sep dgeti selt...sep seit ’ dgeti centro nacional de actualización docente av. ertanislao ramlrez...
TRANSCRIPT

SEP DGETI SElT
CENTRO NACIONAL DE ACTUALIZACIÓN DOCENTE EN MECATRÓNICA
CNAD-Cenidet
TRABAJO RECEPCIONAL
CÉLULA MECATR~NICA DIDÁCTICA (CMD)
Prototipo Mecatrónico
Que Presentan: Para obtener el reconocimiento de especialista en Ingeniería Mecatrónica
SUBESPECIALIDAD MAQUINAS: SUBESPECIALIDAD CONTROL:
Ing. Juan Manuel Rivera Galicia Ing. José Pérez Cruz
ASESORES:
Diciembre 2000
SEP SEIT ’ DGETI Centro Nacional de Actualización Docente Av. Ertanislao Ramlrez dn csq. Mar de las lluvias
Mecauónica CT 09FMW001Q
Col. Selene Delegaci6n :nahuac Tel. Fax 841 I4 31 841 I4 32
C.P. 12430
México, D.F. a 4 de diciembre del 2001
Asunto: Autorización de Impresión del Trabajo Recepcional
C.C Juan Manuel Rivera Galicia José Pérez Cruz Docentes en formación de la 2’. Generación P R E S E N T E S
Una vez que ha sido revisado el informe académico elaborado como trabajo recepcional del proyecto mecatrónico titulado “Célula Mecatrónica Didáctica”, por los asesores de las tres áreas y al no encontrar errores en los aspectos técnicos, en la estructura de contenidos y ,en la redacción de cada uno de los apartados que lo integran, se ha determinado que el informe cumple con los aspectos necesarios para que pueda imprimirse de forma definitiva.
A T E N T A M E N T E
ASESORES
- Área de Máquinas
(J$ Lic. Xochitl González Ramírez
Área de Pedagogía
INTROD cció
c<:,&<:Ev,DLT mPLc,.,uD.,” E\-,racs,Enji rrrc,irR0s,G
íNDlCE Página
5 , , , . , . . . . . , , . . . . , , , , , . . . . . , . , . . . . . . , . , . . . . , , , , . . . . . . . , , , . . . . . . . . . . . . . . , , , . . . . . . . . . . . . . . .
CAPíTULO 1 DISEÑO Y SELECCIÓN DEL SISTEMA DE CONTROL ....._. ......... ..._...... ...................................
1.1.
1.2. 1.3. 1.4. 1.5. 1.6. 1.7. 1.8.
Censores .................................. 1 .I .l. Módulo de taladrado .........._.. 1.1 2. Módulo de almacenes ............................. ......_.......... .. 1 .I .3. Módulo de brazo.. ............. .. I. 1.4. Módulo de banda transporta 1 .I 5. Módulo de alimentación de lnterfaz de entradas para adecu Control manual: ... Control por PLC.. Control por PC ............................ lnterfaz de salidas’para controi lnterfaz de potencia para actuadores ..................... Actuadores .................................. 1.8.1. Módulo de brazo ... . . . . . . . . . . . . . . . . . . . . . . . . :. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.8.2. Módulo de taladrado ..................................................................... 1.8.3. Módulo de alimentación de piezas ........................................ 1.8.4. Módulo de banda transportadora ...........................................
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. <.................... . .... ...... .......................
........ <.. .........
6
7 7 7 7 8 8 9 10 10 10 1 1 1 1 13 13 14 15 15
CAPíTULO 2 DISEÑO MECÁNICO .................................................. 16
2.1. 2.2.
2.3.
2.4.
.................................................... ................................ .. e los elementos mecánicos .........................................
2.2.1. Descripción técnica de los módulos que integran la Célula
Cálculos de los elementos y mecanismos ........................................... 17 2.3.1. Módulo de brazo (momentos de inercia y torque) ............. 18 Descripción general de los procesos de fabricación para los elementos mecánicos ... ... ..... <.............<.... ........_.......... 26 2.4.1. Proceso de fabric ........................ .... <..... .................. 26
Mecatrónica Didáctica (CMD) ..... , . , . .. . , __. . . . . .. . ... . .. . .. . . . . . . . . . . . .....
2

Página
CAPiTULO 3 DESCRIPCIÓN Y APLICACIÓN DE LA CÉLULA MECATR~NICA DIDÁCTICA ...................................... 31
3.1, Descripción general de la Célula Mecatr 3.1 .I. Caractericticas de operación ._....._.... 3.1.2. Descripción de módulos que la inte
........ ..... ........ <..<
........ .... 3.1.3. Descripción del panel de control ......, Aplicación de la Célula Mecatrónica Didáctica ................ 3.2.1. Comprensión de operación y aplicación de sistemas mecánicos,
3.2.2. Aplicación en procesos manuales.. 3.2.3. Aplicación en simulación de procesos automatizados .................. 3.2.4. Practicar lenguajes de programación por PC ...............................
3.2.
eléctricos, electrónicos y de control como PLC y PC ..... ......................................
3.2.5. Programación de PLC .......................... .................. ....
31 31 32 36 37
37 38 38 38 38
CAPíTULO 4 INSTALACIÓN Y OPERACIÓN DE LA CMD ........... 39
4.1. Instalación ............................ ................................ .. .. <.... ... 4.1 .l. Precauciones ... 4.1 2. Conexiones ..................................
4.2.1. Función de cada uno de los interruptores del panel de control ...
4.3.1. Descripción del módulo de conectores para PLC del panel de control ..........................................................................................
4.3.2. Tablas de direcciones (particular para PLC marca omron, modelo sysmac CQMI) ..............................................................
4.3.3. Ejemplos básicos de programación por PLC ................................ 4.4. Operacion modo PC .................................................................................
4.4.1. Descripción de las terminales del conector para PC ..........._.__..... 4.4.2. Descripción de la tarjeta de interfaz entre la PC y la CMD .......... 4.4.3. Tabla de terminales, direcciones y bits de la tarjeta de interfaz ... 4.4.4. Ejemplos básicos de programación en lenguaje Qbasic ..............
. . . . , , . , , , . , . . . . . . . . . . . . . . . . . . . . . . . , , . . , . . . . . . . . , , . , . . . . . .
4.2. Operación modo manual ............................
4.3. Operación modo P i c ...............................................................
.I
39 39 40 41 41 43
43
44 45 47 47 48 48 50
3
Página
CONCLUSIONES Y SUGERENCIAS ...................................................... 54
BIBLIOGRAFIA .................................................................................................. 55
APÉNDICES.. ..................................................................................................... 56
1. Dibujos mecánicos ............. 2. Diagramas eléctricos y ele 3. Tabla de características té
4
Actualmente existen en la industria sistemas automáticos que sustituyen la mano del hombre, evitándole tareas que pueden poner en riesgo su integridad física y su salud.
La industria tiende a automatizarse sustituyendo sus sistemas tradicionales de control electromagnéticos por sistemas automatizados de estado sólido, que proporcionan ventajas tales como: manufactura flexible, mayor seguridad, óptima calidad, entrega oportuna y un bajo costo; puntos esenciales que ayudan a competir en el mercado.
Los sistemas mecatrónicos, integran principalmente las ramas de la Mecánica y la Electrónica, involucrando también a la Electricidad y las Ciencias Computacionales; es por eso que para su construcción, montaje, operación y mantenimiento se requiere de personal capacitado por lo que surge la gran necesidad de construir una Celula Mecatrónica Didáctica, que como objetivo Silva de prototipo en los planteles educativos de nivel medio superior y superior para que por medio de ella se facilite en gran medida el proceso de enseñanza- aprendizaje en los alumnos, sobre los conceptos mecatrónicos así como la simulación de procesos industriales manuales y automatizados.
La Célula Mecatrónica Didáctica, es un. prototipo mecatrónico que consta principalmente de los siguientes módulos: .brazo articulado, banda transportadora, identificador de materiales (metalicos, no metálicos, claros u obscuros), taladrado, almacenaje, mesa giratoria, y alimentador. Su operación puede ser en forma manual, programada por PLC, programada por PC o bien por un sistema mínimo de microprocesador.
Para su operación por PLC es necesario que éste contenga mínimo 24 entradas y 11 salidas disponibles que operen con voltajes del orden de 24 Voltios de c.d. y puede ser de cualquier marca; y para su operación por PC es necesario contar con una tarjeta de interfaz para slot ISA compatible con IBM.
El presente trabajo recepcional contiene cuatro capítulos que contienen su diseño, descripción, aplicación y operación de la CMD, as¡ como apéndices ilustrativos que ayudarán para su mantenimiento.
La Célula mecatrónica Didáctica es un prototipo mecatrónico que despertó el interés de contar con uno de ellos en los planteles y es por eso que a la fecha ya se está reproduciendo en mayor cantidad.
5
CA.4 O-CE,S,OEí RPECllUIll" Ev,xG~v,m., IIECITROWCI
CAPITULO 1 DISEÑO Y SELECCIÓN DEL SISTEMA DE CONTROL
- Interfaz de - salidas para lnterfaz de control de > potencia para actuadores actuadores
P
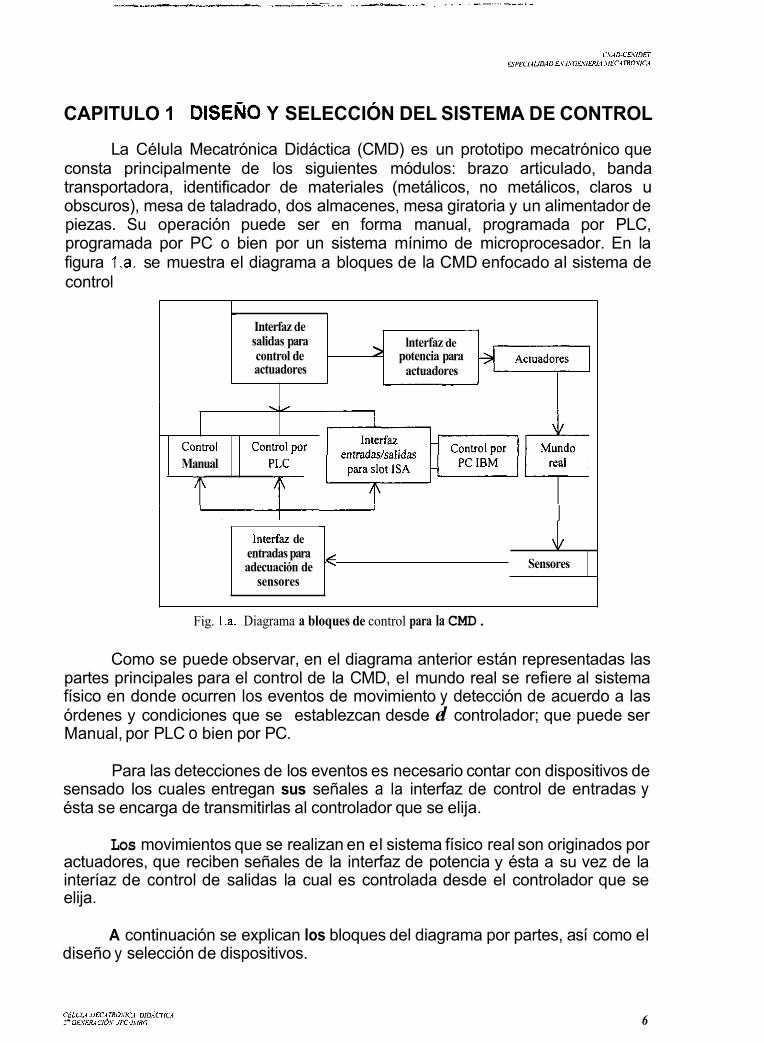
La Célula Mecatrónica Didáctica (CMD) es un prototipo mecatrónico que consta principalmente de los siguientes módulos: brazo articulado, banda transportadora, identificador de materiales (metálicos, no metálicos, claros u obscuros), mesa de taladrado, dos almacenes, mesa giratoria y un alimentador de piezas. Su operación puede ser en forma manual, programada por PLC, programada por PC o bien por un sistema mínimo de microprocesador. En la figura 1.a. se muestra el diagrama a bloques de la CMD enfocado al sistema de control
., Conml Manual
I I
Control por PLC
- lnteríaz de
entradas para adecuación de
sensores
Fig. 1.a. Diagrama a bloques de control para la CMD.
Como se puede observar, en el diagrama anterior están representadas las partes principales para el control de la CMD, el mundo real se refiere al sistema físico en donde ocurren los eventos de movimiento y detección de acuerdo a las órdenes y condiciones que se establezcan desde el controlador; que puede ser Manual, por PLC o bien por PC.
Para las detecciones de los eventos es necesario contar con dispositivos de sensado los cuales entregan sus señales a la interfaz de control de entradas y ésta se encarga de transmitirlas al controlador que se elija.
Los movimientos que se realizan en el sistema físico real son originados por actuadores, que reciben señales de la interfaz de potencia y ésta a su vez de la interíaz de control de salidas la cual es controlada desde el controlador que se elija.
A continuación se explican los bloques del diagrama por partes, así como el diseño y selección de dispositivos.
< Sensores
6

