tecnologías de los materiales unidad 2- b (otros sólidos
TRANSCRIPT
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 1/32
Tecnologías de los Materiales
Unidad 2- B (Otros Sólidos de importancia industrial) Lecturas complementarias (fecha de revisión 30/05/00)
Polímero
Sustancia que consiste en grandes moléculas formadas por muchas unidades pequeñas que se repiten, llamadas monómeros. El número de unidades que se repiten en una molécula grande se llama grado de polimerización. Los materiales con un grado elevado de polimerización se denominan altos polímeros. Los homopolímeros son polímeros con un solo tipo de unidad que se repite. En los copolímeros se repiten varias unidades distintas.
La mayoría de las sustancias orgánicas presentes en la materia viva, como las proteínas, la madera, la quitina, el caucho y las resinas, son polímeros; también lo son muchos materiales sintéticos como los plásticos, las fibras (véase Nylon; Rayón), los adhesivos, el vidrio y la porcelana.
Estructura de los polímeros
Los polímeros pueden subdividirse en tres o cuatro grupos estructurales. Las moléculas de los polímeros lineales consisten en largas cadenas de monómeros unidas por enlaces como las cuentas de un collar. Ejemplos típicos son el polietileno, el alcohol polivinilo y el cloruro de polivinilo (PVC).
Los polímeros ramificados tienen cadenas secundarias que están unidas a la cadena principal. La ramificación puede ser producida por impurezas o por la presencia de monómeros que tienen varios grupos reactivos. Los polímeros compuestos por monómeros con grupos secundarios que forman parte del monómero, como el poliestireno o el polipropileno, no se consideran polímeros ramificados.
En los polímeros entrecruzados dos o más cadenas están unidas por cadenas secundarias. Con un grado pequeño de entrecruzamiento se obtiene una red poco compacta esencialmente bidimensional. Los grados elevados de entrecruzamiento dan lugar a una estructura compacta tridimensional. El entrecruzamiento es producido normalmente por reacciones químicas. Un ejemplo de estructura entrecruzada bidimensional es el caucho vulcanizado, en el cual los eslabones están formados por átomos de azufre. Los duroplásticos son polímeros entrecruzados con una estructura tan rígida que al calentarse se descomponen o arden en lugar de fundirse.
Síntesis
Existen dos métodos generales para formar moléculas grandes a partir de monómeros pequeños: la polimerización por adición y la polimerización por condensación. En el proceso químico llamado polimerización por adición, los monómeros se unen sin que las moléculas pierdan átomos. Algunos ejemplos de polímeros de adición son el polietileno, el polipropileno, el poliestireno, el etanoato de polivinilo y el politetrafluoroetileno (teflón).
En la polimerización por condensación, los monómeros se unen con la eliminación simultánea de átomos o grupos de átomos. Algunos polímeros de condensación típicos son las poliamidas, los poliésteres y ciertos poliuretanos.
En 1983 se anunció un nuevo método de polimerización por adición llamado polimerización por transferencia de grupo. Un grupo activador dentro de la molécula que inicia el proceso se transfiere al final de la cadena polímera creciente mientras que los monómeros individuales se insertan en el grupo. El método, que se ha utilizado para los plásticos acrílicos, también debería poder ser aplicable a otros plásticos.
Resinas
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 2/32
Término aplicado a un grupo de sustancias orgánicas, líquidas y pegajosas, que normalmente se endurecen por la acción del aire, convirtiéndose en sólidos de aspecto amorfo y brillante. Las resinas naturales son segregadas por muchas plantas, y aparecen en su superficie externa cuando se les hace un corte. De hecho, forman una capa que protege a la planta de organismos patógenos y de una pérdida excesiva de savia a través del corte. Para su obtención comercial, se practica un corte en la corteza del árbol, recogiéndose la resina en pequeños recipientes. El ámbar es una de las numerosas resinas fósiles que se encuentran en depósitos en el suelo. Las resinas naturales presentan un color que puede variar entre el amarillo y el amarillo pardo. Arden con una llama humeante despidiendo un olor aromático. Aunque son químicamente diferentes, todas ellas contienen carbono, hidrógeno y oxígeno. Son insolubles en agua, a diferencia de las gomas que son solubles; también son solubles en alcohol, éter y otros disolventes orgánicos. Las resinas sintéticas son muy parecidas a las resinas naturales (véase Plásticos). La resina natural conocida como laca no es en realidad un producto de las plantas, sino que la forman unos insectos diminutos, los Laccifer lacca, originarios del sureste de Asia. La laca se deposita en los árboles y se recoge para producir barniz de laca.
Las resinas naturales se clasifican en tres categorías principales, dependiendo de su dureza y constitución: resinas duras, oleorresinas y gomorresinas. Las resinas duras, entre las que se encuentran el ámbar, el copal, el lentisco y la sandáraca, son duras, brillantes, inoloras e insípidas, y presentan una fragilidad parecida al vidrio. Se obtienen tanto de fósiles como por destilación de productos derivados de las oleorresinas. La más importante y, posiblemente, la de mayor importancia comercial de todas las resinas es la de trementina, que se usa para encolar o pegar papel, hacer jabón, como ingrediente de barnices y pinturas y para lubricar los arcos de los instrumentos de cuerda. La resina de trementina se obtiene por destilación de la oleorresina trementina. Las oleorresinas son semisólidos amorfos y pegajosos que contienen aceites esenciales. Entre ellas se encuentran, la sangre de drago y el bálsamo de copaiba; la trementina es probablemente la oleorresina más utilizada. El aceite esencial de trementina (aguarrás) se emplea como disolvente para pinturas y barnices, y se usa en la fabricación de productos abrillantadores del calzado y en ceras para sellar. En la época de los barcos a vela, la trementina se utilizaba para calafatear e impermeabilizar. Las resinas como el incienso, la mirra, la benzoína y la asafétida, contienen gomas y se denominan gomorresinas.
Goma
Sustancia gelatinosa exudada por ciertas plantas. Las gomas están compuestas por ácidos orgánicos complejos, llamados ácidos de la goma, o por sus sales. Cuando se hidrolizan, estos ácidos, como la arabina o ácido arábico, dan azúcares (arabinosa, galactosa, xilosa) y ácidos simples. Las gomas tienen consistencia similar a la cola cuando se mojan, pero son duras si están secas. Son incoloras e inodoras y no se disuelven en disolventes orgánicos, aunque son muy solubles en agua. Sirven de base para elaborar mucílagos, se usan en el apresto de tejidos, el estampado de géneros de algodón y como emulgentes y calmantes en medicamentos.
La goma arábiga, un exudado de distintas especies de acacia, es un ejemplo característico de las gomas que contienen arabina. La de mejor calidad se obtiene de las especies Acacia senegal y Acacia arabica, que crecen en el oeste y el norte de África. La goma forma en agua una solución espesa y límpida; si a esta solución se añade alcohol etílico ligeramente acidificado con ácido clorhídrico, se obtiene arabina. De parecidas características es la goma ceresina, exudada por la corteza de varias especies de Prunus, como el cerezo y el ciruelo.
El tragacanto, que se obtiene de varias especies de Astragalus nativas de Turquía e Irán, en particular Astragalus gummifer, es representativo de las gomas que contienen basorina. La gelatina, semejante al tragacanto, absorbe hasta 50 veces su peso en agua y forma un mucílago viscoso. El tragacanto es un tipo de sangre de dragón.
Muchas gomorresinas y otros exudados vegetales reciben a menudo el nombre de gomas. Las gomorresinas son sustancias que contienen goma y resina, por lo cual son sólo solubles en mezclas de agua y alcohol. Las principales gomorresinas son las llamadas gomas de amoníaco, asafétida, benzoína, gálbano, gutagamba, mirra y sandáraca. El látex, del cual proceden el chicle, el caucho y la gutapercha, es una mezcla de gomorresinas, ceras y grasas. Véase también Resinas.
Látex

