tema 3. hidrógeno, gas de síntesis y derivados · bomba nuclear de hidrógeno atolón de bikini,...
TRANSCRIPT
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
1Tema 3. Hidrógeno, gas de síntesis y derivados
Universidad Politécnica de Madrid
Email: [email protected].
Tecnología Química Industrial
Prof. José Ignacio Zubizarreta Enríquez
Escuela Técnica Superior deIngenieros Industriales de Madrid
Tema 3. Hidrógeno, gas de síntesis y derivados
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
2Tema 3. Hidrógeno, gas de síntesis y derivados
Hidrógeno
• Introducción• Propiedades generales• Estado natural• Usos y aplicaciones• Vector energético• Obtención
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
3Tema 3. Hidrógeno, gas de síntesis y derivados
Hidrógeno: introducción
• PARACELSUS (SIGLO XVI)
• ROBERT BOYLE (1671)
• HENRY CAVENDISH (1766)
• ANTOINE LAVOISIER (1783)
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
4Tema 3. Hidrógeno, gas de síntesis y derivados
Hidrógeno: propiedades generales
• Es un no metal• Forma moléculas diatómicas H2• El elemento es menos reactivo que
los halógenos X2• Un átomo H tiene un único electrón• Puede perderlo, para formar H+
• Puede ganar otro, para formar H-
1
H1.00794
1
H1.00794
1s11s1
H2H2
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
5Tema 3. Hidrógeno, gas de síntesis y derivados
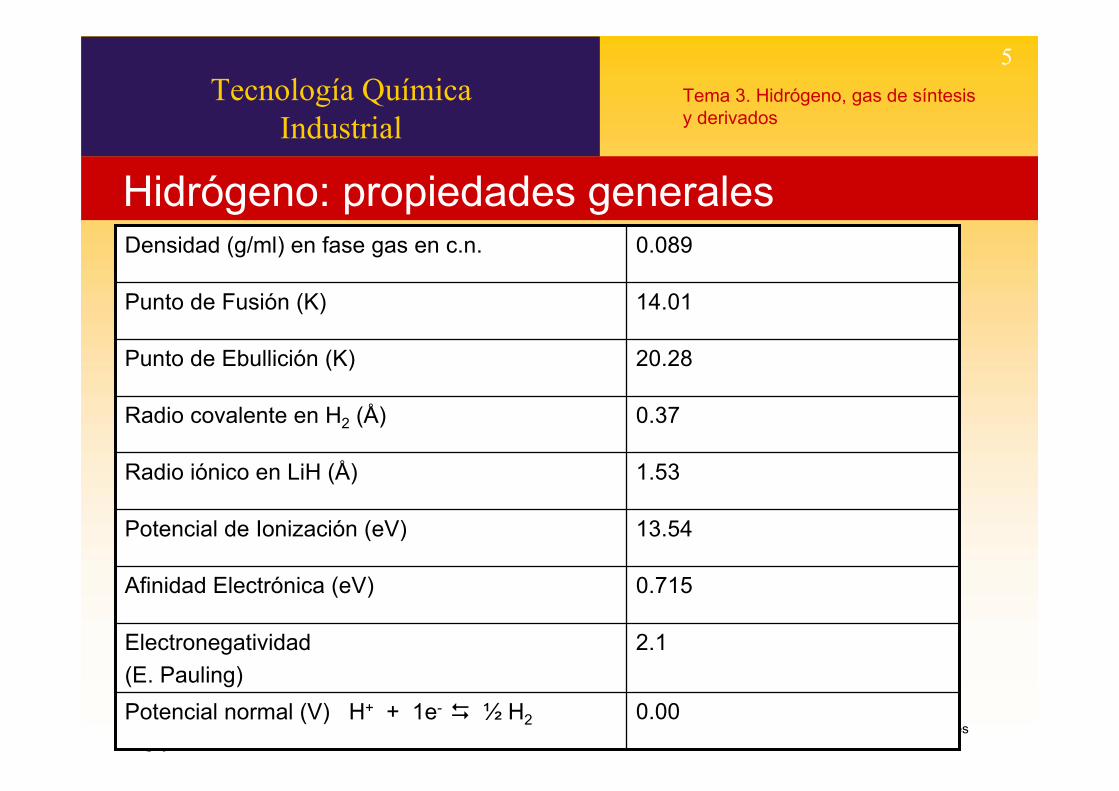
Hidrógeno: propiedades generales
0.715Afinidad Electrónica (eV)
2.1Electronegatividad(E. Pauling)
0.00Potencial normal (V) H+ + 1e- ½ H2
13.54Potencial de Ionización (eV)
1.53Radio iónico en LiH (Å)
0.37Radio covalente en H2 (Å)
20.28Punto de Ebullición (K)
14.01Punto de Fusión (K)
0.089Densidad (g/ml) en fase gas en c.n.
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
6Tema 3. Hidrógeno, gas de síntesis y derivados
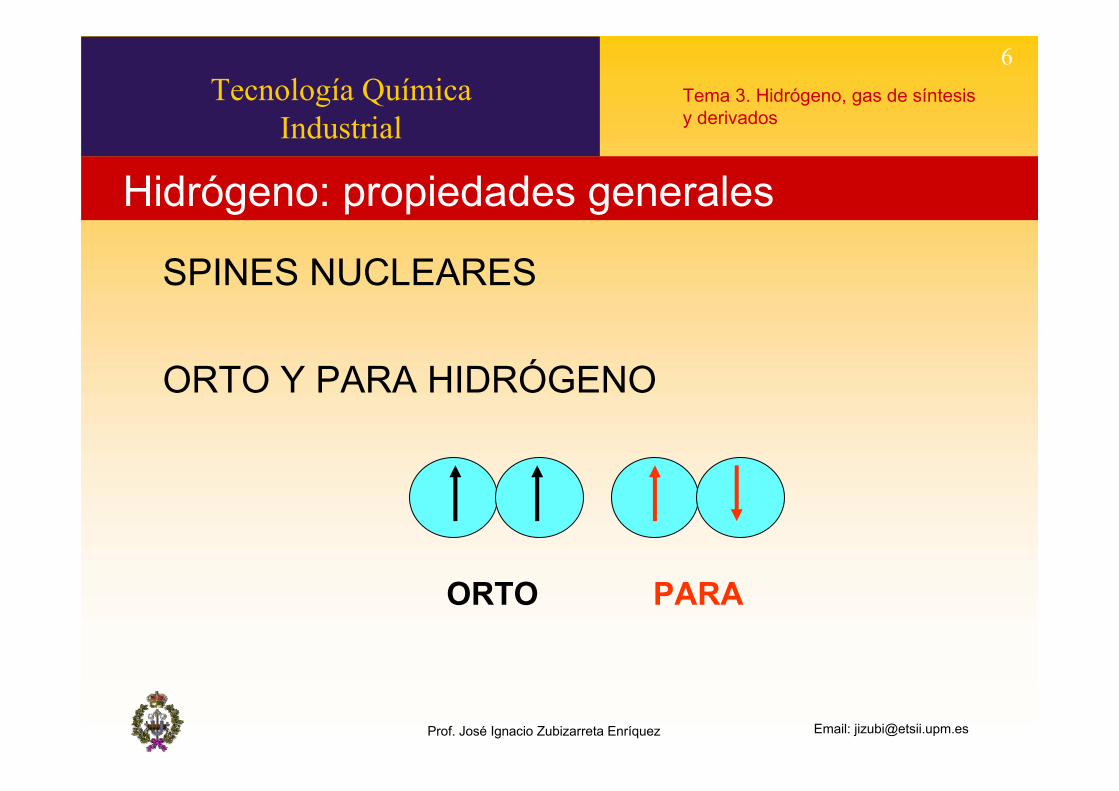
Hidrógeno: propiedades generales
SPINES NUCLEARES
ORTO Y PARA HIDRÓGENO
ORTO PARA
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
7Tema 3. Hidrógeno, gas de síntesis y derivados
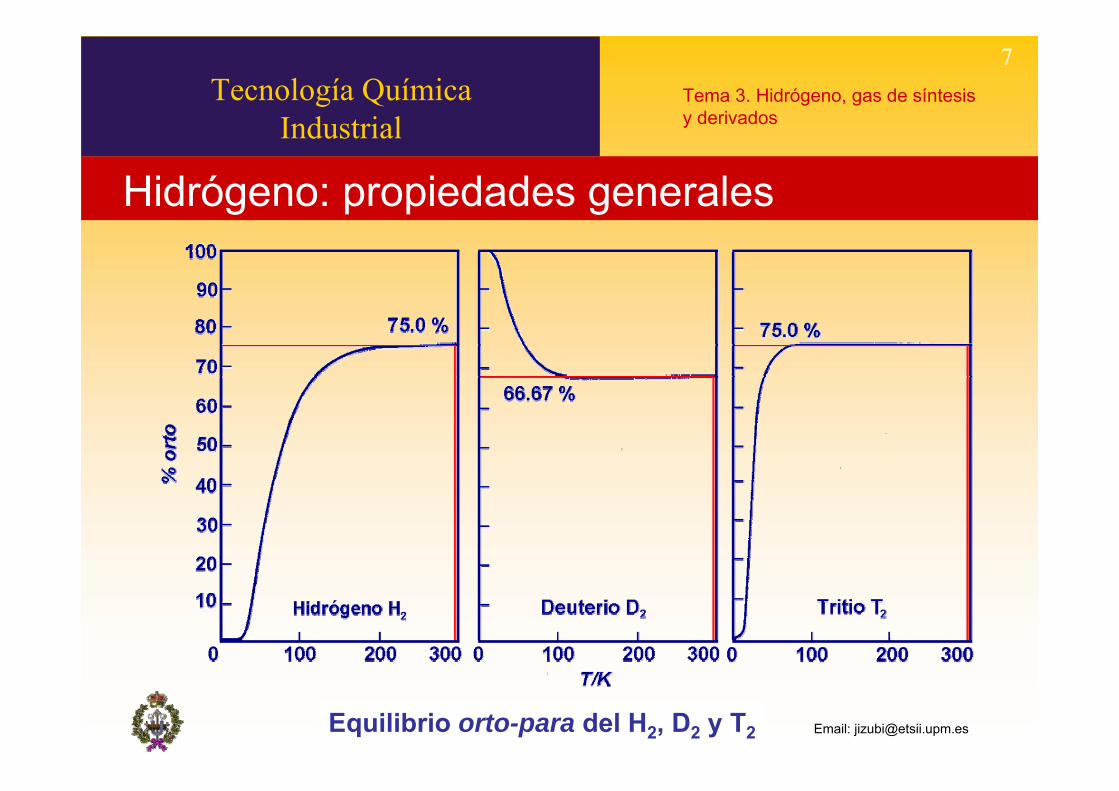
Hidrógeno: propiedades generales
Equilibrio orto-para del H2, D2 y T2
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
8Tema 3. Hidrógeno, gas de síntesis y derivados
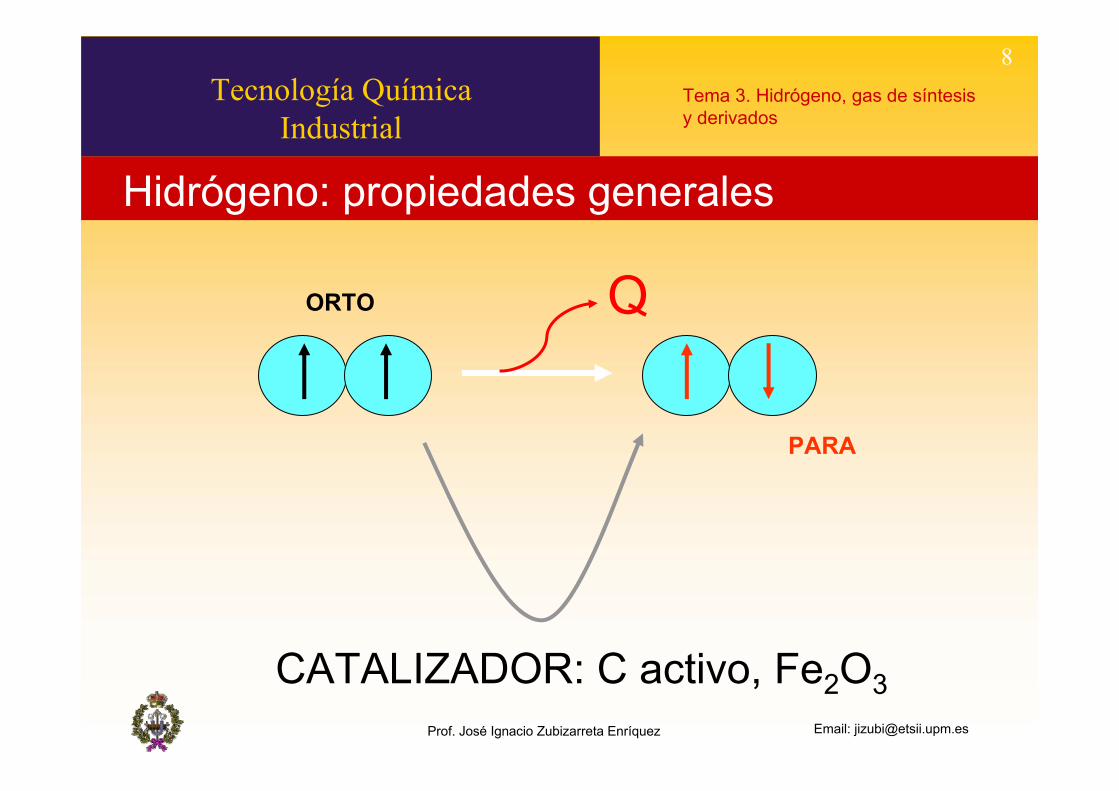
QORTO
PARA
Hidrógeno: propiedades generales
CATALIZADOR: C activo, Fe2O3
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
9Tema 3. Hidrógeno, gas de síntesis y derivados
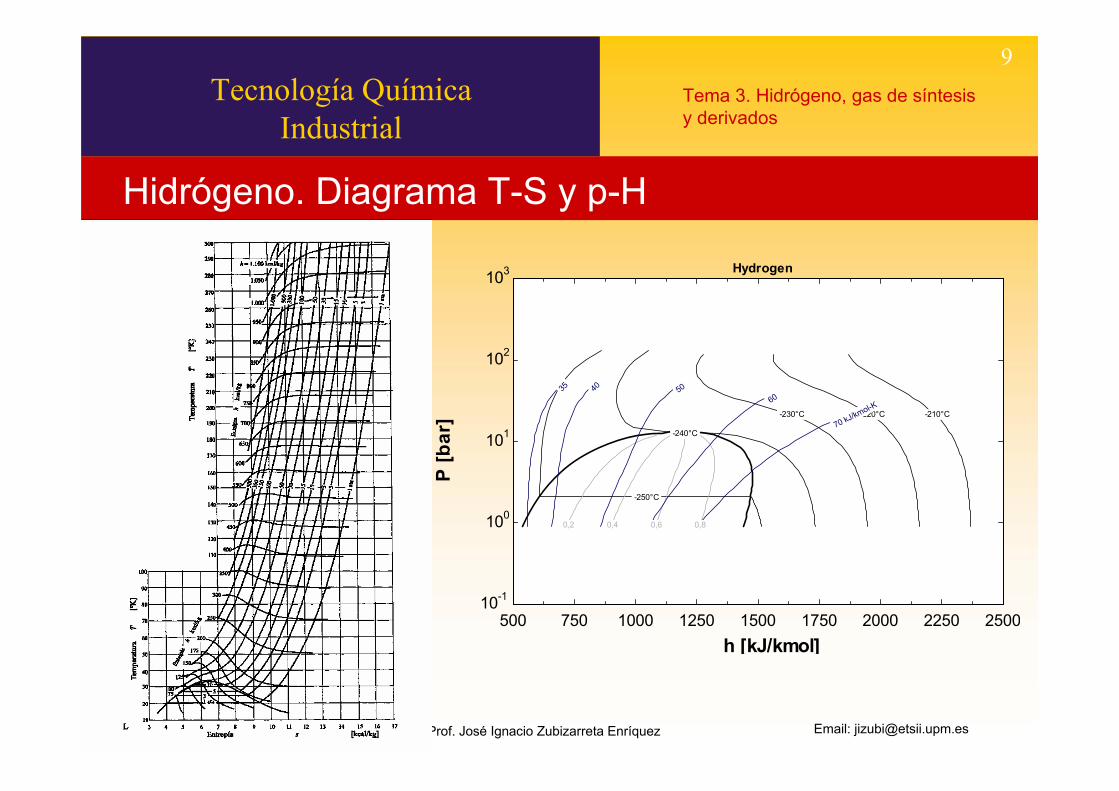
Hidrógeno. Diagrama T-S y p-H
500 750 1000 1250 1500 1750 2000 2250 250010-1
100
101
102
103
h [kJ/kmol]
P [b
ar] -210°C -220°C -230°C
-240°C
-250°C
0,2 0,4 0,6 0,8
35
40
50
60
70 kJ/kmol-K
Hydrogen
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
10Tema 3. Hidrógeno, gas de síntesis y derivados
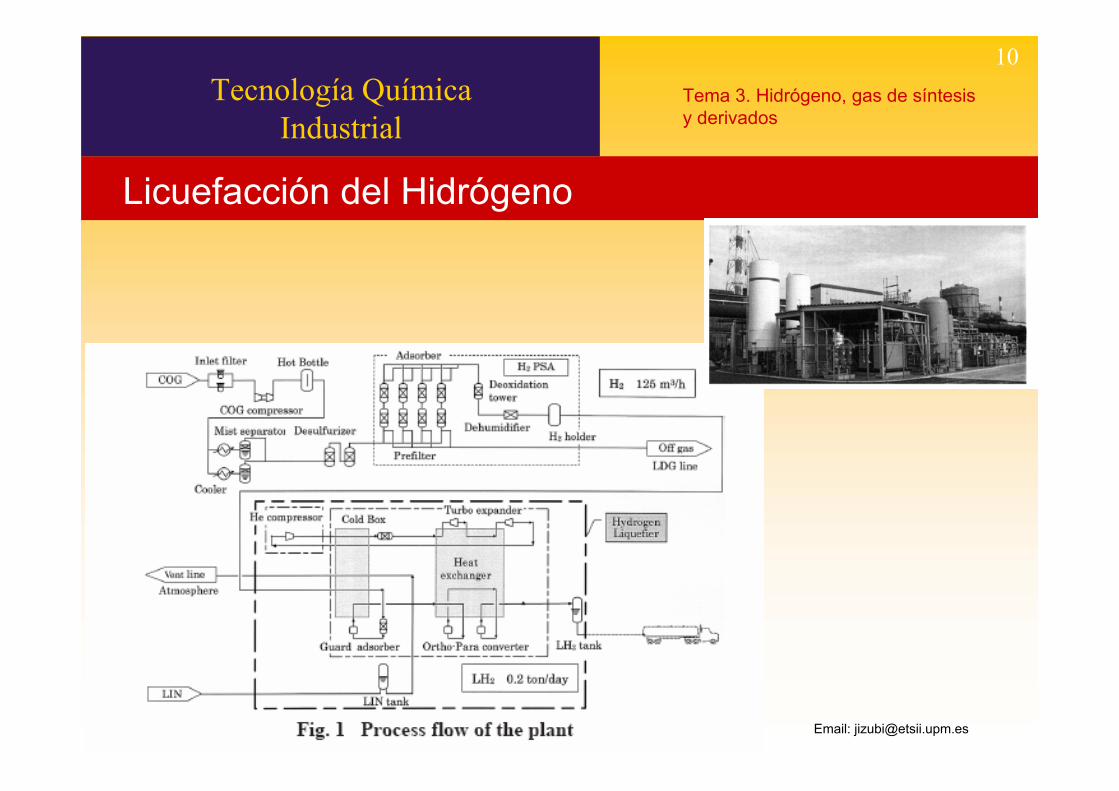
Licuefacción del Hidrógeno
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
11Tema 3. Hidrógeno, gas de síntesis y derivados
Décimo elemento en peso más abundante de la corteza terrestre
Como H2O cubre el 80 % de la superficie terrestre
Constituye el 70% del cuerpo humano
Compuestos orgánicos
Combustibles fósiles (petróleo, gas natural, etc.)
