trabajo en frio del metal
DESCRIPTION
trabajo en frío del metalTRANSCRIPT
PROCESOS DE TRABAJO EN FRIO
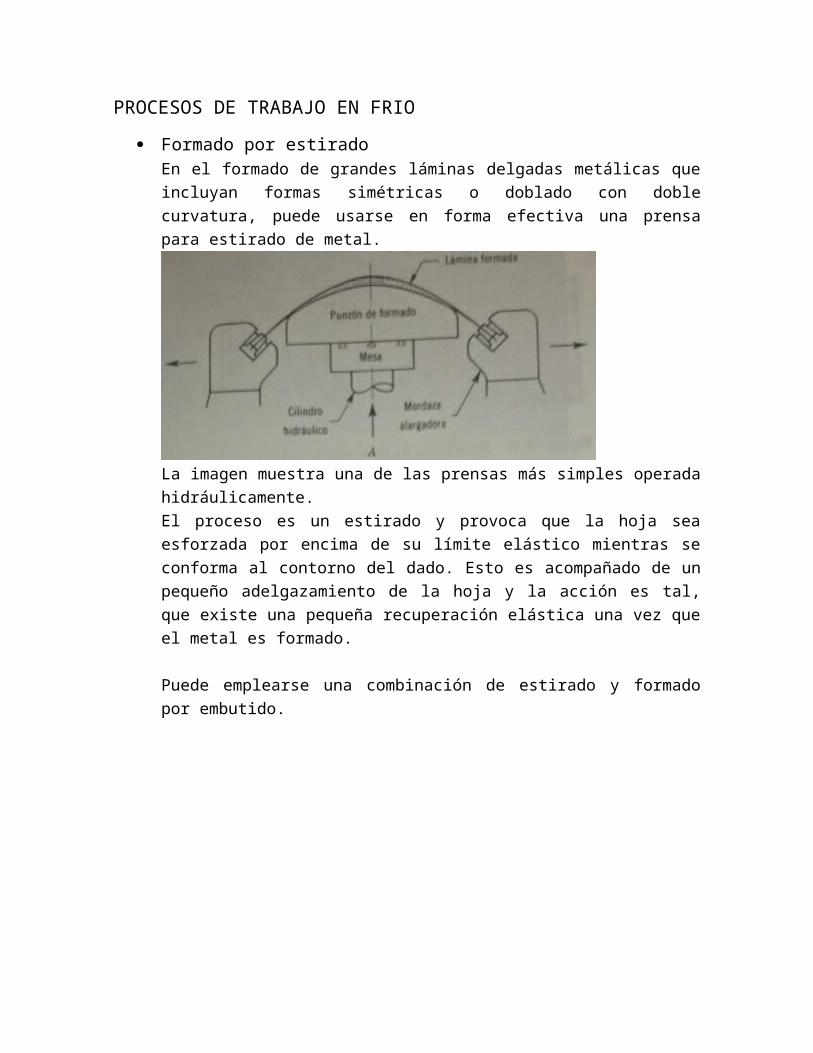
Formado por estiradoEn el formado de grandes láminas delgadas metálicas que incluyan formas simétricas o doblado con doble curvatura, puede usarse en forma efectiva una prensa para estirado de metal.
La imagen muestra una de las prensas más simples operada hidráulicamente.El proceso es un estirado y provoca que la hoja sea esforzada por encima de su límite elástico mientras se conforma al contorno del dado. Esto es acompañado de un pequeño adelgazamiento de la hoja y la acción es tal, que existe una pequeña recuperación elástica una vez que el metal es formado.
Puede emplearse una combinación de estirado y formado por embutido.
