trabajo tecnico metalurgia 2015 (miguel gonzalez)
TRANSCRIPT

1 XXXI Convención Internacional de Minería, Acapulco, México 2015
Desafíos en la Lixiviación de Sulfuros de Plata en la Mina Álamo Dorado
Ing. Miguel Ángel González Olivares Gerente de Procesos
Minera Corney Bay, S. A. de C.V. (Pan American Silver Corp – México) Domicilio conocido s/n, Ejido El Zapote, Álamos, Sonora. C.P. 85767
E-mail: [email protected]
Resumen La mina Álamo Dorado es la primera mina a tajo abierto del corporativo Pan American Silver, el cual cuenta actualmente con siete minas en todo el mundo; siendo durante muchos años la mina Álamo Dorado una de las minas más seguras y productivas en plata en México. La mina Álamo Dorado está ubicada en el municipio de Álamos, estado de Sonora-México. La planta consiste de las etapas de trituración, molienda (SAG/Bolas), lixiviación dinámica, filtración, proceso AVR, jales y refinería. Actualmente se procesan 5,055 tpd siendo el mineral alimentado que contiene plata, básicamente sulfuros (Acantita), sulfuros de cobre-plata (Jalpaita, Estromeyerita) y plata nativa. A lo largo de toda su operación la mina Álamo Dorado ha obtenido buenos resultados, tanto en Seguridad (premios “Casco de Plata”, y “Chairman Safety Award”), Medio Ambiente (“Certificación de Industria Limpia” y “Empresa Socialmente Responsable”), así como en sus niveles de producción (hasta el 2014, desde sus inicios en el año 2007 ha producido un promedio de 5.15 Moz Ag /año y 16.8 Koz Au/año) obteniendo en casi todos los años aceptables resultados metalúrgicos en la recuperación de plata y oro, sin embargo a finales del 2013 la presencia de altas concentraciones de sulfuros de cobre y zinc en el mineral “minerales
cianicidas” hicieron que la recuperación de plata cayera hasta tener los niveles más bajos, es por ello que una serie de pruebas a nivel de laboratorio, piloto y cambios en el proceso se realizaron, esto con la finalidad de incrementar la recuperación de plata, reducir el consumo de cianuro, ademas de mejorar la calidad de nuestro producto final. El presente trabajo consistirá en presentar los cambios secuenciales realizados en el área de Lixiviación de la mina Álamo Dorado, así mismo se mostraran los resultados obtenidos en la lixiviación de minerales sulfurosos de plata en donde el objetivo principal se basa en mejorar las recuperaciones de plata y oro así como disminuir el consumo de cianuro. Introducción La mina Álamo Dorado está ubicada en el estado de Sonora al noroeste de México, aproximadamente a 47 kilómetros al sur este del pueblo mágico de Álamos. La mina está a una altitud de 372 msnm. La mina Álamo Dorado es propiedad de Pan American Silver Corp. a través de su subsidiaria Minera Córner Bay S.A. de C.V. La construcción de la planta fue realizada en un tiempo menor a los 2 años, mientras que la operación fue comisionada en diciembre del 2006 hasta septiembre del 2007.

2 XXXI Convención Internacional de Minería, Acapulco, México 2015
Obteniéndose la primera barra de dore en febrero del 2007. La ubicación de la Mina Álamo Dorado es mostrada en la Figura 1, así mismo la Figura 2 muestra la operación del tajo abierto de la mina.
Figura 1. Ubicación de la mina Álamo Dorado
Figura 2. Vista del tajo abierto de la mina Álamo Dorado
De acuerdo al estudio de diseño de la planta, el tonelaje de mineral promedio en molienda es de 4,000 ton/día (@ 360 días) teniendo éste una ley de plata de 118 gr/ton y 0.33 gr/ton de oro en donde con una extracción del 92% se deberá obtener anualmente 5.026 millones de onzas de plata además de 14,055 onzas de oro por año, consistiendo la
mineralogía del mineral en óxidos (en donde se encuentra ubicada la Clorargirita, AgCl y algo de oro nativo, Au), sulfuros (Argentita y Acantita, Ag2S) y sulfosales de plata. Luego de que la mina inicio sus operaciones en el 2007, su producción año por año ha sido muy buena (ver Tabla 1, Figura 3), obteniendo en sus primeros 8 años de vida un promedio por año de 5.15 millones de onzas de plata y de 16,831 onzas de oro superando las expectativas de producción de cada año, sin embargo en todo ese transcurso de tiempo una serie de desafíos en lixiviación fueron presentándose progresivamente en donde para poder obtener buenas recuperaciones en plata y oro han tenido que realizarse diversas modificaciones en el proceso, siendo principalmente estas:
La construcción de 4 tanques adicionales en lixiviación
El incremento progresivo en la concentración del NaCN
La adición progresiva de Pb(NO3)2 en lixiviación
La adición de O2 líquido en lixiviación
Tabla 1. Producción Anual de la Mina Álamo Dorado
2007 2008 2009 2010 2011 2012 2013 2014 Promedio
Toneladas Molidas 1,139,899 1,478,422 1,671,257 1,675,952 1,848,230 1,697,941 1,790,317 1,763,031 1,633,131
tpd 3,123 4,039 4,579 4,592 5,064 4,639 4,905 4,830 4,471
Produccion
Ag Oz 3,809,003 6,135,724 5,320,637 6,721,258 5,299,841 5,364,011 5,078,807 3,472,688 5,150,246
Au Oz 13,333 16,620 18,211 16,746 16,608 17,966 17,600 17,561 16,831

3 XXXI Convención Internacional de Minería, Acapulco, México 2015
Figura 3. Producción anual de onzas de Ag y Au en Álamo Dorado (2008-2014)
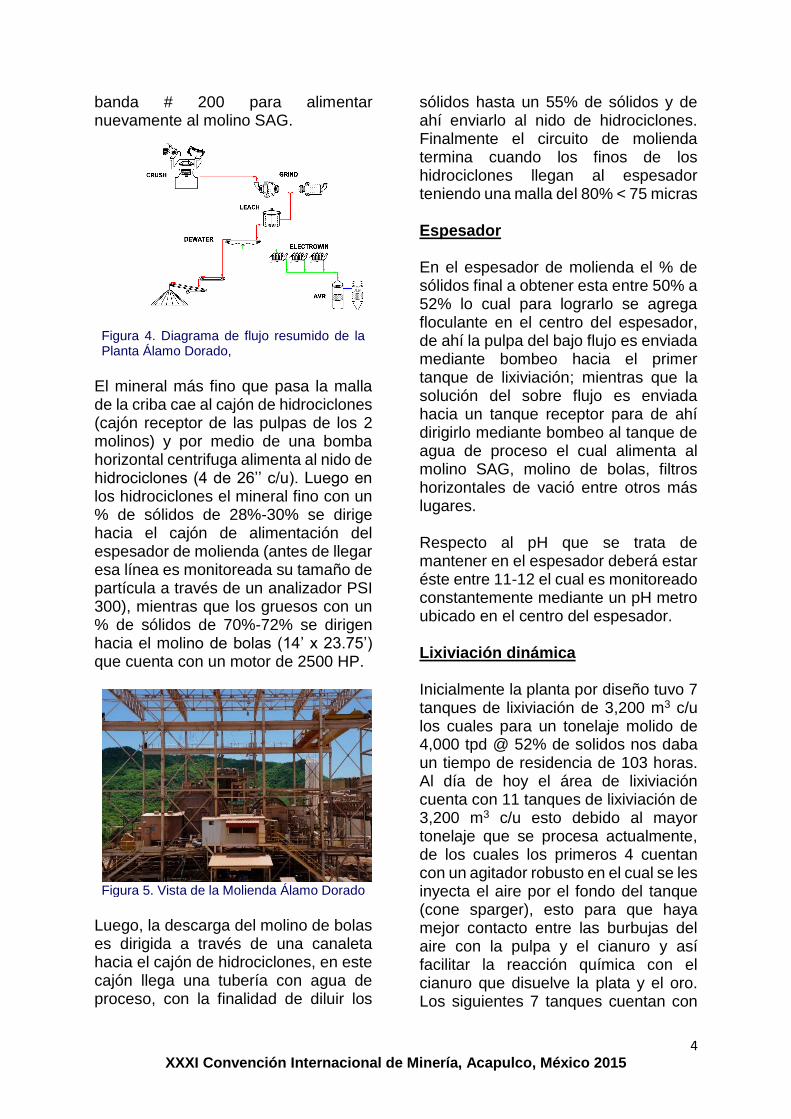
