universidad libre facultad de ingenierÍa mecÁnica …
TRANSCRIPT
1
UNIVERSIDAD LIBRE
FACULTAD DE INGENIERÍA MECÁNICA
TRABAJO DE GRADO
Autor del proyecto
Nombre: Anggie Paola Garzón Niño
Código: 065112021
Cédula: 1014255449
Teléfono de Contacto: 3166289815
Correo Electrónico: [email protected]
Título del proyecto:
EFECTO DE LA VARIACIÓN DE PRESIÓN DE INYECCIÓN DE FUNDICIÓN Y
VELOCIDAD DEL PLATO GIRATORIO EN LA TÉCNICA DE SOLIDIFICACIÓN
RÁPIDA MELT-SPINNING PARA LA PRODUCCIÓN DE CINTAS DE ALUMINIO.
Director del proyecto:
Nombre: Sierra Cetina Mauricio Alejandro
Profesión: Ingeniero Mecánico
Correo Electrónico: [email protected]
Co-director del proyecto:
Nombre: Jorge Alejandro Verduzco Martínez
Profesión: Ingeniero Mecánico
Universidad: Universidad Michoacana de San Nicolás de Hidalgo
Correo Electrónico: [email protected]

2
EFECTO DE LA VARIACIÓN DE PRESIÓN DE INYECCIÓN DE FUNDICIÓN Y VELOCIDAD DEL PLATO GIRATORIO EN LA TÉCNICA DE SOLIDIFICACIÓN
RÁPIDA MELT-SPINNING PARA LA PRODUCCIÓN DE CINTAS DE ALUMINIO.
AUTOR: ANGGIE PAOLA GARZÓN NIÑO
UNIVERSIDAD LIBRE DE COLOMBIA FACULTAD DE INGENIERIA
INGENIERÍA MECÁNICA BOGOTÁ, D.C.
2019
3
EFECTO DE LA VARIACIÓN DE PRESIÓN DE INYECCIÓN DE FUNDICIÓN Y VELOCIDAD DEL PLATO GIRATORIO EN LA TÉCNICA DE SOLIDIFICACIÓN
RÁPIDA MELT-SPINNING PARA LA PRODUCCIÓN DE CINTAS DE ALUMINIO.
AUTOR: ANGGIE PAOLA GARZÓN NIÑO
DIRECTOR: MSc. MAURICIO ALEJANDRO SIERRA CETINA
CO-DIRECTOR: DR. JORGE ALEJANDRO VERDUZCO MARTINEZ
UNIVERSIDAD LIBRE DE COLOMBIA FACULTAD DE INGENIERÍA
INGENIERÍA MECÁNICA BOGOTÁ, D.C.
2019
4
AGRADECIMIENTOS Principalmente a mi familia por el apoyo y la compañía, por los consejos y la fortaleza para poder culminar esta etapa, por formarme éticamente para afrontar la vida personal y laboral, por su amor incondicional. Al Ingeniero Mauricio Sierra Cetina, por depositar su confianza en mí, por brindarme el acompañamiento durante el proceso de formación, por ser un amigo incondicional. Al Doctor Jorge Verduzco, por brindarme sus conocimientos, por su dedicación y entrega durante el desarrollo de la investigación, por su calidez y sus atenciones. A las personas que hicieron parte de mi formación académica, docentes, compañeros y amigos. GRACIAS.
5
CONTENIDO
1. INTRODUCCIÓN 8
2. DEFINICIÓN DEL PROBLEMA 9
3. JUSTIFICACIÓN 10
4. OBJETIVOS 11
4.1 GENERAL 11
4.2 ESPECÍFICOS 11
5. MARCOS 12
5.1 MARCO TEÓRICO 12
5.1.1 Vidrios metálicos 12
5.1.2 Aluminio amorfo 12
5.1.3 Solidificación rápida (SR) 13
5.1.4 Técnicas de solidificación rápida (SR) 13
5.1.5 Laminación por rotación 13
5.2 MARCO CONCEPTUAL 14
5.3 ESTADO DEL ARTE 15
5.4 MARCO LEGAL 20
6. DISEÑO METODOLÓGICO 21
6.1 DISEÑO DE EXPERIMENTOS 21
6.2 METODOLOGÍA 23
6.2.1 Obtención de cintas de aluminio 23
6.2.1.1 Caracterización microscópica de la base mediante EDS
6.2.1.2 Aplicación de la técnica melt-spinning para la obtención
de cintas de aluminio. 24
6.2.2 Caracterización microestructural 28
6.2.2.1 Microscopia electrónica de barrido 28
6.2.2.2 Difracción de rayos X 29
6.2.3 Caracterización térmica 29
6.2.3.1 Calorimetría diferencial de barrido 29
7. RESULTADOS Y DISCUSIÓN 31
7.1 ANÁLISIS ALUMINIO BASE 31
7.1.1 EDS aluminio 31
7.1.2 Difracción de rayos X 31
7.2 ENSAYO 1 33
7.3 ENSAYO 2 34
7.4 DIFRACCIÓN DE RAYOS X 35
7.5 MICROSCOPÍA ELECTRÓNICA DE BARRIDO 40
7.6 CALORIMETRÍA DIFERENCIAL DE BARRIDO 44
8. CONCLUSIONES 46
9. RECOMENDACIONES 47
BIBLIOGRAFÍA 48
ANEXOS 50

6
LISTA DE FIGURAS
1. Diagrama TTT de la formación de vidrios metálicos. 12
2. Diagrama metodológico. 21
3. Equipo JEOL modelo JSM-7600F. 23
4. Prototipo de equipo melt-spinning fabricado. 24
5. Variador de frecuencia micromaster 420 SIEMENS 25
6. Crisol de vidrio instalado previamente para la inyección. 25
7. Probeta de aluminio calentado al rojo vivo con bobina de inducción. 26
8. Bobina de inducción 8 espiras. 26
9. Crisol ubicado en condiciones para la prueba. 27
10. Equipo de medición y probetas rotuladas. 28
11. Curvas típicas DSC. 30
12. Analizador DSC. 30
13. EDS aluminio base. 31
14. DRX aluminio base. 32
15. Cintas inyectadas a 40 PSI. 33
16. Comparación de cintas a 40 y 25 PSI a 288 RPM. 35
17. Difracción de rayos X cinta 40 PSI y 288 RPM. 36
18. Comparación difractogramas aluminio base contra muestra a 40 PSI y 288
RPM. 36
19. Difracción de rayos X cinta a 40 PSI y 1153 RPM. 37
20. Difracción de rayos X cinta a 40 PSI y 1441 RPM. 38
21. Difracción de rayos x cinta a 25 PSI y40 PSI a 288 RPM. 38
22. Difracción de rayos X cinta a 25 PSI y 1153 RPM. 39
23. Difracción de rayos X cinta a 25 PSI y 1414 RPM. 39
24. MEB cinta a 40 PSI y 288 RPM. 40
25. MEB cinta a 40 PSI y 576 RPM. 40
26. MEB cinta a 40 PSI y 865 RPM. 41
27. a. MEB cinta a 40 PSI y 1153 RPM, b. MEB cinta a 40 PSI y 1441 RPM 41
28. MEB cinta a 40 PSI y 1441 RPM. 41
29. MEB cinta a 25 PSI y 288 RPM. 42
30. MEB cinta a 25 PSI y 576 RPM. 42
31. MEB cinta a 25 PSI y 865 RPM. 43
32. MEB cinta a 25 PSI y 1153 RPM. 43
33. MEB cinta a 25 PSI y 1441 RPM. 43
34. DSC cinta a 40 PSI y 1441 RPM. 44
35. DSC cinta a 20 PSI y 288 RPM. 45
36. Picos representativos del aluminio base de datos COD 50

7
LISTA DE TABLAS
1. Tratamiento para el diseño de experimentos. 22
2. Masa en g de cada muestra utilizada para el estudio. 27
3. Parámetros del difractograma correspondiente al aluminio. 32
4. Espesor en mm de las cintas obtenidas en el ensayo 1. 33
5. Espesor en mm de las cintas obtenidas en el ensayo 2. 34
6. Parámetros correspondientes a los picos del aluminio. 50

8
1. INTRODUCCION.
La solidificación rápida (SR) es un procedimiento que afecta la estructura y las
propiedades del material solidificado, esto gracias a la alta velocidad de
enfriamiento, que consigue alcanzar en el líquido una temperatura inferior a la de
solidificación de equilibrio interrumpiendo con esto el avance del ordenamiento
atómico de largo alcance en la red cristalina. [2]
Una de las técnicas utilizadas para realizar solidificación rápida es el melt spinning,
que tiene como principio general extraer calor del metal fundido mediante un
material capaz de efectuar esta actividad de manera rápida y manteniendo una
diferencia de temperatura con respecto a la fundición, el tiempo de exposición del
material fundido con la superficie del metal que realiza la extracción debe ser corta
para así garantizar una alta transferencia de calor; para conseguir esta transferencia
de calor se utiliza un tambor giratorio fabricado con un material de alta conductividad
térmica que gira a altas velocidades lo cual asegura que el tiempo de contacto entre
las dos superficies es demasiado corto. [22]
Como resultado de esta técnica se obtienen cintas de diferente espesor, grosor y
longitud, con propiedades diferentes a las del material base, aunque alguna de ellas
con dificultad pueden ser medidas.
La presente investigación estudia la obtención de cintas obtenidas mediante la
técnica de solidificación rápida melt-spinning, partiendo de un material de fácil
adquisición.
9
2. DEFINICIÓN DEL PROBLEMA
El aluminio pertenece al grupo de elementos metálicos conocido como metales del
bloque p que están situados junto a los metaloides o semimetales en la tabla
periódica. Este tipo de elementos tienden a ser blandos y presentan puntos de
fusión bajos, lo que restringe la aplicación de este metal en diversos campos de la
industria.
Actualmente se vienen desarrollando proyectos de investigación de aleaciones con base aluminio que permitan ampliar el campo de aplicación de este material en la industria, pero se carece de información sobre el comportamiento del aluminio en estado de pureza. Lo que nos permite identificar esta como la oportunidad de recopilar información que permita determinar los efectos que tiene la variación en la presión con la que es inyectado el material fundido sobre el plato y la velocidad a la que este gira en la técnica de solidificación rápida melt-spinning. El Instituto de Investigación en Metalurgia y Materiales de la Universidad Michoacana de San Nicolás de Hidalgo ha venido desarrollando proyectos de investigación sobre este tema lo cual establece las bases de esta investigación y con acompañamiento del Dr. Jorge Alejandro Verduzco Martínez docente investigador de dicha universidad.
10
3. JUSTIFICACIÓN
Con la solidificación de aluminio por medio de esta técnica se facilitará la transformación de la estructura cristalina debido a la velocidad de enfriamiento, ya que gracias a este parámetro poseerá propiedades mecánicas y físicas diferentes, adicionalmente la presión con que es inyectado el metal será fundamental para determinar el comportamiento del material, el cual será medido mediante microscopía electrónica de barrido, difracción de rayos X y calorimetría diferencial de barrido, con el fin de comparar el material base con el obtenido por medio de la solidificación rápida mediante la técnica melt-spinning. Estudios realizados confirman que la solidificación rápida consigue mejorar
drásticamente propiedades físicas y químicas de los materiales tales como dureza,
temperatura de fusión entre otras, lo cual es la base fundamental de la investigación
de cintas obtenidas por esta técnica, siendo este trabajo el primero en realizarse por
parte de la Universidad Libre.
11
4. OBJETIVOS 4.1 GENERAL Determinar del efecto producido por la variación de la presión de inyección de la
fundición y la velocidad del plato giratorio en las cintas obtenidas mediante
solidificación rápida Melt-spinning.
4.2 ESPECÍFICOS
.
Obtener cintas de aluminio mediante solidificación rápida con la técnica de
melt-spinning
Caracterizar micro estructuralmente mediante microscopía electrónica de
barrido y difracción de rayos X.
Caracterizar térmicamente el aluminio mediante calorimetría diferencial de
barrido.

