unidad 10 tolerancias. incertidumbre 10.1 · pdf filelas tolerancias para la...
TRANSCRIPT

UNIDAD 10
TOLERANCIAS. INCERTIDUMBRE 10.1 INTRODUCCIÓN
En las industrias actuales de fabricación mecánica se tiende a producir grandes series de piezas en procesos más o menos automatizados. En este tipo de producción es muy difícil obtener piezas totalmente iguales ya sea por el desgaste de las herramientas de corte, las vibraciones de las máquinas, la diferencia de propiedades mecánicas de los materiales utilizados o simplemente por la diferencia de habilidad y experiencia de los operarios en los diferentes turnos de trabajo.
Todos estos factores imposibilitan la obtención de piezas con medidas exactas y. por lo tanto, siempre se tendrá una distribución de medidas con más o menos dispersión.
Aceptando esa variedad en la distribución de medidas (cierto campo de imprecisión) debe definirse un sistema de medición que indique qué intervalos de medida son aceptables y cuáles no lo son de acuerdo con las condiciones de empleo. Sabemos, por otro lado, que para que una pieza cumpla con su finalidad, es suficiente que quede comprendida entre dos limites admisibles, uno máximo y otro mínimo, cuanto más cercanos, mayor precisión, pero más costosa será su fabricación.
Para solventar ei problema se define la tolerancia como una cantidad dimensional que indica el intervalo de dimensiones entre las cuales debe fabricarse una pieza. Se admiten cierta diversidad de medidas siempre y cuando se encuentren entre un intervalo aceptable (tolerancia máxima y mínima).
En este capítulo se estudian las tolerancias y los sistemas de ajustes como herramientas para garantizar la calidad de las fabricaciones y se hace mención de la forma de indicar esas tolerancias en los planos, Por último, se comentan las tolerancias útiles en diversas aplicaciones así como el coste porcentual de cada una de ellas.
10.2 DEFINICIONES
Se define la tolerancia como el error admisible dentro de unos límites en la fabricación. En general, estos limites pueden ser referidos a medidas, acabado superficial, formas geométricas, resistencia a la tracción (generalmente en aceros; fundiciones y demás materiales siderúrgicos), compresión (muelles, bancadas, etc.) composición de materiales (tolerancias de los distintos componentes que forman parte en la fabricación de los materiales), dureza (a la penetración, rebote, desgaste y resistencia a la adherencia (por ejemplo, una pintura a un material). En definitiva, todas las características que se puedan efectuar en un control de calidad han de tener una tolerancia de fabricación.
El término ajuste se emplea para designar el conjunto de dos piezas que, acopladas entre sí, una interior (eje) y otra exterior (agujero), atendiendo a las características de juego o aprieto del acopiamiento. Antes de definir la posición de las tolerancias asi como los sistemas eje base y agujero base es necesario aclarar algunos conceptos.
• Medida nominal (D). Es el valor que se indica en planos o especificaciones para una medida (cota) determinada. Ésta medida nominal determina la posición de la línea de referencia LR.
• Línea de Referencia (LR). Es la línea que corresponde a la medida nominal.
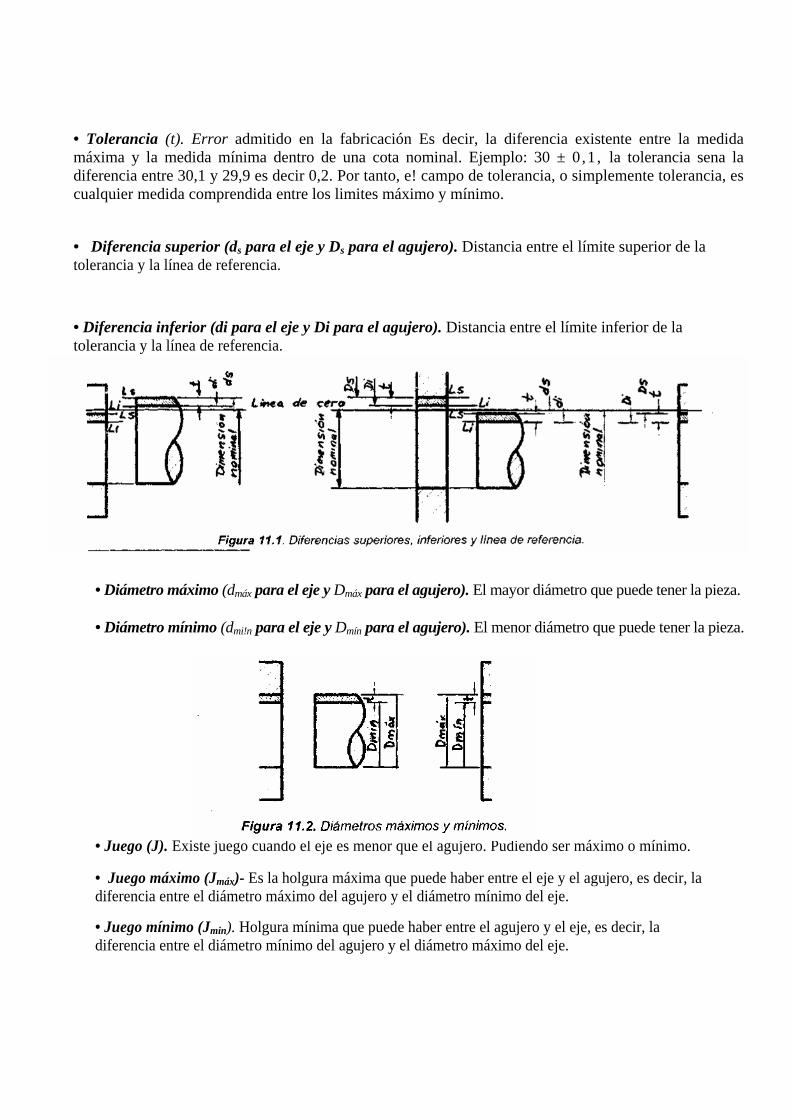
• Tolerancia (t). Error admitido en la fabricación Es decir, la diferencia existente entre la medida máxima y la medida mínima dentro de una cota nominal. Ejemplo: 30 ± 0,1, la tolerancia sena la diferencia entre 30,1 y 29,9 es decir 0,2. Por tanto, e! campo de tolerancia, o simplemente tolerancia, es cualquier medida comprendida entre los limites máximo y mínimo.
