tÍtulo principalsoja · para la elaboración de alimentos bovinos ... para la mejora productiva de...
TRANSCRIPT

PorcinosMaterias primas para la elaboración de alimentos
BovinosAlimentación con verdeo de avena y sorgo diferido en vacas de cría
Desafío nutricional en el destete precoz
Porcinos:Eficiencia alimentaria en el vacuno de carne
Bovinos:
#144 / SEPTIEMBRE 2017 / AÑO 35
Valor nutricional del maíz:Impacto de segregar por proteína.Valor nutricional del maíz:Impacto de segregar por proteína.
PUBLICACIÓN DE LA CÁMARA ARGENTINA DE EMPRESAS DE NUTRICIÓN ANIMAL
JULIO 2017 / AÑO 35#144
JULIO 2017 / AÑO 35#144
#144 / JULIO 2017 / AÑO 35
TÍTULO PRINCIPALCon bajada de no más de 2 renglones,para respetar el diseño blanco.
#147 JUNIO / JULIO / AGOSTO 2018 / AÑO 36
Soja:El dilema
de la Calidad


CON LA MIRADA HACIA EL EXTERIOR
En este contexto económico de turbulencia que nos toca enfrentar, es importante ver dónde hay que centrar los objetivos. Ante un escenario de incertidumbre hace que ten-gamos que buscar alternativas de negocios para poder reducir los riesgos y vemos hoy que esa alternativa está presentada en las exportaciones.
Desde la Cámara, nuestro compromiso está en acompañar a los socios, enfocándonos en sus necesidades primarias, sin perder de vista el rumbo y una impronta de visión hacia futuro que nos permita ser cada vez más competitivos en calidad y precio. Desde el gobierno, contamos con herramientas para volver a insertarnos en el juego de vender al exterior, eso trae consigo también una mayor apertura y competencia. Es allí donde encontramos el desafío, en ver como nuevamente podemos convertirnos en el granero del mundo, agregando valor.
Desde el año pasado CAENA, junto a otros organismos del estado estamos capacitan-do y fomentando este tipo de Prácticas Comerciales Exportadoras, tanto en el ámbito comercial como también regulatorio, a través de Feed Latina y la homogenización de registros en la región.
Que hoy haya una oportunidad de negocios en la exportación, no implica desatender al mercado local, ni que de manera espasmódica pensemos a la exportación como la salida de turno a nuestros problemas económicos internos, pero si tener claro que es una unidad de negocios que hoy puede representar ingresos importantes y que además represente una ecuación de largo plazo y una estrategia de negocios como país pro-ductor, que también nos ayude a elevar el estándar de nuestros productos y servicios en pos de la calidad.
En el camino nos encontramos con muchos desafíos que la Cámara está tratando de superar: retenciones a productos con soja, burocracias innecesarias de registros, trabas de aduanas e impositivas, como también información, desconocimiento de mercados, target y otros que a través de capacitaciones, rondas de negocios, cursos y divulgación de informes podemos achicar la brecha que significa colocar nuestros productos en todo el mundo.
Cuando hay crisis hay oportunidades, hoy está en poner la mirada hacia afuera, sin des-atender lo que venimos haciendo bien hace tiempo.
Es hora de madurar y salir del nido, pero con responsabilidad , trabajo y con las herra-mientas correctas.
Allí estaremos, para acompañarlos y poder dar el salto a una nueva oportunidad que se nos presenta.
EDITORIAL
CAROLINA LOMBARDIPresidenteCAENA

05 NOVEDADES
08 AVICULTURAANÁLISIS SOBRE LA SITUACIÓN DE SOJA
12 AVICULTURAENFERMEDAD DE E. COLI: UN PROBLEMA ANTIGUO PEROUN DESAFÍO CONSTANTE PARA LA AVICULTURA INDUSTRIAL
18 AVICULTURAPROGRAMAS DE CONTROL DE MICOTOXICOSIS PARA LA MEJORA PRODUCTIVA DE LAS AVES
22 PORCINOSMATERIAS PRIMAS PARA ELABORACIÓN DE ALIMENTOS
26 BOVINOSUSO DE HARINA O EXPELLER DE SOJA EN PARÁMETROSPRODUCTIVOS EN NOVILLOS ENGORDADOS A CORRAL
32 BOVINOSALIMENTACIÓN CON VERDEO DE AVENA Y SORGO DIFERIDO EN VACAS DE CRÍA DURANTE EL ÚLTIMO TERCIO DE GESTACIÓN. EFECTO SOBRE PARÁMETROS PRODUCTIVOS Y METABÓLICOS
40 BOVINOSPRODUCCIÓN DE LECHE
40 PETFOODPROBIÓTICOS PARA MASCOTAS
44 PETFOODEVOLUCIÓN DE LAS FIBRAS HACIA EL CONCEPTO DE “SISTEMA DE FIBRAS”
56 MANAGEMENT3 ESTRATEGIAS PARA VENCER SUS MIEDOS AL FRACASO Y ENFRENTAR EL CAMBIO
REVISTA AGROINDUSTRIA
Publicación Institucional de la Cámara Argentina de Empresas de Nutrición Animal.
Nombre de la Revista como Marca. Registro Nacional de Propiedad Intelectual N° 303754.
Registro ISSN: 0328-7254 - International Standard Serial Number - Número Internacional Normalizado de Publicaciones Seriadas - Centro Argentino de Información Científica y Tecnológica - CONICET.
Bouchard 454, 6º P. • C1106ABF • CABA • (011) 4311-0530.
Fundador: Nino Sergio Galfo
Director: Carolina Lombardi
Producción General: Mónica de la Pina – Francisco Schang
Colaboran en este número: Jorge Venturino; Eduardo Muniz; Julieta Acebal; Agustín De Cristófaro; Julián E. Melo; Marcelo Pooli; Gabriel Barrena; Alejandro Relling; Elías Peruzzo; Luis Emilio Fazzio; Carlos Alberto Briozzo Cazeneuve; Keelan McNamara; Equipo de Nutrición Animal de Ingredion Argentina; Beth Comstock; Rodolphe Barrangou; Robert Wolcott; Eliza NG Chen.
Diseño e Impresión: Mariano Mas S.A.
Las notas firmadas son ad-honorem. El editor no asume responsabilidad por las opiniones vertidas en los artículos firmados, ni obligaciones de ninguna clase derivadas del suministro y/o uso de la información publicada, como así tampoco del contenido de los avisos publicitarios.
Se autoriza la reproducción total o parcial de las notas, previa autorización por escrito de CAENA, citando la fuente.
Foto de tapa y aviso pág. 63: Freepik.es
STAFFAÑO 36 • Nº 147
CONTACTANOS:
[email protected] • www.caena.org.ar
04 STAFF - SUMARIO
03 EDITORIAL
58 TECNOLOGÍAUNA TECNOLOGÍA EN AUGE: CÓMO EL POPULAR CRISPR ESTÁMOLDEANDO EL FUTURO DE NUESTRO MUNDO
60 INNOVACION¿ESTÁN LAS EMPRESAS HACIENDO LAS PREGUNTAS CORRECTAS PARA SOBREVIVIR EN UN MERCADO EN CONSTANTE CAMBIO?
64 TENDENCIASEXPECTATIVAS DEL CONSUMIDOR HOY
65 AVÍCOLA & PORCINOS 2018CAENA PARTICIPÓ EN AVÍCOLA EN CONJUNTO CON PORCINOS 2018

COMISIONES DE TRABAJO CAENA
CAPACITACIONES Y CURSOSCAENA
Comisión de Asuntos RegulatoriosSe realizó en Junio una nueva reunión enfocada en trabajar en nor-mas de Etiquetado y Claims para poder definir desde la industria cuáles son los parámetros que deben definirse para el correcto uso y control de los mismos, ayudando a una competencia leal y a su vez eliminando y elevando la calidad de nuestros estándares como industria.
NOVEDADES
05
Comisión de Pet FoodSe realizó al cierre de esta edición (Julio) la reunión de Comisión de Pet Food para la re-organización de Estadísticas de Alimentos para Mascotas.
De esta forma se busca obtener información confiable de este sector así como un detalle de las categorías que les permita a las empresas poder tomar decisiones estratégicas ya sea por tipo de producto, canal u otras variables que se determinan a través de esta información que es aportada por la industria.
Próximos Cursos en Nutrición AnimalEspecialización en Nutrición Animal
AGOSTO: Fisiología digestiva metabólica de No Rumiantes
SEPTIEMBRE: Fabricación y calidad de alimentos
OCTUBRE: Nutrición de equinos (on line)
NOVIEMBRE: Nutrición de cerdos de engorde
Cursos de Capacitación Buenas Prácticas de ManufacturaTal como se había anunciado, se estarán realizando durante los próximos meses los cursos de Buenas Prácticas de Manufactura (lanzamiento 30 de Agosto), HACCP (Octubre) y Directores Técni-cos de Producto (Noviembre). Los mismos se estarán desarrollan-do en formato online con alguna clase presencial y/o práctica.Habrá un descuento del 50% para Socios de CAENA.
Para más información enviar un mail a [email protected]
O bien llamando al 011-4311-0530

ANÁLISIS SOBRE LA SITUACIÓN DE SOJA
AVICULTURA
06
INTRODUCCIÓN
La situación de la soja en Argentina para lo que va del año 2018 y con prácticamente la campaña definida, se presenta al me-nos complicada por la sucesión de efectos climáticos negativos. En un principio, éstos estuvieron representados por el período de sequía que afectó gran parte de las principa-les regiones del país donde se desarrolla el cultivo y posteriormente por una etapa pro-longada de intensas lluvias, en coincidencia con el inicio de las labores de cosecha.
Las condiciones adversas tuvieron un efec-to de doble impacto. A la disminución de los rindes por hectárea, se le sumó la pérdida de calidad de los granos, principalmente con abundante presencia de granos de menor tamaño y de tipo chuzos o achicharrados.
Luego, las abundantes lluvias en tiempo de cosecha fueron acompañadas por temperaturas inusualmente altas

SMn-P-AP-15.07-ES-LATAM
• Avalone
phileo-l re.com
May the force be with you!
Predictable performance
Safmannan® es una fracción de levadura premiun exclusiva, rica en principios activos naturales como
Safmannan® proporciona consistencia y calidad excepcional, para un rendimiento con able en todo momento. Sobre la base de la investigación y de la experimentación de campo ya publicados, Safmannan® ayuda a:
• Las defensas naturales de apoyo• Reducir la presión del patógeno• Promover la función intestinal• Limitar el impacto de estrés térmico
LESAFFRE Argentina (Saf Argentina S.A.)Pumacachua 6640 (1763) Virrey del Pino.Pcia. de Buenos Aires – Argentina.Tel.: 02202-499092 / (011)[email protected]

A posteriori, debemos sumarle el fenómeno llamado “efecto germinador”, generado por las intensas lluvias y altas temperaturas que hicieron que las previsiones de cosecha ca-yeran aún más, de 42 millones de toneladas a 37 millones en la actualidad, con el agra-vante de un deterioro notable en la calidad de los granos.
J. Calzada y G. Rossi, en una publicación de la Bolsa de Comercio de Rosario (BCR, Infor-mativo Semanal N° 1750. 18/03/16) analiza-ron el destino de la producción de soja de la campaña 2014/2015. Sobre una cosecha de 60 millones de toneladas., estimaron que el 84% se exportó como poroto, harina, aceite o biodiesel. Es decir que se utilizaron 50,6 millones de toneladas de poroto para llegar a los volúmenes de exportación de los men-cionados productos. Independientemente de las variaciones en más o en menos del mercado internacional de esos 4 productos; es claro que con 37 millones de toneladas va a ser imposible cumplir con las expectativas de exportación.
La situación descripta no hace más que in-dicar que va a ser un año con una demanda interna muy firme.
EL DILEMA DE LA CALIDAD
Es claro que los compradores que van a des-tinar la soja para la alimentación de sus ani-
CUADRO 1
Fuente: Dpto. de Estimaciones Agrícolas - Bolsa de Cereales
Efecto de la sequía en la producción 2017/17
males presionen sobre la calidad de los gra-nos, ya que estos tienen un impacto directo sobre los resultados productivos.
A su vez, la industria aceitera no puede hacer un impasse,esperando contar con granos de calidad, ya que debe seguir en forma conti-nua con los procesos de molienda y extrac-ción para cumplir con sus compromisos y mantenerse en actividad.
Este año, la reacción inmediata de la indus-tria aceitera frente a la escasa oferta fue im-portar soja.
Es clara la
preocupación
de los productores,
ya que temen
por los descuentos
que pueden sufrir
sobre sus granos,
al saber que va
a ser muy difícil
contar con soja
con un máximo
de 5% de daño
de acuerdo a la
legislación.
AVICULTURA
08
Luego, las abundantes lluvias en tiempo de cosecha fueron acompañadas por tempera-turas inusualmente altas para la época del año, con un promedio para el mes de Abril de 5°C por encima de la media histórica.
Esta combinación de fenómenos climáticos extraordinarios produjo el llamado “efecto germinador”, que ha generado como con-secuencia el deterioro de los granos, con un grado de daño variable, encontrándose principalmente granos podridos, amohosa-dos, brotados y manchados.
Los daños que se están evaluando en mo-nitoreos, lotes cosechados y muestras ana-lizadas en Santa Fe, Entre Ríos, Córdoba y Buenos Aires, son peores que aquellos ob-servados en la cosecha de abril de 2016. Las primeras estimaciones indican que se pue-den perder 700.000 Tn. más que las pre-vistas hasta el momento. (Informe Semanal Zona Núcleo Nro. SEG554).
El mercado internacional de la soja este año, además de acusar la incidencia de los fac-tores de restricciones político-comerciales, está leyendo la situación de Argentina des-de sus inicios, donde ve que el tercer país productor y exportador de poroto de soja del mundo y principal exportador de harina y aceite de soja, se encuentra con previsio-nes de cosecha cada vez menores y conse-cuentemente ha respondido tensionando los precios.
Como resultante y a manera de síntesis, se puede decir que la industria de producción animal intensiva de la Argentina, dependien-te de la soja como uno de los pilares de su alimentación, va a pagar precios más altos de lo habitual en el presente año agrícola por un producto de baja calidad.
ESTIMACIONES Y RESULTADO FINAL: RECALCULANDOPara dimensionar la magnitud de la crisis de la cadena del sector sojero, se debe analizar en primer lugar el fracaso del cultivo con sus respectivas pérdidas de rendimiento.Las estimaciones antes de la campaña, eran de una cosecha probable de 54 millones de toneladas de soja; que se fueron reduciendo a partir de la persistencia de las condicio-nes adversas que hacían estragos sobre los cultivos.
En el siguiente cuadro se puede observar cómo las predicciones para la soja y el maíz iban cayendo dramáticamente en virtud de la falta de precipitaciones.

Precisamente por este motivo es que se es-tán realizando las importaciones de soja de USA, que al 1 de mayo de 2018 totalizaban 490.000 Tn., la cifra más alta de la historia, con un precedente similar en 1997 en que se importaron 470.000 Tn. (Infobae campo, 1/5/18).
Por otro lado, es clara la preocupación de los productores, ya que temen por los descuen-tos que pueden sufrir sobre sus granos, al saber que va a ser muy difícil contar con soja con un máximo de 5% de daño de acuerdo a la legislación.
Al respecto, ya existe un pedido formal de la Sociedad Rural de Rosario al SENASA para que se amplíen los porcentajes en base a los criterios de tolerancia de la norma, según estándares de recepción por grano dañado (Agroclave, 19/5/18).
IMAGEN 1
Soja brotada en vaina.
Foto Agrovoz. Grupo Río Seco
Para granos negros y partidos establece lími-tes específicos de 1% y 30% respectivamente. Para granos verdes 10% y para amohosados, revolcados o con olores “comercialmente
En todo caso, lo que indica el sentido común y que ya ocurrió en el año 2016, es que todas las partes van a tener que ceder pretensio-nes, sin llegar a poner en riesgo la viabilidad económica de sus procesos productivos. Esto es, que los productores no pretendan cobrar un producto de inferior calidad como si no lo fuera y las aceiteras y la industria de producción animal relajar su tolerancia de re-cibo en función de la calidad.
EL TIPO DE DAÑO: NUDO DEL PROBLEMA
Cuando se habla de daño en soja, la norma considera una tolerancia de hasta 5% de gra-nos dañados que comprende: fermentados, ardidos, dañados por calor y podridos (Nor-ma XVII Resolución SAGPyA 151/2008). Para valores mayores a este porcentaje, se con-templa una rebaja de 1% por cada punto por-centual o fracción por encima de 5%.
AGROINDUSTRIACAENA