12
5. MARCOS
5.1 MARCO TEÓRICO
5.1.1 Vidrios metálicos El concepto de vidrio metálico hace referencia a metales con su estructura interna desordenada como la de un vidrio, es decir, los metales convencionales poseen una estructura interna ordenada llamada estructura cristalina, mientras que los vidrios metálicos carecen de un arreglo atómico ordenado de largo alcance. Los primeros vidrios metálicos fueron desarrollados en el año 1960 en el Instituto de Tecnología de California, donde descubrieron que si un metal fundido es sobreenfriado uniforme y lo suficientemente rápido los átomos no tienen el tiempo ni la energía para reagruparse y formar de nuevo su estructura cristalina [5].
Figura 1. Diagrama TTT de la formación de vidrios metálicos
Fuente. [6].
Las velocidades de enfriamiento que deben alcanzarse hipotéticamente para fabricar vidrios metálicos se muestra en la figura 1, que representa el diagrama TTT y la manera en que debe evitarse la curva TTT para excluir el proceso de cristalización, donde Tm es la temperatura del líquido y Tg la temperatura de transformación vítrea [5-6].
5.1.2 Aluminio amorfo Las aleaciones de aluminio son aleaciones ligeras de alta resistencia específica y de gran interés tecnológico, por lo que su desarrollo se enfoca en aumentar su rango de temperaturas de trabajo y su resistencia a la tracción. La solidificación rápida refina el tamaño de grano, con lo que se puede mejorar considerablemente su estabilidad térmica y su resistencia a la tracción [9]. Shechtman, en 1984, estudiaba aleaciones de aluminio rápidamente solidificadas con una caja de herramientas que incluía microscopía electrónica de transmisión,
13
difracción de rayos X y difracción de neutrones. La microscopía electrónica de transmisión reveló una estructura que la ciencia dijo que era imposible. El descubrimiento en 1982 de materiales cristalinos cuyos átomos no se alinearon periódicamente como todos los cristales es considerado como un hallazgo revolucionario que cambió ideas sobre la materia y su disposición atómica [8].
5.1.3 Solidificación rápida (SR) La solidificación rápida (SR) es un proceso que se utiliza para fabricar materiales con propiedades mejoradas [3]. El proceso consiste en el enfriamiento sumamente rápido desde la fusión, dando lugar a una estructura con tamaño de grano muy pequeño, con ausencia de segregaciones y en la que no existe precipitación de segundas fases, obteniendo materiales con superiores características mecánicas [4], gracias a su alta velocidad de enfriamiento se consigue alcanzar en el líquido una temperatura supremamente inferior a la temperatura de solidificación de equilibrio antes de que se inicie la nucleación en fase solida [7], esto quiere decir que la transformación de líquido a sólido se da en dos fases, la primera se genera solidos dentro del líquido (núcleos) y la segunda crecimiento de los núcleos, de esta manera la solidificación rápida se aleja de la solidificación en las condiciones de equilibrio. Las variaciones que presenta la solidificación rápida comparado con la colada convencional son, disminución en el tamaño de grano, modificación del esquema de segregación, extensión de la solubilidad en estado sólido, formación de fases meta-estables, obtención de vidrios metálicos [7].
5.1.4 Técnicas de solidificación rápida (SR) Para conseguir estos materiales se han desarrollado una amplia variedad de técnicas que han permitido desarrollar nuevas aleaciones
Laminación por rotación
Extracción en estado fundido
Atomización de gas inerte y agua
Plasma y Deposición pulverizada atomizada
Fusión de láser y haz de electrones
5.1.5 Laminación por rotación.
Una técnica ampliamente utilizada para la obtención de vidrios metálicos es la de laminación por rotación, Esta consiste de un chorro de metal fundido que se proyecta sobre la superficie de un disco o cilindro que gira a más de 3000 r.p.m. y que se mantiene a una temperatura igualo inferior al ambiente. El metal líquido se esparce en una película fina que está en contacto con un sumidero de calor de volumen comparativamente mucho mayor y, a causa de la alta conductividad térmica de los metales, el líquido se sobre enfría y solidifica extremadamente rápido. Un equipo para la producción de vidrio metálico por el método de laminación por rotación consta básicamente de tres sistemas: Un sistema de fusión constituido

14
principalmente por un horno, un sistema de distribución del metal fundido, y un sistema de enfriamiento, siendo este último de vital importancia para lograr velocidades de enfriamientos suficientes que permitan la obtención del vidrio. Una desventaja del proceso es la necesidad de una rapidísima extracción de calor, esto hace que al menos una de las dimensiones del metal solidificado sea pequeña, normalmente 0.25 mm o menos. Por esta razón se pueden vaciar polvos, alambres, cintas, láminas y conchas delgadas pero no formas de cierto espesor. Otra desventaja de los vidrios metálicos, es poseer limitada estabilidad térmica, cuando éstos son calentados ocurren movimientos atómicos y pueden derivar a una o más fases cristalinas. Por esta razón es de importancia establecer la temperatura de transición vítrea de estos materiales, para determinar el intervalo de temperaturas de trabajo en el cual son estables. Las investigaciones en aleaciones multicomponentes ha permitido variar el sistema de enfriamiento, pudiéndose utilizar moldes de cobre refrigerados y obtener vidrios en dimensiones del orden de centímetros y se ha llegado a proponer algunos modelos matemáticos que permiten encontrar la composición de la aleación con mayor habilidad para la formación de un vidrio, basado en la composición y el tamaño y volumen de las especies participantes. [22]
5.2 MARCO CONCEPTUAL Esta investigación se ubica dentro del campo de estudio y exploración de los vidrios metálicos, para este campo es importante conocer algunos términos como velocidad de enfriamiento que es uno de los factores más importantes para el desarrollo del proceso y la temperatura de transformación vítrea, que permiten entender y así mismo realizar un buen desarrollo del mismo, estos términos serán explicados a continuación. Temperatura de nucleación: Se considera como la temperatura a la que se da la transformación de líquido a sólido en dos fases, la primera se genera sólidos dentro del líquido (núcleos) y la segunda crecimiento de los núcleos [7]. Diagrama TTT: Se denomina curva TTT al diagrama que relaciona el tiempo y la temperatura requeridos para una transformación isotérmica, Los diagramas TTT son gráficas que representan la temperatura frente al tiempo (normalmente en escala logarítmica) [6, 13] Temperatura de transformación vítrea: También llamada Tg Se entiende como un punto intermedio de temperatura entre el estado fundido y el estado rígido del material, en esta temperatura los metales adquieren una estructura desordenada como la de los vidrios [5,6] Fusión: Se conoce como fusión al cambio de estado de la materia producido por el calor que permite que un sólido pase a estado líquido. Velocidad de enfriamiento: La velocidad de enfriamiento es aquella que permite que las propiedades físicas y mecánicas de un material cambie, esto que quiere
15
decir, si la velocidad de enfriamiento del material es elevada el material tiende a aumentar su dureza y disminuir su tenacidad, el tamaño de grano de la misma manera se ve modificado, disminuyendo conforme la velocidad de enfriamiento aumenta [10,11,13] Metales amorfos: Un metal amorfo es un material metálico con una estructura desordenada a escala atómica, esto quiere decir que los metales amorfos no poseen una estructura cristalina, por el contrario, tienen una estructura desordenada que se asemeja a la de los vidrios, esto puede conseguirse aumentando la velocidad de enfriamiento en un corto tiempo, gráficamente puede verse evitando pasar por la zona de cristalización en el diagrama TTT la curva TTT [5,8,9] Cristalización: En términos generales la cristalización responde a un proceso utilizado en química, de solidificación partiendo de un gas, líquido o incluso de una disolución que se enlazan hasta lograr formar una red cristalina. En otras palabras, es el proceso inverso al de la disolución. Cabe destacar, que si la formación del sólido se lleva a cabo de una forma ordenada, se originan los cristales y por ende ocurre una cristalización, pero si ésta tiene lugar de una forma desordenada se origina un sólido amorfo y se dice que el sólido ha precipitado, es por ello que se recomienda que la cristalización se lleve a cabo lentamente, ya que cuando se enfría muy rápido, la disolución puede provocar los sólidos amorfos [6] Caracterización: pruebas que se realizan a un material para conocer cómo se comporta [12,15,16]
5.3 ESTADO DEL ARTE
Un artículo presentado por la revista Metal Madrid 34 en 1998 escrito por (A. GARCÍA-ESCORIAR, K.R. CARDOSORA Y RE. AUDEBERTRA.) titulado “Aleaciones de aluminio amorfas y nanoestructuradas” recoge la labor desarrollada en el CENIM (Centro Nacional de Investigaciones Metalúrgicas) en aleaciones de base aluminio amorfo y nanoestructuradas., dos grupos de investigación obtuvieron simultáneamente aleaciones amorfas de base aluminio en sistemas Al-LTM-RE (LTM = metal de transición tardía, ETM = metal de transición temprana y RE = tierra rara), consiguiendo mayores resistencias a la tracción. Más recientemente, Inoue obtuvo mayores resistencias mecánicas al cristalizar parcialmente estas aleaciones, lo que da lugar a cristales manométricos de aluminio, se tratan tres aleaciones, Al-5Cu-5Zr, Al-Fe-Nb, Al-Fe-Nd, obteniendo aleaciones amorfas y nanoestructuradas de base aluminio a partir de procesos de temple ultrarrápido (sistema Al-Fe-Nb) y molienda mecánica (aleaciones Al-Fe-Nd y Al-Fe-Nd-Nb). Las aleaciones Al-Fe-Nb presentan buenas características como material nanoestructurado. La aleación Al-5Cu-5Zr no presenta buenas características para material nanoestructurado, el material molido mecánicamente tiene una buena estabilidad térmica, por lo que podría
16
utilizarse como material para alta temperatura [9]. Las aleaciones de aluminio es uno de los materiales metálicos más utilizados, estas aleaciones irrumpieron en el campo de las aplicaciones a partir de la observación del proceso de endurecimiento por precipitación de soluciones sólidas sobresaturadas que dio lugar a los duraluminios.
En 1998 la revista Metal Madrid 34 publica un artículo titulado “Aleaciones de Al-Cr-Zr para aplicaciones a altas temperaturas” escrito por (T. GERIQUE, A. BRAHMI, M. LIEBLICT Y M. TORRALBA), en el que se habla un poco de la historia de las aleaciones de aluminio y su desarrollo a través del tiempo por su necesidad para ser usados en diversas aplicaciones. Este trabajo toca temas como mecanismos de reforzamiento, solidificación
rápida, consolidación, aleaciones de aluminio para altas temperaturas,
aleaciones de Al-Cr-Zr rápidamente solidificadas, donde se precisa que la
solidificación rápida solo puede darse en pequeñas masas de material para
que la extracción de calor pueda darse con rapidez, Los factores que se
encuentran en el proceso como la velocidad de enfriamiento, el
subenfriamiento y la frecuencia de nucleación a cada temperatura están
relacionados, las aleaciones rápidamente solidificadas Al-Cr-Zr, las fases
estables o metaestables que aparecen y las cantidades de cromo o circonio
retenidas en solución sólida dependen de la velocidad de enfriamiento y del
contenido de aleantes. La importancia de estas aleaciones está en sus
posibles aplicaciones a temperaturas elevadas, por lo que no sólo deben
estudiarse sus propiedades, en función de los métodos de solidificación [10].
El desarrollo de nuevos materiales en especial a lo referente a las aleaciones
de aluminio para aplicaciones a altas temperaturas y que sean ligeros, hacen
parte de la dinámica de la investigación para la industria aeronáutica
Una investigación publicada en julio del 2004 en la revista de la facultad de
ingenierías fisicomecánicas de la Universidad Industrial de Santander, escrito
por (LUZ AMPARO QUINTERO ORTIZ, JUAN CARLOS CORONEL, JAVIER
MAURICIO), titulado “Elaboración de cintas amorfas por solidificación rápida
de una aleación” que tiene como objetivo seleccionar una aleación y las
variables que se deben tener en cuenta para que dicho material al ser tratado
tenga una transformación a metal amorfo o también llamado vidrio metálico.
La materia prima seleccionada fue aluminio, hierro, níquel y silicio en forma
pulverizada, manganeso, ferro-boro y cupro-fósforo en forma de granallas,
estos materiales se escogieron por la facilidad y el costo de adquisición dado
a que son muy económicos, los mejores resultados fueron obtenidos con una
presión de chorro de 137,8 kPa y una velocidad de giro de la rueda de 2300
r.p.m., generando un mejor acabado superficial en la cinta amorfa, Mediante
pruebas de difracción de rayos x, se pudo confirmar la existencia de 46%
atómico de amorfo y la presencia de una fase cristalina de hierro y níquel. Se
comprueba que se obtiene cintas amorfa mediante pruebas de difracción de
17
rayos x, que arrojan 46% atómico de amorfo y la presencia de una fase
cristalina de hierro y níquel, llegando a la conclusión que la variación del
tamaño de grano está directamente relacionado con la velocidad de giro de
la rueda y la presión con la que se inyecta el líquido que extrae el calor [11].
Los vidrios metálicos constituyen una alternativa muy importante en el
mejoramiento de las propiedades físicas y mecánicas de los materiales, su
carácter amorfo le proporciona al material un comportamiento diferente al de
los materiales cristalinos; estos materiales se obtienen mediante técnicas
que permiten la extracción de calor rápidamente, ocasionando que los
átomos se posicionen de manera más lenta por su disminución de energía
que se presenta con la baja de temperatura extremadamente rápido.
El Instituto Nacional de Investigaciones Nucleares. Depto. Síntesis y
Caracterización de materiales, con apoyo del Instituto de Investigaciones
Metalúrgicas U.M.S.N.H. y IFUNAM-Cuernavaca. Cuernavaca. Mor. Titulado
“Caracterización microestructural del intermetálico TiAI3 obtenida por la
técnica de solidificación rápida.” Escrita por (C. ANGELES CH. G. ROSAS.
R. PÉREZ C.), toman una carga de titanio-aluminio con relación 1:3 atómico
enfriada rápidamente por medio de una centrífuga alcanzando de esta
manera velocidades rápidas de enfriamiento a una razón aproximada de 10ˆ3
°C/seg para ser analizada con microscopía electrónica de barrido, difracción
de rayos X y microscopía electrónica de transmisión, obteniendo como
resultado la presencia de al menos dos fases donde la solidificación rápida
produce hojuelas en forma de listones característico en la formación del
compuesto intermetálico TiAl36, como fase mayoritaria correspondiendo a
los listones rodeado de aluminio amorfo y posiblemente por pequeños
cristales del intermetálico, las fases e imágenes obtenidas indican que se
obtuvo el compuesto deseado a pesar que la pureza del compuesto no fue la
óptima gracias al carbono, oxígeno y nitrógeno, la velocidad de enfriamiento
fue directamente proporcional con el tamaño de grano que dificulto la
visualización de las fases.[12].
En los últimos años la industrial de alta tecnología ha requerido materiales
que puedan ser sometidos a trabajos a altas temperaturas, con propiedades
físicas y mecánicas que superen a las de las aleaciones convencionales, los
materiales solidificados rápidamente actualmente están siendo investigado
para comprender su comportamiento a la deformación y explotar sus
propiedades.
En el año 2006 la revista de metalurgia 42 publica un artículo titulado
“Evolución de las propiedades mecánicas con la temperatura de cintas
amorfas Mg10Ni10Y” escrito por (M.A. TORRIJOS, G. GARCÉS, J. GARCÍA-
BARRIOCANAL, P. PÉREZ Y P. ADEVA), estudian una cinta amorfa de
composición nominal Mg-10Ni10Y (% at) obtenida mediante la técnica de la
rueda, con la que se pretende ver los cambios que presenta el material

