tesis.redisenosistema
TRANSCRIPT
UNIVERSIDAD DE ORIENTE
NÚCLEO DE ANZOÁTEGUI
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS
DEPARTAMENTO DE MECÁNICA
REDISEÑO DE LOS SISTEMAS DE SOPORTE ESTRUCTURAL,
ELEVACIÓN, TRANSPORTE Y DISTRIBUCIÓN EN PLANTA PARA LA
FABRICACIÓN Y MOVIMIENTO DE ESTOPLES
Realizado por:
Br. Alejandra José Aguilera Romero
Br. Florangel Del Valle López Castellano
Trabajo de Grado Presentado ante la Universidad de Oriente como Requisito
parcial para optar al título de:
INGENIERO MECÁNICO
Barcelona, Abril de 2013
UNIVERSIDAD DE ORIENTE
NÚCLEO DE ANZOÁTEGUI
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS
DEPARTAMENTO DE MECÁNICA
REDISEÑO DE LOS SISTEMAS DE SOPORTE ESTRUCTURAL,
ELEVACIÓN, TRANSPORTE Y DISTRIBUCIÓN EN PLANTA PARA LA
FABRICACIÓN Y MOVIMIENTO DE ESTOPLES
Asesor Académico
Prof.: Antonio Franco
Barcelona, Abril de 2013
UNIVERSIDAD DE ORIENTE
NÚCLEO DE ANZOÁTEGUI
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS
DEPARTAMENTO DE MECÁNICA
REDISEÑO DE LOS SISTEMAS DE SOPORTE ESTRUCTURAL,
ELEVACION, TRANSPORTE Y DISTRIBUCION EN PLANTA PARA LA
FABRICACION Y MOVIMIENTO DE ESTOPLES
El jurado calificador hace constar que asignó a esta Tesis la calificación de
Prof.: Antonio Franco
Prof.: Richard Estaba Prof.: Francisco García
Barcelona, Abril de 2013
APROBADO
RESOLUCIÓN
De acuerdo al Artículo 44 del Reglamento de Trabajo de Grado.
“Los Trabajos de Grado son de la exclusiva propiedad de la Universidad de
Oriente, y sólo podrán ser utilizados para otros fines con el consentimiento
del Consejo de Núcleo respectivo, quien deberá participarlo previamente al
Consejo Universitario, para su autorización”.
iv
DEDICATORIA
Para mi familia en especial, para mis hijos q me han dado fuerzas para
continuar y culminar esta etapa tan importante de mi vida.
Alejandra Aguilera
Le dedico este, para mí un gran logro a DIOS, por darme la vida y porque sé
que está conmigo siempre.
A mi madre, por ser más que mi madre, mi amiga, mi confidente y mi apoyo
incondicional. Este logro es tuyo mami, sin ti no hubiese llegado a donde
estoy, te amo!!!
A mi papi, que sé que desde el cielo me puedes ver viejito y estoy segura de
que estarás orgulloso Luisito López, te extraño!!!
A mi hija Marcela Alejandra, porque has sido el mayor motivo para culminar
este trabajo, porque quiero que estés orgullosa de mi y que en un futuro seas
una profesional, te adoro mi pochoquita!!!
A mis hermanos, Ángel y Yohanna, porque a pesar de cualquier
circunstancia nos hemos mantenido juntos y sé que ustedes creen en mí y
aunque no se los demuestre muy seguido los quiero!!!
Florangel López
v
AGRADECIMIENTOS
En primer lugar le agradezco a Dios!
A mis padres, en especial a mi madre por ser el pilar fundamental de mi vida,
a Mirian por darme todo su cariño de manera incondicional.
A mis hermanos les agradezco, que siempre están ahi para mí, con sus
palabras de aliento y motivación.
A mi hermano mayor José aguilera quien siempre esta hay para mí, en las
buenas y en las malas te amo mi hermano!
A Danilo por todo su apoyo y confianza.
Le doy a mi tia Luisa el credito de haber logrado culminar esta tesis, que
desde el cielo me bendice y me cuida.
Al prof. Franco, a nuestro amigo y companero Alejandro Fernandez quienes
confiaron y dedicaron su tiempo a guiarnos para el desarrollo de este trabajo
de investigacion.
A mi esposo por su comprension y apoyo incondicional durante este periodo
de tiempo.
Alejandra Aguilera
vi
A DIOS por sobre todas las cosas, por darme la oportunidad de estudiar esta
carrera tan hermosa, gracias Papa Dios!
A mi mama, por cada palabra de aliento, por los desvelos que también
pasaste durante mi carrera, por escucharme, por apoyarme, por ser mi guía,
viejis eres la mejor, gracias!!!!
A mi papa, porque aunque no estés físicamente conmigo, espiritualmente lo
estas y recordar como eras me hace querer ser como tú eras, que para mí
eras y siempre serás el mejor padre del Mundo!!!
A mis hermanos, les agradezco su apoyo incondicional y sobre todo la
confianza que siempre me han tenido y sobre todo por motivarme a ser una
profesional.
A mi esposo, Jhonathan, por ser mi apoyo, por motivarme a culminar este
trabajo, por el cariño que me demuestra día a día y por ser mi compañero de
vida, te amo!!!
A mi amiga y hermana Annabell, por su apoyo, sus palabras de aliento, y
sobre todo por compartir conmigo una época muy hermosa de mi vida, la
época universitaria, gracias chichi!!!
A ti Ale, por aventurarte conmigo para alcanzar nuestra meta de ser
Ingenieros, por ser mi compañera y también una gran amiga, te quiero
mucho mol.
Al Prof. Antonio Franco, por guiarnos a lo largo de este trabajo y darnos
palabras de aliento cada vez que pensábamos que caíamos, gracias profe.
A un gran compañero, Alejandro Fernández, por permitirnos desarrollar
nuestro trabajo en la empresa de tu familia y por tu gran colaboración,
gracias my friend!
A todo aquel que hizo posible la culminación exitosa de este trabajo, gracias
a todos.
Florangel López
vii
RESUMEN
“REDISEÑO DE LOS SISTEMAS DE SOPORTE ESTRUCTURAL,
ELEVACIÓN, TRANSPORTE Y DISTRIBUCIÓN EN PLANTA PARA LA
FABRICACIÓN Y MOVIMIENTO DE ESTOPLES”
El objetivo principal de este Trabajo de Grado fue el rediseño de los sistemas
de soporte estructural, elevación, transporte y distribución en planta para la
fabricación y movimiento de estoples, fabricados en la empresa SITELCA, a
fin de evitar que a futuro, la estructura falle ante cargas de sobrepeso, cargas
externas; cargas vibratorias: así como también, que las máquinas a ser
colocadas sufran desbalanceo y se paren por desperfectos, y que la
distribución sea lo más ordenada posible, en función de evitar accidentes de
trabajo y de reducir costos de producción, además de mejorar y aumentar la
misma. Para ello, se planteó el rediseño bajo la norma COVENIN 1618-98
que aplica en estos casos, donde los factores relevantes, entre otros, son:
discontinuidades en la longitud de anclaje, abertura en placas de anclaje,
espesor de muro de cimentación y arriostramiento lateral. Se realizó la
descripción de las condiciones actuales de la estructura y cimientos de la
instalación seleccionada para el rediseño, a través de la observación directa,
el uso de técnicas de análisis de suelos, mediciones de campo sobre
dimensiones actuales; para la evaluación de parámetros de rediseño
estructural y cimentado se utilizó un diagrama causa efecto (espina de
pescado). Una vez realizados los cálculos a partir de las ecuaciones y
criterios, fueron comprobados con el software SAP 2000, resultando
satisfactoria la elección de perfiles tomada a tal efecto. En este sentido, se
planteó la creación de un Plan de mantenimiento preventivo, para prevenir
fallas futuras a nivel estructural y de basamento en la construcción a realizar
a corto plazo.
viii
ÍNDICE
RESOLUCIÓN..............................................................................IV
DEDICATORIA..............................................................................V
AGRADECIMIENTOS...................................................................VI
RESUMEN..................................................................................VIII
ÍNDICE..........................................................................................IX
LISTA DE TABLAS.....................................................................XV
LISTA DE FIGURAS..................................................................XVI
INTRODUCCIÓN........................................................................XIX
CAPITULO 1 EL PROBLEMA.....................................................20
1.1. Planteamiento del problema................................................................20
1.2. Objetivos.............................................................................................22
1.2.1. Objetivo general............................................................................22
1.2.2. Objetivos específicos....................................................................22
1.3. Alcance................................................................................................23
1.4. Limitaciones........................................................................................23
1.5. Información de la empresa o taller sitelca...........................................24
CAPÍTULO II MARCO TEÓRICO................................................27
2.1. Antecedentes de la investigación........................................................27
2.2. Bases teóricas.....................................................................................29
2.2.1. Naves industriales........................................................................29
2.2.1.1. Evolución histórica de las naves industriales.........................30
ix

2.2.1.2. Arquitectura tradicional aplicada a la industria.......................31
2.2.1.3. Nacimiento de la arquitectura industrial.................................32
2.2.2 Estructuras metálicas....................................................................35
2.2.2.1 Soluciones constructivas para estructuras metálicas..............37
2.2.2.2. Función y Aplicación de estructuras metálicas......................38
2.2.3 Norma COVENIN 1618-98............................................................39
2.2.3.1. Alcance de la Norma..............................................................39
2.2.3.2. Aplicaciones de la Norma.......................................................40
2.2.4. Cimentación..................................................................................41
2.2.4.1 Tipos de cimentación..............................................................41
2.2.4.2 Cimentaciones Superficiales...................................................42
2.2.4.3. Cimentaciones ciclópeas........................................................42
2.2.4.4. Zapatas aisladas....................................................................43
2.2.4.5. Zapatas corridas....................................................................44
2.2.4.6. Zapatas combinadas..............................................................45
2.2.4.7. Losas de cimentación............................................................45
2.2.4.8. Cimentaciones semiprofundas...............................................46
2.2.4.9. Cimentaciones profundas.......................................................46
2.2.4.10. Cimentaciones de máquinas................................................47
2.2.5. Tornillos, pernos, pasador (definición y tipos)..............................47
2.2.5.1. Tornillos..................................................................................47
2.2.5.2. Características De Los Tornillos............................................48
2.2.5.3 Tipos de Tornillos....................................................................49
2.2.6. Soldadura.....................................................................................49
2.2.6.1. Geometría de la soldadura.....................................................51
2.2.6.2. Soldabilidad............................................................................54
2.2.7. Elementos sometidos a tracción...................................................56
2.2.8. Elementos sometidos a compresión.............................................59
2.2.8.1. Columnas de Hormigón Armado............................................61
x
2.2.8.2. Resistencia del Hormigón a Procesos de Carga Lentos y de
Larga Duración....................................................................................64
2.2.9. Elementos sometidos a flexo-compresión....................................66
2.2.10. Comportamiento de los materiales.............................................68
2.2.11. Distribución en planta de equipos...............................................69
2.2.11.1. Principios básicos de la Distribución en Planta....................69
2.2.11.2. Tipos de Distribución en Planta............................................70
2.2.11.3 Distribución por Producto......................................................72
2.2.11.4 Proceso de la Distribución en Planta....................................73
2.2.11.5. Factores que Afectan a la Distribución en Planta................74
CAPÍTULO III METODOLOGÍA DE LA INVESTIGACIÓN..........79
3.1. Desarrollo del trabajo..........................................................................79
3.2. Técnicas de recolección de datos.......................................................81
3.3. Técnicas de análisis............................................................................82
3.3.1. Tablas...........................................................................................82
3.3.2. Gráficas........................................................................................82
3.3.3. Diagramas....................................................................................82
3.3.4. Análisis Computacional................................................................82
3.4. Materiales, equipos, herramientas y sustancias..................................83
3.4.1 Materiales......................................................................................83
3.4.2. Equipos.........................................................................................83
3.4.3. Herramientas................................................................................83
3.4.4. Sustancias....................................................................................83
CAPÍTULO IV DESARROLLO DE LOS OBJETIVOS.................84
4.1. Descripción de las condiciones actuales de la estructura y cimientos
de la instalación metalmecánica seleccionada para el rediseño................84
xi
4.2. Evaluación de los parámetros de diseño necesarios para la
adaptabilidad de los nuevos valores de carga y estabilidad exigidos para la
estructura y cimientos................................................................................88
4.3. Cálculos de diseño relacionados con la estructura y cimentación, así
como también con la elevación y transporte de carga, adaptados a las
nuevas condiciones de operación..............................................................91
4.3.1. Cálculos estructurales..................................................................91
4.3.1.1 Cálculo de la Altura del Techo:...............................................95
4.3.1.2 Cálculo de la Esbeltez.............................................................95
4.3.1.3 Cálculo del punto de aplicación de las máximas cargas de
viento (h’)............................................................................................96
4.3.1.4 Clasificación de la Estructura..................................................96
4.3.1.5 Cálculo del factor de respuesta ante ráfagas..........................97
4.3.1.6 Cálculo de la Presión del Viento.............................................97
4.3.1.7 Calculo de Exposición a la Presión Dinámica del Viento........97
4.3.1.8 Cálculo para la Distancia de Separación entre Pórticos (S)....98
4.3.1.9 Cálculo del Número de Correas..............................................98
4.3.1.10 Cálculo de la distancia entre correas (Ver figura 4.8.)..........99
4.3.1.11 Selección de las Láminas para el Techo.............................100
4.3.1.12 Número de Láminas necesarias para cubrir la separación
entre pórticos....................................................................................100
4.3.1.13 Cálculo del Peso de las Láminas........................................101
4.3.1.14 Cálculo del peso de los Ganchos........................................101
4.3.1.15 Diseño de largueros............................................................101
4.3.1.16 Cálculo de la carga permanente.........................................102
4.3.1.17 Cálculo de la Carga Variable...............................................102
4.3.1.18 Cálculo de la Carga del Viento............................................103
4.3.1.19 Carga por Montaje o Maquinaria, actuante en la mitad de la
Luz de las Correas:...........................................................................103
xii

4.3.1.20 Combinaciones de las Cargas a Considerar:......................104
4.3.1.21 Cálculo del Módulo de Sección Mínima (Sx).......................107
4.3.1.22 Verificación de la Deflexión.................................................107
4.3.1.23 Verificación de la Flexión Biaxial:........................................108
4.3.1.24 Chequeo de los Artículos 7.1.4.1 y 7.1.4.6 de la Norma
COVENIN 1618-98............................................................................109
4.3.1.25 Comprobación de la Correa por Fuerza Cortante...............110
4.3.1.26 Diseño de los Tensores......................................................111
4.3.1.27 Diseño de Arriostramientos de techo..................................112
4.3.1.28 Peso total de los perfiles de arriostramientos entre pórticos
(War).................................................................................................115
4.3.1.29 Diseño de Largueros...........................................................117
4.3.1.30 Diseño de los Parales.........................................................119
4.3.1.31 Cálculo de los Canales de Desagüe...................................120
4.3.2. Cálculos de cimentación.............................................................128
4.3.2.1. Diseño desde el punto de vista de suelos............................128
4.3.2.2. Diseño desde el punto de vista estructural..........................128
4.3.2.3. Chequeo del área.................................................................129
4.3.2.4. Dimensiones Definitivas.......................................................129
4.3.2.5 Calculo de acero...................................................................130
4.3.2.6. Colocación del Acero...........................................................130
4.3.2.7. Predimensionamiento..........................................................133
4.3.3. Cálculos de vibraciones..............................................................142
4.4. Simulación a través de un software o herramienta computacional de la
estabilidad de la estructura y cimientos....................................................144
4.4.1. Condiciones iniciales..................................................................145
4.5. Ejecución de la distribución en planta adecuada para la ubicación
exacta de máquinas y el movimiento de los estoples en el proceso de
fabricación de los mismos........................................................................147
xiii
4.6. Propuesta de un plan de inspección y mantenimiento para preservar
en el tiempo la estructura, así como su vida útil.......................................152
4.7. Análisis de costos estimados de la inversión relacionada con la
adaptabilidad de la instalación metalmecánica a nuevas exigencias de
fabricación de estoples.............................................................................158
4.7.1. Costos estimados para elementos seleccionados de acuerdo a
cálculos:................................................................................................158
4.7.1.1. Sistema Estructural:.............................................................158
4.7.1.2. Sistema de Cimentación:.....................................................159
4.7.1.3. Sistema de Elevación:..........................................................159
4.7.1.4. Costos de Montaje e inspección:.........................................159
4.8. Nueva ingeniería de detalles a través de planos en autocad de la
estructura y cimientos respectivos...........................................................160
CAPÍTULO V..............................................................................169
CONCLUSIONES Y RECOMENDACIONES.............................170
5.1 Conclusiones......................................................................................170
5.2. Recomendaciones.............................................................................171
BIBLIOGRAFÍA..........................................................................172
METADATOS PARA TRABAJOS DE GRADO, TESIS Y
ASCENSO:.................................................................................174
xiv
LISTA DE TABLAS
Tabla 4.1. Condiciones físicas actuales.........................................................84
Tabla 4.2. Condiciones actuales....................................................................89
Tabla 4.3. Características de láminas de techo...........................................100
Tabla 4.4. Características de correas IPN 180............................................107
Tabla 4.5. Datos iniciales para el cálculo en SAP 2000...............................145
Tabla 4.6. Presión del viento sobre la cubierta............................................146
Tabla 4.7. Propuesta de Plan de Mantenimiento Preventivo.......................155
Tabla 4.8. Acciones preventivas/Bancada...................................................156
Tabla 4.9. Acciones preventivas/Uniones....................................................157
Tabla 4.10. Acciones preventivas/Recubrimiento........................................157
Tabla 4.11. Acciones preventivas/Relleno...................................................157
Tabla 4.12. Acciones preventivas/Protección catódica................................157
xv

LISTA DE FIGURAS
Figura 1.1. Ubicación geográfica de SITELCA. [Fuente: propia]...................26
Figura 2.1. Nave industrial antigua. [15]........................................................32
Figura 2.2. Vista nodal planimétrica de una Nave industrial. [5]....................34
Figura 2.3. Vista de estructuras de techo de galpones. [5]............................35
Figura 2.4. Estructura Metálica. [5]................................................................36
Figura 2.5. Cimentación Superficial. [9].........................................................42
Figura 2.6. Base semiprofunda. [9]................................................................46
Figura 2.7. Tornillo para madera. [11]............................................................49
Figura 2.8. Diagrama de tipos de soldadura. [12]..........................................52
Figura 2.9. Soldadura en V. [12]....................................................................53
Figura 2.10. Elementos sometidos a tracción [11].........................................57
Figura 2.11. Elementos sometidos a tracción. Unión de elementos de unión.
[11].................................................................................................................57
Figura 2.12. Secciones críticas de configuraciones de uniones. [11]............58
Figura 2.13. Miembros sometidos a compresión. [11]...................................59
Figura 2.14. Miembros sometidos a compresión. Distribución de Esfuerzos
[11].................................................................................................................60
Figura 2.15. Miembros sometidos a compresión. Distribución de cargas [11]
.......................................................................................................................60
Figura 2.16. Miembros sometidos a compresión. Vista de sección de
Esfuerzos. [11]...............................................................................................61
Figura 2.17. Tipos de Columnas. [11]............................................................62
Figura 2.18. Columnas con estribos y zunchadas. [11].................................63
Figura 2.19. Gráfica Esfuerzo Vs. Deformación de hormigones. [13]............65
Figura 2.20. Elemento flexo-comprimido. [13]...............................................66
Figura 2.21. Esquematización de una flexo-compresión desviada. [13]........67
xvi
Figura 2.22. Esquema de distribución en planta del tipo fijo. [14]..................71
Figura 2.23. Proceso de Distribución en Planta. [14].....................................74
Figura 4.1. Ubicación y fachada de Galpón Sitelca Puerto La Cruz. [Fuente:
Propia]...........................................................................................................85
Figura 4.2. Ubicación desordenada de equipos y máquinas herramientas.. .86
Figura 4.3. Secuencia fotográfica de máquinas herramientas operativas.
[Fuente: Propia].............................................................................................86
Figura 4.4. Secuencia fotográfica de muestras de corrosión en conexiones de
estructura techo, además de los pernos de anclaje ASTM 30. [Fuente:
Propia]...........................................................................................................87
Figura 4.5. Columna y placa base actuales. [Fuente: Propia].......................87
Figura 4.6. Condiciones actuales del techo. [Fuente: Propia]........................88
Figura 4.7. Esquema de Galpón. [Fuente: Autocad]......................................94
Figura 4.8. Esquema de ubicación de correas. [Fuente: propia]...................99
Figura 4.9. Cruz de San Andrés. [Fuente: Propia].......................................113
Figura 4.10. Distribución de arriostramientos en el techo del galpón. [Fuente:
propia]..........................................................................................................114
Figura 4.11. Distribución de arriostramientos en las paredes laterales.......116
Figura 4.12. Distribución de largueros. [Fuente: Propia]..............................119
Figura 4.13. Distribución de cargas sobre el pórtico. [Fuente: Propia]........122
Figura 4. 14. Placa de anclaje. [Fuente: Propia]..........................................125
Figura 4.15. Distribución de esfuerzos en la placa de anclaje. [Fuente:
Propia].........................................................................................................126
Figura 4.16. Distribución de cargas. [Fuente: Propia]..................................133
Figura 4.17. Diagrama de Fuerzas Cortantes. [Fuente: Propia]..................134
Figura 4.18. Sección tentativa. [Fuente: Propia]..........................................135
Figura 4.19. Dimensiones de la zapata.......................................................136
Figura 4.20. Diagrama de Momentos flectores............................................137
Figura 4.21. Diagramas de asentamiento sobre terreno. [Fuente: Propia]. .139
xvii

Figura 4.22. Distribución de carga en zapata. [Fuente: propia]...................143
Figura 4.23. Modelo computarizado de galpón. Fuente: [Sap 2000]...........147
Figura 4.24. Diagrama de distribución actual de equipos en la instalación. 150
Figura 4.25. Distribución de Planta recomendada.......................................151
Figura 4.26. Diagrama causa-efecto............................................................155
Figura 4.27. Vista de corte 1-1/2-2. [Fuente: Autocad]................................160
Figura 4.28. Esquema del galpón. [Fuente: Autocad]..................................161
Figura 4.29. Vista de corte3-3/4-4. [Fuente: Autocad].................................162
Figura 4.30. Vista frontal del Galpón. [Fuente: Autocad].............................163
Figura 4.31. Detalles de columna y pared. [Fuente: Autocad].....................164
Figura 4.32. Detalles de perno de anclaje. [Fuente: Autocad].....................165
Figura 4.33. Detalle de zapata y placa de asiento. [Fuente: Autocad].........166
Figura 4.34. Detalle de vigas del techo. [Fuente: Autocad].........................167
Figura 4.35. Detalle de uniones en cerchas. [Fuente: Autocad]..................167
Figura 4.36. Detalle de columna. [Fuente: Autocad]....................................168
xviii
INTRODUCCIÓN
El presente Trabajo de Grado se realizó en las instalaciones de la
Universidad de Oriente, Núcleo de Anzoátegui y en el taller metalmecánico
SITELCA, ubicado en el municipio Sotillo de Puerto la Cruz, estado
Anzoátegui. Tiene como objetivo general, el reacondicionamiento mecánico o
rediseño de los sistemas de soporte estructural, de cimentación, de elevación
y de distribución en planta en una fábrica procesadora de estoples o las
llamadas te partidas para uso de la industria petrolera.
Dentro de los planes de rediseño de la instalación, está el cálculo de
su estructura metálica, el cálculo de la ingeniería de cimentación y el cálculo
de la ingeniería de elevación y transporte; así como también de una nueva
distribución en planta de equipos y personal; razón por la cual se realizó una
nueva ingeniería de detalles; ello en virtud de que se requiere colocar un
sistema de puentes grúas de mayor capacidad para la fabricación de
estoples de diámetros mayores a los fabricados actualmente.
Este trabajo presenta el desarrollo de la investigación de la siguiente
manera: en el Capítulo I, Introducción y Formulación del Problema, luego en
los Capítulos II y III; Marco Teórico, y Metodología y desarrollo,
respectivamente, en el Capítulo IV, desarrollo de los Objetivos planteados,
en el Capítulo V, Conclusiones y Recomendaciones, y como complemento,
las referencias bibliográficas y anexos, necesarios para ilustrar los pasos de
la investigación.
El desarrollo de los objetivos está fundamentado en el uso de las
herramientas de recolección de datos y análisis de resultados, comúnmente
utilizadas en este tipo de investigación, como lo son: la revisión bibliográfica
de textos y manuales técnicos, el uso de criterios y teorías de diseño
referidas a los tópicos involucrados en la investigación, entre otros.
CAPITULO 1
EL PROBLEMA
1.1. Planteamiento del problema
La estabilidad de una estructura se fundamenta en una cimentación
adecuada que se corresponda con la severidad del trabajo u operaciones
que allí se realicen; ya sea por parte de equipos estáticos, dinámicos,
rotodinámicos, o de movimiento de carga. Una cimentación adecuada
permitirá trabajos severos y contínuos para los cuales ha sido diseñada. Es
importante también el buen diseño de las estructuras metálicas, en función
de las cargas externas como fuerza del viento y movimientos sísmicos, para
lo cual existen normas que deben ser consideradas en el diseño. Igualmente,
para la construcción de las fundaciones y piso de talleres, debe haber una
compactación y análisis del suelo, establecidos por las normas que aplican.
Hoy en día, para el reacondicionamiento de un taller metalmecánico, el cual
requiera la elevación, movimiento de piezas de gran tamaño, además de una
adecuada distribución en planta de máquinas y equipos, debe considerarse
el asentamiento y estructuras necesarias para soportar las cargas
demandadas por la producción y dimensiones requeridas, con el propósito de
que se garantice su durabilidad en el tiempo. Además si se requiere
considerar la factibilidad de instalación para una grúa puente de capacidades
tales que sus componentes representen una excesiva carga y trabajo
vibratorio, y de dimensiones que demanden un mayor tamaño del espacio
físico, es necesario el rediseño de dicha estructura y basamentos para que
soporte tanto el movimiento como el anclaje de los equipos y maquinaria que
allí se establecerán. Así mismo, para el diseño y construcción de la parte

21
estructural, es necesario considerar parámetros y valores de constantes y
factores establecidos por la norma COVENIN de cimentaciones, número
1753-2006, que aplica en este caso. En tal sentido, se propone el rediseño
de toda la ingeniería estructural y de cimentación para la erección y
movimiento de máquinas, relacionadas con la fabricación de estoples
utilizadas en la industria petrolera, siendo éstos, accesorios utilizados en los
procedimientos de obturación en tuberías; los cuales están formados por una
te partida (Split Tee) y una brida autoblock O-ring equipada con un
mecanismo de anillo de retención.
El problema a resolver es evitar que a futuro, la estructura falle ante cargas
de sobrepeso, cargas externas; cargas vibratorias: así como también, que las
máquinas a ser colocadas sufran desbalanceo y se paren por desperfectos, y
que la distribución sea lo más ordenada posible, en función de evitar
accidentes de trabajo y de reducir costos de producción, además de mejorar
y aumentar la misma.
En este sentido es necesario plantear el rediseño bajo la norma COVENIN
que aplica en estos casos, como la 1618-98, donde los factores relevantes,
entre otros, son: discontinuidades en la longitud de anclaje, abertura en
placas de anclaje, espesor de muro de cimentación y arriostramiento lateral.
22
1.2. Objetivos
1.2.1. Objetivo general
Rediseñar los sistemas de soporte estructural, elevación, transporte y
distribución en planta para la fabricación y movimiento de estoples de
tuberías petroleras en una empresa metalmecánica, con el propósito de que
se garantice su adaptabilidad a nuevas capacidades y exigencias de
producción.
1.2.2. Objetivos específicos.
1.- Describir las condiciones actuales de la estructura y cimientos de la
instalación metalmecánica seleccionada para el rediseño.
2.- Evaluar los parámetros de diseño necesarios para la adaptabilidad de los
nuevos valores de carga y estabilidad exigidos para la estructura y cimientos.
3.- Realizar cálculos de diseño relacionados con la estructura y cimentación,
así como también con la elevación y transporte de carga, adaptados a las
nuevas condiciones de operación.
4.- Simular a través de un software o herramienta computacional la
estabilidad de la estructura y cimientos.
5.- Ejecutar la distribución en planta adecuada para la ubicación exacta de
máquinas y el movimiento de los estoples en el proceso de fabricación de los
mismos.
6.- Proponer un plan de inspección y mantenimiento para preservar en el
tiempo la estructura instalada, así como su vida útil.
7.- Realizar un análisis de costos estimados de la inversión relacionada con
la adaptabilidad de la instalación metalmecánica a nuevas exigencias de
fabricación de estoples.
8.- Mostrar la nueva ingeniería de detalles a través de planos en autocad de
la estructura y cimientos respectivos.
23
1.3. Alcance
La finalidad de esta investigación es rediseñar una instalación estructural y
ajustarla a la fabricación de piezas definidas como conexiones de tuberías
petroleras, llamadas estoples.
En este nuevo diseño la mayoría de las medidas a utilizar son tomadas de
una nave industrial ubicada en el sector el Junquito, municipio Sotillo de la
ciudad de Puerto la Cruz, en el Estado Anzoátegui y que es ajustada a las
condiciones necesarias para la investigación. Los procesos de fabricación
necesarios para la realización de la tubería serán solo mencionados sin
profundizar en los métodos específicos necesarios para lograr los resultados
deseados.
Se provee, al final del diseño, el tipo de material a utilizar, ejemplos de
fabricantes y modelos funcionales de todos los elementos diseñados. Estos
detalles serán solo de referencia y no es de carácter obligatorio su utilización,
ya que se establecerán todas las características generales de tales
componentes, ofreciendo lo necesario para su obtención en el mercado.
1.4. Limitaciones
Como todo trabajo de investigación, también se presentaron limitaciones
aunque no significativas en la misma, entre otras: el hermetismo sobre la
información técnica de las máquinas herramientas y otros equipos presentes
en el taller, sobre todo una prensa hidráulica de muy vieja data, la cual se
encuentra activa y en condiciones operativas excepcionales; así como
también, información de registro de fallas de dichos equipos que hayan
ocurrido reciente a la etapa de la investigación. No obstante, estos
imprevistos fueron superados por la iniciativa propia de los investigadores
para obtener los datos técnicos de los equipos referidos y para ubicar alguna
24
información importante sobre causas y efectos de fallas de las mismas.
Superadas tales limitaciones, la investigación culminó con éxito,
desarrollándose los objetivos efectivamente y alcanzando el logro esperado.
1.5. Información de la empresa o taller sitelca
SITELCA, es una empresa dedicada a la fabricación y distribución de
conexiones para tuberías utilizadas en la industria petrolera y afines, desde
hace más de 15 años. Cuenta con equipos convencionales y de
control numérico para la fabricación de sus productos. Entre los productos
fabricados se tienen tee partida (Split Tee), Estoples (bridas autoblock O-
ring), sillas de refuerzo (Saddles), separadores (Spectacle), Niples rectos,
Niples botella (Swage), sócalos (Sockolet), Tapones de 3000 lb y 6000 lb
(Threadolet) en acero al carbono e inoxidable. En el año 2005 nació el
departamento de investigación, desarrollo e innovación (ID&I), enmarcado en
el plan estratégico de sustitución de importaciones de la Misión
Ciencia. Desde entonces ha desarrollado y probado varios prototipos que
van desde mejoras en accesorios para tuberías, equipos de automatización
como son los actuadores eléctricos para válvulas hasta la fabricación de tees
partidas y Estoples.
Actualmente, todos sus procedimientos administrativos y de fabricación se
encuentran documentados cumpliendo los parámetros exigidos en la norma
de calidad ISO9001:2000. Las conexiones fabricadas incluyen: Niples rectos,
niples botella (swage), tapones, buje (bushing), anillos y acoples. Están
interesados en realizar alianzas con empresas para establecer la distribución
de sus productos a nivel nacional e internacional. También están abiertos
para negociar alianzas estratégicas, y búsqueda de nuevos proveedores de
acero A105 en barras.