Descripción del Proceso A continuación se describe el diagrama de flujo detalladamente. Trituración El mineral proveniente de mina es transportado al área de trituración mediante camiones Cat 773, dicho mineral tiene un tamaño máximo de 36 pulgadas y este es descargado directamente a la trituradora giratoria. En el área de descarga del mineral se utilizan espreas para controlar el polvo que se genera en esa área, así mismo se cuenta con un rompedor para disminuir las rocas de sobre tamaño. La trituradora es una Fuller-Traylor de 42” x 64” y esta se ajusta a una abertura máxima de roca de 5 pulgadas. Luego de que el mineral ha sido triturado, este pasa hacia una tolva de almacenamiento donde a su vez es descargado a través de un alimentador de placas hacia la banda transportadora #100 (esta tiene un electroimán), la cual transporta el mineral de la quebradora hacia el stockpile Molienda y Clasificación El mineral que se encuentra en el stockpile es de ahí transportado por dos alimentadores de banda (ubicados en el túnel de reclamo) dirigiéndose estos
hacia la banda transportadora # 200. A la salida del túnel de reclamo se encuentra instalado un sistema colector de polvos, así mismo en la banda # 200 se encuentra instalada una báscula para llevar el control del tonelaje que se dirige hacia el molino SAG. Como el proceso más adelante consiste en lixiviar con NaCN es necesario tener el pH de la pulpa elevada por lo que se adiciona cal viva en la banda # 200 la cual ya lleva el mineral, esta adición es por medio de una banda transportadora que descarga la cal desde el silo, esta adición es intermitente y depende directamente del valor de pH que se tiene en el espesador de molienda. Luego la banda transportadora # 200 dirige el mineral con la cal viva hacia el molino SAG (22’ x 10.5’) cuyo motor es de 3000 HP. Una vez que el mineral cae al chute de alimentación del molino SAG con ayuda de agua de proceso de alta presión es empujado hacia adentro del molino de tal manera para obtener al final un % de sólidos aproximado del 80%. La descarga de pulpa del molino SAG cae hacia una criba vibratoria (de abertura ½” x ½”), en donde de ahí el mineral de sobre tamaño se dirige hacia la banda # 300, luego de la banda # 300 el mineral descarga hacia la banda # 400 la cual regresa el mineral hacia la
4 XXXI Convención Internacional de Minería, Acapulco, México 2015
banda # 200 para alimentar nuevamente al molino SAG.
Figura 4. Diagrama de flujo resumido de la Planta Álamo Dorado,
El mineral más fino que pasa la malla de la criba cae al cajón de hidrociclones (cajón receptor de las pulpas de los 2 molinos) y por medio de una bomba horizontal centrifuga alimenta al nido de hidrociclones (4 de 26’’ c/u). Luego en los hidrociclones el mineral fino con un % de sólidos de 28%-30% se dirige hacia el cajón de alimentación del espesador de molienda (antes de llegar esa línea es monitoreada su tamaño de partícula a través de un analizador PSI 300), mientras que los gruesos con un % de sólidos de 70%-72% se dirigen hacia el molino de bolas (14’ x 23.75’) que cuenta con un motor de 2500 HP.
Figura 5. Vista de la Molienda Álamo Dorado
Luego, la descarga del molino de bolas es dirigida a través de una canaleta hacia el cajón de hidrociclones, en este cajón llega una tubería con agua de proceso, con la finalidad de diluir los
sólidos hasta un 55% de sólidos y de ahí enviarlo al nido de hidrociclones. Finalmente el circuito de molienda termina cuando los finos de los hidrociclones llegan al espesador teniendo una malla del 80% < 75 micras Espesador En el espesador de molienda el % de sólidos final a obtener esta entre 50% a 52% lo cual para lograrlo se agrega floculante en el centro del espesador, de ahí la pulpa del bajo flujo es enviada mediante bombeo hacia el primer tanque de lixiviación; mientras que la solución del sobre flujo es enviada hacia un tanque receptor para de ahí dirigirlo mediante bombeo al tanque de agua de proceso el cual alimenta al molino SAG, molino de bolas, filtros horizontales de vació entre otros más lugares. Respecto al pH que se trata de mantener en el espesador deberá estar éste entre 11-12 el cual es monitoreado constantemente mediante un pH metro ubicado en el centro del espesador. Lixiviación dinámica Inicialmente la planta por diseño tuvo 7 tanques de lixiviación de 3,200 m3 c/u los cuales para un tonelaje molido de 4,000 tpd @ 52% de solidos nos daba un tiempo de residencia de 103 horas. Al día de hoy el área de lixiviación cuenta con 11 tanques de lixiviación de 3,200 m3 c/u esto debido al mayor tonelaje que se procesa actualmente, de los cuales los primeros 4 cuentan con un agitador robusto en el cual se les inyecta el aire por el fondo del tanque (cone sparger), esto para que haya mejor contacto entre las burbujas del aire con la pulpa y el cianuro y así facilitar la reacción química con el cianuro que disuelve la plata y el oro. Los siguientes 7 tanques cuentan con

5 XXXI Convención Internacional de Minería, Acapulco, México 2015
un agitador en donde el aire se inyecta a través de la parte superior de la flecha. La pulpa fluye por gravedad de un tanque a otro y su tiempo de lixiviación para 5,000 toneladas en todo el circuito es de aproximadamente 130 horas; mientras que para 6,000 toneladas molidas es de 108 horas. La Tabla 2 muestra los tonelajes molidos con sus tiempos de residencia al inicio de la operación cuando se tenían 7 tanques de lixiviación y actualmente con 11 tanques. Tabla 2. Tiempo de residencia para los 7 y 11 tanques de Lixiviación
Acerca de la adición del NaCN; esta es realizada en el primer tanque de lixiviación, para ello la concentración actual que se tiene en este tanque es de 5.4 gr/L, así mismo también es adicionado en ese lugar el Nitrato de Plomo y el Oxígeno líquido los cuales ayudan a obtener una mayor recuperación en plata y oro principalmente. La Figura 6 muestra el área de Lixiviación con los tanques de 3,200 m3 cada uno.
