universidad dr. josÉ matÍas delgado facultad de ...webquery.ujmd.edu.sv/siab/bvirtual/biblioteca...
TRANSCRIPT

2
UNIVERSIDAD DR. JOSÉ MATÍAS DELGADO
FACULTAD DE AGRICULTURA E INVESTIGACIÓN AGRÍCOLA
“JULIA HILL DE O´SULLIVAN”
Seminario de Especialización Profesional
LA GESTIÓN DE LA CALIDAD Y LA GESTIÓN DE LA INOCUIDAD DE LOS ALIMENTOS. CASO PRÁCTICO: ELABORACIÓN DE POES INDUSTRIAS
LÁCTEAS BONANZA..
Presentado por:
Eduardo Antonio Cuéllar
Lissette Esmeralda Marroquín
Oswaldo Axume
Para optar al grado de:
Ingeniería en Alimentos
Ingeniería en Alimentos Ingeniería Agroindustrial
ANTIGUO CUSCATLAN, LUNES 14 DE JUNIO DEL 2010.

3
ÍNDICE INTRODUCCIÓN i CAPÍTULO 1 GENERALIDADES 4 Historia ISO 9000 4 ISO 9000 5 Principios de gestión de la calidad 6 El Sistema HACCP e ISO 9000 en la Industria Alimenticia 7 Análisis de puntos críticos de control y riesgo 7 HACCP e ISO 9000 8 CAPÍTULO 2 ISO 22000 9 Requisitos de sistemas de gestión de seguridad alimentaria 10 CAPITULO 3 INOCUIDAD Y HACCP 15
Inocuidad 15 Inocuidad de los alimentos, calidad para el consumo 15 Procedimientos Operativos Estandarizados de Saneamiento
(POES) 16 BPM y HACCP 18
BPM 18 HACCP 19
Sistema de Seguridad Alimentaria (Pirámide del HACCP) 20 CAPITULO 4 METODOLOGÍA 23 Diagnóstico check list 23 Manual SSOP 23 Capacitación 24 CAPÍTULO 5 POES (Procedimientos Operativos Estandarizados de
Saneamiento) 25 CAPÍTULO 6 DISCUSION 41 CAPÍTULO 7 CONCLUSIONES Y RECOMENDACIONES 43 Conclusiones 43 Recomendaciones 44 BIBLIOGRAFIA 45 GLOSARIO 47 ANEXOS 48

3
ÍNDICE TABLAS CAPÍTULO 5 POES (Procedimientos Operativos Estandarizados de
Saneamiento) 25 Tabla 1: Limpieza y sanitización de manos 26 Tabla 2: Limpieza y desinfección de botas 27 Tabla 3: Limpieza y preparación de pediluvios 28 Tabla 4: Limpieza y sanitización de tanque de recibo de leche 29
Tabla 5: Limpieza y sanitización del tanque de almacenamiento 30
Tabla 6: Limpieza y sanitización del tanque de pasteurizador HTST y homogenizador 31
Tabla 7: Limpieza y sanitización de mangueras y tuberías 32 Tabla 8: Limpieza y sanitización de válvulas, empaques y
braceras 33 Tabla 9: Limpieza y sanitización de tinas de cuajo 34 Tabla 10: Limpieza y sanitización de marmita 35 Tabla 11: Limpieza y sanitización de prensa hidráulica 36 Tabla 12: Limpieza y sanitización de utensilios 37 Tabla 13: Limpieza y sanitización de moldes de queso 38 Tabla 14: Limpieza y sanitización de mesas de acero inoxidable 39
Tabla 15: Limpieza y sanitización de estantería 40 Tabla 16: Checklist lavabos 49 Tabla 17: Checklist higiene personal 50 Tabla 18: Checklist limpieza recibo de leche 50 Tabla 19: Checklist área de producción de quesos 51 Tabla 20: Checklist área de empacado de producto 52 Tabla 21: Checklist área de despacho de producto 53 Tabla 22: Cuadro de control diario de operaciones de limpieza y desinfección 52 Tabla 23: Control diario de limpieza del área de recibo 53 Tabla 24: Control diario de limpieza de pasteurizador 54 Tabla 25: Control diario de limpieza de clarificador 55
Detergentes y desinfectantes utilizados en procedimientos operativos estandarizados de saneamiento(POES) 58

3
INTRODUCCIÓN
Todas las empresas necesitan tener programas de control de alimentos para garantizar que los suministros de sus productos sean inocuos, de buena calidad y que estén disponibles en cantidades adecuadas y precios asequibles, para asegurar que todos los grupos de la población puedan gozar de un estado de salud y nutrición aceptable. El control de alimentos incluye todas las actividades que se lleven a cabo para asegurar la calidad, la inocuidad y la presentación honesta del alimento en todas las etapas, desde la producción primaria, elaboración y almacenamiento, hasta la comercialización y el consumo. El presente documento trata sobre la Gestión de la Calidad y la Gestión de la Inocuidad en un caso práctico aplicado a Industrias Lácteas Bonanza, donde se realizará un manual POES para su aplicación y, de esta manera finalmente, lograr mejorar el nivel de calidad e inocuidad en Industrias Lácteas Bonanza así como una mejora en las Industrias Salvadoreñas. Los capítulos incluidos en este informe se dividen de la siguiente manera: Capítulo 1: Generalidades ISO 9000, Historia, Sistema HACCP e ISO 9000 en la Industria Alimenticia. Capítulo 2: ISO 22000, definición, objetivos, aplicación. Capítulo 3: Inocuidad y HACCP, BPM, Sistema de Seguridad Alimentaria (Pirámide del HACCP). Capítulo 4: Metodología, Diagnostico check list, Manual SSOP, Capacitación. Capítulo 5: POES (Procedimientos Operativos Estandarizados de Saneamiento).

4
CAPÍTULO I: GENERALIDADES
1.1 Historia ISO 9000
La Organización Internacional para la Normalización tiene sus orígenes en la Federación Internacional de Asociaciones Nacionales de Normalización (1926–1939). De 1943 a 1946, el Comité Coordinador de las Naciones Unidas para la Normalización (UNSCC) actuó como organización interina. En octubre de 1946, en Londres, se acordó por representantes de veinticinco países el nombre de Organización Internacional para la Normalización. La organización conocida como ISO (International Organization for Standarization), celebró su primera reunión en junio de 1947 en Zurich, Alemania, su sede se encuentra ubicada en Ginebra, Suiza. Su finalidad principal es la de promover el desarrollo de estándares internacionales y actividades relacionadas, donde se incluye la conformidad de los estatutos para facilitar el intercambio de bienes y servicios en todo el mundo.
En 1959, el Departamento de la Defensa de los Estados Unidos estableció un Programa de Administración de la Calidad que llamó MIL–Q–9858. Cuatro años más tarde se revisó y nació MIL–Q–9858A. En 1986 la Organización de Tratados del Atlántico Norte (NATO) prácticamente adaptó la norma MIL–Q–9858A para elaborar la primera Publicación del Aseguramiento de la Calidad Aliada (Quality Assurance Publication 1 (AQAP–1). En 1970, el Ministerio de la Defensa Británico adoptó la norma AQAP–1 en su Programa de Administración de Estandarización para la Defensa DEF/STAN 05–8. Con esa base, el Instituto Británico de Estandarización (British Standard Institute, BSI) desarrolló en 1979 el primer sistema para la administración de la estandarización comercial conocido como BS 5750. Con este antecedente, ISO creó en 1987 la serie de estandarización ISO 9000 adquiriendo la mayor parte de los elementos de la norma británica BS 5750. Ese mismo año la norma fue incluida en los Estados Unidos como la serie ANSI/ASQC–Q90 (American Society for Quality Control); y la norma BS 5750 fue revisada con el objetivo de hacerla idéntica a la norma ISO 9000.
De acuerdo con los procedimientos de ISO, todos los estándares ISO, debían ser revisados por lo menos cada cinco años. La revisión de las normas originales ISO 9000 y sus componentes: ISO 9000, 9001, 9002, 9003 y 9004 publicadas en 1987 fue programada para 1992/1993, fecha en la que se creó el "Vocabulario de la Calidad" (estándar ISO 8402), el cual contiene terminología relevante y definiciones. Desde ese entonces se han modificado la ISO 9000 y la ISO 9004, además se agregó la serie ISO 10000 (ISO 1011–1, 1011–2 y 1011–3. Criterios para auditoría y administración de programas de auditorías).
Tanto en Gran Bretaña como en toda Europa se implantó la ISO 9000 con gran rapidez debido a que algunos organismos poco escrupulosos exigían a las empresas que se registraban, que sus proveedores debían certificarse también, hecho que obligó a seguir el procedimiento.

5
La norma ISO 9000 se comenzó a implantar en Estados Unidos desde 1990 debido a un efecto en cascada generado, en gran parte, por la publicidad y los medios de comunicación, los cuales la definieron como "El Pasaporte a Europa" que garantizaba competitividad global y que además, la empresa que no se certificara se vería incapaz de comercializar con países europeos. Desde 1993, el tema del pasaporte a Europa dejó de mencionarse, hoy en día los anunciantes simplemente enumeran los programas de cursos tales como: ISO 9000 y las Buenas Prácticas de Manufactura, ISO 9000 y la Administración de la Calidad Total, Cómo Aplicar la Reingeniería a través de la ISO 9000, entre otros1.
1.2 ISO 9000
ISO 9000 se refiere a una serie de normas universales que define un sistema de “Garantía de Calidad” desarrollado por la Organización Internacional de Normalización (ISO) y adoptado por 90 países en todo el mundo. ISO está compuesta por representantes de normas nacionales de más de 100 países. Su objetivo es promover el intercambio de productos y servicios en todo el mundo y fomentar la cooperación mundial en las áreas intelectual, científica, tecnológica y económica.
La familia de Normas ISO 9000 citadas a continuación se han elaborado para asistir a las organizaciones, de todo tipo y tamaño, en la implementación y la operación de sistemas de gestión de la calidad eficaces.
La Norma ISO 9000 describe los fundamentos de los sistemas de gestión de la calidad y especifica la terminología para estos.
La Norma ISO 9001 indica los requisitos para los sistemas de gestión de la calidad aplicables a toda organización que necesite demostrar su capacidad para proporcionar productos que cumplan los requisitos de sus clientes y los reglamentarios que le sean de aplicación y su objetivo es aumentar la satisfacción del cliente.
La Norma ISO 9004 proporciona directrices que consideran tanto la eficacia como la eficiencia del sistema de gestión de la calidad. El objetivo de esta norma es la mejora del desempeño de la organización y la satisfacción de los clientes y de otras partes interesadas.
1 Sandoval.Rene Mauricio;.2000

6
La Norma ISO 19011 proporciona orientación relativa a las auditorías de sistemas de gestión de la calidad y de gestión ambiental.
Todas estas forman un conjunto coherente de sistemas de gestión de la calidad que facilitan la mutua comprensión en el comercio nacional e internacional. 1.2.1 Principios de gestión de la calidad Para conducir y operar una organización en forma exitosa se requiere que ésta se dirija y controle en forma sistemática y transparente. Se puede lograr el éxito implementando y manteniendo un sistema de gestión que esté diseñado para mejorar continuamente su desempeño mediante la consideración de las necesidades de todas las partes interesadas. Se han identificado ocho principios de gestión de la calidad que pueden ser utilizados por la alta dirección con el fin de conducir a la organización hacia una mejora en el desempeño. a) Enfoque al cliente: Las organizaciones dependen de sus clientes y por lo tanto deberían comprender las necesidades actuales y futuras de estos, satisfacer los requisitos y esforzarse en exceder las expectativas. b) Liderazgo: Los líderes establecen la unidad de propósito y la orientación de la organización. Ellos deberían crear y mantener un ambiente interno, en el cual el personal pueda llegar a involucrarse totalmente en el logro de los objetivos de la organización. c) Participación del personal: El personal, a todos los niveles, es la esencia de una organización y su total compromiso posibilita que sus habilidades sean usadas para el beneficio de la organización. d) Enfoque basado en procesos: Un resultado deseado se alcanza más eficientemente cuando las actividades y los recursos relacionados se gestionan como un proceso. e) Enfoque de sistema para la gestión: Identificar, entender y gestionar los procesos interrelacionados como un sistema, contribuye a la eficacia y eficiencia de una organización en el logro de sus objetivos. f) Mejora continua: La mejora continua del desempeño global de la organización debería ser un objetivo permanente de ésta. g) Enfoque basado en hechos para la toma de decisión: Las decisiones eficaces se basan en el análisis de los datos y la información.
7
h) Relaciones mutuamente beneficiosas con el proveedor: Una organización y sus proveedores son interdependientes, y una relación mutuamente beneficiosa aumenta la capacidad de ambos para crear valor2.
1.3 El Sistema HACCP e ISO 9000 en la Industria Alimenticia
1.3.1 Análisis de puntos críticos de control y riesgo
Cuando se compra algún alimento, busca no solamente satisfacer necesidades nutricionales sino, además ingerir un alimento agradable y, por supuesto, que no represente riesgo para la salud. Desafortunadamente, tal vez todos, en alguna ocasión, habrán sido víctimas de una intoxicación ocasionada por algún alimento.
Esta situación, junto con el incremento de los riesgos ocasionados por residuos químicos provenientes de diferentes fuentes y la aparición de bacterias emergentes, producto del desarrollo tecnológico de la agroindustria y de las condiciones de un mercado abierto, han llevado a la aplicación de sistemas que minimicen tales peligros.
El HACCP es uno de los sistemas que han tenido gran aceptación no solamente entre las empresas sino también a nivel de los organismos de regulación, pues ven en él un mecanismo eficaz para conseguir que el consumidor reciba un alimento seguro y facilita la labor de control.
El sistema HACCP _ análisis de puntos críticos de control y riesgos _ es un sistema desarrollado hace tres décadas con el fin de brindar alimentos seguros a los astronautas de la NASA, en la actualidad es un programa ampliamente empleado por las industrias alimentarias. El objetivo principal, es el de garantizar la seguridad del producto, aspecto básico para brindar calidad.
El sistema HACCP está estructurado en siete pasos, los cuales se mencionan a continuación:
Paso 1. Identificación de peligros potenciales y evaluación de riesgos: se evalúan los peligros asociados con las materias primas (incluyendo todos los ingredientes), el proceso de fabricación, el almacenamiento, la distribución y el consumo de alimento. La evaluación incluye los peligros de tipo físico, químico y biológico que pueden ocurrir durante todas las etapas del proceso de manufactura, desde las materias primas hasta su consumo.
2 [Nahomi Almanza. 2005]
8
Paso 2. Determinación de los puntos críticos de control (PCC): se establecen los puntos o procedimientos donde un control se puede aplicar y donde la ausencia de éste puede representar un riesgo para la salud. Este control permite prevenir o eliminar el riesgo o lo puede reducir a un nivel aceptable.
Paso 3. Establecimiento de límites para el control: se define como los valores máximos y/o mínimos de un parámetro que ha sido seleccionado como punto crítico, lo cual garantiza que el registro es efectivo. Ejemplo de límites son los valores para la humedad dentro de un horno, para la temperatura mínima de cocción, para el pH de una solución.
Paso 4. Establecimiento del sistema para el control y el monitoreo: una vez determinados los límites se establece el procedimiento, se lleva a cabo la secuencia ordenada y planificada de observaciones y medidas de los valores de los puntos críticos. Los resultados obtenidos se deben registrar.
Paso 5. Establecimiento de las acciones correctivas: con base en el control y monitoreo se toman las acciones necesarias para eliminar el peligro real o potencial que pueden generar las desviaciones con relación a los límites de control.
Paso 6. Procedimientos de verificación y operación: estos procedimientos se desarrollan para mantener el sistema HACCP y asegurar su aplicación efectiva.
Paso 7. Documentación y registro: cubre procedimientos, métodos y ensayos para verificar que el sistema se está llevando a cabo según el plan establecido. Adicionalmente, los registros brindan evidencia de que el sistema HACCP está trabajando y que se toman las acciones correctivas del caso, lo cual garantiza que el producto será seguro.
Cabe anotar que la instauración de este sistema requiere, como premisa, el cumplimiento de los principios generales de higiene de alimentos, como lo son las buenas prácticas de manufactura y de laboratorio. Es igualmente importante el compromiso de la gerencia para implementar este sistema3.
1.3.2 HACCP e ISO 9000
Debido al auge y difusión de estos dos sistemas, las empresas de alimentos se han visto enfrentadas al dilema de cual método implementar dentro de sus organizaciones. Aquí es importante enfatizar que ninguno de los dos
3 [Aragundi, Giler, Marco. 2007]