Este año, la reacción
inmediata de la
industria aceitera
frente a la escasa
oferta fue importar
soja.
objetables” no establece límites sino una re-baja sobre el precio de un 0,5 a 2%.
Si bien se sabe que generalmente la comer-cialización es un acuerdo flexible entre par-tes, con límites de tolerancia un poco des-dibujados, las normas siempre sirven para establecer una referencia.
Para el caso de los granos verdes, hasta un 15% se puede tomar como el límite superior. De lo contrario se recomienda caracterizar ese material a través de análisis químico.
En el caso de los granos manchados, en nuestro laboratorio Feed Lab, realizamos una serie de análisis comparativos en una situa-ción similar en el año 2016. Los resultados obtenidos en general nos indicaron que no existía compromiso con las estructuras in-ternas del grano, arrojando valores normales en su composición. De todos modos, ante la presencia abundante de granos manchados se recomienda estudiarlos interiormente de manera visual y realizar los análisis químicos correspondientes.
En la siguiente foto, en una muestra de prác-ticamente 100% de granos manchados, se puede apreciar en el interior de los granos partidos, una estructura homogénea y sin al-teraciones que comprometan la calidad.
Recientemente se ha publicado un video muy ilustrativo (La Red del Campo-Chacra, 16/5/18), que muestra la importancia de
diferenciar el tipo de daño:
http://www.revistachacra.com.ar/ nota/19526-un-video-explica-como-identi-ficar-los-granos-danados/
Regresando a la categoría de fermentados, ardidos, dañados por calor y podridos, es im-portante destacar que todos estas afeccio-nes perjudican severamente la composición química de los granos y por lo tanto su valor nutricional.
CÓMO ACTUAR EN LA EMERGENCIA
Para un nutricionista, la peor materia prima que existe es la que no conoce.
IMAGEN 2
Soja manchada
Foto Feed Lab. Biofarma
Los granos con una desviación importante de los parámetros de calidad habituales, se alejan considerablemente de la composición química publicada en las tablas de referencia para esa misma materia prima.
Es un error bastante común utilizar maíz o soja con parámetros de calidad alterados; sin modificar las fórmulas originales en las que se incluyeron, considerando condiciones normales de calidad.
Esta práctica sólo origina problemas de sa-lud o deterioro de los resultados productivos de los animales.
Por lo tanto, en caso de tener que usar gra-nos que presenten alteraciones notables; hay que hacer una corrección en las fórmulas de alimento en función de los resultados que nos arroje el análisis químico de los mismos.
Lo verdaderamente importante en esta situa-ción particular, es estar atentos a toda la soja que esté por ingresar y a no usarla como si fueran granos normales cuando vemos una desviación significativa de calidad.
Es muy importante también, considerar la posibilidad de contar con un silo exclusivo para la soja de calidad normal, con el fin de destinarla a las categorías de animales más exigentes y/o más sensibles, como son los reproductores y aquellos en sus primeras etapas de vida.
AVICULTURA
10

AVICULTURA
12
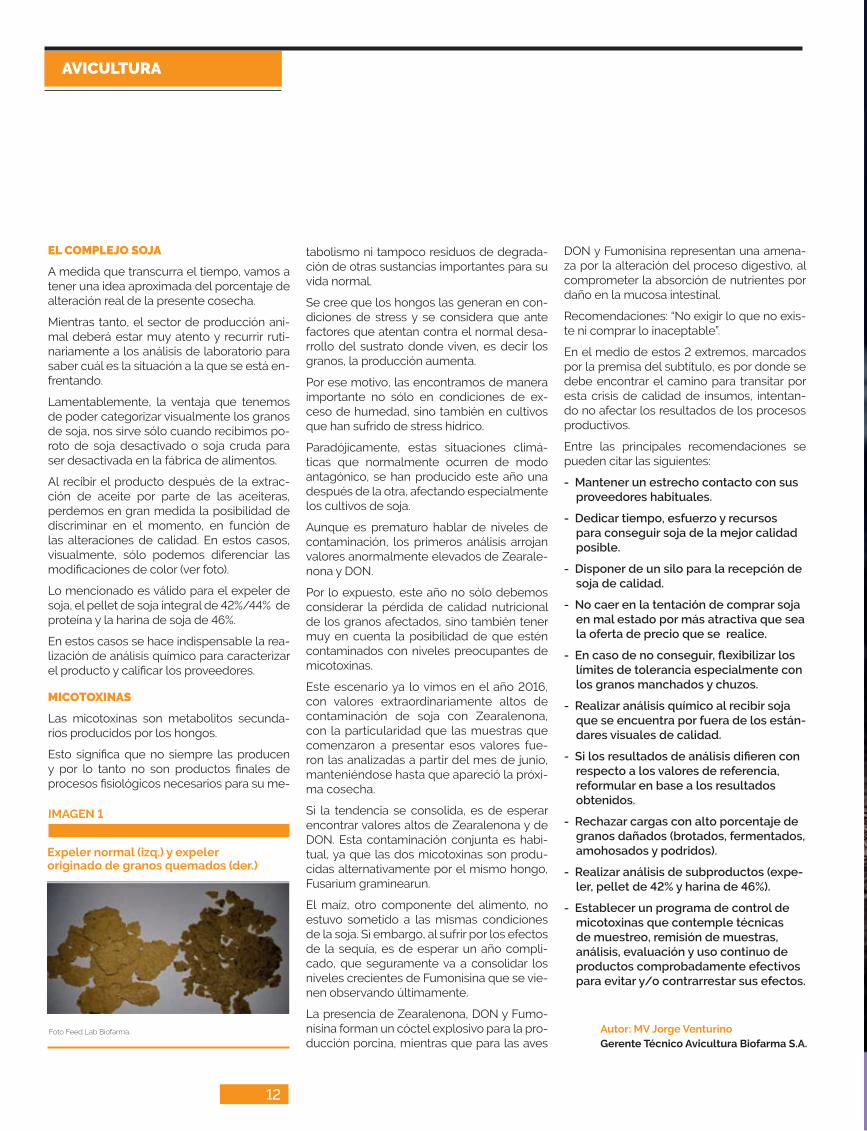
IMAGEN 1
Expeler normal (izq.) y expeler originado de granos quemados (der.)
Foto Feed Lab Biofarma.
EL COMPLEJO SOJA
A medida que transcurra el tiempo, vamos a tener una idea aproximada del porcentaje de alteración real de la presente cosecha.
Mientras tanto, el sector de producción ani-mal deberá estar muy atento y recurrir ruti-nariamente a los análisis de laboratorio para saber cuál es la situación a la que se está en-frentando.
Lamentablemente, la ventaja que tenemos de poder categorizar visualmente los granos de soja, nos sirve sólo cuando recibimos po-roto de soja desactivado o soja cruda para ser desactivada en la fábrica de alimentos.
Al recibir el producto después de la extrac-ción de aceite por parte de las aceiteras, perdemos en gran medida la posibilidad de discriminar en el momento, en función de las alteraciones de calidad. En estos casos, visualmente, sólo podemos diferenciar las modificaciones de color (ver foto).
Lo mencionado es válido para el expeler de soja, el pellet de soja integral de 42%/44% de proteína y la harina de soja de 46%.
En estos casos se hace indispensable la rea-lización de análisis químico para caracterizar el producto y calificar los proveedores.
MICOTOXINAS
Las micotoxinas son metabolitos secunda-rios producidos por los hongos.
Esto significa que no siempre las producen y por lo tanto no son productos finales de procesos fisiológicos necesarios para su me-
tabolismo ni tampoco residuos de degrada-ción de otras sustancias importantes para su vida normal.
Se cree que los hongos las generan en con-diciones de stress y se considera que ante factores que atentan contra el normal desa-rrollo del sustrato donde viven, es decir los granos, la producción aumenta.
Por ese motivo, las encontramos de manera importante no sólo en condiciones de ex-ceso de humedad, sino también en cultivos que han sufrido de stress hídrico.
Paradójicamente, estas situaciones climá-ticas que normalmente ocurren de modo antagónico, se han producido este año una después de la otra, afectando especialmente los cultivos de soja.
Aunque es prematuro hablar de niveles de contaminación, los primeros análisis arrojan valores anormalmente elevados de Zearale-nona y DON.
Por lo expuesto, este año no sólo debemos considerar la pérdida de calidad nutricional de los granos afectados, sino también tener muy en cuenta la posibilidad de que estén contaminados con niveles preocupantes de micotoxinas.
Este escenario ya lo vimos en el año 2016, con valores extraordinariamente altos de contaminación de soja con Zearalenona, con la particularidad que las muestras que comenzaron a presentar esos valores fue-ron las analizadas a partir del mes de junio, manteniéndose hasta que apareció la próxi-ma cosecha.
Si la tendencia se consolida, es de esperar encontrar valores altos de Zearalenona y de DON. Esta contaminación conjunta es habi-tual, ya que las dos micotoxinas son produ-cidas alternativamente por el mismo hongo, Fusarium graminearun.
El maíz, otro componente del alimento, no estuvo sometido a las mismas condiciones de la soja. Si embargo, al sufrir por los efectos de la sequía, es de esperar un año compli-cado, que seguramente va a consolidar los niveles crecientes de Fumonisina que se vie-nen observando últimamente.
La presencia de Zearalenona, DON y Fumo-nisina forman un cóctel explosivo para la pro-ducción porcina, mientras que para las aves
DON y Fumonisina representan una amena-za por la alteración del proceso digestivo, al comprometer la absorción de nutrientes por daño en la mucosa intestinal.
Recomendaciones: “No exigir lo que no exis-te ni comprar lo inaceptable”.
En el medio de estos 2 extremos, marcados por la premisa del subtítulo, es por donde se debe encontrar el camino para transitar por esta crisis de calidad de insumos, intentan-do no afectar los resultados de los procesos productivos.
Entre las principales recomendaciones se pueden citar las siguientes:
- Mantener un estrecho contacto con sus proveedores habituales.
- Dedicar tiempo, esfuerzo y recursos para conseguir soja de la mejor calidad posible.
- Disponer de un silo para la recepción de soja de calidad.
- No caer en la tentación de comprar soja en mal estado por más atractiva que sea la oferta de precio que se realice.
- En caso de no conseguir, flexibilizar los límites de tolerancia especialmente con los granos manchados y chuzos.
- Realizar análisis químico al recibir soja que se encuentra por fuera de los están-dares visuales de calidad.
- Si los resultados de análisis difieren con respecto a los valores de referencia, reformular en base a los resultados obtenidos.
- Rechazar cargas con alto porcentaje de granos dañados (brotados, fermentados, amohosados y podridos).
- Realizar análisis de subproductos (expe-ler, pellet de 42% y harina de 46%).
- Establecer un programa de control de micotoxinas que contemple técnicas de muestreo, remisión de muestras, análisis, evaluación y uso continuo de productos comprobadamente efectivos para evitar y/o contrarrestar sus efectos.
Autor: MV Jorge VenturinoGerente Técnico Avicultura Biofarma S.A.


AVICULTURA
ENFERMEDAD DE E. COLI: UN PROBLEMA ANTIGUO PERO UN DESAFÍO CONSTANTE PARA LA AVICULTURA INDUSTRIAL
14
La colibacilosis puede involucrar infeccio-nes localizadas o sistémicas y aquí está una lista de los principales impactos económi-cos que esta enfermedad acarrea:
• mala uniformidad y deterioro del crecimiento.
• alta mortalidad desde el inicio de la producción hasta el pico de producción.
• contaminación de huevos fértiles….
• Enfermedad respiratória crónica (CRD), Síndroma de cabeza hichada (SHS) y otros síndromes respiratorios….
• aumento de los costos de medicamentos.
• decomisos de canales en la planta de procesamiento...
Sin embargo, además de todo el impacto económico, la colibacilosis ha sido reciente-mente más involucrada con riesgos para la salud pública, pues la E. coli también es una posible causante de enfermedades trans-mitidas por el alimento.
Desafortunadamente no es raro encontrar las más diversas manifestaciones clínicas de la colibacilosis en las aves. Podemos decir que es una enfermedad muy común y aquí está una lista de las diversas formas que son muy conocidas por los veterinarios de la industria avícola.
- Onfalitis
- SHS (Síndrome da la Cabeza hinchada)
- CCRD (Enfermidad Respiratoria Crónica Complicada)
- Celulitis
- Peritonitis/Salpingitis
- Aerosaculitis
- Pericarditis/Perihepatitis
- Colisepticemia
- Artritis/Sinovitis/Osteomielitis
- Enteritis
- Coligranuloma
- Panolftalmia
La colibacilosis es una enfermedad muy antigua y es causante de problemas para la industria avícola. Es una enfermedad secular, pero todavía mal comprendida.

AGROINDUSTRIACAENA
¿Y el agente etiológico? ¿Qué es importante decir en relación a este microorganismo? Es un habitante del intestino de las aves, gram negativo, por lo que está dotado de lipopo-lisacáriso (LPS) en su pared. Escherichia coli es una bacteria que ha causado mortalidad de aves y pérdidas económicas en avicultu-ra por más de cien años. Sin embargo, no to-das las E. coli son iguales. Las E. coli peligro-sas son aquellas que tienen la capacidad de
causar las infecciones extraintestinales en las aves. Con las modernas técnicas de la-boratorio disponibles es posible diferenciar las Escherichias coli basadas en su estruc-tura genética y correlacionar esas diferen-cias con su virulencia en el campo. Es po-sible caracterizar el agente en avian fecal E. coli (AFEC ) o avian pathogenic E. coli (APEC) y eso nos ayuda a entender mejor los me-canismos que la Escherichia coli usa para causar la enfermedad Colibacilosis.Peritonitis
Por lo tanto, hoy diría que más importante que la caracterización de la Escherichia coli a través de los serotipos que envuelven los antígenos somáticos, flagelares y de cápsu-la, es la caracterización a través de los facto-res de virulencia para saber si la cepa es una APEC o AFEC.
La investigadora estadounidense Lisa Nolan y otros investigadores de la Universidad de Iowa desarrollaron paneles utilizando técni-cas de reacción en cadena de la polimera-sa (PCR) para identificar la presencia de los diferentes genes asociados a la patogenici-dad de Ecoli en aislados de campo.
Uno de esos paneles de patogenicidad identifica la presencia de nueve genes de vi-rulencia, los cuales han sido encontrados en mayor frecuencia entre las E. coli patógenas (APEC). Si se identifican más de tres genes de virulencia, se considera que el aislado es una APEC. Un detalle importante en este E.coli
Autor: EDUARDO MUNIZ Méd.-Vet., Me., Dr., Gerente de Servicios Técnicos Avicultura, Zoetis, Brasil.
AVICULTURA
16
tipo de estudio es el material a ser recolec-tado. Para tener seguridad es importante ha-cer la recolección de órganos parenquima-tosos como hígado, bazo y la médula ósea. Hoy ya existen laboratorios prestando este tipo de servicio a los veterinarios de campo. Donde por biología molecular se investiga la presencia de los factores de virulencia para clasificar la E. coli en APEC o AFEC.
Una explicación de por qué encontrar una alta tasa de APEC en los aislados de campo está en el hecho de que la E. coli es capaz de cambiar estos factores de virulencia en el campo. Esto es lo que garantiza la supervi-vencia y el mantenimiento de estos aislados y también dificulta el control de la enferme-dad. Existen incluso trabajos científicos que muestran la transferencia de factores de vi-rulencia entre diferentes géneros de bacte-rias. Y cuando lo ponemos en la perspectiva de tiempo percibimos que existe una ten-dencia al aumento de la incidencia de los factores de virulencia de la Escherichia coli. Esto es seguramente resultado de la conju-gación y el cambio de factores de virulencia entre las bacterias.
Este es un tema muy crítico, pues por un lado el aumento de la resistencia a los an-timicrobianos dificulta el control de esa en-fermedad y por otro existe una implicación en salud pública. El tema de la E. coli super resistente de la industria animal ha sido sis-temáticamente asociada a la cuestión de la salud pública. Este tema es muy polémico y controvertido, pero es un hecho que cada vez más hemos visto trabajos relacionando los aislados de E. coli patógenas de aves con enfermedad en humanos.
¿Y las estrategias de control? El manejo de la colibacilosis involucra:
- el control de los factores predisponen-tes como las infecciones inmunosupre-soras como Gumboro y Anemia Infec-ciosa,
- control de los factores ambientales como calidad del aire, ventilación y presencia de amoníaco dentro de los galpones y
- especialmente el uso sistemático de medicamentos vía alimento o vía agua de bebida.
Así la investigación por alternativas efica-ces para el control es una necesidad de la industria avícola moderna debido al aumen-to de la resistencia a los antimicrobianos y también por las exigencias de los mercados relacionados a los residuos de antimicrobia-nos en el producto avícola. La industria aví-cola ha buscado alternativas para producir sin el uso de antibióticos o con un uso racio-nal de los antimicrobianos.
¿Y qué se puede implementar para una es-trategia de control? La base del control pasa necesariamente por cuestiones básicas que normalmente denominamos bioseguridad. Sólo para citar un ejemplo el manejo del huevos es un factor fundamental entre otras prácticas de la rutina de las granjas.
Para la E. coli patogénica la antibioticotera-pia es una herramienta, pero cada vez más restringida como discutimos. Sin embargo, el uso de la medicación es una de las alter-nativas, pero debe usarse sobre la base de las buenas prácticas y el uso racional de los antimicrobianos. Y más recientemente la va-cunación surgió como una herramienta au-xiliar para el control de la colibacilosis.
Existe la posibilidad de utilizar vacunas muertas en aves de larga vida. Estas vacu-nas son eficaces, pero tienen la limitación de actuar específicamente contra el serovar homólogo. Por otro lado la herramienta más moderna para el control de la colibacilosis es la vacuna viva genéticamente modifica-da. Actualmente existen tecnologías de pro-ducción de vacunas vivas genéticamente modificada a través de la deleción génica. Esta deleción hace que la vacuna tiene un comportamiento de infección por tiempo limitado. Durante el tiempo que la vacuna permanece viable en el ave existe la forma-ción de inmunidad de base celular para pro-ducir resistencia contra el desafío de campo.
Otra ventaja de las vacunas genéticamente modificadas es el hecho de que son fácil-mente rastreables y diferenciadas de las cepas de campo. Esto se hace con primers específicos para la región de deleción. Aquí está el primer utilizado para identificar la cepa vacunal.
Otro trabajo interesante es un estudio re-cién presentado en el Congreso de Huevos de Brasil donde hicimos la evaluación de la
microbiota de aves vacunadas con la vacu-na viva genéticamente modificada contra la E. coli. En ese estudio la diversidad de la microbiota fue comparada entre aves vacu-nadas y no vacunadas a los 3 y 14 días. Se percibió en la primera edad próximo a la va-cunación tuvimos la detección de una canti-dad de E. coli superior en el grupo vacunado lo que indica la presencia de la cepa vacunal que permanece en el ave por aproximada-mente 7 días.
Lo que llamó la atención fue el hecho de que en el grupo vacunado también obser-vamos una cantidad superior de lactoba-cilos indicando una interacción positiva de la vacuna con la flora benéfica. Ya a los 14 días de edad la situación se invirtió en rela-ción a la E. coli donde en el grupo vacunado encontramos una cantidad menor de ese microorganismo que en el grupo no vacu-nado. Esto es el efecto de la vacunación. Y continuó una tendencia de favorecimiento de la flora benéfica con más lactobacilos en el grupo de aves vacunadas.
De esta forma, el control de la colibacilo-sis sigue siendo un desafío para la indus-tria avícola y además de las herramientas tradicionales que envuelven el manejo y la bioseguridad existe la necesidad de buscar nuevas alternativas traen beneficios econó-micos al productor de aves.
En este sentido, las medidas preventivas, como la vacunación en lugar del tratamien-to, nos ayudan a controlar la colibacilosis, mientras que, potencialmente disminuye la presión de selección sobre E. coli, evitan-do que se vuelva más patógena. De esta forma, la vacunación contra E. coli es una forma innovadora de controlar uno de los más importantes patógenos de la avicultu-ra, además de ayudar a la industria avícola a mejorar la productividad alineada con los requerimientos actuales de reducción en el uso de los antimicrobianos.