Figura 6. Vista de Lixiviación Álamo Dorado
Después del undécimo tanque hay un doceavo tanque con las mismas dimensiones de los anteriores siendo este último de amortiguamiento de pulpa, ya que este tanque es el que alimentara mediante dos bombas horizontales a la siguiente área del proceso que es la filtración Filtración Esta área cuenta con dos filtros horizontales de vacío paralelos, teniendo cada uno de ellos un área de 162 m2. La pulpa que es bombeada del tanque de amortiguamiento, antes de llegar ésta al filtro llega hacia un pequeño tanque en donde se mezcla con una pequeña dosis de floculante para facilitar el filtrado, después de este tanque la pulpa fluye hacia el área del filtro donde recibe tres etapas de lavado a lo largo de éste (para lavar el cianuro del sólido filtrado), siendo los dos primeros lavados con agua neutralizada proveniente del proceso de AVR; mientras que el tercer y último lavado se realiza con agua fresca. La alimentación a cada filtro es de alrededor de 200 a 220 m3/h de pulpa con un % de sólidos aproximado de 50 a 52%. Por medio del vacío se extrae la solución rica y toda esta se dirige hacia tres tanques receptores que tiene cada filtro, de ahí la solución rica se dirige mediante bombeo hacia un espesador pequeño donde se agrega floculante para clarificar la solución filtrada y de ahí dirigirse ésta hacia un tanque de amortiguamiento, luego de este tanque se bombea la solución hacia un clarificador de cama agujerada para eliminar las impurezas finales y finalmente enviar al tanque de solución rica de 600 m3 de capacidad.
7 Tks Lix 11 Tks Lix
TSPD
(ton/dia)
TSPH
(ton/h)
TPH
(pulpa)m
3/h (pulpa)
2,000 83 160 108 207 325
4,000 167 321 217 103 162
4,800 200 385 260 86 135
5,000 208 401 271 83 130
6,000 250 481 325 69 108
7,080 295 567 384 58 92
Tons molidas Vs. Tiempo de residencia
Tiempo residencia
(horas)

6 XXXI Convención Internacional de Minería, Acapulco, México 2015
Los sólidos que quedaron al final de la etapa de la filtración serán los jales conteniendo bajos niveles de cianuro teniendo estos una humedad de entre 18% a 20%. Estos jales caen en la banda transportadora # 500 que los llevara hacia un stacker radial para ser apilados en el área de descarga. Finalmente dichos jales son removidos con cargadores frontales y acarreados con camiones Cat 773 hacia la presa de jales en donde se almacenan. Electrodepositación y Refinería Del tanque de solución rica de 600 m3, la solución es bombeada hacia un intercambiador de calor grande (pre-calentador) para elevar su temperatura a unos 40 °C, de ahí a la salida del intercambiador el flujo total se divide en dos partes para pasar por unos intercambiadores de calor pequeños independientes, esto con la finalidad de obtener la solución a una temperatura final de 70 °C y así facilitar la recuperación de plata en las celdas de electrodepositación. Luego, la solución saliente de cada intercambiador pequeño se dirige hacia su tanque distribuidor respectivo (en el interior de refinería) del cual de cada uno salen cinco tuberías que alimentan por gravedad a 5 líneas de celdas de electrodepositacion (cada línea contiene tres celdas en serie de 3.5 m3 cada una), por lo que en total la electrodepositacion de plata y oro se realiza en 10 líneas paralelas. Durante este proceso la plata y el oro se depositan en los cátodos de acero inoxidable formando precipitado de metal en forma de lodo cayendo una parte del precipitado al fondo de la celda. El precipitado es obtenido diariamente del lavado de los cátodos y del fondo de
las celdas de electrodepositación el cual se realiza a través de las hidrolavadoras. Al final todo el lodo que estaba en cada celda será enviado hacia el filtro prensa de 1.1 m3 de capacidad mediante una bomba de diafragma. Una vez que el filtro prensa se llena este es abierto y el precipitado húmedo es depositado en varias charolas y dirigido hacia el interior de las retortas para su secado y eliminación de mercurio que está contenido en el lodo, siendo el ciclo de cada retorta de 24 horas. Proceso AVR La solución estéril proveniente de electrodepositación contiene altos niveles de cianuro (> 4000 ppm NaCN), altos valores de cobre y algo de valor de plata y oro, todos estos presentes como complejos cianurados por lo que se requiere de un tratamiento para recuperar principalmente el cianuro libre, la plata y el oro, para ello la solución estéril se dirige hacia el proceso “AVR”. La solución estéril proveniente de su tanque es enviada mediante bombeo hacia un tanque de acidificación en donde se agrega ácido sulfúrico para bajar el pH de la solución de 11 hasta 2 y así favorecer la generación de ácido cianhídrico, a la misma ves en el tanque de acidificación se agrega también floculante para ir generando en la siguiente etapa la sedimentación de los complejos cianurados de plata, oro y cobre, luego la solución conteniendo los sólidos en suspensión fluye por gravedad hacia un clarificador para que ahí queden sedimentados los diferentes complejos cianurados que se forman. La solución de derrame del clarificador fluye hacia un tanque de donde la solución es bombeada hacia la parte superior de la torre de stripping para que ahí se dé la volatilización del
7 XXXI Convención Internacional de Minería, Acapulco, México 2015