9
procedimientos es excluyente y, por lo tanto, una empresa puede optar por aplicar el que más le convenga.
Cabe recordar que ISO 9000 busca satisfacer las necesidades del consumidor, que estas necesidades pueden ser implícitas o explícitas y que la calidad se define como la traducción de estas necesidades. Así, implementar un sistema para garantizar alimentos seguros (sistema HACCP), es justamente una forma de responder a una de las necesidades básicas e implícitas de un consumidor: adquirir un alimento inocuo.
De otra parte la serie de normas ISO 9000 brindan una buena base para el cumplimiento de los requisitos del sistema HACCP. En consecuencia, la aplicación de las dos técnicas podría dar como resultado un método más efectivo; más aún, sería recomendable trabajar estas técnicas de manera conjunta y no como procedimientos independientes.
Finalmente, lo más importante en cualquier programa, es el comportamiento de todos los miembros de una organización para llevar al consumidor alimentos no solamente deliciosos sino, además, saludables4
.
CAPÍTULO II: ISO 22000
2.1 ISO 22000
Esta es una norma ISO que define y especifica los requerimientos para desarrollar e implantar Sistemas de Gestión de Seguridad Alimentaria, con el fin de lograr una armonización internacional que permita una mejora durante el transcurso de toda la cadena de suministro. La primera edición fue publicada el 1 de septiembre de 2005.
Objetivos principales:
Asegurar la protección del consumidor y fortalecer su confianza. Reforzar la seguridad alimentaria. Fomentar la cooperación entre las industrias y los gobiernos. Mejorar el rendimiento de los costes a lo largo de la cadena de suministro
alimentaria.
ISO 22000:2005 recoge los “elementos claves” que cubren por completo los requisitos de seguridad alimentaria, constituyendo la base de cualquier norma de
4 [Guitierrez Rafael, 2006]

10
de esta índole aprobada, estos requisitos que en ningún momento pretenden sustituir los requisitos legales y reglamentarios son:
Requisitos para desarrollar un Sistema APPCC de acuerdo a los principios enunciados en el Codex Alimentarius.
Requisitos para buenas prácticas de fabricación o programa de prerrequisitos.
Requisitos para un Sistema de Gestión.
Al igual que ocurre con otras Normas Internacionales todos los requisitos de la norma ISO 22000 son genéricos para así ser aplicables a todas las organizaciones que operan dentro de la cadena de suministro alimentario, para permitirles diseñar e implantar un sistema de gestión de seguridad alimentaria eficaz, independientemente del tipo, tamaño y producto.
Se debe tomar en cuenta tal y como especifica la norma en su “Ámbito de aplicación” a todas aquellas organizaciones directamente involucradas en uno o más pasos de la cadena alimenticia de suministro alimentario como agricultores, ganaderos, productores de materias primas y aditivos, fabricantes de productos alimenticios, cadenas de distribución, organizaciones que proporcionan servicios de limpieza, transporte, almacenamiento y distribución de productos alimentarios y otras organizaciones indirectamente involucrado con la cadena alimenticia como proveedores de equipamientos, agentes de limpieza, material de envase y embalaje y productores de cualquier otro material que entre en contacto con los alimentos.
2.2 Requisitos de sistemas de gestión de seguridad alimentaria
Establecidos en 8 capítulos principales, alineados con los ya definidos en las normas ISO 9001 y ISO 14001. Estos son:
1. Alcance. 2. Referencias. 3. Términos y definiciones. 4. Sistema de gestión de seguridad alimentaria. 5. Responsabilidad de la dirección. 6. Gestión de recursos. 7. Realización de productos seguros (Inocuidad). 8. Medida, análisis y actualización del sistema.
1. El Alcance. Está focalizado en las medidas de control que deben ser implantadas para asegurar que los procesos realizados por la organización cumplen con los requisitos de seguridad alimentaria establecidos por los clientes así como los de carácter legal. Los tipos de organizaciones en la cadena alimentaria a los que les puede aplicar este estándar son aquellos que están directa o indirectamente implicados en una o más etapas de la cadena, independientemente del tamaño y complejidad de la organización.
11
2. Normativa de Referencia. Trata sobre los materiales de referencia que pueden ser empleados para determinar las definiciones asociadas con términos y vocabulario utilizados en los documentos con Normas ISO.
3. Términos y definiciones. En un esfuerzo por mantener consistencia y promover el uso de una terminología común, la sección términos y definiciones de la Norma ISO 22000 hacen referencia al empleo de las 82 definiciones encontradas en la Norma ISO 9001:2000, e incluye una lista de las definiciones que son específicas para esta aplicación. El fundamento que hay detrás de esta sección de definiciones es clarificar terminologías y promover el uso de un lenguaje común.
4. Sistema de Gestión de Seguridad Alimentaria. Se enfatiza sobre el establecimiento, documentación, implantación y mantenimiento de un Sistema de Gestión de Seguridad Alimentaria efectivo, con los procedimientos y registros requeridos, que son necesarios para asegurar su desarrollo, instauración y actualización.
5. Responsabilidad de la Dirección Esta sección perfila el compromiso de la dirección para la implantación y mantenimiento del Sistema de Gestión de Seguridad Alimentaria. Se indica que la organización deberá designar un responsable del método y constituir un equipo de seguridad alimentaria, que establezca políticas claras, objetivos, planes de contingencia ante situaciones de emergencia y responsabilidades. Asimismo deberán establecerse unos mecanismos de comunicación efectivos dentro de la organización, así como con sus suministradores y clientes. Deberán programarse revisiones del proceso por la dirección, que permitan garantizar que la Alta Dirección de la organización es consciente del status del sistema, y que son realizadas las acciones encaminadas a corregir las no conformidades puestas de manifiesto y conseguir una mejora continua del Sistema de Gestión de Seguridad.
Un método de esta índole implantado de manera efectiva requiere que la Alta Dirección de la organización, proporcione los recursos necesarios, tanto en medios materiales como de personal.
6. Gestión de Recursos. Dentro de la sección de Gestión de Recursos se establecen requisitos relacionados a la programación de las actuaciones de formación y adiestramiento, la evaluación del personal clave, y el mantenimiento de un ambiente de trabajo y una infraestructura adecuada para los procesos realizados.
7. Gestión de la Inocuidad de los Alimentos ISO 22000 El aumento de la preocupación de los consumidores por el estado de los alimentos y los reclamos de los clientes por comercializar productos seguros, ha generado que las empresas productoras a nivel mundial, implementen un Sistema de Gestión de

12
Inocuidad Alimentaria. Su aplicación, a través de la Norma ISO 22000, es una herramienta eficaz para lograr productos inocuos y es clave para la gestión empresarial. Dicho sistema, no sólo puede mejorar la calidad del producto, la eficiencia de la producción, reducir el desperdicio y ahorrar dinero, sino que posicionará a la empresa en condiciones de competir a nivel internacional.
En este contexto, adecuar los procesos de producción de alimentos, identificar y controlar los riesgos que afectan la seguridad de éstos, demostrar una comunicación efectiva con clientes y otras partes interesadas y alcanzar la satisfacción de los mismos, no sólo compromete a las empresas a brindar productos seguros, sino que les permitirá obtener ventajas económicas y ser más competitivas por haber organizado sistemáticamente la gestión de sus procesos y por la mejora de los controles de riesgos durante la producción.
Los productores de alimentos deciden implementar la Norma Internacional ISO 22000 en sus procesos de producción, con el objetivo de instaurar los aspectos específicos para asegurar la inocuidad de los mismos y además incorporar la gestión de la calidad dentro de sus procesos, a fin de optimizar el uso de recursos, mantener una eficaz comunicación interna y externa, mejorar el desempeño de la organización, entre otros factores5.
Ámbito de aplicación:
Esta norma puede ser implementada por todas las empresas presentes en la cadena de productos alimenticios, incluso aquellas que prestan servicios al rubro, por ejemplo, transporte, operadores de almacenaje, fabricantes de productos de embalaje y limpieza entre otros. Si alguno de éstos es su caso, la decisión correcta para su empresa es implementar la Norma ISO 22000 y desarrollar por lo tanto, un sistema de gestión de la inocuidad de los alimentos que satisfaga las expectativas y requerimientos de sus clientes, de los consumidores y de los entes regulatorios.
La Norma Internacional ISO 22000 reúne los requisitos específicos para alcanzar la inocuidad de los alimentos a partir de los principios de HACCP (sigla en inglés que significa Análisis de Peligros y Puntos Críticos de Control), y propone aplicar este proceso a través de los conceptos de gestión de la calidad, basados en la Norma Internacional ISO 9001. Ambas normas pueden ser certificadas en forma individual, no obstante pueden establecerse en forma integrada a través de la aplicación de ISO 22000.
5 [Enciclopedia Libre; Wilkipedia; 2010]
13
Asegurar la producción de alimentos inocuos y colocar sus procesos bajo control
Un Sistema de Gestión efectivo, permitirá colocar los controles específicos necesarios dentro de los procesos de la empresa y aplicar las buenas prácticas a fin de lograr la inocuidad de los alimentos. Para ello, se definirán claramente los puntos críticos de control, los métodos y los responsables para realizarlos y se pondrán bajo inspección todos los procesos, a fin de implementar la gestión de la calidad dentro de la organización.
El certificado ISO 22000 demuestra que su Sistema de Gestión de Inocuidad de los Alimentos ha sido certificado sobre la base de esa norma de gestión y que cumple con la misma. Es emitido por un organismo de certificación independiente y permite al cliente saber que puede confiar en que su empresa ha instaurado los procesos internos necesarios para controlar y mantener la inocuidad de los alimentos y por otra parte, asegurar el cumplimiento de sus obligaciones contractuales.
La norma ISO 22000 "indica las exigencias de un sistema de gestión de la seguridad de los productos alimentarios incorporando los elementos siguientes, generalmente reconocidos como esenciales, y que permiten garantizar los productos a todos los niveles de la cadena alimentaria, hasta la etapa final de consumo:
comunicación interactiva gestión del sistema programas requisitos previos los principios HACCP
Estos cuatro incisos son esenciales para entender la norma y siempre deberán tenerles en la mente. Recuérdense: los programas requisitos previos (o buenas prácticas) corresponden a todo lo que no es un CCP.
La comunicación: La obligación de implementar una comunicación interactiva supera las exigencias reglamentarias. Esta necesidad de comunicar proviene principalmente de los malos funcionamientos observados durante la crisis de la ESB cuando la mala relación, interna a la empresa pero sobre todo externa con los proveedores, los clientes y las autoridades, fue una de las primeras causas de la gravedad de los daños.
Dicha norma exige esta organización de la comunicación dentro de la empresa y hacia el exterior. Implementarán los diferentes medios que le parezcan útiles. Tendrán que ser eficaces para que los peligros, por ejemplo, los que no se pueden controlar, no se presenten al principio o al final, siempre y cuando los proveedores o clientes estén al corriente. Dentro de la empresa, será preciso que toda persona sepa cómo comunicar un

14
incidente que pueda influir en la seguridad de los productos alimentarios. Por esta razón debe haber dispositivos eficientes de comunicación, y asignar personal interna y externamente, con una perfecta identificación de todos los interlocutores posibles.
La gestión del sistema: Ante todo se trata de que la empresa se organice y se estructure. Una parte estará bajo la responsabilidad de la dirección y la otra estará al mando de los operadores y, más, particularmente del servicio de calidad.
La dirección definirá y comunicará las distintas obligaciones de los empleados, nombrará a un responsable de equipo encargado de la seguridad de los productos alimentarios; estructurará el sistema de comunicación interno y externo; pensará en las diferentes urgencias o accidentes que pueden producirse en una cocina y poner en peligro la seguridad de los alimentos; organizar revistas de dirección durante las cuales se hará el balance de la situación, la evolución y las posibles mejoras del funcionamiento general.
El servicio de Calidad o una persona nombrada:
Se encargarán de validar con regularidad (en teoría una vez al año) que las diferentes medidas permitan un control satisfactorio (y predeterminado) de los peligros previamente identificados; que los diferentes materiales y soportes que sirven para supervisar los CCP sean fiables y estén correctamente calibrados; que las auditorías internas sean programadas en cada departamento para hacer constar el estado del sistema vigente (fiabilidad, necesidad de mejora...); que una evaluación de los diversos resultados individuales de verificación muestre que los diversos autocontroles, calibración de los termostatos, inspecciones visuales, registro durante la fabricación, …, sean correctamente seguidos y conformes a las disposiciones establecidas; sin olvidar una comprobación más general del sistema para estudiar eventualmente las grandes tendencias de mejora de los diferentes resultados individuales.
Esta última exigencia de la norma (8.4.3.) posibilita que se observen los resultados globales del sistema con sus grandes tendencias. De ello se puede deducir un nivel de confianza con respecto al método de seguridad de los productos alimentarios. Todo esto debe ser presentado durante la revista de dirección. Las conclusiones permiten a la dirección tomar las buenas decisiones de inversión, de formación y otras orientaciones imprescindibles.
La dirección y el servicio de calidad: Ambos deben garantizar y demostrar que el sistema en su globalidad se actualiza y mejora de manera permanente.

