simulaciÓn de procesos quÍmicos btx
TRANSCRIPT
Álvaro Martínez Valiente
Ana Nieto Prado
Sandra Rodrigo Villanueva
Jesús Ruiz del Moral Banegas
SEPARACIÓN DE BTX
Simulación de Procesos Químicos Separación BTX
1
ÍNDICE
Página
1. Introducción……………………………………….….……..2
2. Objetivos…………………………………………….……….3
3. Base de cálculo……………………………………….……..4
4. Descripción del proceso y diagrama de flujo…….………...5
5. Simulación……………………………..……………………6
5.1 Aspen………………………...………………………….6
5.2 Hysys…………………………………………………….7
6. Comparación de resultados………………………………...9
7. Mejoras y recomendaciones………………………………..10
8. Bibliografía…………………………………………………10
Simulación de Procesos Químicos Separación BTX
2
1. INTRODUCCIÓN
Lo que en la industria petroquímica se conoce como hidrocarburos aromáticos, bajo
la denominación de fracción BTX, es un conjunto de moléculas que podríamos
considerar como derivados básicos de benceno y formado por benceno, tolueno, orto-
xileno, meta-xileno, para-xileno y etil-benceno.
Las mayores fuentes de obtención de BTX son: gasolinas del reformado catalítico,
gasolina de pirólisis provenientes de craqueo térmico y catalítico (FCC), subproductos
de la coquización del carbón y gasolina de platforming.
Actualmente, la petroquímica basada en naftas de petróleo aporta más del 96% de la
producción mundial de BTX.
Generalmente los BTX van acompañados de una fracción de no aromáticos, la cual hay
que separar de la fracción de BTX, los métodos de separación son los siguientes:
Destilación extractiva: en esta operación se utiliza un disolvente de aromáticos
no polar para evitar la formación de dos fases líquidas. Los principales solventes
extractores utilizados en la industria son anilina, furfural, nitrobenceno, fenol.
Alguno de los procesos basados en la destilación extractiva son el proceso Lurgi
y Toray.
Destilación azeotrópica: debido a que los compuestos aromáticos y los no
aromáticos pueden formar azeótropo, uno de los métodos de separación es la
destilación azeotrópica. En este caso se usa un disolvente polar, para aumentar la
volatilidad de los compuestos no aromáticos.
Extracción líquido-líquido: Esta es con mucha diferencia la técnica de
separación más extendida.
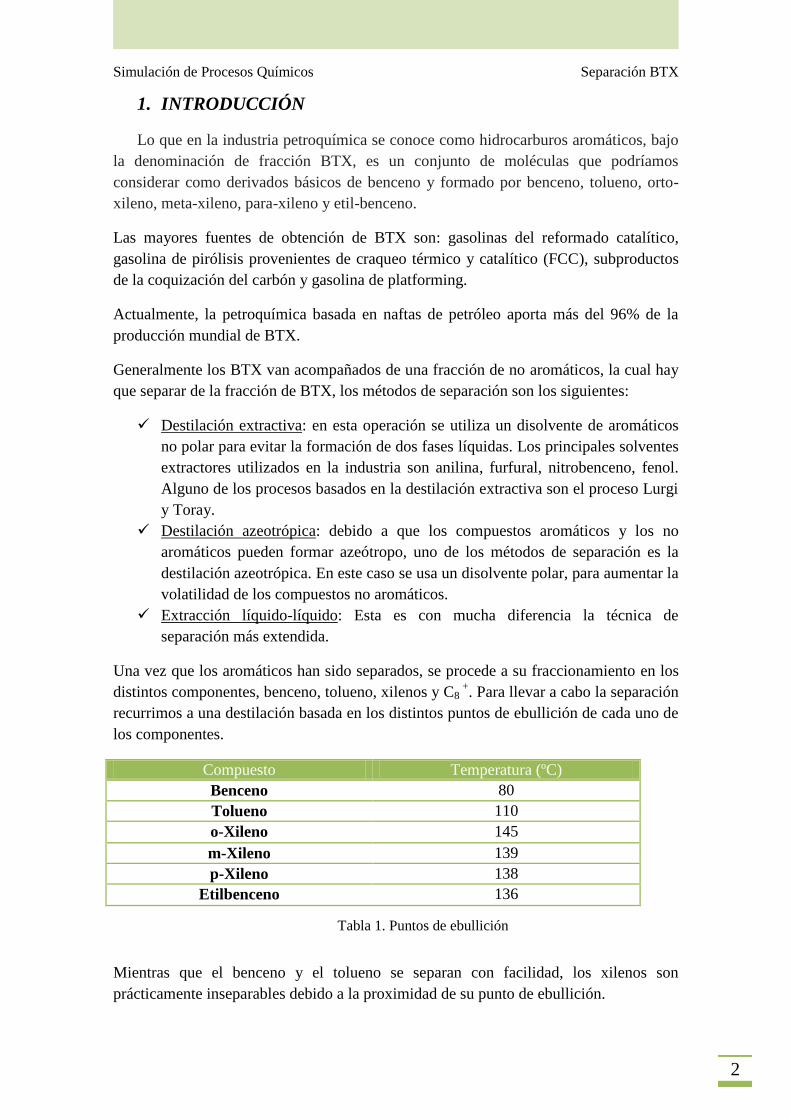
Una vez que los aromáticos han sido separados, se procede a su fraccionamiento en los
distintos componentes, benceno, tolueno, xilenos y C8 +. Para llevar a cabo la separación
recurrimos a una destilación basada en los distintos puntos de ebullición de cada uno de
los componentes.