• Diferencia superior (ds para el eje y Ds para el agujero). Distancia entre el límite superior de la tolerancia y la línea de referencia.
• Diferencia inferior (di para el eje y Di para el agujero). Distancia entre el límite inferior de la tolerancia y la línea de referencia.
• Diámetro máximo (dmáx para el eje y Dmáx para el agujero). El mayor diámetro que puede tener la pieza.
• Diámetro mínimo (dmi!n para el eje y Dmín para el agujero). El menor diámetro que puede tener la pieza.
• Juego (J). Existe juego cuando el eje es menor que el agujero. Pudiendo ser máximo o mínimo.
• Juego máximo (Jmáx)- Es la holgura máxima que puede haber entre el eje y el agujero, es decir, la diferencia entre el diámetro máximo del agujero y el diámetro mínimo del eje.
• Juego mínimo (Jmin). Holgura mínima que puede haber entre el agujero y el eje, es decir, la diferencia entre el diámetro mínimo del agujero y el diámetro máximo del eje.
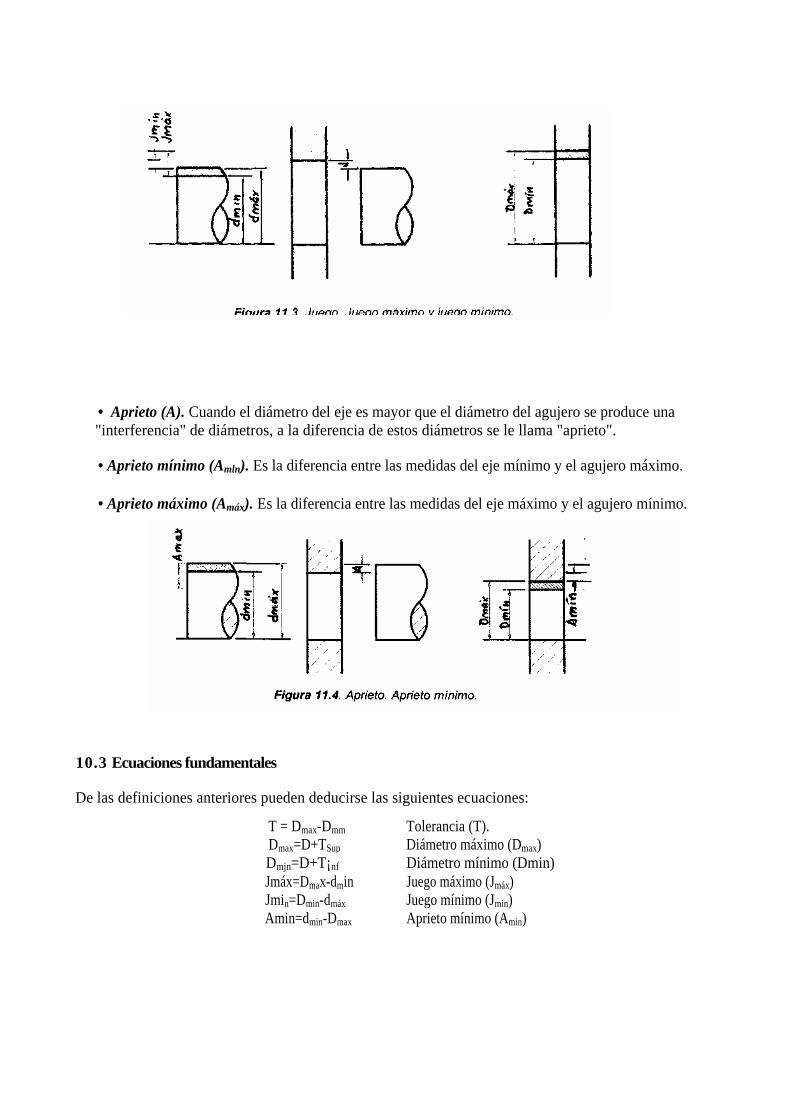
• Aprieto (A). Cuando el diámetro del eje es mayor que el diámetro del agujero se produce una "interferencia" de diámetros, a la diferencia de estos diámetros se le llama "aprieto".
• Aprieto mínimo (Amln). Es la diferencia entre las medidas del eje mínimo y el agujero máximo.
• Aprieto máximo (Amáx). Es la diferencia entre las medidas del eje máximo y el agujero mínimo.
10.3 Ecuaciones fundamentales
De las definiciones anteriores pueden deducirse las siguientes ecuaciones:
T = Dmax-Dmm Tolerancia (T). Dmax=D+TSup Diámetro máximo (Dmax) Dmjn=D+T¡nf Diámetro mínimo (Dmin)
Jmáx=Dmax-dmin Juego máximo (Jmáx) Jmin=Dmin-dmáx Juego mínimo (Jmin) Amin=dmin-Dmax Aprieto mínimo (Amin)

En el ajuste de la figura, donde el agujero tiene un diámetro 45
060 y el eje 72
7460 ,
Calcular La tolerancia del agujero y del eje. El juego máximo y mínimo del ajuste.
Solución
Cálculo de la tolerancia del agujero y del eje:
Tolerancia del eje.