15
8. Validación, verificación, y mejora del Sistema de Gestión de Seguridad Alimentaria.
Este estándar puede ser considerado como una herramienta de gestión que liga la Seguridad Alimentaria a los procesos de negocio y promueve que las organizaciones analicen con detalle los requisitos de sus clientes, definan sus procesos y los mantengan perfectamente controlados. Así mismo se facilita que las organizaciones puedan integrar sus Sistemas de Gestión de la Calidad y de Seguridad Alimentaria. La norma está diseñada para su posible aplicación en cualquier organización que opera dentro de la cadena alimentaria, tanto de manera directa como indirecta, independientemente de su tamaño y complejidad, se suministra la transparencia necesaria en todas las operaciones, procesada y transacciones realizadas sobre los productos alimentarios, desde su origen en el campo/granja, hasta su llegada al consumidor final6.
CAPÍTULO III. INOCUIDAD Y HACCP
3.1. Inocuidad
El concepto de Inocuidad de Alimentos se define como “la garantía de no hacer daño como una responsabilidad compartida, que agregue valor tanto al productor como al consumidor para que sea sostenible en el tiempo”. Este concepto ha sido ejecutado por varios países aunque son pocos los que tienen información al respecto.
3.1.1 Inocuidad de los alimentos, calidad para el consumo
Una alimentación adecuada es esencial para la salud. Los alimentos aportan la energía y los nutrientes esenciales que todos los seres humanos necesitan para mantener un buen estado nutritivo. La salud a diferencia de lo que muchos creen, no es la ausencia de enfermedad, sino que debe ser entendida como un completo estado de bienestar físico, mental y social.
Una defectuosa preparación, cocción o almacenamiento, son las principales causas para la aparición de las bacterias en cualquier plato de comida, que comienzan a multiplicarse y hacen que el consumo sea peligroso para la salud. La presencia de microorganismos patógenos no siempre se hace visible, no siempre presenta cambios de sabor, olor o, incluso, alteraciones en su aspecto. El objetivo
6 [Eva Gálvez; 2006]

16
de la higiene en este sentido es garantizar la producción y elaboración de productos que sean inocuos y limpios, esto garantiza que no se causará daño al consumidor cuando el producto sea preparado o ingerido, de acuerdo con los requisitos higiénico-sanitarios.
La inocuidad alimentaria es un proceso que asegura la calidad en la producción y elaboración de los productos alimenticios. Garantiza la obtención de productos sanos, nutritivos y libres de peligros para el consumo de la población7.
3.2.2 Procedimientos Operativos Estandarizados de Saneamiento (POES)
Son procedimientos operativos estandarizados que describen las tareas de saneamiento. Se aplican antes, durante y después del proceso de elaboración.
En cada etapa de la cadena alimentaria desde la producción primaria hasta el consumo son necesarias prácticas higiénicas eficaces.
Así, se podrían mencionar muchos más ejemplos de la influencia de buenas prácticas en la calidad de los productos.
Asimismo la aplicación de procedimientos operativos estandarizados de saneamiento (POES) es un requerimiento fundamental para la instauración de sistemas que aseguren la calidad de los alimentos.
Para la implementación de los POES, al igual que en los sistemas de calidad, la selección y captación del personal responsable cobra suma importancia. Al leer los cinco tópicos que consideran los POES se entenderá esta afirmación.
Primer punto
Cada establecimiento debe tener un plan escrito que describa los procedimientos diarios que se llevarán a cabo durante y entre las operaciones, así como las medidas correctivas previstas y la frecuencia con la que se llevarán a cabo para prevenir la contaminación directa o adulteración de los productos.
Las plantas deben desarrollar procesos que puedan ser eficientemente llevados a cabo, teniendo en cuenta la política de la dirección, el tamaño del establecimiento, y la naturaleza de las operaciones.
También deben prever un mecanismo de reacción inmediata frente a una contaminación.
Los encargados de la inspección del plan deben exigir que el personal lleve a cabo aquellos procedimientos establecidos y actúe si se producen contaminaciones directas de los productos.
7 [USDA. Departamento de agricultura de los estados unidos) 2010 ]

17
Segundo punto
Las plantas tienen flexibilidad para determinar quien será la persona a cargo siempre y cuando tenga mando en el lugar. Cada POES debe estar firmado por una persona de la empresa con total autoridad en el lugar o por alguien de alta jerarquía en la planta. Debe ser firmado en el inicio del plan y cuando se realice.
La importancia de este punto en que la higiene constituye un reflejo de los conocimientos, actitudes, políticas de la dirección y los mandos medios. La mayoría de los problemas asociados con una higienización inadecuada podrían evitarse con la selección, formación activa, y motivación del equipo de limpieza.
Tercer punto
Los procedimientos pre operacionales son aquellos que se llevan a cabo en los intervalos de producción y como mínimo deben incluir la limpieza de las superficies, de las instalaciones, y de los equipos y utensilios que están en contacto con alimentos. El resultado será un adecuado saneamiento antes de empezar la producción.
Los procedimientos sanitarios adicionales para el saneamiento pre operacional incluyen la identificación de los productos de higiene y desinfectantes, y la descripción del desarme y rearme del equipamiento antes y después de la higienización. Se detallarán las técnicas de limpieza utilizadas y la aplicación de desinfectantes a las superficies de contacto con los productos, después de la limpieza.
La confirmación o verificación requiere pruebas microbiológicas de áreas determinadas de las superficies donde se manipulan los productos o de los equipos. Se pueden realizar también pruebas del producto terminado o del diagrama reflujo, lo que implicaría sacar muestras del producto en elaboración en las distintas etapas del proceso y asociar el nivel de higiene de los equipos y del ambiente de producción con el nivel de contaminación en dicha instancia.
Los procedimientos de saneamiento operacional, se realizarán durante las operaciones. Deben ser descriptos al igual que los métodos pre-operacionales y deben, además, hacer referencia a la higiene del personal en lo que hace al mantenimiento de las prendas de vestir externas, al lavado de manos, al estado de salud, etc.
También debe considerarse que durante los intervalos en la producción, es necesario realizar la limpieza y desinfección de equipos y utensilios.
Cuarto punto
El personal designado será además el que realizará las correcciones del plan, cuando sea conveniente. Según este punto la empresa no tiene necesidad de identificar a los empleados que llevarán a cabo las tareas de limpieza incluidas en el plan de saneamiento.

18
Los establecimientos deben tener registros diarios que demuestren que se están llevando a cabo los procedimientos de sanitización que fueron delineados en el plan de POES, incorporándose las acciones correctivas que fueron tomadas.
Quinto punto
No hay ningún requerimiento en lo que respecta al formato. Los registros pueden ser mantenidos en diskette o en papel o de cualquier otra manera que resulte accesible al personal que realiza las inspecciones.
La planta de elaboración deberá tener como mínimo los siguientes POES, saneamiento de:
Manos Líneas de producción Áreas de recepción, depósitos de materias primas, intermedios y productos
terminados Silos, tanques, cisternas, tambores, carros, bandejas, campanas, ductos de
entrada y extracción de aire, Líneas de transferencia internas y externas a la planta Cámaras frigoríficas y heladeras Lavaderos Lavabos, paredes, ventanas, techos, zócalos, pisos y desagües de todas
las áreas Superficies en contacto con alimentos, tales como, básculas, balanzas,
contenedores, mesadas, cintas transportadoras, utensilios, guantes, vestimenta externa, etc.
Instalaciones sanitarias y vestuarios 8
3.3 BPM y HACCP
3.3.1 BPM
Las Buenas Prácticas de Manufactura (BPM) son prácticas entendidas como mejores y aceptadas que rigen sobre varios aspectos de la manufactura, ensamblado, fabricación y otras áreas prácticas y diversas industrias como en la farmacéutica y en la industria alimenticia, que en esta última, se puede referir a la higiene recomendada para que el manejo de alimentos garantice la obtención de productos inocuos.
8 [Programa Calidad de los Alimentos Argentinos; Dirección de Promoción de la Calidad Alimentaria – SAGPyA; 2007]
19
Las BPM aseguran que las condiciones de manipulación y elaboración protejan a los alimentos del contacto con los peligros y la proliferación, en ellos, de agentes patógenos. A lo largo de toda la cadena (PRODUCCIÓN PRIMARIA – TRANSFORMACIÓN - DISTRIBUCIÓN - CONSUMO), las buenas prácticas observan el cuidado del ambiente de elaboración, el estado de los equipos, el "know-how" involucrado y la actitud de los manipuladores. Por su parte, el HACCP asegura que los procesos se desarrollen dentro de los límites que garantizan que los productos sean inocuos.
Los dos sistemas se encuentran interrelacionados porque las BPM son un pre-requisito básico para la puesta en marcha del HACCP, y los objetivos de ambos sistemas se superponen en el cuidado del proceso.
En la implementación, durante el análisis de cada peligro para la identificación de los puntos críticos de control se plantea si es verificado por las BPM o es necesario establecer un seguimiento de su evolución a través del HACCP.9
3.3.2 HCCP
El sistema de HACCP, tiene fundamentos científicos y carácter sistemático, permite identificar peligros específicos y medidas para su control con el fin de garantizar la inocuidad de los alimentos. Es un instrumento para evaluar y establecer sistemas que se centran en la prevención en lugar de basarse principalmente en el ensayo del producto final. Todo sistema de HACCP es susceptible de cambios que pueden derivar de los avances en el diseño del equipo, los procedimientos de elaboración o el sector tecnológico.
El sistema de HACCP puede aplicarse a lo largo de toda la cadena alimentaria, desde el productor primario hasta el consumidor final, y su aplicación deberá basarse en pruebas científicas de peligros para la salud humana, además de mejorar la inocuidad de los alimentos. Para que la aplicación del sistema de HACCP dé buenos resultados, es necesario que tanto la dirección como el personal se comprometan y participen plenamente.
La aplicación del sistema de HACCP es compatible con la aplicación de sistemas de gestión de calidad, como la serie ISO 9000, y es el método utilizado de preferencia para controlar la inocuidad de los alimentos en el marco de tales sistemas.
El Sistema de HACCP consiste en los siete principios siguientes:
9 [Enciclopedia Libre; Wilkipedia. 2010]

20
PRINCIPIO 1: Realizar un análisis de peligros.
PRINCIPIO 2: Determinar los puntos críticos de control (PCC).
PRINCIPIO 3: Establecer un límite o límites críticos.
PRINCIPIO 4: Establecer un sistema de vigilancia del control de los PCC.
PRINCIPIO 5: Establecer las medidas correctivas que han de adoptarse cuando la vigilancia indica que un determinado PCC no está controlado.
PRINCIPIO 6: Establecer procedimientos de comprobación para confirmar que el Sistema de HACCP funciona eficazmente.
PRINCIPIO 7: Establecer un sistema de documentación sobre todos los procedimientos y los registros apropiados para estos principios y su aplicación.10
3.4 Sistema de Seguridad Alimentaria (Pirámide del HACCP)
Para desarrollar exitosamente un programa de Seguridad Alimentaria, es necesario que todos los componentes de la organización estén convencidos de que el desarrollo e implementación del sistema tendrá beneficios a corto, mediano y largo plazo.
El Sistema de Seguridad Alimentaria es un Sistema de Calidad y como tal se fundamenta en tres aspectos de la estructura de cualquier sistema de gestión.
1. Documentación, es decir los aspectos de procedimientos, registros, formularios y documentos soporte del sistema.
2. Implementación, pasar de los aspectos documentales a la realidad, es decir pasar del dicho al hecho, de lo teórico a lo práctico.
3. Demostración de la efectividad, consiste en determinar la utilidad del sistema, esto se lo puede realizar por medio de indicadores.
Para explicar mejor como es la estructura de este sistema de Seguridad Alimentaria, a continuación se grafica (véase página 19):
Dibujo 1: Pirámide de sistema de seguridad alimentaria
10 [FAO; 2010 ]

