trabajo fin de grado - bibing.us.esbibing.us.es/proyectos/abreproy/90759/fichero/análisis+de... ·...
TRANSCRIPT

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
I
viv Equation Chapter 1 Section 1
Trabajo Fin de Grado
Grado en Ingeniería Química
Análisis de viabilidad de una planta de reciclado de
baterías de Li-ion
Autor: Juan Murillo García
Tutor: Fátima Arroyo Torralvo
Dep. Ingeniería Química y Ambiental
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2016


Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
I
Trabajo Fin de Grado
Grado en Ingeniería Química
Análisis de viabilidad de una planta de reciclado de
baterías de Li-ion
Autor:
Juan Murillo García
Tutor:
Fátima Arroyo Torralvo
Profesora Contratada Doctora
Dep. de Ingeniería Química y Ambiental
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2016


Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
III
Proyecto Fin de Carrera: Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
Autor: Juan Murillo García
Tutor: Fátima Arrollo Torralvo
El tribunal nombrado para juzgar el Proyecto arriba indicado, compuesto por los siguientes miembros:
Presidente:
Vocales:
Secretario:
Acuerdan otorgarle la calificación de:
Sevilla, 2016
El Secretario del Tribunal

Resumen
En el presente documento se realiza un estudio de viabilidad técnico-económica del proceso de reciclado de
baterías de Li-ion gastadas.
Se estudian los diferentes métodos de reciclaje que hay desarrollados para este tipo de baterías, procedimiento
pirometalúrgico e hidrometalúrgico. El proceso que se escoge para el diseño es el hidrometalúrgico, ya que es
un método específico para baterías de Li-ion. Este proceso consiste en disolver mediante H2SO4 las baterías de
litio y mediante etapas de precipitación y extracción L-L con solventes orgánicos, habiéndose calculado los
balances de materia, se consigue extraer Cu, Co y Li para su posterior venta. Finalmente se realiza una
estimación del coste de la instalación y costes de producción para estimar la viabilidad del proyecto.

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
V
Índice
Resumen IV
Índice V
Índice de Tablas VII
Índice de Figuras IX
1 Objetivos 1
2 Justificación del estudio 2 2.1 Producción de baterías de litio 2 2.2 Empresas mundiales productoras de baterías 3 2.3 Empresas mundiales de reciclado de baterías 7 2.4 Empresas nacionales de reciclado de baterías 8 2.5 Procesos para reciclado de baterías 9 2.5.1 Proceso Pirometalúrgico. Proceso Umicore 9 2.5.2 Proceso Hidrometalúrgico. Proceso Toxco 10
3 GESTIÓN DE BATERÍAS FUERA DE USO 11 3.1 Revisión general de la normativa aplicable 11 3.2 Legislación sobre residuos 11 3.3 Legislación sobre transporte de baterías 11 3.4 Legislación sobre prevención de riesgos laborales 12 3.5 Definiciones 13
4 Tipos de Baterías Eléctricas 14 4.1 Baterías de plomo-ácido 14 4.2 Baterías de níquel-cadmio 15 4.3 Baterías de níquel-metal hidruro 15 4.4 Baterías de ión-litio 16
5 Descripción del proceso 17 5.1 Descripción del proceso 17 5.1.1 Recuperación de Cobalto por precipitación 18 5.1.2 Recuperación de Cu y Co mediante la extracción con solvente 18 5.1.3 Recuperación de Litio 21
6 Balances de materia y cronograma 23 6.1 Balance de materia global 23 6.2 Balance de materia por equipos 24 6.3 Cronograma del proceso 30
7 Dimensionamiento de equipos principales 31 7.1 Tanque de pretratamiento 31 7.2 Trituradora 33 7.3 Tanque de lixiviación 37 7.4 Tanques de Precipitación 39 7.5 Agitadores 42

7.6 Filtros Prensa 47 7.7 Mezclador – Sedimentador en cascada 48 7.8 Tanques auxiliares 55
8 Evaluación económica 57 8.1 Estimación de la inversión inicial 57 8.1.1 Costes fijos 57 8.1.2 Capital de trabajo 62 8.1.3 Capital de inversión total 62 8.2 Ingresos anuales 63 8.3 VAN y período de recuperación 63
Referencias 66
Índice de Conceptos ¡Error! Marcador no definido.
Glosario ¡Error! Marcador no definido.

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
VII
ÍNDICE DE TABLAS
Tabla 2-1: Matriculación de coches eléctricos 2010 - 2015 2
Tabla 2-2: Listado de principales empresas productoras de baterías para vehículos eléctricos e híbridos. 3
Tabla 2-3: Empresas mundiales que realizan procesos de reciclado de baterías. 7
Tabla 3-1: Clasificación de las baterías según su naturaleza. 11
Tabla 3-2: Normativa general sobre residuos para baterías fuera de uso. 11
Tabla 3-1-3: Normativa general sobre transporte de mercancías peligrosas. 12
Tabla 3-1-4: Normativa general sobre prevención de riesgos laborales. 12
Tabla 3-1-5: Normativa general de seguridad industrial. 13
Tabla 5-1: Elementos del lixiviado de baterías de litio. 17
Tabla 6-1: Balance de materia global. 23
Tabla 6-2: Balance de materia del tanque de pretratamiento. 24
Tabla 6-3: Balance de materia de la trituradora. 24
Tabla 6-4: Balance de materia del tanque de lixiviación. 25
Tabla 6-5: Balance de materia en la reja. 25
Tabla 6-6: Balance de materia en la primera precipitación. 26
Tabla 6-7: Balance de materia en el primer filtro. 26
Tabla 6-8: Balance de materia en la primera extracción L-L. 27
Tabla 6-9: Balance de materia en la primera re-extracción L-L. 27
Tabla 6-10: Balance de materia en la segunda extracción L-L. 28
Tabla 6-11: Balance de materia en la segunda re-extracción L-L. 28
Tabla 6-12: Balance de materia en la segunda precipitación. 29
Tabla 6-13: Balance de materia en el segundo filtro. 29
Tabla 7-1: Características y dimensiones del tanque de pretratamiento 32
Tabla 7-2: Descripción elementos que componen la trituradora de doble eje Forrec. 34
Tabla 7-3: Especificaciones técnicas de la trituradora Forrec TB500/5. 36
Tabla 7-4: Composición media de las baterías de Li-ion. 38
Tabla 7-5: Características y dimensiones del tanque de lixiviación. 39
Tabla 7-6: Características y dimensiones de los tanques de precipitación de CoC2O4. 40
Tabla 7-7: Características y dimensiones de los tanques de precipitación de Li2CO3. 41
Tabla 7-8: Características de los agitadores del tanque de lixiviación y pretratamiento. 44
Tabla 7-9: Cálculo de potencia para los agitadores de coagulación. 45
Tabla 7-10: Especificaciones técnicas del agitador para la primera etapa de floculación. 45
Tabla 7-11: Especificaciones técnicas del agitador para la primera etapa de floculación. 46
Tabla 7-12: Especificaciones de los tanques de agitación. 49

Tabla 7-13: Especificaciones de los agitadores para los tanques de agitación. 50
Tabla 7-14: Diseño del sedimentador de la primera extracción L-L. 51
Tabla 7-15: Diseño del sedimentador de la segunda extracción L-L. 52
Tabla 7-16: Dimensiones del tanque auxiliar 1. 55
Tabla 7-17: Dimensiones del tanque auxiliar 2. 56
Tabla 8-1: Precio de los tanques. 58
Tabla 8-2: Precio de los filtros. 59
Tabla 8-3: Precio de los sedimentadores. 60
Tabla 8-4: Precio total de los sedimentadores 60
Tabla 8-5: Desglose costes directos 61
Tabla 8-6: Desglose costes indirectos 62
Tabla 8-7: Capital de inversión total 62
Tabla 8-8: Ingresos anuales 63
Tabla 8-9: Costes de producción anuales 63
Tabla 8-10: Coste anual de la materia prima 64
Tabla 8-11: Cálculo del flujo de caja anual 64

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
IX
ÍNDICE DE FIGURAS
Figura 4-1: Funcionamiento de una batería de Li-ión. 16
Figura 5-1: Precipitación de cobalto con diferentes cantidades de oxalato de amonio (Junmin Nan,
et al, 2005). 18
Figura 5-2: Influencia de la concentración de Acorga M5640 en la extracción de Cu2+ (Junmin Nan,
et al, 2005ref). 19
Figura 5-3: Influencia de la relación O/A en la extracción de Cu2+ (Junmin Nan, et al, 2005). 19
Figura 5-4: Influencia del pH en la relación de extracción de Cu y Co (Junmin Nan, et al, 2005). 20
Figura 5-5: Influencia del pH en la extracción de Co (Junmin Nan, et al, 2005). 21
Figura 5-6: Esquema del proceso de reciclado de baterías de Li-ión. 22
Figura 6-1: Cronograma del proceso. 30
Figura 7-1: Distribución de la carga de sólidos en el interior del tanque. 31
Figura 7-2: Modelo en 3D del tanque de pretratamiento. 32
Figura 7-3: Trituradora doble eje Forrec Modelo TB500/5 33
Figura 7-4: Modelo en 3D del tanque vertical de lixiviación. 38
Figura 7-5: Modelo 3D de un tanque de precipitación. 40
Figura 7-6: Factores de forma para un agitador de turbina (Peters et al., 2003). 43
Figura 7-7: Número de potencia frente a NRe para turbinas de seis palas (Peters et al., 2003). 43
Figura 7-8: Esquema del agitador de turbina para la etapa de coagulación. 46
Figura 7-9: Esquema agitador NRE-3000 para la etapa de floculación. 46
Figura 7-10: Esquema de un filtro prensa de placas y marcos Draco. 47
Figura 7-11: Especificaciones filtro prensa Draco. 47
Figura 7-12: Especificaciones filtro prensa Draco. 48
Figura 7-13: Configuración de una extracción L-L con un mezclador + sedimentador. (Treybal,
Robert. E., 1988). 49
Figura 7-14: Esquema del sedimentador. 53
Figura 7-15: Mccabe-Thiele de la E. L-L 1. 53
Figura 7-16: Mccabe-Thiele de la R. L-L 1 54
Figura 7-17: Mccabe-Thiele de la E. L-L 2. 54
Figura 7-18: Mccabe-Thiele de la R. L-L 2. 55
Figura 8-1: Coste de tanques en función de su capacidad (Peters, et al, 2003). 58
Figura 8-2: Coste de filtros en función de su superficie filtrante (Peters, et al, 2003). 59


Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
1
1 OBJETIVOS
El objetivo general del presente trabajo, es realizar el análisis de viabilidad técnico-económica de una planta
dedicada a la recuperación de Li y Co a partir de baterías de Litio-ion gastadas. Las baterías de litio son
fundamentales en la electrónica actual, incluso el sector automovilístico está desarrollando baterías de Li-ion de
gran capacidad y es fundamental estudiar un proceso que permita eliminar la gran cantidad baterías gastadas que
se generan al cabo del año. Además de eliminar estos residuos, el objetivo principal de este trabajo, es estudiar
si hay posibilidad de mercado al mismo tiempo que se eliminan estos residuos.
De una forma más clara, los objetivos de este documento son los siguientes:
Analizar las diferentes alternativas que existen actualmente para reciclar las baterías de Li-ion y las
empresas existentes a nivel mundial que realizan esta tarea.
Información conceptual de un proceso hidrometalúrgico para recuperar Litio y Cobalto a partir de
baterías gastadas para tratar 375 toneladas/año.
Estimación del coste de la instalación a partir del coste unitario de los equipos principales que la
componen.
Estudiar la viabilidad técnico-económica del proyecto a partir de los costes de instalación y los costes
de producción.

Justificación del estudio
2 JUSTIFICACIÓN DEL ESTUDIO
La motivación de la realización de este trabajo surge por la gran cantidad de aparatos electrónicos de uso
cotidiano que se utilizan hoy en día y la frecuencia con la que se cambian las baterías o se sustituye el dispositivo
como consecuencia del final de la vida útil de las baterías. Por otro lado, está el desarrollo y crecimiento de los
motores híbridos y eléctricos en el sector automovilístico como alternativa factible al motor de explosión o el de
combustión convencional.
Cada año se registran unos volúmenes mayores de residuos por este tipo de baterías gastadas que se traduce a
un problema medioambiental que hay que solventar. El reciclado de este tipo de baterías puede ser una
oportunidad de negocio además de una solución.
El crecimiento del uso de baterías en los sectores anteriormente mencionados, fundamenta la creencia de la
viabilidad del estudio presente en este documento.
2.1 Producción de baterías de litio
Las baterías se usan en infinidad de dispositivos electrónicos que cada vez son más demandados por los usuarios
como puedan ser los teléfonos móviles, cámaras digitales, dispositivos de audio, ordenadores portátiles, etc.
Todo dispositivo eléctrico que pueda ser usado sin estar conectado a la red eléctrica y que sea recargable, por lo
general usan una batería de iones de litio. Estas baterías ocupan un gran volumen de las baterías agotadas que
se recogen anualmente, pero se puede olvidar el otro gran sector, que es el sector automovilístico.
La producción de baterías para los vehículos eléctricos e híbridos se ha visto incrementada en los últimos años
debido a la gran demanda que tienen estos vehículos y que es previsible que siga creciendo en los próximos
años.
Tabla 2-1: Matriculación de coches eléctricos 2010 - 2015
País Unidades
Estados Unidos 259.949
Japón 95.153
China 77.205
Holanda 40.954
Francia 38.605
Noruega 37.824
Alemania 21.256
Reino Unido 17.456
Canadá 9.200
Suecia 6.771
Total 603.9332

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
3
2.2 Empresas mundiales productoras de baterías
En la tabla 2.2 se muestran las principales empresas que fabrican baterías de litio en el mundo. La mayoría esta ubicadas en EEUU, China y Japón.
Tabla 2-2: Listado de principales empresas productoras de baterías para vehículos eléctricos e híbridos.
Fabricante
de
Baterías
Tipo de
baterías Descripción de la empresa
Fabricante de
celda ó
ensamblador
País de
Ubicación Consorcio
A123
Systems Litio-ión
Fabricación de baterías de ión‐litio usando la nanotecnología y basándose en
las investigaciones anteriormente desarrolladas por el MIT (Massachusetts
Institute of Technology). Con esta tecnología se pretende conseguir un bajo
coste por Vatio, y un alto voltaje suministrado por cada celda. En concreto,
utilizan una tecnología de Nanofosfatos, con la que consiguen un ciclo de
vida prolongado. Esta empresa nos ofrece varios formatos de celdas, tanto
cilíndricas como prismáticas, entre ellas el que vemos en la figura de abajo,
con un voltaje nominal de 3,3V y 20Ah. Desde el año 2000, la empresa
A123 Systems tiene una filial, llamada Enerland, que se dedica al desarrollo
y fabricación de baterías recargables, basándose en polímeros de litio, y de
supercondensadores.
Fabricante de
celdas
EEUU y
China
Acuerdo con General
Motors (GM) y BMW
NEC Litio-ión
Produce baterías de ión litio en la empresa de Zama (Japón) con una
capacidad de 13.000 unidades al año, prevé aumentar progresivamente el
volumen de producción.
Fabricante de
celdas Japón
Ha formado
“Automotive Energy
Supply Corporation”
(AESC) con Nissan y
Renault
GS Yuasa
(Yuasa
Battery
Iberia)
Litio-ión
A partir de las celdas producidas por GS Yuasa, las compañías Blue Energy
y Lithium Energy Japan producen paquetes de baterías.
Estas nuevas baterías tienen una capacidad 10 veces superior que las
actuales utilizadas en vehículos eléctricos híbridos.
Fabricante de
celdas Japón
Ha formado Blue
Energy junto a Honda.
También ha formado
Lithium Energy Japan