Estratosfera en forma atómica
EN LA TIERRAEN LA TIERRAHidrógeno: estado natural
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
12Tema 3. Hidrógeno, gas de síntesis y derivados
• Con el N2 para producir amoníaco• Con el CO y CO2 para producir CH3OH• Con hidrocarburos no saturados para saturar
enlaces (olefinas y aromáticos)• Con hidrocarburos sulfurados para
desulfurarlos produciendo H2S• Para reducción de minerales y compuestos
oxidados así como otros productos químicos de síntesis.
Hidrógeno: Principales aplicaciones
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
13Tema 3. Hidrógeno, gas de síntesis y derivados
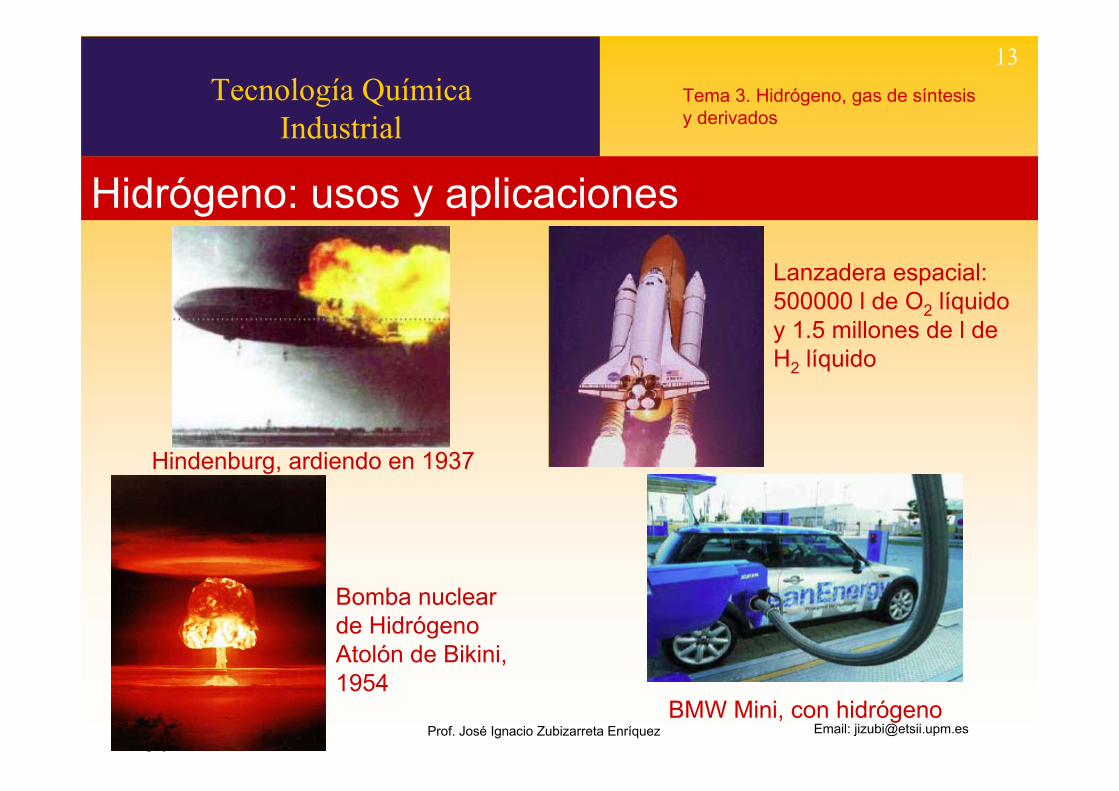
Hidrógeno: usos y aplicaciones
Hindenburg, ardiendo en 1937
BMW Mini, con hidrógeno
Lanzadera espacial:500000 l de O2 líquidoy 1.5 millones de l de H2 líquido
Bomba nuclear de HidrógenoAtolón de Bikini, 1954
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
14Tema 3. Hidrógeno, gas de síntesis y derivados
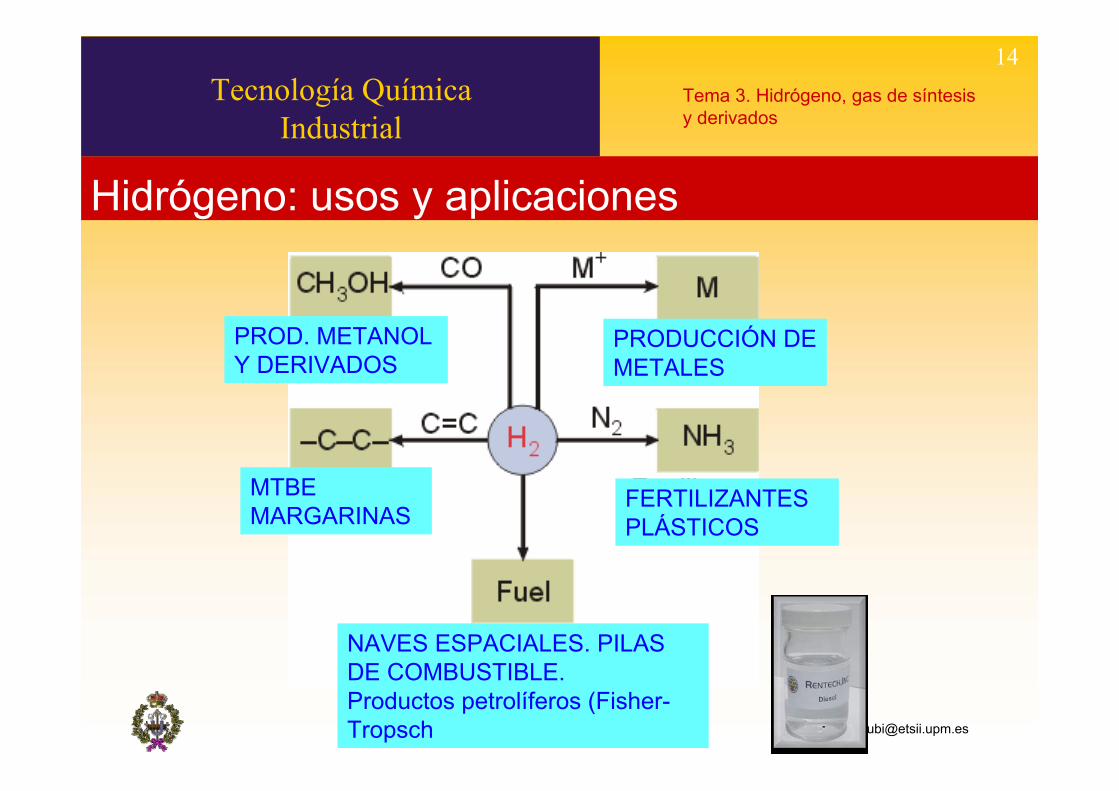
Hidrógeno: usos y aplicaciones
PROD. METANOLY DERIVADOS
MTBEMARGARINAS
NAVES ESPACIALES. PILAS DE COMBUSTIBLE.Productos petrolíferos (Fisher-Tropsch
FERTILIZANTES PLÁSTICOS
PRODUCCIÓN DE METALES
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
15Tema 3. Hidrógeno, gas de síntesis y derivados
El hidrógeno como vector energético. Ventajas
• Principal atractivo: ofrece la posibilidad de un ciclo energético
limpio.
• Alta eficiencia en su uso en pilas de combustible. Estas pilas no
son máquinas térmicas, por lo que su rendimiento no se limita por
el ciclo de Carnot y se puede alcanzar teóricamente el 100%.
• Menor dependencia. Distribución más homogénea en la Tierra.
• Reducción del peligro medioambiental inherente de los
combustibles fósiles.
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
16Tema 3. Hidrógeno, gas de síntesis y derivados
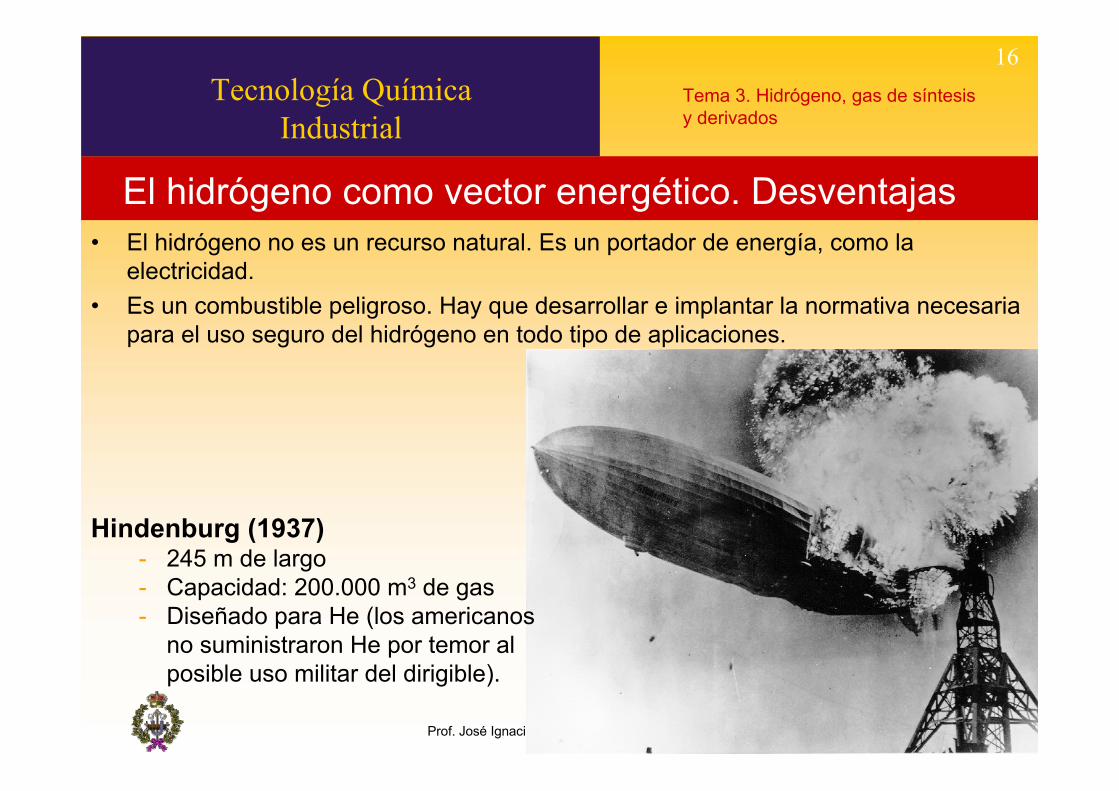
El hidrógeno como vector energético. Desventajas• El hidrógeno no es un recurso natural. Es un portador de energía, como la
electricidad. • Es un combustible peligroso. Hay que desarrollar e implantar la normativa necesaria
para el uso seguro del hidrógeno en todo tipo de aplicaciones.
Hindenburg (1937)- 245 m de largo- Capacidad: 200.000 m3 de gas- Diseñado para He (los americanos
no suministraron He por temor al posible uso militar del dirigible).

Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
17Tema 3. Hidrógeno, gas de síntesis y derivados
El hidrógeno como vector energético. Desventajas• Dificultad de producir grandes cantidades de hidrógeno de forma
eficiente y a precios razonables usando energías no fósiles. • Alto coste de almacenamiento y suministro. • Corta vida útil de las pilas de combustible.• Sensibilidad hacia los venenos catalíticos (SOx, CO...) que provocan la
inactivación irreversible de las pilas de combustible.• Impacto ambiental negativo de los “vertidos de hidrógeno”:
– Se estima que entre el 10% y el 20% del total de hidrógeno generado, almacenado y usado en las células de combustible, escaparía a laatmósfera. Se movería hacia la estratosfera, donde provocaría:
• Aumento de la presencia de agua sólida en la estratosfera, que interfiere en la química del ozono favoreciendo los procesos que destruyen el ozono.
• A la vez, al combinarse el hidrógeno con el oxígeno atómico, disminución de los procesos que forman ozono.
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
18Tema 3. Hidrógeno, gas de síntesis y derivados
OBTENCIÓN DEL HIDRÓGENO = GAS SÍNTESIS• Tratamiento de metano con vapor de agua a elevada temperatura. [El
95% del hidrógeno que se produce se hace a partir de combustibles fósiles]
– CH4 + H2O (vapor) CO + 3H2
– CO + H2O (vapor) CO2 + H2
• Electrólisis del agua. [Proceso mucho más caro que el reformado con vapor, pero produce hidrógeno de gran pureza]
– H2O + energía H2 +½ O2
• Gasificación de la biomasa. [Combustión incompleta entre 700 y 1200 ºC].
– Produce un gas combustible compuesto fundamentalmente por hidrógeno, metano y monóxido de carbono.