HCN mediante el contacto en contracorriente con un gran flujo de aire. La solución ya libre de NaCN se dirige luego de la torre de stripping hacia un tanque de neutralización de solución para de ahí elevar el pH de la solución a 8, esto mediante la adición de lechada de cal de tal manera que pueda ser utilizada la solución luego como agua de lavado en los filtros. Una parte de los sólidos del clarificador se están recirculando y otra parte es enviada a un filtro prensa para recuperar los complejos cianurados entre los que se encuentra principalmente los complejos cianurados de cobre y de plata. El precipitado del filtro se almacena y de ahí se vende con los valores de plata que se tenga. La solución que sale del filtro es enviada al tanque de acidificación. El flujo de aire ya cargado con HCN de la torre de stripping se dirige de ahí hacia la torre de absorción, en donde este aire entra en contacto en contracorriente con una solución rebajada de NaOH la cual absorbe el HCN recuperando así el cianuro de sodio que se encuentra en la solución estéril. Una parte del aire ya limpio se descarga hacia la atmósfera y otra parte queda en el sistema. Finalmente el NaCN que se recupera en la torre de absorción es enviado al tanque de mezclado de NaCN para mejorar la concentración del cianuro en caso de ser necesario. De ahí este es re-utilizado en el proceso de lixiviación. Todos los tanques en el área de AVR están sellados y con vacío para evitar fugas de HCN al medio ambiente. Metodología
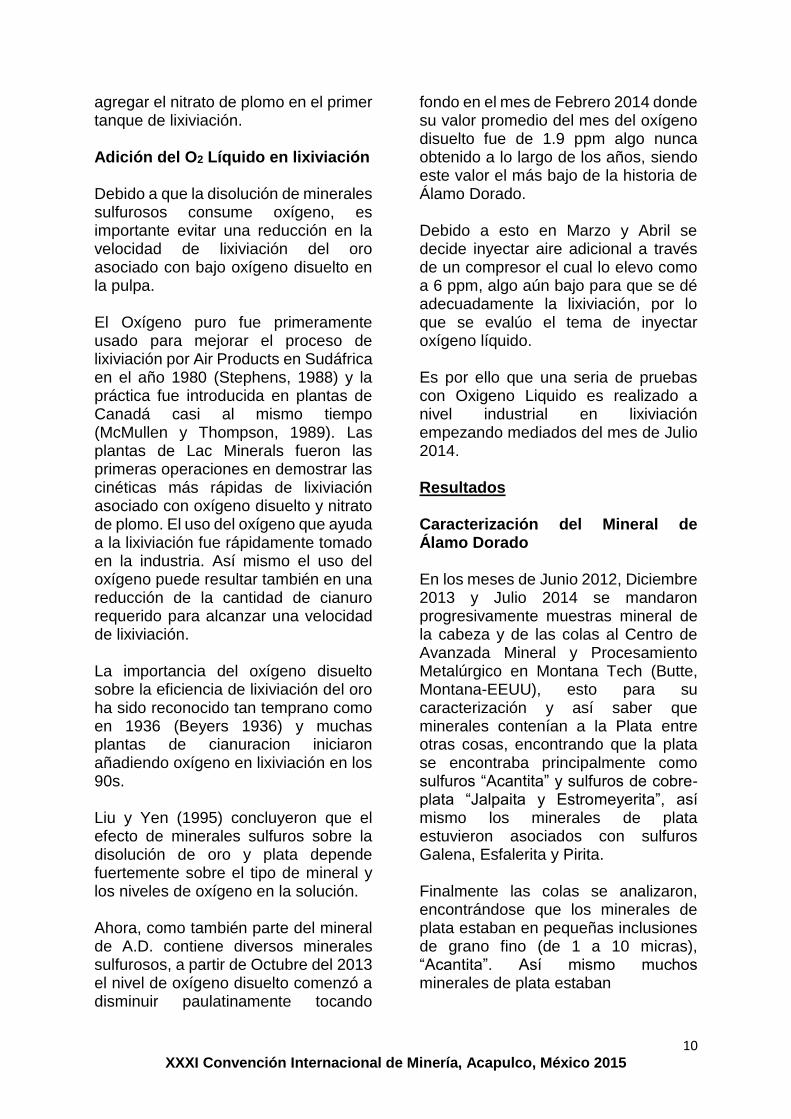
Debido a que en los años 2009, 2010 y hasta Mayo 2011 se obtuvieron tonelajes molidos superiores a los de diseño (4,700 ton/día real Vs 4,000 ton/día de diseño) (Ver Tabla 1) se decide en Junio del 2011 realizar una Evaluación Técnica del Proceso (con asistencia técnica de AMEC), esto con la idea de ver si se podría obtener mayores tonelajes a moler, así como evaluar lo necesario para poder obtener mayores recuperaciones en la lixiviación de plata y oro. De la evaluación realizada, en base a un profundo análisis del estudio de diseño de la planta, ademas de los resultados obtenidos anteriormente en planta se encontró que el circuito de molienda si estaba apto para moler hasta 6,000 ton/día (con tonelajes de hasta de 7,000 tpd para mineral suave y 4,200 tpd para mineral duro) esto debido al sobredimensionamiento de la quebradora y de ambos molinos; sin embargo para que la recuperación no disminuyera demasiado por la falta de tiempo de residencia era necesario realizar la construcción de 4 tanques adicionales los cuales con el precio de la plata de ese momento (>30 USD/oz Ag, Ver Figura 7) su retorno de inversión era en menos de 1 año, es por ello que se decide construir 4 tanques adicionales en los años 2011-2013. La Figura 8 muestra la etapa de construcción de los tanques.
Figura 7: Historial de los precios de la plata. En el 2011 estaba sobre los 30 USD/oz.

8 XXXI Convención Internacional de Minería, Acapulco, México 2015
Debido a lo anterior para Febrero 2012 ingresan en línea los 2 primeros nuevos tanques de lixiviación; obteniendo buenos resultados de recuperaciones de Ag y principalmente en Au en la mayoría de los siguientes meses; sin embargo debido a que en los meses de Abril, Mayo y Junio de ese mismo año la recuperación de plata fue menos de la esperada se decide mandar a caracterizar el mineral (tanto de la cabeza como de las colas) encontrándose primeramente que la plata se encuentra como mineral sulfuroso “Acantita” la cual es sabido que tiene baja solubilidad ante el cianuro, así mismo se tuvo también Jalpaita y Estromeyerita los cuales son sulfuros de cobre-plata.
Figura 8. Construcción de los nuevos tanques de Lixiviación (2011-2012)
También sulfuros de cobre y zinc se encontraron en altas concentraciones por lo que debido a esto se decide también progresivamente ir incrementando la concentración de NaCN en el primer tanque de lixiviación (inicialmente de diseño fue de 3.5 gpL hasta tenerla actualmente en 5.4 gpL), esto debido a la presencia de cianicidas tales como: Calcosita, Calcopirita, Tetraedrita, y otros sulfuros. También en la caracterización se encontró la presencia de minerales consumidores de oxigeno tal como la Arsenopirita.
En diversas bibliografías revisadas se encontró que minerales de oro conteniendo cobre pueden ser exitosamente cianurados considerando una proporción en peso de cianuro de sodio a cobre en solución de 4:1 o más. Así mismo el efecto perjudicial del cobre sobre la disolución de oro y plata puede ser evitado proporcionando adecuado cianuro libre en solución para asegurar que la velocidad de disolución de oro y plata sea maximizada. Así mismo debido a que lixiviar minerales sulfurosos de plata es algo complejo, a mediados del 2012 Laboratorio Metalúrgico comienza a realizar pruebas piloto con el nitrato de plomo para también ayudar con el incremento de recuperación, siendo los resultados alentadores principalmente en el oro. Los otros 2 tanques de lixiviación #11 y # 12 fueron puestos en marcha en Enero del 2013 y Julio del 2013 respectivamente. En la Tabla 3 se muestran los minerales Cianicidas (minerales de cobre solubles al cianuro) así mismo también se presentan los minerales consumidores de oxígeno disuelto. Tabla 3. Minerales Cianicidas y Consumidores de Oxigeno
Pruebas con Pb (NO3)2 y su Adición
en lixiviación De acuerdo a la bibliografía encontrada por diversos autores el Nitrato de
Min. de Cu soluble al CN-
Sulfuros de Fierro Mineral Fe/Sb/As
Malaquita Pirita Pirrotita
Azurita Marcasita
Cobre nativo Szomolnokita
Cuprita Estibina
Bornita Berthierita
Covelita Rejalgar
Calcosita Oropimente
Tetraedrita Arsenopirita
Azufre elemental
Formación de SCNˉ Pirita arsénico