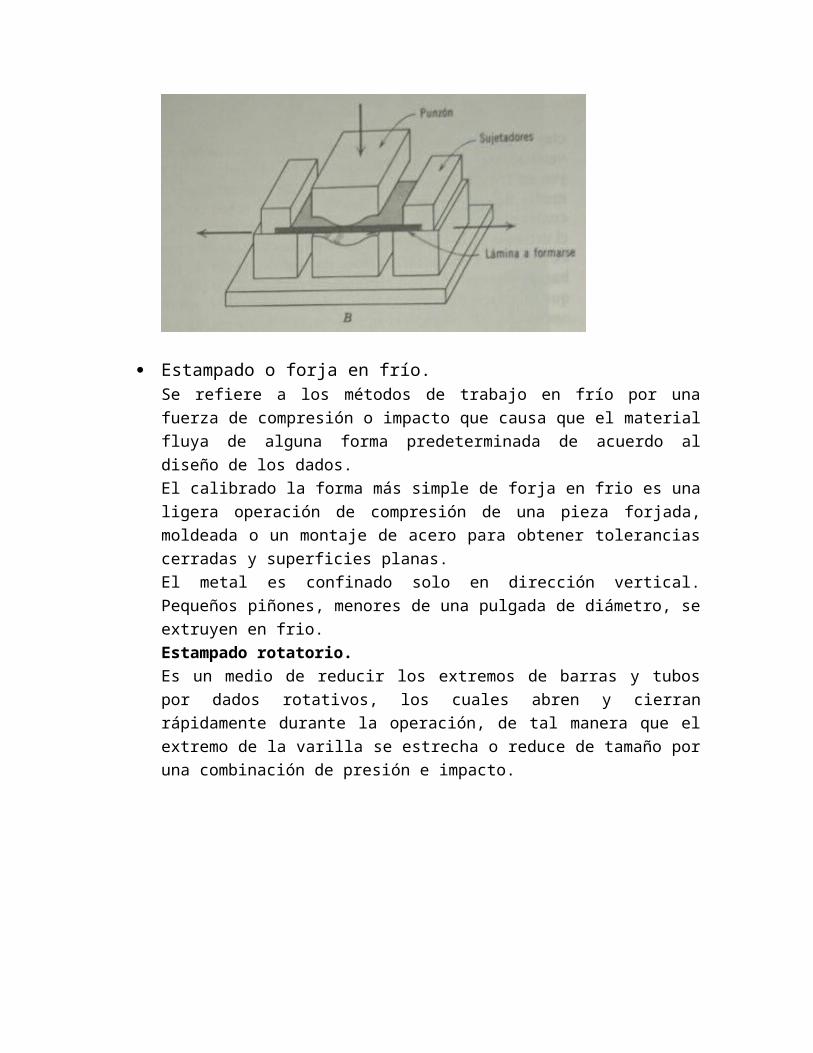
Estampado o forja en frío.Se refiere a los métodos de trabajo en frío por una fuerza de compresión o impacto que causa que el material fluya de alguna forma predeterminada de acuerdo al diseño de los dados.
El calibrado la forma más simple de forja en frio es una ligera operación de compresión de una pieza forjada, moldeada o un montaje de acero para obtener tolerancias cerradas y superficies planas.El metal es confinado solo en dirección vertical. Pequeños piñones, menores de una pulgada de diámetro, se extruyen en frio.Estampado rotatorio.Es un medio de reducir los extremos de barras y tubos por dados rotativos, los cuales abren y cierran rápidamente durante la operación, de tal manera que el extremo de la varilla se estrecha o reduce de tamaño por una combinación de presión e impacto.