Justificación del estudio
junto a Mitsubishi
Motor.
Enerdel Litio-ión
Compañía norteamericana fabricante de celdas, packs y sistemas de
almacenamiento de energía que utiliza diferentes tecnologías y tamaños de
celdas.
Fabricante de
celdas
ensamblador
EEUU
Distribuidora de Think
(fabricante de coches
eléctricos)
Panasonic Litio-ión
NiMH
Fabrica baterías de iones litio en su sede de Osaka. También fabrica baterías
de NiMH para vehículos híbridos.
Fabricante de
celdas
ensamblador
Japón.
Fábrica en
EEUU
Ha formado Panasonic
EV Energy junto a
Toyota
Sanyo NiMH Sanyo (líder en tecnología doméstica) se encarga del desarrollo y fabricación
de las celdas y del “pack” de las baterías. Pertenece al grupo Panasonic
Fabricante de
Celdas Japón
Acuerdos con Seat y
Volkswagen.
Sanyo también
mantiene acuerdos
con Suzuki, Ford,
Honda y Toyota
Ficosa NiMH Ficosa realiza el ensamblado de las celdas y la fabricación de la propia
batería a partir de las celdas de Sanyo. Ensambladores
Fábrica en
Barcelona
(España)
Cegasa Litio-ión Ha desarrollado los primeros prototipos de baterías para coches eléctricos y
ha puesto en marcha una planta piloto en Vitoria.
Fabricante de
Celdas
Vitoria
(España)
Ha formado la
empresa Clean
Energy Euskadi junto al
Gobierno Vasco
Samsung Litio-ión
Ha invertido más de 350 millones de euros hasta 2015 en el desarrollo y
mejora de las baterías de ion-litio y de los sistemas de vehículos híbridos y
eléctricos.
Fabricante de
Celdas
Japón.
Empresas
en Corea,
Alemania y
EEUU
Han formado “SB
LiMotive” junto a
Bosch. Suministran a
BMW y Daimler.

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
5
Sony Litio-ión Desde finales de 2012, fabrica baterías de iones de litio para coches
eléctricos.
Fabricante de
Celdas Japón -
Compact
Power Litio-ión
Empresa subsidiaria de LG, dedicada en exclusiva al desarrollo de baterías
de litio para vehículos eléctricos. Ensamblador EEUU Distribuidor de Ford
LG Chem Litio-ión
Dispone de varios formatos de celdas de baterías de litio, con una tensión de
3,7 V y capacidades en torno a los 900 mAh de media. Además, dispone de
varias celdas desarrolladas específicamente para vehículos eléctricos.
Fabricación de
celdas EEUU
Distribuidor de
General Motors (GM)
Hitachi Litio-ión Hitachi es uno de los pocos proveedores de automóviles con capacidad para
desarrollar y producir sus propias baterías de litio para vehículos eléctricos.
Fabricante de
celdas y
ensamblaje
Empresa
Japonesa con
Fabricación
en EEUU
Acuerdo con General
Motors
Toshiba
Litio-ión
Óxido de
titanato
de litio
Toshiba fabrica baterías de litio-ion, llamadas SCiB para vehículos que
ofrecen seguridad, recarga rápida y una larga vida.
Fabricación de
Celdas Japón
Acuerdos con
Mitsubishi y Honda.
Saft Litio-ión
NiMH
Líder mundial en la fabricación de baterías para aplicaciones industriales en
los campos del transporte, servicios estacionarios e iluminación de
emergencia. Fabrica baterías de iones de litio para vehículos eléctricos en
Jacksonville.
Fabricación de
Celdas Francia -
Altairnano Litio-ión
Fabrica soluciones de almacenamiento de energía ayudándose de la
tecnología del ión-litio, pero que introduce un elemento en sustitución del
grafito usado normalmente, el titanato de litio. Esta empresa ofrece celdas en
dos formatos, de 11 Ah o 50 Ah, ambos con un voltaje de 2,3V.
Fabricación de
celdas EEUU -

Justificación del estudio
Valence
Technology
Fosfato
de Litio
Baterías de litio (LiFeMgPo4) en un formato de tamaño igual a las baterías
de plomo habituales. Se ofrecen dos series de baterías, la RT, destinada para
aplicaciones de bajo voltaje (12,8V), y la serie XP (12,8V y 19,2V), para
aplicaciones que necesiten mayores requerimientos de voltaje y capacidad.
Además, ofrece baterías de 3,2V/celda y 1.400mAh.
Fabricación de
celdas EEUU -
Enertech
International Litio-ión
Empresa coreana dedicada al diseño, fabricación y ensamblaje de baterías de
litio. Ofrecen una amplia gama de celdas, y además tienen unas celdas
específicas para grandes requerimientos de potencia y energía, que varían en
voltaje (3,2 V ó 3,7 V) y en capacidad (4Ah‐150Ah), según los
requerimientos.
Fabricación de
celdas y
ensamblaje
EEUU -
Thunder Sky Fosfato
de Litio
Empresa china especializada en la fabricación de baterías de litio recargables
que tienen como fin último el transporte.
Fabricación de
celdas y
ensamblaje
China -
Kokam
America Litio-ión
Empresa que fabrica una amplia gama de celdas de polímero de litio (desde
5 Ah‐ 240 Ah para los formatos de mayores requerimientos). Existe una
gama especial, denominada Superior lithium polymer battery (SLPB), para
coches eléctricos e híbridos. Además, disponen de productos para conectar
varias baterías, e información sobre cómo hacerlo.
Fabricación de
celdas y
ensamblaje
EEUU -
Electrovaya Litio-ión Soluciones integrales basadas en celdas de litio. Disponen de varios
formatos que varían entre 2 y 200Ah
Fabricación de
celdas y
ensamblaje
EEUU y
Canadá -

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
7
2.3 Empresas mundiales de reciclado de baterías
Son varias las empresas existentes a nivel mundial que se dedican a reciclar baterías, en la siguiente tabla se recoge un listado de empresas con su capacidad anual y la
tecnología aplicada para reciclar.
Tabla 2-3: Empresas mundiales que realizan procesos de reciclado de baterías.
Compañía Localización Proceso Capacidad (Tm/año) Tecnología Específica Comentarios
XSTRATA NICKEL
CORP. Ontario (Canadá)
Pirólisis y fusión con
posterior
hidrometalurgia.
>5000 No
Se reciclan
conjuntamente con
minerales y otros
residuos Co/Ni
UMICORE S.A. Hoboken (Bélgica) Fusión y posterior
hidrometalurgia.
< 500
Anunciada > 5000 No
Fusión directa en horno
de cuba, reciclado
conjuntamente con otros
residuos Co/Ni
BATREC IND. AG Wimmis (Suiza)
Pretratamiento
mecánico: Granulación
y tamizado.
< 300 Si Planta piloto para
pretratamiento
RECUPYL, S.A. Grenoble (Francia)
Pretratamiento
mecánico: Granulación
y tamizado.
< 300 Si Planta piloto para
pretratamiento
ACCUREC Wiehagen (Alemania) Procesos de destilación a
alto vacío. <4000 Si
Nueva planta industrial
para el reciclado de
baterías de Litio-ión
TOXCO Trail (Canadá) Granulación y tamizado,
Neutralización. - Si -
BATTERY Detroit (EEUU) Trituración y posterior <1500 - -

Justificación del estudio
SOLUTIONS
baño a pH elevado.
SNAM Viviez y Saint Quentin
Fallavier (Francia)
Específico para cada
tipo de batería - -
Especializada en
acumuladores Ni-Cd y
Ni-MH. Tratamiento
térmico y prensado para
las baterías de Litio-ión
desarrollado en planta
piloto
2.4 Empresas nacionales de reciclado de baterías
En España la única empresa que se encarga del reciclado de baterías es “Envirobat España” y se encuentra en Azuqueca de Henares que es una instalación de 2100 metros
cuadrados y con una capacidad de 1600 toneladas de pilas alcalinas anuales. Recicla todo tipo de baterías desclasificadas por los fabricantes.
El proceso consiste fundamentalmente en un triturado seguido de un proceso hidrometalúrgico.
Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
9
2.5 Procesos para reciclado de baterías
Los procesos de reciclado de baterías son muy variados, pero todos están basados en un proceso pirometalúrgico,
un proceso hidrometalúrgico o una combinación de ambos procesos.
A continuación, se describe con más detalle ambos procesos.
2.5.1 Proceso Pirometalúrgico. Proceso Umicore
Según (Georgi-Maschlera, et al, 2012), el proceso pirometalúrgico que actualmente se emplea en mayor medida
fue patentado por una empresa de recuperación de metales (Umicore) como consecuencia del aumento en la
producción y ventas de baterías tanto de Ni-MH como de Li-ión. Además, se preveía un gran aumento en la
producción gracias al desarrollo de vehículos eléctricos e híbridos.
El principal objetivo del proceso desarrollado por Umicore es la recuperación de cobalto y litio en las baterías
de iones de litio, y la recuperación de níquel en las baterías de níquel-metal hidruro.
El proceso de reciclado consiste básicamente en cinco etapas o subprocesos:
Etapa 1: Fundido con valorización energética.
Etapa 2: Refinado.
Etapa 3: Purificado de metales.
Etapa 4: Oxidación de CoCl2 a Co2O3.
Etapa 5: Producción de óxido de litio metálico para nuevas baterías.
Etapa 1: Fundido con valorización energética
Consiste en introducir las baterías enteras en un horno con los siguientes objetivos:
- Evaporar el electrolito.
- Fundir todos los metales.
- Aprovechar la capacidad calorífica de los plásticos.
- Utilizar el grafito del cátodo como agente reductor para reducir los óxidos de metales a su
forma metálica.
Esta primera etapa requiere mucho control para evitar explosiones por la sobrepresión del electrolito al
calentarse, y para evitar fugas de compuestos orgánicos volátiles (Dioxinas, Furanos, ...). Por tanto, se debe de
tener un buen control sobre las emisiones de gases y tener una buena instalación de tratamiento de gases.
Etapa 2 y 3: Refinado y purificado
La etapa de refinado está certificada con las normas ISO 9001 y 14001 de gestión de calidad y gestión
medioambiental respectivamente. Se trata de un proceso hidrometalúrgico en el cual, la aleación obtenida en la
etapa 1 (cobalto, níquel, hierro y cobre) es lixiviada con ácido sulfúrico y posteriormente, tras ajustar el pH, se
pueden separar los metales principales obteniéndose una corriente de NiSO4 y otra de CoCl2. Estas corrientes
son purificadas posteriormente en una extracción del disolvente.
Etapa 4 y 5: Oxidación y producción de LiCoO2.
El CoCl2 se oxida en un horno bajo unas condiciones muy específicas desarrolladas por Umicore. De este horno
se obtiene un óxido de cobalto de gran calidad, que es requerido para obtener un compuesto que también contiene
litio. En la última etapa se produce LiCoO2 que es el compuesto que se utiliza para el ánodo de nuevas baterías
de Li-ión y Li-polímero.

Gestión de baterías fuera de uso
10
2.5.2 Proceso Hidrometalúrgico. Proceso Toxco
Según (Georgi-Maschlera, et al, 2012), el proceso hidrometalúrgico lo desarrolló Toxco que es una empresa de
origen canadiense con el objetivo de reciclar cualquier tipo de batería agotada. Surge por la obligación que tienen
las grandes marcas de automóviles de reciclar las baterías por motivos legales. En principio el objetivo de Toxco
no es como el caso de Umicore, sino que sus intereses son muy distintos, el objetivo del primero es simplemente
solventar un problema legal, mientras que en el caso del segundo es un motivo de rentabilidad económica. El
objetivo de este proceso es la recuperación del litio, y teniendo en cuenta el precio del litio en el mercado y los
altos costes de operación del proceso, hace que no sea un proceso de elevada rentabilidad sino un proceso para
solventar un problema.
En el proceso hidrometalúrgico de Toxco se hace una distinción entre el procesado de baterías de Ni-MH y las
de Li-ión ya que la naturaleza de ambas es muy distinta. En el primer caso los materiales de electrodo son
relativamente estables a la temperatura de trabajo, pero con las baterías de Li-ión no ocurre lo mismo ya que los
materiales que la componen tienen una gran reactividad pudiendo afectar a la seguridad del proceso.
El proceso cuenta fundamentalmente de cinco etapas.
• Etapa 1: Recolección de las baterías.
• Etapa 2: Criogenización.
• Etapa 3: Proceso mecánico.
• Etapa 4: Reacción.
• Etapa 5: Separación de sales.
Etapa 1: Recolección de baterías.
En la primera etapa se seleccionan las baterías que son aptas para este proceso (baterías únicamente de Li-ión).
Etapa 2: Criogenización.
Uno de los principales motivos por los que Toxco realiza de forma diferente el reciclado de las baterías de
distinta naturaleza es por la alta reactividad del litio. Esta reactividad disminuye drásticamente tras sumergir las
baterías de litio en un baño de nitrógeno líquido que se encuentra a -198 ºC. De esta forma ya es seguro someter
las baterías a un proceso mecánico de triturado.
Etapa 3: Proceso mecánico.
Las baterías se someten a un proceso de reducción de tamaño (molino de martillos) donde se obtienen
fragmentos de tamaño muy homogéneo y aproximadamente de una pulgada.
Etapa 4: Reacción.
Los fragmentos de las baterías se introducen en un tanque de reacción dónde se adiciona agua y LiOH para
mantener el pH alto (10 como mínimo). En el tanque se forman varias sales dependiendo de la naturaleza
química de las baterías, estas sales empiezan a precipitar a medida que la concentración va aumentando. Están
incluidas LiCl, LiCO3, LiSO3 entre otras.
Etapa 5: Separación de sales.
Las sales que precipitan se bombean periódicamente a un tanque de sedimentación, de ahí se hacen pasar por un
filtro de prensa y se obtiene un concentrado de sales con una humedad del 28%. Este concentrado se sitúa en un
electrolito que contiene ácido sulfúrico. Las sales se separan en Li+ y en diversos aniones y se hace pasar por
una membrana en la que los aniones son repelidos. Se forma LiOH en el lado básico y este se usa para ajustar el
pH en la etapa anterior o se convierte en LiCO3 haciendo pasar burbujas de CO2 a través de la disolución.

