujeción de la boca del costal de la ensacadora como medida de seguridad
(Ver Figura Nº 29). Se programó la sección de corte grueso el cual se activa
al momento que el display muestra que falta aproximadamente un 80% para
que el saco llegue a su tope de peso seleccionado, así como también la
sección de corte fino que es cuando el display muestra que el peso del
costal está ya en un aproximado del 20% a llegar a su peso tope
seleccionado, esto por medio de la apertura del sistema neumático y celdas
de carga de la báscula para el control del peso en el llenado (Ver Figura Nº
30). En la última sección se muestra la entrada del sensor fotoeléctrico de
encendido del cabezal de cosido con un tiempo definido de 3 segundos y la
última entrada que es el sensor de corte del hilo sobrante del cosido, que se
activa por 1 segundo para realizar el corte y apaga la cosedora al culminar el
mismo (Ver Figura Nº 31). Como medida de control de mantenimiento se
coloca un visualizador de proceso que almacena las horas de trabajo del
sistema y cantidad de costales envasados y cosidos como se mostró en la
Figura Nº 22. El sensor fotoeléctrico a utilizar es el Allen Bradley 42EF-
P2MPB-A2 podemos ver su descripción y forma de conexión en el Anexo Nº
7.
Figura Nº 29. Apertura de las mordazas sujetadora del costal de la
ensacadora controlada por PLC.
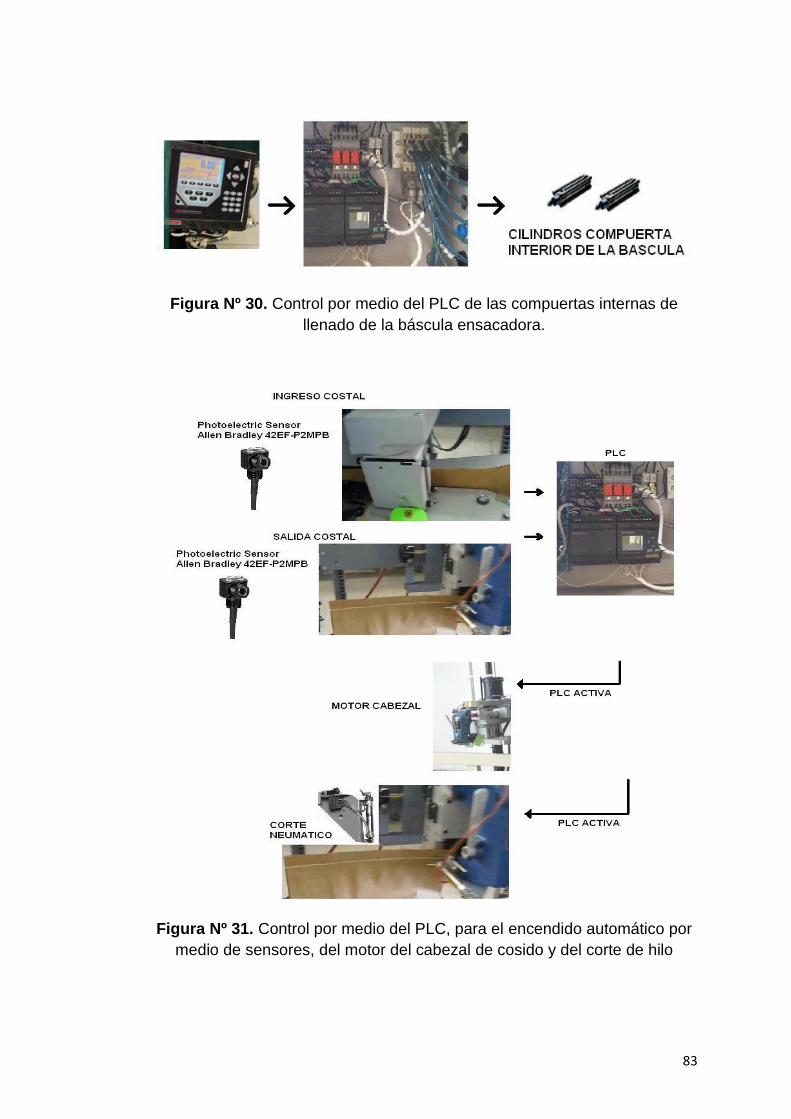
83
Figura Nº 30. Control por medio del PLC de las compuertas internas de
llenado de la báscula ensacadora.
Figura Nº 31. Control por medio del PLC, para el encendido automático por
medio de sensores, del motor del cabezal de cosido y del corte de hilo

84
Ya con la programación del PLC se lo adaptó con el sistema de la
ensacadora como es solenoides del sistema neumático y display del pesado
para que de las órdenes de corte fino o grueso, al momento de que el
display muestre que el peso está aproximándose al requerido pasa a corte
fino ósea llenado lento para culminar con el mismo. Además el PLC se lo
acopla con los sistemas automáticos de encendido de la cabezal de cosido y
corte del hilo. A continuación se muestra el diagrama de conexión de del
sistema donde se muestra la utilización de un Relay en la entrada del PLC
para control de voltaje de 12 voltios, las entradas y salidas antes descritas,
nótese que la salida es de 12 voltios por lo que se utiliza una bobina y un
contactor con salida de 220v para el encendido del cabezal de cocido Ver
Figura N º 32.
Figura Nº 32. Diagrama de conexión eléctrica del sistema mediante control
del PLC.
Se deja independiente el encendido de la banda con un switch, no se utilizó
sensores de encendido y apagado porque en la cantidad de producción que
85
tiene la empresa no es factible estarla prendiendo y apagando esto produce
una demora y se requiere que la banda este en movimiento para cumplir con
los tiempos de sellado requeridos
4.5. INSTALACION DE MAQUINARIA, ESTRUCTURAS
ACOPLADAS, MEJORAS EN EL PROCESO DE ENSACADO
PESADO Y SELLADO EN LA FÁBRICA
4.5.1. PROCESO MEJORADO EN LA PLANTA DE LA FÁBRICA
Se muestra a continuación la gráfica del nuevo proceso cumpliendo con la
necesidad de utilizar un solo sistema de envasado y sellado para varios tipos
de producto que posee la fábrica, en un solo proceso efectivo, rápido y
automatizado.
Figura N° 33. Grafica explicativa del proceso mejorado. (Elaborado por:
Germán Zarria L.)
La planta con la nueva maquinaria aplicada para el proceso automatizado
tiene la capacidad de envasar y sellar los dos tipos de productos con la
misma estacion, a una velocidad mayor y con menos operarios.
Se muestra la instalacion de las estructuras y maquinaria en la planta a
continuacion:

86
Figura N° 34. Instalaciones de nueva tolva en la planta.
Figura N° 35. Báscula ensacadora instalada en la planta.

87
Figura N° 36. Instalaciones de tolva, báscula y cosedora en la planta.
Figura N° 37. Cabezal de cosido con guía para sellado automático.

88
Figura N° 38. Banda transportadora Instalada.
Figura N° 39. Pruebas finales del ensacado y cosido en la planta.

89
Figura N° 40. Pruebas finales del ensacado y cosido en la planta II.
4.5.2 TIEMPOS DE EJECUCION DEL PROCESO MEJORADO
Tabla N° 15. Tiempo de proceso automático de ensacado y pesado de
costales con el producto

90
Figura N° 41. Gráfico demostrativo del tiempo promedio del proceso
automático de ensacado y pesado de costales con el producto
EL PROMEDIO DEL TIEMPO DE AUTOMATICO DE ENSACADO Y
PESADO DE COSTALES CON EL PRODUCTO ES IGUAL A 6.56
SEGUNDOS
Tabla N° 16. Tiempos proceso automático de transporte de costal lleno
hacia la cosedora
T
i
e
m
p
o
S
e
g
u
n
d
o
sNúmero de Muestras