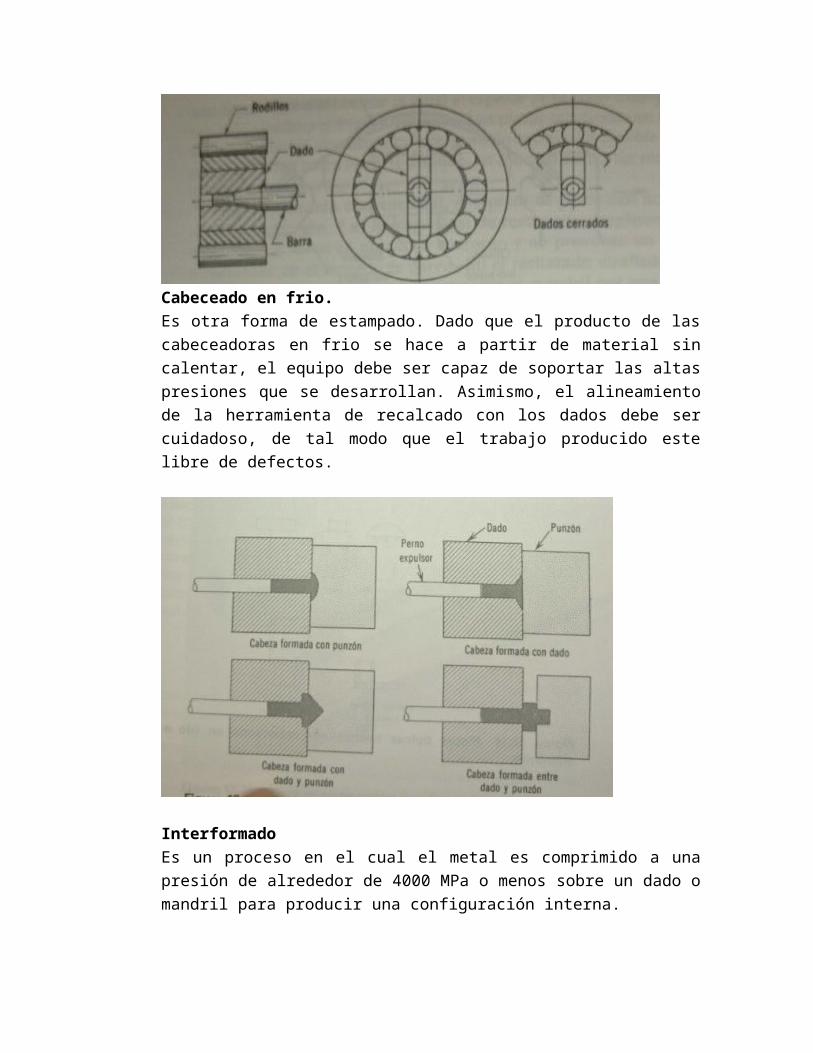
Cabeceado en frio.Es otra forma de estampado. Dado que el producto de las cabeceadoras en frio se hace a partir de material sin calentar, el equipo debe ser capaz de soportar las altas presiones que se desarrollan. Asimismo, el alineamiento de la herramienta de recalcado con los dados debe ser cuidadoso, de tal modo que el trabajo producido este libre de defectos.
InterformadoEs un proceso en el cual el metal es comprimido a una presión de alrededor de 4000 MPa o menos sobre un dado o mandril para producir una configuración interna.Un mandril, la pieza en elaboración y la pieza terminada se muestran en la siguiente figura.
EmbutidoCavidades de moldes se producen forzando a una forma de acero endurecido o macho en un acero blando. El macho, maquinado a la forma exacta de la pieza por moldearse, es térmicamente tratado para obtener la dureza necesaria y la resistencia para soportar las tremendas presiones involucradas.Durante la operación de embutido el flujo del metal en la matriz está restringido de cualquier movimiento lateral apreciable por un potente anillo de sujeción colocado alrededor de él. La ventaja del embutido es que pueden producirse económicamente varias cavidades idénticas.