Formación de Absorción de CN Consumo de O2 disuelto

9 XXXI Convención Internacional de Minería, Acapulco, México 2015
Plomo ha demostrado ser efectivo en mejorar la cinética de lixiviación del oro, en la total extracción del oro y en reducir el consumo de cianuro. Muchas plantas de cianuracion adicionan Nitrato de Plomo para mejorar la eficiencia de lixiviación y reducir sus costos. Sulfuros en minerales de oro y plata no solo consumen oxígeno y cianuro sino también forman una cubierta sobre los granos de oro. Esta capa pasiva reduce la cinética de la lixiviación de oro y una total extracción. La estrategia de la adición del nitrato de plomo ha hecho posible minimizar la pasivacion de oro. Ciertos cationes divalentes pueden tener un significativo efecto benéfico sobre la velocidad de disolución del oro. Cantidades trazas de plomo, mercurio, talio y bismuto son conocidos para despolarizar las superficies de oro y prevenir o reducir el efecto de la pasivacion, por lo tanto aceleran la velocidad de lixiviación del oro. Sales de Plomo y mercurio, iones de talio y bismuto (Guzmán et al., 2000) aceleran la velocidad de disolución del oro. La adición de sales de plomo a soluciones de cianuro ha sido una práctica común usada por más de 60 años ayudando a contrarrestar los efectos perjudiciales de los sulfuros, mientras que el mercurio, bismuto y talio no son usados debido a extremadamente alta toxicidad. La adición del nitrato de plomo resulta en una significante aceleración de la cinética de disolución del oro incluso con la presencia de concentraciones relativamente altas de Rejalgar, Calcopirita y Pirrotita. Aunque el oxígeno mejora eficientemente la cinética de lixiviación en presencia de minerales sulfurosos, este no puede
reemplazar al nitrato de plomo en términos de eficiencia Finalmente, el rol del nitrato de plomo (o sales de plomo) es: Disminuir la disolución de sulfuros metálicos por la formación de una cubierta, el cual consecuentemente reduce
La disolución de minerales sulfurosos
El consumo de oxigeno por sulfuros
El consumo de cianuro Mejora la disolución del oro por:
Disminución la capa pasiva formada sobre los granos de oro
Forma un precipitado sobre sobre granos de oro para crear una pila corrosión la cual hace oro anódico y más inclinado para disolverse
Es por ello que teniendo como antecedente lo anterior, a mediados del 2012 se comienzan a realizar en Laboratorio metalúrgico pruebas de lixiviación a nivel piloto, con diferentes concentraciones de Nitrato de Plomo (5, 10, 25, 50,100 y 300 ppm), teniendo como variables lo más parecido a nuestro proceso (la muestra de pulpa de las pruebas fue el alimento al primer tanque de lixiviación, concentración de cianuro, pH, agitación similar, etc.). Luego de estas pruebas piloto realizadas se encuentra que con 50 ppm mejora las recuperaciones en plata y oro; sin embargo como era algo nuevo para el proceso se decide ir paulatinamente agregando el nitrato. Por lo que para el mes de Septiembre del 2012 luego de tener 10 tanques de lixiviación trabajando se comienza a
10 XXXI Convención Internacional de Minería, Acapulco, México 2015
agregar el nitrato de plomo en el primer tanque de lixiviación. Adición del O2 Líquido en lixiviación Debido a que la disolución de minerales sulfurosos consume oxígeno, es importante evitar una reducción en la velocidad de lixiviación del oro asociado con bajo oxígeno disuelto en la pulpa. El Oxígeno puro fue primeramente usado para mejorar el proceso de lixiviación por Air Products en Sudáfrica en el año 1980 (Stephens, 1988) y la práctica fue introducida en plantas de Canadá casi al mismo tiempo (McMullen y Thompson, 1989). Las plantas de Lac Minerals fueron las primeras operaciones en demostrar las cinéticas más rápidas de lixiviación asociado con oxígeno disuelto y nitrato de plomo. El uso del oxígeno que ayuda a la lixiviación fue rápidamente tomado en la industria. Así mismo el uso del oxígeno puede resultar también en una reducción de la cantidad de cianuro requerido para alcanzar una velocidad de lixiviación. La importancia del oxígeno disuelto sobre la eficiencia de lixiviación del oro ha sido reconocido tan temprano como en 1936 (Beyers 1936) y muchas plantas de cianuracion iniciaron añadiendo oxígeno en lixiviación en los 90s. Liu y Yen (1995) concluyeron que el efecto de minerales sulfuros sobre la disolución de oro y plata depende fuertemente sobre el tipo de mineral y los niveles de oxígeno en la solución. Ahora, como también parte del mineral de A.D. contiene diversos minerales sulfurosos, a partir de Octubre del 2013 el nivel de oxígeno disuelto comenzó a disminuir paulatinamente tocando
fondo en el mes de Febrero 2014 donde su valor promedio del mes del oxígeno disuelto fue de 1.9 ppm algo nunca obtenido a lo largo de los años, siendo este valor el más bajo de la historia de Álamo Dorado. Debido a esto en Marzo y Abril se decide inyectar aire adicional a través de un compresor el cual lo elevo como a 6 ppm, algo aún bajo para que se dé adecuadamente la lixiviación, por lo que se evalúo el tema de inyectar oxígeno líquido. Es por ello que una seria de pruebas con Oxigeno Liquido es realizado a nivel industrial en lixiviación empezando mediados del mes de Julio 2014. Resultados Caracterización del Mineral de Álamo Dorado En los meses de Junio 2012, Diciembre 2013 y Julio 2014 se mandaron progresivamente muestras mineral de la cabeza y de las colas al Centro de Avanzada Mineral y Procesamiento Metalúrgico en Montana Tech (Butte, Montana-EEUU), esto para su caracterización y así saber que minerales contenían a la Plata entre otras cosas, encontrando que la plata se encontraba principalmente como sulfuros “Acantita” y sulfuros de cobre-plata “Jalpaita y Estromeyerita”, así mismo los minerales de plata estuvieron asociados con sulfuros Galena, Esfalerita y Pirita. Finalmente las colas se analizaron, encontrándose que los minerales de plata estaban en pequeñas inclusiones de grano fino (de 1 a 10 micras), “Acantita”. Así mismo muchos minerales de plata estaban