25
El diseño de tees partidas o estoples consta de dos conchas de
acero al carbono (sleeve), de los cuales una de ellas cuenta con una
derivación central forjada o soldada en fábrica, a ésta se le adiciona una
brida con cuello para soldar (WN). Para los STOPPLES la brida es
modificada para incluir el mecanismo de retención (Lock-o-ring) de los
tapones (Lock-o-ring Plug) y obtener el sello correcto.
En el diseño y elaboración de este producto se emplean las siguientes
normas:
Diseño del cuerpo:
ASME B31.3 B31.4 B31.8
ASTM A36 A516 A106B A234 WPB.
Se aplican las normas B31.X que requiera el cliente.
Brida: ASME B16.5 ASTM A105 A694
Soldaduras: AWS
Tolerancias: Se utilizan las indicadas en la Norma aplicable y o en su defecto
de las buenas prácticas del arte y oficio.
La ubicación geográfica de la empresa o taller metalmecánico Sitelca
corresponde a la calle principal de Valle Lindo, galpón número 57, en la
ciudad de Puerto la Cruz, Estado Anzoátegui, tal como se ilustra en la figura
1.1

26
Figura 1.1. Ubicación geográfica de SITELCA. [Fuente: propia]
Respecto a su política de calidad, SITELCA, busca la mejora continua de la
relación entre la empresa y sus clientes, con el propósito de mantenerse a la
vanguardia de contratación constante, para prestar el servicio de fabricación
de conexiones para tuberías utilizadas en la industria petrolera. Su
organización se basa en un organigrama sencillo y de pocas personas a nivel
directivo, básicamente su nómina se ve aumentada por personal técnico
medio (ince), el cual corresponde a los operadores de las máquinas
herramientas que allí se encuentran en pleno funcionamiento.
CAPÍTULO II
MARCO TEÓRICO
2.1. Antecedentes de la investigación
Serrano, Rosmaida (2006). Este trabajo investigativo se llevó a cabo para
estudiar la importancia que tienen las fundaciones como piezas primordiales
en las superestructuras de concreto armado, por ello deben ser diseñadas
adecuadamente para evitar un asentamiento excesivo o una falla cortante en
el suelo donde van a ser fundadas. En el presente trabajo se aplican distintas
teorías para determinar la capacidad de carga de las fundaciones para
asegurar que la transferencia de energía no afecte el suelo ni la estructura.
No solo basta con la capacidad de carga, es muy importante el diseño de la
cimentación o fundación, el cual se hizo aplicando la teoría última y
respetando los requerimientos que exige la norma COVENIN 1753-87. Se
estudiaron las fundaciones directas e indirectas; entre las directas se pueden
mencionar las zapatas aisladas (cuadradas u rectangulares) y zapatas
corridas; y de las indirectas se analizaron los pilotes y sus cabezales.
Adicionalmente, se hizo el estudio de los muros de contención, entre los
cuales se mencionan cantiléver y muro por gravedad. Se presenta un
software, con fines académicos, para el diseño de fundaciones, cabezales y
muros de contención; de esta manera cualquier usuario tendrá una
herramienta de estudio práctica y sencilla. Adicionalmente se anexa manual
del usuario. [1]
Esta investigación está relacionada con la actual; ya que presenta
semejanzas en cuanto al estudio y uso de la norma COVENIN 1753-87,
además se basa en el diseño de las cimentaciones para una estructura
28
metálica al igual que la investigación, objeto de estudio. En cuanto a
diferencias, se nota que la investigación actual comprende además del
rediseño de la cimentación, el de la estructura metálica como tal y una
distribución en planta de equipos.
Bermúdez, Juan (2004). Se analizaron las fallas por cizallamiento debidas a
esfuerzos cortantes severos presentes en la base de los pernos, producto de
un mal apriete en posiciones incorrectas de colocación de los mismos.
Además se detectó la presencia de excesivo nivel freático en la locación y
por ello la presencia de corrosión en la cabeza de los pernos. Se planteó al
respecto un rediseño, considerando un análisis de suelo y
redimensionamiento de la cimentación respectiva; así como la
recomendación de una protección catódica a través de ánodos de sacrificio.
[2]
En cuanto a semejanzas y diferencias con la investigación actual, se
presentan objetivos similares basados en el diseño de las uniones apernadas
para el anclaje de columnas correspondientes a la estructura metálica
limitada al puente de tuberías (paidrack); sin embargo la actual es más
amplia en virtud de que presenta muchos más objetivos correspondientes a
otras áreas del diseño como un sistema de elevación y transporte y una
distribución de equipos adecuada.
González, Jesús. (1999).En la misma se realizaron cálculos de diseño
estructural y de ingeniería de cimentación para una nave industrial destinada
a la erección y movimiento
De máquinas herramientas en el taller de una empresa de fabricación de
tubería con costura longitudinal; específicamente en la Planta Tubacero
ubicada en Puerto Ordaz, Estado Bolívar. El propósito de esta investigación
fue el de adaptar una estructura en decadencia tecnológica a nuevas

29
demandas de capacidad estructural y dimensional para la colocación de
máquinas como dobladoras, tornos industriales, fresadoras y otras,
necesarias para el maquinado de piezas. Dicha investigación se relaciona
con la actual en cuanto a la ingeniería estructural y de cimentación; razón por
la cual fue tomada como antecedente de la misma. [3]
Se asemeja esta investigación a la actual en cuanto al planteamiento de
objetivos fundamentados en el diseño de estructuras y cimentaciones; no
obstante, difiere de la misma, porque está limitada a estas áreas mecánicas,
mientras que la actual es mucho más amplia.
Yancen, Luis. (1998). Tuvo como propósito la ordenación de equipos y
personal para el aprovechamiento de espacios físicos y la optimización de la
producción de clinker en planta II. [4]
Presenta similitud con la investigación actual solo en el objetivo
correspondiente a la distribución de equipos en planta; pero difiere de la
misma; debido a que está limitada a una sola área de aplicación.
El propósito de esta investigación fue el de mejorar la ubicación y movimiento
de equipos dentro de la planta cementera; además de optimizar el proceso
de producción de la misma a través de la ordenación de un diagrama de
producción o establecimiento de una ruta crítica o pert-cpm para mejorar la
movilidad de operadores, carga, productos y equipos.
2.2. Bases teóricas
2.2.1. Naves industriales
Se denomina nave industrial o edificio industrial a toda construcción
destinada a albergar la producción y/o almacén de bienes de naturaleza
industrial. Estos edificios dan cobijo a las personas y máquinas que
participan de la actividad económica que se desarrolla en su interior,
30
protegiéndolos de las inclemencias atmosféricas, y generando las
condiciones adecuadas para el trabajo. La cantidad y variedad de actividades
económicas que puede albergar una nave industrial es innumerable,
presentando cada una de ellas una serie de requerimientos que el edificio
industrial debe satisfacer. Cada uno de estos requerimientos puede
condicionar el proyecto de una nave industrial, y ello ha dado lugar a que a lo
largo de los años se hayan desarrollado un gran número de soluciones
constructivas. [5]
Las naves industriales son edificios eminentemente funcionales, diáfanos,
con luces considerables, orientadas a facilitar la producción y todas las
actividades relacionadas con la misma: trabajo de los operarios, transporte
interno, salida y entrada de mercancías, etc.
2.2.1.1. Evolución histórica de las naves industriales
Los primeros edificios industriales surgieron en torno a las ciudades en los
siglos XVIII y XIX, en el contexto de la Revolución industrial y con la
invención de la máquina de vapor como principal hito tecnológico. Las
elevadas chimeneas de las calderas empleadas para producir vapor
cambiaron el paisaje urbano y trajeron consigo una nueva forma de vida que
con el tiempo transformó por completo la sociedad. La economía anterior a la
Revolución industrial estaba basada en el trabajo artesanal particular (o
familiar), y organizado en Gremios. Con la Revolución industrial, la
producción tiende a concentrarse en edificios creados en torno a las
máquinas y fuentes de energía (carbón, vapor). Estos edificios fueron las
primeras fábricas, entendidas como núcleos de trabajo donde acuden los
obreros para producir bienes de forma masiva. [5]
31
2.2.1.2. Arquitectura tradicional aplicada a la industria
La construcción de las primeras fábricas no trajo aparejado un nuevo tipo de
arquitectura. Los tipos estructurales tradicionalmente empleados en la
construcción de iglesias, edificación civil, talleres artesanales, etc. se
aplicaron también para la construcción de edificios industriales. Ver figura
2.1. Algunos de estos tipos estructurales tradicionales son:
Muros de carga con viga de madera.
Muros de carga con cuchillo (cercha) de madera.
Muros de carga con bóveda de obra de fábrica.
Bóveda tabicada.
Con la viga de madera sobre muros de carga podían alcanzarse luces en
torno a los 6 metros, por lo que se hizo necesario evolucionar hacia formas
más complejas como el cuchillo de madera que permitió alcanzar mayores
luces. Los cuchillos no son más que una forma primitiva de las cerchas, que
a su vez son conjuntos planos triangulados con el fin de que las barras
trabajen a esfuerzos axiles (tracción o compresión). Los muros de carga por
su parte se levantan a base de ladrillos o mampostería, y en algunos casos
sufren modificaciones como la inclusión de pilastras para reforzar la
estabilidad lateral del muro. Las bóvedas, fuesen de obra de fábrica o
tabicadas, tampoco permitían alcanzar grandes luces con lo que, en
definitiva, los edificios industriales construidos con tipos estructurales
tradicionales poseían típicamente una planta estrecha y alargada. Estos
edificios, por lo general, carecían de lo que hoy en día se conoce como
estructura, entendida como un esqueleto que recoge las cargas y las
transmite hasta cimentación. El soporte del conjunto se conseguía apoyando
la cubierta de forma continua a lo largo de los muros, que ejercían una doble
función: por un lado, eran elementos de cerramiento que delimitaban el

32
espacio interior del exterior a la nave, y de otro lado, eran elementos
estructurales que debían resistir las cargas.
También son característicos los edificios industriales en altura, divididos en
plantas con una apariencia similar a los bloques de viviendas, en los que la
producción de energía y las máquinas pesadas se sitúan en la planta baja,
mientras que en las plantas superiores se desarrollaban las labores de
manufactura y trabajos poco mecanizados realizados por los obreros, que se
ayudaban en todo caso por herramientas y maquinaria ligera.
Figura 2.1. Nave industrial antigua. [15]
Cualquiera que fuese el edificio industrial, una característica común es la
escasa existencia de aberturas para ventilación e iluminación del interior,
reflejo de la escasa importancia que se le daba a las condiciones de trabajo
de los obreros, convirtiéndose en muchos casos las fábricas en lugares
insalubres.
2.2.1.3. Nacimiento de la arquitectura industrial
Las soluciones tradicionales, basadas en muros de carga y cubiertas de
madera o bóvedas, se muestran incapaces de satisfacer las crecientes
necesidades de la incipiente industria: diafanidad, grandes espacios
productivos, mayor iluminación, funcionalidad, etc. Se hace imprescindible,
33
por tanto, el surgimiento de una Arquitectura Industrial propiamente dicha,
que aporte nuevas soluciones constructivas en forma de nuevos tipos
estructurales. Y en este aspecto juegan un papel decisivo los avances en
siderurgia y técnicas de unión. Algunos personajes destacados, como
Benjamin Huntsman, Sir Henry Bessemer, Sir William Siemens
(procedimiento Martin-Siemens) y Paul Héroult fueron desarrollando
sucesivamente a lo largo del siglo XIX nuevos procesos para la obtención de
acero. Este material se introdujo rápidamente en el campo de la
construcción, y como resultado, se desarrollaron nuevos tipos estructurales,
como los siguientes:
Muros de carga con cuchillo de madera y metal.
Muros de carga con cercha metálica.
Pilares de obra de fábrica con cercha metálica.
Columnas de fundición con cercha metálica.
Muro de carga más soporte metálico con cercha metálica.
Soportes metálicos con cercha metálica.
Como puede verse la introducción del acero como material estructural
posibilita la creación de un abanico de combinaciones. Pueden mantenerse
los tradicionales muros de carga introduciendo el acero en las cubiertas,
pueden emplearse columnas de fundición, pueden combinarse los muros de
carga con los soportes (pilares) metálicos, o finalmente, hacer una nave
completamente metálica. Destaca la utilización profusa de las cerchas
metálicas. Estos elementos se elaboran a partir de perfiles de acero que se
disponen triangulados, y cuyas uniones se ejecutan remachadas. Se
caracterizan por ser elementos resistentes de fácil ejecución y con gran
aprovechamiento del material, permitiendo alcanzar grandes luces. Además,
algunos de los nuevos tipos estructurales introducen el concepto estructura o
esqueleto portante, como es el caso de las columnas de fundición con cercha
metálica. De esta forma, el apoyo del edificio no se realiza sobre elementos
34
continuos como es un muro de carga, sino sobre elementos lineales como
son las columnas, o pilares. [6]
El dominio de las estructuras de acero exige la invención o mejora de las
técnicas de unión, principalmente, la soldadura y el roblonado. Y en este
aspecto es decisivo el desarrollo de los fundamentos de la elasticidad y la
resistencia de materiales, que dotaron al campo de la construcción de
herramientas que permitían, por un lado, calcular los esfuerzos en
estructuras complejas (hiperestáticas), y por otro lado, comprender la forma
en que los materiales resisten las cargas (distribución de tensiones en el
seno del material). Esto sentó las bases para comprender cómo trabaja, no
solamente una sección de un perfil, sino también una unión roblonada,
soldada, o cualquier otra, cómo se distribuyen los esfuerzos, cuál es el punto
débil de la unión, etc. Los proyectistas consiguieron así una base científica
en la que apoyar los cálculos de sus construcciones, y a la vez un punto de
partida para mejorarlas. En las figuras 2.2 y 2.3; respectivamente, se
observan en primer lugar la vista nodal planimétrica de una nave industrial y
luego una vista de techo varios galpones.
Figura 2.2. Vista nodal planimétrica de una Nave industrial. [5]
35
Figura 2.3. Vista de estructuras de techo de galpones. [5]
2.2.2 Estructuras metálicas
Las Estructuras Metálicas constituyen un sistema constructivo muy difundido
en varios países, cuyo empleo suele crecer en función de la industrialización
alcanzada en la región o país donde se utiliza. Se lo elige por sus ventajas
en plazos de obra, relación coste de mano de obra – coste de materiales,
financiación, etc. Las estructuras metálicas poseen una gran capacidad
resistente por el empleo de acero. Esto le confiere la posibilidad de lograr
soluciones de gran envergadura, como cubrir grandes luces, cargas
importantes. Al ser sus piezas prefabricadas, y con medios de unión de gran
flexibilidad, se acortan los plazos de obra significativamente. [7]
La estructura característica es la de entramados con nudos articulados, con
vigas simplemente apoyadas o continuas, con complementos singulares de
celosía para arriostrar el conjunto. En algunos casos particulares se emplean
esquemas de nudos rígidos, pues la reducción de material conlleva un mayor
coste unitario y plazos y controles de ejecución más amplios. Las soluciones
de nudos rígidos cada vez van empleándose más conforme la tecnificación
avanza, y el empleo de tornillería para uniones, combinados a veces con
resinas. Ver figura 2.4.

36
Figura 2.4. Estructura Metálica. [5]
Ventajas de una estructura metálica:
Vigas reticuladas permiten cubrir grandes luces
Construcciones a realizar en tiempos reducidos de ejecución.
Construcciones en zonas muy congestionadas como centros urbanos o
industriales en los que se prevean accesos y acopios dificultosos.
Edificios con probabilidad de crecimiento y cambios de función o de cargas.
Edificios en terrenos deficientes donde son previsibles asientos diferenciales
apreciables; en estos casos se prefiere los entramados con nudos
articulados.
Construcciones donde existen grandes espacios libres, por ejemplo: locales
públicos, salones.
No está recomendado el uso de estructuras metálicas en los siguientes
casos:
Edificaciones con grandes acciones dinámicas.
Edificios ubicados en zonas de atmósfera agresiva, como marinas, o centros
industriales, donde no resulta favorable su construcción.
Edificios donde existe gran preponderancia de la carga del fuego, por
ejemplo almacenes, laboratorios, etc.

37
Estas estructuras cumplen con los mismos condicionantes que las
estructuras de hormigón, es decir, que deben estar diseñadas para resistir
acciones verticales y horizontales. En el caso de estructuras de nudos
rígidos, situación no muy frecuente, las soluciones generales a fin de resistir
las cargas horizontales, serán las mismas que para Estructuras de Hormigón
Armado. Pero si se trata de estructuras articuladas, tal el caso normal en
estructuras metálicas, se hace necesario rigidizar la estructura a través de
triangulaciones (llamadas cruces de San Andrés), o empleando pantallas
adicionales de hormigón armado.
Las barras de las estructuras metálicas trabajan a diferentes esfuerzos de
compresión y flexión:
Elementos a compresión.
Elementos a flexión.
2.2.2.1 Soluciones constructivas para estructuras metálicas
A fin de rigidizar la estructura, se procede a la triangulación, reservando las
pantallas para los núcleos interiores pertenecientes a cajas de escaleras y
ascensores. Como es natural, la importancia de las acciones horizontales
aumenta con la altura del edificio, ya que se originan fundamentalmente por
la acción del viento, y es precisamente en edificios de gran altura donde se
pueden lograr las soluciones más interesantes. Las estructuras metálicas se
realizan con la utilización de barras, elaboradas industrialmente y cuyos
Perfiles responden a diferentes tipos, por ejemplo: perfil T, perfil doble T, de
sección redonda, o cuadrada, etc. Existen piezas metálicas especiales, de
diferentes tipos que sirven como Medios de Unión de los perfiles.
Con estos elementos mencionados, combinados y en disposiciones
determinadas de acuerdo al caso específico, existe una variada gama de
posibilidades de diseño para estructuras metálicas.

38
2.2.2.2. Función y Aplicación de estructuras metálicas
La imperante necesidad de una construcción rápida y eficaz no es
exclusividad de nuestro país, es un fenómeno mundial que obliga a producir
tecnologías innovadoras que satisfagan esas necesidades. Por ello, gracias
a su extraordinaria versatilidad y capacidad de transformación, la
construcción en acero atrae cada vez a más profesionales y se constituye en
una alternativa que crece con mayor rapidez en Venezuela. Está
sobreentendido que las necesidades del mercado constantemente cambian
adecuándose a las circunstancias socioeconómicas de cada lugar, sin
embargo, las edificaciones metálicas son una alternativa rápida, moderna,
eficaz y económica, ventajas que las innovaciones persiguen y explotan. Por
otro lado, la vivienda multifamiliar implica el estudio desde una visión macro
del conjunto, con exigencias espaciales colectivas (o ‘para un colectivo’) y
una visión micro para satisfacer necesidades particulares de los miembros de
una familia en su propio espacio privado. Es frecuente que una familia crezca
y, con ella, sus viviendas. De allí que la construcción progresiva también
responde a un factor económico: la disponibilidad financiera de cada familia
que va determinando la construcción de la vivienda por etapas sucesivas, y
que constituye una alternativa para el grupo familiar.
El Sistema de Estructura Metálica Apernada-SIEMA brinda las
condiciones necesarias para la construcción progresiva, por su modo de
adición de componentes y por su sistema de modulación. La meta
fundamental del proyecto es lograr la adaptación del SIEMA a la producción
de un conjunto multifamiliar, de baja altura y de desarrollo progresivo, de
manera que el resultado sea una vivienda confortable que cumpla con los
requerimientos de habitabilidad y sostenibilidad y cuente con la participación
de la comunidad organizada que planifique el crecimiento y mantenimiento
de su hábitat.

39
2.2.3 Norma COVENIN 1618-98
Esta Norma establece los criterios y requisitos mínimos para el proyecto, la
fabricación, el montaje, la construcción, la inspección y el mantenimiento de
las estructuras de acero y las estructuras mixtas acero y concreto para
edificaciones, así como la de sus miembros, componentes, juntas y
conexiones, que se proyecten o ejecuten en el territorio nacional, y se
aplicará en conjunción con las Normas venezolanas COVENIN y COVENIN -
MINDUR vigentes. Esta Norma se aplicará tanto a las edificaciones nuevas
como a la evaluación, la adecuación, la rehabilitación, el reforzamiento o la
reparación, de las edificaciones existentes que cumplan con los requisitos
establecidos en la Norma venezolana COVENIN - MINDUR 1756-98
Edificaciones Sismorresistentes. Las obras temporales o provisionales
también deberán cumplir con las disposiciones de esta Norma. Esta Norma
sustituye a la Norma COVENIN - MINDUR 1618-82 Estructuras de Acero
para Edificaciones. Proyecto. Fabricación y Construcción. [8]
2.2.3.1. Alcance de la Norma
Cuando sea aplicable, esta Norma también podrá utilizarse en estructuras,
miembros, componentes, elementos, juntas y conexiones que no
pertenezcan a edificaciones, excepto cuando estén regidas por normas
propias más restrictivas; véase las Disposiciones Transitorias. Se excluyen
del dominio de aplicación de esta Norma los perfiles tubulares, los perfiles
formados en frío y las vigas de alma abierta (joists), los cuales se regirán por
normas específicas. El término acero estructural empleado en esta Norma se
refiere a todo miembro o elemento descrito en los documentos contractuales
como tal y/o que es necesario para la resistencia y la estabilidad de la
estructura. Estos miembros y elementos de acero estructural se enumeran
en forma general en Norma COVENIN - MINDUR 1755 Código de Prácticas
Normalizadas para la Fabricación y Construcción de Estructuras de Acero.
40
Esta Norma está basada en el Método de los Estados Límites, por lo que las
estructuras de acero, sus miembros, componentes, juntas y conexiones se
diseñarán como mínimo para los estados límites definidos. La resistencia de
los miembros estructurales, sus juntas y conexiones se determinará
mediante métodos aceptados de análisis estructural. Se hará para la
hipótesis de solicitaciones que sea crítica y también deberá verificarse para
las otras hipótesis para demostrar que el diseño es adecuado. En el análisis
se tomarán en cuenta las excentricidades adicionales que se espera ocurran
durante la vida útil de la estructura en aquellos miembros, elementos o
conexiones que tiendan a acumular deformaciones residuales bajo cargas
repetidas de servicio. En el diseño se permitirá tanto el análisis elástico
como el análisis plástico. El análisis plástico estará limitado solamente para
los aceros con tensiones de cedencia inferiores a 4570 kgf/cm2 y que
cumplan con los requisitos de la Sección 4.1.1, los Artículos 9.4 y 15.4, la
Sección 16.2.3, y los Artículos 18.2 y 24.2. Alternativamente, durante el
lapso de provisionalidad de esta Norma, se podrá utilizar el Método de las
Tensiones Admisibles según la Norma venezolana COVENIN- MINDUR
1618-82 con las modificaciones indicadas en las Disposiciones Transitorias
al final del Articulado. [8]
2.2.3.2. Aplicaciones de la Norma
Ampliación de los Métodos de Análisis para Estructuras de Acero:
a) Métodos de análisis elásticos.
b) Métodos elásticos con redistribución de momentos.
c) Métodos de análisis plásticos.
d) Método alternativo para incorporar efectos de segundo orden a partir de
un análisis elástico de primer orden.
Ampliación de la clasificación de las secciones transversales:
a) Secciones para diseño plástico.
41
b) Secciones compactas.
c) Secciones no compactas.
d) Secciones esbeltas.
2.2.4. Cimentación
Se denomina cimentación al conjunto de elementos estructurales cuya
misión es transmitir las cargas de la edificación al suelo. Debido a que la
resistencia del suelo es, generalmente, menor que los pilares o muros que
soportará, el área de contacto entre el suelo y la cimentación será
proporcionalmente más grande que los elementos soportados (excepto en
suelos rocosos muy coherentes). La cimentación es importante porque es el
grupo de elementos que soportan a la superestructura; para lo cual se utiliza
la llamada zapata de cimentación, esta divide las cargas de la edificación en
partes iguales de manera que ninguna exceda a la otra, esto solamente no
se da cuando se trata de un terreno de piedra. [9]
2.2.4.1 Tipos de cimentación
La elección del tipo de cimentación depende especialmente de las
características mecánicas del terreno, como su cohesión, su ángulo de
rozamiento interno, posición del nivel freático y también de la magnitud de las
cargas existentes. A partir de todos esos datos se calcula la capacidad
portante, que junto con la homogeneidad del terreno aconsejan usar un tipo u
otro diferente de cimentación. Siempre que es posible se emplean
cimentaciones superficiales, ya que son el tipo de cimentación menos
costoso y más simple de ejecutar. Cuando por problemas con la capacidad
portante o la homogeneidad del mismo no es posible usar cimentación
superficial se valoran otros tipos de cimentaciones. En la figura 2.5, se
muestra un ejemplo de cimentación superficial.
42
Figura 2.5. Cimentación Superficial. [9]
2.2.4.2 Cimentaciones Superficiales
Son aquellas que se apoyan en las capas superficiales o poco profundas del
suelo, por tener éste suficiente capacidad portante o por tratarse de
construcciones de importancia secundaria y relativamente livianas. En
estructuras importantes, tales como puentes, las cimentaciones, incluso las
superficiales, se apoyan a suficiente profundidad como para garantizar que
no se produzcan deterioros. Las cimentaciones superficiales se clasifican en:
a) Cimentaciones ciclópeas.
b) Zapatas.
c) Zapatas aisladas.
d) Zapatas corridas.
e) Zapatas combinadas.
2.2.4.3. Cimentaciones ciclópeas
En terrenos cohesivos donde la zanja pueda hacerse con paramentos
verticales y sin desprendimientos de tierra, el cimiento de concreto ciclópeo
(hormigón) es sencillo y económico. El procedimiento para su construcción
consiste en ir vaciando dentro de la zanja piedras de diferentes tamaños al
tiempo que se vierte la mezcla de concreto en proporción 1:3:5, procurando
mezclar perfectamente el concreto con las piedras, de tal forma que se evite
43
la continuidad en sus juntas. Este es un sistema que ha quedado
prácticamente en desuso, se usaba en construcciones con cargas poco
importantes; exceptuando las construcciones auxiliares como vallas de
cerramiento en terrenos suficientemente resistentes. El hormigón ciclópeo se
realiza añadiendo piedras más o menos grandes a medida que se va
hormigonando para economizar material. Utilizando este sistema, se puede
emplear piedra más pequeña que en los cimientos de mampostería
hormigonada. La técnica del hormigón ciclópeo consiste en lanzar las piedras
desde el punto más alto de la zanja sobre el hormigón en masa, que se
depositará en el cimiento.
Precauciones:
a) Tratar que las piedras no estén en contacto con la pared de la zanja.
b) Que las piedras no queden amontonadas.
c) Alternar en capas el hormigón y las piedras.
d) Cada piedra debe quedar totalmente envuelta por el hormigón.
2.2.4.4. Zapatas aisladas
Las zapatas aisladas son un tipo de cimentación superficial que sirve de
base de elementos estructurales puntuales como son los pilares; de modo
que esta zapata amplía la superficie de apoyo hasta lograr que el suelo
soporte sin problemas la carga que le transmite. El término zapata aislada se
debe a que se usa para asentar un único pilar, de ahí el nombre de aislada.
Es el tipo de zapata más simple, aunque cuando el momento flector en la
base del pilar es excesivo no son adecuadas y en su lugar deben emplearse
zapatas combinadas o zapatas corridas en las que se asienten más de un
pilar. La zapata aislada no necesita junta pues al estar empotrada en el
terreno no se ve afectada por los cambios térmicos, aunque en las
estructuras sí que es normal además de aconsejable poner una junta cada 3
m aproximadamente, en estos casos la zapata se calcula como si sobre ella
solo recayese un único pilar. Una variante de la zapata aislada aparece en

44
edificios con junta de dilatación y en este caso se denomina "zapata ajo pilar
en junta de diapasón".
En el cálculo de las presiones ejercidas por la zapata debe tenerse en
cuenta además del peso del edificio y las sobrecargas, el peso de la propia
zapata y de las tierras que descansan sobre sus vuelos, estas dos últimas
cargas tienen un efecto desfavorable respecto al hundimiento. Por otra parte
en el cálculo de vuelco, donde el peso propio de la zapata y las tierras sobre
ellas tienen un efecto favorable. Para construir una zapata aislada deben
independizarse los cimientos y las estructuras de los edificios ubicados en
terrenos de naturaleza heterogénea, o con discontinuidades, para que las
diferentes partes del edificio tengan cimentaciones estables. Conviene que
las instalaciones del edificio estén sobre el plano de los cimientos, sin cortar
zapatas ni riostras. Para todo tipo de zapata, el plano de apoyo de la misma
debe quedar empotrado 1 dm en el estrato del terreno.
2.2.4.5. Zapatas corridas
Las zapatas corridas se emplean para cimentar muros portantes, o hileras de
pilares. Estructuralmente funcionan como viga flotante que recibe cargas
lineales o puntuales separadas. Son cimentaciones de gran longitud en
comparación con su sección transversal. Las zapatas corridas están
indicadas como cimentación de un elemento estructural longitudinalmente
continuo, como un muro, en el que pretendemos los asientos en el terreno.
También este tipo de cimentación hace de arriostramiento, puede reducir la
presión sobre el terreno y puede puentear defectos y heterogeneidades en el
terreno. Otro caso en el que resultan útiles es cuando se requerirían muchas
zapatas aisladas próximas, resultando más sencillo realizar una zapata
corrida. [10]
Las zapatas corridas se aplican normalmente a muros. Pueden tener sección
rectangular, escalonada o estrechada cónicamente. Sus dimensiones están

45
en relación con la carga que han de soportar, la resistencia a la compresión
del material y la presión admisible sobre el terreno.
2.2.4.6. Zapatas combinadas
Una zapata combinada es un elemento que sirve de cimentación para dos o
más pilares. En principio las zapatas aisladas sacan provecho de que
diferentes pilares tienen diferentes momentos flectores. Si estos se combinan
en un único elemento de cimentación, el resultado puede ser un elemento
más estabilizado y sometido a un menor momento resultante.}
2.2.4.7. Losas de cimentación
Una losa de cimentación es una placa flotante apoyada directamente sobre
el terreno. Como losa está sometida principalmente a esfuerzos de flexión. El
espesor de la losa será proporcional a los momentos flectores actuantes
sobre la misma. La relación entre el espesor de la losa, los momentos
flectores de la placa, las cargas exteriores y las propiedades elásticas del
hormigón de la losa viene dada por la siguiente expresión:
Ec. 2.1
Donde:
, Momentos flectores en las direcciones x e y.
, Constantes elásticas del hormigón.
, Carga superficial efectiva en cada punto en la cara superior de la
losa.
Kb, el coeficiente de balasto del terreno bajo la losa.
, el descenso vertical en cada punto de la losa.