18
durante el calentamiento continuo, desde temperatura ambiente hasta 500
ºC, en el que se logra evidenciar tres transformaciones exotérmicas. Estas
transformaciones aparecen a 200, 273 y 373 ºC, aunque esta última
transformación muestra un cambio de entalpía muy pequeño, aunque a 285
ºC, indica que la cinta ha comenzado a cristalizar, Su microestructura está
compuesta por nanocristales extremadamente pequeños, distribuidos
homogéneamente, la distribución homogénea de nanocristales se produce
por la existencia de una alta densidad de sitios activos, generados durante la
solidificación rápida de la cinta, que actúan como lugares preferentes tanto
para la formación de agrupamientos de átomos de magnesio, como para la
nucleación de estos nanocristales, el comportamiento mecánico que
presenta la cinta es sumamente frágil, esto se define mediante una prueba
de tensión con la que se genera una curva te tensión real-deformación y
presenta una baja resistencia al doblado que se adquiere con la cristalización
[15].
Los equipos de investigación interesados en el desarrollo y exploración de
nuevos vidrios metálicos y nanocristalinos, las aleaciones de base magnesio
son los materiales metálicos estructurales más ligeros y presentan
propiedades que se comparan a las aleaciones de aluminio, el interés por el
estudio de las aleaciones de base magnesio se debe a que son fácilmente
amorfizables ya que la zona de subenfriamiento es relativamente amplia.
Una publicación realizada por Acta Microscopia volumen 22 N°1, titulada
“microestructura en cintas de aleación Fe-14Mn-6Si-8Cr-5.5Ni obtenidas por
solidificación rápida” escrita por (DRUKER A.A,B*, VERMAUT P.C, OCHIN
P.D, MALARRÍA J.A,B) hablan sobre la fabricación de cintas de aleación Fe-
14Mn-6Si-8Cr-5.5Ni por medio de solidificación rápida, los resultados
arrojados muestran que la fase ferrítica de alta temperatura puede retenerse,
lo que no sólo inhibe la posibilidad del EMF (efecto memoria de forma) y
además fragiliza el material, la solidificación rápida obtenida por las técnicas
de melt spinning puede estabilizar la fase ferrítica de alta temperatura, así
como la austenita necesaria para lograr el efecto memoria de forma [16].
En las técnicas de melt-spinning, tanto el espesor de la cinta obtenida como
las fases estables o metaestables resultantes, dependen principalmente de
la presión de eyección del gas, la temperatura del líquido, de la composición
química de la rueda, y de la velocidad con que ésta rota.
JOSÉ MARÍA FERNÁNDEZ NAVARRO publica en agosto de 1968 un trabajo
que se titula “Nucleación y cristalización en vidrios” dónde expone el
fundamento teórico de la nucleación homogénea y heterogénea y las
condiciones que debe reunir un agente nucleador para que se comporte
eficazmente, La cristalización es el proceso en virtud del cual se forma una
red con una ordenación geométrica definida a partir de una estructura parcial
19
o totalmente desordenada. En su forma general, la cristalización tiene lugar
cuando un compuesto puro fundido se enfría hasta una temperatura
determinada, temperatura de líquidos, a la que coexisten en equilibrio la fase
cristalina y la fase líquida fundida, es homogénea cuando la fase cristalina se
forma sobre núcleos de su misma composición, por el contrario, los cristales
se desarrollan sobre gérmenes ya existentes de composición diferente a la
de aquéllos, se trata de un proceso heterogéneo [17]. Los productos
vitrocristalinos han ido adquiriendo en los últimos años una gran importancia
produciendo una revolución en la industria de los materiales cerámicos
clásicos,
La revista Journal of alloys and compounds titulado “The influence of rapid solidification on the microestructure of the 17Cr-9Ni-3Mo presipitation hardened steel” escrito por (ANETA ZIEWIEC, EDMUND TASAK, ANNA ZIELIN' SKA-LIPIEC, KRZYSZTOF ZIEWIEC, JOANNA KOWALSKA), habla sobre la solidificación rápida y el efecto que tiene la velocidad de enfriamiento en las transformaciones del material, concluyendo que la velocidad de enfriamiento causa la disminución de austenita transformada en martensita durante el tratamiento, con velocidad de enfriamiento de 2x10ˆ5 K/s se muestra la austenita formada como resultado de la transformación y no se observó ninguna austenita en forma de placa, en el caso de la aleación investigada en este trabajo el tratamiento no es eficaz para tal alta velocidad de enfriamiento[18].
Un estudio realizado por el instituto politécnico nacional escuela superior de ingeniería química e industrias extractivas departamento de ingeniería en metalurgia y materiales que se titula “Fabricación de Aleaciones de Aluminio de los sistemas Al-Si-(Fe)-X y Al-Mg-X por técnicas convencionales de fusión y colado, por solidificación rápida y por recolado” en el cual participan (JOSÉ FEDERICO CHÁVEZ ALCALÁ,MIGUEL ÁNGEL SUÁREZ ROSALES, CLAUDIO SHYINTI, ALEJANDRO CRUZ RAMÍREZ, ALFREDO HERNÁNDEZ,JUAN ALBERTO ALCÁNTARA CÁRDENAS, GABRIELA RAYAS MARTÍNEZ ) en el cual nos enfocaremos en el enfriamiento rápido en la que se trató una aleación de aluminio con diferentes contenidos de Si y otros aleantes, en las que se obtuvo Al-5%Si a diferentes velocidades de solidificación y con fotos tomados con MO (microscopia óptica) al 500x se muestra el cambio de tamaño de grano de 4 probetas cada una con velocidad de enfriamiento diferente [19]. La tecnológica mundial en la búsqueda de reducir el peso de sistemas
móviles, tales como: autos, camiones, aviones, trenes, barcos, etc., haciendo
uso de materiales ligeros y resistentes, se plantea el proyecto de desarrollar
aleaciones reforzadas con precipitados del sistema Al-Si-(Fe)-X mediante
dos técnicas diferentes: a) enfriamiento rápido y b) un dispositivo de recolado
simplificado,
20
En Asia se realiza un estudio realizado por (GUO-JI ZHAO, GUANG-HUA WEN, GUANG-MIN SHENG) que se titula “Influence of rapid solidification on Sn−8Zn−3Bi alloy characteristics andmicrostructural evolution of solder/Cu joints during elevated temperature aging” publicado en el año 2017 en la revista Trans. Nonferrous Met. Soc. China 27, habla sobre la aleación solidificada rápidamente y su acercamiento a una aleación eutéctica debido a la extrema disolución de Bi en la matriz Sn, Esto significa que el conglomerado de las pequeñas fases de Zn es difícil durante el proceso de solidificación rápida y no pueden formarse grandes fases de Zn en forma de barra en la aleación [20]. Se sabe que la solidificación rápida genera cambios en la microestructura de
los materiales y por ende sus características fundamentales, la investigación
sobre estos materiales ha ampliado su campo de acción y se pretende
encontrar nuevas alternativas de uso.
La publicación “Investigation of amorphous phase formation in Fe-Co-Si-B-P -Thermodynamic analysis and comparison between mechanical alloying and rapid solidification experiments” escrito por (M. IMANI, M.H. ENAYATI) fue publicado en febrero del 2017, en la que se concluye que la aleación Fe70Co7Si8B8P7 se presenta en diagrama de fases de Fe-Co por eso se conduce a la fase amorfa[21]. Las aleaciones metálicas amorfas son materiales avanzados que interesante combinación de factores físicos, químicos, propiedades magnéticas que no pueden obtenerse en aleaciones cristalinas. Estas características únicas las hacen atractivo para una variedad de aplicaciones.
5.4 MARCO LEGAL
Norma Técnica Colombiana – NTC 1486 → “Documentación, Presentación de tesis, trabajos de grado y otros trabajos de investigación”
21
6. DISEÑO METODOLÓGICO
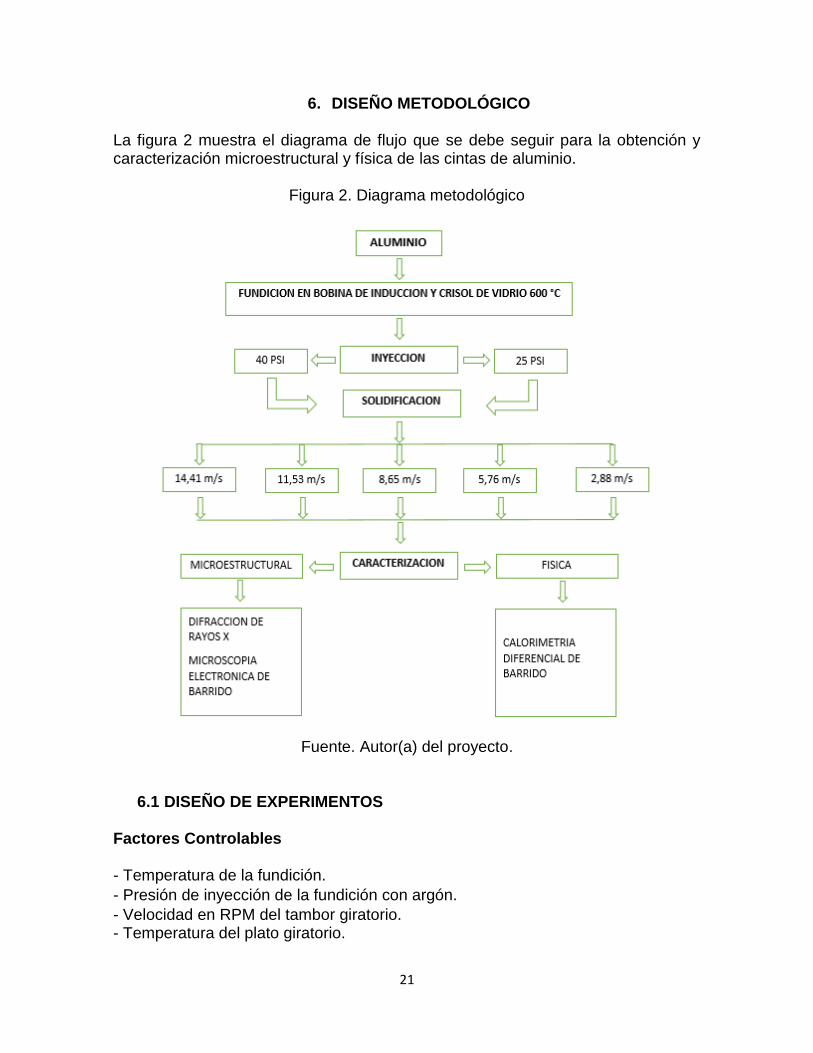
La figura 2 muestra el diagrama de flujo que se debe seguir para la obtención y caracterización microestructural y física de las cintas de aluminio.
Figura 2. Diagrama metodológico
Fuente. Autor(a) del proyecto.
6.1 DISEÑO DE EXPERIMENTOS Factores Controlables - Temperatura de la fundición.
- Presión de inyección de la fundición con argón.
- Velocidad en RPM del tambor giratorio. - Temperatura del plato giratorio.
22
Los factores nombrados anteriormente son controlables ya que son parámetros que se operan en la máquina en la cual se realizó el experimento. Factores no controlables - Atmósfera del laboratorio. - Contaminantes en las cintas obtenidas por parte del tambor giratorio. Niveles.
- Velocidad en RPM del tambor giratorio. 288 RPM 576 RPM 865 RPM 1153 RPM 1441 RPM
- Presión de inyección de la fundición con argón. 40 PSI 25 PSI
- Temperatura del plato giratorio Temperatura ambiente 18 °C
- Temperatura de fundición Temperatura de fusión del aluminio 660°C
Tratamientos La duración de cada experimento tuvo un tiempo de 3638 segundos, de los cuales 2435 segundos fue el tiempo de paso de estado sólido a líquido, 63 segundo para la fluencia por gravedad del líquido en el crisol y 2 segundos para la inyección. Se utilizó un diseño factorial completo, se realizan todas las posibles combinaciones entre los valores de las variables. Así, cada combinación de tratamientos determina un grupo experimental [25].
Tabla 1. Tratamientos para el diseño de experimentos
RPM PSI Temperatura plato
Temperatura fundición
Experimentos
5 2 1 1 10
Fuente. Autor(a) del proyecto
23
6.2 METODOLOGIA
6.2.1 Obtención de cintas de aluminio Este ítem aborda el proceso que se realizó paso a paso para la obtención mediante de técnica de solidificación rápida melt-spinning de cintas de aluminio.
6.2.1.1 Caracterización microscópica de la base mediante espectroscopía de rayos x de energía dispersa
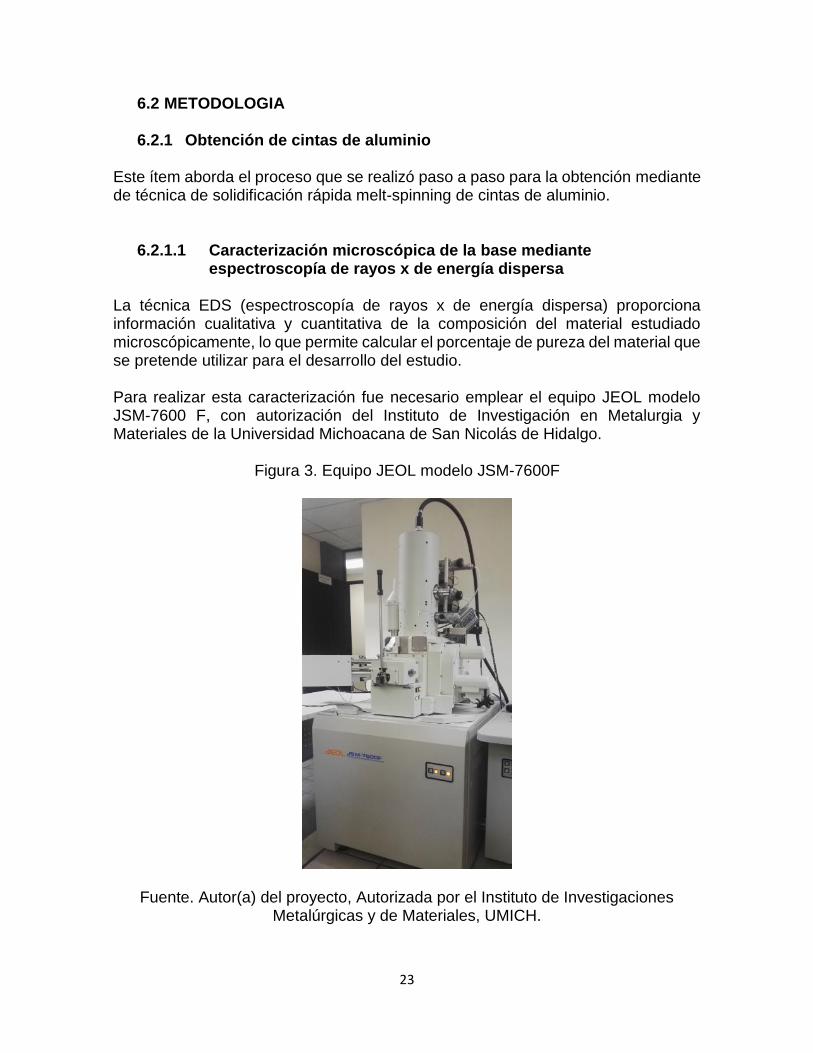
La técnica EDS (espectroscopía de rayos x de energía dispersa) proporciona información cualitativa y cuantitativa de la composición del material estudiado microscópicamente, lo que permite calcular el porcentaje de pureza del material que se pretende utilizar para el desarrollo del estudio. Para realizar esta caracterización fue necesario emplear el equipo JEOL modelo JSM-7600 F, con autorización del Instituto de Investigación en Metalurgia y Materiales de la Universidad Michoacana de San Nicolás de Hidalgo.
Figura 3. Equipo JEOL modelo JSM-7600F
Fuente. Autor(a) del proyecto, Autorizada por el Instituto de Investigaciones Metalúrgicas y de Materiales, UMICH.
24
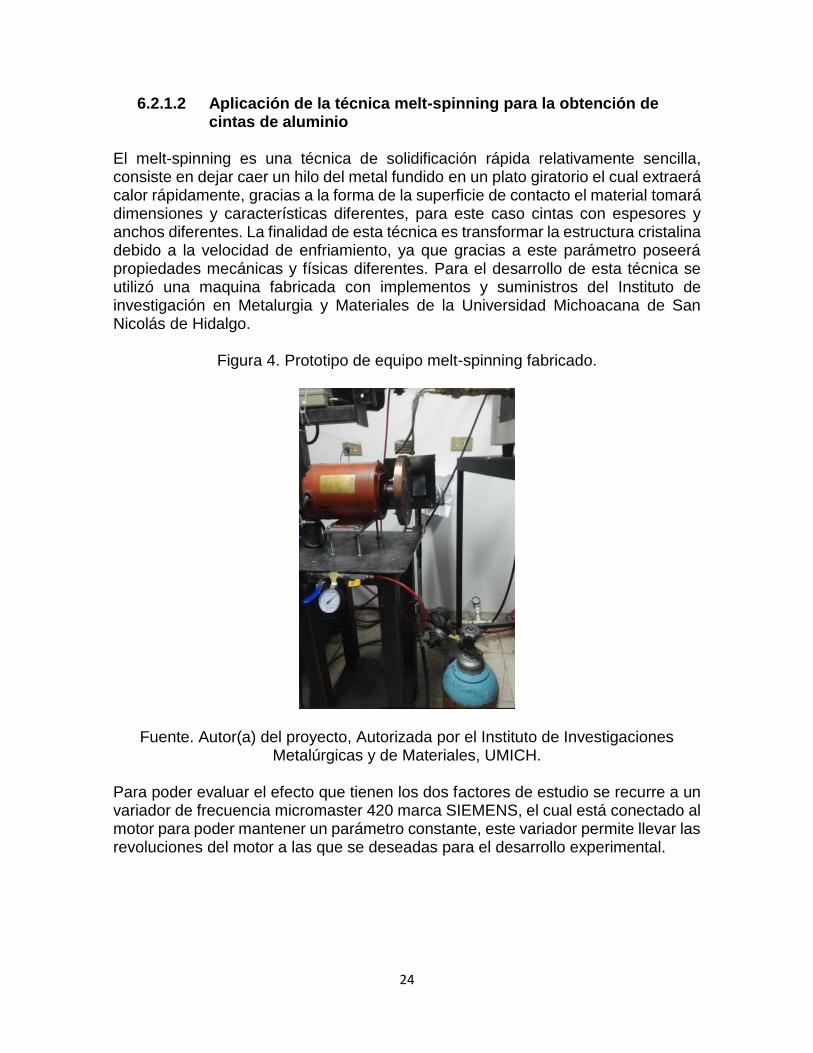
6.2.1.2 Aplicación de la técnica melt-spinning para la obtención de cintas de aluminio
El melt-spinning es una técnica de solidificación rápida relativamente sencilla, consiste en dejar caer un hilo del metal fundido en un plato giratorio el cual extraerá calor rápidamente, gracias a la forma de la superficie de contacto el material tomará dimensiones y características diferentes, para este caso cintas con espesores y anchos diferentes. La finalidad de esta técnica es transformar la estructura cristalina debido a la velocidad de enfriamiento, ya que gracias a este parámetro poseerá propiedades mecánicas y físicas diferentes. Para el desarrollo de esta técnica se utilizó una maquina fabricada con implementos y suministros del Instituto de investigación en Metalurgia y Materiales de la Universidad Michoacana de San Nicolás de Hidalgo.
Figura 4. Prototipo de equipo melt-spinning fabricado.
Fuente. Autor(a) del proyecto, Autorizada por el Instituto de Investigaciones Metalúrgicas y de Materiales, UMICH.
Para poder evaluar el efecto que tienen los dos factores de estudio se recurre a un variador de frecuencia micromaster 420 marca SIEMENS, el cual está conectado al motor para poder mantener un parámetro constante, este variador permite llevar las revoluciones del motor a las que se deseadas para el desarrollo experimental.