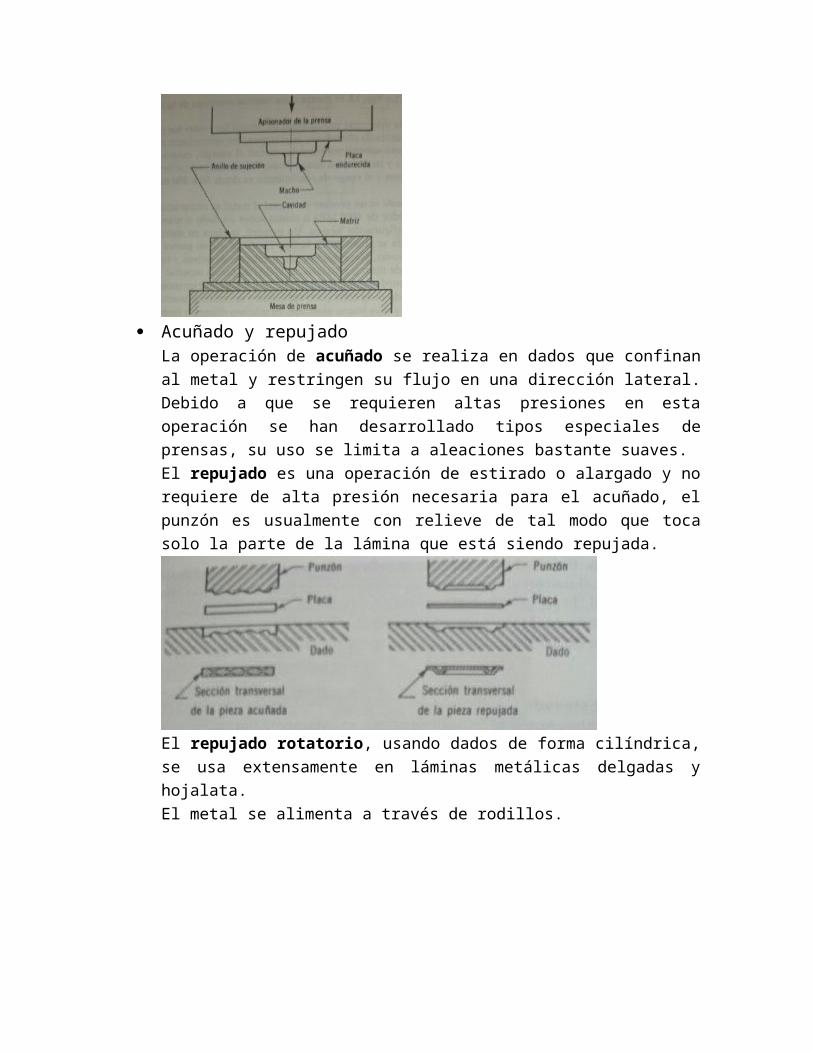
Acuñado y repujadoLa operación de acuñado se realiza en dados que confinan al metal y restringen su flujo en una dirección lateral. Debido a que se requieren altas presiones en esta operación se han desarrollado tipos especiales de prensas, su uso se limita a aleaciones bastante suaves.El repujado es una operación de estirado o alargado y no requiere de alta presión necesaria para el acuñado, el punzón es usualmente con relieve de tal modo que toca solo la parte de la lámina que está siendo repujada.
El repujado rotatorio, usando dados de forma cilíndrica, se usa extensamente en láminas metálicas delgadas y hojalata.El metal se alimenta a través de rodillos.
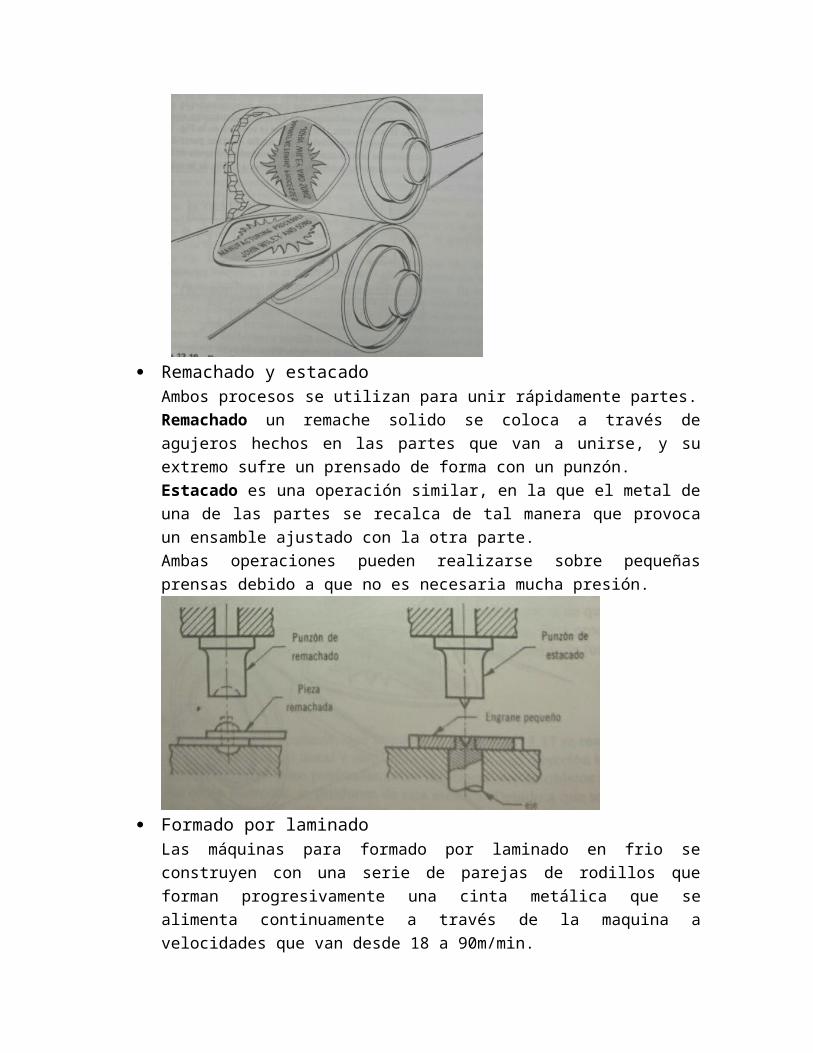
Remachado y estacado