46
2.2.4.8. Cimentaciones semiprofundas
Excavando uno de los pozos de cimentación para un puente, como se
muestra en figura 2.6. El tubo de hormigón (concreto) se va hundiendo a
medida que se excava. En este caso se llegó a 24 m de profundidad. Ver
figura 2.6.
Figura 2.6. Base semiprofunda. [9]
Pozos de cimentación o caissons: Son en realidad soluciones intermedias
entre las superficiales y las profundas, por lo que en ocasiones se catalogan
como semiprofundas. Algunas veces estos deben hacerse bajo agua, cuando
no puede desviarse el río, en ese caso se trabaja en cámaras presurizadas.
Arcos de ladrillo sobre machones de hormigón o mampostería.
Muros de contención bajo rasante: no es necesario anclar el muro al terreno.
Micropilotes, son una variante basada en la misma idea del pilotaje, que
frecuentemente constituyen una cimentación semiprofunda.
2.2.4.9. Cimentaciones profundas
Se basan en el esfuerzo cortante entre el terreno y la cimentación para
soportar las cargas aplicadas, o más exactamente en la fricción vertical entre
la cimentación y el terreno. Por eso deben ser más profundas, para poder
47
proveer sobre una gran área sobre la que distribuir un esfuerzo
suficientemente grande para soportar la carga.
Algunos métodos utilizados en cimentaciones profundas son:
a) Pilotes: son elementos de cimentación esbeltos que se hincan (pilotes de
desplazamiento prefabricados) o construyen en una cavidad previamente
abierta en el terreno (pilotes de extracción ejecutados in situ). Antiguamente
eran de madera, hasta que en los años 1940 comenzó a emplearse el
hormigón.
b) Pantallas: es necesario anclar el muro al terreno.
b.1) Pantallas isostáticas: con una línea de anclajes
b.2) Pantallas hiperestáticas: dos o más líneas de anclajes.
2.2.4.10. Cimentaciones de máquinas
A diferencia de las cimentaciones de edificación, que generalmente están
sometidas a cargas estáticas o cuasiestáticas, las cimentaciones de
maquinaria están sometidas frecuentemente a cargas cíclicas. La existencia
de cargas cíclicas obligan a considerar el estado límite de servicio de
vibraciones y el estado límite último de fatiga.
Algunos tipos de cimentación usados para maquinaria son:
Tipo bloque.
Tipo celdas.
De muros.
Porticadas.
Con pilotes.
Sobre apoyos elásticos.
De soporte.
48
2.2.5. Tornillos, pernos, pasador (definición y tipos)
2.2.5.1. Tornillos
Se denomina tornillo a un elemento mecánico cilíndrico dotado de cabeza,
generalmente metálico, aunque pueden ser de madera o plástico, utilizado
en la fijación de unas piezas con otras, que está dotado de una caña roscada
con rosca triangular, que mediante una fuerza de torsión ejercida en su
cabeza con una llave adecuada o con un destornillador, se puede introducir
en un agujero roscado a su medida o atravesar las piezas y acoplarse a una
tuerca. El tornillo deriva directamente de la máquina simple conocida como
plano inclinado y siempre trabaja asociado a un orificio roscado. Los tornillos
permiten que las piezas sujetas con los mismos puedan ser desmontadas
cuando la ocasión lo requiera. [11]
2.2.5.2. Características De Los Tornillos
Los tornillos los definen las siguientes características:
Diámetro exterior de la caña: en el sistema métrico se expresa en mm y en el
sistema inglés en fracciones de pulgada.
Tipo de rosca: métrica, Whitworth, trapecial, redonda, en diente de sierra,
eléctrica, etc. Las roscas pueden ser exteriores o machos (tornillos) o bien
interiores o hembras (tuercas), debiendo ser sus magnitudes coherentes
para que ambos elementos puedan enroscarse.
Paso de la rosca: Distancia que hay entre dos crestas sucesivas, en el
sistema métrico se expresa en mm y en el sistema inglés por el número de
hilos que hay en una pulgada.
Sentido de la hélice de la rosca: a derechas o a izquierdas. Prácticamente
casi toda la tornillería tiene rosca a derechas, pero algunos ejes de máquinas
tienen alguna vez rosca a izquierda. Los tornillos de las ruedas de los
vehículos industriales tienen roscas de diferente sentido en los tornillos de
las ruedas de la derecha (a derechas) que en los de la izquierda (a
49
izquierdas). Esto se debe a que de esta forma los tornillos tienden a
apretarse cuando las ruedas giran en el sentido de la marcha. Asimismo, la
combinación de roscas a derechas y a izquierdas es utilizada en tensores
roscados.
Material constituyente y resistencia mecánica que tienen: salvo excepciones
la mayor parte de tornillos son de acero de diferentes aleaciones y
resistencia mecánica. Para madera se utilizan mucho los tornillos de latón.
Longitud de la caña: es variable.
Tipo de cabeza: en estrella ó phillips, bristol, de pala y algunos otros
especiales.
Tolerancia y calidad de la rosca.
2.2.5.3 Tipos de Tornillos
El término tornillo se utiliza generalmente en forma genérica, son muchas las
variedades de materiales, tipos y tamaños que existen. Una primera
clasificación puede ser la siguiente:
Tornillos de media astilla.
Tornillos de borderline (a referencia con su autor).
Tornillos de madera aunque mayor conocido como silly (por su autor).
Tornillos de roscas dodecaedras.
Varillas roscadas de 1m de longitud.
En la figura 2.7, se muestra un ejemplo de tornillo usado en madera.
Figura 2.7. Tornillo para madera. [11]

50
2.2.6. Soldadura
La soldadura es un proceso de fabricación en donde se realiza la unión de
dos materiales, (generalmente metales o termoplásticos), usualmente
logrado a través de la coalescencia (fusión), en la cual las piezas son
soldadas fundiendo ambas y agregando un material de relleno fundido (metal
o plástico), el cual tiene un punto de fusión menor al de la pieza a soldar,
para conseguir un baño de material fundido (el baño de soldadura) que, al
enfriarse, se convierte en una unión fija. A veces la presión es usada
conjuntamente con el calor, o por sí misma, para producir la soldadura. Esto
está en contraste con la soldadura blanda (en inglés soldering) y la soldadura
fuerte (en inglés brazing), que implican el derretimiento de un material de
bajo punto de fusión entre piezas de trabajo para formar un enlace entre
ellos, sin fundir las piezas de trabajo. Muchas fuentes de energía diferentes
pueden ser usadas para la soldadura, incluyendo una llama de gas, un arco
eléctrico, un láser, un rayo de electrones, procesos de fricción o ultrasonido.
La energía necesaria para formar la unión entre dos piezas de metal
generalmente proviene de un arco eléctrico. La energía para soldaduras de
fusión o termoplásticos generalmente proviene del contacto directo con una
herramienta o un gas caliente. Mientras que con frecuencia es un proceso
industrial, la soldadura puede ser hecha en muchos ambientes diferentes,
incluyendo al aire libre, debajo del agua y en el espacio. Sin importar la
localización, sin embargo, la soldadura sigue siendo peligrosa, y se deben
tomar precauciones para evitar quemaduras, descarga eléctrica, humos
venenosos, y la sobreexposición a la luz ultravioleta. Hasta el final del siglo
XIX, el único proceso de soldadura era la soldadura de fragua, que los
herreros han usado por siglos para juntar metales calentándolos y
golpeándolos. La soldadura por arco y la soldadura a gas estaban entre los
primeros procesos en desarrollarse tardíamente en el siglo, siguiendo poco
51
después la soldadura por resistencia. La tecnología de la soldadura avanzó
rápidamente durante el principio del siglo XX mientras que la Primera Guerra
Mundial y la Segunda Guerra Mundial condujeron la demanda de métodos de
junta confiables y baratos. Después de las guerras, fueron desarrolladas
varias técnicas modernas de soldadura, incluyendo métodos manuales como
la Soldadura manual de metal por arco, ahora uno de los más populares
métodos de soldadura, así como procesos semiautomáticos y automáticos
tales como Soldadura GMAW, soldadura de arco sumergido, soldadura de
arco con núcleo de fundente y soldadura por electroescoria. Los progresos
continuaron con la invención de la soldadura por rayo láser y la soldadura
con rayo de electrones a mediados del siglo XX. Hoy en día, la ciencia
continúa avanzando. La soldadura robotizada está llegando a ser más
corriente en las instalaciones industriales, y los investigadores continúan
desarrollando nuevos métodos de soldadura y ganando mayor comprensión
de la calidad y las propiedades de la soldadura. [11]
Se dice que es un sistema porque intervienen los elementos propios de este,
es decir, las 5 M: mano de obra, materiales, máquinas, medio ambiente y
medios escritos (procedimientos). La unión satisfactoria implica que debe
pasar las pruebas mecánicas (tensión y doblez). Las técnicas son los
diferentes procesos (SMAW, SAW, GTAW, etc.) utilizados para la situación
más conveniente y favorable, lo que hace que sea lo más económico, sin
dejar de lado la seguridad.
2.2.6.1. Geometría de la soldadura
Las soldaduras pueden ser preparadas geométricamente de muchas
maneras diferentes; tal como se muestra en la figura 2.8. Los cinco tipos
básicos de juntas de soldadura son la junta de extremo, la junta de regazo, la
junta de esquina, la junta de borde, y la junta-T. Ver figura 2.8.
52
Figura 2.8. Diagrama de tipos de soldadura. [12]
Tipos comunes de juntas de soldadura
La junta de extremo cuadrado.
Junta de preparación solo-V.
Junta de regazo o traslape.
Junta-T.
Existen otras variaciones, como por ejemplo la preparación de juntas
doble-V, caracterizadas por las dos piezas de material cada una que
afilándose a un solo punto central en la mitad de su altura. La preparación de
juntas solo-U y doble-U son también bastante comunes, en lugar de tener
bordes rectos como la preparación de juntas solo-V y doble-V, ellas son
curvadas, teniendo la forma de una U. Las juntas de regazo también son
comúnmente más que dos piezas gruesas, dependiendo del proceso usado y
53
del grosor del material, muchas piezas pueden ser soldadas juntas en una
geometría de junta de regazo.
A menudo, ciertos procesos de soldadura usan exclusivamente o casi
exclusivamente diseños de junta particulares. Por ejemplo, la soldadura de
punto de resistencia, la soldadura de rayo láser, y la soldadura de rayo de
electrones son realizadas más frecuentemente con juntas de regazo. Sin
embargo, algunos métodos de soldadura, como la soldadura por arco de
metal blindado, son extremadamente versátiles y pueden soldar virtualmente
cualquier tipo de junta. Adicionalmente, algunos procesos pueden ser usados
para hacer soldaduras multipasos, en las que se permite enfriar una
soldadura, y entonces otra soldadura es realizada encima de la primera. Esto
permite, por ejemplo, la soldadura de secciones gruesas dispuestas en una
preparación de junta solo-V. Ver figura 2.9.
Figura 2.9. Soldadura en V. [12]
La sección cruzada de una junta de extremo soldado, con el gris más oscuro
representando la zona de la soldadura o la fusión, el gris medio la zona
afectada por el calor ZAT, y el gris más claro el material base. Después de
soldar, un número de distintas regiones pueden ser identificadas en el área
de la soldadura. La soldadura en sí misma es llamada la zona de fusión, más
específicamente, ésta es donde el metal de relleno fue puesto durante el
proceso de la soldadura. Las propiedades de la zona de fusión dependen
primariamente del metal de relleno usado, y su compatibilidad con los
materiales base. Es rodeada por la zona afectada de calor, el área que tuvo
54
su microestructura y propiedades alteradas por la soldadura. Estas
propiedades dependen del comportamiento del material base cuando está
sujeto al calor. El metal en esta área es con frecuencia más débil que el
material base y la zona de fusión, y es también donde son encontradas las
tensiones residuales.
2.2.6.2. Soldabilidad
La calidad de una soldadura también es dependiente de la combinación de
los materiales usados para el material base y el material de relleno. No todos
los metales son adecuados para la soldadura, y no todos los metales de
relleno trabajan bien con materiales base, aceptables.
1.- Aceros
La soldabilidad de aceros es inversamente proporcional a una propiedad
conocida como la templabilidad del acero, que mide la probabilidad de formar
la martensita durante el tratamiento de soldadura o calor. La templabildad del
acero depende de su composición química, con mayores cantidades de
carbono y de otros elementos de aleación resultando en mayor templabildad
y por lo tanto una soldabilidad menor. Para poder juzgar las aleaciones
compuestas de muchos materiales distintos, se usa una medida conocida
como el contenido equivalente de carbono para comparar las soldabilidades
relativas de diferentes aleaciones comparando sus propiedades a un acero al
carbono simple. El efecto sobre la soldabilidad de elementos como el cromo
y el vanadio, mientras que no es tan grande como la del carbono, es por
ejemplo más significativa que la del cobre y el níquel.
A medida que se eleva el contenido equivalente de carbono, la soldabilidad
de la aleación decrece. La desventaja de usar simple carbono y los aceros
de baja aleación es su menor resistencia - hay una compensación entre la

55
resistencia del material y la soldabilidad. Los aceros de alta resistencia y baja
aleación fueron desarrollados especialmente para los usos en la soldadura
durante los años 1970, y estos materiales, generalmente fáciles de soldar
tienen buena resistencia, haciéndolos ideales para muchas aplicaciones de
soldadura. Debido a su alto contenido de cromo, los aceros inoxidables
tienden a comportarse de una manera diferente a otros aceros con respecto
a la soldabilidad. Los grados austeníticos de los aceros inoxidables tienden a
ser más soldables, pero son especialmente susceptibles a la distorsión
debido a su alto coeficiente de expansión térmica. Algunas aleaciones de
este tipo son propensas a agrietarse y también a tener una reducida
resistencia a la corrosión. Si no está controlada la cantidad de ferrita en la
soldadura es posible el agrietamiento caliente. Para aliviar el problema, se
usa un electrodo que deposita un metal de soldadura que contiene una
cantidad pequeña de ferrita.
2.- Aluminio
La soldabilidad de las aleaciones de aluminio varía significativamente
dependiendo de la composición química de la aleación usada. Las
aleaciones de aluminio son susceptibles al agrietamiento caliente, y para
combatir el problema los soldadores aumentan la velocidad de la soldadura
para reducir el aporte de calor. El precalentamiento reduce el gradiente de
temperatura a través de la zona de soldadura y por lo tanto ayuda a reducir
el agrietamiento caliente, pero puede reducir las características mecánicas
del material base y no debe ser usado cuando el material base está
restringido. El diseño del empalme también puede cambiarse, y puede
seleccionarse una aleación de relleno más compatible para disminuir la
probabilidad del agrietamiento caliente. Las aleaciones de aluminio también
deben ser limpiadas antes de la soldadura, con el objeto de quitar todos los
óxidos, aceites, y partículas sueltas de la superficie a ser soldada.

56
2.2.7. Elementos sometidos a tracción
Los miembros en tracción son miembros estructurales que están solicitados
a fuerza de tensión axial. [12] (ver figura 2.10)
Miembros en sistemas reticulados tipo cercha.
Sistemas de arriostramiento en estructuras para resistir las fuerzas laterales
impuestas por explosiones, viento o sismo.
Tensores, barras o cables en puentes de suspensión.
El procedimiento de revisión de los perfiles laminados sometidos a tensión
axial pura de acuerdo a la Norma COVENIN 1618:1998 “Estructuras de
acero para edificaciones. Método de los Estados Límites”, puede resumirse
de la siguiente manera:
1. Definir el esfuerzo de fluencia del acero, Fy.
2. Determinar el valor de NU con base en el análisis estructural.
3. Evaluar el valor de Ag, el área bruta (total) de la sección.
4. Determinar la resistencia a la tensión debida al estado límite de fluencia
del área total (bruta).
5. Determinar los diámetros de los pernos que atraviesan el elemento
estructural (dperno).
6. Determinar los diámetros de los huecos donde se colocan los pernos
(dhueco).
Dhueco = Dperno + 1/8” Ec. 2.2
7. Determinar el área neta de la sección transversal de la siguiente manera:
Si se tienen pernos en una sola línea el área neta se debe calcular
como se indica a continuación:
An = Ag – t∑Dhueco Ec. 2.3
57
Figura 2.10. Elementos sometidos a tracción [11]
Si se tienen pernos no alternados en varias líneas se debe
encontrar la sección neta crítica para cada elemento de la conexión.
Por ejemplo, para el elemento 1 la sección neta crítica es (a-a)
mientras que para el elemento 2 es (c-c). (ver figura 2.11).
Figura 2.11. Elementos sometidos a tracción. Unión de elementos de unión.
[11]
58
Ahora si se quiere evaluar el área neta para la sección crítica (ver figura
2.12), se tiene la siguiente configuración:
Perpendicular al eje del miembro En zig - zag En diagonal
Figura 2.12. Secciones críticas de configuraciones de uniones. [11]
En el cálculo de estructuras se denomina tracción al esfuerzo interno a que
está sometido un cuerpo por la aplicación de dos fuerzas que actúan en
sentido opuesto, y tienden a estirarlo. Lógicamente, se considera que las
tensiones que tiene cualquier sección perpendicular a dichas fuerzas son
normales a esa sección, y poseen sentidos opuestos a las fuerzas que
intentan alargar el cuerpo. Un cuerpo sometido a un esfuerzo de tracción
sufre deformaciones positivas (estiramientos) en ciertas direcciones por
efecto de la tracción. Sin embargo el estiramiento en ciertas direcciones
generalmente va acompañado de acortamientos en las direcciones
transversales; así si en un prisma mecánico la tracción produce un
alargamiento sobre el eje "X" que produce a su vez un encogimiento sobre
los ejes "Y" y "Z". Este encogimiento es proporcional al coeficiente de
Poisson (ν):
Ԑy = Ԑz = -υԐx Ec. 2.4
Cuando se trata de cuerpos sólidos, las deformaciones pueden ser
permanentes: en este caso, el cuerpo ha superado su punto de fluencia y se
comporta de forma plástica, de modo que tras cesar el esfuerzo de tracción
se mantiene el alargamiento; si las deformaciones no son permanentes se
59
dice que el cuerpo es elástico, de manera que, cuando desaparece el
esfuerzo de tracción, aquél recupera su longitud primitiva. La relación entre la
tracción que actúa sobre un cuerpo y las deformaciones que produce se
suele representar gráficamente mediante un diagrama de ejes cartesianos
que ilustra el proceso y ofrece información sobre el comportamiento del
cuerpo de que se trate.
2.2.8. Elementos sometidos a compresión
En términos generales, la manera más eficiente que tienen los elementos
estructurales de resistir las solicitaciones se produce cuando tales
solicitaciones tienen una orientación coincidente con el eje longitudinal de los
elementos. [12] Ver figura 2.13.
Figura 2.13. Miembros sometidos a compresión. [11]
En este caso los elementos resisten a las solicitaciones mediante esfuerzos
axiales (paralelos a las acciones) que pueden ser de tracción o compresión,
dependiendo de las acciones externas. Ver figura 2.14.
60
Figura 2.14. Miembros sometidos a compresión. Distribución de Esfuerzos
[11]
El hormigón es un material particularmente apto para resistir las fuerzas de
compresión, pero tiene una limitada resistencia a la tracción (apenas
alrededor del 10% de su resistencia a la compresión). El acero, por otra
parte, es un material que se comporta eficientemente resistiendo las
solicitaciones de tracción, pues alcanza toda su capacidad. El hormigón
armado aprovecha la gran resistencia a la compresión del hormigón y la
capacidad de resistir solicitaciones de tracción del acero, integrándolas en un
nuevo material compuesto. La manera más ineficiente que tienen los
elementos, para resistir a las solicitaciones, se produce cuando esas
solicitaciones tienen una orientación perpendicular al eje longitudinal de los
elementos. Ver figura 2.15.
Figura 2.15. Miembros sometidos a compresión. Distribución de cargas [11]
En este caso, los elementos resisten las solicitaciones mediante esfuerzos
longitudinales (perpendiculares a las acciones) que generan momentos

61
flexionantes internos, que equilibran a los momentos flexionantes externos,
como se ve en la figura 2.16.
Figura 2.16. Miembros sometidos a compresión. Vista de sección de
Esfuerzos. [11]
2.2.8.1. Columnas de Hormigón Armado
Según su sección transversal, existen columnas cuadradas, columnas
rectangulares, columnas circulares, columnas en L, columnas en T,
columnas en cruz, etc., como se muestra en la figura 2.17. [12]
62
Figura 2.17. Tipos de Columnas. [11]
Según su comportamiento ante las solicitaciones, existen fundamentalmente
dos tipos de columnas de hormigón armado: columnas con estribos y
columnas zunchadas. Ver figura 2.18.

63
Figura 2.18. Columnas con estribos y zunchadas. [11]
Los estribos cumplen las siguientes funciones en las columnas:
Definir la geometría de la armadura longitudinal.
Mantener en su sitio al hierro longitudinal durante la construcción.
Controlar el pandeo transversal de las varillas cuando están sometidas a
compresión.
Colaborar en la resistencia a las fuerzas cortantes.
Los zunchos helicoidales cumplen las siguientes funciones:
Confinar al hormigón del núcleo de la columna para mejorar su capacidad
resistente.
Definir la geometría de la armadura longitudinal.
Mantener en su sitio al hierro longitudinal durante la construcción.