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
11
3 GESTIÓN DE BATERÍAS FUERA DE USO 3.1 Revisión general de la normativa aplicable
En función de la naturaleza de las baterías, estas se pueden considerar: residuo peligroso (RP), residuo no
peligroso (RnP) y/o mercancía peligrosa (ADR). En la siguiente tabla se muestran las clasificaciones de los
diferentes tipos de baterías:
Tabla 3-1: Clasificación de las baterías según su naturaleza.
Batería Pb NiCd NiMH Li-ión
Residuo no Peligroso (RnP) X X
Residuo Peligroso (RP) X X
Mercancía Peligrosa (ADR) X
3.2 Legislación sobre residuos
Según la bibliografía (Anexo 2 determinación de parámetros clave en el sistema de gestión de baterías de
vehículos eléctricos/híbridos al final de su vida útil, requerimientos de los actores implicados. Ametic, Indumetal
Recycling S.A. 2012), todos los residuos se deben gestionar bajo una normativa específica (registros de
producción, etiquetado, almacenamiento, gestores autorizados, …). Una vez que la batería alcanza el final de su
vida útil, esta se convierte en residuo y, por lo tanto, se aplica la legislación relativa a residuos.
Tabla 3-2: Normativa general sobre residuos para baterías fuera de uso.
Ley 22/2011, de 28 de julio, de residuos y suelos contaminados.
REAL DECRETO 106/2008, de 1 de febrero, sobre pilas y acumuladores y la gestión ambiental de sus
residuos.
REAL DECRETO 833/1988, de 20 de julio, por el que se aprueba el Reglamento para la ejecución de la Ley
20/1986, de 14 de mayo, Básica de Residuos Tóxicos y Peligrosos.
REAL DECRETO 952/1997, de 20 de junio, por el que se modifica el Reglamento para la ejecución de la
Ley 20/1986, de 14 de mayo
3.3 Legislación sobre transporte de baterías
Para el transporte de mercancías, los transportistas necesitan cumplir unos requisitos mínimos. Si además se
habla de una mercancía peligrosa, estos requisitos son mayores y también afectan al cargador y al descargador
(etiquetado, embalaje, formación mínima, declaraciones anuales, consejeros de seguridad, fichas de
seguridad…).
Durante el transporte de las baterías, hay que considerar la normativa recogida en la siguiente tabla, tanto desde

Gestión de baterías fuera de uso
12
el punto de vista de residuo como de producto.
Tabla 3-3: Normativa general sobre transporte de mercancías peligrosas.
Acuerdo Europeo sobre el transporte de mercancías peligrosas por carretera (ADR 2011).
REAL DECRETO 551/2006, de 5 de mayo, por el que se regulan las operaciones de transporte de mercancías
peligrosas por carretera en territorio español.
REAL DECRETO 1566/1999, de 8 de octubre, sobre los consejeros de seguridad para el transporte de
mercancías peligrosas por carretera, por ferrocarril o por vía navegable.
ORDEN FOM/605/2004, de 27 de febrero, sobre capacitación profesional de los consejeros de seguridad para
el transporte de mercancías peligrosas por carretera, por ferrocarril o por vía navegable.
ORDEN FOM/2924/2006, de 19 de septiembre, por la que se regula el contenido mínimo del informe anual
para el transporte de mercancías peligrosas por carretera, por ferrocarril o por vía navegable.
LEY 16/1987, de 30 de julio, de ordenación de los transportes terrestres modificada por la LEY 29/2003.
El REAL DECRETO 1211/1990 de 28 de septiembre por el que se aprueba el reglamento de la Ley de
ordenación de los transportes terrestres, modificado por el REAL DECRETO 1225/2006
3.4 Legislación sobre prevención de riesgos laborales
Para poder manipular y procesar las baterías, hay que cumplir una determinada legislación sobre prevención de
riesgos laborales como consecuencia de los factores de riesgo existentes en este proceso. Esta legislación a tener
en cuenta es, por ejemplo, la derivada de trabajar con tensiones cercanas a los 400 voltios y con materiales
(electrolitos) corrosivos y explosivos. Se trata de situaciones potenciales que podrían causar graves lesiones e
incluso la muerte si no se actuara debidamente.
Es por lo que la activad de tratamiento de estas baterías debe disponer de una evaluación de riesgos que
identifique los mismos y establezca las medidas preventivas. Las siguientes tablas recogen la legislación que
hay que considerar para ello.
Tabla 3-4: Normativa general sobre prevención de riesgos laborales.
LEY 31/1995, de 8 de noviembre, de Prevención de Riesgos Laborales.
Real Decreto 5/2000, de 4 de agosto, por el que se aprueba el texto refundido de la Ley sobre Infracciones y
Sanciones en el Orden Social.
Ley 54/2003 de 12 de diciembre, sobre reforma del Marco Normativo de la Prevención de Riesgos Laborales.
Real Decreto 485/1997, de 14 de abril, sobre disposiciones mínimas en materia de señalización de seguridad
y salud en el trabajo.
Real Decreto 486/1997, de 14 de abril, por el que se establecen las disposiciones mínimas de seguridad y
salud en los lugares de trabajo.
Real Decreto 1215/1997, de 18 de Julio, por el que se establecen las disposiciones mínimas de seguridad y

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
13
salud para la utilización por los trabajadores de los equipos de trabajo.
Real Decreto 2177/2004, de 12 de noviembre, por el que se modifica el Real Decreto 1215/1997 por el que
se establecen las Disposiciones Mínimas de Seguridad y Salud para la utilización por los trabajadores de los
equipos de trabajo, en materia de trabajos temporales en altura.
Real Decreto 374/2001, de 6 de abril, sobre la protección de la salud y seguridad de los trabajadores contra
los riesgos relacionados con los agentes químicos durante el trabajo.
Real Decreto 614/2001, de 8 de junio, sobre protección de la salud y seguridad de los trabajadores frente al
riesgo eléctrico.
Tabla 3-5: Normativa general de seguridad industrial.
Reglamento de seguridad contra incendios en los establecimientos industriales, año 2004.
Real decreto 1942/1993, de 5 de noviembre, por el que sea aprueba el reglamento de instalaciones de
protección contra incendios.
Real decreto 314/2006, de 17 de marzo, por el que sea aprueba el Código Técnico de la Edificación
(Documento Básico SI).
3.5 Definiciones
Atendiendo al REAL DECRETO 106/2008, de 1 de febrero, sobre pilas y acumuladores y la gestión ambiental
de sus residuos:
Pila o acumulador: fuente de energía eléctrica obtenida por transformación directa de energía química
y constituida por uno o varios elementos primarios (no recargables), o constituida por uno o varios
elementos secundarios (recargables).
Pila o acumulador de automoción: pila o acumulador utilizado para el arranque, encendido o alumbrado
de vehículos.
Pila o acumulador industrial: pila o acumulador diseñado exclusivamente para uso industrial o
profesional o utilizado en cualquier tipo de vehículo eléctrico.
Batería (pack de baterías): conjunto de pilas o acumuladores conectados entre sí, formando una unidad
integrada y cerrada dentro de una carcasa exterior no destinada a ser desmontada ni abierta por el usuario
final.

Tipos de Baterías Eléctricas
14
4 TIPOS DE BATERÍAS ELÉCTRICAS
Las baterías almacenan en su interior unos reactivos químicos que mediante reacciones redox, transforman la
energía química que poseen en energía eléctrica para suministrar un circuito eléctrico externo. Se construyen
conectando en serie varias células electrolíticas, compuesta por los siguientes elementos básicos: electrodos,
electrolito y separador. En el electrodo es donde se encuentran los reactivos y ahí es donde tienen lugar las
reacciones de oxidación y reducción. El electrodo negativo es el ánodo, en él se liberan los electrones (oxidación)
que circulan por el circuito eléctrico exterior hasta que llegan al cátodo (reducción). [Anexo 2 determinación de
parámetros clave en el sistema de gestión de baterías de vehículos eléctricos/híbridos al final de su vida útil,
requerimientos de los actores implicados. Ametic, Indumetal Recycling S.A. 2012]
El electrolito es el medio a través del cual se produce el intercambio de iones entre los electrodos. Puede ser una
disolución acuosa o un polímero (polielectrolito) que sea buen conductor y presente buena estabilidad térmica.
El separador tiene la misión de tener separados ambos electrodos para evitar el cortocircuito y la rápida descarga
de la batería. Debe de estar construido con un material que permita el intercambio de los iones y evitar el paso
de los electrones. Una de las principales causas de que una batería deje de funcionar es el fallo de este elemento,
ya que la batería se agotara muy rápidamente al estar cortocircuitada.
Las baterías se clasifican en dos tipos, primarias o de un solo uso y secundarias o recargables que son el objeto
de estudio de este documento. Dentro de las baterías recargables podemos distinguir varias configuraciones:
plomo–ácido, níquel–cadmio, níquel metal-hidruro y más recientemente de litio y de ion-litio.
Las principales características que tienen las baterías son las siguientes:
- Voltaje: Es la suma de todas las diferencias de potencial de todas las celdas que componen la batería.
Se mide en voltios (V).
- Capacidad total: Es la cantidad total de carga eléctrica que es capaz de almacenarse en la batería. Su
unidad es el amperio-hora (Ah). Si este valor se divide por el peso de la batería se obtiene la capacidad
total específica (Ah/kg) que es un valor más comparable al tener en cuenta la masa de la batería
- Energía total: Es la cantidad total de energía que es capaz de acumular la batería. Su unidad es el vatio-
hora (Wh). Puede obtenerse multiplicando la capacidad total por el voltaje de la batería. Exactamente
igual que en la capacidad, se suele dividir por el peso de la batería para obtener la energía específica.
- Ciclos de vida: Cantidad de ciclos de carga y descarga que se pueden llevar a cabo hasta que la
capacidad de la batería sea un 80% de su valor nominal.
- Profundidad de descarga: Indica el nivel máximo de descarga al que se puede ver sometido una
batería sin que tenga efectos perjudiciales para la vida de la batería.
- Rendimiento: Es la relación porcentual entre la energía que recibe la batería sobre el proceso de carga,
y la energía que esta entrega durante el proceso de descarga.
4.1 Baterías de plomo-ácido
Es el tipo de batería más usada en el sector automovilístico, debido a su alta disponibilidad, su bajo precio y que
poseen una tecnología muy madura.
Ventajas:
- Poseen un voltaje elevado.
- Capaces de suministrar una elevada intensidad de corriente y una elevada potencia.

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
15
- Es el tipo de batería más barato del mercado.
- Más del 95% de las baterías de este tipo se reciclan en España debido a que sus componentes son muy
reciclables.
Inconvenientes:
- Baja energía específica.
- No están preparadas para elevadas profundidades de descarga.
- Bajo número de ciclos de carga y descarga.
- Impacto ambiental muy negativo ya que cuentan con elementos muy contaminantes como arsénico (As)
y antimonio (Sb).
4.2 Baterías de níquel-cadmio
Este tipo de baterías es de uso industrial y doméstico. Su uso ya se ha visto sustituido por las baterías de níquel-
metal hidruro debido a su efecto memoria y al uso del cadmio que se restringió por su efecto novicio al medio
ambiente en a partir de febrero de 2008 al entrar en vigor el Real Decreto 106/2008 sobre pilas y acumuladores
y la gestión ambiental de sus residuos.
Ventajas:
- El número de ciclos de carga (entre 1000 y 1500 ciclos de carga) es superior al de las baterías de níquel-
metal hidruro.
- En condiciones estándar dan un voltaje elevado de 1,3 V.
- Elevado número de ciclos de carga y descarga.
Inconvenientes:
- La citada contaminación del cadmio.
- Efecto memoria, es decir, se reduce la capacidad de la batería como consecuencia de cargas
incompletas.
4.3 Baterías de níquel-metal hidruro
Son consideradas como la evolución de las baterías de níquel-cadmio, pero con la diferencia de que el cátodo de
cadmio se ha sustituido por uno de aleación de hidruro metálico. Son muy utilizadas en vehículos híbridos.
Ventajas:
- Posee mayor capacidad de carga específica que una batería de Ni-Cd.
- Densidad de energía específica elevada.
- Permiten cargas rápidas.
- No requieren mantenimiento.
Inconvenientes:
- Coste más elevado que en el caso de la batería plomo-ácido.
- Número de ciclos moderado (entre 300 y 600 ciclos).
- Efecto memoria moderado.
- Elevada tasa de autodescarga.
- Mal funcionamiento en climas fríos.

Tipos de Baterías Eléctricas
16
4.4 Baterías de ión-litio
Es el tipo de baterías más conocido y más demandado debido a su extendido uso en la electrónica de consumo.
En el desarrollo de nuevos vehículos eléctricos e híbridos, estas baterías tienen un papel importante debido a sus
elevadas prestaciones.
El ánodo es de carbono (grafito) que es un material capaz de intercalar y desintercalar iones de litio en su matriz.
Los materiales usados en el cátodo son óxidos de litio con un metal de transición. En este tipo de baterías
inicialmente el litio se encuentra en el cátodo mientras que el ánodo carece de este, por tanto, hay que cargarlas
para que puedan suministrar energía.
Figura 4-1: Funcionamiento de una batería de Li-ión.
Ventajas:
- Alta densidad de energía. Comparándola con una batería de Ni-Cd o Ni-MH con las mismas
características, su peso es la mitad y su volumen se ve reducido entre un 20-50%.
- Alto voltaje de la celda elemental, por tanto, se reduce el número de celdas que hay que asociar. El
voltaje es el triple que las celdas de las baterías de Ni-Cd y Ni-MH.
- No poseen efecto memoria.
- Eficacia del ciclado de un 98% frente al 70-85% de las baterías alcalinas y las ácidas.
- No contienen trazas de metales pesados como el Hg, Pb o Cd que son altamente contaminantes.
Inconvenientes:
- No pueden descargarse por debajo de un determinado valor mínimo ni tampoco cargarse por encima de
un determinado valor máximo, por tanto, necesitan de un circuito electrónico que limite la carga y la
descarga.
- Tienen un coste más elevado para una determinada potencia.
- No trabajan bien a bajas temperaturas. Tienen un rendimiento menor que las baterías de Ni-Cd o Ni-
MH disminuyendo su duración hasta en un 25%.
- El número de cargas es limitado e inferior al de una batería Ni-Cd.
- A altas temperaturas presentan riesgos de explosión.