1 .I. Censores.
La etapa de sensores consta de 24 dispositivos que se encuentran instalados en los módulos que contiene la CMD y se analizan a continuación:
1 .I .I .Módulo de taladrado.
Para el avance y retroceso del taladro se instaló un cilindro neumático de doble efecto, marca Taiyo modelo IOZ-3G de émbolo magnético, a este cilindro se le detecta la posición (extendido I retraído) con sensores magnéticos que se instalaron en la periferia del cuerpo del cilindro y operan con 5 V cd. los censores son de la marca Taiyo modelo SR101. Se seleccionaron estos censores ya que su voltaje de operación es adecuado para manejar niveles de voltaje para circuitos integrados TTL que en este caso entregan la señal a un buffer 74LS240, la corriente que soportan estos sensores es de 1 A, por lo tanto nos permite su uso.
1 .I .2.Módulo de almacenes.
La CMD cuenta con dos módulos de almacenaje de tres niveles cada uno es decir, un total de seis localidades para almacenar piezas, para la detección de presencia de piezas en las localidades se utilizaron fotomicrosensores marca omron modelo EE-SB5 que tienen capacidad para detectar la presencia de un cuerpo a 5mm. de distancia y su voltaje de operación es de 5 V cd. compatible con dispositivos TTL. Su tamaño y forma lo hacen flexible para su inhalación en las localidades de los almacenes ya que se puede empotrar y así evitar posibles choques mecánicos con las piezas de trabajo.
1.1.3.Modulo de brazo.
El brazo puede realizar tres movimientos: vertical, horizontal y giratorio. El movimiento vertical lo realiza por medio de un cilindro neumático de doble efecto, con émbolo magnético marca festo modelo DGOl2200PA, se detectan tres posiciones (posición baja, media y alta) las cuales se detectan con sencores magnéticos compatibles con el cilindro para su montaje ya que son de la misma marca, el modelo es SMEO-16 y soportan hasta 1 amperio, su voltaje de operación es de O a 200 V cd; por lo tanto nos permite manejar las señales compatibles con TTL. El movimiento horizontal se realiza por medio de un cilindro neumático de doble efecto con émbolo magnético marca omron modelo 102-3G. Sus posiciones son detectadas a través de sensores magnéticos marca taiyo modelo SR-101,
7

8
1.2. lnterfar de entradas para adecuación de Sensores
Para un buen manejo de las señales de sensado en el sistema es necesario adecuarlas a un estándar, para ésto se implementó una interfaz .que recibe las señales' de los censores, y a través de buffers y optoacopladores las distribuye hacia los controladores de una manera eficaz y segura protegiendo asi al sistema de control. El análisis de esta etapa hace referencia a los diagramas CMDIA, CMD2A y CMD3A, que se encuentran en el apéndice 2, donde se observa la lógica de operación. Aquí se tiene cada sensor y a partir de su señal se pasa por un buffer 74LS240, auxiliándose de una resistencia de pull-up para asegurar un valor lógico y evitar ruido. Esta resistencia tiene un valor de 10 k Ohms, por lo que asegura un funcionamiento viable de corriente suministrada al componente TTL, cabe señalar que el objetivo de esta resistencia es el aseguramiento de valor lógico, pudiendo escoger un rango de 1 a 12.5 K Ohms, suministrando la corriente mínima que se necesita para el "fan in" del estándar TTL, en el caso de la familia LS, tenemos un "fan in" en alto de 20 pA, y un "fan in" en bajo de 0.4 mA., así,
- 250 KQ y también R = __ 5v -12.5KQ - R=-- 5V 20uA 0.4mA
por lo tanto, la resistencia viable para abarcar el rango de "fan in" utilizado es de 12.5 kQ, por lo que 10 kQ es un valor razonable. Después de ésto, la señal se pasa por un buffer y posteriormente se lleva a un optoaislador 4N26, que consta de un diodo emisor y un fototransistor npn integrados en una .sola cápsula, soportando una corriente máxima de 80 mA. El optoaislador se auxilia de una resistencia limitadora de corriente cuyo valor es de 270 Ohms, dando una corriente máxima de conducción 'de 13mA., ésto se debe a que la resistencia mínima que necesita el optoaislador para que el diodo no se queme es el voltaje de alimentación menos el voltaje de conducción del diodo dividido entre el valor de la corriente máxima del diodo en conducción, es decir:
5v-1.5v = 4 3 R R min = 80mA
y también, tomando una resistencia de 270 Ohms se tiene:
5v-1.5v 27021
' I = = 12.9mA
con éste valor de resistencia el diodo se encuentra en un punto de operacion viable, no sobrepasando los 80mA. Esta señal ya aislada es llevada a la PC o al PLC para su manejo en la etapa de control, la señal que va hacia la a la PC es reforzada por un buffer para asegurar un valor lógico.