11 XXXI Convención Internacional de Minería, Acapulco, México 2015
Tabla 4. Caracterización del mineral de Álamo Dorado
Julio 2014 Diciembre 2013 Junio 2012
Grupo de Mineral Formula Cabeza Colas A.L 325
B.L 325
Colas A.L. Colas
% Silicatos 93.9 92.5 88.6 90.6 90.9 85.33 92.60
% Cuarzo SiO2 56.8 56.6 61.3 61.8 59.5 65.7 55.8
% Feldespato de Potasio KAlSi3O8 18.3 15.9 23.1 17.0 16.1 8.80 12.6
% Hialofano (K2Ba)(Al2Si3)2Si2O24 9.02 5.63 0.76 0.27 0.25
% Muscovita KA12(AlSi3O10)(OH)2 7.39 10.3 0.49 8.45 9.97
% Sulfuros y Sulfosales 2.51 2.04 0.77 2.33 1.31 13.39 5.19
% Pirita FeS2 2.32 1.78 0.72 2.19 1.14 12.4 4.33
% Esfalerita ZnS 0.10 0.14 0.02 0.11 0.13 0.55 0.68
% Galena PbS 0.07 0.05 0.03 0.03 0.05 0.32 0.16
% Tetraedrita/Tenantita (Cu, Fe, Zn)12(Sb, As)4S13 0.02 < 0.01 < 0.01 < 0.01 < 0.01 0.001 < 0.001
% Sulfatos, Fosfatos 2.48 2.83 4.66 5.77 6.52 0.43 0.62
% Barita BaSO4 2.21 2.59 4.54 5.58 6.19 0.42 0.55
% Óxidos e Hidróxidos 1.08 2.57 5.98 1.28 1.28 0.80 1.59
% Oxido de Fierro FeO 1.08 2.56 5.74 1.17 1.16 0.51 1.37
% Minerales de Plata 0.03 0.02 0.01 < 0.01 < 0.01 0.044 0.001
% Acantita Ag2S 0.01 < 0.01 < 0.01 < 0.01 < 0.01 0.004 0.001
% Jalpaita Ag3CuS2 0.02 0.02 < 0.01 < 0.01 < 0.01 0.023 ND
% Estromeyerita AgCuS < 0.01 ND < 0.01 < 0.01 ND 0.016 ND
% Plata nativa Ag < 0.01 ND < 0.01 < 0.01 < 0.01 ND ND
%Freibergita Cu3Ag3Fe6Sb4S13 < 0.01 < 0.01 ND ND
% Naumanita Ag2Se ND ND < 0.01 ND < 0.01 ND ND
% Electrum AuAg ND ND ND ND ND ND ND
% Sulfuros de Cu 0.02 < 0.01 0.03 0.01 0.03
% Calcopirita CuFeS2 0.01 < 0.01 < 0.01 < 0.01 < 0.01 0.04 0.01
% Calcosita Cu2S 0.01 < 0.01 0.03 0.01 < 0.01 0.051 < 0.01
ND: Mineral no detectado
encapsulados en óxidos de fierro, por lo que esto era algo adicional a lo difícil de lixiviar sulfuros de plata pues para liberarlos necesitábamos tener una molienda mucho más fina (se necesitaba incluir un molino vertimill u otro de molienda fina). La tabla 4 de arriba muestra la mineralogía del mineral de Álamo Dorado, el contenido por grupo de minerales así como los % en peso de cada mineral. Tanques Adicionales en Lixiviación e Incremento del Cianuro en Lixiviación El aporte de haber ingresado al circuito (En Febrero 2012) primeramente 2 tanques adicionales se observa en la
Tabla 5, lo cual nos permitió obtener mejores recuperaciones principalmente en el oro, puesto que incremento el tiempo de residencia total, ayudándonos debido al excesivo tonelaje que procesábamos cuando ingresaba mineral suave (moliendo hasta 7,000 tpd en algunos días). Tal como se mencionó esta evidencia se pone muy de manifiesto en el oro el cual incremento de 82% a 87%; mientras que en plata no se observó mucha diferencia. Cabe resaltar que algo muy importante a considerar es también la ley del mineral de plata y oro lo cual generalmente “a mayor ley se obtiene una mayor recuperación” y donde esto fue clave para su evaluación general.

12 XXXI Convención Internacional de Minería, Acapulco, México 2015
La Tabla 5 y Figura 9 se muestran los cambios progresivos realizados y las recuperaciones en la Lixiviación. La Tabla 5 muestra los cambios que se realizaron tales como la Construcción de los primeros 2 tanques de Lixiviación adicionales (2011-2012), el inicio de la adición del Nitrato de Plomo (Setiembre 2012), para luego entre en operación los otros 2 tanques restantes (Enero 2013, Julio 2013) y finalmente el inicio de la adición del Oxigeno liquido en el primer tanque de Lixiviación (Julio del 2014). En donde todos estos cambios nos han dado mayores beneficios. Tabla 5: Resultados Metalúrgicos en la Lixiviación
NaCN Pb(NO3)2 O2
Cu Zn Cu + Zn Ag Au Ag Au gpL ppm ppm
Enero 5,261 95.77 0.33 83.05 80.82 3.2
Febrero 5,054 93.73 0.40 77.01 83.92 3.2
Marzo 5,283 108.54 0.28 82.45 81.08 3.0
Abril 5,481 111.57 0.38 81.88 79.08 2.9
Mayo 5,226 104.14 0.32 85.60 83.85 3.0
Junio 5,251 103.75 0.34 85.27 84.73 3.0
Julio 5,226 101.75 0.28 83.07 79.47 3.0
Agosto 5,300 116.08 0.36 86.08 85.10 3.0
Septiembre 4,975 111.34 0.29 85.98 83.01 3.1
Octubre 4,922 102.88 0.44 84.88 79.39 3.5
Noviembre 5,005 105.47 0.28 82.91 80.61 3.7
Diciembre 4,307 96.89 0.30 83.66 82.17 3.6
Enero 4,863 178.72 178.72 102.63 0.29 85.58 82.48 3.5 9.1
Febrero 4,679 301.15 301.15 112.87 0.44 84.84 82.71 3.7 8.3
Marzo 5,087 280.00 280.00 118.91 0.37 85.88 87.37 3.8 8.5
Abril 4,821 283.16 468.76 751.92 112.95 0.42 80.12 86.26 3.9 8.2
Mayo 4,511 360.78 710.11 1070.89 110.74 0.47 83.53 88.35 4.0 8.1
Junio 4,180 286.95 299.04 585.99 102.33 0.37 83.45 85.55 4.0 8.4
Julio 4,177 380.17 514.32 894.49 116.68 0.42 87.03 87.80 4.0 8.3
Agosto 4,461 391.57 524.11 915.68 112.19 0.40 87.30 87.78 4.4 8.7
Septiembre 4,887 281.69 429.76 711.45 118.52 0.39 87.17 89.49 4.5 6.04 9.2
Octubre 4,753 304.14 318.87 623.01 126.79 0.48 85.51 89.97 4.6 6.15 9.1
Noviembre 4,485 312.39 549.56 861.95 132.87 0.39 86.94 88.71 4.6 6.58 8.6
Diciembre 4,764 175.73 169.09 344.82 124.06 0.20 89.26 81.62 4.6 6.13 9.4
Enero 3,945 243.37 256.37 499.74 138.91 0.37 87.35 87.92 4.5 7.40 8.8