Ambos procesos se utilizan para unir rápidamente partes.Remachado un remache solido se coloca a través de agujeros hechos en las partes que van a unirse, y su extremo sufre un prensado de forma con un punzón.Estacado es una operación similar, en la que el metal de una de las partes se recalca de tal manera que provoca un ensamble ajustado con la otra parte. Ambas operaciones pueden realizarse sobre pequeñas prensas debido a que no es necesaria mucha presión.
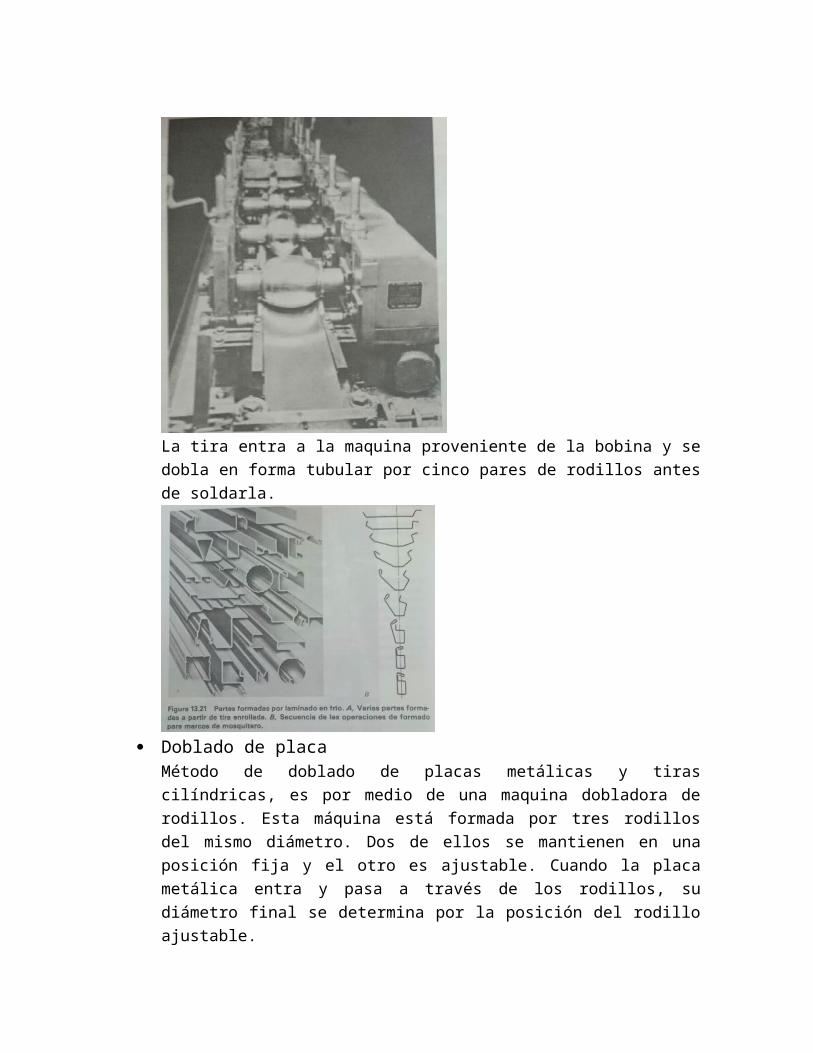
Formado por laminadoLas máquinas para formado por laminado en frio se construyen con una serie de parejas de rodillos que forman progresivamente una cinta metálica que se alimenta continuamente a través de la maquina a velocidades que van desde 18 a 90m/min.
