universidad central del ecuador … · a mis padres que en todo momento han sabido apoyarme, que me...
TRANSCRIPT
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
OBTENCIÓN DE BIOETANOL A PARTIR DE INULINA PROVENIENTE DE
BIOMASA VEGETAL MEDIANTE SACARIFICACIÓN Y FERMENTACIÓN
TRABAJO DE GRADO PARA LA OBTENCIÓN DEL TÍTULO DE INGENIERO
QUÍMICO
AUTOR: DENNIS JULIAN ESCUDERO ALMEIDA
TUTORA: ING. LORENA ELIZABETH VILLARREAL VILLOTA MSc.
QUITO
2015
ii
APROBACIÓN DEL TUTOR
En calidad de tutor del trabajo de grado titulado, “OBTENCIÓN DE BIOETANOL A
PARTIR DE INULINA PROVENIENTE DE BIOMASA VEGETAL MEDIANTE
SACARIFICACIÓN Y FERMENTACIÓN,” me permito certificar que el mismo es original
y ha sido desarrollado por el señor DENNIS JULIAN ESCUDERO ALMEIDA, bajo mi
dirección y conforme con todas las observaciones realizadas, considero que el trabajo está
concluido y tiene mi aprobación
En la ciudad de Quito, a los 18 días del mes de febrero del 2015
---------------------------------------------------
Ing. Lorena Elizabeth Villarreal Villota MSc.
PROFESORA TUTOR
iii
AUTORIZACIÓN DE LA AUTORÍA INTELECTUAL
Yo, Dennis Julián Escudero Almeida, en calidad de autor del trabajo de grado realizado sobre
OBTENCIÓN DE BIOETANOL A PARTIR DE INULINA PROVENIENTE DE
BIOMASA VEGETAL MEDIANTE SACARIFICACIÓN Y FERMENTACIÓN,
por la presente autorizo a la UNIVERSIDAD CENTRAL DEL ECUADOR, hacer uso de todos
los contenidos que me pertenecen o de parte de los que contiene esta obra, con fines
estrictamente académicos y de investigación.
Los derechos que como autor me corresponden, con excepción de la presente autorización,
seguirán vigentes a mi favor, de conformidad con lo establecido en los artículos 5, 6, 8, 19 y
demás pertinentes de la Ley de Propiedad Intelectual y su Reglamento
En la ciudad de Quito, a los 18 días del mes de febrero del 2015
……………………………………….
Dennis Julián Escudero Almeida
C.C. 1717643413

iv
DEDICATORIA
Dedico este trabajo principalmente a
Dios por permitirme el haber llegado
hasta este momento tan importante en mi
formación profesional. A mi madre
Guadalupe por ser el pilar más
importante en mi vida y demostrarme
siempre su cariño y apoyo incondicional.
v
AGRADECIMIENTOS
A mí amado Dios y su hijo Jesús quienes permiten que mis sueños se hagan realidad, siempre
brindándome fortaleza y salud.
A mis Padres que en todo momento han sabido apoyarme, que me han guiado por el camino del
bien y que son el pilar fundamental para alcanzar mis objetivos.
A mi estimada profesora Ing. Lorena, quien me apoyo en muchas circunstancias adversas no
solo como maestra sino como amiga.
A mis estimados profesores que han sabido inculcarme valiosos conocimientos y valores
necesarios para ser un excelente profesional.
A todos mis amigos y compañeros que de una u otra manera contribuyeron para realización de
este trabajo ya han sabido brindarme su apoyo incondicional y sobre todo su amistad sincera.
Gracias por todos los buenos momentos que hemos compartido en esta carrera que hemos
cruzado que no es de velocidad sino de resistencia.
A todas las personas que contribuyeron positivamente a la realización de esta investigación.
vi
CONTENIDO
pág
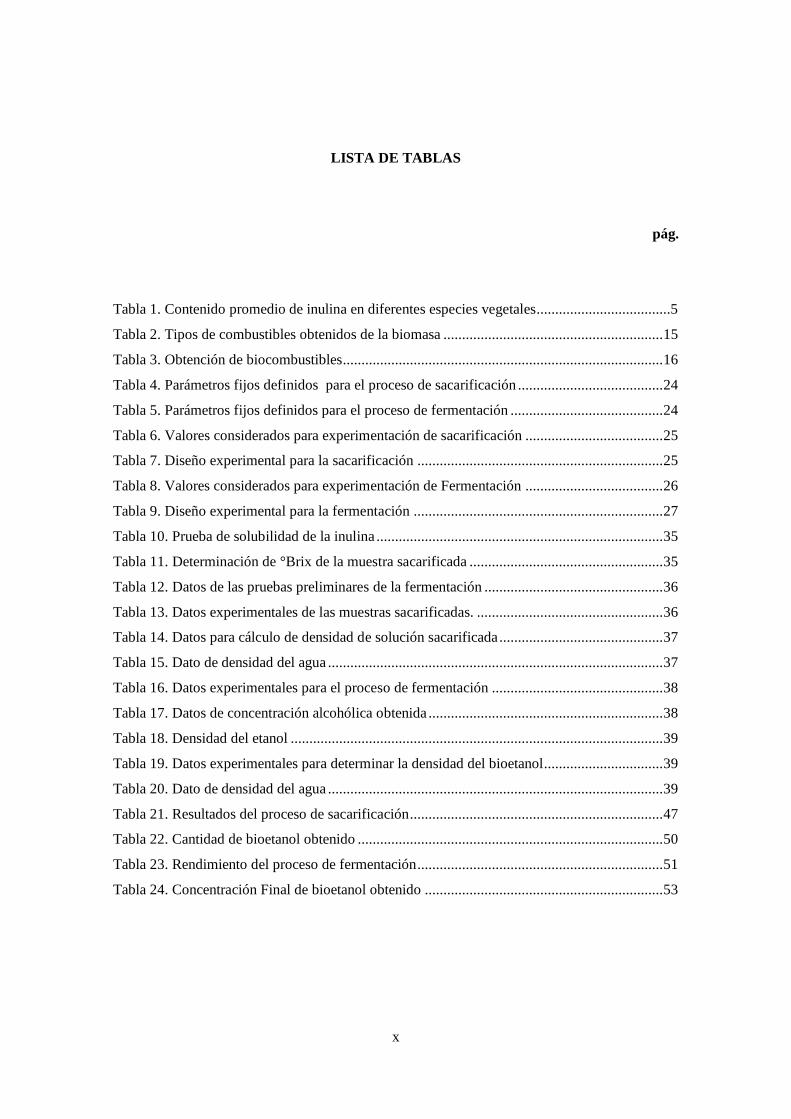
LISTA DE TABLAS....................................................................................................................x
LISTA DE FIGURAS ................................................................................................................ xi
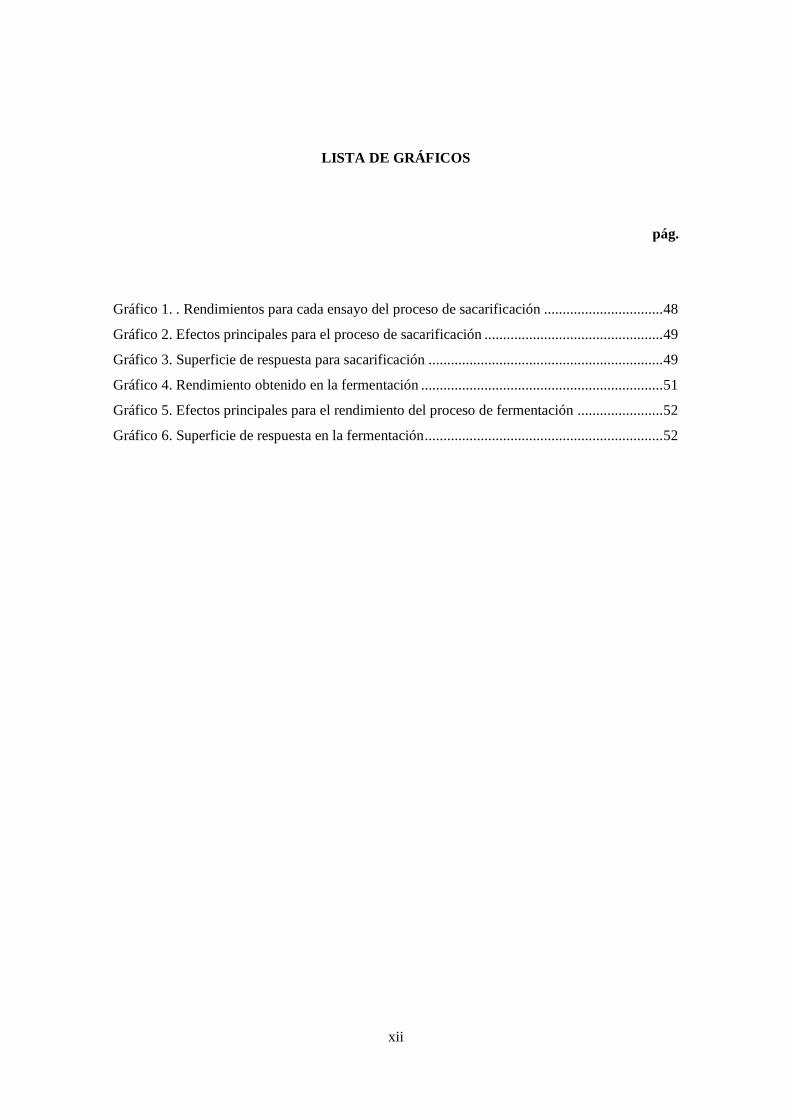
LISTA DE GRÁFICOS ............................................................................................................ xii
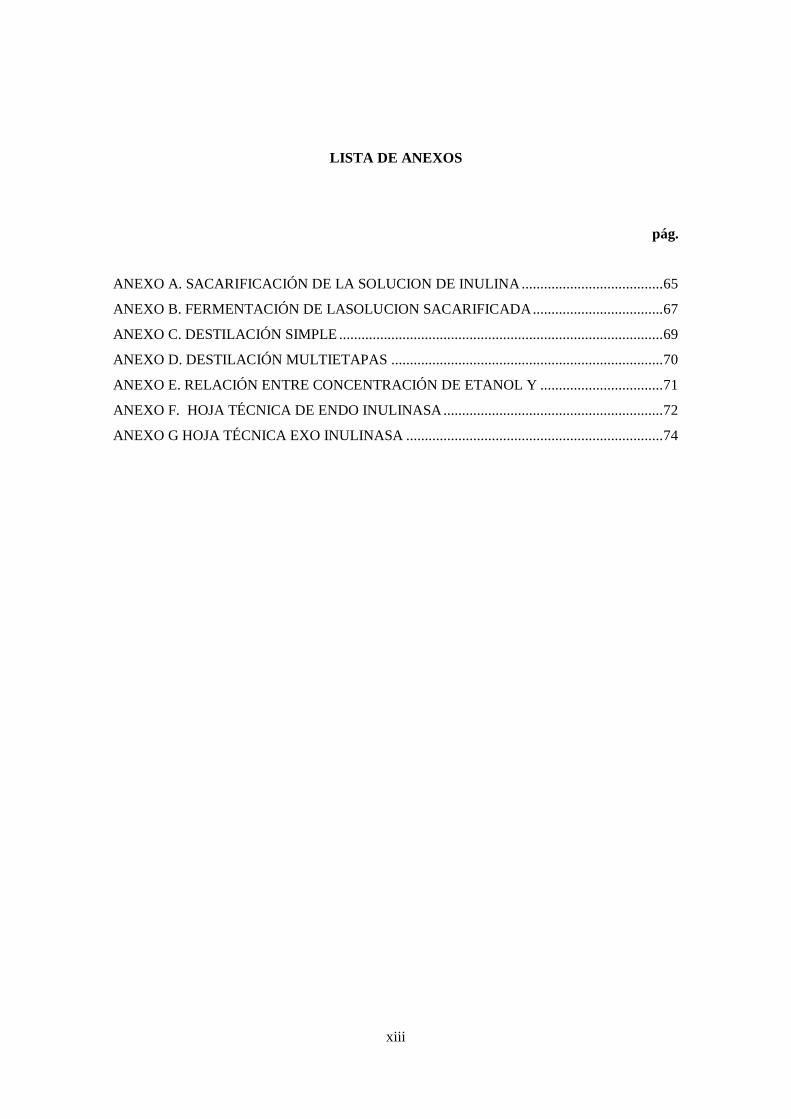
LISTA DE ANEXOS ............................................................................................................... xiii
RESUMEN ...............................................................................................................................xiv
ABSTRACT ............................................................................................................................... xv
INTRODUCCIÓN .......................................................................................................................1
1. MARCO TEÓRICO ................................................................................................................3
1.1. Azúcar reductor ....................................................................................................................3
1.2. Polisacáridos .........................................................................................................................3
1.3. Fibras ....................................................................................................................................4
1.4. Inulina y sus orígenes ...........................................................................................................4
1.5. Achicoria ..............................................................................................................................5
1.6. Enzimas ................................................................................................................................6
1.6.1 Clasificación de las enzimas ...............................................................................................7
1.7. Actividad enzimática. ...........................................................................................................8
1.7.1. Factores que afectan la actividad enzimática.....................................................................8
1.8. Levadura: Sacharomices Cerevisae ......................................................................................9
1.9. Sacarificación ..................................................................................................................... 10
1.9.1 Tipos de sacarificación ..................................................................................................... 10
1.10. Fermentación .................................................................................................................... 12
1.10.1 Fermentación discontinua. .............................................................................................. 12
1.10.2 Fermentación continua .................................................................................................... 12
1.10.3 Fermentación alcohólica ................................................................................................. 13
1.11. Factores que influyen en el proceso fermentativo ............................................................. 14
1.11.1 Grados Brix. .................................................................................................................... 14
1.11.2 pH. ................................................................................................................................... 14
1.11.3 Temperatura. ................................................................................................................... 14
1.11.4 Nutrientes ....................................................................................................................... 14
vii
1.11.5 Concentración de etanol.................................................................................................. 14
1.11.6 Contacto con el aire ........................................................................................................ 14
1.12. Biocombustibles. .............................................................................................................. 15
1.12.1 Obtención de los biocombustibles. .................................................................................. 15
1.12.2 Los principales biocombustibles ...................................................................................... 16
2. MARCO EXPERIMENTAL ................................................................................................. 21
2.1. Materiales y equipos ........................................................................................................... 21
2.2. Sustancias y reactivos .......................................................................................................... 22
2.3 Diseño Experimental .......................................................................................................... 22
2.3.1. Superficie de Respuesta .................................................................................................... 23
2.3.2 Parámetros fijos. ............................................................................................................... 23
2.3.2. Parámetros variables ....................................................................................................... 25
2.3.3. Parámetros de optimización ............................................................................................. 28
2.4. Procedimiento ..................................................................................................................... 29
2.4.1. Pruebas preliminares. ...................................................................................................... 29
2.4.2. Proceso de Sacarificación. ............................................................................................... 29
2.4.3. Proceso de Fermentación ................................................................................................. 32
2.4.4. Destilación multietapas. ................................................................................................... 34
3. DATOS EXPERIMENTALES ............................................................................................. 35
3.1. Datos obtenidos de las pruebas preliminares ...................................................................... 35
3.1.1. Datos para la determinación de la solubilidad de la inulina ............................................ 35
3.1.2 Datos para la determinación de azucares reductores mediante la .......................................
medición de grados Brix. ........................................................................................................... 35
3.1.3 Datos de las pruebas preliminares para la fermentación. ................................................. 36
3.2. Datos para el proceso de sacarificación .............................................................................. 36
3.2.1. Datos para determinar densidad solución sacarificada ................................................... 37
3.2.2. Densidad del agua. ........................................................................................................... 37
3.3. Datos para el proceso de fermentación. .............................................................................. 37
3.3.1 Concentración alcohólica obtenida. .................................................................................. 38
3.3.2. Densidad del etanol a las temperaturas de trabajo en el laboratorio. ............................. 38
3.4. Datos para la destilación multietapas .................................................................................. 39
3.4.1. Datos para el cálculo de la densidad del etanol. .............................................................. 39
3.4.2. Densidad del agua. ........................................................................................................... 39
viii
4. CÁLCULOS ......................................................................................................................... 40
4.1. Cálculos para las pruebas preliminares. .............................................................................. 40
4.2. Cálculos para el proceso de sacarificación.......................................................................... 40
4.2.1. Cálculo de la cantidad de azúcares obtenidos después de la sacarificación. ................... 40
4.2.2. Cálculo de peso obtenido. ................................................................................................ 40
4.2.3. Cálculo de la materia prima. ............................................................................................ 41
4.2.4. Cálculo del Rendimiento. ................................................................................................. 41
4.3. Cálculos para el proceso de fermentación ........................................................................... 41
4.3.1 Balance de masa para el proceso de la evaporación ........................................................ 41
4.3.2. Cálculo de la cantidad de la solución concentrada en gramos ........................................ 42
4.3.3. Cálculo del volumen de etanol obtenido después de la fermentación. .............................. 43
4.3.4. Cálculo de la cantidad de etanol obtenido después de la fermentación en gramos. ......... 44
4.3.5. Cálculo del rendimiento ................................................................................................... 44
4.4 Cálculo para el proceso de destilación multietapas ............................................................. 45
4.4.1. Cálculo de la densidad del bioetanol obtenido mediante el método del picnómetro. ....... 45
4.4.2. Determinación de la concentración del bioetanol obtenido. ............................................ 46
5 . RESULTADOS ................................................................................................................... 47
5.1. Resultados de las pruebas preliminares. ............................................................................. 47
5.2. Resultados para el proceso de sacarificación ....................................................................... 47
5.2.1 Efectos principales para sacarificación. ........................................................................... 48
5.2.2 Superficie de respuesta para el proceso de sacarificación ................................................ 49
5.3. Resultados para el proceso de fermentación ........................................................................ 50
5.3.1 Efectos principales para el proceso de fermentación ........................................................ 51
5.3.2 Superficie de respuesta para el proceso de fermentación .................................................. 52
5.4 Resultados de la producción de bioetanol mediante destilación multietapas ...................... 53
6 DISCUSIÓN ......................................................................................................................... 54
6.1 Pruebas Preliminares ............................................................................................................ 54
6.2. Sacarificación ...................................................................................................................... 54
6.3 Fermentación ...................................................................................................................... 55
6.4 Destilación multietapas....................................................................................................... 56
7. CONCLUSIONES ................................................................................................................ 57
7.1 Pruebas Preliminares .......................................................................................................... 57
7.2 Proceso de Sacarificación ..................................................................................................... 57
ix
7.3 Fermentación ...................................................................................................................... 58
7.4 Destilación multietapas....................................................................................................... 58
8 RECOMENDACIONES ....................................................................................................... 59
CITAS BIBLIOGRÁFICAS ...................................................................................................... 60
BIBLIOGRAFÍA ....................................................................................................................... 62
ANEXOS ................................................................................................................................... 64
x
LISTA DE TABLAS
pág.
Tabla 1. Contenido promedio de inulina en diferentes especies vegetales....................................5
Tabla 2. Tipos de combustibles obtenidos de la biomasa ........................................................... 15
Tabla 3. Obtención de biocombustibles...................................................................................... 16
Tabla 4. Parámetros fijos definidos para el proceso de sacarificación ....................................... 24
Tabla 5. Parámetros fijos definidos para el proceso de fermentación ......................................... 24
Tabla 6. Valores considerados para experimentación de sacarificación ..................................... 25
Tabla 7. Diseño experimental para la sacarificación .................................................................. 25
Tabla 8. Valores considerados para experimentación de Fermentación ..................................... 26
Tabla 9. Diseño experimental para la fermentación ................................................................... 27
Tabla 10. Prueba de solubilidad de la inulina ............................................................................. 35
Tabla 11. Determinación de °Brix de la muestra sacarificada .................................................... 35
Tabla 12. Datos de las pruebas preliminares de la fermentación ................................................ 36
Tabla 13. Datos experimentales de las muestras sacarificadas. .................................................. 36
Tabla 14. Datos para cálculo de densidad de solución sacarificada ............................................ 37
Tabla 15. Dato de densidad del agua .......................................................................................... 37
Tabla 16. Datos experimentales para el proceso de fermentación .............................................. 38
Tabla 17. Datos de concentración alcohólica obtenida ............................................................... 38
Tabla 18. Densidad del etanol .................................................................................................... 39
Tabla 19. Datos experimentales para determinar la densidad del bioetanol................................ 39
Tabla 20. Dato de densidad del agua .......................................................................................... 39
Tabla 21. Resultados del proceso de sacarificación .................................................................... 47
Tabla 22. Cantidad de bioetanol obtenido .................................................................................. 50
Tabla 23. Rendimiento del proceso de fermentación .................................................................. 51
Tabla 24. Concentración Final de bioetanol obtenido ................................................................ 53

xi
LISTA DE FIGURAS
pág.
Figura 1. Ejemplos de polisacáridos más comunes: Maltosa, Lactosa, Sacarosa, Celobiosa ........3
Figura 2. Estructura de la inulina .................................................................................................4
Figura 3. Raíz de Achicoria ..........................................................................................................6
Figura 4. Esquema de Funcionamiento de enzimas ......................................................................6
Figura 5. Clasificación de las enzimas .........................................................................................7
Figura 6. Descripción de la influencia del pH en la actividad enzimática ....................................8
Figura 7. Descripción de la influencia de la temperatura en la actividad enzimática ....................9
Figura 8. Vista microscópica de levadura Saccharomyces Cerevisiae ........................................ 10
Figura 9. Esquema de fermentación alcohólica y glucólisis ....................................................... 13
Figura 10. Fabricación de biodiesel ............................................................................................ 18
Figura 11. Digestor de uso doméstico y de uso industrial .......................................................... 19
Figura 12. Esquema de diseño factorial para aplicar Superficie de Respuesta............................ 23
Figura 13. Valores para experimentación en el proceso de sacarificación .................................. 26
Figura 14. Valores para experimentación en el proceso de fermentación ................................... 27
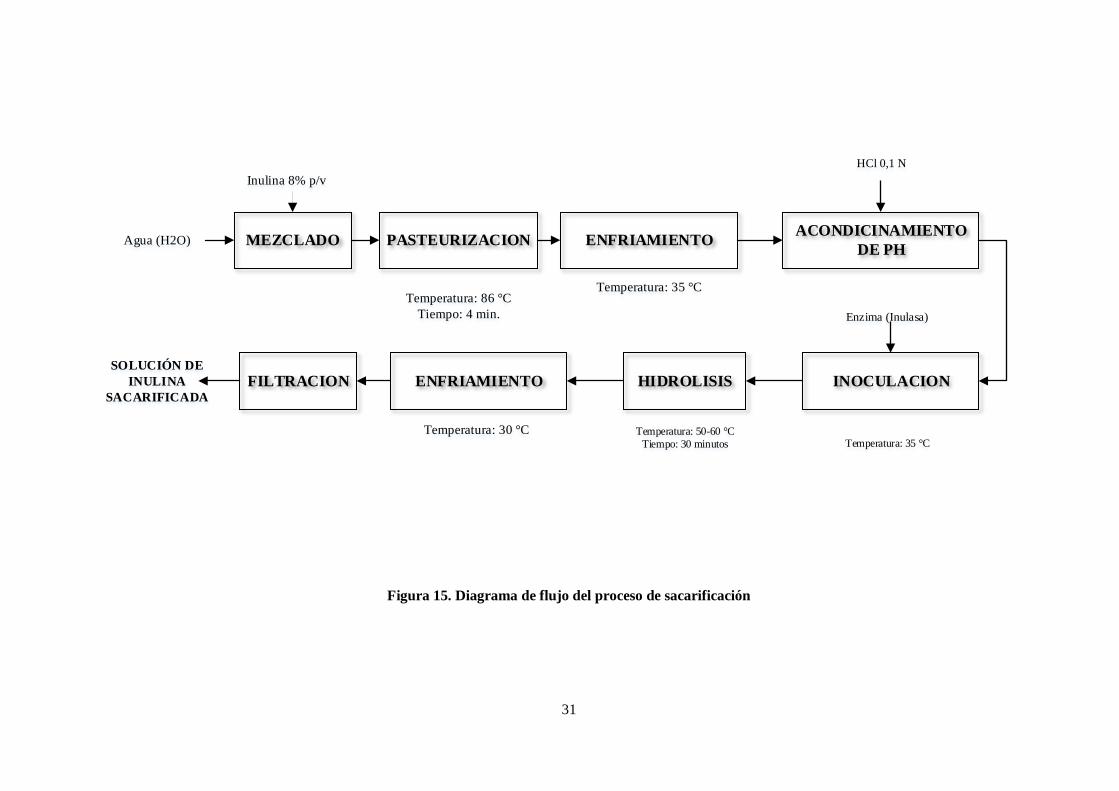
Figura 15. Diagrama de flujo del proceso de sacarificación ....................................................... 31
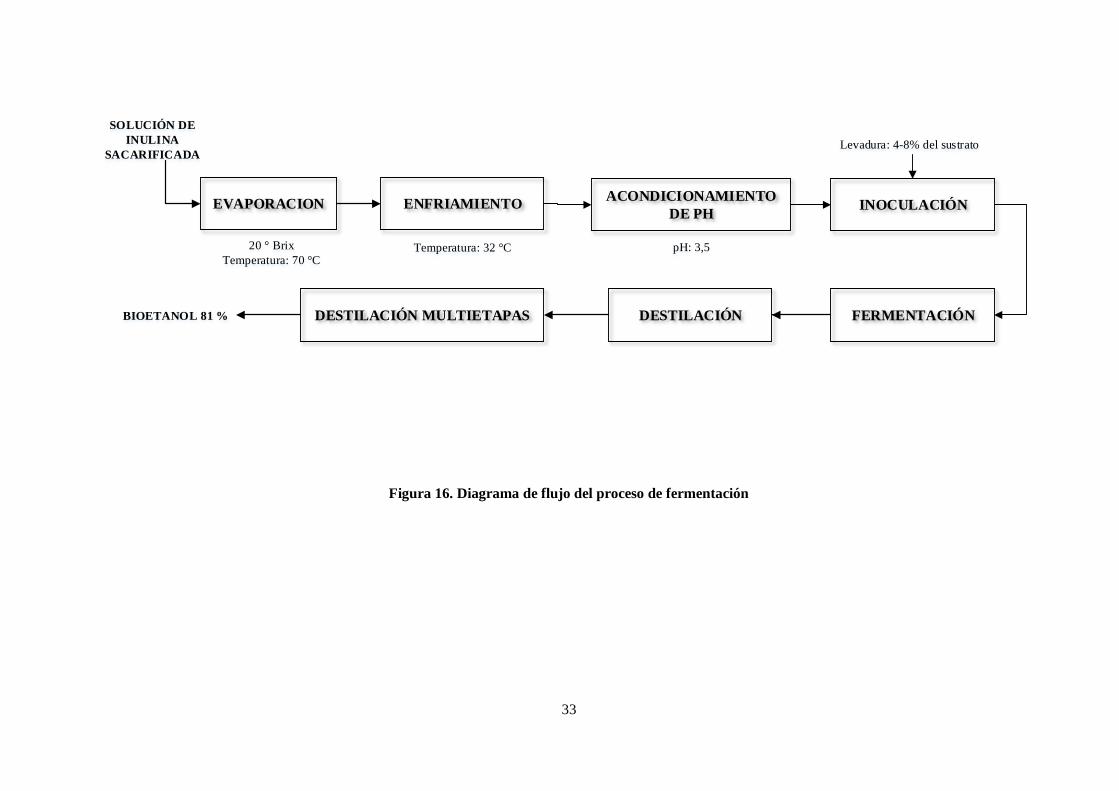
Figura 16. Diagrama de flujo del proceso de fermentación ........................................................ 33
xii
LISTA DE GRÁFICOS
pág.
Gráfico 1. . Rendimientos para cada ensayo del proceso de sacarificación ................................ 48
Gráfico 2. Efectos principales para el proceso de sacarificación ................................................ 49
Gráfico 3. Superficie de respuesta para sacarificación ............................................................... 49
Gráfico 4. Rendimiento obtenido en la fermentación ................................................................. 51
Gráfico 5. Efectos principales para el rendimiento del proceso de fermentación ....................... 52
Gráfico 6. Superficie de respuesta en la fermentación ................................................................ 52
xiii
LISTA DE ANEXOS
pág.
ANEXO A. SACARIFICACIÓN DE LA SOLUCION DE INULINA ...................................... 65
ANEXO B. FERMENTACIÓN DE LASOLUCION SACARIFICADA ................................... 67
ANEXO C. DESTILACIÓN SIMPLE ....................................................................................... 69
ANEXO D. DESTILACIÓN MULTIETAPAS ......................................................................... 70
ANEXO E. RELACIÓN ENTRE CONCENTRACIÓN DE ETANOL Y ................................. 71
ANEXO F. HOJA TÉCNICA DE ENDO INULINASA ........................................................... 72
ANEXO G HOJA TÉCNICA EXO INULINASA ..................................................................... 74
xiv
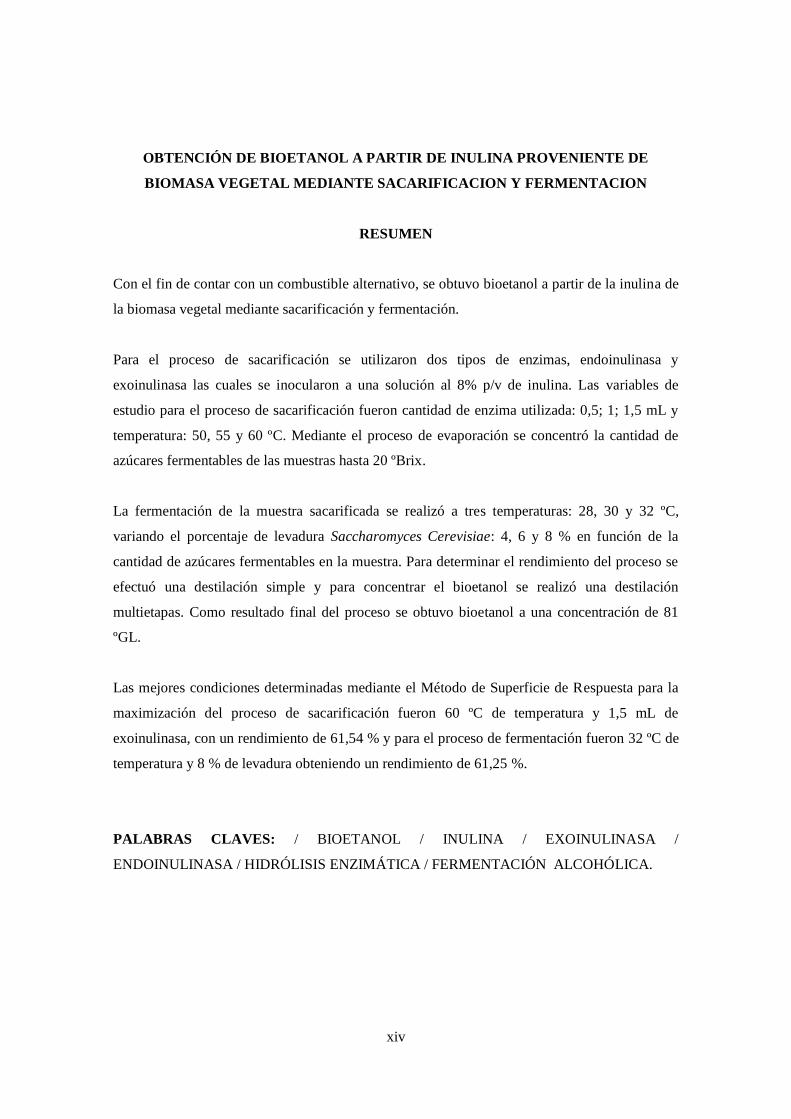
OBTENCIÓN DE BIOETANOL A PARTIR DE INULINA PROVENIENTE DE
BIOMASA VEGETAL MEDIANTE SACARIFICACION Y FERMENTACION
RESUMEN
Con el fin de contar con un combustible alternativo, se obtuvo bioetanol a partir de la inulina de
la biomasa vegetal mediante sacarificación y fermentación.
Para el proceso de sacarificación se utilizaron dos tipos de enzimas, endoinulinasa y
exoinulinasa las cuales se inocularon a una solución al 8% p/v de inulina. Las variables de
estudio para el proceso de sacarificación fueron cantidad de enzima utilizada: 0,5; 1; 1,5 mL y
temperatura: 50, 55 y 60 ºC. Mediante el proceso de evaporación se concentró la cantidad de
azúcares fermentables de las muestras hasta 20 ºBrix.
La fermentación de la muestra sacarificada se realizó a tres temperaturas: 28, 30 y 32 ºC,
variando el porcentaje de levadura Saccharomyces Cerevisiae: 4, 6 y 8 % en función de la
cantidad de azúcares fermentables en la muestra. Para determinar el rendimiento del proceso se
efectuó una destilación simple y para concentrar el bioetanol se realizó una destilación
multietapas. Como resultado final del proceso se obtuvo bioetanol a una concentración de 81
ºGL.
Las mejores condiciones determinadas mediante el Método de Superficie de Respuesta para la
maximización del proceso de sacarificación fueron 60 ºC de temperatura y 1,5 mL de
exoinulinasa, con un rendimiento de 61,54 % y para el proceso de fermentación fueron 32 ºC de
temperatura y 8 % de levadura obteniendo un rendimiento de 61,25 %.
PALABRAS CLAVES: / BIOETANOL / INULINA / EXOINULINASA /
ENDOINULINASA / HIDRÓLISIS ENZIMÁTICA / FERMENTACIÓN ALCOHÓLICA.
xv
ABSTRACT
BIOETHANOL OBTAINED FROM INULIN BY BIOMASS PLANT
SACCHARIFICATION AND FERMENTATION
To have an alternative fuel, bioethanol was obtained from inulin by plant biomass
saccharification and fermentation.
For the saccharification process, two types of enzymes were used: exoinulinasa and
endoinulinasa which inoculated to a solution 8% w / v of inulin. The study variables for the
saccharification process were the amount of enzyme used: 0.5; 1; 1.5 mL and the temperatures:
50, 55 and 60° C. Through the evaporation process, the amount of fermentable sugars of
samples up to 20° Brix was concentrated.
The fermentation of the saccharified sample was performed at three temperatures: 28, 30 and
32°C, varying the percentage of yeast SaccharomycesCerevisiae: 4, 6 and 8% depending on the
amount of fermentable sugars in the sample. To determine the performance of the process, a
simple distillation was performed and to concentrate the bioethanol a multistage distillation was
performed. The end result of the process was bioethanol obtained at a concentration of 81 ºGL.
Best certain conditions were determined by the Response Surface Method. To maximize
saccharification, the process temperature was of 60°C and 1.5 mL of exoinulinasa, with a yield
of 61.54% and for the process of fermentation the temperature was of 32°C and 8% yeast
obtaining a yield of 61.25%.
KEYWORDS: BIOETANOL / INULIN / EXOINULINASA / ENDOINULINASA /
ENZYMATIC HYDROLYSIS / ALCOHOLIC FERMENTATION.
1
INTRODUCCIÓN
El mundo requiere una gran cantidad de energía, sin embargo la mayor parte de energía
proviene de combustibles fósiles, los cuales se agotan considerablemente debido a la gran
demanda de los mismos, es por esto que existe la obligación buscar nuevas fuentes de energía.
Una de las alternativas es la producción de bioetanol que puede utilizarse como combustible,
solo, o mezclado en cantidades variadas con gasolina, disminuyendo así el uso de combustibles
fósiles. Es por eso que hace algunos años se ha considerado al bioetanol como una alternativa al
problema energético mundial. Un ejemplo muy claro es Brasil donde las gasolinas de ese país
poseen en su composición un 10% de bioetanol como complemento del combustible
Si bien se conocen las diversas maneras de obtener bioetanol tales como la fermentación, aun no
existen conocimientos sólidos de la extracción de bioetanol a partir de la inulina, a pesar de que
existen investigaciones en otros países sobre del tema. Aún se desconocen varios aspectos del
proceso, como las condiciones operacionales de la fermentación. Tampoco se ha realizado un
análisis a profundidad de la hidrólisis de la inulina con el objeto de aumentar la eficiencia del
proceso.
Actualmente los esfuerzos de los seres humanos por la necesidad de nuevas fuentes de energía
renovables y sustentables ha provocado que se realicen numerosos estudios acerca de la
generación de bioetanol a partir de desechos orgánicos
Kazuyoshi Ohta ha sido un pionero en el estudio de obtención de bioetanol mediante
sacarificación y fermentación simultaneas con su trabajo “Producción de altas concentraciones
de etanol a partir de inulina por sacarificación y fermentación simultánea utilizando
Aspergillus niger y Saccharomyces cerevisiae”
En el Ecuador existen varias iniciativas para el desarrollo de biocombustibles, entre las que se
puede contar: Bioetanol, biodiesel, biomasa, aceite vegetal, entre los principales. No obstante a
primera vista su nivel de desarrollo es limitado, mostrándose apenas un importante desarrollo en
materia de etanol a base de caña de azúcar y biodiesel a base de palma africana.
En nuestro país existe una gran cantidad de materia prima de la cual se puede extraer la inulina.
Este polisacárido se lo encuentra en las fibras de las frutas, raíces y tubérculos.
2
Para obtener bioetanol a partir de la inulina y poderlo utilizar como fuente de energía se requiere
controlar las variables del proceso de sacarificación y de fermentación con el objeto de mejorar
el rendimiento y obtener la mayor cantidad de metabolito
El objetivo de esta investigación es obtener bioetanol a partir de inulina proveniente de biomasa
vegetal mediante sacarificación y fermentación, con el propósito de encontrar las mejores
condiciones experimentales para ambos procesos.
El diseño experimental se realizó basado en pruebas preliminares con el objeto de determinar
los parámetros fijos y variables de los diferentes procesos ya mencionados.
Una vez que se definieron las variables y parámetros de toda la experimentación, se procedió a
diseñar un modelo experimental que permita determinar condiciones recomendadas para la
obtención de bioetanol a partir de inulina , para lo cual se usó un método factorial 22
sin puntos
axiales que es un diseño que estudia el efecto de dos factores considerando dos niveles en cada
uno, y así poder determinar una combinación de niveles de los factores que afectan en la
obtención de bioetanol a partir de inulina, para lo cual se diseñó dos procesos experimentales,
uno para la sacarificación y otro para la fermentación, basados en una superficie de respuesta.
3
1. MARCO TEÓRICO
1.1. Azúcar reductor
―Monosacárido o disacárido que puede ceder electrones a otras moléculas y puede, por lo tanto,
actuar como agente reductor. La presencia de un grupo cetona (-CO) o aldehído (-CHO) libre
permite a la mayoría de los monosacáridos y polisacáridos actuar como azucares reductores. Los
azucares reductores se pueden detectar con el test de Benedict‖. [1]
Un claro ejemplo de un azúcar reductor es la glucosa, que es el azúcar reductor más abundante
en el organismo. Sin embargo, la sacarosa es un disacárido que no posee carbonos anoméricos
libres y por lo tanto no es considerado un azúcar reductor.
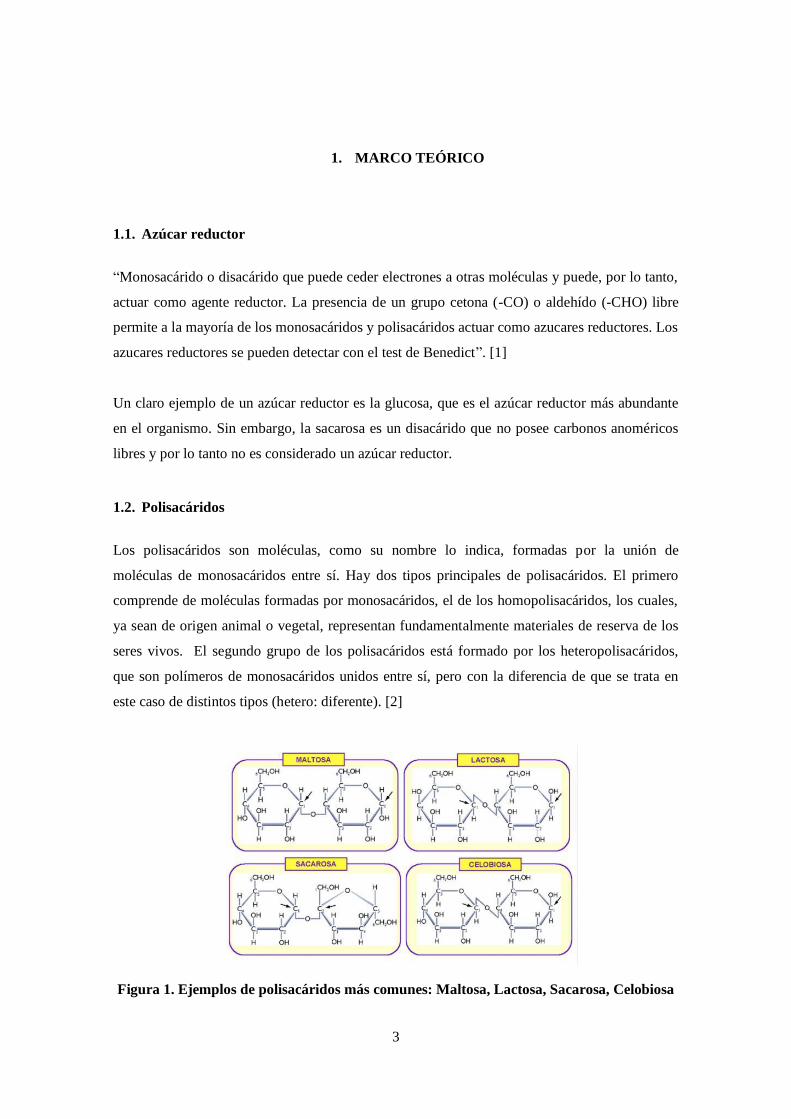
1.2. Polisacáridos
Los polisacáridos son moléculas, como su nombre lo indica, formadas por la unión de
moléculas de monosacáridos entre sí. Hay dos tipos principales de polisacáridos. El primero
comprende de moléculas formadas por monosacáridos, el de los homopolisacáridos, los cuales,
ya sean de origen animal o vegetal, representan fundamentalmente materiales de reserva de los
seres vivos. El segundo grupo de los polisacáridos está formado por los heteropolisacáridos,
que son polímeros de monosacáridos unidos entre sí, pero con la diferencia de que se trata en
este caso de distintos tipos (hetero: diferente). [2]
Figura 1. Ejemplos de polisacáridos más comunes: Maltosa, Lactosa, Sacarosa, Celobiosa
4
1.3. Fibras
―Se define como aquellos hidratos de carbono (incluido el almidón resistente) que no pueden ser
degradados por enzimas digestivas, y en estas se incluye la lignina, que no es un carbohidrato.
Los componentes de la fibra alimentaria son celulosa, hemicelulosa, pectinas, agar, gomas,
mucílagos y lignina. Existen dos tipos de fibras, soluble e insoluble, y se las clasifica por su
capacidad de solubilizarse o no en el agua. Entre los carbohidratos que están dentro del grupo de
fibras solubles están las pectinas, diversas hemicelulosas y gomas. Cuando este tipo de fibra
entra en contacto con el agua, forma un gel que aumenta enormemente el volumen de la fibra.
Por otro lado, entre ejemplos de fibra insoluble están celulosa, hemicelulosa, y lignina. Este tipo
de fibra aunque es insoluble, es capaz de retener, debido a su estructura, una cierta cantidad de
agua‖. [3]
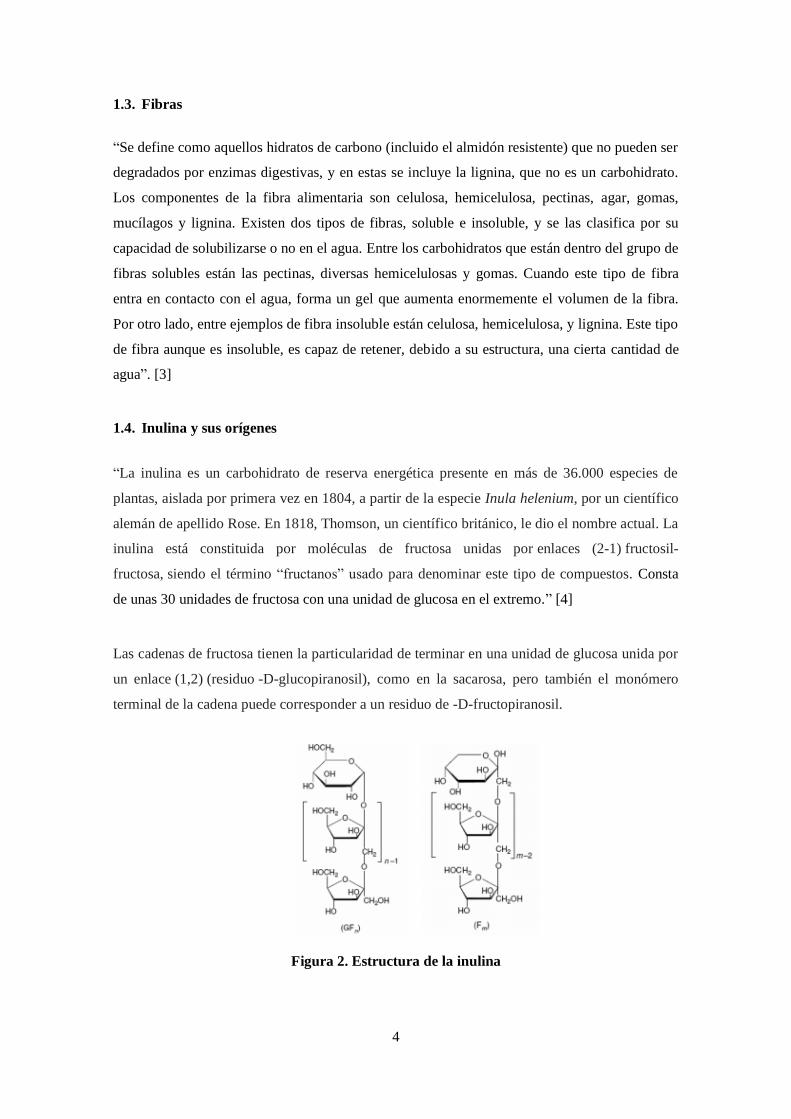
1.4. Inulina y sus orígenes
―La inulina es un carbohidrato de reserva energética presente en más de 36.000 especies de
plantas, aislada por primera vez en 1804, a partir de la especie Inula helenium, por un científico
alemán de apellido Rose. En 1818, Thomson, un científico británico, le dio el nombre actual. La
inulina está constituida por moléculas de fructosa unidas por enlaces (2-1) fructosil-
fructosa, siendo el término ―fructanos‖ usado para denominar este tipo de compuestos. Consta
de unas 30 unidades de fructosa con una unidad de glucosa en el extremo.‖ [4]
Las cadenas de fructosa tienen la particularidad de terminar en una unidad de glucosa unida por
un enlace (1,2) (residuo -D-glucopiranosil), como en la sacarosa, pero también el monómero
terminal de la cadena puede corresponder a un residuo de -D-fructopiranosil.
Figura 2. Estructura de la inulina
5
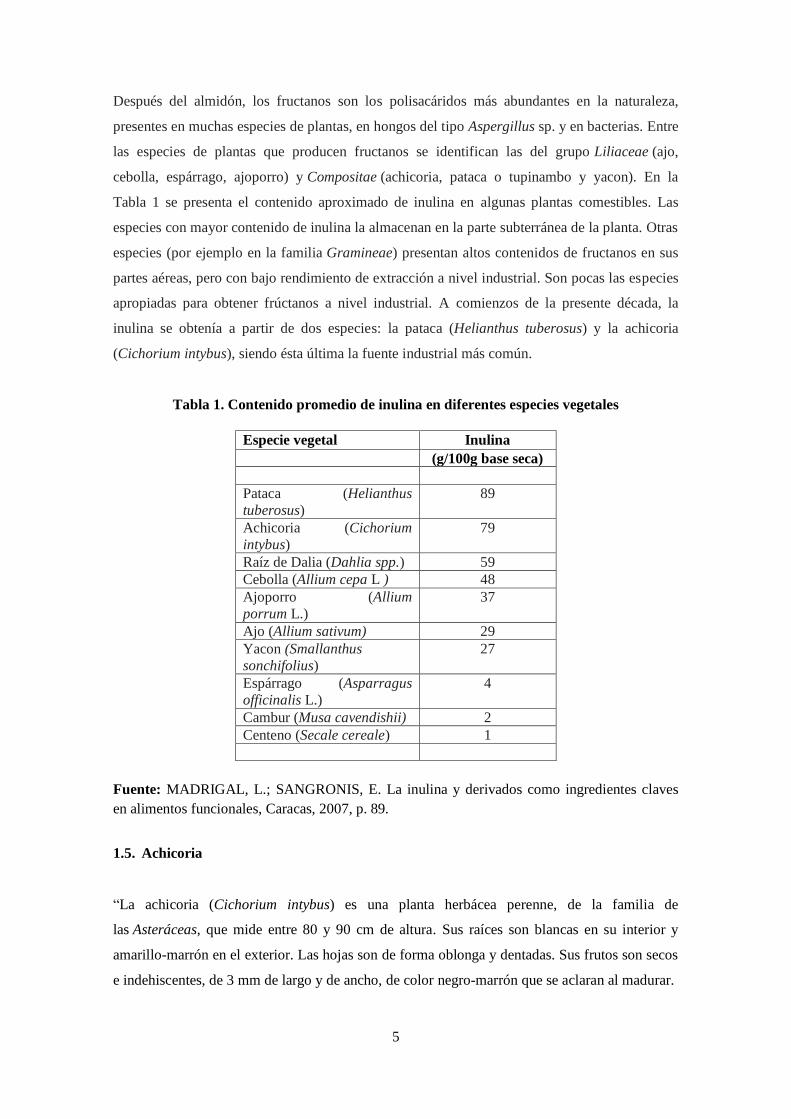
Después del almidón, los fructanos son los polisacáridos más abundantes en la naturaleza,
presentes en muchas especies de plantas, en hongos del tipo Aspergillus sp. y en bacterias. Entre
las especies de plantas que producen fructanos se identifican las del grupo Liliaceae (ajo,
cebolla, espárrago, ajoporro) y Compositae (achicoria, pataca o tupinambo y yacon). En la
Tabla 1 se presenta el contenido aproximado de inulina en algunas plantas comestibles. Las
especies con mayor contenido de inulina la almacenan en la parte subterránea de la planta. Otras
especies (por ejemplo en la familia Gramineae) presentan altos contenidos de fructanos en sus
partes aéreas, pero con bajo rendimiento de extracción a nivel industrial. Son pocas las especies
apropiadas para obtener frúctanos a nivel industrial. A comienzos de la presente década, la
inulina se obtenía a partir de dos especies: la pataca (Helianthus tuberosus) y la achicoria
(Cichorium intybus), siendo ésta última la fuente industrial más común.
Tabla 1. Contenido promedio de inulina en diferentes especies vegetales
Especie vegetal Inulina
(g/100g base seca)
Pataca (Helianthus
tuberosus)
89
Achicoria (Cichorium
intybus)
79
Raíz de Dalia (Dahlia spp.) 59
Cebolla (Allium cepa L ) 48
Ajoporro (Allium
porrum L.)
37
Ajo (Allium sativum) 29
Yacon (Smallanthus
sonchifolius)
27
Espárrago (Asparragus
officinalis L.)
4
Cambur (Musa cavendishii) 2
Centeno (Secale cereale) 1
Fuente: MADRIGAL, L.; SANGRONIS, E. La inulina y derivados como ingredientes claves
en alimentos funcionales, Caracas, 2007, p. 89.
1.5. Achicoria
―La achicoria (Cichorium intybus) es una planta herbácea perenne, de la familia de
las Asteráceas, que mide entre 80 y 90 cm de altura. Sus raíces son blancas en su interior y
amarillo-marrón en el exterior. Las hojas son de forma oblonga y dentadas. Sus frutos son secos
e indehiscentes, de 3 mm de largo y de ancho, de color negro-marrón que se aclaran al madurar.