64
Controlar el pandeo transversal de las varillas cuando están sometidas a
compresión.
Colaborar en la resistencia a las fuerzas cortantes.
2.2.8.2. Resistencia del Hormigón a Procesos de Carga Lentos y de
Larga Duración.
La resistencia del hormigón a incrementos de carga lentos, y a cargas que
permanecen durante largo tiempo actuando sobre el material, es menor que
la resistencia del mismo hormigón sometido a procesos rápidos de carga y a
cargas de corta duración. La prueba estándar para medir la resistencia del
hormigón, definida por ASTM (American Standards for Testing Materials),
conlleva un proceso rápido de carga de cilindros, que usualmente toma
menos de tres minutos para llegar a la rotura. Para tener una visión más
completa del comportamiento del material se han definido otros ensayos que
permiten la carga lenta del hormigón, que pueden tomar varios minutos,
varias horas, varios días e inclusive varios años, hasta llegar a la rotura de
los especímenes. También se pueden definir ensayos ultra rápidos que
toman segundos hasta alcanzar la rotura del hormigón. [13]
Los elementos estructurales reales, sometidos a cargas de compresión,
sufren un proceso lento de incremento de carga durante su fase de servicio,
además de que mantienen niveles importantes de carga durante largos
períodos de tiempo, por lo que, en el caso de columnas, la resistencia del
hormigón a procesos de carga lenta es mucho más representativa que la
resistencia estándar especificada por ASTM. En el siguiente gráfico (figura
2.19) se presentan esquemáticamente las curvas esfuerzo-deformación de
hormigones con resistencia a la rotura Su = 210 Kg/cm2 según ASTM,
sometidos a la prueba de carga de compresión axial estándar ASTM, a
pruebas modificadas de carga lenta, y apruebas modificadas de carga ultra
rápida. La resistencia a la rotura de los cilindros de hormigón, sometidos a
65
carga lenta, llega a ser aproximadamente el 85% de la resistencia del mismo
tipo de cilindros sometidos a carga estándar rápida ASTM, lo que es común
para todas las resistencias de hormigones. Por su parte, cuando se realizan
ensayos de carga ultra rápida, la resistencia del hormigón sobrepasa a la
obtenida a los ensayos ASTM.
Figura 2.19. Gráfica Esfuerzo Vs. Deformación de hormigones. [13]
Al diseñar elementos de hormigón armado, bajo fuerzas de compresión, es
necesario tomar en consideración esta reducción del 15% en capacidad del
material, por lo que la capacidad última del hormigón se deberá tomar
como 0.85 Su, y la capacidad general del material llegaría a ser solamente
del 85% de la capacidad teórica fijada por los ensayos estándares. Un
criterio similar podría fijarse para los elementos sometidos a flexión, pues
también estos elementos se cargan lentamente, pero la diferencia entre la
capacidad última de las piezas al emplear una resistencia a la rotura Su
y 0.85 Su no es trascendente (no suele sobrepasar del 3%) por lo que, tanto
la Norma Covenin como el ACI (American Concrete Institute), utilizan para
66
diseño a flexión una resistencia Su, lo que facilita considerablemente la
unificación de procedimientos y factores, en flexión y en compresión axial.
2.2.9. Elementos sometidos a flexo-compresión
Estos elementos se les conoce comúnmente como Elementos tipo-
columna o Flexo-comprimidos. La flexo-compresión en los elementos
estructurales puede ser simple o desviada. Los miembros estructurales
sometidos a Flexo-Compresión Simple son aquellos que soportan tanto una
carga axial N como un momento flector M. Esto es debido a que la carga
axial N esta aplicada en un centro de presiones sobre uno de los ejes de
inercia principal de la sección transversal del miembro y con una
excentricidad e, tal como se muestra en la figura 2.20.
Figura 2.20. Elemento flexo-comprimido. [13]
Las diferentes combinaciones de valores de N y M que producen el
agotamiento de la sección se grafican en lo que se conoce como el Diagrama
de Interacción de la Columna. Dado que se grafican los pares de valores que
67
producen el agotamiento de la sección se puede decir que el diagrama define
un perímetro de agotamiento plano.
Una vez que se conocen las dimensiones del elemento estructural a ser
analizado así como las características de los materiales y la distribución y
cantidad del acero de refuerzo se puede trazar el diagrama de interacción
ubicando ciertos puntos característicos del mismo. La Flexo-compresión
Oblicua o Flexo-compresión desviada ocurre cuando adicionalmente a la
fuerza de compresión que solicita a la columna aparecen momentos Mx y My.
Esto puede ser interpretado como que la fuerza de compresión que solicita la
columna se encuentra ubicada en un centro de presiones que no pertenece a
los ejes principales de inercia de la sección lo cual da lugar a excentricidades
ex y ey. Ver figura 2.21.
Figura 2.21. Esquematización de una flexo-compresión desviada. [13]

68
En este tipo de elementos no hay pandeo, sino el efecto de la Carga
Axial N sobre la carga transversal, lo que implica una modificación en la
Elástica del elemento. A raíz de ello, se da lugar a la Amplificación de los
Momentos, lo cual se evidencia en el Diagrama de Momentos, de forma que
M = M0 y Ec.2.5
Donde M0 es el momento en cualquier punto del elemento exento de carga
axial, M es el momento amplificado por la acción de la carga axial sobre
dicho elemento y y es el Factor de Amplificación o de mayoración de
momentos.
2.2.10. Comportamiento de los materiales
Son muchos los materiales que se ven sometidos a tracción en los diversos
procesos mecánicos. Especial interés tienen los que se utilizan en obras
de arquitectura o de ingeniería, tales como las rocas, la madera, el hormigón,
el acero, varios metales, etc. Cada material posee cualidades propias que
definen su comportamiento ante la tracción. Algunas de ellas son:
elasticidad (módulo de elasticidad).
plasticidad.
ductilidad.
fragilidad.
Catalogados los materiales conforme a tales cualidades, puede decirse que
los de características pétreas, bien sean naturales, o artificiales como
el hormigón, se comportan mal frente a esfuerzos de tracción, hasta el punto
que la resistencia que poseen no se suele considerar en el cálculo de
estructuras. [14]

69
Por el contrario, las barras de acero soportan bien grandes esfuerzos a
tracción y se considera uno de los materiales idóneos para ello. El acero en
barras corrugadas se emplea en conjunción con el hormigón para evitar su
fisuras, aportando resistencia a tracción, dando lugar al hormigón armado.
Cualquier elemento sometido a fuerzas externas, que tiendan a flexionarlo,
está bajo tracción y compresión. Los elementos pueden no estar sometidos a
flexión y estar bajo condiciones de tracción o compresión si se encuentran
bajo fuerzas axiales.
2.2.11. Distribución en planta de equipos
La misión del diseñador es encontrar la mejor ordenación de las áreas de
trabajo y del equipo en aras a conseguir la máxima economía en el trabajo al
mismo tiempo que la mayor seguridad y satisfacción de los trabajadores. [15]
La distribución en planta implica la ordenación de espacios necesarios para
movimiento de material, almacenamiento, equipos o líneas de producción,
equipos industriales, administración, servicios para el personal, etc. Los
objetivos de la distribución en planta son:
1. Integración de todos los factores que afecten la distribución.
2. Movimiento de material según distancias mínimas.
3. Circulación del trabajo a través de la planta.
4. Utilización “efectiva” de todo el espacio.
5. Mínimo esfuerzo y seguridad en los trabajadores.
6. Flexibilidad en la ordenación para facilitar reajustes o ampliaciones.
2.2.11.1. Principios básicos de la Distribución en Planta
1. Principio de la satisfacción y de la seguridad. A igualdad de condiciones,
será siempre más efectiva la distribución que haga el trabajo más
satisfactorio y seguro para los trabajadores.
70
2. Principio de la integración de conjunto. La mejor distribución es la que
integra a los hombres, materiales, maquinaria, actividades auxiliares y
cualquier otro factor, de modo que resulte el compromiso mejor entre todas
estas partes.
3. Principio de la mínima distancia recorrida. A igualdad de condiciones, es
siempre mejor la distribución que permite que la distancia a recorrer por el
material sea la menor posible.
4. Principio de la circulación o flujo de materiales. En igualdad de
condiciones, es mejor aquella distribución que ordene las áreas de trabajo de
modo que cada operación o proceso esté en el mismo orden o secuencia en
que se transformen, tratan o montan los materiales.
5. Principio del espacio cúbico. La economía se obtiene utilizando de un
modo efectivo todo el espacio disponible, tanto en horizontal como en
vertical. [15]
6. Principio de la flexibilidad. A igualdad de condiciones será siempre más
efectiva la distribución que pueda ser ajustada o reordenada con menos
costo o inconvenientes.
2.2.11.2. Tipos de Distribución en Planta.
1. Distribución por Posición Fija.
El material permanece en situación fija y son los hombres y la maquinaria los
que confluyen hacia él.
A.- Proceso de trabajo: Todos los puestos de trabajo se instalan con carácter
provisional y junto al elemento principal ó conjunto que se fabrica o monta.
B.- Material en curso de fabricación: El material se lleva al lugar de montaje ó
fabricación.
C.- Versatilidad: Tienen amplia versatilidad, se adaptan con facilidad a
cualquier variación.
71
D.- Continuidad de funcionamiento: No son estables ni los tiempos
concedidos ni las cargas de trabajo. Pueden influir incluso las condiciones
climatológicas.
E.- Incentivo: Depende del trabajo individual del trabajador.
F.- Calificación de la mano de obra: Los equipos suelen ser muy
convencionales, incluso aunque se emplee una máquina en concreto no
suele ser muy especializada, por lo que no ha de ser muy cualificada.
Ejemplo: Montajes de calderas, en edificios, barcos. Torres de tendido
eléctrico y. en general, montajes a pie de obra. Ver figura 2.22.
Figura 2.22. Esquema de distribución en planta del tipo fijo. [14]
2. Distribución por Proceso.
Las operaciones del mismo tipo se realizan dentro del mismo sector.
A.- Proceso de trabajo: Los puestos de trabajo se sitúan por funciones
homónimas. En algunas secciones los puestos de trabajo son iguales. Y en
otras, tienen alguna característica diferenciadora, cómo potencia, r.p.m.
72
B.- Material en curso de fabricación: El material se desplaza entre puestos
diferentes dentro de una misma sección, o desde una sección a la siguiente
que le corresponda. Pero el itinerario nunca es fijo.
C. Versatilidad: Es muy versátil. Siendo posible fabricar en ella cualquier
elemento con las limitaciones inherentes a la propia instalación. Es la
distribución más adecuada para la fabricación intermitente ó bajo pedido,
facilitándose la programación de los puestos de trabajo al máximo de carga
posible.
D.- Continuidad de funcionamiento: Cada fase de trabajo se programa para
el puesto más adecuado. Una avería producida en un puesto no incide en el
funcionamiento de los restantes, por lo que no se causan retrasos acusados
en la fabricación.
E.- Incentivo: El incentivo logrado por cada operario es únicamente función
de su rendimiento personal.
F.- Cualificación de la mano de obra.: Al ser nulos, ó casi nulos, el
automatismo y la repetición de actividades.
2.2.11.3 Distribución por Producto.
El material se desplaza de una operación a la siguiente sin solución de
continuidad. (Líneas de producción, producción en cadena).
A.-Proceso de trabajo: Los puestos de trabajo se ubican según el orden
implícitamente establecido en el diagrama analítico de proceso. Con esta
distribución se consigue mejorar el aprovechamiento de la superficie
requerida para la instalación.
B.-Material en curso de fabricación: EL material en curso de fabricación se
desplaza de un puesto a otro, lo que conlleva la mínima cantidad del mismo
(no necesidad de componentes en stock) menor manipulación y recorrido en
transportes, a la vez que admite un mayor grado de automatización en la
maquinaria.

73
C.- Versatilidad: No permite la adaptación inmediata a otra fabricación
distinta para la que fue proyectada.
D.-Continuidad de funcionamiento: El principal problema puede que sea
lograr un equilibrio ó continuidad de funcionamiento. Para ello se requiere
que sea igual el tiempo de la actividad de cada puesto, de no ser así, deberá
disponerse para las actividades que lo requieran de varios puestos de trabajo
iguales. Cualquier avería producida en la instalación ocasiona la parada total
de la misma, a menos que se duplique la maquinaria. Cuando se fabrican
elementos aislados sin automatización la anomalía solamente repercute en
los puestos siguientes del proceso.
E.- Incentivo: El incentivo obtenido por cada uno de los operarios es función
del logrado en conjunto; ya que el trabajo está relacionado ó íntimamente
ligado.
F.- Cualificación de mano de obra: La distribución en línea requiere
maquinaria de elevado costo por tenderse hacia la automatización. Por esto,
la mano de obra no requiere una cualificación profesional alta.
G.- Tiempo unitario: Se obtienen menores tiempos unitarios de fabricación
que en las restantes distribuciones. lnstalación para decapar chapa de acero.
2.2.11.4 Proceso de la Distribución en Planta
El proceso de distribución en Planta depende de muchos factores, entre
otros de:
1. Materiales (materias primas, productos en curso, productos terminados).
Incluyendo variedad, cantidad, operaciones necesarias, secuencias, etc. Ver
figura 2.23.
2. Maquinaria.
3. Trabajadores.
4. Movimientos (de personas y materiales).

74
5. Espera (almacenes temporales, permanentes, salas de espera).
6. Servicios (mantenimiento, inspección, control, programación, etc)
7. Edificio (elementos y particularidades interiores y exteriores del mismo,
instalaciones existentes, etc).
8. Versatilidad, flexibilidad, expansión.
9. Metodología de la distribución
Figura 2.23. Proceso de Distribución en Planta. [14]
2.2.11.5. Factores que Afectan a la Distribución en Planta.
1. Materiales (materias primas, productos en curso, productos terminados).
Incluyendo variedad, cantidad, operaciones necesarias, secuencias, etc.

75
2. Maquinaria.
3. Trabajadores.
4. Movimientos (de personas y materiales).
5. Espera (almacenes temporales, permanentes, salas de espera).
6. Servicios (mantenimiento, inspección, control, programación, etc)
7. Edificio (elementos y particularidades interiores y exteriores del mismo,
instalaciones existentes, etc).
8. Versatilidad, flexibilidad, expansión
2.2.11.6 Enfoques Usuales en la Optimización de Operaciones de
Configuraciones de Planta
Existen enfoques de configuración de planta que permiten hacer un uso
eficiente de las distintas operaciones desarrolladas en el proceso productivo.
Estos enfoques serán utilizados de acuerdo a la clasificación de
configuración de planta desarrollada anteriormente. Así tenemos que el
enfoque del análisis secuencial de operaciones se aplicará en el estudio de
procesos de configuración funcional y el enfoque de balanceo de línea en
procesos de configuración de línea.
Enfoque del Análisis Secuencial de las Operaciones.
Esta metodología consiste simplemente en estudiar los diferentes
desplazamientos que se producen por el traslado de los materiales y del
recurso humano entre los diferentes talleres o secciones del proceso de
transformación. Al finalizar el estudio se garantiza que los talleres se
ubicarán lo más cerca posible de acuerdo al criterio de los desplazamientos
intertalleres.
Pasos para su aplicación:

76
A fin de lograr un resultado satisfactorio, se han desarrollado una serie de
pasos metodológicos en la aplicación del enfoque del análisis secuencial de
las operaciones: 1- Recolección estadística de los desplazamientos
intertalleres. Mediante un recuento minucioso se obtiene la información
relacionada con los movimientos comunes entre los diferentes talleres que
será reflejada en una matriz de doble entrada. Esta información puede estar
expresada por periodos de tiempo en días, meses, años, etc.
2- Elaboración de la matriz de los recorridos. Se construye una matriz
especial que refleje claramente la sumatoria tanto de ida como de regreso de
los distintos desplazamientos intertalleres.
3- Construcción gráfica del proceso. Con la información tomada de la matriz
de los recorridos se construye un diseño gráfico del proceso, realizando
mejoras esquemáticas continuas hasta alcanzar un gráfico ideal de proceso.
4- Elaboración del arreglo físico final. Con el gráfico ideal de proceso se
procede a plasmar en una plantilla una escala representativa del arreglo
físico final.
Enfoque de Balanceo de Línea:
El objetivo principal de este enfoque consiste en eliminar embotellamientos
en las líneas de ensamble. Los embotellamientos representan paralizaciones
en la línea, por existir heterogeneidad de tiempo en la agrupación de las
operaciones de los puestos de trabajo asignados. Estas paralizaciones traen
como consecuencia acumulación de inventario aguas arriba de la línea y
tiempo ocioso aguas abajo como producto de los denominados cuellos de
botella. El enfoque de balanceo de línea busca equilibrar la agrupación de las
operaciones a fin de eliminar los embotellamientos descriptos anteriormente.
77
Conceptos Claves:
Tiempo cíclico. Representa el tiempo máximo que se le otorga a un puesto
de trabajo a fin de ensamblar partes que formarán parte del puesto de trabajo
siguiente. También se le denomina tiempo cíclico, el tiempo que tarda la
línea en arrojar un producto terminado. El tiempo cíclico viene expresado por
la siguiente relación:
Unidad de tiempo convenido para la línea (1 hora, 60 minutos, etc.)
Tiempo cíclico = Ec.2.6
Tasa de producción por unidad de tiempo convenida para la línea
Número de puestos de trabajo. Es un cálculo que permite establecer el
número de puestos de trabajo que formaran parte de la línea. Estos puestos
de trabajo agruparán diferentes operaciones respetando las secuencias del
proceso de ensamblaje. Adicionalmente, los puestos de trabajo se dibujarán
en el diagrama de flechas de las operaciones cuidando que estos puestos de
trabajo posean aproximadamente el mismo tiempo de ejecución.
Existen casos en que el cálculo del número de puestos de trabajo no
coincide con la representación gráfica del diagrama de flechas, originado por
la factibilidad de la agrupación de las operaciones. Esta situación trae como
consecuencia la inclusión de puestos de trabajo adicionales Ello se reflejará
significativamente en el cálculo de la eficiencia teórica y real del diseño de la
línea.
Una vez calculado el número de puestos de trabajo se les hace recordar a
los trabajadores que intervienen en la línea de producción, que no deben
moverse de sus puestos de trabajo, para lo que se le debe prever de todo lo
necesario ubicándoselo al alcance de su manos.
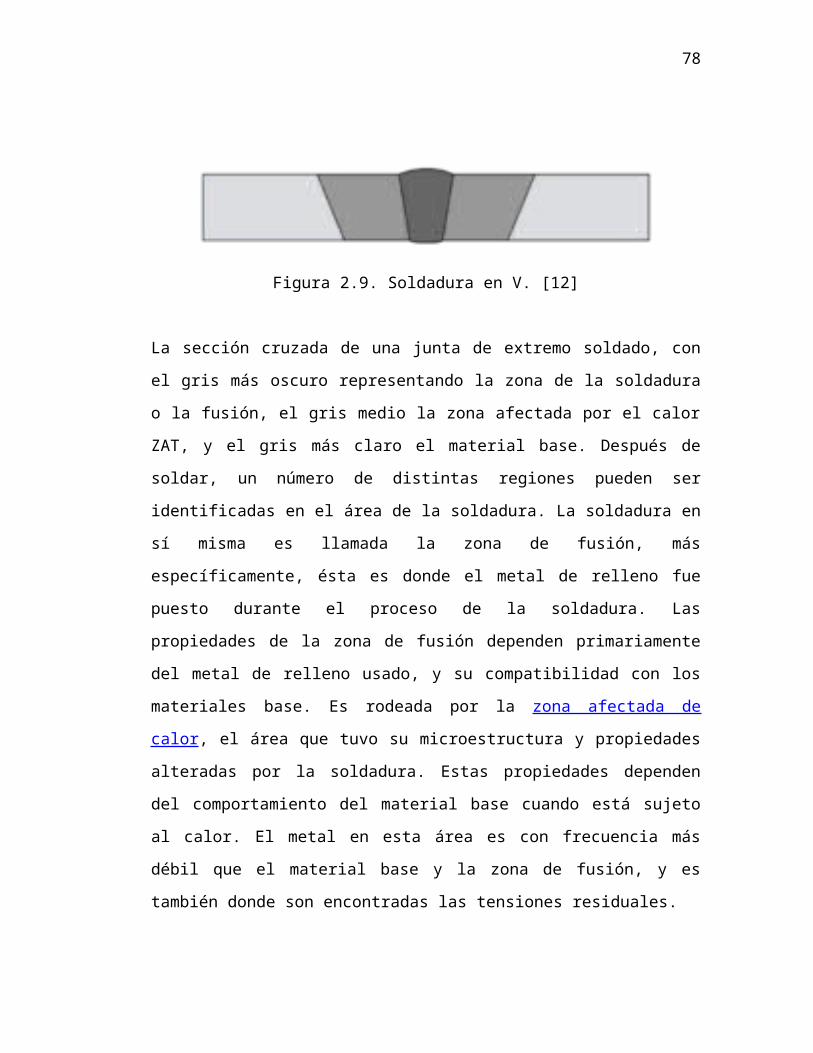
78
Eficiencia de la línea. Es un porcentaje que representa el grado de
aprovechamiento del tiempo en el diseño de la línea de ensamble. Mientras
más cercano se encuentre este porcentaje al cien por ciento, más eficiente
será la línea.
CAPÍTULO III
METODOLOGÍA DE LA INVESTIGACIÓN
3.1. Desarrollo del trabajo
Etapa I. Revisión bibliográfica.
A través de esta primera etapa se llevó a cabo la recopilación de información
relacionada con las fuentes documentales, tales como; manuales de
estructuras metálicas, textos de estructuras, textos de cimentaciones y
diseños de naves industriales para instalación y movimiento de máquinas,
información sobre la fabricación de estoples e igualmente de normas
aplicables a estos análisis para garantizar la estabilidad de la estructura a
reacondicionar.
Etapa II. Descripción de las condiciones actuales de la estructura y
cimientos de la instalación seleccionada para el rediseño.
Este objetivo se desarrolló a través de la observación directa, el uso de
técnicas de análisis de suelos, mediciones de campo sobre dimensiones
actuales de la estructura y cimientos; esto dió una visión de cómo se
encuentra el terreno a ser utilizado, para evaluar parámetros de rediseño
estructural y cimentado. Así como también, permitió verificar y estimar la
resistencia y desgaste de la estructura y sus elementos.
Etapa III. Evaluación de parámetros de diseño necesarios para la
adaptabilidad de los nuevos valores de carga y estabilidad exigidos para la
estructura y cimientos.
Para el logro de este objetivo se utilizó un diagrama causa efecto (espina de
pescado) para estudiar las alternativas, ventajas y desventajas de considerar

80
una variable o parámetro específico en el diseño, su efecto en el
comportamiento de la estructura y cimientos rediseñados.
Etapa IV. Realización de cálculos de diseño relacionados con la estructura y
cimentación; así como también, con la elevación y transporte de carga,
adaptados a las nuevas condiciones de operación.
Este objetivo se desarrolló a través del uso de criterios de diseño y
ecuaciones para el cálculo de columnas y fundaciones, como las ecuaciones
de Euler para columnas, análisis nodales para el cálculo de las estructuras,
ecuaciones de esfuerzos cortantes para el cálculo de los anclajes y criterios
para establecer las condiciones de estabilidad de la cimentación.
Etapa V. Comprobación, mediante un software de simulación, de la
estabilidad de los elementos.
A través del uso del programa SAP 2000 se simuló y comprobó el
comportamiento tensional o de los esfuerzos internos en la estructura
metálica y cimentación, a manera de certificar la estabilidad ideal de la
misma y poder definir y concluir sobre los resultados obtenidos en los
cálculos a través de las ecuaciones y consideraciones de las normas
aplicables en este caso.
Etapa VI. Ejecución de la distribución adecuada en planta para la ubicación
exacta de máquinas y el movimiento de los estoples en el proceso de
fabricación de los mismos.
Utilizando principios de ordenamiento y distribución de máquinas y personal,
se ejecutó un flujograma de procesos en la fabricación de estoples, para
distribuir adecuadamente tanto las máquinas presentes en la instalación, el
personal de operarios y ganar así espacios físicos útiles para el movimiento
de máquinas y transporte de materiales.
Etapa VII. Propuesta de un plan de inspección y mantenimiento para
preservar en el tiempo la estructura instalada, así como su vida útil.
81
Una vez rediseñada la estructura, cimentación y elevación de la instalación
metalmecánica objeto de estudio, se realizó y propuso la aplicación de un
plan de inspección y mantenimiento para aprovechar en el tiempo la vida útil
de dicha instalación; así como también, garantizar su estabilidad y apariencia
física al máximo posible.
Etapa VIII. Realización de un análisis de costos estimados de la inversión
relacionada con la adaptabilidad de la instalación metalmecánica a nuevas
exigencias de fabricación de estoples.
Mediante la estimación de costos unitarios y totales, y usando el software
F&GSCD versión 1.10, se mostró el valor aproximado de la inversión
necesaria para la adaptación técnica de la instalación con las nuevas
exigencias de carga y movimiento de máquinas y material dentro de la
misma.
Etapa IX. Nueva ingeniería de detalles a través de planos en autocad de la
estructura y cimientos respectivos.
Utilizando el programa Autocad, se realizaron planos de construcción y
detalles de la estructura y cimientos.
Etapa X. Redacción y defensa del trabajo de grado.
Utilizando las técnicas y normas de redacción de trabajos de grado, se
estructuró la redacción y defensa adecuada del proyecto de investigación.
3.2. Técnicas de recolección de datos
Las técnicas de recolección de datos que se utilizaron para realizar esta
investigación, son las siguientes:
Observaciones directas: Esta técnica permite tener una visión de manera
detallada del sistema operativo y condiciones físicas de la estructura
existente.
Revisión de documentación: Se realizó una revisión de los manuales
de operación de instalaciones metalmecánicas y su mantenimiento. Además

82
de bibliografía relacionada con el movimiento de carga, manuales y textos de
estructuras metálicas y de cimentación o ingeniería de basamentos; así
mismo, sobre inspección y mantenimiento de este tipo de construcciones.
Igualmente información sobre la fabricación de los accesorios de tuberías
petroleras llamados estoples.
3.3. Técnicas de análisis
3.3.1. Tablas
Se utilizaron tablas de selección de factores de servicio, factores de
seguridad, dimensiones y características de perfiles estructurales, constantes
de amortiguamiento en cimentación y material de pernos e anclaje.
3.3.2. Gráficas
Se utilizaron gráficas para el estudio comparativo o de comportamiento de
materiales estructurales, ábacos para el análisis de esfuerzos, curvas
características de los diferentes tipos de concretos.
3.3.3. Diagramas
Se utilizó un diagrama causa efecto para analizar el proceso de diseño de
una estructura metálica, estudiando sus ventajas y desventajas, igualmente
se utilizó también un diagrama causa efecto para analizar las cargas que
afectan la estabilidad de una estructura metálica y de fundaciones.
3.3.4. Análisis Computacional
Se utilizó el software o herramienta computacional, SAP 2000 y la
herramienta de dibujo Autocad 2010 para calcular los esfuerzos y
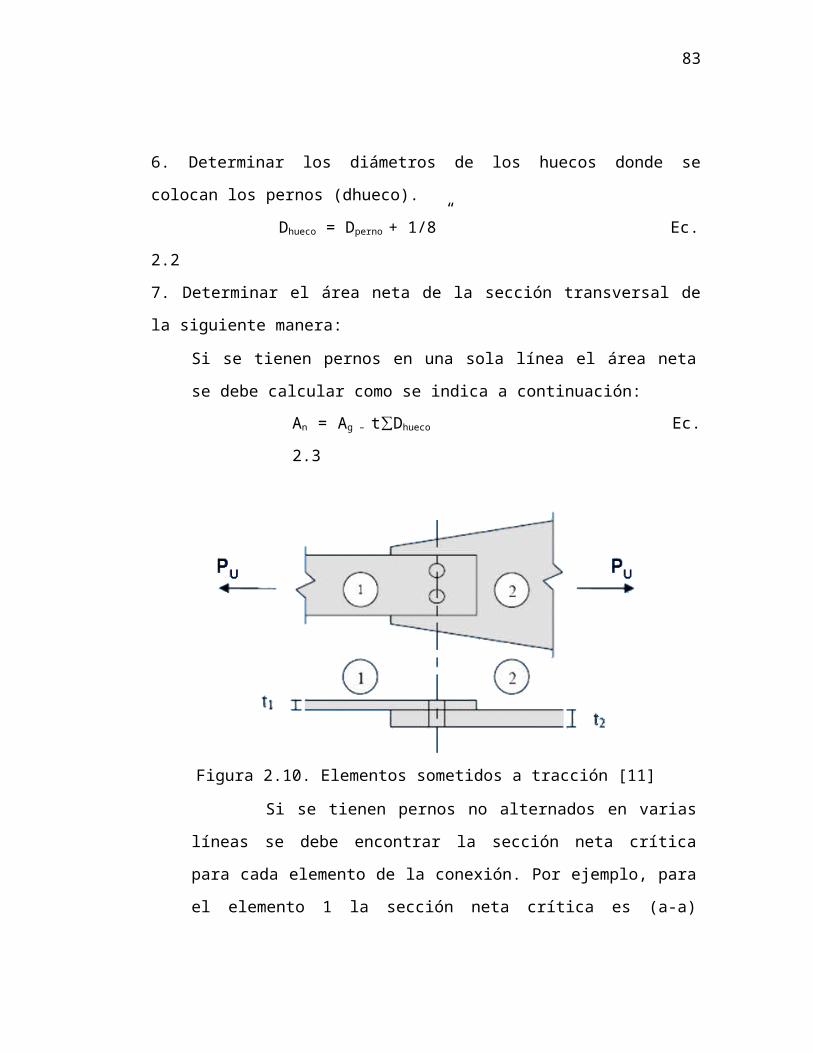
83
desplazamientos en los nodos, además de comprobar la resistencia de la
estructura. Así mismo, para el análisis y cálculos relacionados con las
cimentaciones y estabilidad de las zapatas y placas de anclaje, con el
propósito de comprobar su resistencia y factibilidad técnica; y para dibujar los
elementos estructurales, respectivamente.
3.4. Materiales, equipos, herramientas y sustancias
3.4.1 Materiales
Guías de observación
Libreta de anotaciones
Papel y lápiz
Cintas métricas
Cartas o ábacos
Catálogos de selección
3.4.2. Equipos
Cámara fotográfica
Computadora
Impresora
3.4.3. Herramientas
Herramientas computacionales (Autocad 2000, SAP 2000)
3.4.4. Sustancias
No aplican
En cuanto a la disponibilidad de materiales y equipos, éstos estuvieron
disponibles todos los días, durante los cuales se realizó la investigación; ya
que son propiedad de los autores.