Febrero 4,541 240.05 220.01 460.06 108.29 0.33 86.10 85.17 4.5 6.65 8.8
Marzo 4,997 200.29 149.81 350.10 100.57 0.30 88.34 85.82 4.6 5.84 7.5
Abril 5,261 138.57 92.20 230.77 100.34 0.33 87.35 85.25 4.6 5.61 9.1
Mayo 5,370 153.10 115.43 268.53 103.48 0.26 87.29 83.74 4.5 5.32 9.1
Junio 4,682 143.40 106.87 250.27 96.41 0.27 89.64 84.21 4.5 5.31 9.3
Julio 5,155 119.92 93.58 213.50 96.41 0.27 90.23 91.31 4.8 5.67 8.8
Agosto 4,910 144.39 114.16 258.55 93.32 0.50 89.07 92.87 4.7 5.95 8.6
Septiembre 4,973 178.14 89.83 267.97 88.02 0.40 87.77 90.98 4.7 5.93 8.7
Octubre 5,137 200.20 266.19 466.39 94.56 0.34 86.73 94.41 4.5 4.02 7.4
Noviembre 5,092 313.18 229.06 542.24 99.49 0.39 84.98 89.24 4.8 11.08 6.1
Diciembre 4,774 281.37 470.83 752.20 99.63 0.50 79.74 91.40 5.1 18.49 5.5
Enero 2,245 256.74 462.61 719.35 103.23 0.47 75.62 83.90 4.8 18.62 7.1
Febrero 4,987 417.22 440.40 857.62 109.12 0.37 84.40 85.25 5.0 19.25 1.9
Marzo 4,530 368.48 348.18 716.66 88.14 0.37 80.25 82.15 5.1 25.67 6.0
Abril 4,844 346.93 514.73 861.66 91.39 0.44 80.22 88.37 5.9 25.38 6.6
Mayo 5,231 257.28 278.59 535.87 85.23 0.50 82.76 89.29 5.4 22.35 7.9
Junio 4,940 259.26 510.33 769.59 73.02 0.25 82.15 83.48 5.2 24.12 7.7
Julio 4,608 166.63 143.02 309.65 66.40 0.31 76.11 86.31 5.4 14.18 13.7
Agosto 5,385 150.37 205.02 355.39 56.66 0.18 77.25 77.58 5.3 24.71 25.8
Septiembre 5,549 107.32 103.37 210.69 63.09 0.44 82.43 89.14 5.4 50.76 22.7
Octubre 5,471 119.3 106.51 225.81 58.76 0.33 81.58 84.82 5.4 53.06 21.0
Noviembre 5,217 151.32 190.22 341.54 65.07 0.42 85.92 86.80 5.3 55.10 22.9
Diciembre 5,008 155.99 207.84 363.83 65.70 0.46 84.00 88.63 5.3 58.93 22.7
Enero 5,424 98.94 129.58 228.52 58.39 0.19 81.08 83.14 5.4 57.69 22.9
Febrero 5,189 105.86 168.85 274.71 50.40 0.23 76.73 89.21 5.4 55.41 23.6
Marzo 4,497 76.92 101.84 178.76 74.31 0.21 84.16 83.32 5.3 53.98 22.6
Abril 4,956 109.3 198.40 307.70 59.52 0.18 80.33 83.28 5.4 56.49 22.2
2015
Alim. SAG (Soluble (gpt)) Cab. calculada (gpt)Evento Recuperaciòn (%)
2014
(mediados de
Julio 2014
ingreso del
O2 liquido)
2011
(Junio 2011
Se realiza la
Evaluacion
Tecnica del
circuito
Molienda-
Lixiviacion
AMEC)
Mes
Tons
Mol. /
Día
2012
(Febrero
2012
Ingresan 2
nuevos Tks
de Lixiviacion)
2013
(Enero 2013
Ingreso del
3er Tk,
Julio 2013
Ingreso del
4to Tk)

13 XXXI Convención Internacional de Minería, Acapulco, México 2015
Figura 9. Recuperación de Plata y Oro en Álamo Dorado
Algo también importante en la Lixiviación fue la concentración del cianuro, esto para asegurar una buena recuperación y también para obtener una buena calidad en las barras de Dore; sobre todo cuando se tiene mucho Cobre y Zinc (impurezas), pues el tener concentraciones de cianuro de 3.5 a 4.5 gpL nos hacía obtener una barra contaminada con cobre principalmente, esto cuando la concentración de cobre superaba los 1,000 ppm por lo que mínimo debíamos de tener 5,000 ppm o hasta más debido al efecto dañino adicional del Zinc. Es por ello que se incrementó la concentración de cianuro entre 5.0 gpL a 5.4 gpL, y con ello aseguramos obtener una barra más limpia. La Figura 10 muestra el incremento progresivo del cianuro en el primer tanque de lixiviación. (Datos de concentración más alta de Cobre en solución 2009: 1,281 ppm, 2010: 1,405 ppm, 2011: 2,376 ppm, 2012: 1,753 pm, 2,013: 2,100 ppm, 2014: 1,591 ppm) Finalmente cuando se ingresa al circuito el 3er y 4to tanque adicional la recuperación en Plata y Oro incrementa pero muy levemente siendo casi despreciable su aporte; sin embargo asegurándonos el poder obtener la mayor recuperación posible al evaluar solo el tiempo de residencia.
Figura 10. Incremento progresivo de la concentración de NaCN en Lixiviación
Adición del Nitrato de Plomo Como en el mes de Septiembre del 2012, se comenzó a agregar Pb(NO3)2 en los resultados obtenidos vimos que tuvimos también un efecto positivo, tal como se muestra en la Tabla 5, pues el oro incremento de 87% a 89% (incremento del 2% adicional), mientras que en la Plata se observa un mejoramiento también de un incremento del 2% aproximadamente. Así mismo para poder asegurar que el nitrato de plomo era beneficioso para nuestro proceso; se hicieron también diversas pruebas en planta donde se suspendió la adición de este químico, encontrando claramente que las colas aumentaban cuando se dejaba de añadir; estas pruebas se realizaron en distintas fechas teniendo diferente mineral (2012-2013 y 2014)
14 XXXI Convención Internacional de Minería, Acapulco, México 2015
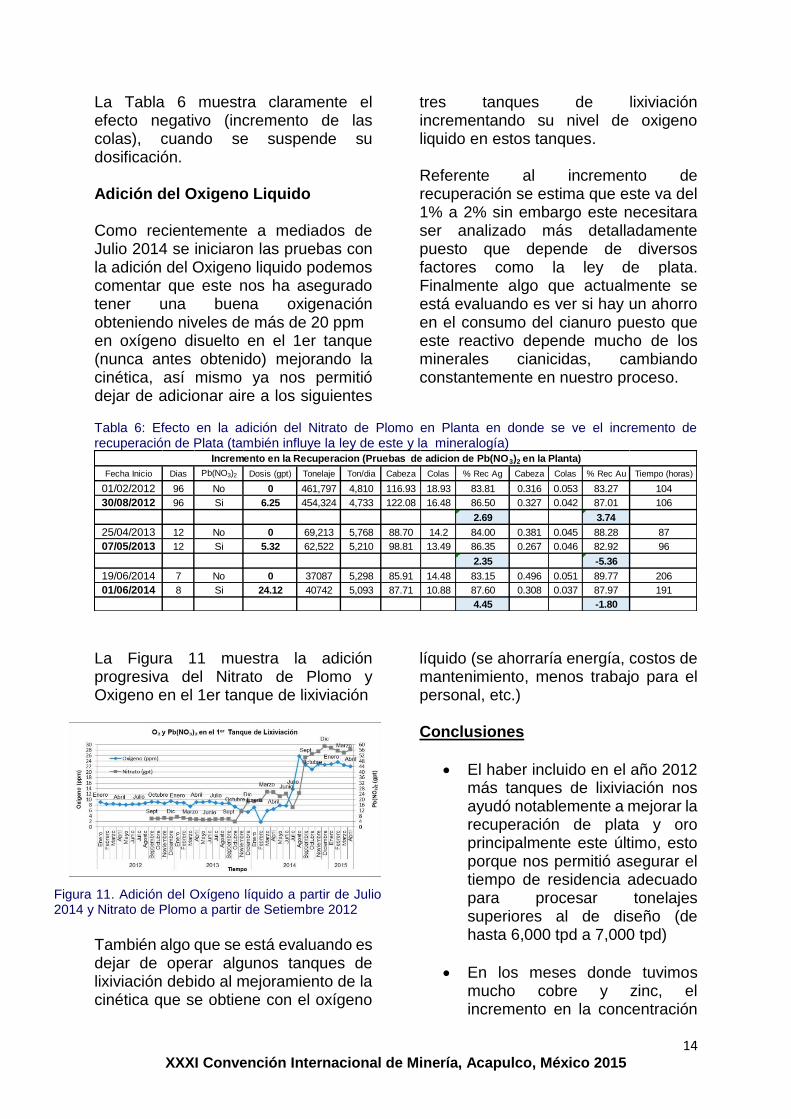
La Tabla 6 muestra claramente el efecto negativo (incremento de las colas), cuando se suspende su dosificación. Adición del Oxigeno Liquido Como recientemente a mediados de Julio 2014 se iniciaron las pruebas con la adición del Oxigeno liquido podemos comentar que este nos ha asegurado tener una buena oxigenación obteniendo niveles de más de 20 ppm en oxígeno disuelto en el 1er tanque (nunca antes obtenido) mejorando la cinética, así mismo ya nos permitió dejar de adicionar aire a los siguientes
tres tanques de lixiviación incrementando su nivel de oxigeno liquido en estos tanques. Referente al incremento de recuperación se estima que este va del 1% a 2% sin embargo este necesitara ser analizado más detalladamente puesto que depende de diversos factores como la ley de plata. Finalmente algo que actualmente se está evaluando es ver si hay un ahorro en el consumo del cianuro puesto que este reactivo depende mucho de los minerales cianicidas, cambiando constantemente en nuestro proceso.