AVICULTURA
18
Aunque muchas veces se crea que el mayor problema de las micotoxicosis se encuen-tra relacionado con el daño que producen en diversos órganos y sistemas de las aves, la reducción del rendimiento productivo y de la respuesta inmune de las mismas ante dosis bajas es mucho mas importante en términos económicos. Las manifestaciones agudas ocurren cuando los individuos con-sumen dosis moderadas a altas de micoto-xinas, siendo las lesiones mas frecuentes: hepatitis, hemorragias, nefritis, necrosis de las mucosas digestivas (dependiendo de cada micotoxina). La micotoxicosis crónica es la que se observa mas frecuentemente y ocurre cuando existe un consumo de dosis moderadas a bajas. En estos casos, los ani-
males presentan un cuadro que se caracte-riza por la baja de postura, alta conversión alimenticia, reducción de la respuesta in-mune y de la ganancia de peso. Este cua-dro solamente se detecta mediante un pro-grama de análisis de micotoxinas presentes en el alimento, para evitar confundirse con deficiencias de manejo, otras enfermeda-des o con deficiencias nutricionales (Mall-mann y cols., 2007).
Un programa de control de micotoxinas tie-ne como objetivo minimizar los efectos ne-gativos que las mismas tienen sobre la pro-ducción y la salud de los animales. Dentro de los ítems a considerar para establecer un programa se encuentran: Control de ca-lidad de las materias primas, utilización de
inhibidores de hongos, limpieza y desinfec-ción de silos, utilización de secuestrantes y utilización de antioxidantes celulares.
CONTROL DE CALIDAD DE MATERIAS PRIMAS
A- Análisis de Recepción: Es recomen-dable analizar todas las materias primas susceptibles, tanto para observar lesiones de integridad como para utilizar métodos específicos de diagnóstico. Entre estos úl-timos el método Elisa es de fácil utilización y bajo costo, sirviendo como un primer filtro en la toma de decisiones de los pasos a se-guir con este material, aunque siempre se pueden utilizar métodos más precisos para la confirmación.
Las micotoxicosis implican enormes pérdidas de orden económico y sanitario, principalmente por sus propiedades anabolizantes, estrogénicas, carcinogénicas, mutagénicas y teratogénicas (Hayes & Campbell, 1986).
PROGRAMAS DE CONTROL DE MICOTOXICOSIS PARA LA MEJORA PRODUCTIVA DE LAS AVES

AGROINDUSTRIACAENA
B - Segregación de cereales según nivel de contaminación: Dentro de los cerea-les considerados aceptables por estar por debajo de cierto nivel para cada una de las micotoxinas se debe decidir el destino del cereal, haciendo una división entre silos con cereales de alto y bajo contenido de toxinas, lo cual permite programar con el personal de la fábrica de alimentos el des-tino de los cereales de acuerdo a la edad de los animales.
C - Control de Humedad: No debe ser mayor al 14% cuando se ingresa ni mayor al 12 % para el almacenamiento. El secado uniforme para este destino es fundamental.
D - Control de temperatura: La actividad biológica se anula o minimiza por debajo de los 20oC, lo cual quiere decir que hon-gos, bacterias, insectos y otros patógenos por debajo de esta temperatura no alcan-
zan actividad metabólica, por lo tanto no hay modificación sustancial de la materia prima. El manejo de la aireación es funda-mental para mantener el grano frío y evitar trastornos. Los sistemas de termometría en la planta de silos son una gran herramienta para hacer más eficiente el uso de aireación y así evitar picos de calentamiento que de-terioran la calidad de los granos.
UTILIZACIÓN DE INHIDORES DE HONGOS
Son aditivos beneficiosos para la reducción de micotoxinas en alimento debido a que son efectivos reduciendo el crecimiento de hongos al entrar en contacto con los gra-nos. Los mas utilizados son a base de dife-rentes ácidos orgánicos y de sales que los contienen. Entre ellos se destacan el ácido propiónico, el propionato de calcio, el ácido fórmico, el formiato de amonio y el propio-
nato de amonio. Estos antifúngicos no eli-minan ni disminuyen las toxinas ya forma-das en los granos a campo.
UTILIZACIÓN DE SECUESTRANTES – ADITIVOS ANTI-MICOTOXINAS (AAM)
Un método ampliamente utilizado para el control de las micotoxicosis es el uso de ma-teriales nutricionalmente inertes en la dieta animal, con el propósito de disminuir la ab-sorción de las micotoxinas en el tracto gas-trointestinal de las aves. Estas substancias eran llamadas secuestrantes o adsorbentes de micotoxinas y actualmente son genérica-mente denominadas Aditivos Anti-Micotoxi-nas (AAM). A pesar de que existen en el mer-cado un número significativo de productos, Mallmann y cols. (2006) comprobaron que apenas el 50% de los productos AAM ade-cuadamente examinados en el LAMIC (Univ.
Ruta 32 e Intendente Rivero - Parque Industrial (3133) María Grande - Entre Ríos - Argentina
Tel. (0343) 4862707 - Fax. (0343) 4940839
E-mail: [email protected] www.bartolihnos.com.ar
Sistemas de Dosificación, Molienda y Mezclado
Extrusión
Secado
Adición de grasas y saborizantes
Enfriado
Extrusores monotornillo para extrusión húmeda desde 50 hasta 300 HP
Extrusores de doble tornillo corrotantes desde 30 hasta 100 HP

AVICULTURA
20
Federal Santa María), presentaron potencial satisfactorio para su utilización con esta fi-nalidad para contrarrestar el efecto de las aflatoxinas, siendo siempre mas bajos los valores de adsorción para cualquier otra micotoxina. Dentro de los secuestrantes existen diferentes alternativas que varían en especificidad para cada toxina y en do-sificación. Entre ellos tenemos a las ben-tonitas o esmectitas, siendo las de sodio y calcio las mas utilizadas, las cuales tienen especificidad limitada, bajo costo y alta do-sis de utilización, que ocupan mucho lugar dentro de las fórmulas y obligan a concen-trar mas las dietas, siendo su capacidad de adsorción para aflatoxinas del 90-95 % en la mayoría de los casos. Las bentonitas ge-neralmente se utilizan a una dosis entre 2 y 3 Kg por tonelada y a pesar de tener una elevada efectividad para aflatoxinas es baja para el resto de las micotoxinas. Sin embar-go, el tratamiento de estas arcillas con un proceso patentado de temperatura y pre-sión (Por ejemplo: Calibrin-Z, Amlan Int.), ha permitido disminuir su dosis (0,5-2 kg/TM) y extender el espectro a otras micotoxinas, entre ellas DON y Fumonisinas (Chi y col., 2012; , Bier y col., 2011). Existen otros pro-ductos a base de derivados de pared de levaduras, que son Glucomananos esterifi-cados, los cuales son incorporados a baja dosis y además de tener efectos de adsor-ción sobre aflatoxinas, aunque en menor medida, también lo hacen para otras mi-cotoxinas (tricotecenos) en grado mayor a las bentonitas, siendo su uso complemen-tario para casos de contaminaciones múlti-ples de micotoxinas en alimento para aves o granos (Jaramilllo y col., 2008). Esto ha
dado lugar a la elaboración de productos como el Mycostop Plus de Cladan S.A en el cual se combinan bentonitas y fracciones de levaduras para este tipo de contamina-ciones, cuya eficacia ha sido demostrada tanto a nivel experimental como a campo (Melo y col., 2008; Acebal y col., 2016).
Por último se encuentran en el mercado una serie de productos con enzimas que degradan micotoxinas específicas. Definida como la degradación enzimática de mico-toxinas para transformarlas en metabolitos no-tóxicos, la bio-transformación, se realiza utilizando bacterias o levaduras que produ-cen enzimas para la degradación específica de tricotecenos, ocratoxinas y zearalenona (Schatmayr, 2004). La acción específica de las enzimas también ha dado lugar a la ela-boración de productos que las combinen con otro tipo de secuestrante, ya sea solo con bentonitas o con estas últimas y la adi-ción de fracciones de levaduras como por ejemplo Liptomic Plus, de Liptosa. Esta últi-ma combinación ha permitido la adsorción de la mayoría de las micotoxinas informa-das a campo a niveles entre el 89 y el 99 % (Procopio y col., 2012).
DESINFECCIÓN DE SILOS
A nivel de molino y granja, lo recomenda-do es hacer un plan de control de puntos críticos. Una correcta limpieza y desinfec-ción de los silos de depósito de alimento, sistemas de distribución y comederos con cierta frecuencia suele tener un impacto productivo y económico importante. En lo posible no es conveniente almacenar
alimento por más de una semana, sobre todo en los alimentos de las categorías más sensibles. Evitar en los silos infiltraciones de humedad y condensación de agua, para lo cual es recomendado que los silos tengan respiraderos en la parte superior del mismo.
UTILIZACIÓN DE ANTIOXIDANTES
En mayor o menor grado las funciones he-páticas son afectadas por la presencia de sustancias tóxicas debido a que es el híga-do el órgano encargado de transformarlas o inactivarlas, para luego eliminarlas al in-testino por la bilis. Como sustancias tóxi-cas, las micotoxinas, producen un desba-lance metabólico, el cual resultará en una digestión muy pobre, una baja producción de huevo, recuperaciones tardías a enfer-medades y esto obviamente con repercu-siones económicas. Diferentes sustancias naturales presentes en vegetales (Alcau-cil, Carqueja, Manzanilla, Boldo, Burrito, Cardo Mariano) se han informado como mejoradores del metabolismo interme-dio hepático. Las saponinas actúan como antioxidantes y algunos carotenoides pre-vienen la injuria del hepatocito provocada por micotoxinas. El extracto de alcaucil o alcachofa (Cynara scolymus L) posee prin-cipios activos naturales, que tienen, entre otros, efectos antioxidantes, coleréticos y colagogos. Bonomi (1989) estudió por pri-mera vez los efectos de la adición de hojas de alcaucil en dietas de distintas especies, logrando efectos productivos positivos con el agregado de hojas de alcaucil a la dieta. La acción antioxidante específica del ex-tracto de alcaucil permite que los animales afronten situaciones de stress nutricional tales como micotoxinas, grasas rancias o metales pesados con una disminución de la inmunosupresión y sin detrimento del beneficio productivo, lo cual ha sido am-pliamente demostrado en medicina vete-rinaria por Stoev y colaboradores (2002; 2004), entre otras publicaciones científicas internacionales, trabajando sobre aves in-toxicadas con combinaciones de micoto-xinas. La estimulación de la producción de bilis por sustancias contenidas en el alcau-cil colabora en la excreción de las toxinas y mejora la digestión de grasas, lo cual fre-cuentemente se ve afectado por la acción

Julieta Acebal1,4, Agustín De Cristófaro1,4 y Julián E. Melo2,3,4
1 Fac. Cs. Veterinarias, Univ. Buenos Aires, Argentina (UBA); 2 Dpto. Tecnología, Univ. Nac. de Luján, Argentina (UNLu); 3 Fac. Ing. y Cs. Agrarias, Univ. Católica Arg. (UCA);4 CLADAN S.A., Argentina
de micotoxinas, con un efecto positivo du-rante las primeras semanas de vida, como lo han demostrado Azcona y colaboradores en un trabajo experimental realizado en la EEA-Pergamino del INTA (2011).
En nuestro país la utilización de antioxidan-tes a base de extracto de alcachofa durante episodios de micotoxicosis a campo es fre-cuente y consistente con lo informado en la literatura científica (Acebal y col., 2016). La inclusión de sustancias antioxidantes en la dieta sería recomendable durante los pe-ríodos de mayor susceptibilidad de las aves (primeras tres semanas de vida y períodos de stress), durante los períodos en que no se pueda asegurar la calidad del alimento que se ofrecerá a los animales o cuando no cumpliese con los estándares mínimos del programa de control. Hay productos que
ofrecen una formulación en polvo y otra lí-quida, recomendándose esta última cuan-do es necesaria una acción mas rápida y ya se encuentra disminuido el consumo de alimento de los animales (Betaplus y Beta-plus-L, Cladan SA). Esto debería ser acom-pañado de una revisión de los niveles de cloruro de colina o de su suplementación, al igual que debería hacerse con las vitami-nas del grupo B, ya que el grado de lesión hepática se reduce con niveles adecuados de los mismos (Best y cols., 1949; Ghoshal y cols., 1982; Voigt y cols., 1980).
CONCLUSIONES
Por todo lo señalado, sería conveniente que cada empresa avícola pudiera evaluar la necesidad de implementar una serie de
medidas en el manejo de las materias pri-mas, la elaboración de alimento y en su conservación, además de evaluar la uti-lización de una combinación estratégica de sustancias para el control y prevención de micotoxinas ASÍ COMO para reducir su efecto a nivel celular, basándose en un pro-grama Integral, a fin de reducir su efecto sobre el desempeño de las aves.

MATERIAS PRIMAS PARA ELABORACIÓN DE ALIMENTOS
22
Los principales ingredientes que componen las dietas para cerdos en Argentina son el maíz como fuente energética mayoritaria, los subproductos de la extracción de aceite de soja (harina, expeller y pellets) como fuente proteica y aceites vegetales (aceite de soja) como concentrados energéticos en dietas que así lo requieran.
MATERIAS PRIMAS ENERGÉTICAS
El maíz es el grano más accesible en nues-tro país, aunque por diferentes circunstan-cias de precio, región geográfica y dispo-nibilidad, se utilizan también sorgo, trigo, avena y cebada en diversas formulaciones. Estos cereales son ingredientes de impor-tancia, ya que ocupan un porcentaje de in-clusión elevado dentro de las dietas para cerdos; la característica principal es su alto valor energético, aportado principalmente por el almidón y la grasa, presentando dife-rencias respecto a su composición entre los diferentes cultivos. Algunos de ellos presen-tan limitaciones en su uso debido a la falta o baja presencia de enzimas digestivas en los animales que dificultan la ruptura de enla-ces químicos para que se liberen nutrientes, siendo aconsejable la utilización de enzimas
PORCINOS
exógenas (β-glucanasas, xilanasas, protea-sas, fitasas) para un mejor aprovechamiento de los mismos.
El maíz se caracteriza por su alto valor ener-gético, buena palatabilidad y baja presencia de factores antinutricionales; el nivel de in-clusión dentro de las dietas (50 a 70 %) in-fluencia de forma significativa la calidad de la misma, aportando el 63 % de la energía metabolizable y 25 % de la proteína en die-tas de engorde.
Rostagno, señala que los granos dañados tienen peor valor nutricional en comparación con el grano normal debido a los cambios en su composición química, con reducción de biodisponibilidad de algunos nutrientes, presencia de factores antinutricionales y la proliferación de hongos con o sin produc-
ción de micotoxinas. Por ello, analizar el tipo de grano que utilizamos en nuestras formu-laciones es importante, ya que granos que-brados poseen 90 Kcal de Energía Metabo-lizable/Kg menos que los granos enteros (Dale, 1994), También es importante evaluar las condiciones de almacenamiento (tem-peratura, humedad, acciones de hongos, insectos) ya que si estas son inadecuadas, pueden disminuir de 5 a 25 % la Energía me-tabolizable del maíz (Krabbe, 1995).
Las grasas de origen animal y derivadas de oleaginosas son muy utilizadas en nutrición animal. La soja y el girasol son los cultivos de oleaginosas más importantes en nuestro país, siendo la primera la de mayor creci-miento y volumen, colocando a Argentina dentro de los principales exportadores a nivel mundial. La industria acompañó este
AGROINDUSTRIACAENA