Compuesto Temperatura (ºC)
Benceno 80
Tolueno 110
o-Xileno 145
m-Xileno 139
p-Xileno 138
Etilbenceno 136
Mientras que el benceno y el tolueno se separan con facilidad, los xilenos son
prácticamente inseparables debido a la proximidad de su punto de ebullición.
Tabla 1. Puntos de ebullición
Simulación de Procesos Químicos Separación BTX
3
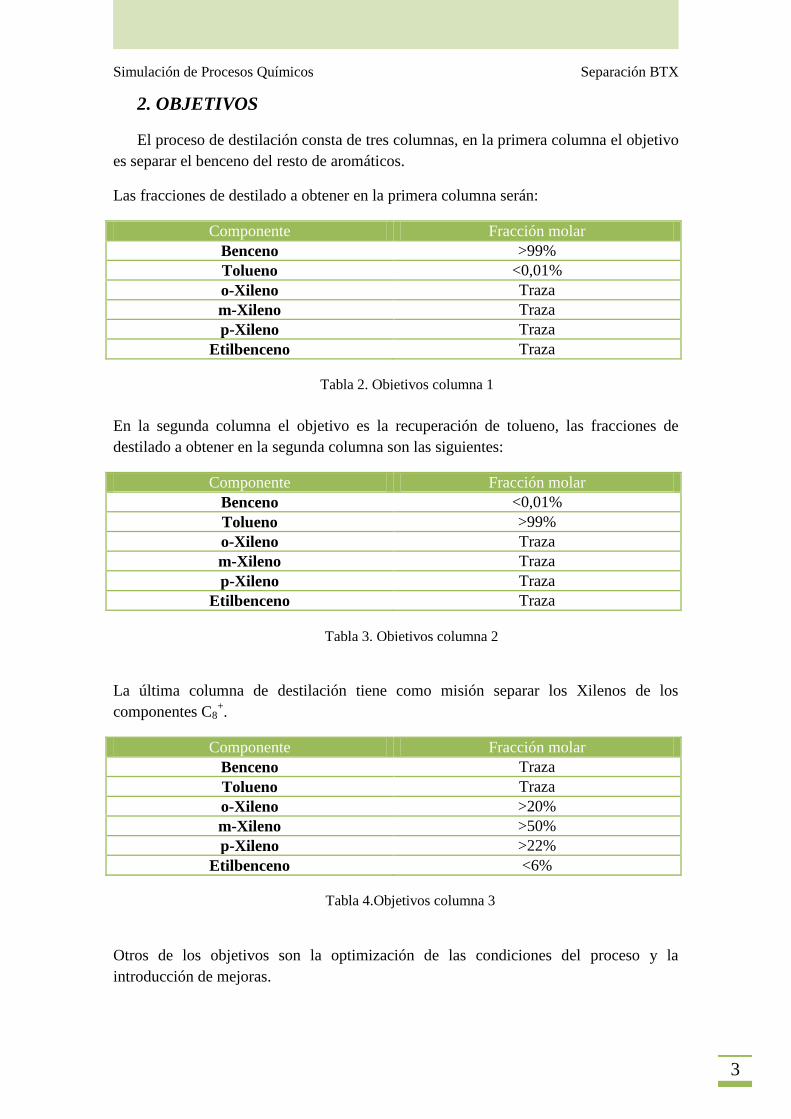
2. OBJETIVOS
El proceso de destilación consta de tres columnas, en la primera columna el objetivo
es separar el benceno del resto de aromáticos.