1.3. Control Manual.
Para este control se implementó un circuito de monitoreo con desplegado visual que consta de 24 diodos emisores de luz, éstos toman la señal que se tiene a la salida de la tarjeta de adecuación de señal de los sensores y se auxilia de una resistencia limitadora de corriente con un valor de 220 Ohms, ya que:
un valor razonable comercialmente es de 220 Ohms, siendo 1.2V el voltaje del LED y 20 mA la corriente del LED. Cabe mencionar que ésta salida está programada para que en un futuro se utilice en el control de operación bajo condiciones de seguridad, para evitar posibles choques entre partes de la célula.
1.4. Control Por PLC.
Se tiene un Controlador Lógico Programable para una aplicación didáctica en ésta célula, para ésto se tienen entradas que se unen a las lecturas de las señales de los sensores. Por medio de un optoacoplador 4N26 se tiene una salida aislada y directa al PLC, esta señal de entrada del PLC maneja una corriente de 6 mA a 24 V y tiene una estructura interna que polariza al fototransistor sin necesidad de una resistencia de colector, este transistor maneja una corriente máxima de colector de 80 mA a un VCE de 30 V cd, con lo que se tiene un elemento óptimo para este aislamiento.
El Controlador Lógico Programable puede ser de cualquier marca siempre y cuando cumpla con las características de operación que son: maximo 30 V cd, 80 mA y una estructura interna con conexión a 24 V cd, para evitar una resistencia externa de colector.
1.5. Control Por PC.
Aquí se hace el uso del estándar ISA, el cual es utilizado en las computadoras IBM y compatibles, manteniendo una arquitectura abierta. Para el control externo es necesario implementar una interfaz de entradas y salidas, la cual'se encuentra conformada en el diagrama "interfaz I/O" del apéndice 2.
Esta tarjeta es utilizada con el fin de lograr la comunicación entre una PC y el mundo exterior, que en este caso viene siendo la CMD. La tarjeta que se fabricó es para empotrar en el slot ISA del CPU IBM y está configurada de tal forma que.tiene 24 bits de entrada y 24 bits de salida; es decir. 3 puertos de entrada y 3 puertos de salida, de tal modo que las

direcciones y las palabras de control para las interfaces periféricas programables (PPI’s) son CWi=&H303, &H9B y CWz=&H307, &H80.
La tarjeta de interfaz cuenta con un conector tipo Housing macho de 50 terminales ‘(25’2), el cuál deberá conectarse al cable multilinea proveniente de las tarjetas de adecuación de señales citadas anteriormente.
Como se observa, esta interfaz cuenta con dos circuitos periféricos programables PP18255, los cuales son utilizados para manejar hasta 48 bits, la decodificación de la dirección de memoria para el acceso a puertos en esta interfaz es hecha por medio de un decodificador 74LS138 y un comparador 74LS688, las señales pasan por buffers 74LS367 y por el 74LS245 como se muestran en el diagrama esquemático citado. Se utilizan resistencias pull-up de 10 k Ohms, las cuales se seleccionaron de la misma forma que en el subcapítulo 1.2. También se tiene un juego de capacitores de 0.1 UF para eliminar interferencias yio ruidos en las señales.
Con esta tarjeta se tiene el control de un proceso via software, utilizando lenguajes de programación tales como BASIC, QBASIC, C, Visual C, Visual Basic, DELPHI, etc. abarcando as¡ una amplia gama de programación para el usuario. De esta forma tenemos una aplicación didáctica para la implementación y puesta en marcha de programas utilizando lenguaje de programación enfocado a control.
1.6. lnterfaz de salidas para control de actuadores.
Para el manejo de señales de salida provenientes de los controladores es necesario contar con una etapa de adecuación y aislamiento entre el controlador y la etapa de potencia. Por este motivo se implementó la interfaz de salidas para control de actuadores.
Esta interfaz recibe las señales del controlador, aislándolas y reforzándolas por medio de optoacopladores 4N26 y buffers 74LS240. La lógica de control se muestra en los diagramas esquemáticos “tarjeta 1” y “tarjeta 2” de módulo de actuadores que se encuentran en el apéndice 2.
Además, esta interfaz es utilizada también para la selección del modo de operación (manual, PLC, PC), ya que los buffers 74LS240 tienen un selector de modo para implementar el tercer estado u operar con 1’s y O’s lógicos. De esta manera se puede seleccionar el modo de operación, como se muestra en el diagrama CMDI y CMD2 del apéndice 2.
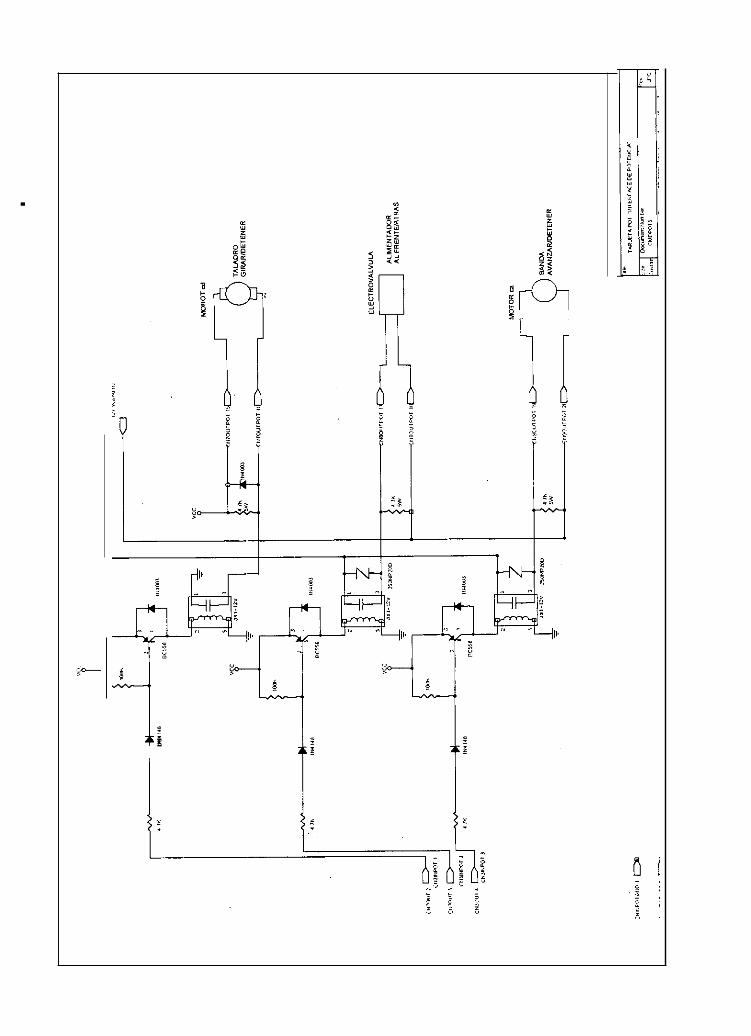
1.7. lnterfaz de potencia para actuadores
Una vez que la señal de salida es aislada, seleccionada y reforzada esta lista para indicar la activación de un actuador, el actuador necesita una señal de potencia; por lo que en esta interfaz se hace la alimentación necesaria y la conversión de la señal TTL a potencia para tener una activación adecuada del actuador. La señal TTL es utilizada para activar la base de un transistor, como se observa en los diagramas esquemáticos
0 3 - 0 2 4 6 I 1

CMDPOTI, CMDPOT2 Y CMDPOT3 del apéndice 2. Las seriales provenientes de la etapa de interíaz de salidas para control de actuadores son utilizadas para activar las bases de transistores BC558, con los cuales se hace la activación de las bobinas de los diferentes relevadores de corriente directa. La selección de estos dispositivos se hizo tomando en cuenta el voltaje y corriente de alimentación a su bobina, el voltaje y la corriente que soportan sus contactos, quedando de la siguiente manera: se selecciona un relevador electromagnético de corriente directa con una capacidad de salida de 127 V ca a 10A y un disparo de 12V cd a 30 mA, asegurando así la capacidad para activar a los actuadores, ya que el de mayor consumo es de 127 V ca a 0.5 A. Como la corriente que consume la bobina es de 30 mA. a 12 V cd, se selecciona un transistor BC558 que maneja un VCEO de 20 V y una IC max. de 100 mA., Io cual es viable para la activación de la bobina. Para asegurar una activación definida en la base del transistor, se tiene una resistencia de base de 100 K Ohms. La corriente máxima de base es de
la resistencia mínima de base es de
se selecciona una resistencia de 1 O0 k Ohms,
= 120uA 12v I = - 1 O0 KC2
con lo que se asegura no sobrepasar la corriente máxima de base y utilizar el transistor como conmutador en los estados de corte y saturación.
El transistor se auxilia de un diodo IN4148 ayudando a la polarización definida del transistor junto con la resistencia de base. A la vez, se tiene un diodo de protección contra corrientes en sentido inverso provocadas por la bobina del relevador. La selección de estos diodos es muy amplia y sólo se cuida que soporten la corriente máxima que puede existir; en este caso se seleccionó el diodo IN4003 con una corriente inversa de 1A a 600V de ruptura.
Se cuenta también con un arreglo de resistencias en la parte de los contactos para suministrar las corrientes generadas por la autoinductancia de bobinas de las electroválvulas y de las FCEMS de los motores,
El cálculo de estas resistencias se realizó basándose en el mayor de los casos y corresponde al de las bobinas de las electroválvulas de corriente alterna con las siguientes características: 127 V ca a 0.2 A de corriente nominal.
= 635C2 127V R=- 0.2A . ~~~
la potencia de disipación de la resistencia sería de P = (0.24' x 635C2 = 25.4W
12