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
17
5 DESCRIPCIÓN DEL PROCESO
En este capítulo se va a describir en primer lugar el proceso de reciclado de baterías de litio que se ha
desarrollado, el balance de materia global y por equipos, el diseño y dimensionamiento de los equipos principales
del proceso y finalmente un análisis de los costes de todos los equipos. De este modo se puede ver si el proceso
es viable económicamente y si hay posibilidades de negocio en este sector.
Como se ha visto en el apartado 2.5 del presente documento, existen dos tipos de procesos para el reciclado de
baterías de Li-ion.
5.1 Descripción del proceso
Las baterías almacenadas se sumergen en un baño de agua con hierro en polvo, mediante un agitador que se
encuentra separado de las baterías, se consigue mantener en suspensión el hierro y de este modo se descargan
completamente las baterías para evitar incidentes. Una vez se ha reducido esta reactividad con el fin de eliminar
el riesgo de explosión que presenta este tipo de baterías, se someten a un proceso de reducción de tamaño;
primero atravesando una trituradora de mandíbulas y seguidamente un molino de martillos. Las baterías
contienen fundamentalmente cobalto, litio y cobre. Una vez se ha reducido el tamaño de las baterías, se
introducen durante 1 h en un tanque con una disolución de H2SO4 (4 M) y una relación S/L = 1/10 a una
temperatura de 80 ºC. En teoría, el LiCoO2 (cobaltita de litio) es la única sustancia presente que es soluble por
el H2SO4 produciéndose la siguiente reacción:
4 LiCoO2 + 6 H2SO4 = 2 Li2SO4 + 4 CoSO4 + 6 H2O + O2↑ (eq. 5.1)
La corriente gaseosa (aire y con polvo) extraída del molino y de la trituradora pasa a través de un lavador de
gases, de esta forma, las partículas que se han separado son recirculadas al tanque con H2SO4 y se obtiene una
corriente de aire limpio. Bajo estas condiciones de operación, es posible extraer casi todo el cobalto y el litio a
través del lixiviado, que tiene una composición media de 17 g/l de cobalto y de 1,7 g/l de litio. La disolución se
hace pasar a través de un filtro prensa, obteniéndose un lixiviado (filtrado) que es lo que resulta de interés puesto
que los metales del cátodo se encuentran disueltos en este lixiviado. El rechazo que se obtiene de este filtro está
compuesto fundamentalmente por restos de plástico de la carcasa que no se han disuelto y trazas de carbono.
Tabla 5-1: Elementos del lixiviado de baterías de litio.
Elemento Concentración (g/L)
Al3+ 0.222
Co2+ 20.045
Li+ 2.034
Cu2+ 1.4172
Ni2+ 0.0375
Fe2+ 0.0067
Mn2+ 0.0024

Descripción del proceso
18
Mediante precipitación y extracción con solvente se puede recuperar todo el cobre, cobalto y litio que hay
disuelto en el lixiviado.
5.1.1 Recuperación de Cobalto por precipitación
Como se observa en la tabla 5-1, la concentración de Cu2+ es mucho menor que la de Co2+. Ambos pueden ser
depositados como oxalato lo cual disminuye notablemente los costes de operación en las etapas posteriores y
además no se necesitarán cantidades de solventes tan grandes para la extracción del cobalto, ya que se puede
recuperar como oxalato más del 90% del cobalto total de las baterías (Junmin Nan, et al,2005).
El lixiviado se hace pasar por un tanque precipitador al que se le adiciona oxalato de amonio, y se mantiene a
70 ºC y un pH= 2 aproximadamente. Si la cantidad de oxalato de amonio se triplica con respecto a la teórica, es
posible recuperar mediante esta técnica aproximadamente el 97% de todo el cobalto, pero también aparecería
un 1% de impurezas de cobre, hierro y litio, así que la cantidad de oxalato de amonio que se utiliza es el doble
de la teórica y es posible recuperar de esta forma el 90% del cobalto total con sólo un 0,5% de impurezas (Junmin
Nan, et al, 2005).
Figura 5-1: Precipitación de cobalto con diferentes cantidades de oxalato de amonio (Junmin Nan, et al, 2005).
5.1.2 Recuperación de Cu y Co mediante la extracción con solvente
El lixiviado una vez se le ha retirado el 90% del cobalto total, se pone en contacto con un solvente orgánico.
Primeramente, se retira el Cu2+ del lixiviado y para ello se ha seleccionado como solvente Acorga M5640, que
es selectivo para el cobre. Las reacciones de extracción de Cu2+ y el posterior proceso de stripping son las
siguientes:
Cu2+ (aq.) + nHR (org) = CuR2(HR)(n−2) (org) + 2 H+ (aq.) (eq. 5.2)
CuR2(HR)(n−2) (org) + H2SO4 (aq.) = CuSO4 (aq.) + nHR (org) (eq. 5.3)
De este modo, se obtiene como producto sulfato de cobre y un lixiviado al que se le ha eliminado el contenido
de Cu2+. El proceso de extracción de cobre con Acorga M5640 es una reacción exotérmica (∆𝐻 = −16,4 𝐾𝐽
𝑚𝑜𝑙)
y se realiza a Tª ambiente.

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
19
Figura 5-2: Influencia de la concentración de Acorga M5640 en la extracción de Cu2+ (Junmin Nan, et al,
2005ref).
En la figura 5-2 se puede ver que se alcanza una extracción del 95% con una concentración del 5% en peso de
Acorga M5640, pero según la bibliografía (J.M. Nan, et al,2004), se piensa que es más efectivo usar una
concentración del 10% en peso.
Figura 5-3: Influencia de la relación O/A en la extracción de Cu2+ (Junmin Nan, et al, 2005).
La extracción es mayor cuanto mayor es la relación O/A, pero por motivos económicos se usa una relación
O/A = 1:1.

Descripción del proceso
20
Figura 5-4: Influencia del pH en la relación de extracción de Cu y Co (Junmin Nan, et al, 2005).
De la figura 5-4 se puede sacar la conclusión de que la relación de extracción más elevada se da cuando el pH
es igual a 1.
Teniendo en cuenta todos estos datos de los gráficos se utiliza una solución de Acorga M5640 del 10% en peso,
una relación O/A = 1:1, pH=1 y un tiempo de residencia de 10 minutos. El stripping se hace con H2SO4 2M, una
relación O/A = 1:1 y un tiempo de residencia de 1 minuto. Con esto se consigue recuperar el 98% del cobre
como CuSO4.
Después de haber extraído el cobre, se procede del mismo modo para recuperar el resto de cobalto. En este caso
se selecciona Cyanex 272 1M que es un solvente orgánico selectivo al cobalto. Las reacciones del proceso de
separación y stripping son las siguientes:
Co2+ (aq.) + 2 H2A2 (org) = CoA2H2A2(org) + 2 H+ (aq.) (eq. 5.4)
CoA2H2A2 (org) + H2SO4 (aq.) = CoSO4 (aq.) + 2 H2A2 (org) (eq. 5.5)
Con estos procesos se consigue recuperar el cobalto como sulfato de cobalto y una corriente de la que solo queda
que recuperar el litio.
Al igual que en la extracción de cobre, se estudian los diferentes parámetros y se escoge el óptimo para llevar a
la práctica el proceso.
Teniendo en cuenta todos estos datos de los gráficos se utiliza una solución de Cyanex 272 1M, una relación
O/A = 1:1, pH=5,5 y un tiempo de residencia de 1 minuto. El stripping se hace con H2SO4 2M, una relación
O/A = 1:1 y un tiempo de residencia de 1 minuto. Con esto se consigue recuperar el 96% del cobalto como
CuSO4 que sumado al cobalto que se recupera mediante precipitación, se consigue recuperar el 99% del cobalto
total presente en las baterías de iones de litio gastadas.

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
21
Figura 5-5: Influencia del pH en la extracción de Co (Junmin Nan, et al, 2005).
5.1.3 Recuperación de Litio
Una vez recuperado todo el cobalto, y el cobre, queda el refinado, que se introduce en un tanque agitado a 100
ºC donde se adiciona Na2CO3 y tiene lugar la siguiente reacción:
LiCl + Na2CO3 = Li2CO3 + NaCl (eq. 5.6)
De esta forma se consigue un precipitado de carbonato de litio que se encuentra en suspensión. A continuación,
esta solución se hace pasar por un filtro prensa del que se extrae una torta con todo el carbonato de litio que ha
precipitado. El carbonato de litio se lava con agua caliente con el objetivo de eliminar todos los restos del licor
madre residual y se seca en una estufa a 100 ºC. Se consigue recuperar más del 80% de litio como precipitado y
el contenido de cobalto y cobre residual es de 0.96 y 0.001% respectivamente.
El carbonato de litio y el sulfato de cobalto, se utilizarían como precursores para fabricar un nuevo material de
electrodo (LiCoO2) de baterías nuevas.

Descripción del proceso
22
Figura 5-6: Esquema del proceso de reciclado de baterías de Li-ión.

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
23
6 BALANCES DE MATERIA Y CRONOGRAMA
6.1 Balance de materia global
La capacidad de la planta es de una tonelada diaria, esta se va a dividir en 5 cargas de 200 kg, por tanto, el cálculo
del balance de materia se realiza para una carga de 200 kg de baterías de litio agotadas.
Tabla 6-1: Balance de materia global.
Corriente Composición Cantidad (kg) Sólido (kg) Líquido (kg)
1 Baterías de Li-ion enteras 200,0 200,0 -
2 Agua + Fe (polvo) 320,0 53,3 266,7
3 Baterías de Li-ion descargadas 200,0 200,0 -
4 Baterías de Li-ion 200,0 200,0 -
5 H2SO4 (4M) 1640,0 - 1640,0
6 Lixiviado + Restos de carcasa, grafito 1840,0 100,0 1740,0
7 Rechazo rejas: Grafito, plásticos, aluminio + H2SO4 120,0 100,0 20,0
8 Filtrado: H2SO4 y metales (Li, Cu, Co principalmente) 1720,0 - 1720,0
9 Oxalato de amonio 152,2 152,2 -
10 Precipitado de cobalto + lixiviado 1872,2 81,1 1791,1
11 Torta de filtración: Oxalato de cobalto + restos lixiviado 89,2 81,1 8,1
12 Filtrado: Lixiviado con un 90% menos de Co 1783,0 - 1783,0
13 Acorga M5640 (10% peso) 1420,6 - 1420,6
14 Lixiviado y Acorga en contacto 3203,6 - 3203,6
15 Acorga M5640 + Cu 1455,0 - 1455,0
16 Lixiviado con un 90% menos de Co y exento de Cu 1777,1 - 1777,1
17 H2SO4 (2M) 332,6 - 332,6
18 Acorga con Cu y H2SO4 en contacto 1787,6 - 1787,6
19 Acorga M5640 regenerado (3% H2SO4) 1430,6 - 1430,6
20 CuSO4 + H2SO4 357,0 - 357,0
21 Cyanex272 (1M) 1329,2 - 1329,2
22 Lixiviado y Cyanex en contacto 3106,3 - 3106,3
23 Lixiviado exento de Co y de Cu 1773,6 - 1773,6
24 Solución saturada Na2CO3 138,1 43,2 94,9
25 Lixiviado residual con precipitados de Li2CO3 1911,7 23,8 1887,9
26 Filtrado residual 1883,1 - 1883,1
27 Torta de filtración: Li2CO3 28,6 23,8 4,8
28 Cyanex272 + Co 1332,7 - 1332,7
29 H2SO4 (2M) 324,5 - 324,5
30 Cyanex con Co y H2SO4 en contacto 1657,2 - 1657,2
31 Cyanex272 regenerado (0,5% H2SO4) 1330,9 - 1330,9
32 CoSO4*6H2O + H2SO4 326,3 - 326,3

Balances de materia y cronograma
24
6.2 Balance de materia por equipos
El balance de materia en los equipos principales queda recogido en las siguientes tablas, donde se dan más detalles sobre la composición de las corrientes que atraviesan los
diferentes equipos.
Tabla 6-2: Balance de materia del tanque de pretratamiento.
TANQUE DE PRETRATAMIENTO
Nº corriente Descripción Cantidad (kg) Baterías (kg) Agua (kg) Fe (kg)
1 Baterías de Li-ion enteras 200,0 200,0 - -
2 Agua + Fe (polvo) 320,0 - 266,7 53,3
3 Baterías de Li-ion descargadas 200,0 200,0 - -
Tabla 6-3: Balance de materia de la trituradora.
TRITURADORA
Nº Descripción Cantidad (kg) Baterías (kg) Agua (kg) Fe (kg)
3 Baterías de Li-ion descargadas 200,0 200,0 - -
4 Baterías de Li-ion 200,0 200,0 - -

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
25
Tabla 6-4: Balance de materia del tanque de lixiviación.
TANQUE DE LIXIVIACIÓN
Nº Descripción Cantidad (kg) Baterías (kg) H2SO4 4M (kg) Lixiviado (kg) Sólidos (kg)
4 Baterías de Li-ion 200,0 200,0 - - -
5 H2SO4 (4M) 1640,0 - 1640,0 - -
6 Lixiviado + Restos de carcasa, grafito 1840,0 - - 1740,0 100,0
Tabla 6-5: Balance de materia en la reja.
REJA
Nº Descripción Cantidad (kg) Lixiviado (kg) Sólidos (kg)
6 Lixiviado + Restos de carcasa, grafito 1840,0 1740,0 100,0
7 Rechazo rejas: Grafito, plásticos, aluminio + H2SO4 120,0 20,0 100,0
8 Filtrado: H2SO4 y metales (Li, Cu, Co principalmente) 1720,0 1720,0 -

Balances de materia y cronograma
26
Tabla 6-6: Balance de materia en la primera precipitación.
TANQUE PRECIPITADOR 1
Nº Descripción Cantidad (kg) Lixiviado (kg) Co2+ (kg) Oxalato amonio (kg) Oxalato cobalto (kg)
8 Filtrado: H2SO4 y metales (Li, Cu, Co principalmente) 1720,0 1683,9 36,1 - -
9 Oxalato de amonio 152,2 - - 152,2 -
10 Precipitado de cobalto + lixiviado 1872,2 1787,5 3,6 - 81,1
Tabla 6-7: Balance de materia en el primer filtro.
FILTRO PRENSA 1
Nº Descripción Cantidad (kg) Lixiviado (kg) Co2+ (kg) Cu2+ (kg) Li+ (kg) Oxalato cobalto (kg)
10 Precipitado de cobalto + lixiviado 1872,2 1776,8 3,6 6,0 4,7 81,1
11 Torta de filtración: Oxalato de cobalto + restos lixiviado 89,2 8,1 - - - 81,1
12 Filtrado: Lixiviado con un 90% menos de Co 1783,0 1768,7 3,6 6,0 4,7 -