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 3/32
Fluido lechoso que se encuentra en ciertas células especializadas, llamadas lactíferas, de muchas plantas superiores. El látex es un polímero disperso en agua que consiste en una emulsión compleja formada por proporciones variables de gomas, resinas, taninos, alcaloides, proteínas, almidones, azúcares y aceites. Suele ser de color blanco, pero en algunas plantas es amarillo, anaranjado o rojo. Contienen látex casi todas las especies de las familias Asclepiadáceas, Apocináceas, Sapotáceas, Euforbiáceas, Moráceas, Papaveráceas y Compuestas.
Muchas gomas comerciales, como caucho, balata, guayule, gutapercha, opio y chicle, son productos de látex refinado, aunque ahora se obtienen también por medio de síntesis.
Los botánicos no conocen con exactitud la función que desempeña el látex en el desarrollo. En algunas plantas exuda de las heridas, sobre las que forma una capa protectora. En varias especies es tóxico y sirve de defensa contra los animales.
Caucho o Hule
Sustancia natural o sintética que se caracteriza por su elasticidad, repelencia al agua y resistencia eléctrica. El caucho natural se obtiene de un líquido lechoso de color blanco llamado látex, que se encuentra en numerosas plantas. El caucho sintético se prepara a partir de hidrocarburos insaturados.
Caucho natural
En estado natural, el caucho aparece en forma de suspensión coloidal en el látex de plantas productoras de caucho (véase Coloide). Una de estas plantas es el árbol de la especie Hevea Brasiliensis, de la familia de las Euforbiáceas, originario del Amazonas. Otra planta productora de caucho es el árbol del hule, Castilloa elastica, originario de México (de ahí el nombre de hule), muy utilizado desde la época prehispánica para la fabricación de pelotas, instrumento primordial del juego de pelota, deporte religioso y simbólico que practicaban los antiguos mayas. Indonesia, Malaysia, Tailandia, China y la India producen actualmente alrededor del 90% del caucho natural.
El caucho en bruto obtenido de otras plantas suele estar contaminado por una mezcla de resinas que deben extraerse para que el caucho sea apto para el consumo. Entre estos cauchos se encuentran la gutapercha y la balata, que se extraen de ciertos árboles tropicales.
Recolección del látex
Para recoger el látex de las plantaciones, se practica un corte diagonal en ángulo hacia abajo en la corteza del árbol. El corte tiene una extensión de un tercio o de la mitad de la circunferencia del tronco. El látex exuda desde el corte y se recoge en un recipiente. La cantidad de látex que se extrae de cada corte suele ser de unos 30 ml. Después se arranca un trozo de corteza de la base del tronco para volver a tapar el corte, normalmente al día siguiente. Cuando los cortes llegan hasta el suelo, se deja que la corteza se renueve antes de practicar nuevos cortes. Se plantan unos 250 árboles por hectárea, y la cosecha anual de caucho bruto en seco suele ser de unos 450 kg por hectárea. En árboles de alto rendimiento la producción anual puede llegar a 2.225 kg por hectárea, y se ha conseguido desarrollar ejemplares experimentales que alcanzan los 3.335 kg por hectárea. El látex extraído se tamiza, se diluye en agua y se trata con ácido para que las partículas en suspensión del caucho en el látex se aglutinen. Se prensa con unos rodillos para darle forma de capas de caucho de un espesor de 0,6 cm, y se seca al aire o con humo para su distribución.
Propiedades físicas y químicas
El caucho bruto en estado natural es un hidrocarburo blanco o incoloro. El compuesto de caucho más simple es el isopreno o 2-metilbutadieno, cuya fórmula química es C5H8. A la temperatura del aire líquido, alrededor de -195ºC, el caucho puro es un sólido duro y transparente. De 0 a 10ºC es frágil y opaco, y por encima de 20ºC se vuelve blando, flexible y translúcido. Al amasarlo mecánicamente, o al calentarlo por encima de 50ºC, el caucho adquiere una textura de plástico pegajoso. A temperaturas de 200ºC o superiores se descompone.
El caucho puro es insoluble en agua, álcali o ácidos débiles, y soluble en benceno, petróleo, hidrocarburos clorados y disulfuro de carbono. Con agentes oxidantes químicos se oxida rápidamente, pero con el oxígeno de la atmósfera lo hace lentamente.
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 4/32
Origen histórico
Algunas propiedades y usos del caucho ya eran conocidas por los indígenas del continente americano mucho antes de que, en 1492, los viajes de Colón llevaran el caucho a Europa. Los indios peruanos lo llamaban cauchuc, 'impermeable', de ahí su nombre. Durante muchos años, los españoles intentaron imitar los productos resistentes al agua de los nativos (calzados, abrigos y capas) sin éxito. El caucho fue en Europa una mera curiosidad de museo durante los dos siglos posteriores.
En 1731, el gobierno francés envió en una expedición geográfica a América del Sur, al geógrafo matemático Charles Marie de La Condamine. En el año 1736, hizo llegar a Francia varios rollos de caucho crudo junto con una descripción de los productos que fabricaban con ello las tribus del valle del Amazonas. Esto reavivó el interés científico por el caucho y sus propiedades. En 1770, el químico británico Joseph Priestley descubrió que frotando con caucho se borraban las marcas y trazos hechos con lápices, y de ahí surgió su nombre en inglés, rubber. La primera aplicación comercial del caucho la inició en 1791 el fabricante inglés Samuel Peal, que patentó un método para impermeabilizar tejidos, tratándolos con caucho disuelto en trementina. Charles Macintosh, químico e inventor británico, fundó en 1823 una fábrica en Glasgow para manufacturar tejidos impermeables y ropa para la lluvia, que lleva desde entonces su nombre.
Plantaciones de caucho
Durante la mayor parte del siglo XIX, los árboles tropicales de América del Sur continuaron siendo la fuente principal de obtención del caucho. En 1876, el explorador británico Henry Wickham recolectó unas 70.000 semillas del H. brasiliensis y, a pesar del rígido embargo que había, logró sacarlas de contrabando fuera de Brasil. Consiguió germinarlas con éxito en los invernaderos de los Reales Jardines Botánicos de Londres y las empleó para establecer plantaciones en Ceilán, y posteriormente en otras regiones tropicales de Asia. Desde entonces se han creado plantaciones similares, en un área que se extiende unos 1.100 km a ambos lados del ecuador. Aproximadamente un 99% de las plantaciones de caucho están localizadas en el Sureste asiático. Intentos de introducir plantaciones en zonas tropicales de Occidente han fracasado a causa de la desaparición de árboles por una plaga en sus hojas.
Desarrollo de los procesos de producción
En 1834, el químico alemán Friedrich Ludersdorf y el químico estadounidense Nathaniel Hayward descubrieron que si le añadían azufre a la goma de caucho, reducían y eliminaban la pegajosidad de los artículos de caucho. En 1839, el inventor estadounidense Charles Goodyear, basándose en las averiguaciones de los químicos anteriores, descubrió que cociendo caucho con azufre desaparecían las propiedades no deseables del caucho, en un proceso denominado vulcanización. El caucho vulcanizado tiene más fuerza, elasticidad y mayor resistencia a los cambios de temperatura que el no vulcanizado; además es impermeable a los gases y resistente a la abrasión, acción química, calor y electricidad. También posee un alto coeficiente de rozamiento en superficies secas y un bajo coeficiente de rozamiento en superficies mojadas por agua.
Recuperación de desechos
Poco después de la invención de la llanta de neumático en 1877, el fabricante estadounidense Chapman Mitchel fundó una nueva rama de la industria introduciendo un proceso de recuperación del caucho de desecho con ácido, reciclándolo para usarlo en nuevos productos. Para ello empleó ácido sulfúrico que destruye los tejidos incorporados al caucho, y después, al calentarlo, consiguió que el caucho adquiriera la plasticidad suficiente para incorporarlo en lotes de caucho crudo. Alrededor de 1905, el químico estadounidense Arthur H. Marks inventó el proceso de recuperación alcalina y estableció el primer laboratorio de fábrica de caucho. Este método permitió la producción de grandes cantidades de caucho, de gran demanda, sin rebajar sustancialmente la calidad del producto acabado. Al año siguiente, el químico estadounidense George Oenslager, que trabajaba en el laboratorio de Marks investigando el uso de caucho de baja graduación en los procesos de manufacturación, descubrió los aceleradores orgánicos de la vulcanización, como la fenilamina y la tiocarbanilida. Estos aceleradores no sólo reducían en un 60-80% el tiempo necesario de calentamiento para la vulcanización, sino que además mejoraban la calidad del producto.
Prolongación de la vida del caucho
El siguiente gran avance en la tecnología del caucho llegó una década más tarde con la invención del horno acelerador de la vida del caucho para medir su deterioro. Este horno conseguía
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 5/32
duplicar en pocos días los resultados de años de uso corriente. Ello permitió a los técnicos medir rápidamente el deterioro causado por ciertas condiciones, en especial la exposición al oxígeno de la atmósfera. El uso de estos hornos llevó a los científicos a añadir agentes antioxidantes al caucho, consiguiendo prolongar la vida de productos como los neumáticos de los automóviles. En pocos años surgieron nuevos compuestos químicos que ralentizaron marcadamente el deterioro de artículos de caucho blando como guantes, láminas y tuberías.
Otro desarrollo en la tecnología del caucho ha sido el empleo de látex no coagulado. Se desarrollaron métodos para moldear el caucho en fibras finas para emplearlas en la manufactura de tejidos, como los usados para ropa elástica, y también para el electrochapado del caucho en metales y otros materiales.
Procesos de fabricación modernos
En la fabricación moderna de artículos de caucho natural se trata el caucho en máquinas con otras sustancias. La mezcla se procesa mecánicamente sobre una base o se moldea, colocándose luego en moldes para su posterior vulcanizado.
Las fuentes principales del caucho puro son las láminas y planchas del látex de las plantaciones del árbol Hevea, además del látex no coagulado empleado en algunas industrias. El caucho reciclado, calentado con álcali durante 12 o 30 horas, puede emplearse como adulterante del caucho crudo para rebajar el precio final del producto. La cantidad de caucho reciclado que se puede utilizar dependerá de la calidad del artículo que se quiera fabricar.
Aditivos
En la mayoría de los casos, el caucho bruto se mezcla con numerosas sustancias que modifican sus características. Existen sustancias aditivas que estiran el caucho pero no lo endurecen materialmente, como el carbonato de calcio y la baritina o sulfato de bario. Otros aditivos reforzantes también se añaden para dar dureza al producto final, como el negro de humo, óxido de cinc, carbonato de magnesio y ciertas arcillas. Otras sustancias que se emplean son pigmentos, como el óxido de cinc, el litopón y muchos tintes orgánicos, y ablandadores, que se usan cuando el caucho es demasiado rígido para mezclarse con otras sustancias, como son ciertos derivados del petróleo (aceites y ceras), la brea de pino o los ácidos grasos.
El principal agente vulcanizante sigue siendo el azufre. El selenio y el teluro también se emplean, pero generalmente con una elevada proporción de azufre. En la fase de calentamiento del proceso de vulcanización, se mezcla el azufre con el caucho a la vez que con el resto de aditivos. La proporción azufre-caucho varía entre un 1:40 para el caucho blando hasta un 1:1 en el caucho duro. La vulcanización en frío, que se utiliza para fabricar artículos de caucho blando como guantes y artículos de lencería, se lleva a cabo por exposición al vapor de cloruro de azufre (S2Cl2). Los agentes aceleradores de la vulcanización que se empleaban en un principio eran solamente óxidos metálicos como el blanco de plomo y la cal. A partir de los descubrimientos de Oenslager se empezaron a utilizar una gran variedad de aminas orgánicas.
Máquinas masticadoras
Antes de mezclarlo con otras sustancias, el caucho es sometido a un proceso de trituración, llamado masticación, que lo vuelve suave, pegajoso y plástico. En este estado el caucho está en mejores condiciones para mezclarse con otras sustancias como pigmentos, agentes vulcanizantes y otros aditivos secos.
Máquinas mezcladoras
El siguiente paso del proceso son las máquinas mezcladoras. Éstas se asemejan a las máquinas masticadoras, ya que en ambos casos tienen dos rodillos, pero en las mezcladoras estos giran en direcciones opuestas, y en las masticadoras los rodillos giran en la misma dirección pero a diferente velocidad. También se utilizan máquinas mezcladoras de cilindros cerrados, para elaborar disoluciones y pegamentos de caucho mezclado con disolventes. Estos productos líquidos del caucho se emplean en tejidos impermeables y en artículos a los que se da forma introduciendo un molde en la disolución, como en el caso de los guantes de goma. Sin embargo, en la mayoría de los casos, los ingredientes se mezclan en frío para su posterior satinación, extrusión u otro proceso previo a la vulcanización.
Satinación
Una vez plastificado y mezclado con otros ingredientes, el caucho pasa a un proceso de satinación o extrusión, dependiendo del uso que se le quiera dar. Las satinadoras son máquinas que consisten en tres, cuatro o cinco rodillos del mismo diámetro. La velocidad de rotación y la
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 6/32
distancia entre los rodillos son regulables, según el producto que se desee elaborar. Las satinadoras se usan para producir láminas de caucho con o sin dibujos, como las estrías en los neumáticos de los automóviles; para comprimir el caucho y darle textura de tejidos o cuerdas, y para revestimiento del caucho con más capas. Los productos obtenidos con las satinadoras pasan generalmente por otros procesos, como en el caso de la fabricación de neumáticos, antes de su vulcanización.
Extrusión
En este proceso se prensa el caucho a través de troqueles, haciendo tiras aplastadas, tubulares o de una forma determinada. Se emplea este proceso en la fabricación de tuberías, mangueras y en productos para sellar puertas y ventanas. También existen procesos de extrusión específicos para el revestimiento de fibras en forma de tubo para mangueras a presión.
Vulcanización
Una vez fabricados, la mayoría de los productos del caucho se vulcanizan bajo presión y alta temperatura. Muchos productos se vulcanizan en moldes y se comprimen en presas hidráulicas, aunque la presión necesaria para una vulcanización eficaz se puede conseguir sometiendo el caucho a la presión externa o interna del vapor durante el calentamiento. Algunos tipos de mangueras para jardinería están revestidas con plomo, y se vulcanizan haciendo pasar vapor a alta presión por la abertura de la manguera, comprimiéndose la manguera de caucho contra el plomo. Una vez acabado el proceso, el plomo se saca de la manguera y se funde para volverlo a usar. Del mismo modo se emplea el revestimiento de estaño para producir ciertos tipos de aislamiento eléctrico de alta capacidad.
Espuma de caucho y productos moldeados
La espuma de caucho se elabora directamente a partir del látex con sustancias emulsionantes. Se bate mecánicamente la mezcla en una máquina espumante, formando una espuma con millones de burbujas de aire, que se vierte en moldes y se vulcaniza por calentamiento para fabricar objetos como colchones y almohadas. El látex puede moldearse para hacer artículos como juguetes o guantes de goma, introduciendo moldes de porcelana o de yeso blanco en látex concentrado. Una capa de látex se adhiere al molde y se extrae después de la vulcanización.
Aplicaciones
Comparado con el caucho vulcanizado, el caucho no tratado tiene muy pocas aplicaciones. Se usa en cementos, cintas aislantes, cintas adhesivas y como aislante para mantas y zapatos. El caucho vulcanizado tiene otras muchas aplicaciones. Por su resistencia a la abrasión, el caucho blando se utiliza en los dibujos de los neumáticos de los automóviles y en las cintas transportadoras; el caucho duro se emplea para fabricar carcasas de equipos de bombeo y las tuberías utilizadas para perforaciones con lodos abrasivos.
Por su flexibilidad, se utiliza frecuentemente para fabricar mangueras, neumáticos y rodillos para una amplia variedad de máquinas, desde los rodillos para escurrir la ropa hasta los instalados en las rotativas e imprentas. Por su elasticidad se usa en varios tipos de amortiguadores y mecanismos de las carcasas de máquinas para reducir las vibraciones. Al ser relativamente impermeable a los gases se emplea para fabricar mangueras de aire, globos y colchones. Su resistencia al agua y a la mayoría de los productos químicos líquidos se aprovecha para fabricar ropa impermeable, trajes de buceo, tubos para química y medicina, revestimientos de tanques de almacenamiento, máquinas procesadoras y vagones aljibes para trenes. Por su resistencia a la electricidad el caucho blando se utiliza en materiales aislantes, guantes protectores, zapatos y mantas, y el caucho duro se usa para las carcasas de teléfonos, piezas de aparatos de radio, medidores y otros instrumentos eléctricos. El coeficiente de rozamiento del caucho, alto en superficies secas y bajo en superficies húmedas, se aprovecha para correas de transmisión y cojinetes lubricados con agua en bombas para pozos profundos.
Producción del caucho
La extensión de las zonas dedicadas al cultivo del caucho alcanzó su apogeo en los años inmediatamente anteriores a la IIGuerra Mundial (1939-1945). En las posesiones británicas de la India, Ceilán (hoy Sri Lanka), Malaysia y el archipiélago Malayo, las plantaciones llegaron a ocupar cerca de 1.820.000 hectáreas. En las Indias Orientales bajo dominio holandés (hoy Indonesia), una
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 7/32
extensión de cultivos de 1.420.000 hectáreas completaban las 3.640.000 hectáreas del total mundial, antes de la gran destrucción de cultivos del Lejano Oriente durante la II Guerra Mundial.
La importancia política y económica del caucho natural se puso en evidencia durante la IIGuerra Mundial cuando se terminó el suministro. Este fenómeno aceleró el desarrollo del caucho sintético en algunos países. En 1990, la producción mundial de caucho superó los 15 millones de toneladas métricas, de las cuales 10 millones fueron de caucho sintético.
Caucho sintético
Puede llamarse caucho sintético a toda sustancia elaborada artificialmente que se parezca al caucho natural. Se obtiene por reacciones químicas, conocidas como condensación o polimerización, a partir de determinados hidrocarburos insaturados. Los compuestos básicos del caucho sintético llamados monómeros, tienen una masa molecular relativamente baja y forman moléculas gigantes denominadas polímeros. Después de su fabricación, el caucho sintético se vulcaniza.
Desarrollo
El origen de la tecnología del caucho sintético se puede situar en 1860, cuando el químico británico Charles Hanson Greville Williams descubrió que el caucho natural era un polímero del monómero isopreno, cuya fórmula química es CH2-C(CH3)CH-CH2. Durante los setenta años siguientes se trabajó en el laboratorio para sintetizar caucho utilizando isopreno como monómero. También se investigaron otros monómeros, y durante la IGuerra Mundial químicos alemanes polimerizaron dimetilbutadieno (de fórmula CH2-C(CH3)C(CH3)-CH2), y consiguieron sintetizar un caucho llamado caucho de metilo, de pocas aplicaciones.
Hubo que esperar hasta 1930 para que dos químicos, el estadounidense Wallace Hume Carothers y el alemán Hermann Staudinger, investigaran y contribuyeran al descubrimiento de los polímeros como moléculas gigantes, en cadena, compuestas de un gran número de monómeros. Entonces se consiguió sintetizar caucho de monómeros distintos al isopreno.
La investigación iniciada en Estados Unidos durante la II Guerra Mundial condujo a la síntesis de un polímero de isopreno con una composición química idéntica al caucho natural.
Tipos de caucho sintético
Se producen varios tipos de caucho sintético: neopreno, buna, caucho de butilo y otros cauchos especiales.
Neopreno
Uno de los primeros cauchos sintéticos logrados gracias a la investigación de Carothers fue el neopreno, el polímero del monómero cloropreno, de fórmula química CH 2-C(Cl)CH-CH 2. Las materias primas del cloropreno son el etino y el ácido clorhídrico. El neopreno fue desarrollado en 1931 y es resistente al calor y a productos químicos como aceites y petróleo. Se emplea en tuberías de conducción de petróleo y como aislante para cables y maquinaria.
Buna o caucho artificial
Químicos alemanes sintetizaron en 1935 el primero de una serie de cauchos sintéticos llamados Buna, obtenidos por copolimerización, que consiste en la polimerización de dos monómeros denominados comonómeros. La palabra Buna se deriva de las letras iniciales de butadieno, uno de los comonómeros, y natrium (sodio), empleado como catalizador. En el Buna-N, el otro comonómero es el acrilonitrilo (CH2-CH(CN)), que se produce a partir del ácido cianhídrico. El Buna-N es muy útil en aquellos casos que se requiere resistencia a la acción de aceites y a la abrasión. También se obtiene caucho industrialmente por copolimerización de butadieno y estireno.
Caucho de butilo
Este tipo de caucho sintético, producido por primera vez en 1949, se obtiene por copolimerización de isobutileno con butadieno o isopreno. Es un plástico y puede trabajarse como el caucho natural, pero es difícil de vulcanizar. Aunque no es tan flexible como el caucho natural y otros sintéticos, es muy resistente a la oxidación y a la acción de productos corrosivos. Debido a su baja permeabilidad a los gases, se utiliza en los tubos interiores de las llantas de automóviles.
Otras clases de cauchos especiales
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 8/32
Se han desarrollado numerosos tipos de cauchos con propiedades específicas para aplicaciones y usos especiales. Uno de estos cauchos especiales es el coroseal, un polímero de cloruro de vinilo (CH2-CHCl). Estos polímeros son resistentes al calor, la corrosión y la electricidad, y no se deterioran por la acción de la luz ni por un almacenamiento prolongado. El coroseal no se puede vulcanizar, pero mientras no se le someta a altas temperaturas, se muestra más resistente a la abrasión que el caucho natural o el cuero.
Otro tipo de caucho especial es el tiocol, que se obtiene por copolimerización de dicloruro de etileno (CHCl-CHCl) y tetrasulfuro de sodio (Na2S4). Puede trabajarse y vulcanizarse como el caucho natural y es resistente a la acción de los aceites y los disolventes orgánicos usados en barnices; se emplea para aislamientos eléctricos pues no se deteriora con la luz ni la electricidad.
Muchos otros tipos de caucho sintético se producen con métodos parecidos a los antes descritos. Algunos cambios introducidos en los procesos de polimerización han mejorado la calidad de los productos y abaratado costes. Uno de los mayores avances ha sido la utilización del petróleo como aditivo, bajando los costes al poder conservarse grandes cantidades de caucho sintético almacenado. Gracias a ello se ha conseguido fabricar neumáticos de larga duración. Otros dos avances importantes son el desarrollo de la espuma de caucho sintética, que se usa en tapicería, colchones y almohadas, y el caucho bruto de superficie arrugada para la industria del calzado.
Plásticos
Materiales poliméricos orgánicos (los compuestos por moléculas orgánicas gigantes) que son plásticos, es decir, que pueden deformarse hasta conseguir una forma deseada por medio de extrusión, moldeo, fundición en moldes o hilado. Las moléculas pueden ser de origen natural, por ejemplo la celulosa, la cera y el caucho (hule) natural, o sintéticas, como el polietileno y el nailon. Los materiales empleados en su fabricación son resinas en forma de bolitas o polvo o en solución. Con estos materiales se fabrican los plásticos terminados.
Los plásticos se caracterizan por una relación resistencia/densidad alta, unas propiedades excelentes para el aislamiento térmico y eléctrico y una buena resistencia a los ácidos, álcalis y disolventes. Las enormes moléculas de las que están compuestos pueden ser lineales, ramificadas o entrelazadas, dependiendo del tipo de plástico. Las moléculas lineales y ramificadas son termoplásticas (se ablandan con el calor), mientras que las entrelazadas son termoendurecibles (se endurecen con el calor).
El desarrollo de estas sustancias se inició en 1860, cuando el fabricante estadounidense de bolas de billar Phelan and Collander ofreció una recompensa de 10.000 dólares a quien consiguiera un sustituto aceptable del marfil natural. Una de las personas que optaron al premio fue el inventor estadounidense Wesley Hyatt, quien desarrolló un método de procesamiento a presión de la piroxilina, un nitrato de celulosa de baja nitración tratado previamente con alcanfor y una cantidad mínima de disolvente de alcohol. Si bien Hyatt no ganó el premio, su producto, patentado con el nombre de celuloide, se utilizó para fabricar diferentes objetos, desde placas dentales a cuellos de camisa. El celuloide tuvo un notable éxito comercial a pesar de ser inflamable y de su deterioro al exponerlo a la luz.
Durante las décadas siguientes aparecieron de forma gradual más tipos de plásticos. Se inventaron los primeros plásticos totalmente sintéticos: un grupo de resinas desarrollado hacia 1906 por el químico estadounidense de origen belga Leo Hendrik Baekeland, y comercializado con el nombre de baquelita. Entre los productos desarrollados durante este periodo están los polímeros naturales alterados, como el rayón, fabricado a partir de productos de celulosa.
En 1920 se produjo un acontecimiento que marcaría la pauta en el desarrollo de materiales plásticos. El químico alemán Hermann Staudinger aventuró que éstos se componían en realidad de moléculas gigantes. Los esfuerzos dedicados a probar esta afirmación iniciaron numerosas investigaciones científicas que produjeron enormes avances en esta parte de la química. En las décadas de 1920 y 1930 apareció un buen número de nuevos productos, como el etanoato de celulosa (llamado originalmente acetato de celulosa), utilizado en el moldeo de resinas y fibras; el cloruro de polivinilo (PVC), empleado en tuberías, recubrimientos de vinilo y aplicaciones eléctricas y la resina acrílica, desarrollada como un pegamento para vidrio laminado.
Uno de los plásticos más populares desarrollados durante este periodo es el metacrilato de metilo polimerizado, que se comercializó en Gran Bretaña con el nombre de Perspex y como Lucite en Estados Unidos, y que se conoce en español como plexiglás. Este material tiene unas propiedades ópticas excelentes; puede utilizarse para gafas y lentes, o en el alumbrado público o publicitario. Las resinas de poliestireno, comercializadas alrededor de 1937, se caracterizan por su alta resistencia a la alteración química y mecánica a bajas temperaturas y por su muy limitada absorción de agua. Estas propiedades hacen del poliestireno un material adecuado para aislamientos y accesorios utilizados a bajas temperaturas, como en instalaciones de refrigeración y
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 9/32
en aeronaves destinadas a los vuelos a gran altura. El PTFE (politetrafluoretileno), sintetizado por primera vez en 1938, se comercializó con el nombre de teflón en 1950. Otro descubrimiento fundamental en la década de 1930 fue la síntesis del nailon, el primer plástico de ingeniería de alto rendimiento.
Durante la II Guerra Mundial, tanto los aliados como las fuerzas del Eje sufrieron reducciones en sus suministros de materias primas. La industria de los plásticos demostró ser una fuente inagotable de sustitutos aceptables. Alemania, por ejemplo, que perdió sus fuentes naturales de látex, inició un gran programa que llevó al desarrollo de un caucho sintético utilizable. La entrada de Japón en el conflicto mundial cortó los suministros de caucho natural, seda y muchos metales asiáticos a Estados Unidos. La respuesta estadounidense fue la intensificación del desarrollo y la producción de plásticos. El nailon se convirtió en una fuente principal de fibras textiles, los poliésteres se utilizaron en la fabricación de blindajes y otros materiales bélicos, y se produjeron en grandes cantidades varios tipos de caucho sintético.
Durante los años de la posguerra se mantuvo el elevado ritmo de los descubrimientos y desarrollos de la industria de los plásticos. Tuvieron especial interés los avances en plásticos técnicos, como los policarbonatos, los acetatos y las poliamidas. Se utilizaron otros materiales sintéticos en lugar de los metales en componentes para maquinaria, cascos de seguridad, aparatos a altas temperaturas y muchos otros productos empleados en lugares con condiciones ambientales extremas. En 1953, el químico alemán Karl Ziegler desarrolló el polietileno, y en 1954 el italiano Giulio Natta desarrolló el polipropileno, que son los dos plásticos más utilizados en la actualidad. Una década más tarde, estos dos químicos compartieron el Premio Nobel de Química de 1963 por sus estudios acerca de los polímeros.
Tipos de plásticos
Puede establecerse la siguiente clasificación: por el proceso de polimerización, por la forma en que puede procesarse y por su naturaleza química.
Polimerización
Dos procesos básicos de la producción de resinas son la condensación y las reacciones de adición. La condensación produce varias longitudes de polímeros, mientras que las reacciones de adición producen longitudes específicas. Por otro lado, las polimerizaciones por condensación generan subproductos en pequeñas cantidades, como agua, amoníaco y glicol, mientras las reacciones de adición no producen ningún subproducto. Algunos polímeros típicos de condensación son el nailon, los poliuretanos y los poliésteres. Entre los polímeros de adición se encuentran el polietileno, el polipropileno, el cloruro de polivinilo y el poliestireno. Las masas moleculares medias de los polímeros de adición son generalmente mayores que las de los polímeros de condensación.
Posibilidades de proceso
El plástico se procesa de formas distintas, según sea termoplástico o termoendurecible. Los termoplásticos, compuestos de polímeros lineales o ramificados, pueden fundirse. Se ablandan cuando se calientan y se endurecen al enfriarse. Lo mismo ocurre con los plásticos termoendurecibles que están poco entrelazados. No obstante, la mayoría de los termoendurecibles ganan en dureza cuando se calientan. El entrelazado final que vuelve rígidos a los termoendurecibles se produce cuando se ha dado forma al plástico.
Naturaleza química
La naturaleza química de un plástico depende del monómero (la unidad repetitiva) que compone la cadena del polímero. Por ejemplo, las poliolefinas están compuestas de monómeros de olefinas, que son hidrocarburos de cadena abierta con al menos un doble enlace. El polietileno es una poliolefina. Su monómero es el etileno. Otros tipos de polímeros son los acrílicos (como el polimetacrilato), los estirenos (como el poliestireno), los halogenuros de vinilo (como el cloruro de polivinilo), los poliésteres, los poliuretanos, las poliamidas (como el nailon), los poliéteres, los acetatos y las resinas fenólicas, celulósicas o de aminas.