Como se tiene una resistencia con una potencia de disipación muy alta y en el limite de protección de la bobina, se selecciona una resistencia de 4700 Ohms a 5 Watts, dando así una corriente de consumo razonable y muy segura, ya que obteniendo los valores eléctricos se lleva a:
=27mA , 127 I = -
4700
con una potencia de disipación de
P = (0.027A)* x 470052 = 3.4"
la cual es suficiente para disipar la energía generada por la FCEM y la autoinducción.
El platino del relevador cuenta con un varistor en paralelo para evitar daños por sobrepicos de corriente y voltaje, y se tiene un varistor 250NR20 que trabaja a 150 Vrms con una corriente pico instantánea de 6500A, con éste se logra una protección a la circuitería de potencia y a los actuadores de manera general.
1.8. Actuadores.
Los actuadores son los elementos finales que actúan sobre el sistema del mundo real. Su selección es de acuerdo a un análisis del problema, las condiciones iniciales, características y disponibilidad comercial, de acuerdo a ello, en el caso de este prototipo didáctico, se analizan por módulos.
1.8.l.Módulo de brazo.
El brazo puede hacer movimientos verticales, horizontales y angulares, además cuenta con una pinza de sujeción.
Para el movimiento angular, de acuerdo al diseño mecánico, fue necesario utilizar un motor de inducción con reductor integrado que proporcionara una velocidad relativamente baja y con la fuerza necesaria para poder mover el mecanismo, este motor tiene los siguientes parámetros:
Potencia de 50 watts 127 V ca., 0.5 A. de corriente nominal de tipo monofásico 1760 rpm. 60 Hz el torque en el rotor es de:
T1= - - ' O x 50 = 0.027Kgf .m, Frecuencia x Poiencia,,,,,
2 n x rpm,",", x 9.8 2 a x 1760x 9.8
13

sin embargo se tiene un reductor acoplado, entonces
= 1 1 Mgf , rn T1 x VI T2=---- - 0.027 x 1760 v2 4
Existe un compromiso entre torque y velocidad, despreciando las pérdidas por rozamiento y peso de los engranes del reductor. Por lo tanto el torque final es de 11.8 Kgf-m, suficiente para 'mover a esa velocidad el brazo, ya que su peso se desprecia debido a que está "sentado" en rodamientos que lo soportan, necesitando un torque mínimo que se satisface con el que brinda la flecha del reductor. Las piezas que va a mover son de peso despreciable ya que el sistema es únicamente didáctico.
Para el movimiento horizontal del brazo se utilizó un cilindro neumático de doble efecto controlado por una electroválvula marca TAIYO modelo SRS-1 con alimentación de 127Vca a 60 Hz y 0.2A y solamente se consideró que el relevador que la controla soportara esa corriente, lo anterior se cumple, ya que el relevador soporta corrientes hasta de 10 A.
Para el movimiento vertical y la apertura y cierre de la pinza del brazo se utilizaron los cilindros neumáticos de doble efecto, controlados por una electro válvula marca SMC modelo VFR3310 y TAIYO modelo SRS-1 respectivamente, con alimentación de 127Vca a 60 Hz y 0.2A y solamente se consideró que los relevadores que las controlan soportaran esa corriente, lo cual se cumple gracias al relevador que soporta corrientes hasta de 10 A.
1.8.2.Módulo de taladrado.
Para este módulo fue necesario utilizar un motor de corriente directa para simular el efecto de taladrado, un cilindro de doble efecto controlado por electro válvula marca TAIYO modelo SRS-1, con alimentación de 127Vca a 60 Hz y 0.2A.y solamente se consideró que el relevador que la controla soportara esa corriente. Este cilindro su función es la de bajar y subir el taladro. También se tiene implementado un cilindro de simple efecto controlado por electro válvula para sujetar la pieza, este cilindro es marca TAIYO modelo 721 y es controlado por electroválvula marca SMS modelo VP342, con alimentación de 127Vca a 60 Hz y 0.2A y solamente se consideró que el relevador que la controla soportara esa corriente. La selección del m'otor para el taladrado fue en base a la disponibilidad en el mercado y tamaño del motor, ya que solamente es simulación y el taladro no esta expuesto a cargas significativas, se eligió un motor de corriente directa a 12 V cd 0.2A, 1200 rpm, que se encuentra disponible en el mercado, estos motores son los que se utilizan para el movimiento de mecanismos en sistemas reproductores de cintas magnéticas, con estas características no se sobrepasa la capacidad del relevador que lo controla.

1.8.3.MÓdulo de alimentación de piezas.
Para este módulo fue necesario utilizar un cilindro de doble efecto marca FESTO, este cilindro es controlado por electroválvula marca TAIYO modelo SRS-1, con alimentación de 127Vca a 60 Hz y 0.2A controlada con un margen de 10 A. La función de este cilindro es la de empujar las piezas hacia la banda transportadora.
1.8.4.MÓdulo de banda transportadora.
Para el movimiento de avance de la banda, de acuerdo al diseño mecánico fue necesario utilizar un motor, en este caso fue de inducción con reductor integrado que proporciona una velocidad relativamente baja y con la fuerza necesaria para poder mover el mecanismo, este motor tiene los siguientes parámetros:
Potencia de 50 waits 127 V ca 0.5 A de corriente nominal de tipo monofásico 1780 rpm. 60 Hz Por lo tanto, el torque en el rotor es de:
= 27E - 3 K g f . m I 60 x 50 2 x x 1780~9 .8
T1= Frecuencia x Potencia,,,, - - 2rr x rpm,oro, x 9.8
como se tiene un reductor acoplado, entonces
= 0 .96Kgf .m TI x VI 0.027 x 1780 T2=--- - v2 50
existe un compromiso entre torque y velocidad, despreciando las pérdidas por rozamiento y peso de los engranes del reductor. Por lo tanto el torque final es de 0.96 Kgf-m, suficiente para mover a esa velocidad la banda, ya que su peso se desprecia debido a que esta "sentada" en una base que la soporta, necesitando así un torque mínimo, el cual se satisface con el que brinda la flecha del reductor, manejando un amplio margen de seguridad. Las piezas que va a mover son de peso despreciable, solamente para fines didácticos.
CAPiTULO 2 DISENO MECÁNICO
2.1. El Diseño.
El término diseño claramente abarca una amplia gama de significado. La palabra diseño proviene de la palabra latina designare, que significa "designar, marcar ..." existen varias definiciones de la palabra diseño, siendo la más aplicable "delinear, trazar o planear como acción o como trabajo ... concebir, inventar o idear".
El diseño de ingeniería es el proceso de aplicar las diversas técnicas y los principios científicos con el objeto de definir un dispositivo, un proceso o un sistema con suficiente detalle para permitir su realización.
Diseño de máquinas se ocupa de la creación de maquinaria que funcione segura y confiablemente. Una máquina la podemos definir como un aparato formado de unidades interrelacionadas.
La tarea del ingeniero es definir y calcular movimientos, fuerzas y cambios de energía a fin de determinar el tamaño, las formas y los materiales necesarios para cada uno de los componentes interrelacionados de la máquina, ésto lo podemos considerar como la esencia del diseño mecánico.
Una máquina se diseña elemento por elemento, pero es vital reconocer que la función y el diseño de cada una de las partes dependen de muchas otras piezas interrelacionadas dentro de la máquina misma.
2.2. Descripción técnica de los elementos mecánicos.
2.2.1. Descripción técnica de los módulos que integran la Célula Mecatrónica Didáctica (C.M.D.).
La CMD esta compuesta principalmente de los siguientes módulos:
I . Almacenaje. Se refiere a dos torres de almacenamiento con tres niveles cada una ubicadas en diferentes posiciones, las cuales cuentan con censores fotoeléctricos que detectan la presencia de piezas en los almacenes.
2. Alimentador. Su función es alimentar piezas a la banda transportadora, su movimiento lineal lo hace por medio de un cilindro neumático CN6.
3. Banda transportadora. Es la que transporta las piezas de trabajo desde el alimentador, las hace pasar por los sensores de proximidad (detector de metales) y por el sensor óptico (detector de colores claros),

llevándolas hasta el final de la banda donde, por medio de un interruptor, detecta la llegada de la pieza y de ahí puede ser tomada por el brazo. Su funcionamiento lo hace por medio del motor eléctrico M2.
4. Taladrado. Este módulo contiene un taladro que es accionado por un motor
eléctrico M3, un cilindro neumático CN4 que se encarga de bajar y subir el taladro el cual tiene instalados sensores que detectan su posición y un sujetador de piezas que es accionado por un cilindro neumático CN5.
5. Brazo articulado. Es el elemento principal ya que se encarga de transportar las piezas desde o hacia diferentes lugares de la Célula, y tiene los siguientes movimientos: - Movimiento giratorio: permite que el brazo pueda girar en
sentido horario (CW) y en sentido antihorario (CCW); el movimiento lo realiza por medio del motor MI.
- Movimiento vertical lineal: permite que el brazo pueda desplazarse en tres posiciones: alta, media y baja; por medio del cilindro neumático CNI.
- Movimiento horizontal lineal, permite que et brazo pueda entrar y salir para recoger y transportar piezas por medio del cilindro neumático CN2.
- Movimiento lineal de mano, permite el cierre y apertura de la mano del brazo para sujetar las piezas y ejecutar el transporte por medio de un cilindro neumático CN3.
Para todos los movimientos antes mencionados el brazo cuenta con interruptores y censores que detectan las posiciones de los elementos.
Los motores eléctricos M y los cilindros neumáticos CN mencionados se muestran en el apéndice 3.
2.3. Cálculos de los elementos y mecanismos.
En esta sección con la ayuda de la dinámica se determina la fuerza necesaria para mover el brazo articulado. Esto es posible con cálculos que relacionan las dimensiones y el peso de los brazos, así como el peso que llevará la mano, con esto se estima de manera general el tipo y la capacidad del motor a utilizar para el movimiento giratorio, que permitira que el brazo articulado pueda girar en sentido horario (cw) y en sentido antihorario (ccw), con un torque apropiado.