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
27
Tabla 6-8: Balance de materia en la primera extracción L-L.
MEZCLADOR + SEDIMENTADOR E.L-L 1
Nº Descripción Cantidad (kg) Lixiviado (kg) Co2+ (kg) Cu2+ (kg) Li+ (kg) Acorga (kg)
12 Filtrado: Lixiviado con un 90% menos de Co 1783,0 1768,7 3,6 6,0 4,7 -
13 Acorga M5640 (10% peso) 1420,6 - - - - 1420,6
14 Lixiviado y Acorga en contacto 3203,6 1768,7 3,6 6,0 4,7 1420,6
15 Acorga M5640 + Cu 1455,0 - - 5,9 - 1420,6
16 Lixiviado con un 90% menos de Co y exento de Cu 1777,1 1768,7 3,6 0,1 4,7 -
Tabla 6-9: Balance de materia en la primera re-extracción L-L.
MEZCLADOR + SEDIMENTADOR R.L-L 1
Nº Descripción Cantidad (kg) Lixiviado (kg) Co2+ (kg) Cu2+ (kg) Li+ (kg) Acorga (kg) H2SO4 2M (kg) CuSO4 (kg)
15 Acorga M5640 + Cu 1455,0 - - 5,9 - 1420,6 - -
17 H2SO4 (2M) 332,6 - - - - - 332,6 -
18 Acorga con Cu y H2SO4 en contacto 1787,6 - - 5,9 - 1420,6 332,6 -
19 Acorga M5640 regenerado (3% H2SO4) 1430,6 - - - - 1420,6 10,0 -
20 CuSO4 + H2SO4 357,0 - - - - - 342,2 14,8

Balances de materia y cronograma
28
Tabla 6-10: Balance de materia en la segunda extracción L-L.
MEZCLADOR + SEDIMENTADOR E.L-L 2
Nº Descripción Cantidad (kg) Lixiviado (kg) Co2+ (kg) Cu2+ (kg) Li+ (kg) Cyanex (kg)
16 Lixiviado con un 90% menos de Co y exento de Cu 1777,1 1768,7 3,6 0,1 4,7 -
21 Cyanex272 (1M) 1329,2 - - - - 1329,2
22 Lixiviado y Cyanex en contacto 3106,3 1768,7 3,6 0,1 4,7 1329,2
23 Lixiviado exento de Co y de Cu 1773,6 1768,7 0,1 0,1 4,7 -
28 Cyanex272 + Co 1332,7 - 3,5 - - 1329,2
Tabla 6-11: Balance de materia en la segunda re-extracción L-L.
MEZCLADOR + SEDIMENTADOR R.L-L 2
Nº Descripción Cantidad (kg) Lixiviado (kg) Co2+ (kg) Cu2+ (kg) Li+ (kg) Cyanex (kg) H2SO4 2M (kg) CoSO4 (kg)
28 Cyanex272 + Co 1332,7 - 3,5 - - 1329,2 - -
29 H2SO4 (2M) 324,5 - - - - - 324,5 -
30 Cyanex con Co y H2SO4 en contacto 1657,2 - 3,5 - - 1307,9 325,7 -
31 Cyanex272 regenerado (0,5% H2SO4) 1330,9 - - - - 1329,2 1,7 -

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
29
32 CoSO4 + H2SO4 326,3 - 0,1 - - - 317,2 9,0
Tabla 6-12: Balance de materia en la segunda precipitación.
TANQUE PRECIPITADOR 2
Nº Descripción Cantidad (kg) Lixiviado (kg) Co2+ (kg) Cu2
+ (kg) Li+ (kg) Na2CO3 (kg) Agua (kg) Li2CO3 (kg)
23 Lixiviado exento de Co y de Cu 1773,6 1768,7 0,1 0,1 4,7 - - -
24 Solución saturada Na2CO3 138,1 - - - - 43,2 94,9 -
25 Lixiviado residual con precipitados de Li2CO3 1911,7 1768,7 0,1 0,1 0,2 23,8 94,9 23,8
Tabla 6-13: Balance de materia en el segundo filtro.
FILTRO PRENSA 2
Nº Descripción Cantidad (kg) Lixiviado (kg) Co2+ (kg) Cu2
+ (kg) Li+ (kg) Na2CO3 (kg) Agua (kg) Li2CO3 (kg)
25 Lixiviado residual con precipitados de Li2CO3 1857,0 1808,8 0,1 0,1 0,2 23,8 - 23,8
26 Filtrado residual 1828,4 1804,0 0,1 0,1 0,2 23,8 - -
27 Torta de filtración: Li2CO3 28,6 4,8 - - - - - 23,8
Balances de materia y cronograma
30
6.3 Cronograma del proceso
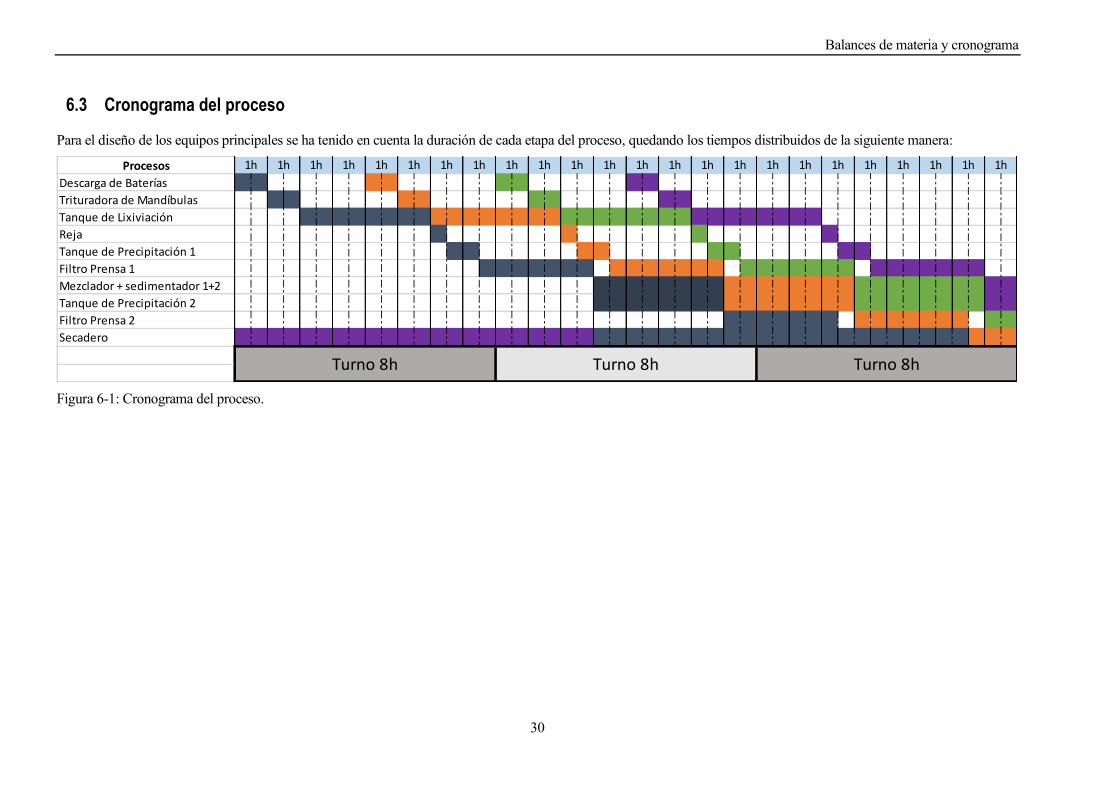
Para el diseño de los equipos principales se ha tenido en cuenta la duración de cada etapa del proceso, quedando los tiempos distribuidos de la siguiente manera:
Figura 6-1: Cronograma del proceso.
Procesos
Descarga de Baterías
Trituradora de Mandíbulas
Tanque de Lixiviación
Reja
Tanque de Precipitación 1
Filtro Prensa 1
Mezclador + sedimentador 1+2
Tanque de Precipitación 2
Filtro Prensa 2
Secadero
Turno 8h Turno 8h Turno 8h
1h1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
31
7 DIMENSIONAMIENTO DE EQUIPOS PRINCIPALES
En este apartado se explica la selección y el dimensionamiento de los equipos principales necesarios para realizar
el reciclaje de baterías de litio gastadas. Los equipos principales que componen el proceso son tanques verticales
con diferentes características según la función que desempeñen (pretratamiento de las baterías gastadas, lixiviación,
precipitación, almacenamiento intermedio), agitadores, filtros prensa, mezclador-sedimentador en cascada.
7.1 Tanque de pretratamiento
El tanque de pretratamiento es un tanque vertical construido en acero inoxidable, con el diseño vertical se facilita la
operación de carga y descarga y se consigue una buena agitación. La peculiaridad de este tanque es que en el interior
cuenta con una cesta metálica dividida en 5 partes. En 4 de ellas se sitúan las baterías dejando libre la división
central para el agitador. El resto del volumen lo ocupa agua con partículas de hierro en polvo que se mantienen en
suspensión gracias a un agitador situado en el centro del tanque.
Agitador
Figura 7-1: Distribución de la carga de sólidos en el interior del tanque.
La densidad aparente de las baterías gastadas se ha obtenido haciendo una experiencia con elementos de tamaño y
densidad muy similar. Según el cronograma, se tienen 4 horas para procesar 200 kg de baterías gastadas, y el tiempo
necesario para la descarga de las baterías es de 1 hora (Junmin Nan, et al, 2005). Los 200 kg se van a tratar en tres
lotes de 70 kg y de este modo conseguimos que el tanque sea más pequeño y esté operando todo el tiempo. El
volumen ocupado por los 70 kg de baterías gastadas se ha estimado en unos 52 L aproximadamente.
Para diseñar el tanque se ha considerado un factor de llenado del 80% por lo que el volumen de diseño es de 64 L.

Dimensionamiento de equipos principales
32
Figura 7-2: Modelo en 3D del tanque de pretratamiento.
La relación H/D tiene que estar entre 1 y 3 según el manual del ingeniero químico (Perry & Green, 1999), así que
se ha seleccionado el valor medio H/D = 2; donde H es la altura del cilindro y D su diámetro.
De la misma referencia, se tiene que la altura del fondo es ¼ del valor del diámetro del tanque y que el diámetro de
la boca de descarga es 7 veces menor al tamaño del diámetro del tanque.
Se han utilizado las siguientes fórmulas para el cálculo del diámetro:
𝑉 =𝜋
4× (𝐷2 − 𝑑2) × 1.5 × 𝐷 (Ecuación 7-1)
d=0.2×D (Ecuación 7-2)
Donde:
V: Volumen del tanque
D: Diámetro del tanque
d: Diámetro de la parte central de la cesta
Una vez se obtiene el diámetro se calculan las demás dimensiones, ya que todas están relacionadas con ésta
magnitud.
Utilizando las ecuaciones 7-1 y 7-2, se obtienen las siguientes dimensiones: D= 0,35 m y d= 0,07 m.
Para diseñar el tanque se han tomado los siguientes valores: D= 0,40 m y d= 0,10 m.
Tabla 7-1: Características y dimensiones del tanque de pretratamiento
Parámetros Unidades Valor
Volumen real ocupado por las baterías L 51,28
Tiempo de reacción h 1,00
Relación H/D (altura/diámetro) - 2,00
D (Diámetro del tanque) m 0,40

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
33
d (Diámetro división central de la cesta) m 0,10
H (Altura de la parte cilíndrica) m 0,80
h (Altura de cabeza/fondo) m 0,10
d’ (Diámetro de la boca de descarga) m 0,05
V cilindro (Volumen parte cilíndrica) L 94,25
V fondo (Volumen del fondo) L 8,38
V total (Fondo + Cilindro) L 102,63
H total (Fondo + Cilindro) m 0,90
Factor de llenado % 49,97
7.2 Trituradora
Con el fin de conseguir una buena lixiviación de las baterías, una vez que se han descargado totalmente en el tanque
de pretratamiento, se someten a un proceso de reducción de tamaño. Para esta operación se va a utilizar una
trituradora de doble eje del fabricante Forrec. Ésta trituradora tiene un diseño innovador de la cámara de corte que
permite una rápida extracción y sustitución del eje con sus cuchillas, reduciendo así el tiempo de mantenimiento.
Las baterías cuando salen de la trituradora, tienen un tamaño máximo de 2 cm facilitando la lixiviación ácida de la
siguiente etapa.
Figura 7-3: Trituradora doble eje Forrec Modelo TB500/5

Dimensionamiento de equipos principales
34
Tabla 7-2: Descripción elementos que componen la trituradora de doble eje Forrec.
Tolva de carga
Fabricada con acero de gran espesor.
Estructura de soporte
Fabricada con acero de gran espesor.
Cámara de corte
Fabricada en acero de gran espesor con un
mínimo número de soldaduras.
Ejes rápidamente extraíbles (completo con
cuchillas) con una reducción de tiempos y
costes de mantenimiento.

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
35
Cojinetes fuera de la zona de trituración con
cámara de seguridad para prevenir la
contaminación de los productos agresivos.
Cuchillas de acero especial forjado en caliente.
Distanciadores independientes con agujero
hexagonal no soldados a la cuchilla.
Bloqueo de las cuchillas con rosca trapezoidal
y anillos que garantizan la perfecta adherencia
en todas las condiciones de trabajo.
Motor y transmisión
Motor eléctrico trifásico con reductor de
engranajes planetarios lubricados en baño de
aceite.
Los datos técnicos de la trituradora son facilitados por el fabricante y se recogen en la siguiente tabla:

Dimensionamiento de equipos principales
36
Tabla 7-3: Especificaciones técnicas de la trituradora Forrec TB500/5.
Triturador de doble eje TB500/5
Motor y transmisión
Tipo motor: Eléctrico
Potencia motriz: 1 x 5.5 kW
Velocidad rotación de los ejes: 8 – 16 rpm
Tipo de transmisión: Eléctrica
Especificaciones de la transmisión: Reductor epicicloidal
Cámara de corte
Dimensiones
Longitud: 500 mm
Anchura: 410 mm
Eje
Tipo: Hexagonal
Cantidad: 2
Cuchillas
Tipo: Standard
Espesor: 20 mm
Cantidad: 25
Espesores
Tipo: Con agujero hexagonal
Espesor: 20 mm
Cantidad: 25
Contra-cuchillas
Espesor: 20 mm
Cantidad: 25

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
37
Dimensiones Generales y peso cámara de corte
Longitud: 1500 mm
Anchura: 1000 mm
Altura: 1900 mm
Peso: 0.65 ton
Equipo estándar
Sistema de inversión en caso de sobrecarga: Gestionado por PLC
Lubricación de los cojinetes de los ejes: Manual
Interruptor general con bloqueo de la puerta
Contactores de arranque y parada, parada de emergencia, luces de advertencia
Contactores de ida y vuelta
Relés térmicos
PLC que controla todas las funciones de la máquina
Competo con cableado en la máquina de un máximo de 5 metros lineales de distancia
Voltaje: 400 V
Frecuencia: 50 Hz
Grado de protección: IP54
7.3 Tanque de lixiviación
El tanque donde tiene lugar la lixiviación es cerrado, y con una agitación continua.
La temperatura a la que opera este tanque es de 90 ºC, por tanto, en el fondo del tanque se coloca una resistencia en
forma de serpentín para mantener esta temperatura. El tanque cuenta con un aislamiento de lana mineral de roca
revestido con chapa de aluminio. Este aislamiento posee las siguientes ventajas:
- Excelente capacidad como aislante térmico en un amplio rango de temperaturas.
- Muy baja permeabilidad al aire, que favorece y mejora la capacidad del aislamiento térmico.
- Buena repelencia a la humedad.
- No corrosivo.
El mineral de lana de roca es el más empleado para mantener equipos industriales a altas temperaturas frente al
poliuretano o la fibra de vidrio que son usados para mantener equipos a baja temperatura y recubrimiento de
tuberías.
El tanque opera a presión atmosférica por tanto no es necesario un aumento en el espesor de las paredes como
consecuencia de la presión interior.
El diseño parte de una carga de 200 kg de baterías de Li-ion, las cuales tienen la siguiente composición media:

Dimensionamiento de equipos principales
38
Tabla 7-4: Composición media de las baterías de Li-ion.
Componentes %
Aluminio 1
Cobre 3
Grafito 20
LiCoO2 30
LiPF6 5
Solventes 11
Bifenilo 0,3
PVDF 0,7
Plásticos 29
La densidad de las baterías gastadas y trituradas es 1,5 kg/L, por tanto, se obtiene un volumen de 133,33 L de
material sólido. Como la relación S:L es 1:10, a esta cantidad de sólido le corresponde 1333,33 L de ácido sulfúrico
4M siendo el volumen total aproximadamente 1466.67 L. El proceso es discontinuo y el tiempo de lixiviación es
de 4 horas
Para diseñar el tanque se ha utilizado un factor de llenado del 80% quedando el volumen de diseño de unos 1834
L. El tanque es un tanque de tipo vertical, por tanto, su volumen es igual al volumen de la parte cilíndrica más el
volumen de la cabeza y del fondo, todos ellos con el mismo diámetro interior D.
Figura 7-4: Modelo en 3D del tanque vertical de lixiviación.
La relación H/D, la altura de cabeza-fondo y el diámetro de la boca de descarga se han considerado de las mismas
proporciones que en el tanque anterior según el manual del ingeniero químico (Perry & Green, 1999)
Se utiliza la siguiente fórmula para el cálculo del diámetro:

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
39
𝑉 =𝜋
4× 𝐷2 × (
3
2× 𝐷) + 2 × (
𝜋
6× 𝐷2 ×
𝐷
4)
(Ecuación 7-3)
Utilizando la ecuación 7-3 se obtiene un diámetro de diseño de 1 m. Conociendo el diámetro se conocen todas las
dimensiones del tanque.
Tabla 7-5: Características y dimensiones del tanque de lixiviación.
Parámetros Unidades Valor
Volumen real ocupado L 1466,67
Tiempo de reacción h 4
Relación H/D (altura/diámetro) - 2,00
D (Diámetro del tanque) m 1,00
H (Altura de la parte cilíndrica) m 2,00
h (Altura de cabeza/fondo) m 0,25
d’ (Diámetro de la boca de descarga) m 0,1
V cilindro (Volumen parte cilíndrica) L 1570,80
V cabeza-fondo (Volumen del fondo) L 130,90
V total L 1832,60
H total (Altura fondo + cilindro + cabeza) m 2,5
Factor de llenado real % 80,03
7.4 Tanques de Precipitación
Los tanques donde tiene lugar la precipitación, al igual que los anteriores, son tanques agitados, supuestos de mezcla
perfecta y cerrados. Operan a presion atmosférica, por tanto, no es necesario un aumento de espesor en sus paredes.
Son necesarios dos tanques para cada operación de separación. En el primero de ellos tiene lugar la coagulación
con un tiempo de residencia de 5 minutos y una fuerte agitación. En el segundo tanque, tiene lugar la floculación
con un tiempo de residencia de 20 minutos y una agitación lenta. La temperatura óptima para llevar a cabo el proceso
es de 70 ºC que se consiguen con una resistencia en el fondo del tanque.
Estos tanques son de tipo vertical para favorecer la agitación, su volumen es igual al volumen de la parte cilíndrica
más el volumen de la cabeza y del fondo, todos ellos con el mismo diámetro interior D.
El primer proceso de precipitación es discontinuo y el volumen de líquido que se debe procesar en estos tanques es
de 1500 L. Para diseñar los tanques se ha considerado un factor de llenado del 80 %.

Dimensionamiento de equipos principales
40
Figura 7-5: Modelo 3D de un tanque de precipitación.
El volumen es igual a 1877 L. Teniendo en cuenta el factor de llenado, si se usa la ecuación 7-3 con dicho volumen,
se obtiene un diámetro de 1 m. Una vez se obtiene el diámetro se tienen todas las dimensiones. Las relaciones entre
el diámetro y todas las magnitudes del tanque, son las recomendadas por el manual del ingeniero químico (Perry &
Green, 1999).
Tabla 7-6: Características y dimensiones de los tanques de precipitación de CoC2O4.
T. Coagulación T. Floculación
Parámetros Unidades Valor Valor
Volumen real ocupado L 1501,19 1501,19
Tiempo de reacción h 0,083 0,33
Relación H/D (altura/diámetro) - 2,00 2,00
D (Diámetro del tanque) m 1,00 1,00
H (Altura de la parte cilíndrica) m 2,00 2,00
h (Altura de cabeza/fondo) m 0,25 0,25
d’ (Diámetro de la boca de descarga) m 0,13 0,13
V cilindro (Volumen parte cilíndrica) L 1570,80 1570,80
V cabeza-fondo (Volumen cabeza/fondo) L 130,90 130,90
Volumen total (Fondo + cilindro + cabeza) L 1832,60 1832,60
H total (Altura fondo + cilindro + cabeza) L 2,50 2,50
Factor de llenado real % 81,92 81,92

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
41
La segunda etapa de precipitación (precipitación de Li2CO3) se realiza en continuo, para el diseño de este tanque,
además de la ecuación 3, se necesita la siguiente ecuación:
𝑉 = 𝑡𝑟 × 𝑄 (Ecuación 7-4)
Donde:
tr es el tiempo de residencia (min)
Q es el caudal (L/min)
V es el volumen que ocuparía Q durante un determinado tr (L)
El valor de V que se obtiene de la ecuación 7-4 es de 31,5 L para el tanque de coagulación y de 126 L para el tanque
de floculación. A estos volúmenes se le aplica el factor de llenado del 80% quedando 39,4 L y 157,50 L
respectivamente. Usando la ecuación 5-3 con estos volúmenes, se obtienen unos diámetros de 0,26 m para el tanque
de coagulación y 0,41 m para el tanque de floculación. Los diámetros utilizados para el diseño son 0,3 m y 0,5 m
respectivamente.
Tabla 7-7: Características y dimensiones de los tanques de precipitación de Li2CO3.
T. Coagulación T. Floculación
Parámetros Unidades Valor Valor
Caudal L/min 6,30 6,30
tr (Tiempo de residencia) min 5,00 20,00
Volumen contenido L 31,50 126,00
Relación H/D (altura/diámetro) - 2,00 2,00
D (Diámetro del tanque) m 0,30 0,50
H (Altura de la parte cilíndrica) m 0,60 1,00
h (Altura de cabeza/fondo) m 0,08 0,13
d’ (Diámetro de la boca de descarga) m 0,04 0,06
V cilindro (Volumen parte cilíndrica) L 42,41 196,35
V cabeza-fondo (Volumen cabeza/fondo) L 3,53 16,36
Volumen total (Fondo + cilindro + cabeza) L 49,48 229,07
H total (Altura fondo + cilindro + cabeza) L 0,75 1,25
Factor de llenado real % 63,66 55,00

Dimensionamiento de equipos principales
42
7.5 Agitadores
Los agitadores tienen una vital importancia dentro del proceso, ya que son los encargados de mezclar bien los
reactivos para que tengan lugar las diferentes reacciones tanto físicas como químicas y es muy importante que las
mezclas sean lo más homogéneas posibles para obtener buenos resultados.
Cálculo de potencia consumida por el agitador.
Lo primero que se debe de tener en cuenta a la hora de estimar la potencia del agitador Según Treybal (1994), es
que la potencia suministrada al fluido, P, representa solo el 30% de la potencia consumida, ya que el resto se pierde
por medio de vibraciones en el eje y en el sistema de engranajes.
Para su cálculo es necesario tener en cuenta los siguientes números adimensionales siguiendo el procedimiento del
libro de Peters-Timmerhaus (Peters, Timmerhaus, & West, 2003).
Número de Reynolds:
𝑁𝑅𝐸 =𝜌 × 𝑛 × 𝐷𝑎
2
µ
(Ecuación 7-5)
Número de Potencia:
𝑁𝑃 =𝑃
𝜌 × 𝑛3 × 𝐷𝑎5
(Ecuación 7-6)
Número de Froude:
𝑁𝐹𝑅 =𝑛 × 𝐷𝑎
𝑔
(Ecuación 7-7)
Donde:
- ρ es la densidad del fluido (kg/m3)
- n es la velocidad de giro (rps)
- Da es el diámetro de la pala (m)
- µ es la viscosidad dinámica (cP)
- P es la potencia suministrada al líquido (W)
- g es la aceleración de la gravedad (m/s2)
Cuando el Re es mayor de 300, el número de Froude se debe tener en cuenta como un factor más al calcular la
potencia, a través de la siguiente expresión:
𝑁𝑃
𝑁𝐹𝑟𝑚 = Ɵ
(Ecuación 7-8)
El exponente m está relacionado de manera empírica con el número de Reynolds y tiene la siguiente expresión:

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
43
𝑚 =𝑎 − log(𝑁𝑅𝐸)
𝑏
(Ecuación 7-9)
donde a y b tienen el valor de 1 y 40 respectivamente según los factores de forma de la figura.
Figura 7-6: Factores de forma para un agitador de turbina (Peters et al., 2003).
Figura 7-7: Número de potencia frente a NRe para turbinas de seis palas (Peters et al., 2003).
El cálculo se realiza para un tanque sin deflectores (Curva D), quedando finalmente la potencia suministrada al
fluido con la siguiente expresión:
𝑃 = Ɵ × 𝐹𝑟𝑚 × 𝑛3 × 𝐷𝑎5 × 𝜌 (Ecuación 7-10)

Dimensionamiento de equipos principales
44
Los resultados del cálculo de la potencia de los agitadores para el pretratamiento y lixiviación quedan recogidos en
la siguiente tabla:
Tabla 7-8: Características de los agitadores del tanque de lixiviación y pretratamiento.
Tanque lixiviación Tanque pretratamiento
Parámetros Unidades Valor Valor
Volumen real m3 1,9 0,10
Viscosidad contenido Cp 0,9 0,9
Tipo de agitador - Turbina estándar Turbina estándar
Diámetro de pala m 0,4 0,15
Inclinación - Si Si
Velocidad de giro rpm 250 500
Potencia máxima KW 3,65 0,18
Densidad del fluido kg/m3 1186 1000
Reynolds 878519 208333
NFr 0,17 0,13
M -0,124 -0,108
Ɵ 1 1
Np 1,245 1,249
Para el cálculo de los agitadores de los tanques de coagulación y floculación en las etapas de precipitación, se ha
usado un proceso diferente.
El tanque de coagulación necesita un sistema rápido de mezclado para neutralizar las cargas eléctricas de los
coloides, mientras que el tanque de floculación necesita un sistema de mezcla muy lento para favorecer la formación
de flóculos de un tamaño más grande con el objetivo de que puedan ser separados fácilmente.
La intensidad de agitación (G) típica para el tanque de coagulación está comprendida entre 600 y 1000 s-1 mientras
que, en el tanque de floculación, la intensidad de agitación es < 50 s-1.
El cálculo de la potencia se realiza mediante la siguiente ecuación:
𝐺 = √𝑃
µ × 𝑉
(Ecuación 7-11)

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
45
Donde:
G: Intensidad de agitación (s-1)
P: Potencia (W)
µ: Viscosidad dinámica (Pa·s)
V: Volumen (m3)
Los cálculos se resumen en la siguiente tabla:
Tabla 7-9: Cálculo de potencia para los agitadores de coagulación.
Precipitación de CoC2O4 Precipitación Li2CO3
Tanque de coagulación Tanque de coagulación
Parámetros Unidades Valor Valor
Volumen real m3 1,9 0,05
Viscosidad contenido Pa·s 0,0011 0,0015
Tipo de agitador - Turbina estándar Turbina estándar
Diámetro palas m 0,4 0,1
Intensidad de
agitación 1/s 1000 1000
Potencia W 2090,00 74,22
La inclinación de los agitadores es variable, inclinando el eje del agitador levemente se consigue una mejor agitación
y se evita el uso de deflectores.
Para los tanques de floculación de ambas etapas se utiliza un agitador específico para el proceso de floculación, ya
que hay una gran variedad de agitadores que tienen un diseño que favorece la formación de flóculos. Este agitador
tiene las siguientes especificaciones:
Tabla 7-10: Especificaciones técnicas del agitador para la primera etapa de floculación.
Parámetro Unidades Valor
Diámetro palas m 0,25
Velocidad rpm 8 – 70
Potencia kW 0,37 – 1,1
Volumen tanque m3 1,9

Dimensionamiento de equipos principales
46
Tabla 7-11: Especificaciones técnicas del agitador para la primera etapa de floculación.
Parámetro Unidades Valor
Diámetro palas m 0,2
Velocidad rpm 8 – 70
Potencia kW 0,37 – 1,1
Volumen tanque m3 0,23
El esquema de un agitador de turbina para el proceso de coagulación se observa en la siguiente figura:
Figura 7-8: Esquema del agitador de turbina para la etapa de coagulación.
El agitador específico para las etapas de floculación son del fabricante Indostra y de la serie NRE-3000 que
proporcionan un flujo radial. El esquema de este agitador bipala es el siguiente:
Figura 7-9: Esquema agitador NRE-3000 para la etapa de floculación.

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
47
7.6 Filtros Prensa
Son necesarios dos filtros prensa en el proceso, uno para separar el oxalato de cobalto de la primera etapa de
precipitación, y otro, para la recuperación de carbonato de líquido resultante de la segunda etapa de precipitación.
Se ha optado por filtros prensa de placas y marcos y se ha seleccionado el fabricante Draco. Estos filtros prensa,
están construidos con acero AISI-304, tienen un acabado de pintura epoxi y son de accionamiento automático.
Figura 7-10: Esquema de un filtro prensa de placas y marcos Draco.
Para seleccionar el filtro adecuado, se debe conocer el caudal a tratar, y el volumen de torta de filtración (CoC2O4
y restos de lixiviado).
En la primera etapa de filtración, se ha fijado un tiempo de filtración de 3,5 horas y se deben filtrar 1872.16 kg de
lixiviado junto con el oxalato de cobalto que ha precipitado. El caudal a tratar es de 7 L/min, por tanto, el filtro debe
buscarse en la serie FPA 47. Con el lixiviado van aproximadamente 81 kg de CoC2O4 que tienen un volumen
aproximado de 30 L, es decir, el volumen de la torta de filtración es aproximadamente 30 L.
Figura 7-11: Especificaciones filtro prensa Draco.
Por tanto, el filtro necesario para el primer proceso de precipitación es el FPA 47/ de 10 placas.