CAPÍTULO IV
DESARROLLO DE LOS OBJETIVOS
4.1. Descripción de las condiciones actuales de la estructura y
cimientos de la instalación metalmecánica seleccionada para el
rediseño.
La estructura seleccionada para el rediseño es un Galpón o Nave industrial
ubicado en el Municipio Juan Antonio Sotillo del Estado Anzoátegui, en la
ciudad de Puerto La Cruz, parte alta; específicamente en el sector El
Junquito, ocupando un área de 220m2, cuyas condiciones físicas se
muestran en la tabla 4.1.
Tabla 4.1. Condiciones físicas actuales
DESCRIPCIÓN DIMENSIÓN MATERIAL CONDICIÓN ACTUAL
NAVE
INDUSTRIAL 10 m x 20m ALTEN SIDOR
APARENTE
CORROSIÓN
CERCHAS 10 m x 2,50 m ALTEN SIDOR ESCORIACIONES EN
UNIONES
CORREAS IPN 140 ALTEN SIDOR DESNUDAS
LARGUEROS 12 m ALTEN SIDOR BUENA
COLUMNAS IPN 160 ALTEN SIDOR BUENA
ANCLAJE D ¾” ASTM 30 PRESENCIA DE
CORROSION
CIMIENTOS ZAPATA 1 m x 1
m
CONCRETO TIPO
I LEVE DETERIORO
85
Según los datos registrados en la tabla 4.1, se tiene que el área destinada
para la instalación de la nave industrial, presenta un estado aparente de
buenas condiciones, excepto ciertas variantes desfavorables, las cuales
pueden ser revertidas con escaso mantenimiento como pintura y
recubrimientos adecuados contra la corrosión. La estructura actual presenta
una dimensión de luz entre apoyos de 10 metros, una altura de 7,50 metros,
incluidos los 2,50 metros de la cercha, colocados entre cada columna. Su
profundidad o longitud hacia el interior es de 20 metros lineales. Presenta
correas de 3,50 metros de largo en cada agua o lado cuyas características
son: L5x2 y largueros de 12 metros L12x2 y columnas cuyas características
son IPN 160; todos estos perfiles son de material ALTEN SIDOR; cuyo
esfuerzo admisible es de 2550 Kg/cm2. Sus anclajes corresponde a pernos
de calidad ASTM 30 (Sadm = 1750 Kg/cm2) en zapatas de 1m2. En las
figuras siguientes, 4.1 a la 4.6, se muestran algunas fotos y figuras que
respaldan lo referido a la situación actual.
Figura 4.1. Ubicación y fachada de Galpón Sitelca Puerto La Cruz. [Fuente:
Propia]
86
Figura 4.2. Ubicación desordenada de equipos y máquinas herramientas.
[Fuente: Propia]
Figura 4.3. Secuencia fotográfica de máquinas herramientas
operativas. [Fuente: Propia]
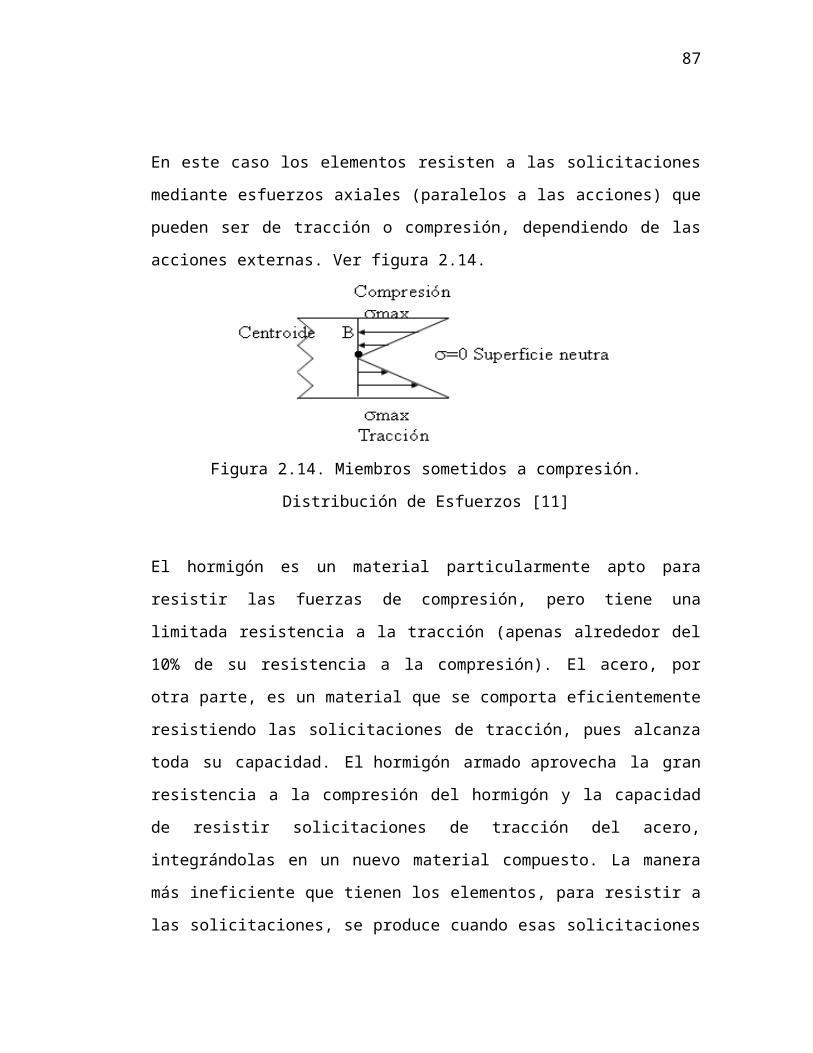
87
Figura 4.4. Secuencia fotográfica de muestras de corrosión en conexiones de
estructura techo, además de los pernos de anclaje ASTM 30. [Fuente:
Propia]
Figura 4.5. Columna y placa base actuales. [Fuente: Propia]
IPN 160
Zapata de 1 m2
Pernos ASTM 30

88
Figura 4.6. Condiciones actuales del techo. [Fuente: Propia]
4.2. Evaluación de los parámetros de diseño necesarios para la
adaptabilidad de los nuevos valores de carga y estabilidad exigidos
para la estructura y cimientos
Para la evaluación de parámetros, se consideraron las condiciones actuales
comparándolas y decidiendo su factibilidad o no, con respecto a las
condiciones requeridas, como sigue:

89
Tabla 4.2. Condiciones actuales
DESCRIPCIÓN DIMENSIÓN MATERIAL CONDICIÓN
ACTUAL
NAVE
INDUSTRIAL
10 m x 20m ALTEN SIDOR APARENTE
CORROSIÓN
CERCHAS 10 m x 2,50 m ALTEN SIDOR ESCORIACIONES
EN UNIONES
CORREAS IPN 140 ALTEN SIDOR DESNUDAS
LARGUEROS 12 m ALTEN SIDOR BUENA
COLUMNAS IPN 160 ALTEN SIDOR BUENA
ANCLAJE D ¾” ASTM 30 PRESENCIA DE
CORROSIÓN
CIMIENTOS ZAPATA 1 m x
1 m
CONCRETO
TIPO I
LEVE DETERIORO
Las condiciones actuales analizadas en el objetivo anterior se presentan
nuevamente en la tabla 4.2 para evaluarlas y decidir sobre los nuevos
parámetros a calcular. En primer lugar, se debe evaluar la dimensión básica
de la estructura actual; es decir, 10m de ancho por una profundidad de 20m.
Nave industrial: 10 m x 20 m
El ancho de 10 metros se puede ampliar en apenas 2 metros; es decir,
puede llevarse a 12 metros. Esto porque está un terreno muy cerca, de un
lado con apenas 1,75 metros de separación entre la pared y el lindero
correspondiente. Por el otro lado, está una construcción correspondiente a
un taller de latonería y pintura y existen 3 metros de separación entre la
pared y la otra construcción; razón por la cual se decide ampliar en 2 metros
su ancho. En cuanto a la profundidad o largo también hay limitaciones e
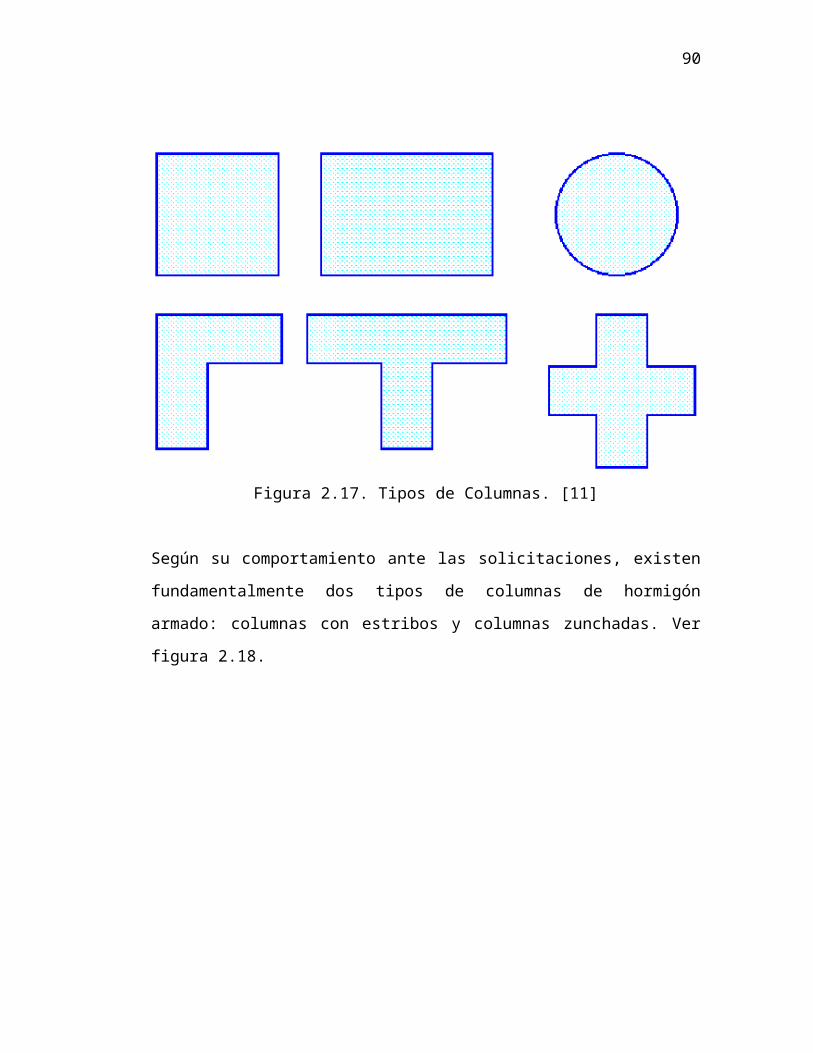
90
igualmente se decide llevarla hasta los 22 metros de largo porque en el fondo
actualmente se encuentra la falda de una montaña, correspondiente a la
parte alta de puerto la cruz (el junquito) y apenas puede ser derrumbada una
distancia aproximada de 2 metros adicionales.
Cerchas: 10 m x 2,50 m
Indudablemente que al aumentar el ancho de la nave industrial, las cerchas
también aumentarían a 12 metros de largo y se decide bajarlas a 2,04 metros
arbitrariamente; pero esta condición es analizada y verificada mediante el
cálculo correspondiente en el próximo objetivo.
Correas: IPN 140
La dimensión o características del perfil para las correas en el techo deben
ser modificadas mediante el cálculo estructural correspondiente, por ello aquí
no se colocará ninguna dimensión aparente del perfil a utilizar o a
redimensionar.
Largueros: 12 m
Los largueros o perfiles de pared se consideraron dejarlos del mismo largo;
en virtud de que serán adquiridos en compra como miembros de 12 metros
de largo, como comercialmente se encuentran.
Columnas: IPN 160
Es obvio que las columnas deben aumentar su dimensión o características
mecánicas de resistencia y apariencia; ya que se está ampliando la
estructura y debe mejorarse la estructura de sustentación por la condición de
debilidad que muestra la estructura actual como efecto de los embates del
tiempo y falta de mantenimiento. En este caso se remite a los cálculos, en el
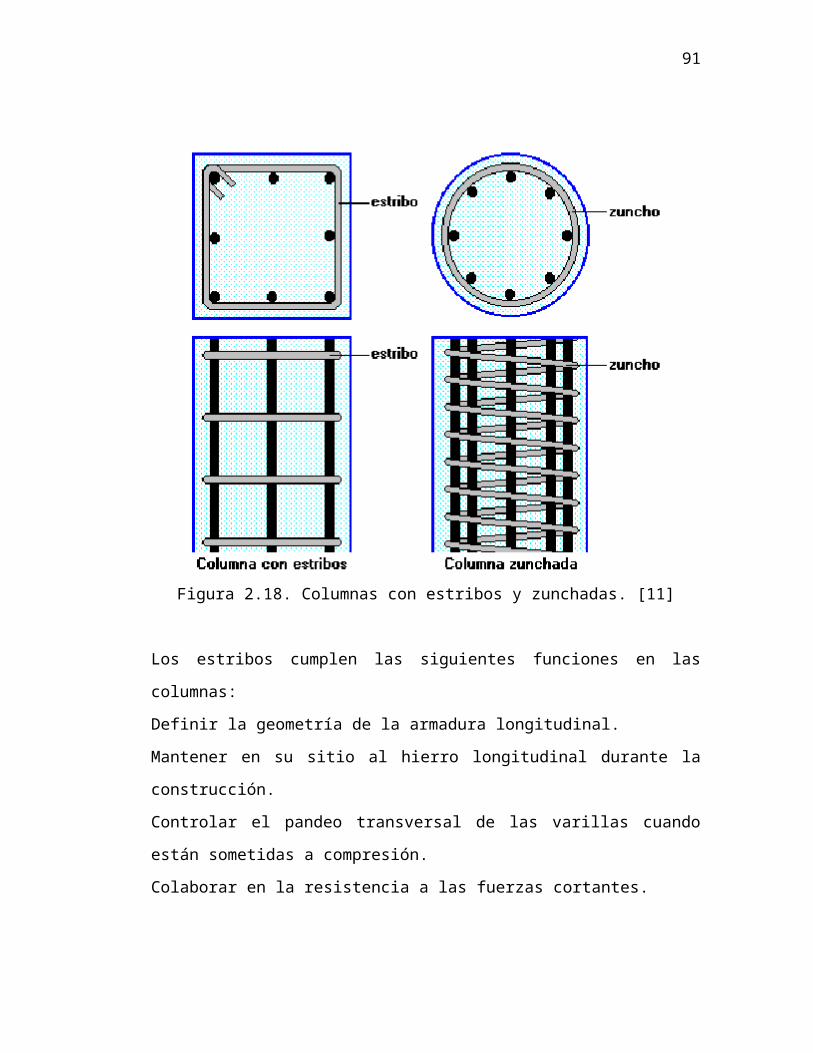
91
objetivo siguiente, la nueva característica del perfil que resulte del diseño a
realizar.
Anclaje: ¾”
Actualmente se encuentran en sitio unos pernos de calidad ASTM 30 con
diámetro de ¾”; pero este diámetro debería modificarse seguramente en
función del cálculo correspondiente como efecto de la colocación de otra
columna con otras características. Esto se verá en el próximo objetivo.
Cimientos: 1m x 1m
Actualmente la zapata de anclaje es de 1 metro cuadrado (1 m2) con
concreto tipo 1; pero ello debe cambiar en función del nuevo cálculo que se
realiza en el objetivo siguiente.
El rediseño se basa en el cambio de la dimensión de las correas, largueros y
columnas; así como también cambio de pernos y concreto de las zapatas,
ello en virtud de que será ampliada levemente la estructura para adecuarla a
las condiciones de nueva demanda de producción y ordenamiento de
equipos en operación y movimiento.
4.3. Cálculos de diseño relacionados con la estructura y cimentación,
así como también con la elevación y transporte de carga, adaptados a
las nuevas condiciones de operación.
En este objetivo se muestra la ingeniería básica y de detalles de la parte
estructural y de cimentaciones de la instalación como sigue:
4.3.1. Cálculos estructurales
Para el diseño del Galpón se pueden distinguir sus partes fundamentalmente
como lo son:
La cubierta, constituida por el techo, correas y vigas principales.

92
Las columnas.
Los arriostramientos.
Las paredes
Las fundaciones
El diseño del galpón se basa en el cálculo de una nave industrial, con
columnas de sección variable y con entramados frontales y laterales,
cálculos que son necesarios para la construcción del mismo. Los cálculos se
realizaron tomando en cuenta las normas COVENIN, específicamente la
COVENIN 1618, sobre estructuras de acero para edificaciones (proyecto,
fabricación y construcción).
Las dimensiones de diseño del galpón son: 12 metros de ancho, 22 metros
de longitud. (Ver bosquejo en figura 4.7).
El pórtico se seleccionó del tipo simple con voladizo. Este tipo de
configuración está tomando un extraordinario auge en la construcción
metálica gracias a los avances logrados en las uniones, sobre todo para
edificios industriales dotados de puentes grúas pesados. También, gracias a
su aspecto ligero y atractivo, sustituye en muchas ocasiones a las cerchas,
con la ventaja de no tener tirantes lo cual garantiza un mayor espacio interior
dentro del galpón.
Tipos de cargas (Combinaciones)
Carga muerta + carga viva (debidamente impactada cuando sea el caso)
Carga muerta + carga de viento.
Carga muerta +carga de gruas+1/2 de la carga de viento, o ½ de la carga
viva, la que sea más crítica.
Carga muerta + ½ de la carga de viento + carga viva.
93
Carga muerta + carga de viento + ½ de la cara viva distribuida
uniformemente sobre el tramo.
Carga muerta + carga sísmica + ½ de la carga viva.
Siguiendo criterios de la AISIC (Fratelli - apéndice A-8), se permite un
incremento en las tensiones admisibles del acero 1,33 para las
combinaciones de cargas 2, 3 y 4 (5, cuando sean críticos los efectos del
viento y el sismo), siempre que el miembro estudiado satisfaga previamente
la combinación 1. Sin embargo, este incremento de las tensiones admisibles
no procederá en el caso del diseño sismo – resistente del sistema de
arriostramientos. Se incorporan al final del trabajo anexos en resumen de las
normas COVENIN mas utilizadas para el diseño de Estructuras Metálicas, y
de las cuales, en su mayoría, se tomaron como base en los cálculos de la
parte estructural como tal.
Acción del Viento
La presión dinámica a barlovento es constante e igual hasta una altura de 4,5
m, a partir de dicha altura la presión varía, mientras que para sotavento y
techos la carga permanece constante.
Ecuaciones para la Presión dinámica
Ec. 4.1
Factor de intensidad de turbulencia (Sn)
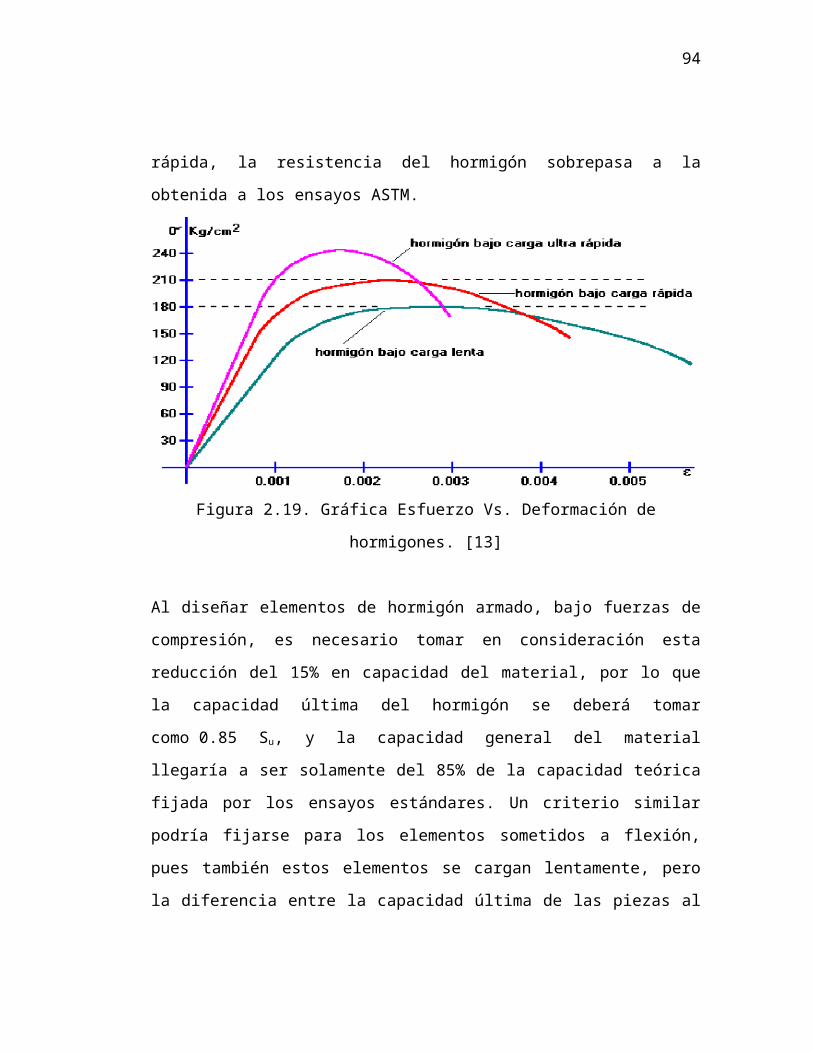
94
Sn = 2,35 Vk/(h/g)1/b
Sn = 0,1634552
Factor de intensidad de ráfaga (Gn)
Gn = 0,65 + 3,65 Sn
Gn = 1,246611479
Coeficiente de empuje o succión interna (Gcpi)
Según caso 2: Gcp i = +/- 0,25
Coeficientes de empuje y succión.
Los valores de Cp, Gcpi y condiciones dimensionales de la estructura, son
tomados de las tablas de anexos, tabla A5, tabla A6, tabla A7 y tabla A 9.
En la figura 4.7, se muestra el esquema de un galpón con todos sus
compoenetes estructurales.
Figura 4.7. Esquema de Galpón. [Fuente: Autocad]
95
4.3.1.1 Cálculo de la Altura del Techo:
Según las recomendaciones de Fratelli [Apendice B] para armaduras
simétricas se debe usar la relación:
H / L = 1 / 7 hasta 1 / 5
H / L = 0.14 hasta 0.2
Asumiendo un valor de 0,17 (Valor promedio), se tiene
H / L = 0,17
H = 0,17 x L = 0,17 x 12m. Ec. 4.2
H = 2,04 m
Cálculo de la Altura Total
Ht = h + H Ec. 4.3
Ht = 7,3 m + 2,04m; siendo h = 7,3 m, altura de columnas y anclajes, luego:
Ht = 9,34 m
Cálculo de la Inclinación del Techo:
Tg = C.O. / C.A. = 2,04m / 6m
= tg-1 (0.34)
= 18.77º 19º, normalizando a 20º
Donde CO y CA son los catetos opuestos y adyacentes, respectivamente del
triángulo anterior.
4.3.1.2 Cálculo de la Esbeltez
Esbeltez = Ht / L < 5 Ec.4.4
Siendo L la luz entre apoyos de la armadura o cercha.
12 m
96
9,34 m / 12 m = 0,77
0,77< 5 (Se cumple la condición de esbeltez)
4.3.1.3 Cálculo del punto de aplicación de las máximas cargas de viento
(h’)
h' = h + (H/2) = 7,3 m + (2,04m / 2)
h’ = 8,32mCO = 2,04 m; CA = 6 m; Ht = 9,34 m; L = 12 m; h` = 8,32 m; h =
7,3 m y H = 2,04 m
4.3.1.4 Clasificación de la Estructura
Según la clasificación establecida por Fratelli [Apéndice C], la misma se
divide en base a los siguientes aspectos:
Clasificación según su uso:
Esta estructura corresponde al GRUPO B: Para viviendas en general,
edificios de apartamentos, oficinas, comercios, galpones.
Clasificación según el tipo de respuesta:
Se Clasifica como TIPO I: Construcciones cerradas, cuya esbeltez sea menor
o igual a 5 con periodo natural de vibración menor o igual a 1 segundo, como
los galpones, los teatros y auditorios.
Clasificación según el Tipo de Exposición:
Está dentro del tipo de exposición C, campos abiertos, sabanas y terrenos
abiertos con obstrucciones dispersas, cuya altura general no superen los
10m.
Según lo expuesto anteriormente, se utilizan los siguientes valores
escogidos de la Tablas A.2 y A.3: Zg = Altura Zg = 2,70 m
= 7
k = 0,005

97
4.3.1.5 Cálculo del factor de respuesta ante ráfagas
Gh = 0,65 + 3,65 x Sh Ec. 4.5
Sh = Factor de intensidad de Turbulencia, o factor de exposición que
representa la intensidad de turbulencia
Sh =0,1722
Gh = 0,65 + 3,65 x (0,1722)
Gh = 1,2778
Gh 1 (Se cumple la condición de Respuesta ante Ráfaga)
4.3.1.6 Cálculo de la Presión del Viento
Según [7] se trabaja con una velocidad básica de 100 km/h
Haciendo la equivalencia la velocidad es 27,787 m/s
Según [7] se usa la ecuación:
q = Presión Dinámica. = V2 / 16,3 Ec. 4.6
q = (27,787 m/s)2 / 16.3 = 47,345 N/m2
q = 47,345 N/m2 / 9,806 m/s2
q= 48,26 kg/m2
4.3.1.7 Calculo de Exposición a la Presión Dinámica del Viento
(Ver figura 11.15-Fratelli-Apendice D, Acción del viento sobre las
construcciones)
A BARLOVENTO:
qz= 0,00485 x kz x x V2; V = [km/h] Ec. 4.7
Según el uso de la estructura se determina el factor de importancia Eólica [7]
Para el GRUPO B el valor de es 1.
El coeficiente kz toma en cuenta la exposición a la presión dinámica
del viento evaluado a una altura Z a barlovento.
98
Kz = 2.58 x ( Z / Zg)2/ Para Z 4,5m Ec. 4.8
La presión dinámica a Barlovento y Sotavento son constantes e
iguales hasta una altura de 4,5m, ahora a Barlovento varía con la altura
mientras que para Sotavento y techos permanece constante.
A SOTAVENTO:
Kh = 2,58 x ( Z / Zg)2/ Ec. 4.9
Kh = 2,58 x (7 / 270)2/7
Kh = 0.909
= 0,00485 x kh x x V2 Ec. 4.10
qh= 0,00485 x 0,909 x 1 x 1002; V = 100 km/h = 27,787 m/s
qh= 44,13 kg/m2
4.3.1.8 Cálculo para la Distancia de Separación entre Pórticos (S)
Pórticos:
# Pórticos = # Separaciones + 1 Ec. 4.11
# Separaciones = Largo /S = 22 m/ 6 = 3,66 m, lo cual está dentro del rango;
ya que para luces entre apoyos de armaduras entre 9 y 18 metros, la
separación entre pórticos está entre L/3 y L/3,5; es decir, no mayor a 5 m, en
este caso 3,66 m ≤ 5m. Y el número de separaciones debe ser como máximo
5m, (Ver tabla A.8).
# Pórticos = 6 Pórticos.
4.3.1.9 Cálculo del Número de Correas
# Correas = # Espacios entre correas + 1
L’= 6,33 m
L’ 2,04 m
6 m

99
L’6m
Como la separación entre apoyos de las láminas escogidas para el techo
(láminas ACERAL, LAMIGAL C.A.; (Apendice E) es de 250 cm, equivalente a
2,5 m, por lo cual:
# Espacios entre Correas = L’ / 2,5
# Espacios entre Correas = 6m/2,5 = 2,44 m
Se tienen 2,5 espacios, por lo tanto el número de correas es 3,5 ≈ 4
4.3.1.10 Cálculo de la distancia entre correas (Ver figura 4.8.)
d = L’ / # Espacios = 6m / 2,5
d = 2,44 m
Figura 4.8. Esquema de ubicación de correas. [Fuente: propia]
# Correas = 4 a 2,44 m c/u
De los resultados anteriores; la carga más crítica se produce en la fachada a
BARLOVENTO con viento paralelo a la cumbrera para Z = 10; Implica 49,32
Kg/m2 (Apéndice A, tabla A.7). Seleccionando o tomando una carga de
diseño crítica de toda la estructura de Pz = 50 kg/m2 como un valor de
sobredimensión y establecido en la norma que aplica.
Este valor asegura que se está trabajando con margen de seguridad acorde
a la norma COVENIN venezolana de estructuras de acero, en la cual se
2,44
100
establece que para sobrecargas de viento debe trabajar con una presión de
viento, mayor o igual a 50 kg/m2 .
4.3.1.11 Selección de las Láminas para el Techo
Se utilizarán láminas ACERAL con las características indicadas en la tabla
4.3 que se muestra a continuación:
Tabla 4.3. Características de láminas de techo
Calibre 24
Espesor 0,60 mm
Ancho Util 762 mm
Ancho Total 865 mm
Peso Metro Lineal 4.89 kg/m
Peso Metro Cuadrado 6.42 kg/m2
Distancia Entre Apoyos 2500 mm
Volados Maximos 750 mm
Carga Maxima 80 Kg/m2
4.3.1.12 Número de Láminas necesarias para cubrir la separación entre
pórticos
# Láminas = Separación / Ancho Útil = 3,66m / 0,762m = 4,82 láminas
# Láminas = 5 Láminas
Como las láminas deben cubrir a lo largo de 12m (6 m a cada agua) y al
mismo tiempo dejar un volado de 0,3m (asumido), se deben escoger 5
láminas de 6,3m a cada agua o lado: es decir, 12,6 m en total. Es de hacer
ver que las láminas vienen de 6m, 9m y 12m. En este caso para disminuir el
costo y evitar el mínimo posible de desperdicio de material, se deben tener
por lo menos 5 láminas de 9 m para cada lado, quedando 2,7 m por cada
101
lámina de 9 m que se corte a 6,3m. Ello generaría 13,5 metros para 5
láminas por cada pedazo sobrante de 2,7m; y a cada lado o agua, siendo en
total para los dos lados 27 m. (ver plano en anexo B 4)
Lo que significa que quedaría un sobrante mínimo en láminas por corte, ya
que como se sabe el largo de la estructura es de 22m, ello implicaría un
sobrante de 5m por las dimensiones comerciales de las láminas, lo cual es
suficiente. Por lo tanto el total de láminas es de 30 láminas de 9m x 760mm
de ancho.
4.3.1.13 Cálculo del Peso de las Láminas
Peso por metro lineal = 4,89 kg/m
Peso total = 270 m x 4,89 kg/m = 1320,3 kg
4.3.1.14 Cálculo del peso de los Ganchos
Se tiene que en una separación entre pórticos de 3,66 m hay 5 láminas, las
cuales tienen 5 ondulaciones, y en cada una por lo menos, debe colocarse 1
gancho en cada correa que coincida con una ondulación, y a su vez, hay 4
correas; razón por la cual se necesitan por cada lámina, 20 ganchos,
entonces se necesitarían en total aproximadamente 200 ganchos en 5
espacios de 3,66m de ancho por 6,3 m de largo en toda la estructura del
techo. Además, suponiendo que cada gancho pesa 200 gr, se tiene un peso
de 40 kg, que están distribuidos en un área aproximada de 277,2 m2.
4.3.1.15 Diseño de largueros
Se escoge un perfil IPN 160x74 (Apéndice A, tabla A-9); es decir 160 mm de
altura x 74 mm de base en el ala, en virtud de que el larguero es el elemento
soporte de paredes y techo, según recomendaciones de la norma. Los datos
de este perfil son:

102
v = 17,9 kg/m2; Base = 74 mm; Espesor = 9,5 mm; Área = 22,8 cm2 e I = 934
cm4.
Peso propio del Cerramiento:
Se utilizan láminas tipo SANDWICH, de acuerdo a la normativa de
estructuras metálicas (Apéndice A; tabla A-10 y figura A-1) La separación
máxima entre largueros es de 2m. Se usan 5 largueros separados a una
distancia de 1,46 m, por lo tanto, el peso del cerramiento:
18 kg/m2 x 1.46m = 26,28 kg/m; siendo 18 kg/m2 la aproximación del peso del
larguero desde 17,9 kg/m2.
4.3.1.16 Cálculo de la carga permanente
Cp = 14,124 kg/m + 17,9 kg/m + 25,2 kg/m = 57,224 kg/m2
Cpx = Cp x Sen = 57,224 kg/m x Sen 20º = 19,57 kg/m2
Cpy = Cp x Cos = 57,224 kg/m x Cos 20º = 53,76 kg/m2
4.3.1.17 Cálculo de la Carga Variable
Carga Variable (Cv) = Carga [kg/m2] x S’[m] = [Kg/m] Ec. 4.12
S’ = 2,44m x Cos 20º = 1,13m
2,44m
S’
20º

103
Dado que Cp = 57,224 Kg/m > 50 Kg/m2, entonces Carga = 50 Kg/m2
Cv = 50 Kg/m2 x 1,13m
Cv = 45,11 Kg/m
4.3.1.18 Cálculo de la Carga del Viento
Cviento = 50 Kg/m2 x 2,40 m = 120 Kg/m; donde 2,40 es la separación entre
correas.
4.3.1.19 Carga por Montaje o Maquinaria, actuante en la mitad de la Luz
de las Correas:
Entonces se debe usar una carga de P = 120 Kg. (carga promedio del
viento).
Px = P x Sen = 120 Kg x Sen 20º
Px = 41,04 Kg
Py = P x Cos = 120 Kg x Cos 20º
Py = 112,76 Kg
Suponiendo una Carga de los Tirantes y peso propio del perfil (P = 30 kg/m);
ello estimando un 15% más que el peso propio de 26,28 kg/m.
Px’ = 30 Kg x Sen 20º
Px’ = 10,26 Kg
Py’ = 30 Kg x Cos 20º
Py’ = 28,19 Kg
4.3.1.20 Carga del Agua
Pa = 60 Kg/m2 x 2,20m = 132 Kg/m; COVENIN 1618-98, establece como
máximo 60 Kg/m2 la carga del agua en galpones con áreas no mayores a los
300 m2.
Pax = Pa xSen = 132 Kg x Sen 20º
Pax =45,14 Kg
104
Pay = Pa x Cos = 132 Kg x Cos 20º
Pay =124,04 Kg
4.3.1.20 Combinaciones de las Cargas a Considerar:
HIPÓTESIS I:
Carga Muerta + Carga del Viento + Carga del Agua
Componente Axial:
Wx1 = Cpx + Px’ + Pax = (19,57 + 10,56 + 45,14) Kg/m Ec. 4.13
Wx1 = 75,27 Kg/m
Componente Normal:
Wy1 = Cpy + Py’ + Cvy + Pay = (53,22 + 28,19 + 45,11 + 53,76) Kg/m
Wy1 = 250,56 Kg/m
HIPÓTESIS II:
Carga Muerta + Carga de Montaje
Componente Axial:
Wx2 = Cpx + Px’ = (19,57 + 10,56) Kg/m Ec. 4.14
Wx2 = 30,13 Kg/m
Componente Normal:
Wy2 = Cpy + Py’ = (53,22 + 28,19) Kg/m
Wy2 = 81,414 Kg/m
Analizando el planteamiento I: Momentos máximos en correas y reacción en
tirantes
105
Max = (1/8) x Wy1 x L2
Max = (1/8) x 250,56 Kg/m x
(5m)2
Max = 783,00 Kg.m
Ry = Wy1 x (L’/2) = 250,56 Kg/m
x (5m/2)
Ry = 626,435 kg
MmaxXy = Wx1 x (L’2/16) = 75,27
Kg/m x (52/16)
MmaxXy = 117.61 Kg.m
Rx = Wx1 x (L’/2) = 75,27 Kg/m x
(5/2)
Rx = 188,18 Kg
Rt1r1 = Reacción sobre los
Tirantes.
Rt1r1 = (11/30) x Wx1 x L =
(11/30) x 75,27 x 5
Rt1r1 = 137,99 kg
Analizando el planteamiento II: Momentos máximos en correas y reacción en
tirantes
MmaxXx = [(Wy2 x L2) / 8] + [(Py
x L) / 4]
MmaxXx = (81,414 x 52) / 8 +
(93,97 x 5) / 4
MmaxXx = 245,42 + 117,46
MmaxXx = 371,88 Kg.m
106
Ry = [(Wy2 x L) + Py] / 2
Ry = [(81,41 x 5) + 93,97] / 2
Ry = 250,52 Kg.
MmaxXy = [(Wx2 x L2) / 8] + [(Px
x L) / 4]
MmaxXy = (15,11 x 52) / 8 +
(34,20 x 5) / 4
MmaxXy = 47,23 +
42,75MmaxXy = 89,98 Kg.m
Rx = [(Wx2 x L) + Px] / 2
Ry = [(30.13
x 5) + 34,20] / 2
Ry = 92,425 Kg
Rt1r = Rt1r1 + (Px / 2) = 137,99 +
(34,20/2)
Rt1r = 155,09 Kg
Los Momentos más críticos se encuentran en el análisis del
PLANTEAMIENTO I:
Mx = 783,04 Kg.m y My = 117,61 Kg.m
4.3.1.21 Cálculo del Módulo de Sección Mínima (Sx)
Sabiendo que el material de los perfiles IPN y L Sidor usados en este diseño
son de material Acero Ps-25; cuyo esfuerzo de fluencia es Fy = 2500 Kg/cm2
y aplicando las ecuaciones establecidas en la Norma COVENIN 1618-98, se
tiene que el módulo de sección es:
Sx [Mx / (0,6 x Fy)] + [(8 x My)/ (0675 x Fy)]
107
[783,04 / (0,6 x 25 E06)] + [(8 x 117,61) / 0,75 x 25 x106)]
5,22x10-5 + 5,01x10-5 = 10,23x10-5m3
Smin 10,23x10-5 m3
Luego para un L’/ 300 (COVENIN 1618-98), ver (Apéndice A; Tabla A-11) se
obtiene:
L’ / d = 28
d = 500cm / 28 = 17,85 cm
L’ / 300 = 500cm / 300
L’ / d = 1,76 cm
En la tabla 4.4, se muestran las características del perfil IPN 180
seleccionado para las correas.
Tabla 4.4. Características de correas IPN 180
A = 27.9 cm2 P = 21,9 Kg/m t = 1.04 cm
d = 180 mm tw = 0,69 cm b= 8,2 cm
Ix = 1450 cm4 Iy = 81,3 cm4 Sx = 161,0 cm3
Sy = 19,80 cm3 rx = 7,20 cm ry = 1,71 cm
rt = 2,00 cm
4.3.1.22 Verificación de la Deflexión
= (3 x q x L4) / (384 x E xI) Ec.4.15
Wy1 = 200,974 Kg/m
Wx1 = 75,27 Kg/m
E = 2,1 x 106 Kg/cm2
Según COVENIN 1618-98:
y = (3 * Wy1 * L4) / (384 * E * Ix) = [3 * 2.00974 * (500)4] / (384 *
2.1x106*1450)
y = 0,537

108
0,537 < 1,67 COVENIN 1618-98 (Cumple la condición)
x = (3 * Wx1 * L4) / (384 * E * Iy) = [ 3 * 0,3013 * (500)4] / (384 * 2,1x106 *
81,30)
y = 1,4375
1,4375 < 1,67 COVENIN 1618-98 (se cumple la condición)
4.3.1.23 Verificación de la Flexión Biaxial:
0,26 + 0,3167 1
0,5768 1 (se cumple la condición)
4.3.1.24 Chequeo de los Artículos 7.1.4.1 y 7.1.4.6 de la Norma COVENIN
1618-98
1) Art. 7.1.4.1 (Fb = 0,66 x Fy)
Las alas están conectadas al alma en forma continua, lo cual es aceptable
según la norma.
La Relación ancho espesor no debe exceder de 550 /VFy
Para una viga IPN 180 x 82; b / (2 x t) 550 / V Fy
8,2 / (2 x 1,04) 550/V 2500
Ec. 4.16
109
8,2/2,08 ≤ 550/50; V = 0,02
3,9426 11, por lo cual es aceptable.
fa = P/A; P = Fuerza Axial x Largo = Wx1 x Largo Ec. 4.17
P = 75,27 Kg/m x 22m = 1655,54 Kg
fa = 1655,54 Kg / 27,9 cm2 = 59,35 Kg/cm2
Se corresponde a utilizar de acuerdo a la Norma COVENIN 1618-98,
lo siguiente:
d / tw< (5370/ V Fy) x [1 – 3,75 x (fa / Fy)]
18 / 0,69 < (5370/ V 2500) x [1 – 3,75 x (59,35 / 2500)]
26,06 < 97,84; lo cual es aceptable
La longitud en cm no soportada lateralmente del ala comprimida de
miembros que no sean cerrados en cajón no excederá de:
Lo 640 x b / V Fy
500 cm 640 x 8,2 / V 2500
500 104,96; lo cual no es aceptable porque no se cumple
Lo (14 x 10) / [(d x Fy} / A]
500 (14 E05) / [(18 x 2500) / 27,9]
500 867,99; lo cual es aceptable porque se cumple la condición
Como no se cumple la condición Lo 640 x b / V Fy; es decir, 500 104,96;
entonces, se pasa a verificar el artículo 7.1.4.6 para vigas continuas.
2) Art. 7.1.4.6:
a) b = 1,75 + 1,05 x (M1 / M2) + 0,3 x (M1 / M2)
M1 = Momento Menor = 0 (simplemente apoyado)
M2 = Momento Mayor = 628,04 Kg.m
Entonces queda b = 1,75
Se debe cumplir que: 1 b 2,3

110
Entonces: 2700 x V (b / Fy) Lo / rt 6000 x V (b / Fy)
2700 x V (1,75 / 2500) 500 / 2,00 6000 x V (1,75 / 2500)
70,8203 250 157,386, no se cumple esta condición
Lo / rt> 6000 x V (b / Fy)
500 / 2,00 > 6000 x V (1,75 / 2500)
250> 157,38, si se cumple esta condición
Esto implica que se tomará el mayor Fb entre:
Fb1 = 12x106 x [b/(Lo / rt) ]= 12x106 x 1,75/(500/2,00)
Fb1 = 336,00 Kg/m2
Fb2 =0,84x106 x [b/(Loxd/Af)] Ec.4.21
Fb2 = 0,84 x106 x 1,75 / [(500 x 18) / (8.2 x 0.69)]
Fb2 = 924,1399 Kg/m2
Fb2< 0,6 x Fy
924,1399 Kg/m2<0,6 x 2500 Kg/m2
924,1399 Kg/m2< 1500 Kg/m2, se cumple la condición; razón por la cual la
selección de Fb = 934,14 Kg/m2 es correcta.
4.3.1.25 Comprobación de la Correa por Fuerza Cortante
Fv = 0,4 x Fy
Fv = 0,4 x 2500 Kg/cm2
Fv = 1000 Kg/cm2
Rv<Fv
Rv = Vc /A = (Wy1x S)/(2 x A) = (2,00974 Kg/cm x 500cm) / (2 x 27,9 cm2)
Rv = 18,0084 Kg/cm2
18,0084 Kg/cm2< 1000 Kg/cm2, se cumple esta condición
Con esto se chequea que el perfil que se debe escoger para las
correas, es un perfil IPN 180 (Apéndice A; Tabla A.9) cuyas características
son las siguientes:
111
A = 27,9 cm2 P = 21,9 Kg/m t = 1,04 cm
d = 180 mm tw = 0,69 cm b = 8,2 cm
Ix = 1450 cm4 Sx = 161,0 cm3 rx = 7,20 cm
Iy = 81,3 cm4 Sy = 19,80 cm3 ry = 1,71 cm
rt = 2,00 cm
4.3.1.26 Diseño de los Tensores
Para los tirantes se seleccionan cabillas con Fy = 2800 Kg/cm2, retomando:
Rt1r = 115,09 Kg
Se dispone de 3 espacios entre correas y se colocarán 2 tirantes por espacio
(cada uno a 1/3 de la longitud de la correa), se tiene entonces:
Rtotaltirantes = 2 x 3 x 115,09 Kg = 1150.9 Kg
Por lo tanto el área de la sección transversal de los tirantes debe ser:
Fy = Rtotal tirantes / Atirante Ec. 4.18
Atirante = Rtotal tirantes / Fy = 1150,9 / 2800
Atirante = 0,4110 cm2
Entonces se usarán cabillas de 3/8”; en virtud de que tienen un área de 0,710
cm2, valor que es el correspondiente al valor comercial inmediatamente
superior al calculado.
Para la verificación final, se debe comprobar que el peso de las correas y
tensores, está acorde con el adoptado inicialmente:
P = Peso Correa + Peso Tensor
P = 21,9 Kg/m + (2 x 0,559 x 6) Kg/m = 28,608 Kg/m
28,608 Kg/m 30 Kg/m, lo cual es aceptable, en virtud de que se
cumple la condición.
112
4.3.1.27 Diseño de Arriostramientos de techo
Los arriostramientos del galpón se realizan con Cruces de San Andrés,
suponiendo que solo trabaja la diagonal traccionada. Si la longitud de las
barras es excesiva, se pueden conectar en su punto medio. Bajo las cargas
laterales impuestas, una de las bandas de la cruz de San Andrés resulta
comprimida y la otra traccionada. Los ángulos de las cruces de San Andrés
se dispondrán en forma de X como se muestra en la figura 4.9, vértice a
vértice, separadas por planchas de 5mm de espesor. En todos los casos,
estos ángulos se unen en su punto medio con una soldadura o con dos
pernos de ¼” de diámetro. En la figura 4.10, se muestra el diagrama de
distribución de estos arriostramientos.
Figura 4.9. Cruz de San Andrés. [Fuente: Propia]
Para El Techo:
Ec. 4.19
Lpa = Longitud del perfil de arriostramiento.

113
d = Distancia entre correas y L = Distancia entre pórticos.
Lpa = 6,09 m
Tomando K = 1, para elementos secundarios:
K x Lpa / rmin 300
rmin K x Lpa / 300 y 1 x 6,09 / 300; r min 1,11 cm
Según la Tabla 6.7 del texto [7], (Apéndice A; Tabla A-12), se tiene:
rx/ h = ry/ h = 0,21; de acuerdo a esto:
r min = 0,21 x h min
h min = r min / 0,21 = 1,11 cm / 0,21
h min = 52,86 mm
Se selecciona entonces:
Dos perfiles L 25 x 25 x 3 cuyo peso lineal es de 1,11 kg/m
Una Plancha de 5 mm de espesor.
b1 = (25 + 25 + 5) mm
b1 = 55 mm = 5,5 cm
rx = 0,21 x b1 = 0.21 x 5,5
rx = 1,155 cm, rxrminy 1,155cm 1,11cm, lo cual es aceptable
Distribución de los Arriostramientos en el Techo del Galpón (ver figura 4.10).
2
2
m
1
2
m3,
662,
44
m5
m
114
Figura 4.10. Distribución de arriostramientos en el techo del galpón. [Fuente:
propia]
4.3.1.28 Peso total de los perfiles de arriostramientos entre pórticos
(War)
War = Número de perfiles x Peso Unitario x Longitud
War = (32 x 1,11 kg/m x 2 x 2,44) + (34 x 1,11 kg/m x 2 x 6,09)
War = 632 Kg
Este peso corresponde a 32 perfiles(2L 25x25x3) de 2,44 m de longitud y
34 perfiles (2L 25x25x3) de 6,09 m, cuyo peso por metro es de 1,11 Kg.
Siendo 6,09 m, la longitud del perfil de arriostramiento (Ec. 4.23) y 2,44 m la
distancia o separación entre correas.
b) Para las Paredes Laterales:
Lpa = 4,30m
Tomando K = 1, para elementos secundarios:
K x Lpa / rmin 300
rmin K x Lpa / 300
1 x 430 / 300
Ec. 4.20
115
r min 1,43 cm
Según la Tabla 6.7 [7], (Apéndice A; Tabla A-12) se tiene que:
rx/ h = ry/ h = 0,21
De acuerdo a esto:
r min = 0,21 x h min
h min = r min / 0,21 = 1,43 cm / 0,21
h min = 6,827 cm
h min /2 = 3,41 cm
Se selecciona entonces:
Dos perfiles 2L 50 x 50 x 4 cuyo peso lineal es de 3,06 kg/m
Una Plancha de 5 mm de espesor.
En la figura de arriostramiento se muestra la disposición de los perfiles
unidos a la plancha:
b1 = (50 + 50 + 5) mm
b1 = 105 mm = 10,5 cm
rx = 0,21 x b1 = 0,21 x 10,5
rx = 2,205 cm
rxrmin
2,205cm 1.11cm, se cumple la condición
Distribución de los Arriostramientos en las Paredes Laterales del Galpón (ver
figura 4.11).
2,
2
m
2
7,3
m
5
m
116
Figura 4.11. Distribución de arriostramientos en las paredes laterales.
[Fuente: Propia]
Número de Perfiles de arriostramientos entre pórticos: (Npa)
Npa = 2 lados x 2 x 22= 88 perfiles
Peso total de los perfiles de arriostramientos (War):
War = Npa x Peso Unitario x 2 x Lpa
War = 88 x 3,06 Kg/m x 2 x 4,30 m
War = 2315,80 Kg
4.3.1.29 Diseño de Largueros
Cargas gravitacionales (Cg)
Peso de los largueros (asumido) = 5 Kg/m
Peso de las Paredes = Peso por unidad de área de pared x Separación de
Largueros.
Donde: Peso por unidad de pared = 10 Kg/m2, para un espesor de 10mm de
cemento poroso endurecido.
Separación máxima entre largueros = 1,4 m
Número de largueros = 5
Peso de las Paredes = 10 Kg/m2 x 1.4m = 14 kg/m
Cg = Peso de paredes + Peso de Largueros = 14 Kg/m + 5 Kg/m = 19 Kg/m
Cg = 0,19 Kg/cm
Cargas del Viento (Cw):
Cw = Pz x Separación entre largueros = 65 Kg/m2 x 1,4 m = 91 Kg/m
Cw = 0,91 Kg/cm
Caracteristicas del Perfil ECO Z – 150
22 m

117
P= 4,63 kg/m Sx = 27,82 cm3
Ix = 208,70 cm4 Sy = 6,76 cm3
Iy = 42,63 cm4 ry = 2,56 cm
Fy = 3515Kg/ cm2
Verificando la Flexión según lo ejes X e Y
Mx = (1/8) x Cw x (L /2)2 = (1/8) x 0,91 Kg/cm x (250 cm)2
Mx = 7109,38 Kg.cm
My = (1/8) x Cg x (L /2)2 = (1/8) x 0,19 Kg/cm x (250 cm)2
My = 1484,38 Kg.cm
Ahora se debe cumplir que;
(Mx / Sx) + (My / Sy) Fb Ec. 4.21
Donde Fb = 0,6 x Fy = 0,6 x 3515 Kg/cm2 = 2109 Kg/cm2
(7109,38 / 27,82) + (1484,38 / 6,76) 2109
475,132 2109 Cumple
Verificación de la Deflexión:
E = 2,1x106 Kg/cm2
x = (5xCg x (L / 2) 4) / (384 x E x Ix) = [ 5 x 0,19 x (250)4] / (384 x 2,1x106 x
208.7)
x = 0,022 cm
0,022 (L/2) / 300
0,022 250 / 300
0,022 0,833 (Se cumple la condición)
y = (5 x Cw x (L/2) 4) / (384 x E x Ix) = [5 x 0,91 x (250)4] / (384 x 2,1x106 x
42,63)
y = 0,517 cm
0,517 (L/2) / 300

118
0,517 250 / 300
0,517 0,833 (Se cumple la condición)
Entonces el perfil a seleccionar es:
Perfil ECO Z – 150 con un peso de 4,63 Kg/m (Ver Apéndice F)
Dado que la separación entre largueros es de 1,4m, se tiene que el número
de largueros entre pórticos es de 5. (ver figura 4.6).
Peso total de los Largueros = L x Peso Unitario x Numero de Largueros Ec.
4.22
Peso total de los Largueros= 5 x 4,63 Kg/m x (5 x 12) = 1389 kg
En la figura 4.12 se muestra la distribución de los largueros.
Figura 4.12. Distribución de largueros. [Fuente: Propia]
4.3.1.30 Diseño de los Parales
Carga del Viento (Cw)
ct
eri
sti
ca
s
de
l s
(C
g):
ad
o
7,3
m
5
m1.4
m

119
Cw = Pzx L /2
Cw = 65 Kg/m2 x (5m / 2)
Cw = 162,5 Kg/m
M = (1/8) x Cw x h2
M = (1/8) x 162,5 Kg/m x (7,3m)2
M = 995,31 Kg.m
Se selecciona un perfil ECO 110 x 110 (Apendice F) de
características:
P = 11,07 Kg/m; Ix = 263,04 cm4; Sx = 47,82 cm3; rx = 4,32 cm; Iy = 263,04
cm 4
Sy = 47,82 cm3; ry = 4,32 cm; Fy = 3515 Kg/cm2; Fb = 0,72 x Fy
Se debe cumplir que: M / SxFb
Sx M / Fb
Fb = 0,72 x Fy = 0.,72 x 3515 Kg/cm2 =2530,8 Kg/cm2
M / Fb = 99531 Kg/cm / 2530,8 Kg/cm2 = 39,328 cm3
47,82 cm3 39,328 cm3 cumple con la condición
Verificando pandeo:
h / rmin 300
rmin h / 300
h / 300 = 700 / 300 = 2,33cm
4,32 cm 2,33 cm
Distancia entre largueros 1.4 m
L / rmin 300

120
rmin L / 300
L / 300 = 140 / 300 = 0,466cm
4,32 cm 0,466 cm, se cumple la condición
4.3.1.31 Cálculo de los Canales de Desagüe
Se estima colocar 6 bajantes por lado, para un total de 12:
Área del techo = 3,66 m x 12,6 m = 55 m2
De la Tabla de drenajes para agua de lluvia en techos (Apéndice G), se
escogió para un techo entre 83 y 100 m2, un diámetro de canal de 15 cm.
Diámetro del Bajante: Eligiendo una intensidad de lluvia de 200 mm/hr para
un área de 100m2, el diámetro del bajante es de 7,62 cm. (ver anexo G).
Carga ejercida por los canales:
Área del canal = ( x r2) / 2 = [ x (0,075 m)2] / 2 = 8,84x10-3 m2
Volumen del canal = Ac x L = 8,84x10-3 m2 x 5 m = 0,0441 m3
Dado que la densidad del agua (H2O) se considera como 100 kg/m3, se
tiene:
W H2O = H2O x Volumen del canal= 100 kg/cm3 x 0,441m3
W H2O = 44,1 Kg
Se hacen las siguientes suposiciones en base a otras construcciones, con
bajantes y dimensiones similares a estos:
Peso del Ducto = 12 Kg
Peso del Bajante = 12 Kg
Peso de los Ganchos de Aguante = 2 Kg
Por lo tanto la carga que actúa es:
Wt = (44,1 + 12 + 12 + 2) Kg
Wt = 70,1 kg
Entre las cargas que Actúan en un Pórtico, se tienen:

121
Carga muerta: (Q1)
Carga de Arriostramiento del Techo = (1,1Kg x 6 x 2) / 100 = 0,1331 Kg/cm
Peso de la Cubierta = (6,42 Kg/m2 x 5) / 100 = 0,321 Kg/cm
Peso de los Ganchos (techo) = (1,4 x 5) / 100 = 0.07 Kg/cm
Peso de las Correas = (21,9Kg/m x 4 x 5 x 2) / (20 x 100) = 0,557 Kg/cm
Carga Viva = (60 x 5 x 1) / 100 = 3 Kg/cm
Peso de los Tirantes = 0,286 kg/cm
Q1 = 4,46 Kg/cm.
Carga del viento a presión: (Q2)
Q2 = 50 kg/m2 x 5m / 100
Q2 = 2,25 Kg/cm
Peso de largueros: (Q3)
Q3 = 0,2315 Kg/cm
Viento a succión: (Q4)
Q4 = (55Kg/m2 x 5m) / 100
Q4 = 2,75 Kg/cm
En la figura 4.13, se muestra la distribución de cargas sobre el pórtico:

122
4.45 Kg/cm
0.2315 Kg/cm0.2315 Kg/cm
3.75 Kg/cm2.75 Kg/cm
1
2
3
4
5
1
2 3
4
Figura 4.13. Distribución de cargas sobre el pórtico. [Fuente: Propia]
Se hizo la suposición de las condiciones más críticas, que resultaron para los
pórticos extremos ya que soportan también el peso de las paredes frontales y
posteriores. Por estética y homogeneidad se optó por tomar un único tipo de
viga para el pórtico y un mismo modelo para los 6 pórticos.
El perfil resultante es un HEB 360 (Apéndice A; Tabla A.13) con las
siguientes especificaciones:
A = 319 cm2 Sy= 1270 cm3
Ix= 84870 cm4 rx= 16,3 cm
Iy= 19520 cm4 ry= 7,83 cm
Sx= 4300 cm3 Peso= 82,74 kg/m
Comprobación de las Vigas Columnas del Pórtico:
Para el miembro No. 4

123
Para K = 2
fa=5738,1kg/319cm2 = 178,98 kg/cm2
c =6440 / VFy = 6440 / V 2500
c = 128,8
k.L/ r = 2 x 700 cm / 7,83 = 178,8 >c
El valor está dentro del rango elástico
Fa = 10,8 x 106 / (K . L / r)2 Ec. 4.23
Fa=10,8x106/(178,8)2=337,824Kg/cm2
fa /Fa = 17,98 Kg/cm2/337,82 Kg/cm20,05636 < 0,15(fa / Fa)+(fbx / Fbx) 1
Ec.4.24
fbx = Mx / Sx = 1928164,04 kg.cm / 4300 cm3 = 448,41 Kg/cm2
d / Af = 0,32
Fbx = Mx / [L. (d / Af)] = 1928164,04 / [700 x 0,32] = 8607,87 Kg/cm2
Entonces:
(17,8 Kg/cm2 / 337,82 Kg/cm2) + (448,41 Kg/cm2 / 8607,87 Kg/cm2) 1
0,1084 1, se cumple la condición
En la carga de 5738,1 Kg; ya está incluida la incidencia de las vigas
carrileras o patín a colocar para el montaje de un puente grúa de 10
toneladas.