2.3.1.Módulo de brazo (momentos de inercia y torque).
Actualmente la información sobre robótica es amplia, sin embargo no existe ninguna guía práctica que pudiese permitir el diseño y la construcción del brazo articulado.
Considerando que de la Célula Mecatrónica Didáctica, el módulo más importante es el del brazo articulado, él cálculo mecánico se enfocó principalmente a éste.
Cálculo de Momentos de Inercia: La inercia es una medida de la resistencia que opone el sistema
cuando se trata de poner en movimiento. Fisicamente la masa es la propiedad de un cuerpo que da su inercia.
Debido a que las masas de las partes móviles aún no se conocen, se pueden diseñar los componentes tentativamente.
A) Brazo movimiento vertical:
a) Soporte.
- Cálculo de la masa: Se sabe que la masa es igual al producto de la densidad del material
por su volumen.
Fórmula : m = p V
donde: m = masa (Kg) p = densidad (k /m3) V = volumen (m ) 9
Material: Barra cuadrada de aluminio laminado 25x25~400 Con densidad de:
p = 2.7 g/cm3 = 2700 Kg/m3
Su volumen:
V = A*h = (25 mm) (25mm) (400 mm) = 250 O00 mm3 = 0.000 250 m3
Su masa:
m = p V
rn = 2 700 kg/m3 (0.000250 m3) = 0.675 kg

-' Cálculo de la Inercia:
Para el cálculo de la inercia nos auxiliamos del Teorema de Steiner o de los ejes paralelos, el cual dice que si se conoce el momento de inercia de un cuerpo respecto a un eje que pasa por su centro de masa, se podrá encontrar el momento de inercia del cuerpo respecto a otro cuerpo paralelo a aquel.
Aplicando la siguiente ecuación:
I = IC + (m d2)
I = Momento de inercia del cuerpo con respecto del eje A A [kg.m2]
cuerpo con respecto al eje B B" [Kg.m2] IC = Momento de inercia de su propio
m = masa del cuerpo [kg ]
d = distancia entre el eje (B B") que atraviesa el centro de gravedad y un eje paralelo (A A ) [m ]
A B
De la tabla 2.2 (ver apéndice 3) se obtiene la fórmula del momento de inercia de masa para un prisma rectangular.
1 12
Iy = - m ( 2 + a ' )
donde: rn = 0.675 kg c = 25 mm = 0.025 m a = 25 mm = 0.025 m
Iy = 0.c
Iy = I C
(0.675)[i0.025m)2 + (O.O25m)2] = 0.0562Skg(0.000625m2 + 0.000625m
= 0.5625 kg (0.00125 m2) = 0.00007030 k g d
>
19
Del teorema de Ejes Paralelos d = 50 mm (Distancia de la columna base al eje del motor MI )
I= Iy + (m d2) d = 0.050 m
I = (0.00007030kg~m2)+ \(0.675kg~0.050m)2]= 0.00007030kg~m’ + 0.0016875kg.m’
I = 0.0017578kg.m’
b) Elemento neumático.
- Cálculo de masa:
Material: Aleaciones de acero.
La masa es igual al peso del cuerpo entre la constante de aceleración gravitacional.
El cuerpo rígido neumático tiene un peso de 0.800 kgf. (de acuerdo al catálogo de fabricante).
Utilizando unidades del Sistema Internacional (S.I.)
lkgf = 9.81kgf.
0.Skgf = 7.84Skgf. y2 S
S
Entonces
La constante de aceleración gravitacional es
20

Sustituyendo valores se tiene:
7.848kgf y2 m = =0.8kgf
9.81%’
- Cálculo de Inercia:
De tabla 1.2 donde: m=0.8kg c=0.030m a=0.085m
¡y = -m(c2 1 +o’)= 0.08333(0.8kg)[(O.O3Om)2 + (0.085m)2] 12
= 0.066664kg(0.0009m2 + 0.007225m2)= 0.066664kg(0.008125m2)
Iy= 0.00054164kg.m2
d= 0.0251~1 (Distancia del elemento neumático al eje del motor MI)
I = Iy + (md’)
= 0.00054164 kg . m 2 + 10.8kg (0.025 m y ]
=0.00054164 k g . m 2 +0.0005kg.m’ =l.O4164xlO-’
I = 0.00104164kg~m2
La Inercia del brazo que proporciona el movimiento vertical es la suma de la inercia del soporte y del elemento neumático.
I = 0.0017578+0.0010416
I = 0.0027994kg.m’
CENiDET i F h T R 0 DE
21

B) Brazo movimiento horizontal:
- Calculo de masa: ,
Material: Aleaciones de acero
Este brazo está integrado principalmente por dos cilindros neumáticos uno que proporciona el movimiento horizontal lineal y el otro el movimiento lineal de la mano.
Basándose- en el catálogo del fabricante, su peso total es de aproximadamente 860 grf = 0.86 kgf
Por lo que 0.86kgf=8.4366kgbm/s2
= 0.86kgf 8.4366 m=- 9.81
- Cálculo de Inercia:
de tabla 1.2
Donde: m = 0.86kg,a = 0.015m,LO.l5m
Iy = -(0.86kg)[3(0.015m)2 1 + (0.15m)2] 2
iy = 0.0099652Skg. m2
ry = IC
i = &+ (md2) I = 0.00996525kg .m* + [(0.86kgx0.010)2]
I = 0.0100512kg.m'
22

c) Pieza de trabajo que manipula el brazo articulado.
- Cálculo de masa:
Material: Barra cilíndrica de aluminio de diámetro 25.7mm. por 30 mm. de longitud. Con densidad de:
p = 2.7 gr /ml = 2700 kg/ / r n
- Calculo de Inercia: rn = p.v V = A.h
2 V = n.r .h
V = 3.1416(0.01285m)2(0.3Orn)
V = 0.0001556 m3
m = 2700ki.'/; rn (0.0001556rn')
m = 0.42012kg
De la tabla 2.2 (ver apéndice 3) se obtiene la fórmula del momento de inercia de masa para un cilindro circular
1 . 2
y = -m(3q2 + í 2 )
Donde:
rn = 0.42012kg,a = 0.01285rn,L = 0.030m
Iy = -(0.42012kg)[3(0.01285rn)2 1 + (0.30rn)2] 2 Iy=0.00029311kg~rn2
IC = Iy
I = I c + ( r n d 2 )
I = 0.0002931 1kg.m' + [(0.42012kgXO.O60rn~]
23

En resumen, la Inercia total que debe vencer el motor M I será la suma de la inercia del brazo movimiento vertical, así como la inercia del brazo movimiento horizontal y la inercia de la pieza a trabajar.
Itot. =' Iv -i Ih -i lp
Itot = 0.0027994kg. m 2 + 0.0100512kg~ m' + 0.00180552kg m 2
hot = 0.0146561kg.m'
Cálculo para seleccionar el motor M I que hace girar el brazo.
Con el dato anterior se tiene la posibilidad de escoger el motor M1, en donde la relación de la inercia total calculada a la inercia del rotor del motor no debe exceder de 5, según recomendación de los fabricantes de motores.
( 5 Itot ,
I .
Donde:
IX = Inercia del rotor [kg. m 2 ]
Entonces igualando a 5 y despejando
Itot . rx = ~
5
Sustituyendo:
k g . m 2 0.014656 5
Ix =
Ix = 0.002931 kg m2 Inercia del rotor requerida
Debido a que el brazo articulado girara a bajas revoluciones y se tenia en existencia un motor con transmisión reductora se analizaron las especificaciones de este tipo de motor para determinar si era el adecuado.
24

Especificaciones: Motor de inducción c.a. v = 120 Volts I = 0.5 Amperios 4 RPM, a la salida del reductor de transmisión Inercia del rotor = 5.2*103 Kgm’
Con las especificaciones de este motor y con la relación dada por el fabricante se verificó si este motor era el adecuado.
Itot -(5 Ix
(5 0.0146561kg . m 2
0.0052kg. m’
2 . 8 1 ( 5
P r lo tanto, este motor M1 fue el adecuado para \I nc del brazo articulado.
Cálculo del torque requerido:
r la inercia
De la segunda Ley de Newton (del movimiento rotacional). Para un cuerpo rígido en rotación a un eje.
T =la
Donde: T = Torque o por qué actúa alrededor de un eje I = Momento de inercia (total) del cuerpo al rededor
a = Aceleración angular (rad/seg2) de ese eje (kgm’)
Falta conocer la aceleración angular ara aplicar la fórmula, que la consideramos de 600”/seg2 (1 0.471 radlseg P )
25