Dimensionamiento de equipos principales
48
El tiempo de filtración para la extracción de Li2CO3 se ha fijado en 3 horas y media, se tiene un volumen de lixiviado
de 1500 L aproximadamente, por lo tanto, el caudal a tratar es de unos 7 L/min. El lixiviado contiene 24 kg de
Li2CO3 que tiene una densidad de 2,11 kg/L por tanto el volumen de torta de filtración es aproximadamente 15 L.
Figura 7-12: Especificaciones filtro prensa Draco.
En la segunda precipitación como el volumen de torta de filtración es menor, el filtro que se usa es de un tamaño
menor, ya que solo son necesarias la mitad de placas. Por tanto, el filtro necesario para el segundo proceso de
precipitación es el FPA 47/ de 5 placas.
7.7 Mezclador – Sedimentador en cascada
Para las diferentes etapas de extracción líquido-líquido, se utilizan configuraciones de dos equipos; un tanque
agitado seguido de un recipiente donde se da el tiempo de remanso suficiente para que las distintas fases puedan
separarse. Éste proceso es continuo y con un tiempo de residencia de 5 minutos por etapa.
El proceso consta de 2 extracciones L-L y 2 re extracciones para regenerar las fases orgánicas:
• E. L-L 1: Extracción de Cu con Acorga M5640.
• R. L-L 1: Regeneración de Acorga con H2SO4 (2M).
• E. L-L 2: Extracción de Co con Cyanex 272.
• R. L-L 2: Regeneración de Cyanex con H2SO4 (2M).

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
49
Figura 7-13: Configuración de una extracción L-L con un mezclador + sedimentador. (Treybal, Robert. E., 1988).
Para diseñar los tanques se utilizan las ecuaciones 5-3 y 5-4. Los diámetros obtenidos para los tanques de las dos
etapas de extracción son 0,35 m para el primero de ellos y 0,34 m para el segundo. Para las dos etapas de re-
extracción el diámetro es de 0,29 m para ambos tanques. Para el diseño se eligen diámetros de 0,4 m para las etapas
de extracción y 0,3 para las etapas de re-extracción. Como en los tanques anteriores, todas las dimensiones se
determinan a partir del diámetro.
Tabla 7-12: Especificaciones de los tanques de agitación.
Tanque mezclador Unidades E. L-L 1 R. L-L 1 E. L-L 2 R. L-L 2
Caudal L/min 12,10 7,50 12,00 7,25
Volumen (V) L 60,50 37,50 60,00 36,25
Volumen del tanque (factor de
llenado de diseño) L 75,63 46,88 75,00 45,31
Tiempo de residencia min 5 5 5 5
Relación H/D (Altura/Diámetro) - 2 2 2 2
D (Diámetro del tanque) m 0,40 0,30 0,40 0,30
H (Altura de la parte cilíndrica) m 0,80 0,60 0,80 0,60
h (Altura de cabeza/fondo) m 0,10 0,08 0,10 0,08
d’ (Diámetro boca de descarga) m 0,05 0,05 0,05 0,05
V cilindro (Volumen parte
cilíndrica) L 100,53 42,41 100,53 42,41
V cabeza-fondo (Volumen
fondo = Volumen cabeza) L
8,38 3,53 8,38 3,53
V total L 117,29 49,48 117,29 49,48
Htot (Altura total) m 1,00 0,75 1,00 0,75

Dimensionamiento de equipos principales
50
Factor de llenado real % 51,58 75,79 51,16 73,26
Los agitadores necesarios para las diferentes etapas de extracción L-L son los siguientes:
Tabla 7-13: Especificaciones de los agitadores para los tanques de agitación.
Agitador E. L-L 1 R. L-L 1 E. L-L 2 R. L-L 2
Parámetros Unidades Valor Valor Valor Valor
Volumen real m3 0,12 0,05 0,12 0,05
Viscosidad
contenido cP 100 150 100 150
Tipo de
agitador -
Turbina
estándar Turbina estándar Turbina estándar Turbina estándar
Diámetro de
pala m 0,15 0,12 0,15 0,12
Inclinación - Si Si Si Si
Velocidad de
giro rpm 250 250 250 250
Potencia KW 0,06 0,02 0,06 0,02
Densidad kg/m3 1100 1000 1100 1000
Reynolds 1031 400 1031 400
NFr 0,06 0,05 0,06 0,05
m -0,050 -0,040 -0,050 -0,040
Ɵ 2,5 3,5 2,5 3,5
Np 2,871 3,943 2,871 3,943
Finalmente se necesitan los sedimentadores, que son ortoedros construidos en acero inoxidable AISI 316. Para el
cálculo del sedimentador hay que estimar una longitud de sedimentador.
Uno de los parámetros de diseño más importantes para un sedimentador es el caudal específico, que se define como
el caudal por unidad de área horizontal o en planta.
𝑄′ =𝑄
𝐴
(Ecuación 7-5)
𝐴 = 𝑎 × 𝐿 (Ecuación 7-6)

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
51
Donde:
Q’ es el caudal específico (𝑚3
ℎ⁄
𝑚2 )
Q es el caudal que procesa el equipo (𝑚3
ℎ⁄ )
A es el área horizontal del sedimentador (m2)
a y L son las dos dimensiones de la base del sedimentador (m)
Este parámetro tiene normalmente un valor comprendido entre 3,6 – 6 𝑚3
ℎ⁄
𝑚2 .
No es aconsejable superar el caudal específico máximo, por lo que se tomará una relación Q/A de 4,8 𝑚3
ℎ⁄
𝑚2 .
Para el diseño de los sedimentadores de las dos etapas de extracción, se parte de una longitud de sedimentador de 1
m, que se estima que es la longitud necesaria para que el fluido remanse y se separen las diferentes fases según su
deferencia de densidades.
Por otro lado, estos sedimentadores operan con un caudal de 0,725 m3/h y junto con los valores de caudal específico
se recogen diferentes áreas de sedimentador y anchos de sedimentador en la siguiente tabla:
Tabla 7-14: Diseño del sedimentador de la primera extracción L-L.
Sedimentadores E. L-L 1 y E. L-L 2
Q/A (𝑚3
ℎ⁄
𝑚2 ) A (m2) a (m)
3,6 0,20 0,20
4 0,18 0,18
4,4 0,16 0,16
4,8 0,15 0,15
5,2 0,14 0,14
5,6 0,13 0,13
6 0,12 0,12
Parámetro Unidades Valor
Q m3/h 0,725
L m 1
VFO m3 0,04
VFA m3 0,04
H m 0,5

Dimensionamiento de equipos principales
52
Para el caso de los sedimentadores de los dos procesos de re-extracción, se tiene un caudal de 0,45 m3/h y se estima
que es necesario una longitud de sedimentador de 0,8 m para que se puedan separar las dos fases. Los datos del
diseño se recogen en la siguiente tabla:
Tabla 7-15: Diseño del sedimentador de la segunda extracción L-L.
Sedimentadores R. L-L 1 y R. L-L 2
Q/A (𝑚3
ℎ⁄
𝑚2 ) A (m2) a (m)
3,6 0,13 0,16
4 0,11 0,14
4,4 0,10 0,13
4,8 0,09 0,12
5,2 0,09 0,11
5,6 0,08 0,10
6 0,08 0,09
Parámetro Unidades Valor
Q m3/h 0,45
L m 0,8
VFO m3 0,09
VFA m3 0,02
H m 0,4
De forma resumida, tenemos que los tamaños de los sedimentadores de las diferentes extracciones son:
Sedimentadores E. L-L 1 y E. L-L 2: L= 1 m a= 0,15 m H= 0,5 m
Sedimentadores R. L-L 1 y R. L-L 2: L= 0,8 m a= 0,12 m H= 0,4 m

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
53
Figura 7-14: Esquema del sedimentador.
El siguiente paso, es calcular el número de etapas necesarias:
Para el primer caso, se tiene una relación volumétrica FO/FA = 1:1 que es la pendiente de la recta del sistema. En
el eje x se representa la concentración en equilibrio de Cu en la fase acuosa (FA), y en el eje y, la concentración en
equilibrio de Cu en la fase orgánica (FO).
Figura 7-15: Mccabe-Thiele de la E. L-L 1.
Son necesarias 3 etapas de equilibrio para la extracción del Cu con Acorga.
Una vez se ha extraído el Cu con Acorga, el siguiente paso es regenerar la fase orgánica para seguir utilizándola y
extraer el Cu con H2SO4 para obtener sulfato de cobre.
La extracción correspondiente a dicho proceso se representa en la siguiente gráfica, donde la recta de equilibrio es
la relación FO/FA = 5:1. La concentración de Cu en la fase orgánica (FO) se representa en el eje x y la concentración
de Cu en la fase acuosa (FA) en el eje y.

Dimensionamiento de equipos principales
54
Figura 7-16: Mccabe-Thiele de la R. L-L 1
Para éste proceso son necesarias 3 etapas de equilibrio.
El número de etapas de equilibrio para la extracción de Co con Cyanex se calculan con la siguiente gráfica:
Figura 7-17: Mccabe-Thiele de la E. L-L 2.
Son necesarias 3 etapas de equilibrio para extraer el Co del lixiviado.
Finalmente, queda recuperar el Co con ácido sulfúrico y dejar exento de Co la fase orgánica para poder reutilizarla.
Con la siguiente gráfica se obtienen las etapas necesarias para ello:

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
55
Figura 7-18: Mccabe-Thiele de la R. L-L 2.
Serían necesarias 3 etapas para recuperar el Co con ácido sulfúrico y regenerar la fase orgánica para seguir
utilizándola.
7.8 Tanques auxiliares
Debido a que el proceso tiene discontinuas con diferentes tiempos de residencia, y otras etapas continuas, son
necesarios tanques auxiliares.
Como el proceso de lixiviación tiene una duración de 4 horas (cuello de botella) y la etapa de pretratamiento anterior
(descarga de baterías y reducción de tamaño) tiene una duración de 1 hora por carga, los 200 kg se van a dividir en
4 cargas de 50 kg y se van a almacenar en un tanque para que posteriormente, los 200 kg se puedan introducir en el
reactor de lixiviación en una sola carga.
El volumen de este tanque auxiliar es de 150 L al que se le aplica un factor de llenado del 80%, el volumen de
diseño es de 187,8 L al que se le aplica la ecuación 5-3. Se obtiene un diámetro de 0,47 m con dicha ecuación, por
tanto, para el diseño se parte de un diámetro de 0,5 m. Las características del tanque se recogen en la tabla 5-30.
Tabla 7-16: Dimensiones del tanque auxiliar 1.
Parámetros Unidades Valor
Volumen real ocupado L 150
Relación H/D (altura/diámetro) - 2,00
D (Diámetro del tanque) m 0,5
H (Altura de la parte cilíndrica) m 1,00
h (Altura de cabeza/fondo) m 0,13
d’ (Diámetro de la boca de descarga) m 0,06
V cilindro (Volumen parte cilíndrica) L 196,35

Dimensionamiento de equipos principales
56
V cabeza-fondo (Volumen del fondo) L 16,36
V total L 229,07
H total (Altura fondo + cilindro + cabeza) m 1,25
Factor de llenado real % 65,48
Se necesita un segundo tanque auxiliar después de la precipitación de CoC2O4 ya que la extracción L-L y la
precipitación de Li2CO3 es en continuo.
El volumen que debe almacenar este tanque es de 1500 L, se aplica un factor de llenado del 80% y queda un volumen
de 1875 L. Usamos la ecuación 5-3 con el volumen de 1875 L y queda un diámetro de 1 m. Los datos del tanque se
recogen en la siguiente tabla
Tabla 7-17: Dimensiones del tanque auxiliar 2.
Parámetros Unidades Valor
Volumen real ocupado L 1500
Relación H/D (altura/diámetro) - 2,00
D (Diámetro del tanque) m 1,00
H (Altura de la parte cilíndrica) m 2,00
h (Altura de cabeza/fondo) m 0,25
d’ (Diámetro de la boca de descarga) m 0,13
V cilindro (Volumen parte cilíndrica) L 1570,80
V cabeza-fondo (Volumen del fondo) L 130,90
V total L 1832,60
H total (Altura fondo + cilindro + cabeza) m 2,50
Factor de llenado real % 81,85
El último tanque auxiliar se coloca después de la precipitación de Li2CO3, éste debe de almacenar un volumen de
1500 L, por tanto, el tanque auxiliar 3 tiene las mismas dimensiones que el tanque auxiliar 2.

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
57
8 EVALUACIÓN ECONÓMICA
El objetivo de este capítulo es estimar los costes de la inversión inicial y, por otro lado, los ingresos anuales que
genera la planta.
Se ha seguido la metodología propuesta en el libro “Plant design and economics for chemical engineers” (Peters,
Timmerhaus & West, 2003).
8.1 Estimación de la inversión inicial
La estimación de la inversión inicial tiene el objetivo de determinar de manera aproximada el capital necesario para
poner en marcha el proyecto, entendiéndose por capital necesario la cantidad de dinero destinado a adquirir bienes,
servicios, infraestructura o insumos necesarios para poder poner la planta en funcionamiento.
Con este cálculo orientativo se puede predecir si el proyecto es rentable y en cuanto tiempo se recupera la inversión.
Para calcular la inversión inicial, hay que hacer un sumatorio de costes fijos, los cuales están compuestos por costes
directos, indirectos y el capital de trabajo.
Como no se tienen datos precisos, se utilizan porcentajes establecidos en el libro de Peters y Timmerhaus en la
Tabla 6-17, para los costes de equipos y su instalación. La precisión del estudio es aproximadamente de ± 30 %,
como se dice en el libro “Plant design and economics for chemical engineers”
8.1.1 Costes fijos
Costes fijos quiere decir la suma de todos los activos de la planta, es decir, la cantidad de dinero necesaria para
construir de forma completa la planta, incluyendo los servicios auxiliares necesarios para poder operar.
8.1.1.1 Costes directos
Los costes directos se refieren a la instalación real de la planta, es decir, a los materiales, mano de obra, terreno,
compra de equipos (teniendo en cuenta el aislamiento y pintura), control, instrumentación, piping, electricidad, etc.
Además del libro de Peters y Timmerhaus, se utiliza el libro “Process equipment cost estimation” (H. P. Loh y
Jennifer Lyons, 2002).
Compra de los equipos
En este apartado se van a incluir los equipos principales de la planta, es decir, los diferentes tanques, filtros prensa,
trituradora y los sedimentadores de las etapas de extracción L-L.
Tanques
Para conocer el precio de los tanques, se ha mirado la figura 12-52 del libro de Peters y Timmerhaus (figura 8-1),
que muestra los precios en dólares estadounidenses para tanques verticales agitados en función de su capacidad.
Éstos precios son en dólares de 2002 y hay que actualizarlos al valor monetario actual. Para actualizar el valor
monetario se utiliza el indicador económico CEPCI (chemical engineering plant cost index) obtenido de la
publicación de mayo de 2015.

Evaluación económica
58
Figura 8-1: Coste de tanques en función de su capacidad (Peters, et al, 2003).
Los precios de los tanques quedan recogidos en la siguiente tabla
Tabla 8-1: Precio de los tanques.
EQUIPO PRECIO ($ 2002) UNIDADES PRECIO ($ 2002)
Tanque pretratamiento 2000 1 2000
Tanque lixiviación 9000 1 9000
Precipitación de Cobalto (Coagulación) 9000 1 9000
Precipitación de Cobalto (Floculación) 9000 1 9000
Precipitación de Litio (Coagulación) 1500 1 1500
Precipitación de Litio (Floculación) 3000 1 3000
Tanque de extracción L-L 2000 6 12000
Tanque de re-extracción L-L 1500 6 9000
Tanque auxiliar 1 3000 1 3000
Tanque auxiliar 2 9000 1 9000
Tanque auxiliar 3 9000 1 9000
TOTAL 75500
Una vez se tiene el coste de los tanques en $ del 2002, hay que actualizarlo a los precios actuales. Para obtener el
precio actual, se utiliza la siguiente fórmula:

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
59
𝐶𝑜𝑠𝑡𝑒 𝑎𝑐𝑡𝑢𝑎𝑙 = 𝐶𝑜𝑠𝑡𝑒 2002 ×𝐶𝐸𝑃𝐶𝐼 2015
𝐶𝐸𝑃𝐶𝐼 2002
(Ecuación 8-1)
El indicador económico de 2002 tiene un valor de 395,6 y el de 609,7, por tanto, el valor de todos los tanques es de
116360,84 $ que en euros es 104613 €.
Trituradora de mandíbulas
El coste de la trituradora es proporcionado directamente por el fabricante, se le han proporcionado todas las
especificaciones del material, el caudal que va a tratar y la finalidad del proceso de reducción de tamaño. El
fabricante (Forrec) ha recomendado la trituradora TB500/5 que tiene un coste de 12000 €.
Filtros prensa
Para conocer el precio de los filtros prensa, se ha mirado la figura 15-39 del libro de Peters y Timmerhaus
(figura 8-2), que muestra los precios en dólares estadounidenses para diferentes tipos de filtros continuos en
función de su área de filtración.
Figura 8-2: Coste de filtros en función de su superficie filtrante (Peters, et al, 2003).
El coste de los filtros se recoge en la siguiente tabla:
Tabla 8-2: Precio de los filtros.
EQUIPO SUPERFICIE FILTRANTE (m2) PRECIO ($ 2002)
Filtro prensa 1 3,2 4200
Filtro prensa 2 1,4 2800
TOTAL 7000

Evaluación económica
60
Lo siguiente es pasarlo al valor actual del dinero con la ecuación 8-1, quedando 10788,42 $. Finalmente se tiene
que el coste de los filtros es de 9700 €.
Sedimentadores
Para el cálculo del coste de los sedimentadores, se calcula el peso de los tanques teniendo en cuenta la superficie
total y el espesor de las paredes, de este modo, se obtiene la cantidad de acero al carbono necesario. Hay que aplicar
un factor de incremento del 15% al peso, debido a las patas y las boquillas (Peters, Timmerhaus & West, 2003).
Con el precio del acero al carbono, se tiene el precio del material de construcción. Al coste del material, se le aplica
un factor de incremento del 20% de gastos de construcción.
En la tabla 8-3 se recogen los precios unitarios para los sedimentadores:
Tabla 8-3: Precio de los sedimentadores.
Sedimentadores
Parámetros Unidades Sed. Ext. Sed. Re-ex.
Superficie Base m2 0,15 0,10
Superficie Lateral m2 1,15 0,74
Superficie Total m2 1,30 0,84
Espesor mm 3 3
Volumen m3 0,004 0,003
Densidad Material kg/m3 7800 7800
Peso kg 30,42 19,66
Peso + 15% Kg 34,98 22,60
Precio material €/kg 2,54 2,54
Coste cuerpo € 88,86 57,42
Mano de obra % 20,00 20,00
Coste con mano de obra € 106,63 68,90
Tabla 8-4: Precio total de los sedimentadores
Sedimentador Unidades Precio Unidad (€) Total (€)
Sed. Extracción 6 106,63 639,78
Sed. Re-Extracción 6 68,90 413,4
TOTAL - - 1053,18

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
61
Los siguientes costes directos asociados a la planta, se han calculado como un porcentaje del precio de los equipos
según indica el libro de Peters y Timmerhaus en la tabla 6-17.
Instalación
Los costes de instalación engloban a los costes de montaje por personal autorizado de todos los equipos de los que
se compone la planta.
Control e instrumentación
Se incluyen en este apartado todos los instrumentos y equipos auxiliares necesarios para el control de la planta.
Piping
Se incluyen los costes de todo el sistema de tuberías de la planta.
Electricidad
Los costes de electricidad se componen de mano de obra y materiales necesarios para suministrar a la planta la
potencia e iluminación requerida para su funcionamiento.
Construcción
Engloban los costes de construcción de todos los edificios asociados a la planta como puedan ser aseos, oficinas,
aparcamientos, comedor, etc.
En la tabla 8-5 se detallan todos los costes directos de la planta.
Tabla 8-5: Desglose costes directos
Costes directos Porcentaje del coste de equipos
(%)
Costes (€)
Coste de equipos - 127336
Instalación 30 38200
Control e instrumentación 15 19100
Piping 20 25467
Electricidad 15 19100
Construcción 20 25467
Total 254670
8.1.1.2 Costes indirectos
Los costes indirectos, son aquellos que no están asociados directamente con el material y los equipos de la planta.
Éstos costes suponen entre un 15 % y un 35% del capital fijo según el libro de Peters y Timmerhaus. Los costes
indirectos se pueden obtener directamente como un porcentaje de los costes.
Ingeniería y supervisión
Engloba los gastos en servicios técnicos y administrativos de ingeniería para poder generar los planos de
construcción y especificaciones necesarias, así como la supervisión de las obras en la fase de construcción. Supone
un 5% de los costes directos.
Gastos legales

Evaluación económica
62
Gastos asociados al área jurídica y de derecho. Supone un 1 % del capital fijo.
Gastos de construcción
Gastos destinados a pagar la construcción de la planta y a pagar los salarios de los obreros encargados de la
construcción y montaje del proyecto. Supone un 10 % del capital fijo.
Seguros
El coste destinado a los improvistos que puedan surgir. Supone un 5 % del capital fijo.
Tabla 8-6: Desglose costes indirectos
Costes indirectos Porcentaje C.F (%) Porcentaje C.D (%) Costes (€)
Ingeniería y supervisión - 5 12734
Gastos legales 1 - 3183
Gastos de construcción 10 - 31834
Seguros 5 - 15917
Total - - 63668
8.1.2 Capital de trabajo
El capital de trabajo o capital circulante, es el necesario para que la planta opere en régimen normal de operación
según lo previsto, y supone entre un 10-20 % del total del capital de inversión según el libro “Plant design and
economics for chemical engineers” (Peters, Timmerhaus & West, 2003). En este proyecto se supone un 15 % del
capital de inversión total.
8.1.3 Capital de inversión total
Es el sumatorio de la inversión en capital fijo y el capital circulante hallados anteriormente.
Tabla 8-7: Capital de inversión total
Costes (€)
Total de costes directos 254670
Total de costes indirectos 63668
Inversión capital fijo 318340
Capital de trabajo 112355
Total de capital de inversión 749033
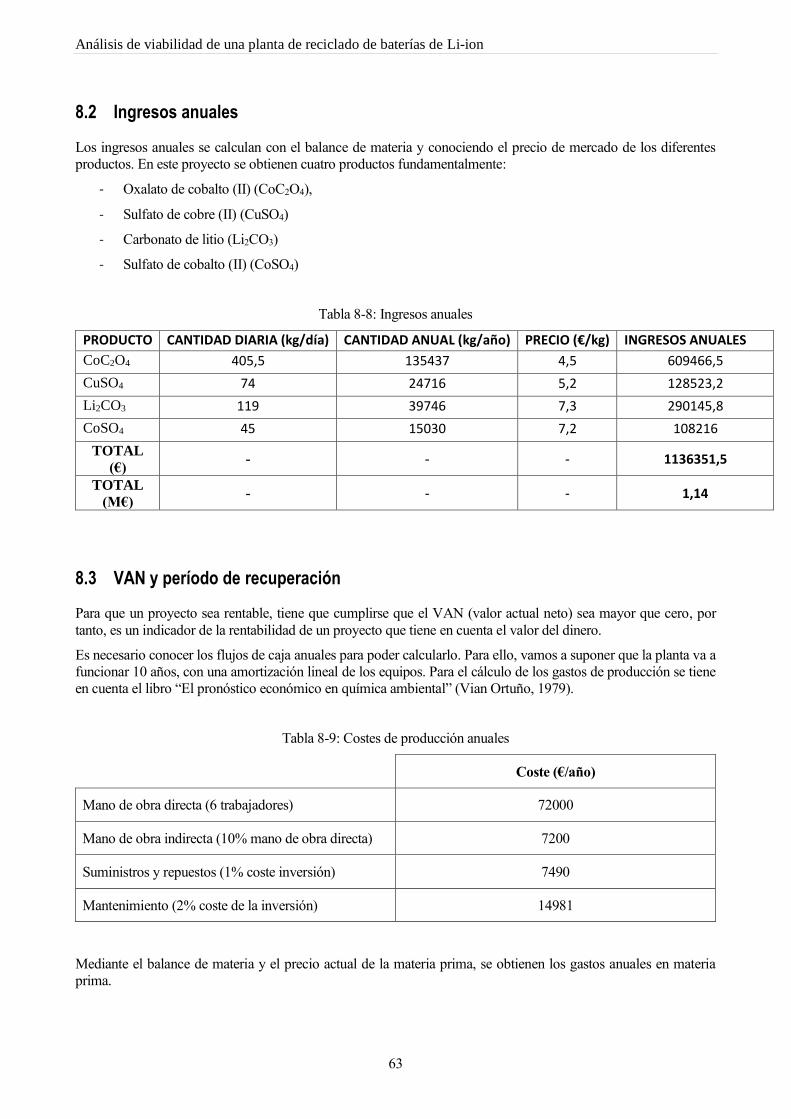
Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
63
8.2 Ingresos anuales
Los ingresos anuales se calculan con el balance de materia y conociendo el precio de mercado de los diferentes
productos. En este proyecto se obtienen cuatro productos fundamentalmente:
- Oxalato de cobalto (II) (CoC2O4),
- Sulfato de cobre (II) (CuSO4)
- Carbonato de litio (Li2CO3)
- Sulfato de cobalto (II) (CoSO4)
Tabla 8-8: Ingresos anuales
PRODUCTO CANTIDAD DIARIA (kg/día) CANTIDAD ANUAL (kg/año) PRECIO (€/kg) INGRESOS ANUALES
CoC2O4 405,5 135437 4,5 609466,5
CuSO4 74 24716 5,2 128523,2
Li2CO3 119 39746 7,3 290145,8
CoSO4 45 15030 7,2 108216
TOTAL
(€) - - - 1136351,5
TOTAL
(M€) - - - 1,14
8.3 VAN y período de recuperación
Para que un proyecto sea rentable, tiene que cumplirse que el VAN (valor actual neto) sea mayor que cero, por
tanto, es un indicador de la rentabilidad de un proyecto que tiene en cuenta el valor del dinero.
Es necesario conocer los flujos de caja anuales para poder calcularlo. Para ello, vamos a suponer que la planta va a
funcionar 10 años, con una amortización lineal de los equipos. Para el cálculo de los gastos de producción se tiene
en cuenta el libro “El pronóstico económico en química ambiental” (Vian Ortuño, 1979).
Tabla 8-9: Costes de producción anuales
Coste (€/año)
Mano de obra directa (6 trabajadores) 72000
Mano de obra indirecta (10% mano de obra directa) 7200
Suministros y repuestos (1% coste inversión) 7490
Mantenimiento (2% coste de la inversión) 14981
Mediante el balance de materia y el precio actual de la materia prima, se obtienen los gastos anuales en materia
prima.

Evaluación económica
64
Tabla 8-10: Coste anual de la materia prima
Producto Cantidad anual
(ton/año)
Cantidad anual
(m3/año) Precio (€/ton)
Precio
(€/m3)
Coste anual
(€)
Fe polvo 1 - 800 - 800
H2SO4 (98%) - 600 - 1250 750000
Oxalato amonio 253,8 - 1100 - 279224
Acorga - 68 - 890 60520
Cyanex - 68 - 900 61200
Na2CO3 72,1 - 400 28844,4
TOTAL - - - - 1180588,4
TOTAL (M€) - - - - 1,18
En este punto ya se puede observar que el proyecto no es rentable, puesto que es más cara la materia prima que el
producto que se va a vender.
En la siguiente tabla se muestra el cálculo del flujo de caja anual:
Tabla 8-11: Cálculo del flujo de caja anual
Ingresos anuales (€) 1136351,5
Mano de obra directa (€) (72000)
Mano de obra indirecta (€) (7200)
Coste materia prima (€) (1181017,1)
Coste suministros y repuestos (€) (7490)
Coste mantenimiento (€) (14981)
Amortización (€) (12734)
BAI (€) (273670,6)
Impuestos (30%) (€) 0
BN (€) (273670,6)
Amortización (€) 12734
CFOi (€) (146336,6)
CFOi (M€) (0,146)

Análisis de viabilidad de una planta de reciclado de baterías de Li-ion
65
𝑉𝐴𝑁 = −𝐴 + ∑𝐶𝑓𝑖
(1 + 𝑘)𝑖
𝑛
𝑖=1
Donde:
VAN, es el valor actual neto.
A, es el desembolso inicial.
Cfi, es el flujo de caja del año i.
k, es la tasa de descuento (se ha considerado 10%).
Se obtiene un VAN de -1,646 M€ confirmándose, como se suponía, que el proyecto no es rentable.
Referencias
66
REFERENCIAS
Pingwei Zhang, Toshiro Yokoyama, et al, 1997. Hydrometallurgical process for recovery of metal
values from spent lithium-ion secondary batteries.
Junmin Nan, Dongmei Han, et al, 2005. Recovery of metal values from spent lithium-ion batteries with
chemical deposition and solvent extraction.
Augusto Fuentes Majano, 2010. Análisis estratégico de reciclado de baterías para vehículos eléctricos.
Indumetal Recycling S.A. 2012. Anexo 2. Determinación de parámetros clave en el sistema de gestión de
baterías de vehículos eléctricos/híbridos al final de su vida útil, requerimientos de los factores implicados.
Bernardes, Espinosa, et al, 2003. Recycling of batteries: a review of current processes and technologies.
Jinqiu Xua, H.R. Thomasb, et al, 2008. A review of processes and technologies for the recycling of lithium-
ion secondary batteries.
Misuzu Asari, Shin-ichi Sakai, 2013. Li-ion battery recycling and cobalt flow analysis in Japan.
Peters, Timmerhaus, et al,2003. Plan design and economics for chemical engineers.
Vian Ortuño, 1979. El pronóstico económico en química ambiental.