6
Esta planta se encuentra geográficamente distribuida en muchas regiones del mundo: Europa
central y del norte, Liberia, Turquía, Afganistán, China norte y central, sur América, sur África,
Etiopía, Madagascar, India, Australia y Nueva Zelanda. En general, cuando la achicoria se
cultiva para aprovechar sus raíces, se requiere climas húmedos y calientes.‖ [5]
Figura 3. Raíz de Achicoria
1.6. Enzimas
Una enzima es una proteína que cataliza todas las reacciones bioquímicas, es decir disminuye la
energía de activación para así incrementar la velocidad de reacción. Los grupos reactivos de
una enzima tienen dos misiones. Una es unir los compuestos particulares en proximidad al sitio
donde tiene lugar la catálisis. La segunda función es realizar el mecanismo catalítico, que
involucra un cambio de conformación del complejo enzima-sustrato que debilita los enlaces del
sustrato logrando configuraciones más reactivas.
Figura 4. Esquema de funcionamiento de enzimas
Químicamente las enzimas están conformadas por carbono, hidrógeno, oxígeno, nitrógeno y
azufre, con un peso molecular elevado. Son consideradas como catalizadores biológicos, y a
7
diferencia de los catalizadores inorgánicos, que intervienen en distinto tipo de reacciones, las
enzimas catalizan un tipo de reacción específica y determinada. Esta selectividad de las enzimas
brinda a estas una gran importancia a nivel industrial.
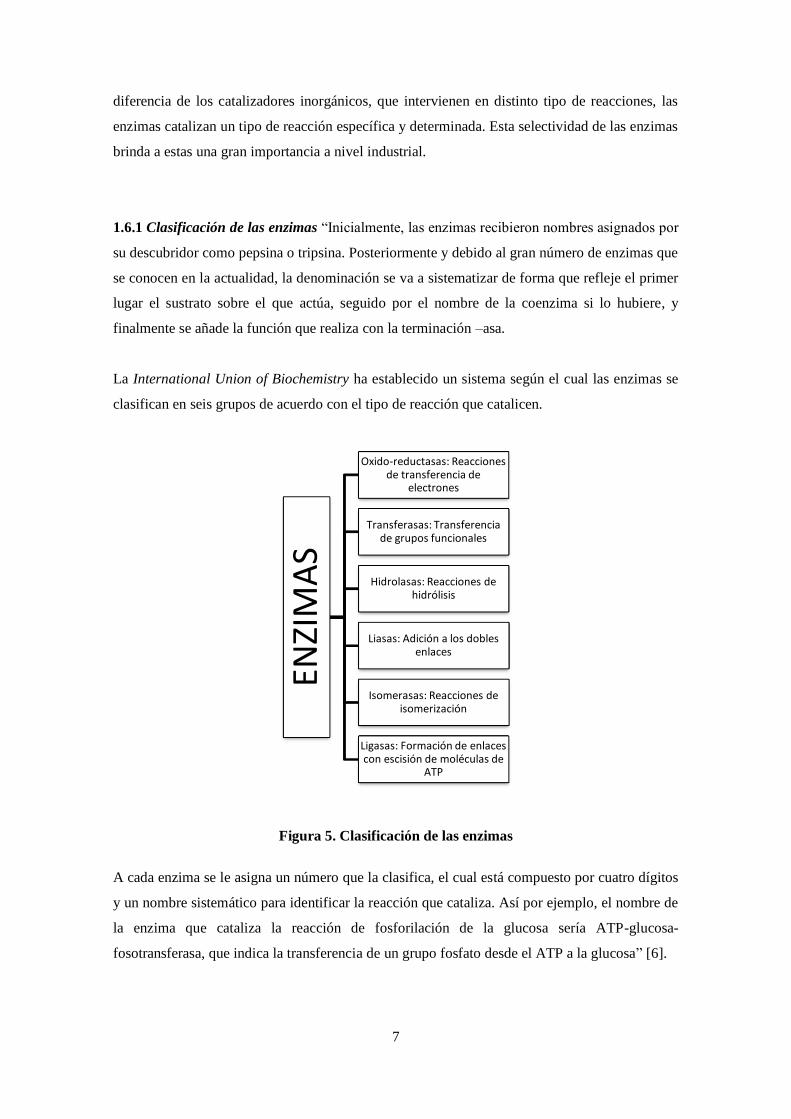
1.6.1 Clasificación de las enzimas ―Inicialmente, las enzimas recibieron nombres asignados por
su descubridor como pepsina o tripsina. Posteriormente y debido al gran número de enzimas que
se conocen en la actualidad, la denominación se va a sistematizar de forma que refleje el primer
lugar el sustrato sobre el que actúa, seguido por el nombre de la coenzima si lo hubiere, y
finalmente se añade la función que realiza con la terminación –asa.
La International Union of Biochemistry ha establecido un sistema según el cual las enzimas se
clasifican en seis grupos de acuerdo con el tipo de reacción que catalicen.
Figura 5. Clasificación de las enzimas
A cada enzima se le asigna un número que la clasifica, el cual está compuesto por cuatro dígitos
y un nombre sistemático para identificar la reacción que cataliza. Así por ejemplo, el nombre de
la enzima que cataliza la reacción de fosforilación de la glucosa sería ATP-glucosa-
fosotransferasa, que indica la transferencia de un grupo fosfato desde el ATP a la glucosa‖ [6].
ENZI
MA
S
Oxido-reductasas: Reacciones de transferencia de
electrones
Transferasas: Transferencia de grupos funcionales
Hidrolasas: Reacciones de hidrólisis
Liasas: Adición a los dobles enlaces
Isomerasas: Reacciones de isomerización
Ligasas: Formación de enlaces con escisión de moléculas de
ATP
8
1.7. Actividad enzimática.
Debido a que se necesitan muy bajas concentraciones de enzimas para catalizar una reacción, su
determinación directa es difícil. Por consiguiente la efectividad de una enzima se evalúa
generalmente, siguiendo la desaparición del sustrato o la aparición de un producto formado en la
reacción. La reacción catalizada enzimáticamente se desarrolla bajo condiciones
cuidadosamente controladas, extrayendo muestras para control a intervalos de tiempo
apropiados.
―Para el caso de las enzimas celulasas se expresa la actividad de las enzimas en unidades que se
basan en la conversión de una cantidad arbitraria de sustrato, en un lapso definido de tiempo y
con una cantidad determinada de enzima. Se tienen técnicas estandarizadas a condiciones
definidas de pH, temperatura y concentraciones de sustrato‖. [7]
1.7.1. Factores que afectan la actividad enzimática. La actividad enzimática puede ser alterada
por factores físicos o químicos y por ello las enzimas actúan dentro de un intervalo óptimo de
temperatura y pH fuera de la cual su actividad disminuye.
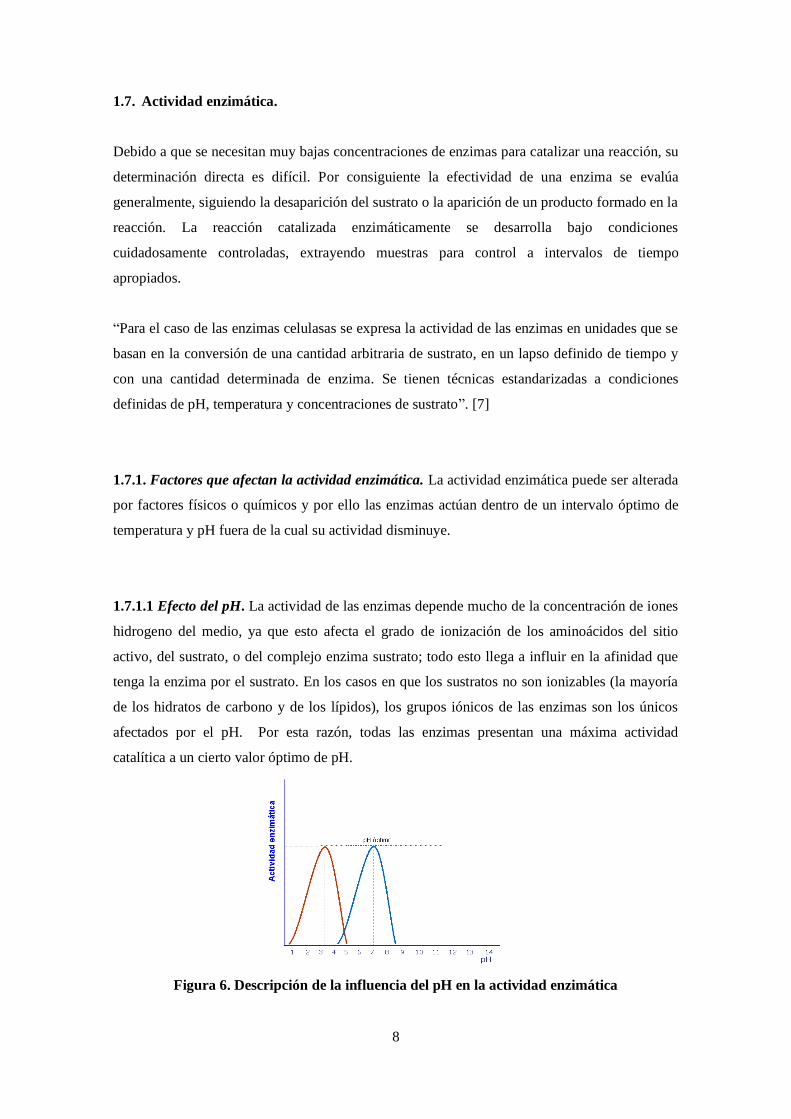
1.7.1.1 Efecto del pH. La actividad de las enzimas depende mucho de la concentración de iones
hidrogeno del medio, ya que esto afecta el grado de ionización de los aminoácidos del sitio
activo, del sustrato, o del complejo enzima sustrato; todo esto llega a influir en la afinidad que
tenga la enzima por el sustrato. En los casos en que los sustratos no son ionizables (la mayoría
de los hidratos de carbono y de los lípidos), los grupos iónicos de las enzimas son los únicos
afectados por el pH. Por esta razón, todas las enzimas presentan una máxima actividad
catalítica a un cierto valor óptimo de pH.
Figura 6. Descripción de la influencia del pH en la actividad enzimática
9
―La inhibición de las reacciones enzimáticas y del crecimiento microbiano en ocasiones se llega
a efectuar, si el producto lo permite, por una reducción de pH, mediante la adición de los
diferentes ácidos disponibles como aditivos; por lo tanto, si se desea la acción de alguna de las
enzimas y el alimento lo permite, se acondicionan el pH y la temperatura para obtener una
máxima actividad catalítica‖. [8]
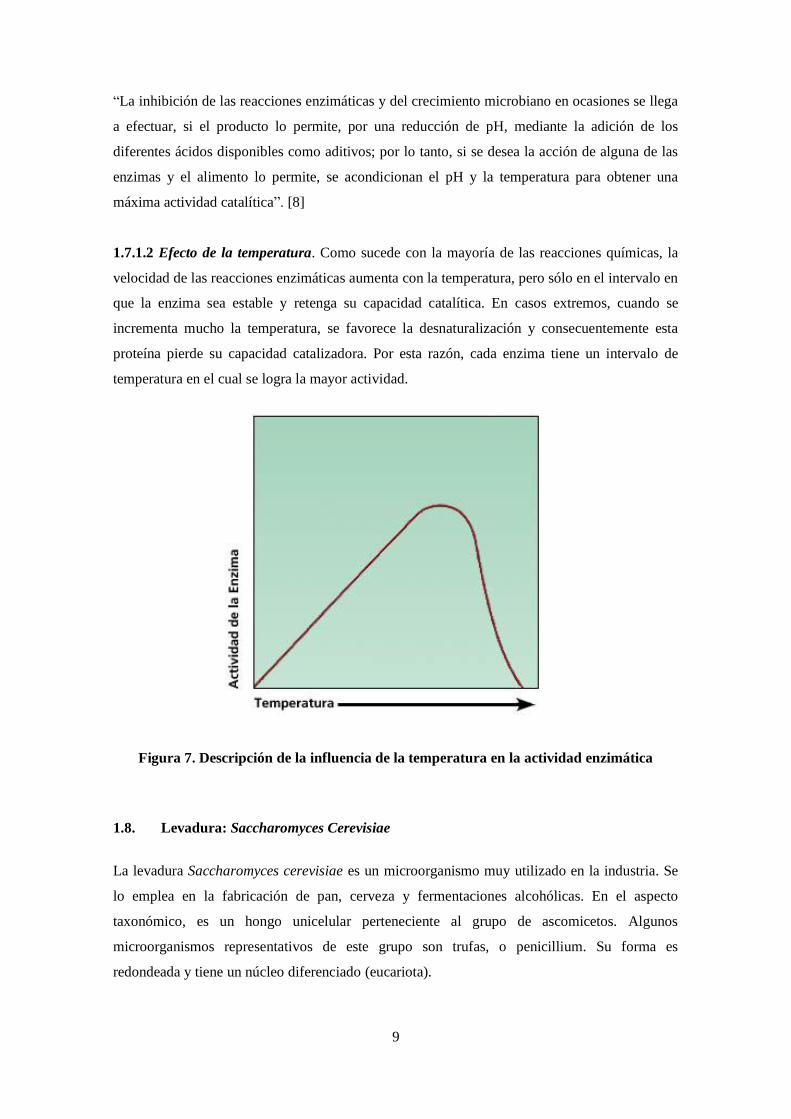
1.7.1.2 Efecto de la temperatura. Como sucede con la mayoría de las reacciones químicas, la
velocidad de las reacciones enzimáticas aumenta con la temperatura, pero sólo en el intervalo en
que la enzima sea estable y retenga su capacidad catalítica. En casos extremos, cuando se
incrementa mucho la temperatura, se favorece la desnaturalización y consecuentemente esta
proteína pierde su capacidad catalizadora. Por esta razón, cada enzima tiene un intervalo de
temperatura en el cual se logra la mayor actividad.
Figura 7. Descripción de la influencia de la temperatura en la actividad enzimática
1.8. Levadura: Saccharomyces Cerevisiae
La levadura Saccharomyces cerevisiae es un microorganismo muy utilizado en la industria. Se
lo emplea en la fabricación de pan, cerveza y fermentaciones alcohólicas. En el aspecto
taxonómico, es un hongo unicelular perteneciente al grupo de ascomicetos. Algunos
microorganismos representativos de este grupo son trufas, o penicillium. Su forma es
redondeada y tiene un núcleo diferenciado (eucariota).
10
En el aspecto de reproducción, sus condiciones óptimas, con reproducción asexual dura entre
una y dos horas. En este tiempo se coloniza el mosto para fermentación.
Figura 8. Vista microscópica de levadura Saccharomyces Cerevisiae
―La levadura Saccharomyces cerevisiae se ha convertido en los últimos años en un organismo
seleccionado para su estudio por su biología celular y genética. Los conocimientos
fundamentales que se desprenden aún hoy día permiten clarificar desde una nueva óptica. Esta
es la razón de que se hayan producido numerosos progresos en el conocimiento de la
fermentación alcohólica‖. [9]
1.9. Sacarificación
Se denomina sacarificación al proceso en el cual los almidones y material celulósico se hidroliza
para transformarlo en azúcares fermentables.
―Existen diferentes medios por los cuales se realiza la sacarificación, y pueden ser enzimáticos o
químicos. Si se utiliza una enzima, se trabaja generalmente con amiloglucosidasa o
glucoamilasa. A diferencia de la α-amilasa, que se encuentra en microorganismos, vegetales y
animales superiores, esta enzima es solo de origen microbiano. A nivel industrial las
preparaciones provienen fundamentalmente de cepas de A. Niger”. [10]
1.9.1 Tipos de sacarificación
1.9.1.1 Sacarificación ácida. Consiste en un proceso químico que, mediante el empleo de
catalizadores ácidos, transforma las cadenas de polisacáridos que forman la biomasa en sus
monómeros elementales. La hidrólisis ácida es un proceso conocido desde 1819 (Larsson,
2000), que alcanzó su mayor desarrollo durante las dos Guerras Mundiales, períodos en los que
11
la escasez de petróleo hizo que se empleara masivamente la madera para la producción de
etanol. Durante este período se desarrollaron numerosos procesos (Scholler, Madison, Bergius)
cayendo posteriormente en desuso por razones económicas. Este tipo de hidrólisis puede
realizarse empleando diferentes clases de ácidos como el ácido sulfuroso, clorhídrico, sulfúrico,
fosfórico, nítrico y fórmico (Galbe y Zacchi, 2002). Sin embargo, sólo los ácidos clorhídrico y
sulfúrico han sido empleados a escala industrial. Los procesos industriales de hidrólisis ácida
pueden agruparse en dos tipos: los que emplean ácidos concentrados y los que utilizan ácidos
diluidos.
Los procesos que implican ácidos concentrados operan a baja temperatura, pudiendo obtenerse
altos rendimientos de hidrólisis. A pesar de esto, la gran cantidad de ácido empleado en la
impregnación del material a tratar y lo costoso de su recuperación, unido a los efectos
corrosivos de los ácidos concentrados que obliga a altas inversiones en los equipamientos,
hacen que el proceso no sea rentable. Además, tiene el problema asociado de que es necesario
una costosa etapa de neutralización antes de la fermentación (Keller, 1996).
―Los procesos que emplean ácidos diluidos tienen su principal ventaja en el relativamente bajo
consumo de ácidos. Sin embargo, se requieren relativamente altas temperaturas para alcanzar
rendimientos aceptables. El máximo rendimiento en glucosa se consigue a altas temperaturas y
tiempos de residencia cortos. Este tipo de procesos operan a una temperatura de 240 ºC, una
concentración de ácido de 1 % (p/v) y un tiempo de reacción de 6-12 segundos. Las
temperaturas que se emplean en estos procesos originan, por un lado, una mayor corrosión de
los equipos empleados y, por otro lado, aumenta la tasa de degradación de los azúcares los
cuales pueden afectar a la posterior etapa de fermentación‖. [11]
1.9.1.2. Sacarificación enzimática. Es un proceso catalizado por un grupo de enzimas, que son
en realidad, una mezcla de distintas actividades enzimáticas cuya acción conjunta produce la
degradación del polisacárido en monosacáridos. Las plantas superiores, algunos invertebrados y
principalmente microorganismos (hongos y bacterias) son productores de este tipo de enzimas.
Para el proceso de sacarificación enzimática se utilizan enzimas inulinasas. La Inulinasa es una
enzima obtenida especialmente de microorganismos (como Aspergillus Niger) y es capaz de
convertir inulina en levulosa pero sin acción sobre el almidón.
La inulinasa puede ejercer dos efectos sobre las moléculas de inulina, por lo que se pueden
clasificar dos tipos de inulinasas: endo-inulinasas y exo-inulinasas. La exo-inulinasa comienza
con la fragmentación de la primera molécula de D-fructosa y continúa hasta romper el último
12
enlace dentro de la molécula de inulina y liberar una molécula de D-glucosa; la endo-inulinasa
hace cortes internos en la molécula de inulina produciendo así inulo-oligosacáridos. La
propiedad de ser endo- o exo- enzima depende de la fuente microbiana de la cual se obtuvo la
inulinasa. De las diferencias en las propiedades moleculares entre los dos tipos de enzima
destaca el peso molecular. [12]
1.10. Fermentación
―Desde el punto de vista bioquímico, la fermentación es un proceso mediante el cual las
sustancias orgánicas (sustrato) sufren una serie de cambios químicos (reducciones y
oxidaciones) que producen energía; cuando finaliza la fermentación se presenta una
acumulación de varios productos, unos más oxidados (aceptadores de electrones) y otros más
reducidos (donaron electrones) que el sustrato‖.[13]
Desde el punto de vista microbiológico es un proceso en el que los microorganismos producen
metabolitos o biomasa, a partir de la utilización de sustancias orgánicas en ausencia de oxígeno;
la descomposición de los sustratos es llevada a cabo por enzimas producidas por los
microorganismos para esa finalidad.
1.10.1 Fermentación discontinua. Llamados también procesos ―Batch‖ o lote, son de gran
importancia dentro de la biotecnología y son de gran uso industrial. Las técnicas que se llevan a
cabo dependerán si el proceso es aerobio o anaerobio.
―Un proceso discontinuo o ―Batch‖ puede considerarse como un sistema cerrado. A tiempo
cero, la solución esterilizada de nutrientes se inocula con microorganismos y se permite que se
lleve a cabo la fermentación en condiciones óptimas. A lo largo de la fermentación no se
adiciona nada, excepto ácidos o bases para controlar el pH. La composición del medio, la
concentración de sustrato, la concentración de biomasa y la concentración de metabolitos
cambia continuamente como resultado del metabolismo de la célula‖. [14]
1.10.2 Fermentación continua En la fermentación continua se establece un sistema abierto. La
solución nutritiva estéril se añade continuamente al biorreactor y una cantidad equivalente del
cultivo, con los microorganismos, se extrae simultáneamente del sistema.
13
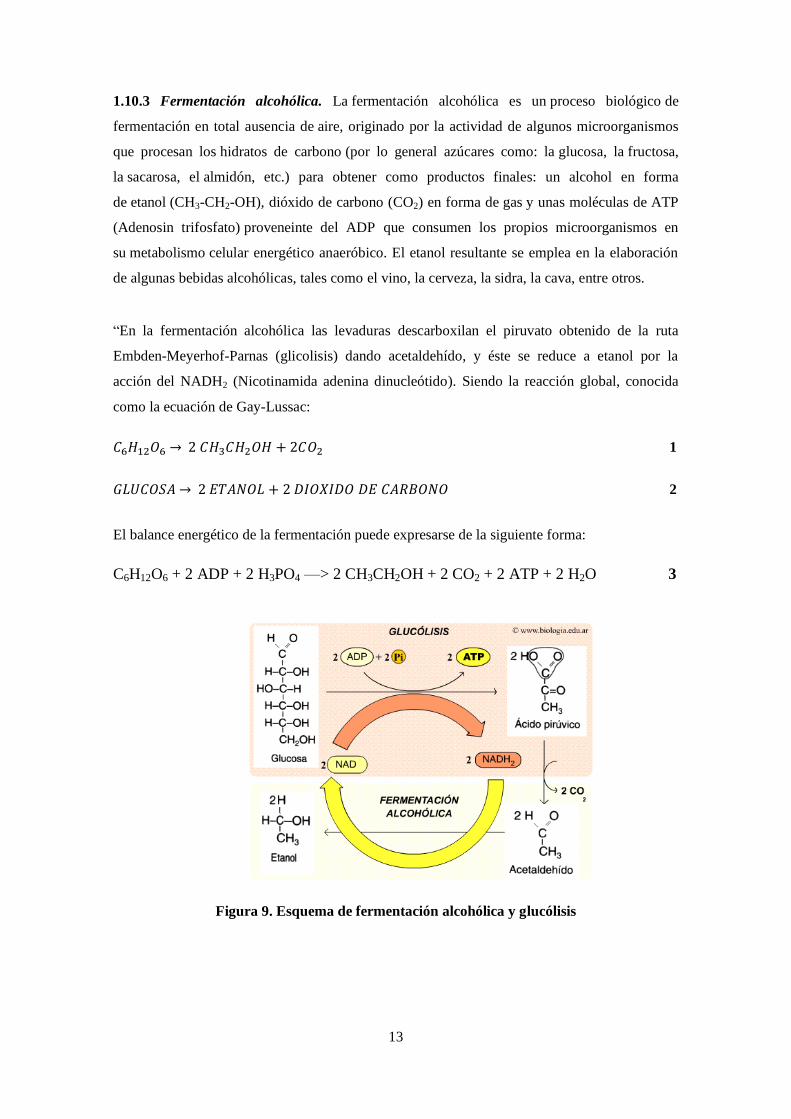
1.10.3 Fermentación alcohólica. La fermentación alcohólica es un proceso biológico de
fermentación en total ausencia de aire, originado por la actividad de algunos microorganismos
que procesan los hidratos de carbono (por lo general azúcares como: la glucosa, la fructosa,
la sacarosa, el almidón, etc.) para obtener como productos finales: un alcohol en forma
de etanol (CH3-CH2-OH), dióxido de carbono (CO2) en forma de gas y unas moléculas de ATP
(Adenosin trifosfato) proveneinte del ADP que consumen los propios microorganismos en
su metabolismo celular energético anaeróbico. El etanol resultante se emplea en la elaboración
de algunas bebidas alcohólicas, tales como el vino, la cerveza, la sidra, la cava, entre otros.
―En la fermentación alcohólica las levaduras descarboxilan el piruvato obtenido de la ruta
Embden-Meyerhof-Parnas (glicolisis) dando acetaldehído, y éste se reduce a etanol por la
acción del NADH2 (Nicotinamida adenina dinucleótido). Siendo la reacción global, conocida
como la ecuación de Gay-Lussac:
→ 1
→ 2
El balance energético de la fermentación puede expresarse de la siguiente forma:
C6H12O6 + 2 ADP + 2 H3PO4 —> 2 CH3CH2OH + 2 CO2 + 2 ATP + 2 H2O 3
Figura 9. Esquema de fermentación alcohólica y glucólisis
14
1.11. Factores que influyen en el proceso fermentativo
1.11.1 Grados Brix. Es la unidad de medida de solidos solubles presentes en una solución,
expresados en porcentaje p/v de sacarosa. El mosto para la fermentación alcohólica debe tener
un grado brix entre 12 a 22, ya que si el grado brix es muy bajo el grado alcohólico obtenido
será pobre. Por lo contrario si el grado brix es muy alto la fermentación no se efectúa, porque la
presión osmótica que se ejerce sobre las levaduras es grande y no permite que actúen.
1.11.2 pH. La levadura trabaja mejor en medio relativamente ácido por esta razón el pH debe
mantenerse entre 3.0 y 5.0, y deberá ajustarse el mosto a este requerimiento.
1.11.3 Temperatura. Durante la fermentación debe controlarse la temperatura porque durante la
misma se produce un relativo aumento de esta, debido la descomposición de los azúcares que
producen una reacción exotérmica, es decir con desprendimiento de calor. La temperatura
óptima para la fermentación oscila entre 24 y 35°C siendo 34ºC la más adecuada. Si la
temperatura es muy baja la fermentación es lenta, si la temperatura excede de los 35°C se
disminuye la acción de las levaduras y si esta aumenta por encima de los 40°C esta se puede
detener, debido a la inhibición de las levaduras.
1.11.4 Nutrientes. La levadura necesita la presencia de nutrientes para que la fermentación sea
eficiente, ya que como ser vivo necesita alimentarse para poder trabajar. Los nutrientes más
importantes para las levaduras son el nitrógeno y el fósforo. Para ello se debe utilizar la urea y
el fosfato de amonio, el primero como suministro de nitrógeno y el segundo de fósforo.
1.11.5 Concentración de etanol. Una vez terminada la fermentación se obtiene un producto
alcohólico que oscila entre 6 y 12 %v/v de alcohol, dependiendo de la eficiencia que haya
tenido el proceso. Una vez que se ha clarificado el alcohol, este debe ser rectificado, es decir
aumentar su grado alcohólico mediante un proceso de destilación.
Una de las limitaciones del proceso es la resistencia de las levaduras a las concentraciones de
etanol que se llegan a producir durante la fermentación. Las levaduras como Saccharomyces
cerevisiae llegan a soportar hasta 20% de concentración en volumen.
1.11.6 Contacto con el aire. Si se produce un contacto del aire con el mosto, se producen bajos
rendimientos, ya que el proceso fermentativo se detiene porque cambia a un proceso aerobio.
15
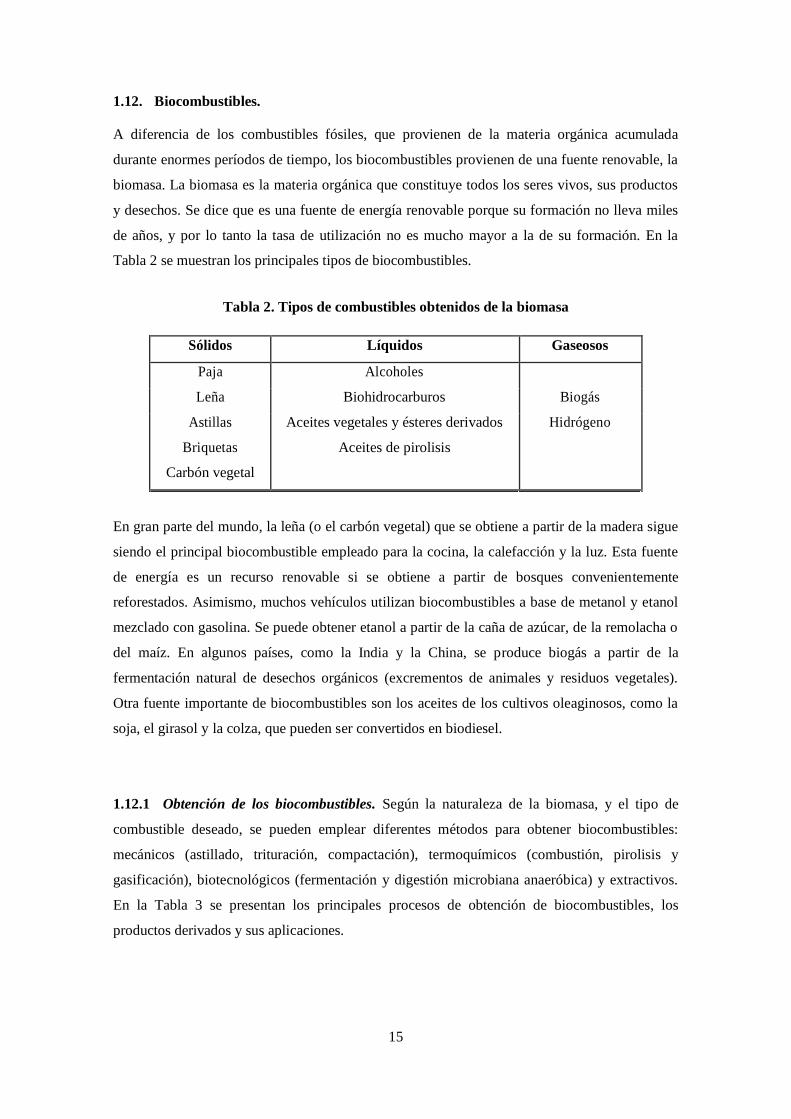
1.12. Biocombustibles.
A diferencia de los combustibles fósiles, que provienen de la materia orgánica acumulada
durante enormes períodos de tiempo, los biocombustibles provienen de una fuente renovable, la
biomasa. La biomasa es la materia orgánica que constituye todos los seres vivos, sus productos
y desechos. Se dice que es una fuente de energía renovable porque su formación no lleva miles
de años, y por lo tanto la tasa de utilización no es mucho mayor a la de su formación. En la
Tabla 2 se muestran los principales tipos de biocombustibles.
Tabla 2. Tipos de combustibles obtenidos de la biomasa
Sólidos Líquidos Gaseosos
Paja Alcoholes
Leña Biohidrocarburos Biogás
Astillas Aceites vegetales y ésteres derivados Hidrógeno
Briquetas Aceites de pirolisis
Carbón vegetal
En gran parte del mundo, la leña (o el carbón vegetal) que se obtiene a partir de la madera sigue
siendo el principal biocombustible empleado para la cocina, la calefacción y la luz. Esta fuente
de energía es un recurso renovable si se obtiene a partir de bosques convenientemente
reforestados. Asimismo, muchos vehículos utilizan biocombustibles a base de metanol y etanol
mezclado con gasolina. Se puede obtener etanol a partir de la caña de azúcar, de la remolacha o
del maíz. En algunos países, como la India y la China, se produce biogás a partir de la
fermentación natural de desechos orgánicos (excrementos de animales y residuos vegetales).
Otra fuente importante de biocombustibles son los aceites de los cultivos oleaginosos, como la
soja, el girasol y la colza, que pueden ser convertidos en biodiesel.
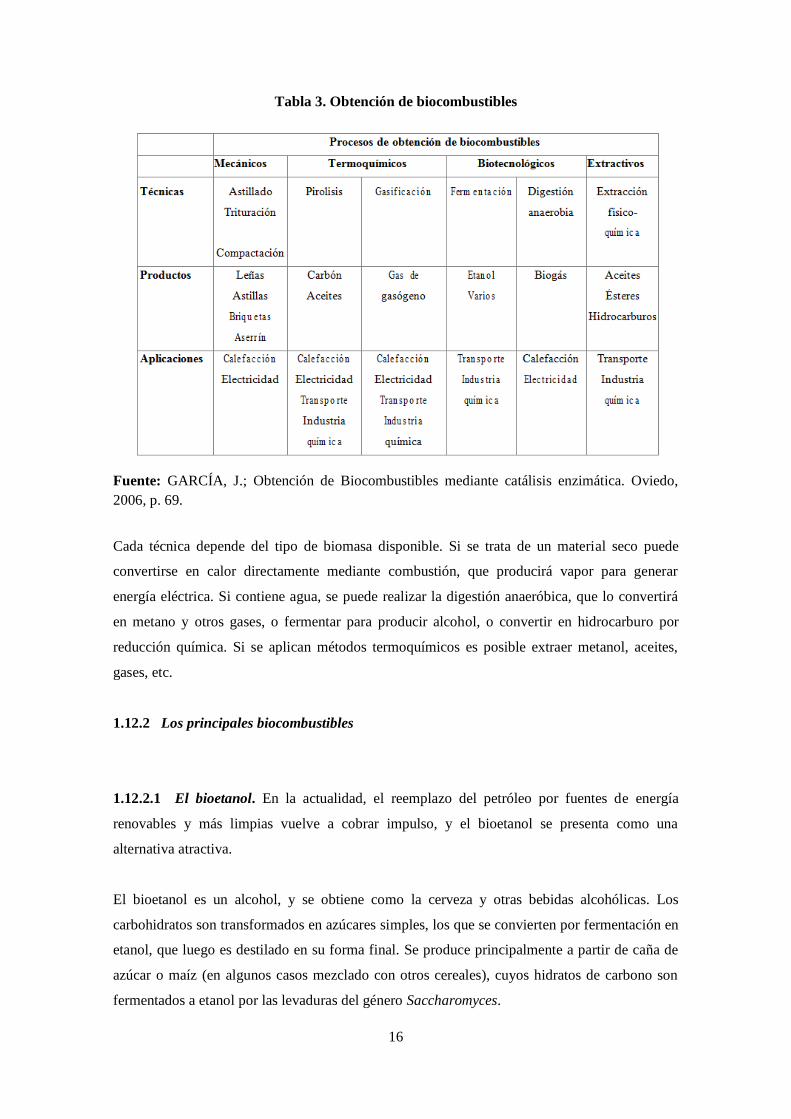
1.12.1 Obtención de los biocombustibles. Según la naturaleza de la biomasa, y el tipo de
combustible deseado, se pueden emplear diferentes métodos para obtener biocombustibles:
mecánicos (astillado, trituración, compactación), termoquímicos (combustión, pirolisis y
gasificación), biotecnológicos (fermentación y digestión microbiana anaeróbica) y extractivos.
En la Tabla 3 se presentan los principales procesos de obtención de biocombustibles, los
productos derivados y sus aplicaciones.
16
Tabla 3. Obtención de biocombustibles
Fuente: GARCÍA, J.; Obtención de Biocombustibles mediante catálisis enzimática. Oviedo,
2006, p. 69.
Cada técnica depende del tipo de biomasa disponible. Si se trata de un material seco puede
convertirse en calor directamente mediante combustión, que producirá vapor para generar
energía eléctrica. Si contiene agua, se puede realizar la digestión anaeróbica, que lo convertirá
en metano y otros gases, o fermentar para producir alcohol, o convertir en hidrocarburo por
reducción química. Si se aplican métodos termoquímicos es posible extraer metanol, aceites,
gases, etc.
1.12.2 Los principales biocombustibles
1.12.2.1 El bioetanol. En la actualidad, el reemplazo del petróleo por fuentes de energía
renovables y más limpias vuelve a cobrar impulso, y el bioetanol se presenta como una
alternativa atractiva.
El bioetanol es un alcohol, y se obtiene como la cerveza y otras bebidas alcohólicas. Los
carbohidratos son transformados en azúcares simples, los que se convierten por fermentación en
etanol, que luego es destilado en su forma final. Se produce principalmente a partir de caña de
azúcar o maíz (en algunos casos mezclado con otros cereales), cuyos hidratos de carbono son
fermentados a etanol por las levaduras del género Saccharomyces.
17
La caña de azúcar es la fuente más atractiva para la producción de etanol, ya que los azúcares
que contiene son simples y fermentables directamente por las levaduras. El mayor
inconveniente es que resulta cara como materia prima. Los cultivos como el maíz son ricos en
almidón, un hidrato de carbono complejo que necesita ser primero transformado en azúcares
simples. Este proceso se denomina sacarificación, e introduce un paso más en la producción,
con el consecuente aumento en los costos.
La producción podría realizarse a partir de desechos agrícolas, forestales, industriales o
municipales. Las materias primas ricas en celulosa, como los desechos agrícolas y forestales
son las más abundantes y baratas, sin embargo la conversión de la celulosa en azúcares
fermentables es un proceso complejo y costoso que hace que la obtención de etanol a partir de
desechos no sea rentable, al menos por ahora.
Los principales productores de alcohol como combustible son Brasil, Estados Unidos y Canadá.
Brasil lo produce a partir de la caña de azúcar y lo emplea como ―hidro-alcohol‖ (95% etanol) o
como aditivo de la gasolina (24% de etanol). Estados Unidos y Canadá lo producen a partir de
maíz (con un poco de trigo y cebada) y es el biocombustible más utilizado en diferentes
formulaciones que van desde el 5% al 85% de etanol. Más de 1.500 millones de galones (5.670
millones de litros aprox.) se agregan anualmente a la gasolina para mejorar el rendimiento de los
vehículos y reducir la polución atmosférica.
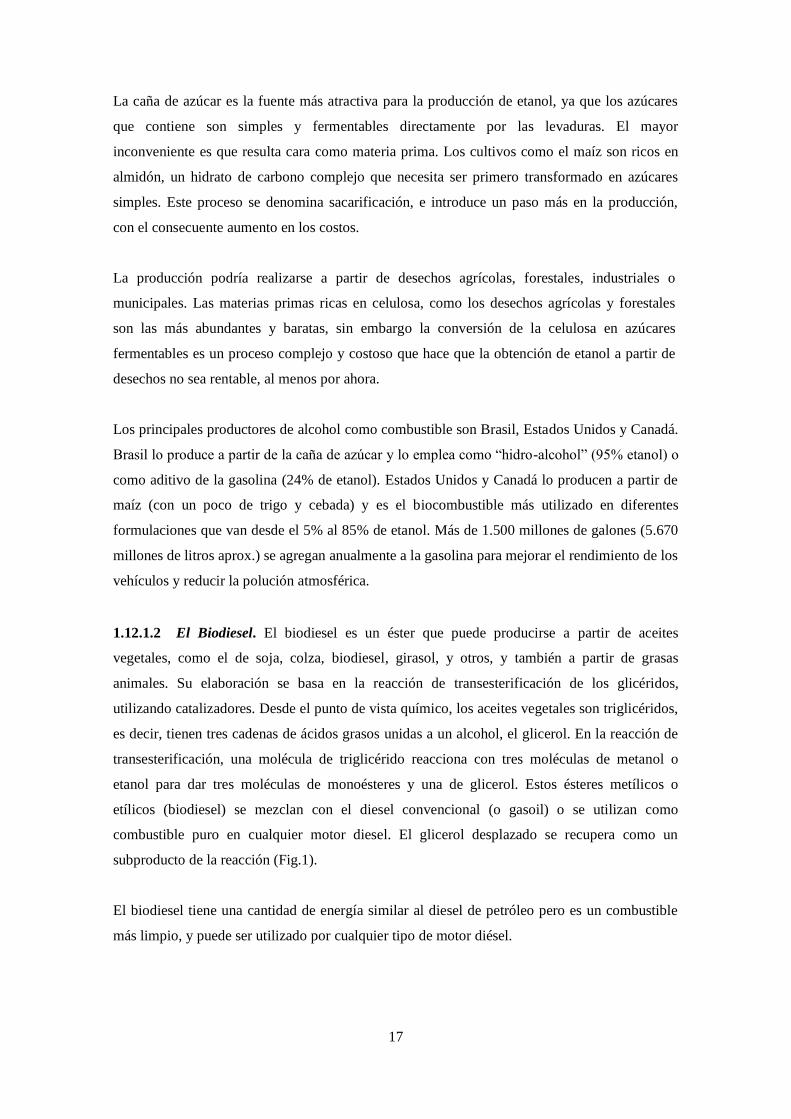
1.12.1.2 El Biodiesel. El biodiesel es un éster que puede producirse a partir de aceites
vegetales, como el de soja, colza, biodiesel, girasol, y otros, y también a partir de grasas
animales. Su elaboración se basa en la reacción de transesterificación de los glicéridos,
utilizando catalizadores. Desde el punto de vista químico, los aceites vegetales son triglicéridos,
es decir, tienen tres cadenas de ácidos grasos unidas a un alcohol, el glicerol. En la reacción de
transesterificación, una molécula de triglicérido reacciona con tres moléculas de metanol o
etanol para dar tres moléculas de monoésteres y una de glicerol. Estos ésteres metílicos o
etílicos (biodiesel) se mezclan con el diesel convencional (o gasoil) o se utilizan como
combustible puro en cualquier motor diesel. El glicerol desplazado se recupera como un
subproducto de la reacción (Fig.1).
El biodiesel tiene una cantidad de energía similar al diesel de petróleo pero es un combustible
más limpio, y puede ser utilizado por cualquier tipo de motor diésel.
18
Figura 10. Fabricación de biodiesel
1.12.1.3 El Biogás. Para la obtención de biogás se pueden utilizar como materia prima los
excrementos animales, la cachaza de la caña de azúcar, los residuales de mataderos, destilerías y
fábricas de levadura, la pulpa y la cáscara del café, así como la materia seca vegetal. Esta
técnica permite resolver parcialmente la demanda de energía en zonas rurales, reduce la
deforestación debida a la tala de árboles para leña, permite reciclar los desechos de la actividad
agropecuaria y, es un recurso energético ―limpio‖ y renovable.
El biogás que se obtiene de los tanques o digestores es rico en metano que puede ser empleado
para generar energía eléctrica o mecánica mediante su combustión, sea en plantas industriales o
para uso doméstico.
Debido al gran volumen de materia orgánica que necesitan para garantizar la producción de
biogás y la cantidad de biofertilizante que se obtiene, se diseñan con grandes estanques de
recolección y almacenamiento construidos de ladrillo u hormigón.
El biogás se obtiene por descomposición de la materia orgánica, en ausencia de oxígeno, y a
través de la acción de cuatro tipos de bacterias: las hidrolíticas, que producen ácido acético,
compuestos monocarbonados, ácidos grasos y otros compuestos policarbonados, las
acetogénicas, productoras de hidrógeno, las homoacetogénicas, que pueden convertir una
cantidad considerable de compuestos carbonados en ácido acético, las metanogénicas,
productoras del gas metano, principal componente del biogás.
19
Figura 11. Digestor de uso doméstico y de uso industrial
1.12.1.4 Beneficios de los biocombustibles. El uso de biomasa vegetal en la elaboración de
combustibles podría beneficiar la realidad energética mundial con una significativa repercusión
en el medio ambiente y en la sociedad, como se detalla a continuación:
El uso de biocombustibles como fuente de energía renovable puede contribuir a reducir el
consumo de combustibles fósiles, responsables de la generación de emisiones de gases efecto
invernadero.
Son una alternativa viable al agotamiento sensible de energías fósiles, como el gas y el petróleo,
donde ya se observa incremento en sus precios.
Se producen a partir de cultivos agrícolas, que son fuentes renovables de energía. Pueden
obtenerse a partir de cultivos propios de una región, permitiendo la producción local del
biocombustible.
Permiten disponer de combustible independientemente de las políticas de importación y
fluctuaciones en el precio del petróleo. Producen mucho menos emisiones nocivas para los seres
vivos, el agua y el aire.
1.12.1.5 Biotecnología y biocombustibles. Si se considera a la biotecnología en su sentido más
amplio, la obtención de combustibles a partir de organismos o de sus derivados, convierten al
biocombustible en un producto biotecnológico. También la biotecnología moderna que emplea
técnicas de ingeniería genética para el mejoramiento de cultivos puede contribuir de forma
significativa al desarrollo de los biocombustibles reduciendo los costos y aumentando el
20
potencial de producción de forma significativa. Por otro lado, la posibilidad de generar
biocombustibles a partir de desechos agrícolas o forestales, haría mucho más rentable su
producción. Entre los proyectos en desarrollo se encuentra la obtención de levaduras
genéticamente modificadas para la producción de bioetanol a partir de desechos agrícolas, así
como la modificación genética de bacterias para optimizar la conversión de la pulpa de la
remolacha azucarera, generalmente de poco valor para los agricultores y procesadores, en una
importante fuente renovable de metanol. Se estima que, a largo plazo, los avances de la
biotecnología podrán ofrecer aún mayores ventajas en los cultivos bioenergéticos que
aumentarán la eficiencia de los mismos.
21
2. MARCO EXPERIMENTAL
Para la obtención de bioetanol a partir de inulina, la parte experimental se dividió en cuatro
partes. La primera consiste en la realización de pruebas preliminares con el objeto de fijar los
parámetros fijos y variables de la experimentación, la segunda consta de un proceso de
sacarificación enzimática utilizando endo- y exo- inulinasas, la tercera es la fermentación
utilizando levaduras Saccharomyces cerevisiae, y la última consiste en obtener propiamente el
bioteanol por medio de una destilación.
2.1. Materiales y equipos
Balanza Analítica: Rango= 0-320 g Ap. = ±0,0001 g
Vasos de Precipitación: V=500 mL Ap. = ±50 mL
V=50 mL Ap. = ±10 mL
Pipetas V=25 mL Ap. = ± 0,1 mL
V=5 mL Ap. = ± 0,05 mL
Probetas V=250 mL Ap. = ± 10 mL
V=100 mL Ap. = ± 1 mL
Estufa
Picnómetro V=25 mL
Corchos.
Agitador de vidrio
Jeringas de 10 ml.
Destilador
Balón de 500 ml
Termómetro Rango: -10-110 °C Ap. = ± 1 °C
Soporte Universal.
Pinzas para soporte universal
Potenciómetro Rango: 0-14 Ap. = ± 0,01
Cronómetro Ap. = ±0,01 seg
Papel Filtro Dilaco
Vidrio Reloj
Vasos de plástico de 100ml Ap. = ±50 mL
22
Reverbero.
Kitasato
Autoclave T=121 ºC; P=1,1 bar
Destilador de alcohol modelo TE-012
Brixómetro Ap.= 0,2 ° Brix
Equipo para determinar azúcares reductores (Titulador Karl Fischer)
Micropipeta Ap.=0.01 mL
2.2. Sustancias y reactivos
Inulina.
Agua destilada tipo 1 H2O
Endo inulinasa
Exo inulinasa.
Levadura Saccharomyces cerevisiae
Fosfato de Amonio.
Ácido clorhídrico HCl
Carbonato de Sodio CaCO3
Ácido Sulfúrico al 10% en volumen H2SO4.
Yoduro de Potasio al 10% en volumen KI.
Tartrato de Sodio Potasio tetrahidratado
para preparar reactivo de Fehling B.
Hidróxido de Sodio NaOH
para preparar reactivo de Fehling B.
Sulfato de Cobre pentahidratado CuSO4.5H2O
para preparar reactivo de Fehling A
Tiosulfato de Sodio 0,1 molar Na2S2O3
2.3 Diseño Experimental
El diseño experimental se realizó basado en pruebas preliminares con el objeto de determinar
los parámetros fijos y variables de los diferentes procesos ya mencionados.
Una vez que se definieron las variables y parámetros de toda la experimentación, se procedió a
diseñar un modelo experimental que permita determinar condiciones óptimas para la obtención

23
de bioetanol a partir de inulina , para lo cual se usó un método factorial 22
sin puntos axiales
que es un diseño que estudia el efecto de dos factores considerando dos niveles en cada uno, y
así poder determinar una combinación de niveles de los factores que afectan en la obtención de
bioetanol a partir de inulina, para lo cual se diseñó dos procesos experimentales, uno para la
sacarificación y otro para la fermentación, basados en una superficie de respuesta.
2.3.1. Superficie de respuesta ―La metodología de la superficie de respuesta (MSR) es, en
términos generales, una técnica estadística consistente en hallar qué combinación de
tratamientos causa un máximo o mínimo en la respuesta analizada. Al mismo tiempo mediante
dicha técnica, es posible explorar el área o la superficie de respuesta que se halla cerca del valor
óptimo (o pésimo)‖. [15]
Para poder trabajar con la metodología de superficie de respuesta, es necesario que se trabaje
con método factorial de 22
, que es un diseño que estudia el efecto de dos factores considerando
dos niveles en cada uno, de manera que se pueda obtener una combinación de variables que
muestren las condiciones óptimas (experimentales) de la variable respuesta.
Variable A
Variable B(0,0)
(1,-1)
(1,1)
(-1,-1)
(-1,1)
Figura 12. Esquema de diseño factorial para aplicar Superficie de Respuesta
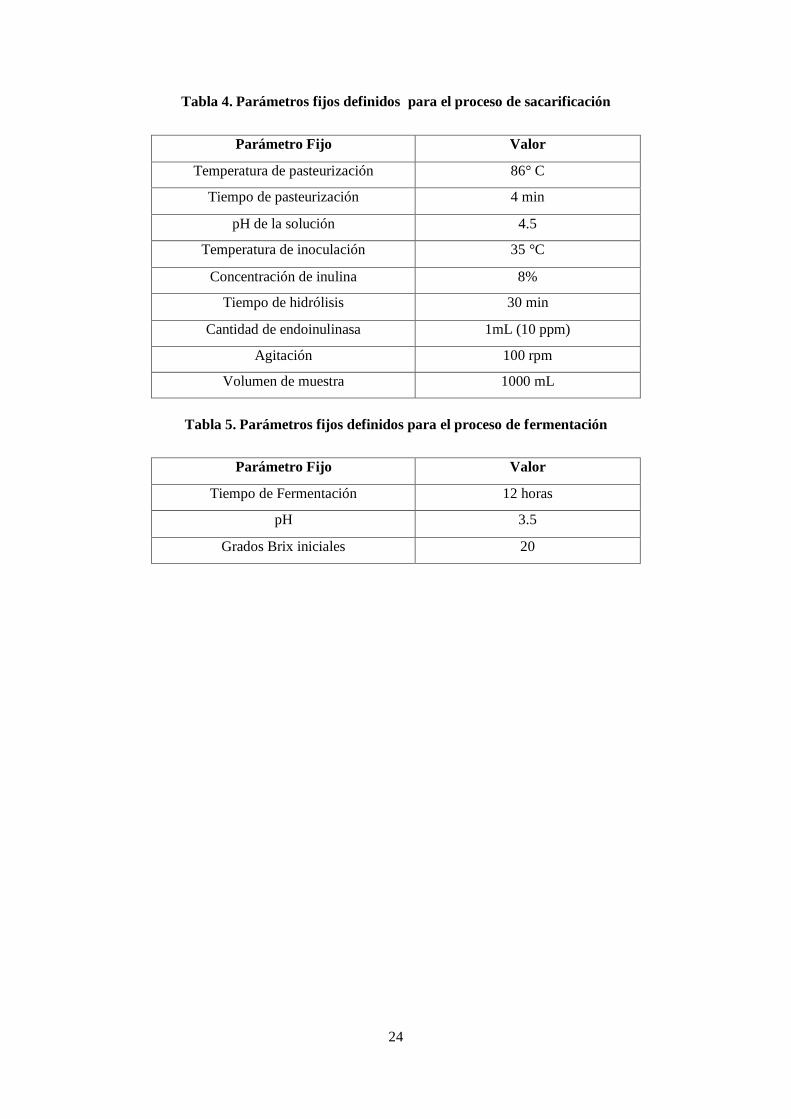
2.3.2 Parámetros fijos. De acuerdo a las pruebas preliminares, existen parámetros que se
mantendrán fijos durante la experimentación, como se muestra en la tabla 4 para la
sacarificación y en la tabla 5 para la fermentación.
24
Tabla 4. Parámetros fijos definidos para el proceso de sacarificación
Parámetro Fijo Valor
Temperatura de pasteurización 86° C
Tiempo de pasteurización 4 min
pH de la solución 4.5
Temperatura de inoculación 35 °C
Concentración de inulina 8%
Tiempo de hidrólisis 30 min
Cantidad de endoinulinasa 1mL (10 ppm)
Agitación 100 rpm
Volumen de muestra 1000 mL
Tabla 5. Parámetros fijos definidos para el proceso de fermentación
Parámetro Fijo Valor
Tiempo de Fermentación 12 horas
pH 3.5
Grados Brix iniciales 20
25
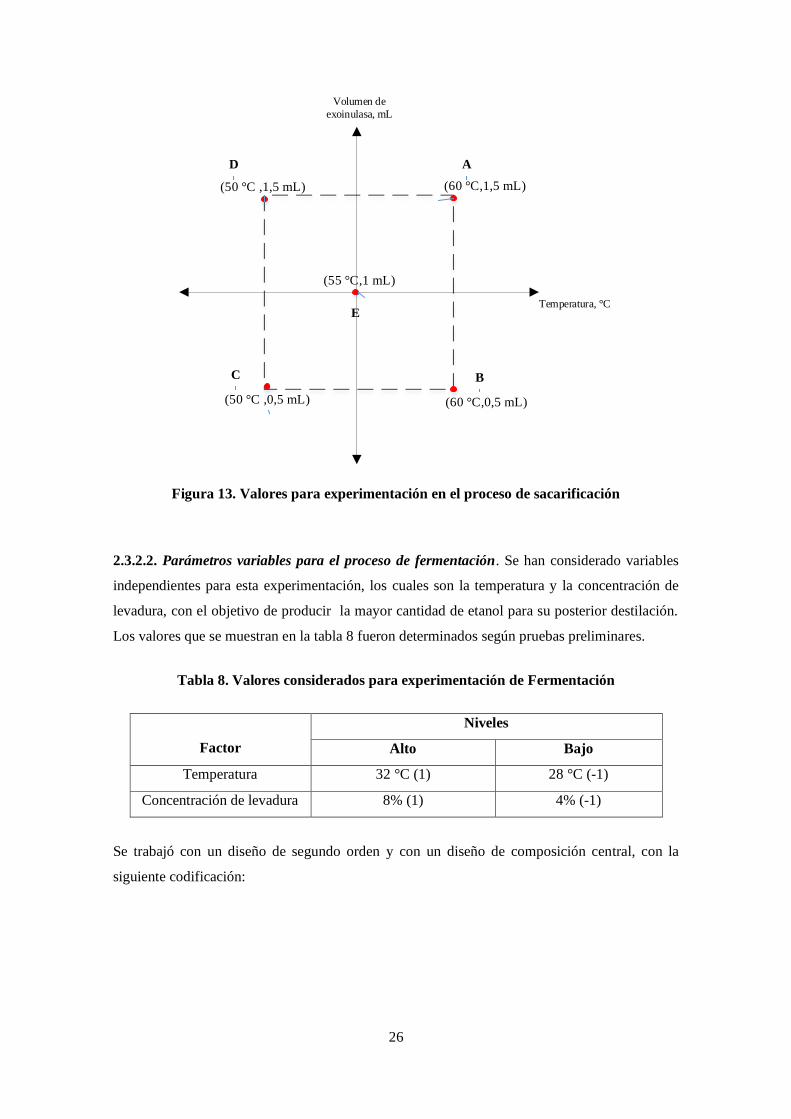
2.3.2. Parámetros variables
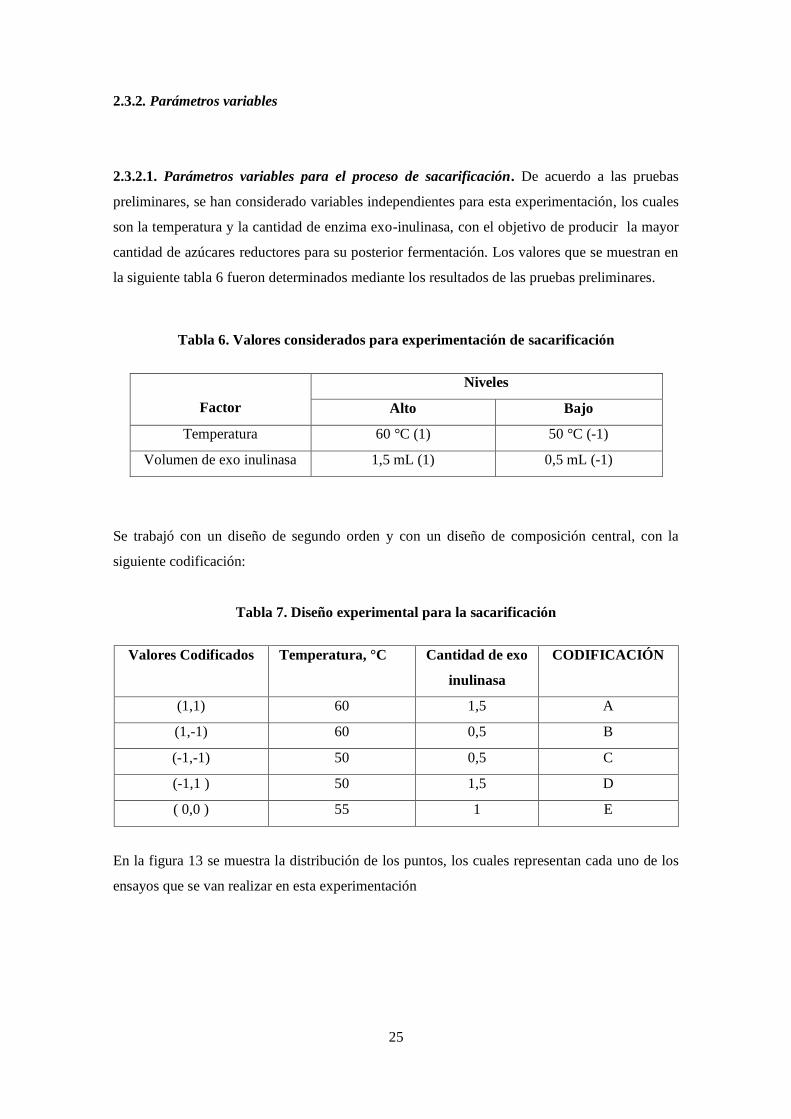
2.3.2.1. Parámetros variables para el proceso de sacarificación. De acuerdo a las pruebas
preliminares, se han considerado variables independientes para esta experimentación, los cuales
son la temperatura y la cantidad de enzima exo-inulinasa, con el objetivo de producir la mayor
cantidad de azúcares reductores para su posterior fermentación. Los valores que se muestran en
la siguiente tabla 6 fueron determinados mediante los resultados de las pruebas preliminares.
Tabla 6. Valores considerados para experimentación de sacarificación
Factor
Niveles
Alto Bajo
Temperatura 60 °C (1) 50 °C (-1)
Volumen de exo inulinasa 1,5 mL (1) 0,5 mL (-1)
Se trabajó con un diseño de segundo orden y con un diseño de composición central, con la
siguiente codificación:
Tabla 7. Diseño experimental para la sacarificación
Valores Codificados Temperatura, °C Cantidad de exo
inulinasa
CODIFICACIÓN
(1,1) 60 1,5 A
(1,-1) 60 0,5 B
(-1,-1) 50 0,5 C
(-1,1 ) 50 1,5 D
( 0,0 ) 55 1 E
En la figura 13 se muestra la distribución de los puntos, los cuales representan cada uno de los
ensayos que se van realizar en esta experimentación
26
Temperatura, °C
Volumen de
exoinulasa, mL
(55 °C,1 mL)
(60 °C,0,5 mL)
(60 °C,1,5 mL)(50 °C ,1,5 mL)
(50 °C ,0,5 mL)
A
BC
D
E
Figura 13. Valores para experimentación en el proceso de sacarificación
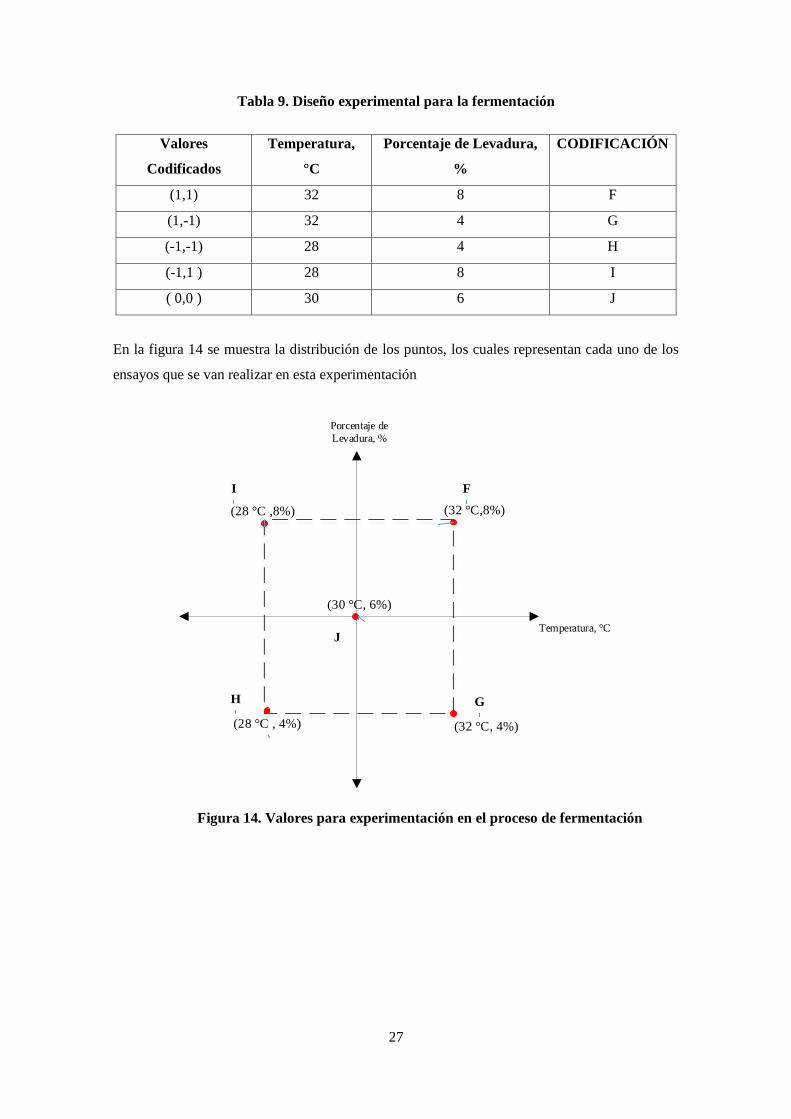
2.3.2.2. Parámetros variables para el proceso de fermentación. Se han considerado variables
independientes para esta experimentación, los cuales son la temperatura y la concentración de
levadura, con el objetivo de producir la mayor cantidad de etanol para su posterior destilación.
Los valores que se muestran en la tabla 8 fueron determinados según pruebas preliminares.
Tabla 8. Valores considerados para experimentación de Fermentación
Factor
Niveles
Alto Bajo
Temperatura 32 °C (1) 28 °C (-1)
Concentración de levadura 8% (1) 4% (-1)
Se trabajó con un diseño de segundo orden y con un diseño de composición central, con la
siguiente codificación:
27
Tabla 9. Diseño experimental para la fermentación
Valores
Codificados
Temperatura,
°C
Porcentaje de Levadura,
%
CODIFICACIÓN
(1,1) 32 8 F
(1,-1) 32 4 G
(-1,-1) 28 4 H
(-1,1 ) 28 8 I
( 0,0 ) 30 6 J
En la figura 14 se muestra la distribución de los puntos, los cuales representan cada uno de los
ensayos que se van realizar en esta experimentación
Temperatura, °C
Porcentaje de
Levadura, %
(30 °C, 6%)
(32 °C, 4%)
(32 °C,8%)(28 °C ,8%)
(28 °C , 4%)
F
GH
I
J
Figura 14. Valores para experimentación en el proceso de fermentación
28
2.3.3. Parámetros de optimización
2.3.3.1. Parámetros de optimización para la sacarificación.
Azúcares
Para la determinación de la cantidad de azucares obtenidos en el proceso de sacarificación se
utilizó un método de titulación llamado mettler Toledo. La cantidad de azucares obtenidos se
mide en g/L. Para evaluar el proceso se realizó el cálculo del rendimiento mediante la
siguiente ecuación.
(
) (1)
2.3.3.2. Parámetros de optimización para la fermentación
Destilación
Después de la fermentación se realiza una destilación con el objeto de separar el alcohol
obtenido del resto del caldo de fermentación, y posteriormente medir su concentración
alcohólica.
Concentración alcohólica
Para medir la concentración alcohólica se midió el volumen de destilado haciendo uso de una
probeta, posterior mente se midió la temperatura y el grado alcohólico con la ayuda de un
termómetro y un hidrómetro respectivamente. Para evaluar el proceso de fermentación se
calculó el rendimiento con la ayuda de la siguiente ecuación
(
) (2)
29
2.4. Procedimiento
2.4.1. Pruebas preliminares. Se realizaron pruebas preliminares para la sacarificación y la
fermentación.
2.4.1.1. Pruebas preliminares para la sacarificación
a) Determinación de la solubilidad de la inulina. Para la determinación de la solubilidad de la
inulina se prepararon soluciones de 6, y 10 %p/v a temperaturas de 50 y 60 °C con el objeto de
determinar las condiciones más indicadas de experimentación.
b). Determinación azucares reductores mediante la medición de grados Brix. Se pesaron 40 g
de inulina en 500 mL de solución y se midieron los grados brix antes y después de la
sacarificación.
2.4.1.2. Pruebas preliminares para la fermentación.
Se preparó 500 mL de una solución al 20 %p/v de solución sacarificada para determinar la
capacidad fermentativa de las levaduras saccharomyces cerevisiae. El proceso se realizó a
temperatura constante de 30 °C y se varió la cantidad de levadura utilizada con 2 %, 3 % y 4 %,
además se varió el pH de la solución.
2.4.2. Proceso de Sacarificación. El proceso se realizó bajo los parámetros fijados en el diseño
experimental.
2.4.2.1. Esterilización. Se realizó una previa esterilización a todos los materiales que se van a
utilizar mediante un autoclave a 121 °C durante 30 minutos con el objeto de evitar
contaminación por medio de bacterias.
2.4.2.2. Mezclado. Se preparó 1000 mL de una solución de inulina al 8 % p/v para lo cual se
pesó 80 g de inulina y se aforo con agua destilada hasta 1000 mL.
2.4.2.3. Pasteurización. Se pasteurizó la solución de inulina llevando a una temperatura de 86°C
durante 4 minutos con el objeto de eliminar microorganismos que pudieran afectar la
experimentación.
30
2.4.2.4. Enfriamiento. Se enfrió la solución hasta una temperatura de 35 °C.
2.4.2.5. Control de pH. Se ajustó el pH de la solución a 4.5 mediante HCl 0.1 N, con el
propósito de acondicionar el medio para el mejor desempeño de la enzima.
2.4.2.6. Inoculación. Se inocularon las enzimas (endo inulinasa y exo inulinasa) preparadas de
acuerdo a la hoja de especificaciones del fabricante a una temperatura de 35 °C, para lo cual se
preparó 100 mL de solución al 1 % de cada una de las enzimas.
2.4.2.7. Hidrólisis. Se realizó la sacarificación durante 30 minutos a distintas temperaturas de
acuerdo al diseño experimental.
2.4.2.8. Enfriamiento. Se enfrió la solución hasta una temperatura ambiente de 22 °C con el
objeto de separar la inulina no hidrolizada de la fase acuosa.
2.4.2.9. Filtración. Se filtró la muestra con el propósito de separar los sólidos residuales de la
solución acuosa hidrolizada.
2.4.2.10. Determinación de Azúcares Reductores.
Se tomó una muestra de la solución hidrolizada y se la diluyó a 1 ºBrix.
En un vaso de precipitación se agregó 2 mL de la muestra diluida, 5 mL de Fehling A, 5 mL
de Fehling B, y 20 mL de agua destilada tipo 1.
Se calentó la muestra y se dejó a ebullición durante 2 minutos. Se enfrió la muestra hasta
llegar a temperatura ambiente de 22 ºC.
Se colocaron las muestras en los vasos de plástico exclusivos para determinar azúcares
reductores.
A continuación se adicionó 10 mL de ácido sulfúrico y 10 mL de yoduro de potasio y se tapó
inmediatamente el recipiente.
Se colocó la muestra en el equipo (Titulador Mettler Toledo) y se procedió a determinar la
cantidad de azúcares reductores mediante titulación con la solución de Tiosulfato de Sodio.
Se observó el cambio de potencial y se registraron los resultados observados en la pantalla.
31
Inulina 8% p/v
MEZCLADO PASTEURIZACION ENFRIAMIENTO
Temperatura: 86 °C
Tiempo: 4 min.
Temperatura: 35 °C
FILTRACION ENFRIAMIENTO HIDROLISIS INOCULACION
ACONDICINAMIENTO
DE PH
Temperatura: 50-60 °C
Tiempo: 30 minutos
HCl 0,1 N
Temperatura: 35 °C
Agua (H2O)
Enzima (Inulasa)
Temperatura: 30 °C
SOLUCIÓN DE
INULINA
SACARIFICADA
Figura 15. Diagrama de flujo del proceso de sacarificación
32
2.4.3. Proceso de Fermentación
2.4.3.1. Evaporación. Se evaporó la muestra con el objeto de concentrar la solución hasta 20
ºBrix, parámetro recomendado para una buena fermentación.
2.4.3.2. Enfriamiento. Se enfrió la muestra a temperatura ambiente de 22 °C.
2.4.3.3. Ajuste de pH. Se ajustó el pH de la solución a 3.5 mediante HCl 0.1 N, con el
propósito de acondicionar el medio para una buena fermentación.
2.4.3.4. Inoculación. La inoculación se la realizó utilizando distintas concentraciones de
levadura de acuerdo al diseño experimental. Esto se lo realizó en el 20 % del sustrato a la
temperatura de fermentación.
También se adicionó fosfato de amonio al sustrato con el propósito de incorporar nutrientes.
2.4.3.5. Fermentación. La fermentación se realizó a distintas temperaturas de acuerdo al diseño
experimental durante 12 horas.
a) Medición de grados Brix. Se realizó la medición de los ºBrix como parámetro de control del
proceso mediante un brixometro.
2.4.3.6. Destilación. Se realizó la destilación de la muestra fermentada con el propósito de
determinar el rendimiento de la fermentación.
a) Determinación del rendimiento. Se midió el volumen de destilado en una probeta, además se
midió el porcentaje de etanol mediante un hidrómetro.
33
EVAPORACION ENFRIAMIENTO
Temperatura: 32 °C
INOCULACIÓN
FERMENTACIÓNDESTILACIÓNDESTILACIÓN MULTIETAPAS
SOLUCIÓN DE
INULINA
SACARIFICADA
20 ° Brix
Temperatura: 70 °C
ACONDICIONAMIENTO
DE PH
pH: 3,5
Levadura: 4-8% del sustrato
BIOETANOL 81 %
Figura 16. Diagrama de flujo del proceso de fermentación
34
2.4.4. Destilación multietapas. Se realizó una destilación multietapas con el propósito de
aumentar la concentración de etanol en la solución, para lo cual se utilizó un Destilador de
alcohol modelo TE-012.
2.4.4.1. Uso y operación del Destilador de alcohol modelo TE-012
Abrir la llave para llenar el condensador.
Colocar el potenciómetro en 0.
Encender el interruptor general.
Para abastecer a la caldera, conectar una manguera de silicona a la entrada de agua y otra
extremidad en un recipiente con agua, abrir las válvulas de entrada a la caldera y descarte.
Sellar la salida del destilado, para que forme un vacío y abastezca la caldera.
Otra forma de abastecer la caldera es conectar una manguera de silicona a la entrada de agua
y el otro extremo a una llave de abastecimiento.
Llenar hasta que el indicador LED encienda, con esta indicación la caldera esta lista para su
uso.
Cerrar las válvulas de entrada y descarte de agua.
Colocar la muestra en el vaso dosificador.
Abrir la válvula para liberar el flujo de la muestra a la cuba.
Cerrar la válvula de abastecimiento de muestra.
Colocar el potenciómetro en el número 7.
Destilar la muestra y recolectar el destilado.
Después de terminada la destilación, colocar el potenciómetro en 0.
Abrir la válvula de descarte, para que la muestra sea eliminada por la salida de agua.
Abrir la válvula de entrada de agua para despresurizar la caldera.
Colocar otra muestra.
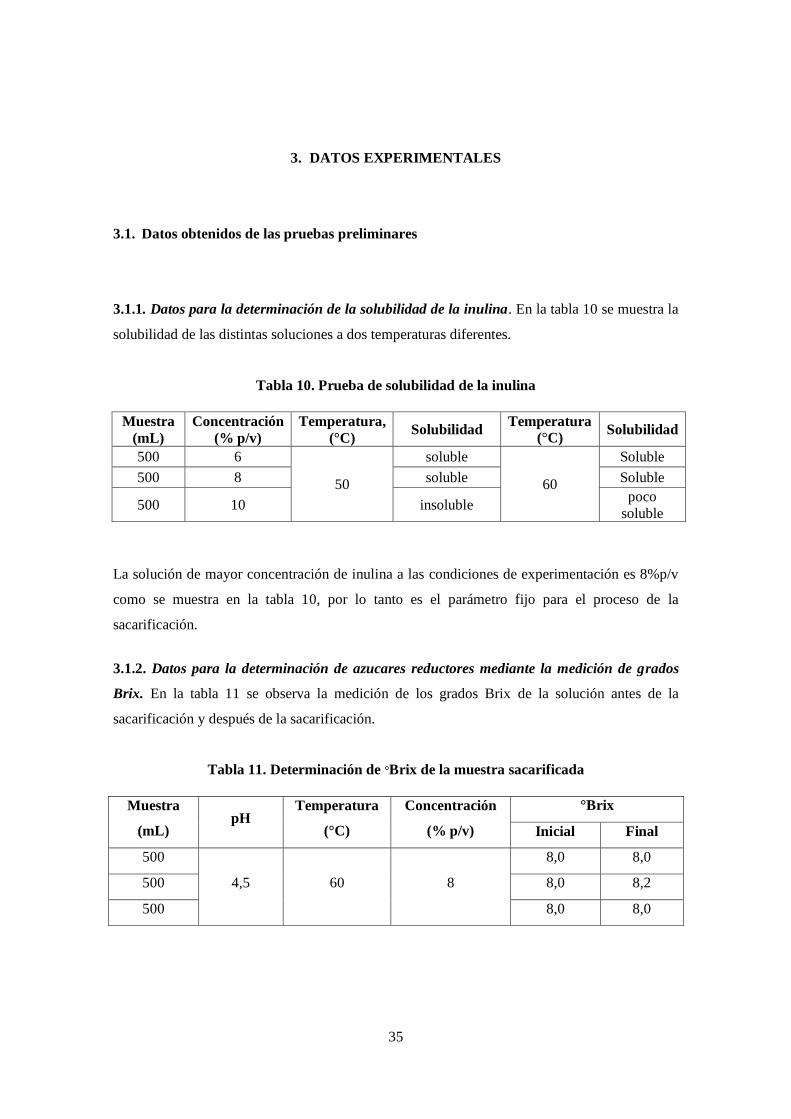
35
3. DATOS EXPERIMENTALES
3.1. Datos obtenidos de las pruebas preliminares
3.1.1. Datos para la determinación de la solubilidad de la inulina. En la tabla 10 se muestra la
solubilidad de las distintas soluciones a dos temperaturas diferentes.
Tabla 10. Prueba de solubilidad de la inulina
Muestra
(mL)
Concentración
(% p/v)
Temperatura,
(°C) Solubilidad
Temperatura
(°C) Solubilidad
500 6
50
soluble
60
Soluble
500 8 soluble Soluble
500 10 insoluble poco
soluble
La solución de mayor concentración de inulina a las condiciones de experimentación es 8%p/v
como se muestra en la tabla 10, por lo tanto es el parámetro fijo para el proceso de la
sacarificación.
3.1.2. Datos para la determinación de azucares reductores mediante la medición de grados
Brix. En la tabla 11 se observa la medición de los grados Brix de la solución antes de la
sacarificación y después de la sacarificación.
Tabla 11. Determinación de °Brix de la muestra sacarificada
Muestra
(mL) pH
Temperatura
(°C)
Concentración
(% p/v)
°Brix
Inicial Final
500
4,5 60 8
8,0 8,0
500 8,0 8,2
500 8,0 8,0
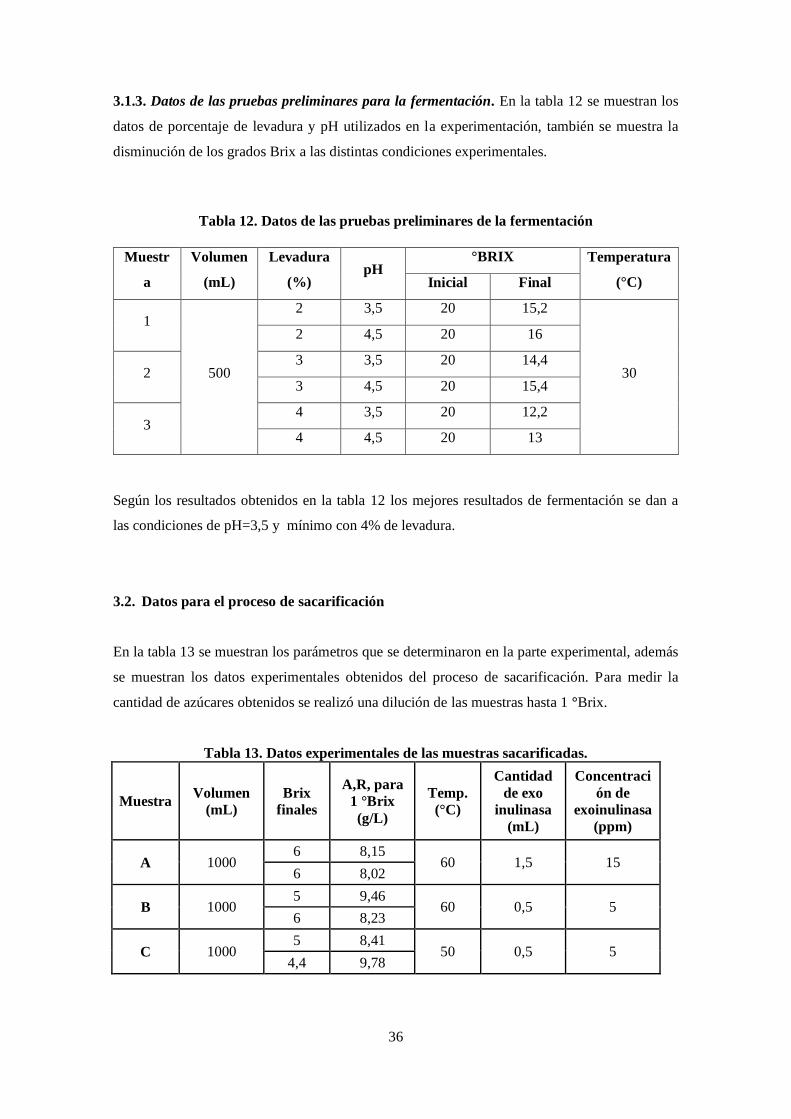
36
3.1.3. Datos de las pruebas preliminares para la fermentación. En la tabla 12 se muestran los
datos de porcentaje de levadura y pH utilizados en la experimentación, también se muestra la
disminución de los grados Brix a las distintas condiciones experimentales.
Tabla 12. Datos de las pruebas preliminares de la fermentación
Muestr
a
Volumen
(mL)
Levadura
(%) pH
°BRIX Temperatura
(°C) Inicial Final
1
500
2 3,5 20 15,2
30
2 4,5 20 16
2 3 3,5 20 14,4
3 4,5 20 15,4
3 4 3,5 20 12,2
4 4,5 20 13
Según los resultados obtenidos en la tabla 12 los mejores resultados de fermentación se dan a
las condiciones de pH=3,5 y mínimo con 4% de levadura.
3.2. Datos para el proceso de sacarificación
En la tabla 13 se muestran los parámetros que se determinaron en la parte experimental, además
se muestran los datos experimentales obtenidos del proceso de sacarificación. Para medir la
cantidad de azúcares obtenidos se realizó una dilución de las muestras hasta 1 °Brix.
Tabla 13. Datos experimentales de las muestras sacarificadas.
Muestra Volumen
(mL)
Brix
finales
A,R, para
1 °Brix
(g/L)
Temp.
(°C)
Cantidad
de exo
inulinasa
(mL)
Concentraci
ón de
exoinulinasa
(ppm)
A 1000 6 8,15
60 1,5 15 6 8,02
B 1000 5 9,46
60 0,5 5 6 8,23
C 1000 5 8,41
50 0,5 5 4,4 9,78
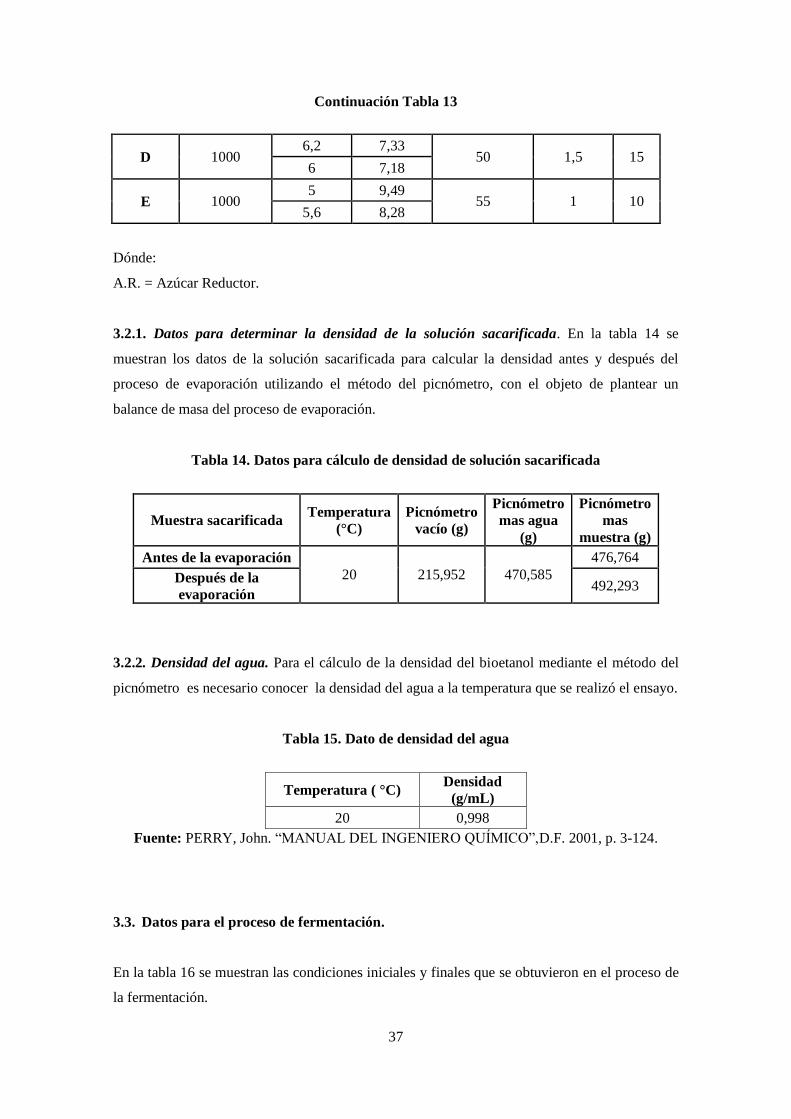
37
Continuación Tabla 13
D 1000 6,2 7,33
50 1,5 15 6 7,18
E 1000 5 9,49
55 1 10 5,6 8,28
Dónde:
A.R. = Azúcar Reductor.
3.2.1. Datos para determinar la densidad de la solución sacarificada. En la tabla 14 se
muestran los datos de la solución sacarificada para calcular la densidad antes y después del
proceso de evaporación utilizando el método del picnómetro, con el objeto de plantear un
balance de masa del proceso de evaporación.
Tabla 14. Datos para cálculo de densidad de solución sacarificada
Muestra sacarificada Temperatura
(°C)
Picnómetro
vacío (g)
Picnómetro
mas agua
(g)
Picnómetro
mas
muestra (g)
Antes de la evaporación
20 215,952 470,585
476,764
Después de la
evaporación 492,293
3.2.2. Densidad del agua. Para el cálculo de la densidad del bioetanol mediante el método del
picnómetro es necesario conocer la densidad del agua a la temperatura que se realizó el ensayo.
Tabla 15. Dato de densidad del agua
Temperatura ( °C) Densidad
(g/mL)
20 0,998
Fuente: PERRY, John. ―MANUAL DEL INGENIERO QUÍMICO‖,D.F. 2001, p. 3-124.
3.3. Datos para el proceso de fermentación.
En la tabla 16 se muestran las condiciones iniciales y finales que se obtuvieron en el proceso de
la fermentación.
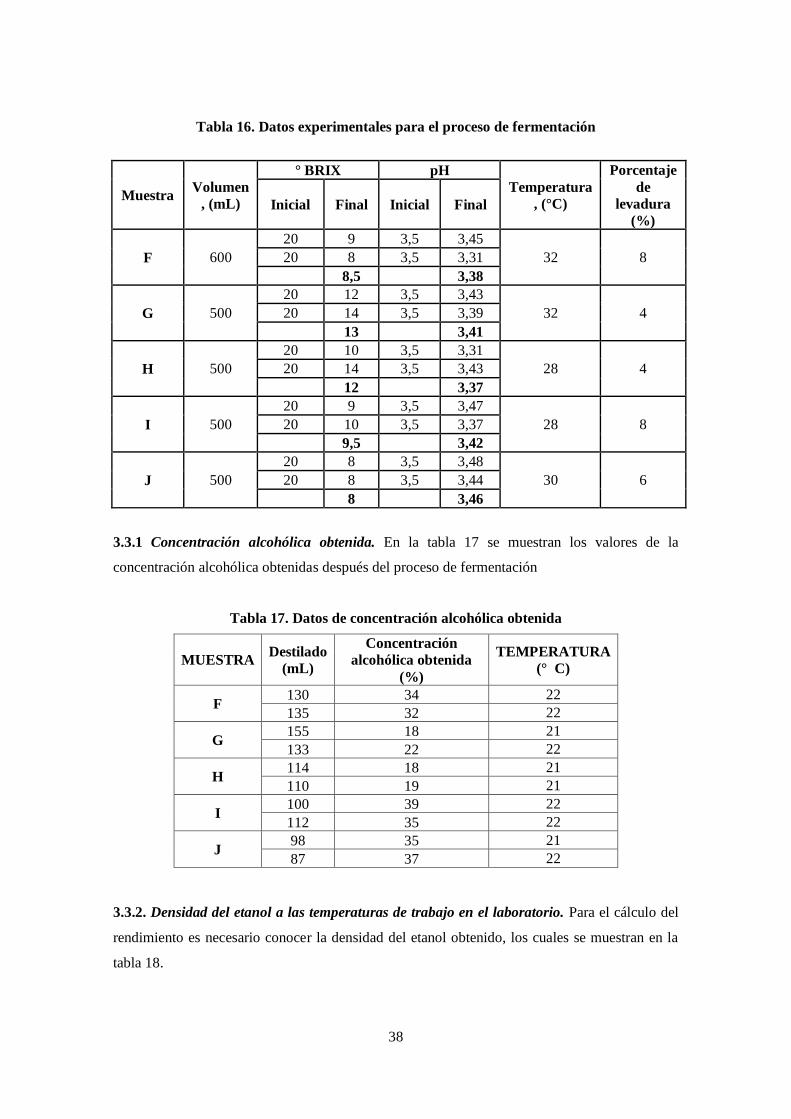
38
Tabla 16. Datos experimentales para el proceso de fermentación
Muestra Volumen
, (mL)
° BRIX pH
Temperatura
, (°C)
Porcentaje
de
levadura
(%) Inicial Final Inicial Final
F 600
20 9 3,5 3,45
32 8 20 8 3,5 3,31
8,5 3,38
G 500
20 12 3,5 3,43
32 4 20 14 3,5 3,39
13 3,41
H 500
20 10 3,5 3,31
28 4 20 14 3,5 3,43
12 3,37
I 500
20 9 3,5 3,47
28 8 20 10 3,5 3,37
9,5 3,42
J 500
20 8 3,5 3,48
30 6 20 8 3,5 3,44
8 3,46
3.3.1 Concentración alcohólica obtenida. En la tabla 17 se muestran los valores de la
concentración alcohólica obtenidas después del proceso de fermentación
Tabla 17. Datos de concentración alcohólica obtenida
3.3.2. Densidad del etanol a las temperaturas de trabajo en el laboratorio. Para el cálculo del
rendimiento es necesario conocer la densidad del etanol obtenido, los cuales se muestran en la
tabla 18.
MUESTRA Destilado
(mL)
Concentración
alcohólica obtenida
(%)
TEMPERATURA
(° C)
F 130 34 22
135 32 22
G 155 18 21
133 22 22
H 114 18 21
110 19 21
I 100 39 22
112 35 22
J 98 35 21
87 37 22
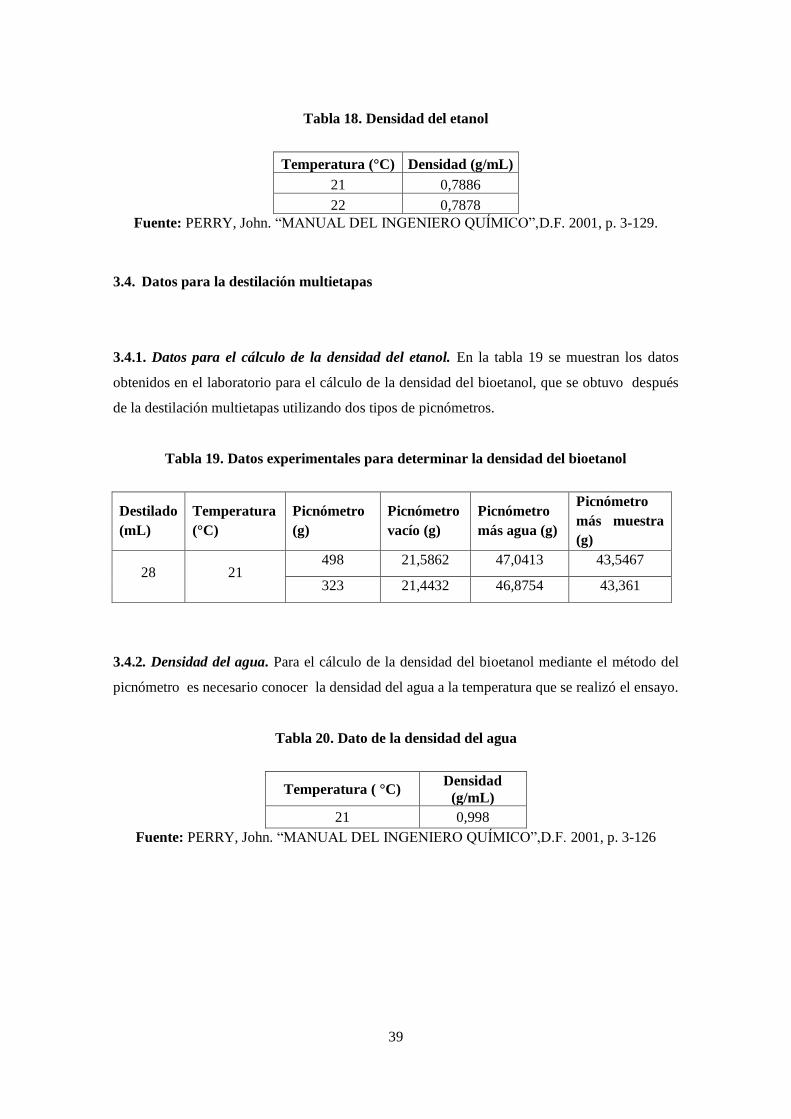
39
Tabla 18. Densidad del etanol
Temperatura (°C) Densidad (g/mL)
21 0,7886
22 0,7878
Fuente: PERRY, John. ―MANUAL DEL INGENIERO QUÍMICO‖,D.F. 2001, p. 3-129.
3.4. Datos para la destilación multietapas
3.4.1. Datos para el cálculo de la densidad del etanol. En la tabla 19 se muestran los datos
obtenidos en el laboratorio para el cálculo de la densidad del bioetanol, que se obtuvo después
de la destilación multietapas utilizando dos tipos de picnómetros.
Tabla 19. Datos experimentales para determinar la densidad del bioetanol
Destilado
(mL)
Temperatura
(°C)
Picnómetro
(g)
Picnómetro
vacío (g)
Picnómetro
más agua (g)
Picnómetro
más muestra
(g)
28 21 498 21,5862 47,0413 43,5467
323 21,4432 46,8754 43,361
3.4.2. Densidad del agua. Para el cálculo de la densidad del bioetanol mediante el método del
picnómetro es necesario conocer la densidad del agua a la temperatura que se realizó el ensayo.
Tabla 20. Dato de la densidad del agua
Temperatura ( °C) Densidad
(g/mL)
21 0,998
Fuente: PERRY, John. ―MANUAL DEL INGENIERO QUÍMICO‖,D.F. 2001, p. 3-126

40
4. CÁLCULOS
4.1. Cálculos para las pruebas preliminares.
No se presentaron cálculos en las pruebas preliminares, ya que los resultados fueron obtenidos
de forma directa.
4.2. Cálculos para el proceso de sacarificación
4.2.1. Cálculo de la cantidad de azúcares obtenidos después de la sacarificación. El dato
obtenido de la cantidad de azúcares reductores es para una muestra diluida a 1 °Brix, por lo
tanto es necesario calcular la cantidad de azúcares reductores para la muestra total; para lo cual
se multiplica por el factor de dilución que está dado por los ° Brix reales de la muestra.
(3)
Donde:
= Azúcares medidos a una dilución de 1 °Brix
Cálculo modelo para la muestra E
4.2.2. Cálculo de peso obtenido. El cálculo del peso obtenido se refiere a la cantidad de
azúcares obtenidos en el proceso de sacarificación medido en gramos. Este cálculo se realiza
mediante el siguiente factor de conversión.
41
Cálculo modelo para la muestra E
4.2.3. Cálculo de la materia prima. Para el cálculo del rendimiento es necesario conocer la
cantidad de materia prima contenida en la solución al 8% p/v mediante el siguiente factor de
conversión:
Cálculo modelo para la muestra E
4.2.4. Cálculo del Rendimiento. El rendimiento del proceso se calcula con la relación entre el
peso obtenido de los productos y la cantidad de materia prima utilizada como se muestra en la
siguiente ecuación.
(
) (4)
Cálculo modelo para la muestra E
(
)
4.3. Cálculos para el proceso de fermentación
4.3.1 Balance de masa para el proceso de la evaporación. Se realiza el balance de masa para
calcular el volumen de solución sacarificada necesaria para obtener 500 mL de solución
concentrada al 20% de azucares.
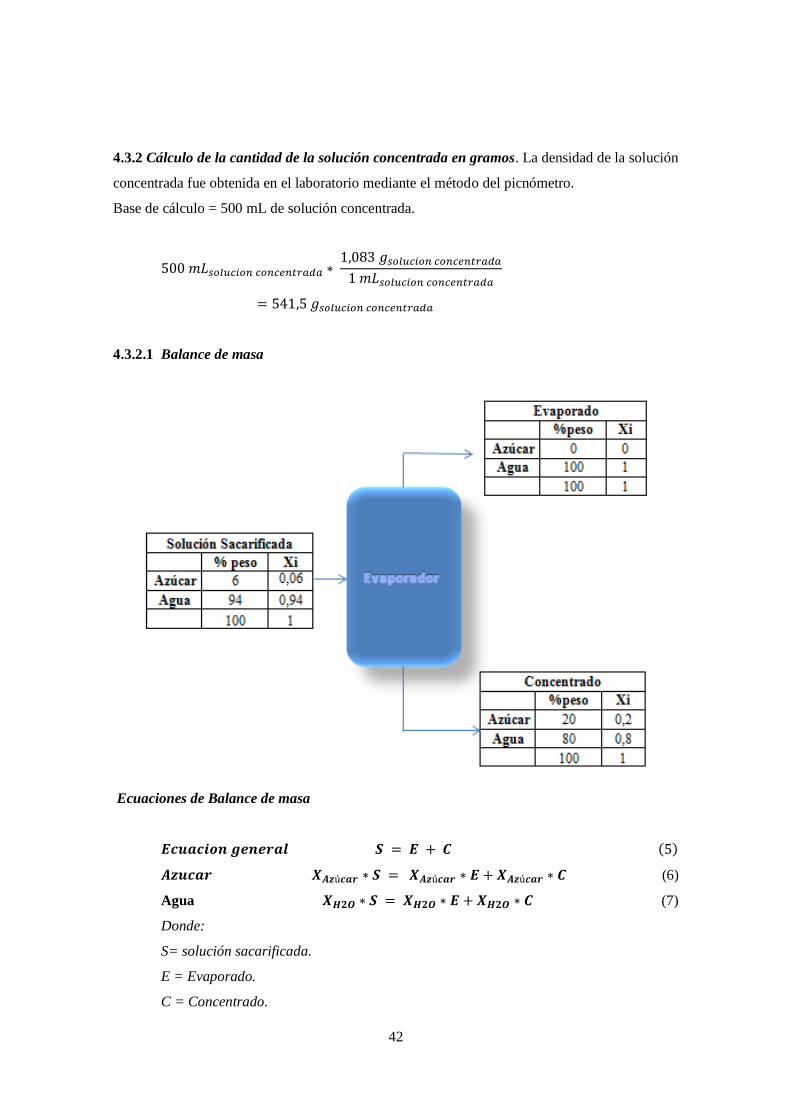
42
4.3.2 Cálculo de la cantidad de la solución concentrada en gramos. La densidad de la solución
concentrada fue obtenida en el laboratorio mediante el método del picnómetro.
Base de cálculo = 500 mL de solución concentrada.
4.3.2.1 Balance de masa
Ecuaciones de Balance de masa
( )
(6)
Agua (7)
Donde:
S= solución sacarificada.
E = Evaporado.
C = Concentrado.
43
= Fracción en peso de azúcar con tenida en la solución.
= Fracción en peso de agua contenida en la solución.
Reemplazando datos en las ecuaciones (1) y (2) se obtiene:
Donde se obtiene:
de solución sacarificada
4.3.2.3 Transformación de masa a volumen
El balance de masa indica que se necesitan 1766 mL de solución sacarificada el 6% de azucares,
para obtener 500 mL de solución concentrada al 20% de azucares para su posterior
fermentación.
4.3.3. Cálculo del volumen de etanol obtenido después de la fermentación. Es necesario
calcular la cantidad de etanol obtenido en el proceso de fermentación mediante la concentración
alcohólica medida.
(8)
Donde:
.
Cálculo modelo para la muestra H

44
4.3.4. Cálculo de la cantidad de etanol obtenido después de la fermentación en gramos. Con
la ayuda de la ecuación (9) se calcula la masa de etanol obtenido. En términos de rendimiento,
la cantidad de masa de etanol obtenido se conoce con el nombre de ―Rendimiento de la
reacción‖.
(9)
Donde:
Cálculo modelo para la muestra H
4.3.5. Cálculo del rendimiento
4.3.5.1. Cálculo del rendimiento teórico.
→ 4
Con esta ecuación se realiza un balance de masa estequiometrico de la reacción.
→
→
45
Cálculo modelo para la muestra H
Se realiza el cálculo de la cantidad de etanol que se obtiene si la reacción tuviera 100% de
rendimiento.
4.3.5.2. Cálculo del rendimiento
(
) (10)
Cálculo modelo del rendimiento para la muestra H
(
)
4.4 Cálculo para el proceso de destilación multietapas
4.4.1 Cálculo de la densidad del bioetanol obtenido mediante el método del picnómetro.
(
) (11)
Dónde: m0 = masa del picnómetro vacío
m1 = masa del picnómetro con agua.
m2 = masa del picnómetro con bioetanol.
pw = densidad del agua a temperatura experimental.
46
Cálculo modelo para la medición realizada con el picnómetro 428
(
)
4.4.2. Determinación de la concentración del bioetanol obtenido. Para determinar la
concentración alcohólica del bioetanol obtenido se hace uso del Anexo E que relaciona la
densidad del etanol vs la concentración alcohólica.
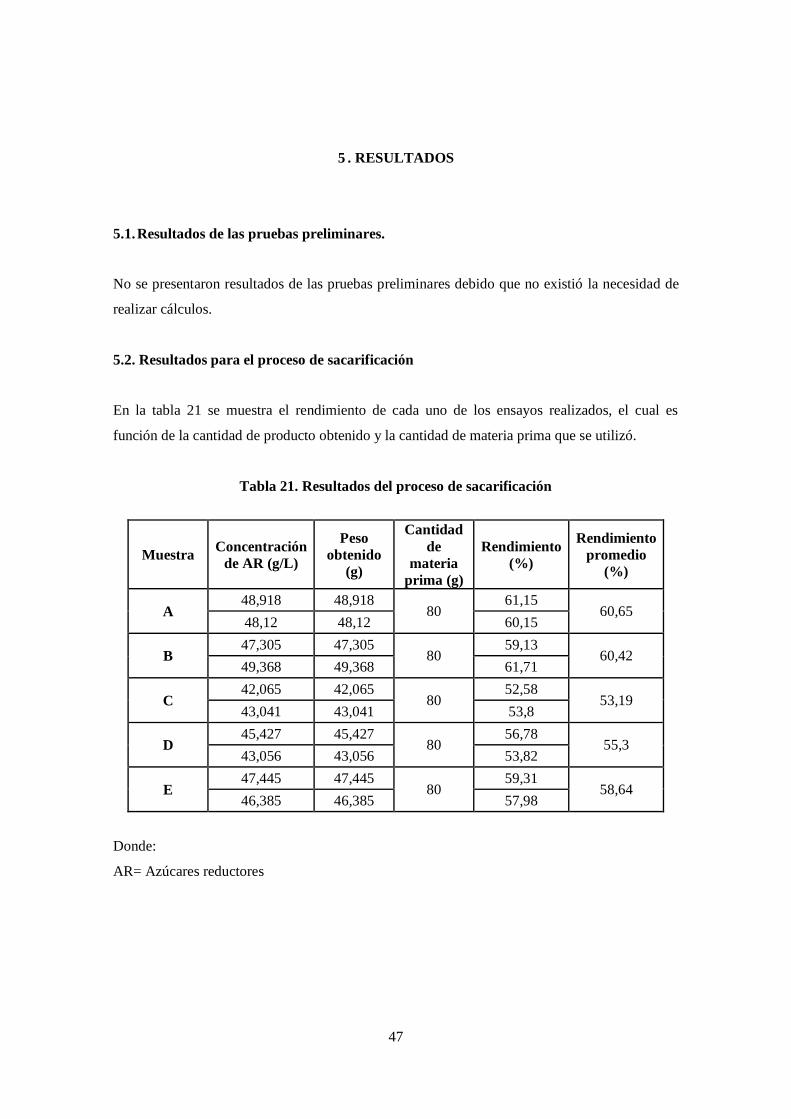
47
5 . RESULTADOS
5.1. Resultados de las pruebas preliminares.
No se presentaron resultados de las pruebas preliminares debido que no existió la necesidad de
realizar cálculos.
5.2. Resultados para el proceso de sacarificación
En la tabla 21 se muestra el rendimiento de cada uno de los ensayos realizados, el cual es
función de la cantidad de producto obtenido y la cantidad de materia prima que se utilizó.
Tabla 21. Resultados del proceso de sacarificación
Muestra Concentración
de AR (g/L)
Peso
obtenido
(g)
Cantidad
de
materia
prima (g)
Rendimiento
(%)
Rendimiento
promedio
(%)
A 48,918 48,918
80 61,15
60,65 48,12 48,12 60,15
B 47,305 47,305
80 59,13
60,42 49,368 49,368 61,71
C 42,065 42,065
80 52,58
53,19 43,041 43,041 53,8
D 45,427 45,427
80 56,78
55,3 43,056 43,056 53,82
E 47,445 47,445
80 59,31
58,64 46,385 46,385 57,98
Donde:
AR= Azúcares reductores
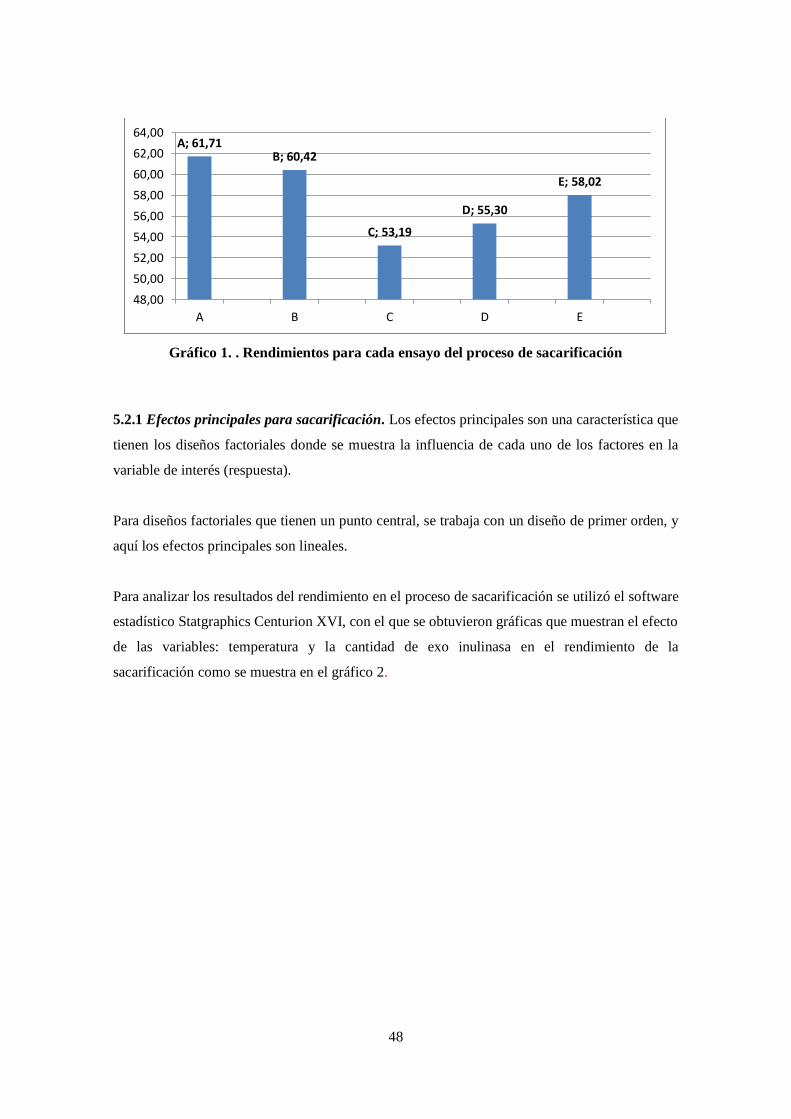
48
Gráfico 1. . Rendimientos para cada ensayo del proceso de sacarificación
5.2.1 Efectos principales para sacarificación. Los efectos principales son una característica que
tienen los diseños factoriales donde se muestra la influencia de cada uno de los factores en la
variable de interés (respuesta).
Para diseños factoriales que tienen un punto central, se trabaja con un diseño de primer orden, y
aquí los efectos principales son lineales.
Para analizar los resultados del rendimiento en el proceso de sacarificación se utilizó el software
estadístico Statgraphics Centurion XVI, con el que se obtuvieron gráficas que muestran el efecto
de las variables: temperatura y la cantidad de exo inulinasa en el rendimiento de la
sacarificación como se muestra en el gráfico 2.
A; 61,71 B; 60,42
C; 53,19
D; 55,30
E; 58,02
48,00
50,00
52,00
54,00
56,00
58,00
60,00
62,00
64,00
A B C D E
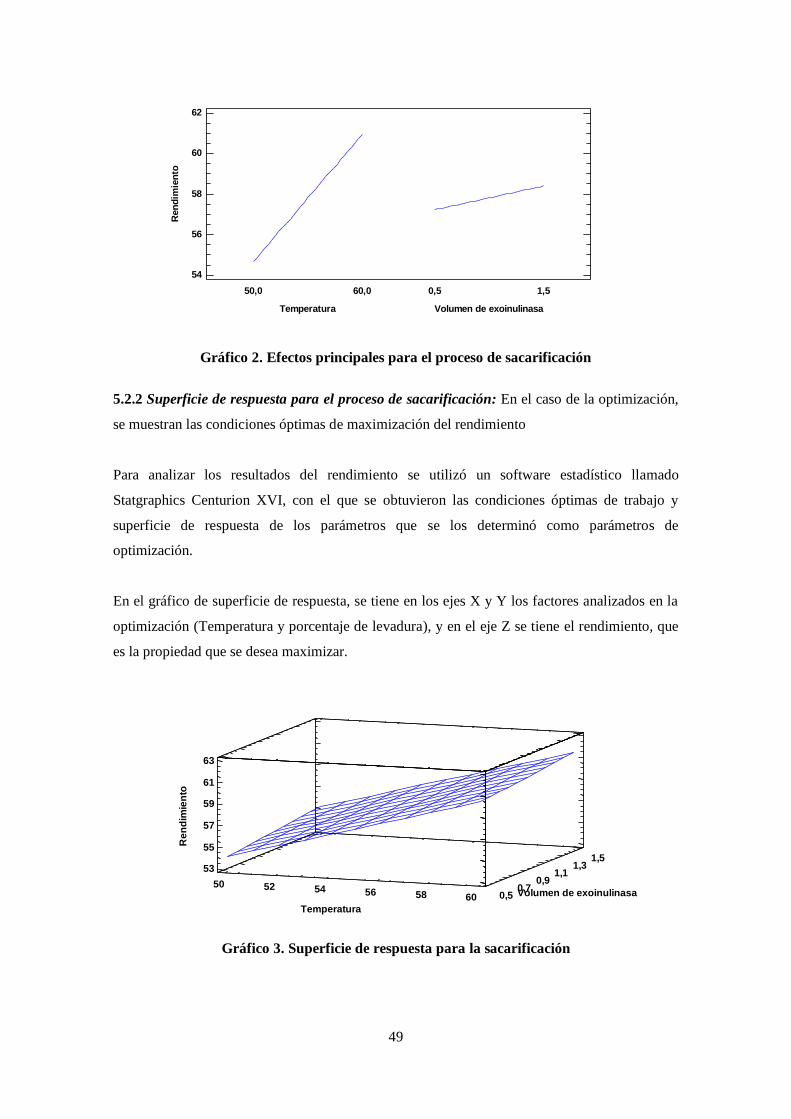
49
Gráfico 2. Efectos principales para el proceso de sacarificación
5.2.2 Superficie de respuesta para el proceso de sacarificación: En el caso de la optimización,
se muestran las condiciones óptimas de maximización del rendimiento
Para analizar los resultados del rendimiento se utilizó un software estadístico llamado
Statgraphics Centurion XVI, con el que se obtuvieron las condiciones óptimas de trabajo y
superficie de respuesta de los parámetros que se los determinó como parámetros de
optimización.
En el gráfico de superficie de respuesta, se tiene en los ejes X y Y los factores analizados en la
optimización (Temperatura y porcentaje de levadura), y en el eje Z se tiene el rendimiento, que
es la propiedad que se desea maximizar.
Gráfico 3. Superficie de respuesta para la sacarificación
Gráfica de Efectos Principales para Rendimiento
54
56
58
60
62
Ren
dim
ien
to
Temperatura
50,0 60,0
Volumen de exoinulinasa
0,5 1,5
Superficie de Respuesta Estimada
50 52 54 56 58 60
Temperatura
0,50,7
0,91,1
1,31,5
Volumen de exoinulinasa
53
55
57
59
61
63
Re
nd
imie
nto
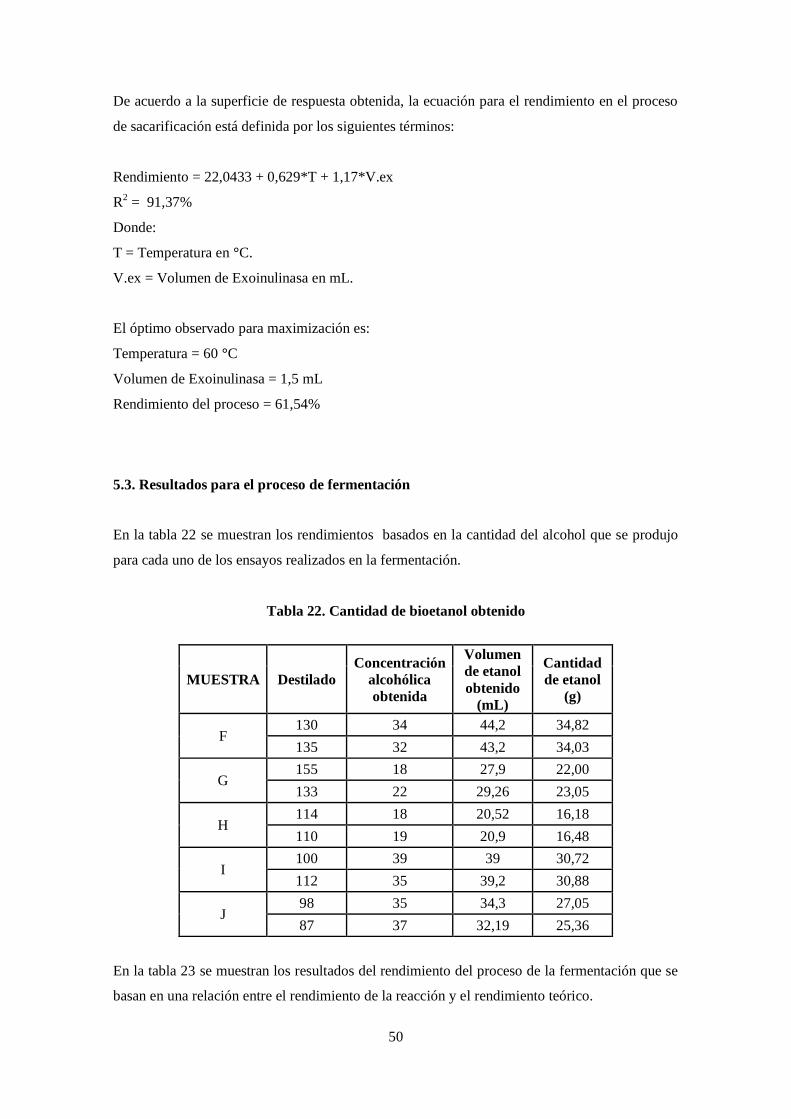
50
De acuerdo a la superficie de respuesta obtenida, la ecuación para el rendimiento en el proceso
de sacarificación está definida por los siguientes términos:
Rendimiento = 22,0433 + 0,629*T + 1,17*V.ex
R2 = 91,37%
Donde:
T = Temperatura en °C.
V.ex = Volumen de Exoinulinasa en mL.
El óptimo observado para maximización es:
Temperatura = 60 °C
Volumen de Exoinulinasa = 1,5 mL
Rendimiento del proceso = 61,54%
5.3. Resultados para el proceso de fermentación
En la tabla 22 se muestran los rendimientos basados en la cantidad del alcohol que se produjo
para cada uno de los ensayos realizados en la fermentación.
Tabla 22. Cantidad de bioetanol obtenido
MUESTRA Destilado
Concentración
alcohólica
obtenida
Volumen
de etanol
obtenido
(mL)
Cantidad
de etanol
(g)
F 130 34 44,2 34,82
135 32 43,2 34,03
G 155 18 27,9 22,00
133 22 29,26 23,05
H 114 18 20,52 16,18
110 19 20,9 16,48
I 100 39 39 30,72
112 35 39,2 30,88
J 98 35 34,3 27,05
87 37 32,19 25,36
En la tabla 23 se muestran los resultados del rendimiento del proceso de la fermentación que se
basan en una relación entre el rendimiento de la reacción y el rendimiento teórico.
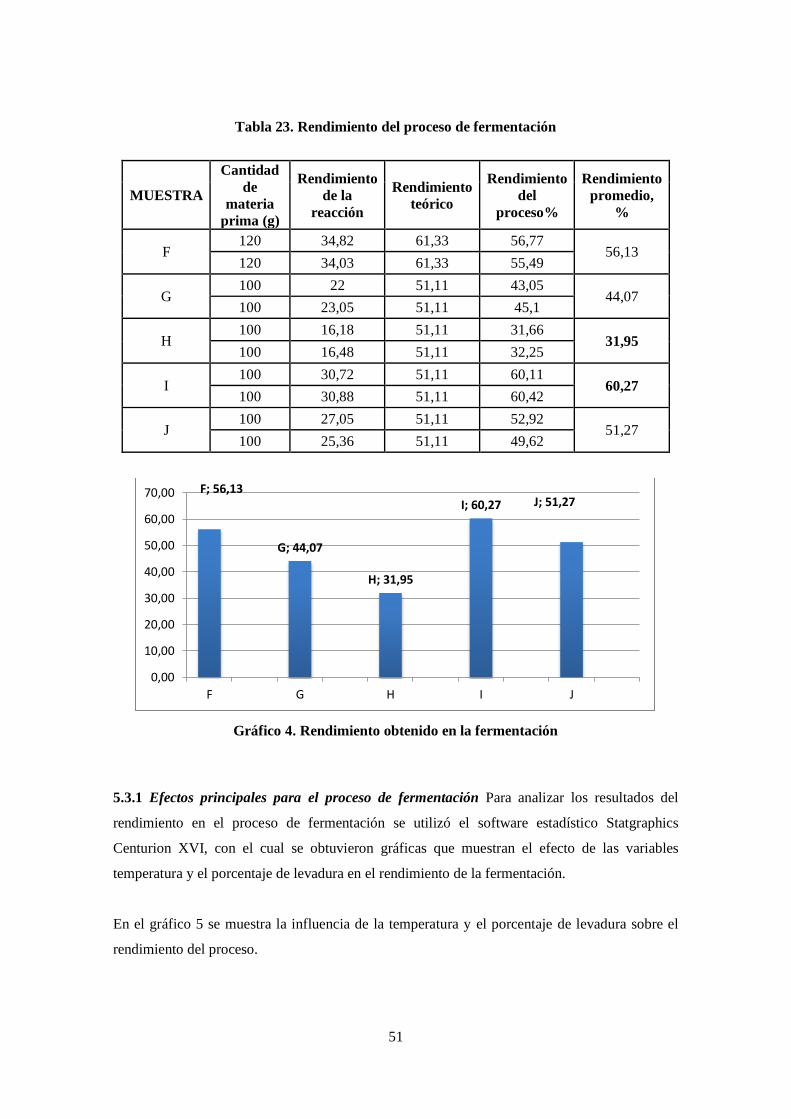
51
Tabla 23. Rendimiento del proceso de fermentación
MUESTRA
Cantidad
de
materia
prima (g)
Rendimiento
de la
reacción
Rendimiento
teórico
Rendimiento
del
proceso%
Rendimiento
promedio,
%
F 120 34,82 61,33 56,77
56,13 120 34,03 61,33 55,49
G 100 22 51,11 43,05
44,07 100 23,05 51,11 45,1
H 100 16,18 51,11 31,66
31,95 100 16,48 51,11 32,25
I 100 30,72 51,11 60,11
60,27 100 30,88 51,11 60,42
J 100 27,05 51,11 52,92
51,27 100 25,36 51,11 49,62
Gráfico 4. Rendimiento obtenido en la fermentación
5.3.1 Efectos principales para el proceso de fermentación Para analizar los resultados del
rendimiento en el proceso de fermentación se utilizó el software estadístico Statgraphics
Centurion XVI, con el cual se obtuvieron gráficas que muestran el efecto de las variables
temperatura y el porcentaje de levadura en el rendimiento de la fermentación.
En el gráfico 5 se muestra la influencia de la temperatura y el porcentaje de levadura sobre el
rendimiento del proceso.
F; 56,13
G; 44,07
H; 31,95
I; 60,27 J; 51,27
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
F G H I J
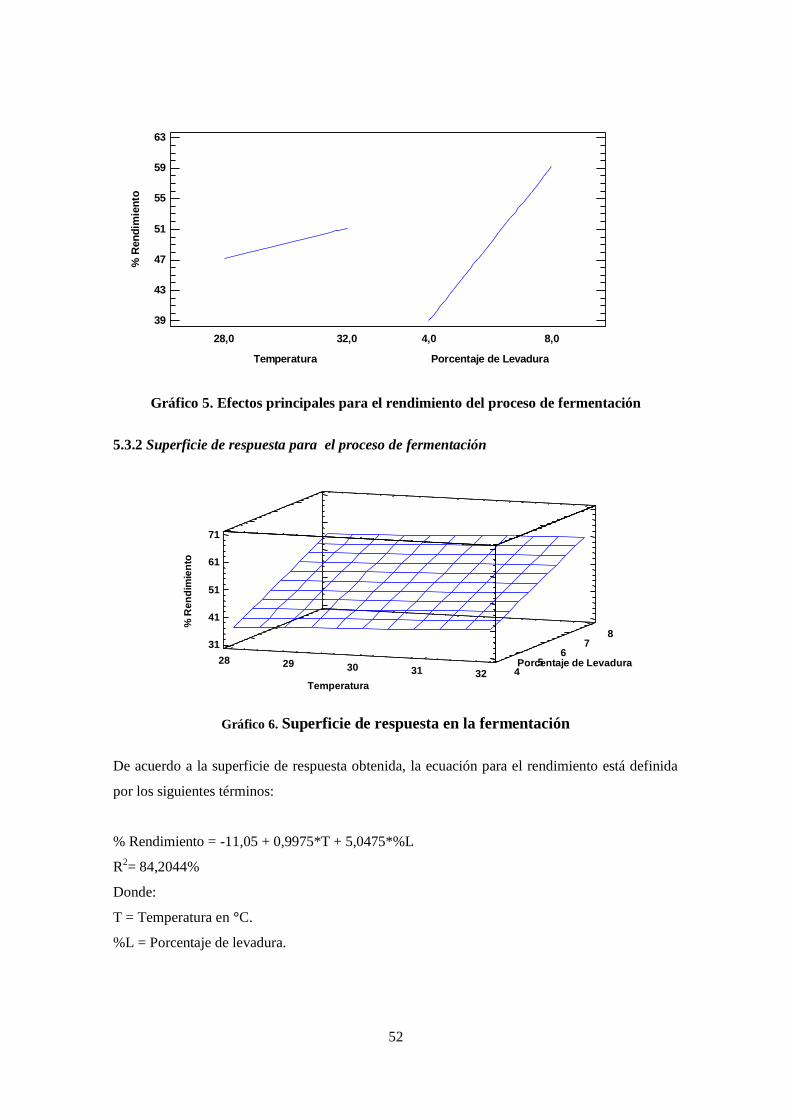
52
Gráfico 5. Efectos principales para el rendimiento del proceso de fermentación
5.3.2 Superficie de respuesta para el proceso de fermentación
Gráfico 6. Superficie de respuesta en la fermentación
De acuerdo a la superficie de respuesta obtenida, la ecuación para el rendimiento está definida
por los siguientes términos:
% Rendimiento = -11,05 + 0,9975*T + 5,0475*%L
R2= 84,2044%
Donde:
T = Temperatura en °C.
%L = Porcentaje de levadura.
Gráfica de Efectos Principales para % Rendimiento
39
43
47
51
55
59
63%
Ren
dim
ien
to
Temperatura
28,0 32,0
Porcentaje de Levadura
4,0 8,0
Superficie de Respuesta Estimada
28 29 30 31 32
Temperatura
45
67
8
Porcentaje de Levadura
31
41
51
61
71
% R
en
dim
ien
to
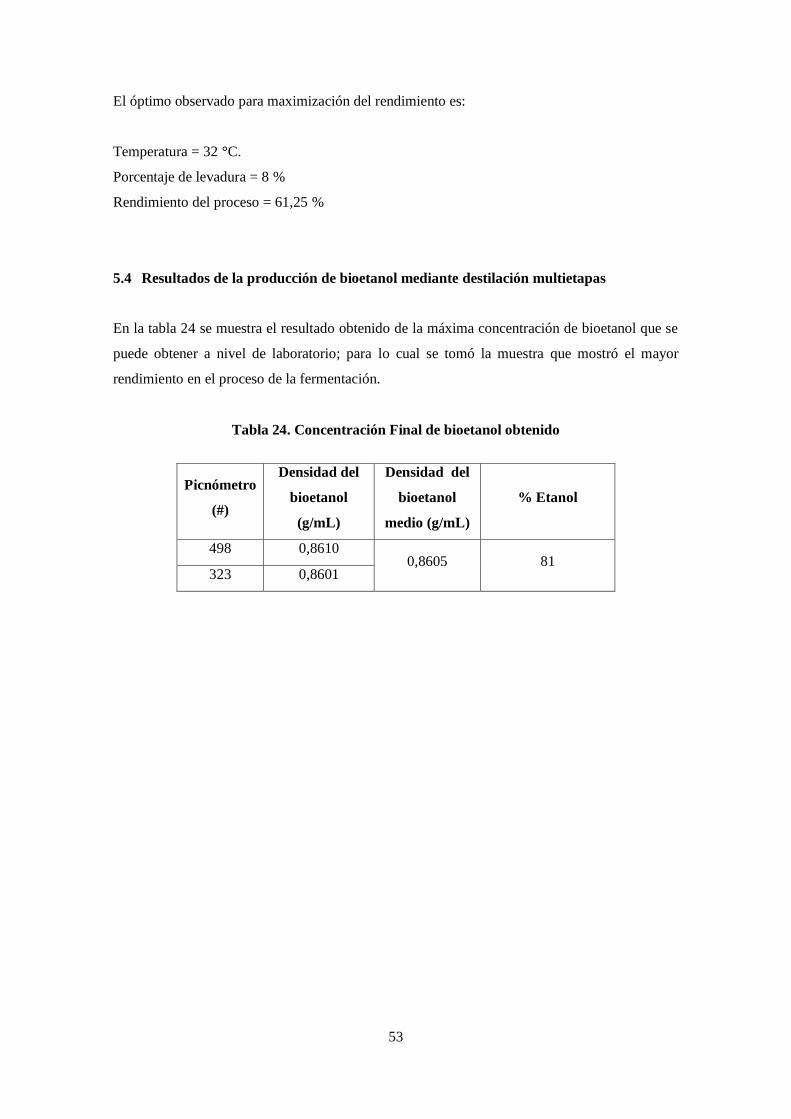
53
El óptimo observado para maximización del rendimiento es:
Temperatura = 32 °C.
Porcentaje de levadura = 8 %
Rendimiento del proceso = 61,25 %
5.4 Resultados de la producción de bioetanol mediante destilación multietapas
En la tabla 24 se muestra el resultado obtenido de la máxima concentración de bioetanol que se
puede obtener a nivel de laboratorio; para lo cual se tomó la muestra que mostró el mayor
rendimiento en el proceso de la fermentación.
Tabla 24. Concentración Final de bioetanol obtenido
Picnómetro
(#)
Densidad del
bioetanol
(g/mL)
Densidad del
bioetanol
medio (g/mL)
% Etanol
498 0,8610 0,8605 81
323 0,8601
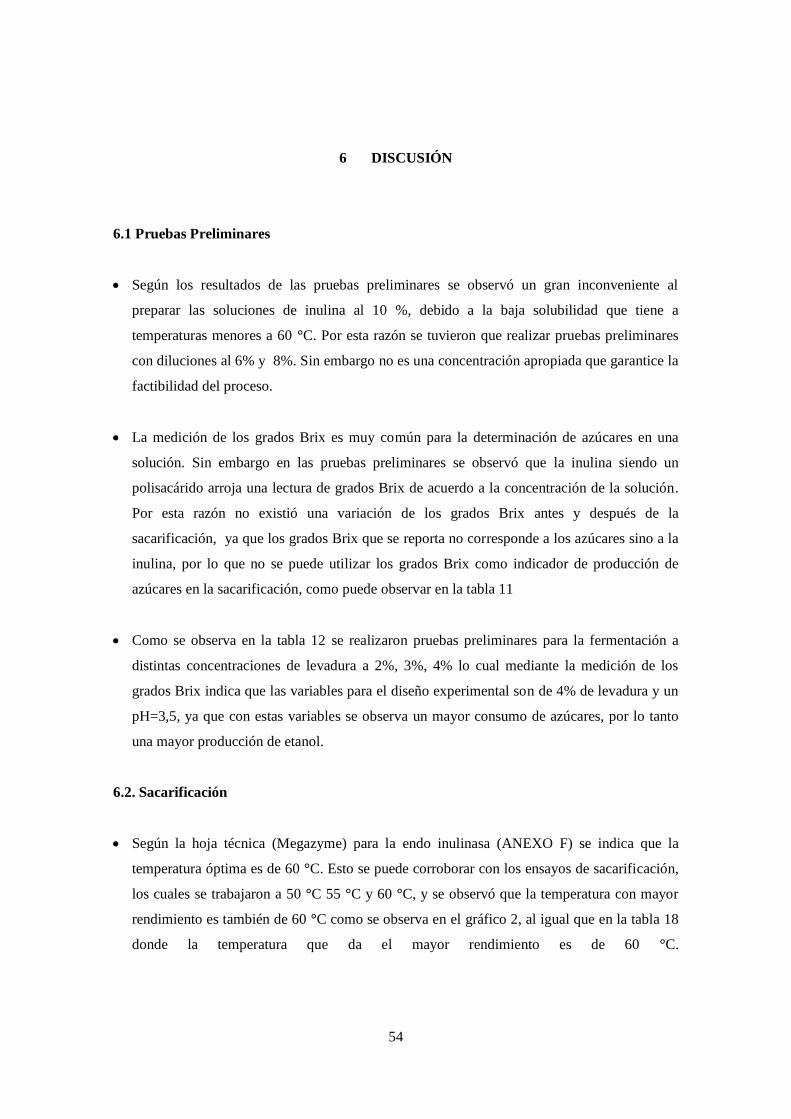
54
6 DISCUSIÓN
6.1 Pruebas Preliminares
Según los resultados de las pruebas preliminares se observó un gran inconveniente al
preparar las soluciones de inulina al 10 %, debido a la baja solubilidad que tiene a
temperaturas menores a 60 °C. Por esta razón se tuvieron que realizar pruebas preliminares
con diluciones al 6% y 8%. Sin embargo no es una concentración apropiada que garantice la
factibilidad del proceso.
La medición de los grados Brix es muy común para la determinación de azúcares en una
solución. Sin embargo en las pruebas preliminares se observó que la inulina siendo un
polisacárido arroja una lectura de grados Brix de acuerdo a la concentración de la solución.
Por esta razón no existió una variación de los grados Brix antes y después de la
sacarificación, ya que los grados Brix que se reporta no corresponde a los azúcares sino a la
inulina, por lo que no se puede utilizar los grados Brix como indicador de producción de
azúcares en la sacarificación, como puede observar en la tabla 11
Como se observa en la tabla 12 se realizaron pruebas preliminares para la fermentación a
distintas concentraciones de levadura a 2%, 3%, 4% lo cual mediante la medición de los
grados Brix indica que las variables para el diseño experimental son de 4% de levadura y un
pH=3,5, ya que con estas variables se observa un mayor consumo de azúcares, por lo tanto
una mayor producción de etanol.
6.2. Sacarificación
Según la hoja técnica (Megazyme) para la endo inulinasa (ANEXO F) se indica que la
temperatura óptima es de 60 °C. Esto se puede corroborar con los ensayos de sacarificación,
los cuales se trabajaron a 50 °C 55 °C y 60 °C, y se observó que la temperatura con mayor
rendimiento es también de 60 °C como se observa en el gráfico 2, al igual que en la tabla 18
donde la temperatura que da el mayor rendimiento es de 60 °C.
55
En el proceso de sacarificación se comparan las variables utilizadas en la experimentación
como se ve en el gráfico 2 donde la variable ―temperatura‖ presenta una mayor longitud y
pendiente que la variable ―volumen de exo inulinasa‖ esto se debe a que la solución de
inulina al 8% contiene 1mL de endo inulinasa la cual es muy sensible a la temperatura.
Los resultados de optimización obtenidos en la superficie de respuesta refleja la tendencia
del proceso donde la temperatura y el volumen de exoinulinasa son directamente
proporcionales al rendimiento obtenido como se muestra en el gráfico 3. Sin embargo en la
tabla 17 se puede apreciar los rendimientos de la muestra A y B los cuales son 60,65% y
60,42% respectivamente, siendo la única diferencia que para la muestra A se utilizó 1,5mL
de exoinulinasa mientras que para la muestra B se utilizó 0,5mL de exoinulinasa. Se observa
que no existe mayor diferencia entre los rendimientos, esto se debe a que la cantidad de
exoinulinasa utilizada en la experimentación no es un parámetro que influye
significativamente en el proceso como se puede observar en el grafico 1. Por lo tanto se
pueden elegir los parámetros de la muestra B como óptimos debido a que se utilizaría menor
cantidad de exoinulinasa disminuyendo el costo de los reactivos.
El coeficiente de correlación lineal de la superficie de respuesta R2 es 91,37% por lo cual es
un ajuste aceptable ya que según lo encontrado en libros de estadística [14] la correlación
lineal se acepta por encima de 70%. Sin embargo el ajuste se puede mejorar minimizando los
errores sistemáticos y aleatorios del proceso como el sistema de calentamiento el cual no se
disponía de un control automático para el control de temperatura.
6.3 Fermentación
Debido a la baja cantidad de azúcares reductores en la muestra sacarificada, fue necesario
realizar un proceso de evaporación hasta llegar a una concentración de 20 °Brix, la cual es
una concentración adecuada para iniciar una fermentación alcohólica como lo indica en
bibliografía [ 12]
Como se observa en la tabla 11 en la muestra H existe un cambio de pH de 3,50 a 3,31.
Aunque la variación es mínima, es un indicativo de presencia de microorganismos externos
en el caldo de fermentación los cuales afectan la producción de bioetanol debido a su
interferencia en el proceso.
56
En la gráfica 5 de efectos múltiples se observa que la variable con mayor incidencia sobre el
rendimiento es el ―porcentaje de levadura‖ debido a su mayor longitud y grado de
inclinación, a diferencia de la ―temperatura‖ la cual tiene un efecto menor en el proceso.
Los resultados de optimización reflejan la tendencia del proceso, donde el porcentaje de
levadura y la temperatura son directamente proporcionales con el rendimiento obtenido
como se muestra en la gráfica 6. Esto se puede verificar con los resultados de los
rendimientos de la gráfica 4 donde se observa que el mayor rendimiento se da en la muestra
―I‖ con un valor de 60,27%, por lo que el ajuste utilizado en el programa es aceptable.
El coeficiente de correlación lineal de la superficie de respuesta R2 es 84,20%. es aceptable
ya que está por encima del 70%, sin embargo existe una diferencia significativa entre las
variables, al igual que en la sacarificación se deben minimizar los errores sistemáticos y
aleatorios del proceso, por ejemplo la variación del pH que se observa en la tabla 11.
6.4 Destilación multietapas
Para que el bioetanol sea considerado como biocombustible debe cumplir con un porcentaje
de pureza mayor al de 92%, por lo tanto el bioetanol obtenido en el laboratorio no cumpliría
con esta condición ya que en la configuración del equipo utilizado (Destilador de alcohol
modelo TE-012) solo se puede llegar a una concentración máxima de 81%. Sin embargo se
puede llegar a una concentración de 95% utilizando una columna de rellenos que tiene una
mayor eficiencia en comparación al destilador utilizado, con la desventaja que para la
utilización de la columna de rellenos se necesita una cantidad de muestra no menor a
1000mL mientras que los volúmenes trabajados en la experimentación fueron de 100-130
mL. También se puede lograr una mayor concentración al incorporar una columna vigreux al
destilador utilizado.
57
7 CONCLUSIONES
7.1 Pruebas Preliminares
La maxima solubilidad de la inulina encontrada para las condiciones experimentales es de
8%p/v, a una temperatura de 50 °C y 60 °C .
La medición de grados Brix no es un método aplicable para determinar la cantidad de
azúcares en el proceso de la sacarificación.
7.2 Proceso de Sacarificación
Las condiciones recomendadas para la maximizacion del proceso de sacarificación son 60 °C
de temperatura, 1,5mL de exo inulinasa dando un rendimiento de 61,54%.
Mediante el método de Superficie de Respuesta se obtuvo una ecuación lineal donde la
variable con mayor efecto sobre el rendimiento del proceso de sacarificación es la
temperatura.
La cantidad de exo-inulinasa necesaria para el proceso es de 0,5mL (5ppm), ya que es la
variable con menor efecto sobre el rendimiento.
Las variables ¨cantidad de exo-inulinasa¨ y ¨temperatura¨ son directamente proporcionales al
rendimiento del proceso.
Según el gráfico de superficie de respuesta obtenida en la sacarificación se concluye que el
diseño experimental 22 con punto central y sin puntos axiales
se ajusta correctamente a la
experimentación realizada, reflejando la tendencia y comportamiento del proceso mediante
la ecuación multivariable de primer orden.
58
7.3 Proceso de Fermentación
El ensayo con mayor rendimiento en la producción de etanol es la muestra ―I‖ con un
60,27% y la muestra que presenta el menor rendimiento es ―H‖ con un valor de 31,95%.
Las condiciones óptimas para generar un rendimiento de 61,25% de producción de etanol en
el proceso de fermentación son: una temperatura de 32 °C y una concentración de 8% de
levadura.
La variable ―porcentaje de levadura‖ presenta una mayor incidencia en el rendimiento del
proceso de fermentación que la variable ―temperatura‖.
Según los gráficos de superficie de respuesta obtenidos para la fermentación se concluye que
el diseño experimental 22 con punto central y sin puntos axiales
se ajusta correctamente a la
experimentación realizada en este proceso.
7.4 Destilación multietapas
La máxima concentración del bioetanol obtenido en el laboratorio utilizando el Destilador
de alcohol modelo TE-012 es de 81%.
59
8 RECOMENDACIONES
Se recomienda la implementación de un método de medición experimental mediante el uso
de HPLC, con el objeto de medir la cantidad de inulina consumida, además de la cantidad de
bietanol obtenido: con la ventaja de utilizar pequeñas cantidades de muestra y minimizar los
errores aleatorios y sistemáticos en el proceso.
Realizar un estudio enzimático del proceso de sacarificación con el propósito de encontrar
los parámetros óptimos de endo inulinasa que se debe utilizar.
Se recomienda realizar el proceso de fermentación utilizando una levadura más específica
hacia la fructosa con el objeto de disminuir la concentración de esta en el proceso, llegando a
un máximo de 5% de levadura.
Se recomienda realizar un estudio económico del proceso planteado en este trabajo para
determinar la factibilidad del mismo a nivel industrial.
Se recomienda realizar el proceso en un bioreactor, el cual posea un control automático con
el objeto de disminuir los errores sistemáticos de la experimentación.
Se recomienda utilizar una columna de rellenos para la destilación con el objeto de aumentar
la concentración alcohólica de 81% a 95% y así mejorar la calidad del producto.
Se debe incorporar un diseño experimental con puntos axiales para el proceso de la
fermentación con el objeto de mejorar el ajuste de la gráfica de superficie de respuesta.
60
CITAS BIBLIOGRÁFICAS
[1] CORONOEL, K.., Determinación de pH y sustancias reductoras en heces como método de
diagnóstico para detección de deficiencia de enzimas digestivas en pacientes pediátricos de
0 a 5 años que acuden al hospital José Miguel Rosillo del Cantón Clavas de la Provincia de
loja en Noviembre 2010. Trabajo previo a la obtención del título de licenciada en
Laboratorio Clínico. Universidad Nacional de Loja. 2011, p. 89.
[2] ARROYO, P. Bioquímica. Editorial Limusa México D.F. 2004, p. 143.
[3] GONZALEZ, J.; SÁNCHEZ, P.; VERDÚ, J; Nutrición en el deporte: Ayudas ergogénicas
y dopaje. Editorial Diaz de Santos, Valencia 2006, p. 60.
[4] GARCÍA, J. Obtención de Biocombustibles mediante catálisis enzimática. Oviedo 2006, p.
48.
[5] ROONEY, M. L. Active Food Packaging. Editorial Springer London, Edición Limitada,
Londres. 2012, p. 38.
[6] GARRIDO, A.; TEIJÓN J.; BLANCO D. Fundamentos de bioquímica estructural.
Editorial Tebar. Madrid, España 2006, p. 194.
[7] DORAN, Pauline. Principios de Ingeniería de los Bioprocesos, Editorial Acribia, S.A,
Valencia, 1998, p. 57.
[8] BAUDIL, S. Química de los alimentos, Editorial Alhambra Mexica, México D.F. 1993, p
56.
[9] DURAN, D.; TRUJILLO, Y.; MEJIA, G. Capacidad de producción de alcohol de levaduras
vinícolas sobre un sustrato a base de panela. @limenetch Ciencia y Tecnología
Alimentaria. 2013, p 11.
61
[10] ARMENTA, E.; RODRIGUEZ, C. Diseño, construcción y montaje de dos bio-reactores
para una planta a escala piloto destinada a la producción de jarabes de glucosa. Trabajo de
investigación para obtención de título de Ingeniería Mecánica. Universidad Industrial de
Santander. Bucaramanga, Colombia 2004, p.36.
[11] BALLESTEROS, I.; OLIVA, J., NEGRO M. J., MANZANARES P., & BALLESTEROS
M. (2002) Enzymic hydrolysis of steam exploded herbaceous agricultural waste (Brassica
carinata) at different particule sizes. Process Biochem. 2008, pp. 187-192.
[12] CORTEZ, P. Bioquímica. Editorial Limusa México D.F. 2004. p.130.
[13] HAENH, Hugo, ―Bioquímica de las Fermentaciones‖, Primera Edición, Editorial Aguilar,
Madrid, 1956, p. 204.
[14] GUTIERRÉZ, Humberto. Análisis y Diseño de Experimentos. Ediciones Mc Graw Hill.
Guadalajara, México, 2009, p. 108.
[15] MATA, T.M., et al., Environmental Analysis Of Gasoline Blending Components Through
Their Life Cycle. Journal Of Cleaner Production, 2005, 13(5). pp. 517-523.
62
BIBLIOGRAFÍA
ARMENTA, E.; RODRIGUEZ C. Diseño, construcción y montaje de dos bio-reactores para
una planta a escala piloto destinada a la producción de jarabes de glucosa. Trabajo de
investigación para obtención de título de Ingeniería Mecánica. Universidad Industrial de
Santander. Bucaramanga, Colombia 2004.
ARPES, L. Manual de Biocombustibles, Editorial Lica. Asociación regional de empresas de
petróleo y gas natural y el caribe. Caracas, Venezuela, 2004
BALLESTEROS, I.; OLIVA, J. M.; NEGRO, M. J. MANZANARES, P., & BALLESTEROS
M. (2002) Enzymic hydrolysis of steam exploded herbaceous agricultural waste (Brassica
carinata) at different particule sizes. Process Biochem
CASTELLES, X. Biomasa y bioenergía: energía, agua, mediambiente, territorialidad y
tratamiento de residuos. Editorial Diaz de Santos, Madrid, España, 2006.
GARCÍA, M.; QUINTERO, R. Biotecnología Alimentaria. Editorial Limusa. México D.F.
2004.
GARRIDO, A.; TEIJÓN, J.; BLANCO, D. Fundamentos de bioquímica estructural. Editorial
Tebar. Madrid, España 2006
GONZALEZ, J.; SÁNCHEZ, P.; VERDÚ, J. Nutrición en el deporte: Ayudas ergogénicas y
dopaje. Editorial Díaz de Santos, España, 2006.
GUTIERRÉZ, Humberto. Análisis y Diseño de Experimentos. Ediciones Mc Graw Hill.
Guadalajara, México, 2009.
HAENH, Hugo. ―Bioquímica de las Fermentaciones‖, Primera Edición, Editorial Aguilar,
Madrid, 1956.
MALMSTEN, Martín. Biopolymers at Interfaces. Editorial Marcel Dekker, Inc. New York.
2003.

63
MANSO L.; LOPEZ A. Optimización de la hidrolisis ácida de la inulina, obtención de jugo
fermentable para la producción de bioetanol. Fundación Dialnet [Fecha de consuta: 08 de
Noviembre 2014], Disponible en http://dialnet.unirioja.es/servlet/articulo?codigo=1182066.
ARROYO, P. Bioquímica. Editorial Limusa México D.F. 2004.
ROONEY, M. L. Active Food Packaging. Editorial Springer London,. Edicion Limitada,
Londres Inglaterra. 2012.
64
ANEXOS

65
ANEXO A. SACARIFICACIÓN DE LA SOLUCION DE INULINA
Figura A.1. Solución sacarificada
Figura A.2. Preparación de la muestra previa a la titulación
66
Figura A.4. Medición de pH de la muestra mediante potenciómetro
Figura A.5. Titulación de la muestra sacarificada
67
ANEXO B. FERMENTACIÓN DE LASOLUCION SACARIFICADA
Figura B.1. Fermentación de la solución sacarificada
Figura B.2. Calentamiento del caldo de fermentación
68
Figura B.3. Medición de grados BRIX.
Figura B.4. Brixometro empleado en la medición de los grados BRIX.

69
ANEXO C. DESTILACIÓN SIMPLE
Figura C.1. Destilación de la muestra fermentada.
Figura C.2. Medición del grado alcohólico.

70
ANEXO D. DESTILACIÓN MULTIETAPAS
Figura D.1. Destilación multietapas
Figura D.2. Bioetanol obtenido.
Figura D.3. Determinación de densidad del bioetanol empleando el método del picnómetro
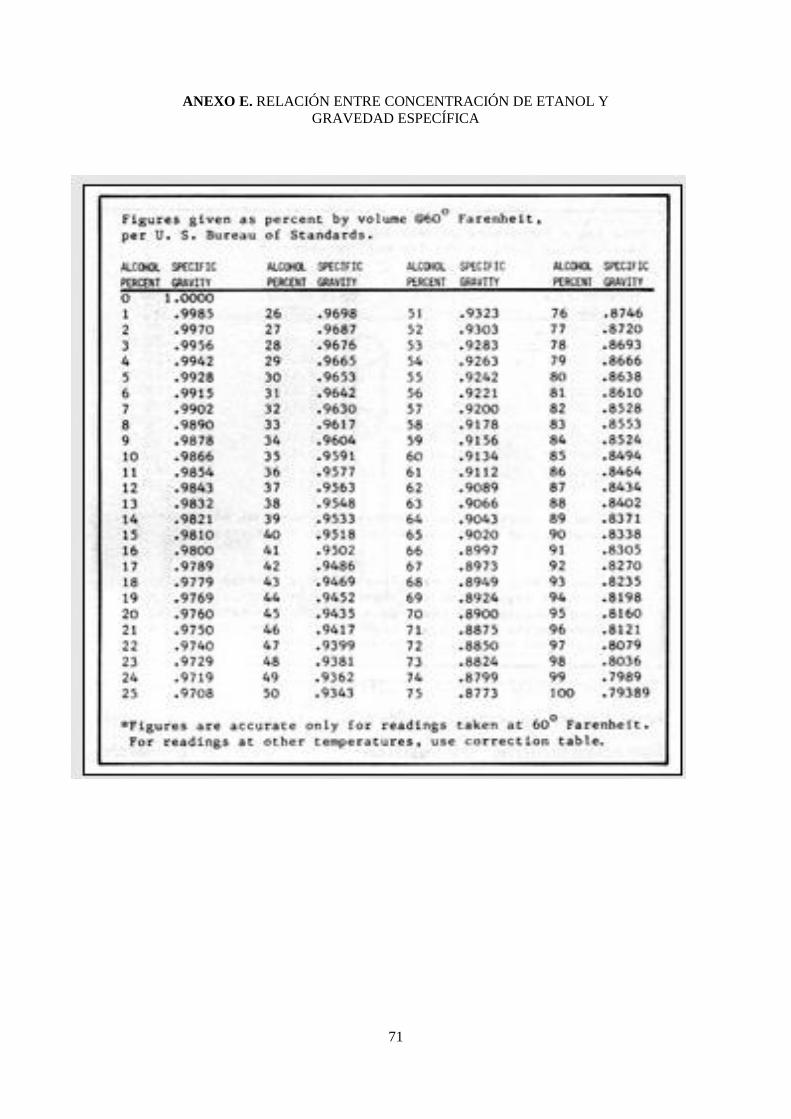
71
ANEXO E. RELACIÓN ENTRE CONCENTRACIÓN DE ETANOL Y
GRAVEDAD ESPECÍFICA
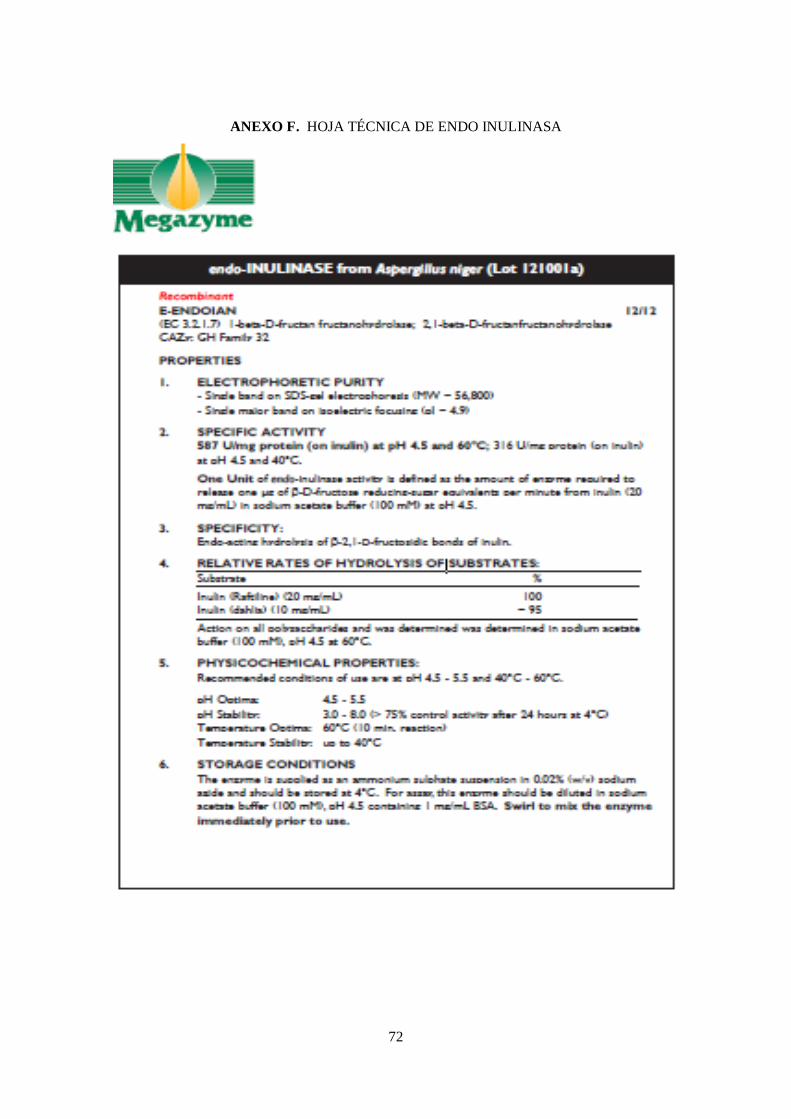
72
ANEXO F. HOJA TÉCNICA DE ENDO INULINASA
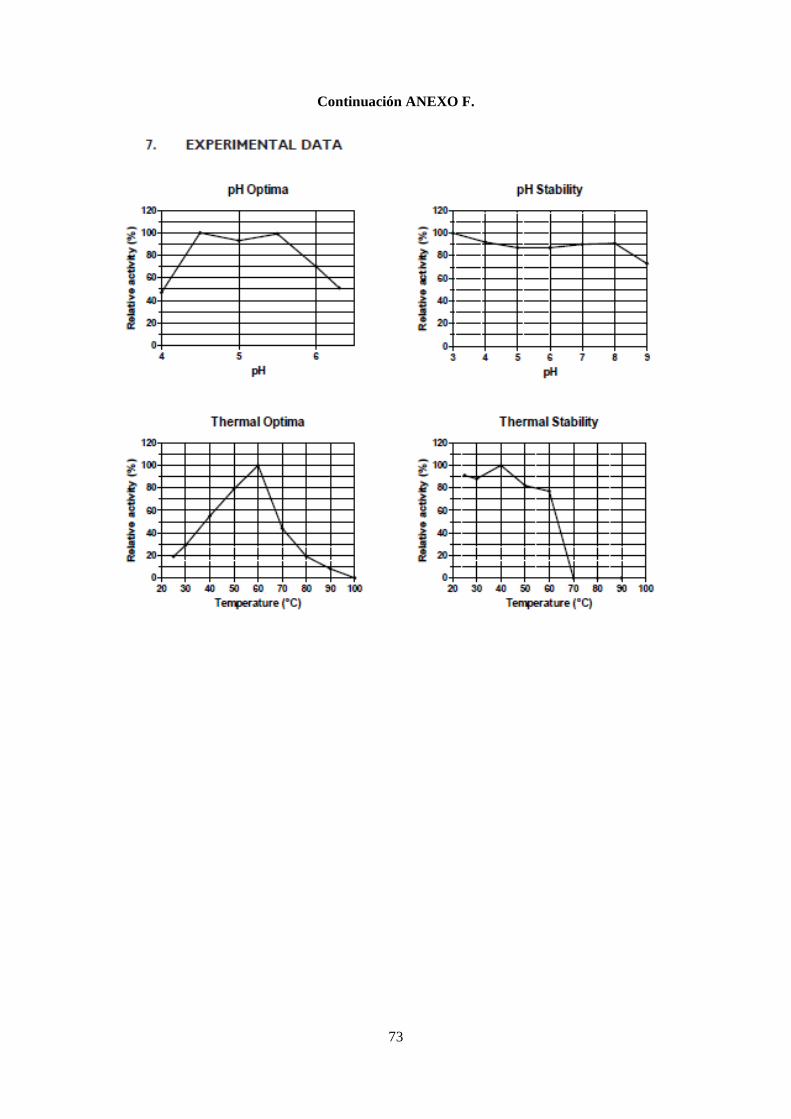
73
Continuación ANEXO F.
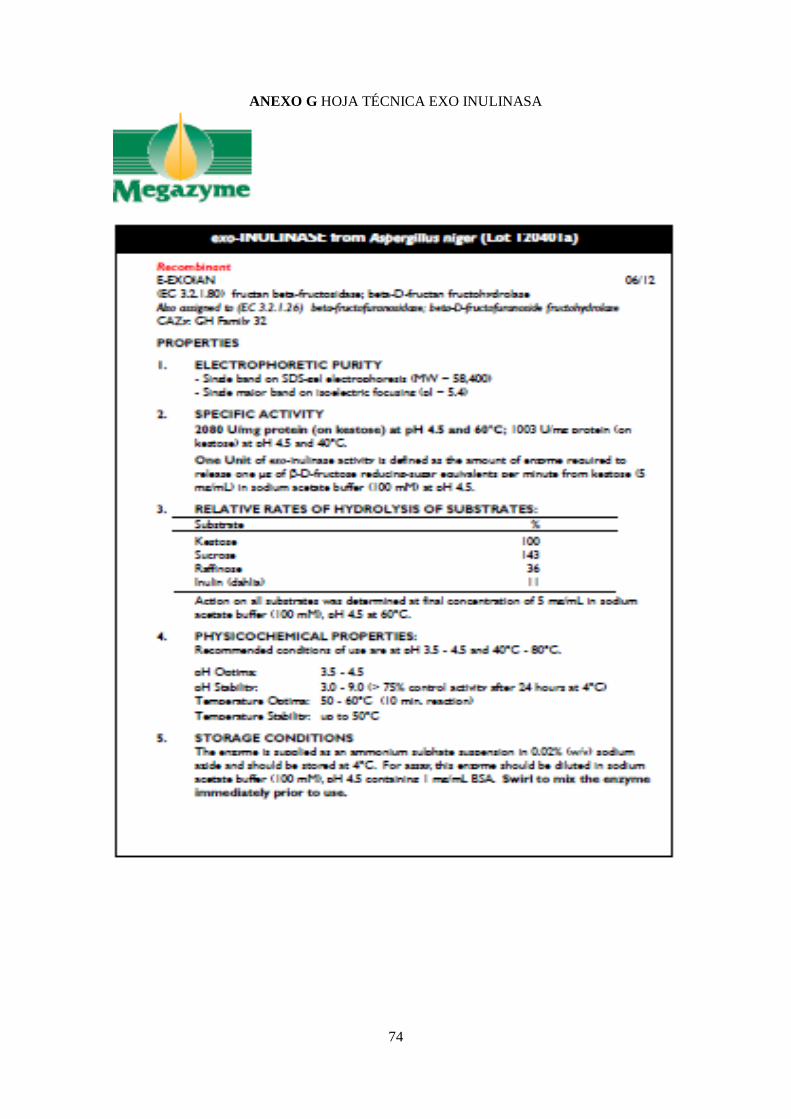
74
ANEXO G HOJA TÉCNICA EXO INULINASA