Dmax = 60 + (-0,032) = 59,968 mm
Dmin = 60 + (-0.074) = 59,926 mm
t = 59,968 – 59,926 = 0,042 = 42 Tolerancia del agujero.
dmax = 60 + (0,045) = 60,045 mm
dmin = 60 + (0) = 60,000mm
t = 60,045 - 60,000 = 0,045 = 45 t = 45
Para calcular el juego máximo y el juego mínimo entre el agujero y el eje:
Jmiu = Dmax agujero – dmin eje = 60,045 - 59,926 = 0,119mm Jmim = Dmin agujero – dmax eje = 60,00 – 59,968 = 0,032 mm
10.4 Fundamentos del Sistema de Tolerancias
El Sistema de Tolerancias ISA establece un campo entre 1 y 500 mm repartidos entre 16 calidades designadas por las letras IT. La calidad IT-1 corresponde a la máxima calidad o tolerancia más pequeña y la IT-16 a la calidad más basta o a la máxima tolerancia. Cuanto mayor calidad de elaboración más nos aproximamos a IT-1, más pequeña es la tolerancia admitida y mayor el grado de dificultad en la elaboración de la misma, por lo tanto, más costosa es la fabricación.
Las tolerancias para la fabricación de calibres (calidades de alta precisión) son los IT-1 a IT-4 para los ejes y de IT-1 a IT-5 para agujeros. Las tolerancias de IT-5 a IT-11 para ejes y de IT-6 a IT-11 para agujeros, se utilizan para la fabricación de piezas que tienen que ir ajustadas entre ellas. Las calidades superiores a IT-11 tanto para ejes como para agujeros están indicadas para calidades muy bastas, de poca precisión y aisladas.
Se admite pues que la calidad es función del grado de dificultad que representa su obtención o elaboración. De forma que calidades cercanas a IT-1 exigen tolerancias pequeñas mientras que las calidades mayores exigen tolerancias menos restrictivas y, por lo tanto, menor grado de dificultad en su elaboración.
Ejemplo 1 0 . 1 .

Por otro lado sabemos que la dificultad de elaboración aumenta con el diámetro de la pieza por lo que debe aumentarse la tolerancia admitida al aumentar el diámetro de la misma. Para ello se define la Unidad de Tolerancia (i) como la dependencia entre el diámetro y la tolerancia, según la expresión:
i = 30.45 0.001D xD
Calidad IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 Tolerancia 7i 10i 16i 25i 40i 64i 100i 160i 250i 400i 640i 1000i
Tabla 11.1 Sistema de tolerancias ISA. Calidad y tolerancia.
De manera que para una calidad de IT6 la tolerancia es 10i o para una calidad de IT11 es de 100i. A partir de la IT6, el valor de cada una de las calidades es igual al anterior multiplicado por 1,6. De manera que el IT7 = IT6x1,6 ; IT8 = IT7x1 ,6 , etc.
Ejemplo 10.2. Calcular el valor de la unidad de tolerancia para los siguientes diámetros: 28 y 130 mm. Utilizando la
ecuación para el cálculo de i, tenemos que:
i = 30.45 0.001D xD = i = 30.45 28 0.001 28x = 1.39
i = 30.45 0.001D xD = i = 30.45 130 0.001 130x = 2.41
Ejemplo 10. 3
Calcular el valor de la unidad de tolerancia para los mismos diámetros anteriores pero teniendo en cuenta la normalización del agrupamiento de diámetros.
Buscamos en las tabla 11.2 normalizadas, para los diámetros 28 y 130, sobre qué intervalos se encuentran y calculamos el diámetro medio.
18 30 23.2md x i = 30.45 0.001D xD = i = 30.45 23.2 0.001 23.2x = 1.30
120 180 146.9md x i = 30.45 0.001D xD = i = 30.45 146.9 0.001 146.9x = 2.52
10. 5 Posición de las tolerancias
Para poder satisfacer todas las necesidades corrientes de los ajustes (juegos y aprietes, pequeños y grandes), ha sido prevista, para cada medida nominal, toda una gama de diferencias. Estas diferencias definen la posición de la tolerancia con respecto a la línea cero, mediante una de las diferencias nominales, la superior ds o Ds o la inferior Di o di , simbolizadas por una letra (a veces dos) mayúsculas para los agujeros y minúsculas para los ejes.
La letra h es utilizada para las zonas de tolerancia de los ejes cuyo límite superior de tolerancia se encuentra en la linea cero. La H, por el contrario, se utiliza para las zonas de tolerancia de los agujeros cuyo límite superior de tolerancia se encuentra en la línea cero.
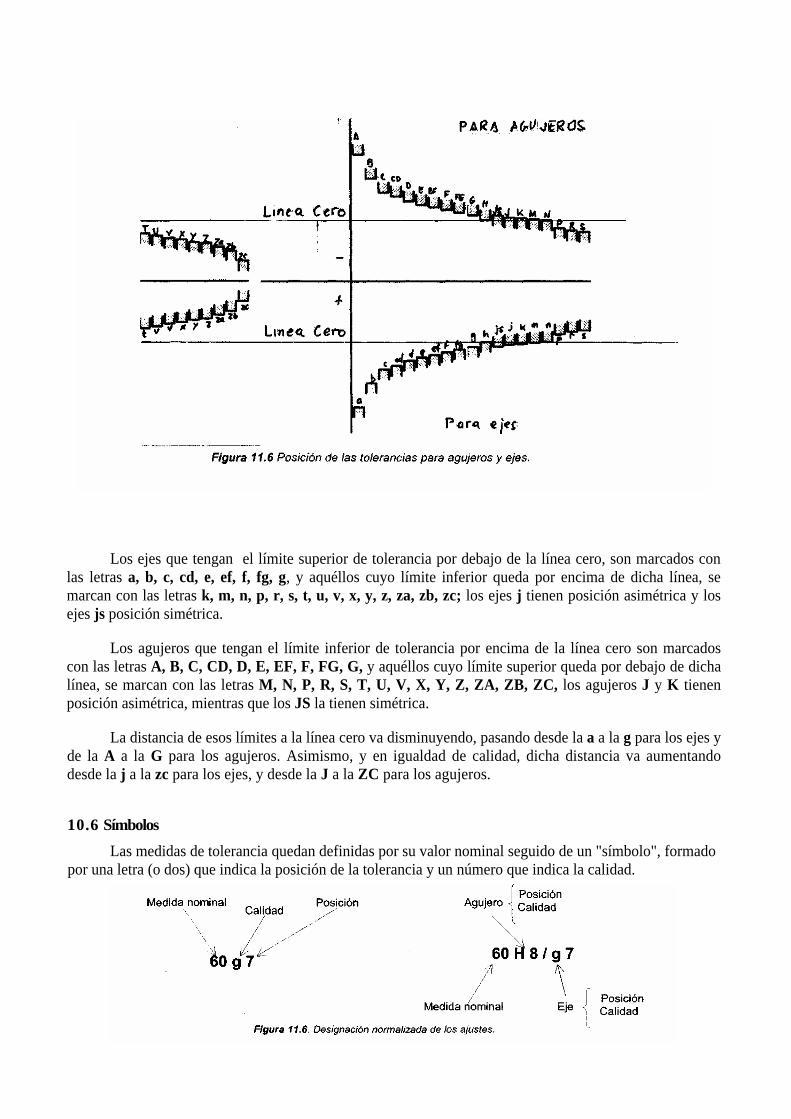
Los ejes que tengan el límite superior de tolerancia por debajo de la línea cero, son marcados con
las letras a, b, c, cd, e, ef, f, fg, g, y aquéllos cuyo límite inferior queda por encima de dicha línea, se marcan con las letras k, m, n, p, r, s, t, u, v, x, y, z, za, zb, zc; los ejes j tienen posición asimétrica y los ejes js posición simétrica.