25
Figura 5. Variador de frecuencia micromaster 420 SIEMENS.
Fuente. Autor(a) del proyecto, Autorizada por el Instituto de Investigaciones Metalúrgicas y de Materiales, UMICH.
El argón como gas noble, incoloro, inodoro y químicamente inerte, fue la opción elegida para realizar la inyección del metal fundido sobre el plato giratorio ya que esto garantiza que durante el proceso de fundición y entrar en contacto con la superficie no se contaminaría con otros agentes que afecten la pureza del material. El método para la transformación del aluminio de estado sólido a líquido fue con bobina de inducción, la probeta de aluminio reposa en un crisol de vidrio el cual se encuentra en el centro de la bobina como se muestra en la figura 6.
Figura 6. Crisol de vidrio instalado previamente para la inyección.
Fuente. Autor(a) del proyecto, Autorizada por el Instituto de Investigaciones Metalúrgicas y de Materiales, UMICH.
26
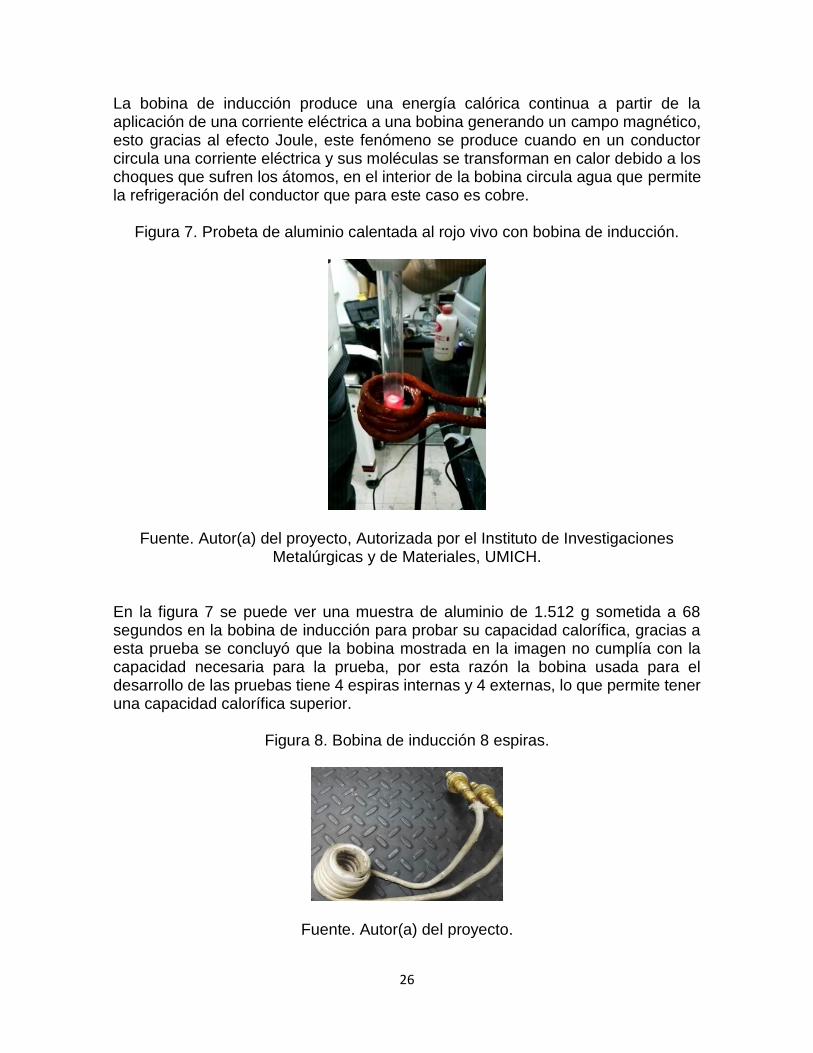
La bobina de inducción produce una energía calórica continua a partir de la aplicación de una corriente eléctrica a una bobina generando un campo magnético, esto gracias al efecto Joule, este fenómeno se produce cuando en un conductor circula una corriente eléctrica y sus moléculas se transforman en calor debido a los choques que sufren los átomos, en el interior de la bobina circula agua que permite la refrigeración del conductor que para este caso es cobre.
Figura 7. Probeta de aluminio calentada al rojo vivo con bobina de inducción.
Fuente. Autor(a) del proyecto, Autorizada por el Instituto de Investigaciones Metalúrgicas y de Materiales, UMICH.
En la figura 7 se puede ver una muestra de aluminio de 1.512 g sometida a 68 segundos en la bobina de inducción para probar su capacidad calorífica, gracias a esta prueba se concluyó que la bobina mostrada en la imagen no cumplía con la capacidad necesaria para la prueba, por esta razón la bobina usada para el desarrollo de las pruebas tiene 4 espiras internas y 4 externas, lo que permite tener una capacidad calorífica superior.
Figura 8. Bobina de inducción 8 espiras.
Fuente. Autor(a) del proyecto.
27
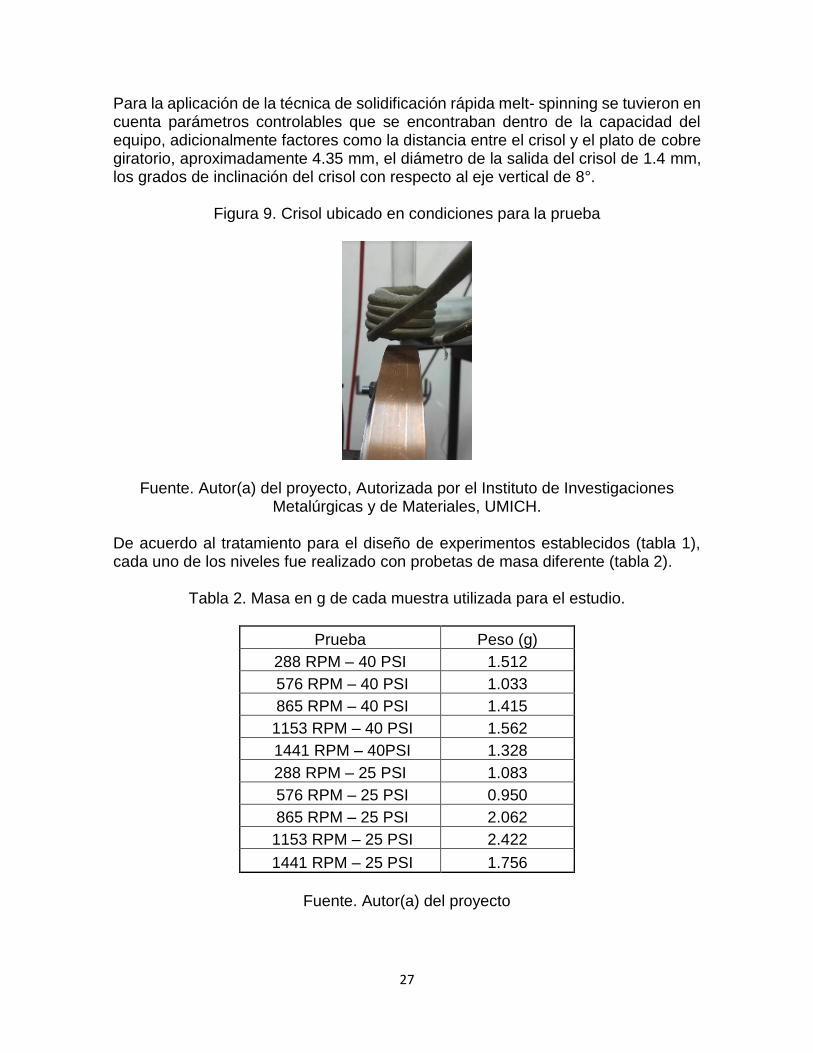
Para la aplicación de la técnica de solidificación rápida melt- spinning se tuvieron en cuenta parámetros controlables que se encontraban dentro de la capacidad del equipo, adicionalmente factores como la distancia entre el crisol y el plato de cobre giratorio, aproximadamente 4.35 mm, el diámetro de la salida del crisol de 1.4 mm, los grados de inclinación del crisol con respecto al eje vertical de 8°.
Figura 9. Crisol ubicado en condiciones para la prueba
Fuente. Autor(a) del proyecto, Autorizada por el Instituto de Investigaciones Metalúrgicas y de Materiales, UMICH.
De acuerdo al tratamiento para el diseño de experimentos establecidos (tabla 1), cada uno de los niveles fue realizado con probetas de masa diferente (tabla 2).
Tabla 2. Masa en g de cada muestra utilizada para el estudio.
Prueba Peso (g)
288 RPM – 40 PSI 1.512
576 RPM – 40 PSI 1.033
865 RPM – 40 PSI 1.415
1153 RPM – 40 PSI 1.562
1441 RPM – 40PSI 1.328
288 RPM – 25 PSI 1.083
576 RPM – 25 PSI 0.950
865 RPM – 25 PSI 2.062
1153 RPM – 25 PSI 2.422
1441 RPM – 25 PSI 1.756
Fuente. Autor(a) del proyecto
28
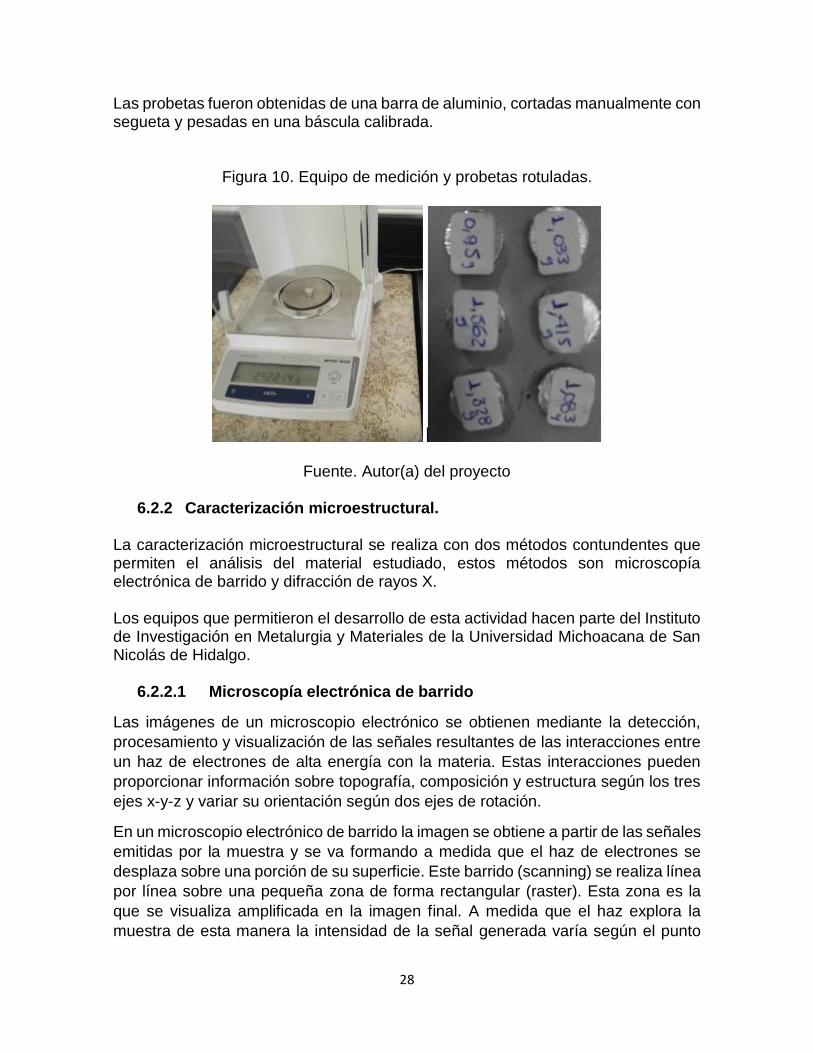
Las probetas fueron obtenidas de una barra de aluminio, cortadas manualmente con segueta y pesadas en una báscula calibrada.
Figura 10. Equipo de medición y probetas rotuladas.
Fuente. Autor(a) del proyecto
6.2.2 Caracterización microestructural. La caracterización microestructural se realiza con dos métodos contundentes que permiten el análisis del material estudiado, estos métodos son microscopía electrónica de barrido y difracción de rayos X. Los equipos que permitieron el desarrollo de esta actividad hacen parte del Instituto de Investigación en Metalurgia y Materiales de la Universidad Michoacana de San Nicolás de Hidalgo.
6.2.2.1 Microscopía electrónica de barrido
Las imágenes de un microscopio electrónico se obtienen mediante la detección,
procesamiento y visualización de las señales resultantes de las interacciones entre
un haz de electrones de alta energía con la materia. Estas interacciones pueden
proporcionar información sobre topografía, composición y estructura según los tres
ejes x-y-z y variar su orientación según dos ejes de rotación.
En un microscopio electrónico de barrido la imagen se obtiene a partir de las señales
emitidas por la muestra y se va formando a medida que el haz de electrones se
desplaza sobre una porción de su superficie. Este barrido (scanning) se realiza línea
por línea sobre una pequeña zona de forma rectangular (raster). Esta zona es la