24
crecimiento por lo cual el aceite de soja es un insumo disponible en las zonas produc-toras de cerdos.
El aceite se obtiene a partir del prensado y o extracción por solvente (Hexano) del poroto de soja. El aceite obtenido contiene 99,6 % de grasa y una cantidad importante de ácido linoleico (52,57 %) (Rosatgno, 2011).
La inclusión en las dietas tanto de engordes como de reproductoras, permite alcanzar niveles energéticos deseables en situacio-nes particulares, como ser, animales con bajo consumo debido a condiciones am-bientales, cuando se quiere reducir la con-versión alimenticia, hembras lactantes de alta producción láctea y bajo consumo, etc.
Es importante controlar la calidad del aceite a utilizar, ya que cualquier alteración influye y perjudica el desempeño de los animales. Controlar la acidez (índice de acidez) deter-mina el contenido de ácidos grasos libres, siendo una medida del deterioro del aceite; y el índice de peróxidos, que mide la ran-cidez oxidativa del aceite, la cual implica transformaciones químicas que cambian las características organolépticas.
MATERIAS PRIMAS PROTEICAS
Las fuentes proteicas de elección en Argen-tina son los subproductos sólidos derivados de la extracción industrial del aceite al po-roto de soja, por medio de procesos mecá-
nicos, térmicos y solventes químicos, de los cuales se obtienen expellers, harinas de ex-tracción y pellets.
Los procesos por los cuales se extrae el aceite de soja son por presión (prensa y/o Extrusado) donde el subproducto sólido resultante es el expeller de soja, y la ex-tracción en base a aplicación de solventes (Hexano) donde se obtienen la harina de soja como subproducto sólido. Los pellets son comprimidos en forma de cilindro que pueden provenir de cualquiera de las ante-riores, también de combinación de proce-sos (Presión-Solvente).
Estos subproductos obtenidos son una alta fuente proteica, aportando aminoácidos esenciales necesarios para las dietas de los cerdos. Su calidad es variable dependiendo de los procesos de elaboración y de la cali-dad del poroto de soja (materia prima).
Los niveles de inclusión en las dietas para cerdos en engorde varían entre 20 % a 37 %, aportando entre un 40% a 70% de la proteí-na bruta y 20% a 28% de la energía metabo-lizable de la dieta.
Los derivados de soja son ingredientes al-tamente palatables, sin embargo si no son procesados correctamente presentan in-convenientes debido a su contenido de oli-gosacáridos que no son digeridos, factores antitripsicos y factores alergénicos (glicina y β-conglicina), presentes en el poroto de soja.
La soja contiene una alta concentración de carbohidratos que consisten en polisacári-dos no amiláceos (PNAs) y azúcares libres (oligosacáridos), siendo estos uno de los principales factores responsables del efec-to antinutricional de la soja (M. Choct et al 2010).
Los cerdos no tienen enzimas endógenas capaces de digerir ciertos oligosacáridos, la fermentación de estos pueden causar flatu-lencias y diarreas. (Zhang et al 2003)
La industria ha desarrollado procesos térmi-cos y biotecnológicos capaces de disminuir o eliminar estos factores antinutricionales logrando subproductos de buena calidad con un alto aporte de aminoácidos.
Es conveniente estipular un muestreo ruti-nario para control en laboratorio de la cali-dad de estas harinas de soja, para asegurar que no se haya perjudicado el perfil de ami-noácidos, permitiendo lograr los desempe-ños esperados en la granja.
Autor: M.V. MARCELO POOLIDpto. Técnico Bioter S.A.
BIBLIOGRAFÍA
K. E. BACH KNUDSEN AND INGE HANSEN. Gastrointestinal implications in pigs of wheat and oat fractions. British Journal q/ Nutrition (I 991), 65, 21 7-232.
LIMA DE M. GUSTAVO J.M., Souza de, Osny Waltrick. IMPORTÂNCIA DA QUALIDADE DE GRÃOS NA PRODUÇÃO DE SUÍNOS. Embrapa Suínos e Aves. [email protected].
M. CHOCT, et al. Soy Oligosaccharides and Soluble Non-starch Polysaccharides: A Review of Digestion, Nutritive and Anti-nutritive Effects in Pigs and Poultry. Asian-Aust. J. Anim. Sci. Vol. 23, No. 10 : 1386 - 1398 October 2010.
JOSÉ MARÍA MENDEZ Y COL. Procesamiento del grano de soja en la provincia de Santa Fe mediante extrusado y prensado. INTA EEA OLIVEROS 2010.
DÉBORA CRISTINE DE OLIVEIRA CARVALHO Y COL. Composição Química e Energética de Amostras de Milho Submetidas a Diferentes Temperaturas de Secagem e Períodos de Armazenamento. R. Bras. Zootec., v.33, n.2, p.358-364, 2004.
ROSTAGNO HORACIO, Y COL. Tablas Brasileñas para aves y cerdos. 3era edición. Vicosa, MG, Brasil- Marzo 2011.
PORCINOS


INTRODUCCIÓN
Los subproductos de la industria de acei-te son de gran valor nutritivo para bovinos. Se entiende por subproductos oleagino-sos, a los residuos sólidos resultantes de la extracción industrial del aceite de granos oleaginosos, obtenidos por presión y/o sol-vente. De acuerdo a esto, cuando se hace referencia a “expeller” se trata del material de extracción por prensado, “harina” es el material obtenido por solvente y “pellets” se denomina a la forma física (comprimidos) de presentación de estos subproductos.
En el proceso de extrusión y prensado, la soja está sólo unos pocos segundos en su interior de la máquina extrusora, pasando en ese lapso de la temperatura ambiente hasta 120/140 °C (Lusas y Rhee, 1995). Esto explica la diferencia en la calidad del expe-ller comparado con la de la harina obtenida del proceso de extracción por solvente. Este tratamiento sin contacto con vapor directo y sin calentamiento durante un tiempo pro-longado es lo que permite obtener un pro-ducto con un alto grado de digestibilidad (Grieshop y col., 2003).
En los procesos de extracción por solvente, el producto sufre un calentamiento durante el desolventizado de la harina mediante la
26
USO DE HARINA O EXPELLER DE SOJA EN PARÁMETROS PRODUCTIVOS EN NOVILLOS ENGORDADOS A CORRAL
BOVINOS

aplicación de calor utilizando vapor directo e indirecto hasta alcan-zar temperaturas, superiores a los 100 °C, durante tiempos prolon-gados (Lusas y Rhee, 1995). En el caso de la soja, el proceso de extracción por solvente, tiene una duración de aproximadamente 30 minutos, consiguiendo que la harina de soja embebida en sol-vente, que ingresa a 50 °C, salga con apenas trazas de solvente (menos de 400 ppm) a temperaturas de 105/110 °C. Este trata-miento genera afectaciones sobre la calidad de la proteína de la soja (Lusas y Rhee, 1995).
Los nutricionistas del rubro alimentación animal entendieron que el porcentaje de aceite residual que queda en el expeller obtenido por el método de extrusión y prensado evita tener que agregarle aceite a la harina para incrementarle el valor de energía y por otra parte, comprobaron que la calidad y la digestibilidad del producto procesado mediante el proceso de extrusión y prensado, es su-perior al que se obtiene cuando la harina es obtenida a través del proceso de extracción por solvente (NRC, 2000).
Calidad de la proteína – Digestibilidad
Si bien la exposición a la temperatura que se produce en la extru-sora es por un período de tiempo muy corto, termina siendo sufi-ciente para lograr la desactivación de las enzimas que son deno-
minadas como factores anti-nutricionales. Esto es demostrado por los valores analíticos, los cuales muestran resultados de solubili-dad en solución de hidróxido de potasio que superan con creces el 80%, valor que puede considerarse comparable y hasta superior a los que se logran con el proceso convencional KOH (Karr-Lilienthal y col, 2004).
En el proceso de extrusión al elevarse la temperatura (alrededor de los 140 °C durante un período de tiempo corto) por efecto de
AGROINDUSTRIACAENA
45
El objetivo de este trabajo es evaluar la
performance de novillos engordados
a corral cuando son alimentados con
dietas isoenergéticas, la fuente proteica
proviene de subproductos de soja.
Forma estable de máxima biodisponibilidad
Beneficios:
• Optimo desempeño previniendo el hígado graso.
• Activa los receptores PPARs regulando el metabolismo
de los hidratos de carbono, lípidos y proteínas.
• Reduce la grasa abdominal.
• En aves, cerdos, mascotas y rumiantes reemplaza al 100% de la colina sintética, Cloruro de Colina.
• No degrada vitaminas, pigmentos ni otros componentes de las premezclas. Polvo estable no corrosivo.

Dietas por animal y por día en base a harina o expeller de soja.
TABLA 1
28
un aumento de la presión que ejerce el tornillo del extrusor sobre la soja a un determinado contenido de humedad (9% al inicio del proceso), se produce la modificación de la proteína (gelatinización) favoreciendo su digestibilidad (Dakowski y col., 1996).
En términos generales, los procesos de extrusión y prensado bien controlados (temperaturas elevadas por un período corto de tiempo), son los que pueden generar los materiales de mejor calidad (más digestibilidad), con menor daño de la proteína y mayor contenido de aminoácidos esenciales, fundamentalmente lisina (Gallardo, 2005).
Estas diferencias de mayor calidad y digestibilidad han sido com-probadas en especies no rumiantes (Chang y col 1987; Labier y col, 1993), aunque no se encuentran tantos trabajos en rumiantes, en los cuales no se cree que sea tan importante esta diferencia en el tratamiento de la proteína.
Por otro lado, la extracción sin solvente, generalmente provoca un producto con un mayor contenido lipídico que algunos autores se-ñalan como perjudicial para el rumiante, ya que si se supera el 7% de lípidos totales, se puede ver perjudicado el proceso de digestión ruminal llevado a cabo por las bacterias (Relling y Mattioli, 2013). Aunque, actualmente el contenido lipídico se está intentando equi-parar en ambos subproductos.
El objetivo de este trabajo es evaluar la performance de novillos engordados a corral cuando son alimentados con dietas isoenergé-ticas pero la fuente proteica proviene de subproductos de soja con distinto grado de extracción. Debido a que no se cuenta con una for-ma de separar los comederos y medir consumo en forma individual, el estudio será observacional.
METODOLOGÍA
Para esto se utilizaron dietas isoproteicas e isoenergéticas donde la diferencia de la dietas es el uso como fuente proteica el uso de subproductos de soja provenientes de la extracción por solvente o por prensión. Este trabajo fue observacional, para lo cual se engor-daron novillos cruza para exportación, con un peso promedio inicial de 440 kg., hasta peso de faena promedio de 500. Se observó con-sumo, ganancia diaria de peso, e índice de conversión y se evaluó el costo de la dieta.
En base a la literatura citada en otras especies, los resultados espe-rados para este experimento son una mejor performance en cuanto a engorde (ganancia diaria de peso, índice de conversión) del deri-vado en frio de la soja, debido a una mejor calidad de proteína, y un costo similar, debido a que el mayor aporte de energía del expeller se ve contrarrestado por el mayor precio de este producto.
Este trabajo se realizó sobre el encierre de un campo particular de 258 novillos cruza índica en terminación para exportación de 440 kg promedio al ingreso del encierre. Se realizó el pesaje inicial y se for-maron dos grupos de 15 animales. Uno de ellos fue alimentado con maíz, pellet de soja de expeller (extracción en frío) y núcleo vitamíni-co mineral; mientras que el otro recibió maíz, pellet de harina de soja (extracción con solvente) y núcleo vitamínico mineral (Tabla 1). Los animales se encontraban comiendo verdeo suplementado con gra-
no previo al ingreso al encierre, por lo que la adaptación fue corta. Las dietas fueron diseñadas para cumplir con los requerimientos energéticos y proteicos según el NRC (2000; Tabla 2)
El control se realizó durante dos meses, momento en que los no-villos empezaron a ser destinados a la venta. Durante este tiempo se realizaron cuatro pesadas en una balanza fija: una al inicio, dos intermedias y una final, para la cual algunos novillos ya habían sido vendidos.
BOVINOS
Requerimientos y aporte en las dietas de materia seca, proteína bruta, energía, calcio y fósforo.
TABLA 2
Este trabajo se realizó sobre el encierre
de un campo particular de 258 novillos
cruza índica en terminación para
exportación de 440 kg promedio al
ingreso del encierre.


RESULTADOS
Performance
Los animales seleccionados se eligieron al azar, tratando de que los dos lotes queden parejos en tamaño. Las pesadas muestran que el peso promedio al ingreso del engorde fue de 443.2 Kg/cab para el lote que consumiría harina de soja, y de 438.79 Kg/cab para los que consumirían expeller de soja. Luego de 57 días se obtuvo un peso promedio de 504.45 kg/cab para los novillos que consumieron ha-rina de soja, y de 496.25 kg/cab para los novillos que consumieron expeller de soja (Tabla 3). Esto representa una ganancia diaria de peso de 1.20 kg/día para los novillos que consumieron harina de soja, y de 1.19 kg/día para los que consumieron expeller de soja.
Costos comparativos
Al equiparar las dietas para que resulten isoenergéticas e isoprotei-cas cambia levemente la composición de las mismas, al igual que el costo por kilo de alimento (Tabla 4).
Con estos costos, la dieta formulada con pellet de harina de soja resulta $0.40 más barata por día por animal, lo que representa un 3.2 % del costo diario.
DISCUSIÓN Y CONCLUSIÓN
El motivo de esta experiencia fue tratar de demostrar si las diferen-cias de composición y calidad de dos subproductos de soja resul-tantes de distintos procesos industriales; como son el expeller de soja obtenido a partir de la extracción en frío del aceite (exposición a temperaturas más bajas por menos tiempo) y la harina de soja obtenida a partir de la extracción con solventes (exposición a mayor temperatura durante más tiempo), afectarían la performance de no-villos en terminación y el costo de la dieta.
En este caso, que se ofrecieron dietas corregidas para que resulten isoenergéticas e isoproteicas, no se han visto diferencias significa-tivas en esta categoría de rumiantes, el engorde no se vió favore-cido por la mejor digestibilidad de las proteínas del expeller, como puede suceder en el caso de los monogástricos, ni afectado por el mayor porcentaje de lípidos de este subproducto. Lo que si se vió afectado fue el costo de la dieta, resultando un 3,2 % más barata la formulada con pellet de harina de soja, teniendo en cuenta que actualmente el costo de ambos pelleteados es el mismo, aunque en otros momentos el expeller se cobra hasta un 5% más por su mejor calidad.
En conclusión la formulación de dietas en rumiantes con subpro-ductos de la industria del aceite de soja deberá realizarse teniendo en cuenta el costo de las materias primas, ya que si se formulan dietas isoenergéticas e isoproteicas la performance del animal no se ve afectada.
Peso y ganancia diaria de peso de novillos en terminación que consumían dietas isoenergéticas y proteicas en base a harina o expeller de soja.
TABLA 3
Costos de ambas dietas al momento de realizarse el experimento.
TABLA 4
Autores: Alumno: Gabriel BarrenaDirector: Alejandro RellingBibliografía: solicitarla en la redacción
30
BOVINOS


BOVINOS
ALIMENTACIÓN CON VERDEO DE AVENA Y SORGO DIFERIDO EN VACAS DE CRÍA DURANTE EL ÚLTIMO TERCIO DE GESTACIÓN. EFECTO SOBRE PARÁMETROS PRODUCTIVOS Y METABÓLICOS.
32
La hipótesis de este trabajo es que la inclusión de avena en pastoreo mejorará la performance productiva del rodeo, al aumentar el consumo diario de proteína por los animales.
El objetivo del presente trabajo es evaluar el efecto de la inclusión de verdeo de avena en pastoreo conjunto con sorgo diferido, sobre parámetros productivos y metabólicos en vacas de cría
INTRODUCCIÓN
La utilización invernal de sorgos diferidos para alimentación de vacas de cría permi-te sostener altas cargas durante el invierno hasta el comienzo de la parición, y debido a su practicidad y bajo costo es una técni-ca muy difundida en nuestro país (Lagran-ge, 2006). Durante la utilización diferida de cultivos de sorgo para pastoreo, la calidad nutricional disminuye conforme avanza el invierno (Otondo y Cicchino, 2007), sin em-bargo los requerimientos del rodeo van en aumento por encontrarse las vacas en los últimos meses de gestación (NRC, 2000). El sorgo utilizado de esta forma provee una baja cantidad de proteína (Schild, 2012), dis-minuyendo la capacidad del rumen para digerir la fibra, componente mayoritario en este recurso, lo que a su vez determina un menor consumo por parte del animal y me-nor aprovechamiento del recurso forrajero (Beaty y col., 2014). Este desbalance en la última etapa de gestación puede resultar en una baja condición corporal (CC) al parto, lo

AGROINDUSTRIACAENA
que retrasará el primer celo post parto, au-mentando el período parto-concepción pro-vocando un aumento entre cuerpo y cola de preñez o bien una merma en la preñez total (Donzelli y col., 2010). Por otra parte, trabajos recientes indican que la falta de proteína en la dieta en el último tercio de gestación po-dría producir efectos negativos en la progra-mación fetal y en la posterior performance de las crías (Larson y col., 2009; Underwood y col., 2010).
La hipótesis de este trabajo es que la inclu-sión de avena en pastoreo mejorará la per-formance productiva del rodeo, al aumentar el consumo diario de proteína por los ani-males.
El objetivo del presente trabajo es evaluar el efecto de la inclusión de verdeo de avena en pastoreo conjunto con sorgo diferido, so-
bre parámetros productivos y metabólicos en vacas de cría.
MATERIALES Y MÉTODOS
El presente estudio se realizó en la Cha-cra Experimental Integrada Chascomús MAA-INTA (Latitud 35°44’42,52’’ S, Longi-tud 58°03’23,42’’ O). Se utilizó un potrero de 14,6 Ha, el cual fue subdividido en 4 par-celas iguales. En tres parcelas se implantó Sorgo (Tob 80 -Tobin SRL) mediante siem-bra directa (11 kg/Ha) fertilizado con 70 kg/Ha de fosfato mono amónico, mientras que en la parcela restante se implantó avena en siembra directa (110 kg/Ha), fertilizada con 80 kg/Ha de fosfato mono amónico. Se utilizaron 64 vacas cruza Aberdeen Angus (484 ± 50 Kg) pertenecientes al estableci-miento, las cuales recibieron servicio por
Se utilizaron 64 vacas
cruza Aberdeen Angus
pertenecientes al
establecimiento, las cuales
recibieron servicio por
inseminación artificial a
tiempo fijo y se encontraban
en el último tercio de
gestación al momento
del inicio.

