sistema de refuerzo de extracción con oxígeno
TRANSCRIPT

SISTEMA DE REFUERZO DE EXTRACCION CON OXIGENO
HUMBERTO LOPEZ SOLARTE //
C.U.A.O BIBLIOTECA
- --. -- -
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
PROGRAMA DE INGENIERIA MECANICA
CALI, 1984
SISTEMA DE REFUERZO DE EXTRACCION CON OXIGENO
HUMBERTO LOPEZ SOLARTE
Proyecto de Grado presentado
como requisito parcial para
optar al Título de Ingeniero
Mecánico.
Director: JAIME MENESES S.
Coodirector: HIDOLFO SATIZABAL
Asesor: JORGE E. TORRES C.
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
PROGRAMA DE INGENIERIA MECANICA
CAL 1 , 1984

Aprobado por el Comité de
Trabajo de Grado en cumplimiento
de los requisitos exigidos por
La Corporaci6n Universitaria
Aut6nama de Occidente para optar
el Título de Ingeniero Mecánico.
ENIERO JAIME MENESES S.
SATIZABAL
INGENIERO LEYVER ALZATE
CAL 1, JULIO 10 DE 1984
11
DEDICATORIA
A mi esposa, Rosalba, y a mis hijos, Patricia y Alejandro quienes
con su comprensión, aliento y sacrificio contribuyeron a escalar un
peldaffomás en el sendero que conduce hacia un gran objetivo:
Triunfar.
III
AGRADECIMIENlOS
El autor expresa sus agradecllnientos:
A WOLF SCHREIBER, Vicepresidente de Operaciones de PROPAL S.A.
A JORGE lORRES, Gerente de Producci6n de PROPAL S.A. y Asesor del
Proyecto.
A JAIME MENESES S., Ingeniero Senior del Departamento de Ingeniería
y Proyectos de PROPAL S.A. y Director del Proyecto.
A HIDOLFO SATIZABAL, Profesor de la Corporaci6n Universitaria
Aut6noma de Occidente y Coodirector del Proyecto.
IV
TABLA DE CONTENIDO
IN TR.OD UCC ID N ••••••••••••••••••••••••••••••••••••••••••••••
l. BREVE HISTORIA. DE PROPAL ••••••••••••••••••••••••••••••
1.1 DESCRIPCIDN GENERAL DEL PROCESO
l.l.1 Etapas Principales en el Proceso de Fabricaci6n de
Pape 1 •••..•••••••.••.••..••••••••.•.•..••••••.•••••
2. PLAN DEL PROYEClO A DESARROLLAR •••••••••••••••••••••••
2.1 ETAPAS DEL BLAN~EO ••••••••••••••••••••••••••••••••••
2.2 APLICACION DE OXIGENO EN EL BLANQUEO •••••••••••••••••
2.3 PROCESO C.Eo.H •.••••••••••••••••••••••••••••••.•.••
2.4 PLAN DE DISEÑO Y OONSTRUCCION ••••••••••••••••••••••••
v
pág
1
3
4
5
12
12
13
14
16

3. DISENo DE UN TRANSroRTADOR DE IDRNILLO ••••••••••••••••
3.1 DISEÑO DEL TORNILLO TRANSPORTADOR ••••••••••••••••••••
3.1.1 Clasificaci6n del material a manejar
3.1.2 Tamano del Tornillo •••.••••••••••••••••.•.••••••.••
3.1.3 Velocidad del Tornillo •••••••••••••••••••••••••••••
3.1.4 Ejes de Acople, Transmisi6n y Cola •••••••••••••••••
3.1.5 Eje Tabular del Tornillo •••••••••••••••••••••••••••
3.1.6 Espesor de la Hélice y Paso del Tornillo •••••••••••
3.1.7 DÚRensionamiento del Tornillo Transportador ••••••••
3.1.8 Dimensiones de los Ejes de Acople, Transmisi6n y
Co 1 a •••••••••••••••••••••••••••••••••••••••••••••••
3.1.9 Soportes intenmedios ••••••••••••••••••••.••••••••••
3.2 DISENo DE LA CANOA TRANSroRTADORA ••••••••••••••••••••
3.2.1 Tapas Laterales y Soportes de la Canoa •••••••••••••
3.3 CALCULO DE LA POTENCIA REQUERIDA •••••••••••••••••••••
VI
pág
19
20
22
22
25
25
26
30
31
31
36
38
38
38

pág
3.3.1 Chequeo del Eje de Transmisi6n Por torque límite ••• 47
3.3.2 Chequeo del Eje Tubular a torsi6n pura ••••••••••••• 49
3.3.3 Chequeo de Tornillos - Pasadores de los Ejes ••••••• 51
3.4 SELECCIDN DEL REDUCTOR ••••••••••••••••••••••••••••••• 53
3.4.1 Clasificaci6n de la carga •••••••••••••••••••••••••• 53
3.4.2 Selecci6n de la Unidad ••••••••••••••••••••••••••••• 53
3.5 DETERMINACIDN DE LA TRANSMISIDN MOlOR - REDUClOR ••••• 55
3.5.1 Tamaño Piñ6n Motriz y Número de Cadena ••••••••••••• 58
3.5.2 Tamafio del Pifi6n Conducido ••••••••••••••••••••••••• 60
3.5.3 Relaci6n Entre Piñ6n Motriz y Piñ6n Conducido •••••• 60
3.5.4 Selecci6n del Acople Motor - Reductor •••••••••••••• 61
3.6 SOPORTES TIPO BRIDA PARA EL TORNILLO ••••••••••••••••• 64
4. DISEÑO DEL TUBO DE RETENCIDN •••••••••••••••••••••••••• 66
4.1 DIAMETRO DEL TUBO ....•••........•..•••••••••••••••... 67
VIII

pág
4.2 ESPESOR DE LA PARED DEL TUBO ••••••••••••••••••••••••• 68
5. SELECCION DE LA BOMBA DE ALTA DENSIDAD •••••••••••••••• 70
5.1 PERDIDAS EN LA TUBERIA ••••••••••••••••••••••••••••••• 71
5.1.1 Detenninaci6n de la Longitud Total de la Tubería
de 3 O" DiéfIn.e tro •••••••••••••••••••••••••••••••••••• 73
5.1. 2 Pérd idas en la Tubería de 16" Diámetro ••••••••••••• 75
5.2 CABEZA DINAMI CA roTAL •••••••••••••••••••••••••••••••• 78
5.3 CABEZA roTAL REQUERIDA ••••••••••••••••••••••••••••••• 78
5.4 SELECClDN DE LA BOMBA •••••••••••••••••••••••••••••••• 79
5.5 POTENC IA REQUERIDA ••••••••••••••••••••••••••••••••••• 82
5.6 TRANSMISlDN DE LA BOMBA DE ALTA DENSIDAD............. 83
5.6.1 Potencia de Diseño .......•...••.•••.••.••••••..•••• 83
5.6.2 Secci6n transversal de la Correa ••••••••••••••••••• 86
5.6.3 Tamaño mínúno de la Polea Conductora ••••••••••••••• 86
VIII

5.6.4 Cantidad de Correas Requeridas •••••••••••••••••••••
5.6.5 Comprobaci6n de Diámetros de Poleas y Relaci6n de
ve loe idad •......•...........•.••.•............•..•.
5.6.6 Dimensiones de las Poleas ••••••••••••••••••••••••••
5.7 DUCTO DE ALIMENTACIDN DE LA BOMBA DE ALTA DENSIDAD •••
6. SELECClON DEL MEZCLADOR DE OXIGENO ••••••••••••••••••••
6.1 CARACTERISTICAS DEL MEZCLADOR ••••••••••••••••••••••••
6.2 SELECCION DEL MEZCLADOR ••••••••••••••••••••••••••••••
6.3 DESCRIPCIDN DEL EQUIPO SELECCIONADO ••••••••••••••••••
6.3.1 Funcionamiento •..••••••••••..•...••.•••••.•••..•.•.
6.3.2 Características ••••••••••••••••••••••••••••••••••••
6.3.3 Potencia y Transmisi6n ••••••••••••••.••••.•••••••••
6.4 CHEQUEO DE LA TRANSMISIDN MOlOR - MEZCLADOR ••••••••••
6.4.1 Potencia de Disefto .•.•••••••••••..••••••••••.••••••
IX
pág
89
93
93
96
99
100
101
102
102
104
104
105
105

6.4.2 Secci6n Transversal de la Correa
6.4.3 Tamano Mínimo de la Polea Conductora
6.4.4 Cantidad de Correas Requeridas .....................
7. SUMINISTRO DE OXIGENO AL MEZCLADOR ••••••••••••••••••••
8. illNCLUSIONES ..........................................
GIDSARIO ..................................................
B IBL IOG.RA.F 1 A ••••••••••••••••••••••••••••••••••••••••••••••
X
pág
106
108
108
112
114
115
116

LISTA DE TABLAS
TABLA 1. Peso Promedio de los Materiales ••••••••••••••••
TABLA 2. Clasificaci6n de los Materiales ••••••••••••••••
TABLA 3. Tamano, Capacidades y Velocidades de Tornillos
Horizontales •••••••••••••••.•••••••••••••••••••
TABLA 4. Diámetros de Ejes, Longitud del Tornillo y
Factor de Potencia ..........................................................
TABLA 5. Diámetros Recomendados para Ejes Tubulares y
Ejes de Transmisi6n, Acople y Cola •••••••••••••
TABLA 6. Espesor de la Hélice y Paso del Tornillo •••••••
TABLA 7. Dimensiones de Ejes de Acople ••••••••••••••••••
XI
pág
21
23
24
27
29
30
33
pág
TABLA 8. Dimensiones de Ejes de Cola •••••••••••••••••••• 34
TABLA 9. Dimensiones de Ejes de Transmisi6n ••••••••••••• 35
TABLA 10. Dimensiones de Soportes Intennedios •••••••••••• 37
TABLA 11. Dimensiones de Canoas Transportadoras •••••••••• 40
TABLA 12. Dimensiones de Tapas Laterales de Canoas
Transportadoras •..••••••••••••.•••.•••••••••••• 42
TABLA 13. Dimensiones de Soportes y Bridas de Uni6n
para Canoas Transportadoras •••••••••••••••••••• 43
TABLA 14. Valores del Factor G • •••••••••••••••••••••••••• 46
TABLA 15. Potencia Transmitida para Diámetros y
Velocidades Calculadas ••••••••••••••••••••••••• 48
TABLA 16. Clasificaci6n de la Carga •••••••••••••••••••••• 54
TABLA 17. Selecci6n del Reductor ••••••••••••••••••••••••• 56
XII

pág
TABLA 18. Número de Cadena y Tamaffo del Pinón Motriz ••••• 59
TABLA 19. Factor de Servicio para Selección de Acoples
Flexible s ..................................... . 62
TABLA 20. Selección de Acoples Flexibles ••••••••••••••••• 63
TABLA 21. Pérdidas por Fricción en Válvulas y Accesorios • 74
TABLA 22. Selección Bombas de Alta Densidad •••••••••••••• 80
TABLA 23. Factor de Servicio para Selección de Correas
en "V" ......................................... 85
TABLA 24. Selección de Correas en V •••••••••••••••••••••• 87
TABLA 25. Diámetros mfnÚRos recomendados para Poleas en
Motores Eléctricos ••••••••••••••••••••••••••••• 87
TABLA 26. Seleccón del Tamaño y Longitud de Correas •••••• 90
TABLA 27. Dimensiones Estandar de Ranuras para Poleas
de Correas en V ••••••••••••••.••.•••••.•••••••• 94
XIII

pág
TABLA 28. Selecci6n de Correas Angostas en V............. 106
TABLA 29. Selecci6n del Tamaño y Longitud de Correas
Angostas en V .................................. 109
XIV
LISTA DE FIGURAS
pág
FIGURA l. Flujo del Proceso de la Fabricación de Papel •• 6
FIGURA 2. Típica Distribuci6n de una Máquina de Papeles • 11
FIGURA 3. Diagrama de Fluj o del Sistema de Extracción
con Oxígeno ................................... 15
FIGURA 4. Diagrama de Flujo de una Planta de Blanqueo de
Pulpa ........•.......•.•••.••••.•••.•••••••••• 17
FIGURA 5. Tamaffo del Eje Tubular en Función del Diámetro
del Tornillo •••••••••••••••••••••••••••••••.•• 28
FIGURA 6. Dimensiones del Tornillo •••••••••••••••••••••• 31
FIGURA 7. Dimensiones de Ejes para el Tornillo •••••••••• 32
xv

pág
FIGURA 8. Dimensiones de Soportes Intermedios para
el Tornillo .................................. . 36
FIGURA 9. Dimensiones de la Canoa Transportadora •••••••• 39
FIGURA 10. Dimensiones de Tapas Laterales para Canoa
Transportadora 41
FIGURA 11. Dimensiones de Bridas de Uni6n para la Canoa
Transportadora •••.••..••••••••••••••.•••••••.• 44
FIGURA 12. Arreglo de la Transmisi6n del Tornillo •••••••• 57
FIGURA 13. Dimensiones de Soportes Tipo Brida para el
Tornillo ...........•.•.......•...........•..•. 64
FIGURA 14. Dimensiones de la Bomba de Alta Densidad •••••• 84
FIGURA 15. Tipos de Correas en "V" Convencionales •••••••• 88
FIGURA 16. Dimensiones Polea Conductora Transmisión
Motor - Bomba A.D ............................. 95
XVI
pág
FIGURA 17. Dimensiones Polea Conducida Transmisi6n
Motor - Bamba A.D ..•.•..••••..•••••.••.•.••••• 95
FIGURA 18. Esquema de Alimentaci6n Axial Descarga
Radial ..................•...•.........•..•.... 100
FIGURA 19. Esquema de Alimentaci6n Radial Descarga
.Axial ...•••.•••.•....•••..•••.•.•••..•.•.••... 100
FIGURA 20. Mezc lador de Oxígeno IMPCO •••••••••••••••••••• 103
FIGURA 21. Dimensiones de Correas en V y Poleas •••••••••• 107
FIGURA 22. Diagrama Esquemático Arreglo Tanques de 02 •• 113
XVII

LISTA DE ANEIDS
pág
ANEXO 1. DETALLES DE WNS'IRUCCIDN DEL lORNILID
T.RANSroRTAOOR ••••••••••••••••••••••••••••••••••• 119
ANEXO 2. ARREGLO GENERAL Y LOCALIZACIDN DE EQUIFOS ••••••• 120
ANEID 3. CALIBRES DE LAMINA DE ACERO INOXIDABLE
PARA F AB RICAC IDN DE TUBERIAS •••••••••••••••••••• 121
ANEID 4. SECCION TIPICA DE REDUClORES FALK ••••••••••••••• 122
ANEXO 5. DIMENSIONES DEL REDUClOR FALK 307-J24 ••••••••••• 123
ANEID 6. DIMENSIONES DEL MEZCLAOOR DE OXIGENO •••••••••••• 124
ANEXO 7. DIAGRAMA DE FLUJO DE SUMINIS'IRO DE OXIGENO •••••• 125
XVIII
pág
ANEXO 8. mNEXIDN DEL TANcpE DE SUMINISTRO DE OXIGENO
OON EL MEZCL.ADOR •••••••••••••••••••••••••••••••• 126
XIX

RESUMEN
El presente trabajo tiene el prop6sito de ratificar que la
introducci6n de cambios en un proceso industrial cualquiera se debe
considerar como una de las principales alternativas de mejoras en la
calidad del producto final obteniendo a su vez grandes economías y
facilidades de producci6n.
La ap1icaci6n del sistema de extracci6n de las 1igninas de la pulpa
utilizando Oxígeno, se ha hecho en grandes industrias papeleras de
Estados Unidos y Europa en base a fibras obtenidas de la madera,
pero solo PROPAL aplicará esta nueva técnica de blanqueo usando
pulpa de bagazo de caña de azúcar, convirtiéndose de esta manera en
la primera fábrica de papel en el mundo en usar Oxígeno en la etapa
de blanqueo con pulpa diferente a la de madera.
El principal equipo constituyente del sistema es el Mezclador de
Oxigeno, cuya selecci6n se hará de una manera muy cuidadosa por la
importancia que representa para el proyecto, pero que junto al
tornillo transportador y la bomba de alta densidad hará que este
proceso cumpla con los resultados esperados en disminuci6n de
xx

consumo de cloro y contaminaci6n de los ríos, además los de obtener
considerables mejoras en las propiedades físicas de la Pulpa.
nI

INTRODUC cro N
Dentro de los planes de mejoramiento en calidad del producto final,
la Empresa PRODUCTORA DE PAPELES S.A., PROPAL ha decidido investigar
y ensayar la aplicaci6n de oxígeno en el proceso de blanqueo de
pulpa.
El proyecto que se llevará a cabo se denomina REFUERZO DE EXTRACCION
CON OXIGENO, que tiene como objetivo principal el de incrementar la
blancura de la pasta celu16sica, consiguiendo igualmente disminuir
la adici6n de otros elementos químicos utilizados en la etapa de
blanqueo.
La utilizaci6n del oxígeno cano medio de delignificaci6n de la
pulpa, es una técnica moderna que se está haciendo cada día más
común en las fábricas de papel. En el mundo más de 15.000
toneladas/día son tratadas con oxígeno para obtener pulpa blanca.
El desarrollo de este proyecto contempla el diseno, selecci6n,
instalaci6n y puesta en marcha de todos los equipos requeridos en
- 1 -

este sistema.
Con la imp1ementaci6n de esta nueva tecnología en el proceso de
blanqueo de pulpa, PROPAL se convertirá en pionera de este sistema a
nivel mundial, ya que es la primera fábrica en aplicarlo en una
planta cuya materia prima es el bagazo de la CatIa de Azúcar y no
pulpa de madera.
- 2 -

1. BREVE HISTORIA DE PROPAL
En agosto de 1961 se inaugura en el municipio de Yumbo la
primera Planta de Producci6n de Papeles con una capacidad inicial
instalada de 36.000 toneladas métricas al afIo en dos máquinas.
En el año de 1965 PROPAL amplía sus instalaciones instalando una
tercera máquina para aumentar su capacidad de producci6n a 72.000
toneladas al año.
En octubre de 1973 entra en operaci6n la Planta de Recuperaci6n
de Productos Qunnicos. Esta Planta está considerada actualmente
como la más moderna y de mayor capacidad en el mundo en 10 que se
refiere al procesamiento de pulpa de bagazo. Además de abastecer la
soda cáustica necesaria para la manufactura del papel, liberando
para el mercado nacional 30.000 toneladas anuales de este producto;
soluciona también problemas de contaminaci6n que en la industria de
la pulpa y pape 1 son más de las aguas que atmosférica.
En enero de 1976 inicia operaciones la Planta de Papeles
- 3 -

Esmaltados con una capacidad de 20.000 toneladas al ano. Con esta
Planta PROPAL se coloca a la vanguardia de fabricaci6n en toda la
gama de cartulinas y papeles finos.
En agosto de 1981 entra en línea un Turbogenerador, que
actualmente genera 7.000 kw/hr pranedio ahorrándole al Valle del
Cauca este consumo. Esta cifra representa un 40% del uso de energía
eléctrica que hace PROPALo
La capacidad instalada de PROPAL a la fecha es de 95.000
toneladas al ano.
En la ac tualidad los principales grados de papeles producidos
por PROPAL son: bond, fonnas continuas, papeles offset, manifold,
ledger, mimeógrafo,
esmaltadas, etc.
cartulinas bristol,
1.1 DESCRIPCION GENERAL DEL PROCESO
papeles y cartulinas
La materia prima básica procesada por PROPAL es el bagazo de la
Caila de Azúcar, que es el residuo que producen los Ingenios al
molerla, el cual antes de PROPAL, era usado cano combustible en las
calderas.
- 4 -

En el proceso de producci6n de pulpa y papel se emplea soda y
cloro, previa separaci6n de la fibra mediante la purificaci6n de la
misma que comprende el lavado y el blanqueo.
La pulpa lavada y purificada y por tanto apta para la
fabricaci6n de papel, se mezcla con fibra larga de madera y otros
aditivos con el fin de darle a la hoja de papel las características
físicas de acuerdo a su uso final.
La mezcla es diluida y enviada a la máquina de papeles, en donde
la hoja se forma y pierde lentamente humedad a medida que se drena,
se prensa y se seca pasando por cilindros calientes.
La operaci6n finaliza con el embobinado y la terminaci6n del
producto de acuerdo a las especificaciones solicitadas por los
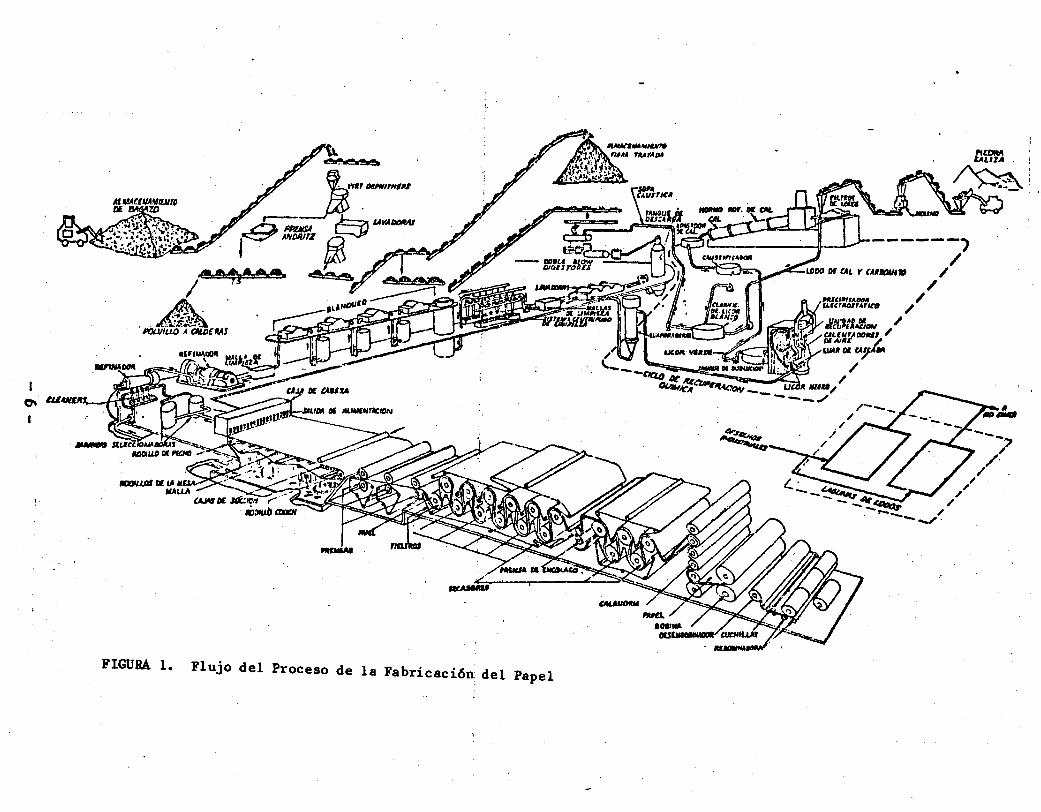
clientes (Ver Figura 1).
1.1.1 Etapas Principales en el Proceso de Fabricaci6n de Papel.
(Ver Figura 1)
Primera Etapa. El bagazo obtenido en los Ingenios puede ser
enviado a PROPAL de tres maneras: como bagazo crudo, como bagazo
pretratado en una zaranda y como bagazo desmedulado convertido en
fibra apta o preparada.
- 5 -
_.,,~.A.
"=J / ~.
A~k~ IltXJlIUO A OItDE ~S
~ m_Uf. ~ --~'~r.,~
,.
NCIIIAI
FIGURA l. Flujo del Proceso de la Fabricaci6n del Papel
4o:P. '
~
/
llr.am
---? "
/ ,,~/
/.

Segunda Etapa. Tanto el bagazo crudo como el tratado recibido
de los Ingenios se procesa en húmedo a través de un tratamiento en
la Planta de Fibra, cuyos objetivos esenciales son:
Desmenuzar los haces de fibra.
Separar el polvillo o bagacillo pra utilizarlo como combustible.
Ex traer y separar respectivamente materiales solubles e
insolubles para obtener la mejor calidad de fibra.
Tercera Etapa. Se cumple en la Planta de pulpa, donde la fibra
preparada se somete a cocción con soda cáustica y vapor para hacer
reaccionar el ligante entre fibras llamado lignina, operaci6n que se
efectúa en reactores continuos denominados digestores. La fibra
obtenida es enviada a un sistema de lavado, del cual es extraído un
licor rico en soda cáustica que se envía a la Unidad de Recuperación
para obtener la soda a usar nuevamente en los digestores.
La fibra aceptada se pasa a clasificación y se somete a lúnpieza, la
pulpa obtenida, cuya fibra es semi-purificada, puede continuar su
proceso de blanqueo, o ser usada en las máquinas con destino a la
fabricaci6n de papeles sin blanquear o naturales.
- 7 -

Cuarta * Etapa. Se sucede en la Planta de Blanqueo con la
purificaci6n completa de la fibra obtenida de la reacci6n de los
compuestos químicos en la etapa de cocci6n. El blanqueo se hace en
tres sub-etapas: c10rinaci6n, extracci6n y oxidaci6n a
saber:
C10rinaci6n de la Pulpa Café: Para obtener pulpa blanca es
necesario eliminar la 1ignina de la pulpa café, que no se pudo
extraer en el cocimiento del bagazo. La 1ignina residual se retira
en su gran mayoría en esta etapa con la adici6n de c loro gaseoso.
. 1· ** Extracci6n A1cal1na de la Pulpa C or~nada. En la reacci6n
del cloro con la 1ignina se fonna una gran cantidad de
compuestos c 10rados que tienen como base una fracci6n de 1ignina,
por ello se les conoce con el ténnino general de c10ro1igninas. La
soda es el álcali más efectivo usado para la extracci6n de estas
cloro lignina s •
Oxidaci6n con Hipoc10rito de Sodio. La funci6n del hipoc10rito
es remover por oxidaci6n los residuos coloreados
* Es en esta etapa donde se harán los cambios y la insta1aci6n de nuevos equipos para el mejoramiento del blanqueo, prop6sito principal de este trabajo.
** Directamente esta sub-etapa se verá afectada con los cambios a realizar propuestos en este trabajo.
- 8 -

remanentes en la pulpa después de las etapas de clorinaci6n y
ex tracci6n.
Quinta Etapa. Se lleva a cabo con la preparaci6n de la pasta
utilizando la pulpa blanqueada (o sin blanquear) mezclada con una
cantidad variable de pulpa de fibra larga de madera, con el objeto
de dar resistencia a la hoja de papel.
La mezcla debe ser sometida a un proceso de refinaci6n mediante el
cual se logra la fibri1aci6n, hidrataci6n y corte adecuados para dar
una estructura que garantice el mejor canportamiento físico de la
hoja de papel. Finalmente la pasta se diluye y selecciona para
retener nudos de fibra y otros cuerpos extraaos.
Sexta Etapa. Máquinas de papel. La pasta diluida es
distribuida a través de una caja de entrada sobre una malla. La
pérdida de agua se realiza paulatinamente por gravedad y succi6n.
La hoja ya formada pasa a una secci6n de prensas y se elimina otro
porcentaj e de humedad. Otra pérdida de humedad se logra con la
utilización de cilindros secadores calentados con vapor, hasta la
zona de recubrimiento en donde se aplican almidones y otros
productos responsables de la resistencia superficial del papel y
comportamiento en la impresi6n. El secado se termina con otro grupo
de cilindros hasta obtener la humedad que requiera cada papel; la
hoja continua se embobina y se corta para su despacho en rollos o en
- 9 -lít\"",<,~"" IlJtl\nOmn d; f}((i¡\,v¡tII,
'(1'(' ~,h, '".~

hojas. (Ver Figura 2).
- 10 -

..... .....
+
rr-·· ,'.0· II!~'" 31· •• • 7' ••• at ...
4.411 T.UO. ¡a..T4I ,.810 IL410 ¡UI IL410
1 .
CAL I.NIIP Is""DIMIIIIIEC1: 11%1 !'II!SI . ... 01t'fW alCTION 1" 011'/'1"1 ftCTION 4 II'ACES os'.'-
-WIIIOIIt
~ UNW~ ~/ ~A --~~~ ...... ~ ~t:-"
IlUL DIIU,III t----.'f IL' Xl'* ~ P.)lf).ffjfi1l~);l , ID. [,,>{C'I¡,:"'.rrl
@,! ~~ "
-. ~I
'\ JB ~ .... -7 1t:!4/ ............, Ld:v'
~ .... ~ ,-..v
I I I I I I I
FIGURA 2. Distribuci6n Típica de una Máquina de Papel
¡t.¡~~ • r/,lJ. 11· ...
12.0'0
/Hl.f.IOlCII.
'", as II 1I '0II1101l1NIIII IlUDIOX
f·J 1/ ~t~~ .!L .A
,iu1 r:1l~ )I;1~' \
e r t i I I
PROPAL S.A.
2. PLAN DEL PROYECIO A DESARROLLAR
Como se vi6 en la descripci6n del proceso, el objetivo principal de
la Etapa de Blanqueo es obtener pulpa para la producci6n de papeles
con aÜo grado de blancura (brightnes s).
El método de blanqueo es químico, utilizando como aditivos el cloro,
la soda cáustica y el hipoclorito de sodio (secuencia C.E.H.).
2.1 ETAPAS DEL BLANQUEO
El blanqueo es un proceso que se lleva a cabo en tres etapas y tiene
como fin primordial eliminar la lignina que contiene la pulpa café.
Cada una de éstas requiere de tres operaciones: adici6n y mezclado
del qulinico, reacci6n del qulinico con la pulpa, y lavado con agua de
los productos fOImados durante la reacci6n para separarlos de la
pulpa.
Las etapas se denominan así:
- 12 -

Primera Etapa~ Clorinaci6n de la pulpa café.
Segunda Etapa~ Extracci6n con soda cáustica.
Tercera Etapa~ Oxidaci6n con hipoclorito de sodio.
2.2 APLICACIDN DE OXIGENO EN EL BLANQUEO
Con el fin de evaluar el efecto del oxígeno sobre el mejoramiento de
la blancura de la pulpa y la reducci6n del cons1.mO de cloro, se
hicieron en laboratorio unos primeros ensayos consistentes en
reforzar la etapa de extracci6n cáustica con oxígeno dentro de la
secuencia nonnal del proceso C.E.H.
Dichos ensayos mostraron que se podían obtener varios beneficios en
el proceso de blanqueo, tales como:
Compensar desunifonnidades dadas en la etapa de clorinaci6n.
Incrementar la blancura de la pulpa.
Disminuir considerablemente el ataque a la celulosa comparado
con el cloro y el hipoclorito.
- 13 -

Mejorar las propiedades fIsicas de la pulpa blanqueada.
Reducir notablemente el consumo de cloro.
Este proyecto tiene el prop6sito de contribuir enormemente en la
extracci6n de las cloroligninas utilizando oxígeno gaseoso, que
actuando en el proceso de blanqueo de la pulpa durante la segunda
etapa, se obtendrá una nueva técnica de delignificaci6n (proceso
C.E .H.), o
lográndose de esta manera hacer más tangibles los
beneficios obtenidos en los ensayos previos de laboratorio.
2.3 PROCESO C.E .H. o
El proceso (C.E .H.) o
consiste en afiadir el oxIgeno ianediatamente
después de la adici6n de soda cáustica, cuando la pulpa ha pasado
por la lavadora de cloro donde se ha removido el cloro residual con
agua industrial caliente. (Figura 3).
La pulpa que sale de esta lavadora va a un repulpador donde se le
agrega soda cáustica al 12% de concentraci6n entrando luego a un
mezclador para homogenizar la mezcla, donde se le adiciona vapor de
65 libras. Hasta aqui no ha habido variaci6n en el antiguo
proceso. La modificaci6n se presenta al hacer desviar la ruta del
flujo de la pulpa cuando sale del mezclador de cáustica y, en vez de
- 14 -

.SISTEMA DE BLANQUEO CON OJt/6ENO '( O2 ) •
(SISTEMA DE ~EFU.ERZO DE E'lTP!ACCION CON 0>L16EJJ() )'
I.AVADOltA DE CLORO ir" IZ' '6XISTCNT6
MEZCLADO/( DE CAlIST.J, 1MPr::D - EX/STE¡..r(E -
. $(JMINlSTRO~/<;DJO .~
AlVEf'OIl DZ r;6 ". .. U'.o" LoNGITCJO . PASO NELlCE.I4"
NUEVO
. 7USO DE ~ ituTENCllJA.! 5/!"fIUUT.
I 70RRE DE CAlJS7/CA
EXISTENTE
14' ".55"
10 TON
IItETEIJC/ON 'SOMIN .
awSlIMO OE OrICJEIJO:.5K./7D/J ..... . .. , BOM8A WARREftI ALTA DENSIDAD lit " ~EZCL400~ DE 02 !/.APCO HI-SIlEAR
( NUEVO) TIPO 600
FIGURA J. Diagrama de Flujo del Sistema de Extracci6n con Oxígeno
- 15 -

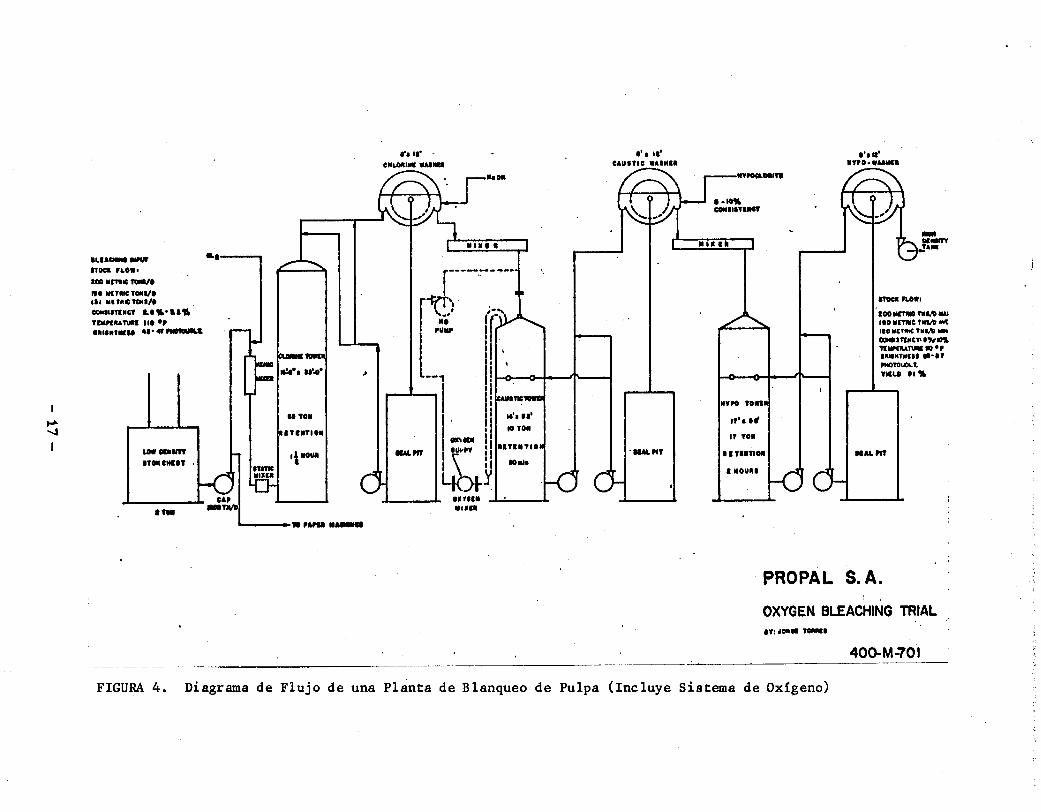
entrar a la torre de cAustica ésta serA recogida por un
transportador de tornillo que, a su vez, la envía a una banba de
alta densidad a instalar en un nivel inferior. La pulpa entonces es
banbeada obligándola a pasar por un mezclador de oxígeno para ser
descargada por encima en un gran tanque de retenci6n (torre de
cáustica). Antes de ser recogida por este tanque la pulpa ha sido
sanetida a un tiempo de reacci6n dentro de un tubo de retenci6n
vertical instalado entre el mezclador de oxígeno y la descarga del
tanque (Ver Figura 4). De aqui en adelante el flujo sigue su
proceso nonnal de blanqueo.
2.4 PLAN DE DISEOO y CONSTRUCCION
Para la realizaci6n de este proyecto se ha elaborado el siguiente
plan de diseño y construcci6n:
Diseño de un transportador de tornillo con todos sus elementos
constituyentes, incluyendo selecci6n de motor y reductor.
Diseño del tubo de retenci6n.
Selecci6n de la bomba de alta densidad, incluyendo selecci6n de
motor y disefio de la transmisi6n motor - banba.
- 16 -
.... ...... I
.LIA __ a, noca no.,
n IOOlImlll~1
It. IIII'IIC TOlO'" 111 IIITROC Totl"
_11m N" L'~'~'~ 'IIIHIIA'IUII 11'" ..... , ... 41· ...... t ' .---J
~
h .. ,o. t ... ~o ..
_. 'iNOua "ou."
on. -· .. ·1 .,_ . .-
I
... ,1' -CNLCIIUIIII WAI_
.. l1li
J--------"
r \ , .-NI
l __ ~· I
IIM.Prf
.n ••• M'."
- ~---------------------
,'. l.' CAU.TlC ."N"
' .... ,IT
""I'OCL_
.....
N'PO YO"
If'. Iff
If 'D. .1'1."l1li1
INOU"
.... ' ."'0-__
--",", IDOIICTIIIIITII"1IolI 110IIl'1'lllCT~"" 'lO ""1IIe TO" _
_11'111"- ''"'''''' 1I_TllllIO ., IA""TN"' .·U PMOTO_T, , .. U .. ~
1 ti"" PIT
PROPAL S.A.
OXYGEN BLEACHING TRIAL ,,:.011. _,
400-M-701 ~--~~~-- ---
FIGURA 4. Diagrama de Flujo de una Planta de Blanqueo de Pulpa (Incluye Sistema de Oxígeno)
Selecci6n del mezclador de oxigeno.
Diseffo de tuberías del sistema y sus pérdidas.
Elaboraci6n de planos correspondientes.
- 18 -
3. DISERo DE UN TRANSPORTADOR DE TORNILLO
El transportador de tornillo es uno de los elementos más antiguos
utilizados para el movimiento de materiales en la industria.
Consiste principalmente de un tornillo rotatorio constituído por una
hélice continua montada sobre un eje tubular que es accionado por un
motor-reductor, y de un cuerpo estacionario que es la canoa por
donde se traslada el material.
Este tipo de transportador se requiere en nuestro sistema debido a
que se necesita un medio para movilizar la pulpa desde donde está la
descarga del mezclador de cáustica hasta el ducto que alimenta a la
bomba de alta densidad (Figura 3), separados entre sí unos 25 pies
(7.60 metros).
En su diseno se considerarán los siguientes aspectos:
Diseno del tornillo transportador
- 19 -

Diseno de la canoa transportadora
Se1ecci6n de motor y reductor
Diseno de la transmisi6n motor-reductor
Se1ecci6n de rodamientos y sus soportes
3.1 DISENo DEL TORNILLO TRANSPORTADOR:
Se parte de la siguiente informaci6n conocida:
Material a manejar: Pulpa al 12% de consistencia.
Peso promedio del material: 45 1ibras/pie3 (Ver Tabla 1).
Capacidad de diseno: 300 tone1ada/día-611 pie3/hora
Longitud del tornillo: 25 pies*
Cálculo del flujo de pulpa Q:
* Esta longitud fue determinada físicamente en el lugar donde se montará el sistema.
- 20 -

TABLA 1. Peso promedio de los Materia1es*
MaWlaI
Mango_ sulphate .................... . Marble. Cfushed, ~' and uncIer .......•... Mari .................•...••...•••••.. Meat. ground ...•..••..••.•.•...••..... Meot. scrap •.•.•.••••••..•.....••...... Mico. graund ....•......•.•••...•.••.... Mica, pulv .. rized .••..••..•••••......•... Mica /lok .............................. . ...... 'k. drl .. d /lok ......................... . Milk, molted ..........••.•..••......... Milk, wItaI ... powd .... ed ....•.•............ Mona1odium phasphate ................. . Muriote of potosh ...................... '. Mustard .eed ......................... . Naphtholene /lokes ...•.................. Niacln .......................•........ Nickel-cobolt sulphate ar •................ Oah ................................ . Oob. raIled ........................... . Oronge peel. dry ...................... . Oxalic acId crystal •..................... Oy.tar sheIIs, ground uncIer ~' .......... . Oyller shell. whole .................... . Paper pUlP. 10% consistancy ••••.••.•.... Paper pulp, 20~ consistency .......•.••.. Paper pulP. 30% -..istency ............ . Peonuls, in shell •..............•...•..... Peonuts, sheIIed .•.••••.............. _ .. Peas, dried ........................... . Phosphate rode ........•...........•.... Pho.phate sand ....................... ' . Plaster of !'aris,.ee gypsum,colcined, powdered PoIy.tyrene beod •...................... Potassium carbonate .................... . Pota.slum chlaride. pelle," ............... . Potassium nitrote ......•................. Potassium sulphate ..................... . Pumice. ~' and under .............•..•.. Pyriles, pelle," ..............•........... Rice. hulled ar poIished ..•............... Rice. rough .••........ '.' .....•••..•.... Rice bron, see bran Irtee grih .......................•...... Rauge powder ........................ . Rubber. hard, ground, .... ebonite Rubber. pellelized ..................... . Rubber. redaim .•.•.................... Rye ...•....••••••...................• Solicylic acid ......................... ' .. Solt. common. dry course ................ . Solt. common. dry fine .................. . Solt cak ... dry coarse. . . . ............... . Soft cak ... dry pulverized ................ . Soltpeter ............................. . Sond. bank, damp •..................... Sond. banlc. dry ....................... . Sond. faundry. prepored ............ , ... . Sond. faundry. shokeout ................. . Sond. sllica. dry ........................ . SOwdu.t .............................. . Se.ome .eed .......................... . $hale, crushed ......................... .
, $helloc, powdered or gronulated ......... . Silica gel ................•............
-Slog, fumace, granular .................. . Slag, fumace, iumpy .
1_=::. cable foot pounds!!.
70 90-95
80 50-55
40 13-15 13-15 17-22 S-6
30-35 20 SO 77 45 45 35
70-80 26 19 15 60 53
45-50 I 25-30 10-15 15-20 35-45 45-50 75-85 90-100
40 51
120-130 76
42-48 ...2-45
120-130 45-48
36
50-55 25-30
44 29
45-50 70-80
85 65-85
80 110-130 90-110
90 90
90-100 10-13
27 85.90
31 45
60-65 160·180
CIcns
• C28 028 D27
• H37X 1127 A27Y 117WY 126K A36KZ 136KlZ 127 128 8165
• 827
• C165 C265W H36 136l C27 027X
• • • 026T C26T CI6ST 027 828
826 827 C27P CI7P 83n 138 C27 B16 B265
826 A38Y
036 036 B165 826l C27Pl 127Pl 027 827 B265 838 828 838 02& BI8
.A. 827 C27 826K 828 C28 038X
M_al
Slale. crushed, Y.a' and under ..... ; ...... . Slate, ground, ~. and under ............ . Saap beodo ar granules ................ . Saap chips .......................... '.' Saap detergents ...................... . Saap /lak .............................. . Saap powder ......................... . Saapstone tale, fine .................... . Soda a .... h'!avy ...................... . Soda ash, light ........ . Sodium bicarbanate, see bicarbonate af oada Sodium nitrole. . . . . . .. ............... . Sodiurn phosphate, .ee monaoadium phasphate
ciisadium phaspbate, tdsodium phosp/late Sodium sulphote, ses 10 Itcake Sarghuno seed. . . . . . . . . . ............... . Soybea .... cracked ..................... . Soybeans. wItaIe. . . . . . . ................ . Soybean cake. aver Y.a - ..••••...••••••• Soybean /lake .. raw .................... . Soybeon /lakes. spent .....•.......••..•. Soybean ftour: . .. ............ . ...... . Soybean meol, coid .. ' .................. . Saybean 1IIe01. hot ....................... . Starch ... , .......................... .. SteeI chips, c:rushed. . . . . . ..... ; ...••.••. Steel !umings. . . . . . . . . . . . ....••... ; .••. Stane. seto grOYeI or limeslane Sugar, granulated .•..............•..... Sugor, pawdered ...................... . Sugar, raw, cana . ..................... . Sugar, wet, bes!. ..................... . Sugar beat, pulP. dry .................. . Suaar beet. ouIn. WH
Sugar cane, Icnifed ..................... . Sulphur. crushed. Y.a' and under .......... . 5-.JIphur, 3' and under .................. . Sulphur. powdered ......... , ........... . T aconite, pellet •...........•............ Talcum powder ................ ; ....... . Tanbork, ground .....•.......... : ...... . Tankag •. Oo ......................... ..
Timathy seed .. Oo ..................... ..
Titanium sponge ...................... .. Tobacca leov .... dry ......•..•........... Tobacco scrap •... ' ...............•...... T obacco SINfl' ..••....•.•••••.•..••.••.. Tabocco stems ..............••......••.. T raprock, crushed ....•...••.....•..•.... Trisodium phasphate .................... . Triple super phosphate .......... " ..... . T ung nut meats, crushed ................. . Vermiculite. expanded .................. . Vermiculite ore. . . . . . . . ........ . Walnut sheII •• crushed . . . . .............. . Wheat ... , .......................... . Wheat. cracked ...................•.... Wheot germ ...............••.......... Waod bark, ses bark Wood chips .•.•.....•.....••.......•.. Wood /Iaur ..•...............•........ Zinc concentrate rasidue .....•............ Zinc ore. crushed ....................... . Zinc oxide, heOYy .........•...... Zinc oxide. light ..... .
A_ ,..;ghtcable foot ..-.eh!!.
80-90 82
15-25 15-50 5-15
20-25 40-50 55-65 20-35
70-80
"7-52 30-40 45-50 40-43 20-26 18-20
27 40 40
25-50 100-150 75-150
50-55 50-60 55-65 55-65 12-15 ? .. ~ ...
15-18 50-60 80-85 50-60
116-130 40-60
55 60-70
36 60-70 12-1" 15-25
30 15
105-110 60
SO-55 25 16 80
35-40 45-48 40-45
28
10-30 16-36 75-80 160 30-35 10-15
* LINK BELT. Power trasmission Products, U.S.A., 1959, p. 563
- 21 -
a.. .. •
C27 B27 826T C26T
• 826T 826 A3n B27 A27W
B27 C275 GI75 026 C26W C26W ... 126 826P
• 028 H38X
1126KT
• 136Z 136Z
• "
H36X C265 026S B26SY 028T A27Y
• • B265W "38 H36TX 036W 1136TY H36X D28X B27 B27NR 026 G37W 027 B28 CI65 B265 826
H36WX
• B28
• A36Z A36WZ
I I I
i

300 toneladas x 2.200 libras x 1 día x 1 pie3
Q .----------------------------------------------------día tonelada 24 horas 45 libras
Q ~ 611 pie3/hora
3.1.1 Clasificaci6n del Material a manejar
La clase del material se determina de acuerdo a la Tabla 2 de la
siguiente manera:
- Tipo: Material fibroso con gran contenido de humedad, clase H.
- Fluencia: Material viscoso de baja fluidez y con un ángulo de
o reposo superior a los 45 , clase 3.
- Abrasividad: Muy alta, clase B.
Clasificaci6n: Material H.3.B
3.1.2 Tam~o del Tornillo:
Conociendo la clasificaci6n del material y capacidad de disefto, se
ubican estos datos sobre la Tabla 3 y obtenemos que para la clase
H3B y 611 pies3/hora de capacidad, el diámetro del tornillo debe
ser de 16", además de conseguir otras características.
- 22 -

TABLA 2. Clasificaci6n de los Materiales*
. -
Material charaderistlc CIaD
Very fine-lOO mesh and under A Fine- ~·inch mesh and under B
Size Granular-· ~·inch and under C, Lumpy-containing lumps over ~ inch D - Irregular-being fibrous, strinlll' or the like H
Very free ftowing-angle of repose up to 300 1 F10wabllity Free ftowing-angle of repose 300 ta 45° 2
.~ Sluggish-angle of repose 450 and up 3
Nonabrasive 6 Abrasiveness MJ1dly abrasive ·7 - Ve!:l abrasive 8
Contaminable, affecting use or saleability K Hygroscopic L Highly carrosive N
- Mildly carrosive . P Other Glves off dust or fumes "armful to life R characteristics Cantains explosive dust S
Degradable, affecting use or saleability T Very light and fluft'y W Interlock. or mats to resist digging X Aerates and becomes fluid 'f Packs under pressure Z
Datos conocidos:
Clase de material: H38
Capacidad: 611 pies3/hora
Datos obtenidos en la Tabla 3:
* Ibid. J p. 580
- 23 -
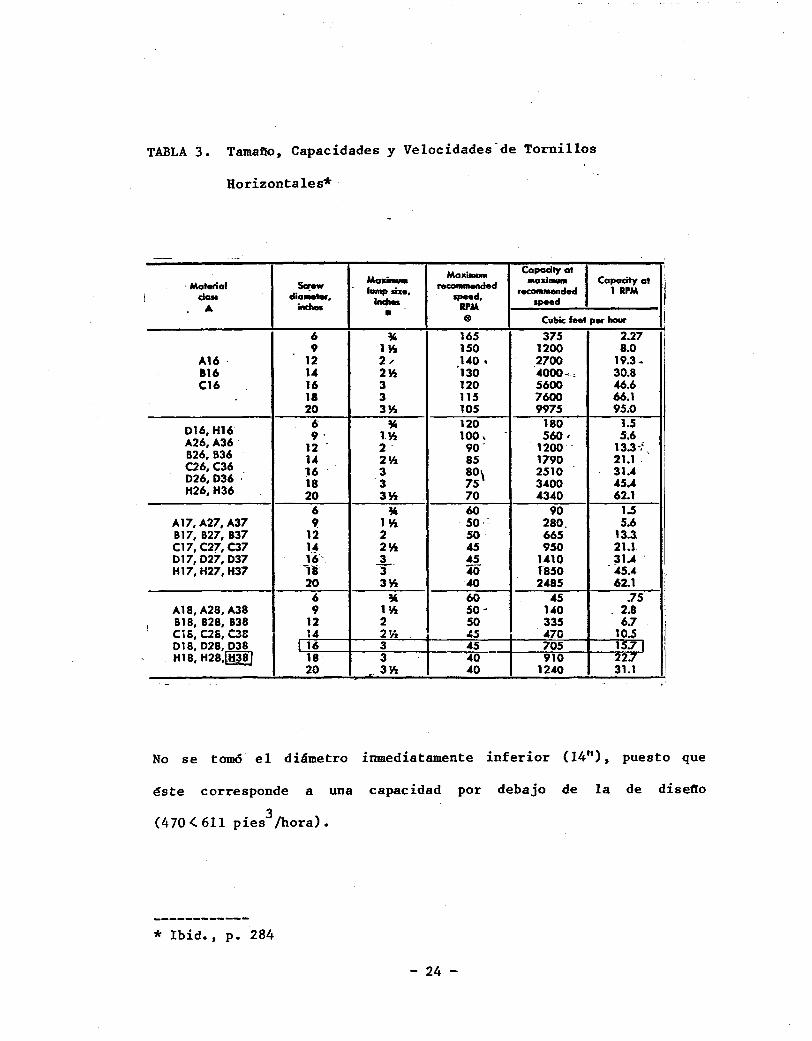
TABLA 3. TamaftO, Capacidades y Velocidades-de Tornillos
I
Horizontales*
"--
Capacity at I Ma,,~
Material ~ Maan- recotItIIIWIdecl ~ Capacity at
J dcns dio ...... Iump oh., speed,
_deCI 1 RPM I ... iRdIes lncMs RPIA speed
• e I Cubic feet per hour
6 Ya 16S 37S 2.27 ,
9 lYJ ISO 1200 8.0 A16 " 12 2 .... 140. 2700. 19.3. 116 14 2YJ 130 4000~"o 30.8 C16 16 3 120 5600 46.6
la 3 115 7600 66.1 20 3YJ lOS 9975 95.0
016. H16 ti Ya 120 180 1.5 9' lYJ 100 , - 560 ¡ 5.6
A26. A36 12 . 2" 90' 1200 13.3 ·f I 826,836 14 2YJ 85 1790 21.1 .
I
C26,C36 I
)6 3 80\ 2510 31.4 I
026,036 ' 18 3 75 3400 4SÁ H26, H36 20 3YJ 70 4340 62.1 6 Ya 60 90 1.5
A17,A27,A37 9 lYJ 50·: 280. 5.6 817, 827, 837 12 2 50 665 13.3. C17,C2!,C37 14 2YJ 45 9SO 21.1 017,027,037 Ü," ..!.. 4S 141Q 31.4 . H17,H27,H37 11'- 3 ¡o f8S0 45.4
r 20 3YJ 40 2485 62.1 ti ~ 60 45 .75
A18,A28,A38 9 lYJ so· 140 . 2.8 [
818, 828, 838 12 2 SO 335 6.7 , Ció,C26,OS u 2n -'5 470 10.5 018,028,038 r16 3 45 70S 15.7 I H18,H28,~ 18 3 40 910 22.7
20 3YJ 40 1240 31.1
No se t0m6 el diámetro inmediatamente inferior 04"), puesto que
éste corresponde a una capacidad por debajo de la de disefto
(470 < 611 pies3
/hora).
* Ibid., p. 284
- 24 -

Diámetro del tornillo: 16"
Máxima velocidad recomendada: 45 RPM
Capacidad a la máxima velocidad: 705 pies3/hora
Capacidad a una revoluci6n por minuto: 15.7 pies3/hora
3.1.3 Velocidad del Tornillo:
Se calcula la velocidad requerida en el tornillo de la siguiente
manera:
Capacidad de diseno 611 ---------- - --- 38.9 aproximadamente 40 RPM Capacidad a 1 RPM 15.7
Velocidad del Tornillo: 40 RPM
3.1.4 Ejes de Acople, Transmisi6n y Cola
Con la clasificaci6n y el peso del material conocidos se obtiene en
la Tabla 4 los diámetros de los ejes de acople, eje de cola y eje de
cabeza o transmisi6n. Además se encuentra en esta tabla, conocido
el diámetro del tornillo, la máxima longitud que debe tener éste,
- 25 -

como también un factor de potencia.
Datos conocidos:
Clase de material - H.38
Peso promedio - 45 libras/pie3
Diámetro del Tornillo 11: 16"
Datos obtenidos en la Tabla 4:
Diámetro de ejes = 3"
Máxima longitud del tornillo - 70 pies
Factor de potencia ~ 230
3.1.5 Ejes Tubulares del Tornillo
Es el alma del tornillo sobre el cual se hacae el arrollamiento de
la hélice. Este eje está constituido por un tubo de un diámetro
cuidadosamente seleccionado en base a esfuerzos torsionales y por
resistencia a la deflexi6n. Interiomente debe tener un diámetro
- 26 -

TABLA 4. Diámetro de Ejes, Longitud del Tornillo y Factor de
Potencia*
-- ~
M •• i __ .... gth of c~ iR ,_ ... H ..... p .... '_e WeIghI
Scre .. dio ......... iM:It .. " Scre __ ......
of M-.IoI c~ .....-..
6 i . 9 I 12 i l. LI6J 1. 20
91 12 "~H· " don
_. --r ....... pe< CIIIÑc CoupIioov d_.-.. 6 loor
IV. 11v.! 2 ¡ 2 I 2\10 ¡ 3 ! 2\10: 3 l 3 J 1 l 1 ¡ 3'"
1 lo 10 100 loob501150120012501190125O ~30 175 135 175 144 87 761731701 ~162 10 lo 20 100 761150.1501901250 125210140 110 80 105 184 127116113 110 105 102 20"10 30 100 58 150 115 140 235 90 155 105 80 60 75 ~24 167 1561153 150:145 142 30 lo 40 100 47 150 95 110'190 70 125 85 60 45 60 264 207 196 193 190 185.182
D38 -- 40 lo 50 100 39 150 75 90 155 60 100 70 50 38 49 304 247 236\233 2301225 222
IH381 E
'>441287 2761?73 1270 1265 262 50 lo 60 100 34 150 65 80 135 so 85 60 43 32 41 60 lo 70 100 30 130 55 70 120 45 1 75 51 37 211 35 384 ,327!316 1313 i310i305 302 70 lo 80 95 26 i115 so 60 105 391 65 45 33 24 31 ~24 1:67 356 ¡~53 ;350, ~1 ~.2 80 lo 90 85 24 "lOS 45 551 95 35160 .01 30 22 29 ~64 407!396 393 1390 5~82 90 10 100 80 22; 951 41 50 85 32 55 i 36 27 20 25 504 447¡436 433~30 25 22
apropiado para alojar tanto los pequeftos ejes de transmisi6n y cola
como también los de acople.
De acuerdo con la recomendaci6n de las casas diseftadoras y
fabricantes de este tipo de transportador, "Link-Belt", "Christian"
y "Jeefrey Spiral Conveyor", este tubo deberá tomarse de un diámetro
exterior aproximadamente igual a un tercio del diámetro de la hélice
(Ver Figura 5).
(*) Ibid, p. 287
- 27 -

1 dtubo= -Dhélice
3
1 d a::: -x 16" ... ==> tubo
3 d tubo" 5.3"
I
-~-I
FIGURA 5. Tamafto del Eje Tubular en funci6n del Diámetro del
Tornillo.
Como comercialmente en Colombia no se consigue tubería con este
diámetro exterior, se requiere tomar entonces el más pr6ximo que
corresponde a un diámetro nominal de 4", así:
- 28 -
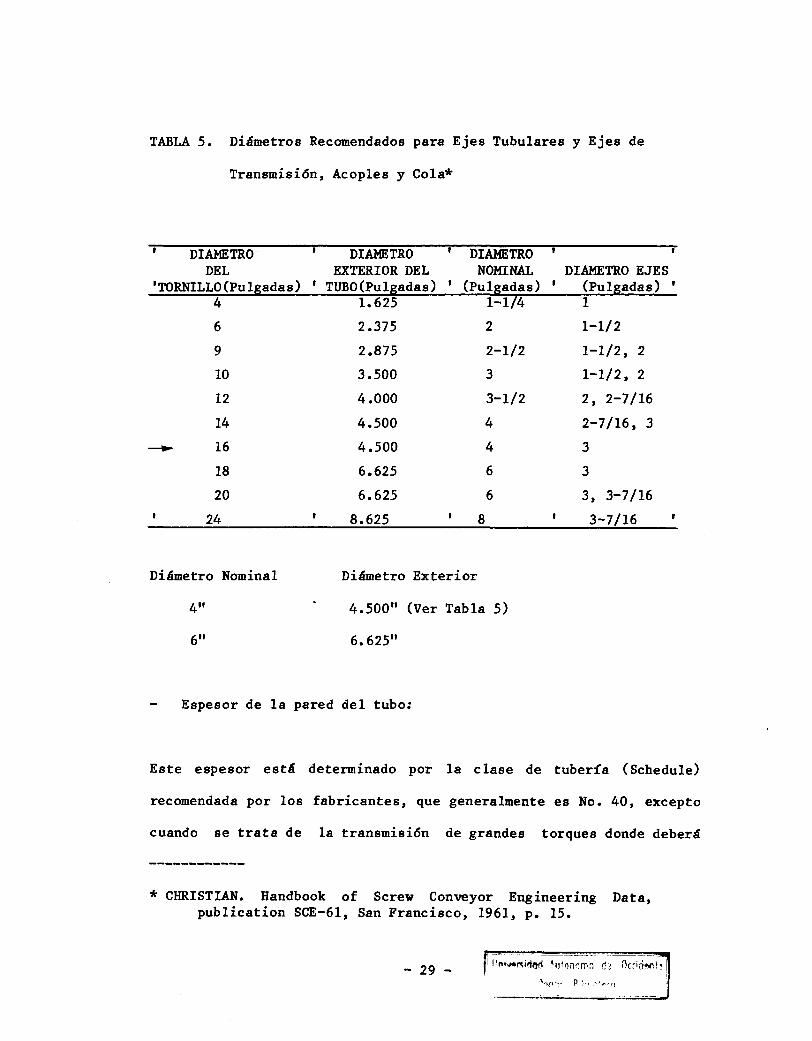
TABLA 5. Diámetros Recomendados para Ejes Tubulares y Ejes de
Transmisi6n, Acoples y Co1a*
DIAMETRO DIAMETRO DIAMETRO DEL EXTERIOR DEL NOMINAL DIAMETRO EJES
'TORNILLO(Pu1sadas) , TUBO (Pulsadas) , (Pulsadas) , (Pulsadas) , 4 1.625 1-1/4 1
6 2.375 2 1-1/2
9 2.875 2-1/2 1-1/2, 2
10 3.500 3 1-1/2, 2
12 4.000 3-1/2 2, 2-7/16
14 4.500 4 2-7/16, 3
16 4.500 4 3
18 6.625 6 3
20 6.625 6 3, 3-7/16
24 8.625 8 3-7/16
Diámetro Nominal Diámetro Exterior
4" 4.500" (Ver Tabla 5)
6" 6.625"
Espesor de la pared del tubo:
Este espesor está determinado por la clase de tubería (Schedule)
recomendada por los fabricantes, que generalmente es No. 40, excepto
cuando se trata de la transmisi6n de grandes torques donde deberá
* CHRISTIAN. Handbook of Screw Conveyor Engineering pub1ication SCE-61, San Francisco, 1961, p. 15.
- 29 -
Data,

deberá usarse tubería extra-fuerte o doblemente extra-fuerte.
Especificaciones: Eje en tubo de 4" diámetro - Schedule 40.
3.1.6 Espesor de la H~lice y paso del Tornillo:
Esta información se obtiene de la Tabla 6, que es una recomendación
para tornillos de acero inoxidable, conociendo el diámetro del
tornillo:
TABLA 6. Espesor de la H~lice y paso del Tornillo*
DIAMETRO DEL
I TORNILLO (Pulgadas) 16
ESPESOR DE PASO DEL I LA HELICE (Pulgadas) I TORNILLO(Pulgadas) I
Para este dise~o se debe utilizar un espesor de hélice de 3/16" un
poco más grueso que el calibre 10, debido a que el material que se
manejará es altamente abrasivo y corrosivo. En cuanto al paso se
* LINK-BELT. Power Transmission Productos, USA, 1959, p. 603.
- 30 -

diseflará un tornillo de 14" puesto que el material a transportar
está en forma de lechada y éste requiere de un manejo especial,
según recomendaci6n de los fabricantes.
3.1.7 Dimensionamiento del Tornillo Transportador
Debido a su gran longitud de 25 pies (7.60 metros) este tornillo
deberá construirse en tres partes, para facilidad de fabricaci6n y
montaje como también para reducir la deflexi6n en el mismo. Tendrá
dos soportes tipo colgante, y dos soportes en los extremos tipo
brida. (Ver Figura 6)
-1
SOPORTES TIPO COLGANTE
fI-o"
24'-0"
-¡s'-rl
FIGURA 6. Dimensiones del Tornillo
s'-o·
SOPORTE TIPO BRIDA
3.1.8 Dimensiones de los Ejes de Acople, Transmisi6n y de Cola
Partiendo del diámetro de los ejes obtenidos en la secci6n 3.1.4 y
- 31 -

Tabla S se encuentran todas las dimensiones necesarias de t!st08,
usando las Tablas 7, 8 Y 9. Estas dimensiones se muestran en la
Figura 7:
~GWEROS PASANTES 1 "@ goo
EJE TRANSMISION
FIGURA 7. Dimensiones ~e Ejes para el Tornillo
- 32 -
EJ E DE ACOPLE
EJE DE COLA
CUNERO lE 3/4"" 3/S"" 6"

úJ úJ
I
TABLA 7. Dimensiones de Ejes de'Acop1e*
614-47
.. . Standard connectlon of Conveyor Secciona Ilt
hanger bearlng
',F"-SIZe: BOLTS ,/
~~ I~I o--l E~ l. B • Ao7200.
CoupUna
Slze. and Dimension. of Couplings .
j . "
Diameter . -~ .. Wel"M ~
Dimensiona-Inches ,.
or ," " Cnu¡Hn.i ,
Eacn L1>. B, C' D E F H
',1 ' , , , 1.6 7Ji Ji 2' Ji' '" 1Ji
" "
lJi 6.8 llJi J.i a 'Ji ,', H 2 2 9.8 . 'll~ Ji 8 ; '", '" . ,
2 11S,4
" .:. .. ~ " 12~ ~ 8 '% H' . 8 - I 8 ,~,8 , 18 v 1 v 3 ~" 1 ;;ro ' ,
'" v" I J~ 8)'v 44.5 173-1 11~ , ,2 4 1~ , ," '" ' ..
--~--- ---
·Hal'dened Steel Couplings are required with Hard Iron HlI.nger fiearings.
* JEFFREY. Spira1 Conveyor Cata1og, USA, 1958, p. 542
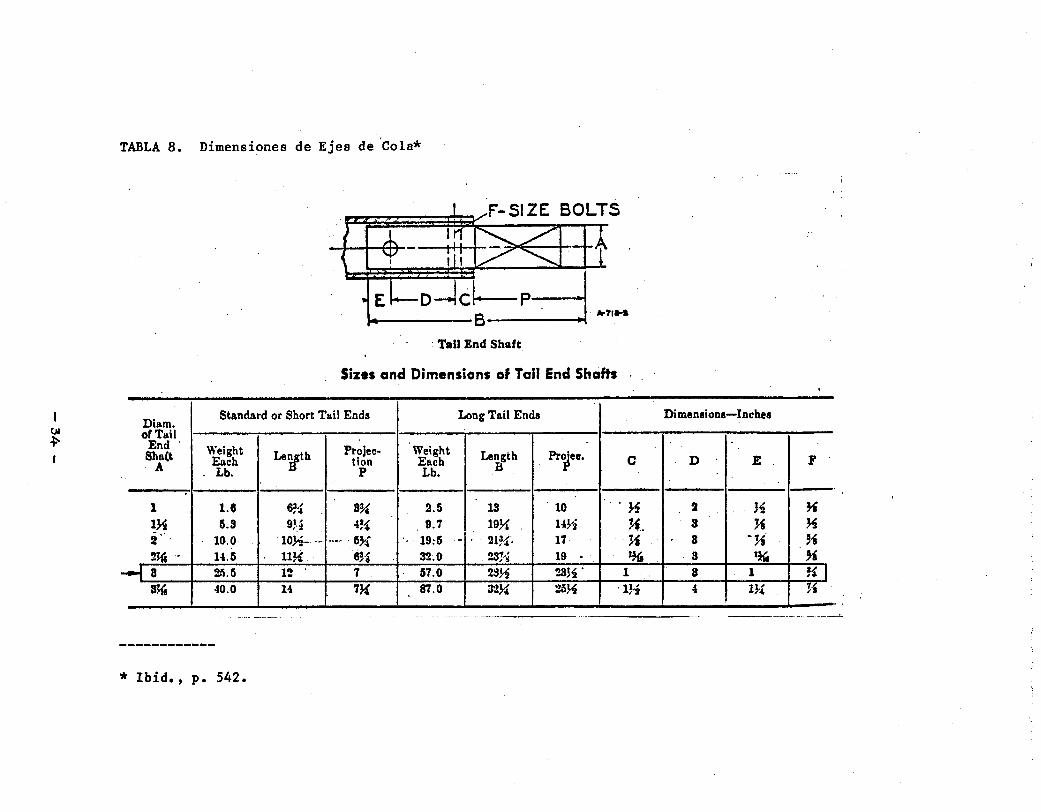
TABLA 8. Dimensiones de Ejes de 'Cola*
A-7rH
. Tall End Shaft
Siz •• and Dimension. o, Tail End Shc:ifts
Of ~
Diam. Standard or Short Tail Ends Long Tail Enda Dimeneione-Inches
orTail End .
Weight Projee- Weight Sh"Ct Eaeh LeIftb tlon Each Length . Pr~ec. e D E F A . Lb. P Lb. B
1 1.8 ~.¡ 8~ 2.5 13 10 .. ~~ 2 Ji * l~ 6.3 9H .¡~~ 9.7 19U U~j ~.- 3 Ji ~ 2'· . 10.0 10r.í- -~ ---~ . _. 19~1S .. - .. 21~f· 17 .Ji 3 .Ji '" 2lú .. 1-1.15 11~ ~l 32.0 .23N 19 . J~ 8 t§.W ~ 8 :!á. a 1~ . 7 157.0 28}í ~J2' 1 8 1 ~~ I Shí 40.0 14 7)( 87.0 3'lY.t ~M ·lH 4 13-" Ji
* Ibid., p. 542.
\..1)
(JI
I
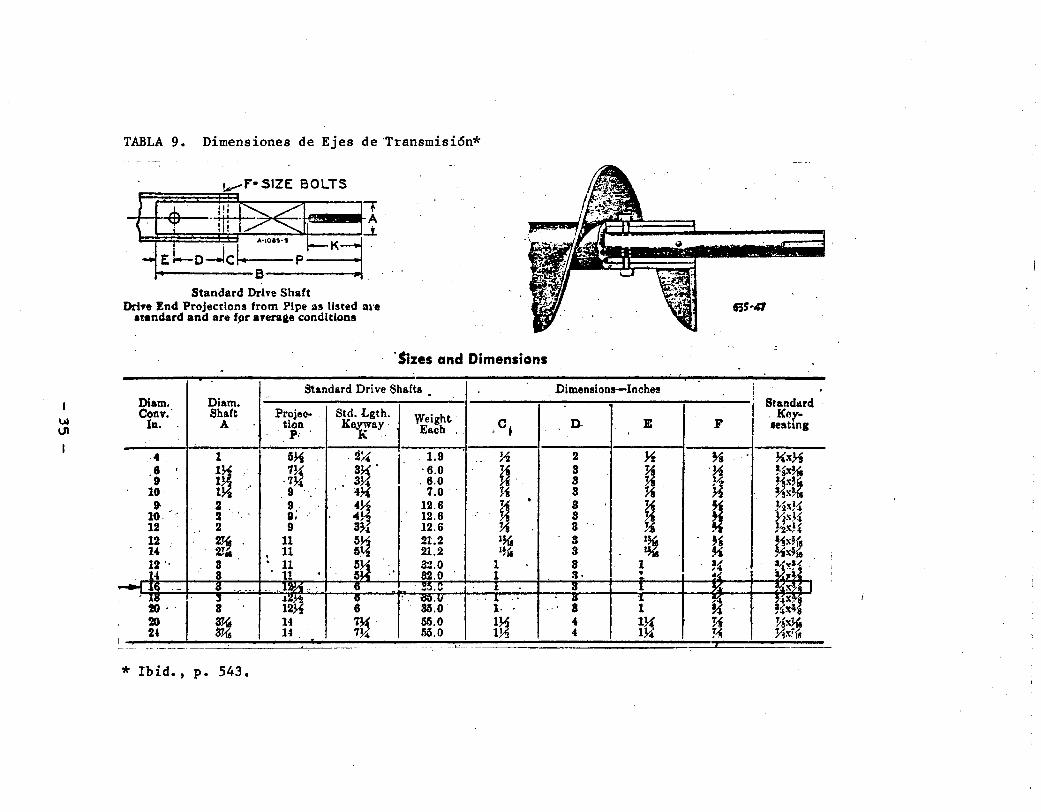
TABLA 9. Dimensiones de Ejes de 'Transmisi6n*
l· e ..¡. Standard Orive Shaft
Ddre End Projectlons from Pipe as Usted al'e Atttndard and are fpr averalle condltlons
. 'Sizes and Dimensions . . Standard Drive Shaíta •
Diam. Diam. Conv.· ShaCt Projeo- Std. Lgth. Weight ID. A tion Keyway· ,0. p, . l\: Each ,.
.24 ¡
4 1 6~ l· . 1.9 .. H .8 ,
ia .~~ . 33-( • . 6,0 ~, 9 , 3~ .6.0
10 . 9 " , 4~ 1.0 Ji 9- 2 .. 9 ~~ 12.6 1-i
. lO, ": 2 ., . 11; 12,6 ~ 12 2 9 3M 12,6 ~ 12 ~,' 11 g~ 21.2 :~ 1<l . 11 21.2 lt '. S . 11 gU 32.0 1 14 8 . 11 . 82.0 ' 1 16 - a ..... ... J~ .. 6 ~5.:; 1
• Uf 3 ~zij 8 :. 83:0 .. Jo .' !O; . 1· .. ~ ~ U 1~ M.O l~ 2-& 14 7~ M.O
- ~--,- .
* Ibid., p. 543.
f3S0
'"
¡ •
Dimenaions-Inches I , I Standlud
.D- E F . K/lr-testan¡
2 ~ ~ ~lC}i S
~ 'ti HxJ--' 1) %x~ S ij %x, • 3 ,
~ S .!1xH 8 3ixJ~ 8 ,~ h!t~:l 8 ~
~, ~x~~ 3 ~ , x~
8 1 ~~ ~;¡i 3· .. ./. ... lJ 1 ~. ~.i~.;¡ I
. ~
. ' 8 1 ~ . "-lX1 J:4rl 4 l~ }i H~ ..
1 " :~ Yix'ís ¡

3.1.9 Soportes Intermedios
Su dimensionamiento se hará ~n base al soporte No. 226 de Link-Belt
(ver Figura .B),que permite obtener gran rigidez, facilidad de
montaje y alineamiento, y suficiente espacio para que el material
transportado viaje con facilidad a través de la canoa. Su casquete
antifricci6n se fabricará de un material difernte al bronce, como
por ejemplo, el tef16n, pues el primero es atacado severamente por
la soda cáustica disuelta en la pulpa. (Ver Tabla 10).
r =m
~ I
o -
bd' . I
FIGURA B. Dimensiones de Soportes Intermedios para el Tornillo
- 36 -
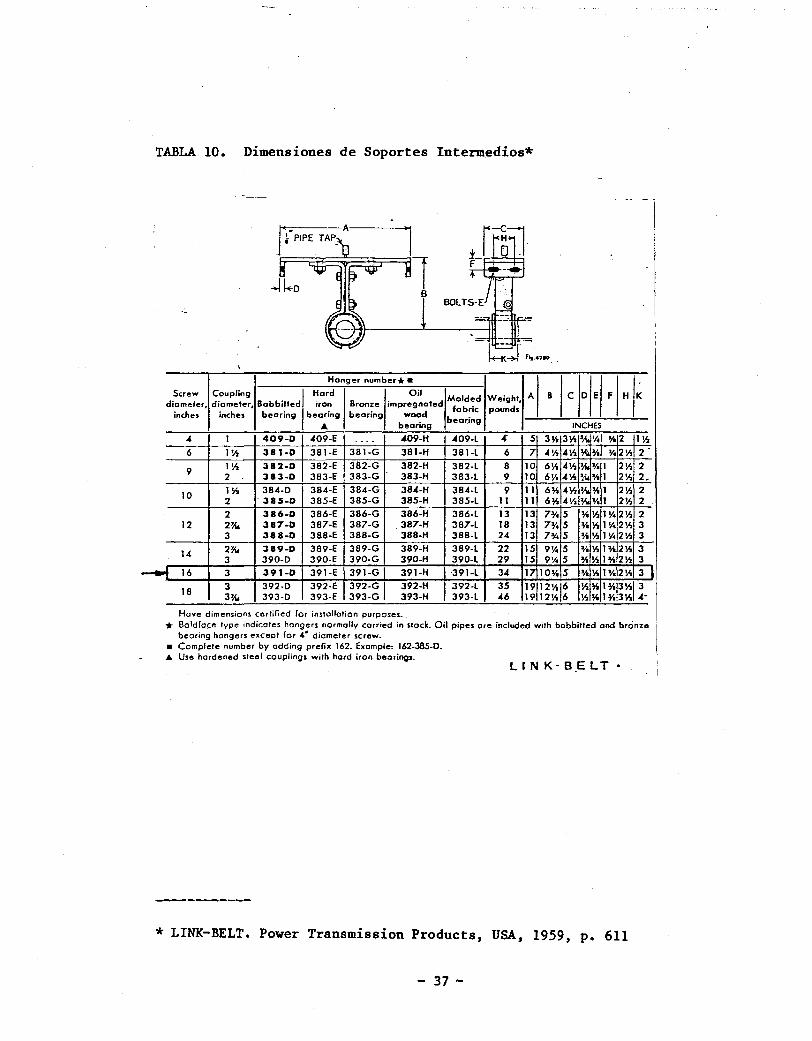
TABLA 10. Dimensiones de Soportes Intermedios*
.'~ -- tt!== ~~. f ... 47" ..
I
Honger number*.
Screw Coupling Hard Oil Molded Weight. A B C o E F H K
diameter, diometer, Bobbilled ¡roo Bronze impregnoted fabric povnds ¡nches inche. bearing bearing beoring wood
A bearing beoring
INCHES
4 1 409-D 409-E ---. 409-H 409-l "'"
5 3~ 3~1% l41 ~2 1~
6 1~ 381-D 381-E 381-G 381-H 381-l 6 7 4~ 4~ I~~ %2~ 2 -
9 1~ 382-D 382-E 382-G 382-H 382-l 8 10 6'10 4~ 1%~1 2~ 2 2 383-D 383-E 383-G 383-H 383-l 9 10 6'10 4~ ~~I 2~ 2,
10 1~ 384-0 384-E 384-G 384-H 384-l 9 11 6~ 4~ ¡%t~ 1 2~ 2 2 385-0 385-E 385-G 385-H 385-l 11 11 6~ 4~ l%t~ 1 2~ 2
2 386-D 386-E 386-G 386-H 386-l 13 13 7% 5 %~ 114 2~ 2 12 2~ 387-D 387-E 387-G 387-H 387-l 18 13 7% 5 ~~ 114 2~ 3
3 388-D 388-E 388-G 388-H 388-l 24 13 7% 5 ~~ 1l4.2~ 3
14 2~ 389-0 389-E 389-G 389-H 389-l 22 15 914 5 %~ 1~ 2~ 3 3 390-0 390-E 390-G 390-H 390-l 29 15 914 5 ~~ I~ 2~ 3
16 3 391-D 391-E 391-G 391-H 391-l 34 17 10~ 5 ~~ 1% 2~ 3 I 18 3 392-0 392-E 392-G 392-H 392-l 35 19p2'1016 ~~ 1~ 3~1 3
3~ 393-0 393-E 393-G 393-H 393-l 46 1912'10 6 ~~ I~ 3~ 4-
Hove dimensions certified for instollotion purposes.
* Boldrace Iype indicares hangers normally corrred in Slod. Oil pipes ore incJuded with bobbitted ond brOnz .. beoring hongers except for 4' diometer screw .
• Complete number by adding prelix 162_ Example: 162-385-0_ .... Use hordened Sle .. 1 couplongs wlth hard tron beanngs.
L I N K - B.E L T •
* LINK-BELT. Power Transmission Products, USA, 1959, p. 611
- 37 -
3.2 DISERo DE LA CANOA TRANSPORTADORA
Generalmente estas canoas son dise~adas en forma de U, cuya
funci6n no es solamente la de contener y guiar el flujo sino
también servir de carcaza al tornillo y soportes del mismo. Este
diseno que requiere que la canoa sea fabricada en lámina de acero
inoxidable por exigencia del material a manejar, pues éste es muy
abrasivo y corrosivo. Su dimensionamiento se hará estrictamente
de acuerdo al tam~o del tornillo conservando las recomendaciones
que para tal fin hacen las casas fabricantes de estos equipos (ver
Figura 9 y Tabla 11). Su construcci6n se hará en dos cuerpos para
facilidad de fabricaci6n y montaje, debido a su gran longitud.
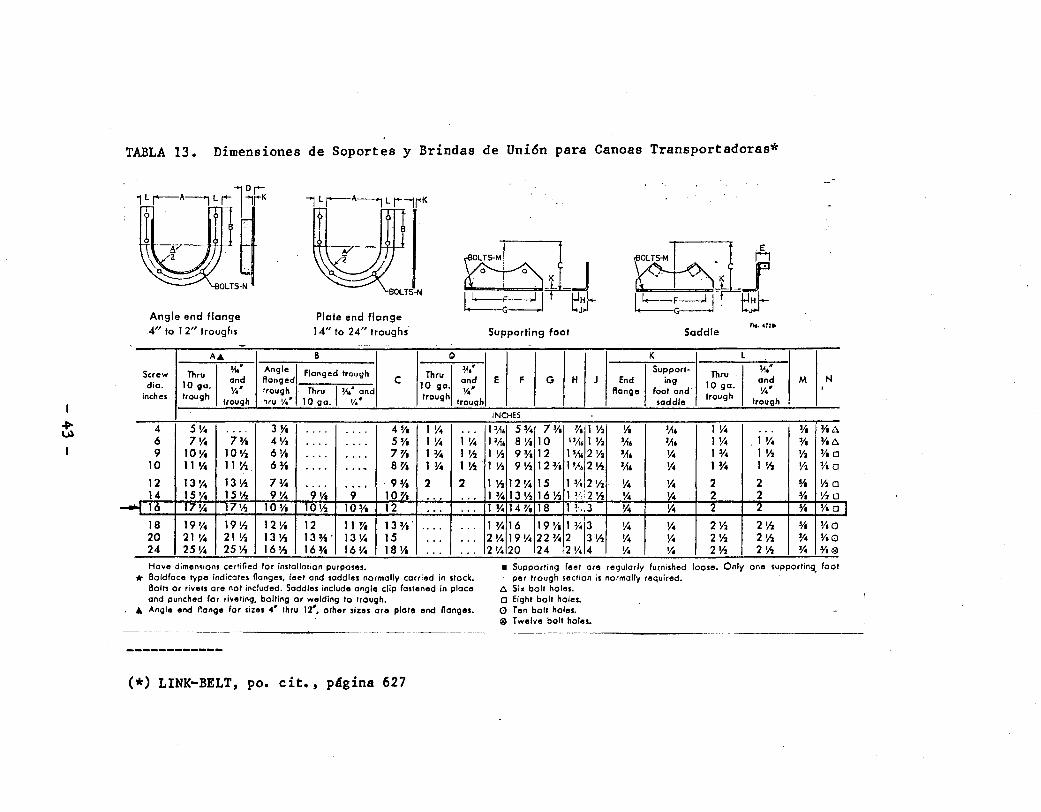
3.2.1 Tapas laterales y soporte de la canoa
Las tapas laterales de la canoa se dimensionarán de acuerdo a la
Tabla 12 (ver Figura 10); y sus soportes y bridas de uni6n según
Tabla 13 (ver Figura 11).
3.3 CALCULO DE LA POTENCIA REQUERIDA
La potencia total requerida por el sistema de tornillo
transporador horizontal, se obtendrá de la siguiente manera:
- 38 -

J 15"
".5lcsTEMA DE \?L~t..lcQ.UEO c.o~ 0)(\~Et--.10 .. CA"-lOb... P~~b... cat--l"c:. .."OR \b \\ 4>
- 'l41 -O"
.-I
- - - I -.¡. I ~ I !-.
I ..
21'-'1" ..-
'17"
-;¡.---: t -...;...-.--I----_+_
1 L
2,0"
i . , I
FIGURA 9. Dimensiones de la Canoa Transportadora
- 39 - I ""1'-"lr.;i'1'l(1 • u!r,n 0 "'111 da (,((!~t!.
I~':r'~ !U~"~''''rt

TABLA 11. Dimensiones de Canoas Transportadoras*
~.c~ C~
Plain trough Trough with regular ~~~ ____________________________ --__ M __ ------------------------__ ----~)~I discharge spout
~ -r--:-;- -!~-ili- 0SPQUTISCHARGE- -
Screw
diom-Trough
TROUGH WITH REGULAR OISCHARGE SPOUT
Trough with dischorge .paul_
Angle flonged Aooged Iraugh trough
rt.,b· 1\ =' ==l===:d _ _ ' OETAILS
~~ PAGE 628
f A B e
thick- Trough number* Trough number* I flu.h eter, Iweight, /weight,
- Regular d ¡nches
nen
Regular I Regular I flu>h flush I en _
endo pounds
endO pounds
INCHES
16 9 0_ 97-AH 117-L 51 95-AH 118-L 39 4 14 go_ 97-AJ 117-M 59 95-AJ 118-M 48 5 3% 3Y.o 6 2 y..
12 go_ 97-AK 117-N 75 95-AK 118-N 67 --- -------------
16 go_ 97-CH 117-AK 79 95-CH 118-AK 54 14 go_ 97-CJ 117-AL 90 95-CJ Ú8-AL 66
7 4 y.. 5 7 y.. 3y, 6 12 go_ 97-CK 117-AT 112 95-CK 118-AT 91 ~ in~ 97-CM 117-AP 165 95-CM 118-AP 147 --- --- - -----------14 go_ 97-EZ 117-BS 123 95-EZ 118-BS 94 12 go_ 97-fA 117-BT 153 95-fA IIS-BT 133
9 ID go_ 97-fB 117-BU 168 95-fB 118-BU 144 ID 6Ya 7% lO 5 7\6 in. 97-fC 117-BV 229 95-fC 118-BY 212 v.. in.. 97-fO 117-BW 290 95-fO 118-BW 279 --- - ------'----14 go_ 97-HU I 17-0B 131 95-HU 118-0B 102 12 go_ 97-HV 117-0C 162 95-HV 118-0C 139 -
ID ID go_ 97-HW 117-00 193 95-HW 118-00 157 11 6% 7Ya '11 5 y..
~in. 97-HX I 17-0E 246 95-HX 118-0E 229 V .. in. 97-HY 117-0f 310 95-HY 118-0f 299 --- - ---------12 go_ 97-Lf 117-EM 243 95-Lf 118-EM 204 10 go_ 97-LG 117-EN 288 95-LG 118-EN 231 13 7Y.o 8% 1-2 y.. 6 y.. 12 ~ in. 97-LIi 117-EP 367 95-LH 118-EP 340 V .. in. 97-U I 17-EI/ 459 95-U 1 18-ER 441 ---- - -------12 go_ 97-NH 117-fN 267 95-NH 118-fN 229 ID go_ -97-NJ 117-FP 319 97-NJ 118-fP 258 15 9Y. 10Y. I 3 y.. 7 y.. 14 l,Ao in .. 97-NK 117-fl/ 413 95-NK 118-fR 384 lA in. 97-NL 117-fS 519 95-NL 118-fS 501 --- - ---------
- 12 go_ 97-RK 117-GP 29Z ·95-RK 118-GP 259 1000, 97-RL 117-GII 357 95-RL 118-GR .29~
-
ll~ 97-RM 117-GS 466 95-RM 118-GS 438 17 100/1 11% 14l'.. 8 y..
'lló in. ..... _. - -~ in .. ,97-RN II/-ul ~tI/ ~-KN I I tI-171 ~68 ---- ~ -------12 go_ 97-TM 117-HR 373 95-TM 118-HR 301 1090 _ 97-TN 117-HS 430 95-TN 118-HS 340
19 12% 12% 16Y.. 9 y.. 18 ~ in. 97-TP 117-HT 565 95-TP 118-HT 505 y", in. 97-TR I 17-HU 702 95-TII 118-HU 655
---10 go_ 97-VR 117-JT 476 95-VR 118-Ji 371
20 % in. 97-VS 117-JU 617 95-VS 118-JU 557 21 13l'.. 13% 17l'.. 10l'.. Y .. in. 97-VT 117-JV 767 95-VT 118-JV 720
--- --- ----- - ---------ID go. 97-XT 117-KU 553 95-XT 118-KU 483
24 7ú in. 97-XU 117-KV 723 95-XU 118-KV 664 25 16y" 15% 20 12l'.. v.. in. 97-XV 117-KW 903' 95-XV 118-KW 856
* !bid. J p. 624
- 40 -
_. -
L M
-I FEn
7Ya I 7Ya ID 71'·1_ 9% 9% 9'Y.
ID
9Ya -13Ya 13~:.
13~ ID 13% 13l'.. -14 Ya 14~ 14~ ID 14% 14l'.. 17% j-' 17~
12 1
17% 1
17l'.. -191'. 19Y. 19%
12
19l'.. -21 Y. 21~ 21% 12
~ 24Y. -1 ~~~ 12 i 24 l'..·_1 261'. 1
26~á 12 i 26 y.. , 301'.
-1
30>;, 12 30l'..
. J

1,
. 1
V6R ~TALJ.~S ABA.JO .~.
2~.,'
2-
-
~ ~, ..... : . ¡
%" 9 7(. "9 ." . , ~, -IL 'm .~ t--
~l .. l'A!f - I '" - -~ t\a X 4.96J..-• tIt '. x ......
-< t-- . I I
I I
.~. 7~4 7U.~ 1%- ,
MATERIAL: ACFRlJ INOX . CANrloAO : 2
~ I
~ I
I ; \
.~ I I lt ,
I &t)
~! t • ft) Ir) .... ¡
re) , "tí .. DETALLE. " A"
I
FIGURA 10. Dimensiones de Tapas Laterales para Canoa
Transportadora
- 41 -

~ N)
TABLA 12. Dimensiones de Tapas tatera1es de Canoas Transportadoras*
WIlHOUI WiTH SEAl 5EAl
BOlTS-M
- o, withouf seol o, wifh seol
Screw Shoft B e B9bbittedj BolI Bebbittedj Bell E G H J K l M N
diometer, diameter, er bronze b - . or bronze b . ¡nches ¡nches beoring eertng bearing earlng
fNCHE5
4 1 ~ 4 'la _ 2 p~ .. . ... 1!,.,. . . 1 1'11 %1 n. ~1%,6 6 11'> 41'> ~y, 3 2 4~ 3~ 11'> PI. 1 1~ % 9~ %%,6
9 11'> ··6Y. n'.- 3 2 4~ 3~ 10/. 1~ 1'h 2'11 14 13~ 1'>%0 2 6~ 711. 4 2'!h> 5~ 4'h. 1'1. 1 Y. 11'> 2'11 1413~ 'h %0
10 1'h 6'11 ell. 3 2 4~ 3Y. 1~ lYa lY, 211. 1414Ya YI %0 2 6% 811. 4 2'!h> 5Ya 4% 1~ lYa 1~ :?1I. 14 14~ YI %0 2 7~ 9Yo 3 2 4~ 3~ 2' 1~ 1% 2~ '1.01714 % YlO
12 2~ 7% 90/. _ 4 2'!h> 5~ 4% 2 1~ 1% 2% 141714 % YlO 3 7% 9Yo 5 2'~ 6% 4"h. 2 1~ 1% 2% 1417'/.0 % YlO . 2~ 9V. 101l. 5 2'~ 6% 4'!h> 2 1% 1% 211. ~ 19'/.0 7í 1'>0 14 3 9V. 101l. 6 2'!h> 7~ 4"h. 2 1'/.0 1% 211. ~ 19'/.0 O/. v.o
.. 1 16 - 3 10;'í 12 6 2"h. 774 4'% 2Y1 1% 2 3V. ¡.¡. 2111, % %0
18 3 12 Yo 13 O/. 6 2"/" 7% 4"h. 21'> ¡% 2 3V, % 24 '/.o Y. Y.O 3~1l 12\-) 13% 7 3'!h> 9v. 5'\-2, 2y, 214 2 3Y, % 2414 Yo 0/.0
20 3 13v.. 15 6 2'!h> 7'Y4 4'% 21'> 1 'llV. 3'Y41% 2614 % 'la O 311. ¡ 31'> 15 7 3 21h. 914 5'~ 21'> 2Y, 2Y, 3~ 'la 2614 ~ %0 ----
21'>1214 2~4h% 3014 % 24 . 3~ ... 16Y, lB~ -
7 . 3'!h> 914 5'~", 'Ia®
Ho.e dimensions cerlified lor inslollolion purposes: ,6 Six boll hOles. O Eighf boll holes. O Ten boll holes.
P, Babbitted or bronze bearing
. .. 14
'/.o 14
14 14
14 % %
% % %
% YI % \',
V.
IROUGH ENO WIlH FEEI
* Complete number by edding prefix 153. rxemple: 153·76.A. Boldlece fype indicetes trough end lor which unossembled pOrlS ore normolly cerried in slock. Greese cups or lubricolion fittings for bobbitled or, bronze beorings ere nol Induded. Bell beoring blocks ore pro.lded wilh greose ¡¡IIings ond greosed reody lor operolion .
® T wel.e boll holes.
• LINK-BELT
* Ibid., p. 618
R
5~4
B~
9% 9'11
9Y1 9Y1
12Y, 12 V. 12V,
13l'> 1317
14h I 16 16
19\.. 19\.. 20
I
+ U)
I
TABLA 13. Dimensiones de Soportes y Brindas de Uni6n para Canoas Transportadoras*
1l¡-A-¡Lj l;F
~~,~ Angle end flange 4" lo 12" Irougns
-AA
Screw Thru 'A.'
dic. 10 ge. end '14'
Inches Irough Irough
4 5 'l. ... . 6 7~ 7 '1a 9 10~ 10 Y3
10 11 v.. 11 '!:t,
12 13~ 13 !h 14 15~ 15 !h
lo{ 16 17~ 17!h
18 19 'l. 19 'I:t 20 21 ~ 21'!:t 24 25~ 25 'I:t
-
Angle Aonged trough Io¡ru Vi"
3Y, 4 '12 6Y. 6Ya
7Yt 9~
10 'la
12'1, 13 'I:t 16 !h
Piafe end flonge 14" lo 24" Irougns
B
flenged Irough e Thru I~' ond
10go. v,'
. ... ... . 4 'la o ••• . ... 5 'la .... . ... 7 r, .... . ... 8 r, .... . .... ' 9 Ya 9Y. 9 lO ~,
lO !h 10 '/, 12
12 11r. 13 Vi' 13 Vi' 13~ 15 16 Vi 16~ 18 Y.
¡-<lOLT5-Mr .. -, ié:i:::'JKT I 1. 1
• ~ .i,If1=e?} Supporfing fool Soddle
lit. 417.
-- --- -
() K L
Thru lA, Supperl-
Thru '11: 10 ge.
ond E F G H J cnd ing 10 ge. and
Yi" Aonge fool ond' V .. M'
Irough Irough saddle trough Irough
INCHES
1 'l. . .. \lA. 5 y.¡ 73f, ~, 1 !h Y. lJiA 1~ ... 1~ I~ PA. 8Y. 10 "A. l!h 'A, 'A. Iv.. ,1 ~ 1 y.¡ 1!h 1'!:t 9Ya 12 l'A. 2 '11 'A. ~ 1 y.¡ 1!h lYt l!h 1'!:t 9!h 12 Ya 1% 2'!:t lJiA ~ IYt 1!h
2 2 1!h 12~ 15 1 '/.12 '11 ~ v.. 2 2 ... . .. 1 1/4 13 !h 16 '!:t 1~/,:2!h ~ v.. 2 2 .. . ... lYt 14 ~, 18 1 ~',,3 ~ ~ 2 .2
' ... . .. 1 y.¡ 16 19 Y. 1 :Y'j3 ~ ~ 2'1:t 2!h .. . ... 2~ 19~ 22 Yt 2 3!h ~ ~ 2!h 2!h ... . .. 2~ 20 24 2~ 4 ~ Yo 2!h 2!h
M N ,
'la Yatl. Ya 3f, tl. Vl 'la o Vl Yaa
Ya '!:ta V, !ha Ya 0/0 o I V, 0/00 3f. V,0 Yt Y.® -~._----
Hove dimensions certified lor ¡nstellation purposes. • Supporling leet are reguiariy lurnished loase. Only one supporllng /001
per Irough .ecrion ¡s normollv required. • * Boldloce Iype indicates nanges, leel ond soddles normally carried in srock. Bolt. or rivets are nOI included. Soddles inc/ude ongle clip feslened in place ond punched for riveting, bolting or welding lo trough.
• Anglo end nange lor .izes .' thru 12', orher lize. ore plote end nonges.
(*) LINK-BELT, po. cit., página 627
tl. Si. bolr holes. a Eight boll holes • o hn bolt holes. ® Twelve bol! holes.

17ft" -n- .. ~ ........
I . I ~ r:-..
7 p.EIJ:lF()~A.ao.'" ~-DI! tj.S/B" • .....
FIGURA 11. Dimensiones de Bridas de Union
H .P(efectiva) H.Pmotor = ------(I)*
16 - H.P(efectiva) = A.G (11)*
CLK A = Potencia equivalente = (111)*
1 x 106
C = Capacidad = 611Pie3/hora
L z Longitud del tornillo = 25 pies
2"
:1 .3/¡b'l
I ~
~ -
<:) .......
=-=
K = Factor de potencia = 230 (obtenido de la Tabla 4 en la secci6n 3.1.4)
* F6rmu1as tomadas del catálogo Products, USA, 1959, p. 281.
- 44 -
LINK-BELT. Power Transmission
1 x 106 = Factor de conversi6n
Reemplazando en (111):
A ., 611 x 25 x 230
1 x 106 lO: 3.51
A '" 3.51
G: Este valor será 1.00 si A~5.0.
Cuando A <5.0 el valor de G se obtiene a partir de la Tabla 14 de la
forma siguiente:
Se establece, en porcentaje, una relaci6n entre la velocidad
requerida y la máxima velocidad del tornillo.
Velocidad requerida Porcentaje = -------------- x 100
Maxima velocidad recomendada
Velocidad requerida'" 40 RPM (ver secci6n 3.1.3)
Máxima velocidad recomendada - 45 RPM (Ver secci6n 3.1.2)
40 Porcentaje =-- x 100 - 88.89
45
Luego se localiza el valor de A (3.51) y el porcentaje (88.89)
sobre la Tabla 14 y se obtiene el valor del factor G:
G = 1.13
Reemplazando valores en (11):
H.P(efectiva) a 3.51 X 1.13 • 3.97 aproximadamente 4.0
H.P(efectiva) = 4.0
- 45 -

TABLA 14. Valores del Factor G* ._& !qwlvalent
Perceat ... el .... ¡ ..... n recemfDelld.d s ........ bonapower A I 11-12 I r 19-22 I 23-24 4 5 6 7 • 9 10 13-14 1S-16 17-11
.20 1.14 1.26 , 1.35 1.43 1.50 1.57 ~ 1.77 1.86 1.93 2.0 2.12 ------.21- .25 1.11 1.21 1.29 1.36 ),,(3 1.54 1.64 1.72 1.79 1.87 1.97
.26- .30 1.09 1.18 1.25 1.32 1.43 1.52 1.61 1.68 1.75 1.86 ------
.31- .35 1.08 1.16 1.22 1.29 1.43 1.51 1.59 1.65 1.77 ---
.36- .40 1.07 1.1.- 1.26 1.35 1.43 1.53 1.57 1.68 ------
..41- .45 1.07 1.18 1.27 1.35 1..43 1."9 1.61 ------
.46- .50 1.12 1.21 1.29 1.37 1."3 1.54 ------
.51- .60 1.09 1.18 1.25 1.32 1.43 ---
.61· 70 1.08 1.15 1.22 1.33
71- .80 1.00 lit thls _ I 1.07 1.13 1.25
.81- .90 I 1.06 1.18
.91-1.0 i 1.12.
1.1 -1.2
Á"-tage =' . reqwired -- speed X 100. \ _.1_ reco .. _ndecl _ ...-. rabie 2 I '-G J
!quMIIenI _-.. .. ..xi .. a .. reco .... nded ........... t hoo .. po ..... ;
A I 47-52 , 25·28 29-32 23-36 37-cG 41-46 53-sa I 59-64 I 65-72 I 73-10 11-901 91-100
.20 2.21 --ffil 2.37 2.43 2.52 U9~ 2.72 2.80 2.86 2.94 3.00
.21 -.25 2.07 2.15 2.23 2.29 2.38 2.45 2.52 2.58 2.65 2.72 2.79 2.86
.26 -.30 1.96 2.04 2.12 .~ 2.241~:~ 2.47 U4 2.61 2.67 2.75
.31 -.35 1.86 I 1.95 2.02 2.08 ~ 2.25 2.32 2.38 2."5 2.52 2.58 2.65
.36 -..4\) 1.78 1.86 1.94 1. 2.0 2.08 2.17 2.:<3 2.29 2.36 2 •. U 2.S!> 2.57
•• 41 -..45 1.70 1.79 1.86 1.93 2.02 2.09 2.16 2.22 2.29 2.36 2.43 2."9
.46 -.50 1.64 1.72 1.80 1.87 1.96 2.03 2.10 2.16 2.23 2.30 2.36 2.-43
.51 -.60 1.53 1.61 1.68 1.75 1.84 1.91 1.98 2.04 2.12 2.18 2.26 2.32
.61 -.70 1."3 1.51 1.59 1.65 1.73 1.82 1.88 1.94 2.02 2.08 2.15 2.22
71 -.80 1.34 1.43 1.50 1.57 1.65 1.73 1.80 1.87 1.93 2.00 2.07 2.14
.81 -.90 1.27 1.35 1.43 1.49 1.58 1.66 1.73 1.78 1.87 1.93 2.00 2.06
.91-1.0 1.21 1.29 1.36 1..43 1.52 1.60 1.67 1.73 1.80 1.86 1.9" 2.00
1.1 -1.2 1.09 1.18 1.26 1.32 1.40 1.48 1.55 1.61 1.68 1.75 1.82 1.88
1.3 -1..4 1.08 1.16 1.22 1.31 1.38 1.45 1.51 1.59 1.65 1.72 1.79
.1.5 -1.6 1.08 1.14 1.23 1.31 1.37 1.43 1.50 1.57 1.6" 1.70
1.7 -1.8 1.07 1.16 1.23 1.30 1.36 1..43 1.49 1.57 1.63
1.9 -2.0 1.09 1.17 1.23 1.30 1.37 1.43 1.50 1.57
2.1 -2.3 1.08 1.15 1.21 1.28 1.3" 1."2 1.-'8
2.4 -2.6 1.07 1.13 1.20 1.27 1.34 1."0
2.7 .2.9 1.06 1.13 1.20 1.28 1.3"
3.0 ·3.2 1.07 1.13·· 1.21 1.28
3.3 -3.6 1.00 In thls _ 1.07 1.13 1.20
3.7 ·".0 1.07 1.13 i
4.1 -".5 1.08
",6 ·5.0 ,
* LINK-BELT. Power Transmission Products, USA, 1959, p. 289.
-46-
Reemplazando valores en (1):
4.0 H.Pmotor == -- == 4.7
0.85
H.Pmotor == 4.7
Para el c'lculo de potencia requerida en este sistema, se recomienda
usar un factor de servicio (F.S) de 1.3 determinado para este tipo
de m'quinas y de acuerdo a las horas contínuas por día de trabajo:
F.S == 1.3
H.Pmotor(real) -= H.Pmotor(calculado) x F.S. = 4.7 ~ 1.3 = 6."
La potencia m's cercana a este valor corresponde a un motor de
7-1/2 H.P.
Motor seleccionado: H.P == 7-1/2
3.3.1 Chequeo del Eje de Transmisi6n por Torque Límite.
Despues de haber calculado la potencia requerida, es necesario
chequear el diámetro del eje de transmisi6n como tambi~n los de
acople, para asegurar que son suficientemente adecuados para
transmitir la potencia a la velocidad requerida. La Tabla 15 sirve
de guía para hacer este chequeo.
- 47 -

TABLA 15. Potencia Transmitida para Diimetros y Velocidades
Calculadas*
, DIAMETRO TORQUE EJE PERMITIDO MAXIMA POTE:OC lA TRANSMITIDA
'(Pulsadas)' (Lb/PulS·)i 125 RPM i 100 RPM i 75 RPM i 50 RPM i25 RPM' 1-1/2 3.060 6.0 4.8 3.6 2.4 1.2
2 7.600 15.0 12.0 9.0 6.0 3.0
2-7/16 9.270 18.2 14.6 10.9 7.3 3.6
~ 3 16.400 32.5 26.0 19.5 13.0 6.5
I 3-7/16 25.600 50.7 40.5 I 30.5 I 20.2 I 10.1 I
Usando esta tabla se obtiene que para un eje de 3" diámetro a 50
RPM, la mixima potencia que debe transmitir es de 13.0 H.P.
Chequeo a torsi6n pura:
63.000 H.P. T =-----
RPM
T = Torque, libra-pulgada
H.P = Potencia requerida
RPM = Velocidad del tornillo
63.000 x 7.5 H.P T z --------- - 11812.5 libras-pulgadas
40 RPM
* CHRISTIAN. Handbook of Screw Conveyor Engineering Data, publication SCE-6l, San Francisco, 1961, p. 23.
- 48 -
Por 80derberg-MEC:
8sy 8y* 48.000libras/pulgada2 -rada -- ; 8sy=- = = 24.000libras/pulgada2
8.75 2 2
24.000 libras 'fad= 1:: 2.742.85---
8.75 pulgada2
il16T 3 16 x 11812.5 libras-pulgada d 1:: -- - .. 2.79 pulgadas
l'adxY 7fK 2742,85 libra/pulgada2
d .. 2.79 pulgadas aproximadamente 2-3/4"
El diámetro obtenido de esta manera ratifica el diámetro de los ejes
de transmisi6n y acople, puesto que 3'~2-3/4".
3.3.2 Chequeos del Eje Tubular a Torsi6n Pura:
8e considerará como un tubo de pared delgada, ya que cumple que:
De -)10 t ~
4.500"
0.250"
De o::: Diámetro exterior del tubo
t 1:: Espesor de la pared del tubo
o::: 18> 10
* Límite elástico para acero inoxidable 304.
' ..
- 49- I UniYe~itl{!'d '\Illoooma d) ;ltri(rMt~
l1"om R!h'.""" ,1
De '" 4.500" (Diámetro exterior)
Di = 4.000" (Diámetro interior)
+ 1: 0,250"
T x r T 't'max'" .. --
J U+ T '" Torque, libra-pulgada
r a Radio exterior, pulgadas
J '" Momento de inercia polar, pu1gada4
A '" Area interior del tubo, pulgada2
t '" Espesor de la pared, pulgadas
Por Soderberg - MEe:
48.000 '1"ad =-- ; Ssy
Sy ... -.., --- - 24.000 libra/pulgada2
Ssy
8.75 2 2
24.000 "1"'ad 1:--- '" 2.742.85 libra/pu1gada2
8.75
Se averigua cual es el torque máximo que puede transmitir la sección del tubo:
T '1" '" -- (2.742.85 libra/pulgada2
Uf
rr x 42
T ~ 2.742.85 x Uf .., 2.742.85 libras x 2( ) pulgadas2 4
x 0,250 pulgadas
Tmax. - 17.233.8 libras-pulgadas. Se cumple entonces que:
Tmax.~ T ;
17.233.8> 11.812.5
- 50 -

3.3.3 Chequeo de los Tornillos Pasadores
De acuerdo a las Tablas 7, 8 Y 9, estos tornillos deberán ser de
3/4" de diámetro y se colocarán en parejas en cada extremo a 900
entre ejes separados 3". Su material de fabricaci6n será acero
inoxidable 304 por estar sometidas a las mismas condiciones de
trabajo que el resto del transportador.
Chequeo a Cizalladura:
Material: Acero inoxidable 304
Sy - 48.000 libras/pulgada2 (límite elástico del material)
Por Soderberg - MEC:
Ssy 1"ad =-
8.75
Ssy: Límite elástico a esfuerzo cortante
Sy 48.000 Ssy: - = z 24.000 libras/pulgada2
2 2
24.000 libras/Pulgada2
~ad ~ = 2.742.85 libras/pulgada2 8.75
1rad = 2.742.85 libras/pulgada2
- 51 -

63.000 H.P 63.000 x 7.5 H.P T .. -----=
RPM 40 RPM
T = 11.812.5 libras-pulgada
T* ('(adm x n x A) =
r
.. 11.812.5 libras-pulgadas
n R Número de áreas de corte a 4 (dos pasadores)
A = Area total de corte =------4
r .. Radio donde se halla n' = 1.5 pulgadas
d .. Diámetro del pasador
T 11.812.5 libras-pulgada A = =
r x ~adm x n 1.5 pulgadas x 2.742.85 libras/pulgada2 x 4
A = 0.718 pulgadas2
4 x 0.718 pulgada2
-----= 0.718 pulgada2 d - I---------~~-----
4
d = 0.956 pulgada aproximadamente 1.0 pulgada
Los pasadores deben ser de 1.0 pulgadas de diámetro y no de 3/4"
como 10 indicaban las tablas mencionadas.
* Ecuaci6n extractada de notas en clase de Disefto Mecánico, semestre agosto-diciembre/82, UAO
- 52 -

3.4 SELECCION DEL REDUCTOR:
El tipo de reductor más usado por la industria papelera para
sistemas de tornillos transportadores es el denominado "Shaft
Mounted Drives" por su fácil instalaci6n, ya que no requiere de
estructura adicional para su montaje y porque su acoplamiento se
hace directamente al eje de transmisi6n del tornillo, permitiendo de
esta manera utilizar el mínimo espacio disponible; además su dise~o
ofrece muchas facilidades para su mantenimiento.
Para la selecci6n del reductor se deberá seguir el siguiente
procedimiento:
3.4.1 Clasificaci6n de la Carga:
De acuerdo al uso y a las horas de servicio por día, se obtiene esta
informaci6n de la Tabla 16.
Clasificaci6n == 11
Servicio == 24 horas/día
3.4.2 Selecci6n de la Unidad:
- 53 -

U' .f:"
TABLA 16. Clasificaci6n de la Carga*
A"LlCATION
AGITATOII. P.pe' M,II (Millll).: ..... . Pall Liquids ....... ' ..... . Slmi.Liquids. VI,I.bll
Olnsil, .............. .. ",II0N CONvnOIl.
Unilo,ml, Lo.d.d ....•.... Hin, Oul' .............. .
AlIU.IL y CONVEYOII. Uoilo,ml, lOldld ......... . Hnw, Oul' .............. .
IILT CONVEYOIII Unilo,ml, t.o.dld ..•. " .. . Huw, Out, .............. .
llIEWING • DIITILLlNG 80lllinl Mechilll" ..... . 811. Klllles. ContinuoUl .•. eu Fillin, MlChin ........ . Cookers, Continuous ...... . Muh T ubs. Conhnuous .... . Sull Hoppers, frlqulnl
Stlns ................. .
IUC"IT . Conn,ors. Hnw, Dut, .... . [Ievltors, Unilorm LOld ... . [Inltors, Huw, Outy ...... .
CAN flLLlNG MACHINES.
CAII Dumpers ................ . pUUIIS ................. .
CLAIII'IEII •............... CUISI,.EII •..............
CLAY WDIIKING MACHINEII'( B,ick P'ISSIS ..• ; ....... .. 8riQUlnl M.chines ....... . blrudlls & Millrs ....••..
LOAD CLASSIFICATION TABLE ••. Motor Driven Applications* (AGMA aeco ...... endolionl)
,. re A"LlClTIOII IH ... H... AI'I'LlCATION H ... , H_ AI'I'UCATION
Ion. Ion ......
CONVEYDIII-UNlfOIlMU LAUNOIIY I'UILE MILU ............. 11 n LOAD¡O 011 'EO WlShtrl. ,. •• nlnl ....... R"erlo feclo" I'UMI" 11 Apron ............ ,,'.... .. . J U Tumble,s.. .. .. .. . .. .. .. ... 11 m Proportionin, ............ hlerlo helor,
Asstmbl, .................. J U LlNE SHA", RKlproCltin¡, opln I I 11 JJ BIII ...................... I JJ Unilo,mlold.............. n dischlllt ... · ............. 1 n
flilhf ...... " .. " .... ".... n n Htlwy lOld.. . . . .. . . • . .. . .. JI JJ Doubll Aelinl J 11 Onn. . . ............. ..... I JI L1VE IIOLL CONV['(OIlS Mulll·Cylinder ..... "".. U ID I! m Un RolI (p"kl")"""". I 11 Unilorml, Lo.dld. P.ck'lt.. 1 n Sinll. e,linder" ....... Relll lo Factor,
Se"... . . .. . . .. . . . . . . . .. . . I I! H ... , Dul, .............. Rel., lo faclor, Rol." (Gllr T,pe) Tlbll-S" Mel.1 Milis. . . . . MACHIN¡ TOOLS Consllnl D.nsity.. ....•.• J n
I I! CONVEYOII'-HEAVY oun AOlililly D"vlI ............ J n V.ri.bl.,D.nsll, .......... U n JJ 11 -NOT UNIFOIIMU FED M.in D".es. Unilorm load .. n n IIECII'IIOCATING
Aplon ....... :.. ........... U W Mlln D"wes. He .. , Load. ... m m Con •• 'oll...... .. ......... m JJJ I 11 Assombl'.................. JJ n METAL MILLS. . n n Bell ................. " .. . n n Tlbll Conve,olS. "UII'" INOUnllY
Buckel 01 1'111. • . .. .. • ..... JI U Non RI.llsinl. . .. .. .. . .. n m Ti .. Bu,ldinl M.ehines...... n n' Flilhl. .................... 11 n Rlvtrlin, ............. Rllllla flclar, TI" & Tubl PleSS Opelllrl.. I 1
11 U •• RoU •.•..•......•... Rol .. la Faclo" Wi" Drl .. ,nl & FlIUlninl SCIlEENS 11 D.en ............. " .. .. . .. JI U Mlch,nll.. .. .. .. .. .. .. . n m Ail Wllhinl J n 11 Rec'procallnl.... .. .. ...... ID 111 MILU . RoII". Sloni 'ó,' il¡¡,¡e¡:.'::: U n 11 Se"............. . . . ...... n n (S .. MII.I M,lIs) Tr .. lllnl Wller Inl,ke...... 1 JI U Table-Su Mel.1 Milis.. ... plbbll. ...... ............ n m Shl.·r U ID
CUNES & HOISTI MIXEII. (Su AlitllolS) - ................... . U n Brida' Dri.I.. .. .. . . . . . .. . . 11 JI Concrele. ContinuoUl. • . . •.. n m SCIIEW CONVEYOII.
Tralle, Dri...... . . . . . . .... . n n Cancret •. Inltrmilllnl. . . .. . JI Unilorml, Lo.ded...... ..... I n n 11 CUTTEII HUD DIIIVn.ReltrloFeclory ConslantD.nsity ........... 1 n H ... yDuly" .............. n n I 11 OIITILLlNG-S .. Bre .. ,n,... V.".bl. DenSlly .. "........ n n SKII' HOISTS n U 111 DIlYEIII I CODLE"" lIqu,d" ............... .. 1 JI ............. ..
ilOTA 11 Y ...... _ ".. .... . JJ m Plper Mili (Alitltorl).... ... JI n ITO"E"'. . . ........ .... ... n 11 ILEV ATOIII Slml·Liquld. . . . . . . . . .. . ... '11 n TEXTIL[ INOU.TIIY
Bucket-Unilorm lOld ... ;.. 1 11 OYEN CONVEYOIII Btlehers. . .•.•............ n n Buckel-HII.y load .... "" n m Unllorml, LOlded... .. .. ". I JI e.lenden.. .... ........ ... n U
Ft.~~~t.C¡;ÑvtT·óiii""" n -n I'AH:'c~~~ho''¡i' _ U n Ce'd Machines ............. m m JI U 'I I L U U H o n n Dry e.ns .... " ........ , ... n JI
n' olm J Oldtd.......... elV, ut,................ DYlin, MIChiRI"....... .. . U n n 1 n H ... y Dul, ....... " .. .... . 11 II I'Ap[II MILLI looms ................ "Rel" lo F.clory
FOOO I'!'DUITIIY AI,lllolI (Mlllrs)..... ..... n n Mlnlles, NlPPI" & SnepelS. 11 n Bul ShcelS ... '.' .. .. .. .. .. 11 11 Blllcherl.. . .. .. .. .. .. .. .. 1 n Spinne,s ................. ,11m Cen Fllhn, MIChinas........ 1 n CeI.ndllS ..... , . . .. . . .. . . . m Ttnler Filmes .. " ... """ n n
m I w eerlll Cooklll.. .. ".".... I n Cyhnders....... .. .. .. .. .. . n TUMILlNG IAllllnS m m' DI ID Doulh M'IIIS.............. U U fell StretchelS............. n "'''' U m Mili Grind.IS .... "........ n n Winders................... JI WINDUSI ............... '.. n m
* FALK. Shaft and F1ange Mounted Drives, Bu11etin 7100, Wisconsin, 1960, p. 9.

Se utiliza la Tabla 17 haci~ndo coincidir la clasificacicSn de la
carga con la potencia requerida y las RPM del tornillo. La
informacicSn obtenida es:
Reductor No. 307J-24 - RelacicSn - 24:1
HP = 7-1/2
RPM = 40 (Entre 57 y 33 EPM)
Clase - 11
3.5 DETERMINACION DE LA TRANSMISION:
La transmieicSn del tornillo transportador se hará por cadena, según
arreglo mostrado en la Figura 12. No se utilizará acoplamiento
directo reductor-eje de transmisicSn por disponer en bodegas de un
reductor idéntico al seleccionado, pero con un eje montado en su
salida.*
Para el disefto de la transmisi6n se partirá de la siguiente
* Estos reductores en su disefto original, no traen eje en su salida sino que son tipo "hembra" para acoplar directamente al eje de transmisicSn del equipo.
- 55 -
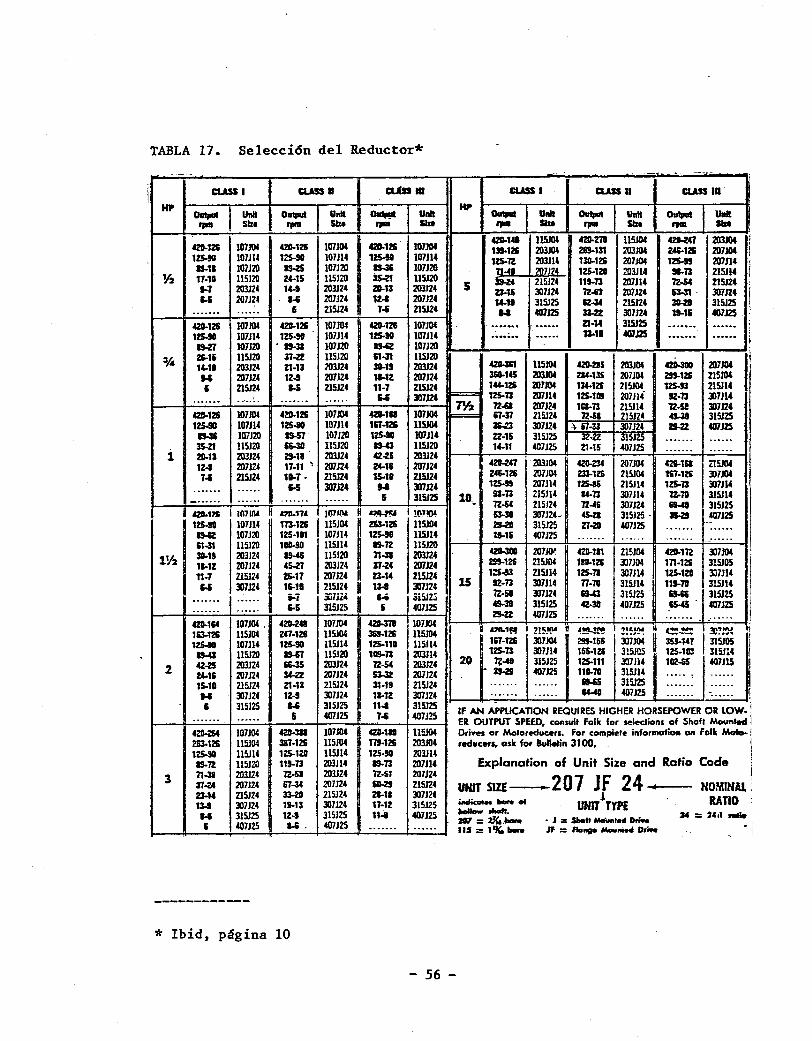
TABLA 17. Se1ecci6n del Reductor*
-- -- - ;
I CLUSI a.ASS n Clbsla CUSSI cuss 11 cuss ID I
HP tU" Output I UIIII 0GIpat UnIt 01I1pId U1IIl ~ UaIt Oatpat UnII 0vtpuI UaIt
lpII SIze ".. SIa IJIII SID ,... I SIu ,... SIu ".. SIal
.t2D-14I Il5J04 ~ 115104 42WCl 203M j
czo-ns I07JIM 421).12& I07JIM G8-15 101JtM I
USo15 203J04 2&9-131 203JIM z.c¡..12& 201JIM I 125-!II 107m 125-91 107Jl4 lZS-11 107Jl4
~! 2113114 1311-12& 207J04 1ZS-t! 201m a.1. lomo lS-2S I07J20 a.3& 1011211 2071" 125-120 2OlJ14 .. 13 215114 Y2 11-1. 115120 24-15 1l51ZO ~ 115J20 19a 215124 115-13 207Jl4 "lZ-54 215124 1-1 203J24 1401 2Oll2' 21).13 2OlJ24 5 Z3-15 301m "lZ-Il 201124 53-31 - 301J24 1-1 207m . 11 207m 12 .. 201m 14-11 315125 R-34 215124 3Q.2I 31SJ2S
........ -..... 5 2l5J24 T-5 2l5J24 N 401125 JWZ 307124 11-15 401.J25 ,
.czt.12& 107104 CZO-t2& 107JO.t CZO-12& 107J04 ....... ....... ZI-14 3lSJ2S ....... . ..... ;
lZi-91 107Jl4 125-90 101J14 1Z5-!IG 107J14 .... ,;. .. ........ 1J.l0 4117.J25 . ........ . ..... ¡ 19-2T lomo • lS-3I lomo a.R lomo
~ 5-15 115120 fl-2Z 115120 61-31 115120 i 14-1. 203m Zt-13 i03J24 ~11 2Oll24 4ZO-361 115J04 4ZII-ZI5 203104 42D-3OD 207J04
I M 207JZ4 lZoS 207m 11-12 207J24 368-145 2OllO4 2I4-tlS 207104 299-12& 215J04 I 21SJ24 1-5 215124 11-1 215124
~ 144-12& 207104 134-12& 215J04 125-53 215114
1-5 307124 125-13 207114 125-1. 20m. 12-73 301114 ........ ........ .... ..- ... .. ...... 7% "lZ-5I 207124 111&-73 215114 "lZ-se 307J24
4211-15 107104 4211-12& 101104 42I-1U l07JIM 1== 51-31 215J2.C "lZ-A 21SJ2' a..3II 31SlZ5 lZ5-SD 107Jl4 125-91 I01Jl4 151-1Z& 115.104 a.:3 307124 '). i1-l3 307J24 zs.zz 4D1.J25 a.s 107120 lS-5l 101120 125-91 107m ZZ-15 315125 ~-2Z "3lill5' ........ .......
i 3S-Z1 115120 &6-3D 115120 19-U ll5J2O 14-11 407JZS Zt-15 407J2S ........ -.- ... 211-11 203J24 29-1. 203J24 .cz..zs 203J24 12 .. 207124 17-11 ~ 207J24 Zl4-11 207J24 42D-Z41 2IIlJ04 C2Q.2U 207m C21-1S1 Z15J04
1-5 Z1SJ24 11-7· 215J24 15-11 Zl5J24 Z45-12& 207104 233-12& 215104 117-12& 311104 W 301J24 '"' 307J24 lzs.ss 207Jl4 125-15 215114 125-13 307m . ~ ........ ......
9&·13 21511& 14-73 307J14 12-70 315m _ ...... ....... . ...... . ..... & 3lSJ2S 10_ I 11.17104
"lZ-U 215/24 12-G 3Om4 A-4O 315125 AZIIo1'-' I 107111& .n.17. }1)1111.1 N ~ S3-3D 307J24- 45-ZI 315125 - a.zs «17125 125-!0 107m 113-125
1115104 Zl3-12& 115104 2J.2D 315125 Zl.zD 407J25 ....... ........
191Z 107120 1ZS-101 101114 125-98 115114 11-15 4D7J25 ....... ...... . ...... . ...... 11-31 115120 llJO..511 lt5Jl' 19-"lZ 115J20
4ZD-3OD 207JIY 1Y2 .30-11 203J24 19-46 115J2D n-31 2IIlJ24 ezD..ll1 215J04 42B-1"lZ 307JIM i
11-12 207124 45-27 2Oll24 fl"z4 201J24 299-125 215104 1111-12& 307104 ln-l2& 315105 1 11-1 215124 Z&-17 207J24 23-14 Zl5J24 ~ 215114 125-11 307Jl4 125-120 lime
¡.¡ 307124 11-1. 215124 I u.a 301J24 15 12-13 301Jl4 77-70 315114 111-70 315114 I ... ¡ li7.ü4 ... ~i5l2~ 12-50 307124 a.4J 315125 e.sG 315125 ....... ...... I I W 315125 I 401J25 49-38 315125 .cz.3O «I7J2S G-45 . 407125 ....... ...... 29-ZZ 407J25 ....... . ..... . .......
ezD..114 107J04 . 42D-Z4I 107JD4 .czo.37I 107.J04 . -1&3-12& 115104 241-125 115JD4 36S-12& 115104 I OILtM '215.11)0' ~~ 1!~ ~ C!:-~ :!C~ .... ~ lzs.ao 107Jl4 125-9D 115114 125-11D 115114 117-12& 307J04 295-151 307104 I 35J.141
131sm5 ! a.a 115120 19-Il 115120 118-13 203J14 125-13 301m 155-12& 3~5Jll5 125-111: 315114
.cz..zs 2Q3J24 1&-35 203J24 "lZ-54 2D3J24 20 ~-48 315125 125-111 307Jl4 1OZ-&5 407J15 I 2 24-11 207124 34.zz 201J24 53-32 207J24 JS.2I 401125 111-70 315114 ...... . ..... 15 .. 10 215124 21-1:1 215124 31-19 215124 -'0'",- ...... a-ss 315J25 . ...... . ..... M 307J24 1M 307J2' 11-12 301JZ4 ....... . ..... l4-4D 407J25 . ...... . ..... I 1 315J25 1-5 315125 11 .. 315J25 IF AH APPlICATION REQUIRES HICHER HORSEPOWER OR lOW-....... ........ I 407J25 ToS 407.12S
ER OUTPUT SPEEO, consult FoIk for selectjons of Shaft Movnled 42D-Z&4 10710: 42l1-3li 107J04 .czD.11O 115J04 Orives o, Mato,educarL For complete informotioa 011 folk Moto-Z63-12& 115JD4 387-125 115104 m·l2& 203J04 i reducen. Clsk for Bulletin 3100. 125-90 115114 125-121 115114 125-90 203114 a.7Z 115120 115-13 203Jl4 19-13 207114 Explanation of Unit Size and Ratio Coda
3 11-31 2IIlJ24 12-51 203J24 "lZ-SI 2Om4 UNIT SIZE-207 JF 24 fl..zc 207J24 67-34 207J24 511-Z!t 215124 .. HOMINAl .
23-14 21SJ24 33.zD 21SJ24 21-1. 301J24 i umt"rrPE RAnO 13.s 301J24 19-13 3Om4 17-12 315125 iMIicDIeo Ioore ..
M 315125 12 .. ' 315125 11-1 407J2S looIIDw Maft. ~ = 2'.1 .... , 5 407J25 .... 407J25 .2W = 2J<& ...... • J = ShefI _ed DriM
- ! ......... ...... liS = 1% ..... Jf = lID ... ___ Drift 1 -.
* Ibid, página 10
- 56 -
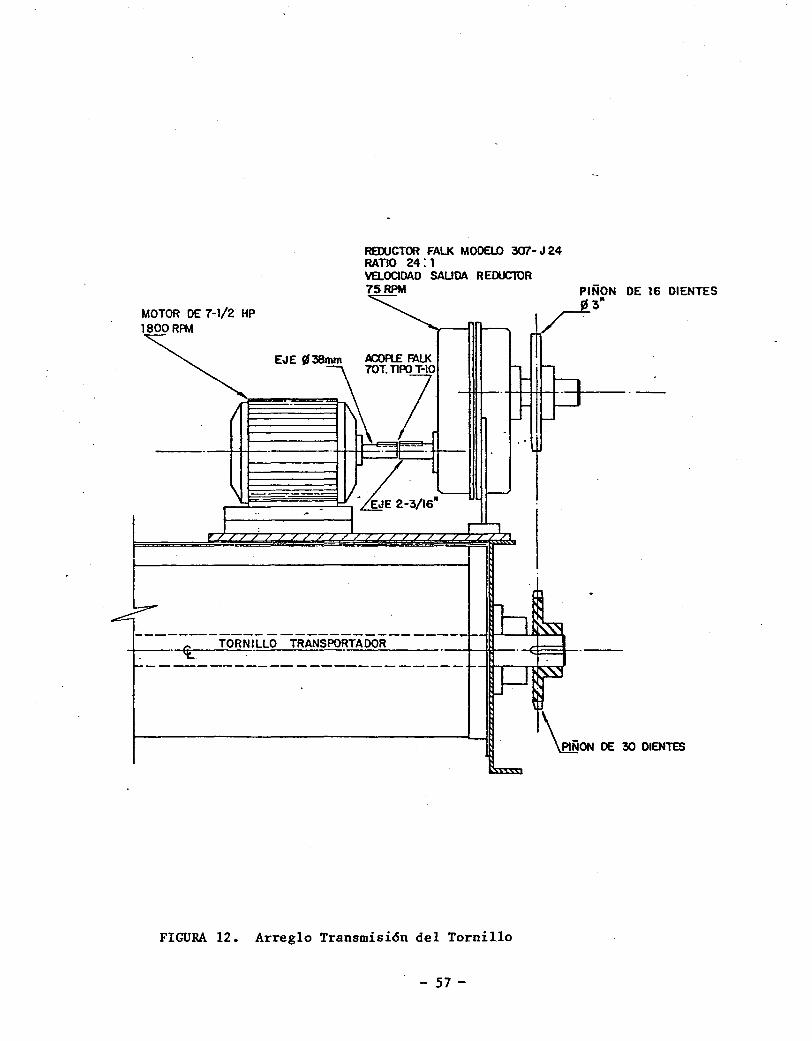
REDUCTOR FALK MODELO 301-J24 RATIO 24: 1 VELOCIDAD SAUDA REDUCTOR
MOTOR DE 7-1/2 HP 1800RPM
75 RPM PIÑON DE 16 DIENTES ~ 3"
EJ~~i /
"1-
h O
1-- .
--- ---1--+-1- 1--
I~\~~"' ~~~~ ~_i~~ L-3/16" ~ ~ I 1 "'-'1
Ii TORNI LLO TRANSPOR:.;.T.:..:A=-DO::..:R~ __ --+--m-- 1---~-------------------------
FIGURA 12. Arreglo Transmisi6n del Tornillo
- 57 -
informaci6n conocida:
RPM(E) - 1.800 (entrada al reductor)
Ratio = 24:1
RPM(S) = 75 (salida del reductor)
RPM(requerido) = 40 (en el tornillo)
3.5.1 Tam~o del Pi~6n Motriz y Número de Cadena:
Estos datos se obtienen usando la Tabla 18, haciéndo que se crucen
los valores H.Pd (potencia de dise~o) y las RPM en el pi~on motriz.
Se obtiene entonces:
RPM (pi~on motriz) a 75
Potencia de dise~o - 7-1/2 H.P
Cadena No. 100 - (Paso 1-1/4")
Zl - 16 (número mínimo de dientes pi~6n motriz)
- 58 -

TABLA 18. , '* Número de Cadena y Tsm~o del Pi~6n Motriz \
- \
f " DESlGN HOH&EPOWEk. t
N 1 1,. a 'N
--- G (16) 1% G (16) 1% aIi (16) ,. • (16) ,. aIi (11) 1% 16 C22l1N • (16) IN -i_ IN I
__ G (16) 1% G (1.5) 1% 'U (1/i) 1'Ao aIi (11) ,. aIi (11)"'" aIi C22J U, • (16) 1 N
_11«9 G (16) 1" ,G (16) 1~." G (11) 1% .a. (16) 1% 41 (21) Uf • (16) IN • (17) 1'.40 10 (16) IN .o, (11) IN
~ 41 (16) 1'''' .a. (16) 1% G (16) 1" 41 (16) 1" 41 (22) 2 • (1&) lK 40 (11) IN lo (16) IN • (11) I
.,.,." 41 (16) 1% 41 (16) 1% 41 (16) 1% 41 (17) lK • (1.5) IN • (11) IN • C2I) 1,. 10 (17) 1,. lo = I
~ G (15) 1% G (16) 1% u (11, IK 41 (111) 1,. 40 (17) 1'.40 40 (21) ~ 110 (U) lK liD caD) • • C11) IN
~Ut U (1&) 1" G (1/i? 1% 41 (U) IN
~ :·~~~)-i~~PQ~~f,1~1 u (':11) 1,. • (16) 1" • (211) 1 K 110 (1/i) IN 10 (17) Uf 110 (U) IN 100Dt 2M-
40 (16) 1" 40 (22) lK liD (16) IN 10 (11) tIllO (17) IN lO .1'lJl 2N
40 (17) 1"" 10 (1.5) IN 10 (17) 1,. 110 (21) 2 lO (U) ." • ,ba> iN
lO (1.5) lK lO (%Z) IN lO (11) 2N
lO (1.5) 1" lO (11) IN
ao (16) 2K • (11) ,,(
ao (16) IN lO C2III IN
110 (17) ,,( 110 = IN
110 (20) 2N' _ (11) I
_ (11) I
--... ~ ~::.o:iil)~~>~",;'·9.iúJ.-, :.410~~'¡,,'; ,:eo(i,).2H~ "'80~)tK, '_.-(1$):2N :.Iiu.aof2Ji:' KiOO'(11) I c,r _ CIlla
_'H ~:40~aaj US' ',60;(18) u* '-.6)',(1'1, 2" ;ctl) (%2) 2N ,,'., .C16):%'¡'7' .eÓ 'Os) 2N:' ::80 (2I).H' ,1l1li.(181 a ' 1l1li "" a
1JO 117) aN
·110 (111l1U' , •• ao (21) 2N' ,JOO (17) a ' ,1l1li C1l , UIl(7) 'H 140 (17) 41(
lJ-~ 611 (1¡;IIU ,,110 (11) 2N' ',l1li OIJ) 2N, 100(16)'. 100 (':11)) a UD '{le) alfUD \%1) aH i40 (21) ex 1110 (1) :tN::
': lO (lit) 2'" ',ao (17) 2'" 100 (15) • "" '1l1li (17) a ;, UD (5) IN UD (21) IH' 140 (17) 4W lID (11) .lt' HD '(%1) 11( 4 110 (15) 2N . 110 (:2) 2!l 1l1li (18) lÍ:, UI) (15) IN UD (21) aH 140 (lB' 4N 140, (21) 4" 1. (JI) I~,. ' :. ,:',
* REXNORD. Transmission and Conveying Catalog, USA, 1965, p. 52.
- 59 - "ni ....... i!1Qii '\lltonnmo ~.: ~((iÓMtft
I 1\'0:1' ~:hi.I"~é:; !

dI ~ 3 pulgadas (máximo agujero para pin6n matriz)
3.5.2 Tamafto del Pin6n Conducido:
El número de dientes en el pin6n conducido se calculará a partir de
la siguiente relaci6n:
-:0:::-
Zl 11: 16 (número de dientes pin6n matriz)
Z2 11: ? (número de dientes pin6n conducido)
NI - 75 RPM (velocidad de salida del reductor)
N2 - 40 RPM (velocidad del tornillo transportador)
Zl x NI 16 x 45
Z2 11: 30 dientes
3.5.3 Relaci6n entre Pin6n Motriz y Pin6n Conducido:
RPM (motriz) 75 R =-------., -= 1.875
RPM (coriducido 40
- 60 -
3.5.4 Selecci6n del Acople Motor-Reductor:
Se usará un acople flexible "Falk-Steelflex" seleccionado de la
siguiente manera:
Se determina un factor de servicio, usando la Tabla 19 (Screw
Conveyors):
F.S. : 1.0
Utilizando la Tabla 20 se hacen coincidir los valores H.P • 7.5
Y RPM = 1.800 del motor seleccionado y se obtiene un acople Falk-30T
para un F. S = 1. o. Como este acople 8010 permite maquinado del
agujero hasta un diámetro de 1-3/8" y el eje de mayor diámetro e
esta transmisi6n es 2-3/16", se debe usar un acople de mayor tamatlo
como es el Falk-70T.
Acople seleccionado: Falk 70T. Tipo T-lO.
- 61 -

o-1\)
I
TABLA 19. Factor de Servicio para Se1ecci6n de Acop1es*
Steelflex coupling service factors for motort and turbine drives Service factors listed are typical values based on normal operation; DI the drive systems ALPHABETICAL LISTING APPLlCATlON SER. APPLlCATION SER. APPLICATION . SER.
Ff\C. APPLlCATlON
AGITATORS
SER. FAC.
Screw. Prnpeller, Paddle ... 1.0 BLOWERS. Centrifugal .: ............... _ .• _. ,75 Lobe or Van e .............. _ ........ 1.25 CAR rULLERS ..................... 1.5 CLARIFIER OR CLASSIFIER 1.0 COMPRESSORS • Centrifugal ....................... ,,'" .• 75 Rotary Lobe or Vane ............. 1.25 'Wilh Flywheel and Reduc.
tion Gear between Como pressor and Prime Mover 1 cylincjer sin~le acting .. 4.0 1 cylinder double acting .. 3.5 2 cylinder single 3cling .. 3.5 2 cylinder double actlng .. 3.0 3 cyllnder single acting .. 3.0 3 cy,linder double acting .. 2.0 4 or mOre cyl. single acl... 1.75 4 or more cyl. double ael. 1.75
CONVEYORS4 Apron; As~embly, Bell, r.:I
- &E~I~~nD F~~~T'S'¡""~ Main Hoist ............................. 2.0 Skip Hoist ............................ 1.75 Slore ........................................ 1.5 8r inr,e. Travel or Trolley .... 1.75 OYNAMOMETER _ ................ 1.0 ELEVATORSA Bllcket, Centrifugal Oistllnrge ..... " ......... _ .... _ .. _ 1.25 F.ei~ht .... _ .............. _, ••• A Passenger ••••• __ .......... _ .. ...
FAC. FAC. EXTRUDER, PLASTIC ......... 1.5 PULVERIZERS FANS Hammermlll or Hog ........... 1.75 Centrifugot ........... ............. .75 Roller ..................................... 1.5 Cooling Tower ...................... 2,0 PUMPS Forced Draft, Across the Centrlfugal· Line start ............................ 15 Constant Speed ................ .75 Forced Draft, Motor Orive" Frequent Speed Changes thru fluid or electrle slip Under Load ...................... 1.25 clutch ...... .... ................... ·1.0 Desealing, with . Gas Recirculatlng ................ 1.5 Accumulators ............... , ...... , 1.25 Induced Draft with damper Gear, Rotary or Vane ............ 1.25 control or blade cleaner .... 1,25 Reciprocating-Induced Draft without 1 eyl. single or double ael. 2.0 controls ............... 2.0 2 cylinder single acllng • 2.0 FEEDERS 2 cyllnder double aeting .. 1.15 Apron, [Jelt, Oisc, Serew .. 1.0 3 or more eylinders .......... 1.5 GENERATORS SCREENS Even Load .. .. .....................75 Alr Washing or Water .......... 1.0 LAUNORY WASHER ORI SKI TOWS & LlFTS.... NotApprO'l(!d
I~N~B~~:FTS'''''''''''' 2.0 TUMBLlNG BARREL 1.15
BREWING & DISTILLlNG Botlle & Can Filllng Mach ... 1.0 Brew Ketlle ............................ 1.0 Cooke¡s. Contlnuous Duty .. 1.25 Lauter Tub ." ........................ 1.5 Mash Tub .............................. 1.25 Scale Hopper, Frequenl Pcaks .. .. . .. .......................... 1..75 CLAY WORKING INOUSTRY Brick Press, Brlquetle Maeh., Clay Wkg. Mach., Pug Mili .. 1.75 OREOGES Cable Reel .............................. 1.75 Conveyors .............................. 1.25 Cu Uer Head Orive ............... 2.0 JI~ Orive ................................. 2.0 Maneuverlng Winch ............ 1.5 Pum~s (uniform load) ........ 1.5 Sereen Orive, .Staeker ..... : .. 1.75 Utility Winch ........................ 1.50
Any ProcessinR Machlnery 1.5 MACHINE TOOLS
FOOD INOUSTAY . INDUSTRIAL LISTING Bottling. Can Filllng Mach ... 1.0
Auxiliary and Traverse Orive 1.0 Main Drive .............. 1.5 MAN LlFTS ................ A METAL FORMING MACH, Oraw Bench Carriage, Main Orive. Extruder, Forming Machlne & Forming Milis .. 2.0 SlItters ............................. 1.0 Wire Orawlng or Flatlenlng .. 1.75 Cailers or Uncoilers ........ 1.5 MIXERS (see Agitators) Concrete .... . .. 1.75 Muller ... 1.5 PUG MILL .......................... l7S
APPLICAT'or1 SER. Cereal Cooker ........................ 1.25 , FAe. oough Mixer, Mea! Grinder 1.75
AGGREGATE PROCESSING, LUMBER' CEMENT, MINING KILNS Band Resaw ............................. 1.5 TuOO, Rod & Ball Milis Circular Resaw, Cut·off ...... 1.75
Oirect or on L.S. shaft of Edger, Head Rlg, Hog ........ 2.0 reducer, with finel drive: Log Haul ............................... 2.0 Machined Spur Gears .... 2.0 PI.ner ......................... " ....... 1.75 Single Helical or' RolIs, non·reverslng ............. 1.25 Herrlngbone Gears .......... 1.75 Rolls. reverslng ...................... 2.0
Crushers. Ore or Stone ........ 2.5 Sawdust Conveyor ................ 1.25 Dryer, Rotary.... .. ............ 1.75 Slab Conveyor ........................ 1.75 Hamn,.rmill or Hog .......... 1.75 Sorting Table ....................... 1.5 Tumbling Mili or Barrel .... 1.75 Trimmer .................................. 1.75
Engine Orive S.rvlce -NO. 01 Cylinders -AIJove1r.!bile~S7e~r.~F7~~C.~7ñT0~~~~~t.~~T7~~~~
tfor motor drives through a gear reducer with bolh high speed and low speed shafts conneeled by a resilienl eoupling, It is possible to use a lower Serviee Faclor on the' high speed coupllng as lollows:
When LSS SeNice Faclor 15: I .HSS Servlce Factor is: Eñiiiie Seri1ceFactor • To use table, firsl determine application Service Factor from
t.1ble above. Use that factor to determine ENGINE Service Factor. When appllcation Service Factor Is greater than 2.0, refer complete appllcation delalls lo Ihe Faclory for engineerlng revlew.
J5 J5 1.0 thru 1.5 1.0
1.75 1.25 2.0.or mora Samc as LSS
APPLlCATlON
METAL ROLLING MILLS &
SER. FAC.
AUX ... Refer to Bulletln 421·110
OIL INDUSTRY Chiller ................................ 1.25 Oilwell Pumping (not over 150% peak torque) ................ 2.0 ParaHin Filler Press ........... 1.5 Rotary Kiln ...................... ~.: ... 2.0
PAPER MILLS Barker Aux., Hydraullc; Mech ............................. ~ .......... 2.0 Beater & Pulper .................... 1.75 Blo"cher .................................. 1.0 Calender & Super Calender 1.75 Chipper .................................... 2.5 Coaters : .................................. 1.0 Convertlng Maehlne ....... : .... 1.25 Couch ....................................... t.7S Culter ......................... : ........... 2.0 Cylinder, Oryer ...................... 1.75 Felt Stretcher ........................ 1.25 Felt· Whipper .......................... 2.0 Fourdrlnier .............................. 1.75 Press; Pulp Grlnder ............ 1.75 Reel, Rewinder, Wlnder ...... 1.5 Stock Chest, Washer, . Thickener ............................... 1.5 Suction RolI ............................ 1.75
RUBBER INDUSTRY Calender ........... .. .............. 2.0 Cracker, Plaslicator ...... 2.5 Extruder .............................. 1.75 Intensive or Banbury Mixer .. 2.5 Mixing Mili, Refiner or
APPLlCATION SER. FAC.
RUBBER INOUSTRY (Con!.) Sheeter-
One or Two In IIne ...... _. 2.5 Three or four In line ...... 2.0 Five or more In lino ...... 1.75
Tire Building Machina •• _ •• 25 Tuber¡ Stralner __ 1.7$ Warm ng Mill-
One or Iwo In IIne ._._. 2.0 Three or more In IIne _ 1.15
W~sher ....... _ ...... __ 2.5
SEWAGE DISPOSAL/ EQUIPMENT Bar Sereen, Chemlcal Feeders, Colleetors, Oewaterlng Sereen, Grit Collector __ 1.0 SUGAR INDUSTRY Cane Carrler & Leveler __ 1.75 Cane Knife & Crusher _ 2.0 Mili Stands-
Turblne Orlven wlth all hell· calor herringbone/gears _ 1.5 Elecl. Orive or Steam Eng. Orive, with helical or her. rlngbone gearsr or spur gears wlth sny Prime Mover _ •• _. ___ 1.75
TEXTILE INDUSTRY Bateher, Mangel, Napper, Soaper .... _ ............ _ ...... _. 1.25 Calender, Card MachlfH! _. 1.5 Cloth Finishing Machin. _ 1.5 ory Can, Loom ....... ___ 1,5 Spinner, Tenter Frame Winder ________ 1.5
* When electric motors, generators, engines, compressors and olher machines are filled with sleeve or straight roller bearings, use limited axial end noat couplings to proteet the bearings. Order IImitecl end lIoal kit S with the coupllng.
"f or balaneed opposed designo divide number 01 cyllnders by two and usa above table lor reeiprocat.ng compressor~ •
ARe(er lo Factory lor application 01 dual load palh type couplings,
MlU'CAtllfld.o. .. , c.r.., ~ IU. 6O.t7
* Tomada de FALK. Stee1f1ex Coup1ing Selector, USA, 1979, pub1ication 429-508.

o\,))
I
TABLA 20. Selecci6n de Acoples Flexibles*
F~LK lapered Grid Steelflex coupling selector
-1' , "1"" 1'"'1"'" nn 1 11 "I""r~ q '1'1' , "1"" 1'" '1 11 "1 "" 1 ""1 " "rd,i ¡JI,-¡ 111\ ,1 ,', 1',,1 I;MI,,'),\II/II,',I 1)1 "" Pll~llrl~ll\ I ~I \11
11\ t'~111I111 /11:111 ill¡,¡íf"¡j\~:~';.:1';}
1 1.5 2 2.5 3 4 5 6 7 8 9 10 15 20 25 30 40 50 60 80 100 1SO 200 300 460 600 800 1000 2000 3000 4000 6000 i¡t;V!f!f!J 1 9 12 1800 3600
DIMENSIONS-INCHES Mio AA r.AP Approx,
SI1E Max Bore B+ e o M" Nor· Wt. No Bore * no T20 Min mal Max Bore·lb.
20rO * * 4 4'~~
37/a Pis 1'1" ...... '/ .. Va l/ .. 4 20r n8 1/2 4 3~/8 Pis 1'1 .. n'. '/ .. V. 'A. 5 30r Ha V2 4% 4% 3~'. l~a 1 ";,, 17/a '1 .. ';8 '1 .. 6 40r m l¡2 4~1 SV. 4ra 2 2J,'., 2 ,; .. ';S '1" 8 50r m l¡2 5'/" sra 4'i8 2% 2% 2% 1/" Va '/J~ ~2 60r 21.~ % S'I,I, 6% 5~s 2lh 3 2lh '1 .. Va 3/.. 16
',or 2~l ~ 6% 6Va 6Va 3 JI;" 2% '1" l/a '1\, 23 80r 3 1'1" m 7'l"a 71/s 3lh 41/a 3lh y" Va V4 39 .90r 3\~ 1'1 .. 8;'8 91/Í! m 3~/a 4'iB 3r4 \1" \/8 1/4 56 loor 4 m 9~!. 10lh 9''/ .. 4r4 5'~1 4'14 y .. '11, ~~ 91 llar 4\z m 10% 11\'4 lO,! .. 5 61/ 1, 4~a '1 .. '/ .. ;8 125 120r 5 2% 121/8 1m 12 57/a 7'/ .. .5% '1.. ~'., lh 175 130r 6 2% m~ 14~'. 13 Mí 8~ .. 5% '1" V4 lh 266 140T 7J ' ,4 2% 15J,s 16~B 1H'4 7J/4 10 6l1a \1" ~'.¡ lh 392 150T 8.000 4.25 17.84 18.75 14.65 7.20 10.60 8.00 .062 .250 . 500 S10 160T 9.000 4.7519.74 21.00 15.85 7.80 12.00 8.50 .062 .250 .500 700 170r 10.000 5.25 Ú.30 23.00 17.25 8.50 14.OQ, 8.90 .062 . 250 .500 975 ~ .. TlJe 20TO has die cast hubs and Is available only with 7/a and ....
l'.'ij inSh bores. . 4Minimum bote 15\smalle~t bore to which stock hub can be borad. ACaver cross section varies with coupiing size¡ dimen~ion A 15 max~
mum outside diameter • • Dimension B is based on normal gap .. *Clearance M is requlred for removal or installalion 01 grid on Type
T20 couplings. Unless otherwise specified Sizes 20 thru 90 will be furnished for CLEARANCE FiT with set screw over keyway and Size 100 and larger will be furnished for INTERFERENCE FIT without sel screw. Dimensions are tor reterence and subject to change without notice.
, Consult Factory If mulmum Ipeod 1I exceedad. Sea slide lor table 01 Ihatt diam. elers and hors"power ralin¡, lor NEMA 60 heFlz lilotoro amI' lor dimensions 01 larger coupllngs.
How tO'select Falk Couplings
1. Move sllde to sel H.P. opposlte RPM.
2. Determine Service Factor from Table on back.
3. Re'ad~ co.rrect coupllng slze abov Ser.ice Factor .
4. Check coupllng ~or allowable max. bore and RPM •
20T l J'" .~
4118 ¡m
1 .75
30T 40T 50T 60T liS TE E L F L E X S I Z E
4500 4500 4500 4350 6000 6000 6000 6000
Max. Bore, TlO & T20 Max. R.P.M., TYPE TlO Max. R.P.M., TYPE T20
1%" 15/8" I P/a" 21/8"
11 111111111111 1111111111111111111111 1 '1 1111 . i 1,.5 ~ 2,5 3, 4 5 6 7 8 9 10 Servlce Factors -' , TYPE T10 ' TYPE T20
~ __ ·i-Q'UD ~r??f'Hua
429·508. August 1979. Supersedes 10·]3 FALK. STEElFlEX and "a good name in industry" are registered trad~arks.
~'. 1964. 1979 The Falk Corporation, subsidiary 01 SUlldstrand Corporation. AlI Rights Re:;erved, Printed in U.S.A.
* FALK. Steelflex Coupling Selector, USA, 1979, publication 429-508.

3.6 SOPORTES TIPO BRIDA PARA EL TORNILLO'
Estos soportes van localizados en los extremos del tornillo,
montados en los ejes de transmisión y cola. Los hay de dos tipos:
de fricci6n y de rodamientos de bolas. Para este sistema se
recomienda usar soportes de brida con rodamientos, pues las
condiciones de trabajo así 10 requieren.
El tipo de soporte y sus dimensiones se ha tomado del catálogo
"Sealmaster" para un eje de 3" diámetro (Figura 13)
Soporte No. MSF-48
FIGURA 13. Dimensiones de Soportes tipo Brida
- 64 -

Este soporte* es de uso típico en tornillos transportadores de
cualquier capacidad, pues viene dotado de rodamientos rígidos de una
hilera de bolas que tienen la particularidad de soportar no
solamente las cargas radiales sino también la de absorver cargas
axiales que actuan simultáneamente.
Su aplicaci6n en el tornillo transportador del sistema de oxígeno se
hace teniendo en cuenta que las RPM del mismo y sus cargas axiales
son muy bajas, por 10 tanto no se requiere de la utilizaci6n de
soportes con rodamientos para alta capacidad de carga combinada.
El 80% de los tornillos transportadores instalados en Propal
utilizan este tipo de soporte, y el 20% restante está dotado de
soportes con bujes de babbit o bronce.
* LINK-BELT. Power transmission Products, USA, 1959, p. 616.
- 65 -
4. DISERo DEL TUBO DE RETE~ION
Antes de hacer la selecci6n de la bomba de alta densidad deber'
calcularse el tubo o torre de retenci6n requerido en el sistema de
acuerdo a normas establecidas por los disetradores y fabricantes de
los mezcladores de oxígeno. La torre de retenci6n es simplemente un
tubo de un dimetro y longitud determinado en base a un tiempo
promedio necesario para que exista una adecuada reacci6n de las
mezclas.
Para el diseno de este tubo se partir' de la siguiente informaci6n
conocida:
Tiempo de retenci6n: t ~ 5 minutos
Capacidad : 300 toneladas/día (al 10-12% de consistencia)
Longitud a considerar: 67 pies (tramos verticales y horizontales
==~ 36' + 31' = 67')
- 66 -
Determinaci6n del flujo en GPM:*
Este caudal se determinará con el valor de la consistencia más bajo:
16.67 x capacida en tonelada/día Q(G.P.M.) ZI:
Consistencia
16.67 x 300 Q =---- ~ 500 G.P.M.
10
Velocidad en el tubo, V:
L 67 pies V =-ZI: ----- . , V ~ 13.4 pies/minutos
V 5 minutos
4.1 DIAMETRO DEL TUBO DE RETENCION:
Q 500 galones/minuto x 0.1337 pies3/ga16n A "" --z -----------------------------.. "" 4.99 pies2
V 13.4 pies/minuto
Area e A - 4.99 pies2
* Fórmulas tomadas de WARREN. High Density Stock Pump, Guide for selecting, Massachussetts, p. 10.
- 67 -

~t;A · 4 x 4.99 pies2
D - 2.52 pies 71
D 11: 2.52 pies x 12 Pulg/Pie - 2,52 pies
Diámetro: D 11: 30 pulgadas (interno)
4.2 ESPESOR DE LA PARED DEL TUBO:
Se calculará a partir de la siguiente f6rmula*:
P x D f-=----
2(S + P x y) donde,
t - espesor mínimo de la pared del tubo, en pulgadas
P -= presi6n interna de dise~o, en PSI
D -= Diámetro del tubo, en pulgadas
S - Máximo esfuerzo permisible, en PSI
y = Coeficiente que depende de la temperatura de trabajo
La informaci6n conocida es:
P - 150 libras/pulgada2 (recomendaci6n de IPCO)
S "" 15.000 libras/pulgada2 (para lámina acero inoxidable 304 según Navco**
D = 30 pulgadas (calculado en el Item 2.1)
y 11: 0.4 (según Navco)
Area - A "" 4.99 pies2
* Tomada de NAVCO.Piping Datalog, edition No. 10, USA, 1974, p. 17
** lb id, p. 18
- 68 -
Reemplazando:
150 libras/pulgada2 x 30 pulgadas f=----------------------------------
2 15.000 libras/pulgada2 + (150 libras/pulgada2 x 0.4)
f ~ 0.149 pulgadas. Se tomari entonces un espesor:
f = 3/16" por ser el valor mis pr6ximo por exceso.
f = 3/16" (0.1875)*
Las dimensiones del tubo de retenci6n quedan entonces. (ver Figura
1 Y plano 400-M-704):
Diimetro interno : D. a 30 pulgadas 1
Diimetro exterior : D = 30-3/8" (30.375 pulgadas) e
Espesor de la pared: f = 3/16" (0.1875 pulgadas)
Material: Acero inoxidable - 304.
* ESTE ESPESOR se confirma en las recomendaciones hechas por la INTERNATIONAL PAPER COMPANY, referente al manejo de pulpa con bombas de alta densidad (ver anexo 3)
- 69 - ~ fI"~i(i~ lutunom-íJ d" ('((i~.r,t8 r'_'o~n 8,bIi1'-~'"

5. SELECCION DE LA BOMBA DE ALTA DENSIDAD
La bomba de alta densidad es una máquina rotatoria que tiene gran
aplicaci6n en la industria papelera para el manejo de pulpa con
altas consistencias. Este equipo está constituído de dos tornillos
horizontales por donde se desplaza axialmente el fluido, permitiendo
combinar las características de flujo constante de las bombas
centrífugas con el efecto positivo de las bombas reciprocantes,
además de tener la gran ventaja de poder manejar fluídos altamente
densos, 10 que ninguna otra bomba puede hacer.
Este tipo de bomba es requerido en el sistema porque se necesita
manejar pulpa con 10 a 12% de consistencia, para 10 cual se va a
seleccionar un equipo apropiado, partiendo de la siguiente
informaci6n conocida:
- 70 -

Flujo: 500 G.P.M (300 toneladas/día)
Consistencia: 10-12%
Cabeza est'tica: 41 pies (12.50M)
Longitud de la tubería (L): 67 pies (20.42M)
Di'metro nominal e la tubería: 30 pulgada (0.762M)
Accesorios:
Un codo de 16" di'metro x 900 (en la descarga)
Una v'lvula de compuerta de 16" diámetro (en a descarga)
Dos codos de 30" di'metro x 900
5.1 PERDIDAS EN LA TUBERIA (hf
)
Las pérdidas por fricci6n en la tubería, manejando pulpa con altas
consistencias, se determina con las siguientes ecuaciones tomadas
- 71 -

del catálogo "Cameron Hydrau1ig Data".*
hf =--------------- donde, D
hf = pérdidas, en pies (de agua)
f m factor de fricci6n
V e velocidad, en pies/segundos
Lt = longitud total de la tubería, en pies
K - factor multiplicador de fricci6n
D - diámetro interior del tubo, en pies
3.97 f a:: -----
Ré1,636
Ré - Número de Reyno1d's supuesto
Ré ""' DO•0205 x V x P
C1• 157
P ""' densidad, en 1ibras/pie3
C a:: % de consistencia
D = 30 pulgadas - 2.5 pies
V a:: 13.4 pies/minutos • 0.223 pies/segundos
P = 45 1ibras/pie3
c = 12%
2,5°,205 x 0.223 x 45 Ré = = 0.683
121,157 ------------* CAMERON. Hydraulic Data, Ingersoll Rand
1970, p. 388.
- 72 -
Publications, New York,

Ré '" 0.683
3.97 f '" ----- = 7.4
0.6831• 636
f ., 7.4
f x V2 x Lt x k
D
f '" 7.4
v = 0.223 pies/segundos
Lt '" Longitud real tubería + longitud equivalente, pies
K ., 0.90 (según "Cameron")*
D - 30 pulgadas 2.5 pies
5.1.1 Determinaci6n de la Longitud Total de la Tubería de 30" fI (L t )
LT '" Longitud real tubería + Longitud equivalente
La longitud equivalente se determina basándose en la Tabla 21 de
Pérdidas por fricci6n en vá1w1as y accesorios, de la cual se
obtiene 10 siguiente:
* Ibid., p. 388.
- 73-

TABLA 21. Pérdidas por Fricci6n en Válvulas y Accesorios*
Clobe ValTe. Open
Standard EIbow or nm Di T_ redw:ecl ~
Med1um Sw_p EIbow or" nm oi T .. redw:ecl ~
Lcmq Sw_p EIbow or nm of Standard T_
cJ,eC\lt. v "'-v~ Gat.Val .. % eo.ed ~ Closed
~-4I'-oh......~ ª + D t-Sudd'; Eniarqemem"
d/D-~
~dlD-~. -'-----dlD-%
3000
2000
1000
sao
300
200
100
so: ro.
30
• • 1 i "" 1 'O
- § _ a _
1
o.s
D.3
G.2
0.1
.: --_ca co ..
~ • 9 4~ a 4 'B 3%
1 3
2
1%
1~
1
so
30
10 :
:; ¡ • ~ s • 'O .. .s
3
2
1
* ERASMO, Ambrosio. Principios y prácticas industriales de flujo y fluidos de bombas, Cali, 1982, p. 41.
- 74 -

Longitud equivalente de tubería de 30" de diámetro (L')
correspondiente a dos codos de 30" de diámetro x 90":
Longitud equivalente: L' = 80 piés/Codo x 2 codos = 160 piés.
L' = 160 piés
o sea que; LT
L = 67 + 160 T
= L + L'
= 227 piés
Longitud total tubería 30" de diámetro: LT = 227 piés
f x V2 x LT x K hf =
D
7.4 x (0.223)2 x 227 x 0.90 hf = = 30.07 piés
2.5
hf1 = 30.07 piés (pérdidas en la tubería de 30" de diámetro).
5.1.2 Pérdidas en la tubería de 16" de diámetro:
Re'= DO•205 x V x P
C1, 157
Re'= Numero de Reyno1d's supuesto
D := Diámetro interior del tubo: 16" (1.33 piés)
- 75-

P = 45 1b/pié3
(Densidad)
e = 12 % (consistencia)
v = Velocidad en tubería de 16" de diámetro de 16" de diámetro, en
pié s/ segundo:
Q = V x A; V=g A
Q = 500 G.P.M.
1f x D2 7í x (6)2 pu1g2 x A = =
4 4 ----------------------~--------------- = 1,396 piés2
(12)2 pu1g2
A (Tubo 16" diámetro) = 1,396 piés2
1 Ga16n = 0.l337 piés3
Q = 1,114 piés3 /seg
1,114 piés3 /seg V
1,396 pié2 = 0.798 pié/seg
V = 0.798 pié/seg
(1.33) 0.205 x 0.798 x 45 Re' = -------------------
12 1,157 = 2,148
Re' = 2,148
3.97 f = f = Factor de Fricci6n
Re,1,636
3.97 f =
(2,148)1,636 ------------ = 1,136
f = 1,136
- 76 -

f x V2 x LT x K hf=-------
D
hf = Pérdidas, en piés (de agua)
f = 1,136
V = 0.798 piMseg (En tubería de 16" de diámetro)
LT i::: L + L' (longitud total tubería 16" de diametro)
K = 0.90 (según "Cameron")
D = 1.33 piés (16")
L' : Longitud equivalente = Se determina en la tabla 19
Un codo de 16" de diáme tro x 90" = 42 piés
Una válvula de compuerta de 16" diámetro = 10 piés
L' = 52 piés
L' = 52 piés
LT = L + L'; LT = 7 + 52 = 59 piés
LT = 59 piés (longitud total tubería de 16" de diámetro)
1,136 (0.798)2 x 59 x 0.90 hf = ------------ = 28.9 piés
1.33
hf2 28.9 piés (pérdidas en la tubería de 16" de diámetro)
- Pérdida total:
- 77 -

hfT = 30.07 piés + 28.9 piés = 58.97~ 59 piés
hfT = 59 piés
5.2 CABEZA DINAMICA TOTAL (HT):
HT = Cabeza Estática + Pérdida Total
HT = H + hfT = 41 piés + 59 piés = 100 piés
HT = 100 piés
- Cabeza en PSI:
2.31 x HpSI(T) HT =-------
Sp.Gr
Asumiendo Sp.Gr = 1.0 (Gravedad específica) y despejando:
HTpiés x Sp.Gr 100 x 1.0 HpsI(T) = ------- = ------
2.31 2.31 :::: 43.3 PSI
HT = 43.3 PSI
5.3 CABEZA TOTAL REQUERIDA (HT R) :
En la detenninaci6n de la Cabeza requerida por el sistema se deberán
considerar las pérdidas ocasionadas por el mezclador de Oxigeno que
se instalará entre la descarga de la Bamba y el tubo de retenci6n.
- 78 -
Este valor se tomará como un 25% * de la cabeza dinámica calculada
e n e 1 i tem 5. 2 :
Cabeza total requerida = HT + 25% HT
43.3 PSI + 25 x 43.3 PSI -----------= 54.12 PSI
100
HTR = 54 PSI
5.4 SELECCION DE LA BOMBA
Usando la Tabla 22 del Catálogo de Bombas ''Warren" de Alta densidad
y partiendo de la siguiente informaci6n conocida, tenemos:
- Presi6n de descarga: Como la Tabla 22 no muestra el valor 54 PSI,
se tomará el valor más pr6ximo por encima de
éste, o sea 60 PSI.
Pr = 60 PSI
* Recomendaci6n de IMPCO. Economía presente y futura del Mezclador Hi-Shear, Folleto Técnico 2-2-o5/1-A, Nashua, N.H., USA., 1982, p. 1
- 79 -~ Il"iVO'~ili'l(l ~lJtllnom-'J ~2 1)~[jÓ?lot!l
')"ll~ 8Ibj¡!;I~.'.j

TABLA 22. Selecci6n bombas alta densidad * --
Warren Pumps, Inc. WARREN HIGH DENSITY -Warren, Massachusetts STOCKPUMPS Peace Dale, Rhodelsland -
2600 SERIES -Rockaway, New Jersey .
. .
Pump Selection Table ~ DlSCHARGe CAPACITY IN TONS PEA DAY (AD.) AT 10% PRESSURE
PSlG 2110 250 300 350 400 450 500 550
- SIZE No. 11 No. 11 No. 11 No. 11 No. 11 No. U No. 11 No. 11 20 RPM 220 270 320 365 415 465 515 565
8HP 12 16 20 24 28 33 37 42
SIZE No. 11 No. 11 No. 11 No. 11 No. 11 No. 11 No. U No. 11 40 RPM 240 290 340 390 440 490 535 58f:
BHP 20 25 30 35 41 46 52 58
SIZE No. 11 No. 11 No. U No. 11 No. 11 No.l1 No. 11 No. 11
---- SO RPM 264 313 360 ...
410 460 510 560 610 BHP 28 34 40 47 SI 61 89 76
SIZE No. 11 No. u- No.l1 No. 11 No. 11 No. 11 No. 11 No. 11 80 RPU 286 335 38r 435 485 530 580 630
eHP 38 45 53 61 69 77 es 94
SIZE ' No. U No. 11 No. 11 No. 11 No. 11 No. U No. 11 No. 11 100 RPM 308 352 405 455 505 555 1505 650
BHP ~ 48 57 66 1S 64 94 lO. 113
SIZE No.l1" No.11" No.11· No.l1" No.ll" No.tl" No. 125" 120 RPM 395 465 540 615 68S 760 565 -
BHP 56 ll8 81 94 t07 121 123
SIZE No.I1· No.l1" No.it" No.11" No.11" No. 125" No. 125" 140 RPM 410 485 555 630 705 530 576
BHP 66 60 93 108 129 127 139
SIZE No. 11" No 11' ·No. ,," No.l1" -No. 11" No. 125" No. 125" 160 RPM ~ 500 51S - 645 720 540 590
BH!' 76 91 107 122 138 1.;3 157
'c:on- warr.n Noi.: ~ ar.d apeeda ... _ on 10% ~. Do no! ""- tar higl1w con&is1ency.
How to Use Selection Table • eHP shown Is Ior 10% Aa consislency. To ~for oIhet
, consls1enc:ies aboYe 10% use th8III appIOICimaIa lomwIar.
#11 Hlgh Oensfty Pump New BHP = BHP (110m labia) + RPM (New ConsisIenc:y -10%)
317 #125 Hf9h Denslly Pump . _
N ... BHP = BHP (Irom 1abIe) + RPM (New Considtncy -10%) 190
_'31 Hlgh Oens/Iy Pump ..... BHP = eH? (lfOII1lab1e) + RPU (New ConsisIency -1~)
148 #1110 High Oenslty Pump
New eHP = BHP (Irom 1abIe) + ~ (New ConsisIency -10'!'0) 101
Exunple: Required 10 pum¡! 500 TPD of 15% Aa S\OCk • 100 psig discharga pressut8.
SoIulIon: From lable Ihis woufd be a #11 Hig/I D8ftSity Pump
I operating al 605 RPM and requiring 104 BHP al 10% c:onsistency. No 15% Consistency BHP = 104 + 605 (15 -10) = lIS BHP
. 287 . 8ugget1 • 125 'actot on BI1P lar moIOr liZinO. lhlt _ la tar ~I. pump and dri_ .. leCIiOn onIy. For apac¡1Ies and ___ ... Il0l-' pleuec:onsull w......
Materials of ConstruCtion
WARREN EOUIVALENT PART WATEAIAL SPEC ASTM
Body SIainIess SIHI B407G A296 Gr. CF-8M
Ser-. StainIfts SIeeI '8407A A296 Gr. CF-BM
ScrawUnera SIalnless SIeeI &C07U A296 G •. CF-8M
Feedens SIainIess SIeeI B407A A296 Gr. CF-I!M
Shafts S1ainlen SIeeI" Fl20Y A276Type316
ShaltS- Coated Slainfess SteeI 9407U A296 Gr. CF ·BM
SIuIIing Boxes Slainless SteeI 8407A A296 Gr. CF-8M
Glands Slainless SIeeI 8407A A296 Gr. CF·6M
TNnIng Gura Hardened SIal Fl20D A322 Gr. !620
Not8: Body_.~ __ ..... _ hard __ 1ot _____ ",.., __ wilh316SS.
* WARREN. High Density Stock Pumps, Guide for selecting, Massachussets, p.4
- 80 -
,
I I
- Capacidad: 300 ton/día
- REM: 360 (Requerido en la bamba)
- BHP: 40 (Potencia al freno)
Como el BHP obtenido es para una consistencia del 10% AD * se
requiere corregir este valor para el 12% BD ** de consistencia,
usando las siguientes ecuaciones tomadas del Catálogo Warren:
A.D. = 1.11 x BD
A.D. = 1.11 x 12% = 13.32%; esto significa que:
Consistencia 12% B.D. = Consistencia 13.32% A.D.
Entonces el nuevo BHP' será:
BHP (obtenido) + RPM (13.32% - 10%) BHP' =
287
40 + 360 (13.32 - 10) BHP' =
* AD = Air Dry
** BD = Bone Dry
287 = 44.16
- 81 -
=

BHP' (requerido) = 44.16
Bomba Seleccionada: Warren H.D. No. 11
5.5 POTENCIA REQUERIDA (H.P.):
De acuerdo a recomendaci6n de la Warren, ésta se calculará de la
siguiente manera:
H.P. = 1.25 BHP'
H.P. = 1.25 x 44.16 = 55.2
Se requiere entonces un motor de 60 H.P. a 1.160 RPM (Velocidad
recomendada por ''Warren").
Bomba y motor seleccionados para el sistema:
Bomba Warren: tipo 2601 - tamaffo No. 11
Motor: 60 H.P. - 1.160 RPM
- 82 -

5.6 TRANSMISION DE LA BOMBA DE ALTA DENSIDAD
La transmisi6n motor-bcmba se hará correas en "V" de acuerdo a
recomendaciones de ''Warren H.D."
Para la selección de las correas y diseno de las poleas se partirá
de la siguiente informaci6n conocida:
Velocidad en la Bamba: 360 RPM
Velocidad del Motor: 1.160 RFM
Potencia Motor: 60 H.P.
Distancia entre centros: 44-5/8" (Ver Figura 14)
5.6.1 Potencia de Diseno: (H. P. d)
La potencia de diseno se calcula multiplicando los H.P. del motor
requerido por un factor de servicio obtenido de la Tabla 23. Este
Factor de Servicio (F.S.) está determinado por el tipo de máquina a
manejar ("Rotary Pump") y las horas por día de trabajo continuo:
H.P. motor = 60
F.S = 1.3 (Ver Tabla 21)
H.P(d) = H.P. (motor) x F.S = 60 x 1.3 = 78
H P = 78 • (d)
- 83 -

'---'
•
, ~ I
d>
i~~
lillllllambla j aupports "facilita'. ilump rotor Uldan_ ~ UHlllbIy
- .~I~ j
I ~ + ~
M -- [
"U,;.JJ 11
y .. -.. - . .---
¡:: b d ~ ---=-= 111 1.t....n11J =lr1
t: F q '-~ 1("2 -I
.... '. .::..,..:.
-.. '~ :"" ... - -- -<P
OISCHARGE FLANGE SUCTION FLANGE
~~~: SIZE & 00 NSOIZE, & B C OUTSIOE INSIDE SLONTTO·EO A RATING ,- HOLES ., DIM_ OIM. HOLES
B C o
WARREN HIGH DENSITY I STOCK PUMPS . 2600 SERIES
'.
E F G H I J
___ 2601 #11 12-150# 19 (12)1 17 23~x31~ 16x24 (20)1% lOo/¡, 5~, 4~ 14~ 23~ 4~ 2817'16 22~
10~ 5% 5 1~ 24 1*_ 41~ "30~ 31~
120/.6 4~15 4~ 19~ 2~ 50/¡, 35uh6 39%
442~h 18
•. 26tH #125 16-150# 23~ (16)1~ 21% 24 x 38 16" 30 (22)1~ 44~ 20
l601 #138 18·150# 25 (16)1~ 22% 28,,42 2Ox34 (28)1% 48 21
?602#160 20-150* 27J¡2 (20)1~ 25 32,,44 24,,36 (24)1% 14*, 5% 5* 2<rn15 28 6 39~ 46 49 24
PUMP K L M N ° P Q R S T U V saze w X Y Z AA AS
--. 2601 #11 14 l3~2 36~~ 12'-2~ 10% 7·-6~· 24 1*1.; 3J¡2 10'-9~6~ 9lA 41% 59%. 53~ 44% 29 10~ 18* 91%
2601 #125 12~ 18~. 40ft. 13'-9'" 9% 8'-8*~ 261~. 5~6 12'·2J¡2~ 14J¡2 47 69%. i ) 2601 #138 14 271A 40th 15'-10~- 110/., 10'-4 1"'. 261 Yt6 Sr. 14'-C7/¡s- 14 49 69~6
59~6 51% 31 1011,.16 20~6 99*,
583í, 51 33 110/,.6 2111,.1, 101y'.
2602 #160 16 27!~ 40ft. 16'-9~, 130/., 11'-0~,- 261"'6 5~ 14'-10~- 1~ 57~ 7Sr., 64 511~ 40~ 14% 26% 112%
FIGURA 14. Dimensiones de la Bomba de Alta Densidad*.
* Ibid., p. 12
- 84 -

TABLA 23. Factor de Serviciok
STOCK DRIVE SELECTION ClassicatDrives
Tabl. 2-Service Factors
Drl •• n Machln. Type _Tnoe
The typ.~ IIstod below aro repre· AC Mo'-: =~o:;::.':"nd=~Ig¡ftIIe ~:~tiv!h:~PII~:d o~~~~ts1~:
AC M ...... : Normal Torque. Squlrrel C ..... """ .... SetlH Wound, Slip RII\I.
::~~I~I:::rn:I:~~a~~:::se ot the DC 1IolDn: Series Wound. Compound Synchronous. Splll PII.sa. Wound.
DC Metan: $hunt Waund. EJociHo.: Slnate Cyllnder Inlemal II kllere are used. add tire 1_ .... lo !he "role.laclor: Enainn.: MulHple CytInder Internal Combustlon. Idler on slack Si de Combustlon.
(Insido the belt.) .............. Non. Idler on s.lack slde Intarmitleflt (out.lde Iho belio) ............... 0.1 Servíce 1'1 ........ 1 Idler on Ilghl slde ServIce
(Insldolhe belts) ................ 0;1 Not More Oporatlng Idler un tlght sido (out.ldo Ihe belts) .......•....... 0.2 Then6 Oelly: 6-16
Hrs.¡o.y Hrs./Ooy
Agltators lar lIquld. 8lower! and Exhausters Centrlfug.1 Pumps Ind Compr •• sors Fon. up lo 10 HP-
1.0 1.1 ll¡ht Duty Co"""yor'S
Boft Con .. yon Far Sane!. c;r.ln. etc.
V!'~:~:txrnsHP Generaton lino Shoft.
1.1 1.2 laundry Machlnery M.chlno Tool. Punehes·Presse,-Sh •• rs PrlnUng M.chlnery Posltive OI'5Dfaeement Rota!! Pumes RevoJv.lng añil VI5.U .. SCieeñs ---o Brlck M.chlnory Buckot EI .... tor. Excll .... Plston Compressors Co_yero (Drag·f'lIn.sa.w) Hammer Milis 1.2 1.3 P.per Mili Beatero Piston Pumps Posllive DI.pl.cemenl B_s Pulverlzers S.w Mili .nd Woodworldn¡ M.chlnery Texllle M.chlnary
Crosher. (Gyratory·Jaw-RoIl) Mili. (BaIl.Rod-Tube) 1.3 1.4 Holsto Rubber C.lender .. ExlTuders-MlIIs
Chok.ble Equlpmenl. 2.0 2.0 Flre Hazard Condltlons.
IMPORTANT-Tho .. ,.Iee I.ctors u.ted wlU ..... re bell lile al a level aboye the Industry normal for satlslactory servlce: 8qual lo or exceedln¡ \he expectallon. of "Lonc lile" standanls.
u.._ CIetc ....
IntermI!ten1 ContInuous ServIce Normal Contl_ SerYIc:e Serv\ce SIIVÓCOI
Not More Operallnv 16-24 16-24
~ Then6 Oelly: 6-16 Hrs.¡o.y Hrs./o.y Hrs./Oe)
1.2 1.1 1.2 1;3
1.3 1.2 1.3 1.4 -
1.4 1.4 1.5 1.6.
1.5 1.5 1.6 1.8
2.0 2.0 2.0 2.0
.. Where fif'e hazards are prevalent and flre prevenhon l ... app/y, 11 15 recommended Ih.1 drlYes be designad uslna • ",nriee r.ctor 01 2.0 on the HP "Una 01 the motor •
• ApPIy Indiceted .el'V\ce lactor lo ..... lIn ....... s«vIce ....... raUn¡. Deduct 0.2 (wllh • mln ........ senrice I.ctor of 1.0) _ .pplylna lo muimum en¡lno "'ti ....
~ DODGE-78, Po~~r Transmission, USA, 1978, p. 33-5.
- 85 -

5.6.2 Secci6n transversal de la correa (tipo correa):
Usando la Tabla 24 se encuentra que para una potencia de diseflo
H.P.d~ 80 Y RPM = 1.160, se debe utilizar una transmisi6n con
correas en "V" tipo "e" (Ver Figura 15).
5.6.3 Tamano mínimo de la polea conductora:
Localizando H.P. Y RlM del motor en la Tabla 25 encontramos el
diámetro mínimo que debe tener la polea conductora:
D = 9 pulgadas (Diámetro mínimo primitivo), para 60 H.P. Y 1.160 L
RlM
- 86 -
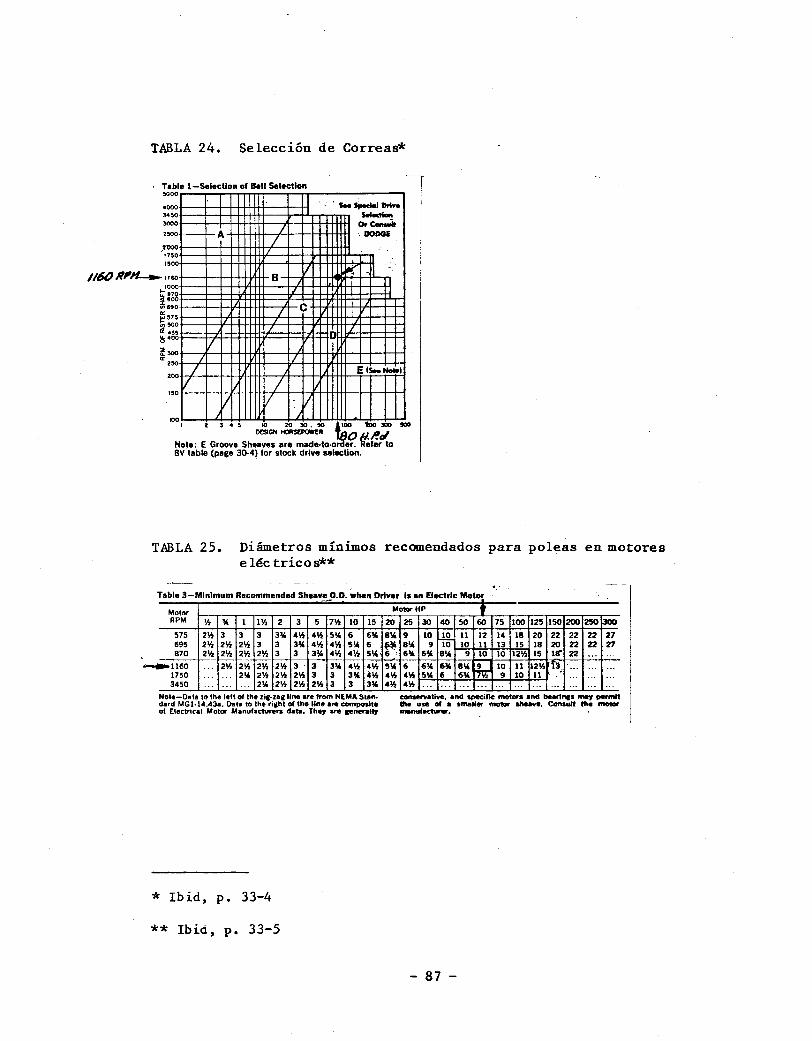
TABLA 24. Selección de Correa~
Table l-Selectlon of Selt Selectlon 5000
4000 .. OC 3000
'!IOO .~~ 1750 1000
1/60 ,"H...-..- 11&0 1000
1- .70 ~ 000 cn190 o: ~'70
rl~~ 1!¡400
~300 o: .50
lOO
-
/ j
V
/ '-A I
1/
B
¿
V
V / V V
I . leeSpecWOrWe
s.IectIooo o.c.-it
DOIIGi
I ~ I1
e ,
o /
/ EIs.._,
'V 100 I l:S 4 ~ 10 ZO!O. 5O~OO 'IDo !lOO sao
DESI~ HORSEPOWER o J1.P.J Note: E Groove Sheaves are macl.·t ero Jiefer to BV lable (page 30-4) lor stock drive selection.
TABLA 25. Diámetros mínimos recomendados para poleas en motores eléc tricos**
Table 3-Minimum Raeommende<! s .... v. o o when Driver Is en Electrlc Motor
Motor RPM 'h '4 1 1'h 2 3 5 7'h 10 15
575 2'h 3 3 3 3'4 4'h 4'h 514 6 6'4 695 2'h 2'h 2'h 3 3 3'" 4'h 4'h 514 6 870 2'h 2'h 2'h 2'h 3 3 3'" 4'h 4Y.r 514
1160 " 2'h 2'h 2'h 2'h 3 3 3'4 4Y.r 4'h 1750 ... . " 214 2'h 2Y.r 2'h 3 3 3'" 4'h 3450 ... ... ". 214 2'h 2'h 2'h 3 3 3'4
Nole-Oola to Ihe 1.11 01 th. zll·HI Une ... e "om NlM" Sta ... dard MGI·14.43a. Data 10 the rilhl ot the Une ... composIle of Eleclrleal Motor Manufacturers data. The7 are .. nerany
* Ibid, p. 33-4
** Ibid, p. 33-5
Motor HP t 20 25 30 40 SO 60
814 9 10 ~ 11 12 ~ 814 9 10 10 11 6 6'" 6'" 814 9 10
514 6 6'" 614 814 ~ 4'h 4'h 514 6 6'" 4'h 4'h . .. ... ... ...
- 87 -
75 100 125 ISO 200 250 ~ 14 18 20 22 22 22 27 13 15 18 20 22 22 27 10 12'h 15 ur 22 ... ... la 11 12'h fi), ... ... ... 9 la 11 ... ...
... ... .. ' ... .. . ... . ..
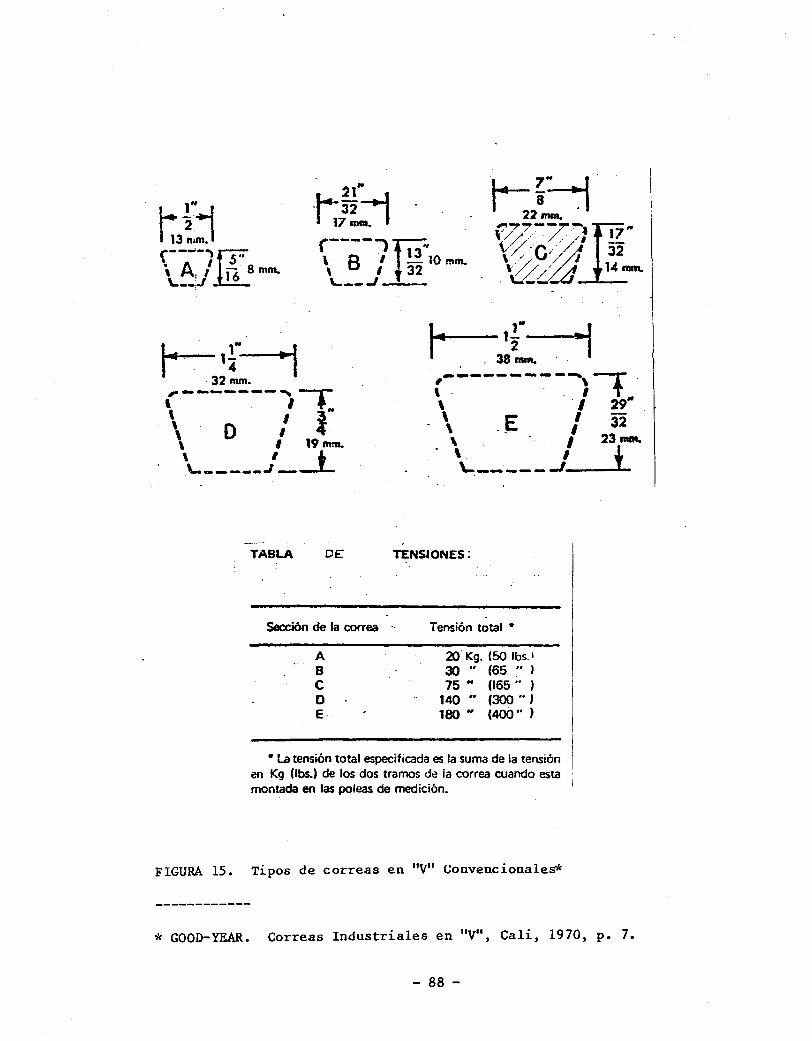
.21"
'~32:i 17 mm.
r---'li' 13 \ B : -32 10 I'l'llft.
\.. __ J ---:~_
r 1f--1 ·32 mm.
, --------- --- -r , . I ._ , H
\. O : 1 \ , 19 nn. \ I ~ '- _____ .. J __ .--1-
TABLA DE
Sección de la correa
A B e o E
,"~---------~\ -,-, . .' , I T \ I ~ .. \ ,E I 32 \ I 23 mm. \. I + ~------'
TENSIONES:
Tensión total •
20' Kg, {50 lbs.. I 30 •• (65 " J 75" (165")
140 " (300 ,. ) 180" (4OO")
• la tensión total especificada es la suma de la tensión .m Kg (lbs.) de los dos tramos de la correa cuando esta montada en las poleas de medición.
FIGURA 15. Tipos de correas en "V" Convenciona1es*
* GOOD-YEAR. Correas Industriales en "V", Ca1i, 1970, p. 7.
- 88 -

5.6.4 Cantidad de correas requeridas:
En la determinaci6n de la cantidad de correas se sigue el siguiente
procedliniento utilizando la Tabla 26.
Usando la Tabla 26 para transmisiones por correas en "V" tipo
"C", se localiza las RPM del motor (1160) y las RPM de la Bomba
(360) para encontrar la potencia en H.P. trasmitida por cada Correa
RPM (Motor) 1160
RPM (Bamba) = 363 (Valor tabulado)
H.P. (Por correa) = 9.87 (Valor más crítico)
Tamano de Correa:
Utilizando las columnas de la derecha de Tabla 26, y con la longitud
aproxlinada entre centros (44 5/8"), se encuentra el tamafIo de la
correa:
Distancia entre centros = 44" (Valor tabulado)
Tamano de correa = C-136
* Factor de correci6n de arco y longitud = 0.85 (+ 0.10)
* Ver nota de pié en Tabla 26
- 89 - IIn¡I/III"<'<1~ ~utonf\r'1f\ ~.' 0'(i~""t"
il"Wr R,hll::"";,

\O o 1
TABLA 26. Selecci6n del tamafto v lOfl2itud de CorreaS* STOCK DRIVE SELECTIONS e -~- Dri.." s.. ~ .. "" HI' DI' Bentn 1.0Smitt Faclort Hen Hum"'" and
: Spoed 111U"M Drivtf !!G RPM D,j.e, iii"RPM Driftr - . """'o •. CerIIer Di,lonco.
t". PildI DiInI. Gro •• D,iven IIPtBlH ~.!.~.' HI'/stn-- . (C .. 'loell_) Driver Dri ... .. Sil. SId. DYNA· Dr~ Sil sido OYNA· '1:,7 I-SlT'i'Slf DYNÁ. -- - .- ~ -
IPM ~. Lilt 11 COG Cbl. Lile 11 COG Cbl. lil." coo C6I C11 ClI CI5 C90
y· ... n ,."' .. " lI1d ,,",n. c_ DlIII"" ~ I •• lnolll. O\IJIO$iII pap)
, '--,---.-C96 CI05 cm CI20 CI2'. CI36 CI44 CI51 CI62 CII3 CIIO CI95 C210 C24D C210. oo. CllO. C360. cm. p2O.
il: la ru ~:::: rO. w iús i4:oi 29:43 rJ 22.55 Ifg:~ I rz:u 401 11.12 21.ll ~~:~ ... 17.20 199 14.00 15.99
.: li.4 !O.4 ü.o U2 U 20.0 Z U". 1000 111 16.71 It" 24.64 52l 13.13 14.15 11.53 392 10.61 12.15 14.11 21.0 25.1 zü 111 ~:: ~] 31.1 45.2 41.~ 52.1 56.4 63.' ¡a 15.5 I~:~ 115.6 I~:~ 145.1 160.1 m:{ 4S.5 52.5 54.6 60.1 63.6 11.2 92.1 IU.I 152.' 161.' H.I 30.1 5U 31.3 42.3 4&.4 SO.4 51.4 59.4 64.' 68.5 16.0 1l.5 97.5 112.5 m.& 142.6 157.6 m.& 111.&
1,25 15.0 36.1 31M11000 7&4 iúi iz.4 i9.O:i
517 2B6 21.13 31.lI 311 21.60 24.62 25.116 IÜ 20) ~5 25.5 2'.0 2.21 1.0 IlO 2111rul 501 1.69 9.al I~g, .!SI __ !"~. ~~~ :-:'~U
Arc-L~'" Cerrectl .. Fador .... :,,- J2 .J3 -.14 JI ,1J.i 35.6 39.i .3.l ~J- 51.2 f-~l
31.3 40.4 46.1 49.6 51.3 64.9 ·79.0 94.1 109.2 124.2 139.3 154.3 1&9.1 62.2 64.2 -~,,~ 13.3 10.1 11.3 102.3 J!!¡}.. I 132.3 147.3 162.3 t1~ ~ .11 .., .11- -:" .0 -:H .. -:ta- ~,,-- 1.00 Tói '1:04- Tri 1:09- 1.12 1.14 1.17 1.11 1.22 1.23
Ul 1;:: ~U I i l'::g: ~- I~:~ ~U~ ~:R ~ I~.~ ~U~ 21.62 m !~.I1 15.05 !!.43 ... 20.19 26.lS 17.21 lUl ll.44 ...
íl.1 iü zü US t5 . 20.0 2 U .. " 145 15.51 11.30 23.ll 494 U.06 1l.64 17.47 . 310 9.74 11.16 14.02 2.40 10.0 24.0 2lbrul0. 129 19.11 21.55 21.11 413 15.23 17.23 20.62 ']63 12.34 14.10 16.60
IlO 21.i 2Ü 2.50 1.0 20.0 211 ... " 700 14.1& 15.76 21.96 464 10.'7 12.41 16.31 341 U6 10.16 1114 .. 2.50 12.0 30.0 3 III,u 1 100 23.01 26.22 31.51 464 ".12. !I~ J~.~ 341 15.64 17.14 19 .• ,.:.;.. ,~
Are- ~h-i:iñKt..trlCt.r:.: JO .ir :.f
21.3 26.0 29.& ~:~ ~H ~!.! 4U 52.9 55.0 60.5 ~:~ !1.5 19.1 !!.I l~j m:: IH:: 1~!2 :~u :~:l 30.5 34.6 31.1 45.9 48.0 S3.S 64.6 1Z.2 16.3 146.5 26.5 31.0 34.6 31.1 42.1 46.1 50.1 57.1 59.1 65.3 61.1 76.4 1l.9 91.9 112.9 121.0 143.0 151.0 113.0 111.0 21.6 26.3 29.9 34.0 31.1 42.2 46.2 SU 55.3 60.9 64.4 11.9 79.~ 93.5 101.5 123.6 m.6 153.6 161.6 IIl.I 261 31.4 35.0 39.0 43.1 41.1 51.1 51.2 60.2 65.1 69.2 16.1 14.3 91.3 m.3 121.3 143.4 151.4 113.4 111.4
f-"''- ...: ... '-1-:8-' 21.0 12!J- ~,! ~!.. 46.6 41.7 SU SI.I 65.4 1Z.9 ":~- IOZ.1 ..I,~ 132.2 ~1-~~2.2_ ...!!l)-~Ir .92 .95 ." -:i1- -;,f -I,(Ij- l.ii¡ u¡ 1.05 I.O!I üi 1.14 -117 1.20 1.22 1.2,
~:H IU ~:~ 12 ...... 10. &91 11.111 120.22 25.~ :~ 14.20 .~.~! 19.60 344 q~:;: 13.14 !E6 '.' ... 11.1 3111,. 6 Z2.5I 25.64 lI.lO 319 21.35 22.97
2.&1 7.5 20.0 2 ...... 1 . m iúi lúti ió:se 434 !.e6 11.14 15.21 32& 1.96 '.14 12.25 16.2 iü ií .• iü 2.&1 1.0 24.8 2 Ibr. 10. 655 16.12 11.11 2461 434 13.15 14.11 11.55 32& 10.63 12.16 IUO ... ... 11.1
22.0 26.1 30.3 34.4 311.5 4Z.5 46.6 53.1 55.7 61.2 64.7 ~J 79.8 !!.9 1~.9 !~~.9 mo I~.~ :~U I~:~ ii.\ it.1 39.4 43.4 .7.5
32.3 39.1 41.7 41.4 51.0 &6.3 10.4 95.& 110.7 125.1 140.1 35.3 SI.S 51.5 60.5 &6.1 59.6 11.1 14.1 91.1 m.1 121.1 143.1 151.7 113.1 IIU
22.2 21.0 30.& 34.7 31.' 42.9 45.1 54.0 5&.0 61.& 65.1 12.1 10.2 94.2 109.3 124.3 139.3 151.4 169,4 114.4 2.n 11.0 30.0 3111,. ID. ~ !!.~ ~~ ~~ .4~)7.Z3 ~9,5.1 ~63. ~9_ ~,Q2~~~ ~1_ " .... Arc-Ltftllh CorrKHon helor .... -ji .. iJ .M' ._,Ú- ll:!. ~~ 21J- -l!.:!. I-~!. 47.3 ~9~~ 54.' 51.5 66.1 13.6 11.1 IOZ.1 el)I.9 ~cJ-. ~~ el,'!'~ 111.0
i/- .., .11 .• 92 .14 .14 -:11'- .91 ".H- üil 1:03- Tos - 1:0'- úf 1.14 1.17 UI UI -¡:n-H! Ilt 44~ 1!1br·!~ 422 _~~ ~151~!'11' 316 1~!'1j.~~.63 .n l
! . . .. ...
Uf. 36 O 3 lluu 10. m 24.56 llD9 13.:M 41S' 10 11 an. 26.3J "'JI4 .. U'H IU! 1\ 45- ... IÚ ptlt 2U 21M1" 521 1~53 lI.ll 2U' 411 12 08 I~~ 11.49 3DI 1.15 11 17 14.03 ..
ií.1 2. 7.0 200 211tr.I 112 11.30 11.49 1901 406 1.12 14.15 3D4 1.05 1.11 11.34 11.5 1'.1 24.4 _ !.! !!!! c....lI!!. !~~....!!L ,~.R~ ll36 _ ~_ I~~_ d:.~ . .!!~ .": _ I~ 20 !5.yl 11.4t 'jf .- :.i Ji' Arc-L Ih CorrtCllon heltt ....
1: I~: ::: J:::: r:. :g :H~ IN: I!:l: 'J:~:'l~ll~:tI ~ J~:U:.lJt:l~t~ 1'.&
100 12.0 15.0 3 ...... & 513 23.10 26.24 31.54 311 1S.l3 21.51 20~ 190 lS.55 lI.as 19.19 3.14 14.0 44.0 3 Ibr. 1 .. .......... 369 Z2.60 15.66 21.12 271 1'.15 21.36 Z2.!18 J." U 30.0 JlbrulOo 554 IU6 20.24 15.91 3&1 14.22 16.01 19.62 276 II.SO 13.15 15.11 .. ..;. P' - - -- -- __ o ~ - ·-Arc.(o,;iih cOrilttlon FatI .... ~ja
Ut J::L~ 1~::::1J ~Jm_wrJ.~:~ ~ IIH~ dH~ IH! ~2 J.1.91:.ltlUi'~ ... ... .. ~ . . 20.'
266 14.03 16.02 11.21 _3.33. 1.0 30.0 13 \luu 1001 526 16.14 IU3 24.70:111. 1ll.IIL II.:.L 261 10.64 12.17 IUI
. . . •• 511 24.51 21.10 ll.36 ... 251 17.23 19.64 21.46 J41.1t ~:o I:;:::'··l.l!! )1,3L E~I,!!OI m 1':~11~.I]:n 254 1.06 8.11 11.35 r= íü ~ Are· ¡..,Ih ·i:ofiKíloñ·Fiéior.:+ J4
~.~~ ~.! !H :!IItr.l~lj J~~JI.!J!! '!!lr'~F&6 254 .r·20 p5.OS 11.46
... ... ... . . ~ .... UJ, t5 30.0 3111'.':' 496 1~.55 17.34 23.31 319 12.09 13.&1 11.50 246 9.Ii 11.11 14.04 160 18.0 36.0 31br.1 486 19.22 21.60 21.21 322 15.26 11.26 20.65 m 12.16 14.12 16.62 Ul 12.0 44.0 3 tIII1I 1 411 n.1I 26.26 31.55 315 11.14 21.61 24.56 l31 1S.&6 11.16 19.90 3.75 lO 30.0 ! ...... ~ 461_.!UI!. 15.10 21.!, ~.!!!l !!-~ I~~~ _ !.'! lO,!! .l~~
Arc-l CGrrKllon' Factor ....
U: IlU ::g I ~ ::: 10. ru :~:~J f:~ I ~:~ r: II;:~ :U't :l:~ ~ IHl I;:lt :Bl ... ... _ .. .. ..
4.. U Ji.O 3 \Iutr 100 431 16.15 II.al 24.11 190 IJ.17 14.90 1l5, 211 10.64 ItU 14091 . ,. UD 11.0 44.0 31br. 100 431 21.U 24.01 2UO 29D 11.15 19.53 Z2.65 211 14.04 16.02 18.21
.J . .!!. IU~! JIbr. 100 _~. 20.31 U.U llll 211 16.21 J!-.!! !~ 10I U.21 15.01 17.46 tenau. eoflKtloñ F aétof:;
· . ... .o.
l3.O . 40.3 42.4 ::::. 42.~ ~.9 ~:~ n.o ~!.2 .:[~ ~- !~.6 u;a .m:L iü 27.3 :iS.i ft.Z Ú3
SIJ. 59.4_ 1t.2 . 96.l. 4!U-'1.0 41.3 54.4 16.4 62.0 65.5 13.0 10.6 94.6 109.7 1Z4.1 139.1 154.7 161.' 114.'
21.5 32.1 35.7 39.1 43.1 .~ 51.9 51.1 60.' 66.4 10.0 11.5 as.O 99.0 '114.1 129.1 144.1 159.1 114.1 JIU
'':'.14'- i-'-,i¡'--,1F· ~:!. U.2· i~ 41.1 49.1 .~~!. 51.1 &6.4 14.0 11.1 103;.! .. _!!~}.- el,~ .. J· ,J,~l !~t!... 111.4 .17 'jz~ ':11 . .13 11' .,i- .91 -",- ú,í f.64 T07 1.11 I.n 1.11 1.11 1.20 -¡n-
Zff zr.r nI 35.4 ~.~ ~~~ 'E rs:~ =1 fsJ ~U ?~4 ru :u 1m m:~ I~:J m:l uv IFaI 21.3 32.5 36.1 40.1 66.1 ... zg.3 33.6 41.0 43.1 4U 52.4 60.1 61.7 11.9 97.0 lIl.1 121.2 142.3 151.3 1IZ.4
24.3 21.6 :iü il.o 41.2 r-!!~-~i 39.6 43.3 51.2 59.0 13.4 81.1 103.1 119.0 134.1 149.2 114.2
~. .4 ~;~ 59.6 61.2 lU •. 9 !~J-~ .l~J-m ~.:.)- el_~:!..
J2 • .14 .a .10 .11 :0- .. .a .17 ~M-' \:01- f.Oi -1:0&- 1.10 I.n 1.11 1.11 1.20 1.22 2fT -2'.0 ,1.& 35.1 .tu .~~ .
~ 55.1 ~!.1 62.1 ,u !H 11.3 ~.~ 1!~4 125.4 l~:~ m:~ EO.5 lfl:f
iü D.í iü 41.7 43.1 41.5 51.1 60.' &t4 12.6 17.1 112.9 151.1
37.4 41. 41.7 SU 56_4 5U. 61.5 75.1 19.2 104.3 119.4 134.4 141.5 164.5 119.5 . 31.9 34.1 40.2 44.0 51.1 59.1 14.1 19.4 104.6 119.1 134.1 149.9 165.0
23.1 llJ 32.0 ~L J!1¡L 44.3 ~8~~ I--~·t 57,L U.O 11.6 14.1 81.7 9S.1 c-'}D·t ~~:.- J~J- ¡J~J.. JIO:.'- el,I5·1 .al • .. - .11 :n' .s] • .11 -.is- -:,C ¡.tI IAl '¡.ol 1.10 I.n 1.11 \ll 1.20 1.22 ...
i4.i iü ¡ü 30.1 ~J 42.0 f¡:l 49.' 53,4 ~:~ ~U ::.: 1::1 HU 12I.~ 143.4 1~.4 HU ... 37.1 4U SI.l IU 134.1 149.1 164.9
.. '. 26.0 30.6 34.9 4ZJ 44.1 SOl 53.1 61.5 &9.1 IU 98.5 IIJ.& 121.1 143.1 ISU 113,9 32.6 34.' 40.9 44.6 52.& 60.4 14.1 90.1 105.3 120.4 135.6 150.6 165.1
, "'-"'- .1I .. ,L ~,L Ji~ ~J- 3i.O 4i.2 ~ ¿j.J.. 5U ¡Jt!.. 61.2 ~~ n.' 105.0 -'~~L 135.2 150.2 I~.:.!. ~ .lS JI • .11 -... - -.lÓ- .14 -:¡¡-'- .90 1:00 1,02 '1:01- fío' 1.12 -i.H 1.1, 1.20 1.22
... ii.' i5.ii 2", .:J fU :U 42.1 44.1 50.5 ~i tU tU al.! I~U :l:~ :~:~ :~:~ 159.2 !!'.g ... 41.1 51.1 57.4 90.3 16S.S 1111.7 ... .. · . 26.6 31.2 lS.& 43.0 45.1 SOJ. 54,4 62.2 &9.1 M.O ,U 114.1 129.4 144,5 ISU IIU
.. ... ... ... ... . .. 33.1 35.4 41.5 45.3 53.2 11.0 75.5 !ID.I 106.0 IZI.2 136.3 1~1.4 IfU
-J.'- Ai .Js'-rj;'- ...:...,'-33.4 35.7 41., 45.6 53.5 &1.4 _~u 9\.1 106.3 HU- 136.6 J,SI.!. ~.t ._-
-.- -,ij- J6'-. -.-- -:". "."- ni" 1.05 Uo· -üz 1.1S I:ti- 1.20 1.22
~!! U ~:Z 1 1::::' m IBt IIHl ~U; ~~ Ilpo IIH! l::lY 205 H! 11.1' It~ ... ... .. . ... ... UI 401 1.13 9.11 203 I.Di '.12 440 108 44.0 3\f".100 391 19.23 21.60 1l.21 264 15.26 11.26 20.65 191 U.31 14.13 16.52 ... ... ... ... • .o
4SO LO ]6.8 31hr. " 319 14.21 15.10 22.00 l5I 11.00 12.43 15.41 10 '.88 10.11 13.16 ... • .o ... ... ... 4.13 1.5 44.0 31br.10. 311 11.01 20.26 15.99 25D 14.23 16.0!I 11.63 111 11.51 13.16 15.11 ... ... ... ... ... .!~ ..2A.,.!:0 3lbru & 55 IUD l4.li 20.51 242 1.11 .H·!! .!~~tJl- J,-". ~.~ !H~. - .- -'.~ .- ~~
Arc-L '" CorrlCUon Fector ....
:n U 44.~ 11:::~000 m Ii.~ I~.~ IltU m I IN: I~.!'.! :::n m II:::~ 12.11 :::~ ... ... .o . .. ... 35.0 lI.ll U.52 1.11 161 tl2 u. as 44.' 1111,. '1 3lI 15.56 11.36 23.]1- 224 IUO U.6I 17.51 161 1.71 11.19 14.05 ... ... . .. . .. .. .
5SO to 44.0 llbr." 31' 14.21 15.11 22.00 211 11.01 U.44 16.42 ISI '.11 10." 13.15 ... ... ... .. . ... '.11 I.S 44.0 JII". , 291 U.IO 14.20 20.51 l. 1.11 11.11 15.30 148 l .• •. Ut 12.17 ... ... .. . ... ... 1.21 7.0 44.0 Jlbru 1 2!! 11.33 IUl )1.10 114 l74 l.. 14.11 IJI 7.01 1.12 11 •• ._- - -_. -"'- _.
AR-l¡:qUicof,KIl .. F"""-
ii.i i5.i :iO.z ~.? ~U I rz:: ~1 :~1 !!-2 ~:~ ~:~ ~:~ t:; 1:1 11E !~.' 144.9 1~~.9 IR~ ... 34.5 .~J. 120.' 135.' 151.0 166.0
... ... . . .. V.Z :jI.' :jü
33.1 36.0 42.1 4U 53.9 61.7 15.2 '1.5 106.1 121.9 131.0 Istl 167.2 ... ... '" 4lJ .4U 51.5 55.1 &2.9 70.5 14.' M.9 115.1 130.2 145.2 160.3 .IIS.4 ... . .. ... ... ... :izJ_ ~t
34.1 36.J 42,4 46.2 54.2 52J 16.5 91.' 101.1 122.2 137.4 152.5 161.1 44.1 41.1 -~-!.. 55.S 6U 70.1 -~.I. 100.3 ~~:! .l~.J-~~~ 160.1 UU .---- -'-Jf-H'- -'M -.ir -J3'- -.i5- -",- ";;¡- Ii:ir '1.- fli ¡-:in-JI .11 .., • • 1.U !JI 1.1,
.. ... ... ... ti.' ¡ü 3i.i ~.~. ::: ~H :U :a ~j :: I:'i Ifa I~H :~:~ liU I~t ... ... ... ... 4U 52.2
... ... ... .. . 34.1 31.0 43.1 46.1 SU R.I 77.2 ::1 101.' 123.0 IlI.I 153.1 161.1
... ... ... '" 35.' 37.3 43.4 4U 55.1 13.1 77.5 101.1 123.3 13I.S 153.1 1&t7
... . .. ... " . lS.1 37.5 43.1 47.5 55,5 13.4 n.' 0.2 JIU 123.1 131.1 153.1 1M.' !-._ .. i-=- 1-'-=-' ... 1-'-';'- ~»'-
35.1 37.1 ~.!.. ~~-~9 13.7 JU 0.1 IDU ..!~~ ¡..!I~t r'r.ul.. ¡J.6U I ... ... ... ... .jj7"' .... -.if -Ji- .ti .D_ .IJ .. ,jc-- l. U4 no
,....:.IAIorpel ... _ dillaneo Ior boH. MI Ii • ..-. Soe Iiltine. "" t 1-.111 ...... "' ..... ,olio. : • lIII.ailMlo tri DYIIA-COG ...... CIWe. • l1li ........ Ira .... CIWe. fICH U·SO 11"0 ll·SI . ..,/1111 rtll". lit "SId_ lila U" - .. For '_H _oIIt ....... iI .-.... _ 110l1li, , ......... r:-r:r,=~·=_~1od ~~!-"""'I ..... ., or ..., Gr_.".. . . -'"It, .... Xpr_..,.q'fIdorIrClOl,...3J.U.' .... iIIIPt... • Pnm_1IIoItII bo .... "' .... l1li101_ .................. J 11'/'" ....... Ir ... 1MII ....... X Are IÍIII L ..... Corred .. r_ TMIt 10, ,... 3J.34. (IIaIIiI ........ iI_.......,. MI 1.10 le lICtor d .- lrI • [1C11J117 .... '.-• ...... IIIL _ iI ..... ~ IIP + CortcIIiIIIP/IiII. , bIoII7 .-n.
* DODGE-78. Power T~an8mi88ion, USA., 1978, p. 33-24 Y 33-25.

Número de correas:
Para detenninar el número de correas necesarias se multiplica los
H.P. por correa por el Factor de Correcci6n de arco y longitud,
hallado en la misma Tabla 26. Esto dá el caballaje real o corregido
por Correa. Finalmente se divide los H.P. de disef'Io (Item 5.6.1)
por los H.P. corregido por correa, para detenninar el número de
correas necesarias:
H.P. por correa (corregido) = H.P. (por correa) x Factor de Correci6n
H.P. por correa (corregido) = 9.87 x (0.85 + 0.10) = 9.37
H.P. (d) 78 Número Correas = --------= ---= 8.3...., 9
H.P. corregido 9.37
Número Correas = 9
Como la cantidad de correas obtenida (9) es bastante alta y por lo
tanto el disef'Io se hace costoso, se debe tomar una alternativa que
logre disminuir el número de correas tratando de conservar las
condiciones iniciales de trabajo. Para ello se probará disminuyendo
un poco la distancia entre centros y la velocidad de la bomba, de la
siguiente manera:
- 91 -

Distancia entre centros = 41.1/2" (Valor tabulado)
Taman:o de correa :: C-144
Factor de Corrección de arco y longitud = 0.93
RPM (Motor) = 1.160
RPM (Bomba) = 348 (Valor tabulado)
H.P. (por correa) = 14.89 (valor intennedio)
N6mero de correas:
Siguiendo el mismo procedÚDiento del Item 5.6.4 se obtiene:
H.P. por correa (corregido) = H.P. (por correa) x Factor de
corrección
H.P. por correa (corregido) = 14.89 x 0.93 = 13.84
H.P(d) 78 NlÍmero Correas = = = 5.6
H.P. (corregido) 13.84
Número Correa s = 6
Se usará entonces en el sistema de transmisión motor-bomba, seis (6)
correas en "V" tipo C-144 con poleas conductora y conducida de 9 y
30 pulgadas de diámetro primitivo respectivamente con una relación
de velocidad i = 3.33, seg6n Tabla 26.
- 92 -

5.6.5 Comprobaci6n de diámetros de poleas y relaci6n de velocidad.
DI = 9 pulgadas (recomendado en la Tabla 25, item 5.6.3)
D2
= Diámetro polea conducida, a calcular.
NI = 1160 RPM (Motor)
DI N2 = D2
D2 NI =
N = 348 RPM (De la Tabla 26) 2
DI x NI
N2
9 pulgadas x 1160 RPM
D2 = = 30 pulgadas 348 RPM
D2 = 30 pulgadas (Diámetro polea conductora)
1160 Ratio: i = = 3.33
348
5.6.6 Dimensiones de la polea:
Las dimensiones de las ranuras se pueden detenninar basándose en la
Tabla 27. El ancho de la polea se calculará con la siguiente
ecuaci6n:
Ancho polea: L = S(n-l)+2E; donde,
s = Separaci6n entre ranuras, en pulgadas (Ver Tabla 27)
n = Número de ranuras
E = Distancia desde la cara de la polea a la primera ranura, en
pulgadas (Ver tabla 27)
- 93 -
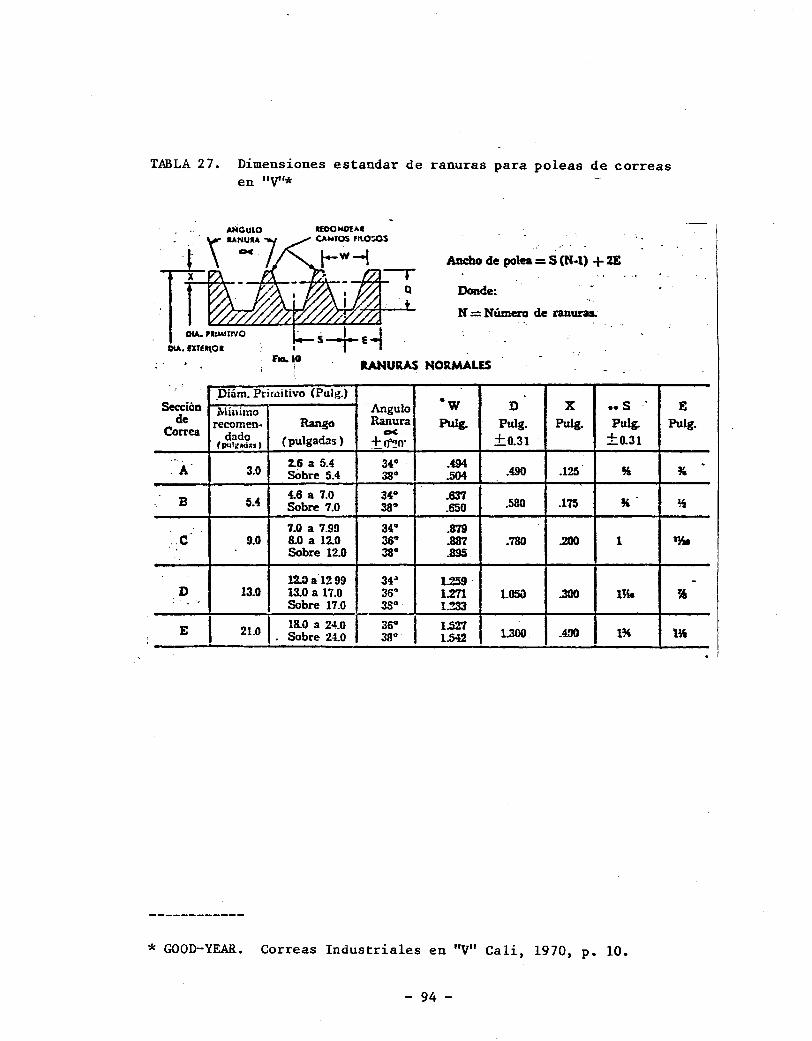
TABLA 27. Dimensiones estandar de ranuras para poleas de correas en "V"*
,
Seccion
IfOONOfA. CANros f'lO:;OS
Ancho de polea = S eN-!) + 2E
Donde:
N=Número de ranura
• F ... IO
RANURAS NORMALES
.Diám. Primitivo (Pul~.)
Mínimo Angulo ·w D X •• S E de recomen- Rango Ranura PuIg. Pulg. Pulg. Pulg. Pulg.
Correa o< dado +0.31 +0.31 ,pul~..w.s I (pulgadas) +~O·
2.6 a 5.4 34° .494 ~ .A 3.0 Sobre 5.4 38° .504 .490 .125 %
B 5.4 4.6 a 7.0 34° .63'l
.580 .175 * * Sobre 1.0 38° .650
1.0 a 7.99 34" .879 .. C 9.0 8.0 a 12.0 36° .881 .780 .200 1 ~
Sobre 12.0 38° .895
12.3 a1299 34" l.259· -D 13.0 13.0 a 17.0 36" 1.271 1.050 .300 lJia ~ : .. ,
Sobre 17.0 38° 1.:!83
E I 21.0 l. 18.0 a 2~.O J60 I 1-521 1.300 .400 1* U. Sobre 2-1.0 38° 1.542
* GOOD-YEAR. Correas Industriales en "V" Cali, 1970, p. 10.
- 94 -
.

l W-BIS7-
-)( aH ~ • - 01
I -~ ~
O 1: t O ¡ E 15
~ '6-3/8-Q
FIGURA 16. Dimensiones polea conductora transmisi6nmotor-bomba A.D.
o
I FIGURA 17. Dimensiones polea conducida transmisi6n motor-bomba A.D.
- 95 -

L = 1 pulgada (6-1) + 2 x 11/16 pulgada
L = 6,375 pulgadas (6 3/811)
5.7 DUCro DE ALlMENTACION DE LA BOMBA DE ALTA DENSIDAD.
Por recanendaci6n de ''Warren H.D. 11 este duc to deberá cons truírse
totalmente vertical y de una secci6n interna igual a la succi6n de
la banba (16 11 x 2411).
El mínimo espesor de la lámina de acero inoxidable con la que se
construirá este dueto se calculará de la siguiente manera:
P x D t = ------------- + e; donde,
2(S + P x y)
t = Espesor mínimo de la pared del dueto, "en pulgada.
P = Presi6n interna de diseno, en PSI
D = Diámetro del dueto, en pulgada.
correspondiente secci6n rectangular.
S = Máximo esfuerzo permisible, en PSI.
P = Presi6n interna de diseno, en PSI.
Deberá reemplazarse por su
y = Coeficiente que depende de la temperatura de trabajo.
e = Sobre-espesor, en pulgada
- 96 -

P = Presi6n
P = H x P
H = 36' (Altura del dueto)
P = 6.24 lb/pié3
(se asume la del agua por ser mayor)
P = 36 piés x 62.4 lb/pié3 = 2.246,4 lb/pie
2
2.246,4 lb = 15.6 lb/pulg2 P = x
A =---- (16x24)pulg2
4 4
D = I ¡-;:--;-; v---w:- D = / 4 x 384 pulg2
V ; D = 22 pulgadas
D = 22 pulgadas 16" x 24")
(Diámetro equivalente para una secci6n de
La infonnaci6n conocida es:
2 P = 15.6 Lb/pulg
2 S = 15.000 lb/pulg (Para lámina inoxidable según catálogo NAVOO)
D = 22 pulgadas
y = 0.4 (según NAVOO)
e = 0.0625 pulg 0/16"): Sobre-espesor por abrasividad y corrosi6n,
(según PROPAL).
P x D 15.6 lb/pulg2 x 22 pulg =----+e= -------------------------------------- + e
2(S+PxY) 2 15.000 lb/pulg2 + (15.6 lb/pulg2 x 0.4)
= 0.0114 pulg + 0.0625 pulg = 0.0739 pulg.
- 97 -
El valor de'¡', se tcmará entonces de 0.125 pulg. por ser el más
pr6xllno por exceso:
.¡. = 1/8" (0.125") ~- Espesor pared del dueto.
- 98 -

6. SELECCIDN DEL MEZCLADOR DE OXIGENO
El mezc 1ador es una máquina disefIada con el prop6sito de afIadir
oxigeno a la pulpa, mientras ésta pasa a través del mismo,
asegurando una impregnaci6n profunda y una distribuci6n hanogénea
del gas en la pasta ce1u16sica.
Máquinas cano las Bombas centrífugas que están basadas en el
principio del flujo centrífugo (de dentro hacia fuera), operan
generando fuerzas de este tipo dentro de la carcaza. La presi6n
resultante dentro de esta unidad se incrementa y produce fuerzas
capaces de transportar el fluido hasta el proceso. Sin embargo en
el centro rotacional u "ojo" de la banba existe una zona de baja
presi6n en la que el vapor en equilibrio y otros gases que entran,
se acumularán. Este es un mecanismo de separaci6n que es indeseable
cuando se desea mezclar un gas con pulpa diluida. (figura 18).
El mezclador de Oxígeno opera basado en el principio de flujo
- 99 -

centrípeto (de fuera hacia dentro) para contra-atacar las fuerzas
centrífugas y elúninar la separaci6n de los gases. En esta fonna
de operaci6n, la potencia consumida es utilizada para generar
turbulencia en el fluido, contrario a lo que sucede dentro de una
bomba. Esto dA como resultado una mezcladinimica altamente
eficiente, que es insensible a los cambios en los rangos de flujo
a la presi6n de descarga. (Ver Figura 19).
Flujo de .. la puta
FIGURA 18. AlúnentacicSn axial descarga radial.
PIujode
Japuta
El mezclador entero opera neno
FIGURA 19. AlúnentacicSn radial deli!carga axial.
6.1 CARACTERISTICAS DEL MEZCLADOR
En la selecci6n del mezclador se deben considerar los siguientes
aepectos:
capacidad • 350 Ton/día-
- 100 -

Material a manejar = Pulpa de la Cana de Azúcar con 10 a 12%
de consistencia.
Presi6n máxima de trabajo = 150 PSI
Material del equipo = Acero Inoxidable 316
Temperatura máxima de trabajo = l400
F
6.2 SELECC ION
Cuatro finnas extranjeras participaron ofreciendo sus mezcladores, a
saber:
FIRMA PAIS DE ORIGEN VAIDR EgUlIO
- Sunds Defibrator Suecia US$70.000
- Kamyr Inc. Suecia 63.000
- IMPCo U.S.A 50.000
- Sistematix (Estático) U.S.A 58.000
De estas finnas fué seleccionada la IMPCo por las siguientes razones:
Menor Costo
Incluye en el costo del motor, las poleas y correas de
transmisi6n
Buen servicio de repuestos
Gran Experiencia en equipos similares instalados en varios
países
- 101 -

Garantía de retorno si no es adecuado
Asesoramiento técnico sin costo adicional
Diseno dinámico exclusivo para sistemas con oxígeno
Menor tiempo de entrega
6.3 DESCRIPCIO N DEL EQUIPO SELECCIO NADO
Mezclador "Hi-Shear" tipo: 600 marca IMPCo
Rango de consistencia a manejar = 8-16 %
Material: Acero Inoxidable 3l6L y Titanio
Presi6n máxima de trabajo = 150 PSI
Capacidad máxima = 350 Ton/día
Temperatura máxima de trabajo = l400
F
6.3.1 Funcionamiento
La pulpa entra radialmente a la periferia del rotor, mientras que se
le está inyectando oxígeno por
mezclador (Figura 20). Tanto
una boquilla
la pulpa cano
en
el
el cuerpo del
oxígeno están
sanetidos a una intensa macro-turbulencia cuando éllos pasan a
través del rotor y los anillos de mezcla. Esta turbulencia produce
una gran cantidad de burbujas de oxígeno que son dispersas en la
pulpa; esta dispersi6n asegura una transferencia canpleta del
- 102 -

Salida ----~
FIGURA 20. Mezclador de Oxigeno IMPOO
- 103 -
Inyección química.
Barra de rechazo de materiales extraños
jJJJ:/3:0-+... .... I---Anillos mezcladores

oxigeno a todas las fibras. Después de pasar a través de la zona de
mezcla, la pulpa sale y pasa a una presi6n más baja que la de
entrada.
6.3.2 Características
Un rotor de doble cara localizado entre dos anillos de mezc la
estacionarios, es el coraz6n de esta máquina (Figura 20). Sobre
cada cara del rotor aparecen ranuras que interaccionan con numerosas
venas que tiene cada anillo de mezcla, para crear una intensa
macro-turbulencia durante su operaci6n. Su succi6n es radial COn
descarga axial.
6.3.3 Potencia y Transmisi6n
El mezclador viene dotado de un motor de 125 HP a 1.160 RPM, Y con
transmisi6n por 6 correas en "V" tipo 5V. Relaci6n de velocidad:
1.21; Velocidad en el mezc 1ador : 958 RPM-, polea Motriz: 13.2"
Diámetro Exterior; polea conducida: 16" diámetro exterior.
- 104 -

6.4 CHEQUEO DE LA TRANSMISION MOlOR-MEZCLADOR
Este chequeo se hará con el propósito de verificar los elementos con
que viene dotada esta transmisión partiendo de los siguientes datos:
Velocidad en el Mezclador: 958 RPM
Velocidad del motor: 1.160 RPM
Potencia Motor: 125 H.P.
Distancia entre centros: 57 1/8"
6.4.1 Potencia de diseffo (H.P.d)
La potencia de disefto se calcula multiplicando los H. P. del motor
por un factor de servicio obtenido en la Tabla 23. Este factor de
servicio está determinado por el tipo de máquina a manejar ("Dough
Mixer") y las horas por día de trabaj o continuo:
H. P motor = 125
F.S = 1.3 (tomado de la Tabla 23)
H.P(d) = H.P motor x F.S = 125 x 1.3 = 162.5
H.P(d) = 162.5
- 105 -
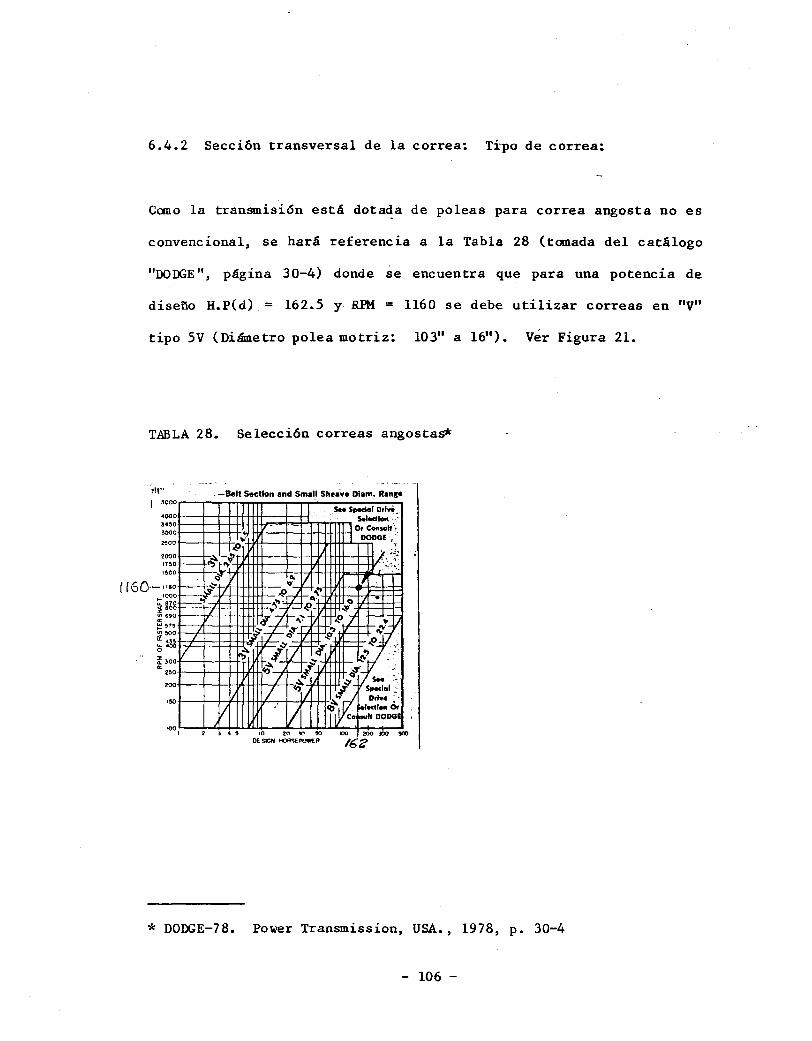
6.4.2 Sección transversal de la correa: Tipo de correa:
Como la transmisi6n está dotada de poleas para correa angosta no es
convencional, se hará referencia a la Tabla 28 (tomada del catálogo
"DOIX;E ", página 30-4) donde se encuentra que para una potencia de
diseño H.P(d) = 162.5 Y RFM = 1160 se debe utilizar correas en "V"
tipo 5V (Diámetro polea motriz: 103" a 16"). Vér Figura 21.
TABLA 28. Selección correas angostas*"
¡lit" . -Belt Seetlon and Small Shea·ye Dlam. Rance
""'" <001> 34'0 3000
2000
..,.,0 1150 1500
f [60.- 11 • 0
.... 1000
1868 '" 690 a: ~ 51'
'" >00
~m o ~ 300 a:
2'0
200
100 v 100
I 2 "4' 10 20.JO'" 100 2OOiJO 500
* DOIX;E-78. Power Transmission, USA., 1978, p. 30-4
- 106 -

.. -DIMENSIONS OF V-BElTS AND SHEAVES For hondy reference, V-belb and sheaves ore drown to full scole. Sheave dimensians ore given in the tobIes (see Sheave Ato identify bg, hg, S, Se); V-belt dimensions are given below each iIIustrotion. lh. L series, light duty, (FHP) belts are used for froctianol hp drives. The older series belts are identified by Letters A thrv E. The identificanon number for the latest (norrow beIt) series (3V, 5V, aV) is derived from top width dimensiool in eighths of an inch. Groové ongles vary slightly, but are approximately 18°.
lIGHT DUTY (fHP) V-IIElTS
" " ~ 3L 4L 5L '3 X
7 ..!. X ! 3 i i2 21 ·x 2 16 32 "i
SHEAVI - APPROX. DIMENSION
DIM. A E
.1;;, 1I :49ó-
.O'Ñ - -.¡¡i· 1.2111 1;!J,i4
h, 580 180 1.050 1.300 5 .625 .750 1.000 1.438 1.150 S. .375 .500 .688 J75 1.125
SHEAVE - APPROx. DlMfNSION
DIM.. V-BEU Sin 3V SV aY
bg .350 .600 1.000 h, .350 .600 1.000 S .406 .688 1.125 s. .344 500 .750
FIGURA 21. Dimensiones de correas en "v" y poleas*
,
8
o
E
* FALK. Industrial Power Transmission Products, Cata10g No. SPC-78, Wisconsin, 1978, p. 532.
- 107 -

6.4.3 Tamafio mínimo de la polea conductora;
Se encuentra en la Tabla 25, localizando los H.P y las RFM del
motor (125 HP - 1.160 RPM):
DI = 12 1/2" (Diámetro mínimo recanendado)
D = 13.2" 1
(Diámetro real polea conductora)
6.4.4 Cantidad de correas requeridas
Usando la Tabla 29 para transm.isiones por correas en "V" tipo 5V,
se localiza las RFM del motor (1160) y las RFM del mezclador
(958), cano también el diámetro de la polea conductora (D = 1
13.2") Y se encuentra la potencia en H.P transmitida por cada
correa;
RPM (Motor) = 1160
RPM (Mezclador) = 959 (Valor tabulado)
H.P (Por correa) = 28.9
- 108 -
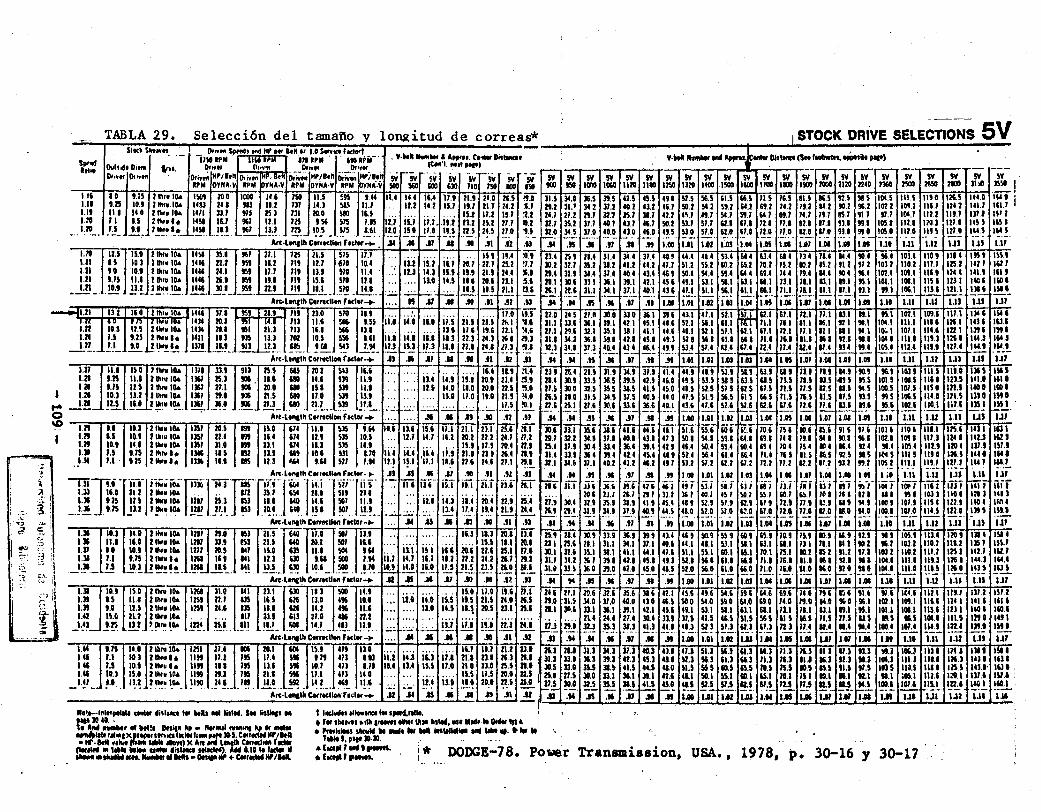
~ 1114
TABLA 29. Selecci6n del tamafto y lo~itud de correas* . _.LO l. • .... • ,
S\ot .• s ......... _[ _ !)¡ .... ~. "ndHP", ""." '.V_.""":'''''''''. _ ............. IA e.-k ....
I 1/1011'. \llOJ"M 11 •• ,. '.1I'1it .. (CH'\ :::.... • Ow"~. o..... "'.. ~'"'' p"'''. __ 1)0.... . .. _00_. . . _ .. _ :. ,...!... ..
00 .... ",,1." 00 ..... 11"'·8. 0._ 1W!8'." orivenlllf'¡It.\ $Y $Y $Y 5Y $Y $Y $Y $Y 11'''' OY"A.\ 11'''' ~IY"A.V IPIII OYIIA·Y 11'''' ioYHA-V 500 5aI &00 (,)1) JlO 150 lOO 110
DI • .,,, I Ot 1,," "' ¡ 10] ':15 211".10. IVI! 200 1000 IU 150 IU ~95 t." 11.4 IU 11.4 17.' 2U 11.G 2U ii.i 1.11 US 10.' ' ...... 10. I4U 2U tU IU 137 IU 51.\ 11.1.. IU 14.1 15.1 11./ rl.1 14.1 :u \.l. 111 14.0 U". lO. 1411 n.1 .75 Z5 J 7lI ZO.' ~ 11.5 ....... .... .. 15.1 17.Z IU U U, 11 U 211".'. 1451 1&.1 ., IZ.I 115 9.51 575 7.15 11.1 15.1 11.1 .IU 2U 25.2 1/.1 iU
• .'-~_ •• 1!._ ...!:!. 2 ~.I .... ...!!!' .. }~! L~aJ~.~~. 10.5 _. 5!5. .~!. I~~ ~~! ¡-!7.;! ~~~ .2~. ~.~ 2!:0 ~;5
U. 1.11 \.21 1.11 !.tI
IU as 10 U5 10,1
u.~ '''''01(14 10J 2\111010. 10.1 , \11,. lO. 1... r 11". lO. IU 2 Ibro lO. - -_ .. _.
\4S1 )5.1 1411 n.2 \U' 24.1 \U6 1$.1 1144 JO.'
.7 t5t t5t t5t 95'
M.l .... 1h Corrocllaoo rodw_. J4 .. Jl .JI .• .tI .t2 .IJ
27.1 125 21.5 515 11.1 ..•.•......•..... \S' li4 :G.' IU 7It 1Z.7 t" 10.4.. IU IU IU 28.7 n.7 25.2 !7.1 17.1 '" IU ~1O 11.4 .. .'. IU IU IU IU 2U 2U !U 11.1 1\, 15.5 571 12.1 . .. . .. . llO 11.5 IU 10.1 U.I .H !!!.....!!.'_~:!_. Y!.~. :=¡=:.~. ~~.!!:! !.!:! .IU
A .. ·l .... 1h Cerml'" riel".... .... 15 J1 JI .tU .tI .'2 .IJ
~ 160 I \t".IOA ,. 1446 [ JI.I ¡;-ni.,· lit u·u 510 11.1 l· ... . . .'. .... . ... ,... ... 17.0 11.5 1434 IU iI !4.! fU 11.1 !,Il. '.5S 11.' 140 11.1 17.5 1\.5 2U lid 'l.'
U2
rror, 1.22 1.14 121
t.21 1.11 la 1.21
U 1.1
Il.5 , ..... lO. '.2S 211 ... 1 .. U 2 ...... .
\434 11.1 111 tU 1IJ 15.1 \Q 11.1 ... ... .... 131 11.5 11.6 n.1 !U 1411 IU m u.! 102 10.5 "' 111 11.1 14.1 15.1 IU 11.3 lU 2U 1'-1 1371 ..!!:!. '!!......E.~ .. ~ . .!tI ~! ...!:.~_~:!. 151 .!!:! ~'·!..221 ~~. P..! !9.1
Arc·l .... lh Corr«llort helor.. .13 ... J1 .JI .• .tI .11 JI 91' 25.S Y5 20 1 SU 15.5 .... ..... .... 16.4 IU rr l1li. 11.1 lID 14.1 53'1 11.1 ...... 1,.. 14.1 11.1 20.' 21.4 15.1 l1li 20.0 '" 15.1 SJt 11.1 ...... IU 14.0 11.0 20.1 n.s !u
1151 Z5.J 1161 11.1 IJl7 2U toS 11.5 610 11.0 SJt IU .......... 13.1 11.0 11.8 21.5 ... .
... U. 0--·
11.1 1.25 US 11.1 11.$
IS~''''''lo. 11.1 211". lO. IU IIIInr lOA 13.1 211tnrlo. IU JUn.Io. ._ _. -_o
m'llu 1., JI.e 1116 ~_.~ l}:.!.._.~. l'·!-..~.: :':':.'1':':':':" ~C¡....:..: .. :.:.:. .'!:5. ~
.~' .~,
2
.j'
~ J!. 1 .~
c:: -:~
\O
I
t f~ il el I .; ~.',. I .... .:,.¡ 1,
n ¡l
U • 1.2. U, l .• 1.11
.. u IU 1.5 1.1
11.1 10.' 14.1 US tlS
Z 11M. lO. 2 .. ,U lO. ,u... lO. lit"" .. IIIrrtr ...
1351 USl 1351 1,.. In.
2O.S 21.1 31.0 lIS 11.1
19t 19t 19t 192 115
Arc·l ... lhCormII .. rKIor... ...... JI JI .n .to .11 .IJ 15.0 i14 11.1 ~ 1.54 IU 13.1 15.1 11.1 11.1 ·iIT~ ii1 IU 114 IU SlS IU .. IU 14.1 IU 20.1 12.1 N.7 n.2 U.I 114 IU S)S 14.1 ........ .•. ,.. 15.1 17.1 10.4 /U IU lO 181 SlI Ut 11.4 1404 ,11.4 11.' 11.1 2U 25.4 /1.9 IU r.i4 U. 51/ 1.14 12.! I~.I 11.1 11:' 2U ru 21.1 !U
.ti .1$ .• ", .to .• 1 ." ." I¡¡:¡. üi" i~T ¡i:i ii.i ii¡- ¡¡¡-1Ji].i"f ·In-, iítÑiík· ~]X; 1 ítfIT-·rlT~~:ll¡:'~lci7¡oc'!""1·5{;~·"'1 ¡¡¡. IJ) 15.0 tl.1 U".lo. . .. an lSl ,~ 111 SIl 11. ................•..... •..
I.JI .15 liS , .... 10. 1111 25.1 ~J 111 140 11.5 501 11.' ....... 12.1 14.1 11.4 20.1 n.' 25.4 _.l·~ us ..!u'!"!~E~ .J~I .. !5J .~~. lUI. I~I ~1_. I.'.!._ ,_. ¡-=~.:IU .. I.~ }':I 21.' ZU
A .. -t ..... lh Cortoclhn rlClo,-~ .... J4 .as JI .., .. .tI .H U, IU 140 ,''''. lO. 1117 19.0 153 1I.5"'üO ~ 501 IU...... .... .... Il.J 11.3 20.' ñ4 1 S 11.1 IU ' .... lO' 1211 ]J., ro 2U 140 10.2 501 16.1....... .... .... .... IU 11.1 10.6 1.17 .. IU U". lO. 1t11 IU ~7 1$.0 mil.' 504 UI.... 111 151 IU 20.5 n.1 25.1 u .• U. 1.1 '.15 2 ..... le- IIU IU "1 IZ.J 01 .U 500 1.M 11.7 14.1 11.1 11.2 22.2 21.2 2U !U I.JI U 101 ,"'.... IN IlS 141 IU 01 10.6 500 ..,. IU 14.0 15.0 II.S 21.5 tU 25.0 11.$
_.- -_ ••••• _.-"- __ o •••• __ •••• - • _ ••• _ •• _.- r -- _ .... - -- . __ .. -A .. ·l ... '" Cormll ... rICIo,.. .11 .as .11 J1 .tU .10 .v. .H
I.JI u 11.1 211M. lO. 125. 22.7 IJS IU 'IS U.O 496 10.1 ... IU 14.0 IS.5 115 II.S 24.0 IU U, f.O It.5 2 "". lO. 1m 21.6 1)5 11.1 IH 14.2 l. IU .... .... n.o 14.5 lI.t 2O.S U.I 25.'
$Y $Y $V $Y $V $V toO ISO 11110 10&0 IIZQ \lIJO
JI.5 lU 16.5 B.S 42.S 45.5 2U lV JU 31.2 40.1 112 24.1 21.2 21.1 32.7 35.1 JI.l 32.1 lS.2 37.1 40.7 U1 4U
L!:~ 34.5 l/.O 48.1 ~J..O 45.0
.ti ,15 .tI .t1 .ti .ti
23.4 1st 11.4 31.4 34.4 37.4 JO.2 3l.1 IS.! JI.! 41.2 44,2 21.4 31.1 34.4 JU 40.4 43.4 211 JI.' ni 3U 3U 4U ~. 1U .!!:! I·~ 37.1 40.1
.ti .14 .15 .. .t7 .H 22.0 N.5 21.' JI.O 330 JI.! JI.I D.I 3&.1 H.I 42.1 451 21.1 29.5 32.1 3H 31.1 41.1 31.1 34.3 3U .u 42.1 45.1 12.1 31.1 31.3 40.4 434 44.4
.14 .14 .15 .M .IJ .ti
2" 2ti.4 2U J\.t JU 31.' 21.4 .ID.' D.5 36.5 J9.5 4U 21.5 lIIO lU )5.5 JI.S 41.S 21.5 21.0 31.5 34.5 l/.5 40.5
¡.E..'. 25.1 27.' JO.' D.' 36.6
.14 .14 .!S '" .tI .tI 30.5 D.I 35.6 JU 41.1 44.1 11.1 32.2 34.1 17.1 40.1 U. 25.4 21.' JI.4 n.4 36.4 31.4 31.4 33. JlI Jl4 42.4 45.4 32.1 JU 31.1 40.' U! ~.I
.14 . t4 .H •• ." .. 'T.i jf.j jj. i.' jif .r¡
ii~; 20.' u/ 21.7 21.7
JO.4 IU )5.1 11.1 IU
:~ 21.4 JI.9 34.1 ~~ 40.' .M .M .M .ti ." JI
25.9 21.4 JO, 33.9 IU 3'-' Zl.1 25.5 11.1 J\.I 34.1 l/.I JO.I n., lS.1 JI.I 41.\ 4U JI.7 lU !U JI.' 42.' 45.1 31.1 3B ¡!!. D.O u.o 45.0
.14 ~ .tI •• .t1 .H IU 11.1 19.6 32.1 )5.6 315 21.0 JI.5 34.0 l/.O 40.0 430
. 21.1 311.' 33.1 11.1 lt.1 4%.1
STOCK DRIVE SELECnONS 5V y .... ""'"'" .... ~~_ Dltllroct (Stt fto4rIotn. ....... iIt ptIt)
- -----,-$Y $Y $V $Y $Y $Y $Y $Y $Y 5Y 5Y $Y $Y $Y $Y $Y Sy
IZ!lO UZQ 1400 1500 1&00 \700 1100 1900 ~ 2120 2240 7l6O l!OO 2650 mo lbll ls~
49.0 SU 56.5 51.5 UB lU 16.5 11.5 •. 5 91.5 !115 104.1 IIU 1190 126.5 \44.0 ,~o
45.7 ~.2 54.1 ~9.1 'U 6U 74.2 IU 14t 10.2 96.1 lot 2 10'-2 111.1 IZU .... 1 \SI.I 42.7 4~.1 .4U SU 51.1 641 &9.1 14.1 19.7 nl '1\1 11.1 101.1 112.1 JIU m.1 1\' 2 50.2 53.1 51.1 'U IJ.' 11.1 n.1 11.1 11.1 ,JI 'U 10H 111.1 uu m .• IISl "SS 4'-5 SJ.o 51.0 62.0 51.0 11.0 71.0 1Z.8 170 911 '!!.. 105 o 1\2.0 IIB 121.0 IU.5 1M'
f--. I.or 1.11 \.01 l.os 1.04 1.8 \.01 1.81 I.DI 1111 \.11 1.11 1.11 1.11 UJ U, 1.11
4CU 44.1 41.4 53.4 SU lH 614 IH 184 ~.4 104 "4 101.4 110. 1114 USI I\H 41.1 51.2 551 111.2 65.1 102 751 10.2 IH U, 171 10H 110.2 111.1 125.t 141 7 162 1 46.' 50.4 SU SI.4 54.4 &9.1 IU 19.4 14.4 '10.4 96.4 lot.4 10U 1119 Ult 14\.' \SU
45' 11.1 SJ.I 51.1 13.1 U.I lU 1 ... U.I 11.1 J\.I 101.1 101.1 1151 tUI 140 I 150' 4H 41.1 ~ 5&.1 11.1 6&.1 11.1 16.1 .1.1 11.1 .U ".1 101.1 IIH 121.1 !,1I...!. ISI ,
UO UI U! 103 1.G4 1.81 1. 1.11 1.01 1.0. 1.111 tu. 1.11 I.U I.IJ UI UI
JU 41.1 41.1 51.\ ~
62.1 67.1 11.1 17.1 UI 11.1 J\I lot.l 109.1 111.1 U4I I~I 41.1 5U 51.1 11.1 11.1 11.1 11.1 1&.1 '21 • .1 \tII.I 111.1 1111 \2U 14J1 113.' 41.5 41.1 521 57.1 62.1 51.' 12.1 11.\ 111 al 14.1 I~I 107.1 114.1 1221 IH' \SU 4U SIl 561 11.1 651 11.1 151 11.1 a. ,2.1 9U 1011 1111 IIU \251 1".3 \SU 4" SJ.4 51.4 IH g 12.4 ".4 .2.1 ~~ 11.4 ".4 1G5.4 1124 111.1 ¡1114 l .... 1'" .ti 1.11 ftIz l.os 1.03 i~ rus· \.01 1.01 UJ 1.01 tu. UI UI 1.1l UI ur
41.4 44.1 41.1 SJ.I 5U 6U 61.' lU 71.' ~., 10.' M.' IOH IIU lito IJI' 1111 41.0 4'-5 53.5 515 6U U5 13.5 11.5 .U .." J\.5 1015 101.5 IIIt lZJ.s 141.' "" 45.0 415 SI.S 515 1Z.5 I1.S 1U ".5 IU a.5 MS 100.5 101.5 mI In.' 11\10 1601 44.0 41.S 51.S 56.5 "5 66.5 71.5 lU .1.5 1'-' ,3.5 ".S 10U 1140 17'-' mo \Su 40.1 4U 41.' su ~!. ,~ 51.' IU I!!:!. .3.1 ru ~.~ 102.1 110.1 li1.l IlS 1 ~!6.!. 1-'-'- -." 1.00 1.11 1.12 l.os 1.G4 1.05 l .• 1.01 \.01 1.0. !JI 1.11 IU 1.IJ UI Ul
4'.1 m-~. lO' 5~' 10.6 151 10.' 15.1 91.1 ", 1011 1101 111.1 125.' 14U iifi" 4U 50.1 ~.I 59.1 6U ,,, 7U lit MI 10.1 96. 102.' U/JI 111.1 \241 \42.J I'U 4U 41.4 50.4 55.4 50.4 i54 104 15.1 1).4 •. 4 tl4 •. 4 IOS.4 112.1 120 4 m., \Su 411 SI.4 56.4 ,U 66.4 71.1 71.1 11.5 .U 92.5 •. 5 ~5 1115 lito 12'-' 144 I 1141 417 SU 51.2 lU 51,: 72.1 11.2 IU 11.2 ,3.2 ".2 lOS I 112.7 111.7 I2U IUI IM.r
." \.01 1.01 Ul 10] 1.04 I.OS 1.17 1.01 1.111 U • l." 1.11 1.1l I.U 1.\, ur il i;; iii ~.i ¿i i ·AI iú ji; ¡ji ñ-¡ ~-/. i¡jT iOIT '¡¡j iTI, I-¡¡¡r iiir 1).2 351 40./ n.7 ~/ su ,11.7 ~.I ~I IU 11. .. 1 J\I IU J 1101 UIJ 141' 4S.4 41' SI.' SI.' su ,,, 72.1 " .. IH IU M.' 100.' 107.1 IIU m. 140 4 1M. 4U 41.0 52.0 >1.0 ~.o 61.0 !!! n.e .2.0 •. 0 M.O 100.' 10/.0 IIIS me 1395 15U
." \.01 1.01 1.02 1.13 1.01 I.OS \.11 1.11 1.111 I.DI 1.10 UI 1.12 1.1l UI U7
4.1.4 46.1 50.9 5U 101 SU 1U /5.1 11.' .U .2.1 !II' lOS.' 1Il1 120.' 1.4 1514 4U 44.1 11.1 ~1.1 SU 13.1 U.I 731 11.1 .U 102 ".1 IUI 1It.1 111.2 IlSl ISU 41.' 51.1 55.1 al. 1 IS.I 101 15.1 10.2 152 ,U t7.1 103 1 HU 111.1 In2 uU IU.l 41.3 SI.I 5U , ... & ... 11.1 76.1 11.1 •• " .. H' 104.' 11 ... I1U 121 1 le.., 1"' .• 41.5 SI.O SU , ... ,6.0 !!J. 71.0 .u .0 .!!.'- 'lO 104.1 111.0 111.5 !2!.!. 1435 113.1
.tI 1.00 1.01 1.02 l.os l.oc 1.01 1.01 1.07 1.01 1.01 1.11 1.11 1.12 l.\) 1.11 UI
42.1 45.6 456 ~.s 5" 54.6 6'-' 14.1 191 IH , ... !l.' IN.I 1121 JIU 117.1 1512 46.5 500 54.0 SU 64.0 59.0 14.0 71.0 14.0 50 96.\ 102.1 10'.1.1 IIU 124\ 1411 \SU 45.1 49.1 SJ.I SI.I 63.1 61.1 111 11.1 13.1 n.I !S.I 101.1 101.\ IIU Inl 140 I 110' i
'"
t.JI 11.1 15.0 ,"' .. 10. Utl 11.0 . 141 Zl.1 I (,)1) 11 J 500 14.1 .............. 15.0 11.0 11.5 ü.r
1.42 IU 21.2 2 \IIfo lO. .. .... ".1 US 5" 21.1 4. n.2 ............................ ... .J.~~ .!.~. 131. '.!,,~!6a .~2!4. H.c~ ... !I! ~!:!_ .~_ 1~1. _ .4.~_ ~2.~. .:.::::.:.: ""-"- !!:! .11.' .!~.! 22.J N.I
M·l ... lbC .. r«I .... r.dw-~ .... .M JI JI JI .te JI ,tJ :~.!.
tl.4 24.4 21.4 30 .• JJ.' J7.S 41.5 46.S 51.5 5U 61' 11.5 ru n.5 .U .U .., 1011 nu 129 • \t" 21.1 3U JU JI.J 41.3 44.1 41.3 5" 51.3 U.J ".J 123 " .. .U ~ 14.4 180.4 111.4 114.1 In .• u ... 15"
UI 146 141 ... , t.41
UI U 1.5 'I.J U
14.1 101 10.' 15.1 11.1
llllrolo. 2l1li.'. 2l1li ... "1M. In. 2 ..... llIto
-;;:- f-:o:- -IISI 27.. .. !G.I 104 IU 4ft U.O ...•............ IU 11.1 tU U.I 11" 11.2 7" 11.4 HI .n m • OJ 11.1 14.1 11.3 u.. 21.1 u.. 1U 21.1 "" 111 7" 11.5 HI 10.1 m "t 11.4 IU IU 11.0 n o 1U 25.S 21.1 1199 1U 1t5 tU HI 11.1 m 14.0 ....•.. .•.. •... 15.5 11.5 20.0 n.s lito tu .I~ . ..!!:~ .. ~. I~L. 46!. I!.! .~; ~~. !'.~ 11~ .~~ 20:1 ~5 ~
A .. ·l ... llreorr .. II • ..r.dor..... .11 J4 .as .. .a~...:!!... JI
,JI .M .M •• JI .. .tt 1.0. \.ti I.a 1.., 1 ... \.15 1.01 1.11 1.11 IJI U • U. UI J.n UI ur . JU 21.. JI,) 34.3 Vol 40.3 43.. 47.3 5U 5I.J ,1.3 ,U 11.3 11.1 .U ".J .U ~U 100 1IJ1 I1U \lit I~'
JI.J D.' JI.J JI.' IU 45.3 U. SI.' SU ,1.3 55.J 1I.J 11.1 .1.1 .. , tU tU 10U I1U 111.1 IZU UJl 1131 JO.5 33.0 as JI.~ 11.5 44.1 41.0 SU $S5 IU ,U ".S 15.5 .0.5 .U ,1.5 II.S IIU IIU 11 .. IlU 14J.. 1631 :tu 21.5 30.0 SU 31.1 JI.I .U ... 1 50.1 55.1 10.1 15.1 10.1 "1 10.1 .. 1 tU H.I IOS.l 111.5 120.1 111.1 IV.i
:~:! ~~. !!:!. ~ !:1!!~~~ ~!. !:!.¡!.:!. ~!. ":~ ~ !!! !;5 !-}_~:!.. ~!I~ UH. ~l!:' ~.!. !~.l.. ~.tI~ .. JlM.tI~WWW~~~ww~~~ww~~
... '..-I.Ior .... CIIIIeIIj.I ...... "., 111 11 ......... lisliop • MlJ04 •.. 1 .......... ' ..... !I DHiP"'-IIer ... NIIIIiIrI""., ...... .,.".J,IIIt. ._ .. X=,'tnrCtl ... I' .. ,.,.JD.5.C ....... 1II'11tII
t 1 ..... tI .... _ .. , ... nUt. I • ror ,be ... ",,\II ._ .... "' ...... , "" ....... Ora lit t. • ....... , sInW ........... Irnlll\lllll .... laIrt tIf .... ti
• 111'..... ..... .... ..., X A ..... \.IooIlII CIIrrtcIreo r .... CIIr"'" Ir! .... ... a .... 'ÍI_ HItcIfoI). M4 tlO la 1 .. If ..... .....w., .................. DnlII/t# + eor,tdMIIP, ....
TMIt 1, , ... JD.JI . ..'..,., ..... ..-. • Eaa,,'._ i* I DODGE-78. Po_r Tranami88ion, USA., 1978, p. 30-16 Y 30-17

6.4.4.1 Tamafto de correa
Ut ilizando las columnas de la derecha de la Tabla 29 y con una
longitud entre centros de 57 1/811 (57.12511), se encuentra el tamaflo
de la correa:
Nominaci6n de la correa: 5V-1600
Factor de correci6n de arco y longitud = 1.03
6.4.4.2 Número de Correas
Para determinar el número de correas necesarias se multiplican los
H.P. por correa por el factor de correcci6n de arco y longitud,
hallado en la misma Tabla 29. Esto dá el caballaje real 6 c9rregido
por correa. Finalmente se divide H.P. de diseflo por H.P corregido
por correa, y se determina de esta manera el número de correas
necesarias:
H.P por correa (corregido) = H.P (por correa) x Factor correcci6n
H.P por correa (corregido) = 28.9 x 1.03 = 29.76
H.P (d) Número de correas = -------
H.P corregido =
162.5
29.76
- 110 -
= 5.46

Número de correas = 6
Se usarán entonces en el sistema de transmisi6n motor-mezclador, los
siguientes elementos:
Polea motriz: 13.2" diámetro exterior x 6 ranuras
Polea conducida: 15" diámetro exterior x 6 ranuras
Correas: 6 correas en "V" tipo 5V-1600
Relaci6n de velocidad: i = 1.21
- 111 -

7. SUMINISTRO DE OXIGENO AL MEZCLADOR
El suministro de oxígeno al sistema se hará mediante la utilización
de una Estaci6n Vertical instalada en terrenos de PROPAL por la
finna INDUGAS, donde será ahnacenado en fonna líquida a bajas
temperaturas para ser inyectado en fonna gaseosa y a una presión
predetenninada, al mezc lador.
La estaci6n está provista de dos tanques conectados en paralelo;
cada tanque consta de un tanque interno de acero inoxidable de 525
galones de capacidad empotrado en un recipiente exterior cerrado, de
acero al carbono. Entre estos dos recipientos, interno y externo,
existe un aislamiento al vacío consistente en capas múltiples para
asegurar mucho tiempo de retención.
El manejo de la estación es totalmente automático con los sistemas
de regulación de la unidad ajustados par mantener fluj o y presión
pre-establecidos hacia la tubería que va al mezclador.
- 112 -
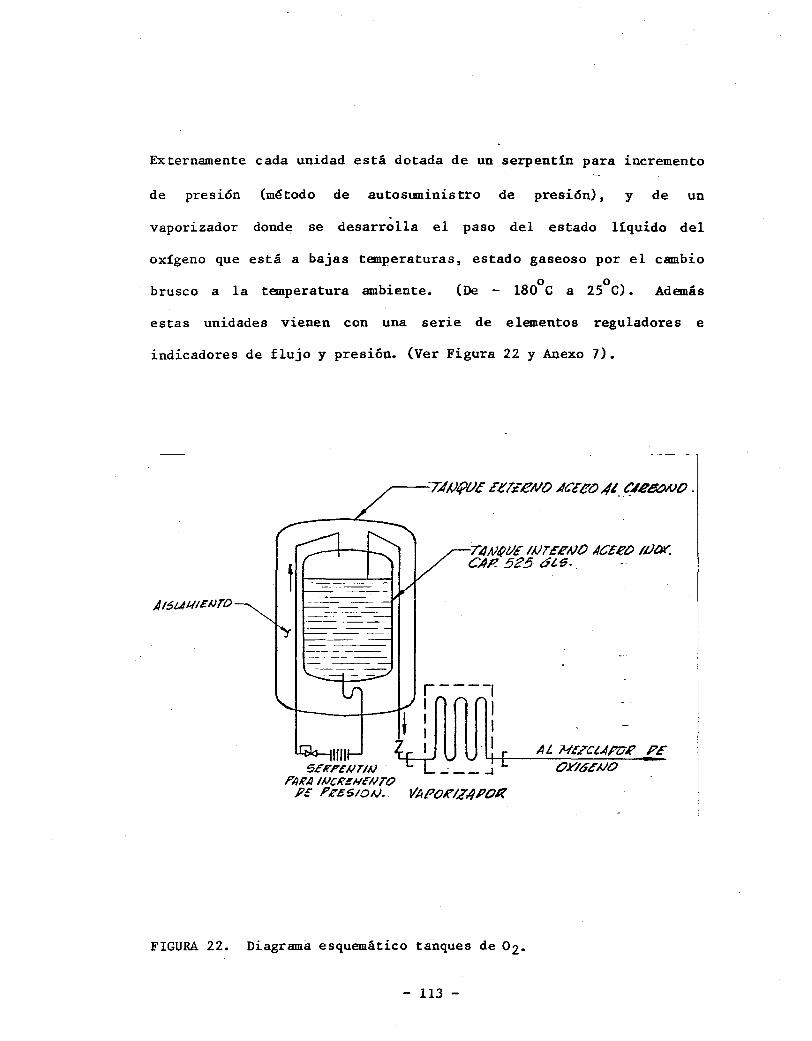
Externamente cada unidad está dotada de un serpentin para incremento
de presi6n (método de autostminis tro de presi6n) , y de un
vaporizador donde se desarrolla el paso del estado líquido del
oxígeno que está a bajas temperaturas, estado gaseoso por el cambio
brusco a la temperatura ambiente. (De - 1800 e a 25
0 e) . Además
estas unidades vienen con una serie de elementos reguladores e
indicadores de flujo y presi6n. (Ver Figura 22 y Anexo 7).
t
111/ 5EKPEI./TIIJ
I'IIRA II./CR!!HEN ro PE }'~E510JJ.
T4AJ~I/E IIJTERAlO 4CERt) /J}lJk'. CAP. 526 6/.5 ..
r----' I I I I : I AL ME.?CUPl7R PE
VAPOR/ZAPO/{
FIGURA 22. Diagrama esquemático tanques de 02.
- 113 -
8. ro NCLUSIONES
Los principales beneficios obtenidos con este proyecto son:
Reducci6n en costos de operaci6n por disminuci6n de químicos en
el proceso.
Incremento en la calidad de Pulpa Blanqueada.
Reducci6n en la contaminaci6n de las aguas dado que pennite
mayor sustituci6n de cloro por di6xido de Cloro.
No produce ningún efecto negativo en las propiedades de la Pulpa.
La aplicaci6n de esta nueva tecnología al proceso de blanqueo es
sencilla y muy eficiente, además de canprobarse que el oxígeno
ataca en menor grado a la celulosa garantizando de esta manera
una fibra de mejor calidad.
- 114 -

GIDSARIO
AB RAS ION: Desgaste por fricci6n de los elementos en contacto con la
con pulpa.
BLANCURA: (Brightness): Medida de la reflexi6n de la luz en la
pulpa, comparada a un 6xido de magnesio.
CELUIDSA: Principal constituyente qufmico de las fibras útiles para
la fabricaci6n de pulpa y papel. A mayor porcentaje de
celulosa, mayor pureza de pulpa.
CONSISTENCIA: Peso en gramos de
3
la pulpa seca contenida en 100
cm de suspensi6n de pulpa en agua. Es la medida de
concentraci6n de la pulpa en una suspensi6n.
CORROSION: Desgaste por acci6n qufmica.
LIGNINA: Sustancia que actúa a manera de cemento, uniendo las
fibras en el bagazo.
- 115 -

BrnLIDGMFU
AGMA-FALK, Shaft and Flange Mounted Drives,
Milwaukee, Wisconsin, August 1960.
Bulletin 7100,
BARAHDNA, Abel y BARAHDNA Francisco.
científicos. Bogotá, 1982.
Metodología de Trabajos
CAMERON HYDRAULIC DATA, Ingersoll Rand Pub1ication.
CHRISTIAN. Handbook of screw conveyor Engineering Data.
Publication SCE-61. San Francisco, California.
CRANE, F10w of Fluids through valves, fittings and pipe. Technical
Paper Number 410. New York, USA.
DODGE-78, Power Transmission, USA, 1978
ERASMO, Ambrosio. Principios y Práctica Industrial de Flujo y
F1uídos de bambas. Cali, 1982.
- 116 -

FALK, Industrial Power Transmission Products. Catalog SPC-78,
Milwaukee, Wisconsin.
FERNANDEZ, Claudio. Correas en V;
Universidad del Valle.
GOOD-YEAR, Correas Industriales en V.
Good-Year de Colombia.
Selecci6n y Mantenimiento.
Catálogo publicado por
INCONTEC-ICFES, Normas Colombianas para la Presentaci6n de Tésis
de Grado. Bogotá, 1979.
INGERSOLL RAND, Mezcladores IMPOO. Nashua, N.H. USA.
JEFFREY, Spiral Conveyors Catalogo
LINK-BELT. Power Transmission Products, USA, 1959.
NAVOO, Piping Datalog. Edition 10, revision 1974. Pittsburg, P. A.
USA.
REXNORD, Transmission and Conveying Catalogo
SEAL MASTER, Ball Bearing Units. Catalog 164, 1964.
- 117 -

WARREN, High Density Stock Pukmps, Guide for Se1ecting.
Massachussetts, USA.
- 118 -

~. .h '. - . .. ~.
A N E X O S

. !
I .
.
l' .:
ANEJO 3. CALmRES DE LAMINA DE ACEBO INOXIDABLE PARA FABRICACION DE TUBEBIAS*
PIPE SlcE, OUTSIDE CM ' VlALL SCH~DULE GAGE (aNCHES) CINCHES) CINCHES) NUM8ER .; 1/2 . .840 .083 10
r -3/4 LOSO ' .083 10 -. I " 1.315 .109 10 12 .
1,1/2 1.900 .109 10 12
2 2.375 .109 10 12
2"1/2 2.875 .003 5 -3 3.500 . .083 5- -4. 4.500 .083 5 -
. .6 6.625 ' , .109 5, 12
B 8.625 .109 5: 12
10 10.750 .103 - 12
12 12.750 .109 - 12,
,,'14 14.000 ..• 125 " -. . " . . 11 16 IS.OOO .125 - 11 18 18.000 .125 - 1I
20 20.000 .140 - 10
·24 24.000 .140 - 10
~ 30 30.000 .1875 - 7
36 36.000 .1975 - ' . 7 ,
. 42 42.000 .250 - 3 48 48.000 .250 - 3
, .. 'NOTE~:
L TH! ABOVE DOEsN'T APPl.Y TO THlCK. STOCK PUMP OISCHARGE TRAf4SITIONS • •• THE ABOVE OOESN'T APPl.Y TO f"AN PUMP SUeTlON SPOOL. SU SPEe. Z 52 . . l.lNSERTS FOR TI LE CHEST' SHALL BE FABRICATEO FROM SCHEDULE 10 PIPE.
--
4. STUB ENOS (12-ANO SMAÚ.ER' SHALL BE fA8AICATEO. FROM SCHEDULE 10 PiPe: ..
* INTERNATIONAL PAPER OOMPANY. Design Standard S-2062, USA, 1969.
- 121 -
.. ,¡
.~ .j
,',

ANEX> 4. SECCIDN TIPICA DE REDUC'lORES FALK* '-, .
Available for
* FALK. Shaft Mounted Drives, Bulletin 7100, Wisconsin, 1960, p. 4.
- 122 -

ANEJID 5. DIMENSIONES DEL REDUCTOR FALK 307-J24*
UIaT I D 1121 , • r
I • SG7J ~ • 3 4K 3M. USJ mi ~ '" 5M 3M. 20IJ 14% ~ 41~ 6H ~ 2G7J .17 .~ ~ 7K 4% 2W_ 1~ 7 &lA '* 5
- ~S07J 21 '* ~ 10% 5
UII1T 1121
04 . 11 S T UAA
st7J U6 .~ " ~ 1M. SUJ ni 5K 1 aH 1'" 2DJ 1" 6 1" 10 ~ 2fIIJ m ~ 1,. mi 11M.
! ~ 2'Ao 1% 1,. 13\4 liMo ! "IfI7J. ~ 10 2M ~ ~ -"
* Ibid., p. 2.
.. .'
Sizes 101J through l01J, single and douhle reduction . NORMAL OPERATING POSITIONS OF REDUCER IASED ON CLOCK LOCATlON OF INPUT SHAfT*
"'.olion. ot ñght show .olor 12
--.el 10 that beIt !MIlI la ~ 900 t- !he eelile,lille of !he anit. lo giwe .osi eftec:tM fíe o ...:.,..
roct ocIioft lo. beIt odjvstMent P. @l _ ",place_lit. ~. __ ~ •. lar _y be ___ In CIIIY g . ~nt positioA. o • o 3
~tJ e
TI! 100 LOCATlONS FOI VAllOUS MOUNTING I'OSITIONS
........ OIII~INCHD
, " • • J A le ·L •• C) '" ..... .,. MiL ..... ..... ~ ~ 21 t1 " '* ~ } 1 ZK 5K • ij 5K 7 21 t1 " aH ~ 5K 1 3\4 6 ~ 1M. 1M 7K 24 311 " 9 " ~ 1~ • 6H ~ I~
~. 9 24 30 " I " ~ l~ 4~ .. ,. 11~ ,. ~ l~ t1 33 K 10% " 7Ji 1~ 5 ~ _mi 1~
10 12% t1 33 K 1I)Ih ~ '* 1~ 5 9 14% l~
........ ...... .... WeIgIm-a Y W 1 y Z. fU KA
ac., Utl DI .ru..n4 J:IC
~ I~ Illi UIo 1~ .~ l~ ni 1'" " 2 M. 35 3Z ~ltIol~ 11M. Di 2M 1M. ni I~ * ni Mi 51 55 " 1" IlH ~ :1 ni U6 :1 1M. JI. 3 Mi 11 11 "1"13\6 ~. 316 Z,. 1~ 3 1M. JIo ~ :- _.121 uz· ~ I~ 1m 21M. 4 . 3H 1~ 3H 1M. ,.. • 185 ~ ij I ~h4 3. 4~ :!Ji l~ 3Ji lJií ,.. 4!oi % 3U m
.
- 123 -

t) ...
ANEx> 6. DIMENSIONES DEL MEZCLADOR DE OXIGENO*
.... ,,,'"
~ .. tubo de _><i6n . aJt.natlv. pan productol qulmlcDl (2 • cada Iadol .
,
;.
DIItUICIa ~ panla cubierta
~ I de cojIneteI
+-1 n 11 1118 -J
MEZCLADOR HI-SHEARMR SERIE 600
.,
* IMPOO - INGERSOLL RAND. Mezclador Hi-Shear~ Folleto técnico 2-2-09/2-A, Na shua , N.H., USA, 1984, p. 5.
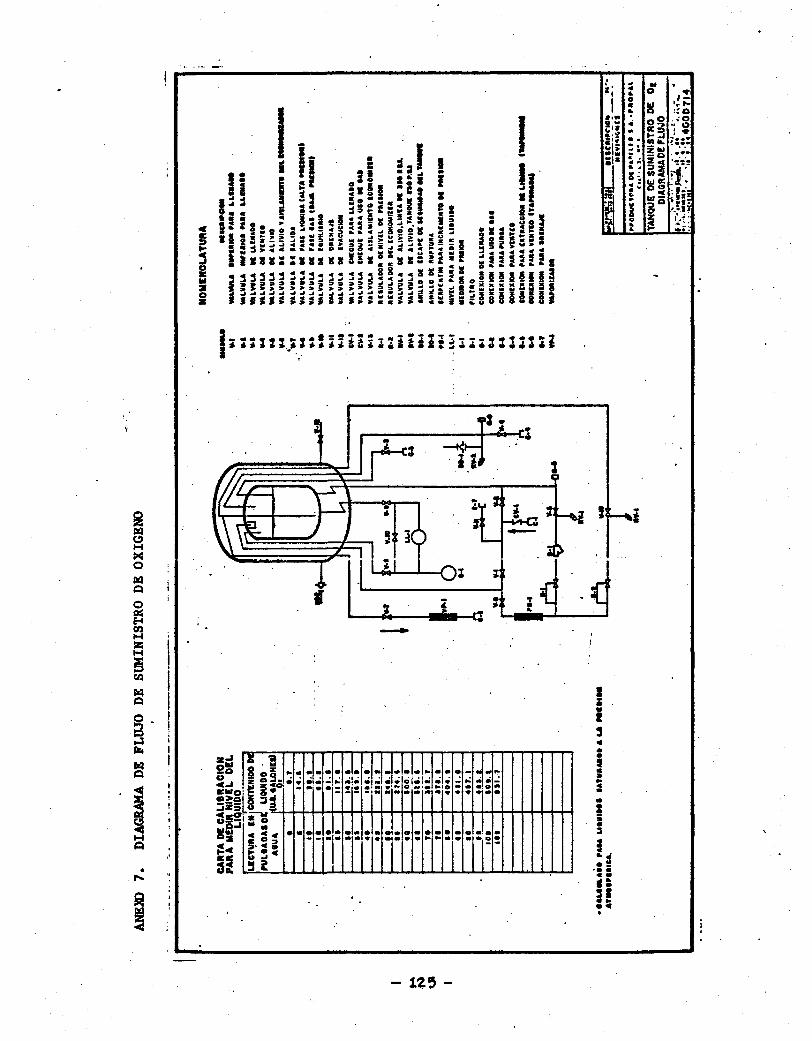
i ~
SI ~ o ~ ¡:::¡
o ~ ~ :z; .... !i CI.I
~ ¡:::¡
8" ..,:¡ ~
~ ¡:::¡
; ¡:::¡
• l'
;
1 ~··~·~~·O.=~¿:~7'¡:¡~¡3---~.1.O~' lO ,.,. .... " ... ", ~ ...... ",10 V .. e e" 11 iii I .. ~ " ...... lO" .. " S ,
•
-
z"" o" -Q o oC"" :~g :;z5 oC ¡o o -11"" j!oC
51
r'!} .'~I.I~ a OZ .. "!~ •• . ~I· 11~~ :I~ 0- I~,·~ z a9 ... •• a- ..: .. !- . ... • 1°1·1 • •• .;.,; .~
lB ~r -. •• :! : . .... .. o .'. ~IO ... 1::: -.... ........ " . ••
IZW ... a • C Ce lO. •• =]= . .. ••
i= •• •• •• :':1;; K a::t .... ... •• ~~ •• t'C. ·c
9~ i
- 1'Z' -
I ¡
i , • o • ~ • .. : • • • !I : ~
. i' ,1
I , ... ... .. '. ,,~
e'" ::1: :Ia
! :; . .. •• II~
!!
.. 4 .. o e ~ .. .. • ~ -. 4 .. " 4
l .. i .. ..
.. O • l-
~ '." :!C 00 ... 0
~ O a:'" ...3 "l .. -.. .... ~ •. ~. ~~ ....
1~:~ ~¡ 1!!~ :,: I~ ~!= .
i~1: ..
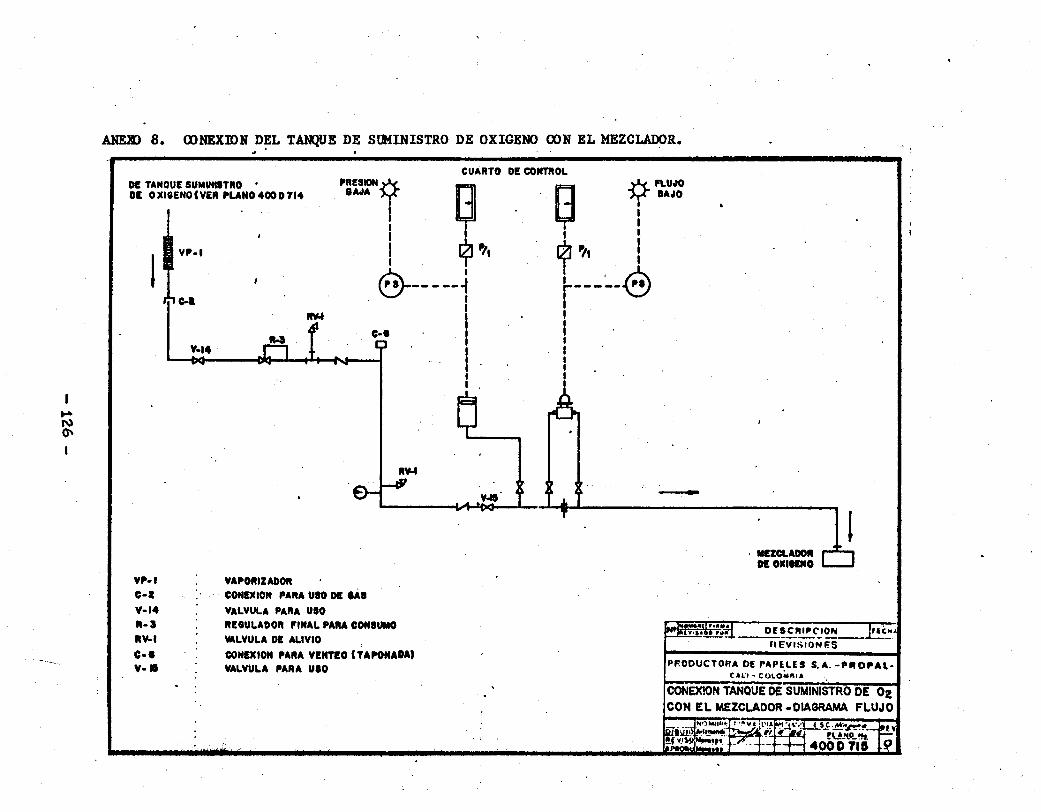
---_o
.... 1'\)
O'
ANEJD 8. OONEXIDN D~L TAHltJE DE SUMINISTRO DE OXIGENO CON EL MEZCLADOR.
•
CUARTO DE CONTROL DE TANQUE SUMIHIITRO DI OXI8ENO(Vift PUN0400D714
"'ESIOH~ 8..,. I ~
1 yp-,
I I
! ~" c-I
Y·14
VP.' C-I V-14 R-I "Yo, C- • y--
@------1 fI\I.I
C-.
ftY-I
VAPOltlZADOIt CONEXIOH PAItA uso DI ...
VALVULA 'ARA USO REGULADOR 'INAL 'AIlA CONSUMO _LVULA DE ALIVIO
COHIXIOH PARA VINTlO e TA.-cHAIA' YALVULA PARA UIO
I I I I
Y-IS
O .t1. fLUoK» 'T' "010
I
I ~ ~ ,. ! I ·6 r-----~ • , I I I I I I
-. MEZCLADOR
DE 0_ .... 0
1
. __ .::.o.:..r~E..ptl~C"..!ON I'I~" 11 E"VISIOH F.S
PRODUCTORA DE P"PE.LES S.A. -PIIO""I.c ..... , - COLO""'"
CONEX1ON TANQUE DE SUMINISTRO DE 02 CON EL MEZCLADOR -DIAGRAMA FLUJO