Las fracciones de destilado a obtener en la primera columna serán:
Componente Fracción molar
Benceno >99%
Tolueno <0,01%
o-Xileno Traza
m-Xileno Traza
p-Xileno Traza
Etilbenceno Traza
En la segunda columna el objetivo es la recuperación de tolueno, las fracciones de
destilado a obtener en la segunda columna son las siguientes:
Componente Fracción molar
Benceno <0,01%
Tolueno >99%
o-Xileno Traza
m-Xileno Traza
p-Xileno Traza
Etilbenceno Traza
La última columna de destilación tiene como misión separar los Xilenos de los
componentes C8+.
Componente Fracción molar
Benceno Traza
Tolueno Traza
o-Xileno >20%
m-Xileno >50%
p-Xileno >22%
Etilbenceno <6%
Otros de los objetivos son la optimización de las condiciones del proceso y la
introducción de mejoras.
Tabla 2. Objetivos columna 1
Tabla 3. Objetivos columna 2
Tabla 4.Objetivos columna 3
Simulación de Procesos Químicos Separación BTX
4
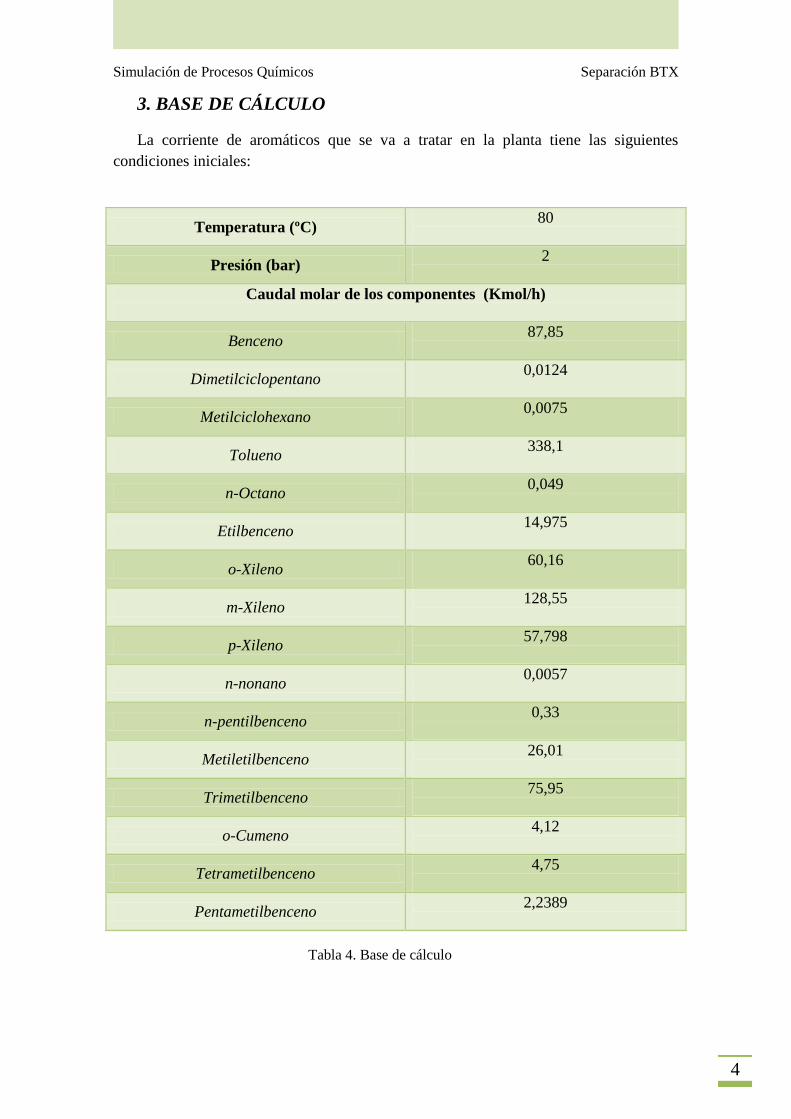
3. BASE DE CÁLCULO
La corriente de aromáticos que se va a tratar en la planta tiene las siguientes
condiciones iniciales:
Temperatura (ºC) 80
Presión (bar) 2
Caudal molar de los componentes (Kmol/h)
Benceno 87,85
Dimetilciclopentano 0,0124
Metilciclohexano 0,0075
Tolueno 338,1
n-Octano 0,049
Etilbenceno 14,975
o-Xileno 60,16
m-Xileno 128,55
p-Xileno 57,798
n-nonano 0,0057
n-pentilbenceno 0,33
Metiletilbenceno 26,01
Trimetilbenceno 75,95
o-Cumeno 4,12
Tetrametilbenceno 4,75
Pentametilbenceno 2,2389
Tabla 4. Base de cálculo
Simulación de Procesos Químicos Separación BTX
5
4. DESCRIPCIÓN DEL PROCESO Y DIAGRAMA DE FLUJO
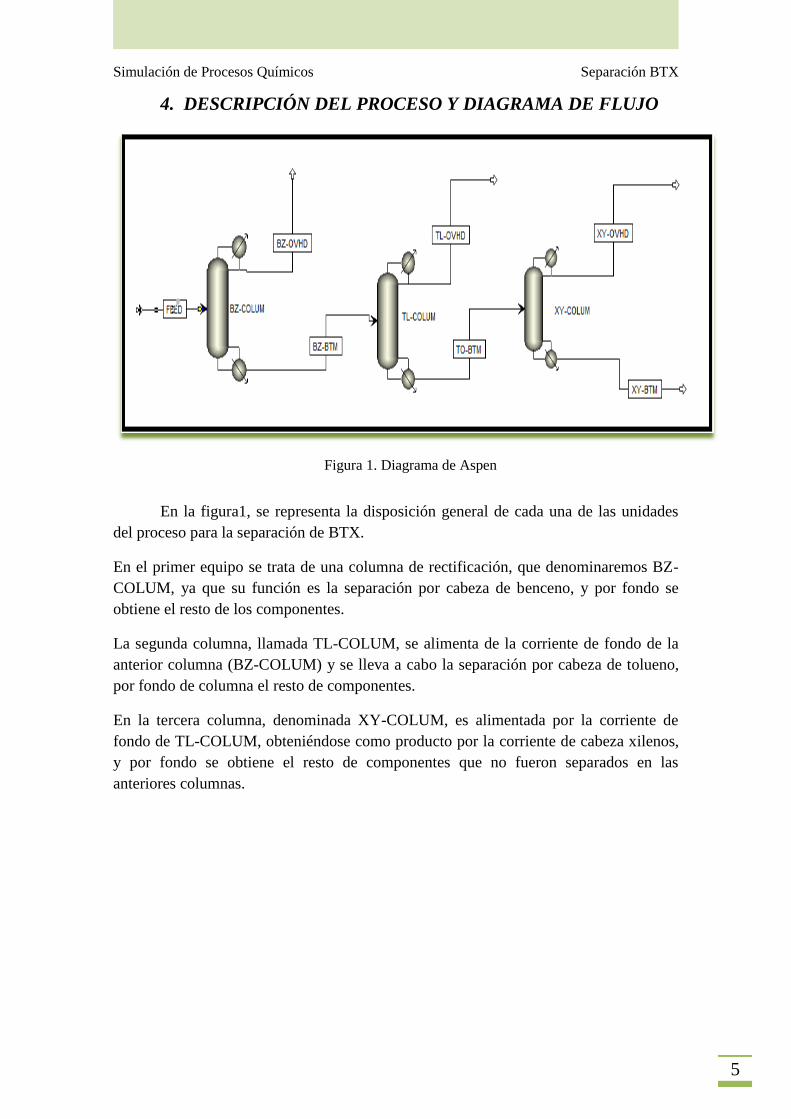
En la figura1, se representa la disposición general de cada una de las unidades
del proceso para la separación de BTX.
En el primer equipo se trata de una columna de rectificación, que denominaremos BZ-
COLUM, ya que su función es la separación por cabeza de benceno, y por fondo se
obtiene el resto de los componentes.
La segunda columna, llamada TL-COLUM, se alimenta de la corriente de fondo de la
anterior columna (BZ-COLUM) y se lleva a cabo la separación por cabeza de tolueno,
por fondo de columna el resto de componentes.
En la tercera columna, denominada XY-COLUM, es alimentada por la corriente de
fondo de TL-COLUM, obteniéndose como producto por la corriente de cabeza xilenos,
y por fondo se obtiene el resto de componentes que no fueron separados en las
anteriores columnas.
Figura 1. Diagrama de Aspen
Simulación de Procesos Químicos Separación BTX
6
5. SIMULACIÓN
5.1. Aspen
Una vez diseñado las columnas y corrientes de nuestra planta, incluimos todos
los componentes de la corriente que vamos a tratar y elegimos el paquete
termodinámico para la resolución de la simulación, en este caso Peng-Robinson.
A continuación, se introduce la temperatura, presión y los diferentes caudales de todos
los componentes, para la corriente de alimento de nuestra planta.
Después, pasamos a la simulación de la primera columna de rectificación (BZ-
COLUM). Se introduce en número de pisos (66), seleccionamos el condensador total,
caudal de destilado (86,97 kmol/h) y caudal de reflujo (571,2 kmol/h). Luego, se
introduce en número de piso de alimento (33) y perfil de presiones de la columna
(cabeza de columna 2 bar, fondo de columna 3 bar). Para el resto de columna
realizaremos lo mismo, cambiando los datos, los cuales se muestras en la tabla1:
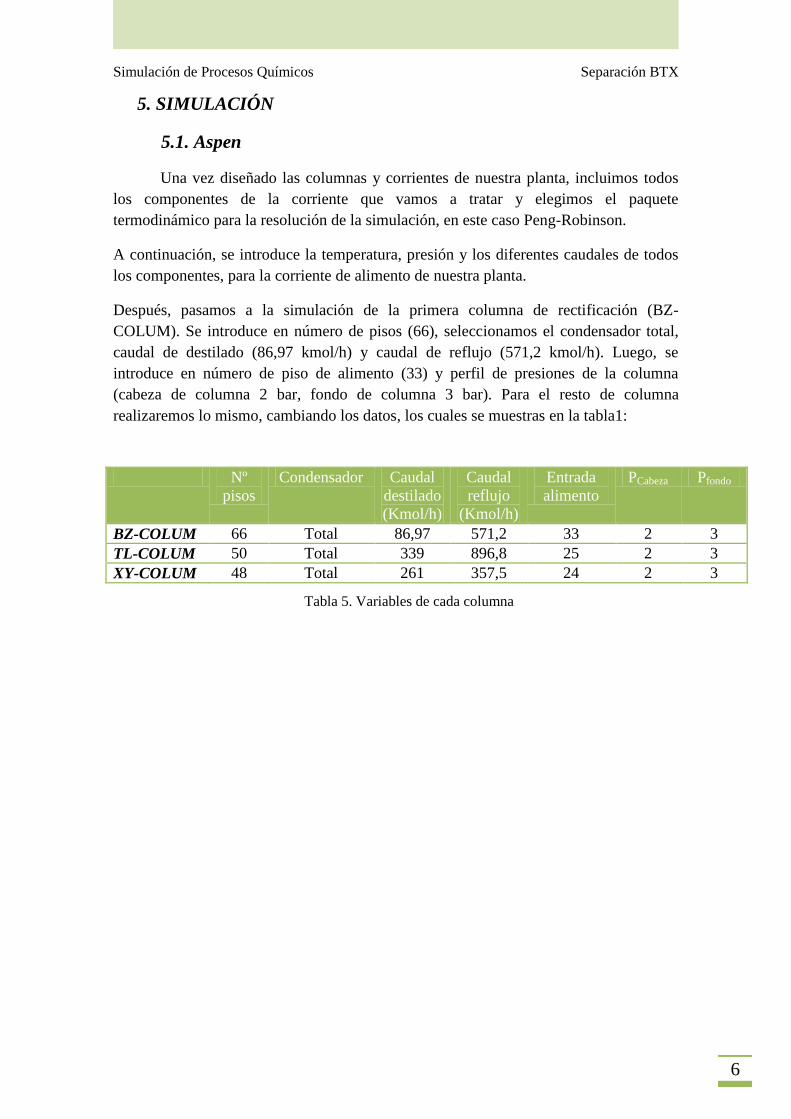
Nº
pisos
Condensador Caudal
destilado
(Kmol/h)
Caudal
reflujo
(Kmol/h)
Entrada
alimento
PCabeza Pfondo
BZ-COLUM 66 Total 86,97 571,2 33 2 3
TL-COLUM 50 Total 339 896,8 25 2 3
XY-COLUM 48 Total 261 357,5 24 2 3
Tabla 5. Variables de cada columna
Simulación de Procesos Químicos Separación BTX
7
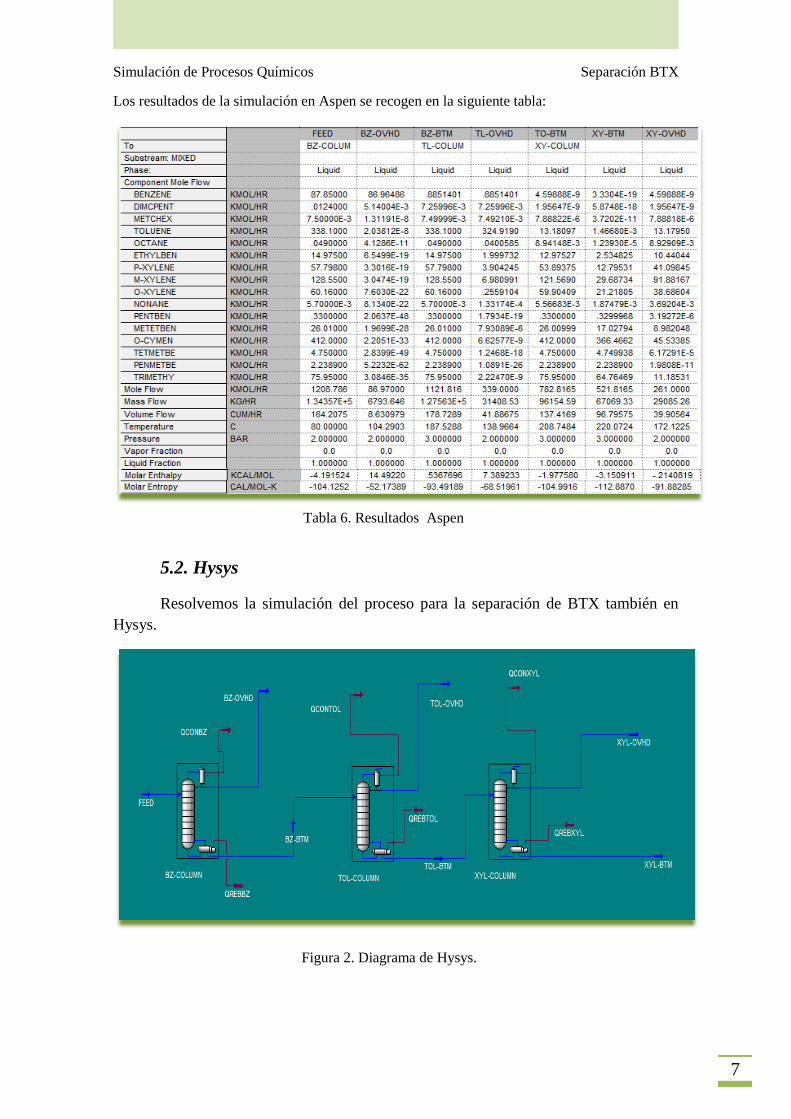
Los resultados de la simulación en Aspen se recogen en la siguiente tabla:
5.2. Hysys
Resolvemos la simulación del proceso para la separación de BTX también en
Hysys.
Figura 2. Diagrama de Hysys.
Tabla 6. Resultados Aspen
Simulación de Procesos Químicos Separación BTX
8
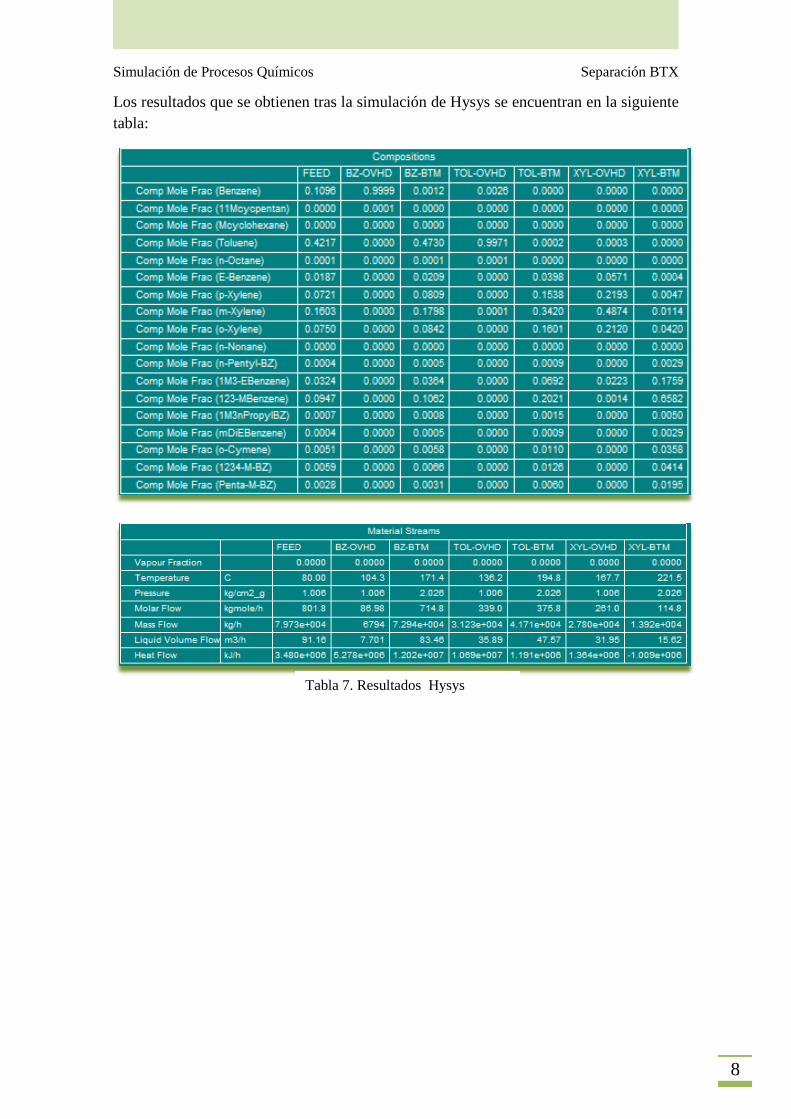
Los resultados que se obtienen tras la simulación de Hysys se encuentran en la siguiente
tabla:
Tabla 7. Resultados Hysys
Simulación de Procesos Químicos Separación BTX
9
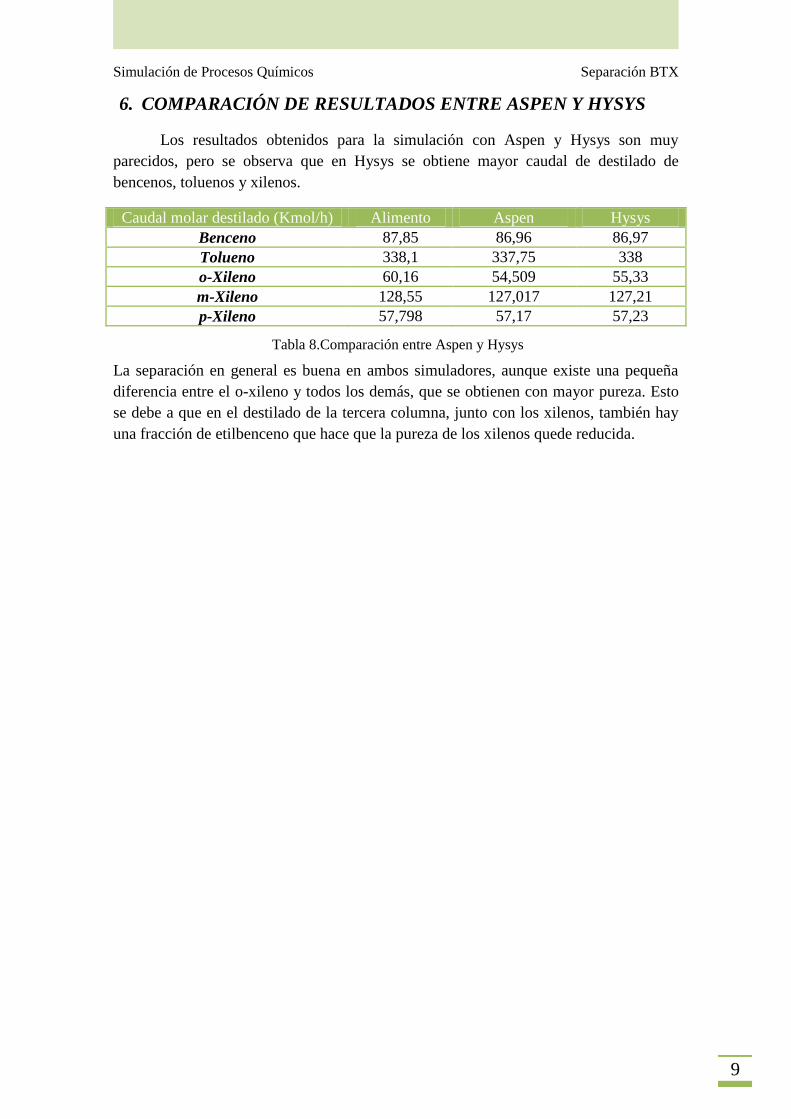
6. COMPARACIÓN DE RESULTADOS ENTRE ASPEN Y HYSYS
Los resultados obtenidos para la simulación con Aspen y Hysys son muy
parecidos, pero se observa que en Hysys se obtiene mayor caudal de destilado de
bencenos, toluenos y xilenos.
Caudal molar destilado (Kmol/h) Alimento Aspen Hysys
Benceno 87,85 86,96 86,97
Tolueno 338,1 337,75 338
o-Xileno 60,16 54,509 55,33
m-Xileno 128,55 127,017 127,21
p-Xileno 57,798 57,17 57,23
La separación en general es buena en ambos simuladores, aunque existe una pequeña
diferencia entre el o-xileno y todos los demás, que se obtienen con mayor pureza. Esto
se debe a que en el destilado de la tercera columna, junto con los xilenos, también hay
una fracción de etilbenceno que hace que la pureza de los xilenos quede reducida.
Tabla 8.Comparación entre Aspen y Hysys
Simulación de Procesos Químicos Separación BTX
10
7. RECOMENDACIONES Y MEJORAS
Una de las mejoras que se podrían aplicar al proceso, viene relacionada con
obtener un mayor porcentaje de benceno, ya que es el hidrocarburo aromático más
valioso. La mejora consiste en producir benceno a partir de la corriente obtenida de
tolueno. Existen dos procesos:
Proceso de dealquilación: se basa en producir benceno y metano a partir de
tolueno, este proceso puede hacerse mediante vía térmica o catalítica
obteniéndose con este último una mayor selectividad. Algunos de los procesos
industriales son los de Mitsubishi, Gulf y Exxon.
Proceso de desproporcionación: se basa en producir benceno y p-xileno a partir
de tolueno, este proceso mejora al anterior ya que es preferible la obtención del
p-xileno a la de metano, debido a que el p-xileno tiene un creciente interés en la
actualidad.
Otra de las mejoras que puede introducirse en el proceso está relacionada con la
separación de los isómeros de xileno obtenidos en la última columna. Esta separación
puede realizarse mediante un proceso de cristalización o bien mediante una adsorción
(proceso PAREX).
Además puede aumentarse la producción de p-xileno mediante isomerización de m-
xileno u otros. Existen tres tipos de isomerización, diferenciadas por el catalizador
empleado y por las condiciones de operación:
Isomerización hidrocatalítica con catalizadores de Pt/Al2O3.SiO2 en presencia de
hidrógeno.
Isomerización en condiciones de craqueo sobre Al2O3.SiO2.
Isomerización por Friedel-Crafts en fase líquida con HF.F3B.
También se puede obtener p-xileno a partir de etilbenceno según una reacción de
octafinación mediante el proceso Atlantic/Engelhard, que consiste en una previa
hidrogenación de etilbenceno para dar etilciclohexano, el cual es isomerizado
posteriormente para obtener una mezcla de o-, m- y p-xileno.

Simulación de Procesos Químicos Separación BTX
11
8. BIBLIOGRAFÍA
Young Han Kim, Dae Woong Choi, Kyu-Suk Hwang. 2003. “Industrial Application of an
Extended Fully Thermally Coupled Distillation Column
to BTX Separation in a Naphtha Reforming Plant”. Korean J. Chem. Eng., 20 (4), 755-761.
Robert A. Meyers. “Handbook of Petroleum Refining Processes”. McGraw-Hill
HANDBOOKS. Third edition.
James H. Gary, Glenn E. Handwerk. 2001. “Petroleum Refining technology and economics”.
Fourth Edition, Marcel Dekker Inc. 303-312