124
Se tomó el peso total de cada viga carrilera adquirida por Sitelca de
22m*2*45,17 K/m = 1987,48 Kg + el polipasto de 10 toneladas de capacidad
(estimando carga útil de 9250 kg) + peso del carro transversal en material
liviano (546,12 Kg). Todo este peso fue dividido entre 12 columnas y esa
incidencia está incluida en la carga P referida en el análisis con un valor de
981,96 Kg.
Para el miembro No. 3
Para K = 0,65
fa=3468,99kg/319 cm2= 10,87 kg/cm2
k.L/r=0,65x1056,21cm/7,83=87,68 >c
el valor está dentro del rango elástico
Fa = 10,8 *106 / (K . L / r)2 Ec. 4.25
Fa = 10,8*106 / (87,68)2 = 1020.56 Kg/cm2
fa / Fa = 10,87 Kg/cm2 / 1020,.56 Kg/cm2
0,1056x10-3 < 0,15
(fa / Fa) + (fbx / Fbx ) 1
fbx = Mx / Sx = 1928164,04 kg.cm / 4300 cm3 = 448,41 Kg/cm2
d / Af = 0,32
Fbx = Mx / [L . (d / Af)] = 1928164,04 / [1056,21 x 0,32] = 5704,84 Kg/cm2
Entonces:
(10,87 Kg/cm2 / 1020,56 Kg/cm2) + (448,41 Kg/cm2 / 5704,84 Kg/cm2)
1
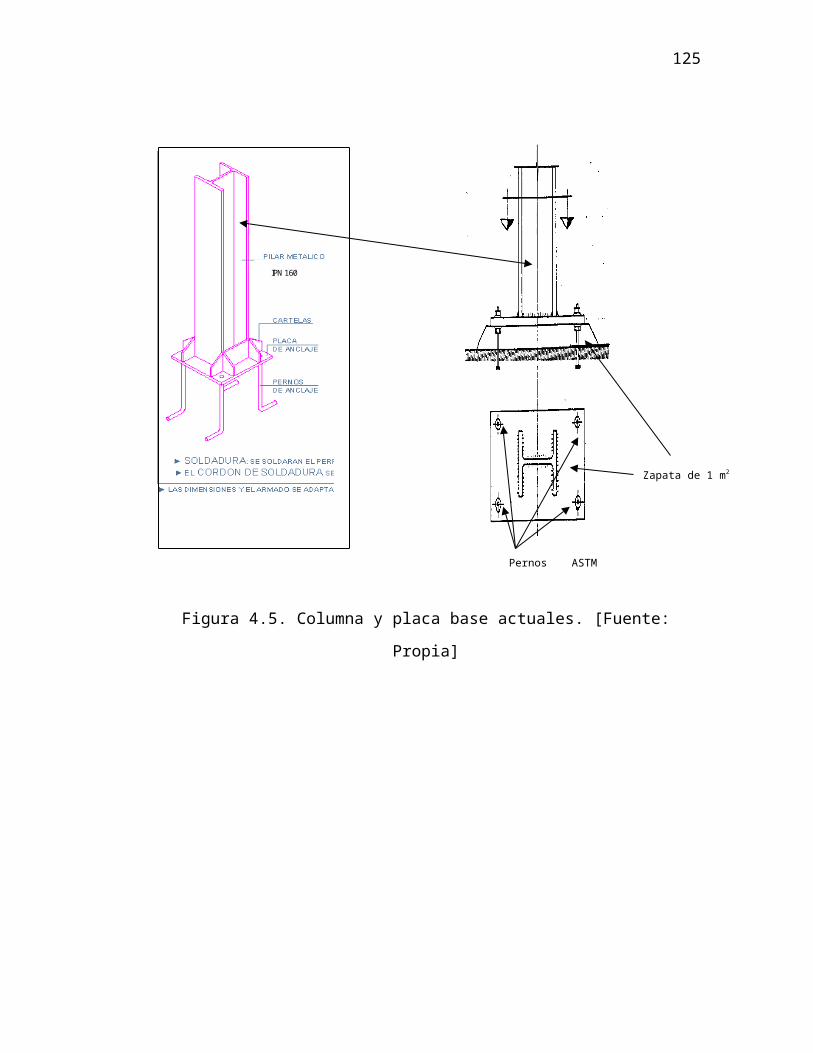
125
8,82 *10-2 1; se cumple la condición
Fc = 180 kg/cm2
Fp=0,35.Fc = 0,35 x 180 = 63 Kg/cm2
Para el perfil:
d = 395 mm = 39,5 cm
b = 308 mm = 30,8 cm
Figura 4. 14. Placa de anclaje. [Fuente: Propia]
Se eligió un acero PS – 25 para la placa, con Fy = 2500 Kg/cm2
Suponemos dimensiones para la placa de:
B = 50cm C = 80 cm
A = B x C = 50 x 800 = 4000 cm2
fp = (P / B . C) [6 . M / (B . C2)]
fp = 37,58 kg/cm2
fp = - 34,71 Kg/cm2

126
Figura 4.15. Distribución de esfuerzos en la placa de anclaje. [Fuente:
Propia]
n = [B – (0,8 x b)] / 2 = 12,68 cm
m = [C – (0,95 x d)] / 2 = 21,23 cm
Momento en la dirección b – b: M1 = (fp . m2 / 2) – (P . m3 / 6) = 7455,41
kg.cm
Momento en la dirección a – a: M2 = f(a) . n2 / 2 = 1929,62 kg.cm
M1> M2
El mayor momento: M’ = 7455,41 kg.cm
Espesor de la plancha base:
Ec. 4.26
tp = 4,88 cm 1,9212 pulgadas
4.3.1.32 Cálculo de los Pernos
T = M / S = 1928164,04 / 49.985 = 38574,85 kg

127
De la tabla 3.2 – 3-4[7] (Apéndice A; Tablas A-14, A-15, A-16) se seleccionan
pernos A 490 con Ft = 3800 kg/cm2A 10600 Kg/cm2
Ap T / Ff
Ap = 38574,85 / 3800 = 10,15 cm2
Se seleccionan pernos: = 1 1/8”
2 pernos a cada lado, entonces:
4 x Ap = 4 x 6,443 cm2 = 25,772 cm2> 10,15 cm2, cumple con la condición
Luego de seleccionado el perfil ECO Z, se establece lo siguiente:
El perfil puede ser soldado o apernado.
Una vez definida la cubierta y establecida la separación entre las correas se
procede a fijar los ángulos que servirán de guía para la colocación del perfil,
y para darle mayor estabilidad a éste.
Después de haber soldado todo los ángulos de las vigas de los pórticos, se
procede al montaje de las correas; se sugiere comenzar colocando las
correas en los extremos exteriores del pórtico, luego colocar las correas más
cercanas a la cumbre y finalizar colocando las correas internas.
La fijación de las correas es un proceso fácil debido a que son muy livianos,
se recomienda colocarlos a tope y soldar a la viga del pórtico.
Los electrodos recomendados para soldar el perfil es E6013 1/8´´ ó su
equivalente.
Deben protegerse contra la corrosión.
4.3.2. Cálculos de cimentación
Tipo de suelo a considerar: arenoso, ubicado en la falda de una pequeña
ladera y allí está ubicada la edificación o estructura actual, es una zona
sísmica, como todo el municipio sotillo, se prevé cavar un hoyo de 20 cm,
hacer un relleno con granzón y construir una placa- piso anti sísmica.
Esfuerzo admisible reducido : fadr = 2xfhueco – fgranzón

128
Esfuerzo resistente del concreto: Ec. 4.27
Carga máxima de trabajo
4.3.2.1. Diseño desde el punto de vista de suelos
Carga máxima estimada
Área inicial de la base o zapata
Ancho s/x
Ancho s/y
4.3.2.2. Diseño desde el punto de vista estructural
Esfuerzo último sobre terreno
2,21-0,45)/2 = 0,882 m; voladizo máximo

129
= 26455/(4*71230) = 0,093
; Altura útil como placa
; Altura útil como rígido
Altura de la base
; Altura del escalón
Ec. 4.28
; peso de la fundación
; área final de la base
4.3.2.3. Chequeo del área
130
4.3.2.4. Dimensiones Definitivas
4.3.2.5 Calculo de acero
; tensión s/x
acero s/x
; acero s/y
; acero por temp. s/x
; acero por temp. s/y

131
4.3.2.6. Colocación del Acero
Separación mínima recomendada
; Separación máxima recomendada
Acero s/x
Acero s/y
Cálculo de dimensiones para ffmax = fadr y ffmin = K*ffmax, donde K < 1
Ec. 4.29

132
Despejando Ax y luego Ay
Ec. 4.30
Si K = 0.5
;
adecuadas
Si la relación M/P no varía ni hay inversión del sentido del momento, se corre
la base para reducir el efecto de este
Área necesaria aproximada
Espesor por punzonado

133
4.31
Chequeo del área de la fundación
Nuevas dimensiones
En la figura 4.16, se muestra la distribución de cargas sobre la placa piso.
Figura 4.16. Distribución de cargas. [Fuente: Propia]

134
Ahora, distribuyendo la carga en tres partes sobre la placa piso, P1, P2 y P3;
P = 30 Ton P = 60 Ton
Pu = 45 Ton Pu = 90 Ton
4.3.2.7. Predimensionamiento
Estimación de área y dimensiones
Espesor
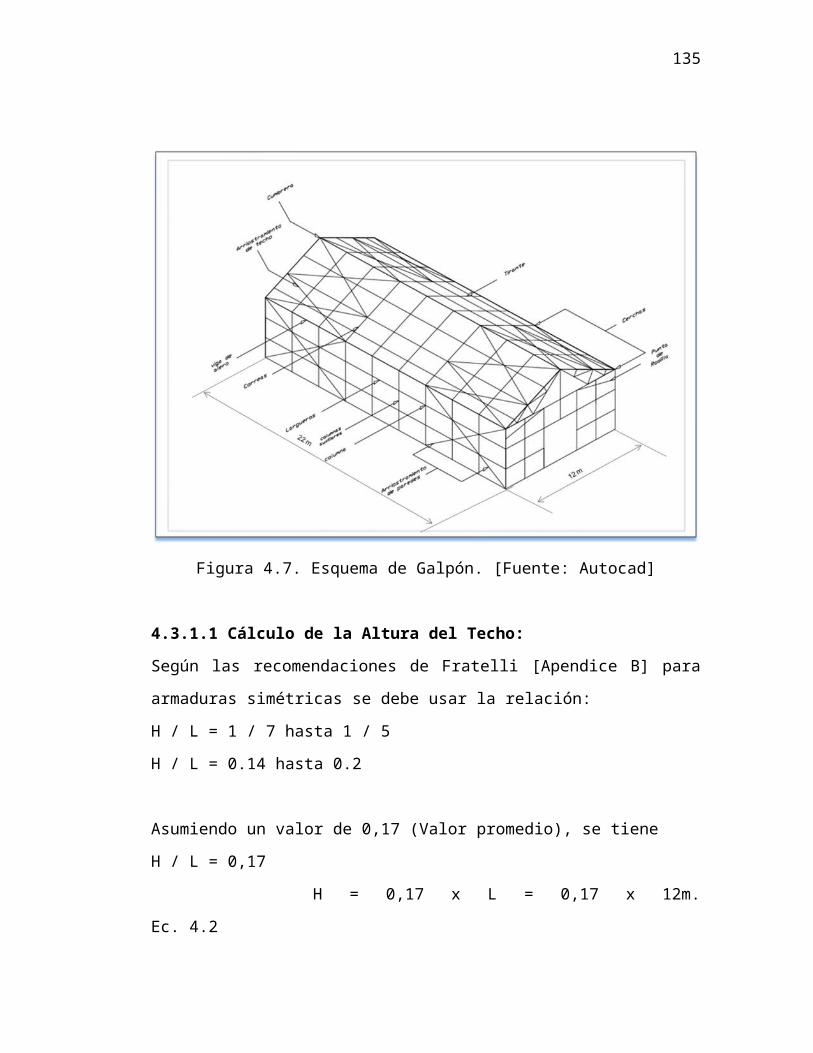
135
Figura 4.17. Diagrama de Fuerzas Cortantes. [Fuente: Propia]
Soluciones Factibles
Calculando por medio de coeficientes:
Suponiendo que el concreto resiste todo el corte
Ec. 4.37
Como solución se utilizará una viga de sección “Te” invertida, se armará con
estribos para soportar corte de tal manera de disminuir peso y altura.
Sección Tentativa:
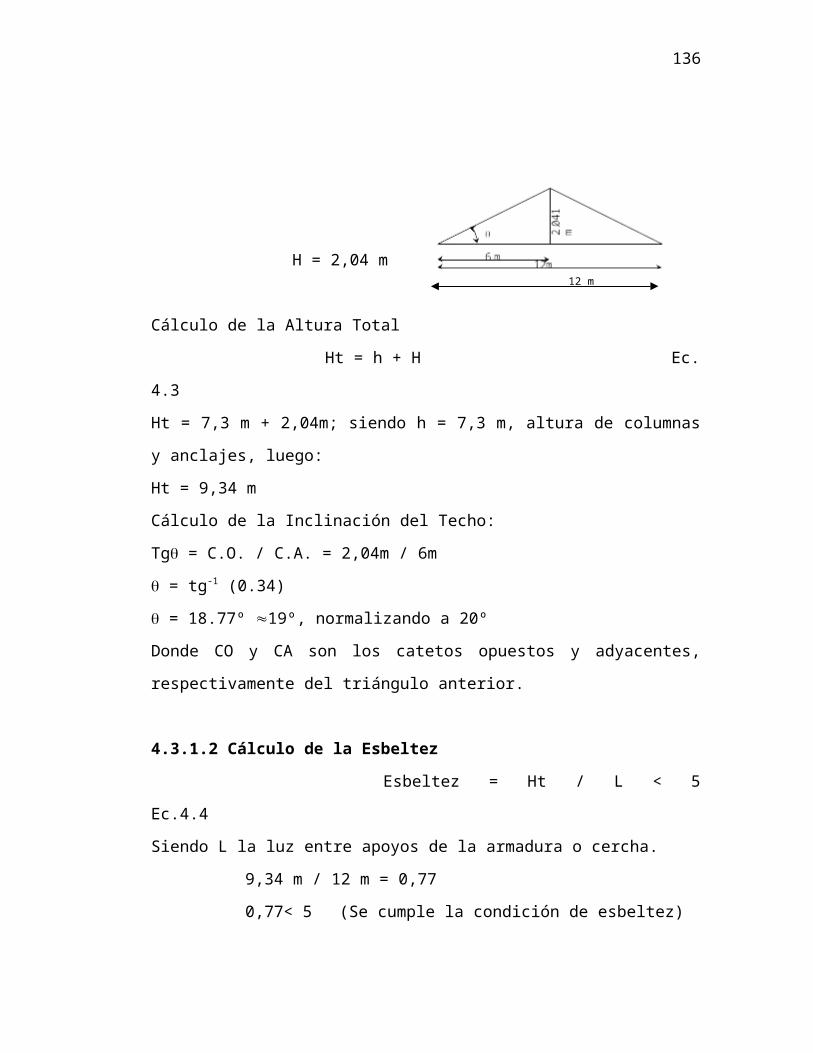
136
Figura 4.18. Sección tentativa. [Fuente: Propia]
Revisión por corte
Revisión por flexión
Por medio de coeficientes
70 cm
75 cm
137
Chequeo del área
Sección definitiva
Figura 4.19. Dimensiones de la zapata
[Fuente: Propia]
As = 9,5
cm2
As = 19,5
cm2
75 cm
70 cm

138
4.3.2.8. Cálculo de esfuerzos por el método de aproximación
Figura 4.20. Diagrama de Momentos flectores
Esfuerzos constantes por columnas:
Esfuerzos variables en columnas:

139
Envolvente de diseño:
Corte peligroso
Límite de estribo a 20 cm
4.3.2.9. Cálculo como viga sobre lecho elástico
Viga:

140
Biela:
En la figura 4.21 se muestra el asentamiento del terreno con las zapatas
ubicadas.
Figura 4.21. Diagramas de asentamiento sobre terreno. [Fuente: Propia]
CARGA EN TON
Col. Pug. Pup. Pu. Pmax
Esq. 30 10 30 20
Bord. 40 20 60 40
Cent. 75 35 110 74
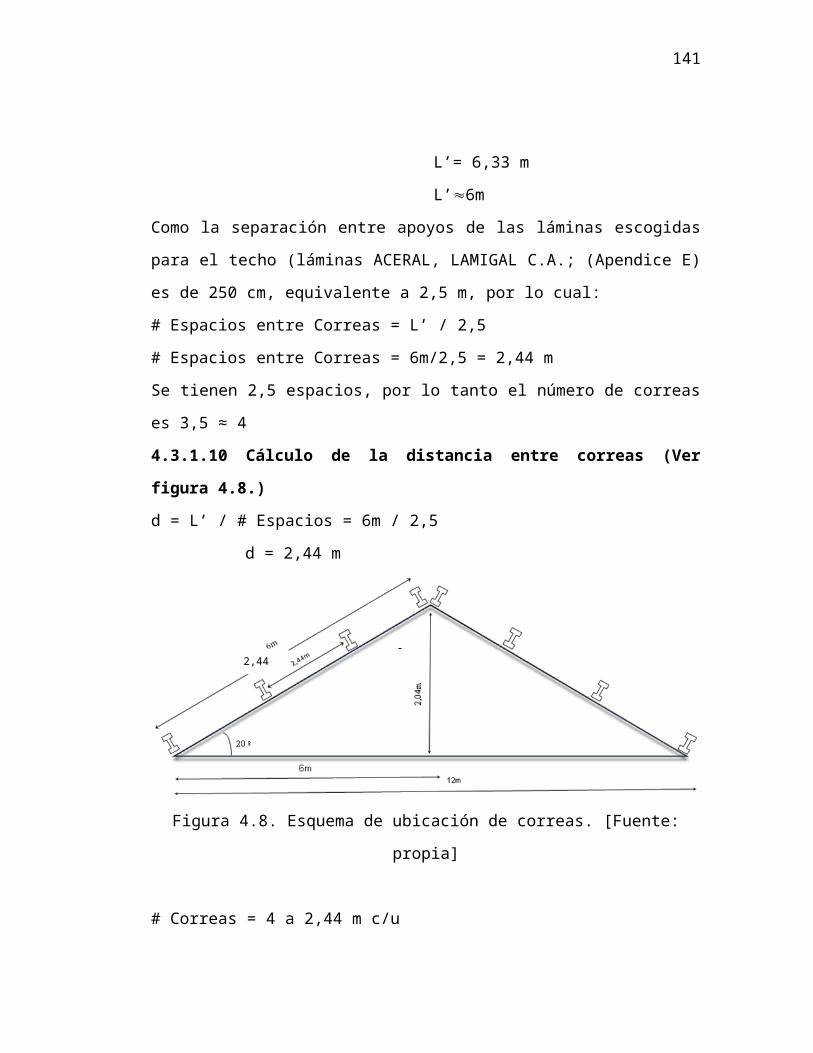
141
Predimensionamiento:
Cálculo de espesor:
Espesor e = dx10-2 + Pupx10-2 [m]
Altura útil : d = ((tx + ty/4)2 + Pucentx103/(4ⱷx1,06x√fc) – (tx + ty)/4
Espesor
Geometría en planta:
El centro de gravedad de las cargas coinciden con el centro de gravedad de
las columnas, y a su vez existe doble simetría. Por esta razón se añadirá en
forma simétrica un metro de placa respecto a los ejes de borde para
aumentar así el área de las columnas, garantizar el anclaje de la misma y
darle protección a la base.
Chequeo del esfuerzo
Anchos de fajas
Faja de borde = 4 m Faja central = 6 m

142
Cálculo de capacidad de carga
Definición de variables:
Pad : capacidad de carga
Np: número de pilotes
Qp` : carga por pilote
E : módulo del concreto
πDp2 : área del pilote
Cálculo de eficiencia:
Cabezal de un pilote
Cabezal de dos pilotes
Cabezal de cuatro pilotes
Cabezal de tres pilotes
143
Peso de cabezales:
Cuadro de capacidades para Dp =.30,.40,.50 y .60 m
Dp # 1 2 3 4
.30 9.2 17.2 25.0 32.1
.40 14.5 27.2 39.5 50.9
.50 20.9 39.3 56.7 73.4
.60 28.4 53.3 76.5 99.3
Solución de fundaciones
Carga Solución
20 1 ϕ .50
40 1 ϕ .50
70 1 ϕ .60
4.3.3. Cálculos de vibraciones
Datos de la cimentación definitiva para cada equipo:
Altura = 0,75 m (ver diagrama en figura 4.20)
Largo = 42,0 m (placa piso)
Ancho = 12 m (luz entre apoyos)
Masa de cimentación + masa de equipos = 70 ton (estimada)
144
Volumen de cimentación = Anchociment .Altociment.Largocimrnt = 378 m3
Masa de cimentación = Volciment.0,16 ton/m3 = 56,7 ton
Módulo de elasticidad transversal del suelo : Gcoef = 9,683 KN/m2
Coeficiente de poisson: v = 0,35
En la figura 4.22, se muestra la distribución de carga en zapata
2800N/m
Figura 4.22. Distribución de carga en zapata. [Fuente: propia]
Módulo de compresibilidad: Kcoef = 2,228x106 KN/m
Amortiguamiento del suelo + geométrico: ζcoef = 0,981
Características e la máquina:
Frecuencia de funcionamiento: wrpmmáquina =250 rad/min
wrpmmáquina. 2П = 26,16 1/seg ( velocidad angular en vibración por máquina
para la frecuencia)
Fuerza vertical estimada: F = 4KN
75 cm
70 cm
145
Comprobación de frecuencia: wrpmpropia = (60seg.rad/2Пmin)(√(Kcoef/masa
total)
Wrpmpropia = 1,70x103 rad/min
Wrpmpropia.2П = 192,66 1/seg Bien (debe ser mayor que 1,2x103 rad/min)
1,2103 rad/min es el valor promedio patrón establecido por la norma
COVENIN 1753-2006 para considerar una frecuencia de vibración aceptable
en máquinas estacionarias y rotativas.
Factor de amplificación: r = (wrpmmáquina/ wrpmpropia) = 0,147
Amplitud M = 1/(√(1-r2)2 + (2ζcoef . r)2 = 0,784 bien (debe ser menor que 1,5)
1,5 es la amplitud máxima establecida por la norma COVENIN 1753-2006
4.4. Simulación a través de un software o herramienta computacional de
la estabilidad de la estructura y cimientos.
Con el propósito de comprobar los datos aproximados y obtenidos en el
cálculo manual, se estudiaron varias alternativas de software para el
chequeo de la estabilidad en la parte estructural, accesando con mayor
facilidad al programa SAP 2000, el cual resultó de fácil manejo y operación
en sus solicitudes de datos y arrojo de resultados. En primer lugar, para el
ingreso, se colocó un nombre xxxxxxx y un número de colegio CIV errado
también, solo para identificación, como sigue:
Ing. xxxxxxxx
Especialidad: Mecánica
CIV. xxx.xxx
Luego se dieron las dimensiones de la nave industrial (ya señaladas en el
inicio del objetivo anterior):
Altura de columna 5,00 m
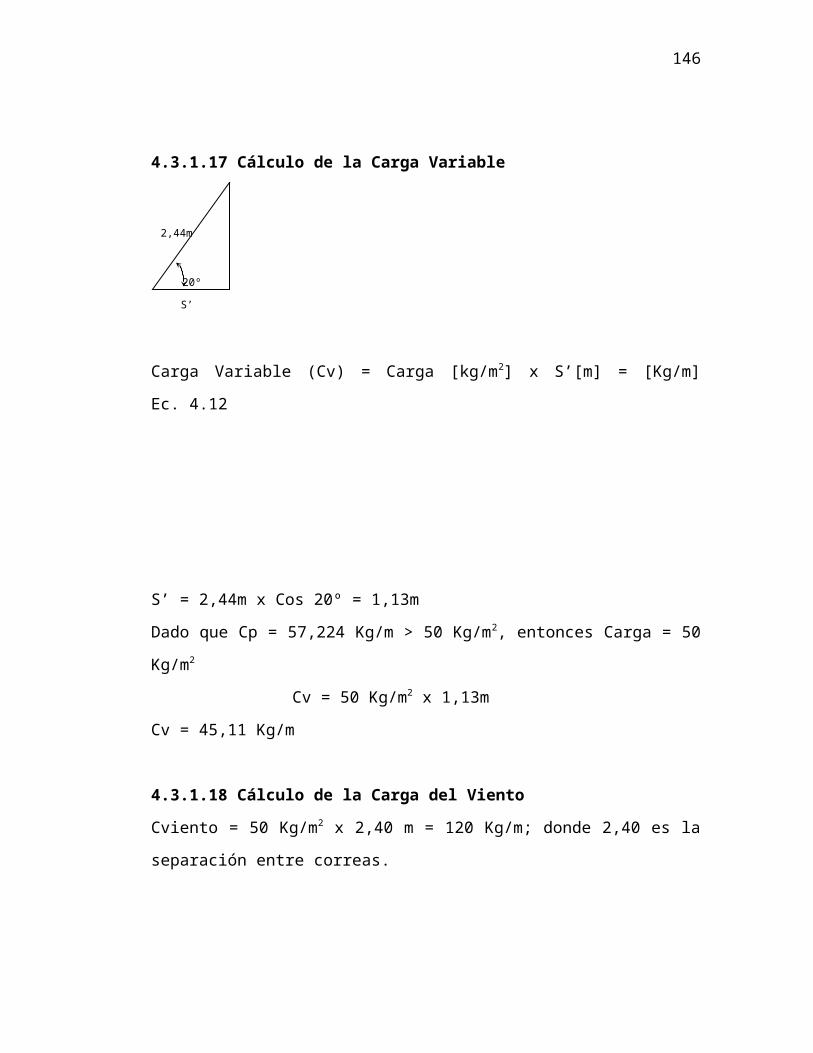
146
Luz 10,00 m
Profundidad o longitud 22,00 m
Separación de columnas 2,00 m
Área de cubierta 12x22 = 264 m2
Uso: taller metalmecánico y con movimiento de carga
Material de cubierta de techo: Láminas de aceral (lamigal) calibre 24
Cerramientos: laterales hasta 3.00 m con bloque de arcilla de 0,15m y de
3,00 m a 5 m con bloques de ventilación tipo persiana y frontales iguales
Accesos: lateral con una puerta de acceso para camiones 4,50 m por 4,00 m
de altura y frontal igual tamaño.
A continuación se muestran las hojas de cálculos, condiciones de cálculo y
dibujos generados por el programa SAP 2000. En tal sentido, se tienen en el
orden indicado:
Condiciones iniciales para el cálculo
Dibujo de análisis nodal, selección y prueba de perfiles (Ver figura 4.26)
Marco de datos de propiedades y sección (Ver Apéndice H)
Casos de carga estática (Ver Apéndice H)
Otros grupos de datos (Ver Apéndice H)
Marco de carga de la gravedad (Ver Apéndice H)
Fotograma de intérvalo de cargas distribuidas (Ver Apéndice H)
4.4.1. Condiciones iniciales
Tabla 4.5. Datos iniciales para el cálculo en SAP 2000
Altura de columna 5 m
Luz 12,00 m
Profundidad o longitud 22,00 m
Separación de columnas 3,66 m
Área de cubierta 12 m x 22 m = 264m2

147
4.4.2. Cálculo de correas
Tabla 4.6. Presión del viento sobre la cubierta
Superficie Zona Ärea (m2) Gcpe P(Kg/m2)
Fachada 1 216 1 -63,74
40m 2 12 1.14 -70,40
Fachada 1 112.05 1 -63,74
18m 2 12,7 1 -78,01
Techo 3 180 -1.1 -63,74
4 72 -2 -106,56
4 10 -2 -106,56
5 4 -2.37 -124,16
Alero 4 7 -2.12 -150,33
4 40 -2 -144,62
5 1 -3 -192,20
4.4.3. Comprobación lámina cubierta
Según el catálogo del fabricante los valores admisibles de la carga
distribuida, para la lámina de cubierta sobre apoyos múltiples, calibre 0,61
mm, en una luz de 1,6 m, es de 200 Kg/m2> 192,20.
Separación entre correas: 2 m; Separación entre armaduras: 2,00 m
Peso propio de la correa: 19,5 Kg/m; /Correas: L5x3
Selección de los miembros:
Columnas: IPN 180; Vigas de carga: IPE 80; Viga de puente grúa: IPE 200;
Tensores: Ängulo L1x1x8

148
En la figura 4.23, se muestra el mapa nodal en tres dimensiones generado
por el software SAP 2000, sobre el galpón objeto de estudio:
Figura 4.23. Modelo computarizado de galpón. Fuente: [Sap 2000]

149
4.5. Ejecución de la distribución en planta adecuada para la ubicación
exacta de máquinas y el movimiento de los estoples en el proceso de
fabricación de los mismos.
Este objetivo está fundamentado en la elaboración de una ingeniería de
Planta, mediante la construcción de un plano de vista de planta o trazado de
distribución de máquinas y equipos de acuerdo a las necesidades de
fabricación futura con los estoples o tees partidas, así como también para no
obstaculizar ni limitar la entrada de vehículos (en especial de camiones) y
tener también una mayor capacidad de almacenamiento temporal.
La nueva distribución en planta está fundamentada en los siguientes
principios de ordenamiento:
Integración de conjunto. La distribución óptima será la que integre al hombre,
materiales, máquinas y cualquier otro factor de la manera más racional
posible, funcionando como un equipo único.
Distancia mínima recorrida. Esta distribución de planta busca adecuar los
materiales, máquinas y cualquier otro factor de manera que el personal y los
productos recorran distancias pequeñas entre operaciones, es decir que se
debe tratar de colocar operaciones sucesivas inmediatamente continuas.
Circulación o recorrido. La mejor distribución de planta será la que tenga
ordenadas las áreas de trabajo en la misma secuencia en que se debe
transformar o montar los materiales.
Espacio Cúbico. Será mejor la distribución de planta que utilice los espacios
horizontales y verticales, ya que de esta manera se obtienen ahorros de
espacio. Una buena distribución de planta es la que aprovecha las tres
dimensiones en forma igual.
Satisfacción y seguridad. La distribución óptima, será aquella distribución que
brinde a los trabajadores seguridad y confianza para su trabajo satisfactorio.
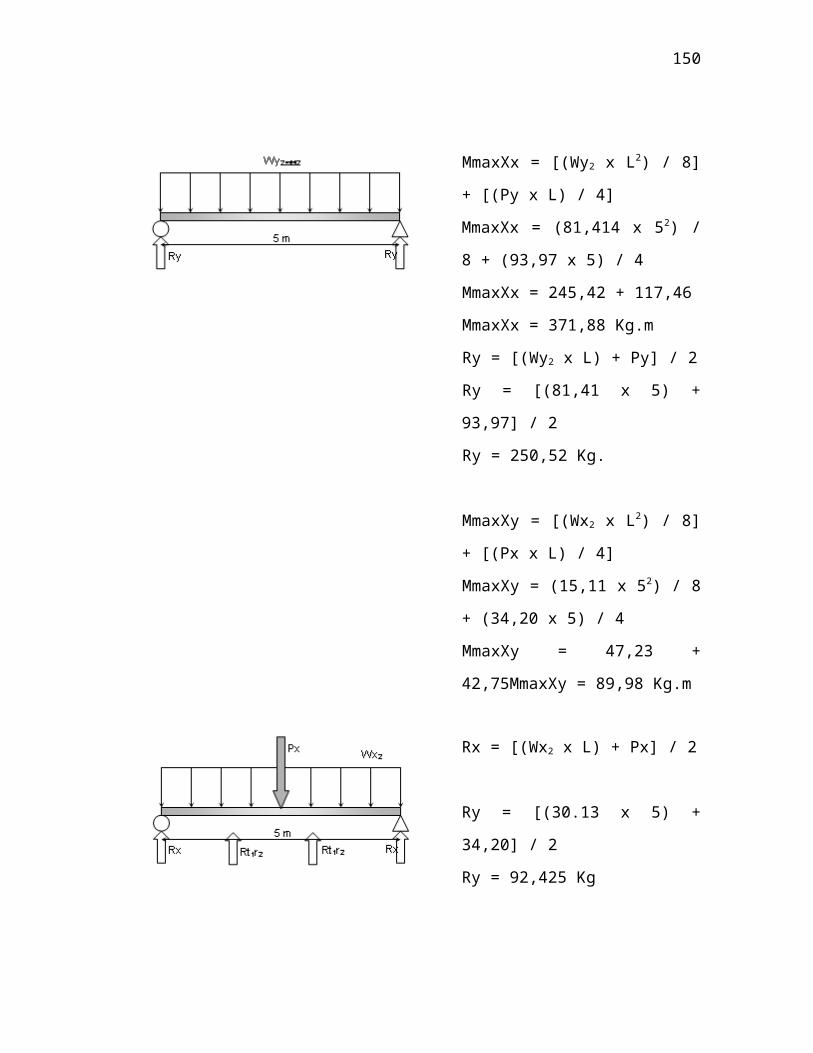
150
Flexibilidad. Este principio hace referencia a que la distribución de planta
efectiva será la que pueda tener ajustes o se pueda reordenar a los más
bajos costos.
De acuerdo con estos principios, en primer lugar se muestra un plano con
una distribución inadecuada con los equipos en una ubicación que no es la
óptima de acuerdo a los pasos de fabricación. Seguidamente se muestra el
plano propuesto de acuerdo a los requerimientos de fabricación y con
parámetros de calidad cualitativa y cuantitativa, respectivamente. Ambos
diagramas están en las figuras 4.24 y 4.25 que aparecen a continuación, en
la figura 4.24 se muestra la distribución desordenada actual de la maquinaria
existente; mientras que en la figura 4.25, se puede observar una distribución
más ordenada de los equipos; los cuales cambiaron de posición en virtud de
un ordenamiento adecuado para su operación y movimiento en el diagrama
de proceso del taller.