Los agujeros que tengan el límite inferior de tolerancia por encima de la línea cero son marcados con las letras A, B, C, CD, D, E, EF, F, FG, G, y aquéllos cuyo límite superior queda por debajo de dicha línea, se marcan con las letras M, N, P, R, S, T, U, V, X, Y, Z, ZA, ZB, ZC, los agujeros J y K tienen posición asimétrica, mientras que los JS la tienen simétrica.
La distancia de esos límites a la línea cero va disminuyendo, pasando desde la a a la g para los ejes y de la A a la G para los agujeros. Asimismo, y en igualdad de calidad, dicha distancia va aumentando desde la j a la zc para los ejes, y desde la J a la ZC para los agujeros.
10.6 Símbolos
Las medidas de tolerancia quedan definidas por su valor nominal seguido de un "símbolo", formado por una letra (o dos) que indica la posición de la tolerancia y un número que indica la calidad.
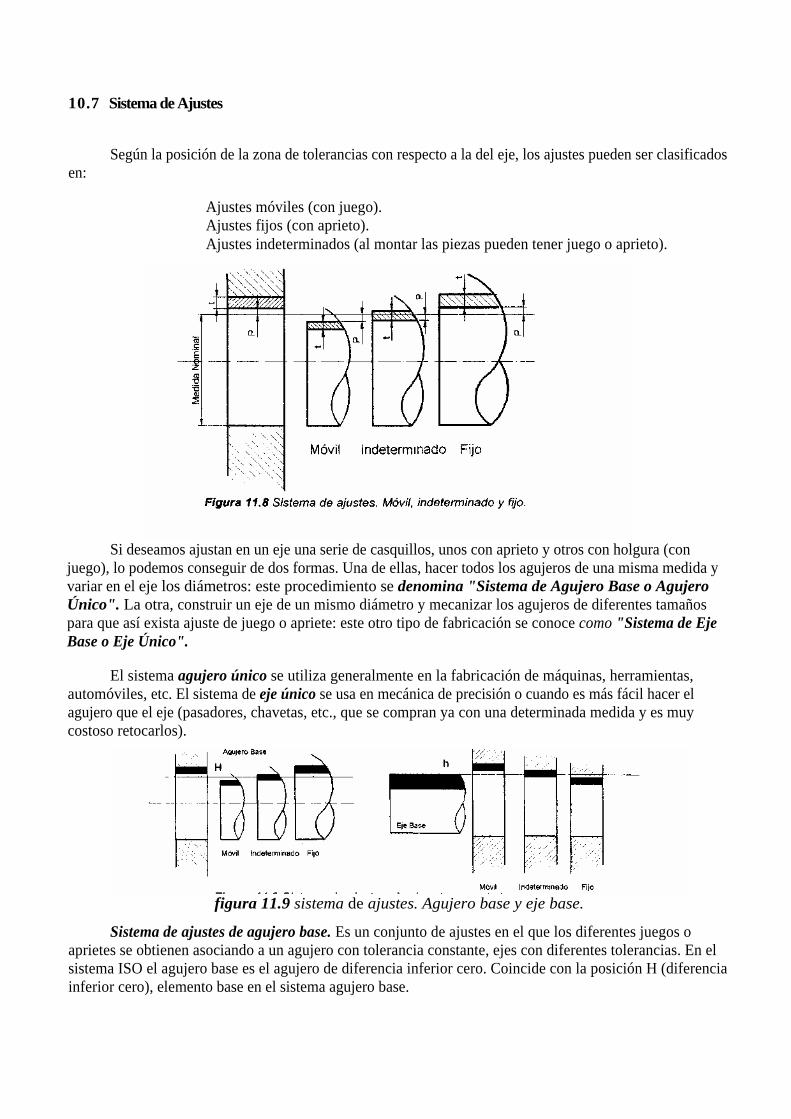
10.7 Sistema de Ajustes
Según la posición de la zona de tolerancias con respecto a la del eje, los ajustes pueden ser clasificados en:
Ajustes móviles (con juego). Ajustes fijos (con aprieto). Ajustes indeterminados (al montar las piezas pueden tener juego o aprieto).
Si deseamos ajustan en un eje una serie de casquillos, unos con aprieto y otros con holgura (con juego), lo podemos conseguir de dos formas. Una de ellas, hacer todos los agujeros de una misma medida y variar en el eje los diámetros: este procedimiento se denomina "Sistema de Agujero Base o Agujero Único". La otra, construir un eje de un mismo diámetro y mecanizar los agujeros de diferentes tamaños para que así exista ajuste de juego o apriete: este otro tipo de fabricación se conoce como "Sistema de Eje Base o Eje Único".