21
Es un hecho que si una organización, cualquiera que sea, se decide por la implementación de un sistema de calidad, busca un beneficio tanto para ella misma, cuanto para la satisfacción de los consumidores. Brevemente se describe cada componente de la pirámide de la Seguridad Alimentaria. 1. CAPACITACIÓN: Es uno de los primeros peldaños dentro de la pirámide de la
Seguridad Alimentaria. Precisamente el éxito de cualquier programa de Gestión de Calidad, se basa esencialmente en la capacitación de todo el personal de la instalación alimentaria. El personal involucrado tiene que entender cuál es su rol dentro del Sistema de Seguridad Alimentaria, entender los conceptos principales y la terminología utilizada, las habilidades necesarias y sobre todo lo que se espera de ellos dentro del funcionamiento del mismo.
2. TRAZABILIDAD DE PRODUCTOS: Dentro de la pirámide de la seguridad
alimentaria, los aspectos de trazabilidad son indispensables, dado que el establecimiento de manejo de alimentos debe estar en la capacidad de seguir las materias primas, productos en proceso y terminados a lo largo de toda la cadena de producción. Esta trazabilidad se relaciona mucho en nuestro medio con el lote de producción, que suele ser una combinación alfanumérica o solamente una combinación numérica, la cual posee registros que involucran a todas las materias primas usadas en la producción de ese lote particular.
3. PROGRAMAS DE RETIRO DE PRODUCTO: El programa de retiro de
productos tiene que ver con la capacidad del establecimiento de manejo de alimentos con la recuperación de productos con peligros potenciales de daño al consumidor. Debe incluir los procedimientos apropiados para formar un comité de manejo de incidentes y la posibilidad de recuperación de la totalidad de los lotes afectados por la amenaza latente. Este proyecto de retiro tiene una relación directa con la trazabilidad de productos, dado que si en un evento no consentido se produjese una eventualidad de detectar un riesgo potencial en ese alimento, el establecimiento de manejo debe estar en capacidad de detectar la fuente de contaminación y ese análisis incluye precisamente a las materias primas.
4. BUENAS PRÁCTICAS DE MANUFACTURA: definido por las siglas BPM,
incluye dos aspectos fundamentales que son el pilar de las BPM, estos son:
a. Diseño de las superficies e instalaciones del establecimiento de producción de alimentos
b. Comportamiento del personal, que incluye la higiene individual, el
estado de salud y la capacitación del mismo.

22
5. PROGRAMAS PRE-REQUISITO: es un término empleado para definir todos los procedimientos soporte del Sistema de Seguridad Alimentaria, estos programas combinan los aspectos documentales y de implementación. Pueden incluir: Instalaciones de producción de alimentos, diseño y compra de equipos para procesamiento de alimentos, controles de proceso, sanitización de planta, entre otros. Definen el cómo hacerlo y se relacionan con los aspectos legales o regulatorios contenidos en las BPM 6. HACCP: son principios mundialmente aceptados como válidos para el desarrollo de un sistema de Gestión de Calidad enfocado a la INOCUIDAD (Seguridad del alimento). Es un sistema eminentemente preventivo enfocado a la eliminación de tres tipos de peligros: físicos, químicos y biológicos. Se trata de siete principios, pasos o etapas para el desarrollo del Sistema de Inocuidad. 7. MEJORA CONTINUA: En la pirámide de la Seguridad Alimentaria, se expresa como el círculo con flecha, dado que cada vez que se evalúa la posibilidad de riesgos, los sistemas de prevención y control se refuerzan y ejecutan el ciclo definido por Deming como PHVA (Planear, Hacer, Verificar y Actuar).11
11 [Beltrán Heredia; Fernando 2010]
23
CAPÍTULO IV. METODOLOGÍA
Para alcanzar un compromiso serio de calidad con los consumidores se aplicarán los Procedimientos Estandarizados de Limpieza POES los cuales están orientados a corregir todos los puntos críticos con respecto a sanitizacion ya sea del personal, maquinaria y procesos para así evitar posibles errores en el sistema de calidad alimentaria y ofrecer a los clientes un producto inocuo y de estándares de calidad altos.
Para ello se aplicaron las siguientes herramientas:
4.1 Diagnóstico check list
Para la aplicación y cumplimiento de los procedimientos estandarizados de limpieza es necesario el registro de las acciones que el personal encargado tiene que realizar para evitar de esta manera el incumplimiento de un requisito.
Es por ello, que se implementará el uso de check list para las actividades que lo ameriten en las operaciones de la empresa, esto para poder llevar un control y registro de todas las acciones y en caso de incumplimiento, identificar la causa y responsables para tomar acciones correctivas y preventivas, la aplicación de los procedimientos estandarizados de limpieza se realizará de manera más ordenada, estos estarán debidamente identificados y revisados por los jefes inmediatos de cada área para poder confirmar la aplicación de los procedimientos aplicados a dicha área.
En la parte de anexos se muestran algunos de los check list a aplicar en nuestro proceso de verificación.
4.2 Manual SSOP
Es un hecho que el consumidor actual demanda cada vez más alimentos de calidad. En el caso de los productos lácteos, la calidad es el conjunto de atributos relativos a su utilidad, incluyendo factores nutricionales, sensoriales, de inocuidad y comerciales.
Los mercados de lácteos pueden alcanzar estas normas de calidad en los productos a través del mantenimiento de las condiciones de higiene y seguridad en los mismos.
Los Procedimientos Operativos Estandarizados de Saneamiento (POES) explicitan los procesos de limpieza e higiene y constituyen una serie de medidas de prevención y vigilancia documentadas.
El manual POES o SSOP por sus siglas en inglés son una recopilación de todos estos procedimientos los cuales han sido estandarizados para la empresa

24
“Lácteos Bonanza”, en este documento se encuentran todas las acciones a tomar por parte de los empleados, volviéndose una herramienta importante, la cual permite que cualquier individuo pueda realizar una operación siguiendo el manual, ya que en él se encuentran todos los tiempos, diluciones, herramientas y procedimientos que se deben realizar.
Por esta razón se creará el documento el cual se basará en la norma 21CFR 178.1010 (concentraciones y regulaciones de principios activos de químicos en alimentos) por consiguiente se tendrá una guía para todos los procesos de limpieza.
4.3 Capacitación
Para la correcta aplicación del manual de procedimientos operativos estandarizados de sanitización, es necesario que el personal se instruya sobre qué beneficios proporciona y cómo se debe aplicar dicho manual, es por ello que se impartirá una capacitación enfocada al aprendizaje y aplicación de diversos términos sobre inocuidad alimentaria. Dicha capacitación sobre SSOP, se llevará a cabo en las instalaciones de Industrias Lácteas Bonanza, el programa a seguir, se diseñará realizando la capacitación lo más entendible posible para lograr la óptima comprensión por el personal de la empresa.

25
5. CAPITULO V. POES Procedimientos
Operativos Estandarizados de
Saneamiento

26
TABLA 1: LIMPIEZA Y SANITIZACION DE MANOS DIAGRAMA DE PROCEDIMIENTOS LÁCTEOS BONANZA S.A DE C.V
PROCEDIMIENTO : Limpieza y
sanitización de manos
CÓDIGO: - DEPTO: Producción
ELABORÓ: FECHA: REVISÓ: Control de
calidad AVALÓ: Control
de calidad
AUTORIZÓ: Gerencia general
Control de calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar un adecuado lavado y
sanitización de manos. Políticas
El encargado de limpieza general debe asegurarse de jabón antibacterial y solución clorada de 10 ppm.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Todo el personal que ingrese a la planta.
1. Remangar la gabacha hasta los codos si es necesario. 2. Enjuagar las manos hasta los codos 3. Tomar jabón del dispensador y comenzar a fregar vigorosamente en toda la mano, entre los dedos y luego hacerlo hasta los codos. Este debe durar mínimo 15 segundos para permitir que el jabón actúe. 4. Restregarse las uñas con el cepillo destinado para este fin, el cual debe ser colocado en una solución clorada de 10 ppm. 5. Enjuagar las manos, haciendo siempre los mismos movimientos que cuando tenía el jabón. Este procedimiento debe durar 15 segundos para asegurarse de remover toda la suciedad que el jabón pudo quitar. 6. Secarse las manos con papel toalla. 7. Tirar al basurero. Nota: El tiempo estimado para realizar esta limpieza es de 2 - 3 min.
Papel toalla Cepillo para uñas. Químicos: Jabón antibacterial sin olor. Solución clorada de 10 ppm.
Encargado control de calidad:_____________ Gerencia General :___________________
27
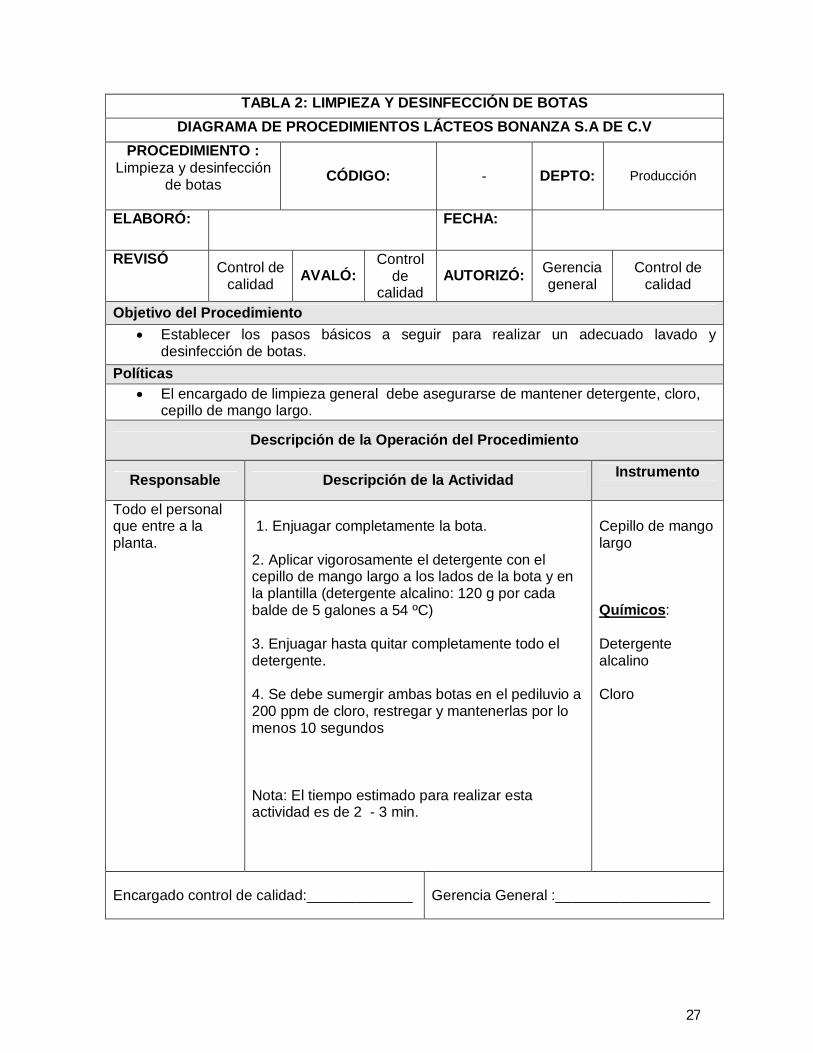
TABLA 2: LIMPIEZA Y DESINFECCIÓN DE BOTAS DIAGRAMA DE PROCEDIMIENTOS LÁCTEOS BONANZA S.A DE C.V
PROCEDIMIENTO : Limpieza y desinfección
de botas
CÓDIGO: - DEPTO: Producción
ELABORÓ: FECHA:
REVISÓ Control de calidad AVALÓ:
Control de
calidad AUTORIZÓ: Gerencia
general Control de
calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar un adecuado lavado y
desinfección de botas. Políticas
El encargado de limpieza general debe asegurarse de mantener detergente, cloro, cepillo de mango largo.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Todo el personal que entre a la planta.
1. Enjuagar completamente la bota. 2. Aplicar vigorosamente el detergente con el cepillo de mango largo a los lados de la bota y en la plantilla (detergente alcalino: 120 g por cada balde de 5 galones a 54 ºC) 3. Enjuagar hasta quitar completamente todo el detergente. 4. Se debe sumergir ambas botas en el pediluvio a 200 ppm de cloro, restregar y mantenerlas por lo menos 10 segundos Nota: El tiempo estimado para realizar esta actividad es de 2 - 3 min.
Cepillo de mango largo Químicos: Detergente alcalino Cloro
Encargado control de calidad:_____________ Gerencia General :___________________

28
TABLA 3: LIMPIEZA Y PREPARACIÓN DE PEDILUVIOS DIAGRAMA DE PROCEDIMIENTOS LÁCTEOS BONANZA S.A DE C.V
PROCEDIMIENTO : Limpieza y preparación
de pediluvios
CÓDIGO: - DEPTO: Producción
ELABORÓ: FECHA: REVISÓ Control de
calidad AVALÓ: Control
de calidad
AUTORIZÓ: Gerencia general
Control de calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar un adecuado lavado y
preparación de pediluvios. Políticas
El encargado de limpieza general debe asegurarse de mantener detergente y cloro para realizar dicha actividad.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Persona designada por el jefe de planta o supervisor.
1. Dar vuelta al pediluvio. 2. Enjuagar el pediluvio con agua a presión. 3. Preparar la solución de detergente (detergente alcalino: 120 g por cada balde de 5 galones a 54 ºC) y restregar con la escoba. 4. Enjuagar hasta retirar todo el detergente. 5. Llenar el pediluvio con agua. 6. Agregar cloro hasta alcanzar una concentración de 200 ppm (20 ml por cada balde de 5 galones). 7. Dejar el pediluvio dado vuelta al finalizar las labores de producción. Nota: El tiempo estimado para realizar esta actividad es de 8-10 min.
Escoba Químicos: Detergente alcalino Cloro
Encargado control de calidad:_____________ Gerencia General :___________________