Sustituyendo valores
T = 0.0146561 k g d (10.471 radlseg')
T = 0.15346 N m
El motor instalado en la Célula cumple satisfactoriamente con su cometido. Considerando que el disco giratorio donde va montado el brazo articulado asienta sobre 4 rodamientos radiales colocados a 90" uno del otro, facilitan y disminuyen el torque requerido para mover el brazo.
2.4. Descripción general de los procesos de fabricación para los elementos mecánicos.
2.4.1 Proceso de fabricación.
El proceso de fabricación es el procedimiento técnico que se utiliza en el proyecto para obtener bienes y servicios a partir de insumos y se identifica como la transformación de una serie de éstos para convertirlos en productos mediante una determinada función de fabricación. Lo anterior se puede representar de la siguiente forma:
[ESTADO INICIAL I + I PROCESO I = r PRODUCTO FINAL I
Son aquellos Conjunto de operaciones que Bienes finales elementos sobre los realizan el personal y la resultados del cuales se efectuará el maquinaria para elaborar el proceso de proceso de producto final. transformación transformación para obtener el producto final.
26

para la fabricación de los elementos que integran la Célula Mecatrónica Didáctica (CMD), se consideraron principalmente los materiales y elementos comerciales existentes en el mercado como son: perfiles de aluminio, calibres de lámina, tornillería, etc.
A continuación se hace una descripción general de las operaciones principales que se realizaron a los elementos mecánicos que conforman la CMD.
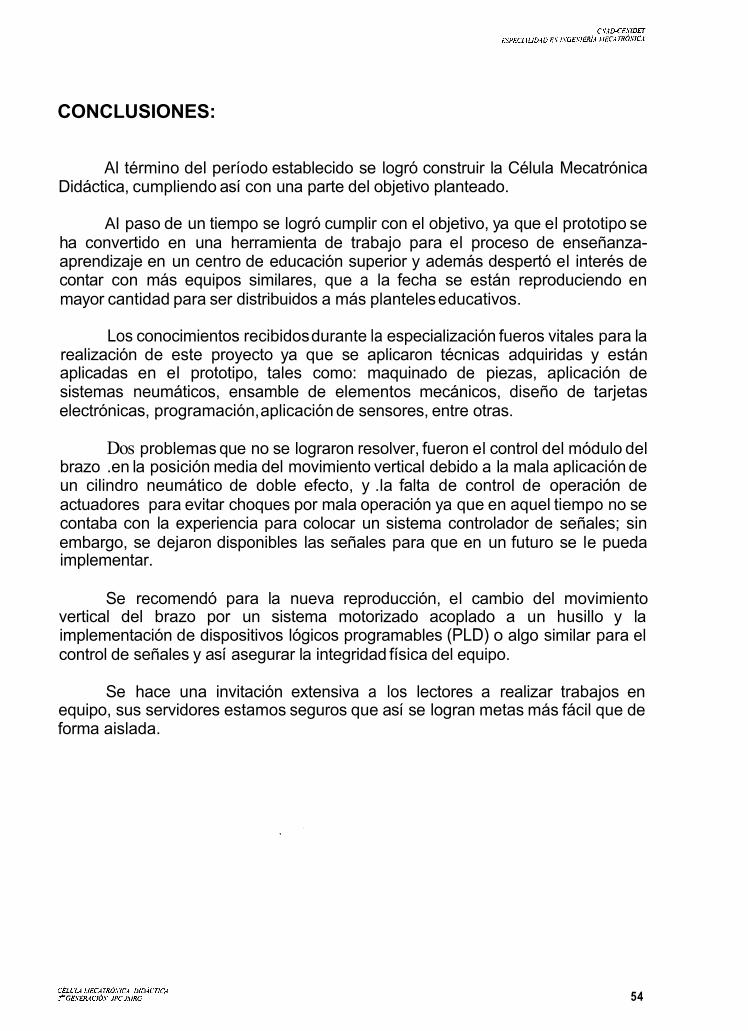
1. - Base principal (ver dibujo No. 1, apéndice 1).
- Trazar sobre hoja de lámina las dimensiones de la base. - Cortar a media lámina en la máquina cortadora (guillotina). - Hacer dobleces a 90" en la máquina dobladora de cortina. - Hacer cavidad cuadrada central (240x240). - Barrenar y roscar para ensamblar las dos partes que forman la
base. - Instalar manijas para transportarla. - Pintar.
2. - Tapa soporte de interruptores (ver dibujo No. 2, apéndice 1). - Trazar medidas. - Cortar a medidas. - Barrenar diámetros de 4 mm. - Pintar.
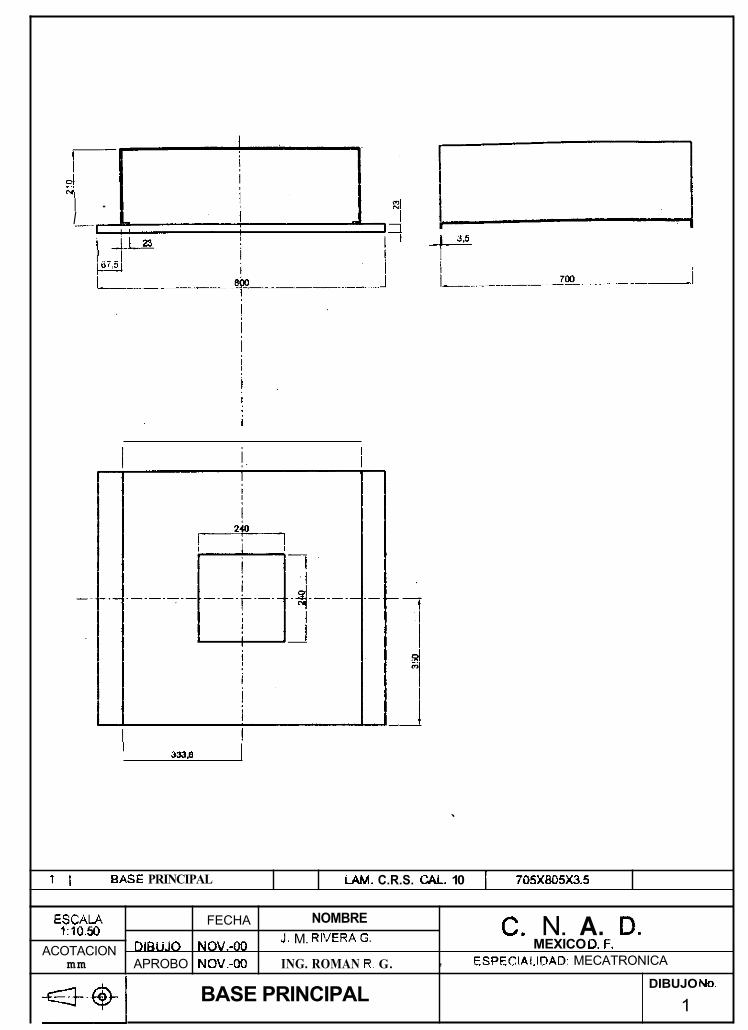
.* .-. 3. - Soporte de disco giratorio (ver dibujoiilo. 3 apéndice 1).
Esta integrada por 2 tipos de elementos: a) Caja de lámina.
- Trazar medidas en lámina y cortar. - Doblar alas o pestaíias a 90". - Soldar en uniones de alas o pestañas con máquina de soldadura
- Barrenar diámetros. - Pintar.
- Trazar y cortar a longitud excedida. - Maquinar a longitud requerida, en máquina fresadora horizontal. - Trazar y barrenar, - Roscar.
eléctrica.
b) Barras cuadradas de aluminio (4).
4.- Disco giratorio (ver dibujo No. 4, apéndice 1). - Trazar y cortar cuadrado, de plaza de aluminio. - Barrenar diámetro central de 20 mm. - Montar pieza en torno paralelo. - Tornear diámetro exterior. - Trazar, barrenar y avellanar diámetros de 5 mm.
27

5,- Base del regulador neumático de presion (ver dibujo NO. 5, apéndice Esta integrada por 3 elementos: a) Tubular rectangular de lámina C.R.S. calibre 12.
- Trazar y cortar a longitud excedida. - Maquinar. a longitud requerida en máquina fresadora. - Trazar, barrenar y roscar.
b) Laminas soporte (3). - Trazar y cortar. - Doblar. - Soldar a tubular rectangular.
- Trazar y cortar a longitud excedida. - Maquinar a longitud requerida en máquina fresadora. - Soldar a lámina soporte.
6.- Alimentador (ver dibujo No. 6, apéndice 1). - En hoja de lámina trazar piezas ,soporte.:a medida. - Cortar en maquina co'rtadora (guillotina):
- Soldar uniones. - Barrenar y roscar.
c) Tramo de tubo.
.
- Doblar soportes a escuadra. . .
f . . - .. . .. ~ ..
7.- Banda transportadora (ver dibujo No. 6,' apéndice 1): -' Integrada por 5 t@s helementos: a) Placas laterales de aluminio que forman el cuerpo de la banda.
- Trazar y cortar a medidas excedidas. - Maquinar a medidas requeridas, en máquina fresadora. - Trazar y barrenar. - Avellanar y roscar.
- Cilindrar diámetro exterior y carear, en torno paralelo. - Cortar y carear el otro extremo. - Barrenar diámetro interior. - Roscar extremos.
c) Rodillos para banda. - Cilindrar y carear en máquina torno paralelo. - Moletear. - Cortar y carear.
- Trazar y cortar a medidas excedidas. - Maquinar a medidas en máquina fresadora. - Barrenar y roscar.
- Trazar y cortar a medidas excedidas. - Doblar a escuadra. - Maquinar a medidas requeridas en maquina fresadora. - Barrenar.
b) Pernos separadores de placas laterales.
d) Placas soporte de rodamientos. .
.i
e) Patas soporte.
28