BOVINOS
0834
inseminación artificial a tiempo fijo y se en-contraban en el último tercio de gestación al momento del inicio.
DESCRIPCIÓN DEL ENSAYO Y TRATAMIENTOS.
En el día -79 de la fecha esperada de parto las vacas fueron divididas en forma aleatoria en 2 grupos a los cuales se les asignó uno de los siguientes tratamientos; alimentación sólo con sorgo diferido (SD) y alimentación con sorgo diferido más pastoreo en verdeo de avena (SD+A). Para el grupo SD se asig-naron 2 parcelas de sorgo a las que se les estimó la oferta total mediante cortes sema-nales y se las subdividió en franjas de pas-toreo, calculadas para una oferta diaria total de 12 kg/Ms por animal.
Para el grupo SD+A se asignaron las dos par-celas restantes, una de sorgo y una de ave-na, procediendo del mismo modo que para el tratamiento SD. De esta manera de asignó la misma oferta diaria de MS por animal.
En los días -79, -57, -40, -22 y -8 se tomaron muestras de sorgo y avena para análisis de calidad (Tabla 1 y Tabla 2 respectivamente), donde se evaluó materia seca (MS) diges-tibilidad in vitro de la materia seca (DIVMS) por el método de Tilley y Terry (1963), fibra detergente neutra (FDN) y fibra detergen-te acida (FDA) por el método de Van Soest (1991) y proteína bruta (PB) por el método kjeldahl.
En el presente ensayo el parto fue conside-rado como día 1, donde se registró el peso
El objetivo del presente trabajo es evaluar el efecto de la inclusión de verdeo de avena en pastoreo conjunto con sorgo diferido, sobre parámetros productivos y metabólicos en vacas de cría.
TABLA 1
Análisis de calidad del sorgo diferido consumido por las vacas previo al parto, considerando el parto como día 1.
1 MS%= Porcentaje de Materia Seca 2 DIVMS% = Porcentaje de digestibilidad in vitro de la materia seca 3 EM/KgMS = Mega calorías de energía metabolizable por Kg de materia seca estimada como 3,608 x DIVMS/100 4 FDN % = Porcentaje de fibra detergente neutra 5 FDA % = Porcentaje fibra detergente acida6 PB % = Porcentaje de proteína bruta
TABLA 2
Análisis de calidad de la avena consumida por las vacas previo al parto, considerándose el parto como día 1.
1 MS% = Porcentaje de Materia Seca 2 DIVMS% = Porcentaje de digestibilidad in vitro de la materia seca 3 EM/KgMS = Mega calorías de energía metabolizable por Kg de materia seca estimada como 3,608 x DIVMS/100 4 FDN % = Porcentaje de fibra detergente neutra 5 FDA % = Porcentaje fibra detergente acida6 PB % = Porcentaje de proteína bruta


de la vaca, el ternero y la condición corporal de la vaca según Maresca y col. (2008). Lue-go del parto, todas las vacas y sus crías, pa-saron a un potrero de pastizal natural donde permanecieron hasta el día del destete. En el día 50 (± 3) post parto se extrajeron mues-tras de sangre de las vacas incluidas en el estudio. En el mismo momento se evaluó la producción y calidad de leche en 14 y 18 va-cas de los grupos SD y SD+A respectivamen-te. Las muestras de sangre se extrajeron por venopunción yugular, se colocaron en tubos que contenían EDTA como anticoagulante y fueron refrigeradas hasta el momento de su procesamiento.
Dentro de las 4 horas posteriores, la sangre fue centrifugada a 2000 RPM durante 15 mi-nutos para la extracción de plasma, el cual fue conservado a -20 °C hasta su posterior análisis. En el plasma obtenido se evaluó la concentración de glucosa (Glicemia AA liquida, Wiener®), urea, ácidos grasos no esterificados (AGNE) e insulina con metodo-logías descriptas previamente (Russi, 2016).
Para la extracción de leche se inyectaron 20 UI de oxitocina por vía endovenosa y se pro-cedió al ordeñe manual del cuarto delantero izquierdo hasta lograr el vaciado del mismo. Una vez realizado el ordeñe las vacas se mantuvieron separadas de sus crías en un corral con libre acceso al agua por 4 horas.
Transcurrido ese tiempo se aplicaron 20 UI de oxitocina y se recogió la totalidad de la leche producida por el cuarto delante-ro izquierdo mediante ordeñe manual. En la leche obtenida se evaluó la producción (cantidad en mililitros) y calidad de la misma (control lechero oficial-ACHA). La energía en leche fue calculada según la fórmula: Mcal/Kg = 0,0929 x % grasa + 0,0547 x % proteína + 0,192 (NRC, 2001). Al momento del destete (235 días posparto en promedio), se registró el peso de la totalidad de los terneros, mo-mento en que culminó el estudio.
El efecto del tratamiento se evaluó en las variables; peso y CC de la vaca al parto, producción de leche, calidad de leche y las concentraciones plasmáticas de insulina y metabolitos en el día 50 (±3). En el ternero se evaluó el peso al nacimiento, peso al des-tete y aumento diario de peso (ADP) desde el nacimiento al destete. Para el análisis es-tadístico se utilizó un modelo mixto; dentro
TABLA 3
Peso y condición corporal (CC) de las vacas que pastorearon sorgo diferido (SD) o sorgo diferido y verdeo de avena (SD+A) durante los últimos 79 días de gestación.Peso al nacimiento, destete y aumento diario de peso (ADP) de sus crías.
EEM = Error estándar de la media
del modelo el tratamiento fue considera-do la variable fija, mientras que la vaca, fue considerada la variable aleatoria. El software utilizado para dicho análisis fue SAS 9.1. Se consideraron como diferencia estadística-mente significativas aquellas con valor de p ≤ 0,05 y como tendencia aquellas con va-lor de p ≤ 0,1.
RESULTADOS
En el presente ensayo no se observaron di-ferencias en el peso (p= 0,9 - Tabla 3) ni en
la CC de las vacas al momento del parto (p= 0,44 - Tabla 3).
Del mismo modo en los terneros no se ob-servó diferencia de peso al nacimiento entre los grupos (p=0,32 - Tabla 3).
Sin embargo se observaron tendencias en las variables peso al destete (p=0,06 - Tabla 3) y ADP (p=0,06 - Tabla 3) a favor del grupo SD+A.
La producción, composición y la calidad de la leche no se vieron modificadas por los tratamientos (Tabla 4).
TABLA 4
Producción, composición y calidad de leche de las vacas 50 ± 3 días pos parto, las cuales pastoreaban sorgo diferido (SD) o sorgo diferido y verdeo de avena (SD+A) durante los últimos 79 días de gestación.
EEM = Error estándar de la media
BOVINOS
0836


BOVINOS
0838
TABLA 5
Concentraciones plasmáticas de insulina, glucosa, ácidos grasos no esterificados (AGNE) y urea en las vacas 50 ± 3 días posparto las cuales pastoreaban sorgo diferido (SD) o sorgo diferido y verdeo de avena (SD+A) durante los últimos 79 días de gestación.
EEM = Error estándar de la media
Del mismo modo, las concentraciones plas-máticas de insulina y metabolitos evaluados no mostraron diferencias entre los grupos (Tabla 5).
DISCUSIÓN Y CONCLUSIONES
La dieta recibida por las vacas en el trata-miento SD+A fue de mayor calidad que la recibida por las vacas del tratamiento SD, lo cual se observa en el análisis del forraje ofrecido en cada tratamiento. Sin embargo, dicha diferencia no se vio reflejada en la CC y el peso al parto de las vacas. Una posible explicación podría ser que el periodo de 79 días (inicio tratamiento - parto) no fue lo sufi-cientemente prolongado como para afectar dichos parámetros; o bien las diferencias de calidad encontradas entre la dieta SD+A y SD no hayan sido suficientes. Por otra par-te, los tratamientos no indujeron cambios metabólicos que se reflejaran en la concen-tración plasmática de insulina y de los me-tabolitos estudiados, así como tampoco en la producción y calidad de leche al día 50 post parto.
Debido a que el muestreo para evaluar di-chos parámetros se realizó 50 días poste-riores a la terminación del tratamiento nu-tricional, podemos inferir que no existe un efecto de arrastre de 50 días. No obstante esto, es posible que tanto la producción y calidad de leche, como las concentraciones plasmáticas de insulina y metabolitos cam-biaran dentro de los días de alimentación SD o SD+A, pero la búsqueda de dichas diferen-cias no eran parte de los objetivos plantea-dos para este estudio.
Por lo antes expuesto, el mayor peso al des-tete y ADP de los terneros del tratamiento SD+A, no puede ser explicado en base a la producción y calidad de la leche evaluada en el día 50 posparto. Debido a esto cree-mos que los tratamientos SD+A y SD afec-taron la calidad y cantidad de nutrientes recibidos por los terneros durante el último tercio de gestación, lo cual afectó el desa-rrollo fetal, cambiando su eficiencia energé-tica (Radunz y col., 2011).
Esta diferencia en el desarrollo fetal puede deberse a cambios en la programación fetal, que como ha sido descripto anteriormen-te (Larson y col., 2009; Underwood y col.,
2010), pueden deberse a dietas con distinta calidad y cantidad de proteína durante el úl-timo tercio de gestación. Es posible que esa diferencia se deba también a diferencias en la producción de la vaca al comienzo de la lactación (Robinson y col., 2013), pero la falta de diferencia de peso o CC de las va-cas al parto, más la falta de diferencias en la producción y calidad de leche al día 50 no respaldan esta última teoría. Es factible que exista interacción entre performance de la madre y la programación fetal, pero eso va más allá de los objetivos del presente trabajo.
Por todo lo expuesto, concluyo que la inclu-sión de avena en conjunto con sorgo diferi-do en el último tercio de gestación puede mejorar el aporte de nutrientes, principal-mente proteína, teniendo un efecto positivo en el crecimiento posnatal de los terneros, lo cual se ve reflejado en un mayor ADP y peso al destete.
Autor: Peruzzo, ElíasDirector: Fazzio, Luis EmilioBibliografía: solicitarla en la redacción

DSM Nutritional ProductsTel.: [email protected] www.dsm.com/animal-nutrition-health
Para él, BRIGHT SCIENCE signi�ca satisfacerlos requerimientos nutricionales
Hemos innovado en la nutrición de rumiantes desde los años 60. Esto signi�ca que usted puede con�ar en nosotros para alcanzar una producción más e�ciente. Habiendo tomado el tiempo necesario para comprender el negocio de la producción de leche, logramos desarrollar soluciones de avanzada para la nutrición de su rodeo, como ROVIMIX® -Carotene, CRINA® Ruminants, OVN™, RONOZYME® RumiStar™ y Tortuga Minerals, que satisfacen sus necesidades y permiten alcanzar una producción lechera sostenible.
C
M
Y
CM
MY
CY
CMY
K
Aviso_new_230x300_ok.pdf 1 6/12/17 3:28 PM

Todos sabemos de los problemas que aca-rrean la compra de materias primas, comen-zando por las diferentes calidades que se observan en el mercado.
Esto nos lleva a pensar, que el productor es vulnerable en este aspecto, pudiendo adquirir materias primas que puedan estar cargadas de micotoxinas, con las conse-cuencias que todos sabemos del daño que nos puede llegar a producir, o bien la varia-bilidad de los nutrientes en cuanto a con-centraciones.
Un autoelaborador tiene un sin número de inconvenientes en la adquisición de la ma-terias primas, ya mencionamos la calidad, variabilidad de nutrientes y las micotoxinas, pero hay otros que son complejos y redun-dan en la pérdida de eficiencia y resultados.
Mencionemos algunos de ellos:
PRODUCCIÓN DE LECHEAutoelaborarse o usar nuestras fábricas para balancear correctamente las dietas?Desde hace varios años hemos escuchado a los asesores en nutrición animal (al menos en nuestra zona), hablar sobre el costo de autoelaborarse, llegando a conclusiones de que autoelaborarse con materias primas es más barato que comprar un alimento balanceado corrector de dietas.
40
BOVINOS
El objetivo del presente trabajo es hacernos pensar, simplemente un razonamiento, para mostrar otra cara de la moneda al respecto.

a. Poca homogeneidad en el mezclado de las materias primas, con posibilidad de tener problemas digestivos, como pueden ser las acidosis clínicas o subclínicas, como así también, los posibles casos de mortan-dad por usar urea o monensina, que no se llegó a mezclar correctamente y homogeni-zar en el mixer.
b. Problemas de variabilidad de nutrien-tes en la composición de las materias pri-mas. Generalmente los autoelaboradores no tienen un control de las materias primas como lo tienen las fábricas de Alimentos Ba-lanceados, las cuales, detectando el proble-ma, pueden reformular rápidamente.
c. Logísticas de compras y suministros, generalmente costosas en mano de obra y en maquinarias.
d. Varios proveedores con sus conse-cuencias de “varios problemas”.
e. Inconveniente de llegada de las ma-terias primas al establecimiento en forma y tiempo. Proveedores poco constantes o irregulares con las entregas de materias pri-mas.
f. Problemas de ingreso de materias pri-mas al establecimiento en días de lluvias, no es lo mismo que llegue un alimento com-pleto, en bolsas o a Granel, a que lleguen 3 o 4 ingredientes.
g. Reducción del número de emplea-dos, herramientas etc. Más tiempo ocioso de los empleados, pudiéndose utilizar en otras tareas.
h. Lugares importantes de almacena-miento de materias primas en cuanto a es-pacios y acondicionamiento.
i. Aumento de la presencia de insectos y roedores.
j. La posibilidad de que haya materias pri-mas caducas o que se echen a perder por el almacenaje.
k. Problemas para lograr en la molienda una buena granulometría, sobre todo en el maíz. Sabemos que, al no tener una buena molienda y tener cristalizados los almido-nes, estamos ante un porcentaje importante de granos que se van con las heces. Nues-tras fábricas no tienen este problema o bien lo solucionan rápidamente.
AGROINDUSTRIACAENA

42
BOVINOS
COSTO DE SUMINISTRO
El costo de suministro es uno de los pun-tos más importantes. No se lo ha tendido suficientemente en cuenta, hasta que hace unos años atrás el Ingeniero Agrónomo Ale-jandro Centeno, de INTA San Francisco Cór-doba, lo expresó en un trabajo publicado en la Hoja de información técnica número 34 de Agosto del 2013, con el cual saltaron to-das las alarmas para los autoelaboradores.
El costo de suministro está compuesto por:
- El gasto operativo, ocasionado por la uti-lización de la maquinaria (combustible, lubricantes, repuestos y reparaciones).
- El gasto de la mano de obra.
- El interés del capital invertido en maqui-naria.
- Las amortizaciones.
El promedio del costo de suministro de esos trabajos, estuvieron alrededor del 14% del cheque de la leche.
Hoy en día, de las evaluaciones realizadas, el costo de suministro, sigue estando en este porcentaje, incluso más alto.
En nuestra zona (área Santa Fe centro), eva-luamos algunos establecimientos y nos en-contramos con la sorpresa que el costo de suministro, estuvo entre unos 16% a un 50% del cheque de la leche.
Para evaluar el costo de suministro, nos va-lemos entre otras cosas, de la misma herra-mienta que el Ing. Alejandro Centeno, utili-zando el SUMICOST, programa desarrollado por dicho profesional, muy sencillo de usar y práctico.
Como vemos hay un sin número de temas ocultos en los autoelaboradores. A su vez uno de los grandes problemas que vemos, es que nunca están seguros de los kilogra-mos reales que ofrecen de ingredientes a la boca del animal y cuál es el remanente de materias primas en las heces.
Nos podríamos llegar a sorprender si ha-cemos la prueba del Manure Sreener, he-rramienta que aparte de orientarnos en las acidosis, no muestra claramente la digesti-bilidad de la dieta, sobre todo de lo que es grano de Maíz – Sorgo.
Entrando más en el tema económico, se tra-ta de un ejercicio que hacemos con nuestro equipo técnico de la cooperativa Guillermo Lehmann, donde elegimos un autoelabora-
dor al azar, con una dieta típica de la zona, 150 vacas en ordeño, con una producción de 26 litros de leche y con un precio de la leche de 6.5 pesos.
IMAGEN 1