29
TABLA 4: LIMPIEZA Y SANITIZACIÓN DE TANQUE DE RECIBO DE LECHE DIAGRAMA DE PROCEDIMIENTOS LÁCTEOS BONANZA S.A DE C.V
PROCEDIMIENTO : Limpieza y sanitización de tanque de recibo de
leche
CÓDIGO: - DEPTO: Producción
ELABORÓ: FECHA: REVISÓ Control de
calidad AVALÓ: Control
de calidad
AUTORIZÓ: Gerencia general
Control de calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar una adecuada limpieza y
sanitización del tanque de recibo de leche. Políticas
El encargado de la limpieza del tanque deberá contar con detergente alcalino y desinfectante.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Empleados encargados del área de recibo.
1. Desarmar la válvula del tanque. 2. Enjuagar completamente el tanque con agua a 80°C hasta que no queden residuos de leche. 3. Aplicar la solución detergente con cepillo de mano (detergente alcalino: 120 g por cada balde de 5 galones a 54 ºC) y restregar con el cepillo de piso. 4. Aplicar la solución detergente en la salida del tanque con un cepillo para tubería. 5. Enjuagar el tanque con agua a temperatura ambiente hasta retirar el detergente por completo. 6. Aplicar la solución detergente mediante un cepillo de mano a las partes desarmadas de la válvula. 7. Armar la válvula y dejarla cerrada. Desinfección 1. Prepara la solución desinfectante 2. Aplicar la solución desinfectantes por las paredes del tanque. 3. Abrir la válvula para drenar la solución. Nota: El tiempo estimado para realizar esta actividad es de 30 - 40 min.
Cepillo de mano y de palo. Químicos: Detergente alcalino Desinfectante
Encargado control de calidad:_____________ Gerencia General :___________________

30
TABLA 5: LIMPIEZA Y SANITIZACIÓN DEL TANQUE DE ALMACENAMIENTO DIAGRAMA DE PROCEDIMIENTOS LACTEOS BONANZA S.A DE C.V
PROCEDIMIENTO : Limpieza y sanitización
del tanque de almacenamiento
CODIGO: - DEPTO: PRODUCCIÓN
ELABORÓ: FECHA:
REVISÓ Control de calidad AVALÓ:
Control de
calidad AUTORIZÓ: Gerencia
general Control de
calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar una adecuada limpieza y
sanitización del tanque de almacenamiento. Políticas
El encargado de la limpieza del tanque deberá contar con detergente alcalino y desinfectante.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Empleados encargados del área de recibo.
Nota: El tiempo
estimado para
realizar esta
actividad es de
30 - 40 min.
1. Desarmar la válvula del tanque. 2. Enjuagar completamente el tanque con agua a 80°C hasta que no queden residuos de leche. 3. Aplicar la solución detergente con cepillo de mano (detergente alcalino: 120 g por cada balde de 5 galones a 54 ºC) y restregar con el cepillo de piso. 4. Aplicar la solución detergente en la salida del tanque con un cepillo para tubería. 5. Enjuagar el tanque con agua a temperatura ambiente hasta retirar el detergente por completo. 6. Aplicar la solución detergente mediante un cepillo de mano a las partes desarmadas de la válvula. 7. Armar la válvula y dejarla cerrada. Desinfección 1. Prepara la solución desinfectante de cloro (25 ml por galón) 2. Aplicar la solución desinfectantes por las paredes del tanque. 3. Abrir la válvula para drenar la solución.
Cepillo de mano y de palo. Químicos: Detergente alcalino Desinfectante
Encargado control de calidad:_____________ Gerencia General :___________________

31
TABLA 6: LIMPIEZA Y SANITIZACIÓN DE PASTEURIZADOR HTST Y HOMOGENIZADOR DIAGRAMA DE PROCEDIMIENTOS LACTEOS BONANZA S.A DE C.V
PROCEDIMIENTO : Limpieza y sanitización de pasteurizador htst y
homogenizador CODIGO: - DEPTO: PRODUCCIÓN
ELABORÓ: FECHA: REVISÓ Control de
calidad AVALÓ: Control
de calidad
AUTORIZÓ: Gerencia general
Control de calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar una adecuada limpieza y
sanitizacion del pasteurizador HTST y homogenizador. Políticas
El encargado de la limpieza del pasteurizador HTST y homogenizador deberá contar con detergente alcalino, detergente acido y desinfectante.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Empleados encargados del área de producción. Nota: El tiempo estimado para realizar esta actividad es de 30 - 40 min.
Limpieza en el sitio diaria 1. Eliminar residuos de de producto con recirculación de agua a 80°C hasta que el agua salga clara. 2. Preparar la solución de soda alcalina en agua a 60 °C de acuerdo con las especificaciones del proveedor para 30 galones en el tanque de balance del pasteurizador. 3. Recircular esta solución en el sistema sin presión durante 20 min. 4. Enjuagar el equipo recirculando agua sin presión hasta quitar todo resto de alcalino. Limpieza en sitio con detergente ácido 1. Realizar todos los pasos anteriores. 2. Preparar la solución de detergente acido (3 galones en 30 galones de tanque de balance de pasteurizador). 3. Recircular esta solución durante 30 minutos. 4. Enjuagar con agua a temperatura ambiente hasta que no queden residuos de acido. Desinfección 1. Preparar solución de desinfectante (25 ml por galón.) 2. Recircular la solución durante 10 minutos. 3. Recircular agua a temperatura ambiente hasta eliminar los residuos de desinfectante.
Cepillo de mano y de palo. Químicos: Detergente alcalino Detergente acido Desinfectante
Encargado control de calidad:_____________ Gerencia General :___________________
TABLA 7: LIMPIEZA Y SANITIZACIÓN DE MANGUERAS Y TUBERÍAS

32
DIAGRAMA DE PROCEDIMIENTOS LACTEOS BONANZA S.A DE C.V PROCEDIMIENTO :
Limpieza y sanitización de mangueras y
tuberías
CODIGO: - DEPTO: PRODUCCIÓN
ELABORÓ: FECHA: REVISÓ Control de
calidad AVALÓ: Control
de calidad
AUTORIZÓ: Gerencia general
Control de calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar una adecuada limpieza y
sanitización de mangueras y tuberías. Políticas
El encargado de la limpieza de mangueras y tuberías deberá contar con detergente alcalino y desinfectante para realizar dicha tarea.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Empleados encargados del área de producción
1. Eliminar con agua los residuos de producto que queden en las mangueras y tuberías. 2. Preparar la solución de detergente alcalino (120 g por cada balde de 5 galones con agua a 54 °C). 3. Cepillar con un cepillo de mano la superficie de las mangueras y tuberías. 4. Hacer pasar la manguera y cepillos por presión, dentro de la tubería. 5. Enjuagar con agua hasta quitar el detergente. Nota: El tiempo estimado para realizar esta actividad es
de 10 - 20 min.
Cepillos Químicos: Detergente alcalino
Encargado control de calidad:_____________ Gerencia General :___________________
33
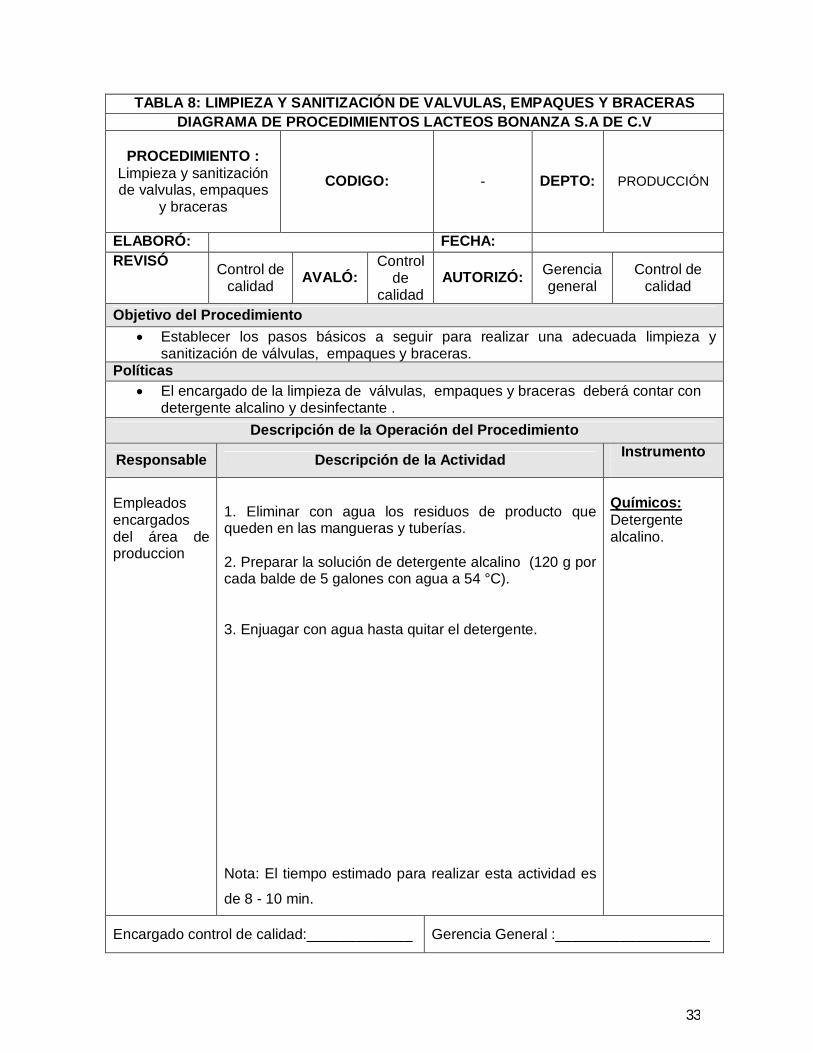
TABLA 8: LIMPIEZA Y SANITIZACIÓN DE VALVULAS, EMPAQUES Y BRACERAS DIAGRAMA DE PROCEDIMIENTOS LACTEOS BONANZA S.A DE C.V
PROCEDIMIENTO :
Limpieza y sanitización de valvulas, empaques
y braceras
CODIGO: - DEPTO: PRODUCCIÓN
ELABORÓ: FECHA: REVISÓ Control de
calidad AVALÓ: Control
de calidad
AUTORIZÓ: Gerencia general
Control de calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar una adecuada limpieza y
sanitización de válvulas, empaques y braceras. Políticas
El encargado de la limpieza de válvulas, empaques y braceras deberá contar con detergente alcalino y desinfectante .
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Empleados encargados del área de produccion
1. Eliminar con agua los residuos de producto que queden en las mangueras y tuberías. 2. Preparar la solución de detergente alcalino (120 g por cada balde de 5 galones con agua a 54 °C). 3. Enjuagar con agua hasta quitar el detergente.
Nota: El tiempo estimado para realizar esta actividad es
de 8 - 10 min.
Químicos: Detergente alcalino.
Encargado control de calidad:_____________ Gerencia General :___________________
34
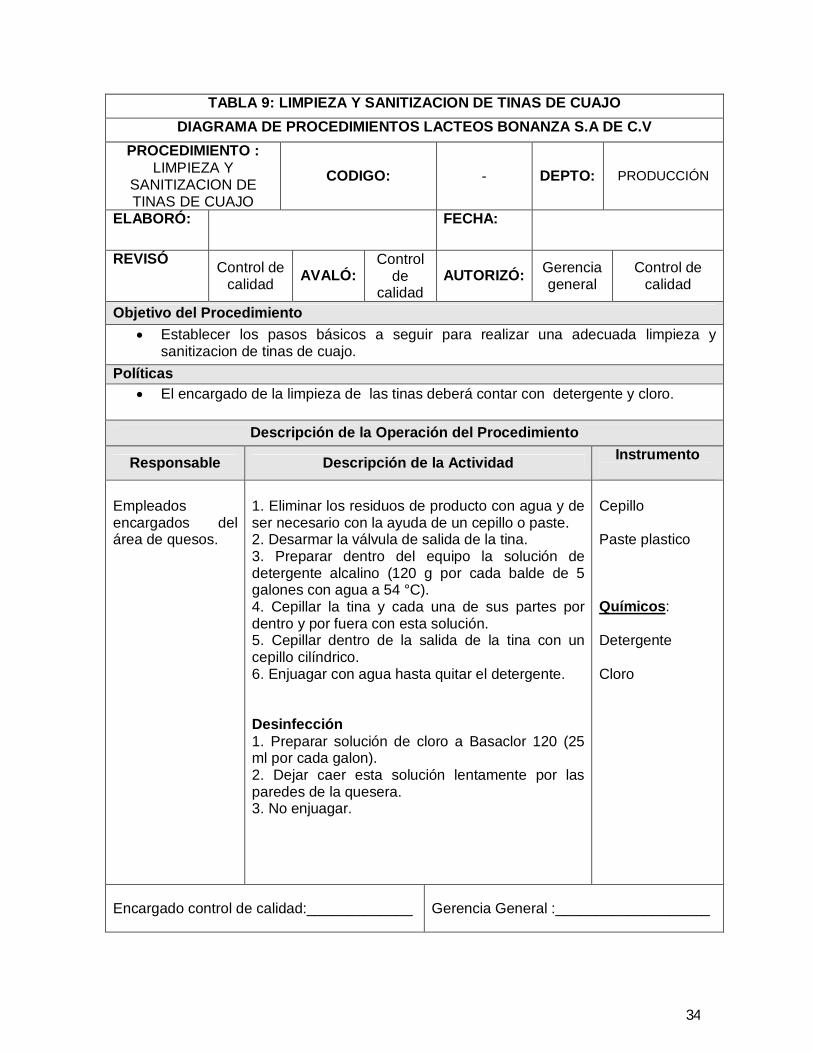
TABLA 9: LIMPIEZA Y SANITIZACION DE TINAS DE CUAJO DIAGRAMA DE PROCEDIMIENTOS LACTEOS BONANZA S.A DE C.V
PROCEDIMIENTO : LIMPIEZA Y
SANITIZACION DE TINAS DE CUAJO
CODIGO: - DEPTO: PRODUCCIÓN
ELABORÓ: FECHA:
REVISÓ Control de calidad AVALÓ:
Control de
calidad AUTORIZÓ: Gerencia
general Control de
calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar una adecuada limpieza y
sanitizacion de tinas de cuajo. Políticas
El encargado de la limpieza de las tinas deberá contar con detergente y cloro.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Empleados encargados del área de quesos.
1. Eliminar los residuos de producto con agua y de ser necesario con la ayuda de un cepillo o paste. 2. Desarmar la válvula de salida de la tina. 3. Preparar dentro del equipo la solución de detergente alcalino (120 g por cada balde de 5 galones con agua a 54 °C). 4. Cepillar la tina y cada una de sus partes por dentro y por fuera con esta solución. 5. Cepillar dentro de la salida de la tina con un cepillo cilíndrico. 6. Enjuagar con agua hasta quitar el detergente. Desinfección 1. Preparar solución de cloro a Basaclor 120 (25 ml por cada galon). 2. Dejar caer esta solución lentamente por las paredes de la quesera. 3. No enjuagar.
Cepillo Paste plastico Químicos: Detergente Cloro
Encargado control de calidad:_____________ Gerencia General :___________________
35
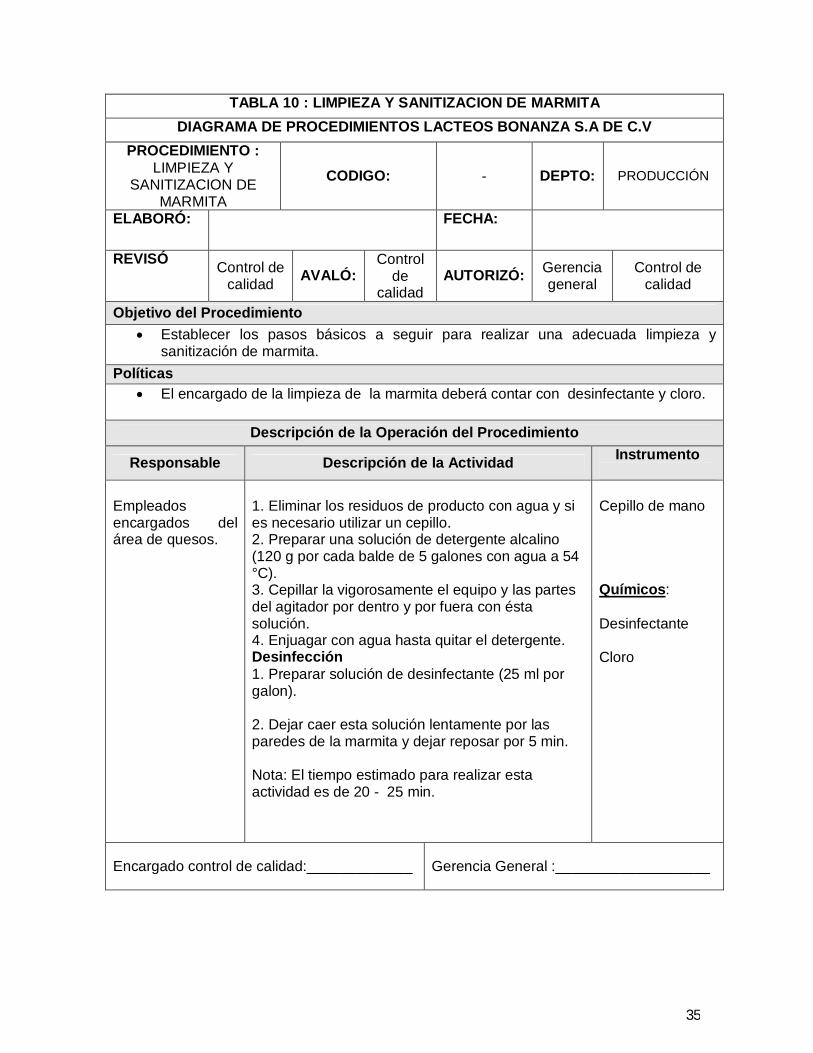
TABLA 10 : LIMPIEZA Y SANITIZACION DE MARMITA DIAGRAMA DE PROCEDIMIENTOS LACTEOS BONANZA S.A DE C.V
PROCEDIMIENTO : LIMPIEZA Y
SANITIZACION DE MARMITA
CODIGO: - DEPTO: PRODUCCIÓN
ELABORÓ: FECHA:
REVISÓ Control de calidad AVALÓ:
Control de
calidad AUTORIZÓ: Gerencia
general Control de
calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar una adecuada limpieza y
sanitización de marmita. Políticas
El encargado de la limpieza de la marmita deberá contar con desinfectante y cloro.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Empleados encargados del área de quesos.
1. Eliminar los residuos de producto con agua y si es necesario utilizar un cepillo. 2. Preparar una solución de detergente alcalino (120 g por cada balde de 5 galones con agua a 54 °C). 3. Cepillar la vigorosamente el equipo y las partes del agitador por dentro y por fuera con ésta solución. 4. Enjuagar con agua hasta quitar el detergente. Desinfección 1. Preparar solución de desinfectante (25 ml por galon). 2. Dejar caer esta solución lentamente por las paredes de la marmita y dejar reposar por 5 min. Nota: El tiempo estimado para realizar esta actividad es de 20 - 25 min.
Cepillo de mano Químicos: Desinfectante Cloro
Encargado control de calidad:_____________ Gerencia General :___________________