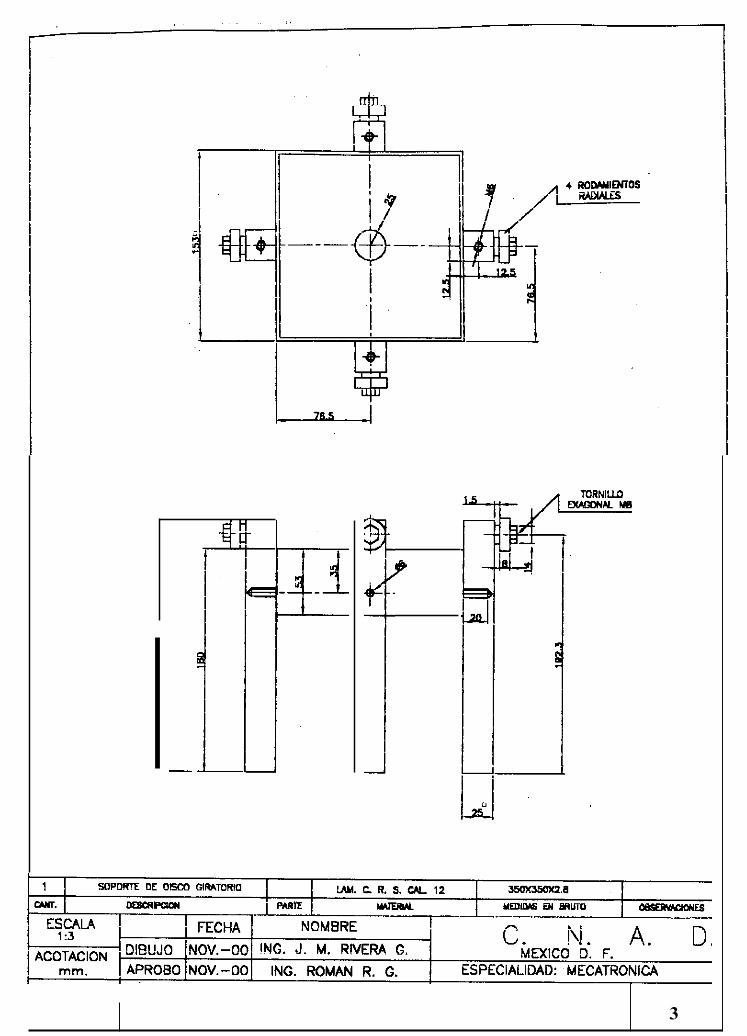
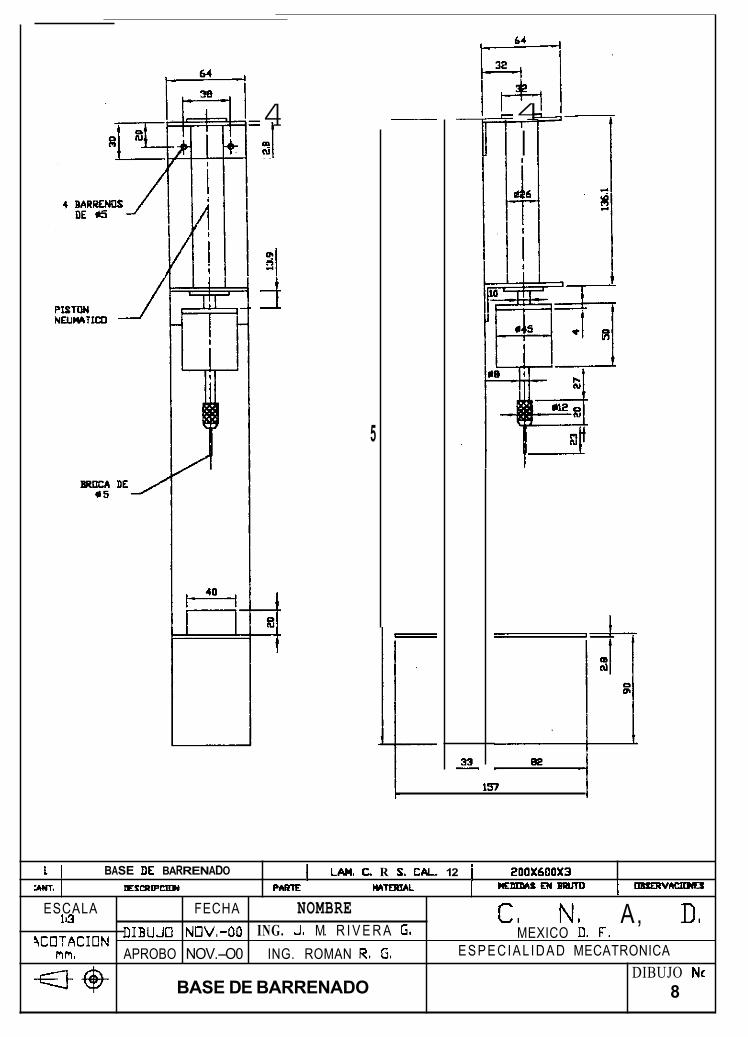
8.- Base de taladrado (ver dibujo NO. 8, apéndice 1). Integrada por 3 tipos de elementos: a) Torre soporte.
- En la hoja de lámina trazar y cortar a medidas requeridas. - Doblar a escuadra. - Barrenar y roscar.
b) Soportes de lámina. - En la hoja de lámina, trazar y cortar a medida. - Doblar a escuadra. - Barrenar.
- Tornear diámetros exteriores e interiores en máquina torno
- Tornear y moletear porta broquero.
c) Soporte que aloja al motor eléctrico M3.
paralelo.
9.- Sujetador de pieza a taladrar (ver dibujo NO'. 9, apéiidice 1). Compuesto por 2 tipos,de..ek,mentos;. ,:.' a) Soportes de lámina: .. ,. . .. -- . %.
1
- Trazar sobre. hoja de lámina. . . -. -~:: . - Cortar a medidas requeridas, en máquina cizalla. - Doblar a escuadra. - Barrenar.
- Trazar y cortar a medidas excedidas. - Maquinar a medidas requeridas en máquina fresadora. - Barrenar y roscar.
. .~
b) Piezas de agarre; de P.V.C.
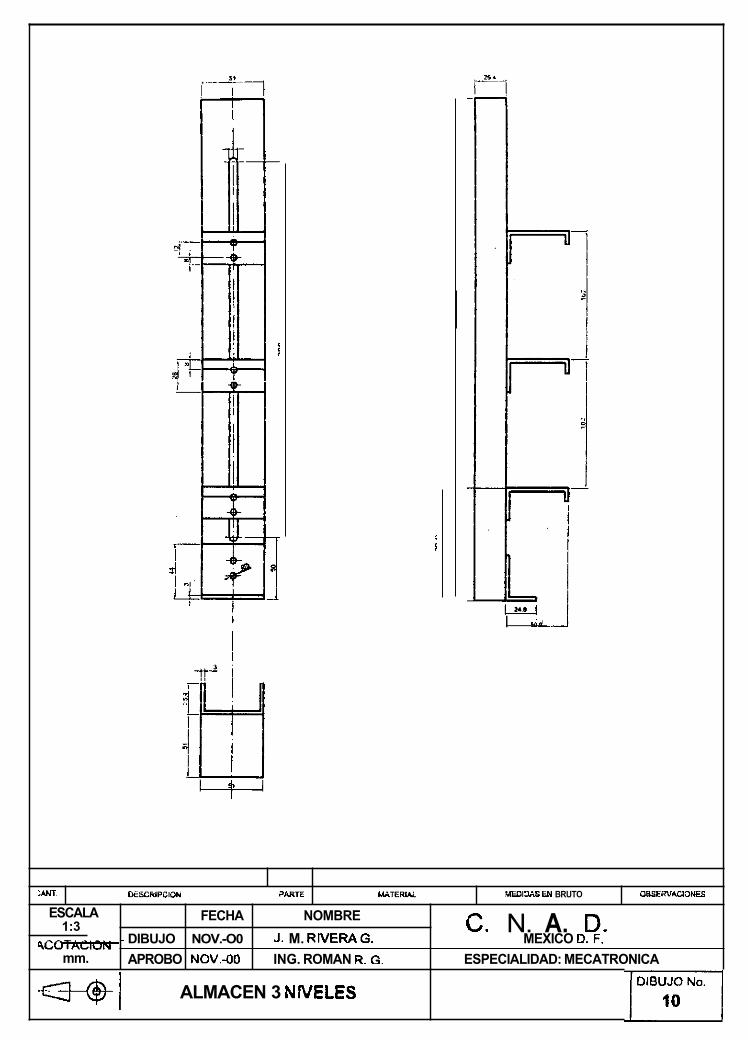
10.- Almacenaje (ver dibujo No. 10, apéndice 1 ) . Integrado por 3 tipos de partes a maquinar: a) Columna de perfil en U.
- Trazar y cortar a longitud excedida. - Maquinar a longitud requerida en máquina fresadora. - Fresar ranura longitudinal. - Barrenar y roscar.
- Trazar y cortar a medidas excedidas. - Maquinar a medidas requeridas en máquina fresadora. - Barrenar y roscar.
- Trazar y cortar a medidas excedidas. - Maquinar a medidas requeridas, en máquina.fresadora. - Barrenar.
A este elemento no se le realizó ningún proceso, ya que se compro como unidad neumática.
b) Base de nivel, perfil en U.
c) Base ángulo de sujeción.
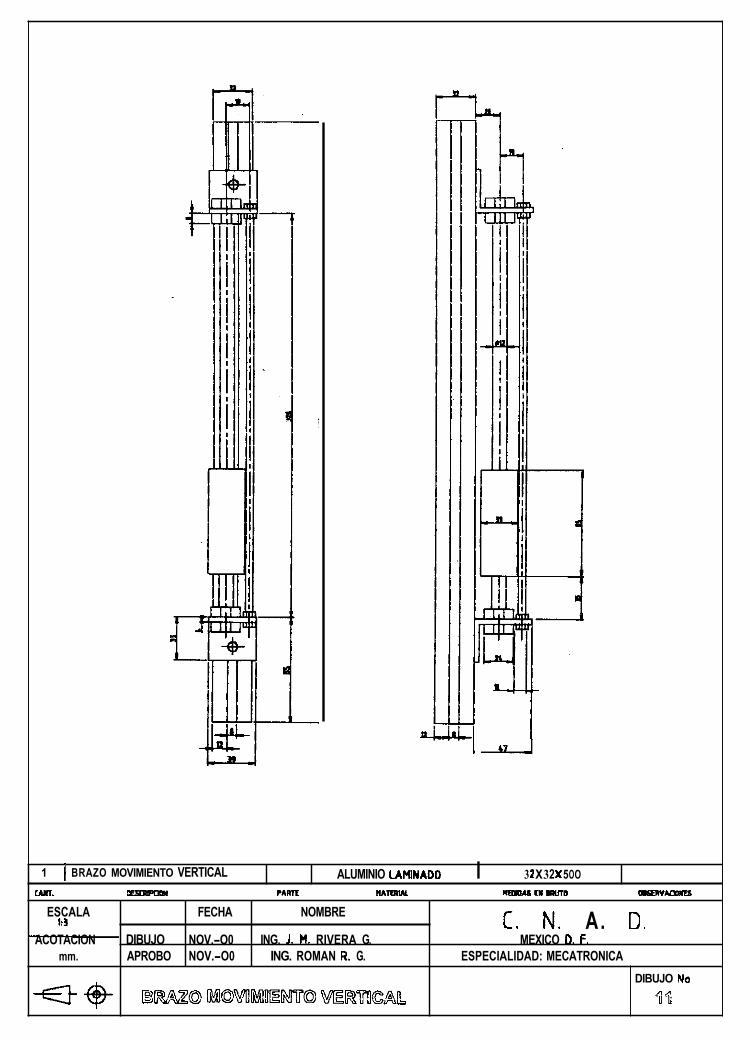
11 .- Brazo movimiento vertical (ver dibujo No. 11, apéndice 1 ) .
29