El sistema agujero único se utiliza generalmente en la fabricación de máquinas, herramientas, automóviles, etc. El sistema de eje único se usa en mecánica de precisión o cuando es más fácil hacer el agujero que el eje (pasadores, chavetas, etc., que se compran ya con una determinada medida y es muy costoso retocarlos).
figura 11.9 sistema de ajustes. Agujero base y eje base.
Sistema de ajustes de agujero base. Es un conjunto de ajustes en el que los diferentes juegos o aprietes se obtienen asociando a un agujero con tolerancia constante, ejes con diferentes tolerancias. En el sistema ISO el agujero base es el agujero de diferencia inferior cero. Coincide con la posición H (diferencia inferior cero), elemento base en el sistema agujero base.

En este sistema los diversos ajustes (móviles, deslizantes, indeterminados, estables) se obtienen combinado la posición de la tolerancia del eje y permaneciendo constante la posición de la tolerancia del agujero. La línea CERO es el límite inferior de la tolerancia del agujero base. Es decir la tolerancia H. La tolerancia H es la base del sistema de Agujero Base o Agujero Único. En este sistema las posiciones a,b,c,d,e,f,g,h son negativas y las k,m,n,p,r,s, t,u,v,x,y,z son positivas.
Cuando queremos montar un rodamiento sobre un eje, el diámetro del agujero del rodamiento nos viene dado ya por el fabricante, al comprar el rodamiento. El tipo de ajuste que nos interese lo podemos conseguir, en este caso, utilizando un sistema de agujero base y dando al eje, bulon, mangueta, etc. las tolerancias para conseguir el ajuste que nos interese.
AGUJERO H6 O AJUSTE DE PRECISIÓN: con n5 forma un ajuste forzado, con m5 uno de arrastre, con k5 uno de adherencia, con J5 uno de entrada suave, con un h5 un ajuste de deslizamiento; y con un g5 un ajuste de juego libre.
AGUJERO H7 O AJUSTE FINO: con s6 y r6 ajuste a presión, con m6 ajuste de arrastre, con k6 un ajuste de adherencia, con j6 un ajuste de entrada suave, con h6 un ajuste de deslizamiento, con g6 un ajuste de juego libre justo, con f7 un ajuste de juego libre, con e8 un ajuste de juego ligero y con d9 un ajuste de juego fuerte. AGUJERO H8 : AJUSTE CORRIENTE: con h8 y h9 ajustes de deslizamiento, f8 e9 ajuste con juego libre, d10 ajuste de gran juego libre.
Sistema de ajuste de eje base. Conjunto de ajustes en el que los diferentes juegos o aprietes se obtienen asociando a un eje con tolerancia constante, agujeros con diferentes tolerancias. En el sistema ISO el eje base es el eje de diferencia superior cero. Coincide con la posición h (diferencia superior cero), elemento base en el sistema eje base.
En este sistema los diversos ajustes (móviles, deslizantes, indeterminados, estables) se obtienen cambiando la posición de la tolerancia del agujero y permaneciendo constante la posición de la tolerancia del eje. La línea CERO es el límite superior de la tolerancia del eje base. Es decir la tolerancia h. La tolerancia h es la base del sistema de Eje Base o Eje Único. En este sistema las posiciones A,B,C,D,E,F,G,H,J,K son positivas y las M.N.P,R,S,T,U,V,X,Y,Z son negativas.

Es decir, al ajustar el eje base, h, con agujeros A, B, C, CD, D, E, EF, F, G y H, se obtienen ajustes móviles.
El eje base con los agujeros J,K,M y N obtenemos ajustes indeterminados. Y con P, R, S, T, U, V, X,Y, Z, ZA, ZB y ZC ajustes fijos.
EJE h5 AJUSTE DE PRECISIÓN : con N6 ajuste forzado,; con M6 arrastre, con K6 adherencia, con J6 de entrada suave y con H6 G6 de deslizamiento.
EJE h6 AJUSTE FINO : con S7 R7 a presión, con N7 forzado, con M7 arrastre, con K7 de adherencia, con J7 de entrada suave, con H7 de deslizamiento, con G7 de juego libre justo, con F7 de juego libre, con E8 juego ligero y con D9 juego fuerte
EJE h8 Y h9: AJUSTE CORRIENTE : con H8 deslizante, con F8 y E9 juego libre y con D10 j libre fuerte. EJE h 1 1 AJUSTE ORDINARIO O BASTO : con H 1 1 , D 1 1 , C 1 1 , B 1 1 , A 1 1
En general, los agujeros H, dan ajustes móviles con a,b,c,d,e,f,g,h. Los ejes, h, con A,B,C.D,E,F,G,H. Indeterminados H, con j,k,m,n. Asimismo, h con J,K,M.N. Fijos o estables H con p,r,s,t,u,v.x.y,z y ejes h con P,R,S,TU,V,X,Y,Z.
10.8 Elección del sistema eje o agujero base
Las piezas normalizadas hay que considerarlas como pieza-base del sistema y ajustar la otra para obtener el ajuste deseado, como sucede en rodamientos, pasadores y en todo el recambio, en general. No obstante, y de forma muy general, podemos decir que el agujero base se utiliza en la fabricación de maquinaria en general, motores de aviación, material ferroviario, máquinas herramientas, automóviles y material naval. El eje base se utiliza en maquinaria textil, agrícola y, excepcionalmente, en automóviles.
• Ajuste a presión. Ajuste permanente montado con prensa, generalmente, de mucha precisión. Estos ajustes, para evitar grandes presiones, pueden efectuarse calentando la hembra en horno o aceite, o bien, enfriando el macho con nitrógeno líquido. En el desmontaje puede haber deterioro de piezas. H7 con r6, s6, x7: H8 con u7.-Eje base:: h6 con R7, S7, u7; h7 con U8, X7, Z7.