91
Figura N° 42. Gráfico demostrativo del tiempo promedio empleados para el
proceso automático de transporte de costal lleno hacia la cosedora.
EL PROMEDIO DEL TIEMPO EMPLEADOS PARA EL PROCESO
AUTOMATICO DE TRANSPORTE DE COSTAL LLENO HACIA LA
COSEDORA ES IGUAL A 3.19 SEGUNDOS
Tabla N° 17. Tiempo del proceso automático de cosido cadena doble con
cabezal (corte de hilo automático)
T
i
e
m
p
o
S
e
g
u
n
d
o
s
Número de Muestras
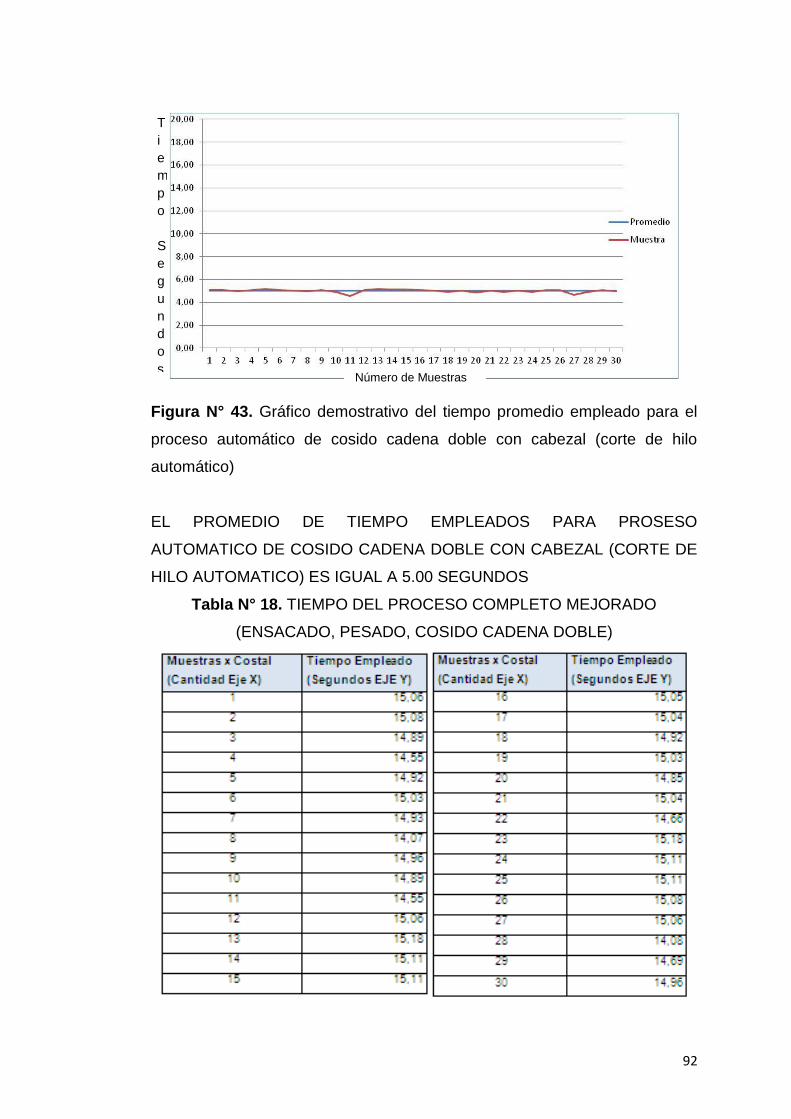
92
Figura N° 43. Gráfico demostrativo del tiempo promedio empleado para el
proceso automático de cosido cadena doble con cabezal (corte de hilo
automático)
EL PROMEDIO DE TIEMPO EMPLEADOS PARA PROSESO
AUTOMATICO DE COSIDO CADENA DOBLE CON CABEZAL (CORTE DE
HILO AUTOMATICO) ES IGUAL A 5.00 SEGUNDOS
Tabla N° 18. TIEMPO DEL PROCESO COMPLETO MEJORADO
(ENSACADO, PESADO, COSIDO CADENA DOBLE)
T
i
e
m
p
o
S
e
g
u
n
d
o
sNúmero de Muestras
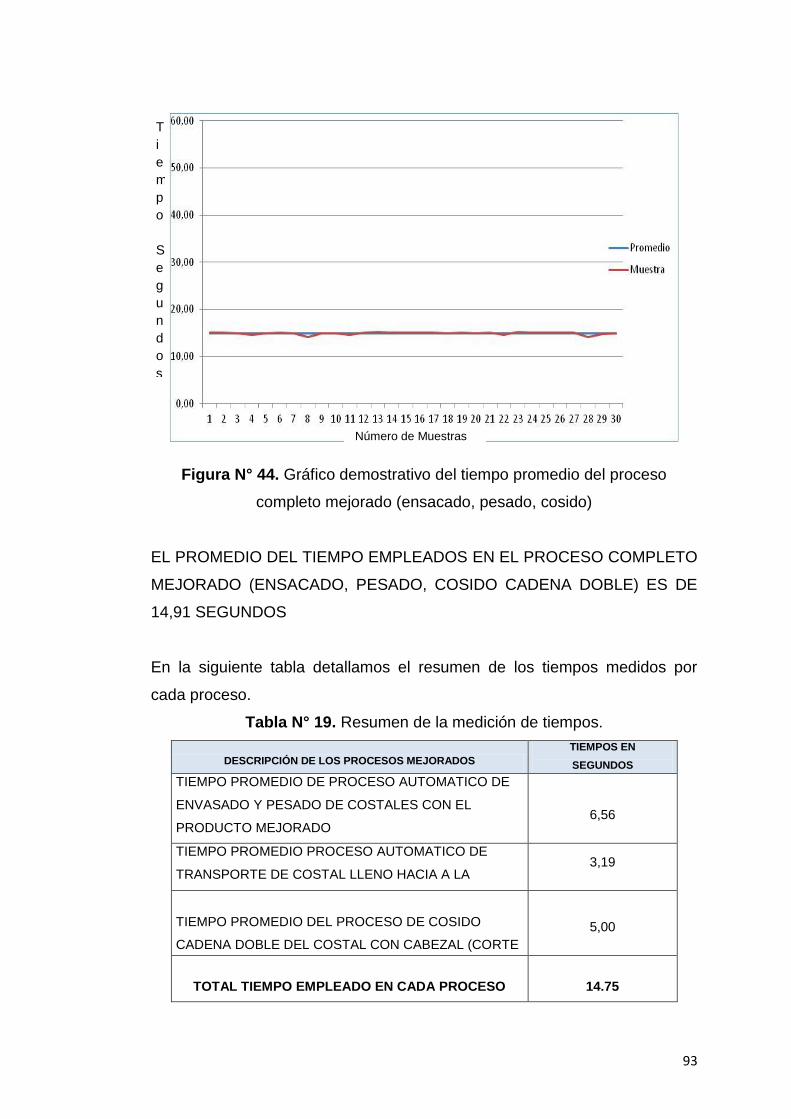
93
Figura N° 44. Gráfico demostrativo del tiempo promedio del proceso
completo mejorado (ensacado, pesado, cosido)
EL PROMEDIO DEL TIEMPO EMPLEADOS EN EL PROCESO COMPLETO
MEJORADO (ENSACADO, PESADO, COSIDO CADENA DOBLE) ES DE
14,91 SEGUNDOS
En la siguiente tabla detallamos el resumen de los tiempos medidos por
cada proceso.
Tabla N° 19. Resumen de la medición de tiempos.
DESCRIPCIÓN DE LOS PROCESOS MEJORADOS
TIEMPOS EN
SEGUNDOS
TIEMPO PROMEDIO DE PROCESO AUTOMATICO DE
ENVASADO Y PESADO DE COSTALES CON EL
PRODUCTO MEJORADO 6,56
TIEMPO PROMEDIO PROCESO AUTOMATICO DE
TRANSPORTE DE COSTAL LLENO HACIA A LA
COSEDORA MEJORADO
3,19
TIEMPO PROMEDIO DEL PROCESO DE COSIDO
CADENA DOBLE DEL COSTAL CON CABEZAL (CORTE
DE HILO AUTOMATICO)
5,00
TOTAL TIEMPO EMPLEADO EN CADA PROCESO 14.75
T
i
e
m
p
o
S
e
g
u
n
d
o
s
Número de Muestras