que se visualiza amplificada en la imagen final. A medida que el haz explora la
muestra de esta manera la intensidad de la señal generada varía según el punto
29
particular analizado en cada instante. La señal detectada puede ser entonces
analizada y amplificada, tanto en su forma analógica como digital, y finalmente
procesada convenientemente. A diferencia de una imagen óptica, el microscopio
electrónico de barrido no forma una imagen real del objeto, sino que construye una
imagen virtual a partir de alguna de las señales emitidas por la muestra. [22]
Para realizar esta caracterización fue necesario emplear el equipo JEOL modelo JSM-7600 F (figura 3), con autorización del Instituto de investigación en Metalurgia y Materiales de la Universidad Michoacana de San Nicolás de Hidalgo.
6.2.2.2 Difracción de rayos X
Los R-X son radiación electromagnética de la misma naturaleza que la luz pero de longitud de onda mucho más corta. La unidad de medida en la región de los r-x es el angstrom (Å), igual a 10-10 m y los rayos x usados en difracción tienen longitudes de onda en el rango 0.5-2.5 Å mientras que la longitud de onda de la luz visible está en el orden de 6000 Å. El espectro continuo. Los rayos X se producen cuando una partícula cargada eléctricamente con suficiente energía cinética es frenada rápidamente. Los electrones son las partículas utilizadas habitualmente y la radiación se obtiene en un dispositivo conocido como tubo de rayos x. El Instituto de Investigación en Metalurgia y Materiales de la Universidad Michoacana de San Nicolás de Hidalgo cuenta con un difractómetro de rayos x marca BRUKER modelo D8 ADVANCE, con el que se realizaron las pruebas para este estudio. Las muestras analizadas van de 20 a 100 con un incremento de 0.02° y un tiempo de 0.5 segundos para las cintas y la base inicia en 20 y finaliza en 120 con el mismo incremento y tiempo que las cintas.
6.2.3 Caracterización térmica
El análisis térmico abarca los métodos de medida basados en el cambio de una
propiedad física o mecánica de un material con la temperatura. Las condiciones de
fabricación de un producto, los tratamientos térmicos son decisivas en las
propiedades finales del material, por lo que las técnicas termoanalíticas son
imprescindibles en cualquier proceso de control sobre la fabricación de un material.
[23]
6.2.3.1 Calorimetría diferencial de barrido
La Calorimetría Diferencial de Barrido (DSC), es una técnica que analiza el cambio
de la Capacidad Calórica de un material con la temperatura. Una muestra de masa
conocida es calentada o enfriada y los cambios en su capacidad calórica se siguen
como cambios en el flujo de calor. Los datos se obtienen como entradas
diferenciales de calor en función de la temperatura. [23]
30
Vale indicar que prácticamente todos los materiales pueden analizarse con DSC.
Por lo anteriormente mencionado el DSC es la técnica de análisis térmico más
común y se utiliza en: control de procesos, garantías de calidad, y laboratorios de
investigación y desarrollo. [24]
Los análisis de DSC se realizan en los cambios de pendiente, así por ejemplo se
puede encontrar el punto de transición vítrea (Fig. 11 a), además el sentido hacia
dónde va la curva (arriba o abajo) indicará qué tipo de proceso se está produciendo,
este es el caso de la Fig. 11 b donde se aprecia un proceso exotérmico de
cristalización. La curva contraria indicará entonces un proceso endotérmico, y el
pico indicará la temperatura de fusión (Fig. 11 c). [23]
Figura 11. Curvas típicas de DSC
Fuente. [23]
El análisis DSC se realiza en el equipo del Instituto de investigación en Metalurgia
y Materiales de la Universidad Michoacana de San Nicolás de Hidalgo (figura 12),
con una medición de temperatura entre 0 y 700°C.
Figura 12. Analizador DSC
Fuente. Autor(a) del proyecto, Autorizada por el Instituto de Investigaciones Metalúrgicas y de Materiales, UMICH.
31
7. RESULTADOS Y DISCUSIÓN
En este capítulo se analizarán los resultados arrojados por las técnicas EDS, MEB,
DSC y difracción de rayos X para las muestras obtenidas durante el desarrollo del
estudio.
7.1 ANÁLISIS ALUMINIO BASE
Se realiza espectroscopía de rayos x de energía dispersa (EDS) y difracción de
rayos X a una muestra de aluminio sin tratar.
7.1.1 EDS aluminio
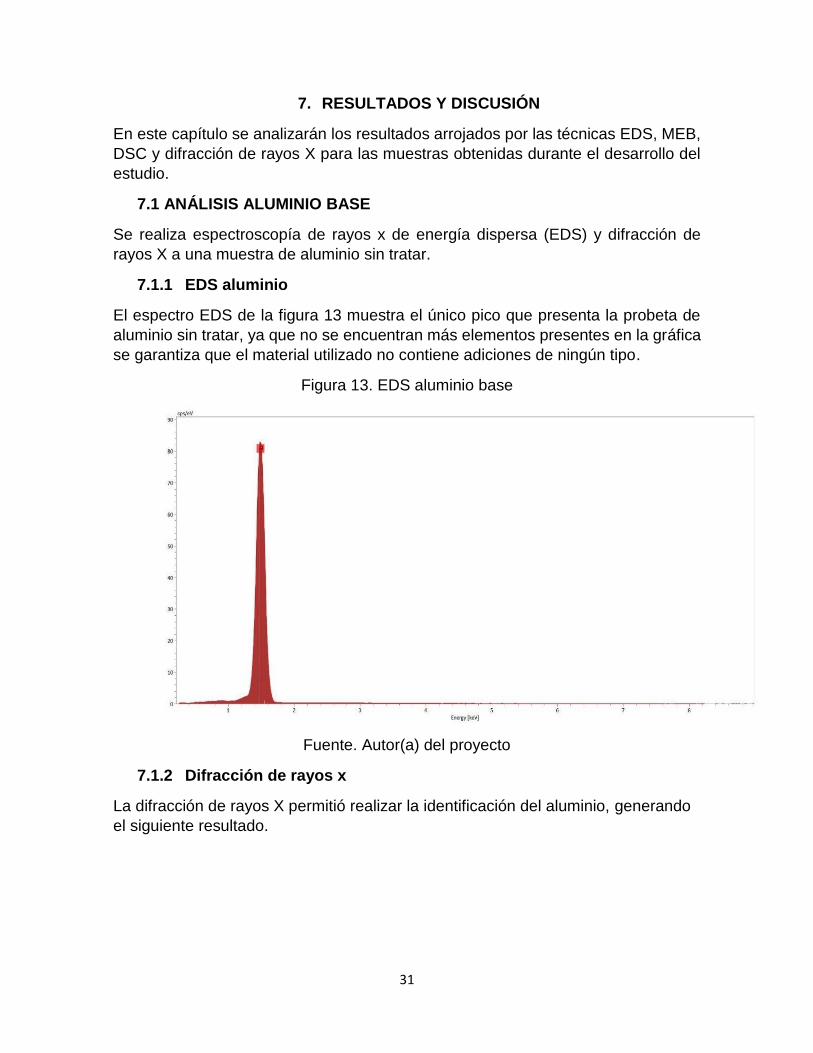
El espectro EDS de la figura 13 muestra el único pico que presenta la probeta de
aluminio sin tratar, ya que no se encuentran más elementos presentes en la gráfica
se garantiza que el material utilizado no contiene adiciones de ningún tipo.
Figura 13. EDS aluminio base
Fuente. Autor(a) del proyecto
7.1.2 Difracción de rayos x
La difracción de rayos X permitió realizar la identificación del aluminio, generando
el siguiente resultado.