Tabla 6: Efecto en la adición del Nitrato de Plomo en Planta en donde se ve el incremento de recuperación de Plata (también influye la ley de este y la mineralogía)
La Figura 11 muestra la adición progresiva del Nitrato de Plomo y Oxigeno en el 1er tanque de lixiviación
Figura 11. Adición del Oxígeno líquido a partir de Julio 2014 y Nitrato de Plomo a partir de Setiembre 2012
También algo que se está evaluando es dejar de operar algunos tanques de lixiviación debido al mejoramiento de la cinética que se obtiene con el oxígeno
líquido (se ahorraría energía, costos de mantenimiento, menos trabajo para el personal, etc.) Conclusiones
El haber incluido en el año 2012 más tanques de lixiviación nos ayudó notablemente a mejorar la recuperación de plata y oro principalmente este último, esto porque nos permitió asegurar el tiempo de residencia adecuado para procesar tonelajes superiores al de diseño (de hasta 6,000 tpd a 7,000 tpd)
En los meses donde tuvimos mucho cobre y zinc, el incremento en la concentración
Fecha Inicio Dias Pb(NO3)2 Dosis (gpt) Tonelaje Ton/dia Cabeza Colas % Rec Ag Cabeza Colas % Rec Au Tiempo (horas)
01/02/2012 96 No 0 461,797 4,810 116.93 18.93 83.81 0.316 0.053 83.27 104
30/08/2012 96 Si 6.25 454,324 4,733 122.08 16.48 86.50 0.327 0.042 87.01 106
2.69 3.74
25/04/2013 12 No 0 69,213 5,768 88.70 14.2 84.00 0.381 0.045 88.28 87
07/05/2013 12 Si 5.32 62,522 5,210 98.81 13.49 86.35 0.267 0.046 82.92 96
2.35 -5.36
19/06/2014 7 No 0 37087 5,298 85.91 14.48 83.15 0.496 0.051 89.77 206
01/06/2014 8 Si 24.12 40742 5,093 87.71 10.88 87.60 0.308 0.037 87.97 191
4.45 -1.80
Incremento en la Recuperacion (Pruebas de adicion de Pb(NO3)2 en la Planta)

15 XXXI Convención Internacional de Minería, Acapulco, México 2015
del Cianuro de Sodio fue un punto clave para obtener una mejor recuperación; ademas de obtener una calidad de barra mejor teniendo que mantener en mínimo 5,000 ppm el cianuro para evitar que el cobre y zinc afecte a nuestro proceso
El utilizar el Pb(NO3)2 nos permitió obtener mayor recuperación principalmente en Oro; así mismo nos ayudó a mantener una aceptable recuperación en plata principalmente cuando tenemos baja ley
El agregar oxigeno liquido nos permitió también mejorar la cinética de lixiviación. Actualmente al agregar el oxígeno líquido se han obtenido buenas recuperaciones sobre todo con mineral de baja ley, así mismo se tiene evaluando la posibilidad de dejar afuera algunos tanques de lixiviación (los 3 últimos) en donde esto nos ayudaría en ahorrar costos (menos energía, menos mantenimiento, menos trabajo para los operadores de lixiviación, entre otros)
Agradecimientos Un agradecimiento muy especial a los Ingenieros José Luis Hoyos Gonzalez (Gerente General Mina Álamo Dorado) y Chris Warwick (Gerente General de Pan American Silver en México) por su gran apoyo y su autorización para poder presentar este trabajo, así mismo también deseo agradecer al Ing. Bianey Alejandra Morales Castro (Supervisor de Planta Álamo Dorado) por su valiosa ayuda en preparar la información de este documento.
Referencias Citadas
Wyss, 2013, MLA Characterization of Head and Tailings Samples prepared for Minera Corner Bay Pan American Silver Mexico, p. 3-5
Wyss, 2014, MLA Characterization of Head and Tailings Samples prepared for Minera Corner Bay Pan American Silver Mexico, p. 6-12
Lunt and Weeks, 2005, Process Flowsheet selection: Development in Mineral Processing, Vol. 15, p 79-82
Chryssoulis and McMullen, 2005, Mineralogical investigation of gold ores: Development in Mineral Processing, Vol. 15, p 39-44
Marsden and House, 2006, Leaching, The Chemistry of Gold Extraction, v.2, p233-288
Altman, Schaffner y McTavish 2002, Agitated Tank Leaching Selection and Design, Mineral Processing Plant Design, Practice, and Control, v2, p1631-1642
Drozd, 2011, Alamo Dorado Process AMEC Technical Assistance
Deschenes, 2005, Advances in the cyanidation of gold, Advances in Gold Ore Processing, p
Guo, Deschenes, Pratt, Fulton and Lastra, 2004, Leaching kinetics and mechanisms of surface reactions during cyanidation of gold in the presence of pyrite or stibnite,p1-8

16 XXXI Convención Internacional de Minería, Acapulco, México 2015
Curriculum Resumido del Conferencista
Miguel Angel González es Ingeniero Metalurgista, egresado de la Universidad Nacional de Ingeniería (UNI) en Lima-Perú, el cual cuenta también con una Maestría en Ingeniería de Minerales realizado en la Universidad Autónoma de San Luis Potosí (UASLP) en San Luis Potosí-México, además cuenta con un Diplomado en Formación Gerencial realizado en el Tecnológico de Monterrey en Sonora-México. Él actualmente trabaja en Pan American Silver – México, donde tiene la posición de Gerente de Planta en la Mina Álamo Dorado. Es miembro profesional de la SME (Society for Mining, Metallurgy and Exploration), además pertenece a la AIMMGM (Asociación de Ingenieros de Minas, Metalurgistas y Geólogos de México). Tiene más de 12 años de experiencia en minería habiendo antes trabajado en empresas mineras tales como: Minsur, Hochschild y Goldcorp. Ha sido expositor de varios congresos y workshops en México y Perú, así mismo ha visitado diversas minas en países como EEUU, Republica Dominicana, Perú y México. También es co-autor de 2 publicaciones internacionales en revistas tales como la Journal of Dispersion Science and Technology y la Journal of Colloid and Interface Science.