36
TABLA 11: LIMPIEZA Y SANITIZACION DE PRENSA HIDRAULICA DIAGRAMA DE PROCEDIMIENTOS LACTEOS BONANZA S.A DE C.V
PROCEDIMIENTO : LIMPIEZA Y
SANITIZACION DE PRENSA HIDRAULICA
CODIGO: - DEPTO: PRODUCCIÓN
ELABORÓ: FECHA:
REVISÓ Control de calidad AVALÓ:
Control de
calidad AUTORIZÓ: Gerencia
general Control de
calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar una adecuada limpieza y
sanitizacion de la prensa hidráulica. Políticas
El encargado de la prensa hidráulica deberá contar con detergente y cloro.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Empleados encargados del área de quesos.
1. Eliminar los residuos de producto que queden en la prensa. 2. Preparar una solución de detergente alcalino( 120 por cada balde de 5 galones con agua a 54 °C). 3. Cepillar con esta solución la prensa hasta remover los residuos. 4. Enjuagar con agua hasta quitar el detergente. 5. Desinfectar con una solución de desinfectante (25 ml por galón) Nota: El tiempo estimado para realizar esta actividad es de 20 - 25 min.
Cepillo de mano Químicos: Detergente Cloro
Encargado control de calidad:_____________ Gerencia General :___________________

37
TABLA 12: LIMPIEZA Y SANITIZACION DE UTENSILIOS DIAGRAMA DE PROCEDIMIENTOS LACTEOS BONANZA S.A DE C.V
PROCEDIMIENTO : LIMPIEZA Y SANITIZACION DE UTENSILIOS (LIRAS, PALAS,
VÁLVULAS, EMPAQUES, TERMOMETROS Y
MANTAS)
CODIGO: - DEPTO: PRODUCCIÓN
ELABORÓ: FECHA:
REVISÓ Control de calidad AVALÓ:
Control de
calidad AUTORIZÓ: Gerencia
general Control de
calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar una adecuada limpieza y
sanitizacion de utensilios utilizados en la realización de los quesos. Políticas
El encargado de la limpieza de utensilios deberá contar con desinfectante para realizar dicha tarea.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Empleados encargados del área quesos.
1. Eliminar los residuos de producto que queden en utensilios. 2. Preparar una solución de desinfectante (25 ml por galón) 3. Cepillar con esta solución los utensilios hasta remover los residuos. 4. Enjuagar con agua hasta quitar el desinfectante. 6. Almacenar en el lugar destinado para cada utensilio. Nota: El tiempo estimado para realizar esta actividad es de 15 - 20 min.
Cepillo de mano. Químicos: Desinfectante
Encargado control de calidad:_____________ Gerencia General :___________________

38
TABLA 13: LIMPIEZA Y SANITIZACION DE MOLDES DE QUESO DIAGRAMA DE PROCEDIMIENTOS LACTEOS BONANZA S.A DE C.V
PROCEDIMIENTO : LIMPIEZA Y SANITIZACION DE
MOLDES DE QUESO CODIGO: - DEPTO: PRODUCCIÓN
ELABORÓ: FECHA:
REVISÓ Control de calidad AVALÓ:
Control de
calidad AUTORIZÓ: Gerencia
general Control de
calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar una adecuada limpieza y
sanitización de moldes de queso. Políticas
El encargado de la limpieza de los moldes deberá contar con desinfectante.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Empleados encargados del área de quesos.
1. Eliminar con agua los residuos de producto. 2. Llenar con agua a 54°C la quesera mediana y agregar detergente, colocar los moldes y dejar reposar por 15 min. 3. Preparar una solución de detergente alcalino 120 gramos por cubeta y cepillar con ésta solución los moldes por dentro y por fuera. 4. Enjuagar con agua hasta quitar el desinfectante. Desinfección 1. Colocar los moldes en la quesera mediana. 2. Preparar solución de desinfectante (25 ml por galón) Nota: El tiempo estimado para realizar esta actividad es de 20 - 25 min.
Cepillo de mano Paste plástico Químicos: Detergente alcalino Desinfectante
Encargado control de calidad:_____________ Gerencia General :___________________
39
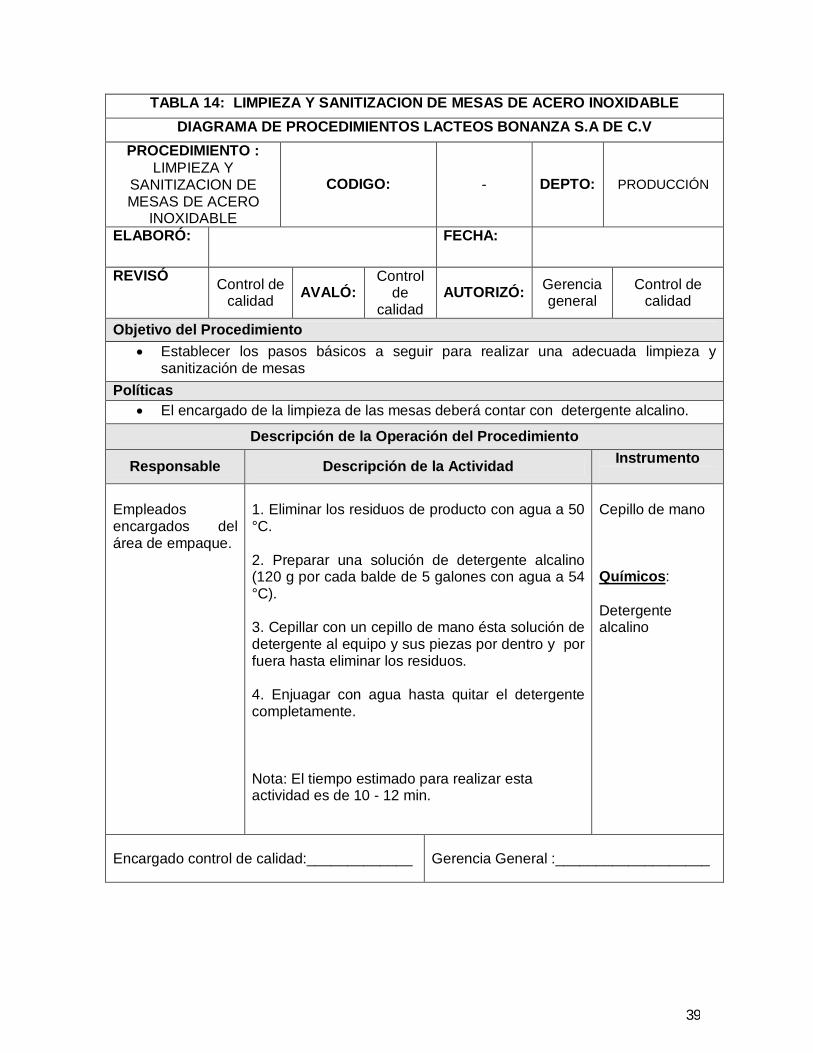
TABLA 14: LIMPIEZA Y SANITIZACION DE MESAS DE ACERO INOXIDABLE DIAGRAMA DE PROCEDIMIENTOS LACTEOS BONANZA S.A DE C.V
PROCEDIMIENTO : LIMPIEZA Y
SANITIZACION DE MESAS DE ACERO
INOXIDABLE
CODIGO: - DEPTO: PRODUCCIÓN
ELABORÓ: FECHA:
REVISÓ Control de calidad AVALÓ:
Control de
calidad AUTORIZÓ: Gerencia
general Control de
calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar una adecuada limpieza y
sanitización de mesas Políticas
El encargado de la limpieza de las mesas deberá contar con detergente alcalino.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Empleados encargados del área de empaque.
1. Eliminar los residuos de producto con agua a 50 °C. 2. Preparar una solución de detergente alcalino (120 g por cada balde de 5 galones con agua a 54 °C). 3. Cepillar con un cepillo de mano ésta solución de detergente al equipo y sus piezas por dentro y por fuera hasta eliminar los residuos. 4. Enjuagar con agua hasta quitar el detergente completamente. Nota: El tiempo estimado para realizar esta actividad es de 10 - 12 min.
Cepillo de mano Químicos: Detergente alcalino
Encargado control de calidad:_____________ Gerencia General :___________________