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 10/32
Fabricación
La fabricación de los plásticos y sus manufacturados implica cuatro pasos básicos: obtención de las materias primas, síntesis del polímero básico, aglomeración del polímero como un producto utilizable industrialmente y moldeo o deformación del plástico a su forma definitiva.
Materias primas
En un principio, la mayoría de los plásticos se fabricaban con resinas de origen vegetal, como la celulosa (del algodón), el furfural (de la cáscara de la avena), aceites (de semillas), derivados del almidón o el carbón. La caseína de la leche era uno de los materiales no vegetales utilizados. A pesar de que la producción del nailon se basaba originalmente en el carbón, el aire y el agua, y de que el nailon 11 se fabrique todavía con semillas de ricino, la mayoría de los plásticos se elaboran hoy con derivados del petróleo. Las materias primas derivadas del petróleo son tan baratas como abundantes. No obstante, dado que las existencias mundiales de petróleo tienen un límite, se están investigando otras fuentes de materias primas, como la gasificación del carbón.
Síntesis del polímero
El primer paso en la fabricación de un plástico es la polimerización. Como se comentaba anteriormente, los dos métodos básicos de polimerización son la condensación y las reacciones de adición. Estos métodos pueden llevarse a cabo de varias maneras. En la polimerización en masa se polimeriza sólo el monómero, por lo general en una fase gaseosa o líquida, si bien se realizan también algunas polimerizaciones en estado sólido. Mediante la polimerización en solución se forma una emulsión que se coagula seguidamente. En la polimerización por interfase los monómeros se disuelven en dos líquidos inmiscibles y la polimerización tiene lugar en la interfaz entre los dos líquidos.
Aditivos
Con frecuencia se utilizan aditivos químicos para conseguir una propiedad determinada. Por ejemplo, los antioxidantes protegen el polímero de degradaciones químicas causadas por el oxígeno o el ozono. De una forma parecida, los estabilizadores ultravioleta lo protegen de la intemperie. Los plastificantes producen un polímero más flexible, los lubricantes reducen la fricción y los pigmentos colorean los plásticos. Algunas sustancias ignífugas y antiestáticas se utilizan también como aditivos.
Muchos plásticos se fabrican en forma de material compuesto, lo que implica la utilización de algún material de refuerzo (normalmente fibras de vidrio o de carbono) a la matriz de la resina plástica. Los materiales compuestos tienen la resistencia y la estabilidad de los metales, pero por lo general son más ligeros. Las espumas plásticas, un material compuesto de plástico y gas, proporcionan una masa de gran tamaño pero muy ligera.
Forma y acabado
Las técnicas empleadas para conseguir la forma final y el acabado de los plásticos dependen de tres factores: tiempo, temperatura y fluencia (conocido como deformación). La naturaleza de muchos de estos procesos es cíclica, si bien algunos pueden clasificarse como continuos o semicontinuos.
Una de las operaciones más comunes es la extrusión. Una máquina de extrusión consiste en un aparato que bombea el plástico a través de un molde con la forma deseada. Los productos extrusionados, como por ejemplo los tubos, tienen una sección con forma regular. La máquina de extrusión también realiza otras operaciones, como moldeo por soplado o moldeo por inyección.
Otros procesos utilizados son el moldeo por compresión, en el que la presión fuerza al plástico a adoptar una forma concreta, y el moldeo por transferencia, en el que un pistón introduce el plástico fundido a presión en un molde. El calandrado es otra técnica mediante la que se forman

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 11/32
hojas de plástico. Algunos plásticos, y en particular los que tienen una elevada resistencia a la temperatura, requieren procesos de fabricación especiales. Por ejemplo, el politetrafluoretileno tiene una viscosidad de fundición tan alta que debe ser prensado para conseguir la forma deseada, y sinterizado, es decir, expuesto a temperaturas extremadamente altas que convierten el plástico en una masa cohesionada sin necesidad de fundirlo.
Aplicaciones
Los plásticos tienen cada vez más aplicaciones en los sectores industriales y de consumo.
Empaquetado
Una de las aplicaciones principales del plástico es el empaquetado. Se comercializa una buena cantidad de LDPE (polietileno de baja densidad) en forma de rollos de plástico transparente para envoltorios. El polietileno de alta densidad (HPDE) se usa para películas plásticas más gruesas, como la que se emplea en las bolsas de basura. Se utilizan también en el empaquetado, el polipropileno, el poliestireno, el cloruro de polivinilo (PVC) y el cloruro de polivinilideno. Este último se usa en aplicaciones que requieren estanqueidad, ya que no permite el paso de gases (por ejemplo, el oxígeno) hacia dentro o hacia fuera del paquete. De la misma forma, el polipropileno es una buena barrera contra el vapor de agua; tiene aplicaciones domésticas y se emplea en forma de fibra para fabricar alfombras y sogas.
Construcción
La construcción es otro de los sectores que más utilizan todo tipo de plásticos, incluidos los de empaquetado descritos anteriormente. El HPDE se usa en tuberías, del mismo modo que el PVC. Éste se emplea también en forma de hoja como material de construcción. Muchos plásticos se utilizan para aislar cables e hilos, y el poliestireno aplicado en forma de espuma sirve para aislar paredes y techos. También se hacen con plástico marcos para puertas, ventanas y techos, molduras y otros artículos.
Otras aplicaciones
Otros sectores industriales, en especial la fabricación de motores, dependen también de estas sustancias. Algunos plásticos muy resistentes se utilizan para fabricar piezas de motores, como colectores de toma de aire, tubos de combustible, botes de emisión, bombas de combustible y aparatos electrónicos. Muchas carrocerías de automóviles están hechas con plástico reforzado con fibra de vidrio.
Los plásticos se emplean también para fabricar carcasas para equipos de oficina, dispositivos electrónicos, accesorios pequeños y herramientas. Entre las aplicaciones del plástico en productos de consumo se encuentran los juguetes, las maletas y artículos deportivos.
Salud y riesgos para el entorno
Dado que los plásticos son relativamente inertes, los productos terminados no representan ningún peligro para el fabricante o el usuario. Sin embargo, se ha demostrado que algunos monómeros utilizados en la fabricación de plásticos producen cáncer. De igual forma, el benceno, una materia prima en la fabricación del nailon, es un carcinógeno. Los problemas de la industria del plástico son similares a los de la industria química en general.
La mayoría de los plásticos sintéticos no pueden ser degradados por el entorno. Al contrario que la madera, el papel, las fibras naturales o incluso el metal y el vidrio, no se oxidan ni se descomponen con el tiempo. Se han desarrollado algunos plásticos degradables, pero ninguno ha demostrado ser válido para las condiciones requeridas en la mayoría de los vertederos de basuras. En definitiva, la eliminación de los plásticos representa un problema medioambiental. El método más práctico para solucionar este problema es el reciclaje, que se utiliza, por ejemplo, con las botellas de bebidas gaseosas fabricadas con tereftalato de polietileno. En este caso, el reciclaje es un proceso bastante sencillo. Se están desarrollando soluciones más complejas para el tratamiento

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 12/32
de los plásticos mezclados de la basura, que constituyen una parte muy visible, si bien relativamente pequeña, de los residuos sólidos.
Nailon o Nilón
Término aplicado a una resina sintética utilizada en fibras textiles, caracterizada por una gran resistencia, dureza y elasticidad. Se procesa también en forma de cerdas y productos moldeados. El nailon fue desarrollado en la década de 1930 por científicos de Eleuthère Irénée du Pont de Nemours, dirigidos por el químico estadounidense Wallace Hume Carothers. Por lo general se fabrica polimerizando ácido adípico y hexametildiamina, un derivado de las aminas (véase Polímero). El ácido adípico es un derivado del fenol. La hexametildiamina se consigue tratando catalíticamente el ácido adípico con amoníaco e hidrogenando el producto resultante (véase Hidrogenación). El nailon no se disuelve en agua ni en disolventes orgánicos convencionales. Se disuelve en fenol, cresol y ácido fórmico, y funde a 263 ºC.
El nailon, que se obtiene en forma de un material duro similar al marfil, se funde y se hace pasar por los orificios de un disco de metal. Los filamentos se solidifican con un chorro de aire y se estiran hasta hacerlos cuatro veces más largos. El diámetro de los filamentos se controla modificando la velocidad a la que se bombea el nailon a través de los orificios y la velocidad con que se tira de ellos. Es posible hacer con nailon filamentos mucho más finos que los de las fibras convencionales. Las fibras pueden tener el brillo y la apariencia de la seda o el aspecto de fibras naturales como el algodón. Su resistencia a la tensión es mucho mayor que la de la lana, la seda, el rayón o el algodón. Es posible aplicar tintes a la masa fundida de nailon o al tejido o la fibra ya terminados.
El nailon fabricado con otros ácidos o aminas se parece al descrito anteriormente.
El nailon se utiliza, por ejemplo, para fabricar medias, ropa de noche, ropa interior, blusas, camisas e impermeables. Este tipo de fibra no deja pasar el agua, se seca rápidamente cuando se lava y no suele requerir planchado. Se usa también para fabricar paracaídas, redes contra insectos, suturas para cirugía, cuerdas para raquetas de tenis, cerdas para cepillos, sogas, redes de pesca y sedal. El nailon moldeado se utiliza en aislamientos, peines, menaje y piezas para maquinaria.
Madera
Sustancia dura y resistente que constituye el tronco de los árboles y se ha utilizado durante miles de años como combustible y como material de construcción. Aunque el término madera se aplica a materias similares de otras partes de las plantas, incluso a las llamadas venas de las hojas, en este artículo sólo se va a hablar de las maderas de importancia comercial.
Para más información sobre los aspectos botánicos de la madera, incluidos su estructura y crecimiento, véase Árbol y Xilema; en cuanto a crecimiento y distribución, véase Bosque; sobre el cultivo de árboles para la producción de madera, véase Silvicultura, y sobre tala y manufactura de la madera, véase Industria maderera.
Vetas y estructura
El dibujo que presentan todas las variedades de madera se llama veta, y se debe a su propia estructura. La madera consiste en pequeños tubos que transportan agua, y los minerales disueltos en ella, desde las raíces a las hojas. Estos vasos conductores están dispuestos verticalmente en el tronco. Cuando cortamos el tronco en paralelo a su eje, la madera tiene vetas rectas. En algunos árboles, sin embargo, los conductos están dispuestos de forma helicoidal, es decir, enrollados alrededor del eje del tronco. Un corte de este tronco producirá madera con vetas cruzadas, lo que suele ocurrir al cortar cualquier árbol por un plano no paralelo a su eje.
El tronco de un árbol no crece a lo alto, excepto en su parte superior, sino a lo ancho. La única parte del tronco encargada del crecimiento es una fina capa que lo rodea llamada cámbium. En los árboles de las zonas de clima templado, el crecimiento no es constante. La madera que produce el cámbium en primavera y en verano es más porosa y de color más claro que la producida en invierno. De esta manera, el tronco del árbol está compuesto por un par de anillos concéntricos nuevos cada año, uno más claro que el otro. Por eso se llaman anillos anuales.
Aunque la fina capa de cámbium es la única parte del tronco que está viva, en el sentido de que es la parte que crece, también hay células vivas esparcidas por el xilema de la albura. Según envejecen los árboles, el centro del tronco muere; los vasos se atascan y se llenan de goma o resina, o se quedan huecos. Esta parte central del tronco se llama duramen. Los cambios internos

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 13/32
de los árboles van acompañados de cambios de color, diferentes según cada especie, por lo que el duramen suele ser más oscuro que la albura.
Clasificación
Las maderas se clasifican en duras y blandas según el árbol del que se obtienen. La madera de los árboles de hoja caduca se llama madera dura, y la madera de las coníferas se llama blanda, con independencia de su dureza. Así, muchas maderas blandas son más duras que las llamadas maderas duras. Las maderas duras tienen vasos largos y continuos a lo largo del tronco; las blandas no, los elementos extraídos del suelo se transportan de célula a célula, pero sí tienen conductos para resina paralelos a las vetas. Las maderas blandas suelen ser resinosas; muy pocas maderas duras lo son. Las maderas duras suelen emplearse en ebanistería para hacer mobiliario y parqués de calidad.
Los nudos son áreas del tronco en las que se ha formado la base de una rama. Cuando la madera se corta en planchas, los nudos son discontinuidades o irregularidades circulares que aparecen en las vetas. Donde nacen las ramas del árbol, los anillos del nudo continúan las vetas del tronco; pero según sale a la superficie, las vetas rodean al nudo y la rama crece aparte.
Durante la fase de secado de la madera (ver más abajo), ésta se encoge según la dirección de la veta, y los nudos se encogen con más rapidez que el resto. Los nudos superficiales suelen desprenderse de las planchas y dejan agujeros. Los nudos de la base no se desprenden, pero deforman la madera que los rodea debido a su encogimiento más acusado, y debilitan las tablas incluso más que los agujeros que dejan los otros nudos. Los nudos de la madera no son deseables por consideraciones estéticas, aparte de su efecto debilitador. Sin embargo algunos tipos de madera con nudos, como el pino, sí resultan vistosas por el dibujo de su veta y se utilizan para decoración y revestimiento de paredes.
El aspecto de la madera es una de las propiedades más importantes cuando se utiliza para decoración, revestimiento o fabricación de muebles. Algunas maderas, como la de nogal, presentan vetas rectas y paralelas de color oscuro que le dan una apariencia muy atractiva, lo que unido a su dureza la sitúan entre las más adecuadas para hacer chapado (véase contrachapado más abajo). Las irregularidades de las vetas pueden crear atractivos dibujos, por lo que a veces la madera se corta a propósito en planos oblicuos para producir dibujos ondulados y entrelazados. Muchos chapados se obtienen cortando una fina capa de madera alrededor del tronco, haciendo un rollo. De esta manera, los cortes con los anillos se producen cada cierta distancia y el dibujo resultante tiene vetas grandes y espaciadas.
Propiedades físicas
Las propiedades principales de la madera son resistencia, dureza, rigidez y densidad. Ésta última suele indicar propiedades mecánicas puesto que cuanto más densa es la madera, más fuerte y dura es. La resistencia engloba varias propiedades diferentes; una madera muy resistente en un aspecto no tiene por qué serlo en otros. Además la resistencia depende de lo seca que esté la madera y de la dirección en la que esté cortada con respecto a la veta. La madera siempre es mucho más fuerte cuando se corta en la dirección de la veta; por eso las tablas y otros objetos como postes y mangos se cortan así. La madera tiene una alta resistencia a la compresión, en algunos casos superior, con relación a su peso a la del acero. Tiene baja resistencia a la tracción y moderada resistencia a la cizalladura. Véase Ciencia y tecnología de los materiales: propiedades mecánicas de los materiales.
La alta resistencia a la compresión es necesaria para cimientos y soportes en construcción. La resistencia a la flexión es fundamental en la utilización de madera en estructuras, como viguetas, travesaños y vigas de todo tipo. Muchos tipos de madera que se emplean por su alta resistencia a la flexión presentan alta resistencia a la compresión y viceversa; pero la madera de roble, por ejemplo, es muy resistente a la flexión pero más bien débil a la compresión, mientras que la de secuoya es resistente a la compresión y débil a la flexión.
Otra propiedad es la resistencia a impactos y a tensiones repetidas. El nogal americano y el fresno son muy duros y se utilizan para hacer bates de béisbol y mangos de hacha. Como el nogal americano es más rígido que el fresno, se suele utilizar para mangos finos, como los de los palos de golf.
Otras propiedades mecánicas menos importantes pueden resultar críticas en casos particulares; por ejemplo, la elasticidad y la resonancia de la picea la convierten en el material más apropiado para construir pianos de calidad.
Duración de la madera
La madera es, por naturaleza, una sustancia muy duradera. Si no la atacan organismos vivos puede conservarse cientos e incluso miles de años. Se han encontrado restos de maderas utilizadas por los romamos casi intactas gracias a una combinación de circunstancias que las han protegido de ataques externos. De los organismos que atacan a la madera, el más importante es un

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 14/32
hongo que causa el llamado desecamiento de la raíz, que ocurre sólo cuando la madera está húmeda. La albura de todos los árboles es sensible a su ataque; sólo el duramen de algunas especies resiste a este hongo. El nogal, la secuoya, el cedro, la caoba y la teca son algunas de las maderas duraderas más conocidas. Otras variedades son resistentes al ataque de otros organismos. Algunas maderas, como la teca, son resistentes a los organismos perforadores marinos, por eso se utilizan para construir embarcaderos. Muchas maderas resisten el ataque de la terme, como la secuoya, el nogal negro, la caoba y muchas variedades de cedro. En la mayoría de estos casos, las maderas son aromáticas, por lo que es probable que su resistencia se deba a las resinas y a los elementos químicos que contienen.
Para conservar la madera hay que protegerla químicamente. El método más importante es impregnarla con creosota o cloruro de cinc. Este tratamiento sigue siendo uno de los mejores, a pesar del desarrollo de nuevos compuestos químicos, sobre todo de compuestos de cobre. También se puede proteger la madera de la intemperie recubriendo su superficie con barnices y otras sustancias que se aplican con brocha, pistola o baño. Pero estas sustancias no penetran en la madera, por lo que no previenen el deterioro que producen hongos, insectos y otros organismos.
Secado
La madera recién cortada contiene gran cantidad de agua, de un tercio a la mitad de su peso total. El proceso para eliminar este agua antes de procesar la madera se llama secado, y se realiza por muchos motivos. La madera seca es mucho más duradera que la madera fresca; es mucho más ligera y por lo tanto más fácil de transportar; tiene mayor poder calorífico, lo que es importante si va a emplearse como combustible; además, la madera cambia de forma durante el secado y este cambio tiene que haberse realizado antes de serrarla.
La madera puede secarse con aire o en hornos; con aire tarda varios meses, con hornos unos pocos días. En ambos casos, la madera ha de estar apilada para evitar que se deforme, y el ritmo de secado debe controlarse cuidadosamente.
Contrachapado
El contrachapado, también denominado triplay o chapa, está compuesto por varias capas de madera unidas con cola o resina sintética (véase Pegamento). Las capas se colocan con la veta orientada en direcciones diferentes, en general perpendiculares unas a otras, para que el conjunto sea igual de resistente en todas las direcciones. Así el conjunto es tan resistente como la madera, y si se utilizan pegamentos resistentes a la humedad, el contrachapado es tan duradero como la madera de la que está hecho. La madera laminada es un producto similar, pero en ella se colocan las capas de madera con las vetas en la misma dirección. De esta forma, el producto es, como la madera, muy fuerte en una dirección y débil en el resto.
Sólo las capas exteriores del contrachapado tienen que ser duras y con buen aspecto; las interiores únicamente tienen que ser resistentes. En algunos casos, sólo una de las caras es de calidad. Estos contrachapados se utilizan en trabajos de ebanistería en los que la parte interior no es visible. Las maderas finas y costosas, como la caoba o el madero de indias, suelen utilizarse en chapados, de forma que una capa fina de madera cara cubre varias capas de otras maderas resistentes pero de poco valor. De esta manera se reduce el precio de la madera sin sacrificar la apariencia, además de aumentar la dureza y la resistencia al alabeo. También se hacen contrachapados de las maderas más baratas para fabricar sustitutos para metales.
Productos químicos derivados de la madera
La madera es una materia prima importante para la industria química. Cada año se reducen a pasta enormes cantidades de madera, que se reconstituye de forma mecánica para hacer papel. Otras industrias se encargan de extraer algunos componentes químicos de la madera, como taninos, pigmentos (véase Pinturas y barnices), gomas, resinas y aceites, y de modificar estos constituyentes.
Además de agua, el componente principal de la madera es la celulosa. De la gran cantidad de celulosa que se utiliza para fabricar rayón y nitrocelulosa, una parte se extrae del algodón, pero la mayor parte se obtiene de la madera. El mayor problema que presenta la extracción de celulosa de la madera es eliminar las impurezas, de las cuales la más importante es la lignina, una sustancia polimérica compleja. Al principio se desechaba, pero más tarde se ha descubierto que es una buena materia prima para la fabricación de plásticos y una sustancia adecuada para el cultivo de levadura de cerveza, que es un importante alimento para el ganado y las aves de corral.
También se utiliza la madera, sin separar la celulosa de la lignina, para obtener otros productos químicos mediante procesos determinados. En el método Bergius, la madera se trata con ácido clorhídrico para obtener azúcares, que se utilizan como alimento para el ganado o se fermentan para producir alcohol. La madera puede transformarse en combustible líquido por hidrogenación. También se obtienen productos químicos por destilación. La mayoría de estos productos, como el ácido acético, metanol y acetona, se obtienen ya de forma sintética.

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 15/32
Otros nuevos productos se obtienen mezclando la madera con ciertos compuestos químicos; la mezcla resultante tiene propiedades mecánicas similares a las de la madera, pero es más fuerte y resistente desde el punto de vista químico. Los métodos más importantes para realizar estas mezclas consisten en impregnar la madera de ciertos compuestos, como fenol y formaldehído; después se calienta la madera impregnada y los productos químicos reaccionan con las células de la madera y forman una capa plástica. La madera tratada de esta forma se llama impreg; es muy duradera y resiste el ataque de los insectos perforadores; su densidad relativa es mayor, aunque su dureza es casi la misma. Otro producto, llamado compreg, se obtiene comprimiendo la madera impregnada en una prensa hidráulica. Se la somete a una determinada presión mientras se produce la reacción química en el exterior. Esta madera tiene una densidad relativa de 1,35, su dureza es muy superior a la de la madera sin tratar y su resistencia un poco mayor, aunque su rigidez puede ser un poco inferior.
Ver los artículos independientes de las maderas o árboles mencionados. Véase también Corteza; Savia.
Industria Maderera
Sector que se ocupa de la producción de madera para la construcción (tablas, tablones, vigas y planchas), para la fabricación de postes de telégrafo, barcos, travesaños de ferrocarril, contrachapados, muebles y ebanistería. Los principales productores de madera son Estados Unidos, Rusia, Canadá, Japón, Suecia, Alemania, Polonia, Francia, Finlandia y Brasil. Muchas variedades de madera son muy apreciadas, como la caoba, el ébano o el palo de rosa, empleadas sobre todo en muebles, se producen en países tropicales de Asia, Suramérica y África. La pulpa de madera es de gran importancia para la producción de papel; sin embargo, la obtención de madera para ese fin se considera parte de la industria papelera.
Antes de la II Guerra Mundial la sustitución de la madera por otros materiales influyó de una manera cada vez mayor en la industria maderera. La guerra invirtió esa tendencia en gran medida. Los avances en la tecnología maderera, junto con la escasez de otras materias primas, hizo que aumentara nuevamente el uso de la madera para la construcción y otros fines importantes.
Recolección de árboles
La industria maderera se divide en tres apartados: la tala, el aserrado y el panelado. La tala incluye derribar los árboles, limpiarlos de hojas y cortarlos en troncos de longitud apropiada que constituyen la materia prima de las serrerías o aserraderos. En las serrerías se fabrican diversas vigas, tablones, planchas y listones. La industria del panelado emplea chapa de madera, el conglomerado para producir contrachapado, productos más modernos como el cartón madera y otros materiales empleados en la construcción de edificios. En la actualidad se están desarrollando nuevos productos que emplean tiras de madera laminada para fabricar vigas.
Las modernas operaciones de tala son a menudo tan mecanizadas y automatizadas como las de una fábrica. Una vez derribados los árboles, se limpian y transportan los troncos hasta la carretera con tractores o se arrastran con cables hasta un punto donde se cargan en camiones para llevarlos a la serrería. También pueden utilizarse tractores para empujar los troncos hasta una vía de ferrocarril o un punto donde puedan ser recogidos por camiones para trasladarlos hasta la vía del tren. Antes de que se emplearan vehículos de motor las operaciones de tala solían realizarse en invierno: la nieve y el hielo hacían que fuera más fácil arrastrar los troncos hasta trineos tirados por caballos, que se empleaban para llevar la madera hasta un río o un lago. Cuando llegaba el deshielo primaveral los troncos se transportaban flotando hasta aserraderos situados a las orillas de los ríos o lagos.
Los avances tecnológicos, como las recolectoras de árboles enteros o las trituradoras de campo, han permitido que la tala mecanizada y los aserraderos modernos aprovechen hasta el 99% de los árboles cortados. Como los árboles son un recurso renovable, después de la tala se procede a una reforestación en la que se plantan nuevos árboles y se ayuda a que el terreno se regenere de forma natural. En los países desarrollados los árboles cultivados en los bosques de explotación comercial superan a los que se talan o mueren por el ataque de insectos y enfermedades. Por ejemplo, el American Forest Council, un organismo industrial estadounidense, afirma que en la actualidad hay más árboles en los bosques de su país que en la década de 1970, y que casi el 70% de los bosques existentes cuando llegaron los primeros colonos europeos a principios del siglo XVII permanecen todavía. Sin embargo, no ocurre lo mismo en todas las zonas de recolección de madera, y muchos ecologistas han expresado su preocupación por los efectos de la tala indiscriminada, en particular en los bosques tropicales. Por este motivo se ha solicitado el boicoteo de las importaciones de madera procedentes de ciertos países en vías de desarrollo. Véase Deforestación; Conservación y usos forestales.
Carpintería y ebanistería

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 16/32
Técnicas de trabajar y dar forma a la madera para crear, restaurar o reparar objetos
funcionales o decorativos. La carpintería, y la ebanistería son oficios especializados que proporcionan una amplia variedad de objetos, desde estructuras de madera a muebles y juguetes.
Las características especiales de la madera la han convertido en un material básico para construir viviendas, muebles, herramientas, vehículos y otros muchos productos a lo largo de la historia. De hecho, el oficio de carpintero es uno de los más antiguos de la humanidad. Al principio se utilizó para hacer garrotes y flechas, después canoas, arados, herramientas, bancos y sillas de una sola pieza, y más tarde complejos adornos de ebanistería.
Se observó que cada variedad de madera tenía una textura, color, fragancia y propiedades especiales, y según ellas se utilizaron en unas aplicaciones u otras. Por ejemplo, la madera de roble, rígida y duradera, se utilizó para construir barcos, barandillas, peldaños, toneles, estacas para vallas, suelos y paredes. El nogal americano, por su resistencia, se utilizó para hacer los mangos de muchas herramientas y los radios de las ruedas de los carros. La acacia de tres púas era muy valiosa para hacer clavijas. La caoba se utilizaba para hacer los muebles de mayor calidad. La reducción de las reservas forestales desde la edad media ha aumentado el coste de la madera. Esto ha hecho que hoy se utilicen productos compuestos, como el contrachapado o chapado de madera, el aglomerado y otros en las industrias de fabricación y construcción con madera. Estos nuevos materiales son estables, no se contraen y expanden como la madera natural. No requieren largos periodos de secado y pueden someterse a tratamientos químicos para hacerlos impermeables e ignífugos. El chapado es muy valioso en carpintería, pues permite recubrir grandes tableros en poco tiempo.
A excepción del contrachapado, estos productos compuestos no son tan fuertes como la madera natural. No se pueden curvar o dar forma (el contrachapado sí), por lo que los muebles suelen resultar demasiado cuadrados. Los tornillos y los clavos no los sujetan bien, a no ser que se empleen accesorios de plástico y otros materiales en las ensambladuras.
Herramientas para el trabajo de la madera
Los artesanos han desarrollado durante siglos herramientas manuales y máquinas para aprovechar las cualidades de la madera. Se han inventado muchos tipos de ensambladuras para unir piezas de madera, ceras, lacas y barnices para realzar y proteger su belleza. Como las dimensiones de las piezas de madera pueden variar un poco debido a la humedad y al calor, los carpinteros han de ser capaces de anticiparse a estas variaciones para prolongar lo máximo posible la robustez y la utilidad de los productos finales.
Herramientas manuales
La mayoría de las herramientas manuales que se utilizan en la actualidad han sufrido pocos cambios desde la edad media. La mejora más importante es la utilización de acero en vez de hierro en las superficies de corte. Las herramientas más comunes son la sierra, el cepillo y el formón, y otras más generales como martillos y destornilladores, que se utilizan con clavos y tornillos.
Hay varios tipos de sierra para los diferentes tipos de corte. La sierra de corte transversal, o de través, se utiliza para cortar a través de la veta, y la sierra de cortar al hilo, o de hender, para hacerlo en la dirección de la veta. Los cortes curvos se realizan con la segueta, que es una estructura metálica con forma de U que tensa una hoja fina y delgada. Los cortes precisos de las ensambladuras se hacen con la sierra de chapeado, un serrucho delgado y rectangular reforzado por el borde superior con una barra metálica.
Los cepillos se utilizan para suavizar y dar forma. Consisten en una hoja o cuchilla afilada de acero encajada en un soporte metálico o de madera, dispuesta en ángulo con respecto a la superficie a alisar. La profundidad de corte se regula ajustando la distancia que sobresale la cuchilla respecto a la base del cepillo. Hay cepillos de muchos tamaños, incluso unos especiales que se usan para hacer surcos. También se utilizan varios tipos de lima para alisar y dar forma a la madera.
Los formones o escoplos planos y la gubia curva o de media caña se utilizan en algunos casos para vaciar piezas de madera. Las herramientas manuales más utilizadas para perforar son el berbiquí, la barrena y el taladro manual, con sus brocas de varios tipos.
También se utilizan herramientas para medir y comprobar los tamaños y la alineación de los elementos. Estas herramientas son, entre otras, la cinta métrica, el metro plegable y la regla metálica. La escuadra se utiliza para comprobar ángulos rectos, y el nivel para comprobar la alineación horizontal y vertical. En los trabajos en los que hay que pegar las piezas, éstas se sujetan con abrazaderas y cárceles (también llamados gatos).
Máquinas portátiles
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 17/32
El desarrollo de las herramientas eléctricas ha reducido enormemente el tiempo necesario para realizar muchas labores. Las herramientas eléctricas más importantes son el taladro, la sierra, la fresadora y la lijadora, disponibles en muchos tamaños.
El taladro portátil, además de taladrar con rapidez, tiene muchos accesorios que lo convierten en sierra circular, en lijadora, pulidora y fresadora. Las sierras portátiles, por lo general llamadas circulares, son muy versátiles y pueden cortar tanto a través como en la dirección de la veta. La sierra de calar utiliza una hoja corta y estrecha que se mueve arriba y abajo y se emplea para hacer cortes rectos y curvos en maderas delgadas. La fresadora es un dispositivo con una cabeza abrasiva que gira a gran velocidad y sirve para hacer surcos y acanaladuras de muchos tipos, rectos o en curva, y para hacer molduras decorativas.
Hay dos tipos de lijadoras eléctricas, que se utilizan para alisar y suavizar superficies y eliminar las señales que dejan la sierra y otras herramientas de corte, antes de realizar el acabado del objeto. La lijadora orbital hace vibrar y girar el papel de lija a gran velocidad. Es menos eficaz que la lijadora de cinta, que lleva una cinta cerrada que avanza a gran velocidad.
Herramientas eléctricas fijas
Los talleres, las fábricas de muebles y otras instalaciones que trabajan con grandes volúmenes de madera utilizan grandes máquinas fijas, diseñadas para trabajar de forma continuada. La sierra radial se mueve hacia delante y hacia atrás sobre unas guías para realizar muchos tipos de corte: transversales, hendiduras, ingletes y biseles, y cortes para muchos tipos de ensambladuras. La sierra circular de banco, que también puede formar parte del taller casero, tiene una hoja circular colocada en una ranura en la superficie de una mesa metálica. Este tipo de sierra tiene muchas aplicaciones. La sierra de cinta tiene una hoja flexible sin fin, tensada mediante dos grandes poleas y dispuesta verticalmente. Se utiliza para trabajos pesados como serrar troncos para hacer tablas y cortar maderas muy gruesas.
Las cepilladoras eléctricas se utilizan para acelerar el proceso de suavizar y rebajar la madera; en estas máquinas, lo que se mueve es la pieza de madera; la máquina tiene unas coronas cortantes que giran a gran velocidad.
Carpintería y ebanistería
La carpintería es el arte y la técnica de cortar, trabajar y ensamblar madera para hacer estructuras es una de las labores más antiguas del carpintero. Antes de la utilización generalizada del acero y del hormigón en la construcción, el carpintero era el responsable de construir la estructura de los edificios. En los últimos tiempos, la función de carpintero se ha centrado en la construcción de casas pequeñas y en el montaje de armazones para fraguar el hormigón.
Hoy los carpinteros construyen los armazones en donde se vierte el hormigón que sostiene rascacielos, autopistas e instalaciones hidroeléctricas e instalan tabiques, puertas, ventanas, suelos, techos y casi todas las piezas de madera de la estructura. En la construcción de casas pequeñas hacen casi todo el trabajo.
Las nuevas técnicas de ensamblaje, perfeccionadas en las últimas décadas, han multiplicado las aplicaciones de la madera y el trabajo de los carpinteros. La utilización de estructuras y componentes prefabricados o por módulos, en vez de productos en bruto, sigue aumentando. En la construcción por módulos, se realizan secciones enteras en las fábricas y se colocan más tarde en la obra.
La ebanistería es la técnica de ajustar piezas de madera con mucha precisión y para muchas aplicaciones. Los ebanistas se dedicaban a la construcción e instalación de puertas, ventanas, roperos y muebles para viviendas y barcos. La elaboración de las ensambladuras es una de las labores más importantes en el oficio del ebanista y del carpintero. Los muebles antiguos más valiosos se ensamblaron de tal forma que han mantenido su belleza y su utilidad hasta el presente.
Los ebanistas suelen trabajar para fabricantes especializados y sus conocimientos pueden aplicarse a la fabricación de mobiliario para casas y barcos, pianos y clavicordios, y muchos otros objetos de madera realizados con ensambladuras precisas, con conocimiento de las características y propiedades de cada variedad de madera y con ajuste a las especificaciones técnicas requeridas.
Tipos de ensambladuras
Hay muchos tipos de ensambladuras para asegurar piezas de madera. La elección de la ensambladura depende de la calidad de la madera, de las tensiones a las que va a estar sometida y de los gustos del artesano. Los carpinteros experimentados suelen elegir la ensambladura menos elaborada entre las adecuadas para el trabajo que se va a realizar. Muchas ensambladuras necesitan un ajuste muy preciso y el uso de cola o pegamento; otras se aseguran con cuñas o con puntas y clavos.
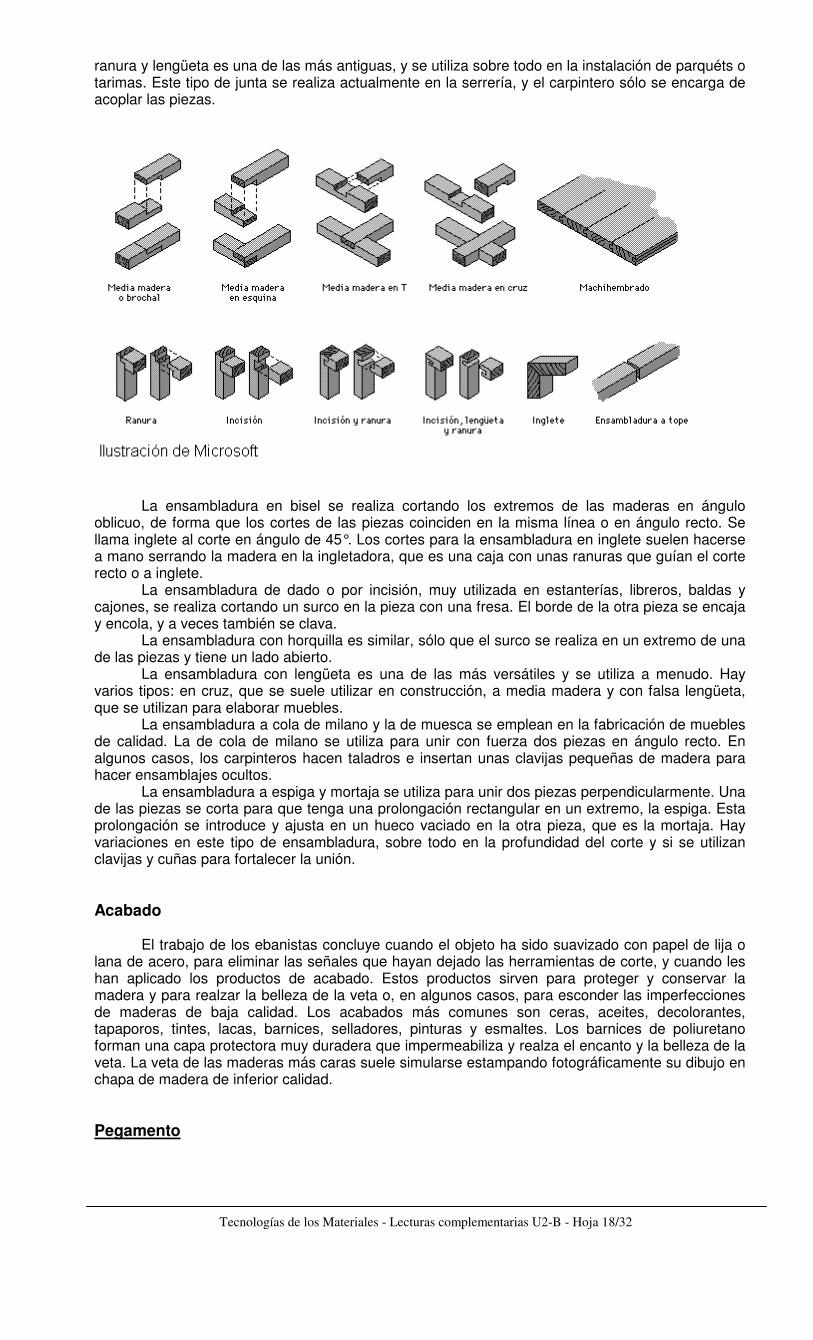
La ensambladura más sencilla y más familiar es la que se utiliza para hacer cajas. Las dos piezas de madera se colocan en ángulo recto y se aseguran con clavos, tornillos o cola. La de
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 18/32
ranura y lengüeta es una de las más antiguas, y se utiliza sobre todo en la instalación de parquéts o tarimas. Este tipo de junta se realiza actualmente en la serrería, y el carpintero sólo se encarga de acoplar las piezas.
La ensambladura en bisel se realiza cortando los extremos de las maderas en ángulo oblicuo, de forma que los cortes de las piezas coinciden en la misma línea o en ángulo recto. Se llama inglete al corte en ángulo de 45°. Los cortes para la ensambladura en inglete suelen hacerse a mano serrando la madera en la ingletadora, que es una caja con unas ranuras que guían el corte recto o a inglete.
La ensambladura de dado o por incisión, muy utilizada en estanterías, libreros, baldas y cajones, se realiza cortando un surco en la pieza con una fresa. El borde de la otra pieza se encaja y encola, y a veces también se clava.
La ensambladura con horquilla es similar, sólo que el surco se realiza en un extremo de una de las piezas y tiene un lado abierto.
La ensambladura con lengüeta es una de las más versátiles y se utiliza a menudo. Hay varios tipos: en cruz, que se suele utilizar en construcción, a media madera y con falsa lengüeta, que se utilizan para elaborar muebles.
La ensambladura a cola de milano y la de muesca se emplean en la fabricación de muebles de calidad. La de cola de milano se utiliza para unir con fuerza dos piezas en ángulo recto. En algunos casos, los carpinteros hacen taladros e insertan unas clavijas pequeñas de madera para hacer ensamblajes ocultos.
La ensambladura a espiga y mortaja se utiliza para unir dos piezas perpendicularmente. Una de las piezas se corta para que tenga una prolongación rectangular en un extremo, la espiga. Esta prolongación se introduce y ajusta en un hueco vaciado en la otra pieza, que es la mortaja. Hay variaciones en este tipo de ensambladura, sobre todo en la profundidad del corte y si se utilizan clavijas y cuñas para fortalecer la unión.
Acabado
El trabajo de los ebanistas concluye cuando el objeto ha sido suavizado con papel de lija o lana de acero, para eliminar las señales que hayan dejado las herramientas de corte, y cuando les han aplicado los productos de acabado. Estos productos sirven para proteger y conservar la madera y para realzar la belleza de la veta o, en algunos casos, para esconder las imperfecciones de maderas de baja calidad. Los acabados más comunes son ceras, aceites, decolorantes, tapaporos, tintes, lacas, barnices, selladores, pinturas y esmaltes. Los barnices de poliuretano forman una capa protectora muy duradera que impermeabiliza y realza el encanto y la belleza de la veta. La veta de las maderas más caras suele simularse estampando fotográficamente su dibujo en chapa de madera de inferior calidad.
Pegamento

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 19/32
Sustancia que se utiliza para pegar dos o más superficies. La mayoría de los pegamentos forman una unión al rellenar los huecos y fisuras diminutos que existen normalmente en cualquier superficie muy lisa. Los pegamentos son económicos, distribuyen la tensión en el punto de unión, resisten a la humedad y a la corrosión y eliminan la necesidad de remaches y tornillos. Su eficacia depende de varios factores, como la resistencia al encogimiento y desprendimiento, la maleabilidad, la fuerza adhesiva y la tensión superficial, que determinan el grado de penetración del pegamento en las minúsculas depresiones de las superficies a unir. Los pegamentos varían según el propósito con el que se vayan a utilizar. En la actualidad estos objetivos incluyen el uso creciente de pegamentos en cirugía.
Los pegamentos naturales han sido sustituidos en muchas aplicaciones por los sintéticos, pero aún se siguen utilizando en grandes cantidades almidones, gomas, celulosa, bitúmenes y cementos de goma naturales.
Entre los adhesivos orgánicos derivados de proteínas naturales se encuentran las colas (sustancias sólidas pegajosas) hechas de colágeno, un componente de los tejidos conectivos y huesos de los mamíferos y peces, la cola de la albúmina de la sangre, que se usa en la industria de la chapa de madera y una cola hecha de caseína, una proteína de la leche, que se emplea para pegar madera y en la pintura.
Entre los pegamentos vegetales se encuentran los almidones y las dextrinas derivadas de maíz, trigo, patatas (papas) y arroz, que se utilizan para pegar papel, madera y tejidos; ciertas gomas como la goma arábiga, el agar y la algina, que cuando están húmedas proporcionan adhesión a ciertos productos como los sellos o timbres y los sobres engomados; los pegamentos de celulosa, empleados para pegar pieles, tela y papel; los cementos de goma y las resinas como el alquitrán y la masilla.
Los pegamentos sintéticos, ya se utilicen solos o como modificantes de los pegamentos naturales, tienen mejor rendimiento y una gama de aplicación más amplia que los productos naturales. La mayoría de ellos contienen polímeros, que son moléculas enormes formadas por un gran número de moléculas simples que forman cadenas y redes fuertes enlazando las superficies en una unión firme. Los pegamentos termoestables, que se transforman en sólidos duros y resistentes al calor por la adición de un catalizador o la aplicación de calor, se usan para pegar piezas metálicas de aviones y vehículos espaciales. Las resinas termoplásticas, que pueden ablandarse con el calor, se usan para pegar madera, vidrio, caucho o hule, metal y productos de papel. Los pegamentos elastoméricos, como los cementos de goma naturales o sintéticos, se utilizan para pegar materiales flexibles a materiales rígidos.
Corcho
Capa externa y gruesa de la corteza de una especie de roble de la región mediterránea llamado alcornoque; por extensión, se da a veces el mismo nombre a la capa externa, más delgada, que protege los tallos y raíces de casi todas las plantas leñosas. El corcho es una masa elástica y homogénea de células muertas aplanadas e impregnadas de una sustancia grasa que lo hace casi impermeable al agua y los gases.
El alcornoque puede alcanzar más de 30 m de altura, aunque 9 m es un porte mucho más común. Los árboles jóvenes son desprovistos de su corteza cuando tienen entre 15 y 20 años. Este primer corcho es tosco, pero los siguientes descortezamientos, a intervalos de unos diez años, presentan un producto más compacto. La vida útil del árbol puede superar los 150 años.
El descortezador practica incisiones horizontales y verticales en la corteza externa, procurando no dañar la corteza interna viva. El corcho se cura brevemente y a continuación se hierve para eliminar el ácido tánico y darle flexibilidad.
El corcho y sus virtudes se conocen desde hace miles de años, aunque su uso no se generalizó hasta el siglo XVI d.C., cuando empezó a utilizarse para fabricar tapones para las nuevas botellas de vidrio, otra novedad de la época.
Más del 80 % de la producción mundial de corcho procede de Argelia, Portugal y España. Los intentos de naturalizar el alcornoque en otras regiones han tenido poco éxito. El corcho se usa en la fabricación del interior de la suela del calzado, como salvavidas, en la elaboración del linóleo, para revestir suelos y paredes, y para elaborar muchos otros productos. Las espumas de uretano y otros plásticos lo han reemplazado casi por completo como material aislante. Muchos otros artículos, antes hechos exclusivamente de corcho, se fabrican ahora con materiales sintéticos.

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 20/32
Cuero
Piel de animal preparada químicamente para producir un material robusto, flexible y resistente a la putrefacción. Casi toda la producción mundial de cuero procede de pieles de ganado vacuno, caprino y lanar. También se emplean, en menor proporción, pieles de caballo, cerdo, canguro, ciervo, foca, morsa y diversos reptiles. Véase también Industria peletera.
El cuero se emplea para una amplia gama de productos. La variedad de pieles y de sistemas de procesado producen cueros suaves como telas o duros como suelas de zapato. Las pieles de vaca, la principal materia prima de la producción de cuero, pueden ser ligeras y flexibles o duras y resistentes. Estas últimas se emplean para producir cuero destinado a suelas de zapatos, correas de transmisión de máquinas, juntas de motores o arneses, entre otras aplicaciones. La piel de ternera es más ligera y de grano más fino, y se emplea para fabricar cuero fino para artículos como empeines de zapato. La piel de oveja es suave y flexible y proporciona el tipo de cuero apropiado para guantes, cazadoras o chamarras y otras prendas. Desde la antigüedad, los seres humanos han utilizado pieles de animales para hacer cuero. Su proceso de producción a partir de pieles mediante el uso de productos químicos se denomina curtido.
Curado
Las materias primas empleadas por la industria del cuero son sobre todo productos secundarios de la industria cárnica. Después de matar y despellejar al animal, y antes de iniciarse el proceso de curtido, las pieles en bruto se curan salándolas o secándolas. Los métodos de curado más frecuentes implican el uso de sal (cloruro de sodio) en alguna de las dos formas siguientes: la salazón húmeda o el curado con salmuera. En la salazón húmeda, las pieles se salan abundantemente y se apilan unas sobre otras hasta formar un montón. Éste se deja descansar unos 30 días para que la sal penetre bien en la piel. El curado con salmuera es un método mucho más rápido. Puede ser por agitación —el sistema más usado—, en el cual las pieles se colocan en grandes cubas que contienen un desinfectante y una disolución de sal próxima a la saturación. Después de pasar unas 16 horas en la cuba, las pieles absorben por completo la sal.
Empapado y eliminación del pelo
Las pieles curadas se empapan en agua fresca para eliminar la sal, la sangre y la suciedad y rehidratarlas después del proceso de curación. Cuando han estado empapadas durante un periodo de entre dos horas y siete días, se eliminan mecánicamente los restos de carne de la superficie interna. Para desprender el pelo, las pieles se sumergen entre uno y nueve días en una disolución de cal y agua con una pequeña cantidad de sulfuro de sodio. Después de este proceso, el pelo se elimina fácilmente con una máquina depiladora, adquiriendo la cara exterior de la piel la textura característica conocida como grano. Para que la superficie quede limpia del todo, se raspa —por lo general con una cuchilla roma— cualquier resto de carne o pelo.
Descalcificado
La siguiente operación consiste en empapar las pieles en una disolución diluida de ácido, que reduce la hinchazón provocada por la cal. Al mismo tiempo, casi todos los tipos de piel se tratan con un material suavizante formado por enzimas, para alisar el grano y dejar la piel suave y flexible. Después de pasar por estos dos procesos, las pieles pueden ya curtirse.
Cada tipo de piel puede tratarse con distintos procedimientos de curtido, que se eligen según el uso al que esté destinado el cuero. Los dos principales son el curtido mineral, o curtido con cromo, y el vegetal. El curtido con cromo puede completarse muchas veces en un solo día, mientras que el curtido vegetal exige muchas semanas o meses, y da como resultado un cuero más firme, con mayor resistencia al agua y al estiramiento. El curtido con cromo hace encoger las pieles y produce un cuero más duradero y con mayor resistencia al calor.
Curtido vegetal
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 21/32
En este proceso, el agente curtidor —que hace que la piel no se pudra y evita que encoja— es una sustancia conocida como tanino, que se extrae de la corteza, la madera, los frutos y las hojas de algunos árboles. Entre las fuentes de tanino están la madera del quebracho, procedente de Suramérica, la corteza de mangle de la isla de Borneo, la corteza de acacia procedente de Suráfrica, el fruto de mirobálano, de la India, o la madera de castaño y la corteza del roble.
En el curtido vegetal, las pieles se cuelgan de bastidores oscilantes en una serie de cubas que contienen soluciones de tanino cada vez más concentradas, llamadas licores. Después de varias semanas, las pieles se transfieren a una sección de apartado, formada por cubas mayores con licores aún más concentrados. Cada semana se añade más tanino al licor, hasta que las pieles hayan absorbido suficiente cantidad para completar el proceso. Las últimas etapas pueden acelerarse empleando licores calientes. Los cueros flexibles curtidos destinados a correas, maletas, tapicería o arneses se curten con menos productos vegetales que los previstos para suelas de zapatos.
Curtido mineral
El proceso de curtido mineral se conoce como curtido con cromo porque el agente curtidor más empleado es un compuesto de cromo. Los cueros resultantes, que pueden estirarse más que los curtidos con productos vegetales, son adecuados para bolsos de mano, empeines de zapatos, guantes y prendas de vestir.
Para preparar el material antes de su curtido con cromo, las pieles suavizadas se maceran en una disolución de sal y ácido. A continuación se sumergen en una disolución básica de sulfato de cromo, dentro de un gran tambor giratorio que agita las pieles. Este tipo de licor penetra tan rápidamente en las pieles que el curtido se logra en menos de un día. El proceso con cromo implicaba originalmente el uso de dos licores diferentes, ambos soluciones de compuestos de cromo, y exigía un tiempo bastante más largo. Este proceso, conocido como proceso de doble baño, todavía se emplea para algunos tipos de cuero. Para producir cuero blanco pueden emplearse compuestos de aluminio o circonio en lugar de cromo. También se usan alumbre, formaldehído, gluteraldehído y taninos sintéticos (sintanos) para proporcionar características especiales al cuero.
En el curtido combinado del cuero, primero la piel se curte con cromo y después con taninos vegetales. La aplicación modificada de ambos procesos hace que el cuero adquiera algunas de las ventajas de cada uno.
Lubricación y tinte
Después del curtido, todas las clases de cuero se someten a diversas operaciones según el producto deseado. El cuero para suelas de zapatos, tras un proceso de curtido vegetal, se blanquea, se impregna de materiales como sulfato de magnesio, aceites y glucosa y se lubrica con emulsiones calientes de jabón, grasa y en ocasiones cera. Por último, el material se pasa por una serie de rodillos para dar al cuero el grado de firmeza y brillo deseados. El cuero curtido con cromo para empeines de zapatos se corta y cepilla para alcanzar el grosor uniforme deseado. A continuación se coloca en un tambor giratorio para el proceso de teñido, que suele implicar el uso de varios tipos de colorantes para lograr colores sólidos y duraderos. Antes o después del teñido, el cuero se trata con un "licor graso" que contiene aceites y grasas emulsionadas. Hay más de 100 colores para cuero, que van desde los tradicionales tostados, claros y oscuros, hasta tonalidades exóticas como fucsia o turquesa.
Después de teñirlo y tratarlo con licor graso, se estira para secarlo. Los operarios sitúan el material sobre bastidores de vidrio o cerámica, o de metal perforado. A continuación, estos bastidores pasan por túneles de secado donde se controla la temperatura y la humedad.
Acabado
El proceso de acabado consiste en recubrir la superficie del grano de la piel con un producto de acabado y cepillarlo después con un cilindro de cerdas. En los cueros finos esta superficie se pule o lija para corregir imperfecciones de la piel. Si se pule la parte interior se levanta el pelo, dando lugar al cuero conocido como ante (gamuza). Para obtener un acabado liso, la mayor parte del cuero fino se trata con una mezcla de materiales como ceras, goma laca o emulsiones de resinas sintéticas, tintes y pigmentos. Estos últimos se usan con moderación para evitar un aspecto
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 22/32
pintado. El lustrado confiere al grano una superficie muy pulida. El característico brillo del charol se obtiene tras la aplicación de varias capas de un espeso barniz graso.
Sustitutos del cuero
En la actualidad, muchas sustancias artificiales se producen y venden como cuero sintético. Entre estos modernos productos hay plásticos, como el cloruro de polivinilo, o fibras no tejidas impregnadas con agentes aglomerantes. Estos materiales carecen de la porosidad, flexibilidad y resistencia del cuero. Sin embargo, su producción resulta más barata que la del cuero, por lo que se han hecho con una cuota de mercado importante, sobre todo en la industria del calzado.
Vidrio
Sustancia amorfa fabricada sobre todo a partir de sílice fundida a altas temperaturas con boratos o fosfatos. También se encuentra en la naturaleza, por ejemplo en la obsidiana, un material volcánico, o en los enigmáticos objetos conocidos como tectitas. El vidrio se denomina amorfo porque no es ni un sólido ni un líquido, sino que se halla en un estado vítreo en el que, aunque las unidades moleculares están dispuestas de forma desordenada, tienen suficiente cohesión para presentar rigidez mecánica. El vidrio se enfría hasta solidificarse sin que se produzca cristalización; el calentamiento puede devolverle su forma líquida. Suele ser transparente, pero también puede ser traslúcido u opaco. Su color varía según los ingredientes empleados en su fabricación.
El vidrio fundido es maleable y se le puede dar forma mediante diversas técnicas. En frío, puede ser tallado. A bajas temperaturas es quebradizo y se rompe con fractura concoidal (en forma de concha).
Se fabricó por primera vez antes del 2000 a.C., y desde entonces se ha empleado para fabricar recipientes de uso doméstico así como objetos decorativos y ornamentales, entre ellos joyas. (En este artículo trataremos cualquier vidrio con características comercialmente útiles en cuanto a trasparencia, índice de refracción, color… En vidrio (arte) aparecen la historia del arte y la técnica del trabajo del vidrio).
El ingrediente principal del vidrio es la sílice, obtenida a partir de arena, pedernal o cuarzo.
Composición y propiedades
La sílice se funde a temperaturas muy elevadas para formar vidrio. Como éste tiene un elevado punto de fusión y sufre poca contracción y dilatación con los cambios de temperatura, es adecuado para aparatos de laboratorio y objetos sometidos a choques térmicos (deformaciones debidas a cambios rápidos de temperatura), como los espejos de los telescopios. El vidrio es un mal conductor del calor y la electricidad, por lo que resulta práctico para el aislamiento térmico y eléctrico. En la mayoría de ellos, la sílice se combina con otras materias primas en distintas proporciones. Los fundentes alcalinos, por lo general carbonato de sodio o potasio, disminuyen la temperatura de fusión y la viscosidad de la sílice. La piedra caliza o la dolomita (carbonato de calcio y magnesio) actúa como estabilizante. Otros ingredientes, como el plomo o el bórax, proporcionan al vidrio determinadas propiedades físicas.
Vidrio soluble y vidrio de sosa y cal
El vidrio de elevado contenido en sosa puede disolverse en agua para formar un líquido viscoso. Este líquido se conoce como vidrio soluble y se emplea como barniz ignífugo en ciertos objetos y como sellador. La mayoría del vidrio producido es una composición de sosa y cal empleada para fabricar botellas, cristalerías de mesa, bombillas (focos), vidrios de ventana y vidrios laminados.
Vidrio plomado

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 23/32
El vidrio empleado para cristalerías de mesa de alta calidad y conocido como vidrio cristalino se fabrica con fórmulas de silicato de potasio que contienen óxido de plomo. El vidrio plomado es pesado y refracta más la luz, por lo que resulta apropiado para lentes o prismas y para bisutería. Como el plomo absorbe la radiación de alta energía, el vidrio plomado se emplea en pantallas para proteger al personal de las instalaciones nucleares.
Vidrio de borosilicatos
Este vidrio contiene bórax entre sus ingredientes fundamentales, junto con sílice y álcali. Destaca por su durabilidad y resistencia a los ataques químicos y las altas temperaturas, por lo que se utiliza mucho en utensilios de cocina, aparatos de laboratorio y equipos para procesos químicos.
Color
Las impurezas de las materias primas afectan al color del vidrio. Para obtener una sustancia clara e incolora, los vidrieros añaden manganeso con el fin de eliminar los efectos de pequeñas cantidades de hierro que producen tonos verdes y pardos. El cristal puede colorearse disolviendo en él óxidos metálicos, sulfuros o seleniuros. Otros colorantes se dispersan en forma de partículas microscópicas.
Ingredientes diversos
Entre los componentes típicos del vidrio están los residuos de vidrio roto de composición similar, que potencian su fusión y homogeneización. A menudo se añaden agentes clarificantes como arsénico o antimonio para desprender pequeñas burbujas durante la fusión.
Propiedades físicas
Según su composición, algunos vidrios pueden fundir a temperaturas de sólo 500 °C; en cambio, otros necesitan 1.650 ºC. La resistencia a la tracción, que suele estar entre los 3.000 y 5.500 N/cm2, puede llegar a los 70.000 N/cm2 si el vidrio recibe un tratamiento especial. La densidad relativa (densidad con respecto al agua) va de 2 a 8, es decir, el vidrio puede ser más ligero que el aluminio o más pesado que el acero. Las propiedades ópticas y eléctricas también son muy variables.
Mezcla y fusión
Después de una cuidadosa medida y preparación, las materias primas se mezclan y se someten a una fusión inicial antes de aplicarles todo el calor necesario para la vitrificación. En el pasado, la fusión se efectuaba en recipientes de arcilla (barro) calentados en hornos alimentados con madera o carbón. Todavía hoy se emplean recipientes de arcilla refractaria, que contienen entre 0,5 y 1,5 toneladas de vidrio, cuando se necesitan cantidades de vidrio relativamente pequeñas para ser trabajado a mano. En las modernas fábricas, la mayor parte del vidrio se funde en grandes hornos de tanque, introducidos por primera vez en 1872. Estos hornos pueden contener más de 1.000 toneladas de vidrio y se calientan con gas, petróleo o electricidad. Las materias primas se introducen de forma continua por una abertura situada en un extremo del tanque y el vidrio fundido, refinado y tratado, sale por el otro extremo. En unos grandes crisoles previos o cámaras de retención, el vidrio fundido se lleva a la temperatura correcta en la que puede ser trabajado, tras lo cual se transfiere la masa vítrea a las máquinas de modelado.
Modelado
Los principales métodos empleados para modelar el vidrio son el moldeado, el soplado, el prensado, el estiramiento y el laminado. Todos estos procesos son antiguos (véase Vidrio (arte)), pero han sufrido modificaciones para poder producir vidrio con fines industriales. Por ejemplo, se
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 24/32
han desarrollado procesos centrífugos de moldeado en los que el vidrio se fuerza contra las paredes de un molde que gira rápidamente, lo que permite obtener formas precisas de poco peso, como tubos de televisión. También se han desarrollado máquinas automáticas para soplar el vidrio.
Vidrio tensionado
Es posible añadir tensiones de modo artificial para dar resistencia a un artículo de vidrio. Como el vidrio se rompe como resultado de esfuerzos de tracción que se originan en un arañazo infinitesimal de la superficie, la compresión de ésta aumenta el esfuerzo de tracción que puede soportar el vidrio antes de que se produzca la ruptura. Un método llamado temple térmico comprime la superficie calentando el vidrio casi hasta el punto de reblandecimiento y enfriándolo rápidamente con un chorro de aire o por inmersión en un líquido. La superficie se endurece de inmediato, y la posterior contracción del interior del vidrio, que se enfría con más lentitud, tira de ella y la comprime. Con este método pueden obtenerse compresiones de superficie de hasta 24.000 N/cm2 en piezas gruesas de vidrio. También se han desarrollado métodos químicos de reforzamiento en los que se altera la composición o la estructura de la superficie del vidrio mediante intercambio iónico. Este método permite alcanzar una resistencia superior a los 70.000 N/cm2. Véase también Recocido.
Tipos de vidrio comercial
La amplia gama de aplicaciones del vidrio ha hecho que se desarrollen numerosos tipos distintos.
Vidrio de ventana
El vidrio de ventana, que ya se empleaba en el siglo I d.C., se fabricaba utilizando moldes o soplando cilindros huecos que se cortaban y aplastaban para formar láminas. En el proceso de corona, técnica posterior, se soplaba un trozo de vidrio dándole forma de globo aplastado o corona. La varilla se fijaba al lado plano y se retiraba el tubo de soplado (véase Vidrio (arte): Soplado). La corona volvía a calentarse y se hacía girar con la varilla; el agujero dejado por el tubo se hacía más grande y el disco acababa formando una gran lámina circular. La varilla se partía, lo que dejaba una marca. En la actualidad, casi todo el vidrio de ventana se fabrica de forma mecánica estirándolo desde una piscina de vidrio fundido alimentada por un horno de tanque. En el proceso de Foucault, la lámina de vidrio se estira a través de un bloque refractario ranurado sumergido en la superficie de la piscina de este material y se lleva a un horno vertical de recocido, de donde sale para ser cortado en hojas.
Vidrio de placa
El vidrio de ventana normal producido por estiramiento no tiene un espesor uniforme, debido a la naturaleza del proceso de fabricación. Las variaciones de espesor distorsionan la imagen de los objetos vistos a través de una hoja de ese vidrio.
El método tradicional de eliminar esos defectos ha sido emplear vidrio laminado bruñido y pulimentado, conocido como vidrio de placa. Éste se produjo por primera vez en Saint Gobain (Francia) en 1668, vertiendo vidrio en una mesa de hierro y aplanándolo con un rodillo. Después del recocido, la lámina se bruñía y pulimentaba por ambos lados. Hoy, el vidrio de placa se fabrica pasando el material vítreo de forma continua entre dobles rodillos situados en el extremo de un crisol previo. Después de recocer la lámina en bruto, ambas caras son acabadas de forma continua y simultánea.
En la actualidad, el bruñido y el pulimentado están siendo sustituidos por el proceso de vidrio flotante, más barato. En este proceso se forman superficies planas en ambas caras haciendo flotar una capa continua de vidrio sobre un baño de estaño fundido. La temperatura es tan alta que las imperfecciones superficiales se eliminan por el flujo del vidrio. La temperatura se hace descender poco a poco a medida que el material avanza por el baño de estaño y, al llegar al extremo, el vidrio pasa por un largo horno de recocido.

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 25/32
En arquitectura se emplea vidrio laminado sin pulir, a menudo con superficies figurativas producidas por dibujos grabados en los rodillos. El vidrio de rejilla, que se fabrica introduciendo tela metálica en el vidrio fundido antes de pasar por los rodillos, no se astilla al recibir un golpe. El vidrio de seguridad, como el empleado en los parabrisas de los automóviles, se obtiene tras la colocación de una lámina de plástico transparente (butiral de polivinilo) entre dos láminas finas de vidrio de placa. El plástico se adhiere al vidrio y mantiene fijas las esquirlas incluso después de un fuerte impacto.
Botellas y recipientes
Las botellas, tarros y otros recipientes de vidrio se fabrican mediante un proceso automático que combina el prensado (para formar el extremo abierto) y el soplado (para formar el cuerpo hueco del recipiente). En una máquina típica para soplar botellas, se deja caer vidrio fundido en un molde estrecho invertido y se presiona con un chorro de aire hacia el extremo inferior del molde, que corresponde al cuello de la botella terminada. Después, un desviador desciende sobre la parte superior del molde, y un chorro de aire que viene desde abajo y pasa por el cuello de la primera forma a la botella. Esta botella a medio formar se sujeta por el cuello, se invierte y se pasa a un segundo molde de acabado, en la que otro chorro de aire le da sus dimensiones finales. En otro tipo de máquina empleado para recipientes de boca ancha, se prensa el vidrio en un molde con un pistón antes de soplarlo en un molde de acabado. Los tarros de poco fondo, como los empleados para cosméticos, son prensados sin más.
Vidrio óptico
La mayoría de las lentes que se utilizan en gafas (anteojos), microscopios, telescopios, cámaras y otros instrumentos ópticos se fabrican con vidrio óptico (Véase Óptica). Éste se diferencia de los demás vidrios por su forma de desviar (refractar) la luz. La fabricación de vidrio óptico es un proceso delicado y exigente. Las materias primas deben tener una gran pureza, y hay que tener mucho cuidado para que no se introduzcan imperfecciones en el proceso de fabricación. Pequeñas burbujas de aire o inclusiones de materia no vitrificada pueden provocar distorsiones en la superficie de la lente. Las llamadas cuerdas, estrías causadas por la falta de homogeneidad química del vidrio, también pueden causar distorsiones importantes, y las tensiones en el vidrio debidas a un recocido imperfecto afectan también a las cualidades ópticas.
En la antigüedad, el vidrio óptico se fundía en crisoles durante periodos prolongados, removiéndolo constantemente con una varilla refractaria. Después de un largo recocido, se partía en varios fragmentos; los mejores volvían a ser triturados, recalentados y prensados con la forma deseada. En los últimos años se ha adoptado un método para la fabricación continua de vidrio en tanques revestidos de platino, con agitadores en las cámaras cilíndricas de los extremos (llamadas homogeneizadores). Este proceso produce cantidades mayores de vidrio óptico, con menor coste y mayor calidad que el método anterior. Para las lentes sencillas se usa cada vez más el plástico en lugar del vidrio. Aunque no es tan duradero ni resistente al rayado como el vidrio, es fuerte y ligero y puede absorber tintes.
Vidrio fotosensible
En el vidrio fotosensible, los iones de oro o plata del material responden a la acción de la luz, de forma similar a lo que ocurre en una película fotográfica. Este vidrio se emplea en procesos de impresión y reproducción y su tratamiento térmico tras la exposición a la luz produce cambios permanentes.
El vidrio fotocromático se oscurece al ser expuesto a la luz tras lo cual recupera su claridad original. Este comportamiento se debe a la acción de la luz sobre cristales diminutos de cloruro de plata o bromuro de plata distribuidos por todo el vidrio. Es muy utilizado en lentes de gafas o anteojos y en electrónica.
Vitrocerámica
En los vidrios que contienen determinados metales se produce una cristalización localizada al ser expuestos a radiación ultravioleta. Si se calientan a temperaturas elevadas, estos vidrios se

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 26/32
convierten en vitrocerámica, que tiene una resistencia mecánica y unas propiedades de aislamiento eléctrico superiores a las del vidrio ordinario. Este tipo de cerámica se utiliza en la actualidad en utensilios de cocina, conos frontales de cohetes o ladrillos termorresistentes para recubrir naves espaciales. Otros vidrios que contienen metales o aleaciones pueden magnetizarse, son resistentes y flexibles y resultan muy útiles para transformadores eléctricos de alta eficiencia.
Fibra de vidrio
Es posible producir fibras de vidrio —que pueden tejerse como las fibras textiles— estirando vidrio fundido hasta diámetros inferiores a una centésima de milímetro. Se pueden producir tanto hilos multifilamento largos y continuos como fibras cortas de 25 o 30 centímetros de largo.
Una vez tejida para formar telas, la fibra de vidrio resulta ser un excelente material para cortinas y tapicería debido a su estabilidad química, solidez y resistencia al fuego y al agua. Los tejidos de fibra de vidrio, sola o en combinación con resinas, constituyen un aislamiento eléctrico excelente. Impregnando fibras de vidrio con plásticos se forma un tipo compuesto que combina la solidez y estabilidad química del vidrio con la resistencia al impacto del plástico. Otras fibras de vidrio muy útiles son las empleadas para transmitir señales ópticas en comunicaciones informáticas y telefónicas mediante la nueva tecnología de la fibra óptica, en rápido crecimiento.
Otros tipos de vidrio
Los ladrillos de vidrio son bloques de construcción huecos, con nervios o dibujos en los lados, que pueden unirse con argamasa y emplearse en paredes exteriores o tabiques internos.
La espuma de vidrio, empleada en flotadores o como aislante, se fabrica añadiendo un agente espumante al vidrio triturado y calentando la mezcla hasta el punto de reblandecimiento. El agente espumante libera un gas que produce una multitud de pequeñas burbujas dentro del vidrio.
En la década de 1950 se desarrollaron fibras ópticas que han encontrado muchas aplicaciones en la ciencia, la medicina y la industria. Si se colocan de forma paralela fibras de vidrio de alto índice de refracción separadas por capas delgadas de vidrio de bajo índice de refracción, es posible transmitir imágenes a través de las fibras. Los fibroscopios, que contienen muchos haces flexibles de estas fibras, pueden transmitir imágenes a través de ángulos muy cerrados, lo que facilita la inspección de zonas que suelen ser inaccesibles. Las aplicaciones de la fibra óptica rígida, como lupas, reductores y pantallas también mejoran la visión. Empleadas en combinación con láseres, las fibras ópticas son hoy cruciales para la telefonía de larga distancia y la comunicación entre ordenadores (computadoras).
El vidrio láser es vidrio dopado con un pequeño porcentaje de óxido de neodimio, y es capaz de emitir luz láser si se monta en un dispositivo adecuado y se bombea con luz ordinaria. Está considerado como una buena fuente láser por la relativa facilidad con que pueden obtenerse pedazos grandes y homogéneos de este vidrio.
Los vidrios dobles son dos láminas de vidrio de placa o de ventana selladas por los extremos, con un espacio de aire entre ambas. Para su construcción pueden usarse varios tipos de selladores y materiales de separación. Empleados en ventanas, proporcionan un excelente aislamiento térmico y no se empañan aunque haya humedad.
En la década de 1980 se desarrolló en la Universidad de Florida (Estados Unidos) un método para fabricar grandes estructuras de vidrio sin emplear altas temperaturas. La técnica, denominada de sol-gel, consiste en mezclar agua con un producto químico como el tetrametoxisilano para fabricar un polímero de óxido de silicio; un aditivo químico reduce la velocidad del proceso de condensación y permite que el polímero se constituya uniformemente. Este método podría resultar útil para fabricar formas grandes y complejas con propiedades específicas.
Fibra óptica
Fibra o varilla de vidrio —u otro material transparente con un índice de refracción alto— que se emplea para transmitir luz. Cuando la luz entra por uno de los extremos de la fibra, se transmite con muy pocas pérdidas incluso aunque la fibra esté curvada.

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 27/32
El principio en que se basa la transmisión de luz por la fibra es la reflexión interna total; la luz que viaja por el centro o núcleo de la fibra incide sobre la superficie externa con un ángulo mayor que el ángulo crítico (véase Óptica), de forma que toda la luz se refleja sin pérdidas hacia el interior de la fibra. Así, la luz puede transmitirse a larga distancia reflejándose miles de veces. Para evitar pérdidas por dispersión de luz debida a impurezas de la superficie de la fibra, el núcleo de la fibra óptica está recubierto por una capa de vidrio con un índice de refracción mucho menor; las reflexiones se producen en la superficie que separa la fibra de vidrio y el recubrimiento.
La aplicación más sencilla de las fibras ópticas es la transmisión de luz a lugares que serían difíciles de iluminar de otro modo, como la cavidad perforada por la turbina de un dentista. También pueden emplearse para transmitir imágenes; en este caso se utilizan haces de varios miles de fibras muy finas, situadas exactamente una al lado de la otra y ópticamente pulidas en sus extremos. Cada punto de la imagen proyectada sobre un extremo del haz se reproduce en el otro extremo, con lo que se reconstruye la imagen, que puede ser observada a través de una lupa. La transmisión de imágenes se utiliza mucho en instrumentos médicos para examinar el interior del cuerpo humano y para efectuar cirugía con láser, en sistemas de reproducción mediante facsímil y fotocomposición, en gráficos de ordenador o computadora y en muchas otras aplicaciones.
Las fibras ópticas también se emplean en una amplia variedad de sensores, que van desde termómetros hasta giroscopios. Su potencial de aplicación en este campo casi no tiene límites, porque la luz transmitida a través de las fibras es sensible a numerosos cambios ambientales, entre ellos la presión, las ondas de sonido y la deformación, además del calor y el movimiento. Las fibras pueden resultar especialmente útiles cuando los efectos eléctricos podrían hacer que un cable convencional resultara inútil, impreciso o incluso peligroso. También se han desarrollado fibras que transmiten rayos láser de alta potencia para cortar y taladrar materiales.
La fibra óptica se emplea cada vez más en la comunicación, debido a que las ondas de luz tienen una frecuencia alta y la capacidad de una señal para transportar información aumenta con la frecuencia. En las redes de comunicaciones se emplean sistemas de láser con fibra óptica. Hoy funcionan muchas redes de fibra para comunicación a larga distancia, que proporcionan conexiones transcontinentales y transoceánicas. Una ventaja de los sistemas de fibra óptica es la gran distancia que puede recorrer una señal antes de necesitar un repetidor para recuperar su intensidad. En la actualidad, los repetidores de fibra óptica están separados entre sí unos 100 km, frente a aproximadamente 1,5 km en los sistemas eléctricos. Los amplificadores de fibra óptica recientemente desarrollados pueden aumentar todavía más esta distancia.
Otra aplicación cada vez más extendida de la fibra óptica son las redes de área local. Al contrario que las comunicaciones de larga distancia, estos sistemas conectan a una serie de abonados locales con equipos centralizados como ordenadores (computadoras) o impresoras. Este sistema aumenta el rendimiento de los equipos y permite fácilmente la incorporación a la red de nuevos usuarios. El desarrollo de nuevos componentes electroópticos y de óptica integrada aumentará aún más la capacidad de los sistemas de fibra.
Cal
Sustancia sólida cáustica, blanca cuando es pura, que se obtiene calcinando caliza y otras formas de carbonato de calcio. La cal pura, llamada también cal viva o cal cáustica, está compuesta por óxido de calcio (CaO), aunque normalmente los preparados comerciales contienen impurezas, como óxidos de aluminio, hierro, silicio y magnesio. Al tratarla con agua se desprenden grandes cantidades de calor y se forma el hidróxido de calcio, que se vende comercialmente como un polvo blanco denominado cal apagada o cal muerta. La cal se utiliza para preparar cemento y argamasa, y para neutralizar los suelos ácidos en agricultura. También se emplea para fabricar papel y vidrio, para lavar la ropa blanca, para curtir las pieles o el cuero, en el refinado de azúcar y para ablandar el agua.
El agua de cal, que es una disolución alcalina de cal apagada en agua, se utiliza principalmente en medicina como antiácido, como neutralizador de un ácido venenoso o para el tratamiento de las quemaduras.
Cemento
Sustancia de polvo fino hecha de argamasa de yeso capaz de formar una pasta blanda al mezclarse con agua y que se endurece espontáneamente en contacto con el aire.

Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 28/32
El cemento tiene diversas aplicaciones como en la unión de arena y grava con cemento Portland (es el más usual) para formar hormigón, pegar superficies de distintos materiales o para revestimientos de superficies a fin de protegerlas de la acción de sustancias químicas. El cemento tiene diferentes composiciones para usos diversos. Pueden recibir el nombre del componente principal, como el cemento calcáreo, que contiene óxido de silicio, o como el cemento epoxiaco, que contiene resinas epoxídicas; o de su principal característica, como el cemento hidráulico, o el cemento rápido. Los cementos utilizados en la construcción se denominan en algunas ocasiones por su origen, como el cemento romano, o por su parecido con otros materiales, como el caso del cemento Portland, que tiene cierta semejanza con la piedra de Portland, usada en Gran Bretaña para la construcción. Los cementos que resisten altas temperaturas se llaman cementos refractantes.
El cemento se asienta o endurece por evaporación del líquido plasticizante, como el agua, por transformación química interna, por hidratación, o por el crecimiento de cristales entrelazados. Otros tipos de cemento se endurecen al reaccionar con el oxígeno y el dióxido de carbono de la atmósfera.
Cemento Portland
Los cementos Portland típicos consisten en mezclas de silicato tricálcico (3CaO·SiO2), aluminato tricálcico (3CaO·Al2O3) y silicato dicálcico (2CaO·SiO2) en diversas proporciones, junto con pequeñas cantidades de compuestos de magnesio y hierro. Para retardar el proceso de endurecimiento suele añadirse yeso.
Los compuestos activos del cemento son inestables, y en presencia de agua reorganizan su estructura. El endurecimiento inicial del cemento se produce por la hidratación del silicato tricálcico, el cual forma una sílice hidratada gelatinosa e hidróxido de calcio. Estas sustancias cristalizan, uniendo las partículas de arena o piedras —siempre presentes en las mezclas de argamasa de cemento— para crear una masa dura. El aluminato tricálcico actúa del mismo modo en la primera fase, pero no contribuye al endurecimiento final de la mezcla. La hidratación del silicato dicálcico actúa de modo semejante, pero mucho más lentamente, endureciendo poco a poco durante varios años. El proceso de hidratación y asentamiento de la mezcla de cemento se conoce como curado, y durante el mismo se desprende calor.
El cemento Portland se fabrica a partir de materiales calizos, por lo general piedra caliza, junto con arcillas, pizarras o escorias de altos hornos que contienen óxido de aluminio y óxido de silicio, en proporciones aproximadas de un 60% de cal, 19% de óxido de silicio, 8% de óxido de aluminio, 5% de hierro, 5% de óxido de magnesio y 3% de trióxido de azufre. Ciertas rocas llamadas rocas cementosas tienen una composición natural de estos elementos en proporciones adecuadas y se puede hacer cemento con ellas sin necesidad de emplear grandes cantidades de otras materias primas. No obstante, las cementeras suelen utilizar mezclas de diversos materiales.
En la fabricación del cemento se trituran las materias primas mezcladas y se calientan hasta que se funden en forma de escoria, que a su vez se tritura hasta lograr un polvo fino. Para el calentamiento suele emplearse un horno rotatorio de más de 150 m de largo y más de 3,2 m de diámetro. Estos hornos están ligeramente inclinados, y las materias primas se introducen por su parte superior, ya sea en forma de polvo seco de roca o como pasta húmeda hecha de roca triturada y agua. A medida que desciende a través del horno, se va secando y calentando con una llama situada al fondo del mismo. A medida que se acerca a la llama se separa el dióxido de carbono y la mezcla se funde a temperaturas entre 1.540 y 1.600 ºC. El material tarda unas seis horas en pasar de un extremo a otro del horno. Al salir se enfría con rapidez y se tritura, trasladándose con un compresor a una empaquetadora o a silos o depósitos de almacenamiento. El material obtenido tiene una textura tan fina que el 90% o más de sus partículas podría atravesar un tamiz o colador con 6.200 agujeros por centímetro cuadrado.
En los hornos modernos se pueden obtener de 27 a 30 kg de cemento por cada 45 kg de materia prima. La diferencia se debe sobre todo a la pérdida de agua y dióxido de carbono. Por lo general en los hornos se quema carbón en polvo, consumiéndose unos 450 kg de carbón por cada 900 g de cemento fabricado. También se utilizan gases y aceites.
Para comprobar la calidad del cemento se llevan a cabo numerosas pruebas. Un método común consiste en tomar una muestra de argamasa de tres partes de arena y una de cemento y medir su resistencia a la tracción después de una semana sumergida en agua.
Cementos especiales
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 29/32
Mediante la variación del porcentaje de sus componentes habituales o la adición de otros nuevos, el cemento Portland puede adquirir diversas características de acuerdo a cada uso, como el endurecimiento rápido y resistencia a los álcalis. Los cementos de fraguado rápido, a veces llamados cementos de dureza extrarrápida, se consiguen aumentando la proporción de silicato tricálcico o mediante una trituración fina de modo que el 99,5% logre pasar un filtro de 16.370 aberturas por centímetro cuadrado. Algunos de estos cementos se endurecen en un día al mismo nivel que los cementos ordinarios lo hacen en un mes. Sin embargo, durante la hidratación producen mucho calor y por ello no son apropiados para grandes estructuras en las que ese nivel de calor puede provocar la formación de grietas. En los grandes vertidos suelen emplearse cementos especiales de poco nivel de calor, que por lo general contienen mayor cantidad de silicato dicálcico. En obras de hormigón expuestas a agentes alcalinos (que atacan al hormigón fabricado con cemento Portland común), suelen emplearse cementos resistentes con bajo contenido de aluminio. En estructuras construidas bajo el agua del mar suelen utilizarse cementos con un contenido de hasta un 5% de óxido de hierro, y cuando se precise resistencia a la acción de aguas ricas en sulfatos se emplean cementos con una composición de hasta 40% de óxido de aluminio.
Historia
Aunque ciertos tipos de cementos que se fraguan y endurecen con agua de origen mineral eran conocidos desde la antigüedad, sólo han sido empleados como cementos hidráulicos a partir de mediados del siglo XVIII. El término cemento Portland se empleó por primera vez en 1824 por el fabricante inglés de cemento Joseph Aspdin, debido a su parecido con la piedra de Portland, que era muy utilizada para la construcción en Inglaterra. El primer cemento Portland moderno, hecho de piedra caliza y arcillas o pizarras, calentadas hasta convertirse en carbonilla (o escorias) y después trituradas, fue producido en Gran Bretaña en 1845. En aquella época el cemento se fabricaba en hornos verticales, esparciendo las materias primas sobre capas de coque a las que se prendía fuego. Los primeros hornos rotatorios surgieron hacia 1880. El cemento Portland se emplea hoy en la mayoría de las estructuras de hormigón.
La mayor producción de cemento se produce, en la actualidad, en los países más poblados y/o industrializados, aunque también es importante la industria cementera en los países menos desarrollados. La antigua Unión Soviética, China, Japón y Estados Unidos son los mayores productores, pero Alemania, Francia, Italia, España y Brasil son también productores importantes.
Arena
Masa desagregada e incoherente de materias minerales en estado granular fino, que consta normalmente de cuarzo (sílice) con una pequeña proporción de mica, feldespato, magnetita y otros minerales resistentes. Es el producto de la desintegración química y mecánica de la rocas bajo meteorización y abrasión (véase Erosión). Cuando las partículas acaban de formarse suelen ser angulosas y puntiagudas, haciéndose más pequeñas y redondeadas por la fricción provocada por el viento y el agua.
La arena es un constituyente importante de muchos suelos y es muy abundante como depósito superficial a lo largo de los cursos de muchos ríos, en las orillas de lagos, en las costas y en las regiones áridas. Véase Suelo; Acondicionamiento del suelo. Un tipo particular de arena es el ingrediente principal en la fabricación de vidrio. Otras clases se utilizan en fundición para hacer moldes o para fabricar cerámicas, yesos y cementos. La arena se usa como abrasivo moledor y pulidor bajo la forma de papel de lija, hoja de papel con una de sus caras cubierta de arena o de una sustancia abrasiva similar. La utilización de chorros de arena, impulsados por aire o vapor a presión, es una técnica importante en la limpieza de la piedra o en el pulido de superficies metálicas rugosas.
Ladrillo
Bloque de arcilla o cerámica cocida empleado en la construcción y para revestimientos decorativos. Los ladrillos pueden secarse al sol, pero acostumbran a secarse en hornos. Tienen un coste bastante bajo, resisten la humedad y el calor y pueden durar en algunos casos más que la
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 30/32
piedra. Su color varía dependiendo de las arcillas empleadas y sus proporciones cambian de acuerdo a las tradiciones arquitectónicas. Algunos ladrillos están hechos de arcillas resistentes al fuego para construir chimeneas y hornos. Otros están hechos con vidrio o se someten a procesos de vitrificación. Los ladrillos se pueden fabricar de diferentes formas, dependiendo de la manera en que se vayan a colocar sus costados largos (al hilo) y sus extremos cortos (cabezales).
El ladrillo constituyó el principal material en la construcción de las antiguas Mesopotamia y Palestina, donde apenas se disponía de madera y piedras. Los habitantes de Jericó en Palestina fabricaban ladrillos hace unos 9.000 años. Los constructores sumerios y babilonios levantaron zigurats, palacios y ciudades amuralladas con ladrillos secados al sol, que recubrían con otros ladrillos cocidos en hornos, más resistentes y a menudo con esmaltes brillantes formando frisos decorativos. En sus últimos años los persas construían con ladrillos al igual que los chinos, que levantaron la gran muralla. Los romanos construyeron baños, anfiteatros y acueductos con ladrillos, a menudo recubiertos de mármol.
En el curso de la edad media, en el imperio bizantino, al norte de Italia, en los Países Bajos y en Alemania, así como en cualquier otro lugar donde escaseara la piedra, los constructores valoraban el ladrillo por sus cualidades decorativas y funcionales. Realizaron construcciones con ladrillos templados, rojos y sin brillo creando una amplia variedad de formas, como cuadros, figuras de punto de espina, de tejido de esterilla o lazos flamencos. Esta tradición continuó en el renacimiento y en la arquitectura georgiana británica, y fue llevada a América del norte por los colonos. El ladrillo ya era conocido por los indígenas americanos de las civilizaciones prehispánicas. En regiones secas construían casas de ladrillos de adobe secado al sol. Las grandes pirámides de los olmecas, mayas y otros pueblos fueron construidas con ladrillos revestidos de piedra. Pero fue en España donde, por influencia musulmana, el uso del ladrillo alcanzó más difusión, sobre todo en Castilla, Aragón y Andalucía. El ladrillo industrial, fabricado en enormes cantidades, sigue siendo un material de construcción muy versátil. Existen tres clases: ladrillo de fachada o exteriores, cuando es importante el aspecto; el ladrillo común, hecho de arcilla de calidad inferior destinado a la construcción; y el ladrillo refractario, que resiste temperaturas muy altas y se emplea para fabricar hornos. Los ladrillos se hacen con argamasa, una pasta compuesta de cemento, masilla de cal y arena.
Hormigón
Material artificial utilizado en ingeniería que se obtiene mezclando cemento Portland, agua, algunos materiales bastos como la grava y otros refinados y una pequeña cantidad de aire.
El hormigón es casi el único material de construcción que llega en bruto a la obra. Esta característica hace que sea muy adecuado en la construcción, ya que puede moldearse de muchas formas. Presenta una amplia variedad de texturas y colores y se utiliza para construir muchos tipos de estructuras, como autopistas, calles, puentes, presas, grandes edificios, pistas de aterrizaje, sistemas de riego y canalización, rompeolas, embarcaderos y muelles, aceras, silos o bodegas, factorías, casas e incluso barcos.
Otras características favorables del hormigón son su resistencia, su bajo costo y su larga duración. Según los materiales con los que se mezcle, el hormigón puede soportar fuerzas de compresión de más de 700 kg/cm2. Su resistencia longitudinal es baja, pero reforzándolo con acero y a través de un diseño adecuado se puede hacer que la estructura sea tan resistente a las fuerzas longitudinales como a la compresión. Su larga duración se evidencia en la conservación de columnas construidas por los egipcios hace más de 3.600 años.
Composición
Los componentes principales del hormigón son pasta de cemento Portland, agua y aire, que puede entrar de forma natural y dejar unas pequeñas cavidades o se puede introducir artificialmente en forma de burbujas. Los materiales inertes pueden dividirse en dos grupos: materiales finos, como puede ser la arena, y materiales bastos, como grava, piedras o escoria. En general, se llaman materiales finos si sus partículas son menores que 6,4 mm y bastos si son mayores, pero según el grosor de la estructura que se va a construir el tamaño de los materiales bastos varía mucho. En la construcción de elementos de pequeño grosor se utilizan materiales con partículas pequeñas, de 6,4 mm. En la construcción de presas se utilizan piedras de 15 cm de diámetro o más. El tamaño de los materiales bastos no debe exceder la quinta parte de la dimensión más pequeña de la pieza de hormigón que se vaya a construir.
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 31/32
Al mezclar el cemento Portland con agua, los compuestos del cemento reaccionan y forman una pasta aglutinadora. Si la mezcla está bien hecha cada partícula de arena y cada trozo de grava queda envuelta por la pasta y todos los huecos que existan entre ellas quedarán rellenos. Cuando la pasta se seca y se endurece, todos estos materiales quedan ligados formando una masa sólida.
En condiciones normales el hormigón se fortalece con el paso del tiempo. La reacción química entre el cemento y el agua que produce el endurecimiento de la pasta y la compactación de los materiales que se introducen en ella requiere tiempo. Esta reacción es rápida al principio pero después es mucho más lenta. Si hay humedad, el hormigón sigue endureciéndose durante años. Por ejemplo, la resistencia del hormigón vertido es de 70.307 g/cm2 al día siguiente, 316.382 g/cm2 una semana después, 421.842 g/cm2 al mes siguiente y 597.610 g/cm2 pasados cinco años.
Las mezclas de hormigón se especifican en forma de relación entre los volúmenes de cemento, arena y piedra utilizados. Una mezcla 1:2:3, por ejemplo consiste en una parte por volumen de cemento, dos partes de arena y tres partes de agregados sólidos. Según su aplicación, se alteran estas proporciones para conseguir cambios específicos en sus propiedades, sobre todo en cuanto a resistencia y duración. Estas relaciones varían de 1:2:3 a 1:2:4 y 1:3:5. La cantidad de agua que se añade a estas mezclas es de 1 a 1,5 veces el volumen de cemento. Para obtener hormigón de alta resistencia el contenido de agua debe ser bajo, sólo el suficiente para humedecer toda la mezcla. En general, cuanta más agua se añada a la mezcla, más fácil será trabajarla, pero más débil será el hormigón cuando se endurezca.
El hormigón puede hacerse absolutamente hermético y utilizarse para contener agua y para resistir la entrada de la misma. Por otra parte, para construir bases filtrantes, se puede hacer poroso y muy permeable. También puede presentar una superficie lisa y pulida tan suave como el cristal. Si se utilizan agregados pesados, como trozos de acero, se obtienen mezclas densas de 4.000 kg/m3. También se puede fabricar hormigón de sólo 481 kg/m3 utilizando agregados ligeros especiales y espumas. Estos hormigones ligeros flotan en el agua, se pueden serrar en trozos o clavar en otras superficies.
Para pequeños trabajos o reparaciones, puede mezclarse a mano, pero sólo las máquinas mezcladoras garantizan una mezcla uniforme. La proporción recomendada para la mayoría de usos a pequeña escala —como suelos, aceras, calzadas, patios y piscinas— es la mezcla 1:2:3.
Cuando la superficie del hormigón se ha endurecido requiere un tratamiento especial, ya sea salpicándola o cubriéndola con agua o con materiales que retengan la humedad, capas impermeables, capas plásticas, arpillera húmeda o arena. También hay pulverizadores especiales. Cuanto más tiempo se mantenga húmedo el hormigón, será más fuerte y durará más tiempo. En época de calor debe mantenerse húmedo por lo menos tres días, y en época de frío no se debe dejar congelar durante la fase inicial de endurecimiento. Para ello se cubre con una lona alquitranada o con otros productos que ayudan a mantener el calor generado por las reacciones químicas que se producen en su interior y provocan su endurecimiento.
Técnicas de construcción
El hormigón se moldea de muchas maneras. Para construir los cimientos de pequeños edificios se vierte directamente en zanjas cavadas en la tierra. Para otros tipos de cimientos y algunos muros, se vierte entre los soportes o encofrados de madera o de hierro, que se eliminan cuando el hormigón se ha secado. En la construcción con losas prefabricadas, las planchas que forman techos y suelos se montan en el suelo y después se elevan con gatos hidráulicos y se fijan las columnas a la altura precisa. Los encofrados deslizantes se utilizan para formar columnas y los núcleos de los edificios. Se van moviendo hacia arriba de 15 a 38 cm por hora mientras se vierte el hormigón y se colocan los refuerzos. El método de fraguar hacia arriba se suele utilizar en la construcción de edificios de una o dos plantas. Las paredes se fraguan en tierra o en la planta correspondiente y se sitúan con grúas. Después se fijan las paredes por sus extremos o entre ellas a unas columnas de hormigón. Para pavimentar carreteras con hormigón se utiliza una máquina pavimentadora de cimbra móvil. Esta máquina arrastra una estructura con dos guías metálicas separadas. Se vierte una capa de hormigón entre las dos guías y la máquina va avanzando lentamente. Las guías de los laterales mantienen el hormigón en su sitio hasta que éste se seca. Estas pavimentadoras pueden forjar una capa continua de pavimento de hormigón de uno o dos carriles.
En ciertas aplicaciones, como la construcción de piscinas, canales y superficies curvas, el hormigón puede aplicarse por inyección. Con este método el hormigón se pulveriza a presión con máquinas neumáticas sin necesidad de utilizar encofrados. Así se elimina todo el trabajo de los moldes de madera y hierro y se puede aplicar hormigón en lugares donde los métodos convencionales serían difíciles o imposibles de emplear.
Tecnologías de los Materiales - Lecturas complementarias U2-B - Hoja 32/32
El hormigón con aire ocluido es hormigón en el que se introducen pequeñas burbujas de aire en la mezcla con el cemento, durante su fabricación, preparación o en la fase de mezclado con la arena y los agregados. La presencia de estas burbujas aporta propiedades favorables al hormigón, tanto cuando está fresco como cuando se ha endurecido. Cuando está fresco y recién mezclado las burbujas de aire actúan como lubricante; hacen la mezcla más manejable por lo que reducen la cantidad de agua necesaria para hacerla. Este sistema de aire también reduce la cantidad de arena necesaria.
El aire introducido en el hormigón endurecido reduce radicalmente los ajustes que derivan de la utilización de productos químicos anticongelantes en calles y carreteras. También previene los daños que producen en los pavimentos las heladas y deshielos. Las burbujas de aire funcionan como diminutas válvulas de seguridad que proporcionan espacio al agua para expandirse si la temperatura baja y se hiela.
Albañilería con hormigón
En todos los tipos de construcción de albañilería se utilizan ladrillos o bloques de hormigón. Se utilizan en muros de carga y paredes, malecones, bardas o cortafuegos; como refuerzo de paredes de ladrillo, piedra o enlucidas con estuco o yeso; para proteger del fuego estructuras de acero y recintos como huecos de escaleras y ascensores; para construir muros de contención, chimeneas, suelos…
Alrededor del 60% de los productos de hormigón para albañilería, como los bloques de escoria, se elaboran con agregados ligeros. Los más utilizados son arcillas tratadas, escoria de altos hornos, esquisto micáceo, agregados volcánicos naturales y cenizas. El tamaño de estos bloques, que se utilizan para construir paredes, tanto por debajo como por encima del suelo, suele ser de 20 × 20 × 40 cm. Estos bloques se colocan de forma horizontal y no suelen ser macizos para reducir peso y para que se forme una cámara de aire aislante entre los bloques. Se han desarrollado otros tipos de bloques de hormigón con dibujo que se utilizan sin revestimiento en casas, centros comerciales, escuelas, iglesias e instalaciones públicas.
La medida de los bloques está ya estandarizada: se pueden conseguir bloques específicos para cualquier trabajo sin tener que cortar y ajustar. También hay moldes para producir bloques con dibujos y relieves para paredes interiores y exteriores. Es posible conseguir cualquier color o tipo de textura.
Hormigón armado
En la mayoría de los trabajos de construcción, el hormigón se refuerza con acero. El acero proporciona la resistencia necesaria cuando la estructura tiene que soportar fuerzas longitudinales elevadas. El acero que se introduce en el hormigón suele ser una malla de alambrón o barras sin desbastar o trenzadas. El hormigón y el acero forman un conjunto que transfiere las tensiones entre los dos elementos.
El hormigón pretensado ha eliminado muchos obstáculos en cuanto a la envergadura y las cargas que soportan las estructuras de hormigón para ser viables desde el punto de vista económico. La función básica del acero pretensado es reducir las fuerzas longitudinales en ciertos puntos de la estructura. El pretensado se lleva a cabo tensando acero de alta resistencia para inducir fuerzas de compresión al hormigón. El efecto de esta fuerza de compresión es similar a lo que ocurre cuando queremos transportar una fila de libros horizontalmente; si aplicamos suficiente presión en los extremos, inducimos fuerzas de compresión a toda la fila, y podemos levantar y transportar toda la fila, aunque no se toquen los libros de la parte central.
Estas fuerzas compresoras se inducen en el hormigón pretensado a través de la tensión de los refuerzos de acero antes de que se endurezca el hormigón, aunque en algunos casos el acero se tensa cuando ya se ha secado. En el proceso de pretensado, el acero se tensa antes de vertir el hormigón. Cuando el hormigón se ha endurecido alrededor de estos refuerzos tensados, se sueltan las barras de acero; estas se encogen un poco e inducen fuerzas de compresión al hormigón. En otros casos, el hormigón se vierte alrededor del acero, pero sin que entre en contacto con él; cuando el hormigón se ha secado se ancla un extremo del refuerzo de acero al hormigón y se presiona por el otro extremo con gatos hidráulicos. Cuando la tensión es la requerida, se ancla el otro extremo del refuerzo y el hormigón queda comprimido.
Bibliografía:
- Enciclopedia ENCARTA 97 de Microsoft.