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
19Tema 3. Hidrógeno, gas de síntesis y derivados
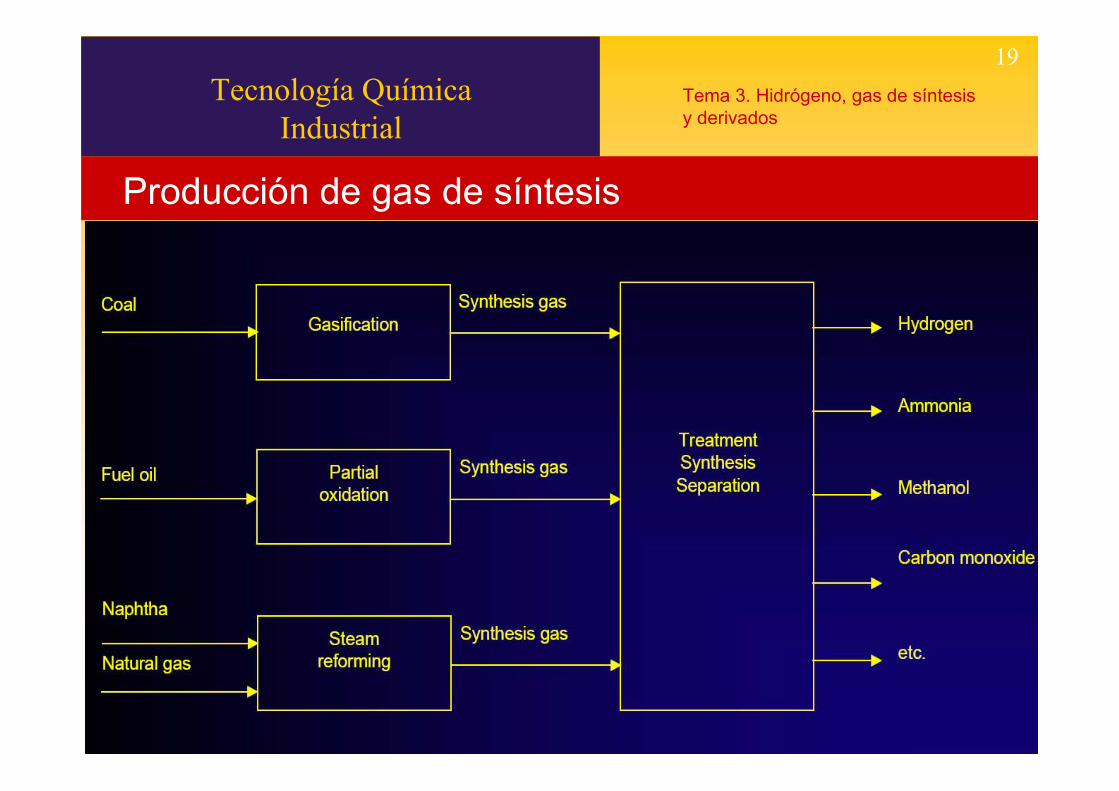
Producción de gas de síntesis

Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
20Tema 3. Hidrógeno, gas de síntesis y derivados
Demanda mundial de los principales productos químicos
Estadísticas del año 2004
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
21Tema 3. Hidrógeno, gas de síntesis y derivados
• Convierte hidrocarburos a gas de síntesis– CH4 + H2O → CO + 3H2
– CnHm + nH2O → nCO + (n+m/2)H2
• Usa altas temperaturas, vapor y un catalizadorde níquel soportado en alúmina cerámica
• Se utiliza un reformador 1º y un reformador 2º
Steam reforming de nafta o gas natural
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
22Tema 3. Hidrógeno, gas de síntesis y derivados
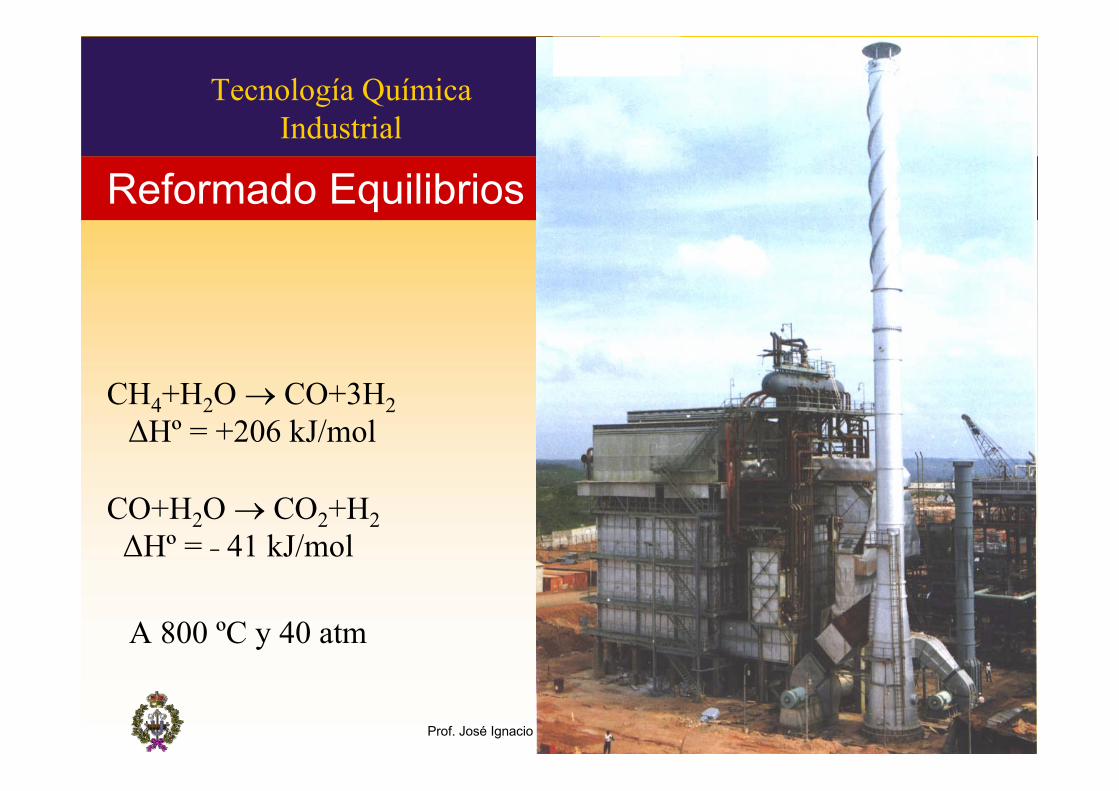
Reformado Equilibrios
CH4+H2O → CO+3H2ΔHº = +206 kJ/mol
CO+H2O → CO2+H2ΔHº = ¯ 41 kJ/mol
A 800 ºC y 40 atm
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
23Tema 3. Hidrógeno, gas de síntesis y derivados
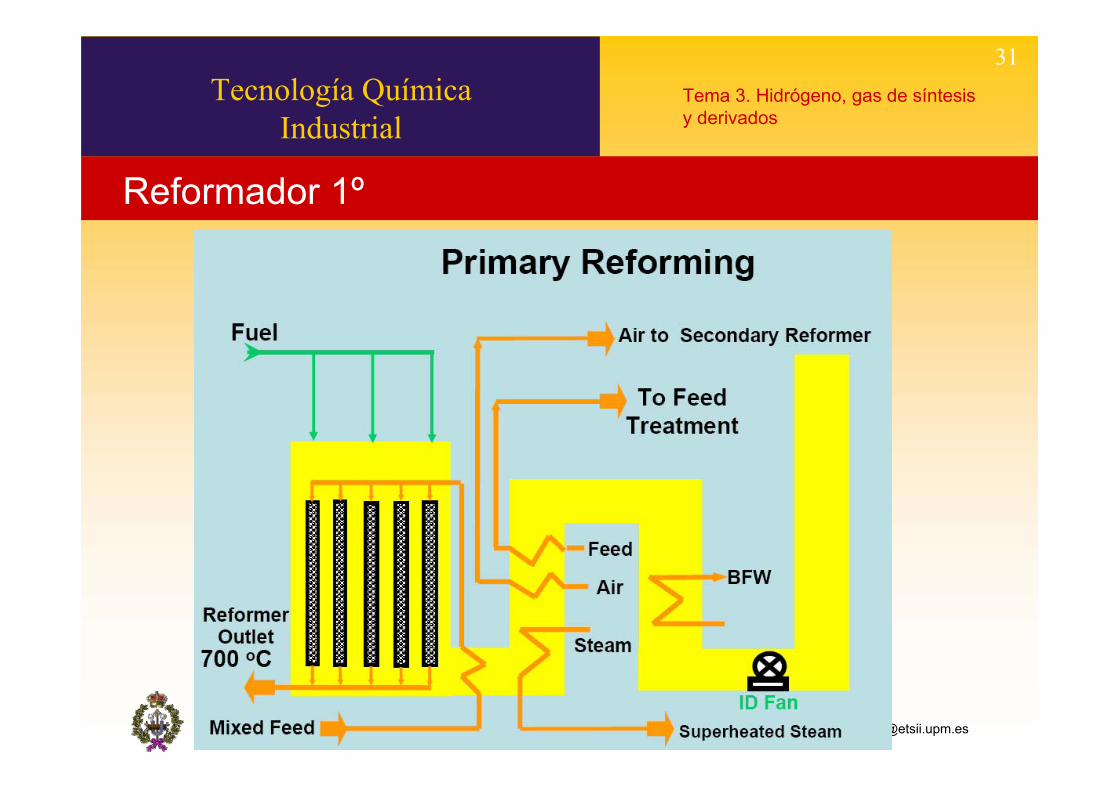
Proceso convencional de Reformado con vapor
• Se introduce la mezcla de los reactantes (metano + vapor de agua) por los tubos rellenos de catalizador en el horno de reformado 1º
• Por el exterior de los tubos se quema combustible (gas natural) con aire para transferir el calor necesario de la reacciónendotérmica de reformado y calentar los productos de la reacción.
• El calor de la combustión se utiliza en parte en la reacción. En la zona de convección del horno se aprovecha el calor de los humostodo lo posible para la optimización energética de la operación
• La reacción tiene lugar a alta temperatura (800 ºC) y presión (40 atm)
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
24Tema 3. Hidrógeno, gas de síntesis y derivados
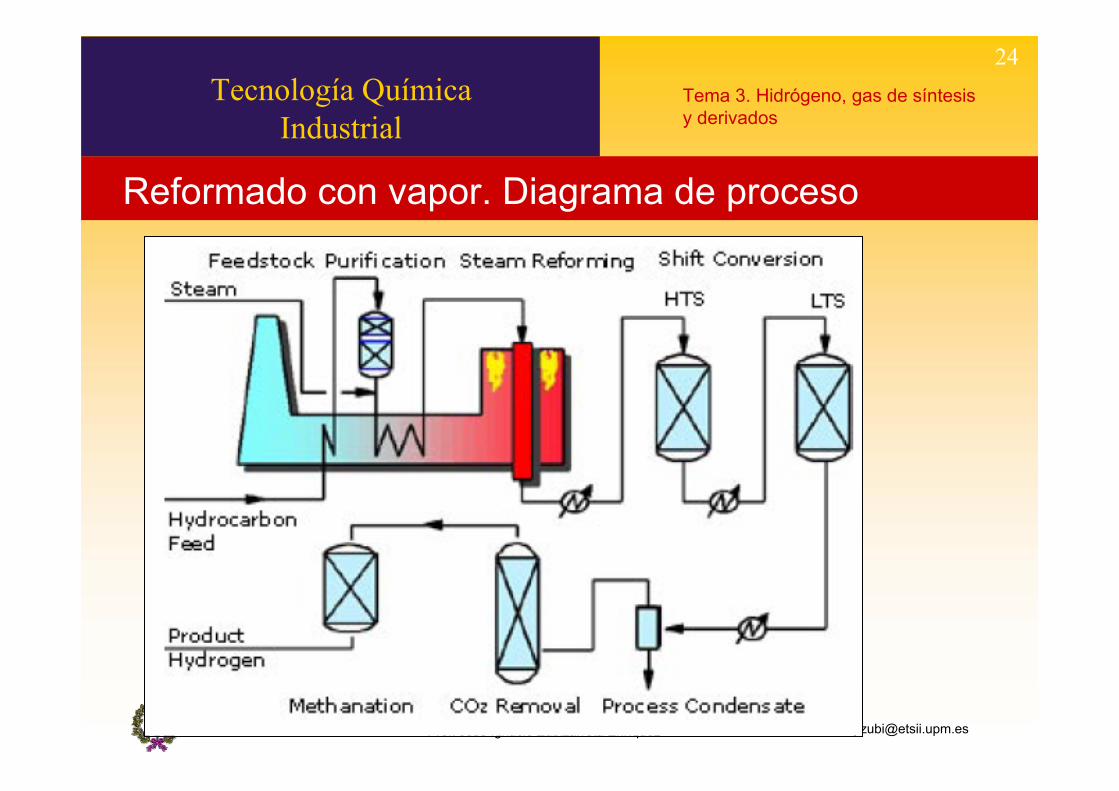
Reformado con vapor. Diagrama de proceso
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
25Tema 3. Hidrógeno, gas de síntesis y derivados
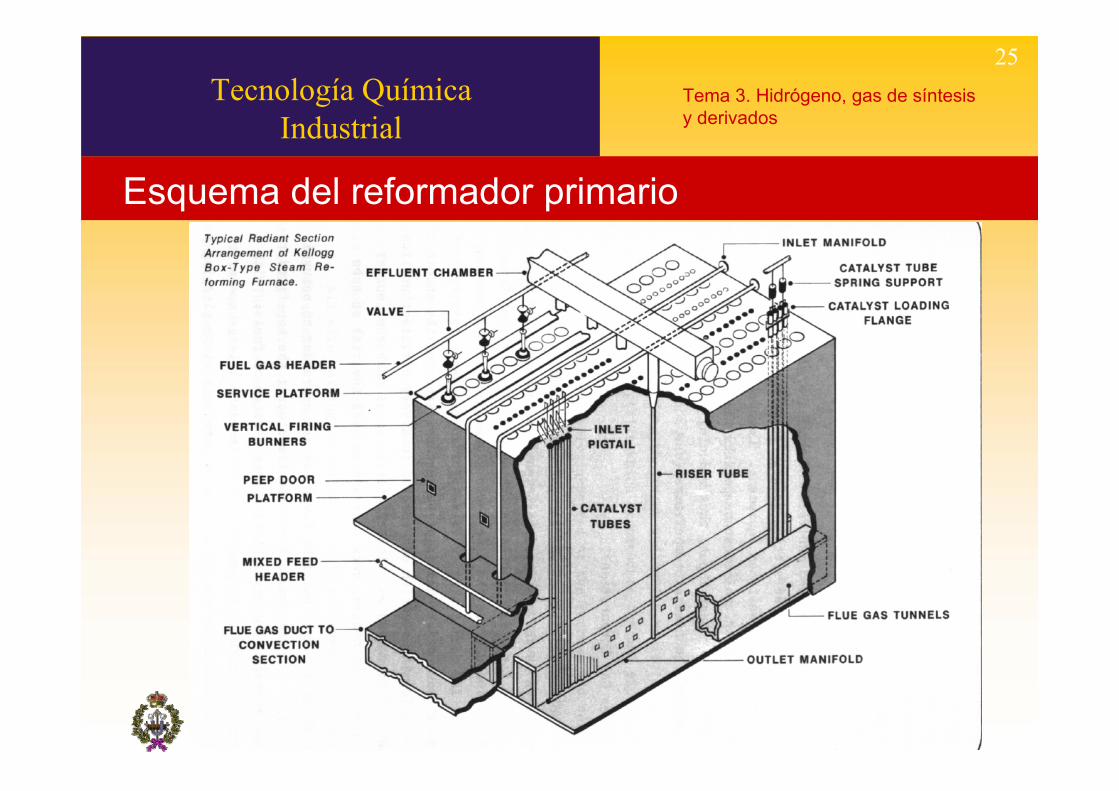
Esquema del reformador primario
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
26Tema 3. Hidrógeno, gas de síntesis y derivados
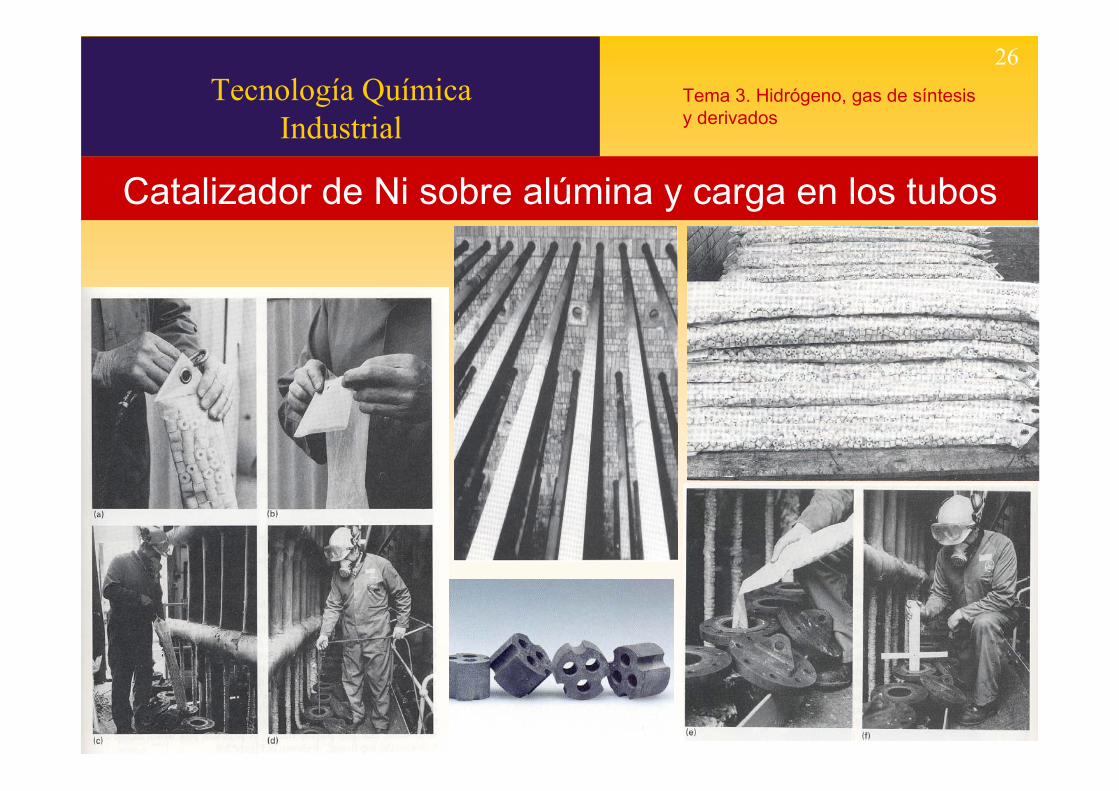
Catalizador de Ni sobre alúmina y carga en los tubos
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
27Tema 3. Hidrógeno, gas de síntesis y derivados
Historia de la producción de hidrógeno a gran escala
• Primera producción comercial a principios del siglo XIX para la obtención de gas ciudad a partir del carbón
Carbón + O2 + H2O H2 + CO + CH4
• A principios del siglo XX, el coque y el carbón fueron gasificados con aire u oxígeno para producir mezclas de H2 + del CO para la síntesis química
• Primer reformador con vapor de metano en 1931