• Ajuste forzado. Este tipo de ajuste se utiliza cuando se han de unir dos piezas solidariamente acopladas, pudiendo acoplarse y desacoplarse únicamente a presión. El movimiento ha de garantizarse por medio de una chaveta, lengüeta o pasador. Ruedas dentadas, poleas. Agujero base: H7 con p6 y r6. Eje base h6 con P7, R7.
• Ajuste de arrastre. Acoplamientos fijos que pueden montarse o desmontarse con martillo. Pueden montarse y desmontarse sin deterioro. El movimiento de giro ha de asegurarse a través de chaveta, etc. Rodamientos, poleas, palancas, etc. Agujero base: H7 con m6 y n6. Eje base: h6 con N6 M6.
• Ajuste de adherencia. Ajuste fijo que puede montarse y desmontarse a golpes de martillo a mano. Se ha de asegurar el movimiento con chaveta, etc. Agujero base: H7 k6. Eje base h.6 K7.
• Ajuste de entrada suave. Se utiliza en ajustes que puedan acoplarse y desacoplarse con suaves golpes con maza de madera o plástico. Anillos interiores de rodamientos, anillos exteriores de rodamientos. Tapas de soportes de cojinetes, etc. Agujero base: H7 con j6, h6. H8 con h7. H11 con h 1 1 . Eje base h6 con H7, J7; h7 con H8; h8 con H8; h11 con H11 .
• Ajuste de deslizamiento. Para piezas que, previamente engrasadas, puedan deslizarse, acoplarse y desacoplarse a mano. Ruedas de cambio sobre ejes, columnas de taladros, manubrios y manivelas, etc. Agujero base: H7 con g6. Eje base h6 con G7.
• Ajuste de juego libre muy justo. Piezas con muy poca holgura que pueden deslizarse sobre ejes, ejes nervados, etc. Engranajes en cajas de velocidades, cojinetes de fricción de cigüeñales, acoplamientos deslizantes, etc. Agujero base: H7 con e7, f6; H8 con f7, e8. Eje base: h7 con f7, E8; h8 con E9 F9.
• Ajuste de juego libre. Se utiliza en montajes que deben tener una holgura bien perceptible. Cojinetes principales de fresadoras, tornos, taladros y máquinas herramientas en general. Agujero base: H8 con d8; H 1 1 con a 1 1 , b 1 1 , c 1 1 , d 1 1 . Eje base: h8 con D10; h 1 1 con A 1 1 , B 1 1 , C 1 1 , D 1 1 .
• Ajuste corriente. Cuando el ajuste no requiera ser ajuste de precisión ni fino. Se aplica sólo en ajustes móviles. Acoplamientos, ruedas dentadas, elementos que deban deslizarse por ejes, etc.
• Ajuste ordinario o basto. Para ajustes de piezas que tengan amplia holgura y una gran tolerancia de fabricación, como pueden ser piezas expuestas a la oxidación, material ferroviario y de cubiertas de buques, etc.
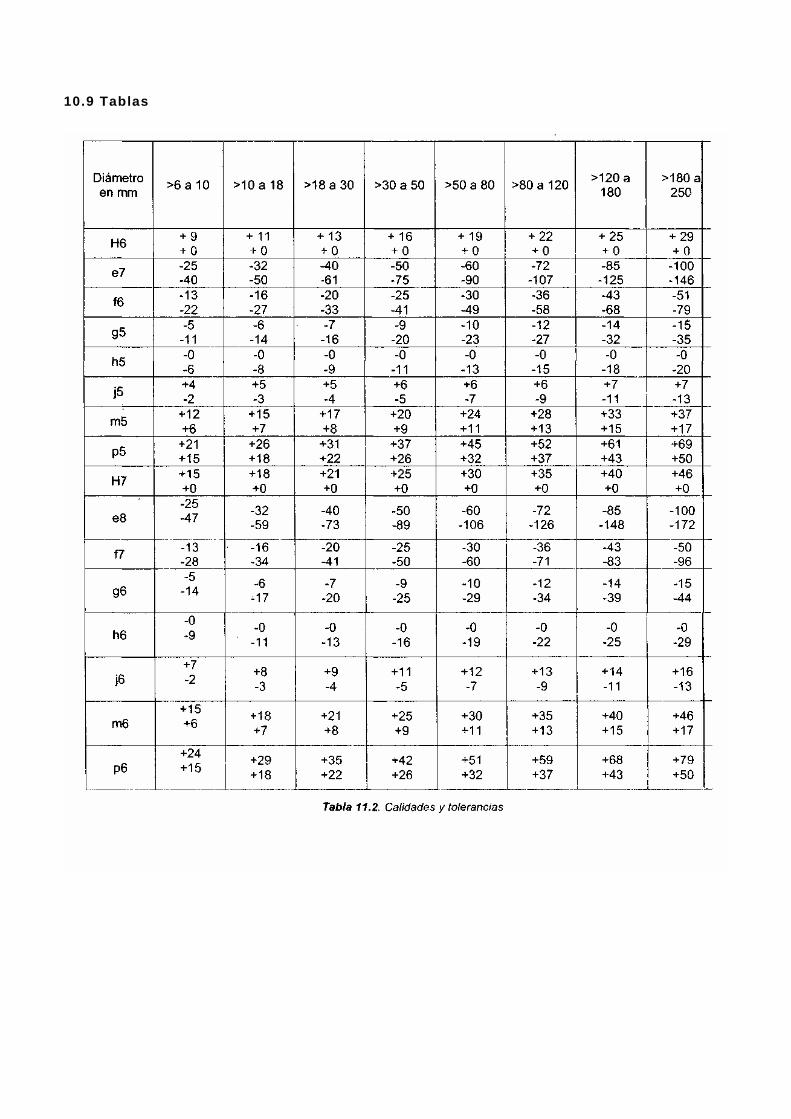
10.9 Tablas
10.10. TOLERANCIA E INCERTIDUMBRE
Cada magnitud física posee un sistema propio de acotación de tolerancias, que en definitiva se reduce siempre a expresar el margen o campo de valores admisibles de las piezas o elementos que se fabncan, expresado de forma adecuada a cada una de ellas.