40
TABLA 15: LIMPIEZA Y SANITIZACION DE ESTANTERIA DIAGRAMA DE PROCEDIMIENTOS LACTEOS BONANZA S.A DE C.V
PROCEDIMIENTO : LIMPIEZA Y
SANITIZACION DE ESTANTERIA
CODIGO: - DEPTO: PRODUCCIÓN
ELABORÓ: FECHA:
REVISÓ Control de calidad AVALÓ:
Control de
calidad AUTORIZÓ: Gerencia
general Control de
calidad
Objetivo del Procedimiento Establecer los pasos básicos a seguir para realizar una adecuada limpieza y
sanitización de estantería. Políticas
El encargado de la limpieza de las mesas deberá contar con detergente alcalino.
Descripción de la Operación del Procedimiento
Responsable Descripción de la Actividad Instrumento
Empleados encargados del área de empaque.
1. Eliminar los residuos de producto con agua a 50 °C. 2. Preparar una solución de detergente alcalino (120 g por cada balde de 5 galones con agua a 54 °C). 3. Cepillar con un cepillo de mano ésta solución de detergente al equipo y sus piezas por dentro y por fuera hasta eliminar los residuos. 4. Enjuagar con agua hasta quitar el detergente completamente. Nota: El tiempo estimado para realizar esta actividad es de 10 - 12 min.
Cepillo de mano Químicos: Detergente alcalino
Encargado control de calidad:_____________ Gerencia General :___________________

41
CAPITULO VI: DISCUSIÓN
Lácteos bonanza como su nombre lo indica, es una empresa la cual se dedica a la manufactura de productos lácteos (queso, cremas, requesón etc.), su principal materia prima es la leche de vaca calidad A.
La leche es uno de los alimentos más propensos a una contaminación, esto debido a las diferentes etapas de transformación que sufre para llegar a ser un producto terminado es por ello que se han identificado mediante una observación y análisis una serie de puntos los cuales son de gran importancia para que el producto no sufra una modificación dañina a lo largo del proceso
Limpieza de recibo de leche.
Higiene de pasteurizadores.
Limpieza de área de empacado de producto terminado.
Orden de cuartos fríos.
Estas etapas del proceso representan un gran peligro para la vida del producto debido a que no se siguen procedimientos de limpieza los cuales aseguren que esté libre de contaminación, es por ello que se propuso la creación y puesta en marca de POES, para la empresa Lácteos Bonanza y así, reducir los peligros de contaminación de sus materias primas y productos terminados
Para mejorar estos puntos y poder prevenir otros muy importantes en las etapas del proceso la capacitación tocará los siguientes puntos los cuales son:
INTRODUCCIÓN Importancia de la aplicación de procedimientos estándar
SEGURIDAD DEL AGUA
Conocimientos generales de calidad de agua. Acciones preventivas y correctivas sobre la utilización de agua en
alimentos. SUPERFICIES DE CONTACTO
Descripción de los equipos que tienen contacto directo con los productos. Procedimientos de limpieza y desinfección Monitoreo (frecuencia de inspección, quién lo hace y cómo lo hace)
preparación de sustancias de limpieza y desinfección PREVENCIÓN DE LA CONTAMINACIÓN CRUZADA
Qué es contaminación cruzada Cómo el personal puede contaminar los alimentos.

42
Codificación de equipos de limpieza y utensilios según el área de riesgo. Manejo de residuos líquidos y sólidos en áreas de procesos. Procedimiento de limpieza y sanitización
HIGIENE DE LOS EMPLEADOS
Uniformes Aseo personal Procedimientos de sanitización para cambios de área, y entrada y salida de
servicios sanitarios Manipulación de materias primas y productos terminados por parte de
empleados Estos puntos más los expuestos en el manual POES completarán la formación de los empleados para evitar problemas de contaminación en todas las etapas del proceso de producción de los productos que se realizan en esta empresa. Además de ello, se necesita un compromiso desde un primer momento de la alta gerencia de la empresa, para esto se llevará a cabo un programa de capacitaciones constantes y periódicas las cuales se planificarán a posterior para no involucrar a todos los entes que conforman la organización esto ayudará que los empleados involucrados tomen la importancia debida a lo que significa un programa de sanitización en una planta de alimentos.
43
CAPITULO 7: CONCLUSIONES Y RECOMENDACIONES
7.1 Conclusiones
Esta investigación menciona a la norma ISO 9000 y el análisis de puntos críticos de control HACCP como referentes encargados de velar por el aseguramiento de la gestión de la calidad de los alimentos en las industrias alimentarias.
La aplicación de un manual POES a Industrias Lácteos Bonanza es la base para lograr el aseguramiento de la gestión de calidad de los alimentos y ayuda a capacitar y mejorar el desempeño laboral de los empleados involucrados en el área de producción de esta empresa.
Por medio de estas gestiones de calidad se asegura la aplicación de buenos procedimientos de limpieza de las áreas involucradas en la producción, se aumentan los niveles de inocuidad que aseguran la salud del consumidor, se logra la satisfacción del cliente e incrementa la demanda de los productos lácteos procesados.
Por medio de la aplicación del manual POES se estandariza el uso correcto de agentes químicos de limpieza que prolonga la vida útil de los alimentos maquinaria e inhalaciones y de igual forma se evita cualquier contaminación cruzada de estos hacia los productos terminados o en proceso, también se logra reducir afectivamente gastos innecesarios de recursos ya que todo se realiza de manera estandarizada y ordenada.
Se concluye que la aplicación de un manual POES será un gran recurso para Lácteos Bonanza ya que creará conciencia a trabajadores, operarios y jefes sobre la importancia de la estandarización de procesos de limpieza y sobre los procedimientos para realizar cualquier acción correctiva en un futuro cercano.

44
7.2 Recomendaciones
En el ámbito de las empresas lácteas se da una alta contaminación por bacterias al equipo e instalaciones de procesos, por lo que es necesario hacer auditorías en el personal encargado de limpieza, para el cumplimiento del Manual POES implementado para el aseguramiento de la calidad.
Debe asegurarse que los proveedores de químicos para el lavado y desinfección del equipo, cumplan con las concentraciones que promete la etiqueta, mediante un medidor de químicos y realizando un hisopado para medir la efectividad del producto en el equipo de procesamiento de lácteos.
Se aconseja que debe hacerse auditorías para el personal de procesos, para medir el cumplimiento de Buenas Prácticas de Manufactura (BPM).
El personal de mantenimiento debe ser responsable en reparar o reemplazar partes dañadas del equipo e instalaciones de la planta para evitar la contaminación del producto que se procesa.
El personal de entrenamiento tiene la obligación de enseñar a los empleados nuevos el Manual POES y las BPM, para asegurar el Aseguramiento de la Calidad.

45
BIBLIOGRAFÍA
Sandoval. Rene Mauricio; 2000 "Calidad y desarrollo organizacional a través de la certificación iso 9000" http://www.monografias.com/trabajos6/calde/calde2.shtml
[Consultada el 19/3/2010]
Nahomi Almanza; 2005; “Sistema de calidad” http:// ww.monografias.com/trabajos73 /sistema-calidad/sistema-calidad.shtml.
[Consultada el 15/3/2010]
Marjorie Aragundi, Erick Giler, Marco Mejía; 2007; Determinación de los
costos de calidad en el proceso productivo del queso fresco http://www.dspace.espol.edu.ec/bitstream/123456789/2945/1/5067.pdf.
[Consultada el 20/3/2010]
Reinoso Elsy; 2006; El sistema Haccp y la Calidad www.encolombia.com/acial_n_revista_III.htm, articulo 4.
[Consultada el 11/4/2010] La Enciclopedia Libre; 2010 Wilkipedia; ISO 22000
http://es.wikipedia.org/wiki/ISO_22000 [Consultada el 13/4/2010]
Eva Gálvez; 2006; Calidad e inocuidad en las cadenas latinoamericanas de
comercialización de alimentos; FAO; www.fao.org/Ag/ags/subjects/es/agmarket/agsfop14.pdf
[Consultada el 16/4/2010]
USDA (Departamento de agricultura de los estados unidos) www.itescam.edu.mx/principal/sylabus/fpdb/.../r19496.DOC 2010
[Consultada el 22/4/2010]
Programa Calidad de los Alimentos Argentinos; Dirección de promoción de la calidad alimentaria;2007; Procedimientos Operativos Estandarizados de Saneamiento (POES) http://www.alimentosargentinos.gov.ar/programa_calidad/calidad/boletines/bolet_poes.pdf;
[Consultada el 22/4/2010]

46
La Enciclopedia Libre; Wilkipedia; 2010; Buenas prácticas de manufactura http://es.wikipedia.org/wiki/Buenas_pr%C3%A1cticas_de_manufactura
[Consultada el 14/4/2010]
Beltrán Heredia; Fernando; 2010; Importancia de la Seguridad Alimentaria; http://www.acrisolar.com/archivos/IMPORTANCIA%20DE%20LA%20SEGURIDAD%20ALIMENTARIA.pdf
[Consultada el 24/4/2010]
47
GLOSARIO
BPM: herramienta básica para la obtención de productos seguros para el consumo humanos, que se centralizan en la higiene y forma de manipulación. CHECK LIST: herramienta útil para ayudar a definir un problema y organizar ideas, se utiliza para identificar información específica para completar la descripción de un problema.
GESTIÓN: Conjunto de trámites que se llevan a cabo para resolver un asunto.
HACCP: (Hazard Analysis and Critical Control Point), Análisis de Peligros y Puntos Críticos de Control, método utilizado para identificar riesgos que puedan dar lugar a una intoxicación alimentaria.
ISO 9000: es una familia de estándares para los sistemas de gestión de la calidad. ISO 9000 es gestionada por la ISO, la Organización Internacional de Normalización y es administrado por órganos de acreditación y certificación.
ISO 22000: es una norma ISO que define y especifica los requerimientos para desarrollar e implantar Sistemas de Gestión de Seguridad Alimentaria, con el fin de lograr un armonización internacional que permita una mejora de la seguridad alimentaria durante el transcurso de toda la cadena de suministro.
INOCUO: libre de microorganismos patógenos, que pueda causar daño a la salud.
PCC: Punto Crítico de Control, punto específico, procedimiento , o paso en el proceso de fabricación de alimentos, en la que la que un control puede ser ejercido para reducir, eliminar o prevenir la posibilidad de un peligro de contaminación en un alimento.
POES: Procedimiento Operativo Estandarizado de Saneamiento, se refiere a los procedimientos de saneamiento en las plantas de producción de alimentos que son requeridos para la Seguridad Alimentaria. Es considerado uno de los programas de requisitos previos del sistema HACCP.
SSOP: Sistema Estándar de Procedimientos Sanitarios Operacionales, utilizado en la industria de alimentos para la obtención de productos inocuos.
TRAZABILIDAD: Esta compuesta por procedimientos preestablecidos que permiten conocer la trayectoria de un producto, desde su nacimiento, hasta su ubicación actual en la cadena de suministros.

48
ANEXOS

49
A continuación se presentan check list cuadros de registro de limpieza de maquinaria los cuales se implementarán durante el proceso en la empresa:
TABLA 16: CHEKLIST LAVABOS
LUGAR DE TRABAJO
Fecha
NOMBRE SUPERVISOR
HORA
Bien /SÍ Regular Mal/NO
¿Cómo están los rincones?
¿Están los cristales y espejos limpios?
¿Se ha repuesto el papel higiénico?
¿El toallero dispone de toallas o papel?
¿Está limpio el suelo?
¿Están limpias las paredes?
¿Están limpios los techos?
¿Hay polvo en los salientes elevados?
¿Funciona la cisterna correctamente?
¿Las papeleras y contenedores están vacíos y limpios por dentro y por fuera?
¿Hay escapes de agua?
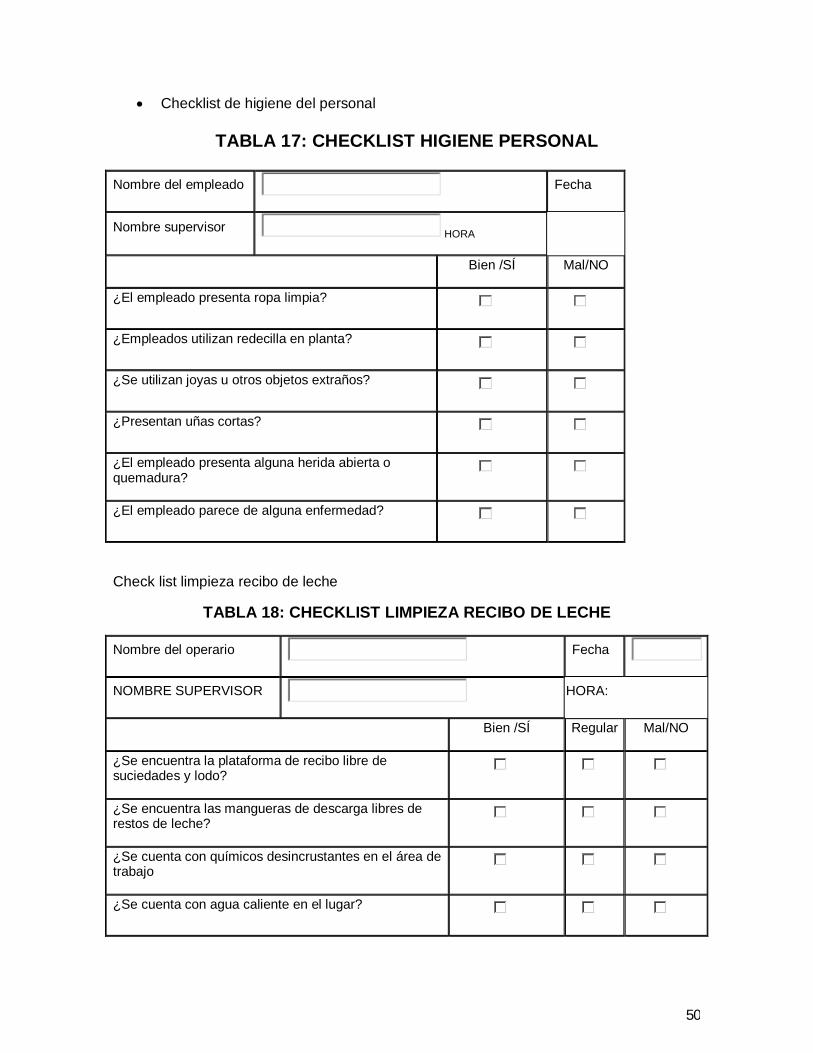
50
Checklist de higiene del personal
TABLA 17: CHECKLIST HIGIENE PERSONAL
Nombre del empleado
Fecha
Nombre supervisor HORA
Bien /SÍ Mal/NO
¿El empleado presenta ropa limpia?
¿Empleados utilizan redecilla en planta?
¿Se utilizan joyas u otros objetos extraños?
¿Presentan uñas cortas?
¿El empleado presenta alguna herida abierta o quemadura?
¿El empleado parece de alguna enfermedad?
Check list limpieza recibo de leche
TABLA 18: CHECKLIST LIMPIEZA RECIBO DE LECHE
Nombre del operario
Fecha
NOMBRE SUPERVISOR
HORA:
Bien /SÍ Regular Mal/NO
¿Se encuentra la plataforma de recibo libre de suciedades y lodo?
¿Se encuentra las mangueras de descarga libres de restos de leche?
¿Se cuenta con químicos desincrustantes en el área de trabajo
¿Se cuenta con agua caliente en el lugar?