32
Figura 14. DRX aluminio base
Fuente. Autor(a) del proyecto
La figura presentada anteriormente fue comparada con la gráfica correspondiente
al código 00-085-1327 tomado de la base de datos COD (Crystallographic Open
Database) figura 36, mostrando como resultado un difractograma similar con el del
aluminio, a continuación, se muestran los parámetros correspondientes a cada pico
del difractograma mostrado en la figura 14.
Tabla 3. Parámetros del difractograma correspondiente al aluminio
Pico d [Ä] 2 (h k l )
1 2.43 36.86 111
2 2.03 44.43 200
3 1.22 77.95 220
4 1.17 82.14 311
5 1.01 98.79 222
Fuente. Autor(a) del proyecto

33
7.2 ENSAYO 1
A continuación, se presentan los parámetros con los que se realizó el primer ensayo.
Presión de inyección: 40 PSI
Distancia entre el plato giratorio y el crisol: 4.35 mm
Diámetro del agujero del crisol: 1.4 mm
Tabla 4. Espesor en mm de las cintas obtenidas en el ensayo 1
RPM ESPESOR DE LA CINTA
EN mm
288 0.384
576 0.185
865 0.129
1153 0.105
1441 0.086
Fuente. Autor(a) del proyecto
Los resultados presentados en la tabla 2 evidencian un cambio en el espesor de la
cinta significativo respecto a la velocidad trabajada en cada una de ellas,
adicionalmente la figura 15 permite visualizar la diferencia en el ancho de las cintas
trabajadas a diferentes velocidades.
Figura 15. Cintas inyectadas a 40 PSI
Fuente. Autor(a) del proyecto