La tira entra a la maquina proveniente de la bobina y se dobla en forma tubular por cinco pares de rodillos antes de soldarla.
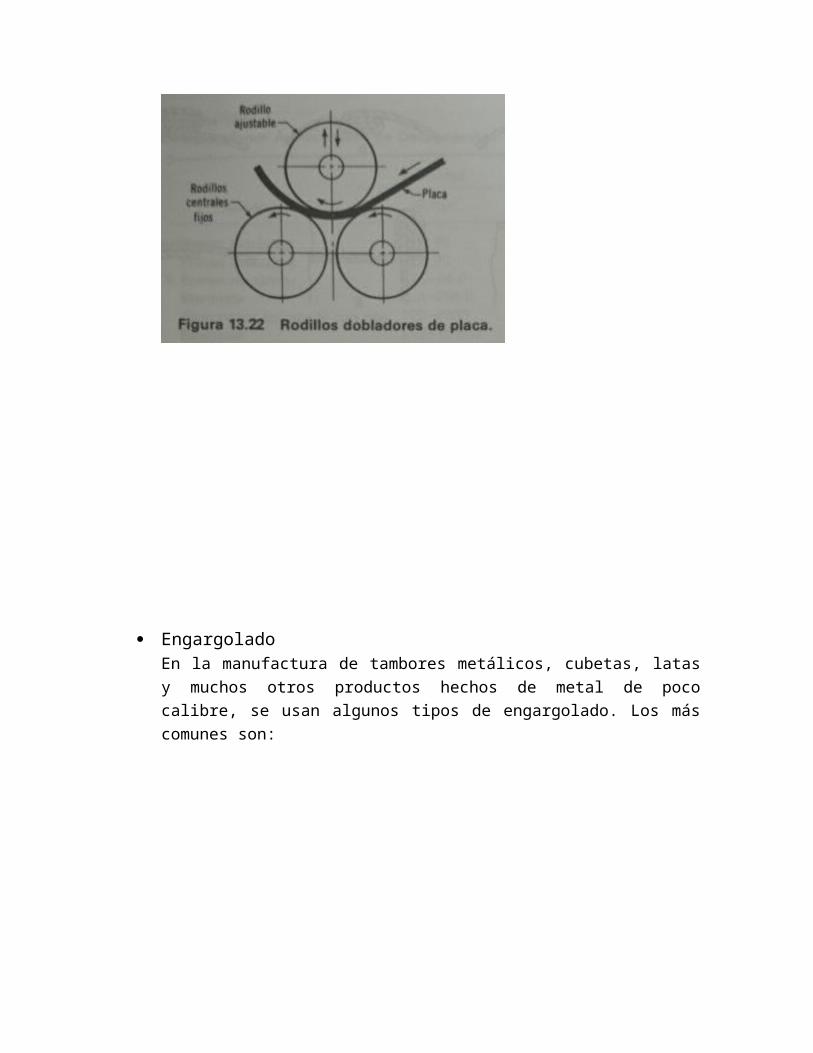
Doblado de placa Método de doblado de placas metálicas y tiras cilíndricas, es por medio de una maquina dobladora de rodillos. Esta máquina está formada por tres rodillos del mismo diámetro. Dos de ellos se mantienen en una posición fija y el otro es ajustable. Cuando la placa metálica entra y pasa a través de los rodillos, su diámetro final se determina por la posición del rodillo ajustable.
EngargoladoEn la manufactura de tambores metálicos, cubetas, latas y muchos otros productos hechos de metal de poco calibre, se usan algunos tipos de engargolado. Los más comunes son: