trabajo de graduacion - repositorio …repositorio.ug.edu.ec/bitstream/redug/4316/1/3916. tumbaco...
TRANSCRIPT
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERIA INDUSTRIAL
DEPARTAMENTO ACADEMICO DE GRADUACIÓN SEMINARIO
TRABAJO DE GRADUACION
Previo a la Obtención del Título de:
INGENIERO INDUSTRIAL
AREA: SISTEMAS PRODUCTIVOS
TEMA: IMPLEMENTACION DE UN PROGRAMA DE MANTENIMIENTO
PREVENTIVO BASADO EN LA FILOSOFIA TPM EN LA EMPRESA DIAB ECUADOR S.A.
AUTOR: Tumbaco Tumbaco Orlando Mario
Director de Trabajo Ing. Ind. Barrios Miranda José
2009 – 2010
GUAYAQUIL – ECUADOR

ii
“Las responsabilidades de los hechos, ideas, y doctrinas expuestos en
esta tesis corresponden exclusivamente la autor.”
____________________________________
Tumbaco Tumbaco Orlando
C.I.: 0924326689
iii
DEDICATORIA
Este Trabajo esta dedicado a las personas que me ayudaron a seguir
adelante en mis estudios logrando alcanzar el nivel académico superior
Dedico este momento de felicidad a mi madre APOLONIA TUMBACO
BAQUE, mi padre SANTIAGO TUMBACO BAQUE, a quienes le debo la
vida de estar en este mundo y en el escalón donde estoy.
También le dedico esta tesis a mis hermanos: MERCEDES Y JUNIOR
que en todo momento me apoyaron para encontrarme en el deseo mas
anhelado de mi vida.
iv
AGRADECIMIENTO
Agradezco primeramente a Dios por que por medio de el es que
desarrollamos todas nuestras actividades, quien me ha dado toda la
sabiduría y fortaleza y no dejarme caer nunca.
A mis padres por que por medio de sus consejos he podido seguir
adelante, porque sin ellos y sus enseñanzas no estaría aquí ni seria quien
soy ahora a ellos les dedico esta tesis.
A mis familiares y amigos cercanos por que gracias a ellos se lo que es
amistad verdadera autoestima y valor humano importante en mi vida.
Debo expresar mi grandísimo agradecimiento a mi tutor, guía y amigo
ING IND JOSE BARRIOS MIRANDA quien con su esfuerzo y sinceridad
hemos podido seguir adelante, además a todos los catedráticos de la
facultad de ingeniería industrial quienes me impartieron sus conocimientos
para poder lograr la obtención de mi titulo INGENIERO INDUSTRIAL
v
ÍNDICE GENERAL
Resumen
Prologo
xii
xiii
CAPÍTULO I
INTRODUCCIÓN
N° Descripción Pág.
1.1. Antecedentes
1.1.1. Ubicación
1.1.2. Identificación con el CIIU
1.1.3. Estructura Organizacional
1.1.4. Descripción de los productos que elabora la empresa
1.1.5. Descripción de los problemas que tiene la empresa
1.1.6. Delimitación del Problema
1.2. Cultura Corporativa
1.2.1. Misión
1.2.2. Visión
1.2.3. Objetivo General
1.2.4. Objetivos Específicos
1.3. Marco Teórico
1.4. Metodología
1.5. Factibilidad de operación
1.5.1. Terreno Industrial y Maquinaria
1.5.2. Recurso Humano
1.5.3. Seguridad Industrial
1.6. Mercado
1
2
2
3
4
6
6
7
7
7
7
8
8
16
17
17
20
20
23
vi
1.6.1. Análisis de ventas 21
CAPÍTULO II
SITUACIÓN ACTUAL
N° Descripción Pag.
2.1. Distribución de planta 25
2.2. Descripción del proceso 26
2.2.1. Proceso de Mantenimiento
2.2.2. Manual de Proceso de Mantenimiento
35
37
2.2.3. Políticas de Mantenimiento 37
2.2.4. Responsabilidades 39
2.2.5. Procedimiento para Mantenimiento de Maquinas 40
2.2.6. Mantenimiento Preventivo de Maquinas 40
2.2.7. Mantenimiento Correctivo de Maquinas 40
2.2.8. Análisis del proceso 41
2.2.9. Análisis del Recorrido 43
2.3. Planificación de la Producción 43
2.3.1. Análisis de la Capacidad de Producción 47
2.3.2. Análisis de la Eficiencia 48
2.3.3. Análisis de los Costos de Producción 49
2.4. Análisis FODA 52
2.4.1. Matriz FODA 54
vii
CAPÍTULO III
DIAGNÓSTICO
N° Descripción Pag.
3.1. Registros de los problemas que afectan al proceso
productivo 56
3.1.1. Análisis de los problemas que afectan al proceso productivo 57
3.1.2. Análisis de Pareto de Problemas 60
3.2. Índices de rechazo y desperdicio 62
3.3. Análisis de Pareto según el numeral 3.2. 63
3.4. Diagrama Causa – Efecto 64
3.5. Cuantificación de las pérdidas ocasionadas por los
problemas 66
3.6. Diagnostico 72
CAPÍTULO IV
DESARROLLO DE LAS PROPUESTAS DE SOLUCIÓN
N° Descripción Pag.
4.1. Planteamiento y Análisis de la solución 74
4.1.1. Solución al Problema 75
4.1.2. Puesta en marcha de la solución 75
4.1.3. Estructura 5 “S” 76
4.1.4. Mantenimiento Autónomo 79
4.1.5. Mantenimiento Planificado 82
4.1.6. Capacitación y Entrenamiento 84
4.1.7. Pasos básicos para implantar el sistema de TMP 86
viii
4.2. Evaluación y análisis de los costos de la Solución 89
4.3. Etapa de Lanzamiento 90
4.4. Definición de Indicadores 91
4.5. Factibilidad de la Solución Propuesta 93
4.6. Diagrama Causa Efecto Mejorado 93
CAPÍTULO V
EVALUACIÓN ECONÓMICA
N° Descripción Pag.
5.1. Costo y calendario de la inversión 95
5.1.1. Inversión Fija 95
5.1.2. Costos de Operación 96
5.2. Financiamiento de la Propuesta 97
5.3. Análisis Beneficio – Costo 98
5.4. Índices Financieros que sustentan la inversión 99
5.4.1. Tasa Interna de Retorno 99
5.4.2. Valor Actual Neto 100
5.4.3. Tiempo de recuperación de la inversión 101
CAPÍTULO VI
PROGRAMACION Y PUESTA EN MARCHA
N° Descripción Pag.
6.1. Selección y programación de actividades para la
implementación de la propuesta 102
6.2. Cronograma de implementación 103
ix
CAPÍTULO VII
CONCLUSIONES Y RECOMENDACIONES
N° Descripción Pag.
7.1. Conclusiones 105
7.2. Recomendaciones 106
Anexos 108
x
ÍNDICE DE CUADROS
N° Descripción Pag.
1. Estructura del CIIU. Rev. 4 3
2. Medidas de laminas de madera 5
3. Medidas de bloques de madera 6
4. Maquinas de bloques 18
5. Maquinas de Laminas 19
6. Recursos Humanos 20
7. Seguridad de tomas de Agua 21
8. Extintores 22
9. Ventas de Bloque 23
10. Ventas de Laminas 24
11. Medidas de Laminas de madera 32
12. Materiales Utilizados 46
13. Capacidad de producción instalada 46
14. Capacidad de producción real disponible 47
15. Capacidad de producción utilizada 48
16. Análisis de la eficiencia 49
17. Costo de mano de obra 49
18. Costo anual de la materia prima 50
19. Costos de insumos 50
20. Costo anual de materiales indirectos 51
21. Costo anual de producción 52
22. Matriz FODA 55
23. Paralizaciones por mantenimiento productivo 58
24. Paralizaciones por falta de capacitación 59
25. Paralizaciones por estandarización 60
26. Frecuencia de problemas 61
27. Porcentaje de índices de desperdicio 62
28. Desperdicios 56
xi
N° Descripción Pag.
29. Pies cubico no procesados por mantenimiento 68
30. Pies cubico no procesados por falta de capacitación 70
31. Pies cubico no procesados por estandarización 71
32. Resumen de los costos de los problemas 73
33. Formato de identificación 76
34. Formato de Prevención y limpieza 77
35. Índices de mantenimiento 83
36. Cursos de capacitación 85
37. Cronograma de entrenamiento 85
38. Adquisición de equipo para la implementación TPM 87
39. Cuadro de formatos de mantenimiento 88
40. Detalle de los costos 90
41. Inversión fija 96
42. Costos de operación 97
43. Total de inversión 97
44. Calculo del TIR y VAN 100
xii
ÍNDICE DE GRAFICOS
N° Descripción Pag.
1. Bloques de madera 4
2. Laminas de madera 5
3. Pilares de TPM 15
4. Producción Bloque 23
5. Producción laminas 24
6. Clasificación de madera 26
7. Proceso de cepillado 27
8. Proceso de sierra 29
9. Clasificación de listones 30
10. Prensado de bloque 31
11. Grafico de proceso de mantenimiento 36
12. Grafico de proceso de mantenimiento 36
13. Pareto de problemas 61
14. Pareto de desperdicio 63
15. Diagrama causa-efecto 65
16. Estructura 5 “S” 75
17. tarjetas de mantenimiento 81
18. Equipos de lubricación 83
19. Diagrama causa – efecto mejorado 94
20. Grafica de Gantt 104
xiii
ANEXOS
N° Descripción Pag.
1 Ubicación 109
2 Estructura Organizacional 110
3 Distribución de Planta 111
4 Diagrama de flujo de mantenimiento preventivo 112
5 Diagrama de flujo de proceso 113
6 Diagrama de flujo de recepción de madera 114
7 Diagrama de Flujo del Proceso de Bloques 115
8 Diagrama de Flujo de Laminado 116
9 Diagrama de recorrido actual 117
10 Reporte de paradas no programadas 118
11 Costos de producción 119
12 Capacitación TPM 120
13 Capacitación técnica 122
14 Cotización de equipos de computación 124
15 Cotización de software de mantenimiento 125
16 Cotización de muebles de oficina 126
17 Equipos de lubricación 127
18 Inventarios de equipos 128
19 Hoja de vida de equipos 129
20 Control de mantenimiento 130
21 Solicitud de mantenimiento 131
22 Orden de trabajo 132
23 Efectividad Global del Equipo 133
xiv
RESUMEN
TEMA: IMPLEMENTACIÓN DEL MANTENIMIENTO PREVENTIVO BASADO EN LA FILOSOFÍA "TPM" EN LA EMPRESA DIAB ECUADOR
S.A
Autor: Orlando Tumbaco Tumbaco
La empresa en la cual se desarrolla este trabajo es DIAB ECUADOR S.A. una empresa dedicada a la elaboración de bloques de madera y laminas. Para la realización de este trabajo de investigación se efectuó un estudio de la problemática que tiene la empresa en sus procesos productivos; durante este periodo de tiempo se llego a la determinación de los principales problemas mediante el uso de varias técnicas, entre ellas el Diagrama Causa - Efecto (Ishikawa) y la Matriz FODA, los cuales son: Paralizaciones Constantes del Proceso por la Falta de Mantenimiento Productivo, Falta de Capacitación y Entrenamiento; el objetivo principal es mejorar la organización provocando un mayor sentido de la clasificación y la economía, menos cansancio físico y mayor facilidad de operación con la Implementación de las 5 "S" y la Filosofía del 'TPM', así como el uso adecuado de otras técnicas de Ingeniería Industrial. La metodología utilizada en esta investigación fueron los métodos Investigativos, Descriptivos y Deductivo - Inductivo; estos permitieron resaltar los problemas antes mencionados. Los costos que han generado los problemas debido a la Falta de un Programa de Mantenimiento Preventivo en el área de producción de elaboración de bloques de madera, da como consecuencia tiempos improductivos demostrando ese ser la causas que representa la mayor pérdida económica en los procesos que desarrolla la empresa. Este problema ocasiona una pérdida de $ 36.915,18 anual, el cual se debe evitar; para esto la propuesta se basa en el problema que ocasiona mayores pérdidas. El resultado que se logra obtener, con la implementación de la propuesta del Mantenimiento Preventivo Basado en la Filosofía "TPM", es evitar la pérdida de horas hombre y horas máquinas, y de esta manera maximizar los recursos existentes, mejorando la productividad del área de producción.
______________________ _____________________
Orlando Tumbaco Tumbaco Ing. Ind Barrios Miranda José
C. I.: 0924326689 Director de tesis
xv
PROLOGO
En el presente trabajo de investigación realizado en la empresa DIAB ECUADOR S.A. se
analizan los principales problemas que afectan el proceso productivo de la línea de
elaboración de bloque de madera como la para de maquinaria debido a fallas
eléctricas y mecánicas.
Esta tesis de grado está dirigida hacia el área de Gestión de Mantenimiento, para
el efecto se ha tomado como técnicas de trabajo, investigación de campo,
descriptivo y algunas combinaciones de tipo documental.
La tesis está dividida en capítulos que se citan en el índice general con el que se i nicia
la misma; en esta se expresa el numero de pagan de cada capítulo y se expone por
orden de numeración de pagina.
Capítulo I: descripción general de la empresa que se divide en: antecedentes de la
empresa, productos que elabora la empresa, objetivos de la investigación,
metodología, marco teórico del TPM.
Capítulo II: Programación planificación y control de la producción: que se divide en
distribución de planta, descripción de los procesos, análisis de recorrido, análisis de los
costos de producción, capacidad de producción.
Capítulo III: Descripción de los problemas: que se divide en: registros de problemas,
análisis de los problemas, análisis de pareto, índices de desperdicios, diagrama causa-
efecto, cuantificación, diagnostico.
Capítulo IV: planteamiento de la solución, puesta en marcha, evaluación y análisis de
los costos de solución, factibilidad de la solución propuesta.
Capitulo V: se divide en Costos de la inversión, inversión fija, costos de operación,
análisis costo – benéfico, TIR y VAN.
Capítulo VI: se divide en selección y programación de las actividades, y cronograma de
la implementación.
Capítulo VII. Se divide en conclusiones y recomendaciones.
CAPITULO # 1
1.1 Antecedentes
DIAB ECUADOR S.A. es una empresa multinacional dedicada al
procesamiento e industrialización de madera de balsa para la elaboración
de bloques y láminas de madera de diferentes medidas. Fue fundada en
1997, se empezó a construir en 1998 y comenzó su producción un grupo
de trabajadores calificados en el año 2000. Desde sus inicios comenzó a
elaborar bloques y láminas de madera
.
Esta empresa cuenta con una planta manufacturera ubicada en el
cantón Duran, en el km 3.5 en la va Duran - Tambo en la que su
instalaciones abarca una extensión de 21420 metros cuadrados de área
total; en esta planta se encuentran dos líneas de producción que son:
Linea para producto de bloques de madera
Linea para producto de láminas de madera
DIAB ECUADOR S.A. se instala en diversas partes del mundo
como son los países de Estados Unidos, Italia, Canadá, Inglaterra,
España, Etc.
Su sede principal se encuentra ubicada en Estados unidos.
Descripción General de la Empresa 3
1.1.1 Ubicación
La localización geográfica de la empresa DIAB ECUADOR S.A. se
encuentra ubicada en la provincia del Guayas, el cantón Duran, en el Km.
3.5 de la vía Duran - Tambo entrando por Senefelder.
Debido a la ubicación como se indica en el ANEXO No 1 la
empresa goza de determinadas ventajas de servicios básicos, lo cual le
permite realizar operaciones de procesos adecuados.
Sus límites son:
Al Norte: Filaret
Al Sur: Tanase
Al Este: Indumad
Al Oeste: Waltech
1.1.2 Identificación con el CIIU
CIIU es la Clasificación Industrial Internacional Uniforme de todas
las actividades económicas; tiene como propósito agrupar las actividades
similares por categoría que facilitan el manejo de información para el
análisis estadístico y económico del sector empresarial.
DIAB ECUADOR S.A. empresa procesadora de madera de balsa
tiene el siguiente código CIIU:
Descripción General de la Empresa 4
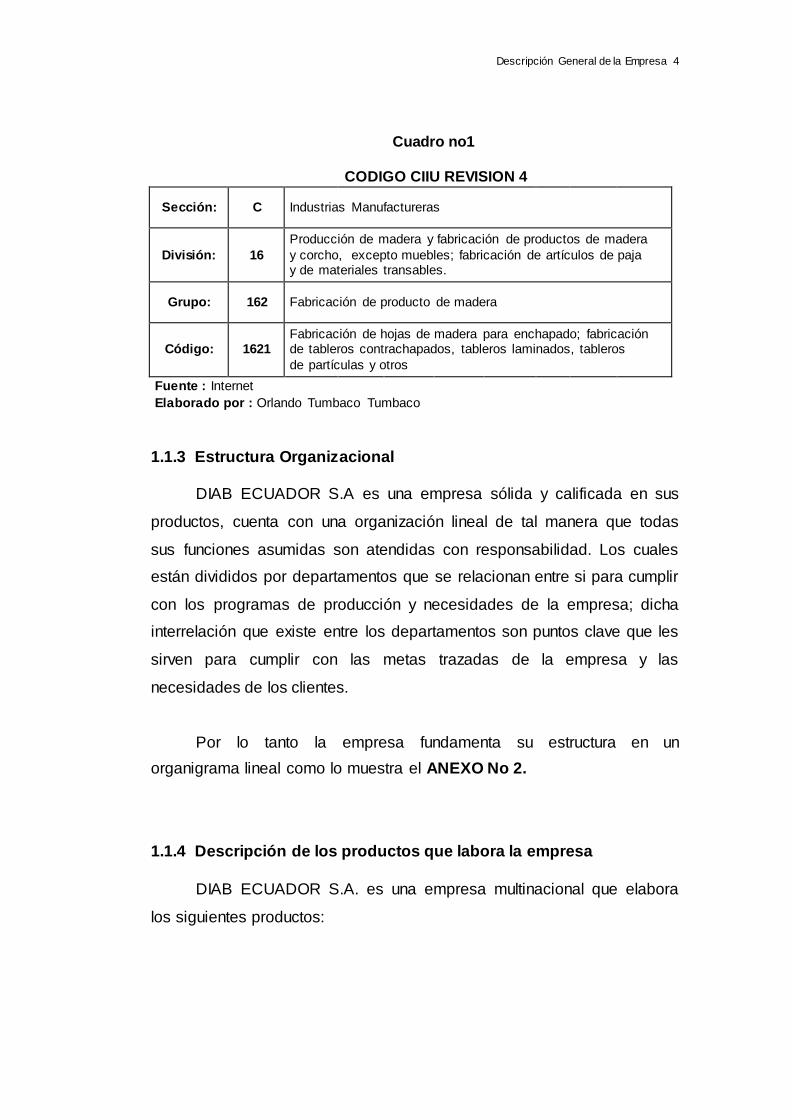
Cuadro no1
CODIGO CIIU REVISION 4
Sección: C Industrias Manufactureras
División: 16
Producción de madera y fabricación de productos de madera
y corcho, excepto muebles; fabricación de artículos de paja y de materiales transables.
Grupo: 162 Fabricación de producto de madera
Código: 1621 Fabricación de hojas de madera para enchapado; fabricación de tableros contrachapados, tableros laminados, tableros
de partículas y otros
Fuente : Internet
Elaborado por : Orlando Tumbaco Tumbaco
1.1.3 Estructura Organizacional
DIAB ECUADOR S.A es una empresa sólida y calificada en sus
productos, cuenta con una organización lineal de tal manera que todas
sus funciones asumidas son atendidas con responsabilidad. Los cuales
están divididos por departamentos que se relacionan entre si para cumplir
con los programas de producción y necesidades de la empresa; dicha
interrelación que existe entre los departamentos son puntos clave que les
sirven para cumplir con las metas trazadas de la empresa y las
necesidades de los clientes.
Por lo tanto la empresa fundamenta su estructura en un
organigrama lineal como lo muestra el ANEXO No 2.
1.1.4 Descripción de los productos que labora la empresa
DIAB ECUADOR S.A. es una empresa multinacional que elabora
los siguientes productos:
Descripción General de la Empresa 5
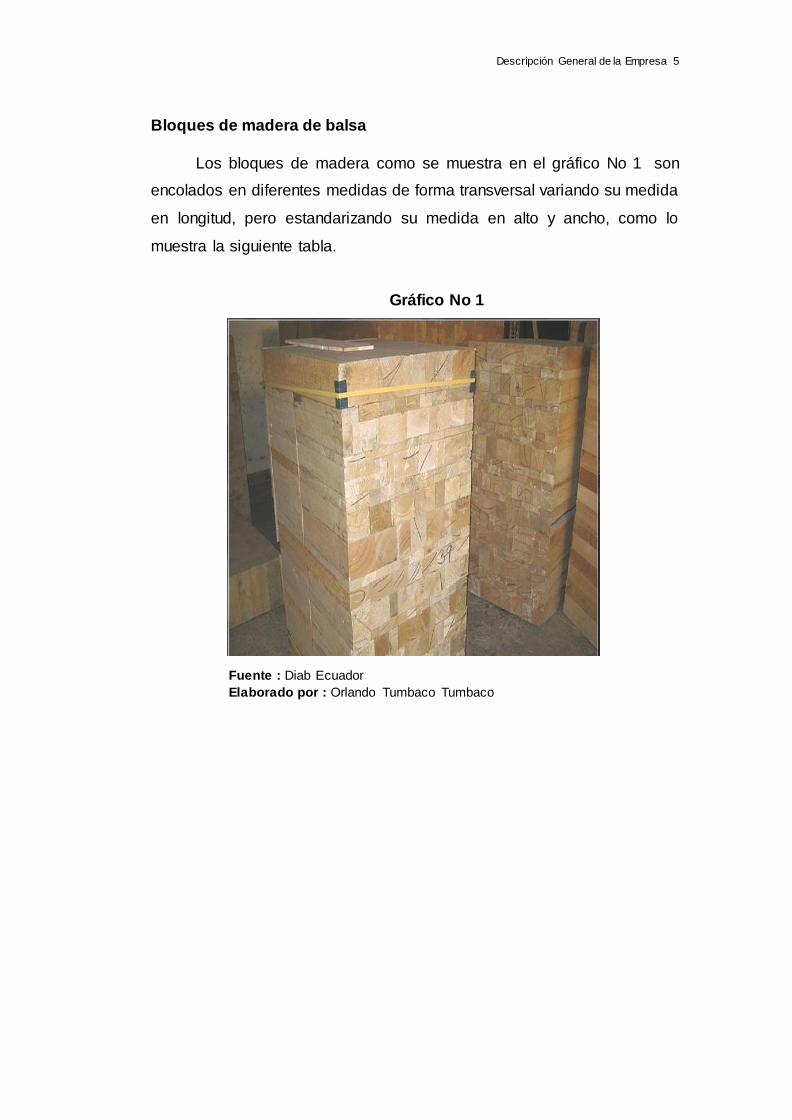
Bloques de madera de balsa
Los bloques de madera como se muestra en el gráfico No 1 son
encolados en diferentes medidas de forma transversal variando su medida
en longitud, pero estandarizando su medida en alto y ancho, como lo
muestra la siguiente tabla.
Gráfico No 1
Fuente : Diab Ecuador
Elaborado por : Orlando Tumbaco Tumbaco
Descripción General de la Empresa 6
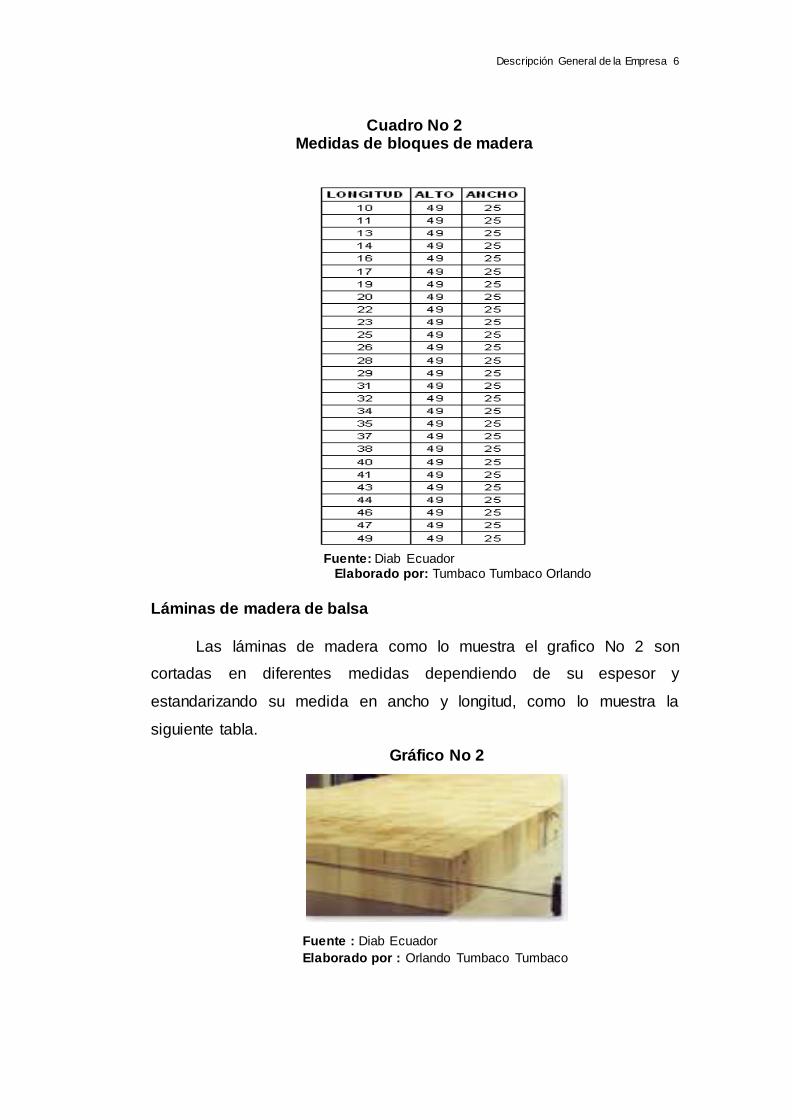
Cuadro No 2 Medidas de bloques de madera
Fuente: Diab Ecuador Elaborado por: Tumbaco Tumbaco Orlando
Láminas de madera de balsa
Las láminas de madera como lo muestra el grafico No 2 son
cortadas en diferentes medidas dependiendo de su espesor y
estandarizando su medida en ancho y longitud, como lo muestra la
siguiente tabla.
Gráfico No 2
Fuente : Diab Ecuador
Elaborado por : Orlando Tumbaco Tumbaco
Descripción General de la Empresa 7
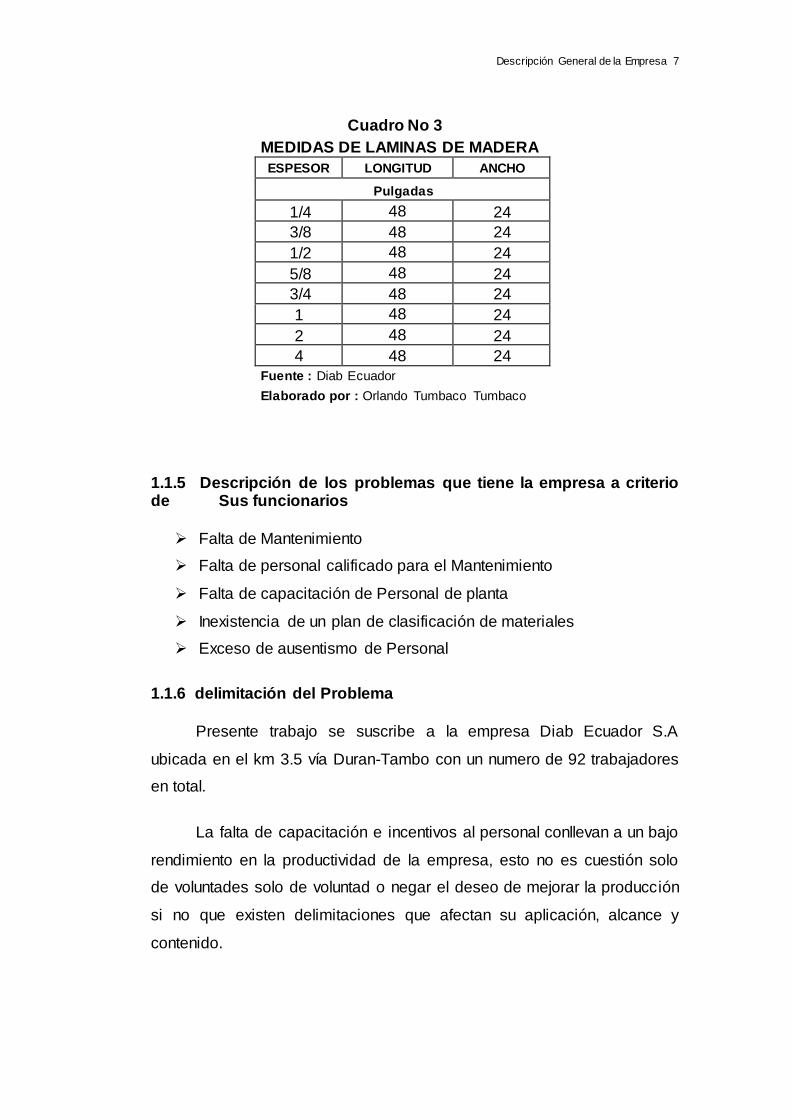
Cuadro No 3
MEDIDAS DE LAMINAS DE MADERA
ESPESOR LONGITUD ANCHO
Pulgadas
1/4 48 24
3/8 48 24
1/2 48 24
5/8 48 24
3/4 48 24
1 48 24
2 48 24
4 48 24
Fuente : Diab Ecuador
Elaborado por : Orlando Tumbaco Tumbaco
1.1.5 Descripción de los problemas que tiene la empresa a criterio de Sus funcionarios
Falta de Mantenimiento
Falta de personal calificado para el Mantenimiento
Falta de capacitación de Personal de planta
Inexistencia de un plan de clasificación de materiales
Exceso de ausentismo de Personal
1.1.6 delimitación del Problema
Presente trabajo se suscribe a la empresa Diab Ecuador S.A
ubicada en el km 3.5 vía Duran-Tambo con un numero de 92 trabajadores
en total.
La falta de capacitación e incentivos al personal conllevan a un bajo
rendimiento en la productividad de la empresa, esto no es cuestión solo
de voluntades solo de voluntad o negar el deseo de mejorar la producción
si no que existen delimitaciones que afectan su aplicación, alcance y
contenido.
Descripción General de la Empresa 8
1.2 Cultura Corporativa
1.2.1 Misión
La misión de la Empresa DIAB ECUADOR S.A. es “Satisfacer las
necesidades de nuestro Grupo Corporativo, manteniendo un
desempeño eficiente a largo plazo, ofreciendo productos con el nivel
más alto de calidad en los que ponemos nuestro máximo empeño
hasta alcanzar la excelencia, laborando con cualidades
empresariales de alto contenido humano y profesional tales como la
acertividad y la pro actividad para anticipar y prever las demandas
del mercado”.
1.2.2 Visión
La visión de la empresa es “Ser la referencia latinoamericana en
el Proceso y Exportación de Madera Balsa, ambientalmente
sustentable, socialmente responsable y que estimule el desarrollo de
su Grupo Corporativo”.
1.2.3 Objetivo General
“El objetivo general de la empresa es optimizar las líneas de
producción mediante una buena distribución de los procesos y además un
plan de mejoramiento continuo en todas las áreas de trabajo para
elaborar productos de alta calidad y competir en el mercado internacional,
bajo estrictas normas que garanticen su producto.”
Descripción General de la Empresa 9
1.2.4 Objetivos Específicos
Todas las operaciones de producción son sometidas a controles de
calidad en la línea de producción de bloque y láminas de madera,
cualquier parámetro que pudiera afectar la calidad del producto es
medido, registrado, controlado, y ajustado para entregar el producto
terminado en óptimas condiciones.
Por lo que sus objetivos y metas son:
Mejorar continuamente los procesos
Aumentar la capacidad de producción
Minimizar o eliminar accidentes de trabajo
Aumentar la calidad de sus productos
Minimizar los desperdicios
Capacitar al personal de planta
1.3 Marco Teórico
Como marco teórico se consideran criterios y aspectos señalados
por diferentes autores:
MANUAL DE MANTENIMIENTO INDUSTRIAL (L.C.MORROW).- La
dependencia del personal de producción de la ingeniería de
mantenimiento aumenta con la complejidad de los equipos que se usan
en la industria moderna. El costo de mantenimiento se ha convertido en
la mayor parte del costo de producción. Independientemente del aumento
de la importancia del costo y de la complejidad de la función de
mantenimiento, es necesario recordar que la función existe porque es una
faceta necesaria de la operación de toda la planta (Pág. 16).
CHARLES BROW (2001).- Mantenimiento Preventivo es una
inspección periódica de los activos y del equipo de la planta, para
Descripción General de la Empresa 10
descubrir las condiciones que conduce a los paros imprevistos de
producción o depreciación perjudicial. Conservar la planta para anular
dichos aspectos, adaptarlos o separarlos, cuando se encuentre aun en la
etapa de incipiente, (Pág. 105).
CHASE AQUILANO (2000).- Se enfatiza el mantenimiento
preventivo para garantizar que los flujos no se interrumpan debido a los
tiempos de inactividad o daño en los equipos. Los operadores realizan
gran parte del mantenimiento debido a que están familiarizados con sus
máquinas y por que las máquinas son fáciles de reparar. (Pág. 333).
Internet: www.tpm.com
“Este estudio tiene referencia a la metodología TPM
desarrollada por el JIPM siendo sus principales objetivos de esta
metodología obtener cero accidentes, cero averías, y cero defectos.
El Mantenimiento Productivo Total TPM es un concepto
empujado por conservación, por modificación y por mejoramiento de
las máquinas y los equipos. Con el TPM, el mantenimiento no solo
está considerado como una actividad no generadora de valor
añadido, sino como un proceso importante del mejoramiento de la
productividad global.
El fin del Mantenimiento Productivo Total es reducir en lo
posible las paradas de actividad por causa de mantenimiento,
mejorar la productividad global implicando a todo el personal.
El TPM ha tenido gran aceptación en las industrias
debido a tres razones fundamentales que son:
Descripción General de la Empresa 11
Garantiza drásticos resultados.
Transforma visiblemente las áreas de trabajo.
Eleva el nivel de conocimiento y capacidad del personal
de producción y mantenimiento.
El aplicar TPM arroja resultados tangibles como intangibles
que se ven reflejados en indicadores que son clasificados en los
siguientes grupos de indicadores:
P = Productividad.
Q = Calidad del producto.
C = Costos.
D = Entrega cumplimiento de pedidos.
S = Seguridad e higiene Industrial.
M = Moral de los empleados.
Beneficios Tangibles. - Son los siguientes:
P- Productividad: Aumento de la producción 1.5 a 2 veces.
Reducción del # de averías; aumento de la eficiencia global del
equipo.
Q - Calidad: Reducción del 90% defectos del producto.
C- Costos. Reducción del 30 - 40% del costo de producción.
D – Inventaros de entrega.
S- Seguridad. Cero accidentes.
M - Moral - Personal motivado y comprometido.
Beneficios Intangibles.- El personal se siente motivado y
comprometido, las áreas lucen mucho mejor se trabaja en un
ambiente seguro se gana confianza en el personal se gana la
Descripción General de la Empresa 12
autonomía y el sentido de pertenencia. Con esto se busca los
objetivos básicos del TPM:
Cero Accidente
Cero averías.
Cero Defecto
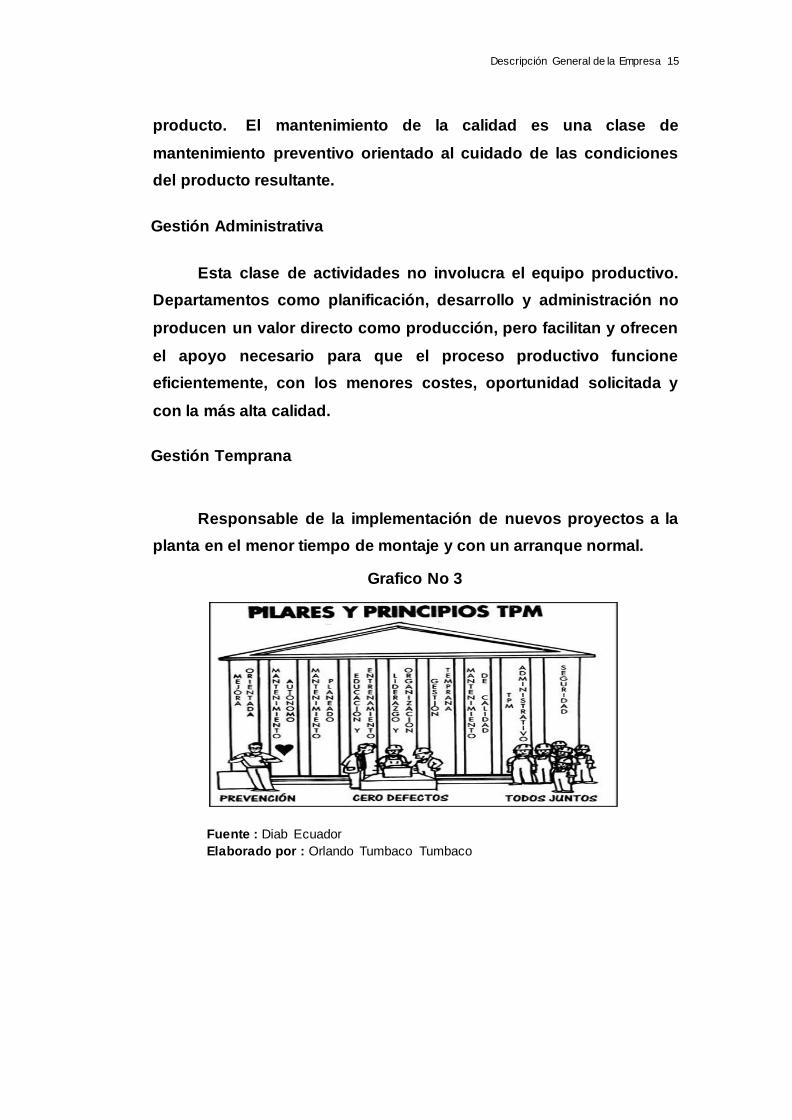
Para conseguir estos objetivos el JIPM diseñó una estructura
de 8 pilares Gráfica No. 1, que están soportados sobre una base que
es la implementación de la 5 " S ".
SEIRI = ORGANIZACIÓN.- Se refiere a que en el área de trabajo
solo se debe tener lo necesario en el momento necesario, todo lo
demás debe ser retirado del área.
SEITON = ORDEN.- Un lugar para cada cosa y cada cosa en su
lugar, aquí se utiliza mucho la Comunicación visual.
SEISO = LIMPIEZA.- La limpieza es considerada una
inspección es la remoción de toda suciedad que afecte el área o
equipo de trabajo.
SEIKETSU = ESTANDARIZACION.- Sirve para estandarizar lo
conseguido en los anteriores conceptos para que todo quede
debidamente establecido.
SHITSUKE = DISCIPLINA.- Es el cumplimiento fielmente de los
dispuesto y debidamente estandarizado
Internet: www.solomantenimiento.com
Mantenimiento Autónomo
Una de las actividades del sistema TPM es la participación del
personal de producción en las actividades de mantenimiento. Este es
uno de los procesos de mayor impacto en la mejora de la
productividad. Su propósito es involucrar al operador en el cuidado
Descripción General de la Empresa 13
del equipamiento a través de un alto grado de formación y
preparación profesional, respeto de las condiciones de operación,
conservación de las áreas de trabajo libres de contaminación,
suciedad y desorden.
Mantenimiento Planificado
El objetivo del mantenimiento planificado es el de eliminar los
problemas del equipamiento a través de acciones de mejora,
prevención y predicción. Para una correcta gestión de las
actividades de mantenimiento es necesario contar con bases de
información, obtención de conocimiento a partir de los datos,
capacidad de programación de recursos, gestión de tecnologías de
mantenimiento y un poder de motivación y coordinación del equipo
humano encargado de estas actividades.
Mantenimiento Predictivo
El mantenimiento predictivo es una técnica para pronosticar el
punto futuro de falla de un componente de una maquina, de tal forma
que dicho componente pueda reemplazarse, con base en un plan,
justo antes de que falle. Así, el tiempo muerto del equipo se
minimiza y el tiempo de vida del componente se maximiza.
Mantenimiento Preventivo
El mantenimiento preventivo es una actividad programada de
inspecciones, tanto de funcionamiento como de seguridad, ajustes,
reparaciones, análisis, limpieza, lubricación, calibración, que deben
llevarse a cabo en forma periódica en base a un plan establecido. El
propósito es prever averías o desperfectos en su estado inicial y
corregirlas para mantener la instalación en completa operación a los
niveles y eficiencia óptimos.

Descripción General de la Empresa 14
El mantenimiento preventivo permite detectar fallos
repetitivos, disminuir los puntos muertos por paradas, aumentar la
vida útil de equipos, disminuir costes de reparaciones, detectar
puntos débiles en la instalación entre una larga lista de ventajas.
Mejoras Enfocadas
Son actividades que se desarrollan con la intervención de las
diferentes áreas comprometidas en el proceso productivo, con el
objeto maximizar la Efectividad Global de Equipos, procesos y
plantas; todo esto a través de un trabajo organizado en equipos
funcionales e ínter funcionales que emplean metodología específica
y centran su atención en la eliminación de cualquiera pérdidas
existentes en las plantas industriales.
Capacitación y entrenamiento
Este pilar se enfoca en armar el plan de entrenamiento de cada
empleado enfocado siempre en mejorar las habilidades y así evitar
perdidas por falta de conocimientos.
Seguridad y Medioambiente
El número de accidentes crece en proporción al número de
pequeñas paradas. Por ese motivo el desarrollo del Mantenimiento
Autónomo y una efectiva implementación de las 5S son la base de la
seguridad
Mantenimiento de la Calidad
Esta clase de mantenimiento tiene como propósito mejorar la
calidad del producto reduciendo la variabilidad, mediante el control
de las condiciones de los componentes y condiciones del equipo
que tienen directo impacto en las características de calidad del
Descripción General de la Empresa 15
producto. El mantenimiento de la calidad es una clase de
mantenimiento preventivo orientado al cuidado de las condiciones
del producto resultante.
Gestión Administrativa
Esta clase de actividades no involucra el equipo productivo.
Departamentos como planificación, desarrollo y administración no
producen un valor directo como producción, pero facilitan y ofrecen
el apoyo necesario para que el proceso productivo funcione
eficientemente, con los menores costes, oportunidad solicitada y
con la más alta calidad.
Gestión Temprana
Responsable de la implementación de nuevos proyectos a la
planta en el menor tiempo de montaje y con un arranque normal.
Grafico No 3
Fuente : Diab Ecuador
Elaborado por : Orlando Tumbaco Tumbaco
Descripción General de la Empresa 16
1.4 Metodología
El tipo de investigación que se realzara en este proyecto es de tipo
descriptivo y habrá algunas combinaciones con la de tipo documental,
histórico, y correlacionar, esto podrá establecer la actividades de mejoras
y variables con que se implementará TPM en la líneas de producción y
poder hacer un buen análisis de la situación actual en la empresa y en el
departamento de mantenimiento.
Se desarrollara una metodología para obtener datos y capacitar al
personal implicado en las áreas de producción. Los datos obtenidos para
llevar a cabo este proyecto se analizaran con el fin de mejorar la
productividad de las líneas de producción disminuyendo o eliminando
averías.
Se mostrara la gestión del departamento de mantenimiento,
utilizando herramientas que nos permiten representar las funciones
principales que nos darán una idea clara de la situación actual del
departamento y los campos que obtendrán aplicando TPM.
En lo que concierne al análisis del mismo también utilizaremos los
diferentes diagramas que nos ayudan con la metodología de investigación
tales como: Diagramas de operaciones, Diagrama de flujo, Diagrama de
recorrido, Diagrama de Pareto y diagrama causa – efecto entre otras.
Descripción General de la Empresa 17
1.5 Facilidades de Operación
1.5.1 Terreno Industrial y Maquinarias
Diab Ecuador S.A en la actualidad cuenta con un área total de
21.420 metros cuadrados de construcción en la cual tiene distribuido sus
instalaciones y equipos para poder llevar a cabo la elaboración de sus
productos.
Las medidas son las siguientes en cada departamento:
Area de producción de bloque: 2976 m2
Area de producción de Laminado: 1844.5m2
Area Financiera: 200m2
Area de Caldero: 1612.5m2
Mantenimiento: 338.33 m2
Control de Calidad: 30.53 m2
Los recursos físicos de empresa se detallan el siguiente cuadro:
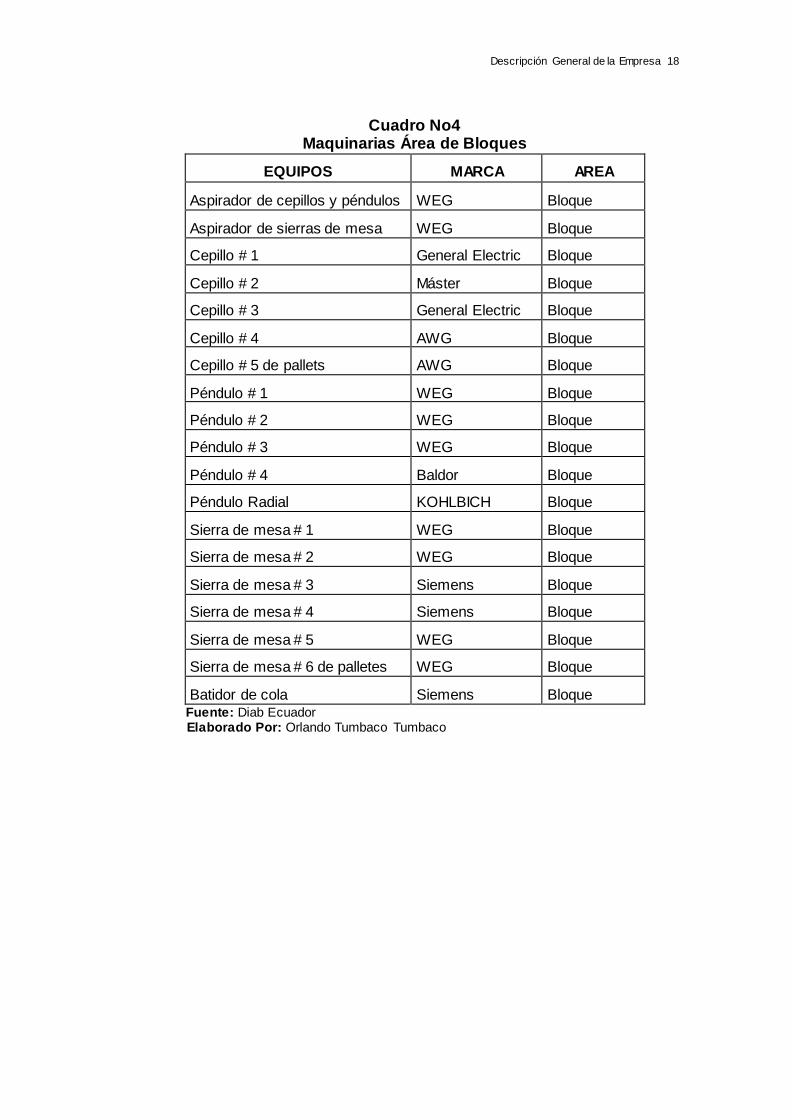
Descripción General de la Empresa 18
Cuadro No4 Maquinarias Área de Bloques
EQUIPOS MARCA AREA
Aspirador de cepillos y péndulos WEG Bloque
Aspirador de sierras de mesa WEG Bloque
Cepillo # 1 General Electric Bloque
Cepillo # 2 Máster Bloque
Cepillo # 3 General Electric Bloque
Cepillo # 4 AWG Bloque
Cepillo # 5 de pallets AWG Bloque
Péndulo # 1 WEG Bloque
Péndulo # 2 WEG Bloque
Péndulo # 3 WEG Bloque
Péndulo # 4 Baldor Bloque
Péndulo Radial KOHLBICH Bloque
Sierra de mesa # 1 WEG Bloque
Sierra de mesa # 2 WEG Bloque
Sierra de mesa # 3 Siemens Bloque
Sierra de mesa # 4 Siemens Bloque
Sierra de mesa # 5 WEG Bloque
Sierra de mesa # 6 de palletes WEG Bloque
Batidor de cola Siemens Bloque Fuente: Diab Ecuador Elaborado Por: Orlando Tumbaco Tumbaco
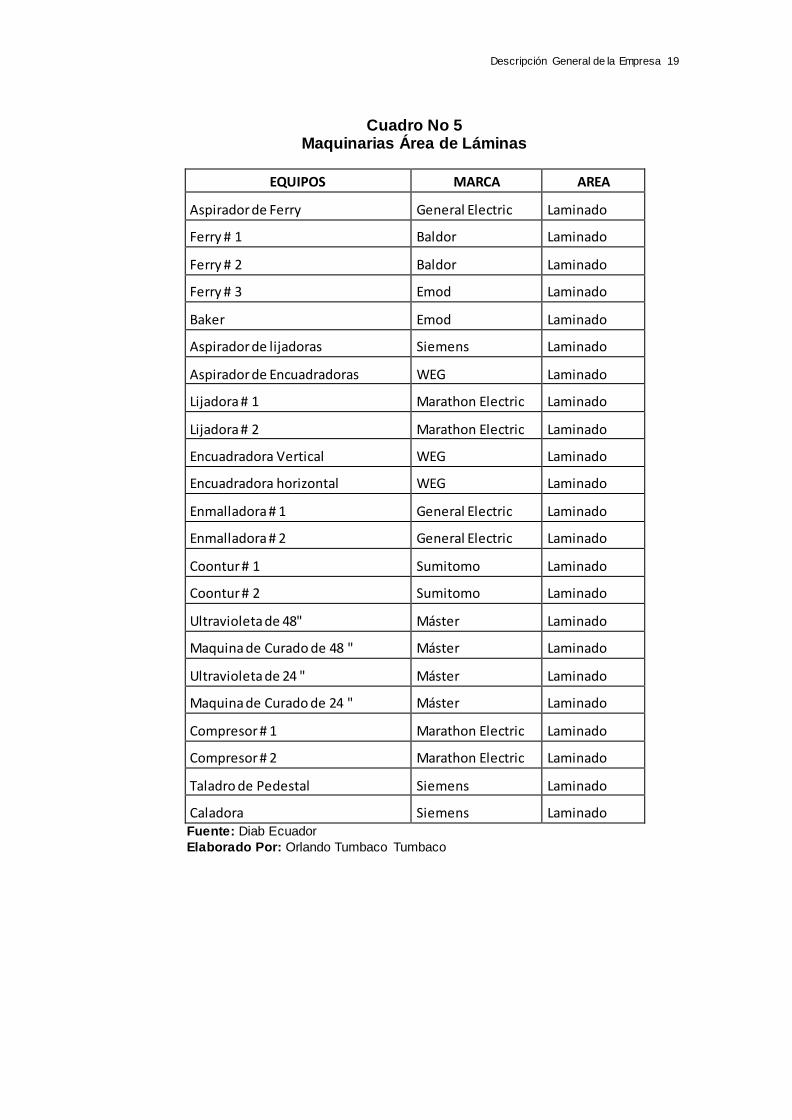
Descripción General de la Empresa 19
Cuadro No 5 Maquinarias Área de Láminas
EQUIPOS MARCA AREA
Aspirador de Ferry General Electric Laminado
Ferry # 1 Baldor Laminado
Ferry # 2 Baldor Laminado
Ferry # 3 Emod Laminado
Baker Emod Laminado
Aspirador de lijadoras Siemens Laminado
Aspirador de Encuadradoras WEG Laminado
Lijadora # 1 Marathon Electric Laminado
Lijadora # 2 Marathon Electric Laminado
Encuadradora Vertical WEG Laminado
Encuadradora horizontal WEG Laminado
Enmalladora # 1 General Electric Laminado
Enmalladora # 2 General Electric Laminado
Coontur # 1 Sumitomo Laminado
Coontur # 2 Sumitomo Laminado
Ultravioleta de 48" Máster Laminado
Maquina de Curado de 48 " Máster Laminado
Ultravioleta de 24 " Máster Laminado
Maquina de Curado de 24 " Máster Laminado
Compresor # 1 Marathon Electric Laminado
Compresor # 2 Marathon Electric Laminado
Taladro de Pedestal Siemens Laminado
Caladora Siemens Laminado Fuente: Diab Ecuador
Elaborado Por: Orlando Tumbaco Tumbaco
Descripción General de la Empresa 20
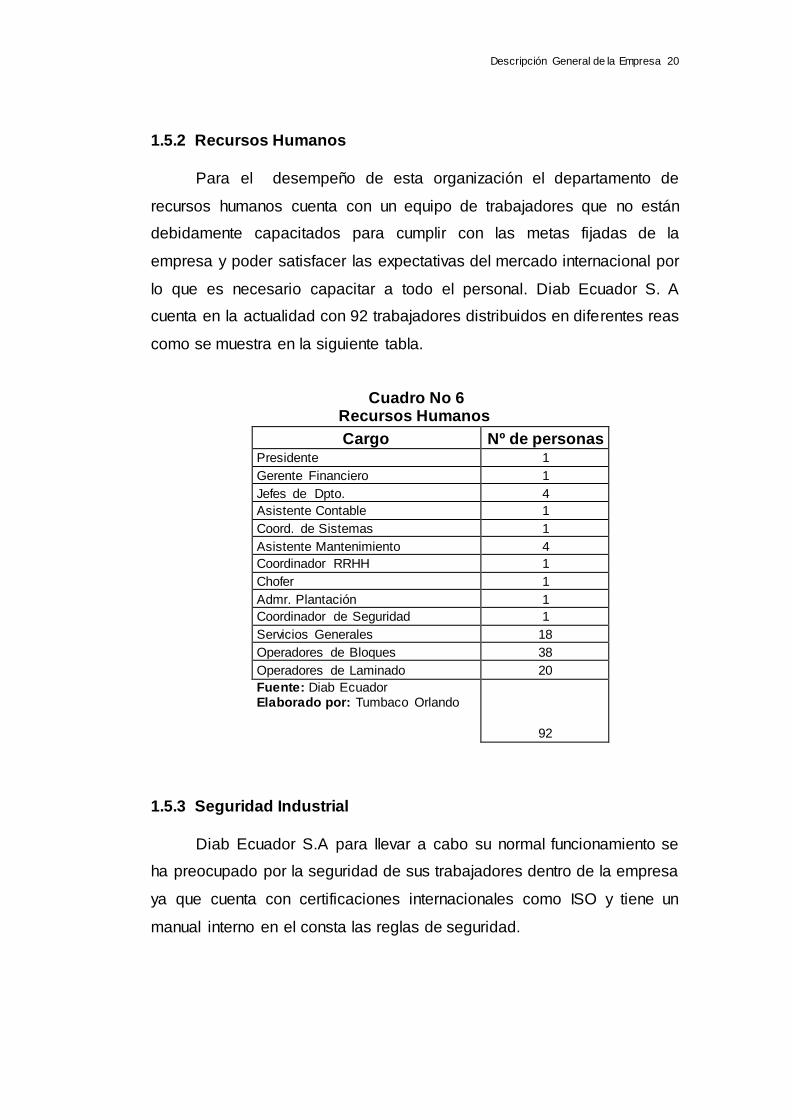
1.5.2 Recursos Humanos
Para el desempeño de esta organización el departamento de
recursos humanos cuenta con un equipo de trabajadores que no están
debidamente capacitados para cumplir con las metas fijadas de la
empresa y poder satisfacer las expectativas del mercado internacional por
lo que es necesario capacitar a todo el personal. Diab Ecuador S. A
cuenta en la actualidad con 92 trabajadores distribuidos en diferentes reas
como se muestra en la siguiente tabla.
Cuadro No 6 Recursos Humanos
Cargo Nº de personas Presidente 1
Gerente Financiero 1
Jefes de Dpto. 4
Asistente Contable 1
Coord. de Sistemas 1
Asistente Mantenimiento 4
Coordinador RRHH 1
Chofer 1
Admr. Plantación 1
Coordinador de Seguridad 1
Servicios Generales 18
Operadores de Bloques 38
Operadores de Laminado 20
Fuente: Diab Ecuador Elaborado por: Tumbaco Orlando
92
1.5.3 Seguridad Industrial
Diab Ecuador S.A para llevar a cabo su normal funcionamiento se
ha preocupado por la seguridad de sus trabajadores dentro de la empresa
ya que cuenta con certificaciones internacionales como ISO y tiene un
manual interno en el consta las reglas de seguridad.
Descripción General de la Empresa 21
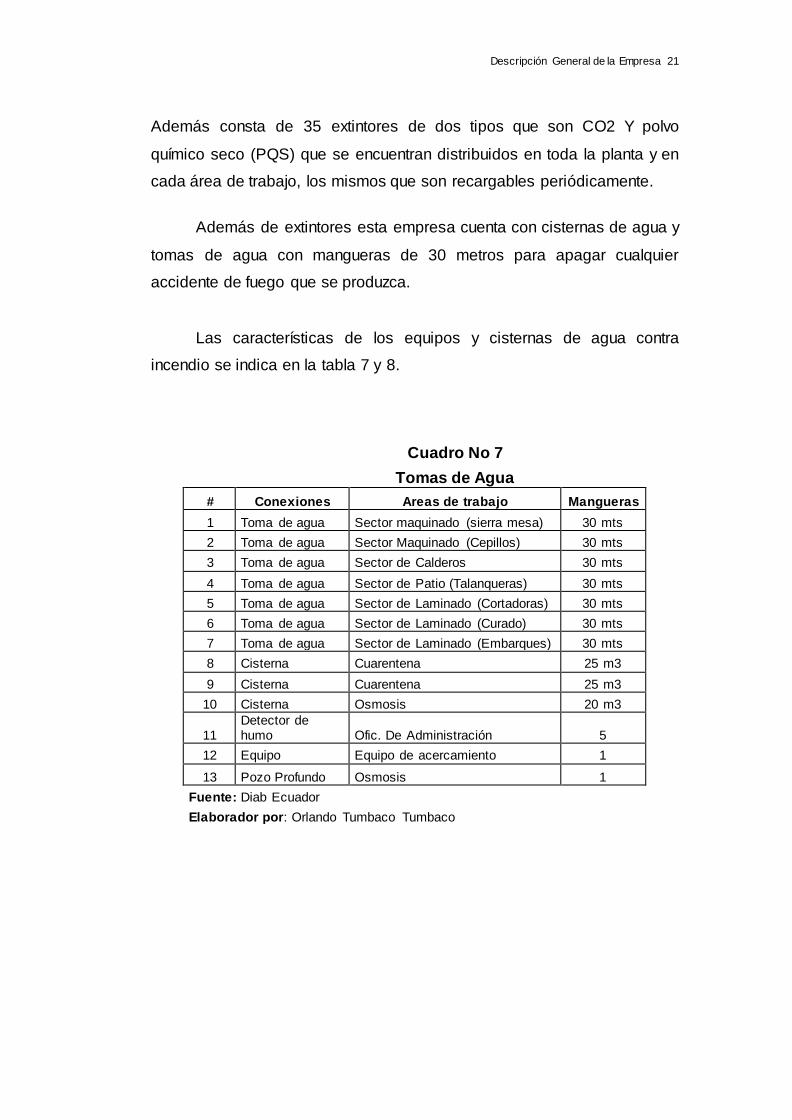
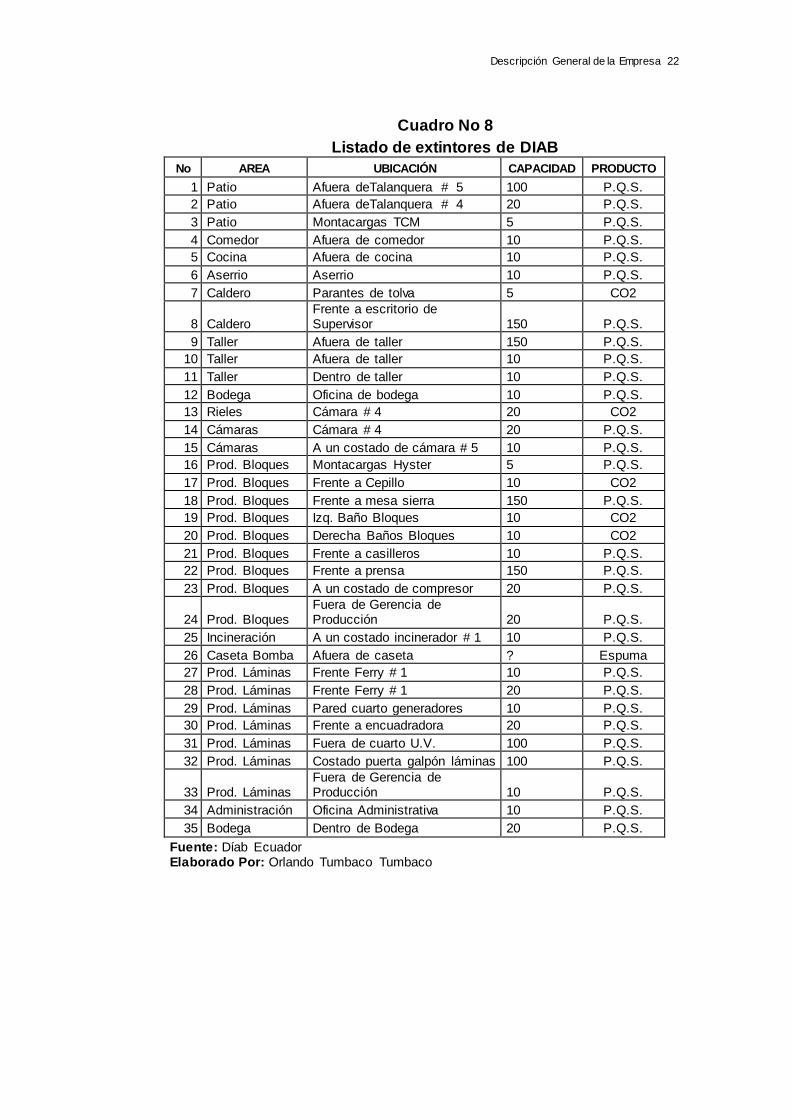
Además consta de 35 extintores de dos tipos que son CO2 Y polvo
químico seco (PQS) que se encuentran distribuidos en toda la planta y en
cada área de trabajo, los mismos que son recargables periódicamente.
Además de extintores esta empresa cuenta con cisternas de agua y
tomas de agua con mangueras de 30 metros para apagar cualquier
accidente de fuego que se produzca.
Las características de los equipos y cisternas de agua contra
incendio se indica en la tabla 7 y 8.
Cuadro No 7
Tomas de Agua
# Conexiones Areas de trabajo Mangueras
1 Toma de agua Sector maquinado (sierra mesa) 30 mts
2 Toma de agua Sector Maquinado (Cepillos) 30 mts
3 Toma de agua Sector de Calderos 30 mts
4 Toma de agua Sector de Patio (Talanqueras) 30 mts
5 Toma de agua Sector de Laminado (Cortadoras) 30 mts
6 Toma de agua Sector de Laminado (Curado) 30 mts
7 Toma de agua Sector de Laminado (Embarques) 30 mts
8 Cisterna Cuarentena 25 m3
9 Cisterna Cuarentena 25 m3
10 Cisterna Osmosis 20 m3
11 Detector de humo Ofic. De Administración 5
12 Equipo Equipo de acercamiento 1
13 Pozo Profundo Osmosis 1
Fuente: Diab Ecuador
Elaborador por: Orlando Tumbaco Tumbaco
Descripción General de la Empresa 22
Cuadro No 8
Listado de extintores de DIAB
No AREA UBICACIÓN CAPACIDAD PRODUCTO
1 Patio Afuera deTalanquera # 5 100 P.Q.S.
2 Patio Afuera deTalanquera # 4 20 P.Q.S.
3 Patio Montacargas TCM 5 P.Q.S.
4 Comedor Afuera de comedor 10 P.Q.S.
5 Cocina Afuera de cocina 10 P.Q.S.
6 Aserrio Aserrio 10 P.Q.S.
7 Caldero Parantes de tolva 5 CO2
8 Caldero Frente a escritorio de Supervisor 150 P.Q.S.
9 Taller Afuera de taller 150 P.Q.S.
10 Taller Afuera de taller 10 P.Q.S.
11 Taller Dentro de taller 10 P.Q.S.
12 Bodega Oficina de bodega 10 P.Q.S.
13 Rieles Cámara # 4 20 CO2
14 Cámaras Cámara # 4 20 P.Q.S.
15 Cámaras A un costado de cámara # 5 10 P.Q.S.
16 Prod. Bloques Montacargas Hyster 5 P.Q.S.
17 Prod. Bloques Frente a Cepillo 10 CO2
18 Prod. Bloques Frente a mesa sierra 150 P.Q.S.
19 Prod. Bloques Izq. Baño Bloques 10 CO2
20 Prod. Bloques Derecha Baños Bloques 10 CO2
21 Prod. Bloques Frente a casilleros 10 P.Q.S.
22 Prod. Bloques Frente a prensa 150 P.Q.S.
23 Prod. Bloques A un costado de compresor 20 P.Q.S.
24 Prod. Bloques Fuera de Gerencia de Producción 20 P.Q.S.
25 Incineración A un costado incinerador # 1 10 P.Q.S.
26 Caseta Bomba Afuera de caseta ? Espuma
27 Prod. Láminas Frente Ferry # 1 10 P.Q.S.
28 Prod. Láminas Frente Ferry # 1 20 P.Q.S.
29 Prod. Láminas Pared cuarto generadores 10 P.Q.S.
30 Prod. Láminas Frente a encuadradora 20 P.Q.S.
31 Prod. Láminas Fuera de cuarto U.V. 100 P.Q.S.
32 Prod. Láminas Costado puerta galpón láminas 100 P.Q.S.
33 Prod. Láminas Fuera de Gerencia de Producción 10 P.Q.S.
34 Administración Oficina Administrativa 10 P.Q.S.
35 Bodega Dentro de Bodega 20 P.Q.S.
Fuente: Díab Ecuador Elaborado Por: Orlando Tumbaco Tumbaco
Descripción General de la Empresa 23
1.6 Mercado
1.6.1 Mercado Actual
Día Ecuador S. A ya que es una empresa multinacional, todos los
productos que elabora son exportados con el afán de satisfacer las
necesidades y exigencia del mercado internacional.
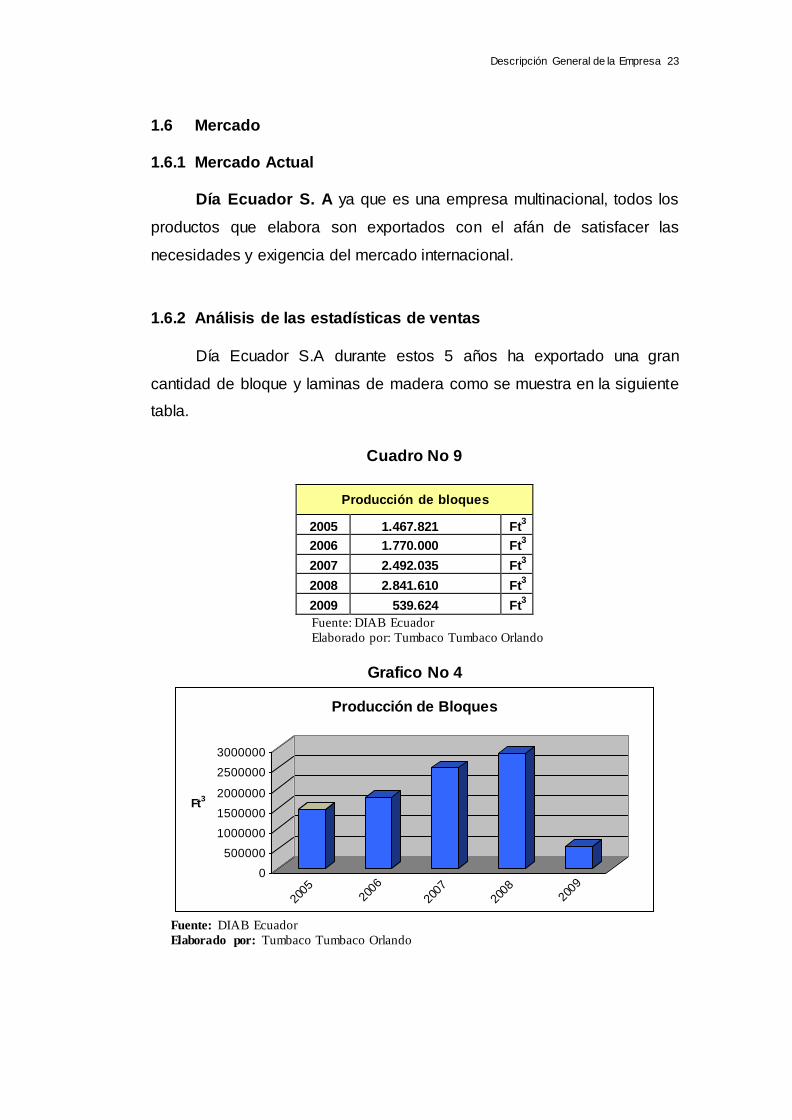
1.6.2 Análisis de las estadísticas de ventas
Día Ecuador S.A durante estos 5 años ha exportado una gran
cantidad de bloque y laminas de madera como se muestra en la siguiente
tabla.
Cuadro No 9
Producción de bloques
2005 1.467.821 Ft3
2006 1.770.000 Ft3
2007 2.492.035 Ft3
2008 2.841.610 Ft3
2009 539.624 Ft3
Fuente: DIAB Ecuador
Elaborado por: Tumbaco Tumbaco Orlando
Grafico No 4
2005
2006
2007
2008
2009
0
500000
1000000
1500000
2000000
2500000
3000000
Ft3
Producción de Bloques
Fuente: DIAB Ecuador
Elaborado por: Tumbaco Tumbaco Orlando
Descripción General de la Empresa 24
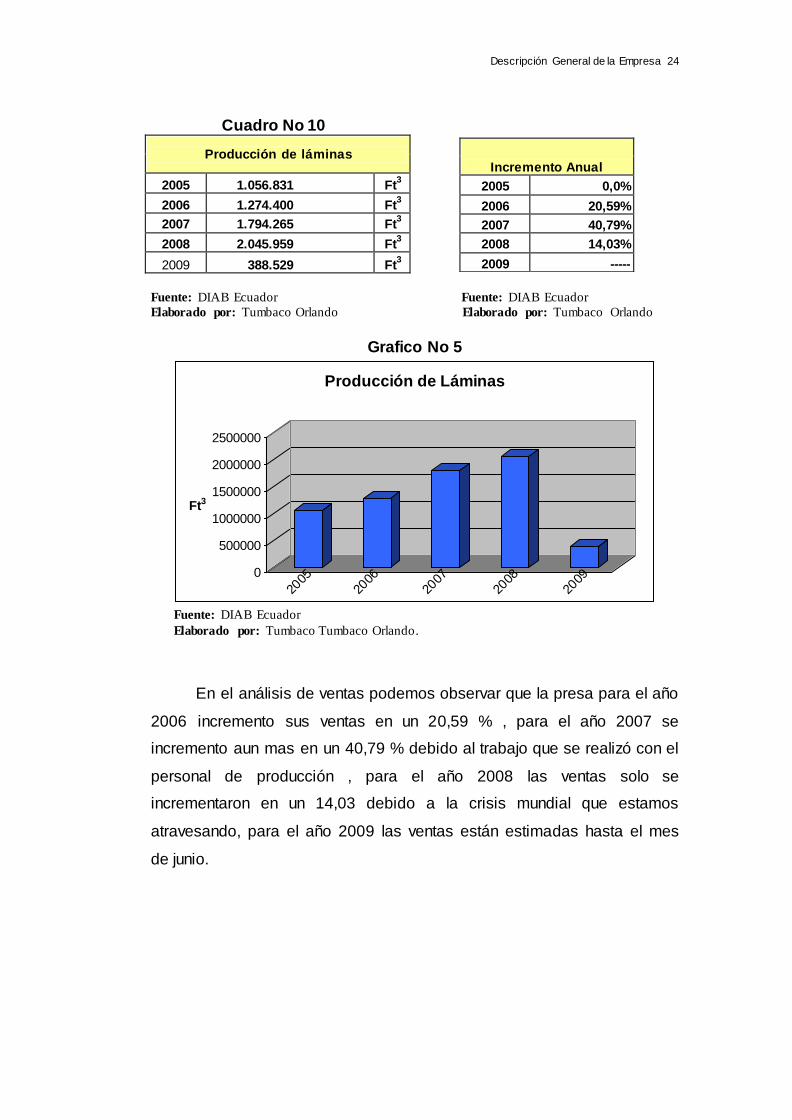
Cuadro No 10
Producción de láminas
2005 1.056.831 Ft3
2006 1.274.400 Ft3
2007 1.794.265 Ft3
2008 2.045.959 Ft3
2009 388.529 Ft3
Fuente: DIAB Ecuador Fuente: DIAB Ecuador
Elaborado por: Tumbaco Orlando Elaborado por: Tumbaco Orlando
Grafico No 5
2005
2006
2007
2008
2009
0
500000
1000000
1500000
2000000
2500000
Ft3
Producción de Láminas
Fuente: DIAB Ecuador
Elaborado por: Tumbaco Tumbaco Orlando.
En el análisis de ventas podemos observar que la presa para el año
2006 incremento sus ventas en un 20,59 % , para el año 2007 se
incremento aun mas en un 40,79 % debido al trabajo que se realizó con el
personal de producción , para el año 2008 las ventas solo se
incrementaron en un 14,03 debido a la crisis mundial que estamos
atravesando, para el año 2009 las ventas están estimadas hasta el mes
de junio.
Incremento Anual
2005 0,0%
2006 20,59%
2007 40,79%
2008 14,03%
2009 -----
CAPITULO # 2
2.1 DISTRIBUCIÒN DE LA PLANTA
La distribución de planta es un concepto relacionado con la
disposición de las máquinas, los departamentos, las estaciones de
trabajo, las áreas de almacenamiento, los pasillos y los espacios comunes
dentro de una instalación productiva propuesta o ya existente.
La finalidad fundamental de la distribución de planta consiste en
organizar estos elementos de manera que se asegure la fluidez del flujo
de trabajo, materiales, personas e información atravez del sistema
productivo.
En este diagrama se observa la ubicación de equipos y la
distribución de los mismos en el área donde está ubicada la planta de
elaboración de bloques y láminas de madera de balsa de la empresa.
EL ANEXO No 3 muestra la distribución de la planta actual donde
se encuentran las siguientes áreas.
Area de descarga de materia prima
Area de talanqueras
Area de cámara de secado
Area de caldero
Area de mantenimiento
Area de cámara de polvo
Area de producción bloque
Area de producción alminado
Area de comedor
Programación, Planif icación y Control de la Producción 26
2.2 DESCRIPCIÓN DE LOS PROCESOS
Recepción de materia prima
La madera llega en camiones a la empresa el supervisor del área
toma nota del proveedor, chofer, numero de placas del vehículo, etc.
Luego se mide el cajón del vehículo así como las rumas que trae el
mismo en largo, ancho y alto de las rumas. Al bajar la madera del camión
es preclasificada por su longitud a fin de facilitar la clasificación posterior.
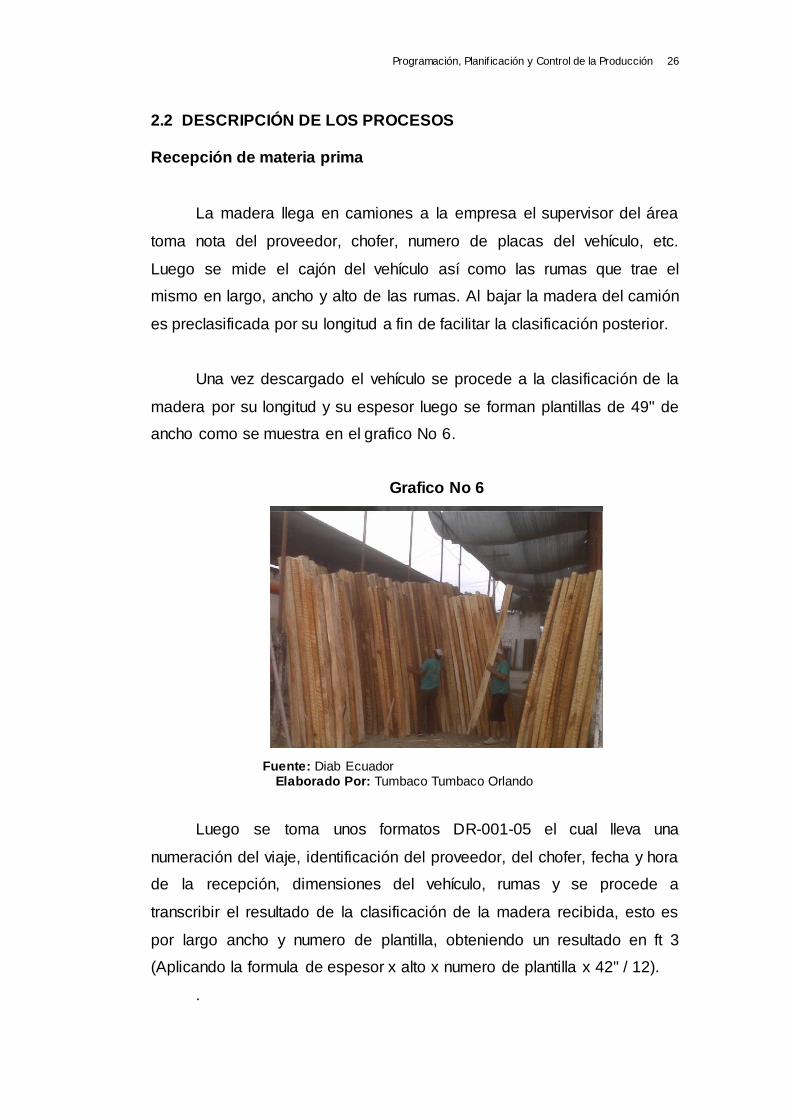
Una vez descargado el vehículo se procede a la clasificación de la
madera por su longitud y su espesor luego se forman plantillas de 49" de
ancho como se muestra en el grafico No 6.
Grafico No 6
Fuente: Diab Ecuador Elaborado Por: Tumbaco Tumbaco Orlando
Luego se toma unos formatos DR-001-05 el cual lleva una
numeración del viaje, identificación del proveedor, del chofer, fecha y hora
de la recepción, dimensiones del vehículo, rumas y se procede a
transcribir el resultado de la clasificación de la madera recibida, esto es
por largo ancho y numero de plantilla, obteniendo un resultado en ft 3
(Aplicando la formula de espesor x alto x numero de plantilla x 42" / 12).
.
Programación, Planif icación y Control de la Producción 27
Así mismo se medirá la madera de segunda (1.5" de espesor) como
la de rechazo y los motivos del mismo. Los datos de este formato los
debe de llevar aparte en un cuaderno el Supervisor del Área, quien a su
vez entregara el formato DR-001-05 al jefe de Producción de Bloques.
La madera es clasificada en las talanqueras según calidades,
largos y espesores:
Madera Normal
Madera Corcho
Madera de Recuperación
Largos (pie): 2 1/2 - 3 – 3 1/2 - 4 - 4 '/2 - 5 - 5 '/2 - 6 - 6 1/2 - 1 - 7 1/2 - 8
Espesores (pulgadas): 1 1/2 - 2 - 2 V2 - 3 - 3 1/2 - 4 - 4 1/2 - 5
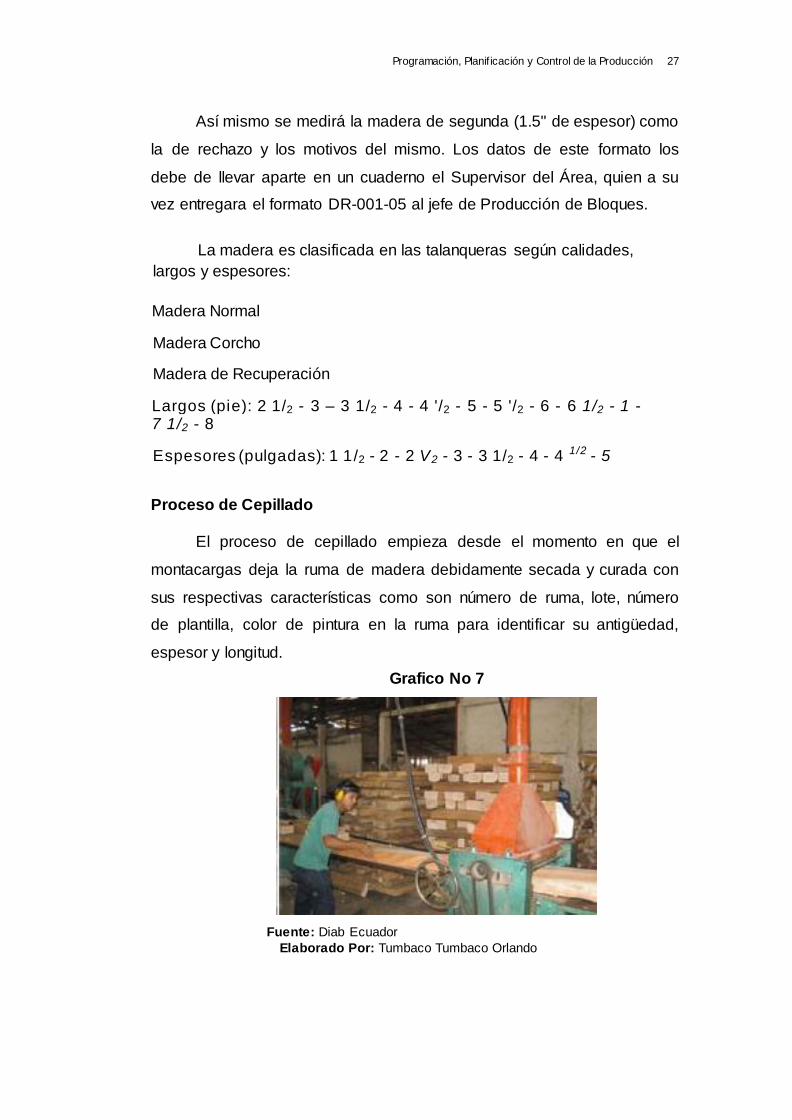
Proceso de Cepillado
El proceso de cepillado empieza desde el momento en que el
montacargas deja la ruma de madera debidamente secada y curada con
sus respectivas características como son número de ruma, lote, número
de plantilla, color de pintura en la ruma para identificar su antigüedad,
espesor y longitud.
Grafico No 7
Fuente: Diab Ecuador
Elaborado Por: Tumbaco Tumbaco Orlando
Programación, Planif icación y Control de la Producción 28
El operador calibra la maquina dependiendo el espesor de la
madera para luego ingresar el listón para cepillarlo. Para el proceso
trabajan dos máquinas, en la primera el operador ingresa la madera
cepillando una cara y a la salida del mismo el ayudante de maquina
inspecciona la cara cepillada y si no tiene defectos lo envía por el
siguiente cepillo para procesar la otra cara del listón y salga como
producto terminado como se muestra en el gráfico No 7.
Una vez que la madera no tiene defectos de cepillado en ambas
caras es transportada hasta el área de péndulo para su siguiente proceso.
Proceso de Péndulo
Cuando la madera es transportada al área de péndulo el operador
de péndulo toma la madera pieza por pieza para realizar los cortes en las
puntas dependiendo de los defectos que tenga la madera hasta llegar a
una longitud requerida.
El operador de maquina péndulo debe identificar los defectos que
tienen los listones para realizar el corte en forma transversal. Los listones
deben tener una medida entre 13 y 49 pulgadas de longitud procurando
ocasionar el menor desperdicio posible en el despunte.
Los listones obtenidos menores a 13 pulgadas de longitud de los
considera como desperdicio que son trasladados en un cajón de metal al
área de caldero por el montacargas ya que sirve de combustible del
mismo.
Proceso de Sierra de Mesa
Una vez terminado el proceso de péndulo la madera es
transportada al área de sierra de mesa donde se cortan los cantos del
listón. Esta operación la realizan dos personas; el operador que alimenta
Programación, Planif icación y Control de la Producción 29
la máquina y el ayudante que recibe o devuelve la pieza dependiendo de
la calidad de listón, establecida por control de calidad.
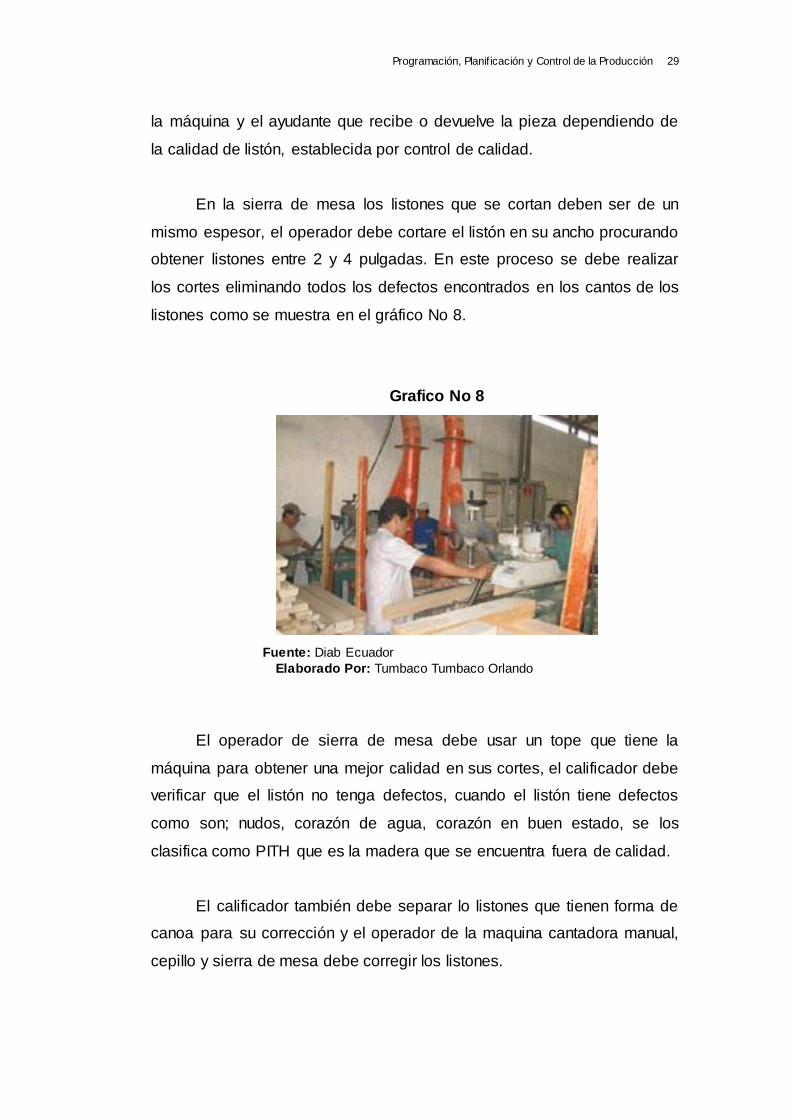
En la sierra de mesa los listones que se cortan deben ser de un
mismo espesor, el operador debe cortare el listón en su ancho procurando
obtener listones entre 2 y 4 pulgadas. En este proceso se debe realizar
los cortes eliminando todos los defectos encontrados en los cantos de los
listones como se muestra en el gráfico No 8.
Grafico No 8
Fuente: Diab Ecuador
Elaborado Por: Tumbaco Tumbaco Orlando
El operador de sierra de mesa debe usar un tope que tiene la
máquina para obtener una mejor calidad en sus cortes, el calificador debe
verificar que el listón no tenga defectos, cuando el listón tiene defectos
como son; nudos, corazón de agua, corazón en buen estado, se los
clasifica como PITH que es la madera que se encuentra fuera de calidad.
El calificador también debe separar lo listones que tienen forma de
canoa para su corrección y el operador de la maquina cantadora manual,
cepillo y sierra de mesa debe corregir los listones.
Programación, Planif icación y Control de la Producción 30
Proceso de Pesado (Balanzas)
Después del proceso de corte de los cantos de los listones estos
ingresan al área de pesado donde el operador de balanza ordena los
listones por espesor antes de ser pesado para poder establecer su
densidad de entrada del listón aplicando su fórmula, después de pesar el
listón debe marcar en uno de los extremos del listón la densidad del
mismo y colocarlo en la estantería de acuerdo a su tipo y longitud.
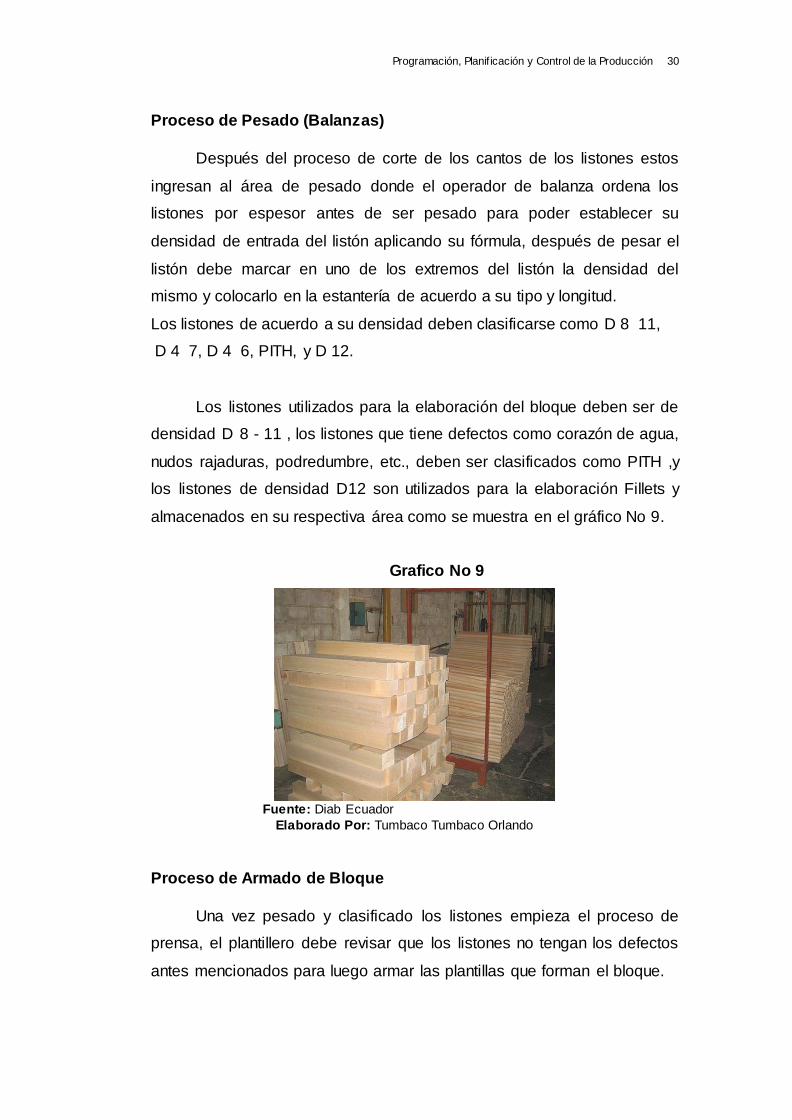
Los listones de acuerdo a su densidad deben clasificarse como D 8 11,
D 4 7, D 4 6, PITH, y D 12.
Los listones utilizados para la elaboración del bloque deben ser de
densidad D 8 - 11 , los listones que tiene defectos como corazón de agua,
nudos rajaduras, podredumbre, etc., deben ser clasificados como PITH ,y
los listones de densidad D12 son utilizados para la elaboración Fillets y
almacenados en su respectiva área como se muestra en el gráfico No 9.
Grafico No 9
Fuente: Diab Ecuador
Elaborado Por: Tumbaco Tumbaco Orlando
Proceso de Armado de Bloque
Una vez pesado y clasificado los listones empieza el proceso de
prensa, el plantillero debe revisar que los listones no tengan los defectos
antes mencionados para luego armar las plantillas que forman el bloque.
Programación, Planif icación y Control de la Producción 31
El bloque se lo arma con listones de un mismo espesor y longitud,
El plantillero debe verificar el alto y ancho de bloque de acuerdo a las
medidas establecidas por control de calidad.
Proceso de engomado y prensado
Después de armar el bloque de madera se procede a engomar los
listones para su posterior prensado, el engomado se lo realiza por medio
de un rodillo manual, el encolador debe forrar las paredes de la prensa
con fundas de plástico para evitar que se pegue el bloque.
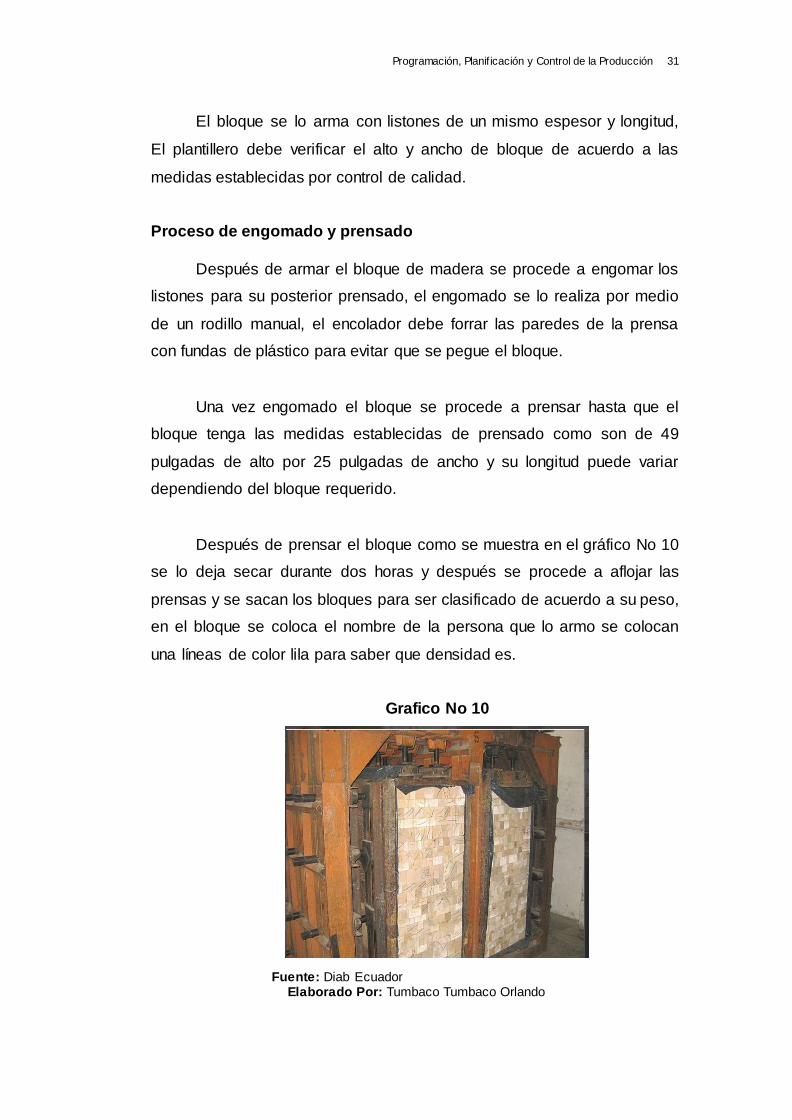
Una vez engomado el bloque se procede a prensar hasta que el
bloque tenga las medidas establecidas de prensado como son de 49
pulgadas de alto por 25 pulgadas de ancho y su longitud puede variar
dependiendo del bloque requerido.
Después de prensar el bloque como se muestra en el gráfico No 10
se lo deja secar durante dos horas y después se procede a aflojar las
prensas y se sacan los bloques para ser clasificado de acuerdo a su peso,
en el bloque se coloca el nombre de la persona que lo armo se colocan
una líneas de color lila para saber que densidad es.
Grafico No 10
Fuente: Diab Ecuador Elaborado Por: Tumbaco Tumbaco Orlando
Programación, Planif icación y Control de la Producción 32
Proceso de Laminado
Una vez terminado el proceso de elaboración de bloque ya secado
e identificado por medio de los colores para ver su densidad y calidad es
transportado al área de laminado donde se cortan los bloque para
obtener las laminas atreves de subprocesos como son el corte, lijado,
encuadrado vertical y horizontal, curado enmallado proceso de coountor,
para obtener laminas según su medida requerida que van de ¼ de
pulgada hasta 4 pulgadas de espesor por una medida estandarizada de
48 pulgadas de largo y 24 pulgadas de ancho.
Proceso de Corte (ferri y Baker)
Los bloque son montados en la mesa de trabajo de la maquina ferri
y Baker para luego nivelar los bloques y calibrar la maquina.
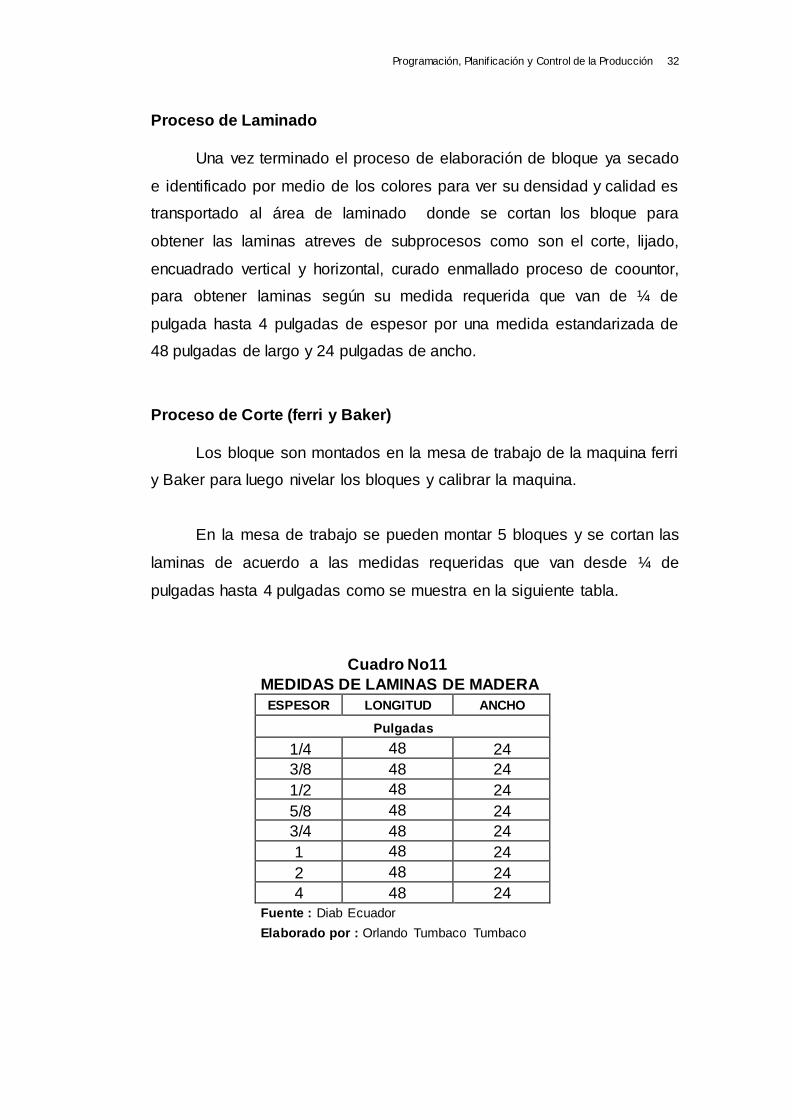
En la mesa de trabajo se pueden montar 5 bloques y se cortan las
laminas de acuerdo a las medidas requeridas que van desde ¼ de
pulgadas hasta 4 pulgadas como se muestra en la siguiente tabla.
Cuadro No11
MEDIDAS DE LAMINAS DE MADERA
ESPESOR LONGITUD ANCHO
Pulgadas
1/4 48 24
3/8 48 24
1/2 48 24
5/8 48 24
3/4 48 24
1 48 24
2 48 24
4 48 24
Fuente : Diab Ecuador
Elaborado por : Orlando Tumbaco Tumbaco
Programación, Planif icación y Control de la Producción 33
Proceso de Lijado
Después del corte del bloque en láminas es transportado al área de
lijado donde las láminas pasan por una máquina que contiene una lija de
un metro de ancho para que la lámina quede debidamente lisa y libre de
cualquier rebaba.
Proceso de Encuadrado
Una vez terminado el proceso de lijado las laminas son
transportadas al rea de maquinas encuadradoras que son de corte
horizontal y vertical en donde las láminas ingresan a la máquina para
cortar las partes que sobresalen de la lamina y a la medida estandarizada
48 pulgadas de alto por 24 pulgadas de ancho y que sus ángulos queden
de 90 grados.
En esta área trabajan tres operadores, el primero que alimenta o
ingresa la lamina a la maquina, el ayudante que recibe la lamina y la
ingresa a la otra máquina y el ultimo operador que la recibe, la
inspecciona y las paletizas.
Proceso de Curado
Después del proceso de encuadrado las laminas son transportadas
al área de máquina de curado de rayos ultravioleta de 48 y 24 pulgadas,
en esta sección el producto es tratado de las posibles bacterias que
pueden ocasionar daños al producto y afectar en la calidad.
En esta área además del curado también son selladas en donde de
aprecia la marca de la empresa, la fecha de curado con la letra E de
Ecuador y la fecha en que se preparo la mezcla de curado, como muestra
la siguiente tabla.
Probalsa Plus 080908E 070809
Marca Fecha de Curado Fecha de Preparado de Mezcla
Programación, Planif icación y Control de la Producción 34
En esta máquina trabajan dos operadores, uno que alimenta la
maquina ingresando la lamina en donde es curada y sellada por medio de
un liquido químico y el otro operador que recibe y la paletiza.
Proceso de Enmallado
Después del proceso de curado y sellado las láminas son
transportadas al área de máquinas enmalladoras, para pegarle una malla
de hilo nailon por un lado de la lámina a temperatura caliente.
En esta máquina trabajan dos operadores uno que ingresa la
lámina y otro que la recibe e inspecciona si la malla está bien adherida, si
tiene algún defecto de calidad es nuevamente pasada por la maquina.
Proceso de corte de Lamina Enmallada (Coontur)
Una vez que las láminas han sido enmalladas son llevadas al área
de maquinas Coontur que son encargadas de realizar cortes en sentido
vertical y horizontal sobre la lamina.
En esta área trabajan 3 operadores el primero que ingresa la
lámina para cortar en sentido vertical, el segundo que recibe y la ingresa a
la otra máquina para cortarla en sentido horizontal y el tercero que la
recibe y la inspecciona si es que en el corte no se dañado la malla y luego
la paletiza como producto terminado.
Programación, Planif icación y Control de la Producción 35
2.2.1 Proceso de Mantenimiento
En el área de mantenimiento existe un problema como lo es la
falta de un programa de mantenimiento preventivo por lo que seria
necesario analizarlo mediante la gestión de proceso para dar
responsabilidades a las personas de esta área. Entendiendo esto como
una secuencia de actividades orientadas a generar un valor añadido
sobre una ENTRADA para conseguir un resultado, y una SALIDA que a
su vez satisfaga los requerimientos del cliente.
Los responsable del mantenimiento en esta área y toda la planta es
el jefe de mantenimiento, supervisores y técnico quienes deben de llevar
la responsabilidad delos mantenimientos ya que no se los realiza
correctamente estos mantenimiento son:
Mantenimiento Preventivo (MP)
Mantenimiento correctivo planificado (MCP)
Mantenimiento correctivo no planificado, falla o avería (MCNP)
El departamento de mantenimiento tiene que trabaja
conjuntamente con el departamento de planificación de la producción para
de esta manera acordar en que momento es conveniente realizar el
mantenimiento preventivo (MP) o correctivo planificado (MCP) para de
esta manera no sufrir atrasos en la producción.
El siguiente gráfico muestra el proceso de mantenimiento con la
entrada, salida, controles, y recursos del proceso y su responsable.
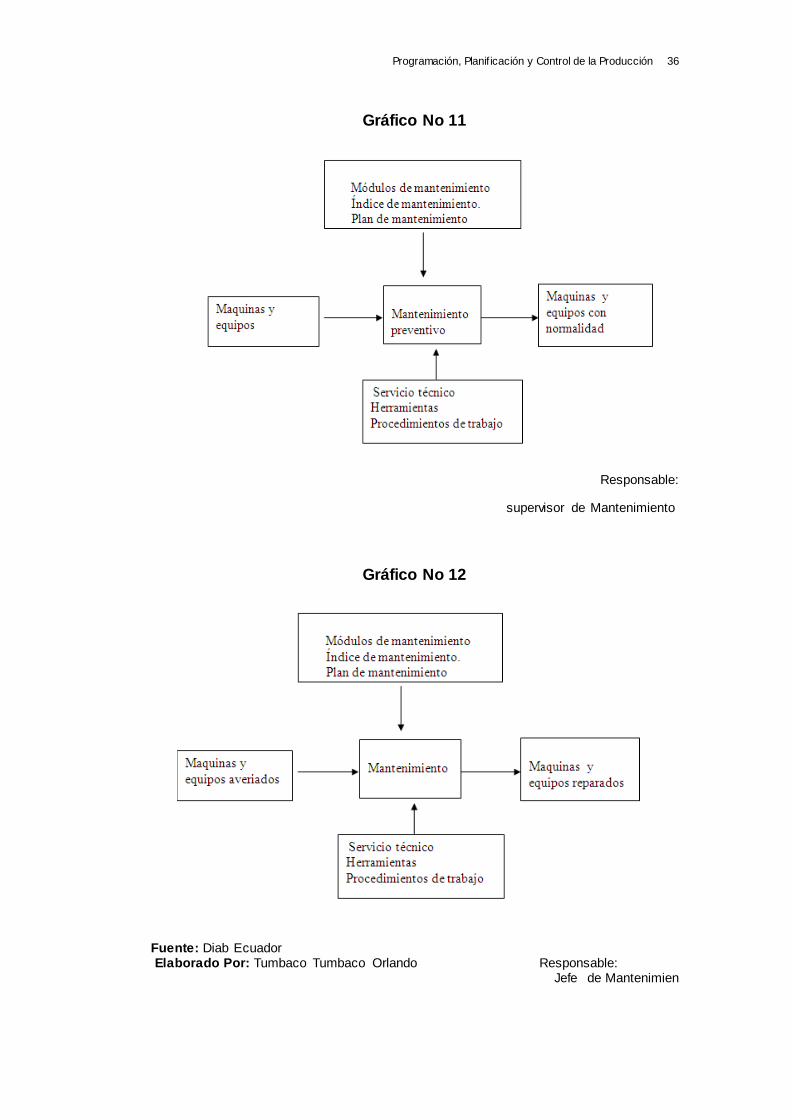
Programación, Planif icación y Control de la Producción 36
Gráfico No 11
Responsable:
supervisor de Mantenimiento
Gráfico No 12
Fuente: Diab Ecuador Elaborado Por: Tumbaco Tumbaco Orlando Responsable:
Jefe de Mantenimien
Programación, Planif icación y Control de la Producción 37
2.2.2 Manual de Proceso de Mantenimiento
Proceso de Mantenimiento de Maquinas
Objetivo
El presente documento tiene por objeto detallar las políticas,
responsabilidades y las actividades relacionadas con el proceso de
mantenimiento preventivo y correctivo de todas las máquinas que se
encuentran en la Empresa; a fin de evitar los tiempos ociosos o
improductivos; y, para prevenir mayores gastos por los desperfectos que
se ocasionaren por la falta de mantenimiento oportuno y necesario de las
máquinas.
Alcance
Los procedimientos descritos en este manual son aplicables para el
proceso de mantenimiento preventivo y correctivo de las máquinas que se
encuentran en DIAB ECUADOR S.A., para el procesamiento de la madera
(balsa).
2.2.3 Políticas de Mantenimiento
Mantenimiento mecánico
El Supervisor de Mantenimiento debe elaborar semanalmente el
Programa de Mantenimiento Preventivo de las Máquinas de la
empresa.
El Supervisor de Mantenimiento mecánico debe ejecutar con su
Ayudante el programa de trabajo.
El Supervisor de Mantenimiento mecánico debe coordinar y
ejecutar el mantenimiento semanal de las máquinas: lubricándolas
con aceites, grasas, cambio de piezas y limpieza interna o externa.
El Supervisor de Mantenimiento mecánico debe participar y/o
Programación, Planif icación y Control de la Producción 38
supervisar la instalación, calibración, mantenimiento o reparación
de los sistemas o equipos a instalarse o instalados en la Empresa.
El mantenimiento correctivo de determinada máquina debe ser
solicitado al Supervisor de Mantenimiento a través de formulario de
Requerimiento de Mantenimiento de Máquinas.
El arreglo de alguna máquina que requiera técnicos extremos
deberá ser aprobada la contratación por el Gerente General.
Producción y calidad deben revisar los formularios de
requerimientos de mantenimiento de las maquinas solicitadas por
los supervisores de área.
El contralor debe revisar y verificar las cotizaciones de servicio
externo de arreglo de máquinas solicitadas por el supervisor.
El Supervisor de Mantenimiento mecánico y su Ayudante debe
realizar el mantenimiento mecánico a las máquinas, analizando y
chequeando su funcionamiento, engranaje, rodamientos,
lubricación y/o montaje.
El Supervisor de Mantenimiento mecánico debe elaborar reportes
de programa preventivo de mantenimiento de máquinas para
conocimiento y aprobación del Gerente General.
El Supervisor de Mantenimiento mecánico debe coordinar con el
área de Bodega el aprovisionamiento oportuno de los materiales
que se requieren para llevar a cabo el servicio de mantenimiento.
El Supervisor de Mantenimiento mecánico debe realizar control
físico del inventario de herramientas y equipos para su trabajo.
Programación, Planif icación y Control de la Producción 39
2.2.4 Responsabilidades
Gerente General
Aprobar contrataciones y cotizaciones de técnicos externos
especializados para la reparación de máquinas.
Contralor
Revisar requerimientos y cotizaciones.
Enviar al Gerente General los documentos soporte con sus
respectivas recomendaciones y visto bueno.
Supervisor de Mantenimiento
Elaborar programa semanal de Mantenimiento preventivo
Realizar Mantenimiento semanal de máquinas de
Planta.
Elaborar reporte semanal de mantenimiento preventivo de
máquinas.
Realizar el chequeo y arreglo en caso de ser necesario de las
máquinas,
Solicitar a la Gerencia General aprobación para la contratación de
Técnicos especializados.
Enviar al contralor cotizaciones y documentos de soporte.
Coordinar tos trabajos de arreglo de las máquinas con los técnicos
esternos.
Comunicar a Supervisores de área el término del trabajo extemo a
través de entrega de órdenes de Trabajo.
Archivar copias de reportes.
Programación, Planif icación y Control de la Producción 40
Ayudante de Mantenimiento
Colaborar con el mantenimiento preventivo y correctivo de las máquinas.
2.2.5 Procedimiento para Mantenimiento de Maquinas
2.2.6 Mantenimiento Preventivo de Maquinas (Anexo 4)
Supervisor de mantenimiento
Elabora programa semanal de mantenimiento preventivo, en
original.
Realiza mantenimiento semanal de máquinas de Planta: Cambio
de pieza en caso de ser necesario, así como engrasado y reparación de daños si los hubiere.
Elabora reporte semanal de mantenimiento preventivo de máquinas, en original y una copia.
Entrega original de reporte al Gerente General.
Archiva copia de reporte.
Ayudante de Mantenimiento
Colaborar con el mantenimiento preventivo y correctivo de las máquinas.
2.2.7 Mantenimiento Correctivo de Maquinas
Supervisor de Planta
Elabora Formularios de requerimiento de mantenimiento de
máquinas, en original y una copia.
Envía al supervisor de Mantenimiento el formulario original del
requerimiento.
Programación, Planif icación y Control de la Producción 41
Supervisor de mantenimiento
Ejecuta el chequeo y arreglo en caso de ser necesario
Gerente General
Aprueba contratación de técnicos especializados.
2.2.8 Análisis del Proceso
Diagrama de flujo del proceso
Es una representación gráfica de la secuencia de todas las
operaciones, los transportes, las inspecciones, las esperas y los
almacenamientos que ocurren durante un proceso. Incluye, además, la
información que se considera deseable para el análisis, por ejemplo el
tiempo necesario y la distancia recorrida. Sirve para las secuencias de un
producto, un operario, una pieza, etcétera.
Su objetivo es proporcionar una imagen clara de toda secuencia de
acontecimientos del proceso.
En el ANEXO No 5 muestra el diagrama de flujo del proceso de las
aéreas de bloque y laminado.
Diagrama de flujo de operaciones
EL Flujo grama o Diagrama de Flujo, consiste en representar
gráficamente hechos, situaciones, movimientos o relaciones de todo tipo,
por medio de símbolos.
Recepción de madera
El área de recepción de materia prima se encarga e ingresar,
clasificar y armar los coches que se trasladan a las secadoras
Programación, Planif icación y Control de la Producción 42
En el ANEXO No 6 se muestra el flujo grama de recepción de
madera con las actividades que se ejecutan en esta parte del área.
Desbaste y Clasificación de madera
En esta área se procede a cepillar los listones, cortarlos en
diferentes longitudes y cortar en la sierra de mesa las caras de los
listones para obtener piezas de madera trabajadas que posteriormente
son de a cuerdo a su densidad, espesor y longitud.
Elaboración de Bloque
Las plantillas se colocan una encima de la otra, después al bloque
se le agrega cola y se lo prensa para obtener un bloque compacto y
macizo.
Los bloques tienen una altura y un ancho estandarizado de 49” x
25” pulgadas pero su longitud varia de 10” a 49” pulgadas.
En el ANEXO No 7 se muestra el flujo grama de elaboración de
bloque con las actividades que se ejecutan en esta parte del área.
Elaboración de láminas
Este producto se lo obtiene del corte de los bloques en forma de
rebanada en diferentes espesores que luego se le realiza un acabado a la
lámina por medio de lijado, encuadrado, curado, y enmallado.
En el ANEXO No 8 se muestra el flujo grama de elaboración de
láminas con las actividades que se ejecutan en esta parte del área.
Programación, Planif icación y Control de la Producción 43
2.2.9 Análisis de recorrido
El análisis de recorrido se lo ha realizado observando desde que
entra la materia prima a la empresa hasta que sale como producto
terminado, pasando por una serie de procesos y recorridos para la
elaboración de láminas y bloques.
Este análisis consiste en representar gráficamente hechos,
situaciones, la secuencia de rutinas simples, movimientos o relaciones de
todo tipo, por medio de símbolos.
Es importante ya que ayuda a designar cualquier representación
gráfica de un procedimiento o parte de este. Permite la visualización de
las actividades innecesarias y verifica si la distribución del trabajo está
equilibrada, o sea, está distribuida en las personas, sin sobrecargo para
algunas.
En el ANEXO No 9 nos muestra el diagrama de recorrido actual de
la empresa.
2.3 PLANIFICACION DE PRODUCCION
La planificación de la empresa se la realiza en base a los pedidos u
órdenes de envió que son requeridas por todos los centros de acopio de
Diab que se encuentran distribuidos por todo el mundo. Dentro de la
planificación de la producción tenemos los requerimientos de materiales o
matrería prima las mismas que son requeridas según el número de
embarques que se planifique enviar durante el mes.
Este sistema de planificación o requerimiento de materiales y
gestión de stocks esta basada en responder las preguntas de, cuánto y
cuándo aprovisionarse de materiales.
Programación, Planif icación y Control de la Producción 44
Este sistema se da por las órdenes de compra de los materiales
que se requieren, resultantes del proceso de planificación de necesidades
de materiales.
Materia prima.- En la actualidad los pedidos de la materia prima
(madera verde de balsa) se los realiza en función a los números de
embarques que se deban realizar por cada orden de pedido, manteniendo
un stock de materia prima seca, la cantidad varía dependiendo el numero
de embarque que se realice en el mes, evitando al máximo un exceso o
falta de materia prima, en inventarios a fin de reducir los costos de
almacenamiento.
Materiales Indirectos de Producción.- En la bodega de la
empresa se mantiene un stock de materiales indirectos de producción, el
bodeguero realiza los pedidos de materiales dependiendo también del
numero de embarques a realizar en el mes, y en función a la cantidad
consumida por cada contenedor embarcado, esta cantidad de productos
varia según el producto a consumir, entre los principales tenemos:
Descripción de materiales:
Casco Resine.- Se utiliza en el pegado de la madera, se consume
un aproximado de 2 ½ tanques por contenedor, los pedidos se los
realiza semanalmente según el consumo.
M7 Catalizador.- Se lo utiliza para disolver el casco resine, es un
secante de la goma, su pedido se lo realiza semanalmente al igual
que el casco resine.
M1O Catalizador.- Al igual que el M7 se lo utiliza para disolver el
casco resine, su diferencia esta, en el tiempo se secarse la goma y
la dureza que adquiere, su pedido se lo realiza dependiendo la
urgencia del pedido de producto terminado.
Programación, Planif icación y Control de la Producción 45
Sierra Cinta.- Se utiliza un promedio de 4 sierra cintas diarias por
maquina utilizada ( ferri ), su pedido se lo realiza mensualmente y
se tiene un stock en bodega.
Goma Blanca.- Se utiliza para curar las láminas con fallas como
rajaduras, corazón de agua, etc. Su pedido se lo realiza
mensualmente dependiendo su uso, también se tiene un stock en
bodega.
Silicón.- Se utiliza para reparar fallas de láminas por prensado o si
se despega o fractura la lámina por algunas de sus puntas o lados,
su pedido se lo realiza mensualmente dependiendo su utilización o
consumo, se tiene un stock en bodega.
Evecril.- Se utiliza en la máquina de curado, es el material que le
da una brillosidad a las láminas, se utiliza una cantidad de 1800
unidades, y su pedido se lo realiza mensualmente teniendo un
stock en bodega.
Shomarak.- Es la malla que utiliza en la maquina Enmalladora, para
evitar ruptura de la lámina, se utiliza en una cantidad de 2 rollos por
contenedor, y su pedido se lo realiza mensualmente, teniendo un
stock en bodega para su uso.
Para una mejor ilustración ver cuadro N° de Materiales Utilizados
Programación, Planif icación y Control de la Producción 46
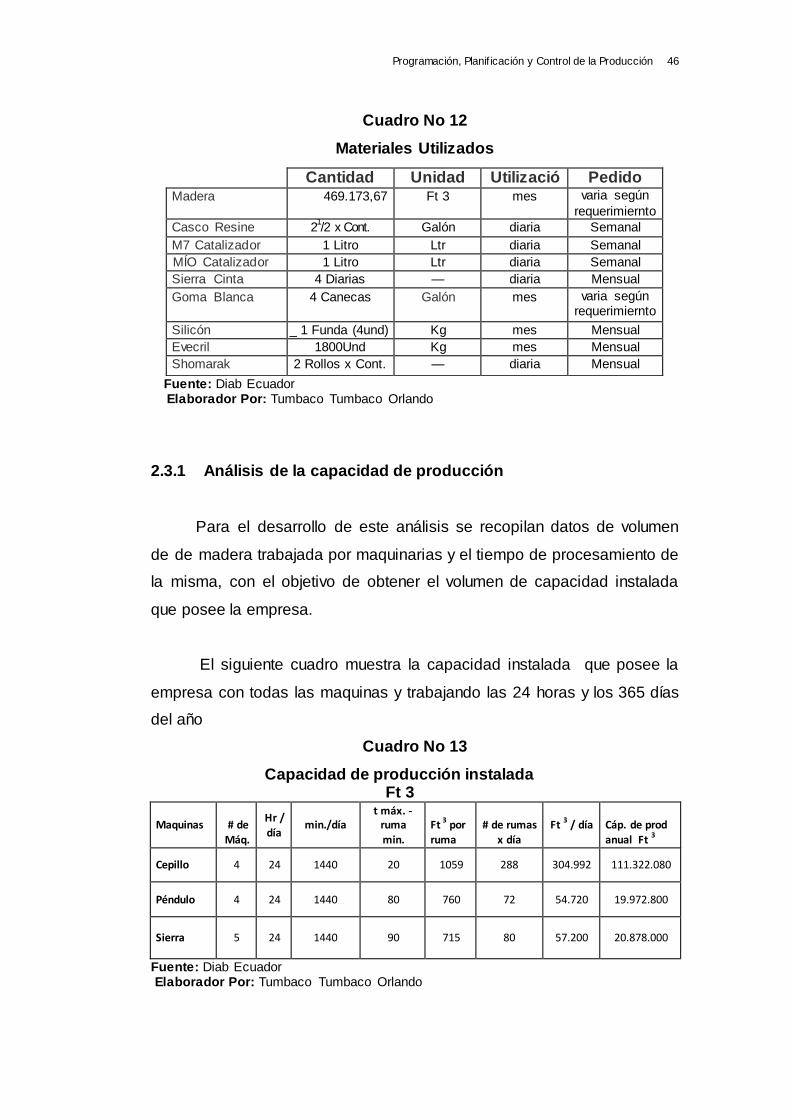
Cuadro No 12
Materiales Utilizados
Fuente: Diab Ecuador Elaborador Por: Tumbaco Tumbaco Orlando
2.3.1 Análisis de la capacidad de producción
Para el desarrollo de este análisis se recopilan datos de volumen
de de madera trabajada por maquinarias y el tiempo de procesamiento de
la misma, con el objetivo de obtener el volumen de capacidad instalada
que posee la empresa.
El siguiente cuadro muestra la capacidad instalada que posee la
empresa con todas las maquinas y trabajando las 24 horas y los 365 días
del año
Cuadro No 13
Capacidad de producción instalada
Ft 3
Maquinas # de Máq.
Hr / día
min./día t máx. -
ruma min.
Ft 3 por ruma
# de rumas x día
Ft 3 / día Cáp. de prod anual Ft 3
Cepillo 4 24 1440 20 1059 288 304.992 111.322.080
Péndulo 4 24 1440 80 760 72 54.720 19.972.800
Sierra 5 24 1440 90 715 80 57.200 20.878.000
Fuente: Diab Ecuador Elaborador Por: Tumbaco Tumbaco Orlando
Cantidad Unidad Utilizació
n
Pedido Madera 469.173,67 Ft 3 mes varia según
requerimiernto
Casco Resine 21/2 x Cont. Galón diaria Semanal
M7 Catalizador 1 Litro Ltr diaria Semanal
MÍO Catalizador 1 Litro Ltr diaria Semanal
Sierra Cinta 4 Diarias — diaria Mensual
Goma Blanca 4 Canecas Galón mes varia según requerimiernto
Silicón _ 1 Funda (4und) Kg mes Mensual
Evecril 1800Und Kg mes Mensual
Shomarak 2 Rollos x Cont. — diaria Mensual
Programación, Planif icación y Control de la Producción 47
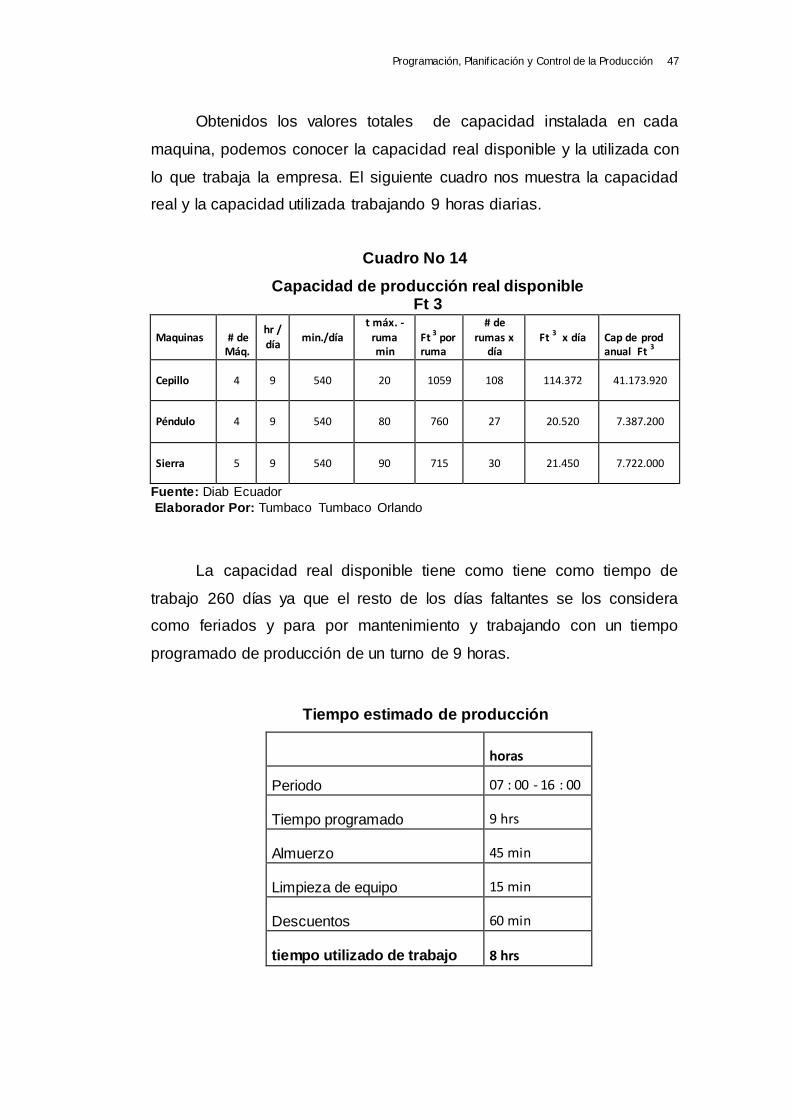
Obtenidos los valores totales de capacidad instalada en cada
maquina, podemos conocer la capacidad real disponible y la utilizada con
lo que trabaja la empresa. El siguiente cuadro nos muestra la capacidad
real y la capacidad utilizada trabajando 9 horas diarias.
Cuadro No 14
Capacidad de producción real disponible
Ft 3
Maquinas # de Máq.
hr / día
min./día t máx. -
ruma min
Ft 3 por ruma
# de rumas x
día Ft 3 x día Cap de prod
anual Ft 3
Cepillo 4 9 540 20 1059 108 114.372 41.173.920
Péndulo 4 9 540 80 760 27 20.520 7.387.200
Sierra 5 9 540 90 715 30 21.450 7.722.000
Fuente: Diab Ecuador
Elaborador Por: Tumbaco Tumbaco Orlando
La capacidad real disponible tiene como tiene como tiempo de
trabajo 260 días ya que el resto de los días faltantes se los considera
como feriados y para por mantenimiento y trabajando con un tiempo
programado de producción de un turno de 9 horas.
Tiempo estimado de producción
horas
Periodo 07 : 00 - 16 : 00
Tiempo programado 9 hrs
Almuerzo 45 min
Limpieza de equipo 15 min
Descuentos 60 min
tiempo utilizado de trabajo 8 hrs
Programación, Planif icación y Control de la Producción 48
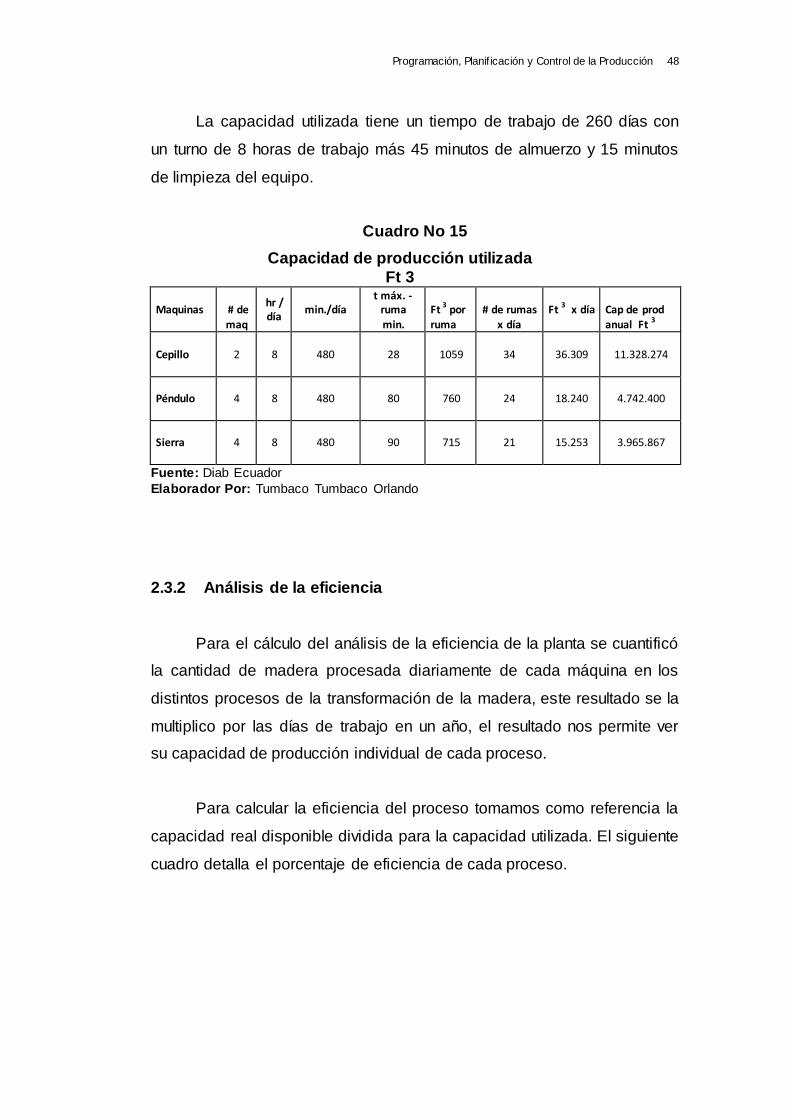
La capacidad utilizada tiene un tiempo de trabajo de 260 días con
un turno de 8 horas de trabajo más 45 minutos de almuerzo y 15 minutos
de limpieza del equipo.
Cuadro No 15
Capacidad de producción utilizada
Ft 3
Maquinas # de
maq
hr / día
min./día t máx. -
ruma
min.
Ft 3 por
ruma
# de rumas
x día
Ft 3 x día Cap de prod
anual Ft 3
Cepillo 2 8 480 28 1059 34 36.309 11.328.274
Péndulo 4 8 480 80 760 24 18.240 4.742.400
Sierra 4 8 480 90 715 21 15.253 3.965.867
Fuente: Diab Ecuador
Elaborador Por: Tumbaco Tumbaco Orlando
2.3.2 Análisis de la eficiencia
Para el cálculo del análisis de la eficiencia de la planta se cuantificó
la cantidad de madera procesada diariamente de cada máquina en los
distintos procesos de la transformación de la madera, este resultado se la
multiplico por las días de trabajo en un año, el resultado nos permite ver
su capacidad de producción individual de cada proceso.
Para calcular la eficiencia del proceso tomamos como referencia la
capacidad real disponible dividida para la capacidad utilizada. El siguiente
cuadro detalla el porcentaje de eficiencia de cada proceso.
Programación, Planif icación y Control de la Producción 49
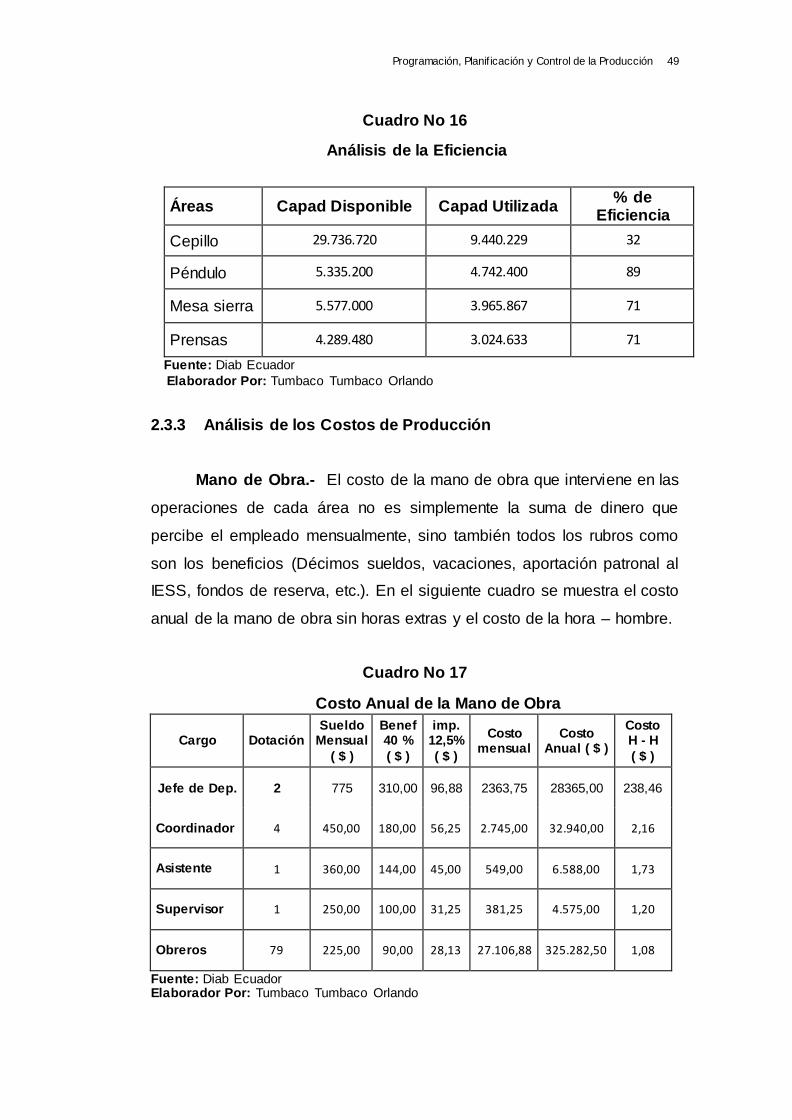
Cuadro No 16
Análisis de la Eficiencia
Áreas Capad Disponible Capad Utilizada % de
Eficiencia
Cepillo 29.736.720 9.440.229 32
Péndulo 5.335.200 4.742.400 89
Mesa sierra 5.577.000 3.965.867 71
Prensas 4.289.480 3.024.633 71
Fuente: Diab Ecuador
Elaborador Por: Tumbaco Tumbaco Orlando
2.3.3 Análisis de los Costos de Producción
Mano de Obra.- El costo de la mano de obra que interviene en las
operaciones de cada área no es simplemente la suma de dinero que
percibe el empleado mensualmente, sino también todos los rubros como
son los beneficios (Décimos sueldos, vacaciones, aportación patronal al
IESS, fondos de reserva, etc.). En el siguiente cuadro se muestra el costo
anual de la mano de obra sin horas extras y el costo de la hora – hombre.
Cuadro No 17
Costo Anual de la Mano de Obra
Cargo Dotación Sueldo
Mensual
( $ )
Benef 40 %
( $ )
imp. 12,5%
( $ )
Costo mensual
Costo Anual ( $ )
Costo H - H
( $ )
Jefe de Dep. 2 775 310,00 96,88 2363,75 28365,00 238,46
Coordinador 4 450,00 180,00 56,25 2.745,00 32.940,00 2,16
Asistente 1 360,00 144,00 45,00 549,00 6.588,00 1,73
Supervisor 1 250,00 100,00 31,25 381,25 4.575,00 1,20
Obreros 79 225,00 90,00 28,13 27.106,88 325.282,50 1,08
Fuente: Diab Ecuador Elaborador Por: Tumbaco Tumbaco Orlando
Programación, Planif icación y Control de la Producción 50
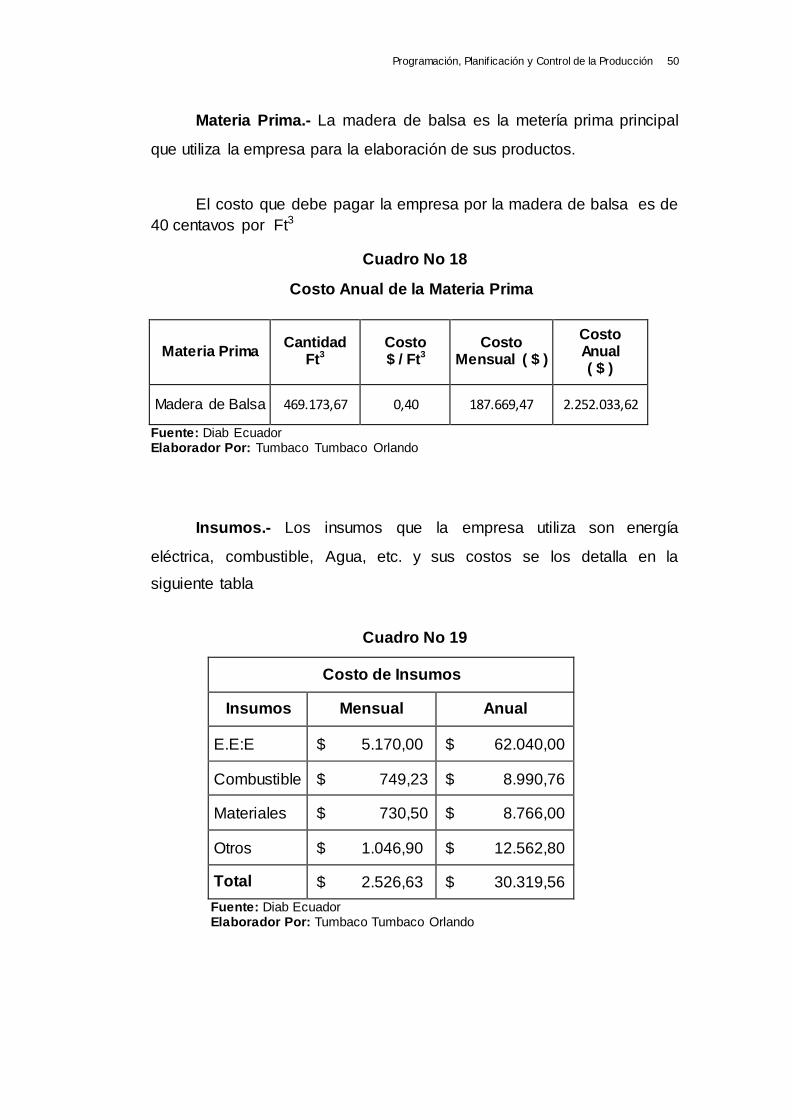
Materia Prima.- La madera de balsa es la metería prima principal
que utiliza la empresa para la elaboración de sus productos.
El costo que debe pagar la empresa por la madera de balsa es de
40 centavos por Ft3
Cuadro No 18
Costo Anual de la Materia Prima
Materia Prima Cantidad
Ft3
Costo $ / Ft
3
Costo Mensual ( $ )
Costo Anual ( $ )
Madera de Balsa 469.173,67 0,40 187.669,47 2.252.033,62
Fuente: Diab Ecuador Elaborador Por: Tumbaco Tumbaco Orlando
Insumos.- Los insumos que la empresa utiliza son energía
eléctrica, combustible, Agua, etc. y sus costos se los detalla en la
siguiente tabla
Cuadro No 19
Costo de Insumos
Insumos Mensual Anual
E.E:E $ 5.170,00 $ 62.040,00
Combustible $ 749,23 $ 8.990,76
Materiales $ 730,50 $ 8.766,00
Otros $ 1.046,90 $ 12.562,80
Total $ 2.526,63 $ 30.319,56
Fuente: Diab Ecuador Elaborador Por: Tumbaco Tumbaco Orlando
Programación, Planif icación y Control de la Producción 51
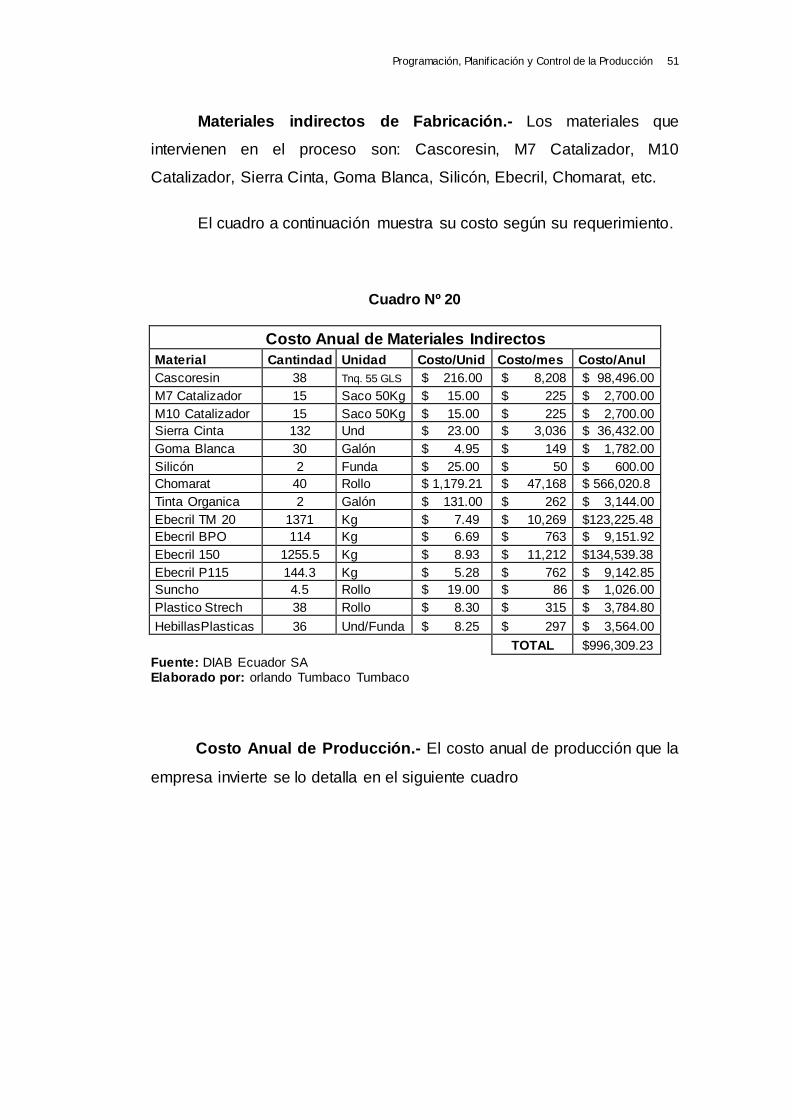
Materiales indirectos de Fabricación.- Los materiales que
intervienen en el proceso son: Cascoresin, M7 Catalizador, M10
Catalizador, Sierra Cinta, Goma Blanca, Silicón, Ebecril, Chomarat, etc.
El cuadro a continuación muestra su costo según su requerimiento.
Cuadro Nº 20
Costo Anual de Materiales Indirectos
Material Cantindad Unidad Costo/Unid Costo/mes Costo/Anul
Cascoresin 38 Tnq. 55 GLS $ 216.00 $ 8,208 $ 98,496.00
M7 Catalizador 15 Saco 50Kg $ 15.00 $ 225 $ 2,700.00
M10 Catalizador 15 Saco 50Kg $ 15.00 $ 225 $ 2,700.00
Sierra Cinta 132 Und $ 23.00 $ 3,036 $ 36,432.00
Goma Blanca 30 Galón $ 4.95 $ 149 $ 1,782.00
Silicón 2 Funda $ 25.00 $ 50 $ 600.00
Chomarat 40 Rollo $ 1,179.21 $ 47,168 $ 566,020.8
Tinta Organica 2 Galón $ 131.00 $ 262 $ 3,144.00
Ebecril TM 20 1371 Kg $ 7.49 $ 10,269 $123,225.48
Ebecril BPO 114 Kg $ 6.69 $ 763 $ 9,151.92
Ebecril 150 1255.5 Kg $ 8.93 $ 11,212 $134,539.38
Ebecril P115 144.3 Kg $ 5.28 $ 762 $ 9,142.85
Suncho 4.5 Rollo $ 19.00 $ 86 $ 1,026.00
Plastico Strech 38 Rollo $ 8.30 $ 315 $ 3,784.80
HebillasPlasticas 36 Und/Funda $ 8.25 $ 297 $ 3,564.00
TOTAL $996,309.23
Fuente: DIAB Ecuador SA Elaborado por: orlando Tumbaco Tumbaco
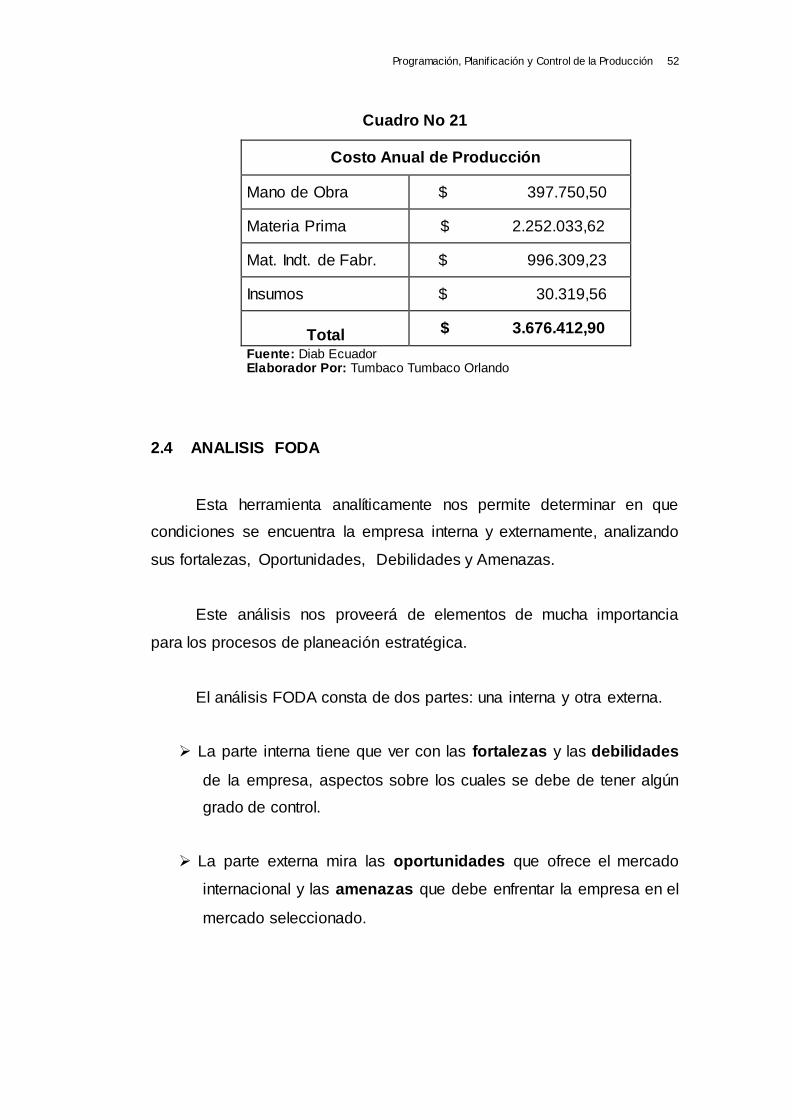
Costo Anual de Producción.- El costo anual de producción que la
empresa invierte se lo detalla en el siguiente cuadro
Programación, Planif icación y Control de la Producción 52
Cuadro No 21
Costo Anual de Producción
Mano de Obra $ 397.750,50
Materia Prima $ 2.252.033,62
Mat. Indt. de Fabr. $ 996.309,23
Insumos $ 30.319,56
Total $ 3.676.412,90
Fuente: Diab Ecuador Elaborador Por: Tumbaco Tumbaco Orlando
2.4 ANALISIS FODA
Esta herramienta analíticamente nos permite determinar en que
condiciones se encuentra la empresa interna y externamente, analizando
sus fortalezas, Oportunidades, Debilidades y Amenazas.
Este análisis nos proveerá de elementos de mucha importancia
para los procesos de planeación estratégica.
El análisis FODA consta de dos partes: una interna y otra externa.
La parte interna tiene que ver con las fortalezas y las debilidades
de la empresa, aspectos sobre los cuales se debe de tener algún
grado de control.
La parte externa mira las oportunidades que ofrece el mercado
internacional y las amenazas que debe enfrentar la empresa en el
mercado seleccionado.
Programación, Planif icación y Control de la Producción 53
Fortalezas:
Ser la empresa mayor exportadora de balsa
Excelente grado de calidad en los productos destinados al mercado
internacional.
Alta competitividad en precio y calidad frente a mercados
internacionales.
Trato personalizado a clientes extranjeros.
Debilidades:
No contar con plantaciones propias de madera de balsa
Paralizaciones durante el proceso.
Problemas en el tratamiento y secado de la madera
Baja utilización en la capacidad instalada.
Dificultades en la época invernal para la explotación forestal
Oportunidades:
Amplia aceptación de los productos en el mercado internacional.
Demanda creciente a nivel internacional.
Nuevas aplicaciones para la madera de balsa.
Ser pioneros en la producción de bloques y laminas de balsa.
Demanda insatisfecha en el mercado internacional.
Amenazas:
Destrucción de áreas forestales para emprender labores agrícolas.
Demanda judicial por parte del gobierno por la tala de árboles.
Ingreso de competidores.
Programación, Planif icación y Control de la Producción 54
Falta de inversión para reforestación por parte de la empresa.
Alza en precios de insumos.
2.4.1 Matriz de FODA
Concluida la determinación del FODA. El siguiente paso es la
construcción de la matriz que permitirá hacer un análisis de mayor
concentración.
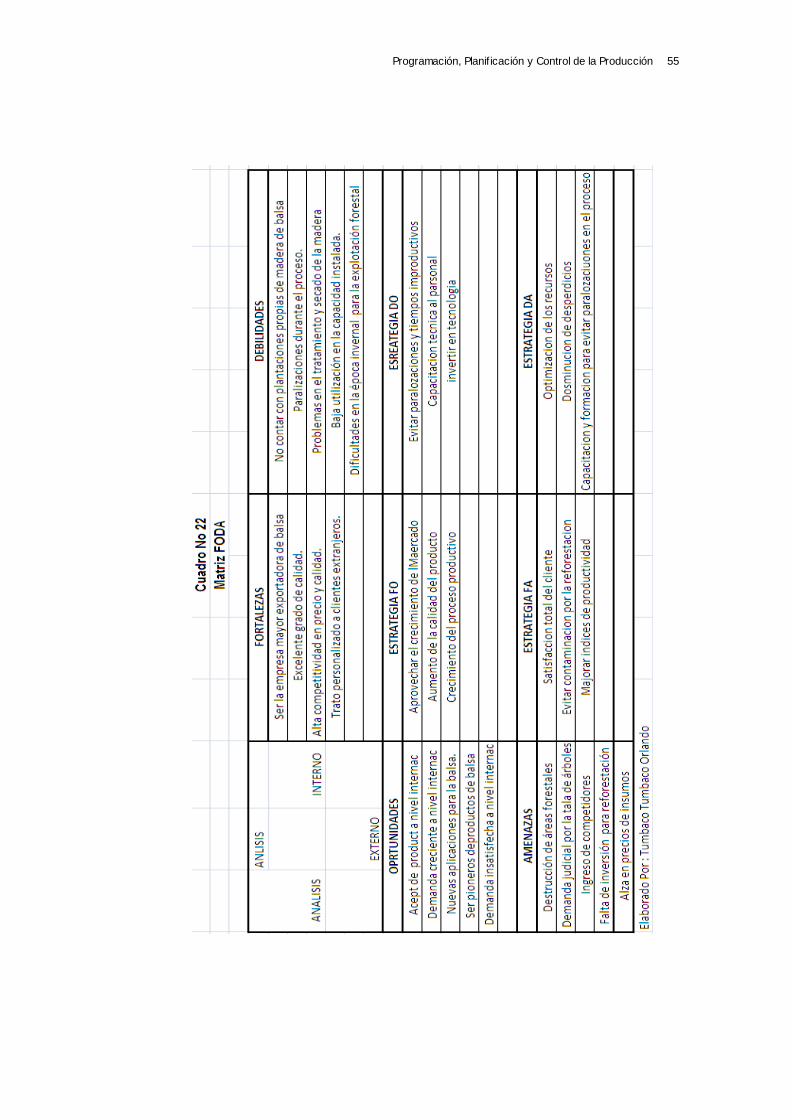
Programación, Planif icación y Control de la Producción 55
CAPITULO III
DESCRIPCION DE LOS PROBLEMAS
3.1 Registro de los problemas que afectan el proceso de producción.
Una vez realizada la inspección general de la empresa y conociendo
sus procesos se detectaron los siguientes problemas, que afectan la
producción y por consiguiente las metas fijadas por la empresa. Tales
problemas son los siguientes.
Problema # 1: Falta de de un Programa de Mantenimiento Preventivo.
Área: Elaboración de bloques
Causas: 1. Mantenimiento Deficiente.
2. Averías Mecánicas.
3. Averías Eléctricas.
4. Falta de repuestos.
Efectos: 1. Paralizaciones en Máquinas.
2. Retrasos en la Producción.
Problema # 2: Falta de un Programa de Capacitación y
Entrenamiento al Personal.
Área: Recursos Humanos.
Causas: 1. Personal no capacitado.
2. Inexistencia de un programa de entrenamiento al personal
Nuevo.
3. Inexistencia de motivación e interés.
4. Manipulación inadecuada de las máquinas y herramientas
Descripción de los problemas 57
Efectos: 1. Retrasos en la Producción.
2. Baja eficiencia en la Planta.
3. Baja Calidad del Producto.
Problema # 3: Baja productividad por no tener Estandarizado los
Procesos.
Área: Elaboración de bloques.
Causas: 1. Movimientos inadecuados
2. máquinas apagadas para trasladar material procesado.
Efectos: 1. Baja Productividad.
3.1.1 Análisis de los problemas que afectan el proceso productivo.
Una vez registrado los problemas que afectan al proceso de
producción, toca realizar el análisis de los mismos, la cual tiene como
propósito determinar que tipo de problema es el que se presenta con
mayor frecuencia en la empresa; para ello se procede a registrar
información que permita describir con mayor certeza el objetivo
propuesto.
Los problemas que se presentan en este análisis son los siguientes:
Falta de un Programa de Mantenimiento Preventivo.
Falta de Capacitación y Entrenamiento.
Baja Productividad por no tener Estandarizado los Procesos.
Para desarrollar un mejor análisis, se presenta la tabulación de los
datos cuantificados en base a la frecuencia de ocurrencia del mes de
Junio. Luego en base a estos datos se analizará los de mayor frecuencia,
para así poder cuantificar su incidencia en costos y porcentajes de
eficiencia.
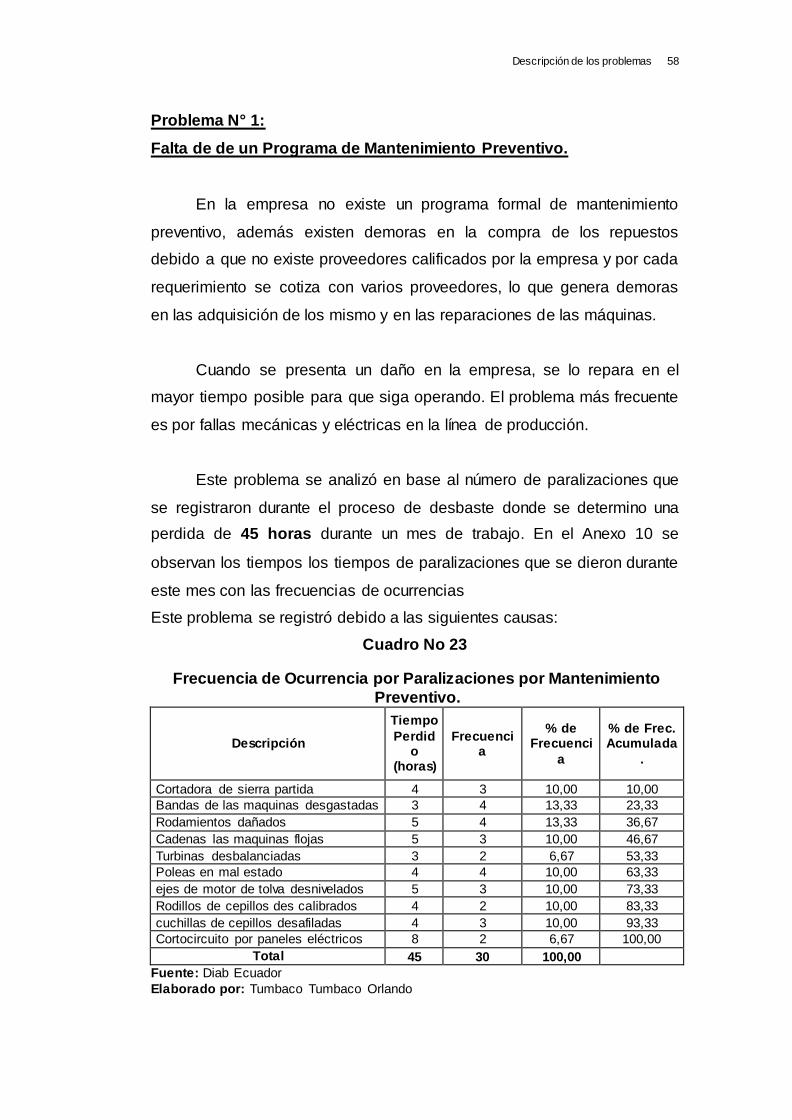
Descripción de los problemas 58
Problema N° 1:
Falta de de un Programa de Mantenimiento Preventivo.
En la empresa no existe un programa formal de mantenimiento
preventivo, además existen demoras en la compra de los repuestos
debido a que no existe proveedores calificados por la empresa y por cada
requerimiento se cotiza con varios proveedores, lo que genera demoras
en las adquisición de los mismo y en las reparaciones de las máquinas.
Cuando se presenta un daño en la empresa, se lo repara en el
mayor tiempo posible para que siga operando. El problema más frecuente
es por fallas mecánicas y eléctricas en la línea de producción.
Este problema se analizó en base al número de paralizaciones que
se registraron durante el proceso de desbaste donde se determino una
perdida de 45 horas durante un mes de trabajo. En el Anexo 10 se
observan los tiempos los tiempos de paralizaciones que se dieron durante
este mes con las frecuencias de ocurrencias
Este problema se registró debido a las siguientes causas:
Cuadro No 23
Frecuencia de Ocurrencia por Paralizaciones por Mantenimiento
Preventivo.
Descripción
Tiempo
Perdido
(horas)
Frecuencia
% de Frecuenci
a
% de Frec. Acumulada
.
Cortadora de sierra partida 4 3 10,00 10,00
Bandas de las maquinas desgastadas 3 4 13,33 23,33
Rodamientos dañados 5 4 13,33 36,67
Cadenas las maquinas flojas 5 3 10,00 46,67
Turbinas desbalanciadas 3 2 6,67 53,33
Poleas en mal estado 4 4 10,00 63,33
ejes de motor de tolva desnivelados 5 3 10,00 73,33
Rodillos de cepillos des calibrados 4 2 10,00 83,33
cuchillas de cepillos desafiladas 4 3 10,00 93,33
Cortocircuito por paneles eléctricos 8 2 6,67 100,00
Total 45 30 100,00
Fuente: Diab Ecuador
Elaborado por: Tumbaco Tumbaco Orlando
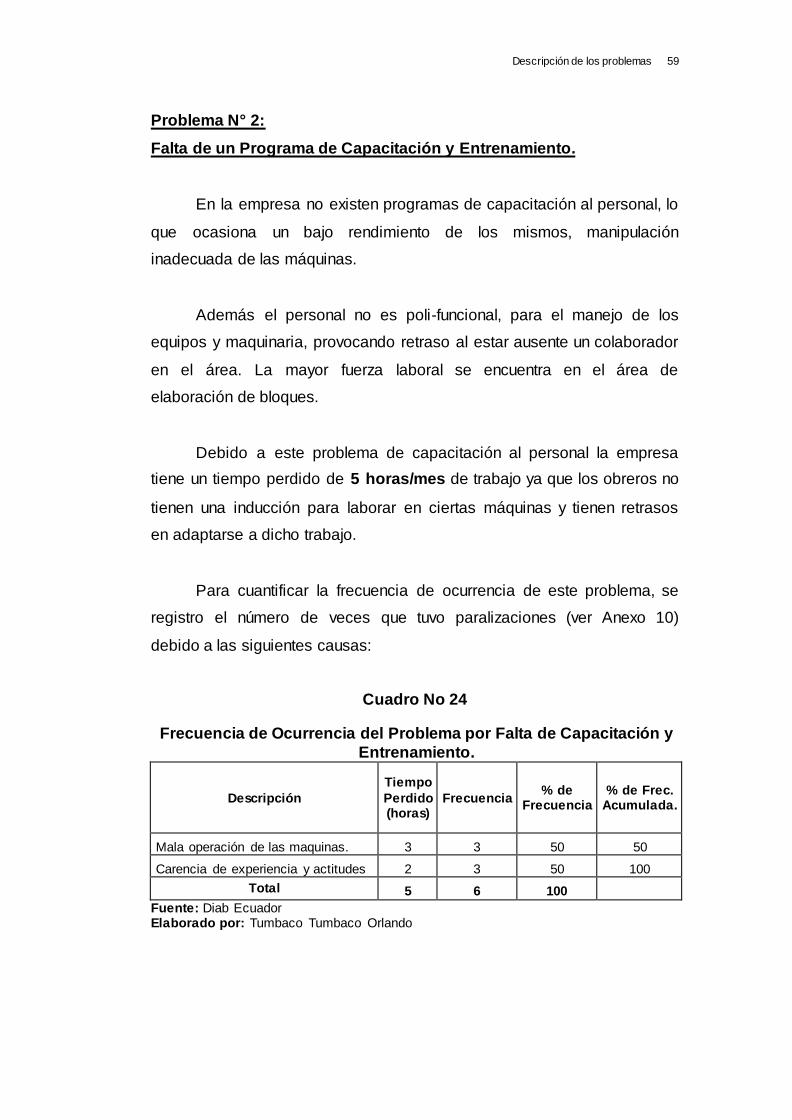
Descripción de los problemas 59
Problema N° 2:
Falta de un Programa de Capacitación y Entrenamiento.
En la empresa no existen programas de capacitación al personal, lo
que ocasiona un bajo rendimiento de los mismos, manipulación
inadecuada de las máquinas.
Además el personal no es poli-funcional, para el manejo de los
equipos y maquinaria, provocando retraso al estar ausente un colaborador
en el área. La mayor fuerza laboral se encuentra en el área de
elaboración de bloques.
Debido a este problema de capacitación al personal la empresa
tiene un tiempo perdido de 5 horas/mes de trabajo ya que los obreros no
tienen una inducción para laborar en ciertas máquinas y tienen retrasos
en adaptarse a dicho trabajo.
Para cuantificar la frecuencia de ocurrencia de este problema, se
registro el número de veces que tuvo paralizaciones (ver Anexo 10)
debido a las siguientes causas:
Cuadro No 24
Frecuencia de Ocurrencia del Problema por Falta de Capacitación y
Entrenamiento.
Descripción
Tiempo
Perdido (horas)
Frecuencia % de
Frecuencia % de Frec.
Acumulada.
Mala operación de las maquinas. 3 3 50 50
Carencia de experiencia y actitudes 2 3 50 100
Total 5 6 100
Fuente: Diab Ecuador Elaborado por: Tumbaco Tumbaco Orlando
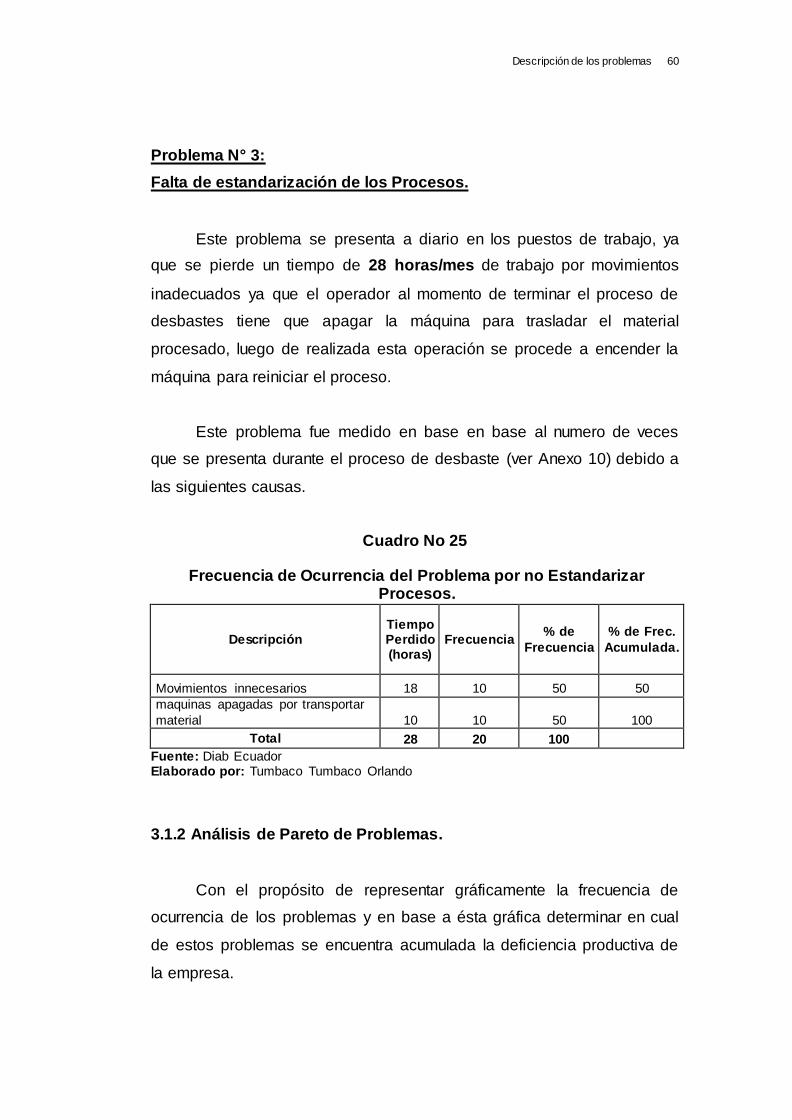
Descripción de los problemas 60
Problema N° 3:
Falta de estandarización de los Procesos.
Este problema se presenta a diario en los puestos de trabajo, ya
que se pierde un tiempo de 28 horas/mes de trabajo por movimientos
inadecuados ya que el operador al momento de terminar el proceso de
desbastes tiene que apagar la máquina para trasladar el material
procesado, luego de realizada esta operación se procede a encender la
máquina para reiniciar el proceso.
Este problema fue medido en base en base al numero de veces
que se presenta durante el proceso de desbaste (ver Anexo 10) debido a
las siguientes causas.
Cuadro No 25
Frecuencia de Ocurrencia del Problema por no Estandarizar Procesos.
Descripción Tiempo Perdido (horas)
Frecuencia % de
Frecuencia
% de Frec.
Acumulada.
Movimientos innecesarios 18 10 50 50
maquinas apagadas por transportar
material 10 10 50 100
Total 28 20 100
Fuente: Diab Ecuador Elaborado por: Tumbaco Tumbaco Orlando
3.1.2 Análisis de Pareto de Problemas.
Con el propósito de representar gráficamente la frecuencia de
ocurrencia de los problemas y en base a ésta gráfica determinar en cual
de estos problemas se encuentra acumulada la deficiencia productiva de
la empresa.
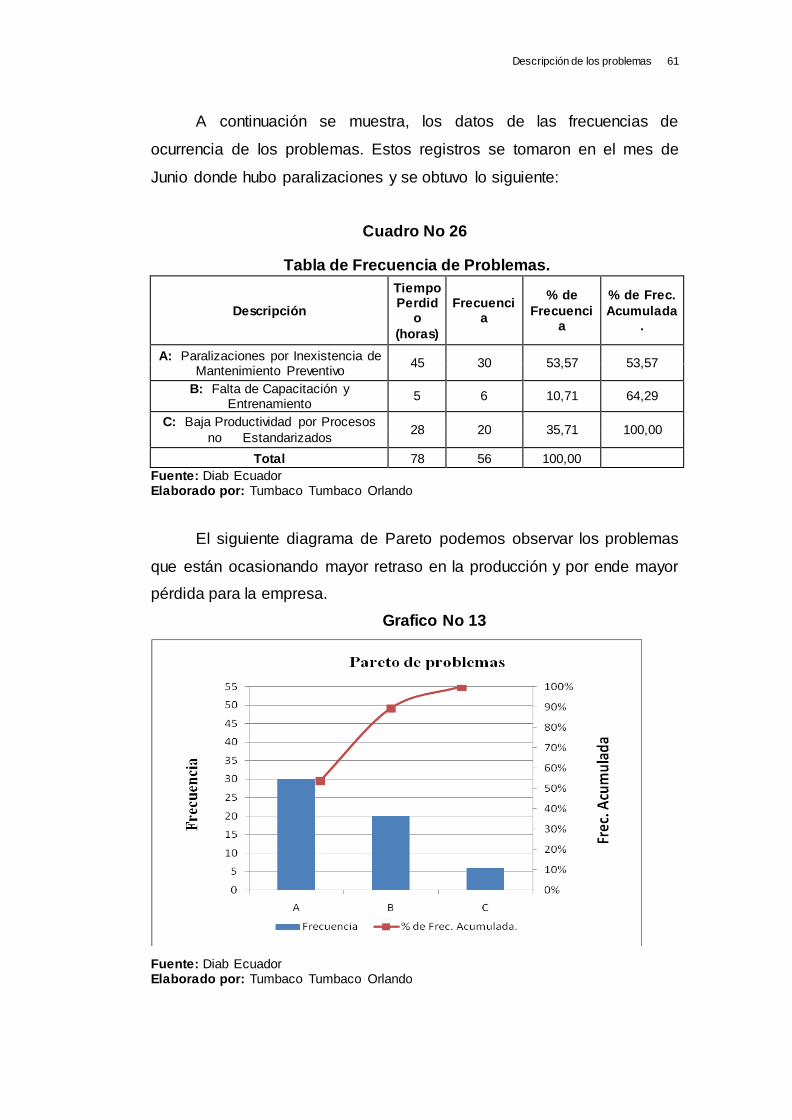
Descripción de los problemas 61
A continuación se muestra, los datos de las frecuencias de
ocurrencia de los problemas. Estos registros se tomaron en el mes de
Junio donde hubo paralizaciones y se obtuvo lo siguiente:
Cuadro No 26
Tabla de Frecuencia de Problemas.
Descripción
Tiempo Perdid
o
(horas)
Frecuencia
% de
Frecuencia
% de Frec.
Acumulada.
A: Paralizaciones por Inexistencia de Mantenimiento Preventivo
45 30 53,57 53,57
B: Falta de Capacitación y Entrenamiento
5 6 10,71 64,29
C: Baja Productividad por Procesos
no Estandarizados 28 20 35,71 100,00
Total 78 56 100,00
Fuente: Diab Ecuador Elaborado por: Tumbaco Tumbaco Orlando
El siguiente diagrama de Pareto podemos observar los problemas
que están ocasionando mayor retraso en la producción y por ende mayor
pérdida para la empresa.
Grafico No 13
Fuente: Diab Ecuador Elaborado por: Tumbaco Tumbaco Orlando
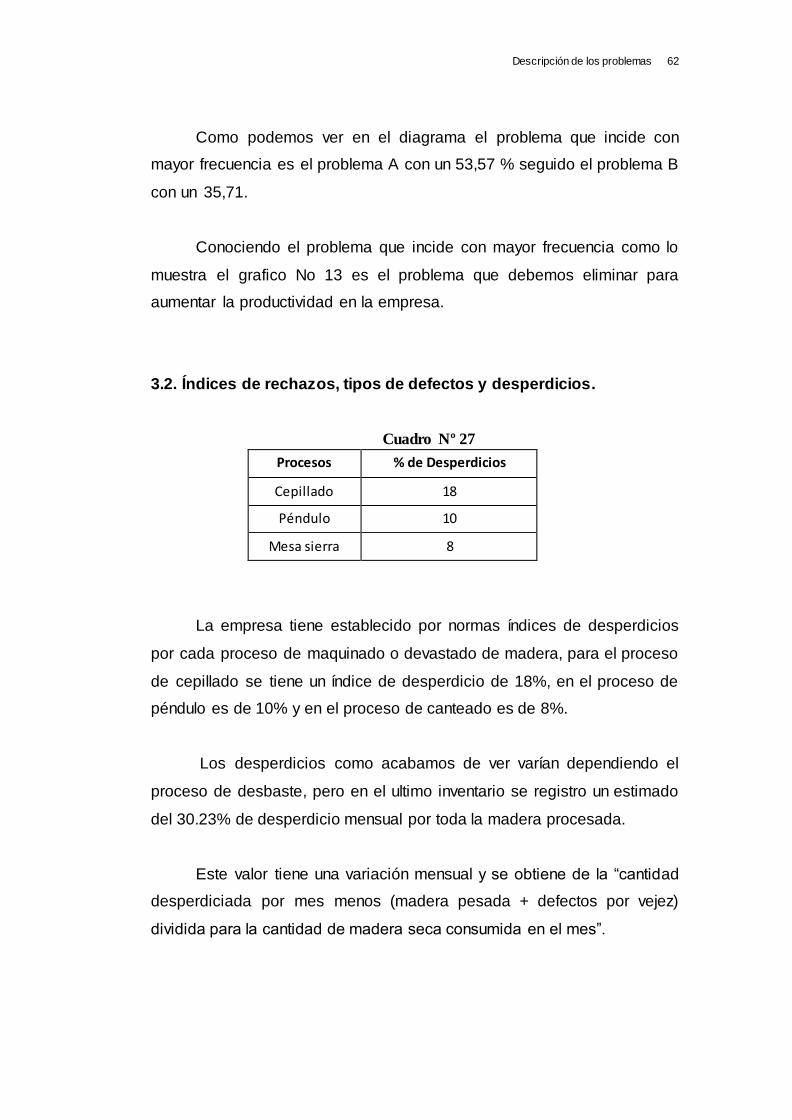
Descripción de los problemas 62
Como podemos ver en el diagrama el problema que incide con
mayor frecuencia es el problema A con un 53,57 % seguido el problema B
con un 35,71.
Conociendo el problema que incide con mayor frecuencia como lo
muestra el grafico No 13 es el problema que debemos eliminar para
aumentar la productividad en la empresa.
3.2. Índices de rechazos, tipos de defectos y desperdicios.
Cuadro Nº 27
Procesos % de Desperdicios
Cepillado 18
Péndulo 10
Mesa sierra 8
La empresa tiene establecido por normas índices de desperdicios
por cada proceso de maquinado o devastado de madera, para el proceso
de cepillado se tiene un índice de desperdicio de 18%, en el proceso de
péndulo es de 10% y en el proceso de canteado es de 8%.
Los desperdicios como acabamos de ver varían dependiendo el
proceso de desbaste, pero en el ultimo inventario se registro un estimado
del 30.23% de desperdicio mensual por toda la madera procesada.
Este valor tiene una variación mensual y se obtiene de la “cantidad
desperdiciada por mes menos (madera pesada + defectos por vejez)
dividida para la cantidad de madera seca consumida en el mes”.
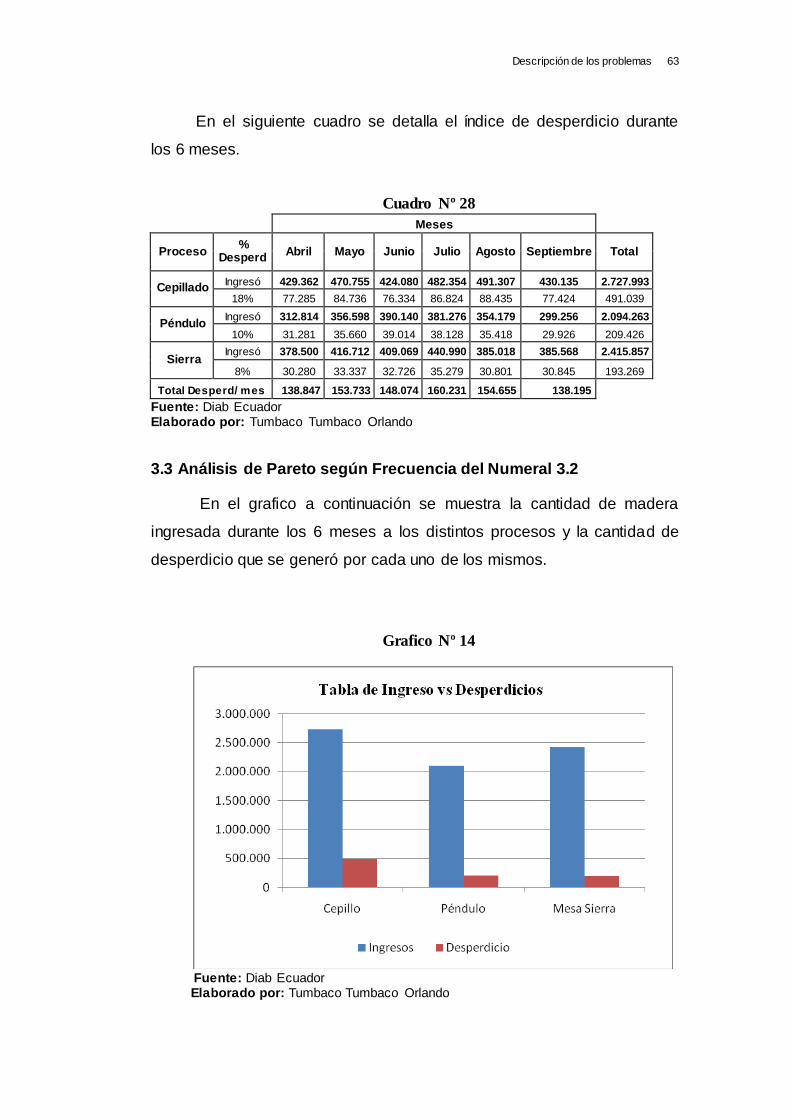
Descripción de los problemas 63
En el siguiente cuadro se detalla el índice de desperdicio durante
los 6 meses.
Cuadro Nº 28
Meses
Proceso %
Desperd Abril Mayo Junio Julio Agosto Septiembre Total
Cepillado Ingresó 429.362 470.755 424.080 482.354 491.307 430.135 2.727.993
18% 77.285 84.736 76.334 86.824 88.435 77.424 491.039
Péndulo Ingresó 312.814 356.598 390.140 381.276 354.179 299.256 2.094.263
10% 31.281 35.660 39.014 38.128 35.418 29.926 209.426
Sierra Ingresó 378.500 416.712 409.069 440.990 385.018 385.568 2.415.857
8% 30.280 33.337 32.726 35.279 30.801 30.845 193.269
Total Desperd/ mes 138.847 153.733 148.074 160.231 154.655 138.195
Fuente: Diab Ecuador Elaborado por: Tumbaco Tumbaco Orlando
3.3 Análisis de Pareto según Frecuencia del Numeral 3.2
En el grafico a continuación se muestra la cantidad de madera
ingresada durante los 6 meses a los distintos procesos y la cantidad de
desperdicio que se generó por cada uno de los mismos.
Grafico Nº 14
Fuente: Diab Ecuador Elaborado por: Tumbaco Tumbaco Orlando
Descripción de los problemas 64
3.4 Diagrama de Causa - Efecto
Es un método gráfico en el cual podemos esquematizar los
problemas y sus causas. Este diagrama nos ayuda a determinar las
causas que originan el problema, y así poder crear ideas con el fin de
examinar diversas situaciones que intervienen en el mismo y poder
solucionarlos.
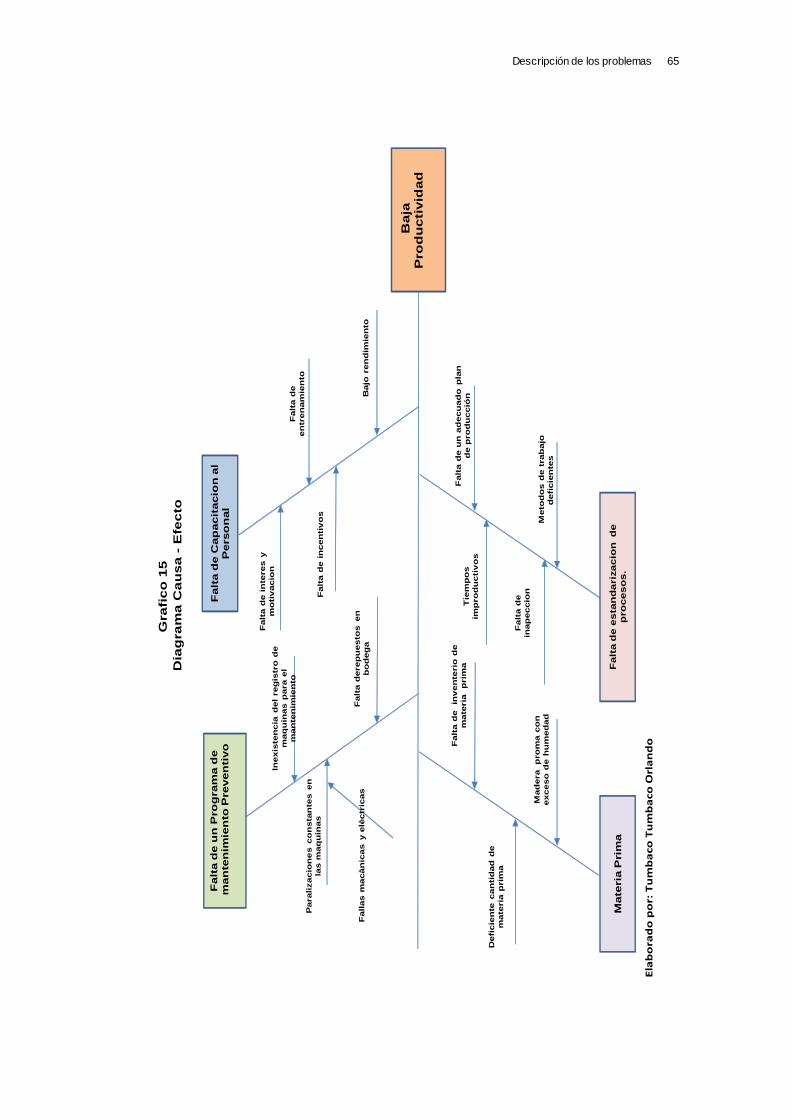
Descripción de los problemas 65
Dia
gra
ma
Ca
us
a -
Efe
cto
Ela
bo
rad
o p
or:
Tu
mb
aco
Tu
mb
aco
Orl
an
do
Gra
fic
o 1
5
Ba
jaP
ro
du
cti
vid
ad
Falt
a d
e u
n P
ro
gram
a d
em
an
ten
imie
nto
Preven
tivo
Inexis
ten
cia
del
reg
istr
o d
e
maq
uin
as p
ara e
l m
an
ten
imie
nto
Falt
a d
erep
uesto
sen
bo
deg
a
Paralizacio
ne
s co
nsta
nte
s en
las m
aq
uin
as
Falt
ad
e C
ap
acit
acio
n a
l P
erso
nal
Falt
a d
e i
nte
res y
mo
tiv
acio
n
Falt
a d
e i
ncen
tiv
os
Falt
a d
e
en
tren
am
ien
to
Bajo
ren
dim
ien
to
Mate
ria
Prim
a
Falt
a d
ein
ven
terio
de
mate
ria
p
rim
a
Defi
cie
nte
can
tid
ad
de
mate
ria
prim
a
Mad
era
pro
ma c
on
exceso
de h
um
ed
ad
Fa
lta
de
es
tan
da
riz
ac
ion
de
p
ro
ce
so
s.
Tie
mp
os
imp
ro
du
cti
vo
s
Falt
a d
e u
n a
decu
ad
o p
lan
de p
ro
du
cció
n
Meto
do
s d
e t
rab
ajo
defi
cie
nte
s
Fallas m
acàn
icas y
elè
ctr
icas
Falt
a d
e
inap
eccio
n
Pro
gram
a d
em
an
ten
imie
nto
Preven
tivo
Exis
ten
cia
del
reg
istr
o d
e
maq
uin
as p
ara e
l m
an
ten
imie
nto
Maq
uin
as o
peran
do
co
n
no
rm
alid
ad
Falt
ad
e C
ap
acit
acio
n a
l P
erso
nal
Perso
nal
mo
tiv
ad
o
Perso
nal
co
n b
uen
os
incen
tiv
os
Alt
o r
en
dim
ien
tod
el
perso
nal
Descripción de los problemas 66
3.5 Cuantificación de las pérdidas ocasionadas por los problemas
Este análisis este orientado a determinar cual de los problemas
planteados anteriormente, represente mayor costo para la empresa.
Tomando los tiempos improductivos (ver cuadro No 26), en el cual
se detallan las horas de paralizaciones que se dieron durante el análisis
realizado, cuyos problemas y valores son:
Falta de un Programa de Mantenimiento Preventivo: 45 horas.
Falta de Capacitación y Entrenamiento: 5 horas.
Procesos no estandarizados: 28 horas.
Cuantificación del Problema Nº 1:
Falta de de un Programa de Mantenimiento Preventivo.
Para determinar el costo que originan los tiempos improductivos en
el proceso, se procede a establecer en base al tiempo perdido por cada
causa especificada en el problema.
Los tiempos están establecidos en el cuadro No 23 correspondiente
a las paralizaciones del proceso.
Sueldo Mensual: 225 $ / mes
Costo Hora Hombre (H- H): 1.08 $ / Hora
Número de Trabajadores: 18 Trabajadores
Tiempo Perdido: 45 Horas / Mes
El cálculo es el siguiente:
Descripción de los problemas 67
Para determinar el costo de la Hora – Máquina se procede a
calcular el costo de las maquinarias de la línea de producción, la cual esta
valorada en 127.000 dólares. La depreciación esta considerada por 10
años. De donde se puede calcular lo siguiente:
Costo H – Maq = 127.000 $ / 10 años = 12.700 $ / Año.
Costo H – Maq = 12.700 $ / Año / 12 meses = 1058.33 $ Mes.
Costo H – Maq = 1058.33 $ Mes / 26 Días = 40.71 $ / Día.
Costo H – Maq = 40.71 $ / Día / 24 Horas = 1.70 $ / Hora.
Costo H – H = 18 Trabajadores x 1.08 $ / Hora = 19.44 $ H – H
Realizado el cálculo de Horas – Maquinas y Horas – Hombres
cuyos valores son de $ 1.70 y $ 19.44 dólares respectivamente, se tiene
que el costo total del mes por horas perdidas en el proceso es de:
1.70 $ / H – M (45 h / mes) + 19.44 $ H – H (45 h / mes)
76,5 $ / mes + 874,80 $ / mes = 951,30 $ / Mes
951,30 $ / Mes * 12 meses = 11.415,6 $/ Año.
La perdida por pie cúbico que se deja de procesar por falta de un
Programa de Mantenimiento Preventivo es de 2.433,90 pies cúbico como
se muestra en el cuadro No 29.
El costo promedio de procesar cada pie cubico es de $ 0.44,
además se tomaras en cuenta la utilidad que este producto genera. Esta
utilidad es de $ ,35 Ft3 (Ver anexo 11) de donde se puede calcular.
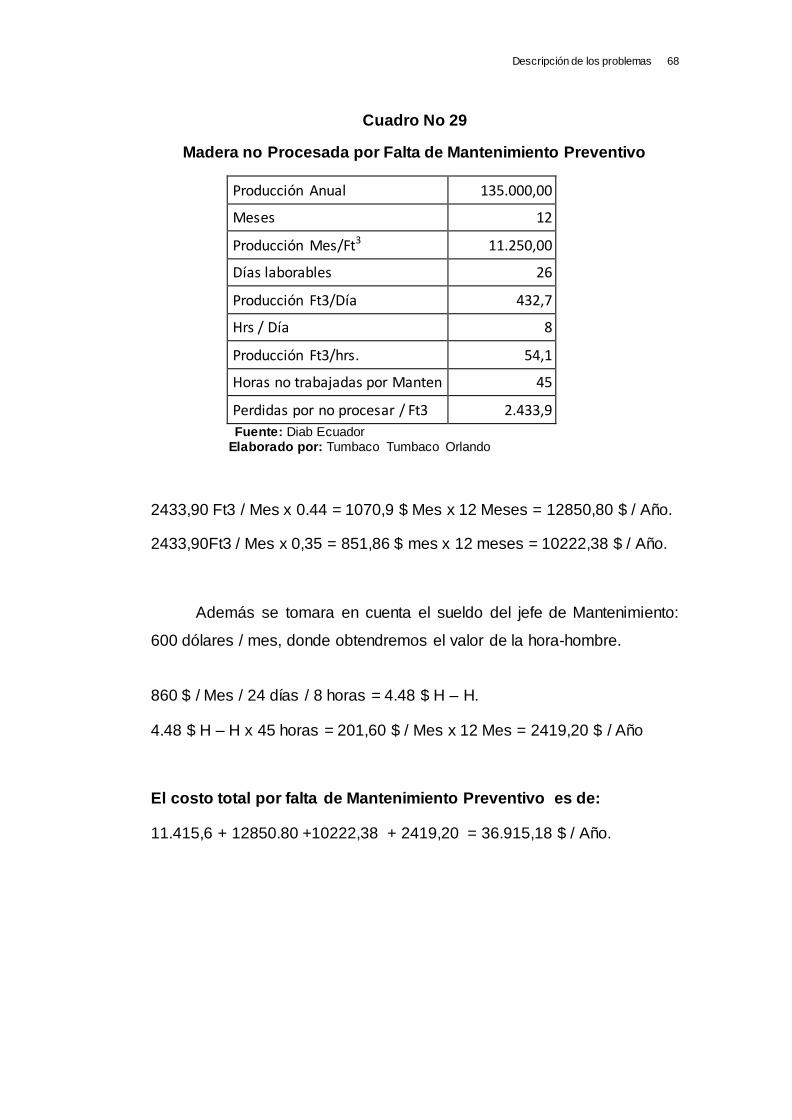
Descripción de los problemas 68
Cuadro No 29
Madera no Procesada por Falta de Mantenimiento Preventivo
Producción Anual 135.000,00
Meses 12
Producción Mes/Ft3 11.250,00
Días laborables 26
Producción Ft3/Día 432,7
Hrs / Día 8
Producción Ft3/hrs. 54,1
Horas no trabajadas por Manten 45
Perdidas por no procesar / Ft3 2.433,9
Fuente: Diab Ecuador Elaborado por: Tumbaco Tumbaco Orlando
2433,90 Ft3 / Mes x 0.44 = 1070,9 $ Mes x 12 Meses = 12850,80 $ / Año.
2433,90Ft3 / Mes x 0,35 = 851,86 $ mes x 12 meses = 10222,38 $ / Año.
Además se tomara en cuenta el sueldo del jefe de Mantenimiento:
600 dólares / mes, donde obtendremos el valor de la hora-hombre.
860 $ / Mes / 24 días / 8 horas = 4.48 $ H – H.
4.48 $ H – H x 45 horas = 201,60 $ / Mes x 12 Mes = 2419,20 $ / Año
El costo total por falta de Mantenimiento Preventivo es de:
11.415,6 + 12850.80 +10222,38 + 2419,20 = 36.915,18 $ / Año.
Descripción de los problemas 69
Cuantificación del Problema Nº 2:
Falta de un Programa de Capacitación.
Para establecer cuanto es el costo que origina la falta de
capacitación, lo cual trae como consecuencia el bajo rendimiento del
personal. Dicho tiempo es de 5 horas (ver cuadro No 24)
De donde se puede calcular lo siguiente.
Sueldo Mensual: 225 $ / mes
Costo Hora Hombre (H- H): 1.08 $ / Hora
Número de Trabajadores: 18 Trabajadores
Tiempo Perdido: 5 Horas / Mes
Costo H – H = 18 Trabajadores x 1.08 $ / Hora = 19.44 $ H – H
Costo H – H mes = 19.44 $ H – H x 5 H = 97,2 $ / Mes.
Costo Anual = 97,2 $ / Mes x 12 Mes / A = 1.166.4 $ / A
Costo H – Maq = 1.70 $ / Hora x 5 H = 8.5 $ / Mes
Costo Anual 8.5 $ / Mes x 12 Mes / Año = 102 $ / A.
La perdida por pie cúbico que se deja de procesar por falta de un
Programa de Capacitación es de 270,50 pies cúbico como se muestra en
el cuadro No 30.
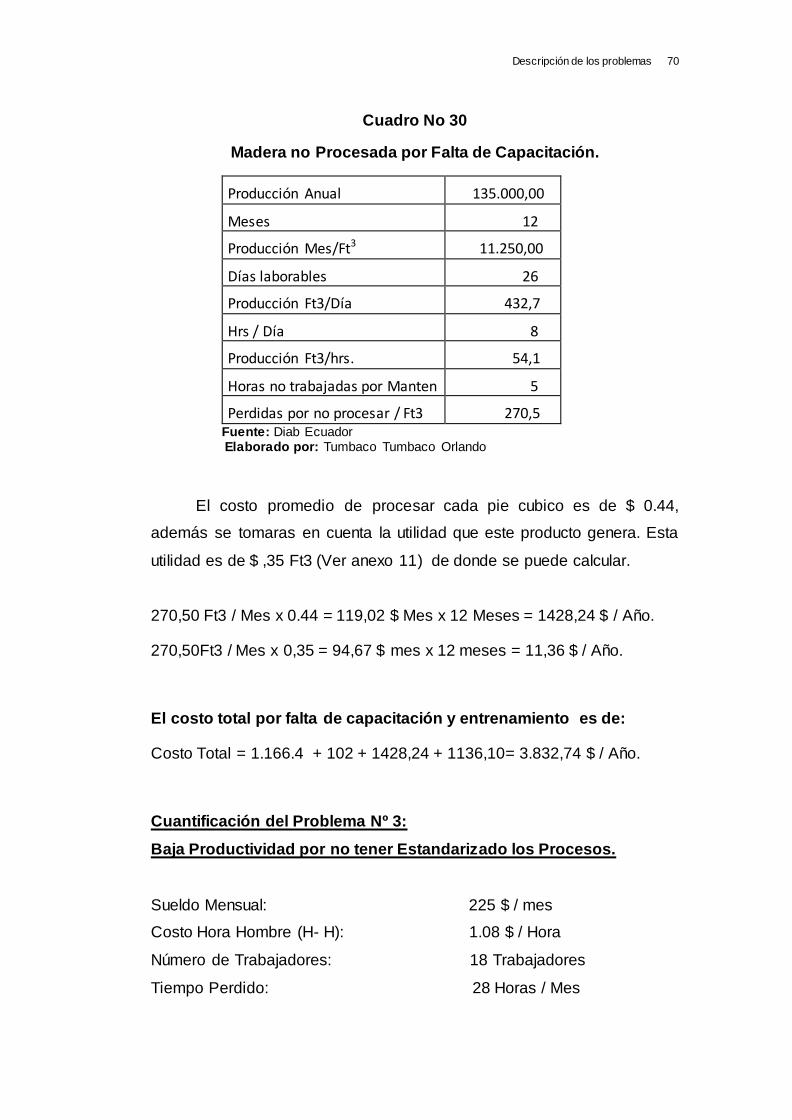
Descripción de los problemas 70
Cuadro No 30
Madera no Procesada por Falta de Capacitación.
Producción Anual 135.000,00
Meses 12
Producción Mes/Ft3 11.250,00
Días laborables 26
Producción Ft3/Día 432,7
Hrs / Día 8
Producción Ft3/hrs. 54,1
Horas no trabajadas por Manten 5
Perdidas por no procesar / Ft3 270,5 Fuente: Diab Ecuador Elaborado por: Tumbaco Tumbaco Orlando
El costo promedio de procesar cada pie cubico es de $ 0.44,
además se tomaras en cuenta la utilidad que este producto genera. Esta
utilidad es de $ ,35 Ft3 (Ver anexo 11) de donde se puede calcular.
270,50 Ft3 / Mes x 0.44 = 119,02 $ Mes x 12 Meses = 1428,24 $ / Año.
270,50Ft3 / Mes x 0,35 = 94,67 $ mes x 12 meses = 11,36 $ / Año.
El costo total por falta de capacitación y entrenamiento es de:
Costo Total = 1.166.4 + 102 + 1428,24 + 1136,10= 3.832,74 $ / Año.
Cuantificación del Problema Nº 3:
Baja Productividad por no tener Estandarizado los Procesos.
Sueldo Mensual: 225 $ / mes
Costo Hora Hombre (H- H): 1.08 $ / Hora
Número de Trabajadores: 18 Trabajadores
Tiempo Perdido: 28 Horas / Mes
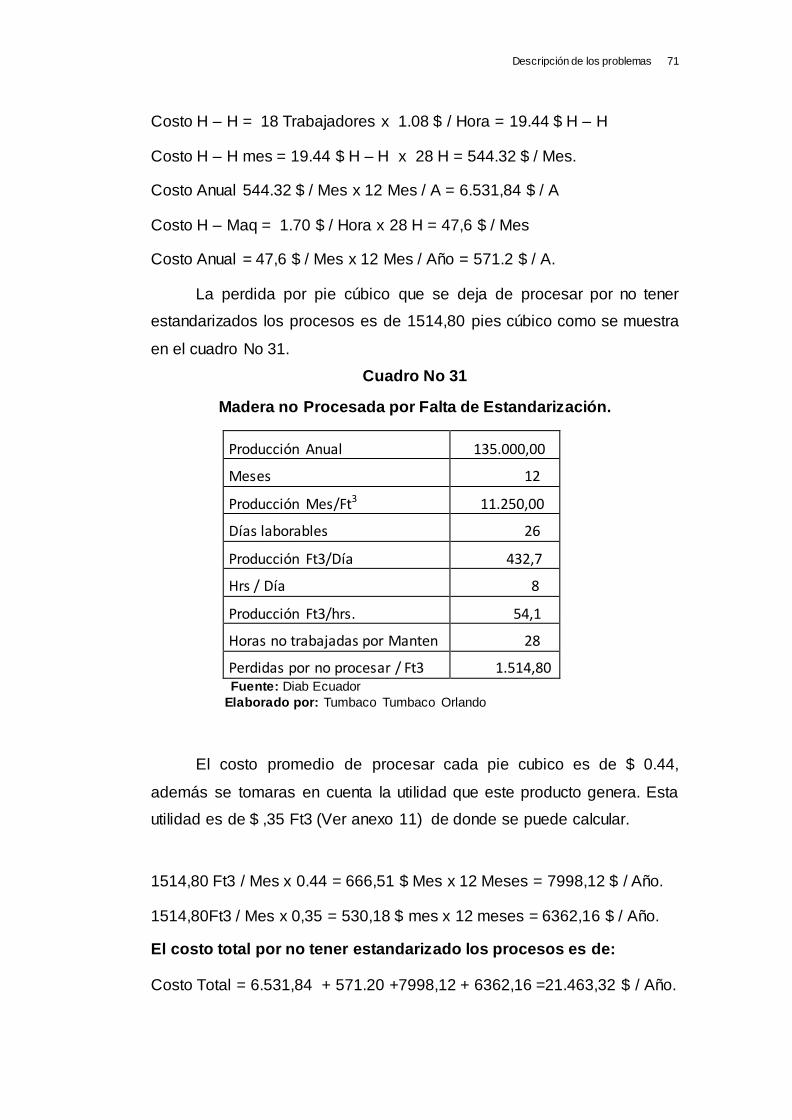
Descripción de los problemas 71
Costo H – H = 18 Trabajadores x 1.08 $ / Hora = 19.44 $ H – H
Costo H – H mes = 19.44 $ H – H x 28 H = 544.32 $ / Mes.
Costo Anual 544.32 $ / Mes x 12 Mes / A = 6.531,84 $ / A
Costo H – Maq = 1.70 $ / Hora x 28 H = 47,6 $ / Mes
Costo Anual = 47,6 $ / Mes x 12 Mes / Año = 571.2 $ / A.
La perdida por pie cúbico que se deja de procesar por no tener
estandarizados los procesos es de 1514,80 pies cúbico como se muestra
en el cuadro No 31.
Cuadro No 31
Madera no Procesada por Falta de Estandarización.
Producción Anual 135.000,00
Meses 12
Producción Mes/Ft3 11.250,00
Días laborables 26
Producción Ft3/Día 432,7
Hrs / Día 8
Producción Ft3/hrs. 54,1
Horas no trabajadas por Manten 28
Perdidas por no procesar / Ft3 1.514,80 Fuente: Diab Ecuador
Elaborado por: Tumbaco Tumbaco Orlando
El costo promedio de procesar cada pie cubico es de $ 0.44,
además se tomaras en cuenta la utilidad que este producto genera. Esta
utilidad es de $ ,35 Ft3 (Ver anexo 11) de donde se puede calcular.
1514,80 Ft3 / Mes x 0.44 = 666,51 $ Mes x 12 Meses = 7998,12 $ / Año.
1514,80Ft3 / Mes x 0,35 = 530,18 $ mes x 12 meses = 6362,16 $ / Año.
El costo total por no tener estandarizado los procesos es de:
Costo Total = 6.531,84 + 571.20 +7998,12 + 6362,16 =21.463,32 $ / Año.

Descripción de los problemas 72
3.6 Diagnostico.
Una vez analizada la información proporcionada por la empresa y
luego de haber registrado los diferentes problemas que perjudican a la
misma en lo a eficiencia productiva se refiere, se establece lo siguiente.
Se puede manifestar en términos generales que existen deferentes
tipos de inconveniente que impiden el continuo transcurso de Las
actividades de la empresa. Tal es el caso de Falta de de un Programa de
Mantenimiento Preventivo la cual afecta de manera relevante la eficiencia
productiva, ya que al no contar con un plan de mantenimiento adecuado y
un manual de procedimiento e instrucciones de trabajo dificulta a la
Gerencia y al Departamento de Producción a no llevar una buena
supervisión de departamento y de las personas que involucran al mismo.
Cabe recalcar que estas paradas representan aproximadamente
una perdida de $ 36.915,18 anual. Se considera fundamentalmente
establecer un cronograma de mantenimiento y una adecuada planificación
de recursos para el desarrollo del proceso.
En lo referente a la Falta de un Programa de Capacitación y
Entrenamiento del Personal, este problema origina un bajo nivel de
eficiencia y costos de producción elevados.
Esto nos representa una pérdida de $ 3.832.74 anual. Para mejorar
el bajo rendimiento del personal se deberá implantar un cronograma de
entrenamiento para el personal nuevo y a su vez capacitar al personal ya
existente.
En lo que respecta a la Baja Productividad por no tener
Estandarizado los Procesos este problema nos ocasiona una pérdida de $
21.463,32.40 anual.
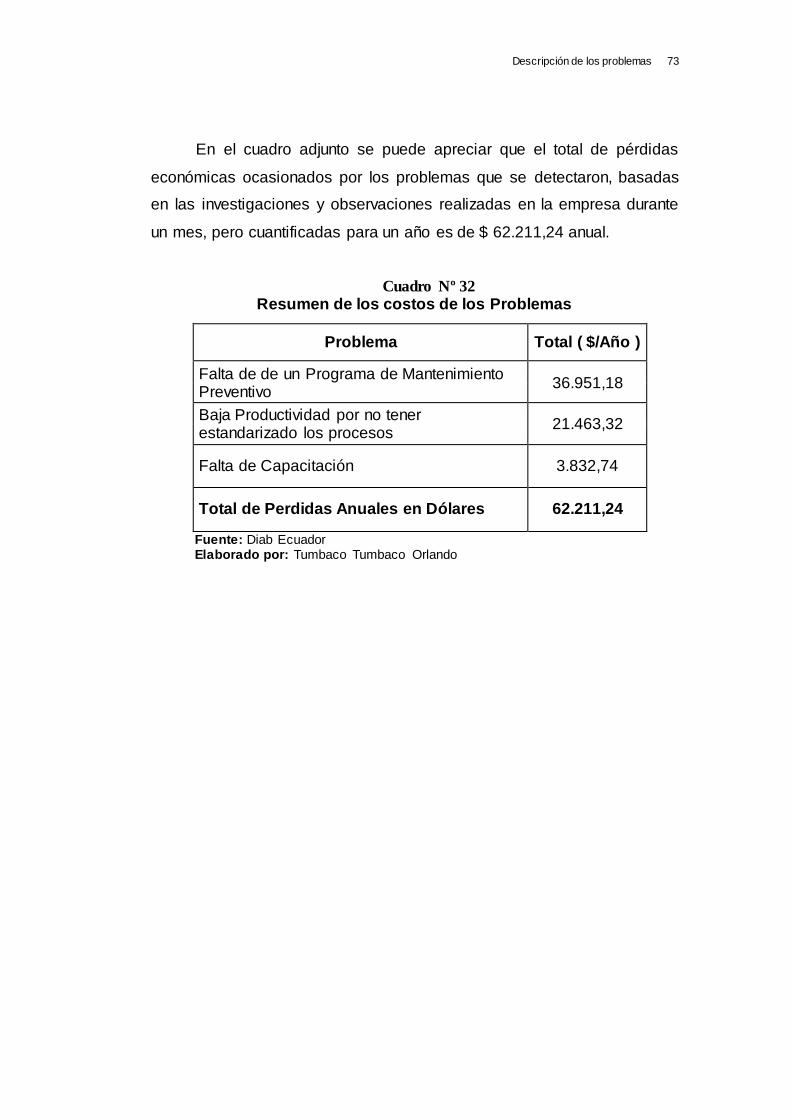
Descripción de los problemas 73
En el cuadro adjunto se puede apreciar que el total de pérdidas
económicas ocasionados por los problemas que se detectaron, basadas
en las investigaciones y observaciones realizadas en la empresa durante
un mes, pero cuantificadas para un año es de $ 62.211,24 anual.
Cuadro Nº 32
Resumen de los costos de los Problemas
Problema Total ( $/Año )
Falta de de un Programa de Mantenimiento Preventivo
36.951,18
Baja Productividad por no tener estandarizado los procesos
21.463,32
Falta de Capacitación 3.832,74
Total de Perdidas Anuales en Dólares 62.211,24
Fuente: Diab Ecuador Elaborado por: Tumbaco Tumbaco Orlando
CAPITULO IV
DESARROLLO DE LA PROPUESTA DE SOLUCION
4.1 Planteamiento y Análisis de la Solución
Después de haber realizado el diagnostico, se identificó que el
problema que representa pérdidas considerable a la empresa es la "Falta de
un Programa de Mantenimiento Preventivo, ocasionando paradas
consistentes de maquinarias con el desperdicio consecuente debido a fallas
mecánicas y eléctricas.
En este capítulo se presenta la propuesta para solucionar el problema
más relevante encontrado y que requiere ser atendido en forma
inmediata. Para solucionar este problema, lo cual han afectado la eficiencia
productiva, se deberá utilizar técnicas adecuadas en el área de proceso
para minimizar las pérdidas y buscar mejoras en los índices de
productividad.
En la cuantificación de este problema las pérdidas ascienden a $
36.951,18 dólares anuales.
De acuerdo al estudio realizado se plantea la siguiente solución al
problema presentado durante el proceso de producción de bloques de
madera.
Implementación de un Sistema de Planificación, Programación y
Control de Mantenimiento Preventivo basado en la Filosofía TPM
Desarrollo de la Propuesta de Solución 75
Para así poder minimizar tiempos de paradas no programadas y
mejorar la eficiencia productiva de la empresa.
4.1.1 Solución al Problema. •
Para la aplicación de una posible solución, se hizo un estudio de los
orígenes de las paradas constantes que comúnmente son ocasionadas por
fallas mecánicas y fallas eléctricas, además la empresa no posee un sistema
de registro histórico de los equipos y maquinarias existentes.
Para la implementación de cualquier solución se requiere del apoyo
de los ejecutivos y alta gerencia de la empresa, en la que se comprometan a
invertir en la misma.
Por lo tanto se tratara de dar solución a este problema mediante la
aplicación de un “Sistema de Planificación, Programación y Control de
Mantenimiento Preventivo basado en la filosofía TPM”. Además de un plan
de capacitación al personal.
4.1.2 Puesta en Marcha de la Solución.
Solución: Implementación del Sistema 5 "S" - Mantenimiento Productivo
Total (TPM).
Es necesario implementar un plan de inducción al sistema de TPM
basado en las 5 "S" y la práctica de estas. Es muy importante recordar que
no se lograría entrar en TPM si las 5 "S" no están bien establecidas como
habito. Esta técnica de las 5 "S" consiste en:
Grafico No 15
Fuente: Fuente internet
Elaborado por: Tumbaco Tumbaco Orlando
Desarrollo de la Propuesta de Solución 76
4.1.3 Estructura 5 "S" y TPM
Es necesario implementar un plan de inducción al sistema de TPM
basado en las 5 "S" y la práctica de estas. Es muy importante recordar que
no se lograría entrar en TPM si las 5 "S" no están bien establecidas como
habito. Esta técnica de las 5 "S" consiste en:
Clasificación (Seiri).- eliminar todos los elementos innecesarios del
área de trabajo. En el departamento de mantenimiento existen herramientas,
artículos que no están identificados y materiales obsoletos, que deben ser
clasificados para que no obstruya los procedimientos del área de trabajo.
Estos son:
Durante el tiempo de operación se podrá eliminar una gran cantidad de
elementos innecesarios. Con esta aplicación queda mas espacio útil en el
departamento.
Orden (Seiton).- realizada la clasificación de los elementos, el área
de trabajo presentará una panorámica más amplia. Además se procederán a
colocar letreros en los pasillos y áreas de trabajo para así identificarlos de
una manera más eficaz como lo indica el cuadro No 33. También se
delimitará con líneas de colores las áreas de trabajo, pasillo, etc.
Cuadro No 33
Formato de Identificación
Descripción Identificación
Área de bloques Letreros
Extintores Etiquetas
Maquinarias Etiquetas
Señalización de las áreas de trabajo Letreros y Etiquetas
Delimitación a Áreas restringidas Letreros y Etiquetas
Elaborado por: Tumbaco Tumbaco Orlando
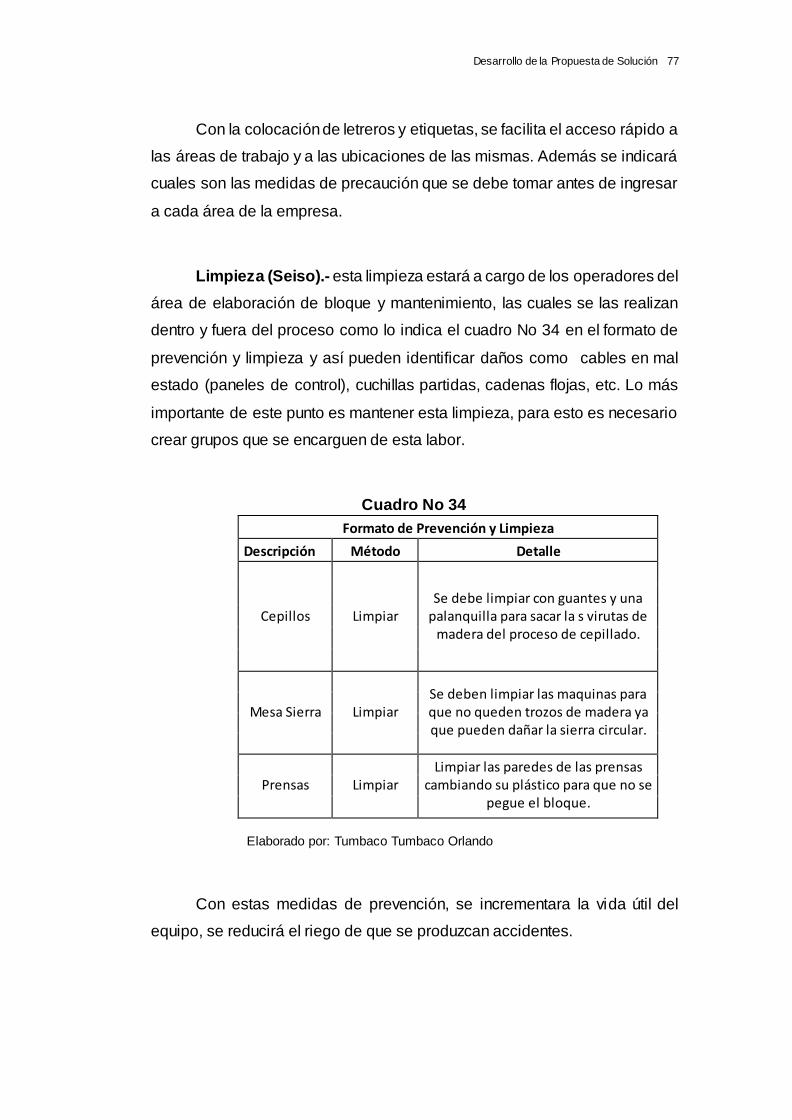
Desarrollo de la Propuesta de Solución 77
Con la colocación de letreros y etiquetas, se facilita el acceso rápido a
las áreas de trabajo y a las ubicaciones de las mismas. Además se indicará
cuales son las medidas de precaución que se debe tomar antes de ingresar
a cada área de la empresa.
Limpieza (Seiso).- esta limpieza estará a cargo de los operadores del
área de elaboración de bloque y mantenimiento, las cuales se las realizan
dentro y fuera del proceso como lo indica el cuadro No 34 en el formato de
prevención y limpieza y así pueden identificar daños como cables en mal
estado (paneles de control), cuchillas partidas, cadenas flojas, etc. Lo más
importante de este punto es mantener esta limpieza, para esto es necesario
crear grupos que se encarguen de esta labor.
Cuadro No 34
Formato de Prevención y Limpieza
Descripción Método Detalle
Cepillos Limpiar Se debe limpiar con guantes y una
palanquilla para sacar la s virutas de madera del proceso de cepillado.
Mesa Sierra Limpiar Se deben limpiar las maquinas para que no queden trozos de madera ya que pueden dañar la sierra circular.
Prensas Limpiar Limpiar las paredes de las prensas
cambiando su plástico para que no se pegue el bloque.
Elaborado por: Tumbaco Tumbaco Orlando
Con estas medidas de prevención, se incrementara la vida útil del
equipo, se reducirá el riego de que se produzcan accidentes.
Desarrollo de la Propuesta de Solución 78
Estandarización (Seiketsu).- Para mantener las condiciones de las
tres primeras "S", cada operario debe conocer exactamente cuáles son sus
responsabilidades sobre lo que tiene que hacer y cuándo, dónde y cómo
hacerlo. Para esto es necesario que compartan toda la información sin que
tenga que buscarse o solicitarse. Como por ejemplo, los estándares de
mantenimiento de las máquinas y equipos; a continuación se detallarán el
estándar mas importantes de la línea de producción.
Estándar de mantenimiento
Maquinarias: Cepillos, Péndulos, Mesa sierra:
Semanal: Lubricación y Engrase de todas las maquinas.
Mensual: Inspeccionar cadenas, bandas, rodamientos.
Disciplina (Shitsuke).- este punto esta relacionado directamente con
el cambio de cultura del operador. Para esto es necesario crear talleres de
refuerzos de conocimientos donde los mismos trabajadores expliquen a sus
compañeros cada uno de los pilares de las 5 "S". Dando paso al
mantenimiento autónomo para poder implementar las etapas del TPM.
Una vez establecidas las 5 "S" se procederá a implementar las etapas
del mantenimiento productivo total dentro de la planta de elaboración de
bloque mejorando la eficiencia de las maquinarias y equipos, a más de la
correcta operatividad y mantenimiento que dará el operador dentro de la
planta.
A continuación se menciona las características que corresponde el
pilar de confiabilidad con que la empresa debe trabajar.
Mantenimiento Autónomo.
Mantenimiento Planificado.
Educación y Entrenamiento
Desarrollo de la Propuesta de Solución 79
4.1.4 Mantenimiento Autónomo.
Este mantenimiento requiere que los operadores entiendan o
conozcan de su equipo. Es básicamente prevención del deterioro de los
equipos y componentes de los mismos. Este mantenimiento es llevado a
cabo por los operadores y preparadores del equipo, los mismos que tiene la
responsabilidad de mantener las condiciones básicas de funcionamiento de
sus equipos.
Para poder implementar el mantenimiento autónomo en la planta de
DIAB ECUADOR S. A. se deberá realizar a través de fases las cuales son:
• Limpieza diaria, que se tomará como un Proceso de Inspección.
• Inspección de los puntos claves del equipo, bandas
gastadas, cadenas flojas, rodamientos gastados, etc.
• Pequeños ajustes.
• Reportar todas las fallas que no puedan repararse en el
momento de su detección y que requieren una programación
para solucionarse.
Una vez obtenida estas fases dentro de las áreas afectadas en la
planta, se podrá contar con correcta participación del operador y supervisor
dentro de lo cual nos permitirá obtener un rendimiento beneficioso a la
empresa. A continuación se procederá a analizar cada uno de estos
parámetros logrando obtener las mejorías que requiere la planta y obtener el
rendimiento esperado.
Desarrollo de la Propuesta de Solución 80
Limpieza diaria, que se tomará como proceso de inspección
La implementación de limpieza diaria en maquinaria* dentro de planta
y en el área de elaboración de bloques se la realizará dentro y fuera del
proceso ya sea; C1P (limpieza dentro del proceso) y el COP (limpieza fuera
del proceso), y traerá los siguientes beneficios:
La limpieza en equipos y máquinas de la planta eliminarán la
presencia de pedazos de madera en la línea de producción lo que trae en
ciertas ocasiones paralizaciones en las maquinas.
Las inspecciones a nivel de limpieza en el área de elaboración de
bloque, beneficiarán al controlar desperdicios de materia prima, lo que
ocasionan grandes pérdidas a la empresa. Esto se lo logrará a través de
cronogramas de limpieza diaria en la planta los mismos que estarán
respaldos por formatos existentes de inspecciones que llenarán los
supervisores de estas áreas.
Reportar todas las fallas que no puedan repararse en el momento de su
Detección y que requieren una programación para solucionarse.
La implementación de esta mejora depende de las inspecciones que
se realicen en el área de elaboración de bloques.
Esto depende de dar un seguimiento diario en el área afectada tanto
de maquinarias y equipos para ello se ha tenido que recurrir a crear
(Formatos que se detallan mas adelante) que consiste en el chequeo de
cada una de las maquinas su comportamiento, durante el proceso de
producción.

Desarrollo de la Propuesta de Solución 81
En caso de presencia de acciones correctivas o presencia de daños
se procederá ha realizar el mantenimiento debido en las máquinas o equipos
afectados, este mantenimiento lo realizará los mismos operarios, ya que
marcarán con tarjetas amarillas anomalías que el juzga con capacidad de
resolver y tarjetas rojas las anomalías que juzgue que no pueda resolver
ver grafico No 16.
Grafico No16
Tarjeta amarilla Tarjeta roja Fuente: Fuente internet Elaborado por: Tumbaco Tumbaco Orlando
De esta forma se podrá saber cuales son los conocimientos que el
operador necesita. Cabe recalcar que todos los elementos de la máquina
deben estar debidamente señalizados, es decir debe tener nombre como por
ejemplo: las botoneras, motores, bandas.
Después de haber realizado la limpieza y el etiquetamiento se
comenzará con el entrenamiento, del operador para que pueda resolver los
Desarrollo de la Propuesta de Solución 82
problemas del área de bloques es decir autónomo.
Este entrenamiento consistirá en lo que se llama "Lecciones de un
Punto". Este consiste en tomar una tarjeta roja que el operador colocó
anteriormente en un daño que el no puede resolver y el técnico le explicará
detalladamente como resolver dicho problema. Esta explicación debe estar
escrita y pegada en la máquina para que el operador lo use en caso de que
la necesite.
4.1.5 Mantenimiento Planificado.
El mantenimiento planificado consiste en llevar a cabo la planificación
de mantenimiento del área de elaboración de bloque y debe ir unísono con el
mantenimiento autónomo.
Datos del Mantenimiento del Área de Bloque
(Cepillos, Péndulos, Mesa sierra.)
Semanal: Lubricación y Engrase de todas las maquinas.
Mensual: Inspeccionar cadenas, bandas, rodamientos.
250 horas Chequear sonidos de los motores.
50 Inspeccionar el polvo en los paneles eléctricos.
Lo descrito anteriormente servirá para llevar a cabo el plan de
mantenimiento preventivo que se desea implementar en la empresa.
Para llevar en efecto el plan de mantenimiento se utilizarán equipos
de alta tecnología (Ver Anexo Nº 17), para predecir problemas en la
maquinaria. Ver grafico N 17 Tales como:
Equipos de Lubricación (Cabe destacar que el TPM enfoca la
parte de lubricación como condición básica pero muy importante.
Desarrollo de la Propuesta de Solución 83
Grafico N 17
Fuente: Fuente internet Elaborado por: Tumbaco Tumbaco Orlando
Cabe recalcar que la implementación de este pilar se realizará un
seguimiento usando los indicadores de mantenimiento propuestos por TPM.
(MTBF - MTTR). Ver cuadro No 35
Cuadro No 35
Indicadores de Mantenimiento
Tiempo
de operación
Numero de
Paradas
Horas de Paradas
MTBF Horas
MTBF Horas
Total 208 30 45 6.9 1.7
Elaborado por: Tumbaco Tumbaco Orlando
MTBF = Tiempo Medio entre Fallas
MTBF = 208 = 6,9 30
El tiempo medio entre fallas es de 6.9 horas que es el promedio del
tiempo que transcurre entre el termino de un problema con el inicio de otro.
Tiempo Total de Operación
MTBF = -----------------------------------
Números de Paradas
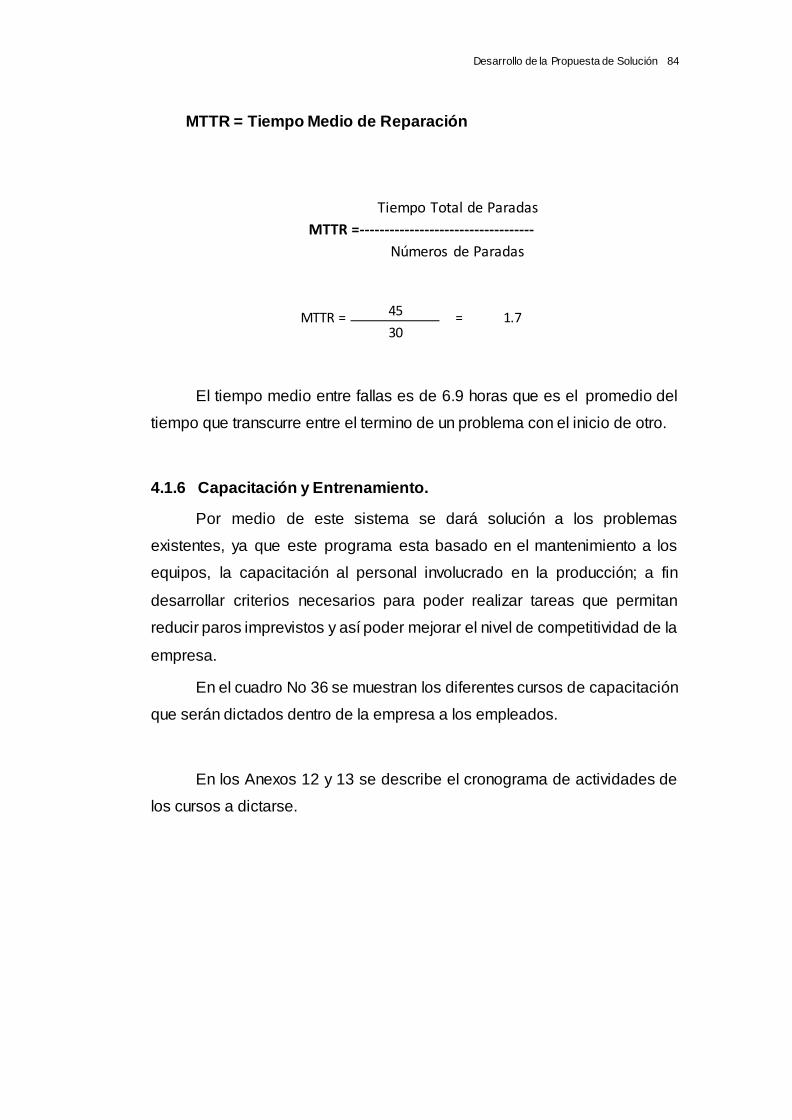
Desarrollo de la Propuesta de Solución 84
MTTR = Tiempo Medio de Reparación
Tiempo Total de Paradas
MTTR =-----------------------------------
Números de Paradas
MTTR = 45 = 1.7 30
El tiempo medio entre fallas es de 6.9 horas que es el promedio del
tiempo que transcurre entre el termino de un problema con el inicio de otro.
4.1.6 Capacitación y Entrenamiento.
Por medio de este sistema se dará solución a los problemas
existentes, ya que este programa esta basado en el mantenimiento a los
equipos, la capacitación al personal involucrado en la producción; a fin
desarrollar criterios necesarios para poder realizar tareas que permitan
reducir paros imprevistos y así poder mejorar el nivel de competitividad de la
empresa.
En el cuadro No 36 se muestran los diferentes cursos de capacitación
que serán dictados dentro de la empresa a los empleados.
En los Anexos 12 y 13 se describe el cronograma de actividades de
los cursos a dictarse.
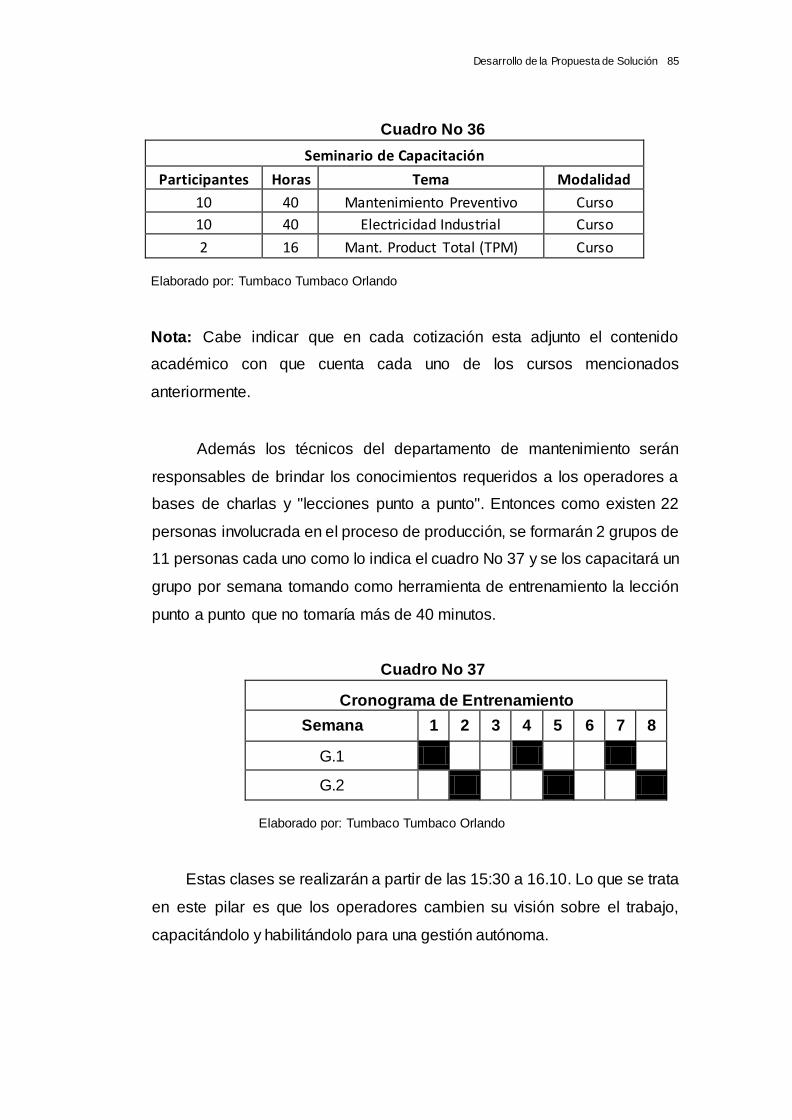
Desarrollo de la Propuesta de Solución 85
Cuadro No 36
Seminario de Capacitación
Participantes Horas Tema Modalidad
10 40 Mantenimiento Preventivo Curso
10 40 Electricidad Industrial Curso
2 16 Mant. Product Total (TPM) Curso
Elaborado por: Tumbaco Tumbaco Orlando
Nota: Cabe indicar que en cada cotización esta adjunto el contenido
académico con que cuenta cada uno de los cursos mencionados
anteriormente.
Además los técnicos del departamento de mantenimiento serán
responsables de brindar los conocimientos requeridos a los operadores a
bases de charlas y "lecciones punto a punto". Entonces como existen 22
personas involucrada en el proceso de producción, se formarán 2 grupos de
11 personas cada uno como lo indica el cuadro No 37 y se los capacitará un
grupo por semana tomando como herramienta de entrenamiento la lección
punto a punto que no tomaría más de 40 minutos.
Cuadro No 37
Cronograma de Entrenamiento
Semana 1 2 3 4 5 6 7 8
G.1
G.2
Elaborado por: Tumbaco Tumbaco Orlando
Estas clases se realizarán a partir de las 15:30 a 16.10. Lo que se trata
en este pilar es que los operadores cambien su visión sobre el trabajo,
capacitándolo y habilitándolo para una gestión autónoma.
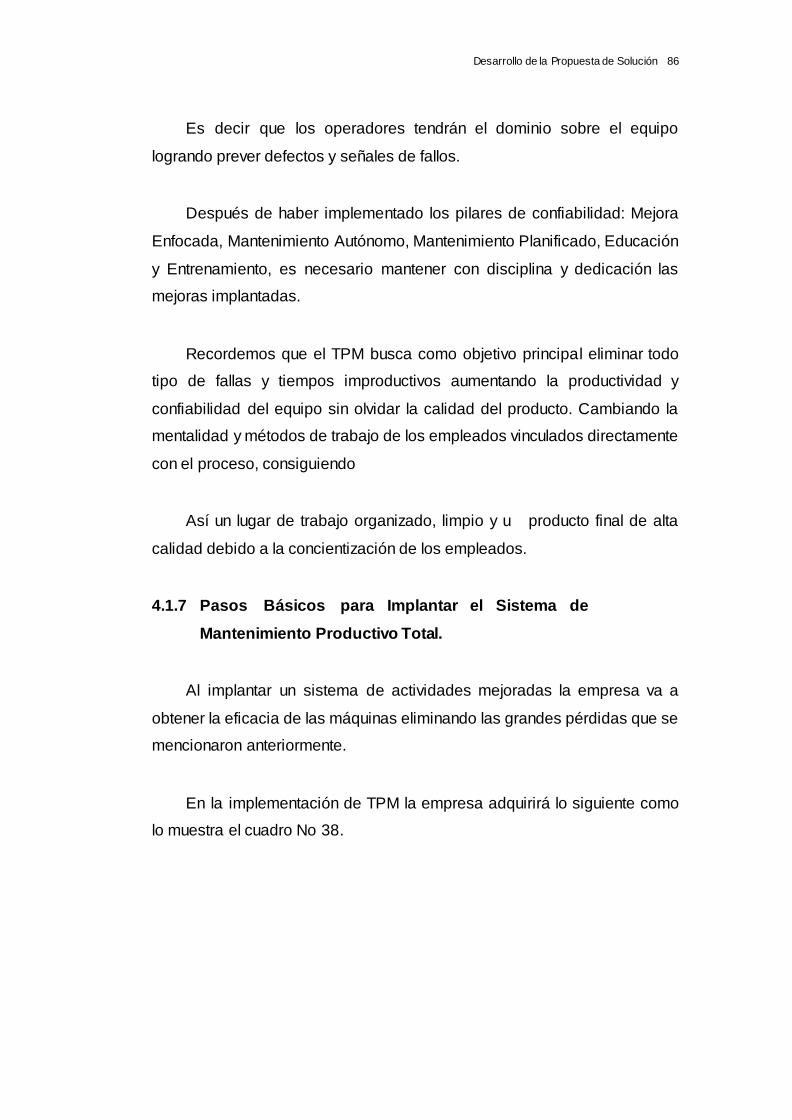
Desarrollo de la Propuesta de Solución 86
Es decir que los operadores tendrán el dominio sobre el equipo
logrando prever defectos y señales de fallos.
Después de haber implementado los pilares de confiabilidad: Mejora
Enfocada, Mantenimiento Autónomo, Mantenimiento Planificado, Educación
y Entrenamiento, es necesario mantener con disciplina y dedicación las
mejoras implantadas.
Recordemos que el TPM busca como objetivo principal eliminar todo
tipo de fallas y tiempos improductivos aumentando la productividad y
confiabilidad del equipo sin olvidar la calidad del producto. Cambiando la
mentalidad y métodos de trabajo de los empleados vinculados directamente
con el proceso, consiguiendo
Así un lugar de trabajo organizado, limpio y u producto final de alta
calidad debido a la concientización de los empleados.
4.1.7 Pasos Básicos para Implantar el Sistema de
Mantenimiento Productivo Total.
Al implantar un sistema de actividades mejoradas la empresa va a
obtener la eficacia de las máquinas eliminando las grandes pérdidas que se
mencionaron anteriormente.
En la implementación de TPM la empresa adquirirá lo siguiente como
lo muestra el cuadro No 38.
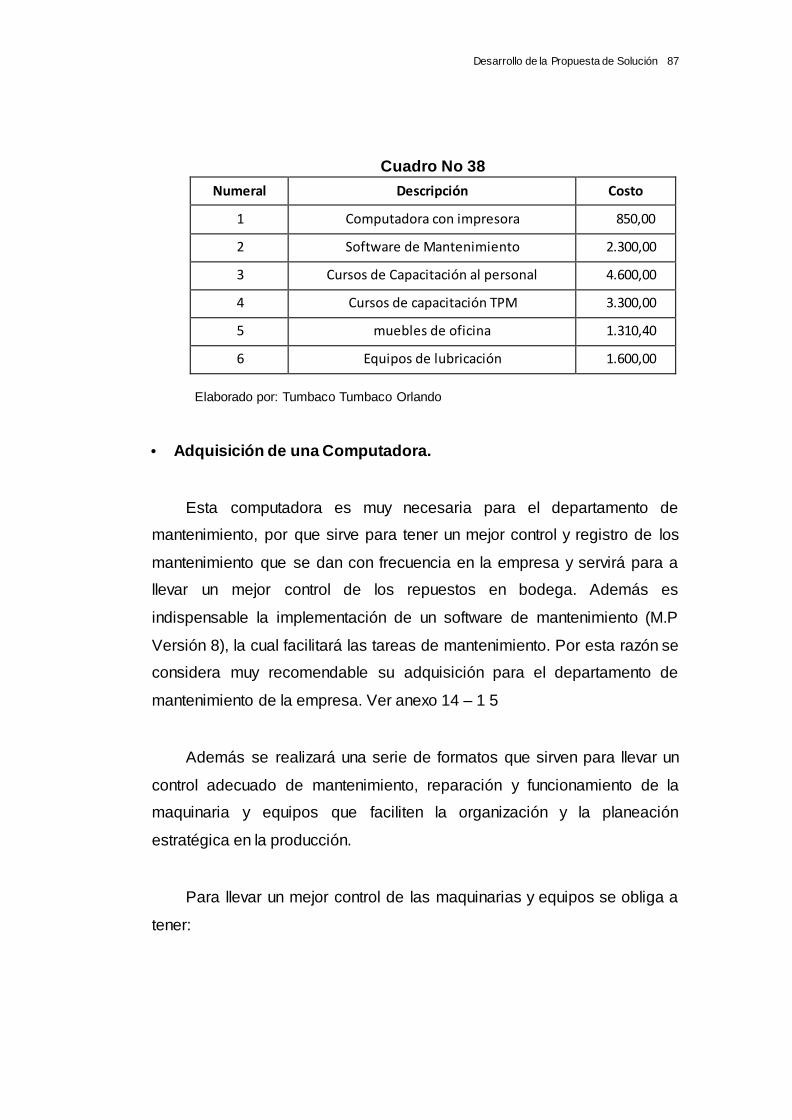
Desarrollo de la Propuesta de Solución 87
Cuadro No 38
Numeral Descripción Costo
1 Computadora con impresora 850,00
2 Software de Mantenimiento 2.300,00
3 Cursos de Capacitación al personal 4.600,00
4 Cursos de capacitación TPM 3.300,00
5 muebles de oficina 1.310,40
6 Equipos de lubricación 1.600,00
Elaborado por: Tumbaco Tumbaco Orlando
• Adquisición de una Computadora.
Esta computadora es muy necesaria para el departamento de
mantenimiento, por que sirve para tener un mejor control y registro de los
mantenimiento que se dan con frecuencia en la empresa y servirá para a
llevar un mejor control de los repuestos en bodega. Además es
indispensable la implementación de un software de mantenimiento (M.P
Versión 8), la cual facilitará las tareas de mantenimiento. Por esta razón se
considera muy recomendable su adquisición para el departamento de
mantenimiento de la empresa. Ver anexo 14 – 1 5
Además se realizará una serie de formatos que sirven para llevar un
control adecuado de mantenimiento, reparación y funcionamiento de la
maquinaria y equipos que faciliten la organización y la planeación
estratégica en la producción.
Para llevar un mejor control de las maquinarias y equipos se obliga a
tener:
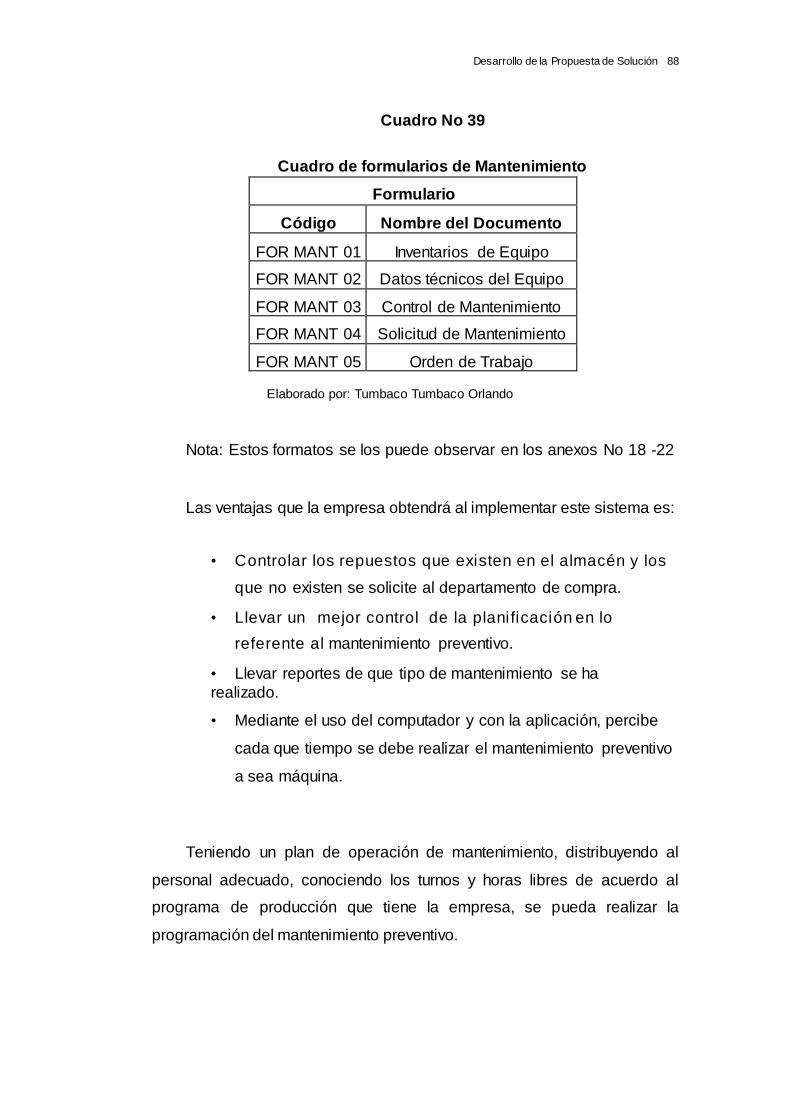
Desarrollo de la Propuesta de Solución 88
Cuadro No 39
Cuadro de formularios de Mantenimiento
Formulario
Código Nombre del Documento
FOR MANT 01 Inventarios de Equipo
FOR MANT 02 Datos técnicos del Equipo
FOR MANT 03 Control de Mantenimiento
FOR MANT 04 Solicitud de Mantenimiento
FOR MANT 05 Orden de Trabajo
Elaborado por: Tumbaco Tumbaco Orlando
Nota: Estos formatos se los puede observar en los anexos No 18 -22
Las ventajas que la empresa obtendrá al implementar este sistema es:
• Controlar los repuestos que existen en el almacén y los
que no existen se solicite al departamento de compra.
• Llevar un mejor control de la planificación en lo
referente al mantenimiento preventivo.
• Llevar reportes de que tipo de mantenimiento se ha
realizado.
• Mediante el uso del computador y con la aplicación, percibe
cada que tiempo se debe realizar el mantenimiento preventivo
a sea máquina.
Teniendo un plan de operación de mantenimiento, distribuyendo al
personal adecuado, conociendo los turnos y horas libres de acuerdo al
programa de producción que tiene la empresa, se pueda realizar la
programación del mantenimiento preventivo.
Desarrollo de la Propuesta de Solución 89
• Muebles de Oficina.
Estos equipos servirán para adecuar el departamento de
mantenimiento, además de la adquisición de suministros de oficina que
serán utilizados para llevar el control de las actividades que la empresa
realice con relación al mantenimiento. Ver Anexo 16
Dichos suministros son: paquetes de hojas, bolígrafos, lápices, libretas,
carpetas, etc.
• Equipos necesarios para el Mantenimiento Planificado.
Estos equipos serán necesarios para predecir problemas en la
maquinaria y estos son: Equipos de Lubricación que se utilizaran para el
debido mantenimiento de las máquinas y equipos de la línea de producción.
Ver Anexo 17
4.2 Evaluación y Análisis de los Costos de la Solución.
Este análisis se lo realizará teniendo en cuenta los gastos que implica
la implementación de la propuesta, la cual mejorará la producción de las
máquinas, reducción de paralizaciones y a su vez capacitar al personal.
Con lo cual se obtendrá los siguientes gastos, que se puede observar en el
cuadro No 40.
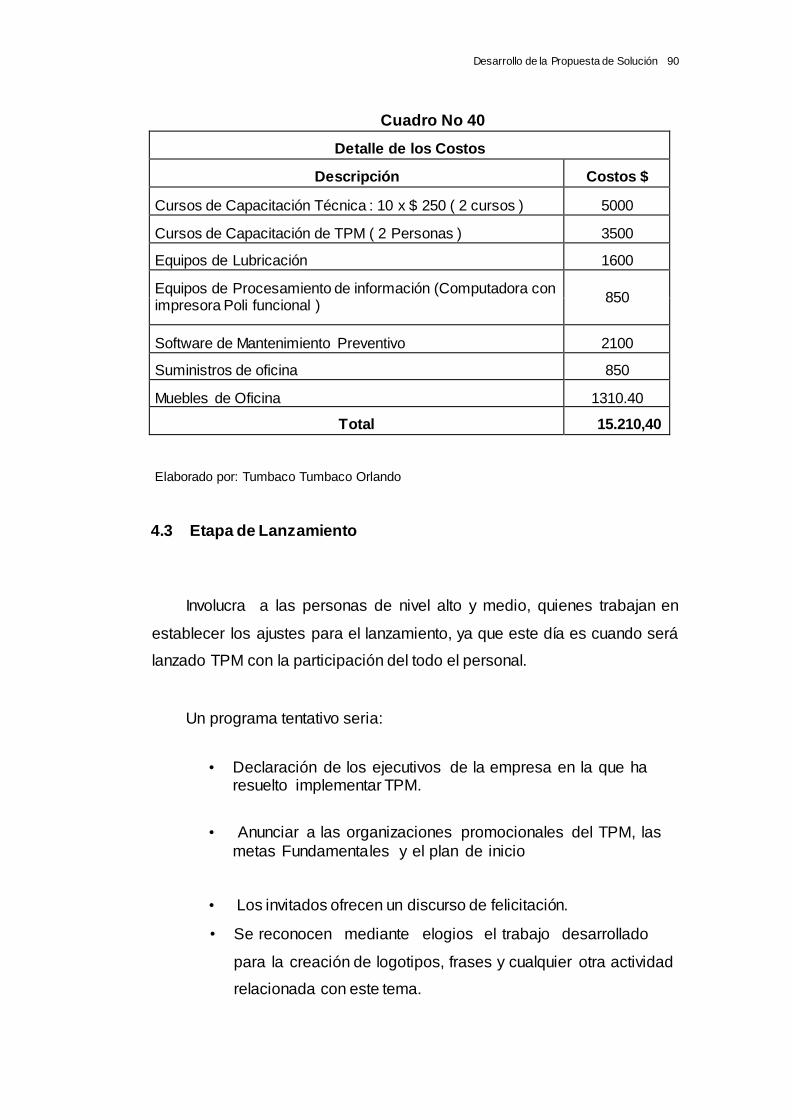
Desarrollo de la Propuesta de Solución 90
Cuadro No 40
Detalle de los Costos
Descripción Costos $
Cursos de Capacitación Técnica : 10 x $ 250 ( 2 cursos ) 5000
Cursos de Capacitación de TPM ( 2 Personas ) 3500
Equipos de Lubricación 1600
Equipos de Procesamiento de información (Computadora con impresora Poli funcional )
850
Software de Mantenimiento Preventivo 2100
Suministros de oficina 850
Muebles de Oficina 1310.40
Total 15.210,40
Elaborado por: Tumbaco Tumbaco Orlando
4.3 Etapa de Lanzamiento
Involucra a las personas de nivel alto y medio, quienes trabajan en
establecer los ajustes para el lanzamiento, ya que este día es cuando será
lanzado TPM con la participación del todo el personal.
Un programa tentativo seria:
• Declaración de los ejecutivos de la empresa en la que ha resuelto implementar TPM.
• Anunciar a las organizaciones promocionales del TPM, las
metas Fundamentales y el plan de inicio
• Los invitados ofrecen un discurso de felicitación.
• Se reconocen mediante elogios el trabajo desarrollado
para la creación de logotipos, frases y cualquier otra actividad
relacionada con este tema.
Desarrollo de la Propuesta de Solución 91
4.4 Definición de Indicadores
OEE – Efectividad Global del Equip (Overall Equipment
Effectiveness).
Esta medida evalúa el rendimiento del equipo mientras esta en
funcionamiento. La OEE está fuertemente relacionada con el estado de
conservación y productividad del equipo mientras está funcionando.
Este indicador muestra las pérdidas reales de los equipos medidas
en tiempos. Este indicador posiblemente es el más importante para
conocer el grado de competitividad de un planta industrial. Cabe recalcar
que estos indicadores se manejan es forma diaria, por lo que los datos de
paros planeados y los paros no programados varían con los utilizados en
el AE y está compuesto por los siguiente tres factores.
Disponibilidad: Mide las perdidas disponibilidad de los equipos debido a
paros no programados.
Disponibilidad = Tiempo operativo
Tiempo neto disponible
En donde:
Tiempo operativo = total de horas corridas
Tiempo neto disponible = total de horas programadas.
Disponibilidad = 2907
x 100 = 92% 3161
Ver Anexo 23
Desempeño: Mide las perdidas por rendimiento causadas por el mal
funcionamiento del equipo.
Desarrollo de la Propuesta de Solución 92
Desempeño = Producción Actual x 100
Producción teórica
Desempeño =
248.158,48 x 100 = 73%
340.500,00 Ver anexo 23
Perdidas por Calidad.- Representan el tiempo utilizado para
producir productos que son defectuosos o tienen problemas de calidad.
Este tiempo se pierde ya que el producto se debe destruir o reprocesar. Si
todos los productos son perfectos, no se producen estas perdidas de l
funcionamiento del equipo.
Calidad = Ft3 Desperdiciados
x 100 Ft3 Procesados
Desempeño =
232.037,00
x 100 = 93%
250.713,12
El cálculo de la OEE se obtiene multiplicando los anteriores tres
términos expresado en porcentajes.
OEE = Disponibilidad x Desempeño x Calidad. (Ver anexo 23).
Eficiencia Global de la Planta = 0.92 x 0.73 x 0.93 = 62 %
Cuando llegamos hasta este punto debemos tener definido de
manera clara los indicadores (OEE) los objetivo y las metas que se
quieren alcanzar podemos decir que estamos ya en TPM.
Desarrollo de la Propuesta de Solución 93
4.5 Factibilidad de la Solución Propuesta.
La solución propuesta que corresponde a la implementación del TPM,
es factible para la empresa porque está en continua vigilancia de cualquier
síntoma presente en las máquinas, este consiste en saber que la máquina
tiene problemas antes de que se pare.
Además este proyecto va a mejorar la actividad de la empresa tanto en
el departamento de mantenimiento como el área de proceso.
Estos beneficios se verán reflejados en la producción, debido a que
obtendrá una reducción significativa en las paralizaciones, ya que la
empresa contará con personal adiestrado y preparado para tomar medidas
pertinentes a cualquier anomalía que se presente en las máquinas y
equipos.
El objetivo está siempre en el logro de mayores rendimientos:
Mejora la eficiencia del mantenimiento.
Busca la gestión del equipo y la prevención de averías y pérdidas.
Necesita capacitación continua del personal (Esta capacitación
deberá ser cada año).
Usa efectivamente las técnicas del mantenimiento preventivo y predictivo.
El ciclo de vida útil del equipo se extiende, y se reducen los costos totales de operación.
4.6 Diagrama Causa - Efecto de la situación mejorada.
Este diagrama causa – efecto se presenta en una forma mejorada,
eliminando el problema que existía en la empresa como se muestra en el
siguiente grafico.
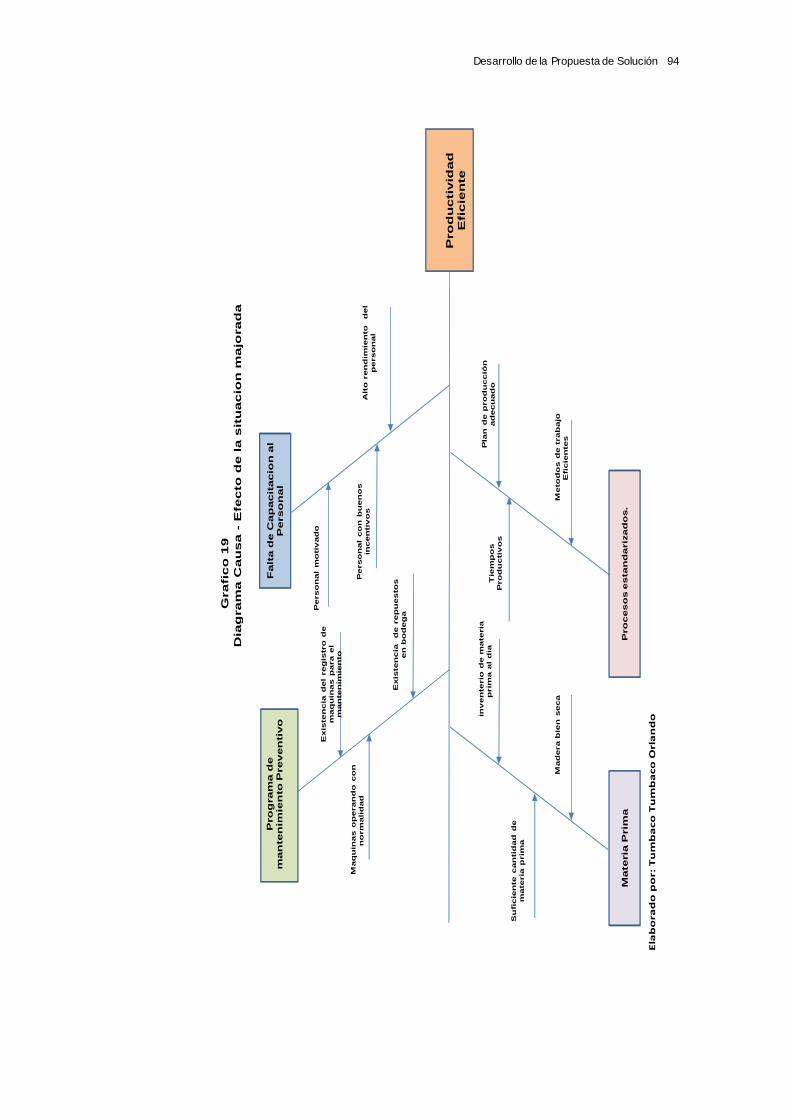
Desarrollo de la Propuesta de Solución 94
Dia
gra
ma
Ca
us
a -
Efe
cto
de
la
sit
ua
cio
n m
ajo
ra
da
Ela
bo
rad
o p
or:
Tu
mb
aco
Tu
mb
aco
Orl
an
do
Gra
fic
o 1
9
Pro
du
ctiv
ida
d
Efic
ien
te
Pro
gram
a d
em
an
ten
imie
nto
Preven
tiv
o
Exis
ten
cia
del
reg
istro
d
e
maq
uin
as p
ara el
man
ten
imie
nto
Exis
ten
cia
de rep
uesto
s
en
bo
deg
a
Maq
uin
as o
peran
do
co
n
no
rm
alid
ad
Falt
ad
e C
ap
acit
acio
n a
l P
erso
nal
Perso
nal
mo
tiv
ad
o
Perso
nal
co
n b
uen
os
incen
tiv
os
Alt
o r
en
dim
ien
to
del
perso
nal
Materia
Prim
a
inv
en
terio
d
e m
ateria
prim
a a
l d
ia
Su
fic
ien
te can
tid
ad
d
e
materia
prim
a
Mad
era
bie
n seca
Pro
ce
so
se
sta
nd
ariz
ad
os.
Tie
mp
os
Pro
du
ctiv
os
Pla
nd
ep
ro
du
cció
n
ad
ecu
ad
o
Meto
do
s d
e t
rab
ajo
Efi
cie
ntes

CAPITULO V
5.1 Costos y Calendario de la inversión, para la implementación de
De la alternativa propuesta.
La alternativa de la solución al problema originado por la Falta de
un Programa de Mantenimiento Preventivo y tiempos improductivos, es la
Implementación de un Sistema de Planificación, Programación y Control
del Mantenimiento Preventivo basado en la filosofía TPM.
El análisis de los costos para la implementación de la propuesta
comprende de la adquisición de equipos y muebles de oficina para el
Departamento de Mantenimiento, Cursos de Capacitación técnico y de
TPM, los costos de activos de oficina, suministros de oficina, los rubros de
capacitación para el personal operativo y mantenimiento.
En la actualidad la actualidad la empresa no cuenta con ningún
plan de mantenimiento, por lo que es conveniente realizar esta propuesta,
la cual necesita de una inversión. Realizado el debido análisis se pudo
determinar sus costos. En los siguiente sub ítem de este numeral se ha
efectuado la clasificación de los costos en activos fijos y costos de
operación.
5.1.1 Inversión Fija.
La inversión fija se refiere a aquellos activos cuya duración es
mayor a un año calendario como por ejemplo:
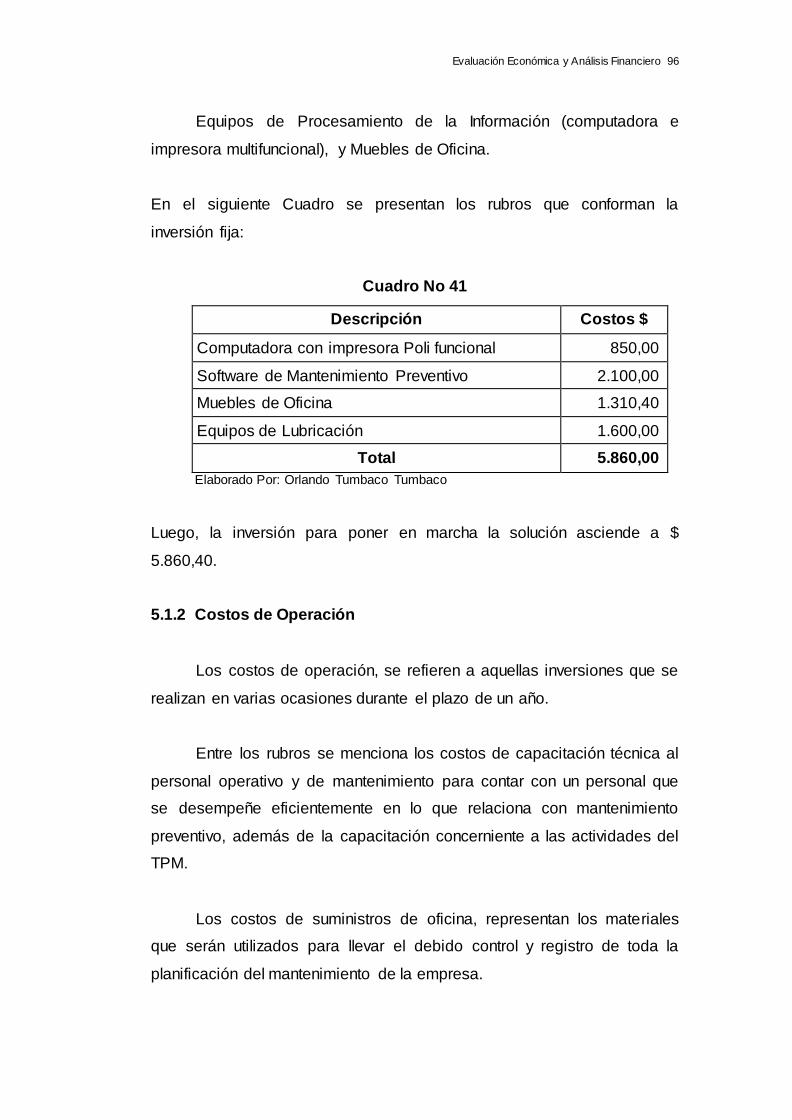
Evaluación Económica y Análisis Financiero 96
Equipos de Procesamiento de la Información (computadora e
impresora multifuncional), y Muebles de Oficina.
En el siguiente Cuadro se presentan los rubros que conforman la
inversión fija:
Cuadro No 41
Descripción Costos $
Computadora con impresora Poli funcional 850,00
Software de Mantenimiento Preventivo 2.100,00
Muebles de Oficina 1.310,40
Equipos de Lubricación 1.600,00
Total 5.860,00
Elaborado Por: Orlando Tumbaco Tumbaco
Luego, la inversión para poner en marcha la solución asciende a $
5.860,40.
5.1.2 Costos de Operación
Los costos de operación, se refieren a aquellas inversiones que se
realizan en varias ocasiones durante el plazo de un año.
Entre los rubros se menciona los costos de capacitación técnica al
personal operativo y de mantenimiento para contar con un personal que
se desempeñe eficientemente en lo que relaciona con mantenimiento
preventivo, además de la capacitación concerniente a las actividades del
TPM.
Los costos de suministros de oficina, representan los materiales
que serán utilizados para llevar el debido control y registro de toda la
planificación del mantenimiento de la empresa.
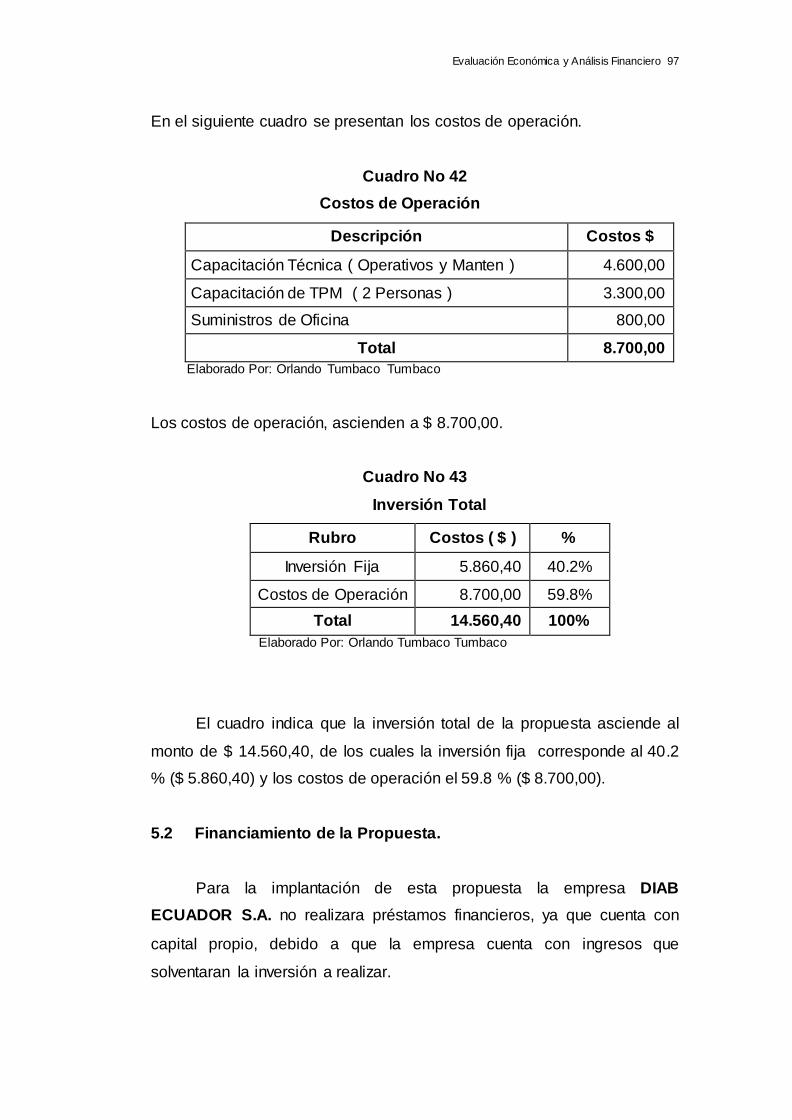
Evaluación Económica y Análisis Financiero 97
En el siguiente cuadro se presentan los costos de operación.
Cuadro No 42
Costos de Operación
Descripción Costos $
Capacitación Técnica ( Operativos y Manten ) 4.600,00
Capacitación de TPM ( 2 Personas ) 3.300,00
Suministros de Oficina 800,00
Total 8.700,00
Elaborado Por: Orlando Tumbaco Tumbaco
Los costos de operación, ascienden a $ 8.700,00.
Cuadro No 43
Inversión Total
Rubro Costos ( $ ) %
Inversión Fija 5.860,40 40.2%
Costos de Operación 8.700,00 59.8%
Total 14.560,40 100%
Elaborado Por: Orlando Tumbaco Tumbaco
El cuadro indica que la inversión total de la propuesta asciende al
monto de $ 14.560,40, de los cuales la inversión fija corresponde al 40.2
% ($ 5.860,40) y los costos de operación el 59.8 % ($ 8.700,00).
5.2 Financiamiento de la Propuesta.
Para la implantación de esta propuesta la empresa DIAB
ECUADOR S.A. no realizara préstamos financieros, ya que cuenta con
capital propio, debido a que la empresa cuenta con ingresos que
solventaran la inversión a realizar.
Evaluación Económica y Análisis Financiero 98
5.3 Análisis Beneficio / Costo de la Propuesta.
La ecuación para determinar la relación Beneficio / Costo es la siguiente:
Beneficio
Relación Beneficio - Costo = -- --------------
Costo
El beneficio de la propuesta se refiere al ahorro que se aspira
obtener. Este monto acumula la cantidad de $ 36.915.18 por el problema
A.
Factibilidad = $ 36.915,18
= 2,53 $ 14.560,40
Factibilidad = 2.53
Este valor nos indica que por cada dólar que la empresa invierta
recupera $ 2.53 el cual el proyecto es factible ya que el valor obtenido es
mayor que 1.
Calculo de beneficio esperado:
Beneficio esperado: Beneficio – Costo
Beneficio esperado: $ 36.915.18 – $ 14.560.40
Beneficio esperado: $ 22.354.78
Evaluación Económica y Análisis Financiero 99
5.4 Índices Financieros que sustentan la Inversión.
Los índices financieros que respaldan esta inversión son: La Tasa
Interna de Retorno (TIR), el Valor Actual Neto y el Tiempo de
Recuperación de la Inversión, ya que la empresa no necesita de un
financiamiento, debido a que el valor de la inversión es de bajo costo y
esta en posibilidad de solventar los gastos para su implementación.
En los siguientes sub ítem se hará referencia a estos indicadores
financieros – económicos.
5.4.1 Tasa Interna de Retorno.
La Tasa Interna de Retorno (TIR) se define como aquella tasa de
descuento igual al valor presente de los flujos positivos o internos
esperados de un proyecto.
Para el calculo de la tasa de retorno, hallaremos el VAN (Valor
Actual Neto) con la formula F = P(1 +i)n.
El valor del beneficio lo estimaremos a 12 meses tiempo que será
también para el cálculo de la recuperación de la inversión lo cual
tenemos.
F = inversión = $ 14.560.40
Beneficio = $ 36.915.18
Tasa de interés 17 % anual (interés mensual = 1.41%)
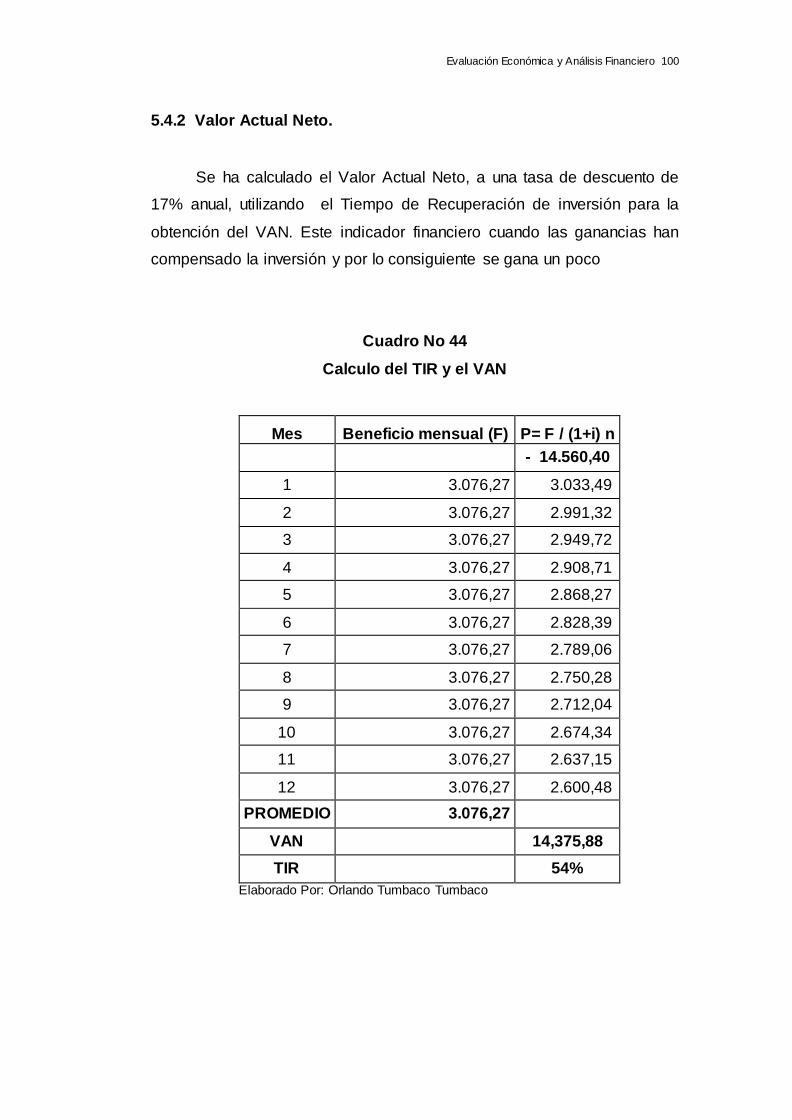
Evaluación Económica y Análisis Financiero 100
5.4.2 Valor Actual Neto.
Se ha calculado el Valor Actual Neto, a una tasa de descuento de
17% anual, utilizando el Tiempo de Recuperación de inversión para la
obtención del VAN. Este indicador financiero cuando las ganancias han
compensado la inversión y por lo consiguiente se gana un poco
Cuadro No 44
Calculo del TIR y el VAN
Mes Beneficio mensual (F) P= F / (1+i) n
- 14.560,40
1 3.076,27 3.033,49
2 3.076,27 2.991,32
3 3.076,27 2.949,72
4 3.076,27 2.908,71
5 3.076,27 2.868,27
6 3.076,27 2.828,39
7 3.076,27 2.789,06
8 3.076,27 2.750,28
9 3.076,27 2.712,04
10 3.076,27 2.674,34
11 3.076,27 2.637,15
12 3.076,27 2.600,48
PROMEDIO 3.076,27
VAN 14,375,88
TIR 54%
Elaborado Por: Orlando Tumbaco Tumbaco
Evaluación Económica y Análisis Financiero 101
Con el valor del TIR ( 54%) es mayor que la tasa de interés bancaria
(17%) podemos concluir que el proyecto es factible para implementar.
5.4.3 Tiempo de Recuperación de la Inversión.
Para el calcular el tiempo en que la empresa recuperara la
inversión calcularemos primero el rendimiento sobre la inversión, para
luego calcular la restitución de la inversión.
Lo cual tenemos:
Rendimiento sobre la inversión = Beneficio mensual
Inversión
Rendimiento sobre la inversión = 36.915,18 / 12
14.560,40
Rendimiento sobre la inversión = 0.211
Rendimiento sobre la inversión = 21.1 %
Después de calcular el rendimiento sobre la inversión, procedemos a
calcular el tiempo de recuperación de la inversión.
Rendimiento de la inversión: 1 / Rendimiento sobre la inversión.
Recuperación de la inversión: 1 / 0.211
Recuperación de la inversión: 4.7 meses
Obtenido este valor vemos que la empresa recuperara su inversión en
aproximadamente 5 meses.
CAPITULO VI
PROGRAMACIÓN Y PUESTA EN MARCHA.
6.1 Selección y Programación de Actividades para la Implementación
de la propuesta.
TPM busca implementar los pilares de confiabilidad de forma paralela,
es decir se puede implementar el mantenimiento autónomo paralelo a la
capacitación, entrenamiento y las 5 "S".
Es decir que los pilares de confiabilidad trabajan de manera conjunta.
Mantenimiento Especifico Mantenimiento Planeado Mantenimiento
Autónomo - Educación y Entrenamiento.
TMP es una herramienta que tomo mucho tiempo implementar,
resulta difícil de estimar un tiempo de implementación puesto que está
orientado a cambiar la mentalidad de los empleados sobre el trabajo.
Entonces para proyectar la puesta en marcha se realizó un
programa tentativo propuesto por: (Internacional Medio de Comunicación
TPM).
Las actividades que contemplan la propuesta son las siguientes:
Implementación TPM
Anuncio de la Lata Dirección de la introducción TPM
Lanzamiento de una Campaña Educacional
Crear organizaciones para promover TPM
Programación y Puesta en Marcha 103
Establecer políticas y Metas para TPM
Establecer Programa de educación y entrenamiento
5 “S”
Introducción e Inducción
Capacitación y Entrenamiento
Capacitación y Entrenamiento
Mantenimiento Autónomo
Mantenimiento Preventivo
Dichas actividades deben ser programadas convenientemente, con los
recursos adecuados para que el Sistema TPM tenga un desempeño óptimo,
cuando inicie la propuesta.
6.2 Cronograma de Implementación con la Aplicación de
Microsoft Project.
Para la elaboración del cronograma de implementación se ha utilizado
el Programa de Microsoft Project, que contiene herramientas prácticas que
son de gran utilidad en la estructuración de Diagrama de Gantt.
El Diagrama de Gantt a su vez es una herramienta útil en la planificación
y administración de proyectos, en este caso este diagrama ha sido utilizado
en la simulación de la propuesta para la implementación del TPM.
En la página siguiente se presenta el cronograma de implementación de
la propuesta
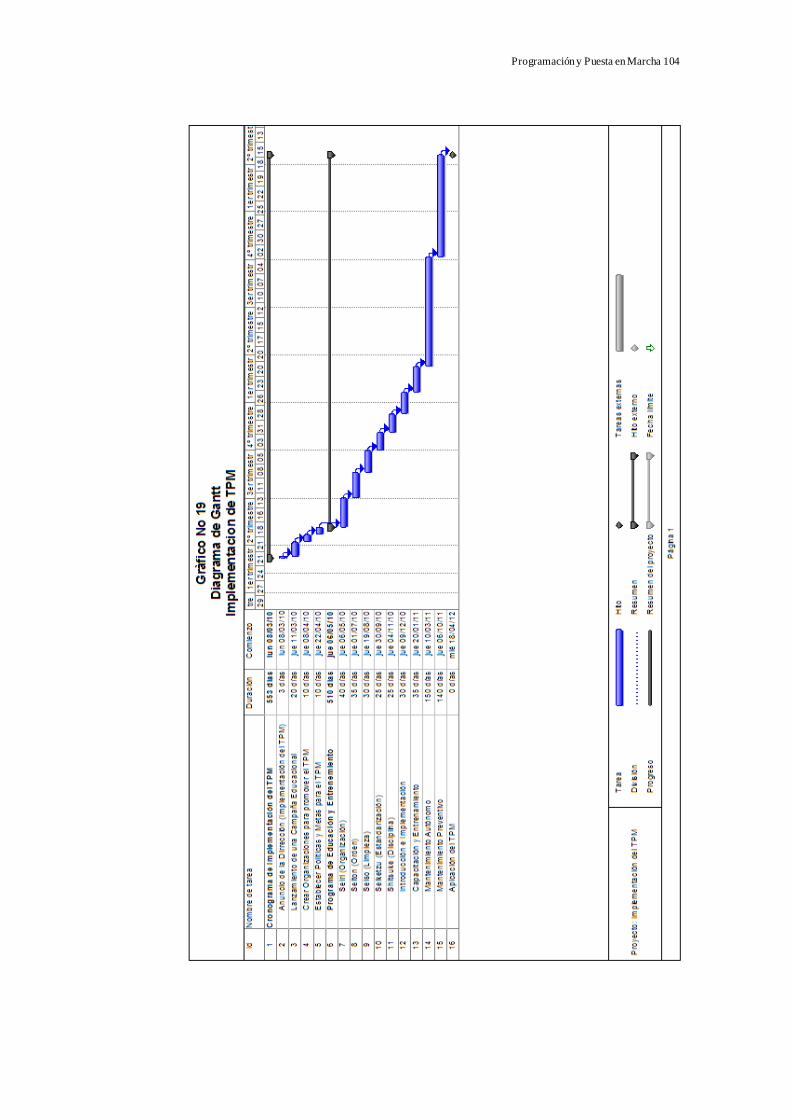
Programación y Puesta en Marcha 104
CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES.
7.1 Conclusiones.
En el presente estudio de la empresa DIAB ECUADOR S.A.;
presenta características de la Empresa, antecedentes, localización,
procesos diagramas, entre otros puntos.
Los problemas que se han generado en esta situación, se refiere a
los tiempos improductivos, paralización de maquinarias ocasionados por
fallas operativas, mecánicas y/o eléctricas que afectan al la productividad
de la empresa, trayendo como consecuencia pérdidas por el monto de $
36.915,18 por la falta de Mantenimiento Preventivo.
La alternativa de solución escogida como propuesta para la
empresa consiste en la aplicación de un Sistema de Planificación,
Programación y Control del Mantenimiento Preventivo basado en la
Filosofía del TPM (Mantenimiento Productivo Total), incluyendo el método
de las 5 "S" que involucra principalmente a los recursos humanos,
instalaciones, equipos y maquinarias.
Con esta técnica se prevé mejorar el funcionamiento de los equipos
de la producción, así como el nivel de capacitación del recurso humano,
para incrementar a largo plazo la productividad de la empresa.
La inversión total para la propuesta asciende al monto de 14.560,40
del cual esta dividida en: inversión fija que corresponde al 40.2% ($
5.860,40), y costos de operación con el 59.8% ( $ 8.700)
Conclusiones y recomendaciones 106
7.2 Recomendaciones.
Luego de investigar y analizar la situación actual de la empresa y
después de determinar los problemas que afectan al proceso de
producción de elaboración de bloques de madera, se sugiere varias
series de recomendaciones a la empresa los cuales permitirán optimizar
las paralizaciones que ocurren en el proceso y contribuir con el normal
funcionamiento de las maquinarias y equipos.
Con respecto al análisis obtenido se pueden dar ciertas
recomendaciones necesarias para que los directivos hagan conciencia y
decidan a poner en marcha esta solución, y no seguir sufriendo pérdidas
debido a estos problemas. Se recomienda lo siguiente:
Que la solución planteada sea puesta en marcha en un corto plazo,
con el fin de evitar operaciones repetitivas en todas las áreas de proceso.
Establecer programas de control de mantenimiento preventivo y
correctivo si fuere necesario.
1. Fomentar la cultura de mantenimiento preventivo dentro de la
organización, apoyándose en la planificación de jornadas de
entrenamientos, charlas y campañas.
2. Evaluar de forma continua los resultados del Plan de Mantenimiento,
desde el punto de vista operativo, a fin de determinar los alcances y
limitaciones del mismo y reflejarlo en mejoras necesarias.
2. Redefinir las actividades que deban realizar los mecánicos
mantenimiento eléctrico y mecánico, a fin de delimitar funciones
con respecto a los operarios de los equipos de fabricación, así
como a los mecánicos de línea, a manera de tener una mayor
Conclusiones y recomendaciones 107
disponibilidad para la realización de las rutinas del preventivo.
Además se sugiere el monitoreo de tiempos improductivos en todas
las áreas. Mayor comunicación dentro de sus colaboradores internos y
externos a fin de mantener un ambiente de trabajo confiable y seguro.
De esta manera se logrará incrementar los índices de productividad
de la empresa, garantizando una mayor satisfacción del cliente.
Por otro lado se sugiere a la alta Dirección es que invierta en el
mejoramiento de sus activos, debido a que si respeta la vida útil de
asignada a un equipo o accesorios, este rendirá con mayor eficiencia,
lográndose el cumplimiento de la planificación realizada.
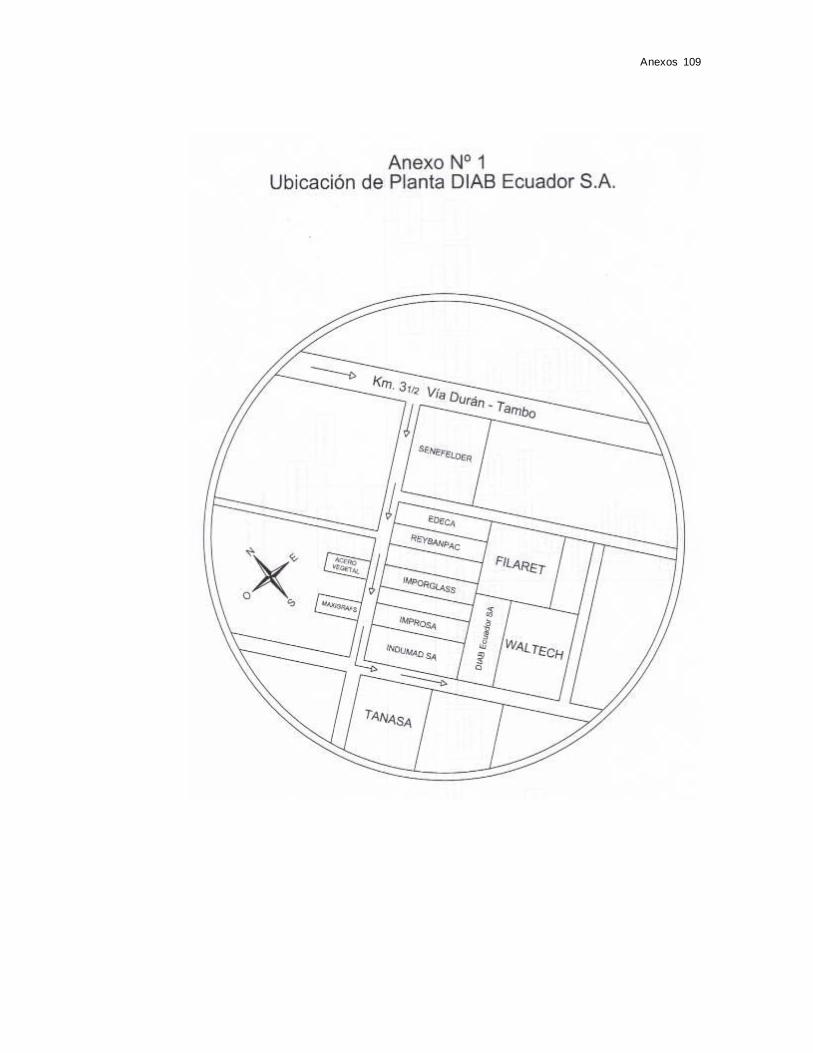
Anexos 109
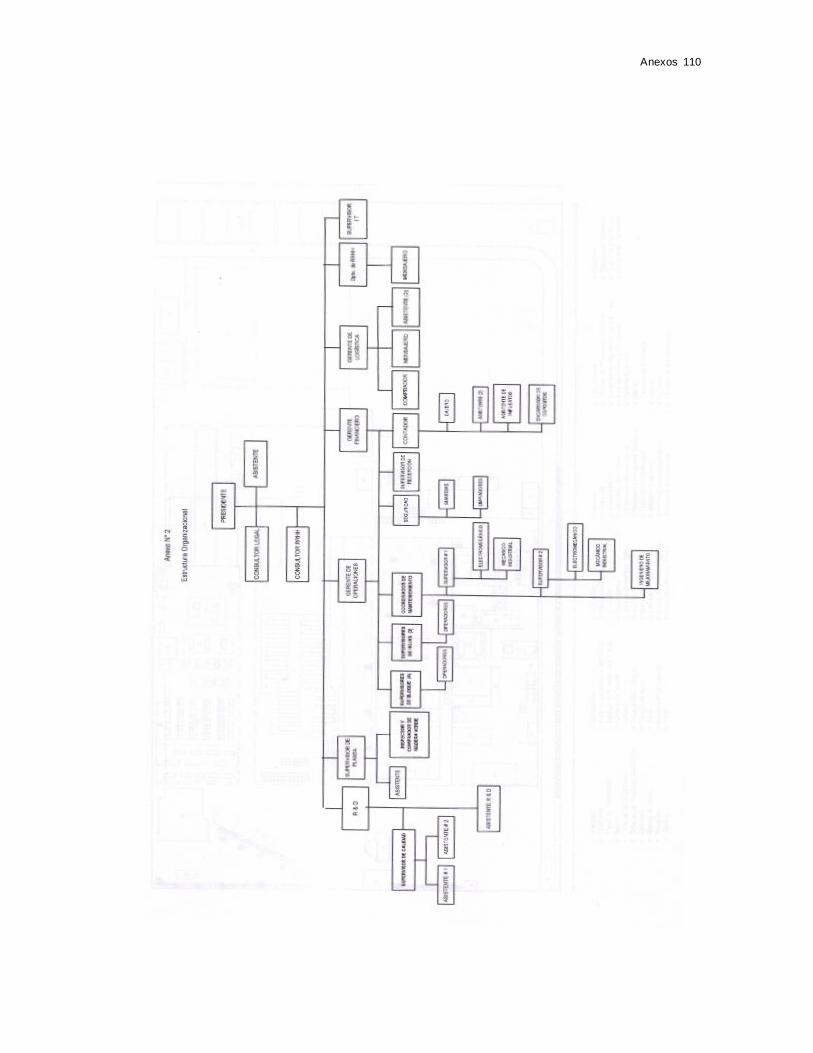
Anexos 110
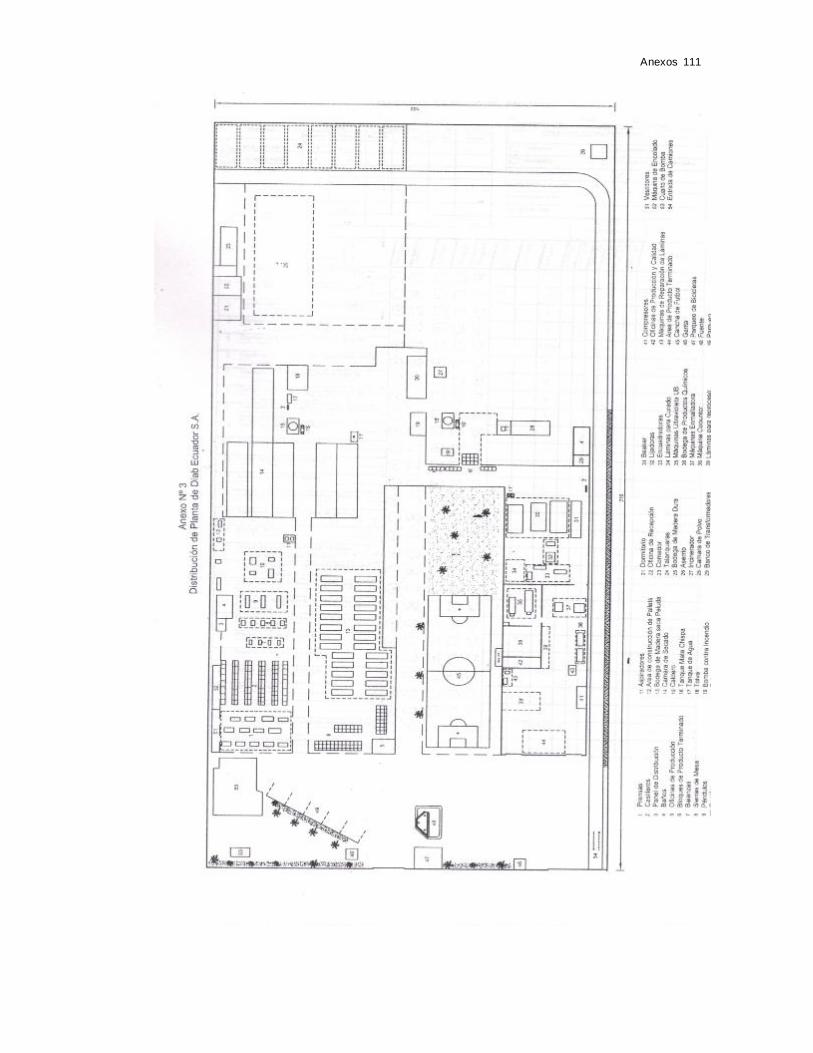
Anexos 111
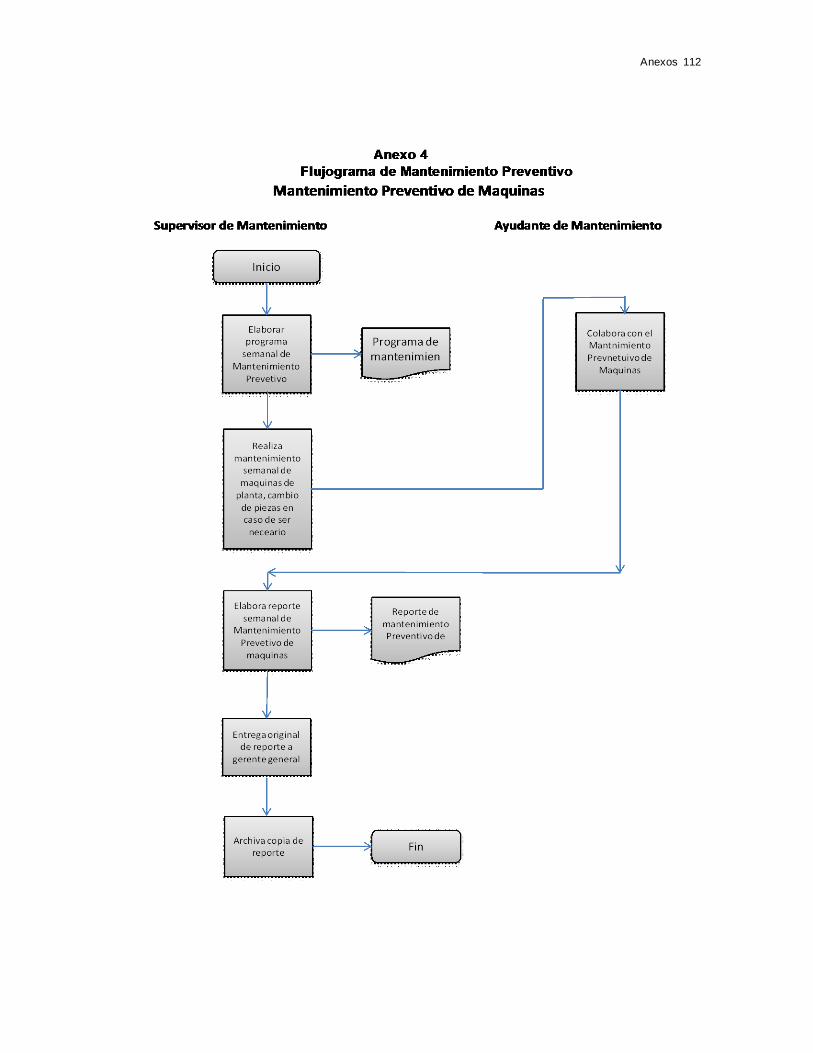
Anexos 112
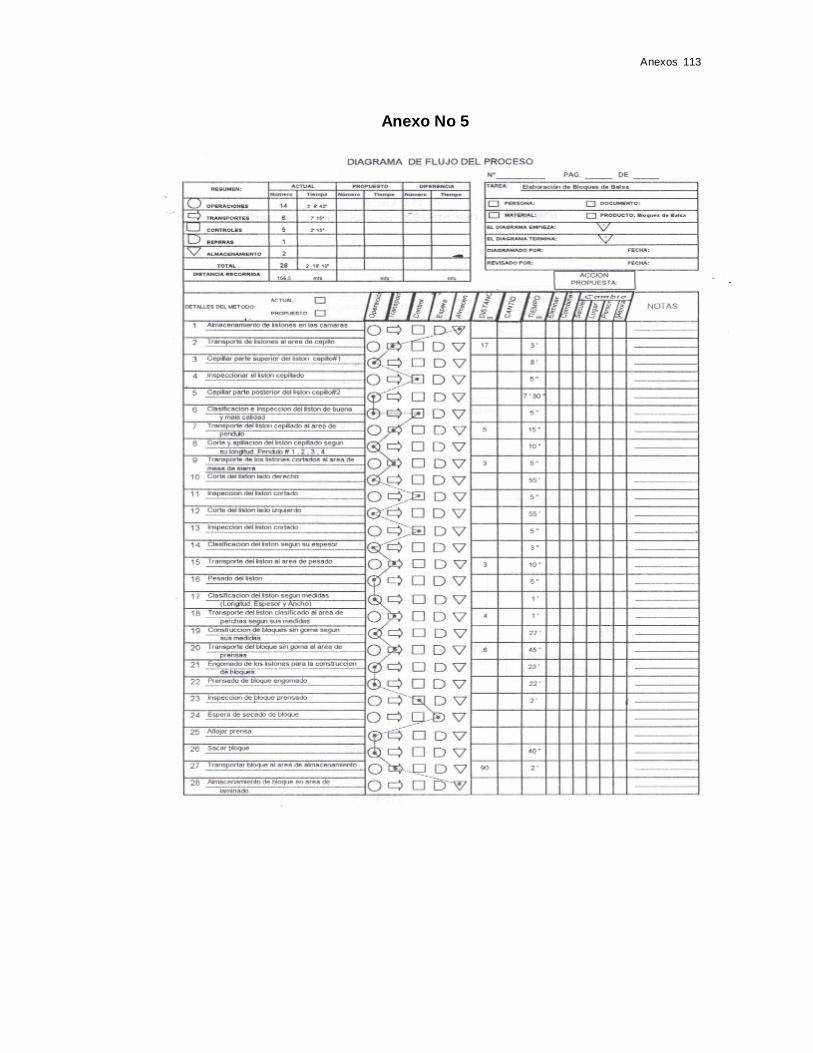
Anexos 113
Anexo No 5
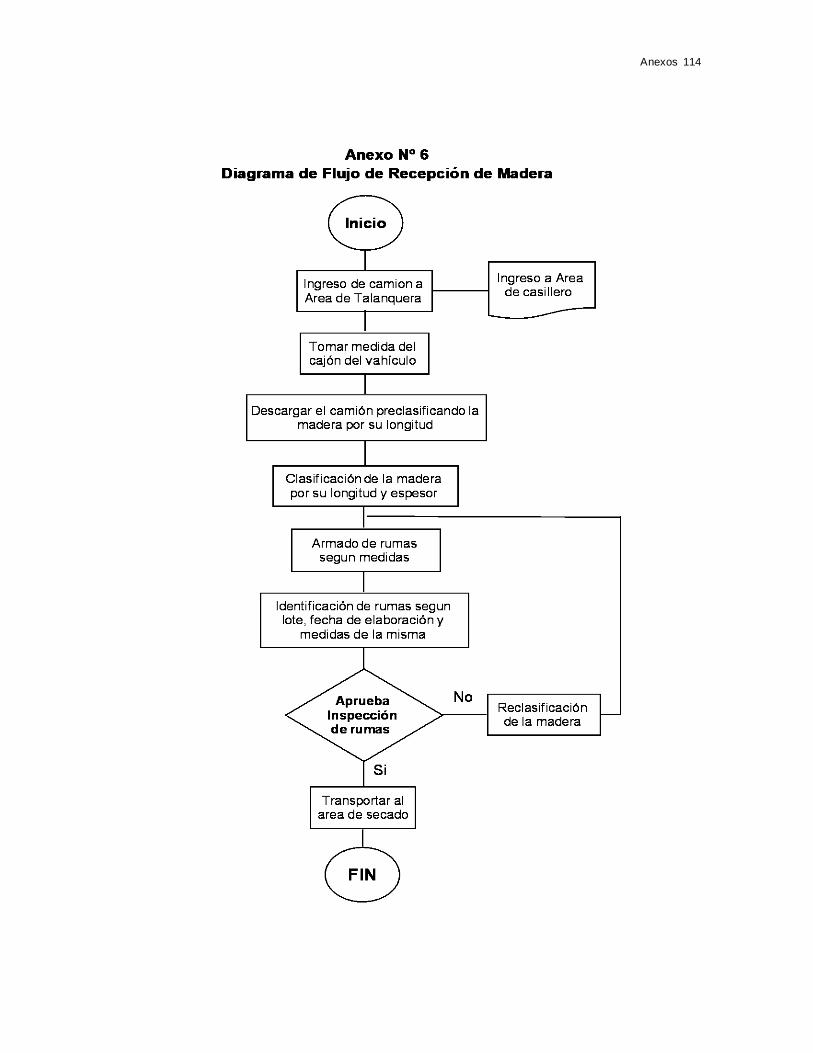
Anexos 114
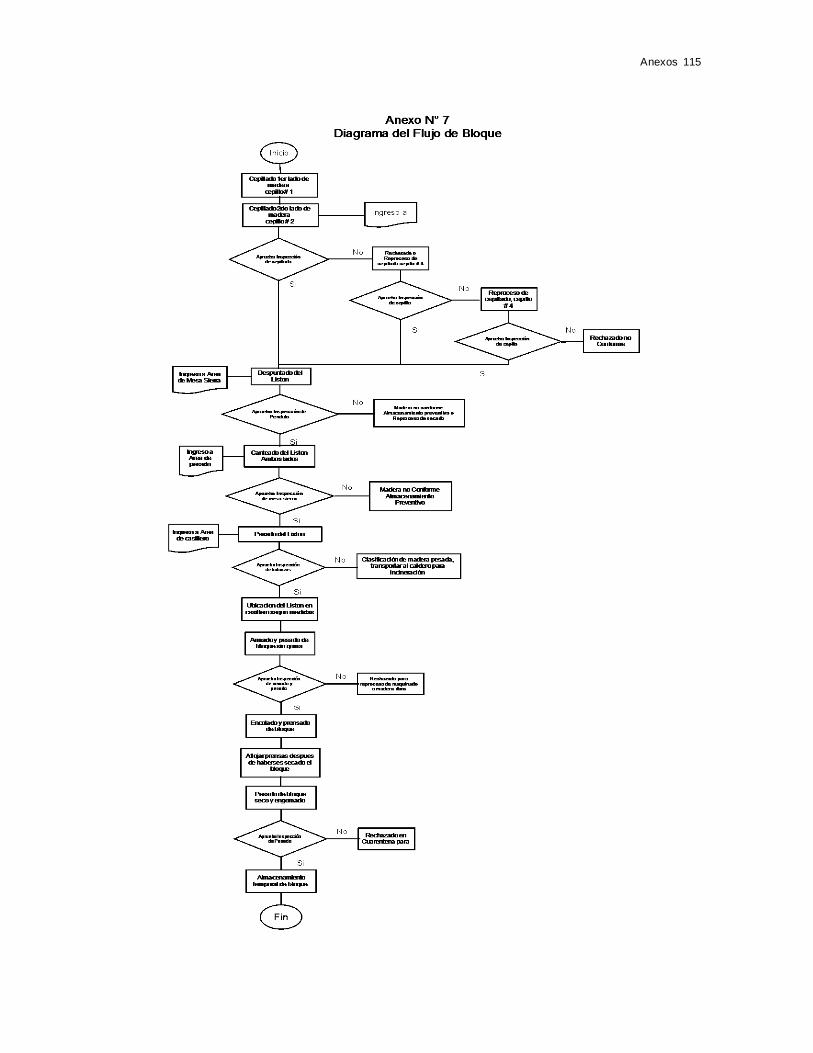
Anexos 115
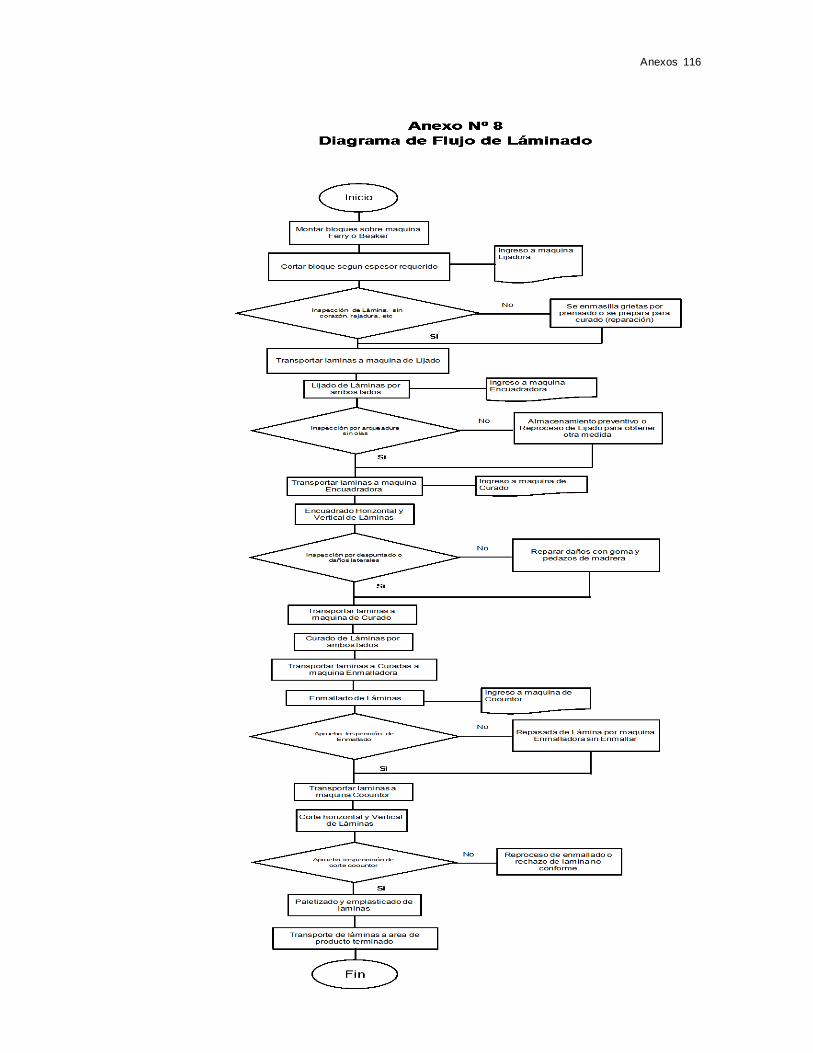
Anexos 116
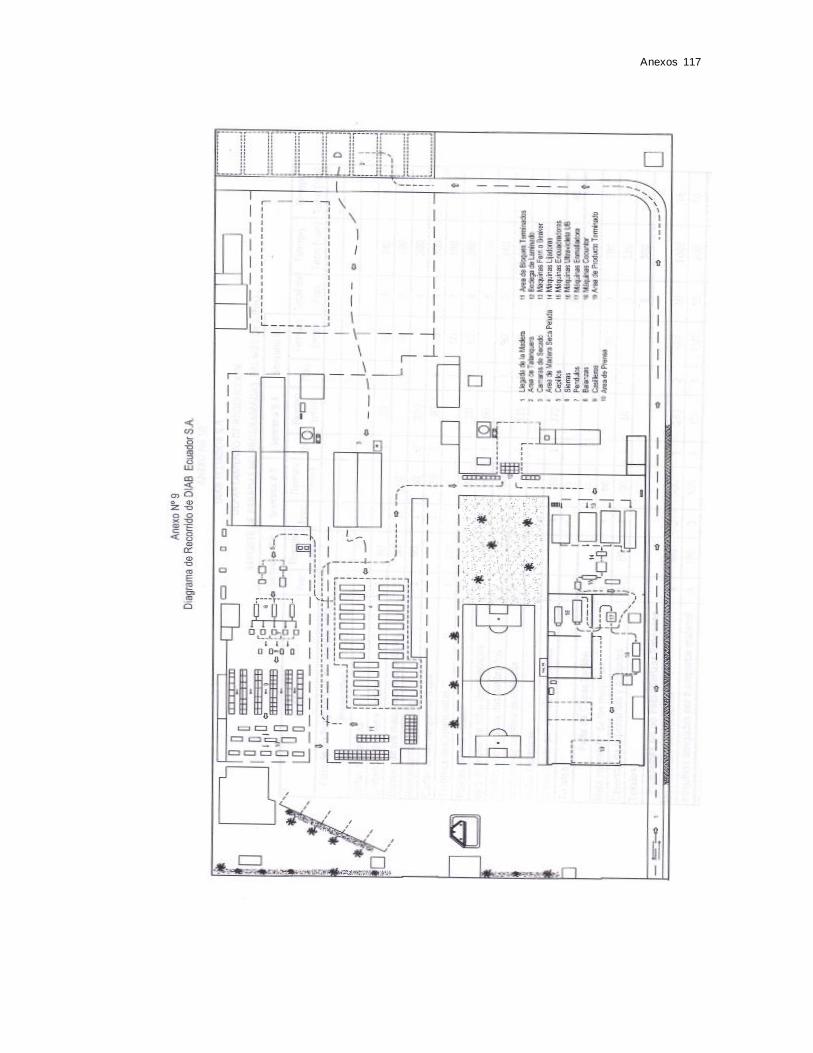
Anexos 117
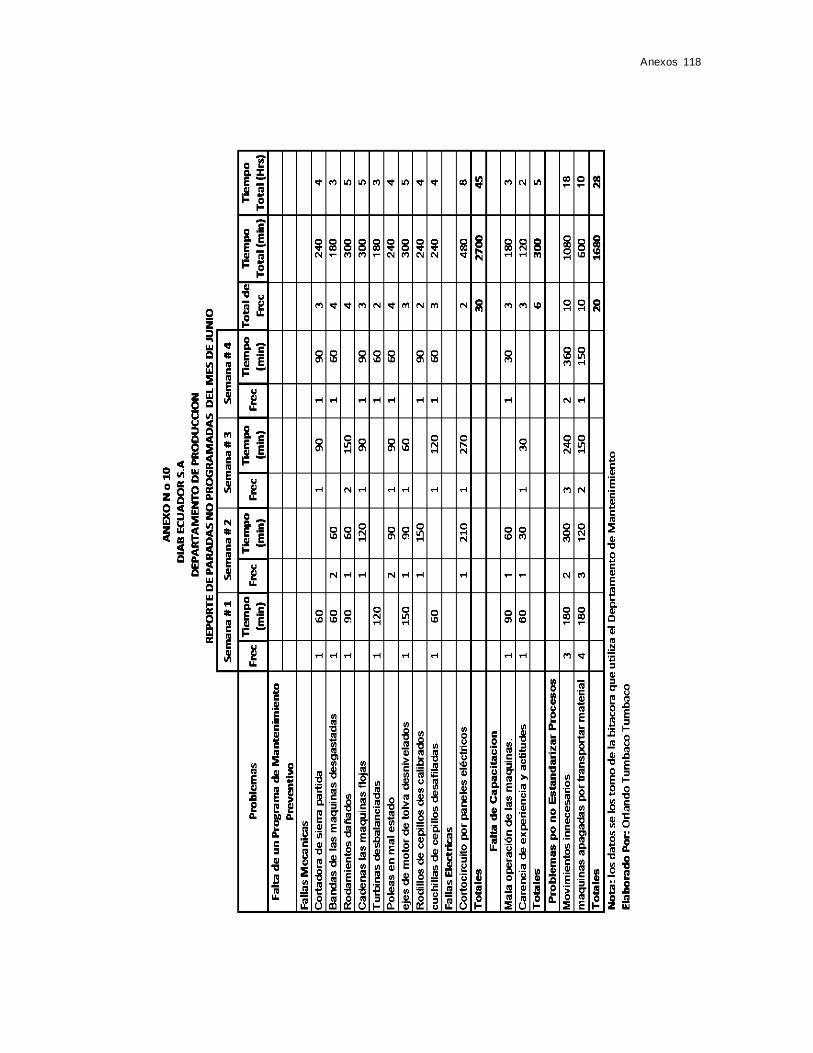
Anexos 118
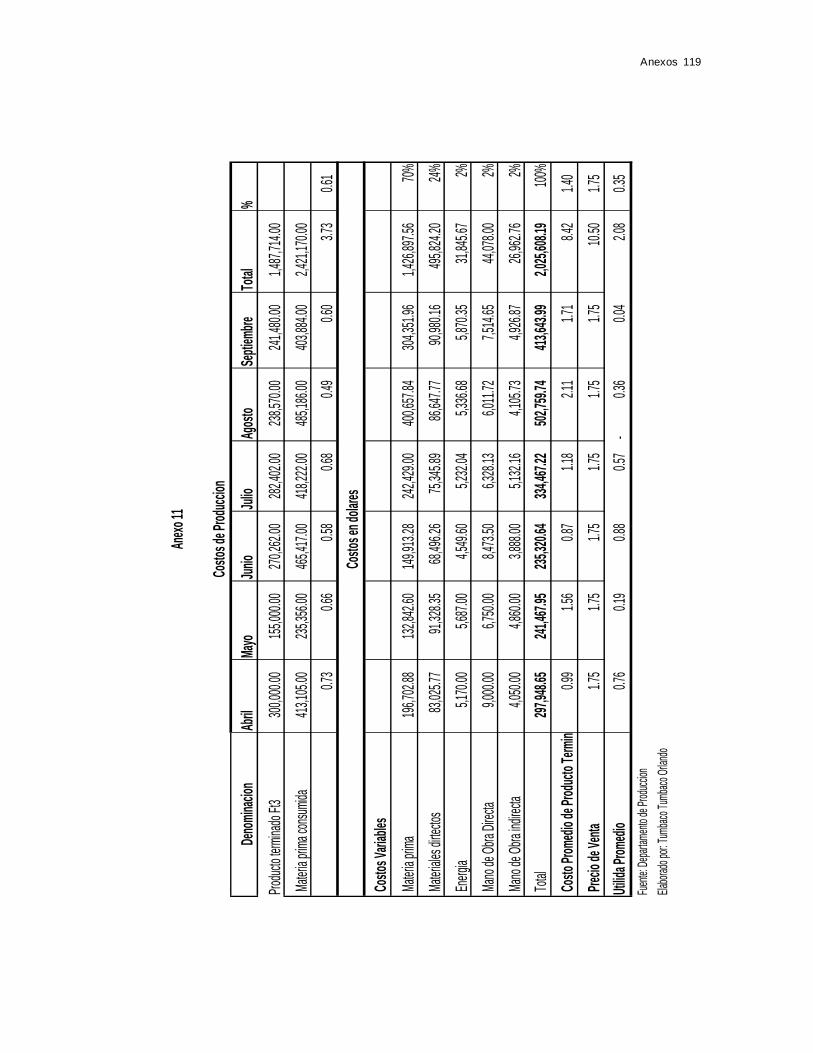
Anexos 119
Deno
min
acio
nAb
rilMa
yoJu
nio
Julio
Agos
toSe
ptiem
bre
Tota
l%
Prod
ucto
termi
nado
Ft3
300,0
00.00
15
5,000
.00
270,2
62.00
282,4
02.00
238,5
70.00
24
1,480
.00
1,487
,714.0
0
Mater
ia pr
ima c
onsu
mida
413,1
05.00
23
5,356
.00
465,4
17.00
418,2
22.00
485,1
86.00
40
3,884
.00
2,421
,170.0
0
0.73
0.66
0.5
8
0.6
8
0.4
9
0.6
0
3.73
0.6
1
Cost
os V
ariab
les
Mater
ia pr
ima
196,7
02.88
13
2,842
.60
149,9
13.28
242,4
29.00
400,6
57.84
30
4,351
.96
1,426
,897.5
6
70
%
Mater
iales
dirte
ctos
83,02
5.77
91,32
8.35
68
,496.2
6
75
,345.8
9
86
,647.7
7
90
,980.1
6
49
5,824
.20
24%
Ener
gia5,1
70.00
5,687
.00
4,5
49.60
5,2
32.04
5,3
36.68
5,870
.35
31
,845.6
7
2%
Mano
de O
bra D
irecta
9,000
.00
6,7
50.00
8,473
.50
6,328
.13
6,011
.72
7,5
14.65
44,07
8.00
2%
Mano
de O
bra i
ndire
cta4,0
50.00
4,860
.00
3,8
88.00
5,1
32.16
4,1
05.73
4,926
.87
26
,962.7
6
2%
Total
297,9
48.65
24
1,467
.95
235,3
20.64
334,4
67.22
502,7
59.74
41
3,643
.99
2,025
,608.1
9
10
0%
Cost
o Pr
omed
io d
e Pro
duct
o Te
rmin
ado
0.99
1.56
0.8
7
1.1
8
2.1
1
1.7
1
8.42
1.4
0
Prec
io d
e Ven
ta1.7
5
1.7
5
1.75
1.75
1.75
1.75
10
.50
1.7
5
Utilid
a Pro
med
io0.7
6
0.1
9
0.88
0.57
0.36
-
0.0
4
2.08
0.3
5
Fuen
te: D
epar
tamen
to de
Pro
ducc
ion
Elab
orad
o por
: Tum
baco
Tum
baco
Orla
ndo
Anex
o 11
Cost
os d
e Pro
ducc
ion
Cost
os en
dol
ares
Anexos 120
Anexo 12
TPM - Mantenimiento Productivo Total
Aplicando Mantenimiento Productivo Total (TPM) en su compañía, establecerá con éxito dos aspectos que deberían estar siempre presentes en una planta de producción:
* Equipos en condición estable, donde el deterioro acelerado en la máquina es completamente eliminado y se produce sólo el deterioro natural.
* Gerentes y operarios familiarizados con el equipo, con una buena comprensión acerca de las funciones y estructuras, y las habilidades suficientes para la inspección.
Objetivos del Curso.-
Al final del curso taller los participantes conocerán el panorama, filosofía y entorno de calidad total del TPM, y podrán aplicar herramientas y métodos para:
* Evaluar y desarrollar el estudio de factibilidad para instalar correctamente el TPM.
* Establecer la estructura para instalar Mantenimiento Preventivo Sostenido y Autónomo.
* Desarrollar e instalar un programa de TPM. Contenido del Curso.-
1- Mantenimiento en calidad total
- El mantenimiento en procesos de calidad total. - Las razones competitivas y económicas. - Objetivos claves del mantenimiento en calidad total. - La capacitación, un factor base del éxito.
Anexos 121
2- ¿Qué es TPM?
- La alternativa del TPM. - EL desarrollo de los equipos para el TPM. - Los elementos, metas, y organización del TPM.
3- La potencia y los efectos del TPM
- La mejora de los equipos. - La calidad y productividad de producción.
4-¿Cómo prepararse para instalar el TPM?
Medir la productividad y efectividad de los equipos. ¿Cuántas perdidas le producen sus equipos? Puntos conceptuales para implementar TPM.
5-Un TPM basado en sus necesidades
Los componentes necesarios para adecuar el TPM a la necesidad de su planta. Como adecuar los métodos japoneses, fuera de Japón. Desarrolle su estrategia de instalación del TPM en su planta.
6-Mantenimiento Preventivo. Sin él, no hay TPM
El MP con el TPM. La estrategia para la instalación del MP efectivo. El TPM trabajado desde el MP.
Expositor.-
Ing. Juan R. Fang Li
Ingeniero Mecánico de la Universidad Nacional de Ingeniería, destacado profesional en la especialidad del Mantenimiento Industrial, con 25 años de experiencia al haber prestado servicios en numerosas empresas industriales.
Duración : 16 horas
Dirigido A: Gerentes, superintendentes, jefes, y supervisores de las áreas de mantenimiento, y producción, planificadores y programadores de mantenimiento
Horario : 15:00 a 18:00 hrs.
Lugar : Empresa Diab Ecuador S.A.
Inversión : S/. 1,650.00
Anexos 122
Anexo 13
Cursos de capacitación
MECÁNICA INDUSTRIAL
Objetivo, el propósito de este curso es aprender un correcto manejo de los elementos mecánicos que conforman las equipos más utilizados en la industria, sus partes y accesorios principales, así como los mecanismos de control que utili/an dichos principios. Complementariamente se analizará la detección de averías, instalación y mantenimiento preventivo básico de los diferentes accesorios comunes en las plantas de producción.
Duración: 40 Horas. CONTENIDO
ACADÉMICO
1. Sistema de medidas.
2. Instrumento de medición. 2.1 Medidores de longitud de precisión.
3. Herramientas de trabajo y normas de seguridad. 4. Elementos mecánicos y mecanismos.
4.1 Tornillos y tuercas. 4.2 Tornillos de potencia. 4.3 Embragues. 4.4 Frenos. 4.5 Correas de transmisión. 4.6 Polcas. 4.7 Cadenas. 4.8 Piñones. 4.9 Engranajes. 4.10 Transportadores
5. Rodamientos: técnicas de montaje y desmontaje. 6. Teoría de Bombas centrífuga. 7. Teoría de compresores. 8. Importancia de la lubricación.
CONTENIDOS PRÁCTICOS (18 Horas).
Normas básicas de seguridad y orden en taller. Operación y correcta lectura de mediciones con calibradores analógicos y digitales. Operación y correcta lectura de mediciones con micrómetros. Operación segura y correcta selección de herramientas manuales. Seguridad en manejo de herramientas rotativas. Técnicas de uso de machuelos de diferentes medidas. Selección de rodamientos: técnicas correctas de montaje y desmontaje con elementos de precisión.
Anexos 123
ELECTRICIDAD INDUSTRIAL
Objetivo: El propósito de este curso es para que el alumno pueda aprender al gunas técnicas de análisis de circuitos, funcionamiento de fusibles, transformadores. Conocer técnicas de solución y uso de motores y formas de protección eléctrica. Complementariamente se analizará la detección de averías, instalación y mantenimiento preventivo básico de los diferentes accesorios comunes en las plantas de producción.
Duración: 40 horas.
CONTENIDO ACADÉMICO
1. Circuitos Eléctricos.
1.1 Corriente y voltaje, resistencia. 1.2 LeydeOhm. 1.3 Análisis de Circuitos Serie y Paralelo. 1.4 Elementos de cálculo de las instalaciones eléctricas industriales. Simbología.
2. Circuitos Eléctricos.
2.1 Circuitos derivados para motores eléctricos. 2.2 Protección de sobrecarga de motores y de sus circuitos derivados. 2.3 Alimentación para la instalación de motores eléctricos en la industria. 2.4 Lectura de esquemas de control de motores eléctricos. 2.5 Dispositivos de control. 2.6 Motores eléctricos trifásicos de inducción.
2.6.1 Estator y rotor. 2.6.2 Motor simplificado. 2.6.3 Corriente y deslizamiento del rotor. 2.6.4 Polo del estator vs. Par. 2.6.5 Polos del estator vs. Velocidad. 2.6.6 Velocidad del campo de rotación.
3. Conexiones de transformadores.
3.1.1 En estrella. 3.1.2 En delta. 3.1.3 Banco de transformadores.
4. Mantenimiento Eléctrico.
4.1 Aparatos mecánicos de medida. 4.2 Aparatos eléctricos de medida: mediciones eléctricas. 4.3 Comprobadores de instalaciones eléctricas de baja tensión.
5. Inspección.
5.1 Instalaciones de alimentación. 5.2 Inspección de transformadores. 5.3 Protección de motores.
5.3.1 Diagrama de bloques para la protección de un motor. 5.3.2 Protección de sobrecarga de los motores y de sus circuitos derivados.
Anexos 124
Anexo 14
Procesador intel core duo procesador T5670
Memoria 2048 MB
Disco Duro 250 GB
Puertos 3 puertos USB 2 .0
Pantalla 15.4 in
Costo Total $ 850
Anexos 125
Anexos 126
Anexo 16
Cotización de Muebles de oficina
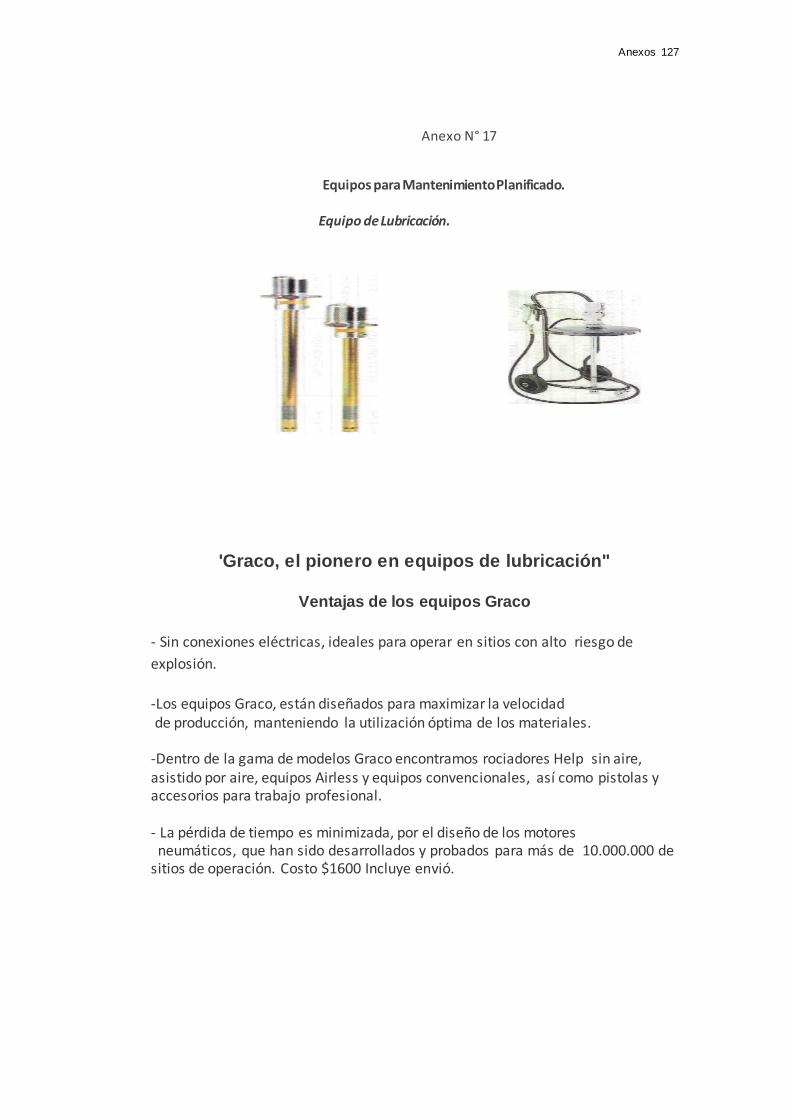
Anexos 127
Anexo N° 17
Equipos para Mantenimiento Planificado.
Equipo de Lubricación.
'Graco, el pionero en equipos de lubricación"
Ventajas de los equipos Graco
- Sin conexiones eléctricas, ideales para operar en sitios con alto riesgo de
explosión.
-Los equipos Graco, están diseñados para maximizar la velocidad de producción, manteniendo la utilización óptima de los materiales.
-Dentro de la gama de modelos Graco encontramos rociadores Help sin aire, asistido por aire, equipos Airless y equipos convencionales, así como pistolas y accesorios para trabajo profesional.
- La pérdida de tiempo es minimizada, por el diseño de los motores neumáticos, que han sido desarrollados y probados para más de 10.000.000 de sitios de operación. Costo $1600 Incluye envió.
Anexos 128
DE
SC
RIP
CIO
NA
RE
AV
OLT
AJE
AM
PE
RA
JEH
PR
.P.M
MA
RC
AM
OD
ELO
No
SE
RIE
Ce
pil
lo #
1
Ce
pil
lo #
2
Ce
pil
lo #
3
Ce
pil
lo #
4
Ce
pil
lo #
5
Pe
nd
ulo
# 1
Pe
nd
ulo
# 2
Pe
nd
ulo
# 3
Pe
nd
ulo
# 4
Sie
rra
# 1
Sie
rra
# 2
Sie
rra
# 3
Sie
rra
# 4
Sie
rra
# 5
Ela
bo
rad
o p
or:
Tu
mb
aco
Tu
mb
aco
Orl
an
do
AN
EX
O N
o 1
8
DE
PA
RT
AM
EN
TO
DE
MA
NT
EN
IMIE
N T
O
INV
EN
TA
RIO
DE
EQ
UIP
OS
DIA
B E
CU
AD
OR
S.A
FO
R M
AN
01
OB
SE
RV
AC
ION
ES
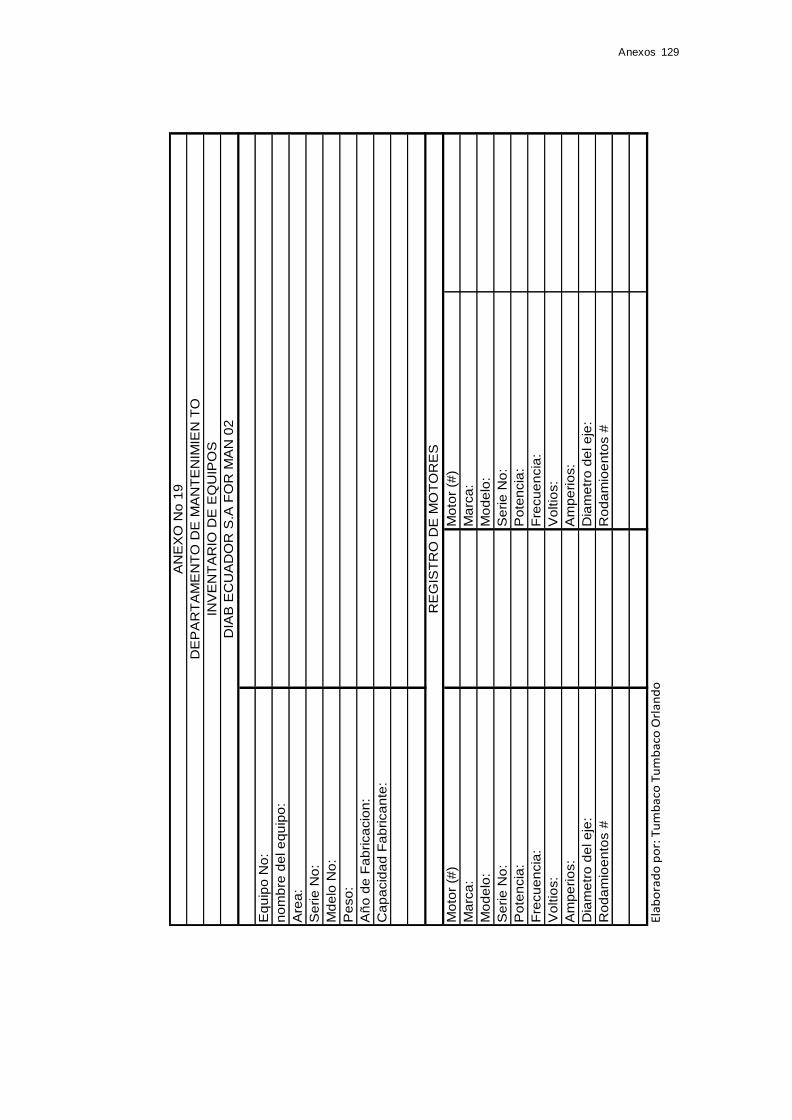
Anexos 129
AN
EX
O N
o 1
9
DE
PA
RT
AM
EN
TO
DE
MA
NT
EN
IMIE
N T
O
INV
EN
TA
RIO
DE
EQ
UIP
OS
DIA
B E
CU
AD
OR
S.A
FO
R M
AN
02
Añ
o d
e F
ab
rica
cio
n:
Ca
pa
cid
ad
Fa
brica
nte
:
Eq
uip
o N
o:
no
mb
re d
el e
qu
ipo
:
Are
a:
Se
rie
No
:
Md
elo
No
:
Pe
so
:
RE
GIS
TR
O D
E M
OT
OR
ES
Mo
tor
(#)
Ma
rca
:
Mo
de
lo:
Se
rie
No
:
Po
ten
cia
:
Ma
rca
:
Mo
de
lo:
Se
rie
No
:
Po
ten
cia
:
Fre
cu
en
cia
:
Vo
ltio
s:
Mo
tor
(#)
Am
pe
rio
s:
Dia
me
tro
de
l e
je:
Ro
da
mio
en
tos #
Fre
cu
en
cia
:
Vo
ltio
s:
Am
pe
rio
s:
Dia
me
tro
de
l e
je:
Ro
da
mio
en
tos #
Ela
bo
rad
o p
or:
Tu
mb
aco
Tu
mb
aco
Orl
an
do
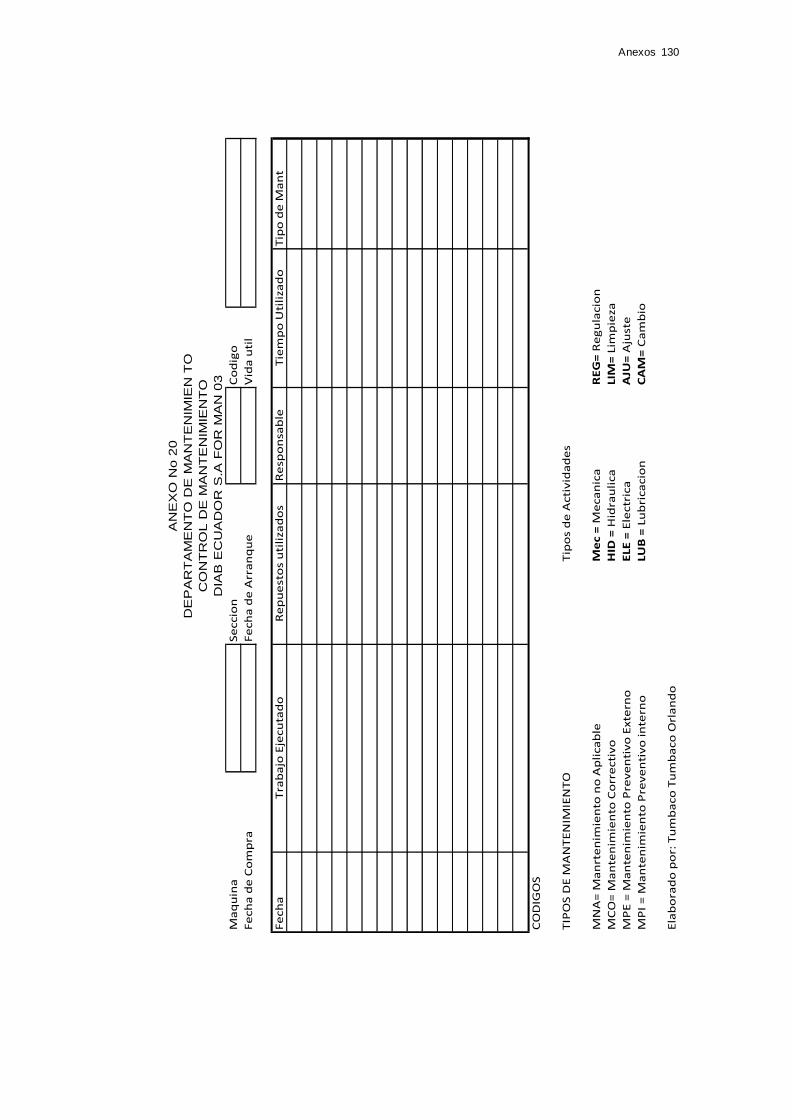
Anexos 130
Co
dig
o
Vid
a u
til
Fe
ch
aR
esp
on
sab
leT
ipo
de
Ma
nt
CO
DIG
OS
TIP
OS
DE
MA
NT
EN
IMIE
NT
OT
ipo
s d
e A
cti
vid
ad
es
MN
A=
Ma
nrt
en
imie
nto
no
Ap
lica
ble
Me
c =
Me
ca
nic
aR
EG
= R
eg
ula
cio
n
MC
O=
Ma
nte
nim
ien
to C
orr
ecti
vo
HID
= H
idra
uli
ca
LIM
= L
imp
ieza
MP
E =
Ma
nte
nim
ien
to P
rev
en
tiv
o E
xte
rno
ELE
= E
lectr
ica
AJU
= A
just
e
MP
I =
Ma
nte
nim
ien
to P
rev
en
tiv
o i
nte
rno
LU
B =
Lu
bri
ca
cio
nC
AM
= C
am
bio
AN
EX
O N
o 2
0
DE
PA
RT
AM
EN
TO
DE
MA
NT
EN
IMIE
N T
O
CO
NT
RO
L D
E M
AN
TE
NIM
IEN
TO
DIA
B E
CU
AD
OR
S.A
FO
R M
AN
03
Tra
ba
jo E
jecu
tad
oR
ep
ue
sto
s u
tili
zad
os
Tie
mp
o U
tili
zad
o
Fe
ch
a d
e A
rra
nq
ue
Ma
qu
ina
Fe
ch
a d
e C
om
pra
Se
ccio
n
Ela
bo
rad
o p
or:
Tu
mb
aco
Tu
mb
aco
Orl
an
do
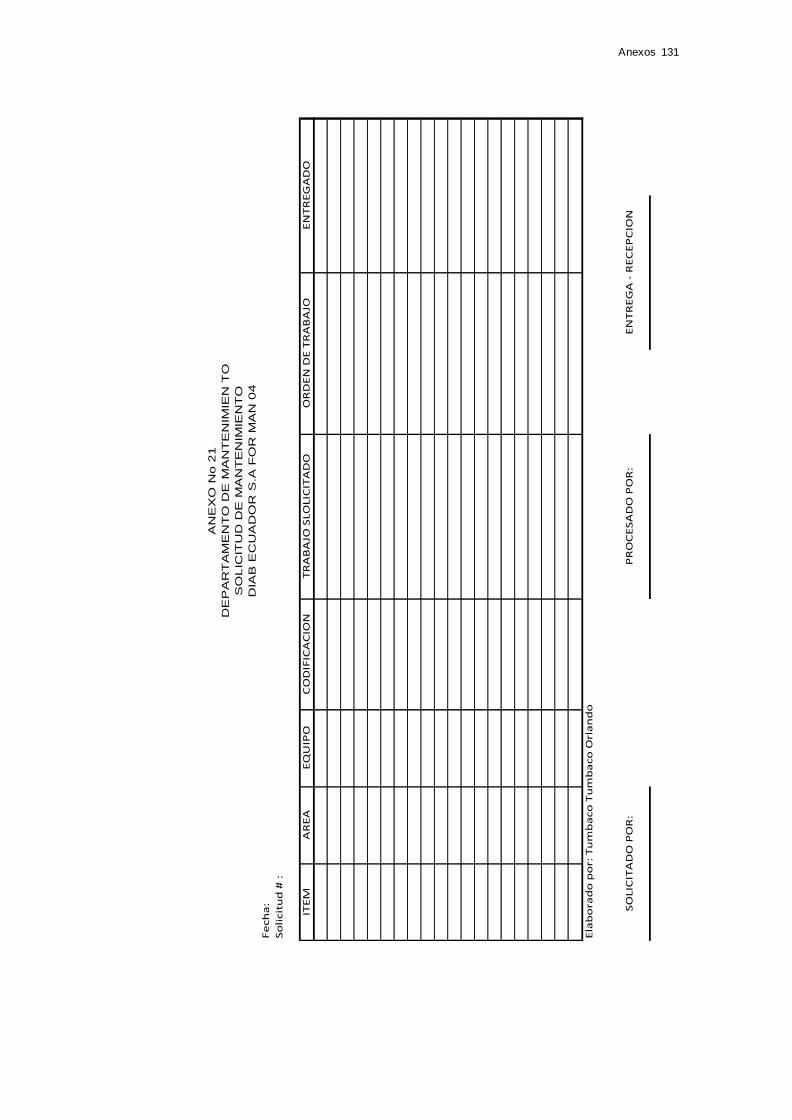
Anexos 131
Fe
ch
a:
So
licit
ud
# :
ITE
MA
RE
AE
QU
IPO
CO
DIF
ICA
CIO
NT
RA
BA
JO S
LO
LIC
ITA
DO
PR
OC
ES
AD
O P
OR
:S
OLIC
ITA
DO
PO
R:
EN
TR
EG
A -
RE
CE
PC
ION
Ela
bo
rad
o p
or:
Tu
mb
aco
Tu
mb
aco
Orl
an
do
AN
EX
O N
o 2
1
DE
PA
RT
AM
EN
TO
DE
MA
NT
EN
IMIE
N T
O
SO
LIC
ITU
D D
E M
AN
TE
NIM
IEN
TO
DIA
B E
CU
AD
OR
S.A
FO
R M
AN
04
OR
DE
N D
E T
RA
BA
JOE
NT
RE
GA
DO
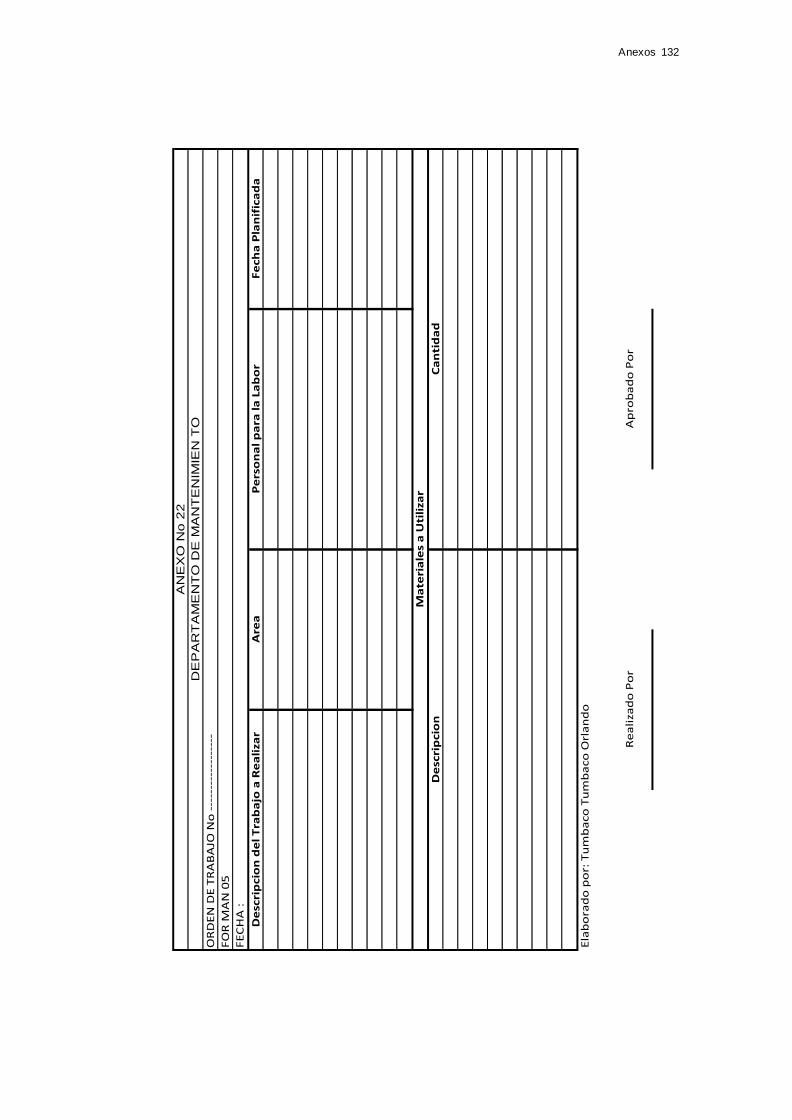
Anexos 132
Re
ali
zad
o P
or
Ap
rob
ad
o P
or
De
scri
pcio
n d
el
Tra
ba
jo a
Re
ali
zar
Ma
teri
ale
s a
Uti
liza
r
De
scri
pcio
nC
an
tid
ad
AN
EX
O N
o 2
2
DE
PA
RT
AM
EN
TO
DE
MA
NT
EN
IMIE
N T
O
OR
DE
N D
E T
RA
BA
JO N
o -
----
----
----
----
-
FO
R M
AN
05
FE
CH
A :
Fe
ch
a P
lan
ific
ad
aP
ers
on
al
pa
ra l
a L
ab
or
Are
a
Ela
bo
rad
o p
or:
Tu
mb
aco
Tu
mb
aco
Orl
an
do
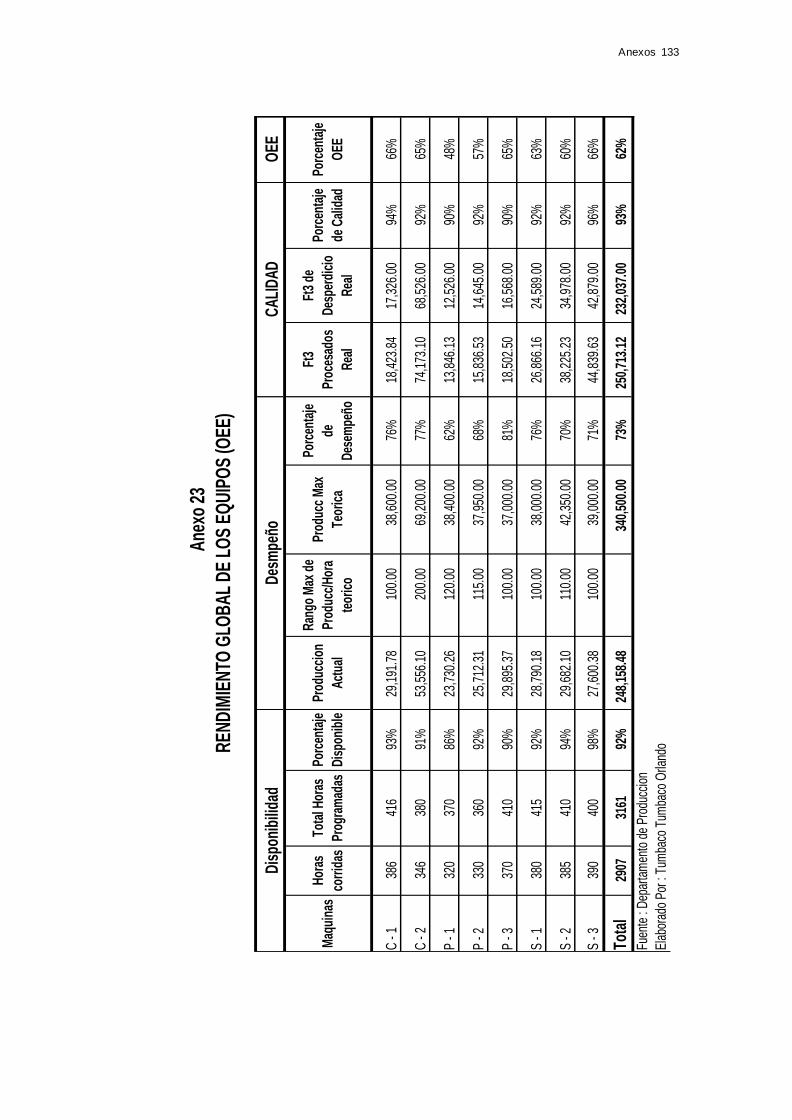
Anexos 133
Ane
xo 2
3
OEE
C -
138
641
693
%29
,191
.78
10
0.00
38
,600
.00
76
%18
,423
.84
17
,326
.00
94
%66
%
C -
234
638
091
%53
,556
.10
20
0.00
69
,200
.00
77
%74
,173
.10
68
,526
.00
92
%65
%
P - 1
320
370
86%
23,7
30.2
6
120.
00
38,4
00.0
0
62%
13,8
46.1
3
12,5
26.0
0
90%
48%
P - 2
330
360
92%
25,7
12.3
1
115.
00
37,9
50.0
0
68%
15,8
36.5
3
14,6
45.0
0
92%
57%
P - 3
370
410
90%
29,8
95.3
7
100.
00
37,0
00.0
0
81%
18,5
02.5
0
16,5
68.0
0
90%
65%
S - 1
380
415
92%
28,7
90.1
8
100.
00
38,0
00.0
0
76%
26,8
66.1
6
24,5
89.0
0
92%
63%
S - 2
385
410
94%
29,6
82.1
0
110.
00
42,3
50.0
0
70%
38,2
25.2
3
34,9
78.0
0
92%
60%
S - 3
390
400
98%
27,6
00.3
8
100.
00
39,0
00.0
0
71%
44,8
39.6
3
42,8
79.0
0
96%
66%
Tota
l29
0731
6192
%24
8,15
8.48
340,
500.
00
73%
250,
713.
12
23
2,03
7.00
93%
62%
Fuen
te :
Dep
arta
men
to d
e Pr
oduc
cion
Elab
orad
o Po
r : T
umba
co T
umba
co O
rland
o
Porc
enta
je
OEE
CA
LID
AD
RE
ND
IMIE
NTO
GLO
BA
L D
E L
OS
EQU
IPO
S (O
EE)
Des
mpe
ño
Ft3
Proc
esad
os
Rea
l
Ft3
de
Des
perd
icio
Rea
l
Porc
enta
je
de C
alid
ad
Ran
go M
ax d
e
Prod
ucc/
Hor
a
teor
ico
Prod
ucci
on
Act
ual
Prod
ucc
Max
Teor
ica
Porc
enta
je
de
Des
empe
ño
Dis
poni
bilid
ad
Maq
uina
sH
oras
corr
idas
Tota
l Hor
as
Prog
ram
adas
Porc
enta
je
Dis
poni
ble

Anexos 134