34
La rugosidad y homogeneidad en cada una de las cintas representa la eficiencia en
la velocidad de enfriamiento del material, la cina a (figura 15) con geometría más
larga, más gruesa y con mayor tiempo de contacto con la superficie de enfriamiento
permite visualizar bordes poco uniformes, falta de continuidad en la superficie de la
cinta, la cinta b (figura 15) presenta aristas más uniformes, para la cinta c y d se
visualiza anchos significativamente menores a los de las cintas a y b,
adicionalmente se percibe una superficie más uniforme y homogénea, la cinta d, la
más corta de las muestra obtenidas es la de menor tiempo de contacto con la
superficie de cobre, presenta el ancho y el espesor de menores dimensiones ( tabla
2, figura 15).
7.3 ENSAYO 2
Los parámetros que se tuvieron en cuenta para el desarrollo de este ensayo se
muestran a continuación.
Presión de inyección: 25 PSI
Distancia entre el plato giratorio y el crisol: 4.35 mm
Diámetro del agujero del crisol: 1.4 mm
Tabla 5. Espesores en mm de las cintas obtenidas en el ensayo 2.
RPM ESPESOR DE LA CINTA
EN mm
288 0.620
576 0.347
865 0.150
1153 0.140
1441 0.121
Fuente. Autor(a) del proyecto
La tabla 5 muestra los espesores de las cintas obtenidas con una presión de 25 PSI,
comparando estos resultados con los obtenidos en el ensayo 1 (tabla 4) se
evidencian espesores significativamente mayores, esto debido a que la distribución
del material sobre el plato giratorio tarde un poco más que el de una presión de 40
PSI.
35
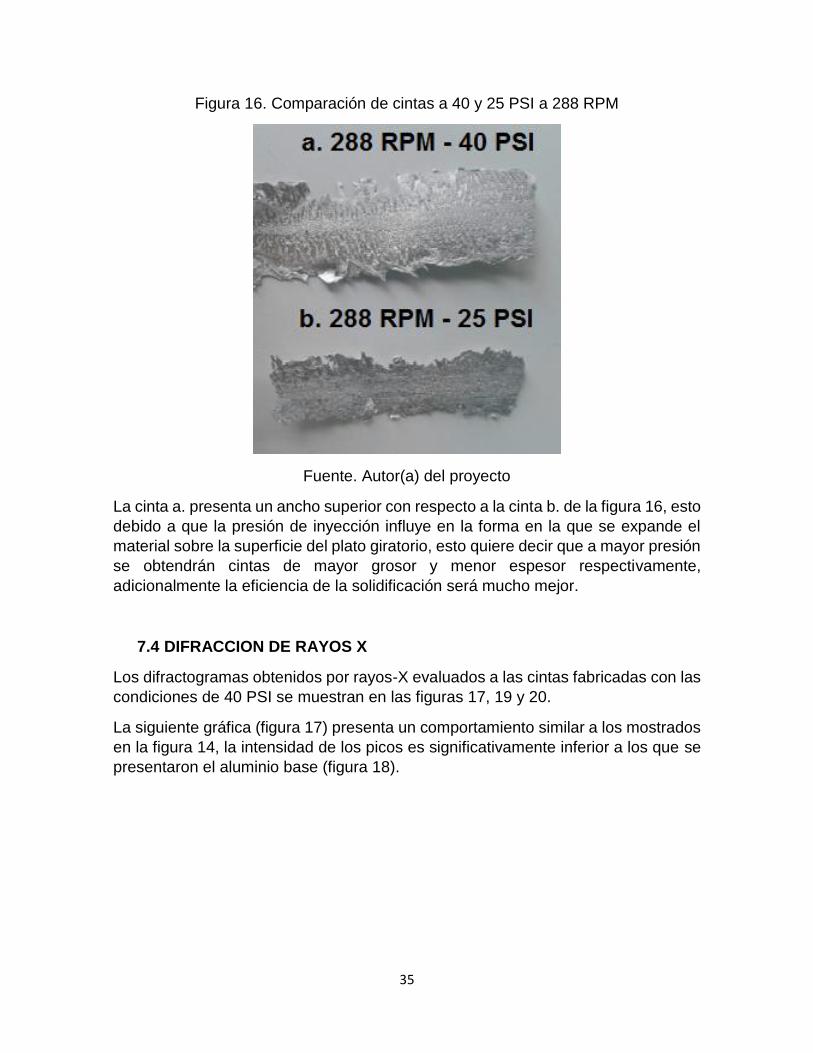
Figura 16. Comparación de cintas a 40 y 25 PSI a 288 RPM
Fuente. Autor(a) del proyecto
La cinta a. presenta un ancho superior con respecto a la cinta b. de la figura 16, esto
debido a que la presión de inyección influye en la forma en la que se expande el
material sobre la superficie del plato giratorio, esto quiere decir que a mayor presión
se obtendrán cintas de mayor grosor y menor espesor respectivamente,
adicionalmente la eficiencia de la solidificación será mucho mejor.
7.4 DIFRACCION DE RAYOS X
Los difractogramas obtenidos por rayos-X evaluados a las cintas fabricadas con las
condiciones de 40 PSI se muestran en las figuras 17, 19 y 20.
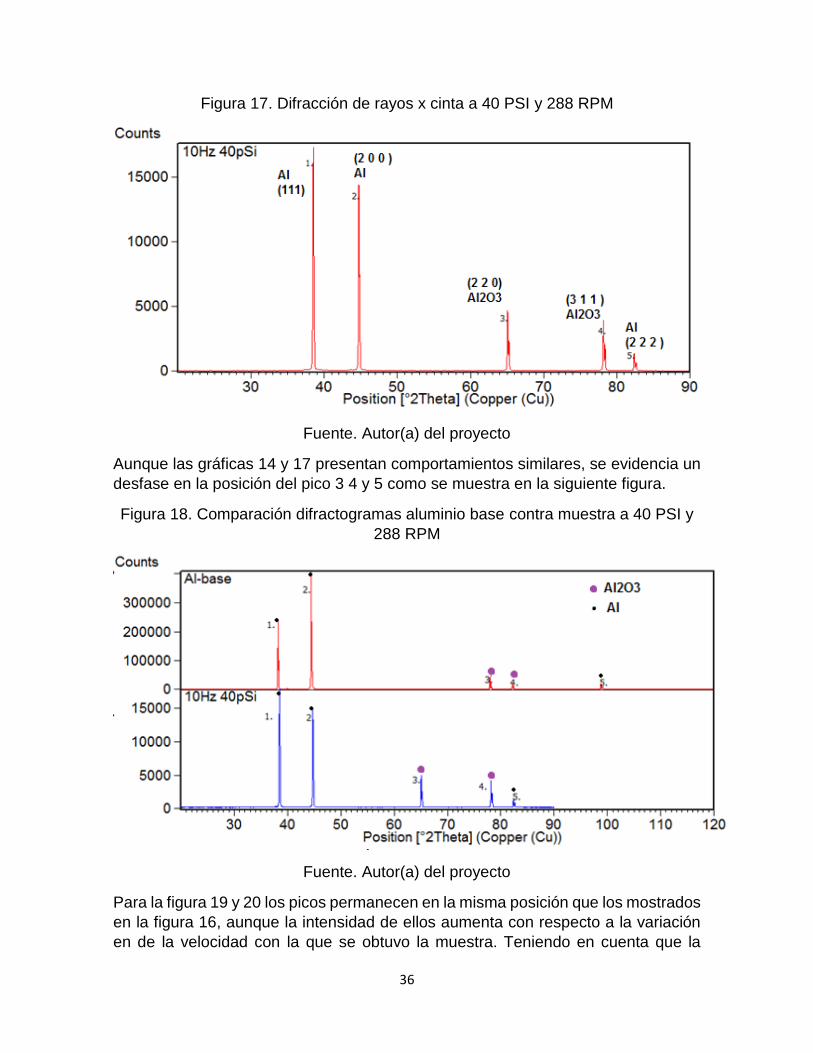
La siguiente gráfica (figura 17) presenta un comportamiento similar a los mostrados
en la figura 14, la intensidad de los picos es significativamente inferior a los que se
presentaron el aluminio base (figura 18).
36
Figura 17. Difracción de rayos x cinta a 40 PSI y 288 RPM
Fuente. Autor(a) del proyecto
Aunque las gráficas 14 y 17 presentan comportamientos similares, se evidencia un
desfase en la posición del pico 3 4 y 5 como se muestra en la siguiente figura.
Figura 18. Comparación difractogramas aluminio base contra muestra a 40 PSI y
288 RPM
Fuente. Autor(a) del proyecto
Para la figura 19 y 20 los picos permanecen en la misma posición que los mostrados
en la figura 16, aunque la intensidad de ellos aumenta con respecto a la variación
en de la velocidad con la que se obtuvo la muestra. Teniendo en cuenta que la

37
variable que permanece constante para este ensayo es la presión y que los picos
se permanecen en la misma posición se puede identificar que el cambio en relación
a los resultados obtenidos en la muestra sin tratar (figura 14) son dependientes a
esta variable.
Figura 19. Difracción de rayos x cinta a 40 PSI y 1153 RPM
Fuente. Autor(a) del proyecto
De los difractogramas de rayos-X presentados en las figuras 17, 19 y 20 se puede
observar que conforme se incrementa la velocidad del plato giratorio, los 3 últimos
picos van disminuyendo de intensidad, lo que indica que la cristalinidad del aluminio
va siendo cada vez menor; esto es, el arreglo cristalino se va perdiendo, lo que daría
lugar al paso de amorfización si fuese posible incrementar cada vez más la
velocidad tangencial del plato de cobre, ya que la velocidad de enfriamiento
aumenta al incrementar la velocidad de giro del substrato de calor.

38
Figura 20. Difracción de rayos x cinta a 40 PSI y 1441 RPM
Fuente. Autor(a) del proyecto
Los difractogramas obtenidos de las probetas inyectadas a 25 PSI se presentan a continuación. La figura 21 muestra el resultado obtenido de la muestra a 288 RPM, en la que se presentan picos en la misma posición que en las muestras obtenidas a 40 PSI, aunque a diferencia del difractograma mostrado a estas revoluciones, pero a presión de 40 PSI (figura 17) este presenta una intensidad superior, lo que indica que la velocidad de enfriamiento es superior en esta muestra.
Figura 21. Difracción de rayos x cinta a 25 PSI y 40 PSI a 288 RPM
Fuente. Autor(a) del proyecto.
39
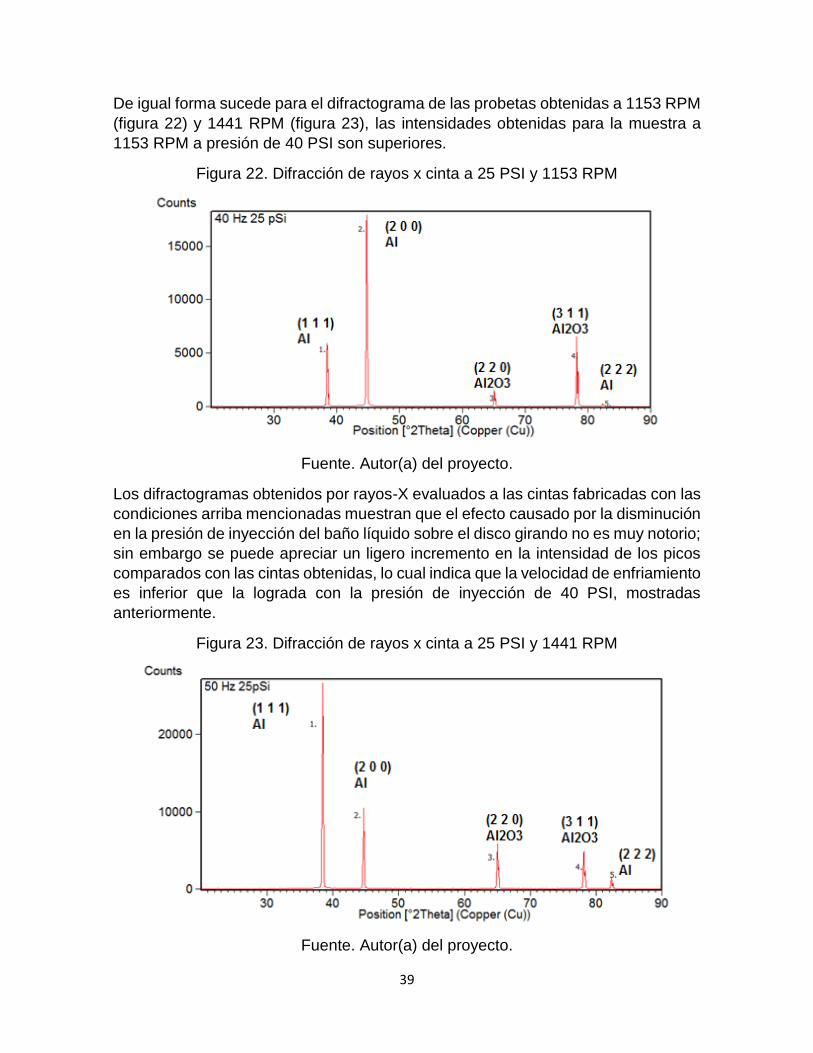
De igual forma sucede para el difractograma de las probetas obtenidas a 1153 RPM
(figura 22) y 1441 RPM (figura 23), las intensidades obtenidas para la muestra a
1153 RPM a presión de 40 PSI son superiores.
Figura 22. Difracción de rayos x cinta a 25 PSI y 1153 RPM
Fuente. Autor(a) del proyecto.
Los difractogramas obtenidos por rayos-X evaluados a las cintas fabricadas con las
condiciones arriba mencionadas muestran que el efecto causado por la disminución
en la presión de inyección del baño líquido sobre el disco girando no es muy notorio;
sin embargo se puede apreciar un ligero incremento en la intensidad de los picos
comparados con las cintas obtenidas, lo cual indica que la velocidad de enfriamiento
es inferior que la lograda con la presión de inyección de 40 PSI, mostradas
anteriormente.
Figura 23. Difracción de rayos x cinta a 25 PSI y 1441 RPM
Fuente. Autor(a) del proyecto.

40
7.5 MICROSCOPÍA ELECTRÓNICA DE BARRIDO
En las fotomicrografías de las figuras 24 a 28 se observa el efecto de la velocidad
del disco de cobre, donde se puede apreciar que al incrementar éste, la uniformidad
en la superficie de la cinta que estuvo en contacto con el substrato de calor se ve
mejorada. Esto también se puede explicar atribuyendo esta mejora a que, a mayor
velocidad de extracción de calor, la cristalinidad del material se va perdiendo y por
ende la superficie de la cinta tiende a amorfizarse dando lugar a obtener superficies
uniformes.
Figura 24. MEB cinta a 40 PSI y 288 RPM
Fuente. Autor(a) del proyecto.
En la figura 24 se pueden observar remolinos que representa de deficiencia en la
velocidad de enfriamiento del material ya que al ser un método de solidificación por
laminación deberían presentarse laminillas en la superficie.
Figura 25. MEB cinta a 40 PSI y 576 RPM
Fuente. Autor(a) del proyecto.

41
Figura 26. MEB cinta a 40 PSI y 865 RPM
Fuente. Autor(a) del proyecto.
La figura 26 permite evidenciar vacíos en la cinta que pueden ser causados por el
incremento en la velocidad de rotación del plato sustrator.
Figura 27. a. MEB cinta a 40 PSI y 1153 RPM, b. MEB cinta a 40 PSI y 1441 RPM
Fuente. Autor(a) del proyecto.
Para la figura 27 a. y b. se evidencian superficies más uniformes, con características
de laminación, esto dado a que son muestras tomadas con los parámetros de
velocidad y presión más altas.
Figura 28. MEB cinta a 40 PSI y 1441 RPM
Fuente. Autor(a) del proyecto.