El desarrollo del trabajo consiste en evaluar la dieta actual, proceder a su corrección téc-nica si es necesario, analizar los costos de suministro y ver la diferencia de costos al final del proceso, entre autoelaborarse con diferentes ingredientes y utilizar un solo in-grediente como concentrado (un alimento balanceado personalizado).
Para realizara estos trabajos se hacen las analíticas correspondientes de todos los fo-rrajes e ingredientes que el productor usa y los evaluamos.
La imagen 1 muestra el tipo de análisis que utilizamos en la cooperativa y los nutrientes evaluados.
Para poder ser evaluadas las dietas rápida-mente, elegimos cuatro parámetros de los más utilizados, como son las Energía Neta de Lactancia, Almidones, Extracto Etéreo y Proteína. Nos permiten hacer un análisis rá-pido de la misma y poder sacar las primeras conclusiones.
En rojo están los nutrientes de las dieta del productor y en azul la corrección que hemos hecho con el uso de un solo ingrediente (un alimento balanceado personalizado).
Observemos que en la dieta del productor, los niveles de almidones y energía neta de lactancia son extremadamente altos para las producciones que tienen y los niveles de proteína son levemente bajos.
Varias veces hemos visto asociado a este problema los niveles altos de Extracto Eté-reo, lo cual complicaría aún más la salud di-gestiva de los animales.
Esto no está indicando que puede haber una sobrecarga hepática. Son vacas con dietas propensas a tener acidosis y que las producciones no van a ser buenas, incluso con posibles problemas de calidad de le-che.
La otra dieta, con los nutrientes marcados en Azul, es la dieta propuesta.
Balancearían correctamente los niveles de nutrientes necesarios para producir los litros actuales o más.
La imagenes 3 y 4 muestran el desglose de los costos.
IMAGEN 2
IMAGEN 3
AGROINDUSTRIACAENA
43

44
BOVINOS
IMAGEN 4
Los resultados finales, como vemos en la Imagen 5, nos muestra una diferencia del 2 % en contra del alimento balanceado.
IMAGEN 4
De todos modos podemos hacer un evalua-ción de este 2 %, diciendo:
1- A medida que aumenten los ingredientes por parte del autoelaborador, más caro será el alimento que produzcan. Incluso aquel que pueda utilizar el Sumicost, se puede llegar a sorprender con los costos de sumi-nistro, como nosotros nos sorprendimos en nuestra zona.
2- Si no usamos las herramientas de análisis de forrajes, tanto el autoelaborador como los fabricantes de alimentos balanceados, seguiremos midiendo y haciendo nuestras dietas, utilizando lo que nosotros le llama-mos el masomenómetro (y más o menos creo que tiene esta calidad…).
Es hora de ir cambiando las metodologías de trabajo para formular dietas. Por suerte ya hay muchos técnicos que están utilizan-do estas tecnologías de trabajo.
3- En la dieta correctiva, hemos dejado prácticamente igual las cantidades de fo-rrajes para hacerlo comparativos de forma directa. Si las hubiésemos modificado de acuerdo a las sugerencias de los programas de nutrición, los costos de la propuesta de un solo alimento hubiese sido menor.
4- Es fundamental tener presente y estudiar muy bien los puntos descriptos más arriba (desde la a hasta la k). Estamos convencidos que las mayores pérdidas pasan por alguno de los puntos mencionados.
5- Lo importante es que sea cual fuese la dieta, los resultados que hemos visto a tra-vés del tiempo son semejantes en costos, a veces favor de un sistema u otro, pero los porcentajes de diferencias son prácti-camente muy poco representativos, sobre todo si lo enfrentamos a la falta de mano de obra calificada que cada vez es más escasa en los establecimientos lecheros. Imagen 5.
Para cerrar esta reflexión, creo que debe-mos como fabricantes seguir trabajando en estos temas. Estoy convencido que cada uno de nosotros tiene mucho que aportar al respecto.
Autor: Dr. Carlos Alberto Briozzo CazeneuveMed. Veterinario y Lic. en Medicina Veterinaria de España.Coordinador del área de nutrición animal de la Cooperativa Guillermo Lehmann

INTRODUCCIÓN
Desde 2010, las ventas mundiales de pro-ductos alimenticios para animales de com-pañía han aumentado en, aproximadamente, un 30 %. Este mercado, el cual está valorado en aproximadamente 75 billones de dóla-res americanos (Euromonitor), está lidera-do por EUA, con una cuota de mercado de aproximadamente un 42 %, seguido por Eu-ropa occidental con un 27 %. La población de animales de compañía se encuentra en continuo crecimiento, especialmente perros y gatos, los cuales han sido compañeros de los humanos durante miles de años. Es por este motivo que el interés por su salud y bienestar se encuentra, actualmente, a la par con nuestra propia salud. Estos animales se enfrentan a los mismos problemas de sa-lud y estilo de vida que los humanos, siendo
la obesidad uno de los más predominantes.
El sistema digestivo de los animales de compañía, el cual es principalmente respon-sable de la descomposición y absorción de nutrientes, es clave para la fisiología y bien-estar corporal del animal. Éste, se encuen-tra, a su vez, íntimamente relacionado con las “bacterias beneficiosas” que lo coloni-zan. De hecho, resultados científicos indican como el 70 % del sistema inmune animal ra-dica en su tracto digestivo. Por tanto, gran parte de la salud de lo animales domésticos deriva de sus intestinos, los cuales albergan una compleja comunidad microbiana. Los trastornos gastrointestinales más frecuen-tes en animales suelen estar ligados a creci-mientos bacterianos excesivos y enterotoxi-nas producida por bacterias patógenas.
¿QUÉ ES UN PROBIÓTICO?
De acuerdo con la Organización Mundial de la Salud (OMS), los probióticas son mi-croorganismos vivos (bacterias o levaduras), los cuales, una vez ingeridos o localmente aplicados en suficiente cantidad, confie-ren efectos beneficiosos sobre la salud del hospedador. Actualmente, los consumido-res tienen una conciencia bien establecida acerca de los beneficios de los probióticos en nuestra salud, mientras que el conoci-miento referente a los efectos beneficiosos en la salud de animales de compañía se encuentra en progresivo crecimiento. De hecho, el uso de suplementos probióticos se recomienda para el tratamiento y preven-ción de una amplia variedad de condiciones en diferentes especies, especialmente pe-rros y gatos.
46
PET FOOD
PROBIÓTICOS PARA MASCOTAS
El sistema digestivo de los animales de compañía, el cual es principalmente responsable de la descomposición y absorción de nutrientes, es clave para la fisiología y bienestar corporaldel animal.

Las bacterias comensales se encuentran re-partidas a lo largo del tracto gastrointestinal animal. Estrés y enfermedad, así como otras situaciones adversas, pueden reducir los niveles naturales de estas bacterias. El uso de suplementos probióticos puede ayudar a restaurar y mantener niveles normales. Al-gunos probióticos son capaces de producir sustancias antimicrobianas, como bacterio-cinas, las cuales actúan directamente sobre bacterias competidoras, incluyendo espe-cies patógenas.
Por otro lado, los probióticos son también capaces de producir una amplia variedad de compuestos beneficiosos, como ácido láctico y peróxido de hidrógeno, además, inhiben el crecimiento de microbios patóge-nos compitiendo en su adhesión al intestino. Esta exclusión competitiva está reconocida como un beneficio clave en la mejora de la
función inmune mediada por probióticos.
Además de la estimulación del sistema in-mune, los probióticos juegan también un papel vital mejorando el proceso digestivo y la asimilación de vitaminas y minerales. En-tre todos los microorganismos probióticos, las cepas de Lactobacillus y Bifidobacterium son las más comúnmente utilizadas en ali-mentación animal.
Otros microorganismos, como diferentes especies bacterianas de Bacillus, o levadu-ras como Saccharnomyces cerevisiae, son también utilizados. El uso de probióticos para mejorar la salud de animales domés-ticos ha aumentado gradualmente durante la última década. Sin embargo, su utiliza-ción aun implica un considerable número de incertidumbres asociadas a la viabilidad microbiológica y eficacia del producto final.
SOBREVIVIENDO AL PASO POR EL ESTÓMAGO.
En general, la mayoría de los probióticos po-seen una temperatura óptima de crecimien-to de 37 °C, sin embargo, algunas especies como Lactobacillus casei prefieren 30 °C. El paso a través del tracto digestivo puede resultar un gran desafío para estos microor-ganismos, especialmente en lo referente a sobrevivir al ácido presente en el estómago. El efecto beneficioso de los probióticos de-pende, pues, de su supervivencia a lo largo del sistema digestivo, principalmente en su paso por el estómago después de ser inge-ridos, para así alcanzar y colonizar el tracto intestinal en una cantidad relevante, y dar lugar a un efecto beneficioso significativo.
Su viabilidad dependerá, por tanto, del pH, el tiempo durante el cual se encuentren ex-puestos al medio ácido del estómago, y las
AGROINDUSTRIACAENA
47 / Novi e m b r e 2017
www.darier.com.ar / [email protected] / 054-11-4755-1098
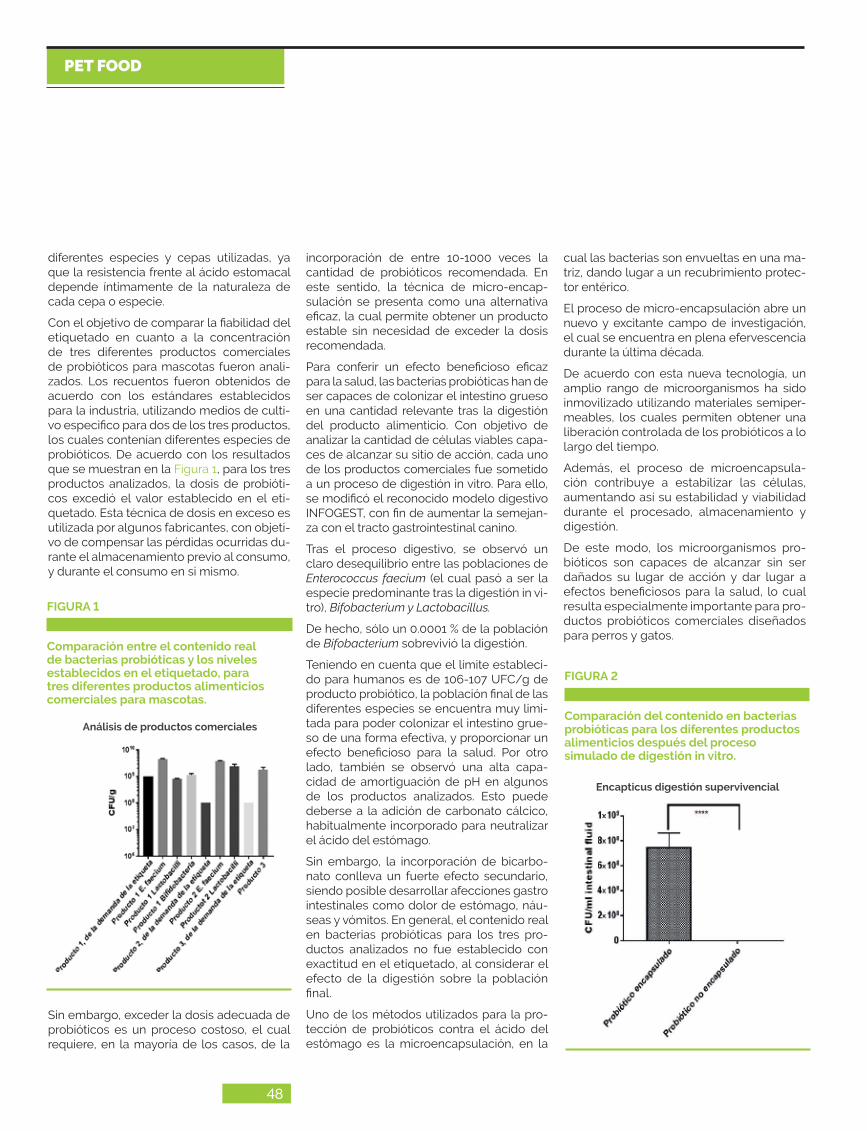
48
PET FOOD
Comparación entre el contenido real de bacterias probióticas y los niveles establecidos en el etiquetado, para tres diferentes productos alimenticioscomerciales para mascotas.
FIGURA 1
Análisis de productos comercialesComparación del contenido en bacteriasprobióticas para los diferentes productosalimenticios después del proceso simulado de digestión in vitro.
FIGURA 2
Encapticus digestión supervivencial
Sin embargo, exceder la dosis adecuada de probióticos es un proceso costoso, el cual requiere, en la mayoría de los casos, de la
cual las bacterias son envueltas en una ma-triz, dando lugar a un recubrimiento protec-tor entérico.
El proceso de micro-encapsulación abre un nuevo y excitante campo de investigación, el cual se encuentra en plena efervescencia durante la última década.
De acuerdo con esta nueva tecnología, un amplio rango de microorganismos ha sido inmovilizado utilizando materiales semiper-meables, los cuales permiten obtener una liberación controlada de los probióticos a lo largo del tiempo.
Además, el proceso de microencapsula-ción contribuye a estabilizar las células, aumentando así su estabilidad y viabilidad durante el procesado, almacenamiento y digestión.
De este modo, los microorganismos pro-bióticos son capaces de alcanzar sin ser dañados su lugar de acción y dar lugar a efectos beneficiosos para la salud, lo cual resulta especialmente importante para pro-ductos probióticos comerciales diseñados para perros y gatos.
diferentes especies y cepas utilizadas, ya que la resistencia frente al ácido estomacal depende íntimamente de la naturaleza de cada cepa o especie.
Con el objetivo de comparar la fiabilidad del etiquetado en cuanto a la concentración de tres diferentes productos comerciales de probióticos para mascotas fueron anali-zados. Los recuentos fueron obtenidos de acuerdo con los estándares establecidos para la industria, utilizando medios de culti-vo especifico para dos de los tres productos, los cuales contenían diferentes especies de probióticos. De acuerdo con los resultados que se muestran en la Figura 1, para los tres productos analizados, la dosis de probióti-cos excedió el valor establecido en el eti-quetado. Esta técnica de dosis en exceso es utilizada por algunos fabricantes, con objeti-vo de compensar las pérdidas ocurridas du-rante el almacenamiento previo al consumo, y durante el consumo en si mismo.
incorporación de entre 10-1000 veces la cantidad de probióticos recomendada. En este sentido, la técnica de micro-encap-sulación se presenta como una alternativa eficaz, la cual permite obtener un producto estable sin necesidad de exceder la dosis recomendada.
Para conferir un efecto beneficioso eficaz para la salud, las bacterias probióticas han de ser capaces de colonizar el intestino grueso en una cantidad relevante tras la digestión del producto alimenticio. Con objetivo de analizar la cantidad de células viables capa-ces de alcanzar su sitio de acción, cada uno de los productos comerciales fue sometido a un proceso de digestión in vitro. Para ello, se modificó el reconocido modelo digestivo INFOGEST, con fin de aumentar la semejan-za con el tracto gastrointestinal canino.
Tras el proceso digestivo, se observó un claro desequilibrio entre las poblaciones de Enterococcus faecium (el cual pasó a ser la especie predominante tras la digestión in vi-tro), Bifobacterium y Lactobacillus.
De hecho, sólo un 0.0001 % de la población de Bifobacterium sobrevivió la digestión.
Teniendo en cuenta que el límite estableci-do para humanos es de 106-107 UFC/g de producto probiótico, la población final de las diferentes especies se encuentra muy limi-tada para poder colonizar el intestino grue-so de una forma efectiva, y proporcionar un efecto beneficioso para la salud. Por otro lado, también se observó una alta capa-cidad de amortiguación de pH en algunos de los productos analizados. Esto puede deberse a la adición de carbonato cálcico, habitualmente incorporado para neutralizar el ácido del estómago.
Sin embargo, la incorporación de bicarbo-nato conlleva un fuerte efecto secundario, siendo posible desarrollar afecciones gastro intestinales como dolor de estómago, náu-seas y vómitos. En general, el contenido real en bacterias probióticas para los tres pro-ductos analizados no fue establecido con exactitud en el etiquetado, al considerar el efecto de la digestión sobre la población final.
Uno de los métodos utilizados para la pro-tección de probióticos contra el ácido del estómago es la microencapsulación, en la


Compararación de bacteria probiótica, proceso de micro-encapsulación
FIGURA 3
Con objetivo de validar las ventajas que la micro-encapsulación puede ofrecer a los probióticos, en cuanto a su protección durante el proceso digestivo se refiere, se simuló la digestión de células libres y mi-cro-encapsuladas de una cepa comercial de Bifobacterium.
La Figura 3 muestra como el proceso de micro-encapsulación aumentó eficazmen-te la viabilidad del probiótico en su paso por medio acido, acción enzimática y bilis a lo largo del tracto gastrointestinal.
La micro-encapsulación del probiótico dio lugar a una supervivencia del 100 % (108 IFC/ml de fluido intestinal), mientras que las células libres sometidas al mismo pro-ceso fueron destruidas.
Por tanto, el proceso de micro-encapsula-ción es capaz de mejorar notablemente la viabilidad de los microorganismo probió-ticos, gracias al incremento de la vida útil del producto final, así como a su efecto pro-tector contra factores ambientales nocivos, como medios altamente acídicos, oxígeno molecular (microoganismos anaeróbicos) y tratamientos térmicos durante el procesa-do (secado).
Además, la microencapsulación sería tam-bién capaz de reducir significativamente la necesidad de utilizar dosis en exceso en los
productos comerciales, ya que el 100 % de las bacterias probióticas son capaces de al-canzar el intestino grueso.
LEGISLACIÓN
La producción de suplementos nutriciona-les para animales de compañía debe lle-varse a cabo de acuerdo con la legislación vigente.
Sin embargo, el uso de probióticos se con-sidera como suplementos alimenticios, con lo que no existe regulación que especifique que “sustancias” pueden ser clasificadas como probióticos.
De acuerdo con información extraída de di-ferentes estudios, el control de calidad de suplementos probióticos para alimentación animal resulta muy escaso, y en muchas ocasiones el número de células contenido es inferior al establecido en el etiquetado, o incluso ausente (Weese & Arroyo., 2003).
Con ello, parece existir una gran diferen-cia de calidad en la oferta de suplementos probióticos destinados a alimentación ani-mal. En general, los probióticos mejoran el estado de salud y bienestar de los anima-les, lo que justifica su incorporación como suplementos alimenticios en alimentación animal. Sin embargo, es importante no dejar de lado la calidad final del producto.
CONCLUSIÓN.
Durante los próximos cinco años se prevé un aumento sustancial de las ventas de productos de alimentación para animales de compañía. El crecimiento de este mer-cado está principalmente promovido por la mayor demanda de preparados listos para su uso y consumo, y, por otro lado, al mismo crecimiento de la población de animales domésticos.
Proporcionar un cuidado adecuado, así como una dieta nutricionalmente equili-brada, es parte de las obligaciones de los propietarios de estos animales, con fin de mantenerles en un adecuado estado de sa-lud y bienestar.
Por otro lado, los productos alimenticios para animales domésticos con probióticos incorporados parecen contener concentra-ciones muy bajas de células viables, siendo difícil esclarecer si la causa de ello se debe a una falta de supervivencia durante el pro-cesado, o a una baja viabilidad durante el al-macenamiento del producto.
El proceso de micro-encapsulación se pre-senta como una alternativa prometedora para aumentar la supervivencia de microor-ganismos probióticos. La aplicación con éxito de esta técnica permite aumentar la viabilidad de los probióticos durante el pro-cesado, almacenamiento, ingesta y diges-tión, asegurando así su liberación selectiva en el lugar de acción, el tracto intestinal.
En conclusión, el gran interés en el proceso de micro-encapsulación en el mercado de alimentación animal se debe a la mayor di-versidad de productos probióticos que esta técnica nos permite obtener. Este tipo de productos, en general, son muy sensibles a ciertas condiciones ambientales. De este modo, proporcionar una protección efecti-va frente a estos factores externos nocivos resulta crucial para el desarrollo de nuevos productos probióticos para alimentación animal.
Autor: KEELAN MCNAMARA,AnaBio Technologies LTDIrlanda
50
PET FOOD

Innovations for a better world.
La innovación es parte del ADN de Bühler.Este año contaremos con una nueva fábrica en China enfocada exclusivamente en la atención del mercado de nutrición animal. Será la más moderna planta en la historia de la empresa, que contará con un centro de desarrollo e investigación propio. De esta manera, nuestros clientes podrán beneficiarse aún más con nuestra cadena de suministros global, ganando competitividad.
Entre en contacto con nosotros:[email protected]
Comprometidos con ustedes.