94
Mediante un diagrama de flujo se muestra los tiempos de cada proceso y
transporte que se obtienen en el proceso mejorado.
Tabla N° 20. Diagrama de flujo proceso mejorado
SIMBOLO ACTIVIDAD TIEMPO
Operación Envasado y pesado en sacos de yute 6.56 s.
Transporte Transporte del pesado a la cosedora 3.19 s.
Operación Cosido con el saco de yute con cosedora manual 5.00 s.
TOTAL TIEMPO EMPLEADO EN CADA PROCESO 14.75 s.
Elaborado por: Germán Zarria L.
El tiempo que toma en realizar el proceso desde el ensacado hasta el
sellado es de 14.75 segundos.
Con las tablas obtenidas anteriormente se puede obtener el número de
costales envasados y sellados en un minuto lo cual se muestra en la
siguiente tabla:
Tabla N° 21. Descripción de los totales de costales envasados y sellados en
el proceso mejorado
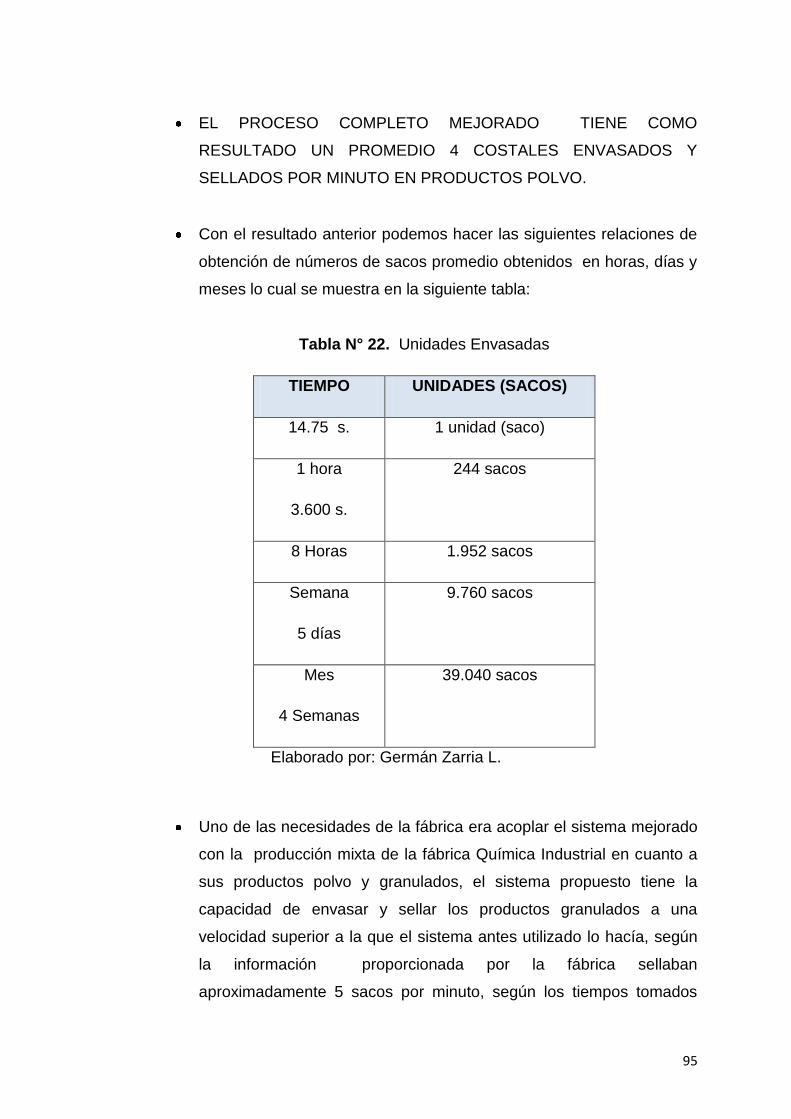
95
EL PROCESO COMPLETO MEJORADO TIENE COMO
RESULTADO UN PROMEDIO 4 COSTALES ENVASADOS Y
SELLADOS POR MINUTO EN PRODUCTOS POLVO.
Con el resultado anterior podemos hacer las siguientes relaciones de
obtención de números de sacos promedio obtenidos en horas, días y
meses lo cual se muestra en la siguiente tabla:
Tabla N° 22. Unidades Envasadas
TIEMPO UNIDADES (SACOS)
14.75 s. 1 unidad (saco)
1 hora
3.600 s.
244 sacos
8 Horas 1.952 sacos
Semana
5 días
9.760 sacos
Mes
4 Semanas
39.040 sacos
Elaborado por: Germán Zarria L.
Uno de las necesidades de la fábrica era acoplar el sistema mejorado
con la producción mixta de la fábrica Química Industrial en cuanto a
sus productos polvo y granulados, el sistema propuesto tiene la
capacidad de envasar y sellar los productos granulados a una
velocidad superior a la que el sistema antes utilizado lo hacía, según
la información proporcionada por la fábrica sellaban
aproximadamente 5 sacos por minuto, según los tiempos tomados

96
con el nuevo sistema se obtiene un promedio de 1 saco envasado y
sellado en un tiempo estimado de 5,93 segundos (Ver Tabla Nº 23)
con lo cual se puede calcular que en un minuto se obtienen 10 sacos
promedio envasados y sellados con producto granulado.
Tabla N° 23. TIEMPO DEL PROCESO COMPLETO MEJORADO
(ENSACADO, PESADO, COSIDO CADENA DOBLE)
4.5.3. RESUMEN DE MEJORAS DEL PROCESO EN LA PLANTA
Se observan según las tablas antes descritas y comparándolas entre
si los siguientes resultados los cuales se presentan a continuación en
las Figuras Nº 42 a la Nº 46.
M uestras x C o stal
(C ant idad Eje X)
T iempo Empleado
(Segundo s EJE Y)
1 6,33
2 5,62
3 5,91
4 5,83
5 6,3
6 5,95
7 5,83
8 6,10
9 5,66
10 5,6
11 6,4
12 5,6
13 5,68
14 5,89
15 6,11
16 6,32
17 5,54
18 5,76
19 5,97
20 6,19
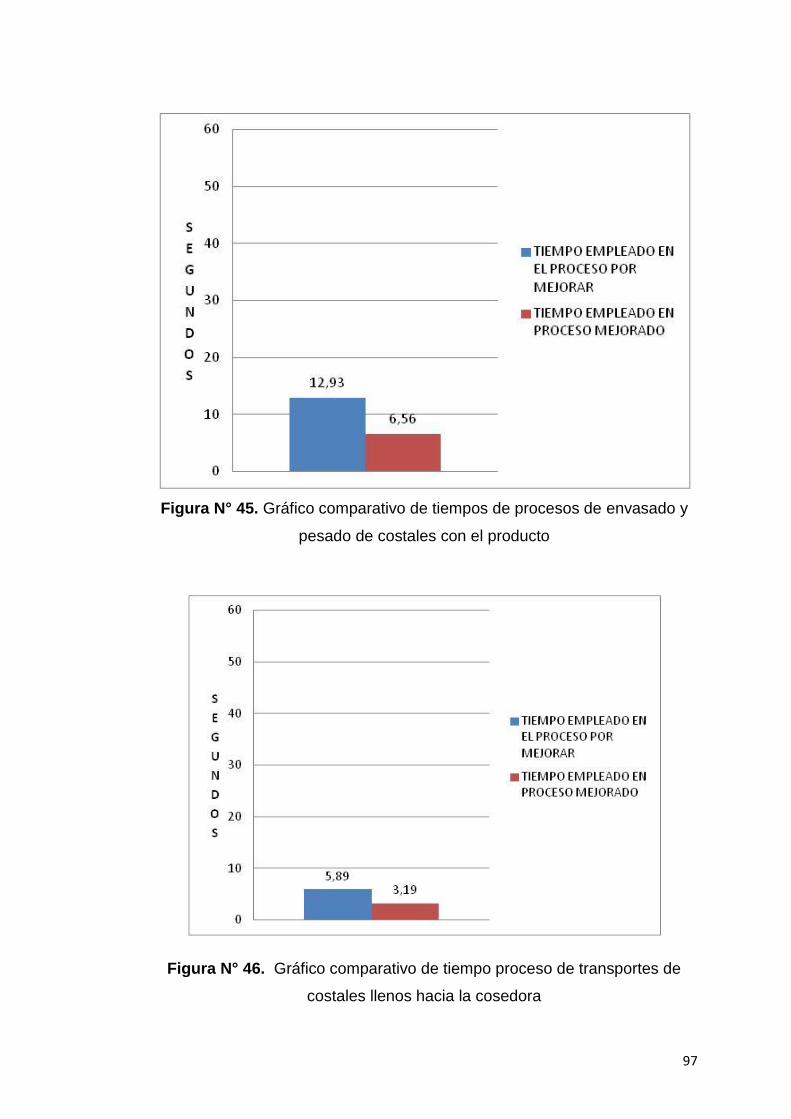
97
Figura N° 45. Gráfico comparativo de tiempos de procesos de envasado y
pesado de costales con el producto
Figura N° 46. Gráfico comparativo de tiempo proceso de transportes de
costales llenos hacia la cosedora

98
Figura N° 47. Gráfico comparativo de tiempo del proceso de cosidos
Figura N° 48. Gráfico comparativo de tiempo del proceso completo

99
Figura N° 49. Gráfico comparativo de la cantidad de costales envasados y
cosidos por minuto obtenidos en cada proceso
Se muestra por medio de las gráficas anteriores que el porcentaje de
mejora en el proceso aplicado es de un 81% a relación del proceso
manual anteriormente utilizado.
Además para el nuevo proceso automatizado es necesario dos
operarios como máximo en vez de 4 operarios.
Se muestra una tabla con los resultados antes descritos:
Tabla N° 24. Mejoramiento con el Nuevo Proceso.
ITEM MANUAL MEJORADO PORCENTAJE
UNIDADES SACOS 24.000 MES 39.040 MES 81%
PERSONAL 4 2 50%
Elaborado por: Germán Zarria L.

100
Se muestra a continuación la referencia del resultado de costales
envasados y cosidos aumentando aproximadamente de 2 costales
en el proceso manual antiguo, a 4 costales por minuto en el nuevo
proceso automatizado lo cual se muestra en la siguiente tabla.
Tabla N° 25. Resultados comparativos número de Quintales
procesados por minuto.
PROCESO
ANTERIOR
PROCESO
MEJORADO
Quintales Procesados 2 4
Elaborado por: Germán Zarria L.
4.5.4. RESULTADOS FINANCIEROS DEL PROCESO
4.5.4.1 Selección del proceso en general acorde a su costo
Según los requerimientos de la fábrica y acorde a la metodología aplicada
para la selección antes vista se generaron los costos totales de cada una de
las maquinarias los cuales se muestran a continuación en la siguiente tabla.
Tabla Nº 26. Costos de maquinaria y estructuras necesarias seleccionadas
ESTRUCTURAS Y MAQUINARIA IMPORTADA /
NACIONAL NETAMENTE IMPORTADA
TOLVA ALMACENAMIENTO DEL PRODUCTO
$ 4.500,00 $ 6.750,00
PEDESTAL DE HIERRO FORZADO CON MOTOR DE 1HP Y CAJA DE CONTROLES ELECTRICOS
$ 2.500,00 $3.750,00
CABEZAL DE COSIDO FISHBEIN MODELO 100, CORTE AUTOMATICO
$ 4.750,00 $7.125,00
BASCULA ENSACADORA FISHBEIN EWS E 300
$ 10.250,00 $10.250,00
BANDA TRANSPORTADORA PLANA, CON MOTOR 1HP Y REGULADOR ENTRE EJES, CON MOTOR 1HP Y REGULADOR DE VELOCIDAD.
$ 3.500,00 $ 5.250,00
PLC REEMPLAZO DE MICROCONTROLADORES BASCULA
$ 700,00
SUB TOTAL $ 26.200,00 $33.125,00
IVA 12% $ 3.144,00 $3.975,00
TOTAL $ 29.344,00 $37.100,00

101
En Tabla Nº 27. se muestra los costos del proceso automatizado
teniendo como resultado un ahorro $ 7.756,00 dólares, promedio de un
21% de ahorro por parte de empresa Química Industrial por la
adquisición de un sistema y estructuras de fabricación nacional con
maquinaria y tecnología americana, pero con mejores características
de un sistema netamente importado pero superándolo en cuanto a
automatización, facilidad de mantenimiento, control y programación.
Tabla Nº 27. Costos de los Sistemas
MAQUINARIA NACIONAL E IMPORTADA
MAQUINARIA NETAMENTE IMPORTADA
PORCENTAJE AHORRO
COSTOS
$29.344,00
$37.100,00
21%
Se consultó sobre el servicio de mantenimiento del proceso a la empresa
Representaciones Comerciales E&G e indicó que hay que tomar en
cuenta que el costo de mantenimiento del proceso mejorado aumento un
100% a referencia del proceso anterior mantenimiento, pero la diferencia
de tecnología, uso de mano de obra y aumento en el proceso lo hace
totalmente justificable. Se muestra en la siguiente tabla los valores de
mantenimiento y porcentaje de aumento.
Tabla N° 28. Costo de mantenimiento anual en dólares y porcentaje de
aumento de valor en el nuevo sistema.
PROCESO ANTERIOR
PROCESO MEJORADO
PORCENTAJE AUMENTO
COSTO MANTENIMIENTO
$ 100,00
$ 200,00
100%
Elaborado por: Germán Zarria L.
En el sistema automatizado aplicado es necesario máximo dos operarios
para el control del producto en la tolva y la colocación del saco en la
boca de la ensacadora, por lo que la empresa Química Industrial indicó
que el gasto estimado por mano de obra aplicados en este proceso se
redujeron en un 50% (Ver Tabla Nº 29), con un ahorro mínimo de la
empresa de $584 mensuales y un total de $7008 Ver Tabla Nº 30.
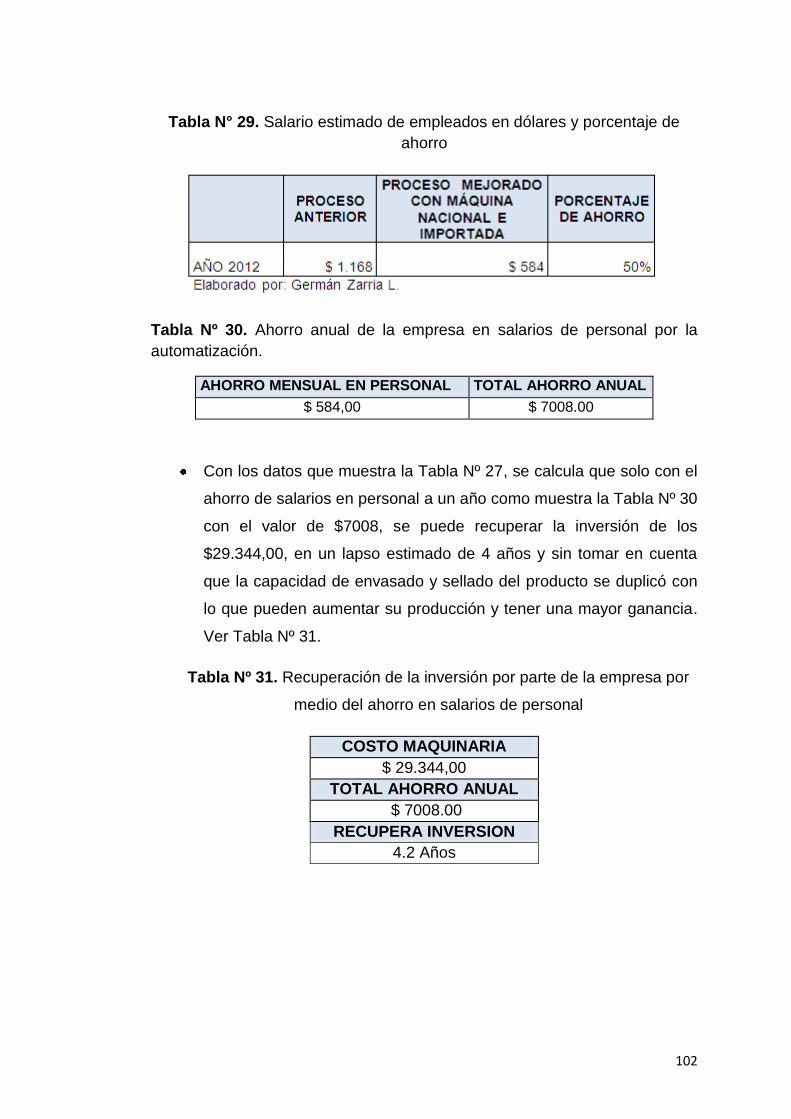
102
Tabla N° 29. Salario estimado de empleados en dólares y porcentaje de
ahorro
Tabla Nº 30. Ahorro anual de la empresa en salarios de personal por la
automatización.
AHORRO MENSUAL EN PERSONAL TOTAL AHORRO ANUAL
$ 584,00 $ 7008.00
Con los datos que muestra la Tabla Nº 27, se calcula que solo con el
ahorro de salarios en personal a un año como muestra la Tabla Nº 30
con el valor de $7008, se puede recuperar la inversión de los
$29.344,00, en un lapso estimado de 4 años y sin tomar en cuenta
que la capacidad de envasado y sellado del producto se duplicó con
lo que pueden aumentar su producción y tener una mayor ganancia.
Ver Tabla Nº 31.
Tabla Nº 31. Recuperación de la inversión por parte de la empresa por
medio del ahorro en salarios de personal
COSTO MAQUINARIA
$ 29.344,00
TOTAL AHORRO ANUAL
$ 7008.00
RECUPERA INVERSION
4.2 Años
5. CONCLUSIONES Y RECOMENDACIONES

103
5.1 CONCLUSIONES
Se mejoró el proceso de envasado en saquillos de productos polvos
en la empresa Química Industrial cumpliendo sus requerimientos y
necesidades, la mejora del proceso fue en un 81% mostrado en la
Tabla Nº24, la disminución y ahorro en personal en el proceso fue de
un 50% mostrado en las Tablas Nº24 y Nº29 y el ahorro en la
adquisición de la maquinaria por parte de la fábrica fue de un 21%
mostrado en la Tabla Nº27.
Se Recopiló información bibliográfica y de campo para el diseño,
implementación y selección de maquinaria para la mejora en el
proceso de pesado ensacado y sellado en la planta, se planteó la
metodología de selección acorde a las características requeridas y
como se muestra en la Sección 4.3, se seleccionó la maquinaria y
estructuras que cumplan con dichos requerimientos.
Se realizó el diseño mecatrónico, mostrado en la Sección 4.2, en el
sistema por medio de la implementación de un PLC, programándolo
de tal forma que controle todo el proceso facilitando el mantenimiento
y modificaciones necesarias futuras
Se implementó, mediante análisis de diagramas de flujo y de
procesos y transporte en el sistema, un sistema de manufactura
flexible en el proceso, cumpliendo con los requerimientos de la fábrica
y utilización de la maquinaria propuesta para el ensacado y sellado de
sus productos, dicho proceso se muestra en la Figura Nº30.
Se entregó y comercializó sistema de envasado y sellado planteado
por medio de la empresa Representaciones Comerciales E&G
cumpliendo con todas las expectativas del proyecto. Ver Anexo Nº8 y
Nº 9.
104
5.2 RECOMENDACIONES
Se recomienda a la fábrica, que si se presentase un aumento de
producción constante de fertilizantes polvo, se implementen
vibradores en la tolva para que se deslice el producto con mayor
facilidad y aumentar la rapidez en el ensacado y pesado. No se
recomienda utilizar tornillos sin fin por los productos granulados que
no lo requieren.
Es necesario que a la empresa que tomen en cuenta la descripción
de la maquinaria acorde a las características técnicas descritas
anteriormente, si la fabricación de productos polvos crece es
necesario utilizar un sistema independiente netamente para productos
polvo para satisfacer con los requerimientos independientemente de
los productos granulados.
Se recomienda a la empresa que se haga un plan de mantenimiento
mensual, para evitar la corrosión y desgaste de las máquinas y
estructuras utilizadas en el proceso, debido a la utilización de
sustancia sumamente corrosivas.
BIBLIOGRAFIA
105
Andrade de Mattos Días, Zigurate Editora y Comercial Ltda. (Marzo de
2006). Estructuras de Acero: Conceptos técnicas y lenguaje.
Bandas y Vulcanizacion S.A. (2002). Recuperado el 25 de 05 de 2013, de
http://www.bandasyvulcanizacion.com/html/bandas.html
BENTLEY, J Y TURNER. (1999). En Química y tecnología de pintura y
revestimientos (págs. 156-169). Madrid: A. Madrid Vicente.
BILURBINA, LIESA, IRIBARREN. (2003). Corroción y protección. En E.
UPC. Barcelona: Marcombo S.A.
BOLTON, W. (2009). Programmable Logic Controllers. Burlington: Elsevier.
Borgheresi, Horacio y Pfenniger, Francis. (2002). Arquitectura y Acero.
Santiago de Chile.
CANO, Á. C. (2005). Prototipo de dosificación, pesaje y ala de sellado de
bultos de sal. Trabajo de grado (Ingeniero De Diseño & Automatización
Electrónica). Bogota D.C., Colombia.
David Bailey BEng, Bailey and Associates, Perth, Australia . (2003).
Practical SCADA for Industry . Great Britain : Vivek Mehra.
DIRECTINDUSTRY. (2012). Recuperado el 25 de 05 de 2013, de Sitio Web
Direct Industry: http://www.directindustry.es/video/acondicionamiento-
embalaje/otras-termoselladoras-AN-2054.html
Encarta. (2002-2003). Motores.
ENVAPACK. (2004). Recuperado el 25 de Mayo de 2013, de Sitio Web
Envapack Crop.: http://www.envapack.com/envases_empaques294.html
ESPOL. (16 de 06 de 2013). Blog de la Escuela Superior Politecnica del
Litoral. Recuperado el 20 de 06 de 2013, de Sitio Web ESPOL:
http://blog.espol.edu.ec/johnvilla/2013/06/16/plc-2/
ESPOSITO, A. (2000). Basics of Hydraulic flow. New Jersey.
EUROINOXI. (10 de Enero de 2013). Recuperado el 01 de Mayo de 2013,
de Sitio Web Euro Inoxi Corp.: http://mobile.euro-
inox.org/health/food_contact/ES_food_contact.php
FISCHBEIN. (1995). Recuperado el 25 de 05 de 2013, de Sitio Web
Fischbein Company: http://fischbein.com/espanol/products.php?cat=1553
Gerard K. Boon, Alfonso Mercado. (1990). Automatización flexible en la
industria; Difusión y producción de máquinas herramientas de control
numérico en América Latina. México : LIMUSA NORIEGA.

106
GRECH, P. (2001). Introducción a la Ingeniería. Un enfoque a través del
diseño. Bogotá .
HONEYWELL. (2000). SENSING & CONTROL INTERACTIVE CATALOG.
Recuperado el 25 de 05 de 2013, de
http://www.honeywellsp.com/hw_productos_servicios/hw_sensores/Hw_Se
nsores_Control.htm
INGESIR. (20 de 12 de 2010). Recuperado el 25 de 05 de 2013, de Sitio
Web Ingesir Embasadoras:
http://www.ingesir.com.ar/maquinas/envasadoras-semiautomaticas
ITESCAM. (2012). Documento: Introducción a la ingeniería y al diseño de
ingeniería. Recuperado el 20 de 05 de 2013, de Sitio Web Instituto
Tecnológico Superior de Calkiní en el Estado de Campeche:
www.itescam.edu.mx/principal/sylabus/fpdb/recursos/r54825.DOCX
JIMMY EESTRELLA, BYRON FONSECA. (05 de 02 de 2009). Tesis Grado
Repotenciacion, construccion y montaje de una planta de balanceados.
Riobamba, Ecuador.
Martínez, M. C. (02 de 2011). Ensayo sobre Atuadores Eléctricos .
Recuperado el 25 de 05 de 2013, de
http://www.buenastareas.com/ensayos/Actuadores/1939094.html
Melgar, I. R. (11 de Febrero de 2011). Tema: Fertilizantes Comerciales.
Recuperado el 10 de Mayo de 2013, de Sitio Web Fertilizando.com:
http://www.fertilizando.com/articulos/Fertilizantes%20Comerciales%20Parte
I.asp
NTE INEN 209:94 . (1994). Norma Técnica Ecuatoriana. Fertilizantes o
abonos Fertilizantes o abonos. Definiciones. Ecuador.
Oriol Guerra, J.M. . (1993). Maquinas de transporte continuo. Tomo I. La
Habana: Combinado poligráfico Evelio Rodríguez Curbelo.
Pawlak, A. M. (2007). Sensors and Actuators in Mechatronics. CRC/Taylor
& Francis.
Rams, A. (01 de 2013). Document: Engineering/Teacher at Universidad
Central del Este. Recuperado el 25 de Mayo de 2013, de Sitio Web
SlideShare.net: http://www.slideshare.net/wiseboy12
ROCATECK. (01 de 10 de 2010). Recuperado el 01 de 06 de 2013, de
Forum Rocateck: http://www.rocatek.com/forum_plc1.php
107
Rocatek S.A.S. (2005). Recuperado el 25 de 05 de 2013, de Sitio Web
Rocatek: http://www.rocatek.com/forum_plc1.php
S. Feliu, M.C. Andrade, C.S.I.C. (1991). Corrosión y protección metálicas.
Madrid.
SANTILLAN, J. (Abril de 2008). Criterios para el Diseño de una Cinta
Transportadora. Lambayeque, Perú.
SSPC, N. (1967). Steel Structures Painting Council.
Svenk Standard. (Mayo de 1997). Pictorial Surface Preparation Standards
of Painting Steel Surfaces. Norma SIS.
TALLERES JUVISA, S.L. (2000). Recuperado el 25 de 05 de 2013, de
Pagina Web Talleres Juvisa: http://www.juvisa.net/img/transportador-
tablillas.jpg
Talleres Salo, S.L. (2002). Fotografia Banda Transportadora. Recuperado el
25 de 05 de 2013, de http://www.talleressalo.com/cat.asp?c=10&i=es
UTP. (04 de Marzo de 2012). Publicación de la Universidad Tecnologica
Pereira. Recuperado el 01 de Mayo de 2013, de Sitio Web Universidad
Tecnologica Pereira:
http://www.utp.edu.co/~publio17/ac_inox.htm#clasificacion
ANEXOS
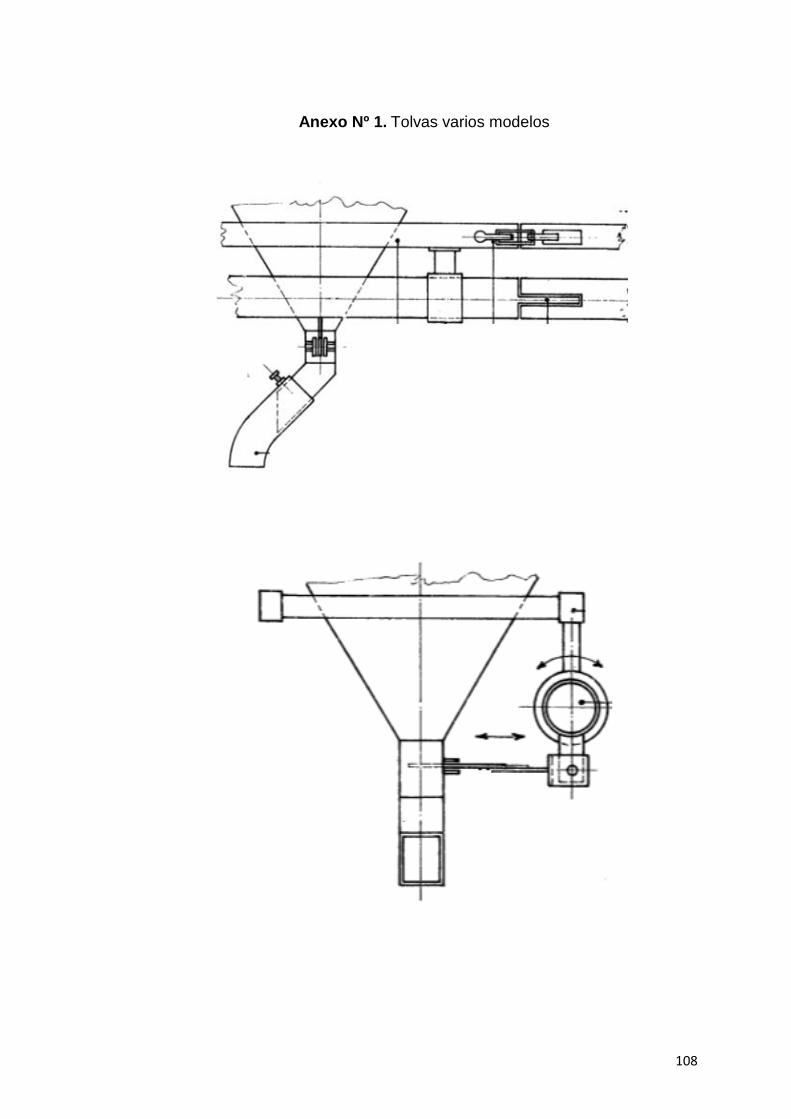
108
Anexo Nº 1. Tolvas varios modelos

109

110
Anexo Nº 2. Materiales utilizados en la construcción de las tolvas
N Material Requerido Especificaciones
1 2 3 4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19
Lámina ASTM A36 Tubo Redondo negro
Angulos L Tubo cuadrado
Eje de acero transmisión Eje de acero transmisión
Chumacera de piso Rodamiento axial
Rodamiento cónico Caucho plano redondo
Polea un canal Polea un canal Bandas en v Bandas en v
Perno Arandela Plana
Arandela de Presión Perno.
Arandela Plana Arandela de Presión
Perno. Arandela Plana
Arandela de Presión Tuerca
Sist. Cont. Eléct. Motor 2HP Pintura base Pintura final
Thinner
2x1220x2240mm 2 1/2" x 2mm
1 "x 1/8" x 3mm 1 " x 2mm 0 =5/8 "
0 = 11/2 " 0 =5/8 "CMB UCP204-12
0 = 11/2" 51106 0 = 2" 32307
0 = 2" 0= 4 1/2"
0 = 2 " A 40 A37
0=1/2" X 2 " 0=1/2" 0=1/2"
0 = 1/2" X 11/2” 0=1/2" 0=1/2"
0= 1/2" X 1 " 0=1/2" 0=1/2"
0 =1 1/2" RF MEC GMW - 9B
anticorosivo poliuretano diluvente
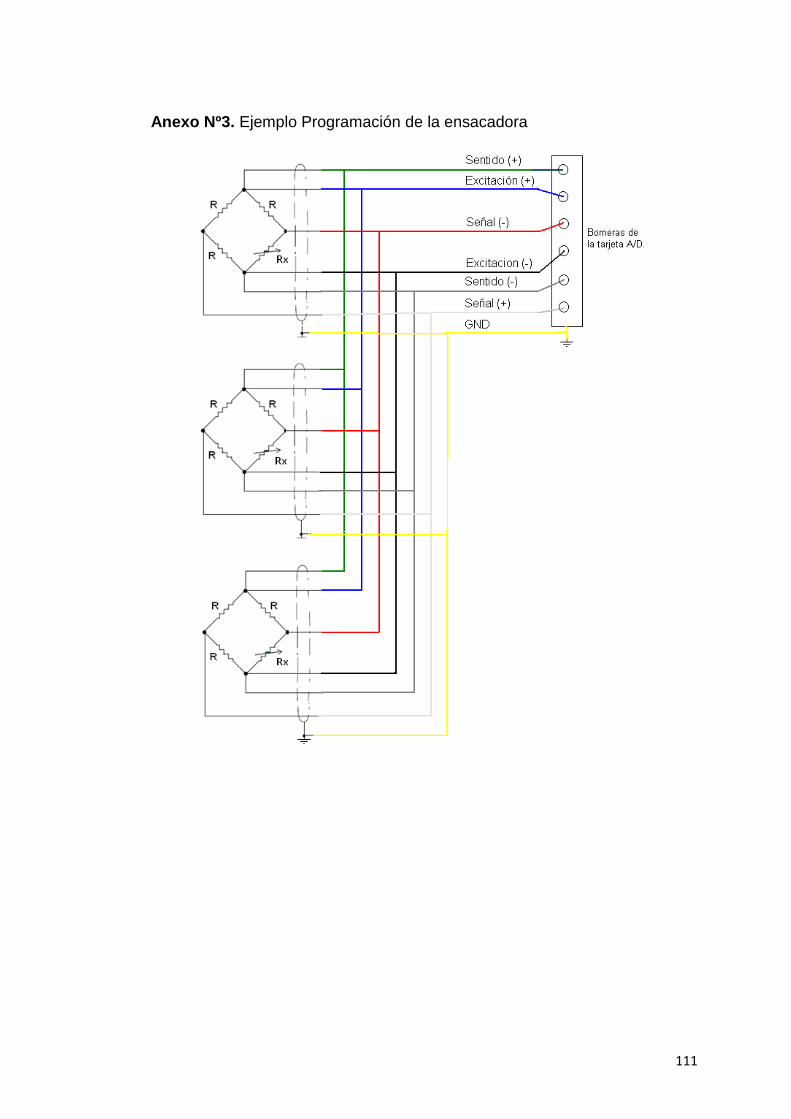
111
Anexo Nº3. Ejemplo Programación de la ensacadora

112
Anexo N°4.
Plano de la tolva y estructura de soporte a utilizar
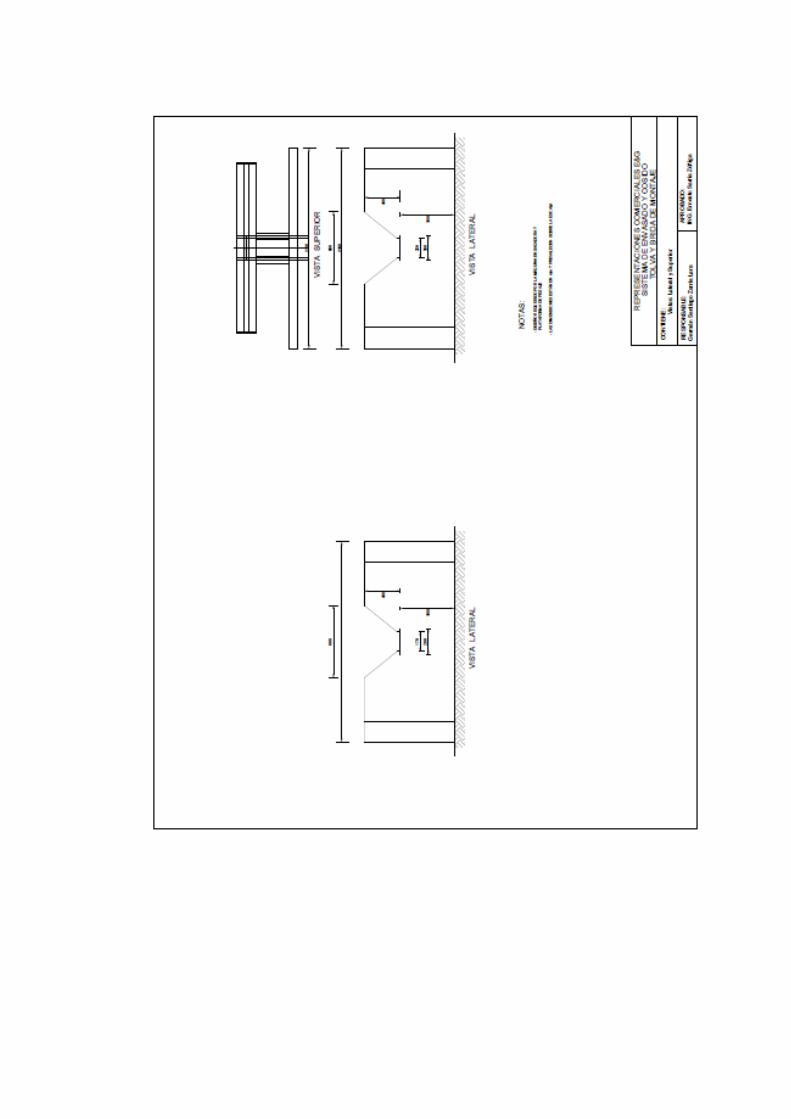
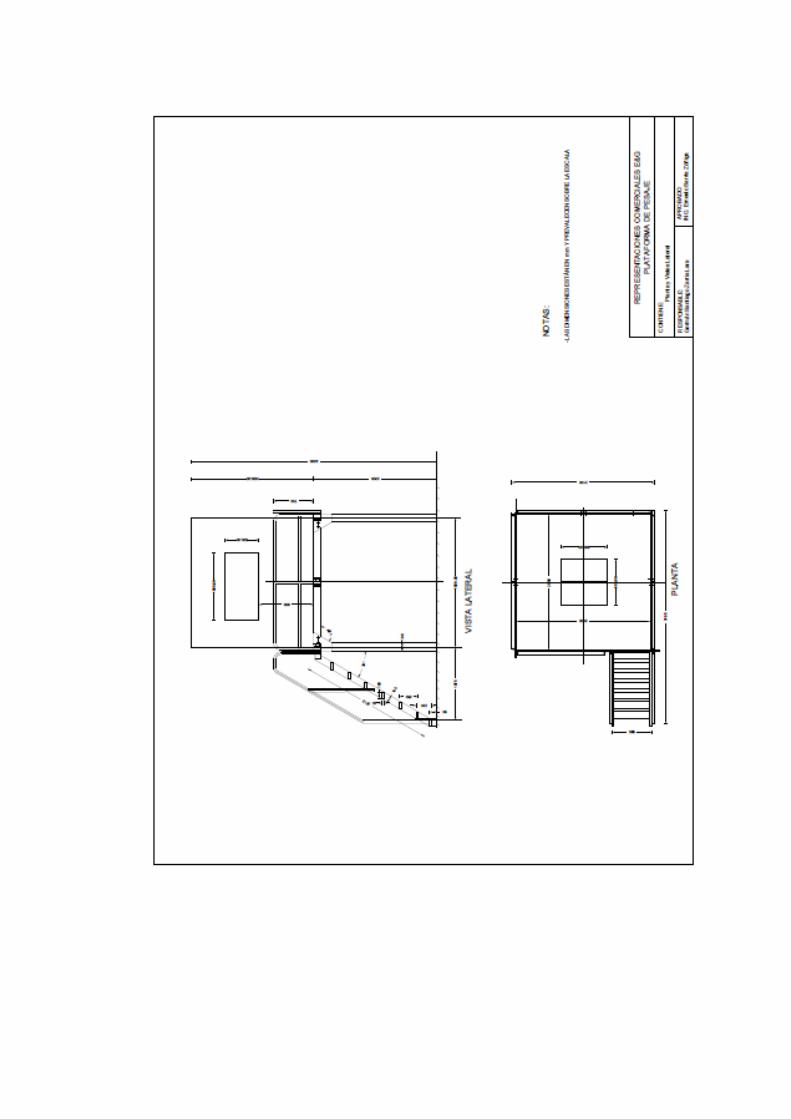

113
Anexo N° 5.
Plano de Banda Transportadora a Utilizar.
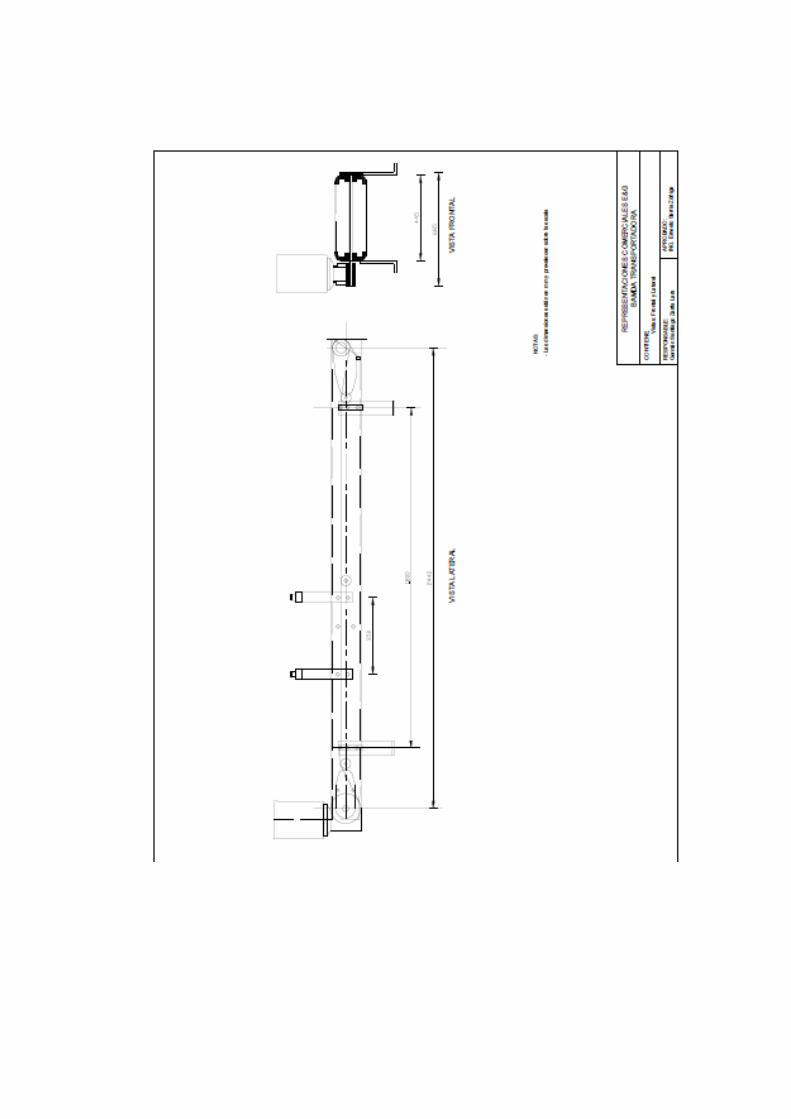

114
Anexo N° 6.
Plano de Estructura de Soporte de Cabezal a Utilizar.


115
Anexo N° 7.
Plano de Sistema de envasado y cosido. Vista Isométrica

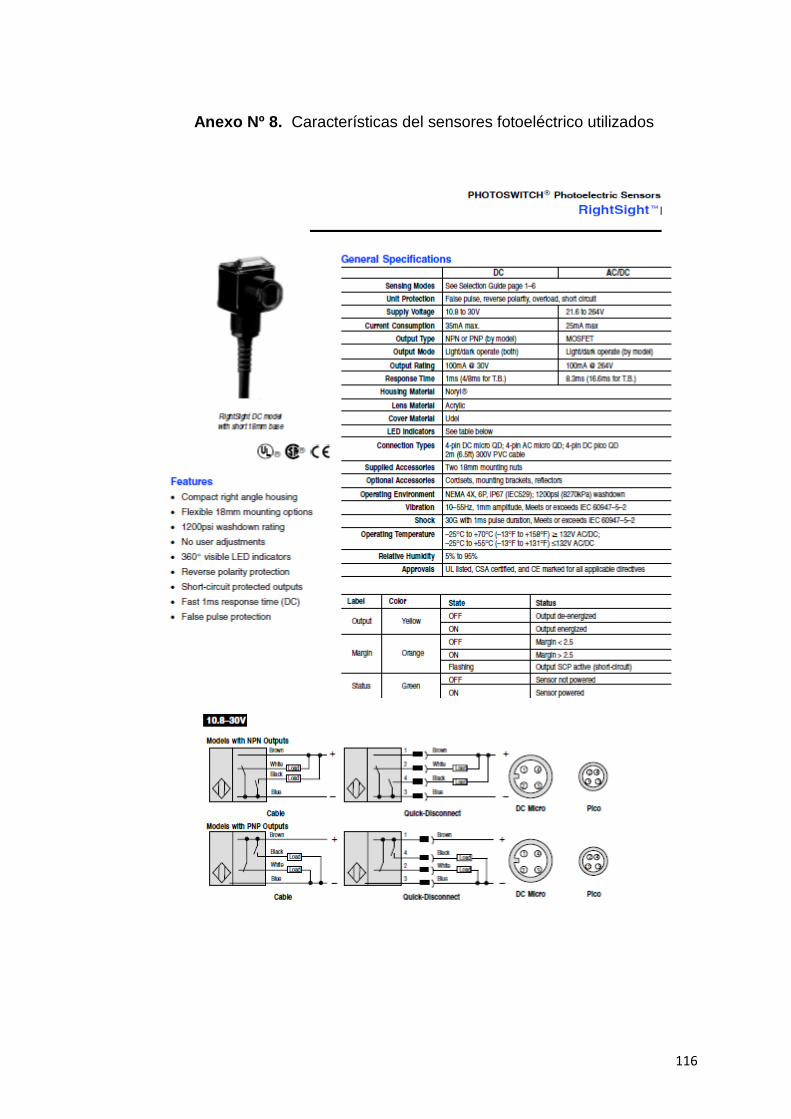
116
Anexo Nº 8. Características del sensores fotoeléctrico utilizados
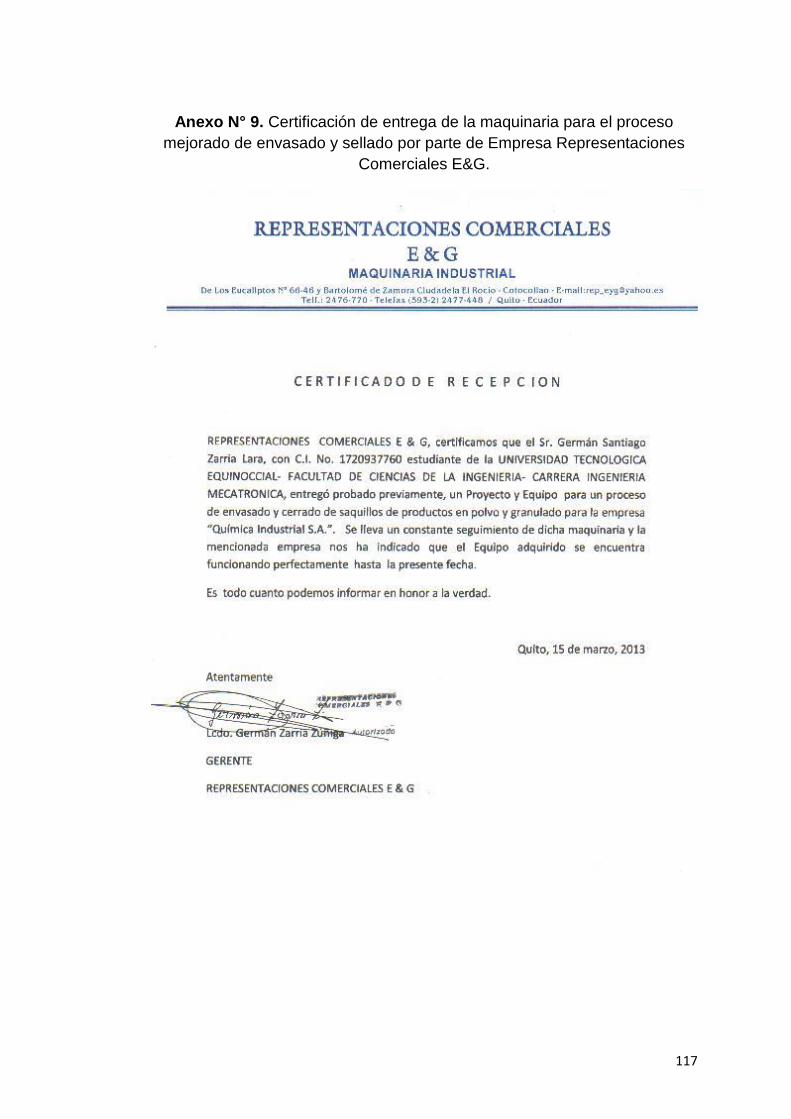
117
Anexo N° 9. Certificación de entrega de la maquinaria para el proceso
mejorado de envasado y sellado por parte de Empresa Representaciones
Comerciales E&G.

118
Anexo Nº 10.
Factura de Comercialización hacia Empresa Química Industrial, del proceso
mejorado por parte de Empresa Representaciones Comerciales E&G.