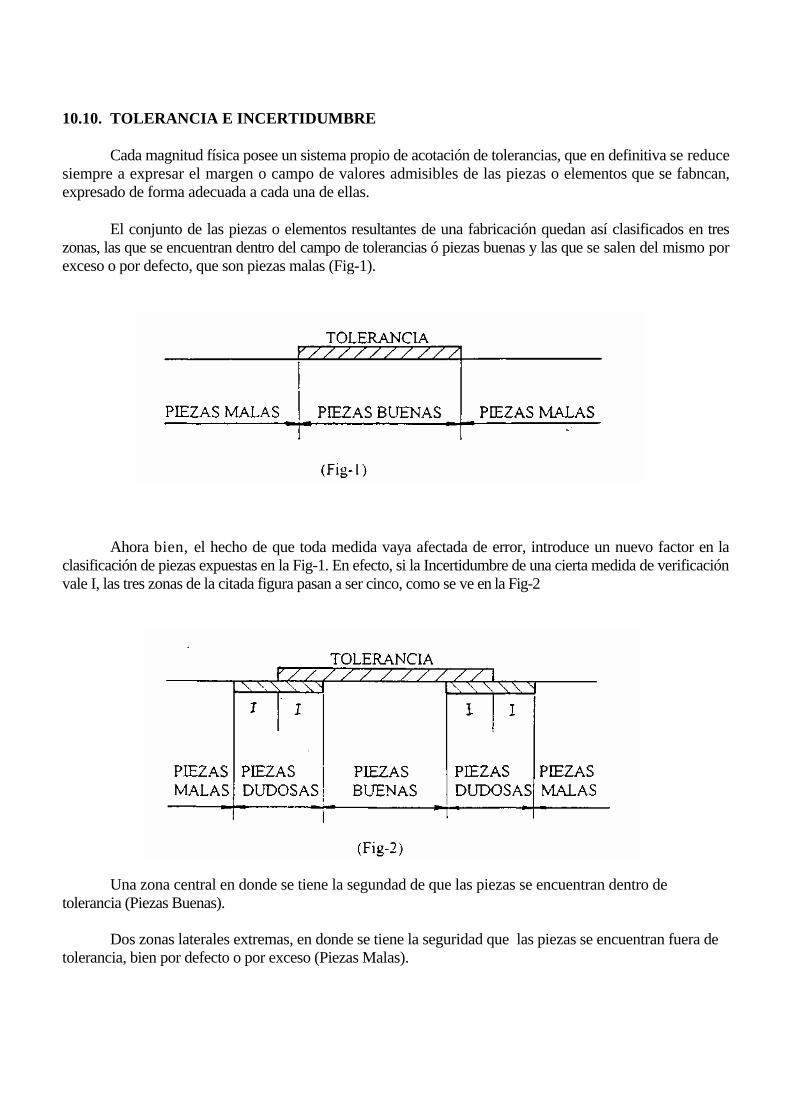
El conjunto de las piezas o elementos resultantes de una fabricación quedan así clasificados en tres zonas, las que se encuentran dentro del campo de tolerancias ó piezas buenas y las que se salen del mismo por exceso o por defecto, que son piezas malas (Fig-1).
Ahora bien, el hecho de que toda medida vaya afectada de error, introduce un nuevo factor en la clasificación de piezas expuestas en la Fig-1. En efecto, si la Incertidumbre de una cierta medida de verificación vale I, las tres zonas de la citada figura pasan a ser cinco, como se ve en la Fig-2
Una zona central en donde se tiene la segundad de que las piezas se encuentran dentro de tolerancia (Piezas Buenas).
Dos zonas laterales extremas, en donde se tiene la seguridad que las piezas se encuentran fuera de tolerancia, bien por defecto o por exceso (Piezas Malas).

Dos zonas intermedias, en donde debido precisamente a la Incertidumbre de medida, no se puede asegurar si las piezas son buenas o malas (Piezas Dudosas).
Si se aplica a este proceso, el principio fundamental de control de calidad por el que solo se aceptan las piezas que la verificación dé como buenas y se rechazan las que dé como malas más las dudosas, el resultado es que la zona donde las piezas son aceptables, es igual a la de la tolerancia disminuida en el doble de la Incertidumbre de medida (Fig-3).
A veces es practica habitual en Control de Calidad definir una tolerancia de fabricación Tv , a partir de la Tolerancia de fabricación y de la Incertidumbre, como:
Tv = T - 21
Resulta pues que la Incertidumbre de medida viene a reducir el campo de tolerancia, ya de por sí bastante estrecho en fabricaciones de precisión. Evidentemente conviene medir con incertidumbres pequeñas frente a la tolerancia a verificar, pero esto puede suponer el empleo de instrumentos de muy alta precisión, lo que equivale a un alto costo económico. Por el contrario si se mide con mala precisión respecto de la tolerancia a verificar, aumenta el número de piezas dudosas que se rechazan y entre las que se encontrarán piezas buenas, regresando de nuevo a una situación antieconómica.
Afortunadamente y siempre que la fabricación se encuentre correctamente ajustada sobre el campo de tolerancias, el porcentaje de piezas buenas que se rechazan por la incertidumbre de medida es inferior al porcentaje de disminución del campo de tolerancias, y así por ejemplo en una fabricación que se distribuya según la ley normal, unas reducciones del 10% y 33% del campo de tolerancias, proporcionan porcentajes de rechazo de tan sólo 0,5% y 4,3%.