EVOLUCIÓN DE LAS FIBRAS HACIA EL CONCEPTO DE “SISTEMA DE FIBRAS”
PET FOOD
52

AGROINDUSTRIACAENA
En las últimas décadas,
el conocimiento
sobre nutrición
animal y humana ha
evolucionado de la
mano del conocimiento
científico al descubrir
detalladamente las
rutas y procesos
metabólicos fisiológicos,
del sistema digestivo,
identificando las
necesidades explícitas
de cada especie en
función de sus ondas
de crecimiento o
requerimientos etarios,
potencial genético,
composición química
de los ingredientes
y las actualizadas
metodologías de
medición y análisis.
En el último tiempo, la atención ha estado puesta en las proteínas o aminoácidos, vita-minas, minerales, ácidos grasos y los efec-tos implícitos de estos en la nutrición.
Sin embargo, el conocimiento sobre “fibras” no corrió la misma suerte o al menos no tuvo la difusión y comunicación de las que gozaron otros nutrientes.
Con excepción de la nutrición en rumiantes, la fibra pasa casi inadvertida en los procesos de formulación de alimentos o es subesti-mada respecto de su importancia e impacto en la producción como en la salud y bienes-tar de los animales.
EVOLUCIÓN DEL CONCEPTO FIBRA:
Hasta no hace mucho, era común encontrar en la literatura o en las bases de los formula-dores un solo renglón de nutrientes referido a fibra cruda. A partir de la ayuda del cono-cimiento científico se comenzó a desdo-blar esta fracción en FDN (fibra detergente neutra), FDA (fibra detergente ácida) y LDA (Lignina detergente acida). La bibliografía migró a conceptos de fibra insoluble o fibra soluble, fermentable o no fermentable, para finalmente llegar al concepto moderno de “fibra dietaria” y quizás en poco tiempo ha-blemos de “Sistema de fibras”.
DEFINICIÓN DE FIBRA:
Fibra, es la fracción no digerible de los ali-mentos, aunque potencialmente pueda ser fermentada por la flora intestinal.
En general, las fibras se describen quími-camente como polisacáridos no almido-nes. Es válida esta aclaración debido a que el almidón de los cereales es en esencia un polisacárido muy digestible/digerible, ra-zón por la cual no todos los polisacáridos son fibras.
La fibra es parte estructural de los tejidos vegetales y como consecuencia la encon-tramos en cereales, oleaginosas, frutas, le-gumbres y hortalizas.
COMPOSICIÓN:
Considerando que “fibra” es la fracción no digerible pero potencialmente fermenta-
ble, podemos encontrar diferentes com-puestos de origen vegetal encuadrados en esta definición, tales como:
CELULOSA
HEMICELULOSA
LIGNINA
OLIGOSACÁRIDOS
INULINA
ALMIDÓN RESISTENTE
PECTINAS
OMAS
MUCÍLAGOS
Si bien todos estos compuestos están en-cuadrados como “fibras”, tienen funciona-lidades diferentes. Por esta razón, se hace necesario profundizar un poco más en los diferentes tipos de fibras:
CLASIFICACIÓN FIBRAS:
Si partimos de la afirmación que la fibra es la fracción NO DIGERIBLE de los alimentos, pero que puede ser fermentada (aprove-chada) por la flora intestinal, podemos hacer una clasificación básica partiendo de la fer-mentabilidad de sus compuestos en:
FIBRA INSOLUBLE: es la fracción resistente a la digestión y no fermentable por la flora intestinal
FIBRA SOLUBLE: es la fracción resistente a la digestión pero fermentable parcial o to-talmente por la flora intestinal
CARACTERÍSTICAS DE LA FIBRA INSOLUBLE:
ESTE TIPO DE FIBRA ESTA COMPUESTA
POR SUSTANCIAS COMO LA CELULOSA,
HEMICELULOSA Y LIGNINA PRINCIPAL-
MENTE, LOS ENCONTRAMOS EN LOS CE-
REALES ENTEROS O EN LOS SUBPRODUC-
TOS DERIVADOS DE ESTOS, POR EJEMPLO,
SALVADOS, CÁSCARAS ETC.
53

Todos estos componentes tienen en general:
• Baja fermentabilidad
• Resisten la acción de los microorganismos del intestino.
• Actúan como estimulantes del tránsito intestinal.
• Incrementan el volumen de las heces.
• Actúan como un cepillo natural de las paredes del intes-tino
• Pueden fijar o atrapar sustancias orgánicas e inorgánicas en su estructura
• En exceso aceleran el tránsito intestinal y disminuyen con-sistencia de las heces.
• En defecto, dificulta las deposiciones y genera estreñi-miento.
• Poseen nulo o muy bajo aporte energético
• Sensación de saciedad.
CARACTERÍSTICAS DE LA FIBRA SOLUBLE:
SUSTANCIAS QUE RESISTEN LA ACCIÓN DE LAS ENZIMAS DIGES-
TIVAS PERO QUE AL LLEGAR AL COLON SON FERMENTABLES
POR EL COMPLEJO DE MICROORGANISMOS DEL INTESTINO.
ES UNA FAMILIA AMPLIA DE SUSTANCIAS QUE INCLUYEN: GO-
MAS, FRUCTOOLIGOSACÁRIDOS, INULINA, PECTINAS, ALMIDO-
NES RESISTENTES Y MUCÍLAGOS QUE SE ENCUENTRAN NATU-
RALMENTE EN FRUTAS, VERDURAS Y LEGUMBRES.
Todos estos componentes tienen en general las propiedades de:
• Ser muy fermentables por los microorganismos
• Captar mucha agua y cambiar viscosidad del medio
• Ayudar al establecimiento y desarrollo de la flora benéfica
• Acidificar el medio intestinal por la producción de ácidos grasos volátiles de cadena corta
• Promover la absorción de agua y minerales en tracto in-testinal
• Mejorar la salud intestinal por establecimiento de la flora benéfica y de la baja del pH colónico.
• Reducir la tasa de pasaje o enlentecer el tránsito intestinal.
• Aportar energía en los monogástricos
ACCIÓN PREBIÓTICA Y SALUD INTESTINAL:
La Salud intestinal es brindada por la flora benéfica o variedad de especies de microorganismos colónicos, muchos ya identifi-cados, llamados probióticos que desarrollan una serie de efectos benéficos en los animales:
• Efecto barrera, al proteger ante la invasión de gérmenes patógenos
• Bioquímica favorable: producción de ácidos grasos de ca-dena corta, mejora en procesos relacionados con la absor-ción del calcio, magnesio y hierro. Síntesis de vitamina K.
• Estimulo del sistema inmunitario: el 80% de las células inmunocompetentes está en el sistema digestivo y la producción más importante de inmunoglobulinas es gas-trointestinal
BIOSELECTIVIDAD:
No todas las fibras solubles, producen una mejora en la salud in-testinal o seleccionan las bacterias benéficas que deseamos. Esto nos permite entrar en una clasificación según su bioselectividad, en:
• Fibras solubles de BAJO efecto prebiótico
• Fibras solubles ALTO efecto prebiótico
Esta clasificación se desprende del tipo y origen de fibra, que lle-ga intacta al intestino y allí constituye un substrato privilegiado para algunos tipos de bacterias del colon. Sustrato bioselectivo.
Los productos gaseosos de la fermentación en su totalidad y las proporciones relativas entre ellos, dependen del tipo de sustrato específico y del tipo de bacteria presente, por ejemplo las bac-terias metanogénicas, producen el indeseable gas metano o las bacterias reductoras de sulfato, que producen el característico gas con olor a huevo putrefacto.
Se ha demostrado con amplias investigaciones que los oligosa-cáridos son capaces de estimular el desarrollo de las bifidobac-terias presentes en el intestino y al mismo tiempo, de reducir el número de bacterias indeseables.
El tipo de fibra presente en la dieta, puede influir en el tipo de flora colónica. La ingestión de fructooligosacáridos, por ejemplo, puede multiplicar por diez la población de bifidobacterias.
FORMULACIÓN CON SISTEMAS DE FIBRAS:
Ante lo dicho, comienza una nueva etapa en la que debemos con-siderar a la fibra como un sistema complejo de sustancias con funcionalidades, beneficios y propósitos diferentes según la es-pecie, tipo alimento y sistema productivo.
PET FOOD
54

¡La combinación adecuada de fibra soluble e insoluble en las fórmulas puede proporcionar beneficios que van desde la mejora en la performan-ce zootécnica y bienestar animal has-ta aspectos medioambientales en los sistemas de producción!
Un capítulo aparte, es el uso de fibras solubles como paquete tecnológico para minimizar o eliminar el uso de APC (antibióti-cos promotores de crecimiento).
FINALMENTE, EL CONCEPTO DE FIBRA DIETARIA EXTRAPOLA-
DO COMO UN REQUISITO EN LOS SISTEMAS DE FORMULACIÓN
PUEDE ESTAR CERCA DE SER UNA REALIDAD QUE HASTA AHO-
RA HA PASADO DESAPERCIBIDA O NO HA TENIDO LA PONDE-
RACIÓN MERECIDA SOBRE SUS EFECTOS Y CONTRIBUCIONES
DENTRO DE LOS ALIMENTOS Y SISTEMAS DE PRODUCCIÓN.
AGROINDUSTRIACAENA
Autor: Equipo de Nutrición AnimalIngredion Argentina

56
3 ESTRATEGIAS PARA VENCER SUS MIEDOS AL FRACASO Y ENFRENTAR EL CAMBIO
“Tengo algo que confesarles”, dijo Beth Comstock, ex vicepresidente de General Electric y la primera mujer en ocupar la posición. “Me describo a mí misma como creadora de cambios, pero tengo que de-cirles que realmente no me gusta el cam-bio. “Pero, la realidad es”, continuó, “ nos guste o no, tenemos que estar preparados para este”.Por lo tanto, ¿cómo enfrentamos el cam-bio? Durante su presentación en ONE: La Conferencia de Ideas de Alltech, Comstock expresó que la clave es cambiar la forma de pensar.“Realmente se reduce a esto”, dijo. “Tienen que imaginar un futuro que pocos pueden ver, y luego tienen que tomar medidas para que esto ocurra”.
Ella enfatizó que todo el mundo es capaz de lograrlo si siguen estos tres consejos:
1. EL CAMBIO COMIENZA CON EL PERMISO
“El cambio no es realmente la parte más temible”. “El problema es que la mayoría de nosotros no sabemos cómo manejar el cambio”.
¿Qué nos está frenando? El miedo.
En el mundo hiperconectado de hoy, en el que a menudo nos enfocamos más en la eficiencia que en la creatividad, ella expresó que tenemos que avanzar aún sin conocer todas las respuestas.
Una parte crítica del problema es algo que llamo la “brecha de la imaginación”, donde “la posibilidad muere”.Nuestra búsqueda por una mayor eficiencia
y perfección ha desarrollado una cultura de trabajo casi mecánica que teme a la creati-vidad y el fracaso. El “fracaso” no solo es una palabra que nos rehusamos a usar en nuestras organizacio-nes, el 75 por ciento de las personas dicen que no se sienten creativas en el trabajo; también ejerce presión sobre los niños, un momento en el que el desarrollo de la ima-ginación es fundamental.
Comstock cree que esta brecha de la imagi-nación nos está frenando al desplazar nues-tra naturaleza humana.“El trabajo de todos ahora es el cambio”, dijo. “No se puede delegar. Tienen que entender que comienza con uno mismo”.
La principal manera de cambiar su mentali-dad y lograr el cambio es otorgarle a usted y a sus equipos permiso para cambiar, incluso probar y experimentar cosas nuevas. Esto incluye permiso al fracaso.
Comstock incluso se ha dado a sí misma y a los miembros de su equipo “autorizacio-nes” en papel para expresar miedo y tener la posibilidad de probar cosas que podrían no funcionar. Es importante destacar que este permiso también incluye la retroalimenta-ción a otros miembros del equipo para fo-mentar la responsabilidad.
“La retroalimentación es el oxígeno para una mentalidad lista para el cambio”, expresó. “Búsquenla. Ofrézcanla. Úsenla”.
¿A qué temen? Identificar ese miedo y com-prometerse a enfrentarlo es el primer paso para crear y adaptarse mejor al cambio.
2. DEN LUGAR AL DESCUBRIMIENTO“Tienen que liderar con curiosidad”. “Tienen que hacerlo ustedes mismos”.
Para lograrlo, ella sugiere “sumergirse” en una idea, lo cual incluye conocer a los miem-bros de su equipo, su mercado y dónde está sucediendo el cambio, así como también detectar tendencias. También sugiere inves-tigar puntos de vista que contradigan los su-yos y realizar viajes de descubrimiento con todo su equipo.
Como alguien que adora los estándares, re-comienda buscar conexiones y seguir sus reglas “avanzar en 3 etapas”: si detectan tres veces la incidencia de algo nuevo, puede ser una tendencia a la cual vale la pena prestar atención, como la transmisión de videos y el movimiento de la cerveza artesanal.
El diez por ciento de nuestro tiempo, co-mentó, se usa en lo que ya sabemos. A di-ferencia, deberíamos enfocar ese tiempo en crear algo nuevo.
“La mayoría de las personas piensan que no tienen el tiempo, que este no es su trabajo”.Cualquier desglose fácil, basado en estu-dios de escuelas de negocios sobre cómo puede pasar su tiempo de forma más inno-vadora, ella señaló, podría ser así:• 70 por ciento en innovaciones centra-
les, o en los proyectos en los que ya está enfocado.
• 20 por ciento en lo que sigue, o ideas nuevas (ejemplo: la tecnología de edi-ción génica CRISPR).
• 10 por ciento en novedades, o ideas que tienen el potencial de cambiar el mundo en cinco, 10 o 20 años.
MANAGEMENT

AGROINDUSTRIACAENA
Aunque 10 por ciento no parece mucho, to-mar aunque sea esta pequeña fracción de tiempo para desafiar el statu quo e innovar con nuevas ideas puede ser muy gratificante. “¿Cuál es su 10 por ciento?”, preguntó, invi-tando a la audiencia a identificar el tiempo que pueden pasar pensando de manera in-novadora. “¡Sé que lo tienen! ¿Cómo van a liberar a sus equipos para salir y descubrir?
3. INCORPORAR EL APRENDIZAJE (Y LA FALLA) EN SU SISTEMA OPERATIVO
Debemos enfrentar al mundo como nues-tro salón de clases, y la forma de hacerlo es cambiar nuestra cultura de trabajo, incluidas las palabras que usamos y las acciones que tomamos.
“Las culturas de aprendizaje requieren tener más preguntas que respuestas en el sistema”.
Uno de los resultados más poderosos para promover continuamente el aprendizaje y el empoderamiento de su equipo, dijo, es des-cubrir que hay muchos emprendedores en su organización. Encuentren a esas perso-nas que no tienen miedo de hacer desastres y apóyenlos en la creación de nuevas ideas, y permítanles eliminar esas ideas cuando simplemente no estén listas.
En General Electric, Comstock también apli-có este método a la comunidad en general, asociándose con startups locales para re-solver un problema crítico. Al “abrir la fuen-te” del problema, explicó que se puede re-ducir su ventana de riesgo, reunir equipos integrados y crear más opciones para que, cuando llegue el cambio, puedan tener más confianza sobre qué ideas son apropiadas para escalar.
El aprendizaje no solo debe ser un elemento clave de la cultura laboral, también el fra-caso.“Si el fracaso no es una opción”, “tampoco el éxito”.Ella sugiere invitar a sus equipos a compartir lo que salió mal con una idea, lo que apren-dieron y cómo planean hacerlo mejor para seguir adelante. Para estar verdaderamente preparados para el cambio, necesitamos más personas con imaginación para luchar por el futuro, a pe-sar del miedo al fracaso.La imaginación no es un problema, expresó. De hecho, es nuestra mejor característica.“Soy principiante”.
“Todavía no tengo la respuesta, ni siquiera sé cuál es la pregunta. Pero estoy compro-metida a buscar la solución”.

