tecnología - procesos de fabricación el tubo cañón de un ... tecnologia... · propios del...
TRANSCRIPT
CENTRO DE ESTUDIOS BALÍSTICOS ROSARIO – IGT 01040
1
Tecnología - Procesos de Fabricación
El Tubo Cañón de un Arma de Fuego
Introducción:
El tubo cañón de nuestra arma, es uno de sus componentes vitales; hay diversos métodos de fabricación que
tienen origen en los primeros momentos de su existencia como herramienta de defensa.
Su historia:
Los cañones modernos de las armas de fuego, tal como los conocemos hoy, tienen sus orígenes en la
aparición de las ánimas rayadas (estriados) a finales del 1300 y principios del 1400.
No tuvieron estado militar durante casi 400 años ya que, teniendo en cuenta que se encontraba vigente
el período de la avancarga, resultaba muy lento el proceso de cargar el sistema y prepararlo para un nuevo
disparo (había que introducir la bala por la boca y pegarle con un mazo hasta posicionarla sobre la pólvora
propulsora en la zona de la cámara de combustión). No en pocas oportunidades, y debido a los residuos
propios del disparo, la bala terminaba atascada en su recorrido antes de llegar a su posición. Resultado: un
arma inutilizada en el combate.
Típica imagen donde se observa el proceso de carga con fusiles de avancarga
Agravado, además, por el hecho de que rayar un cañón era un procedimiento largo y costoso que lo
debilitaba, por lo que solamente se podían estriar cañones muy robustos y con importantes espesores de
pared.
Estas cuestiones impidieron que se utilizaran masivamente, restringiendo su empleo al tiro al blanco o
la caza de animales grandes. En el ámbito militar su utilización se limitaba a pequeños destacamentos de
tiradores de elite especialmente entrenados y equipados. El soldado común y corriente no era capaz de la
aplicación adecuada de las armas estriadas. Hasta la aparición de la bala Minie (1850) este inconveniente
perduró y desde allí fueron evolucionando y perfeccionándose hasta nuestros días.
Diseño Bala Minie
Los primeros cañones fueron de ánima lisa, formados por un tubo de acero con un diámetro interior
igual al calibre del arma y no mucho más.
Una variante en este tipo de cañones primigenios, muy difundido en los de escopeta y común en
nuestro país, incluso encontrándose algunos ejemplares en la actualidad, consistía en enrollar un alambre
alrededor de un eje del diámetro del calibre deseado. Se calentaba el conjunto de manera tal que tomara
CENTRO DE ESTUDIOS BALÍSTICOS ROSARIO – IGT 01040
2
temperatura el alambre, disminuyendo su dureza y luego, golpeando el enrollado, se remachaba o forjaba en
caliente, espira contra espira, hasta volverlo una sola pieza (soldadura por forjado).
Este método a fuerza de golpes y temperatura dio origen a cañones económicos, bastante resistentes
para las pólvoras negras, pero absolutamente obsoletos con las presiones que generan los propelentes
modernos. De ahí la advertencia de no utilizar cartuchos modernos en “cañones de alambre” (como se
los conoce) ya que se corre el riesgo de sufrir graves accidentes.
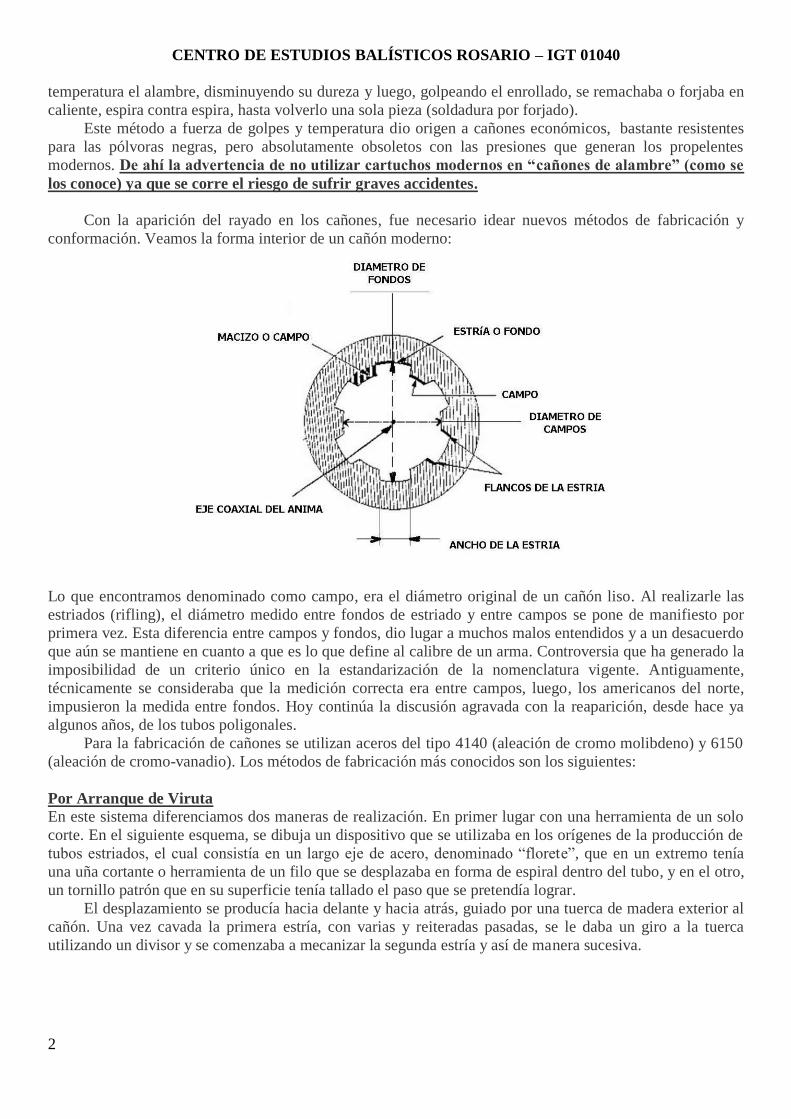
Con la aparición del rayado en los cañones, fue necesario idear nuevos métodos de fabricación y
conformación. Veamos la forma interior de un cañón moderno:
Lo que encontramos denominado como campo, era el diámetro original de un cañón liso. Al realizarle las
estriados (rifling), el diámetro medido entre fondos de estriado y entre campos se pone de manifiesto por
primera vez. Esta diferencia entre campos y fondos, dio lugar a muchos malos entendidos y a un desacuerdo
que aún se mantiene en cuanto a que es lo que define al calibre de un arma. Controversia que ha generado la
imposibilidad de un criterio único en la estandarización de la nomenclatura vigente. Antiguamente,
técnicamente se consideraba que la medición correcta era entre campos, luego, los americanos del norte,
impusieron la medida entre fondos. Hoy continúa la discusión agravada con la reaparición, desde hace ya
algunos años, de los tubos poligonales.
Para la fabricación de cañones se utilizan aceros del tipo 4140 (aleación de cromo molibdeno) y 6150
(aleación de cromo-vanadio). Los métodos de fabricación más conocidos son los siguientes:
Por Arranque de Viruta
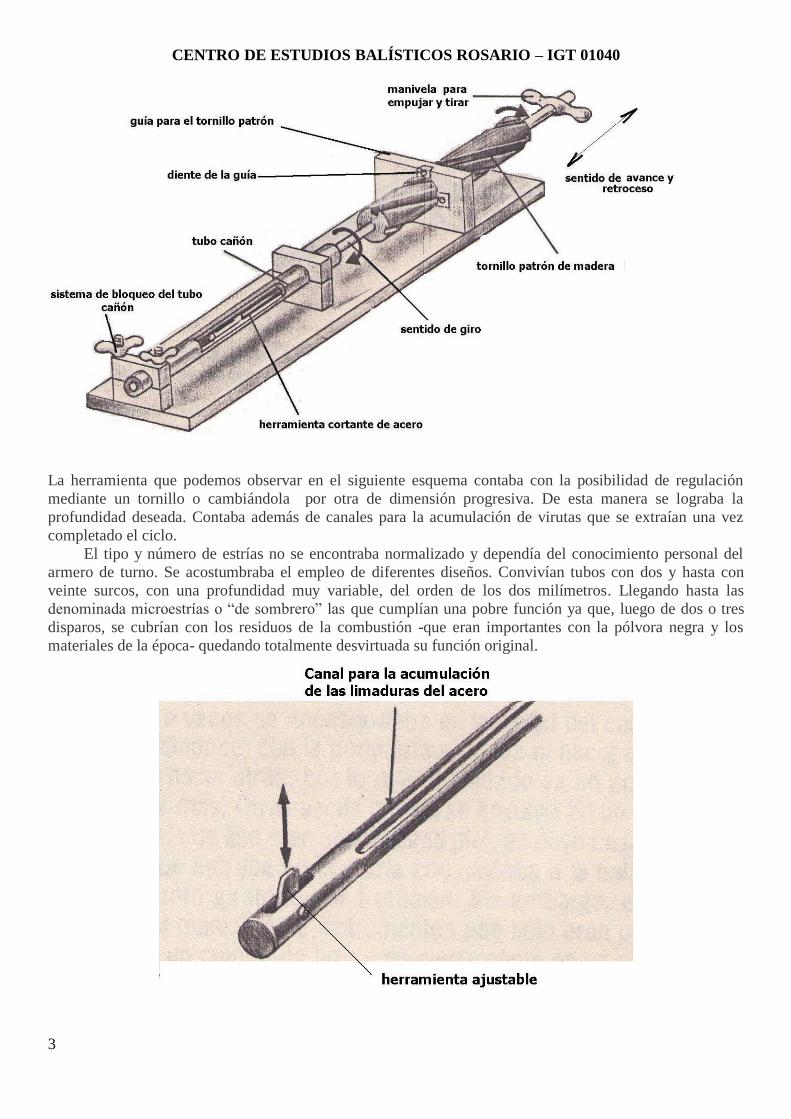
En este sistema diferenciamos dos maneras de realización. En primer lugar con una herramienta de un solo
corte. En el siguiente esquema, se dibuja un dispositivo que se utilizaba en los orígenes de la producción de
tubos estriados, el cual consistía en un largo eje de acero, denominado “florete”, que en un extremo tenía
una uña cortante o herramienta de un filo que se desplazaba en forma de espiral dentro del tubo, y en el otro,
un tornillo patrón que en su superficie tenía tallado el paso que se pretendía lograr.
El desplazamiento se producía hacia delante y hacia atrás, guiado por una tuerca de madera exterior al
cañón. Una vez cavada la primera estría, con varias y reiteradas pasadas, se le daba un giro a la tuerca
utilizando un divisor y se comenzaba a mecanizar la segunda estría y así de manera sucesiva.
CENTRO DE ESTUDIOS BALÍSTICOS ROSARIO – IGT 01040
3
La herramienta que podemos observar en el siguiente esquema contaba con la posibilidad de regulación
mediante un tornillo o cambiándola por otra de dimensión progresiva. De esta manera se lograba la
profundidad deseada. Contaba además de canales para la acumulación de virutas que se extraían una vez
completado el ciclo.
El tipo y número de estrías no se encontraba normalizado y dependía del conocimiento personal del
armero de turno. Se acostumbraba el empleo de diferentes diseños. Convivían tubos con dos y hasta con
veinte surcos, con una profundidad muy variable, del orden de los dos milímetros. Llegando hasta las
denominada microestrías o “de sombrero” las que cumplían una pobre función ya que, luego de dos o tres
disparos, se cubrían con los residuos de la combustión -que eran importantes con la pólvora negra y los
materiales de la época- quedando totalmente desvirtuada su función original.
CENTRO DE ESTUDIOS BALÍSTICOS ROSARIO – IGT 01040
4
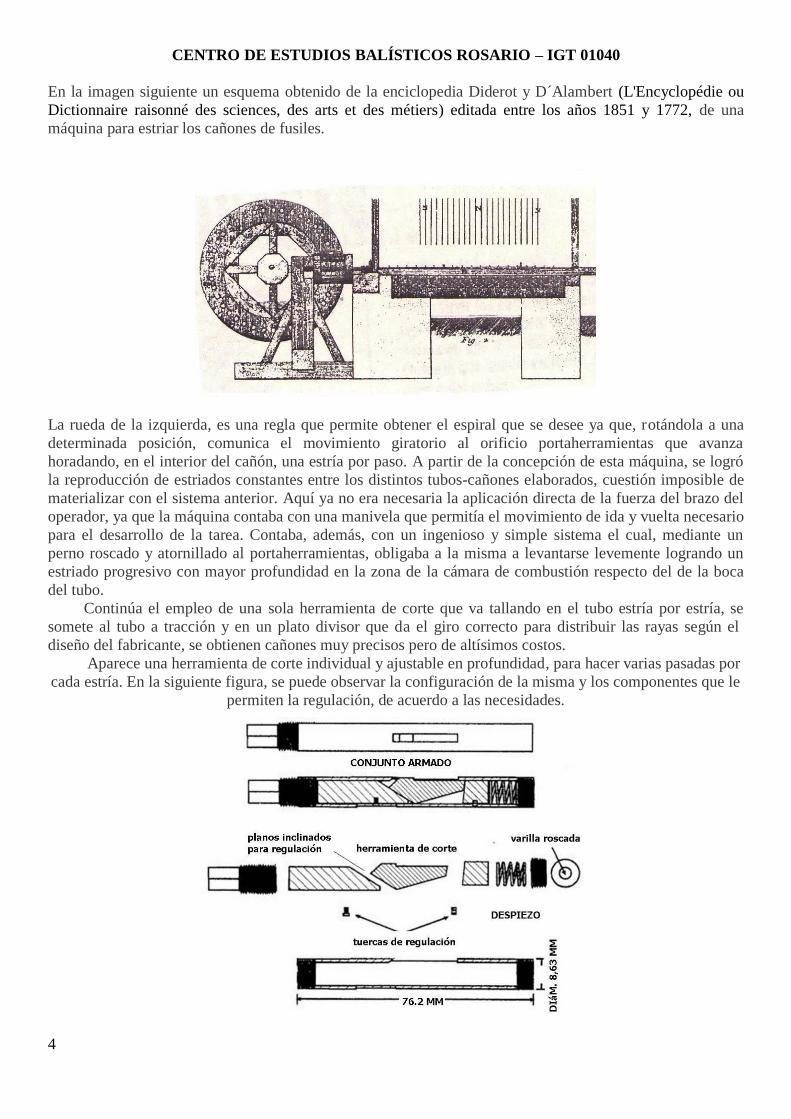
En la imagen siguiente un esquema obtenido de la enciclopedia Diderot y D´Alambert (L'Encyclopédie ou
Dictionnaire raisonné des sciences, des arts et des métiers) editada entre los años 1851 y 1772, de una
máquina para estriar los cañones de fusiles.
La rueda de la izquierda, es una regla que permite obtener el espiral que se desee ya que, rotándola a una
determinada posición, comunica el movimiento giratorio al orificio portaherramientas que avanza
horadando, en el interior del cañón, una estría por paso. A partir de la concepción de esta máquina, se logró
la reproducción de estriados constantes entre los distintos tubos-cañones elaborados, cuestión imposible de
materializar con el sistema anterior. Aquí ya no era necesaria la aplicación directa de la fuerza del brazo del
operador, ya que la máquina contaba con una manivela que permitía el movimiento de ida y vuelta necesario
para el desarrollo de la tarea. Contaba, además, con un ingenioso y simple sistema el cual, mediante un
perno roscado y atornillado al portaherramientas, obligaba a la misma a levantarse levemente logrando un
estriado progresivo con mayor profundidad en la zona de la cámara de combustión respecto del de la boca
del tubo.
Continúa el empleo de una sola herramienta de corte que va tallando en el tubo estría por estría, se
somete al tubo a tracción y en un plato divisor que da el giro correcto para distribuir las rayas según el
diseño del fabricante, se obtienen cañones muy precisos pero de altísimos costos.
Aparece una herramienta de corte individual y ajustable en profundidad, para hacer varias pasadas por
cada estría. En la siguiente figura, se puede observar la configuración de la misma y los componentes que le
permiten la regulación, de acuerdo a las necesidades.

CENTRO DE ESTUDIOS BALÍSTICOS ROSARIO – IGT 01040
5
El brochado método definido también como de arranque de viruta, pero con una herramienta que tiene
todos los filos necesarios para tallar las estrías del cañón de manera simultánea; todas en el mismo paso de
mecanizado.
Este método genera muchas tensiones y los tubos no son de la mejor calidad. La herramienta, en este
caso, permite hacer el tallado del cañón en una sola pasada. Cada una de las multiherramientas es de un
diámetro ligeramente superior.
Por Forja en frío (swaging o estampado)
Con las grandes herramientas y la posibilidad de alcanzar magnitudes de fuerza, tracción-compresión nunca
antes soñadas aparecen, a mediados del siglo pasado, los métodos de forjado en frío.
El Button Rifling o botón de rayado, consiste en un botón de forma cónica que es empujado o
traccionado por el interior del tubo previamente perforado con un diámetro menor al definitivo. Este método
fue introducido por la firma Remington y es una manera económica de hacer los cañones.
El botón para un cañón microestriado para un calibre 9 mm, es como el que sigue:
CENTRO DE ESTUDIOS BALÍSTICOS ROSARIO – IGT 01040
6
El martelado en frío, es el método al que vamos a prestarle mayor atención ya que junto al button Rifling,
son los más económicos y utilizados hoy en día.
Consiste en la utilización del denominado “peregrino”, que resulta ser una herramienta de carburo de
tungsteno (comúnmente llamado widia, material utilizado desde 1926 por las acerías Krupp) en cuya
superficie tiene tallada la estría que se pretende realizar. Ella está en “negativo”, o sea que lo que es campo
en el peregrino, será estriado en el cañón y viceversa, lo que es estriado en el peregrino será campo en el
cañón.
Se lo coloca en el interior de una barra de acero perforado y pulido (cuanto más pulido mejor) y luego,
el conjunto así formado, se lo posiciona en una marteladora (martilladora) con 4 herramientas o martillos
que golpearán el tubo (con una tensión del orden de las 800 ton. x cm2) forzándolo y comprimiéndolo contra
el peregrino. De esta manera, el material va conformándose bajo las condiciones deseadas, mientras el tubo
rota para que los martillos golpeen toda su superficie externa.
El peregrino en algunos casos puede tener incluida la recamara, con lo cual se lograría un cañón de
pistola o fusil terminado en lo que a geometría se refiere.
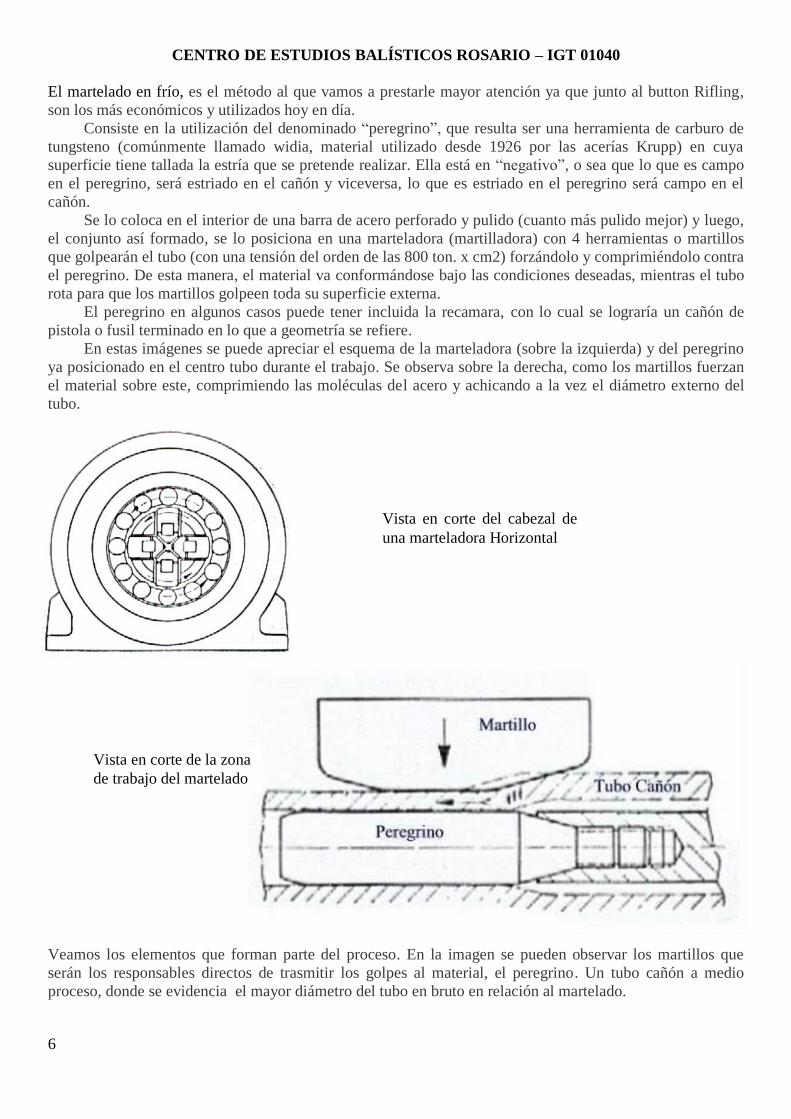
En estas imágenes se puede apreciar el esquema de la marteladora (sobre la izquierda) y del peregrino
ya posicionado en el centro tubo durante el trabajo. Se observa sobre la derecha, como los martillos fuerzan
el material sobre este, comprimiendo las moléculas del acero y achicando a la vez el diámetro externo del
tubo.
Veamos los elementos que forman parte del proceso. En la imagen se pueden observar los martillos que
serán los responsables directos de trasmitir los golpes al material, el peregrino. Un tubo cañón a medio
proceso, donde se evidencia el mayor diámetro del tubo en bruto en relación al martelado.
Vista en corte del cabezal de
una marteladora Horizontal
Vista en corte de la zona
de trabajo del martelado

CENTRO DE ESTUDIOS BALÍSTICOS ROSARIO – IGT 01040
7
El producto terminado seccionado para una mejor vista del proceso interno.
Muchos son los elementos que influyen en lograr precisión en las dimensiones del tubo cañón, pero uno
fundamental es el pulido de su interior. Las superficies que rozan con el proyectil, deben tener una elevada calidad por la sencilla razón de que
cuanto mas áspera sea esta superficie, mayor será el calor generado por el paso de los proyectiles. Con ello,
mayores deformaciones por dilatación sufrirán entre disparo y disparo, conspirando de esta manera con la
precisión. Además no debemos perder de vista que una superficie mas rugosa implica mayor incidencia en
cuanto a residuos y posterior limpieza.
Superficies según método de fabricación. Vemos en la imagen una comparación esquemática entre dos
de los métodos descriptos
.

CENTRO DE ESTUDIOS BALÍSTICOS ROSARIO – IGT 01040
8
Por último, una secuencia de las etapas que se cumplen durante el proceso de martelado.
En cada caso se indican las operaciones fundamentales llevadas a cabo para lograr una calidad acorde a lo
requerido.
Preparación y limpieza del peregrino, en la imagen se observa este antes de ser introducido en la marteladora
Vertical, notar el uso de protección auditiva por el operario
Se aceita el orificio central del tubo, previamente perforado con un diámetro ligeramente superior al
peregrino. Notar los mandos de la marteladora del lado derecho y los relojes que miden las presiones de
trabajo y dan la información necesaria para el control del proceso.
CENTRO DE ESTUDIOS BALÍSTICOS ROSARIO – IGT 01040
9
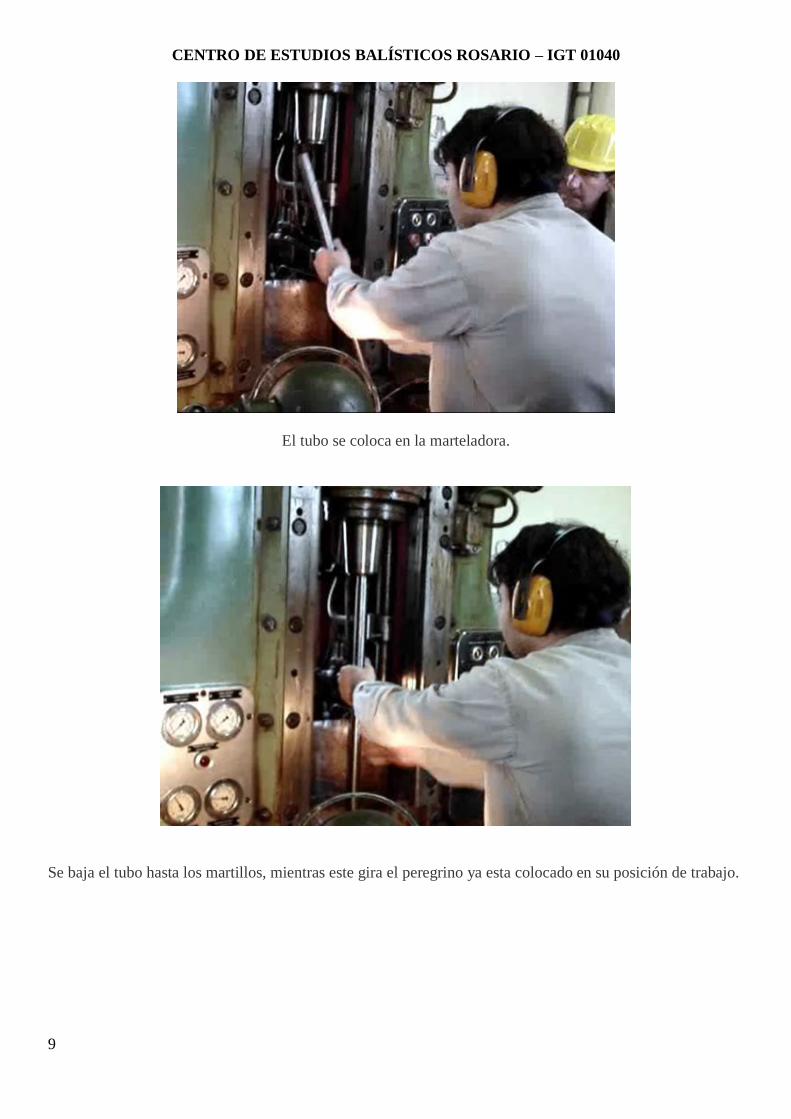
El tubo se coloca en la marteladora.
Se baja el tubo hasta los martillos, mientras este gira el peregrino ya esta colocado en su posición de trabajo.

CENTRO DE ESTUDIOS BALÍSTICOS ROSARIO – IGT 01040
10
El producto terminado. Posteriormente vienen las operaciones de corte (en caso del empleo en la producción
de armas cortas) o mecanizado de la recámara y del brocal, en caso de usarse en armas largas.