42
Para las fotomicrografías de la figura de la 29 a 33 se presentan superficies un poco más rugosas en comparación a las de la figura de la 24 a la 28, esto se debe a que el tiempo de contacto del material con la superficie de substrato es mayor al de las muestras tomadas a 40 PSI.
Figura 29. MEB cinta a 25 PSI y 288 RPM
Fuente. Autor(a) del proyecto.
La figura 29 evidencia deficiencia en la velocidad de enfriamiento debido a la
presencia de remolinos en la laminación del material.
Figura 30. MEB cinta a 25 PSI y 576 RPM
Fuente. Autor(a) del proyecto.
El acabado superficial del substrato es fundamental, ya que la cinta tomará la forma
que tenga la superficie en el momento del contacto, es por esta razón que las cintas
de aluminio con presión de inyección inferior tienden a verse menos uniformes, a
medida que aumenta la velocidad del substrato el tiempo de contacto del material
es inferior y tendera a tener un mejor acabado superficial.

43
Figura 31. MEB cinta a 25 PSI y 856 RPM
Fuente. Autor(a) del proyecto.
Figura 32. MEB cinta a 25 PSI y 1153 RPM
Fuente. Autor(a) del proyecto.
La figura 33 presenta en su superficie ralladuras que evidencia una superficie
rugosa en el plato de cobre.
Figura 33. MEB cinta a 25 PSI y 1441 RPM
Fuente. Autor(a) del proyecto.
44
Adicionalmente a lo mencionado anteriormente el ambiente en el que se realizaron
los ensayos no tenía una atmósfera controlada, lo que evitaría agentes
contaminantes del ambiente en las muestras tratadas, evitaría la humedad del
ambiente y otros parámetros que no se tuvieron en cuenta para el análisis del
experimento.
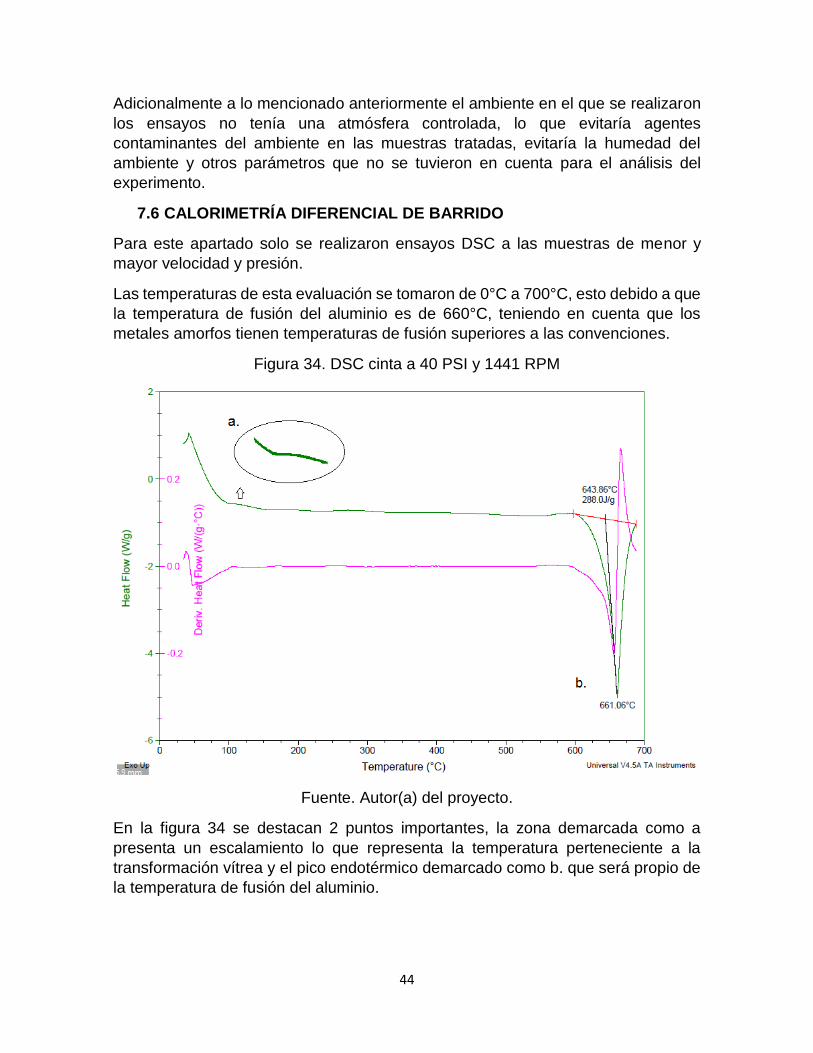
7.6 CALORIMETRÍA DIFERENCIAL DE BARRIDO
Para este apartado solo se realizaron ensayos DSC a las muestras de menor y
mayor velocidad y presión.
Las temperaturas de esta evaluación se tomaron de 0°C a 700°C, esto debido a que
la temperatura de fusión del aluminio es de 660°C, teniendo en cuenta que los
metales amorfos tienen temperaturas de fusión superiores a las convenciones.
Figura 34. DSC cinta a 40 PSI y 1441 RPM
Fuente. Autor(a) del proyecto.
En la figura 34 se destacan 2 puntos importantes, la zona demarcada como a
presenta un escalamiento lo que representa la temperatura perteneciente a la
transformación vítrea y el pico endotérmico demarcado como b. que será propio de
la temperatura de fusión del aluminio.

45
Figura 35. DSC cinta a 20 PSI y 288 RPM
Fuente. Autor(a) del proyecto.
Para la figura 35 se presenta un panorama contrario a la imagen 33. No se evidencia
escalonamiento, lo que permite identificar que no existe una temperatura de
trasformación vítrea, por el contrario, el pico endotérmico permanece dentro de un
rango de temperatura de fusión correspondiente al del aluminio base.
46
8. CONCLUSIONES
Con base a los resultados obtenidos por la difracción de rayos x, la velocidad
de enfriamiento provocada por la técnica de solidificación rápida melt-spinnin
genera cambios notables en la ubicación e intensidad de los picos 3, 4 y 5
para las probetas a 40 PSI y 1441 RPM, lo que indica que la cristalinidad del
aluminio va siendo cada vez menor.
Se determinó gracias al equipo fabricado que la variación de las dimensiones
de las cintas metálicas obtenidas está relacionada directamente con la
velocidad de giro del plato de cobre y la presión del gas en el momento de la
inyección. Los mejores resultados se obtuvieron a 40 PSI y 1441 RPM.
Las fotomicrografías obtenidas para las cintas a 40 PSI muestra superficies
más uniformes, esto se puede atribuir a la velocidad de extracción de calor,
lo que inicia la pérdida en cristalización del material.
El ensayo DSC para la muestra de mayor presión y temperatura arroja un
escalonamiento que corresponde al inicio de una trasformación vítrea, lo que
indica que estos parámetros son fundamentales para la obtención de vidrios
metálicos.
47
9. RECOMENDACIONES
Para obtener vidrios de aluminio se recomienda aumentar los parámetros de
presión y velocidad, ya que en el estudio realizado se evidencia tendencias
de amorfización con la variación de los mismos.
Se recomienda manejar atmósferas controladas para la obtención de cintas
metálicas, ya que esto asegurara pureza en los baños metálicos, superficies
libres de impurezas y adicionalmente no permite que agentes encontrados
en el ambiente normal influyan en el desarrollo del experimento.
Continuar con el estudio de técnicas de solidificación rápida en la Universidad
Libre proponiendo la fabricación de prototipos a pequeña escala que
permitan la experimentación y desarrollo de nuevos estudios.
48
BIBLIOGRAFIA
[1] Claudia Andrade; Christian Contreras; Priscilla Contreras; Marcela Flores;
Carolina García; Agosto 1999. Solidos amorfos.
[2] Mariarelen Sanchez Fernandez; universidad Complutense de Madrid-facultad de
ciencias físicas; 1995. solidificacion, migroestructura y propiedades mecánicas de
aleaciones al-gr-mo, al-gr-ni y al-gr-si obtenidas por atomización centrífuga.
[3] Science and Technology of the Undercooled Melt Rapid Solidification Materials
and Technologies;1986 Martinus Nijhoff Publishers.
[4] Introducción al conocimiento de materiales; Barroso Herrero, Ibáñez Ulargui
Joaquín.
[5] Vidrios Metálicos y Aleaciones Nanocristalinas: Nuevos Materiales de Estructura
Avanzada; Javier Alberto Moya.
[6] Breve introducción a los vidrios metálicos; OTEA.
[7] Solidificación, macroestructura y propiedades mecánicas de aleaciones Al-Cr-
Mo, Al-Cr-Ni y Al-Cr-Si obtenidas por atomización centrífuga; María Belén Sánchez
Fernández.
[8] Daniel Shechtman and Quasicrystals; DOE R&D Accomplishments.
[9] Aleaciones de aluminio amorfas y nanoestructuradas; A. García-Escoriar, K.R.
CardosorA y RE. AudebertrA.
[10] Aleaciones de al-cr-zr para aplicaciones a altas temperaturas; t. Gerique, A.
Brahmi, M. Jieblict y M. Torralba; 1998 revista metal madrid 34.
[11] Elaboración de cintas amorfas por solidificación rápida de una aleación; Luz
Amparo Quintero Ortiz, Juan Carlos Coronel, Javier Mauricio.
[12] Caracterización microestructural del intermetálico tiai3 obtenida por la técnica
de solidificación rápida; C. Angeles ch.. G. Rosas. R. Pérez C.
[13] Cerámica de los metales; Capítulo I, la fabricación de polvos metálicos; Franz
Skaupy.
[14] Microestructura en cintas de aleación fe-14Mn-6Si-8Cr-5.5Ni obtenidas por
solidificación rápida; Druker a.a,b, Vermaut p.c, Ochin p.d, Malarría j.a,b.
[15] Evolución de las propiedades mecánicas con la temperatura de cintas amorfas
Mg10Ni10Y; M.A. Torrijos, G. Garcés, J. García-Barriocanal, P. Pérez Y P. Adeva.
[16] Microestructura en cintas de aleación Fe-14Mn-6Si-8Cr-5.5Ni obtenidas por
solidificación rápida; Druker A.A,B*, Vermaut P.C, Ochin P.D, Malarría J.A,B.
49
[17] Nucleación y cristalización en vidrios; Jose Maria Fernandez Navarro
[18] The influence of rapid solidification on the microestructure of the 17Cr-9Ni-3Mo
presipitation hardened steel; Aneta Ziewiec, Edmund Tasak, Anna Zielin' ska-lipiec,
Krzysztof Ziewiec, Joanna Kowalska
[19] Fabricación de Aleaciones de Aluminio de los sistemas Al-Si-(Fe)-X y Al-Mg-X
por técnicas convencionales de fusión y colado, por solidificación rápida y por
recolado; José Federico Chávez Alcalá, Miguel Angel Suárez Rosales, Claudio
Shyinti, Alejandro Cruz Ramírez, Alfredo Hernández, Juan Alberto Alcántara
Cárdenas, Gabriela Rayas Martínez.
[20] Influence of rapid solidification on Sn−8Zn−3Bi alloy characteristics
andmicrostructural evolution of solder/Cu joints during elevated temperature aging;
Guo-ji ZHAO, Guang-hua WEN, Guang-min SHENG
[21] Investigation of amorphous phase formation in Fe-Co-Si-B-P -Thermodynamic
analysis and comparison between mechanical alloying and rapid solidification
experiments; M. Imani, M.H. Enayati.
[22] Microscopía electrónica de barrido en la caracterización de materiales; Miguel
Ipohorski1 y Patricia B. Bozzano2.
[23] Calorimetria diferencial de barrido; Diego Venegas Vásconez; Departamento de
Ciencia e Ingeniería de Materiales, Universidad de Concepción, Concepción, Chile.
[24] Aplicación del análisis por calorimetría diferencial de barrido (DSC) para la
caracterización de las modificaciones del almidón, A. Sandoval, E. Aldana, and
A. Fernandez.
[25] Estadística Inferencial II, Instituto Tecnológico de Ensenada, Raúl Jiménez
González.

50
ANEXOS
ANEXO A
La figura 36 muestra la gráfica correspondiente al código 00-085-1327 material
aluminio tomado de la base de datos COD ( Crystallographic Open Database).
Figura 36. Picos representativos del aluminio base de datos COD
Fuente. Base de todos COD
Tabla 6. Parámetros correspondientes a los picos del aluminio
No. h k l d [A] 2Theta[deg] I [%]
1 1 1 1 2.33792 38.475 100.0
2 2 0 0 2.02470 44.723 45.5
3 2 2 0 1.43168 65.101 23.3
4 3 1 1 1.22094 78.234 22.8
5 2 2 2 1.16896 82.441 6.3
Fuente. Base de todos COD