CH4 + H2O 3H2 + CO
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
28Tema 3. Hidrógeno, gas de síntesis y derivados
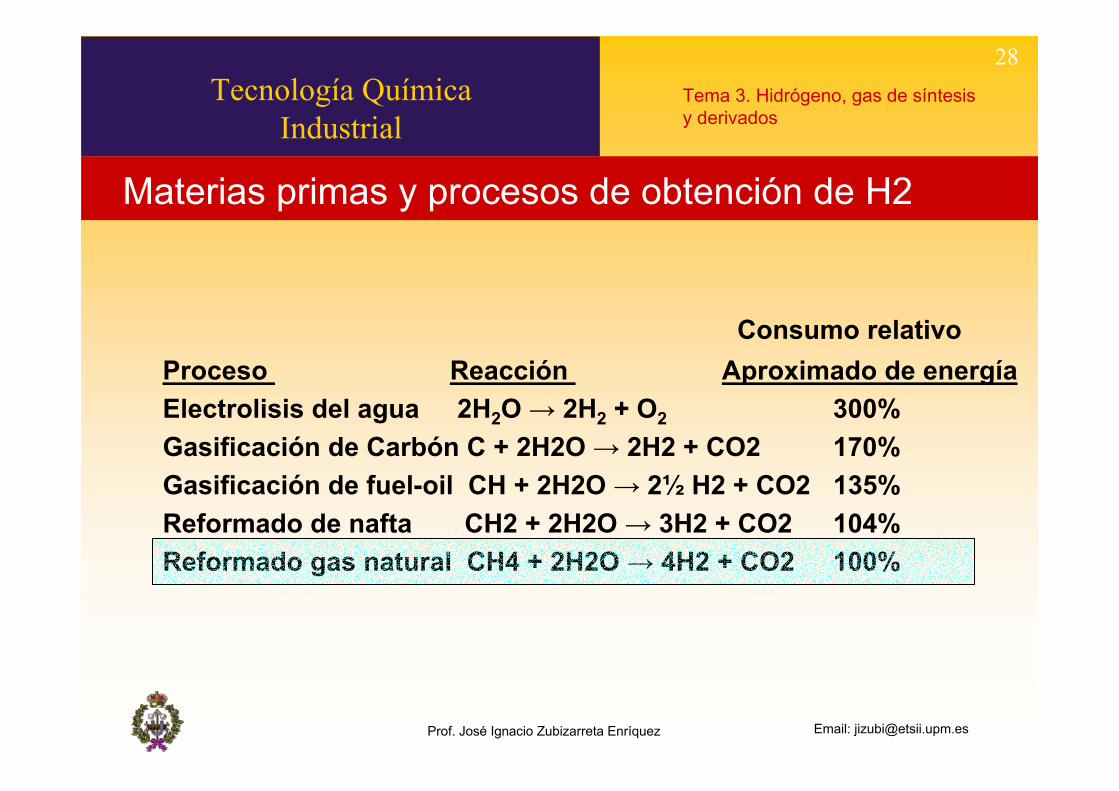
Materias primas y procesos de obtención de H2
Consumo relativo Proceso Reacción Aproximado de energíaElectrolisis del agua 2H2O → 2H2 + O2 300% Gasificación de Carbón C + 2H2O → 2H2 + CO2 170% Gasificación de fuel-oil CH + 2H2O → 2½ H2 + CO2 135% Reformado de nafta CH2 + 2H2O → 3H2 + CO2 104% Reformado gas natural CH4 + 2H2O → 4H2 + CO2 100%
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
29Tema 3. Hidrógeno, gas de síntesis y derivados
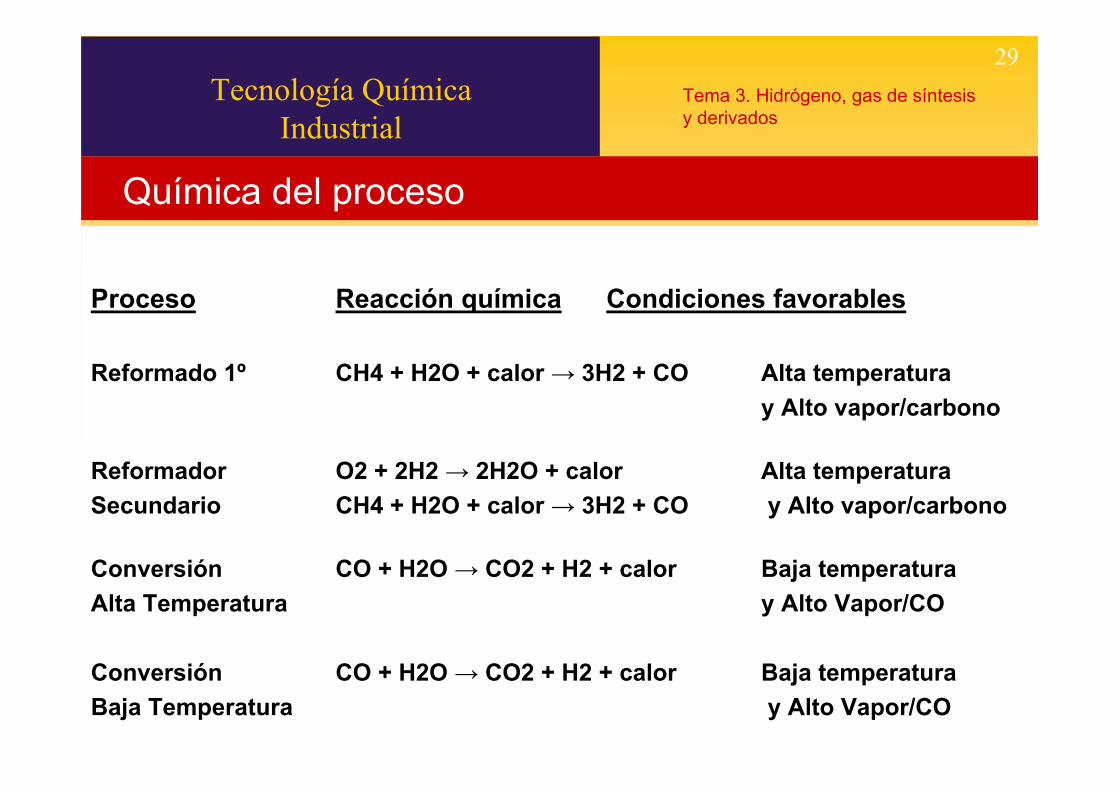
Química del proceso
Proceso Reacción química Condiciones favorables
Reformado 1º CH4 + H2O + calor → 3H2 + CO Alta temperatura y Alto vapor/carbono
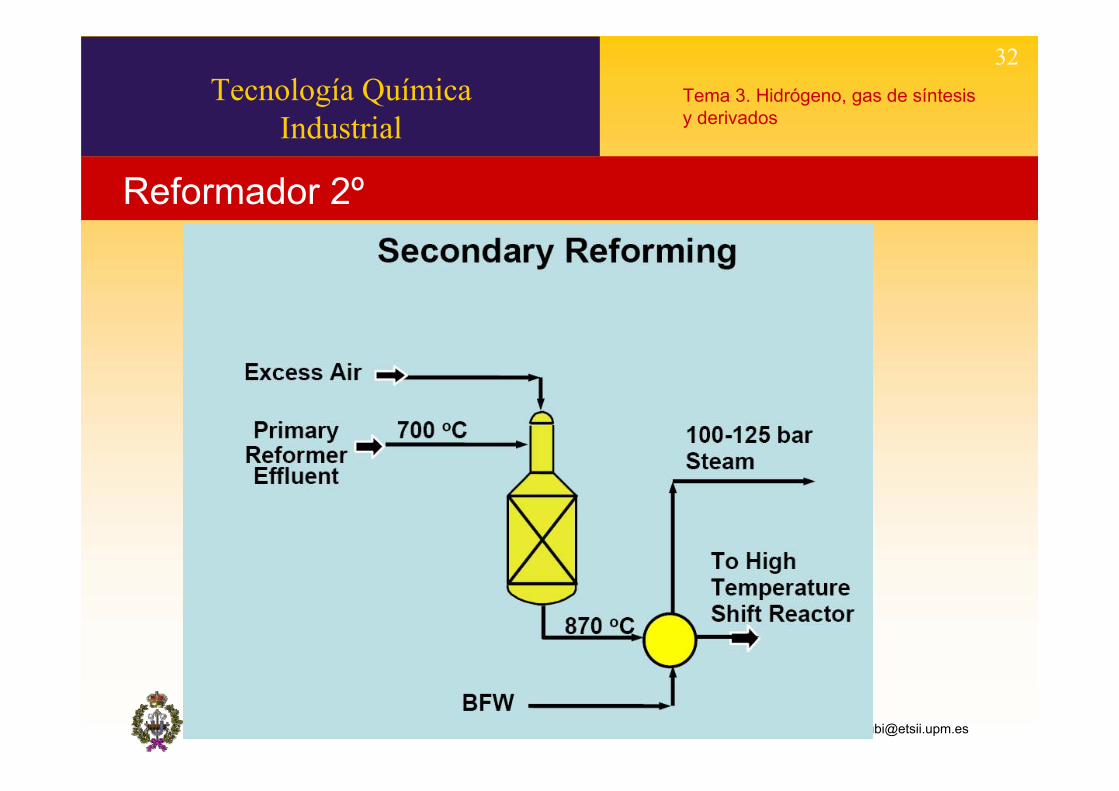
Reformador O2 + 2H2 → 2H2O + calor Alta temperaturaSecundario CH4 + H2O + calor → 3H2 + CO y Alto vapor/carbono
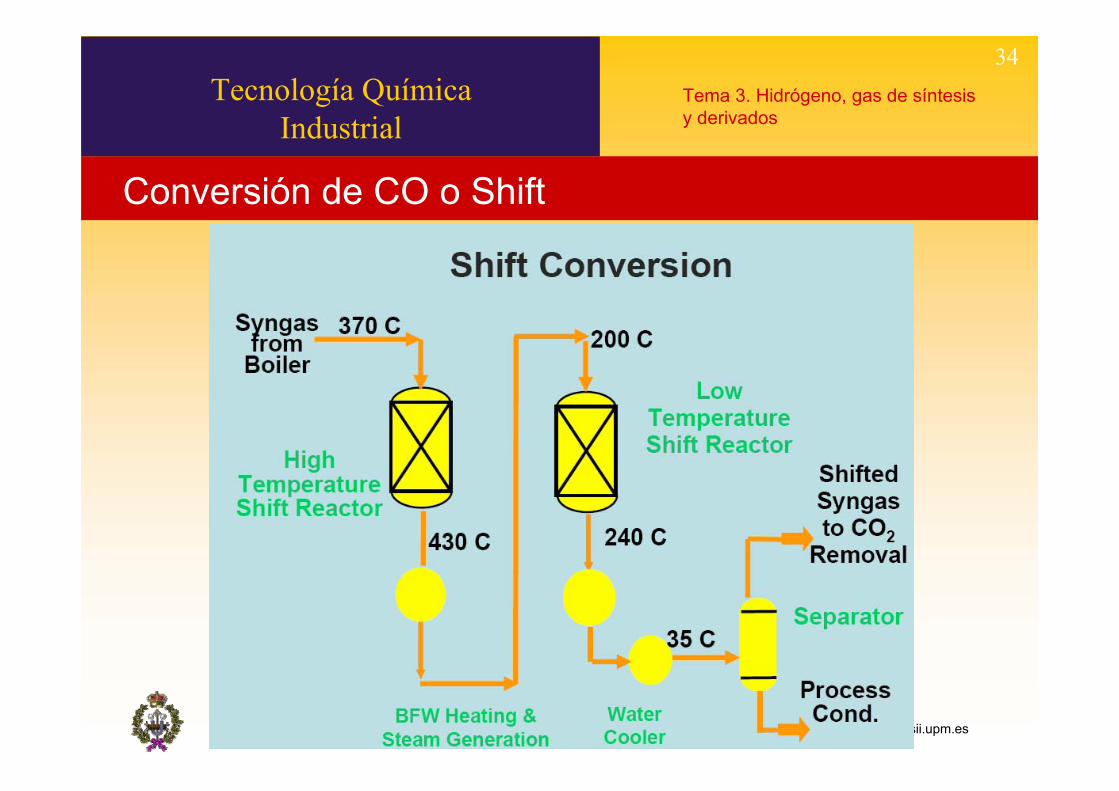
Conversión CO + H2O → CO2 + H2 + calor Baja temperaturaAlta Temperatura y Alto Vapor/CO
Conversión CO + H2O → CO2 + H2 + calor Baja temperaturaBaja Temperatura y Alto Vapor/CO
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
30Tema 3. Hidrógeno, gas de síntesis y derivados
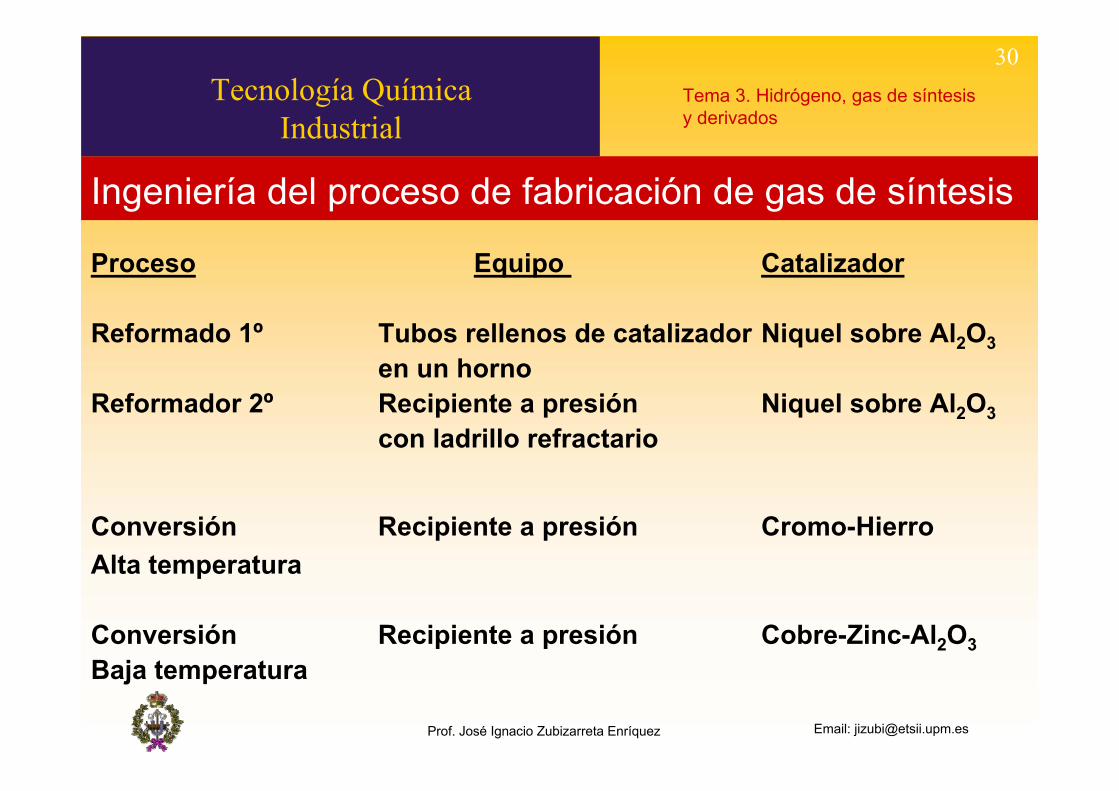
Ingeniería del proceso de fabricación de gas de síntesis
Proceso Equipo Catalizador
Reformado 1º Tubos rellenos de catalizador Niquel sobre Al2O3en un horno
Reformador 2º Recipiente a presión Niquel sobre Al2O3con ladrillo refractario
Conversión Recipiente a presión Cromo-HierroAlta temperatura
Conversión Recipiente a presión Cobre-Zinc-Al2O3Baja temperatura
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
31Tema 3. Hidrógeno, gas de síntesis y derivados
Reformador 1º
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
32Tema 3. Hidrógeno, gas de síntesis y derivados
Reformador 2º

Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
33Tema 3. Hidrógeno, gas de síntesis y derivados
Reformadores 1º y 2º
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
34Tema 3. Hidrógeno, gas de síntesis y derivados
Conversión de CO o Shift
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
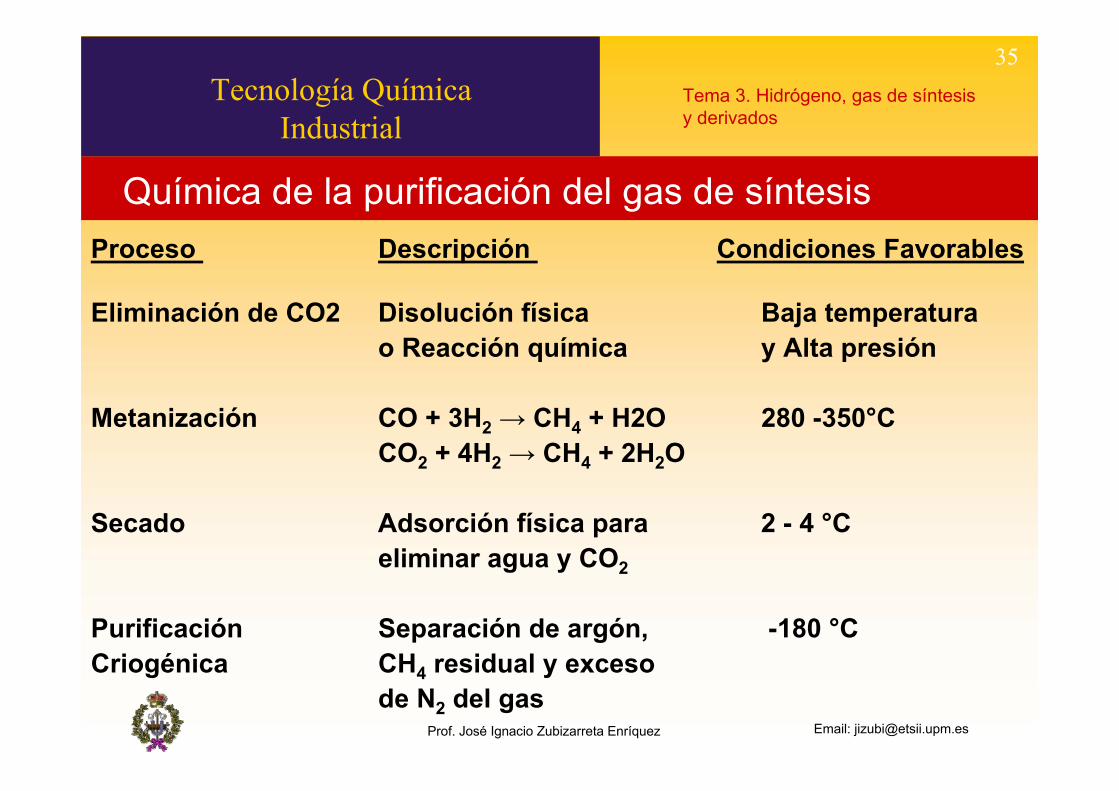
35Tema 3. Hidrógeno, gas de síntesis y derivados
Química de la purificación del gas de síntesisProceso Descripción Condiciones Favorables
Eliminación de CO2 Disolución física Baja temperatura o Reacción química y Alta presión
Metanización CO + 3H2 → CH4 + H2O 280 -350°CCO2 + 4H2 → CH4 + 2H2O
Secado Adsorción física para 2 - 4 °Celiminar agua y CO2
Purificación Separación de argón, -180 °CCriogénica CH4 residual y exceso
de N2 del gas
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
36Tema 3. Hidrógeno, gas de síntesis y derivados
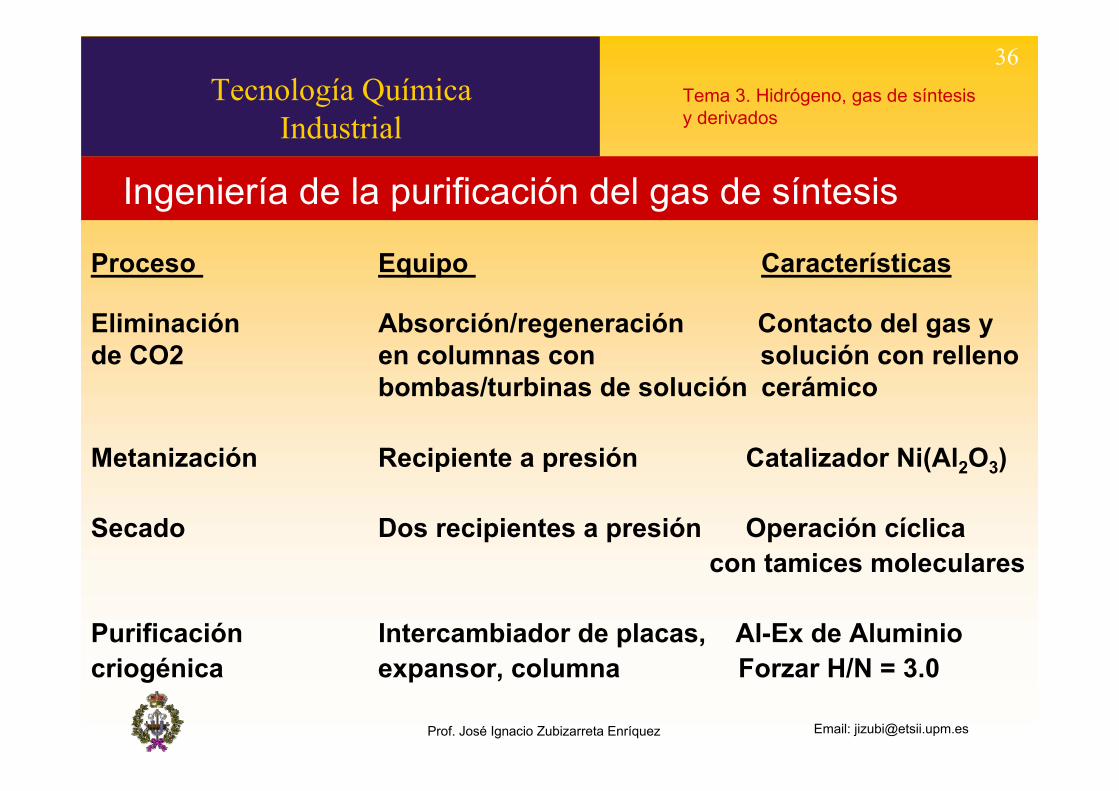