TECNOLOGÍA
UNA TECNOLOGÍA EN AUGE: CÓMO EL POPULAR CRISPR ESTÁ MOLDEANDO EL FUTURO DE NUESTRO MUNDO
58
“CRISPR” (pronunciado “crisper”) es el acrónimo para Clustered Regularly Interspaced Short Palindromic Repeats (Repeticiones Palindrómicas Cortas Espaciadas y Agrupadas Regularmente), el sello distintivo de un sistema de defensa bacteriano que forma la base de la tecnología de edición del genoma CRISPR-Cas9, según el Broad Institute. Este sistema enzimático natural tiene la capacidad de influir en la composición genética de nuestras células y todo lo que nos rodea, lo que significa que también tiene el potencial de revolucionar muchos aspectos de nuestras vidas.
Cuando el Dr. Rodolphe Barrangou, profesor en el Departamento de Alimentos, Biopro-cesos y Servicios de Nutrición de la Univer-sidad Estatal de Carolina del Norte, subió al escenario de ONE: La Conferencia de Ideas de Alltech 2018 (ONE18), explicó cuán im-pactante podría ser este concepto compli-cado, aunque aparentemente simple.
EL POPULAR CRISPR
Barrangou, al referirse sobre la “popularidad de CRISPR” expresó; no hay mejor manera de definir lo que estamos experimentando, particularmente porque la tecnología CRIS-PR está influenciando a las industrias e in-cluso a la sociedad en general.
“CRISPR ha moldeado mi carrera, no solo como científico o empresario, sino también como paciente, padre [y más allá]”.
CRISPR está presente de forma natural en aproximadamente la mitad de todas las bacterias del planeta. Es un sistema inmune que ha evolucionado para reconocer el ADN viral y cortarlo. Piensen en CRISPR como máquinas moleculares que pueden funcio-nar como bisturíes moleculares. Y aunque esta tecnología innovadora e increíble pue-de parecer un concepto novedoso, en reali-dad existe desde hace mucho tiempo.
“CRISPR ha existido en las bacterias durante milenios; desde siempre, su historia como ciencia se remonta a 1987. Durante más de 30 años, los científicos han estado recolec-tando, analizando y reutilizando CRISPR “,
¿Creerían que este poderoso “bisturí mole-cular” permite a los científicos cortar cual-quier parte que deseen del ADN y realizar la edición del genoma a un precio realmente económico con tan solo $65 USD? Casi to-
dos los científicos pueden usar esta tecno-logía para alterar con rapidez el ADN de la forma que deseen, con una precisión, faci-lidad y asequibilidad sin precedentes. Otra ventaja es la velocidad con la que se pue-den entregar los resultados. Por ejemplo, pueden solicitar un informe CRISPR antes de las 3 p.m. y tenerlo en sus manos la ma-ñana siguiente.
UN TRABAJO EN PROGRESO
Aún así, esta tecnología no está exenta de defectos. Es “imperfecta”, ya que solo ha ga-nado velocidad en los últimos cinco años. Y, como cualquier niño de 5 años, “todavía no está madura”. Él y su equipo, junto con muchos otros científicos de todo el mun-do, están trabajando para que la tecnología CRISPR sea más programable, asequible, escalable, eficiente y precisa.

Aún así, no se puede negar las impresionan-tes capacidades de CRISPR.
“Podemos editar cualquier secuencia que queramos en cualquier organismo, en cual-quier lugar”, comentó.
“En los últimos cinco años, cientos de miles de científicos han utilizado esa tecnología para editar genomas de cualquier organis-mo que se puedan imaginar”, señaló; en di-ferentes industrias, incluida la biotecnología industrial, la investigación, la terapéutica y la agricultura.
Se ha demostrando que es particularmente útil en el campo médico ya que los inves-tigadores examinan la capacidad de alterar virus, genética, células humanas y bacterias. Por ejemplo, los científicos pueden usar tec-nologías basadas en CRISPR para vacunar de forma natural contra virus y bacterias.
CAMBIANDO LA AGRICULTURA A TRAVÉS DE CRISPR
CRISPR está cambiando la reproducción de plantas y animales, la composición micro-biana, el diseño y la ingeniería. La tecnología se ha utilizado en la industria lechera desde el 2011, específicamente en la fabricación de yogur y queso. Muchos de estos productos se han formulado utilizando la tecnología CRISPR; es muy probable, sin importar de dónde sea usted, que ya haya consumido un producto que se fabricó utilizando la tec-nología mejorada CRISPR.
“Científicamente, la popularidad de CRISPR no tiene precedentes. Pasamos de la nada a una prueba mensual, a una prueba semanal, a una prueba por día, a un promedio de 10 nuevos estudios de CRISPR publicados dia-riamente en 2018 “. “Es una locura. Los me-dios de comunicación no pueden escribir
tantas historias sobre CRISPR; hasta anoche, habían 7.3 millones de menciones acerca de CRISPR en la web; aparece en las portadas de revistas casi todas las semanas y hay mucha cobertura de los medios de comuni-cación de forma regular”.
Sin embargo, la mayor preocupación es el no cometer el mismo error con el público como pasó con los OGM.
En un esfuerzo por involucrar al público, él y su equipo están trabajando actualmente para hacer una película que documente so-bre la tecnología. Él señala que, para cons-truir la confianza del público en la ciencia, debemos “tener mucho cuidado y estar atentos a la administración de CRISPR”.
“Esta gran idea se está convirtiendo en realidad”, dijo. “Y esta gran idea salvará el planeta”.
AGROINDUSTRIACAENA

INNOVACIÓN
¿ESTÁN LAS EMPRESAS HACIENDO LAS PREGUNTAS CORRECTAS PARA SOBREVIVIR EN UN MERCADO EN CONSTANTE CAMBIO?“Si un cliente les dice que quiere algo, ¿adivinan a quién más
le estará diciendo?”, el profesor Robert Wolcott preguntó a la
audiencia de ONE: La Conferencia de Ideas de Alltech (ONE18).
“Por lo tanto, ¿cómo sabemos qué desea el cliente incluso antes
de que el sepa que lo quiere?”
60
El profesor clínico de innovación y empren-dimiento en Kellogg School of Management de la Universidad Northwestern dio a los asistentes de la conferencia el secreto para sobrevivir a largo plazo en una industria dis-ruptiva.
“Debemos hacer mejores preguntas”, expresó.
UNA GUÍA DE SUPERVIVENCIA EMPRESARIAL
“No podemos predecir el futuro en detalle. “Pero podemos tener la previsión”.
Parte de la previsión que acompaña a las grandes ideas implica reflexionar sobre la historia de lo que muchos consideran las “mejores” empresas en las últimas décadas. IBM, Xerox y Kodak fueron solo algunas de las muchas otras corporaciones que tenían dos cosas en común:
1. Experiencias cercanas a la muerte. Cada compañía estaba al borde de la extinción antes de reinventarse y adaptarse a su en-torno.
2. Todas fueron “la mejor empresa del plane-ta durante décadas”.
Sin embargo, la historia muestra que cual-quier empresa es vulnerable a una posible extinción.
Afortunadamente, Wolcott compartió sus dos consejos sobre cómo las empresas pue-den evolucionar y prosperar en mercados de constante cambio:
1. Fortificación: Extender y defender el ne-gocio principal.
2. Exploración: Crear el crecimiento a través de la exploración de oportunidades futu-ras.
El producto de una empresa no será la idea más revolucionaria para los consumidores por siempre. Existen otras empresas que in-tentan hacer cosas más grandes, mejores y más rápidas.
La competencia es difícil, y las principales empresas pueden pasar rápidamente de ser los depredadores de la industria a ser la presa.
“Debemos estar a la altura de las circuns-tancias, tengamos éxito o no”. “Es en el intento que crecemos como seres huma-nos y como organizaciones”.
TENDENCIAS TECNOLÓGICAS
El profesor, continuó su charla haciendo referencia a muchas nuevas tecnologías y prácticas comerciales que están sacudiendo la industria:
1. Los autos eléctricos eran considerados un problema para los consumidores du-rante muchos años. El temor exagerado de quedarse sin batería en medio de una vía concurrida atormentó las mentes de compradores potenciales preocupados. Sin embargo, hay autos eléctricos que pueden viajar más de 1.500 kilómetros sin ningún problema con la batería. Millones de dólares se están invirtiendo en estacio-nes de recarga para conexiones fáciles y convenientes a nivel nacional.
Escuchar las necesidades del cliente, y an-ticipar la resistencia a una nueva tecnología, dio como resultado la previsión de crear un automóvil que no cause más preguntas, sino que proporcione las respuestas.
“Si buscamos siempre en los mismos lugares, solo encontraremos las mismas respuestas”.
PROFESOR ROBERT WOLCOTT


INNOVACIÓN
Sin embargo, ¿será demasiado tarde para los autos eléctricos? ¿Son los autos autónomos el camino del futuro?
2. Por tres años, Amazon ha estado antici-pando los pedidos de los usuarios y alma-cenándolos en un establecimiento cerca-no, listos para el envío. Si un usuario hace clic, o incluso se detiene, sobre el mismo producto en la tienda en línea más de una vez, Amazon anticipará que el usuario está a solo unos pasos de realizar la compra. Cuando el cliente finalmente decide pre-sionar el botón para comprar el artículo que han estado mirando durante sema-nas, Amazon ya lo tendrá cerca.
“Los seres humanos quieren lo que de-sean, donde lo desean, cuando lo desean”.
El método de Amazon, llamado “envío antici-pado”, es la previsión personificada.
3. “Actualmente, tenemos una cadena de su-ministro global. Cuanto más grande es la planta, menores son los costos” .
4. “En los próximos 30 años, este modelo será destruido”.
Aseguró a la audiencia que la cadena de suministro global no desaparecerá por com-pleto, ya que algunos seguirán siendo vita-les, pero pronto la impresión en 3D tomará el control. ¿Por qué serían necesarias herra-mientas, recursos y empleados adicionales para construir algo en días, semanas o me-ses, cuando la impresión 3D podría hacerlo en minutos?
“En nuestras vidas, podríamos tener una máquina de impresión 3D personal”.
Entonces, ¿Cuáles son las preguntas correctas?
Estamos en el camino correcto. La pregun-ta que estamos acostumbrados hacer, es: “¿Cómo esta tecnología puede ayudarnos a ser mejores en lo que hacemos?”
“Esta es una buena pregunta”. “Síganla preguntando. Pero esa no es suficiente”.
Desafió a todos con nuevas preguntas:
1. “¿Cómo esta tecnología puede ayudarnos a hacer algo que nunca antes hayamos hecho?”
¿Es innovadora como los autos eléctricos?
¿Conveniente como las compras anticipa-das? ¿Práctica como la impresión 3D?
Wolcott explicó que normalmente las pre-guntas correctas provienen de personas que están investigando su propio futuro.
2. “En un mundo con la tecnología en auge” “podríamos hacer cualquier cosa. ¿Qué podemos hacer y por qué?”
¿Para qué sirve esta nueva tecnología? ¿Hace la vida más fácil? ¿Puede crecer con el tiempo?
3. “¿Cuál podría ser el futuro?”
¿La idea es sostenible? ¿Mantiene el ritmo de las tendencias que se encuentran a tra-vés de la previsión?
Pero, en general, la previsión necesaria para sobrevivir en una industria en constante cambio y para crear la próxima gran idea está en la búsqueda de una causa muy noble.
“Hacer del mundo un lugar mejor”.
“Es lo que motiva a la gente más que cual-quier otra cosa”.
BUENAS PRÁCTICAS CURSO DE
DE MANUFACTURA
INICIO 30/8
MÁS INFORMACIÓN E INSCRIPCIONES [email protected]
+ CURSO ONLINE
+ MANUAL BPM
+ CLASE PRESENCIAL
SOCIOSCAENA50% OFF

EXPECTATIVAS DEL CONSUMIDOR HOYEn un mundo que cambia constantemente, ¿sabemos realmente lo que el consumidor quiere?, ¿estamos preparados para afrontar un consumidor cada vez más volátil, exigente y mejor informado? ¿entendemos las necesidades de nuestros clientes o seguiremos pensando como lo hacemos normalmente? Exploremos las tendencias de estos “nuevos consumidores” y cómo desarrollar oportunidades en nuestra industria para capturarlos.
La percepción de alimentos ha cambiado, para los “nuevos consumidores” los alimen-tos representan un estilo vida, en otras pala-bras, lo usan para expresar como elijen vivir su vida, sin embargo, los mismos se enfren-tan con una selección de alimentos que no están cumpliendo con sus expectativas, y con el auge y alcance de las redes sociales, estos consumidores se han convertido en “Prosumidores”.
¿QUIÉN ES EL PROSUMIDOR?
Son personas que están activamente involu-cradas en el diseño, producción y distribución de los productos y servicios que consumen. Son abiertos defensores de los productos y las marcas con las que se identifican a través de sus redes sociales, el acceso inmediato a la información les permite tomar decisiones más informadas y racionales. Su influencia en redes sociales es tan fuerte que pueden empujar a las grandes empresas a cambiar sus productos, procesos de manufactura e incluso la cadena de distribución.
¿QUÉ DICEN LOS PROSUMIDORES?
Según la encuesta de Eaters Digest: The Fu-ture of Food 2016 de Havas Worldwide, po-demos identificar tres tendencias que afec-tan la industria pecuaria:
1. Yo, mi cuerpo y el planeta
2. Local es el nuevo orgánico
3. La obsesión con la comida
Según el estudio, los Prosumidores están enfocándose más en su salud y bienestar,
creen que una buena alimentación puede ser tan buena como la medicina y están en la constante búsqueda de alimentos natura-les y funcionales que incluyan ingredientes como DHA, Selenio, vitaminas, etc. Con su influencia en las redes sociales, ha empu-jado incluso a grandes cadenas de restau-rantes a implementar carne de pollo libre de antibióticos.
El UGC (User Generated Content) o el conte-nido creado por las personas a adquirido mu-cha fuerza, tienen más peso que cualquier otro medio de comunicación en la actualidad, por lo que pueden influir significativamente en el éxito o fracaso de un producto o marca de acuerdo a las opiniones que publiquen en
sus redes sociales. Saber más sobre los pro-sumidores es un tema crucial para cualquier productor, pues lo que consideramos algo “diferenciador” hoy, se convertirá en la norma mínima del mañana. Quedaron atrás los días donde las empresas tenían el poder, éste se ha trasladado a los prosumidores. Sin embar-go, hay una buena noticia, como producto-res podemos convertir estos prosumidores en nuestros aliados. Tomemos tiempo para conocerlos, saber sus expectativas, ellos nos puedan dar las ideas que necesitamos para diferenciarnos de la competencia.
Autor: ELIZA NG CHEN, MBAGerente de Marketing, Alltech Centroamérica y el Caribe
TENDENCIAS
64

CAENA PARTICIPÓ EN AVÍCOLA EN CONJUNTO CON PORCINOS 2018
La muestra comercial se desarrolló del 8 al 10 de mayo en Costa Salguero, Ciudad de Buenos Aires.
AVÍCOLA & PORCINOS 2018
EN PARALELO TUVO LUGAR EL 12° SEMINARIO INTERNACIONAL DE CIENCIAS AVÍCOLAS.
El evento organizado por MBG & Events, CA-PIA, Cámara Argentina de Productores Avíco-la y PWI Events, tuvo como temas principales: instalaciones, equipamiento e instrumental, genética, nutrición y alimentos balanceados, tratamiento de agua potable y carnes, ma-nufactura y productos elaborados, sanidad y productos biológicos, packaging y logística, y cuidado del medio ambiente, entre otros.
A través de la gráfica del stand y un folleto explicativo, CAENA compartió con sus aso-ciados y el vasto público que visitó la feria los beneficios que brinda a las empresas asociadas.
AGROINDUSTRIA se distribuyó entre los ex-positores y los visitantes de la exposición.
Asimismo, la revista se repartió en los stands de los anunciantes presentes a los que agradecemos nuevamente.
Como siempre, fue lugar
de encuentro para sus socios,
izq. Marcelo Damiani, de
Brouwer S.A., der. Ricardo
Torres de Gevex S.A.,
detrás Gabriel Gualdoni
Apsa Internacional.
66

66
DSM Nutritional Products
Molinos Agro
Oscar Bertero, de Bioaromas
y Bioingeniería
Stand de Andritz: Mariano Tordini;
Hugo Héctor Aguilera; Mariano Maislin;
Santiago Caviglia y Roberto Altamiranda.
Buhler
AVÍCOLA & PORCINOS 2018