Esto justifica una regla practica en metrología, por la que se considera que el doble de la incertidumbre deseable para verificar una cierta tolerancia es el 10% de ésta, con lo que, prácticamente no se rechaza ninguna pieza bien fabricada, siendo aceptable llegar a una relación del 33%, a cambio de rechazar casi un 5% de piezas buenas. T/2I = 3 a 10
El conocimiento de las incertidumbres de los instrumentos de medida disponibles, permitirá elegir los más adecuados a cada tolerancia a verificar.
10.11 OTRAS TOLERANCIAS.-
A modo de orientación vamos a hablar de otro tipo de tolerancias aplicadas en la industria. Estas son las denominadas tolerancias geométricas y acabado superficial.
10.11.1 Acabado superficial
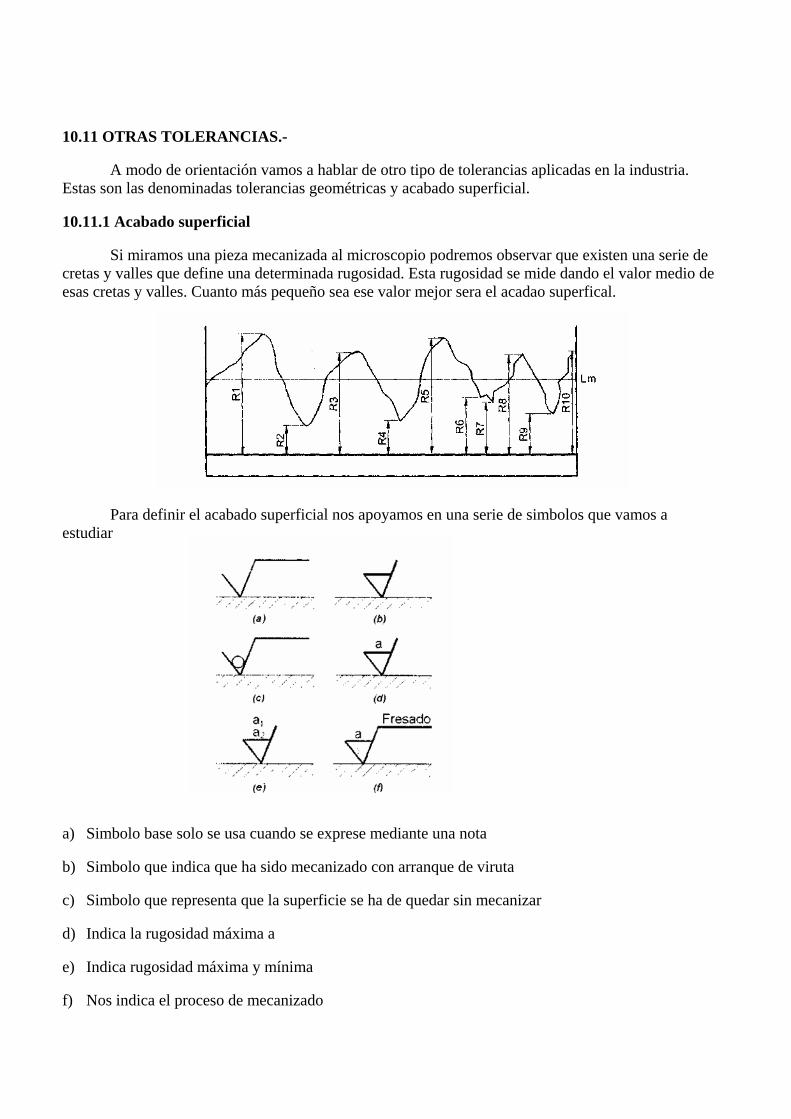
Si miramos una pieza mecanizada al microscopio podremos observar que existen una serie de cretas y valles que define una determinada rugosidad. Esta rugosidad se mide dando el valor medio de esas cretas y valles. Cuanto más pequeño sea ese valor mejor sera el acadao superfical.
Para definir el acabado superficial nos apoyamos en una serie de simbolos que vamos a estudiar
a) Simbolo base solo se usa cuando se exprese mediante una nota
b) Simbolo que indica que ha sido mecanizado con arranque de viruta
c) Simbolo que representa que la superficie se ha de quedar sin mecanizar
d) Indica la rugosidad máxima a
e) Indica rugosidad máxima y mínima
f) Nos indica el proceso de mecanizado

Las especificaciones del estado superficial deben colocarse tal y como se representa en la siguiente figura:
a = Valor de la rugosidad (Ra) en mieras o también se puede indicar el número de la rugosidad (N1 a N12). b = Proceso de fabricación, tratamiento o recubrimiento empleado. c = Longitud base. d = Dirección de la estrías de mecanizado. e = Sobremedida del mecanizado.
f = Otros valores de la rugosidad (entre paréntesis).
A continuación se representa el valor de la rugosidad en (u), la clase de rugosidad que le corresponde y el signo de mecanizado equivalente (normativa antigua).
10.11.1.2 Elección de la rugosidad
La elección del grado de rugosidad, paso y orientación debe hacerse teniendo en cuenta los siguientes elementos:
Carga que soporta la superficie durante el funcionamiento. Velocidad y dirección del movimiento. Naturaleza y características físicas de los cuerpos en contacto. Lubricación. Aspecto de la superficie, etc.
Por lo tanto, dependerá de la función que ejerza la superficie, teniendo en cuenta las condiciones de trabajo. Además, deberá tenerse presente la disponibilidad de máquinas que sean aptas para reproducir superficies con la rugosidad necesaria.
Indudablemente, el grado de rugosidad más adecuado será el fruto de la experiencia. Como orientación, en la tabla siguiente (tabla 12.5) se indican los grados de rugosidad que diferentes normas extranjeras aconsejan para determinadas aplicaciones en las que la indicación de la rugosidad es fundamental.




Por otra parte, la tabla 7 indica la rugosidad media alcanzable para distintos procesos de conformación según la norma DIN 4766.

10.11.2 Tolerancias Geométricas.-
A modo de ejemplo veremos unos cuadros que nos indican que deseamos obtener con estas tolerancias