151
Figura 4.24. Diagrama de distribución actual de equipos en la instalación.
[Fuente: Autocad]
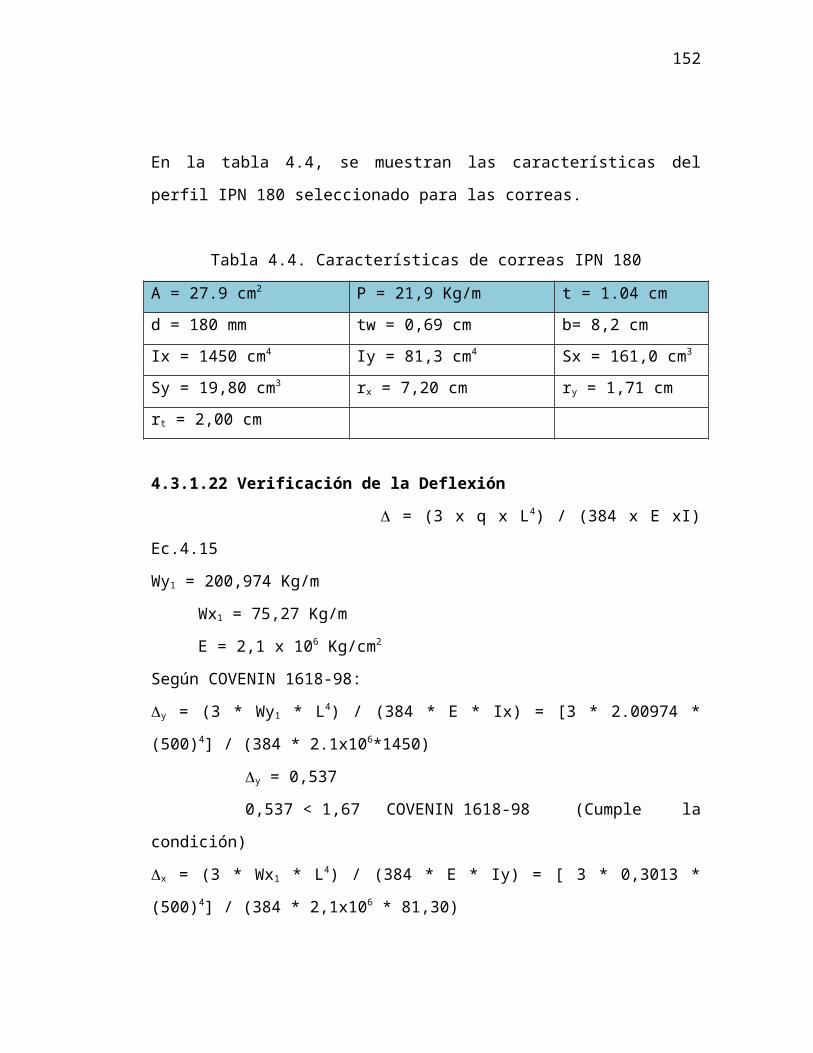
152
Figura 4.25. Distribución de Planta recomendada
[Fuente: Autocad]

153
4.6. Propuesta de un plan de inspección y mantenimiento para
preservar en el tiempo la estructura, así como su vida útil.
Se hizo finalmente una propuesta de un Plan de mantenimiento e inspección
para la estructura basado en tareas preventivas para evitar la corrosión-
erosión de los elementos estructurales y de las bases de concreto; así como
también de los elementos de unión como pernos, remaches y tramos de
soldadura.
a) Medidas de Conservación Estructural y Basamento
Los bordes de contención y estructuras serán construidas principalmente con
material del suelo aledaño a la obra misma. Existe un período de tiempo
variable entre tres y seis meses para que el borde que recién se construya se
cubra con una cubierta vegetal apropiada. Durante ese período existe el
riesgo cierto que la acción dinámica del impacto de futuras lluvias remuevan
el material y provoquen severas erosiones localizadas. Por tal motivo, es
recomendable efectuar la siembra de una gramínea de raíz y cobertura
densa pero con poco desarrollo para acelerar el procedimiento de protección.
Es importante inspeccionar la obra muy cuidadosamente durante el primer
período de su construcción para reparar cualquier tipo de erosión local que
se pueda manifestar.
En el caso, de que para la construcción de los bordes se utilicen
procedimientos de compactación, el sembrado debe realizarse
inmediatamente después de la finalización de la estructura. En caso de se
opte por el método de "dos pasadas" (primero construcción y luego
restauración de la altura después del período de asentamientos de los
bordes), es más económico realizar el empastamiento una vez finalizada la
segunda etapa.
b) Erosión por Socavación y Arrastre
154
La acción dinámica de corrientes de agua en canales cercanos podría
provocar procesos de socavación, erosión localizada al inicio de las áreas de
cambio brusco de pendiente. La inspección de obra debe efectuar una
cuidadosa revisión a los efectos de identificar los sectores locales de las vías
de escurrimiento donde el suelo tiene poca cohesión, y sobre todo los
lugares donde se producen pequeños saltos (escalones) o cambios de
pendiente. En caso que estos existan, debe procederse con un relevamiento
del perfil longitudinal del canal en el sector y redimensionarlo a efectos de
eliminar esa falencia. En los sectores donde saltos y cambios de pendientes
sean inevitables o hayan sido diseñados (en alcantarillas, pasos de agua,
salidas de presas, caños compuertas, etc.) se procederá con una protección
adicional del lecho y laterales con materiales mas resistentes (hormigón,
piedras, etc).
El plan de mantenimiento, en lo correspondiente a los elementos
estructurales, se establecerá en concordancia con las bases de cálculo y con
cualquier información adquirida durante la ejecución de la obra que pudiera
ser de interés, e identificará:
El tipo de los trabajos de mantenimiento a llevar a cabo.
Lista de los puntos que requieran un mantenimiento particular.
El alcance, la realización y la periodicidad de los trabajos de conservación.
Un programa de revisiones.
Cualquier modificación de los elementos componentes de la estructura que
pueda modificar las condiciones de trabajo previstas en el proyecto debe ser
justificada y comprobada mediante los cálculos oportunos, realizados por un
técnico competente.
Su mantenimiento se debe ceñir principalmente a protegerla de acciones no
previstas sobre la construcción (nave industrial), cambios de uso y
sobrecargas en los forjados, así como de los agentes químicos y de la
155
humedad (cubierta, voladizos, plantas bajas por capilaridad) que provocan la
corrosión de las armaduras.
Las estructuras convencionales de edificación no requieren un nivel de
inspección superior al que se deriva de las inspecciones técnicas rutinarias
de los edificios. Es recomendable que estas inspecciones se realicen al
menos cada 10 años, salvo en el caso de la primera, que podrá desarrollarse
en un plazo superior.
En este tipo de inspecciones se prestará especial atención a la identificación
de los síntomas de daños estructurales, que normalmente serán de tipo dúctil
y se manifiestan en forma de daños de los elementos inspeccionados
(deformaciones excesivas causantes de fisuras en cerramientos, por
ejemplo). También se identificarán las causas de daños potenciales
(humedades por filtración o condensación, actuaciones inadecuadas de uso,
etc.)
Es conveniente que en la inspección del galpón se realice una específica de
la estructura, destinada a la identificación de daños de carácter frágil como
los que afectan a secciones o uniones (corrosión localizada, deslizamiento
no previsto de uniones atornilladas, etc.), daños que no pueden identificarse
a través de sus efectos en otros elementos no estructurales. Es
recomendable que las inspecciones de este tipo se realicen al menos cada
20 años.
En general se plantea:
Inspección diaria
Revisión de losa piso y perfiles de acero accesibles
Revisión de pernos de anclaje
Revisión de socavamientos posibles por agua cercana
Revisión de permeabilidad de suelo cercano
Inspección semestral
Pintura de perfiles de acero accesibles
156
Colocación de grava o piedra picada en suelo cercano con tráfico
Chequeo de pernos y/o remaches y soldaduras en sistema estructural
Inspección anual
Pintura de toda la nave industrial y sus elementos de acero y hierro.
Revisión de ánodo de sacrificio (si se coloca).
Se construyó un diagrama de causa efecto para ver las posibles causas de
fallas y posibles efectos de daños en la estructura, basamento y posibles
vibraciones por movimiento de maquinaria. (ver figura 4.26).
Figura 4.26. Diagrama causa-efecto
[Fuente: Propia]
Luego en función de estas causas y efecto analizados, se plantea una rutina
de mantenimiento preventivo de frecuencias variables, según cada elemento
en particular y problema a evitar.
Tabla 4.7. Propuesta de Plan de Mantenimiento Preventivo

157
Inspección cada 5 dias
Compruebe en lo posible el nivel freático de la zona.
Compruebe que no hay pérdida de recubrimiento anticorrosivo o
epóxico en elementos estructurales.
Compruebe el estado o posibles rasgos erosivos en superficies
de los elementos estructurales.
Inspección mensual
Realice las comprobaciones de mantenimiento preventivo
correspondientes a la inspección de cada 5 dias.
Compruebe que los tornillos están libres de óxido.
Compruebe en lo posible el estado de las conexiones en todas
las correas de techo
Revisar condiciones externas de basamentos.
Inspección trimestral
Realice las comprobaciones de mantenimiento preventivo
correspondientes a la inspección mensual.
Realice inspección de las uniones de pernos, remaches y
soldaduras.
Compruebe que los tornillos de los soportes y anclajes no están
flojos o se han oxidado.
Revisar cimentaciones de los equipos y posibles vibraciones
anormales.
Inspección semestral
Realice las comprobaciones de mantenimiento preventivo
correspondientes a la inspección trimestral.
Compruebe la presión de apriete de pernos de anclaje y
soldaduras en vigas carrilera.
Compruebe los tiempos de ciclo e índices de elevación y
descenso del puente grúa (si lo hay).
Compruebe que las canales de desagüe de la estructura no
están rotas o no tienen pérdidas.
Inspección anual
Realice las comprobaciones de mantenimiento preventivo
correspondientes a la inspección anual.
Cambie el recubrimiento de estructura.
Tabla 4.8. Acciones preventivas/Bancada
158
Prevención de fallas en
bancada de cada máquina
herramienta
Compruebe el nivel de ruidos
Realizar análisis de vibraciones
Balancear mediante software
Cambiar pernos de anclaje
Revisar grados de libertad
Sustituir si es necesario cabezales
Tabla 4.9. Acciones preventivas/Uniones
Prevención de fallas en
uniones apernadas,
remachadas y/o soldadas
Compruebe el nivel de apriete
Realizar de nuevo apriete
Quitar óxido
Cambiar pernos de unión y/o de anclaje
Revisar grado de corrosión
Impermeabilizar láminas de techo
Tabla 4.10. Acciones preventivas/Recubrimiento
Prevención de fallas por
corrosión-erosión
Compruebe el nivel de corrosión aparente
Quitar óxido
Remover pintura
Preparar superficie
Colocar fondo anticorrosivo
Colocar epóxico o pintura seleccionada
Tabla 4.11. Acciones preventivas/Relleno
Prevención de fallas por
socavamiento
Compruebe el nivel de socavamiento aparente
Colocar material de relleno
Colocar vegetación o sembrar gramínea
Colocar fondo anticorrosivo
Tabla 4.12. Acciones preventivas/Protección catódica
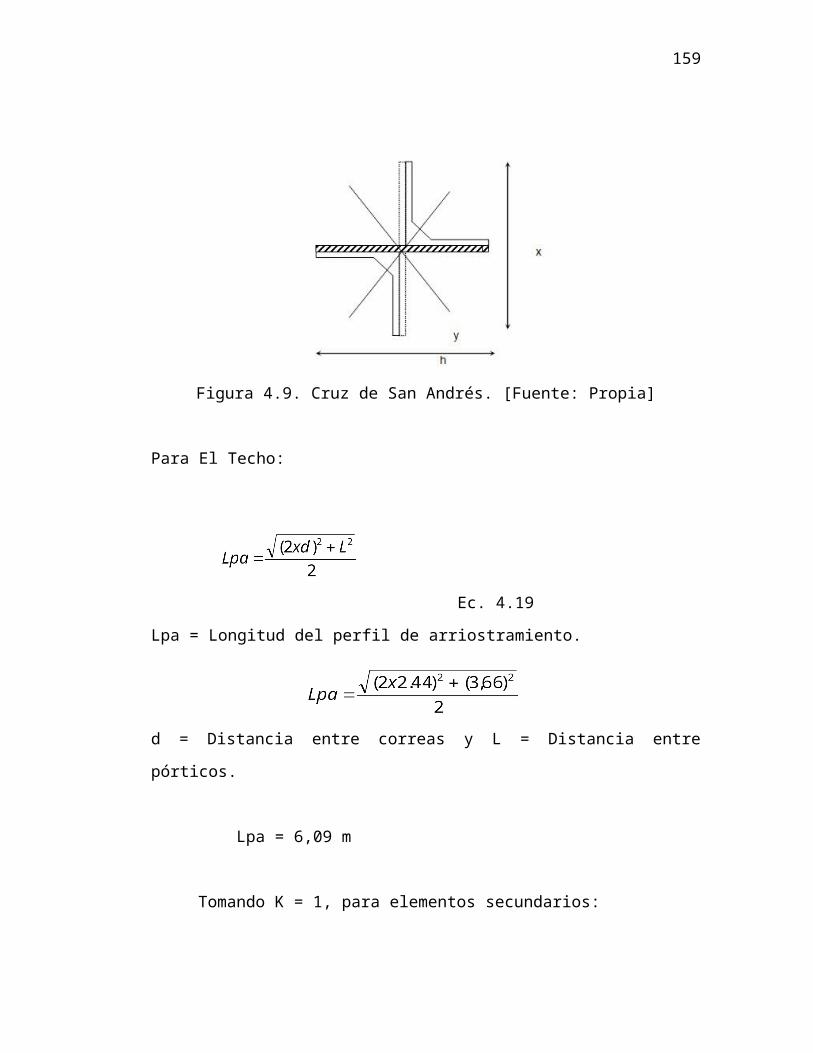
159
Prevención de fallas por
corrosión
Compruebe el nivel de corrosión estructural aparente
Preparar área para ánodo de sacrificio
Colocar ánodo de sacrificio
Comprobar estado periódico de protección catódica
4.7. Análisis de costos estimados de la inversión relacionada con la
adaptabilidad de la instalación metalmecánica a nuevas exigencias de
fabricación de estoples.
4.7.1. Costos estimados para elementos seleccionados de acuerdo a
cálculos:
4.7.1.1. Sistema Estructural:
Descripción CantidadCosto Unitario
(Bs.)
Costo total
(Bs.)
Ángulo L3x3
ALTEN SIDOR10 950,00 9.500,00
Ángulo L2x2
ALTEN SIDOR20 790,00 15.800,00
Perfil IPN 180
ALTEN SIDOR20 1.145,00 22.900,00
Lámina lamigal
de techo120 240,00 28.800,00
Gancho 300 35,00 10.500,00
Perno ASTM 30
¾”159 235,00 35.250,00
Total I.V.A 12 % (Bs.) 14.730,00
Total costos estructurales (Bs.) 137.480,00
4.7.1.2. Sistema de Cimentación:
Descripción Cantidad Costo Unitario Costo total

160
(Bs.) (Bs.)
Cabilla de ¼” 50 135,00 6.750,00
Cabilla de ½” 120 280,00 33.600,00
1 m3 de concreto
tipo II210 1.245,00 261.450,00
Total I.V.A 12 % (Bs.) 36.216,00
Total costos de cimentación (Bs.) 338.016,00
4.7.1.3. Sistema de Elevación:
Descripción CantidadCosto Unitario
(Bs.)
Costo total
(Bs.)
Polipasto de 20
Toneladas1 82.720,00 82.720,00
Viga carrilera U
2304 10.500,00 60.000,00
Total I.V.A 12 % (Bs.) 17.126,40
Total costos de elevación (Bs.) 159.846,00
4.7.1.4. Costos de Montaje e inspección:
Total costos de montaje e inspección (Bs.) 100.000,00
Costos totales (Bs.) 735.342,40
4.8. Nueva ingeniería de detalles a través de planos en autocad de la
estructura y cimientos respectivos.

161
Con los resultados obtenidos, se realizaron los planos de construcción y
montaje del proyecto, los cuales se muestran a continuación
Figura 4.27. Vista de corte 1-1/2-2. [Fuente: Autocad]

162
Figura 4.28. Esquema del galpón. [Fuente: Autocad]

163
Figura 4.29. Vista de corte3-3/4-4. [Fuente: Autocad]
164
Figura 4.30. Vista frontal del Galpón. [Fuente: Autocad]

165
Figura 4.31. Detalles de columna y pared. [Fuente: Autocad]
166
Figura 4.32. Detalles de perno de anclaje. [Fuente: Autocad]

167
Figura 4.33. Detalle de zapata y placa de asiento. [Fuente: Autocad]
168
Figura 4.34. Detalle de vigas del techo. [Fuente: Autocad]
Figura 4.35. Detalle de uniones en cerchas. [Fuente: Autocad]

169
Figura 4.36. Detalle de columna. [Fuente: Autocad]

CAPÍTULO V

171
CONCLUSIONES Y RECOMENDACIONES
5.1 Conclusiones
Durante la descripción de la estructura actual, se pudo determinar la
condición intermedia en términos de operatividad, además presenta notables
rasgos de corrosión aparente por acción inclemente del tiempo y también por
la falta de mantenimiento, en cuanto a conservación o recubrimiento con
alguna pintura epóxica y en especial anticorrosiva.
Al realizar la evaluación de parámetros para el diseño, se consideraron
condiciones de parámetros estructurales y de cimentación de talleres
parecidos al referido, ubicados en otras partes de Venezuela, las cuales
expresan una parametrización operativa de referencia obligada en virtud de
la magnitud dimensional del proyecto a ejecutar.
La parametrización evaluada, fue analizada ampliamente a través de los
cálculos realizados a partir de las ecuaciones y criterios, además de
comprobados con el software SAP 2000, resultando satisfactoria la elección
de perfiles tomada a tal efecto.
Se consideraron efectos adversos del clima y el ambiente como la fuerza o
presiones del viento, además de la parte erosiva-corrosiva presente en el
suelo, producto de su nivel freático.
Se diseñó la parte estructural y de basamento, considerando las normas
aplicables, en este caso la COVENIN correspondiente a estructuras de acero
y concreto.
Los cálculos generaron valores acordes a las condiciones de diseño
establecidas en la norma COVENIN y en los criterios de esbeltez de EULER,
172
compresión o plasticidad del concreto, esfuerzos de flexocompresión
correspondientes.
En cuanto a la vibración, el basamento general y de cada máquina, incluye
factores de amortiguación generados a través del análisis de un sistema de
amortiguación de baja frecuencia.
Las estructuras metálicas son consideradas duraderas, siempre y cuando se
les prevengan fallas de asentamiento, adhesión, y de corrosión. Y se pueden
evitar, simplemente a través de la aplicación de un plan sencillo de
inspección preventiva, enfocada en recubrimiento epóxico y anticorrosivo; así
como también, basado en la colocación de una protección catódica, sobre
todo para los cimientos.
Básicamente la comparación de parámetros se realizó entre las condiciones
actuales y las condiciones requeridas, observándose algunos cambios
dimensionales de acuerdo a los cálculos y cargas exigidas.
En cuanto a los costos estimados en la cotización, estos se consideran
factibles ya que se adaptan al presupuesto disponible por el propietario de la
nave industrial objeto de rediseño.
5.2. Recomendaciones
Con el objeto de lograr que perdure en el tiempo la estructura diseñada, debe
aplicarse a mediano plazo el plan de mantenimiento preventivo propuesto.
Es importante ejecutar el proyecto inmediatamente e implementar un plan de
inspección y protección anticorrosiva.

BIBLIOGRAFÍA
1.- SERRANO, Rosmaida. (2006). Análisis de fundaciones para la
sustentación de las superestructuras de concreto según la teoría del esfuerzo
último, aplicando la norma Covenín 1753-87. UDO, Barcelona. Número de
páginas 175.
2.- BERMÜDEZ, Juan. (2004). Análisis de Esfuerzos en Pernos de Anclajes
de Estructuras Metálicas para Paidrack en la Sala de Máquinas de
Cervecería Polar Oriente. UDO, Barcelona. Número de páginas 184.
3.- GONZÄLEZ, Jesús. (1999). Diseño de la estructura y cimentación para la
erección de máquinas herramientas en una fábrica de tuberías con costura
helicoidal. UDO, Barcelona. Número de páginas 122.
4.- YANCEN, Luis. (1998). Elaboración de un diagrama de flujo de
producción y distribución en planta de equipos rotodinámicos en la empresa
Vencemos Puerto La Cruz. LUZ, Maracaibo. Número de páginas 245.
5.- GARCIA, José. (1999). Cálculo de Estructuras Metálicas. Editorial
Bellisco. 3era Edición. Madrid. Número De Páginas 365.
6.- NORMAS COVENÍN 1618-98. Secciones VI,VIII, X,XII y XIV. Caracas.
Número de páginas 1246.
7.- FRATELLI, María. (1999). Proyectos Estructurales de Acero. Editorial
Parque Central. Caracas. Número de páginas 820.

174
8.- MUTT, R. (1999). Fundamentos e distribución de Planta. Editorial Limusa.
Segunda Edición. México. Número de páginas 438.
9.- BRAJA, Das.(2006). Ingeniería de Cimentaciones. Editorial Thomson. 5ta
Edición. México. Número de páginas 750.
10.- SITELCA. (1998). Manual de Política de Calidad. Puerto La Cruz.
Número de páginas 436.
11.- SINGER, Joseph. (1999). Resistencia de los materiales. Editorial
McGragHill.2da edición. Número de páginas 366.
12.- SHIGLEY, J. Diseño en Ingeniería mecánica. Editorial McGrawHill. 3era
edición. Número de páginas 756.
13.- RIVERA, Eduardo. Concreto reforzado. Editorial McGragHill. 4ta edición.
Número de páginas 422.
14.- VALLHOMART, J. Distribución en Planta. Editorial Reverté. 5ta edición.
Número de páginas 1470.
15.- MACMORMAC, José. (2005). Diseño De estructuras Metalicas. Método
ASD. Editorial Alfaomega. 4ta Edición. Número de Páginas 487.

METADATOS PARA TRABAJOS DE GRADO, TESIS Y
ASCENSO:
TÍTULO
REDISEÑO DE LOS SISTEMAS DE SOPORTE
ESTRUCTURAL, ELEVACIÓN Y DISTRIBUCIÓN EN PLANTA
PARA LA FABRICACIÓN Y MOVIMIENTO DE ESTOPLES
SUBTÍTULO
AUTOR (ES):
APELLIDOS Y NOMBRES CÓDIGO CULAC / E MAIL
Aguilera R. Alejandra J.CVLAC: 15.554.851
E MAIL: [email protected]
López C. Florangel D.CVLAC: 16.719.732
E MAIL: [email protected]
PALÁBRAS O FRASES CLAVES:
rediseno
sistema
soporte
soporte estructural
movimiento de estoples

METADATOS PARA TRABAJOS DE GRADO, TESIS Y
ASCENSO:
ÀREA SUBÁREA
Ingeniería y Ciencias Aplicadas Ingeniería Mecánica
RESUMEN (ABSTRACT):
El objetivo principal de este Trabajo de Grado fue el rediseño de los sistemas de soporte
estructural, elevación, transporte y distribución en planta para la fabricación y movimiento de
estoples, fabricados en la empresa SITELCA, a fin de evitar que a futuro, la estructura falle
ante cargas de sobrepeso, cargas externas; cargas vibratorias: así como también, que las
máquinas a ser colocadas sufran desbalanceo y se paren por desperfectos, y que la
distribución sea lo más ordenada posible, en función de evitar accidentes de trabajo y de
reducir costos de producción, además de mejorar y aumentar la misma. Para ello, se planteó
el rediseño bajo la norma COVENIN 1618-98 que aplica en estos casos, donde los factores
relevantes, entre otros, son: discontinuidades en la longitud de anclaje, abertura en placas
de anclaje, espesor de muro de cimentación y arriostramiento lateral. Se realizó la
descripción de las condiciones actuales de la estructura y cimientos de la instalación
seleccionada para el rediseño, a través de la observación directa, el uso de técnicas de
análisis de suelos, mediciones de campo sobre dimensiones actuales; para la evaluación de
parámetros de rediseño estructural y cimentado se utilizó un diagrama causa efecto (espina
de pescado). Una vez realizados los cálculos a partir de las ecuaciones y criterios, fueron
comprobados con el software SAP 2000, resultando satisfactoria la elección de perfiles
tomada a tal efecto. En este sentido, se planteó la creación de un Plan de mantenimiento
preventivo, para prevenir fallas futuras a nivel estructural y de basamento en la construcción
a realizar a corto plazo.

METADATOS PARA TRABAJOS DE GRADO, TESIS Y
ASCENSO:
CONTRIBUIDORES:
APELLIDOS Y NOMBRES ROL / CÓDIGO CVLAC / E_MAIL
Franco, Antonio
ROL CA AS-X TU JU
CVLAC: 8.399.792
E_MAIL [email protected]
E_MAIL
Estaba, Richard
ROL CA AS TU JU-X
CVLAC: 12.576.266
E_MAIL [email protected]
E_MAIL
García, Francisco
ROL CA AS TU JU-X
CVLAC: 5.188.071
E_MAIL [email protected]
E_MAIL
FECHA DE DISCUSIÓN Y APROBACIÓN:
2013
AÑO
04
MES
05
DÍA
LENGUAJE. SPA

METADATOS PARA TRABAJOS DE GRADO, TESIS Y
ASCENSO:
ARCHIVO (S):
NOMBRE DE ARCHIVO TIPO MIME
TESIS.redisenosistema.doc Aplication/msword
CARACTERES EN LOS NOMBRES DE LOS ARCHIVOS: A B C D E F G H I
J K L M N O P Q R S T U V W X Y Z. a b c d e f g h i j k l m n o p q r s t u v w
x y z. 0 1 2 3 4 5 6 7 8 9.
ALCANCE
ESPACIAL: (OPCIONAL)
TEMPORAL: (OPCIONAL)
TÍTULO O GRADO ASOCIADO CON EL TRABAJO:
INGENIERO MECÁNICO
NIVEL ASOCIADO CON EL TRABAJO:
PREGRADO
ÁREA DE ESTUDIO:
DEPARTAMENTO DE MECÁNICA
INSTITUCIÓN:
UNIVERSIDAD DE ORIENTE NÚCLEO ANZOÁTEGUI

METADATOS PARA TRABAJOS DE GRADO, TESIS Y
ASCENSO:
DERECHOS
De acuerdo al Artículo 41 del Reglamento de Trabajo de Grado:
“Los trabajos de grado son exclusiva propiedad de la Universidad de Oriente
y solo podrán ser utilizadas a otros fines con el consentimiento del Consejo
de Núcleo respectivo, quien lo participara al Consejo Universitario, para su
autorización”
Alejandra Aguilera
AUTOR
Florangel López
AUTOR
Prof. Antonio Franco
TUTOR
Prof. Richard Estaba
JURADO
Prof. Francisco García
JURADO
Prof. Delia Villarroel
POR LA COMISIÓN DE TRABAJO DE GRADO