Ingeniería de la purificación del gas de síntesis
Proceso Equipo Características
Eliminación Absorción/regeneración Contacto del gas yde CO2 en columnas con solución con relleno
bombas/turbinas de solución cerámico
Metanización Recipiente a presión Catalizador Ni(Al2O3)
Secado Dos recipientes a presión Operación cíclicacon tamices moleculares
Purificación Intercambiador de placas, Al-Ex de Aluminiocriogénica expansor, columna Forzar H/N = 3.0
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
37Tema 3. Hidrógeno, gas de síntesis y derivados
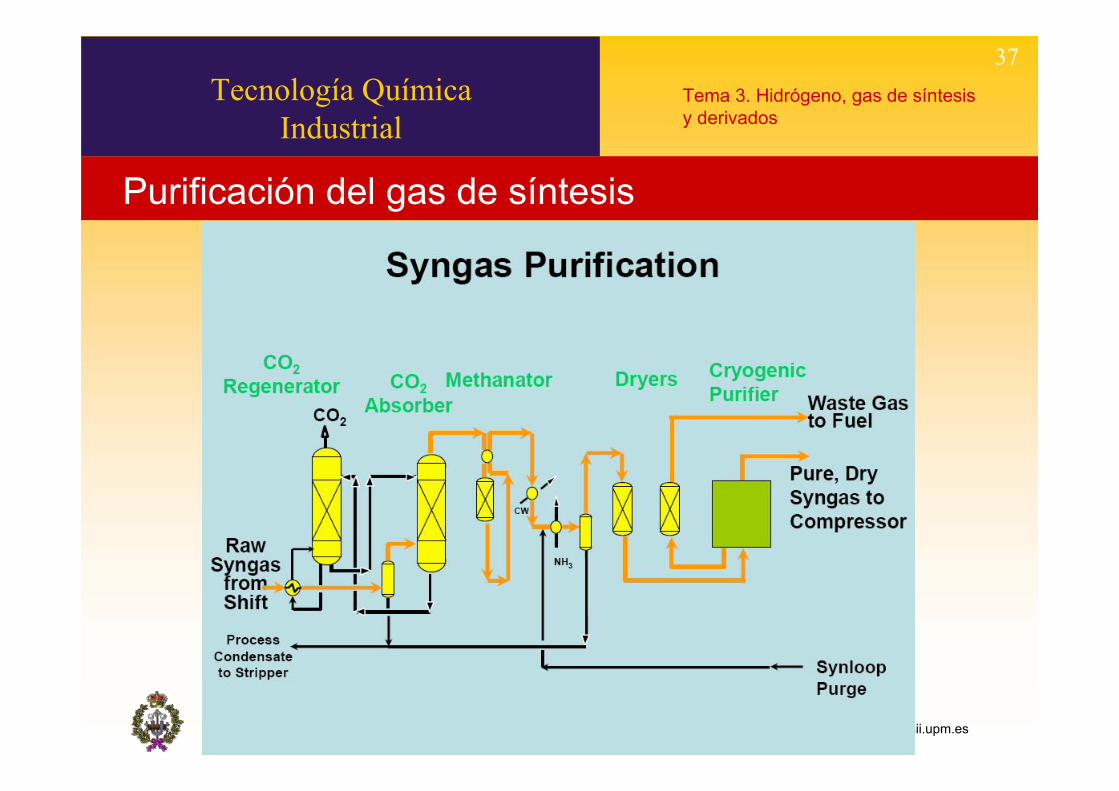
Purificación del gas de síntesis
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
38Tema 3. Hidrógeno, gas de síntesis y derivados
Eliminación de CO2
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
39Tema 3. Hidrógeno, gas de síntesis y derivados
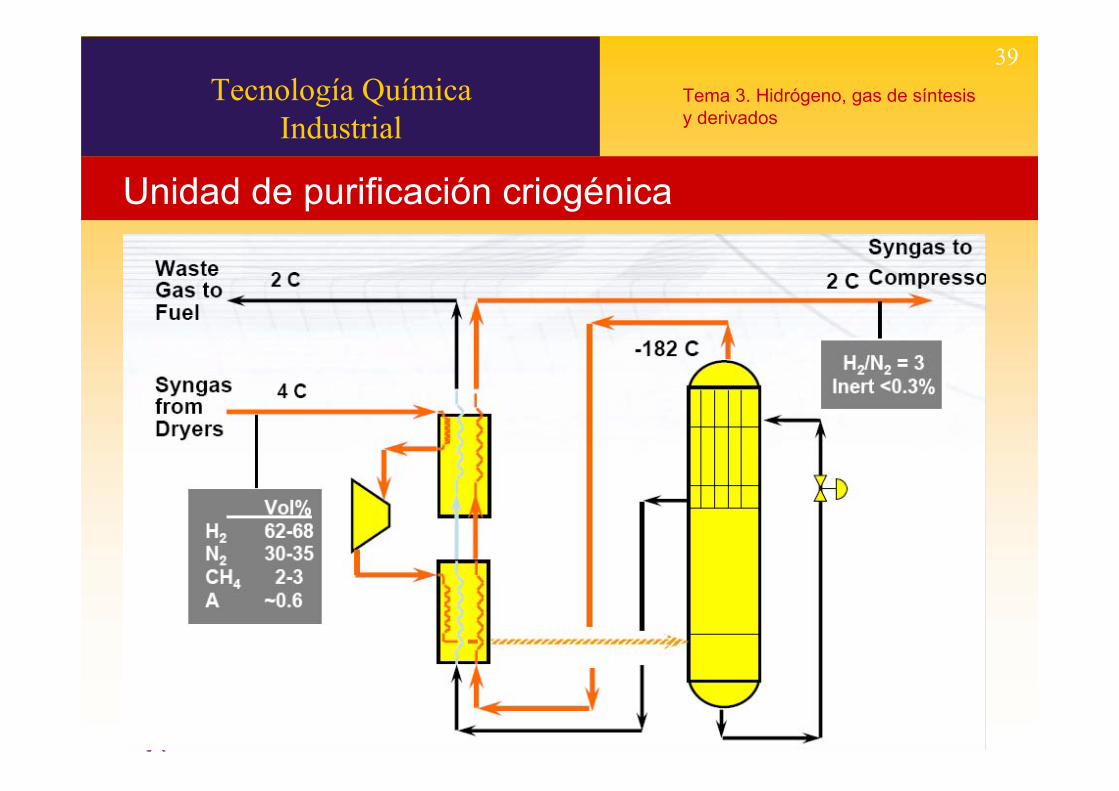
Unidad de purificación criogénica
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
40Tema 3. Hidrógeno, gas de síntesis y derivados
Planta de purificación criogénica
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
41Tema 3. Hidrógeno, gas de síntesis y derivados
Sistema Carbono – Hidrógeno – Oxígeno• Por sus aplicaciones el sistema C-H-O es un sistema que merece la pena
estudiarse con detalle.• Se produce en operaciones de combustión, gasificación y pirólisis cada vez más
frecuentes en la industria.• Dejando aparte la combustión, que procede cuando el oxígeno es igual o superior
al estequiométrico para oxidar todo el C a CO2 y todo el H a H2O, nos interesa considerar la oxidación parcial o subestequiométrica.
• La materia prima puede ser muy diversa desde los hidrocarburos simples como el gas natural o las fracciones del petróleo y carbón, hasta residuos complejos de plástico, celulosa (biomasa) o basura urbana.
• La temperatura de operación suele ser muy elevada y el sistema se encuentra, en general, en equilibrio termodinámico.
• El oxígeno puede o no acompañarse de nitrógeno cuando se utiliza el aire como materia prima, en cuyo caso deberíamos de añadir un elemento más y hablaríamos del sistema C-H-O-N.
• Las especies químicas que deben considerarse generalmente presentes en cantidades significativas para esta situación de oxidación parcial son:
CO2, CO, CH4, H2, H2O, N2 y C(s).• Donde las dos últimas pueden, o no, estar presentes.
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
42Tema 3. Hidrógeno, gas de síntesis y derivados
Componentes independientes del sistema
• Los componentes del sistema C-H-O resultan de obtener el orden de la matriz de coeficientes de la fórmula elemental
C O HCO2 1 2 0C 1 0 0CH4 1 0 4H2 0 0 2H2O 0 1 2CO 1 1 0• Las últimas tres filas producen un determinante distinto de
cero. Luego el orden y el número de componentes linealmente independientes es 3.
• Las otras tres sustancias químicas, CO2, C y CH4 se obtienen a través de tres reacciones independientes
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
43Tema 3. Hidrógeno, gas de síntesis y derivados
Reacciones para los componentes dependientes
• Las reacciones que se utilizan habitualmente reciben nombre propio:
• La reacción de conversión de CO (shift reaction)– CO + H2O ⇄ CO2 + H2 (1)
• La reacción de Boudouard para el C(s)– C(s) + CO2 ⇄ 2CO (2)
• La reacción de reformado de metano para el CH4– CH4 + H2O ⇄ CO + 3H2 (3)
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
44Tema 3. Hidrógeno, gas de síntesis y derivados
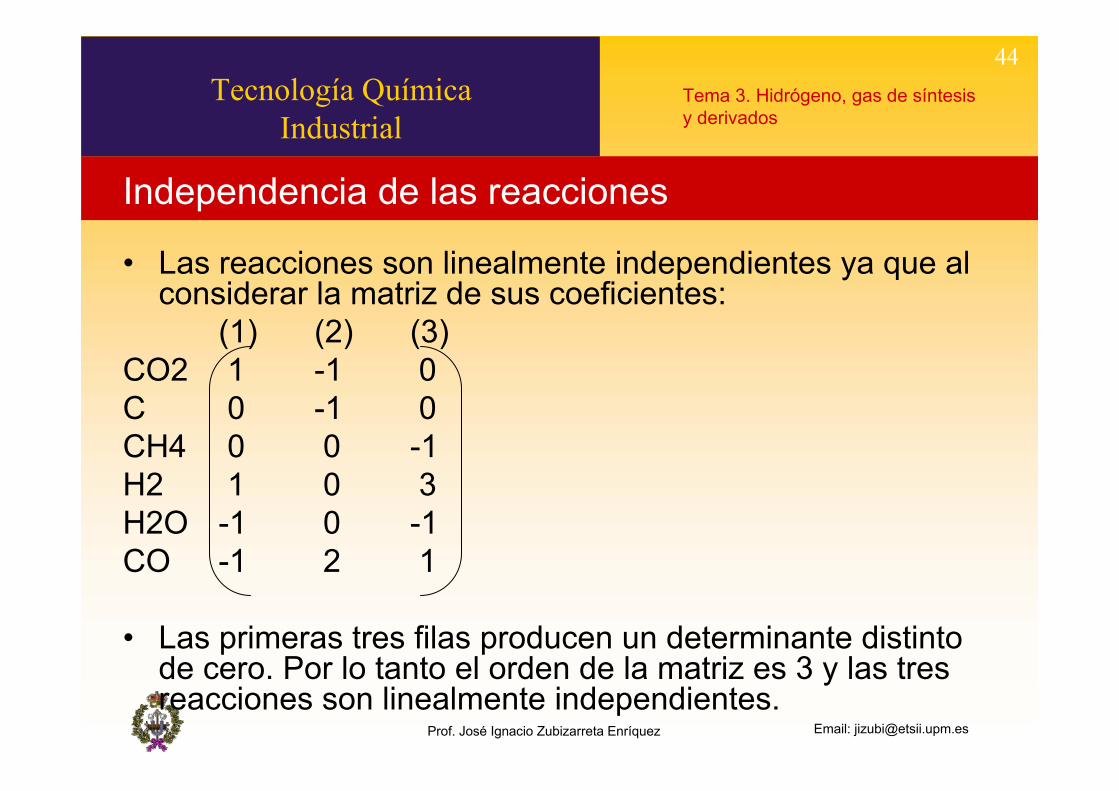
Independencia de las reacciones
• Las reacciones son linealmente independientes ya que al considerar la matriz de sus coeficientes:
(1) (2) (3)CO2 1 -1 0C 0 -1 0CH4 0 0 -1H2 1 0 3H2O -1 0 -1CO -1 2 1
• Las primeras tres filas producen un determinante distinto de cero. Por lo tanto el orden de la matriz es 3 y las tres reacciones son linealmente independientes.
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
45Tema 3. Hidrógeno, gas de síntesis y derivados
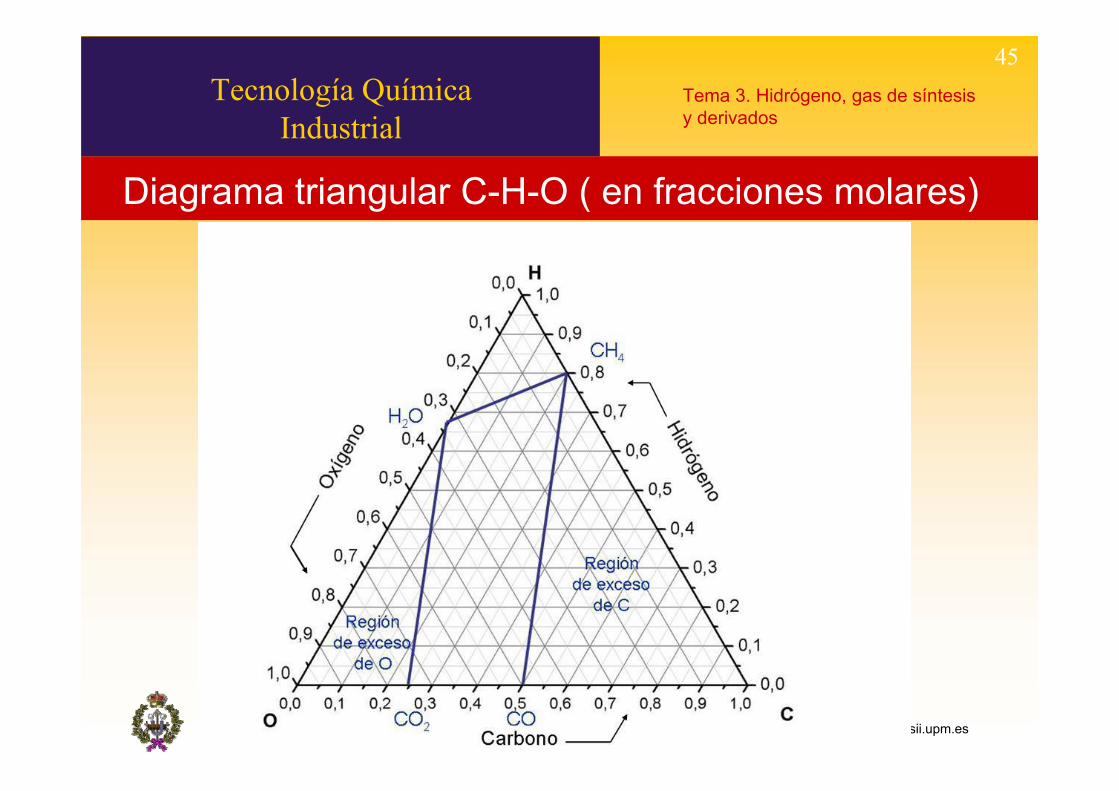
Diagrama triangular C-H-O ( en fracciones molares)
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
46Tema 3. Hidrógeno, gas de síntesis y derivados
Regla de las fases• Si consideramos dos fases: gaseosa y sólida (C(s)).• F+L = C+2 → L = C = 3• Basta en el equilibrio considerar constantes P, T y una relación
elemental como O/H para definir el sistema en sus fracciones molares.
• Tendremos 5 fracciones molares incógnitas y 5 ecuaciones: tres ecuaciones de equilibrio, la relación O/H entre fracciones molares y la suma de fracciones molares = 1.
• Si consideramos una sola fase F=1, no existe C(s), y las libertades serán L = 4. Necesitamos para definir el sistema, P, T O/H como antes, y la relación C/H que establece una ecuación adicional para resolver el sistema.
• Tendremos las mismas 5 fracciones molares incógnitas y 5 ecuaciones: 2 de equilibrio (la de Boudouard excluida), las relaciones O/H y C/H y la suma de fracciones molares = 1.

Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
47Tema 3. Hidrógeno, gas de síntesis y derivados
Constantes de equilibrio
• Se obtienen a través de la ecuación• –ΔG0 = RT ln K• Donde ΔG0 se refiere a P=1 atm y la
temperatura T del sistema en equilibrio. Por ello K sólo depende de la temperatura.
• Normalmente los datos tabulados de ΔG0 se encuentran en la literatura a 25 ºC, por lo que hay que calcular ΔG0 = ΔH0-TΔS0 a la temperatura de la reacción.
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
48Tema 3. Hidrógeno, gas de síntesis y derivados
Ejercicio 1
• Determinar las composiciones de equilibrio para el sistema CHON donde la fase de carbono sólido está presente a 1000 K y 1 atm.
• La composición del sistema puede expresarse con las relaciones elementales:
H/O = 1 N/O=3,76 (relación del aire)
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
49Tema 3. Hidrógeno, gas de síntesis y derivados
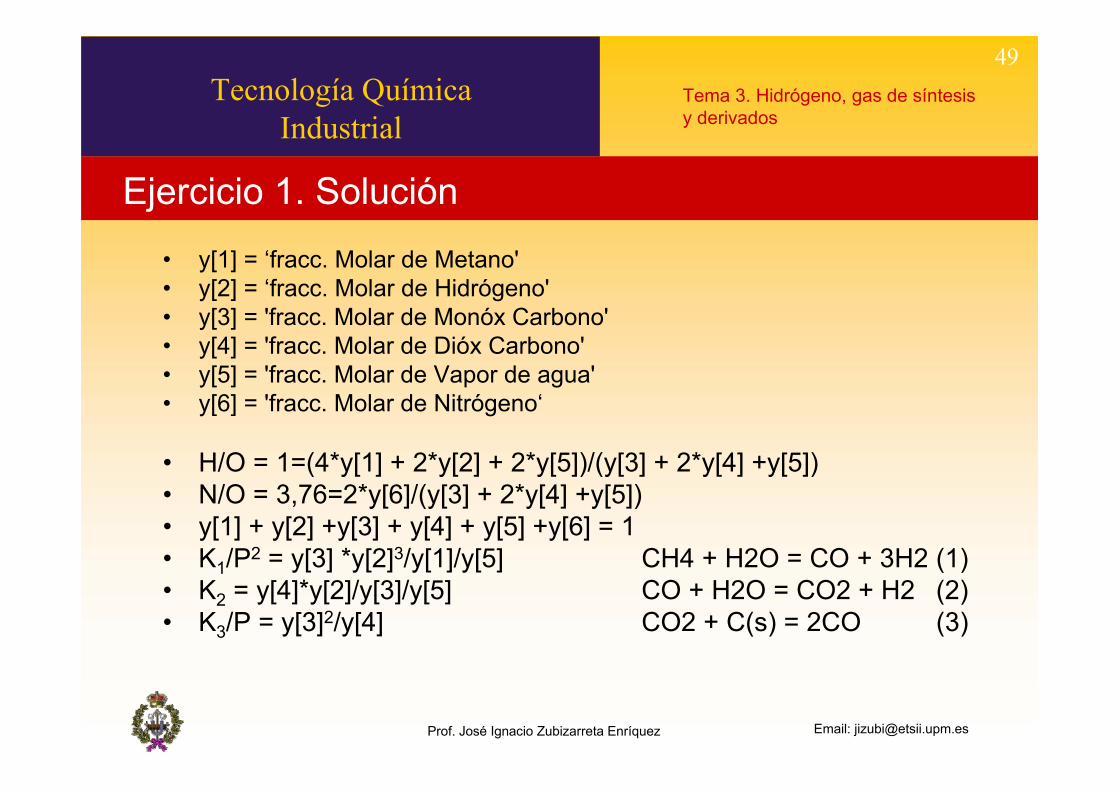
Ejercicio 1. Solución
• y[1] = ‘fracc. Molar de Metano'• y[2] = ‘fracc. Molar de Hidrógeno'• y[3] = 'fracc. Molar de Monóx Carbono'• y[4] = 'fracc. Molar de Dióx Carbono'• y[5] = 'fracc. Molar de Vapor de agua'• y[6] = 'fracc. Molar de Nitrógeno‘
• H/O = 1=(4*y[1] + 2*y[2] + 2*y[5])/(y[3] + 2*y[4] +y[5])• N/O = 3,76=2*y[6]/(y[3] + 2*y[4] +y[5])• y[1] + y[2] +y[3] + y[4] + y[5] +y[6] = 1• K1/P2 = y[3] *y[2]3/y[1]/y[5] CH4 + H2O = CO + 3H2 (1) • K2 = y[4]*y[2]/y[3]/y[5] CO + H2O = CO2 + H2 (2)• K3/P = y[3]2/y[4] CO2 + C(s) = 2CO (3)
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
50Tema 3. Hidrógeno, gas de síntesis y derivados
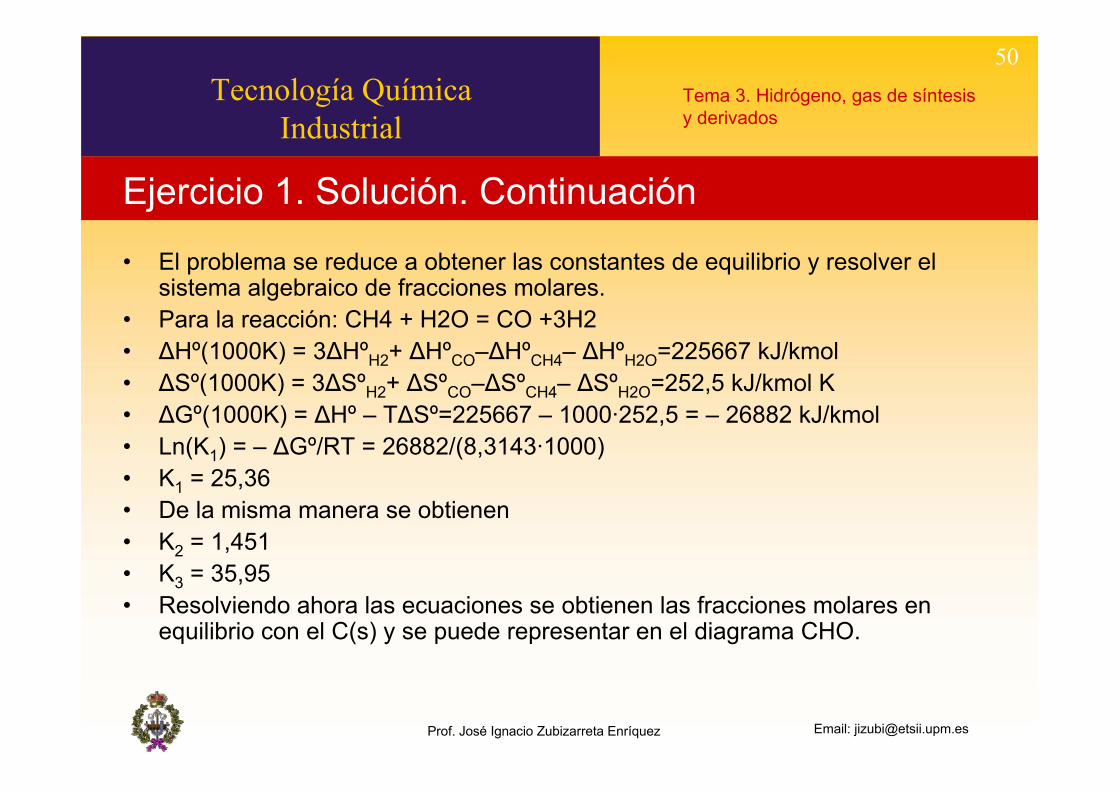
Ejercicio 1. Solución. Continuación
• El problema se reduce a obtener las constantes de equilibrio y resolver el sistema algebraico de fracciones molares.
• Para la reacción: CH4 + H2O = CO +3H2• ΔHº(1000K) = 3ΔHºH2+ ΔHºCO–ΔHºCH4– ΔHºH2O=225667 kJ/kmol• ΔSº(1000K) = 3ΔSºH2+ ΔSºCO–ΔSºCH4– ΔSºH2O=252,5 kJ/kmol K• ΔGº(1000K) = ΔHº – TΔSº=225667 – 1000·252,5 = – 26882 kJ/kmol• Ln(K1) = – ΔGº/RT = 26882/(8,3143·1000)• K1 = 25,36• De la misma manera se obtienen• K2 = 1,451• K3 = 35,95• Resolviendo ahora las ecuaciones se obtienen las fracciones molares en
equilibrio con el C(s) y se puede representar en el diagrama CHO.
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
51Tema 3. Hidrógeno, gas de síntesis y derivados
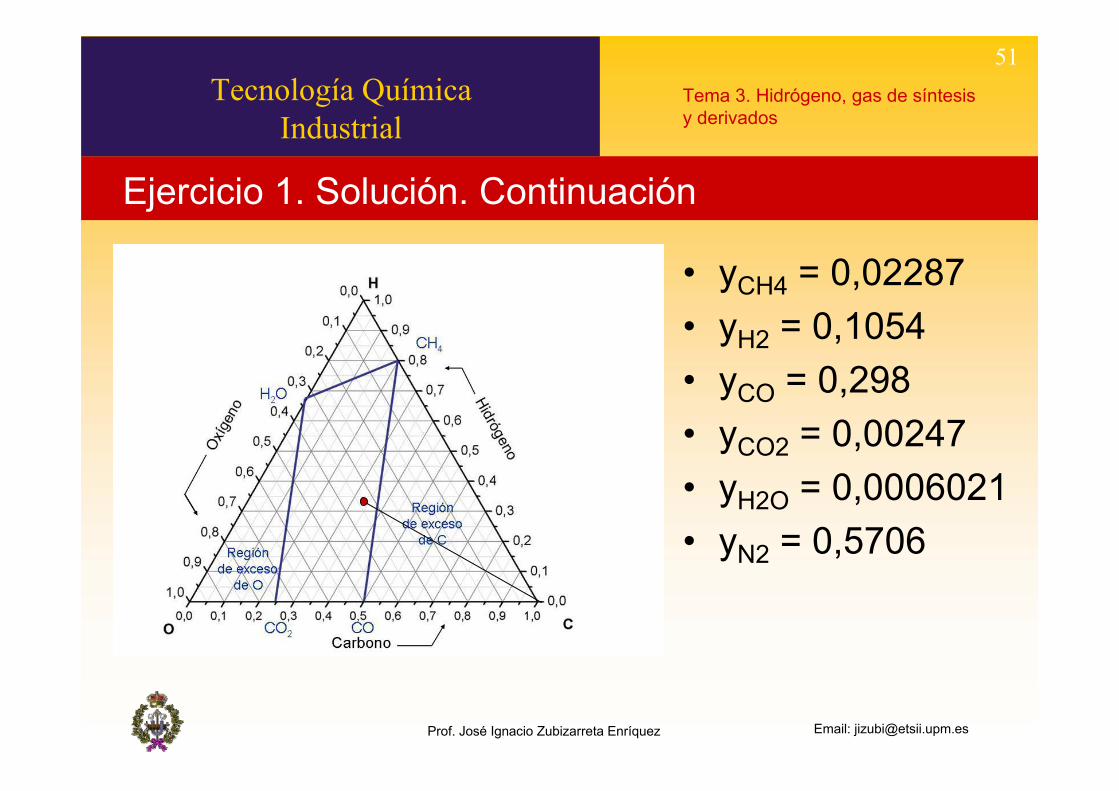
Ejercicio 1. Solución. Continuación
• yCH4 = 0,02287• yH2 = 0,1054• yCO = 0,298• yCO2 = 0,00247• yH2O = 0,0006021• yN2 = 0,5706
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
52Tema 3. Hidrógeno, gas de síntesis y derivados
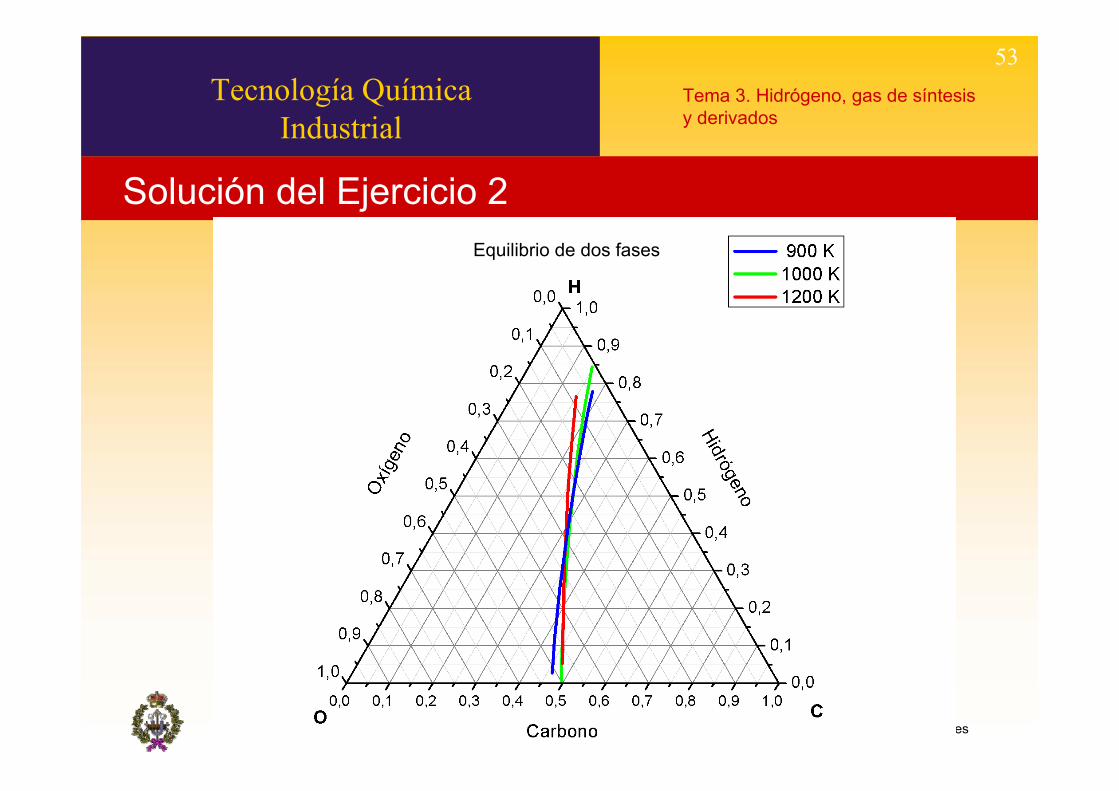
Ejercicio 2
• Variando la relación H/O en el ejercicio 1, obtener la región de equilibrio con el C(s) a 900, 1000 y 1200 K
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
53Tema 3. Hidrógeno, gas de síntesis y derivados
Solución del Ejercicio 2Equilibrio de dos fases
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
54Tema 3. Hidrógeno, gas de síntesis y derivados
Ejercicio 3
• Determinar la composición de equilibrio para el sistema C-H-O consistente en una única fase gaseosa a 1000 K y 1 atm.
• El sistema se considera inicialmente compuesto por 1 kmol de CH4 y 3 kmol de H2O.
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
55Tema 3. Hidrógeno, gas de síntesis y derivados
Solución del ejercicio 3
• Vimos antes que este sistema tiene 4 grados de libertad: T=1000 K, P=1 atm, H/C, O/C.
• H/C = 4·nCH4 + 2·nH2O = 4 + 6 = 10• O/C = nH2O = 3
y[1] = ‘fracc. Molar de Metano'y[2] = ‘fracc. Molar de Hidrógeno'y[3] = 'fracc. Molar de Monóx Carbono'y[4] = 'fracc. Molar de Dióx Carbono'y[5] = 'fracc. Molar de Vapor de agua'
H/C = 10 = (4*y[1] + 2*y[2] + 2*y[5])/(y[1] + y[3] +y[4])O/C = 3 = (y[3] + 2*y[4]+ y[5])/(y[1] + y[3] +y[4])y[1] + y[2] +y[3] + y[4] + y[5] = 1K1/P2 = y[3] *y[2]3/y[1]/y[5] CH4 + H2O = CO + 3H2 (1) K2 = y[4]*y[2]/y[3]/y[5] CO + H2O = CO2 + H2 (2)
Incógnitas
Ecuaciones
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
56Tema 3. Hidrógeno, gas de síntesis y derivados
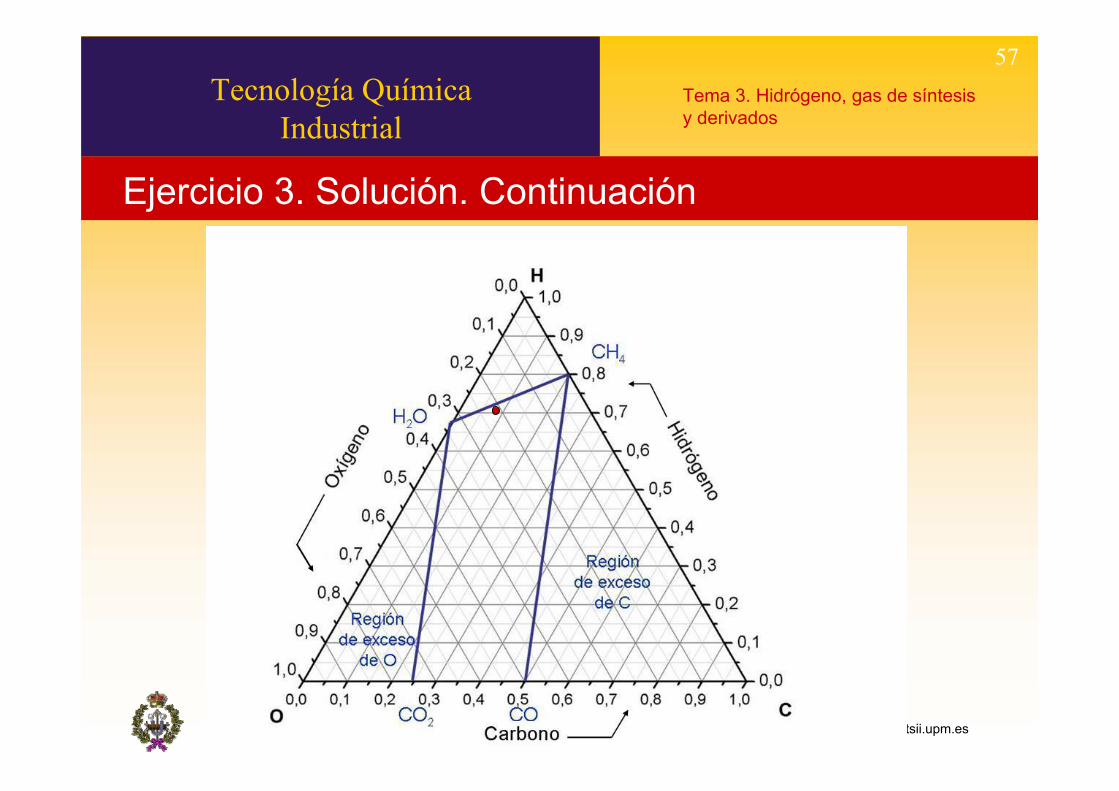
Solución del Ejercicio 3. Continuación
• Las constantes de equilibrio se obtuvieron en el Ejercicio 1.• K1 = 25,36• K2 = 1,451• Resolviendo ahora las ecuaciones se obtienen las fracciones molares
en equilibrio y se puede representar el equilibrio como un punto en el diagrama CHO.
• yCH4 = 0,002532• yH2 = 0,5626• yCO = 0,09727• yCO2 = 0,06771• yH2O = 0,2698
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
57Tema 3. Hidrógeno, gas de síntesis y derivados
Ejercicio 3. Solución. Continuación
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
58Tema 3. Hidrógeno, gas de síntesis y derivados
Gasificación de residuos plásticos. POLIGAS S.L.
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
59Tema 3. Hidrógeno, gas de síntesis y derivados
Ventajas de la gasificación frente a la combustión
• Permite una mejor conversión de energía en motores y turbinas de gas.
• Permite una mayor y mejor limpieza de los gases antes de su combustión.
• Evita la formación de dioxinas por dos razones:– Los precursores de dioxinas y furanos no se forman en
condiciones de ausencia de oxígeno libre.– No existe cloro libre para clorar.
(La reacción 2HCl + ½O2 → Cl2 + H2O, en condiciones reductoras, no se produce)

Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
60Tema 3. Hidrógeno, gas de síntesis y derivados
Desventajas de la gasificación con generación eléctrica.
• Parte de la materia prima no se gasifica y se producen alquitranes que deben gestionarse.
• El tratamiento del agua de lavado resulta complicado y caro para cumplir las emisiones de la purga al exterior.
• El proceso es muy sensible a los cambios de calidad/composición de la materia prima y el control de regulación aire/combustible de los motores puede pararlos por un cambio excesivamente rápido en la composición del gas.
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
61Tema 3. Hidrógeno, gas de síntesis y derivados
Composición del gas de síntesis en POLIGAS. Ejercicio
• Determinar la composición del gas de síntesis, considerando que se gasifica polietileno (–CH2–)ncon un PCI de 42 MJ/kg a 1,5 ata y a 590 ºC, con una producción de alquitranes (naftaleno) de un 15% en peso sobre la materia prima entrante y determinar el flujo de aire a introducir en el reactor por balance entálpico.
• Nota: La entalpía de formación del polietileno a 25 ºC se calculará a partir del calor de combustión y la entalpía de formación del naftaleno y su calor específico a partir de los datos del CRC Handbookof Chemistry Physics.
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
62Tema 3. Hidrógeno, gas de síntesis y derivados
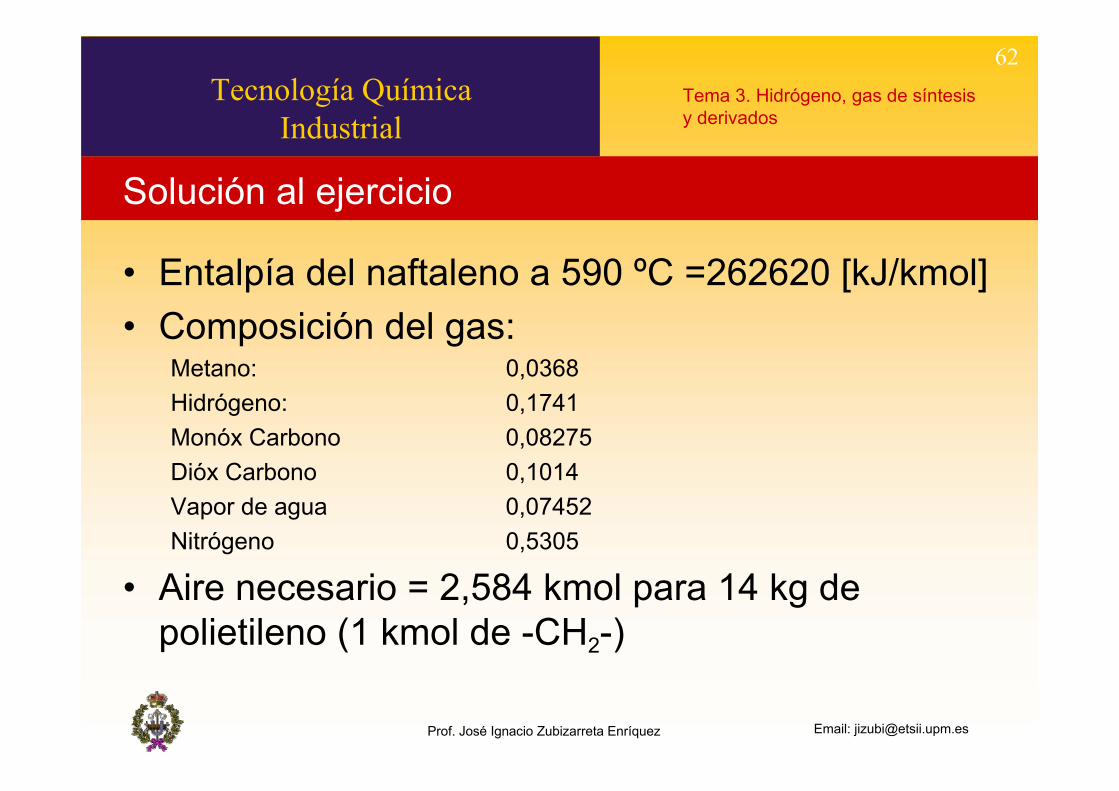
Solución al ejercicio
• Entalpía del naftaleno a 590 ºC =262620 [kJ/kmol]• Composición del gas:
Metano: 0,0368Hidrógeno: 0,1741Monóx Carbono 0,08275Dióx Carbono 0,1014Vapor de agua 0,07452Nitrógeno 0,5305
• Aire necesario = 2,584 kmol para 14 kg de polietileno (1 kmol de -CH2-)
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
63Tema 3. Hidrógeno, gas de síntesis y derivados
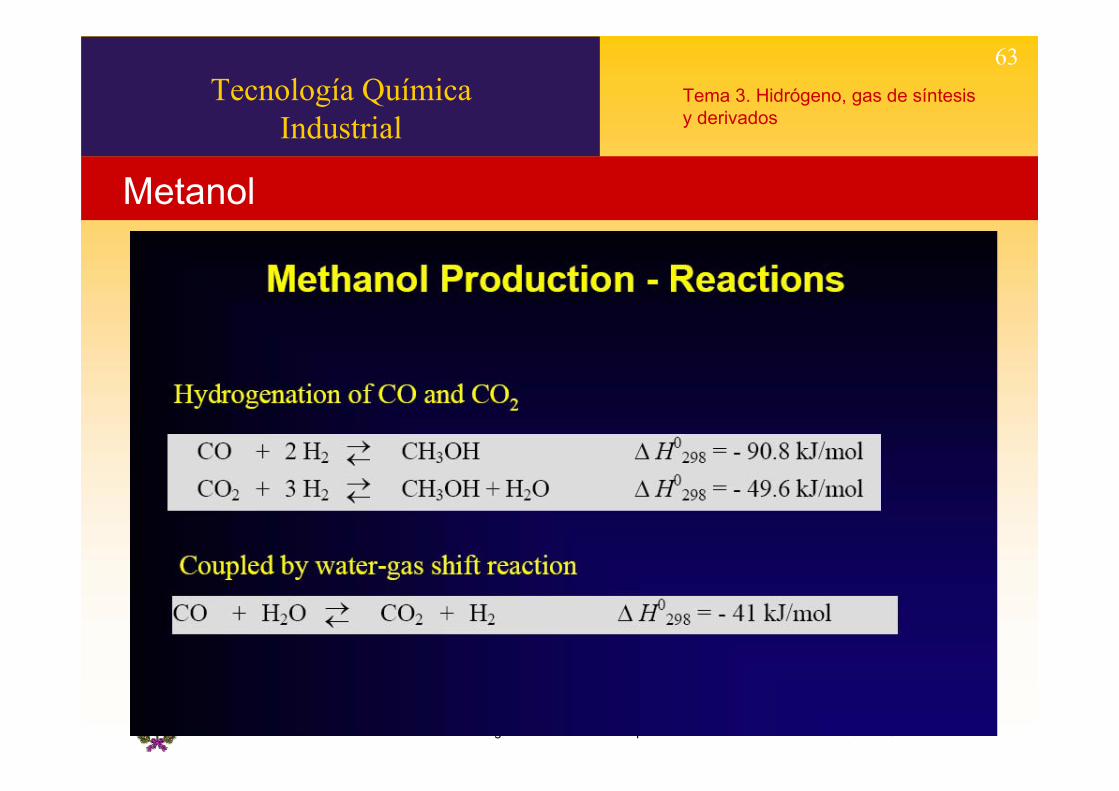
Metanol
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
64Tema 3. Hidrógeno, gas de síntesis y derivados
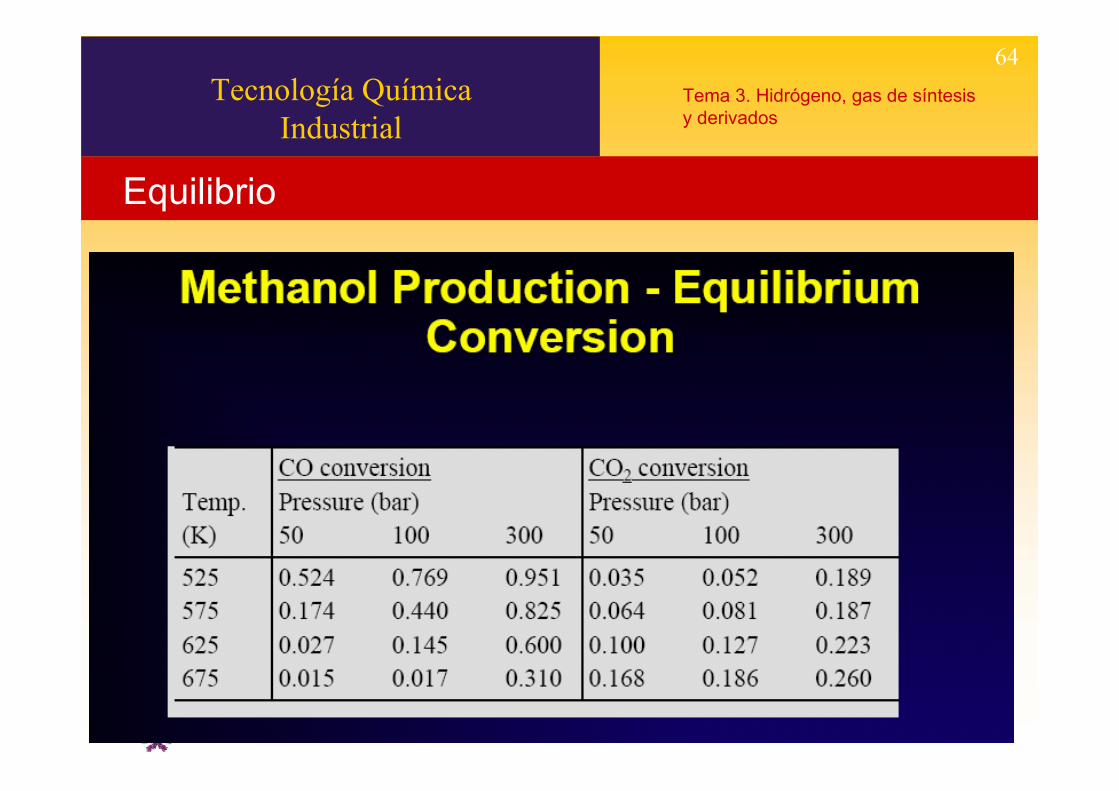
Equilibrio
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
65Tema 3. Hidrógeno, gas de síntesis y derivados
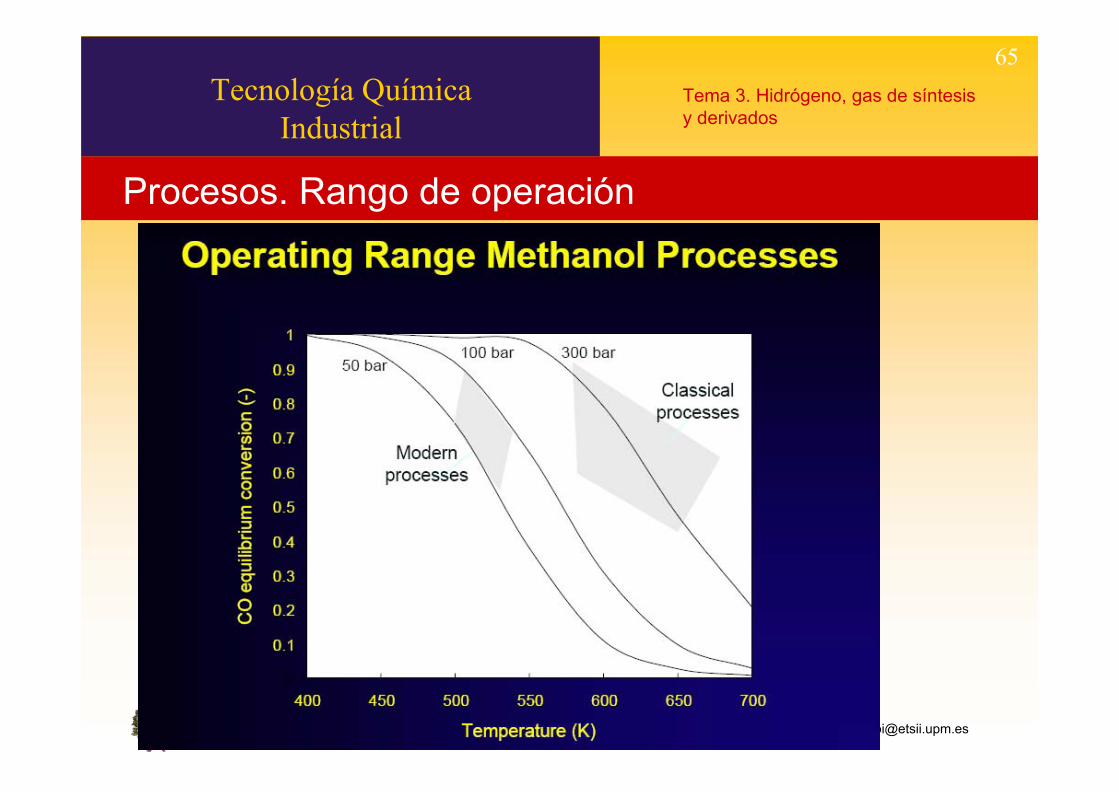
Procesos. Rango de operación

Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
66Tema 3. Hidrógeno, gas de síntesis y derivados
Desactivación del catalizador

Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
67Tema 3. Hidrógeno, gas de síntesis y derivados
Generación de gas de síntesis CO:H2 = 2
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
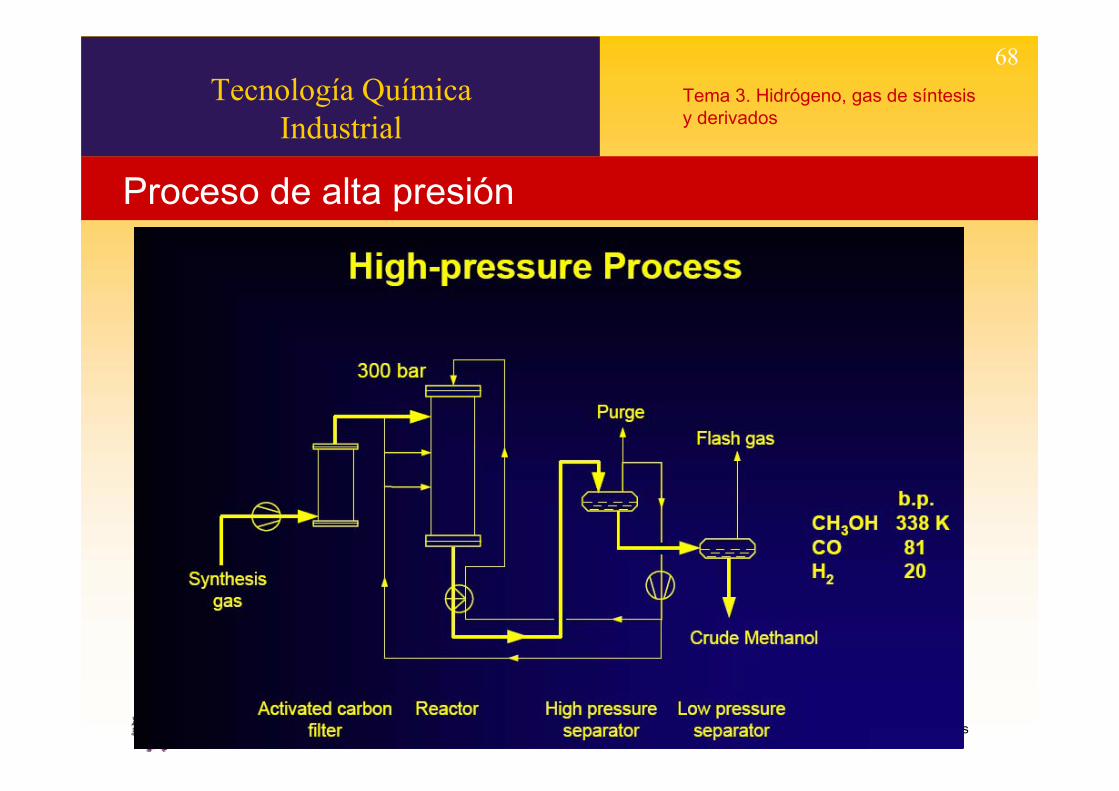
68Tema 3. Hidrógeno, gas de síntesis y derivados
Proceso de alta presión

Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
69Tema 3. Hidrógeno, gas de síntesis y derivados
Proceso de baja presión
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
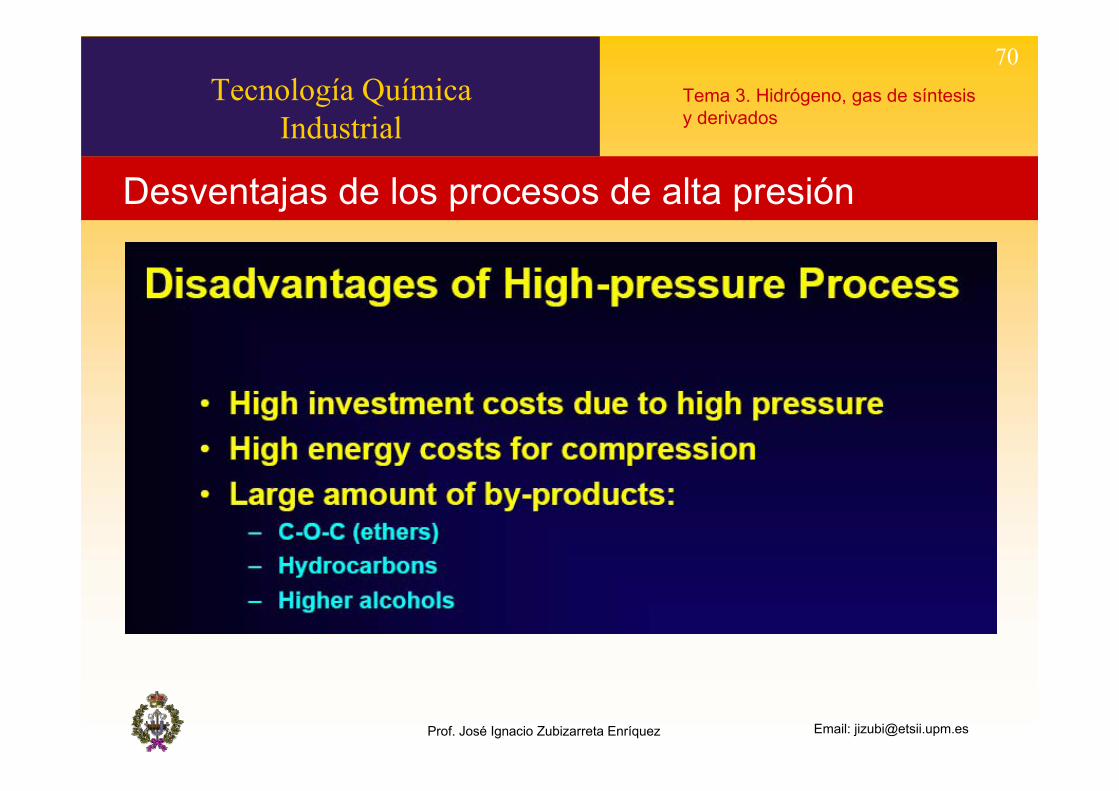
70Tema 3. Hidrógeno, gas de síntesis y derivados
Desventajas de los procesos de alta presión
Prof. José Ignacio Zubizarreta Enríquez Email: [email protected]
Tecnología Química Industrial
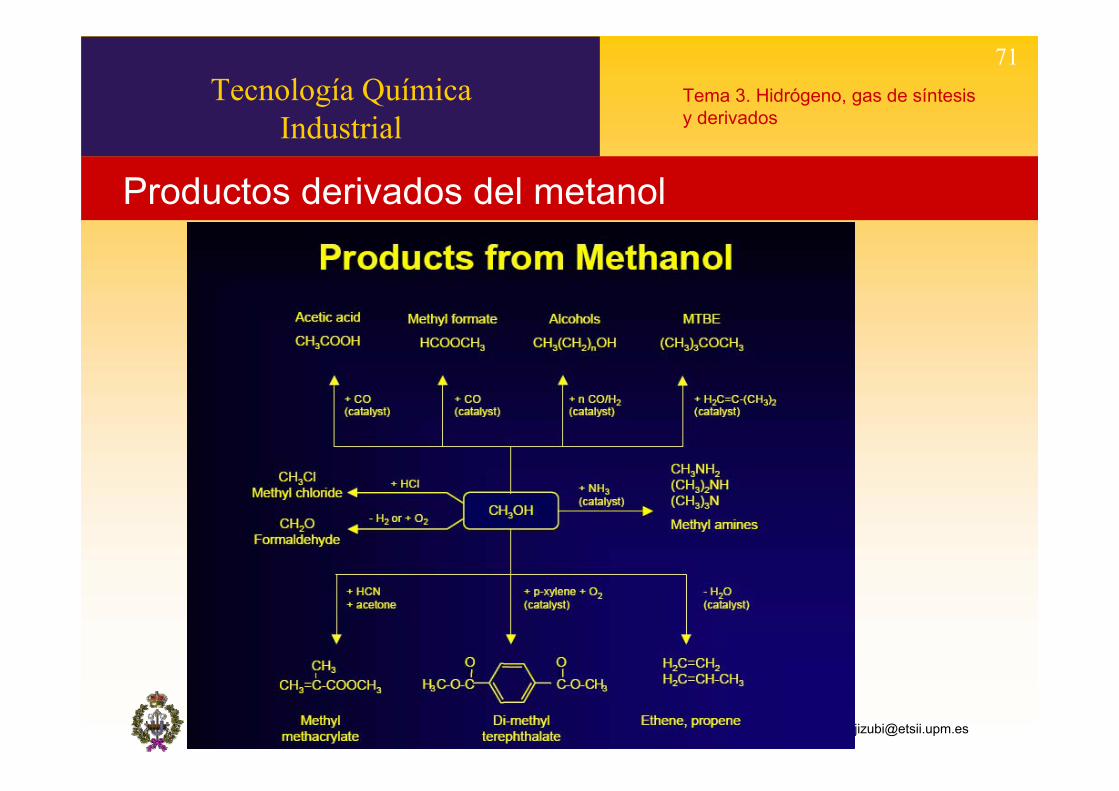
71Tema 3. Hidrógeno, gas de síntesis y derivados
Productos derivados del metanol