51
¿Se cuenta con utensilios de limpieza en el área
¿Están limpias las paredes?
¿Están limpios los techos?
¿Están limpias las bombas de flujo?
¿Presentan las válvulas residuos de leche?
¿Funcionan las bombas correctamente?
¿Los tanques de almacenamiento en su exterior se encuentran limpios?
¿Los basureros se encuentran vacíos o llenos?
¿Hay escapes de leche?
Check list área de producción
TABLA 19: CHECKLIST AREA DE PRODUCCION QUESOS
Nombre del operario
Fecha
NOMBRE SUPERVISOR
HORA:
Bien /SÍ Regular Mal/NO
¿Se encuentra el ingreso a la zona de producción libre de basura ?
¿Se encuentran limpias las cortinas de hule que se encuentran en el ingreso de la zona de producción?
¿Se cuenta con los accesorios y químicos necesarios para la sanitizacion de botas en el acceso a la zona
¿Se cuenta con agua caliente en el lugar?
¿Se cuenta con utensilios de limpieza en el área
¿Están limpias las paredes?
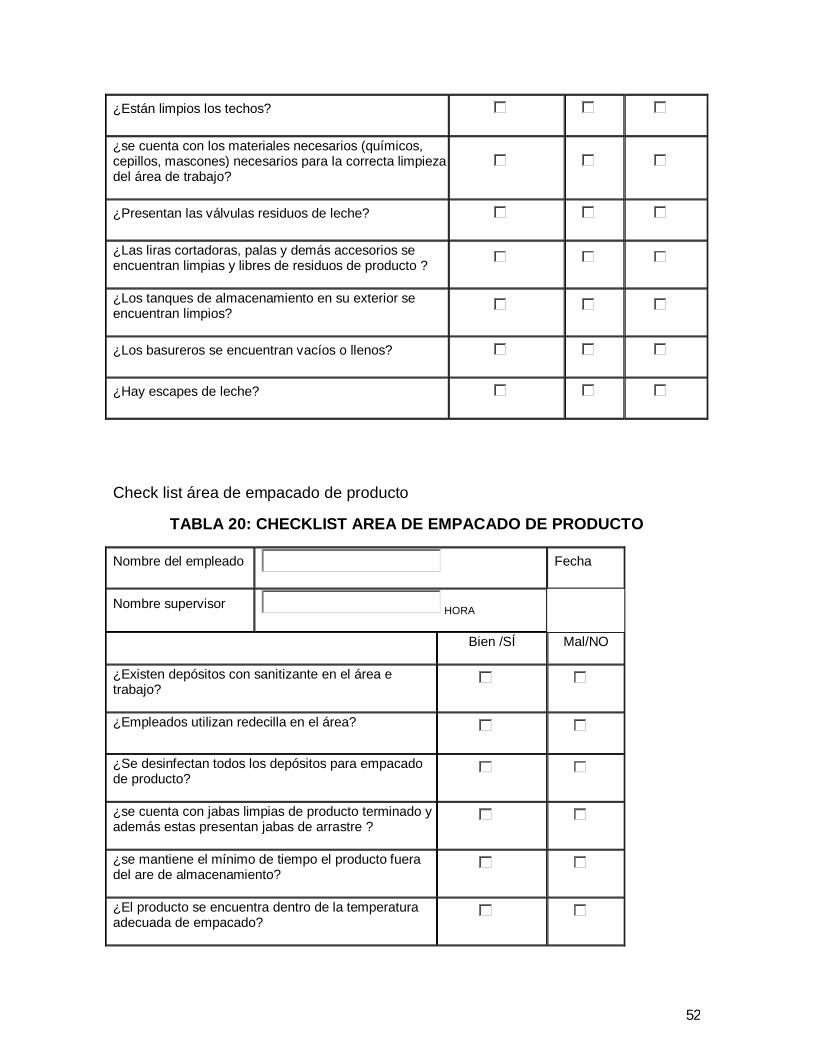
52
¿Están limpios los techos?
¿se cuenta con los materiales necesarios (químicos, cepillos, mascones) necesarios para la correcta limpieza del área de trabajo?
¿Presentan las válvulas residuos de leche?
¿Las liras cortadoras, palas y demás accesorios se encuentran limpias y libres de residuos de producto ?
¿Los tanques de almacenamiento en su exterior se encuentran limpios?
¿Los basureros se encuentran vacíos o llenos?
¿Hay escapes de leche?
Check list área de empacado de producto
TABLA 20: CHECKLIST AREA DE EMPACADO DE PRODUCTO
Nombre del empleado
Fecha
Nombre supervisor HORA
Bien /SÍ Mal/NO
¿Existen depósitos con sanitizante en el área e trabajo?
¿Empleados utilizan redecilla en el área?
¿Se desinfectan todos los depósitos para empacado de producto?
¿se cuenta con jabas limpias de producto terminado y además estas presentan jabas de arrastre ?
¿se mantiene el mínimo de tiempo el producto fuera del are de almacenamiento?
¿El producto se encuentra dentro de la temperatura adecuada de empacado?

53
Check list área de despacho producto
TABLA 21: CHECKLIST AREA DE DESPACHO DE PRODUCTO
Nombre del empleado
Fecha
Nombre supervisor HORA
Bien /SÍ Mal/NO
Las instalaciones presentan pisos en buen estado, la no acumulación de agua, techos en buen estado?
¿Los operarios poseen el equipo necesario para el trabajo en bodega de fluidos?
¿Existe un orden de primeras entradas y primera salidas para controlar los inventarios dentro de la bodega?
¿Se encuentran los productos en jabas limpias y además estas poseen jabas de arrastre?
¿se encuentra la temperatura del cuarto frío entre el rango de 2 a 4 grados centígrados ?
¿Se cuenta con un programa de BPM para el traslado de producto por parte de las unidades motorizadas destinadas al transporte del producto?
Si se tiene especificar cuales se aplican:

54
LÁCTEOS BONANZA
TABLA 22: CUADRO DE CONTROL DIARIO DE OPERACIONES DE LIMPIEZA Y DESINFECCIÓN
ÁREAS GENERALES
Observaciones:___________________________________________________________________________________
Responsable de Limpieza:__________________________________________
ENJUAGUE LAVADO ALCALlNO ENJUAGUE LAVADO ÁCIDO ENJUAGUE DESINFECCIÓN
Químico Utilizado: Químico
Utilizado: Químico Utilizado:
HORA AGUA
AGUA
AGUA AGUA
TIEMPO TEMP TIEMP
O TEMP DOSIS TIEMPO TEMP TIEMP
O TEMP DOSIS TIEMPO TEMP TIEMPO TEMP TIEMP
O TEMP DOSIS
Min °C Min °C ml Min °C Min °C ml Min °C Min °C Min °C ml
CIRCUITO DE LIMPIEZA y
SANITIZACIÓN
RESP. DE
LIMPIEZA

55
LÁCTEOS BONANZA
TABLA 23: CONTROL DIARIO DE LIMPIEZA DEL ÁREA DE RECIBO
MANGUERAS
TANQUES
CI.RCUITO DE ENJUAGUE LAVADO ALCALlNO ENJUAGUE LAVADO ÁCIDO ENJUAGUE DESINFECCIÓN
Químico utilizado: Químico
Utilizado: Químico. Utilizado:
LIMPIEZA HORA AGUA
AGUA
AGUA
Y TIEMPO
TEMP TIEMPO
TEMP
DOSIS TIEMPO
TEMP TIEMPO
TEMP DOSIS TIEMPO
TEMP TIEMPO
TEMP DOSIS
Min °C Min °C ml Min °C Min °C ml Min °C Min °C ml SANITIZACIÓN
RESPONSABLE LIMPIEZA:______________________________________________________
CIRCUITO DE ENJUAGUE LAVADO ALCALlNO ENJUAGUE LAVADO ÁCIDO ENJUAGUE DESINFECCIÓN Químico. Utilizado:
Químico. Utilizado Químico. Utilizado
HORA AGUA
AGUA
AGUA
TIEMPO TEMP TIEMPO TEMP DOSIS TIEMPO TEMP TIEMPO TEMP DOSIS TIEMPO TEMP TIEMPO TEMP DOSIS LIMPIEZA y SANITIZACIÓN

56
LÁCTEOS BONANZA
TABLA 24: CONTROL DIARIO DE LIMPIEZA DE PASTEURIZADOR
RESPONSABLE DE LA LIMPIEZA:_________________________________________________________________
ENJUAGUE LAVADO ALCALlNO ENJUAGUE LAVADO ÁCIDO ENJUAGUE DESINFECCIÓN
Químico Utilizado: Químico
Utilizado: Químico Utilizado:
HORA AGUA
AGUA
AGUA AGUA
TIEMPO TEMP TIEMP
O TEMP DOSIS TIEMPO TEMP TIEMP
O TEMP DOSIS TIEMPO TEMP TIEMPO TEMP TIEMP
O TEMP DOSIS
Min °C Min °C ml Min °C Min °C ml Min °C Min °C Min °C ml
CIRCUITO DE LIMPIEZA y
SANITIZACIÓN
RESP. DE
LIMPIEZA

57
LÁCTEOS BONANZA
TABLA 25: CONTROL DIARIO DE LIMPIEZA DE CLARIFICADOR
RESPONSABLE DE LIMPIEZA:__________________________________________________________________
TUBERIAS
.- -
ENJUAGUE LAVADO ALCALlNO ENJUAGUE LAVADO ÁCIDO ENJUAGUE DESINFECCIÓN
HORA AGUA Químico Utilizado: AGUA Químico Utilizado: AGUA Químico Utilizado:
TIEMPO TEMP TIEMP
O TEMP DOSIS
TIEMPO TEMP TIEMP
O TEMP DOSIS
TIEMPO TEMP TIEMP
O TEMP DOSIS
CIRCUITO DE LIMPIEZA y
SANITIZACIÓN
CIRCUITO DE ENJUAGUE LAVADO ALCALlNO ENJUAGUE LAVADO ACIDO ENJUAGUE DESINFECCION Químico Utilizado: Químico Utilizado: Químico utilizado:
HORA AGUA
AGUA
AGUA
TIEMPO TEMP TIEMPO TEMP DOSIS TIEMPO TEMP TIEMPO TEMP DOSIS TIEMPO TEMP TIEMPO TEMP DOSIS LIMPIEZA y SANITIZACION

58
DETERGENTES y DESINFECTANTES UTILIZADOS EN PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS DE SANEAMIENTO (POES).
SODAS ALCALINAS
DESCRIPCION FICHA
TECNICA Detergente alcalino concentrado
Es un detergente altamente concentrado de baja formación de espuma, especialmente diseñado para la limpieza por circulación de sistemas CIP, equipos, pasteurizadoras y Tetra Pack. La inclusión de surfactantes biodegradables reducen la tensión superficial permitiendo que el ingrediente activo alcalino tenga un desempeño superior aun en presencia de aguas duras, proporcionando una eficiente remoción de grasas, proteínas y acumulaciones orgánicas en tuberías y equipos.
Apariencia: Liquida Color: café claro Olor: característico Ligero Espuma baja Solubilidad completa pH 13.0 A 14.0 Principio activo: soda caustica
DESCRIPCION FICHA TECNICA
Detergente liquido alcalino clorado
Es un producto formulado especialmente para la limpieza eficaz de tuberías, equipos y sistemas de ordeño en la industria de procesamiento de lácteos, bebidas y alimentos. La incorporación de poliacrilatos en la formula proporciona una fuerte acción secuestrante que remueve los minerales, grasas y suciedades, evitando depósitos en las tuberías. Se enjuaga rápidamente sin dejar residuos.
Apariencia: Liquida Color: incoloro Olor: característico ligero Espuma baja Solubilidad completa pH 11.5 A 13.5 Principio activo: soda caustica y cloro

59
DETERGENTES ACIDOS DESCRIPCION FICHA TECNICA
Detergente ácido, elimina la piedra de leche
Es un detergente acido concentrado de alta calidad y solubilidad instantánea con baja formación de espuma. Formulado especialmente para remover depósitos minerales como la piedra de leche, limpia y abrillanta las superficies de acero inoxidable.
Apariencia: Liquida Color: incoloro Olor: característico Espuma baja Solubilidad completa pH 1.0 A 2.5 Principio Activo: acido fosfórico
DESINFECTANTES DESCRIPCION FICHA TECNICA
Sanitizante liquido
Desinfectante de amplio espectro efectivo contra bacterias Gram positivas y Gram negativas, elimina bacterias y hongos en superficies porosas y lisas, es recomendado para pediluvios, potabilización de agua, tuberías, equipos y utensilios.
Apariencia: Liquida Color: incoloro Olor: inoloro Solubilidad completa En disolución acuosa sólo es estable a pH básico Principio activo: hipoclorito de sodio