12.- Brazo movimiento vertical (ver dibujo No. 12, apéndice 1). integrada por 2 tipos de elementos maquinados: a) Base plataforma.
- Trazar y cortar a medidas requeridas.. - Barrenár y roscar.
b) Soportes escuadra. - Trazar y cortar a medidas requeridas. - Doblar a 90". - Barrenar.
- Trazar y cortar a medidas requeridas. - Maquinar a medidas requeridas en máquina fresadora. - Barrenar y roscar.
\
13.- Mano (ver dibujo No. 13, apéndice'l).
30

CAPíTULO 3. DESCRlPClÓN Y APLICACIÓN DE LA CMD.
3.1. Descripción general de la CMD.
La Célula Mecatrónica Didáctica es un conjunto de módulos con los cuales se pueden simular procesos industriales, con la finalidad de que el alumno aprenda de manera más objetiva las aplicaciones de la Mecatrónica en la industria, motivando su creatividad para nuevos diseños.
3.1.1. Características de operación.
Manual, por PLC y por PC. El selector se muestra en la figura 3.1 .a. : La Célula Mecatrónica Didáctica puede ser operada de tres formas:
. :.
Fig. 3 .I.a. Selector de modos.
Para operarla en forma manual es necesario seleccionar el modo manual y utilizar los interruptores que se encuentran en el panel de control los cuales se muestran en la figura 3.1.b. :
Fig. 3.1 .b. Interruptores Manuales.

Para operaria en forma PLC es necesario seleccionar este y utilizar los conectores tipo banana hembra que se encuentran en el panel de control, los cuales se muestran en la figura 3.1 .c. :
Fig. 3.1 .c. Conectores para PLC
Y por último, para operarla en modo PC es necesario seleccionar dicho modo y utilizar el conector tip.0 housing macho de 50 terminales que se encuentra en el panel de control y se muestra en la figura 3.1 .d. :
Fig. 3.1.d. Conector para PC.
3.1.2. Descripción de los módulos que la integran.
los siguientes módulos: La Célula Mecatrónica Didáctica está compuesta principalmente de
A) Brazo articulado de robot. Es el elemento principal ya que se encarga de transportarjas piezas
desde o hacia diferentes lugares de la Célula y tiene los siguientes movimientos:
Movimiento giratorio, permite que el brazo pueda girar en sentido horario(CW) y en sentido antihorario(CCW). El movimiento lo realiza por medio del motor M I (ver apéndice 3).
-
32

- Movimiento vertical lineal: permite que el brazo pueda desplazarse en tres posiciones: alta, media y baja por medio del cilindro neumático CNI (ver apéndice 3). Movimiento horizontal lineal: permite que el brazo pueda entrar y salir para recoger y transportar piezas por medio del cilindro neumático CN2 (ver apéndice 3). Movimiento lineal de mano: permite el cierre y apertura de la mano del brazo para sujetar las piezas y ejecutar el transporte por medio de un cilindro neumático CN3 (ver apéndice 3).
Para todos los movimientos antes mencionados el brazo cuenta con
-
-
interruptores y censores que detectan las posiciones de los elementos.
> B r m
Fig. 3.1.e. Brazo articulado de robot.
6) Banda transportadora. Es la que se encarga de transportar las piezas desde el alimentador;
las hace pasar por el sensor de proximidad (detector de metales) y por el sensor Óptico (detector de colores claros), llevándolas hasta su final donde tiene un interruptor que detecta la pieza cuando ha llegado para que de allí pueda ser tomada por el brazo. Su avance lo hace por medio de un motor eléctrico M2 (ver apéndice 3).
Banda I
Fig. 3.1.f. Banda transporiadora
33
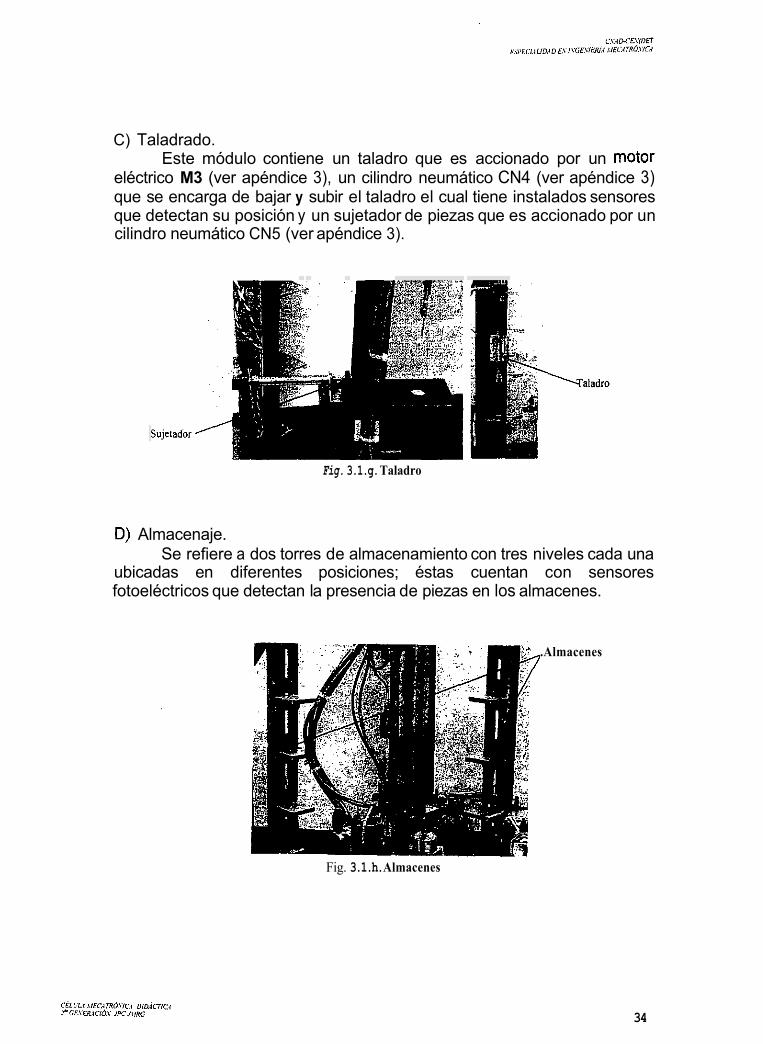
C) Taladrado. Este módulo contiene un taladro que es accionado por un motor
eléctrico M3 (ver apéndice 3), un cilindro neumático CN4 (ver apéndice 3) que se encarga de bajar y subir el taladro el cual tiene instalados sensores que detectan su posición y un sujetador de piezas que es accionado por un cilindro neumático CN5 (ver apéndice 3).
Fig. 3.1.g. Taladro
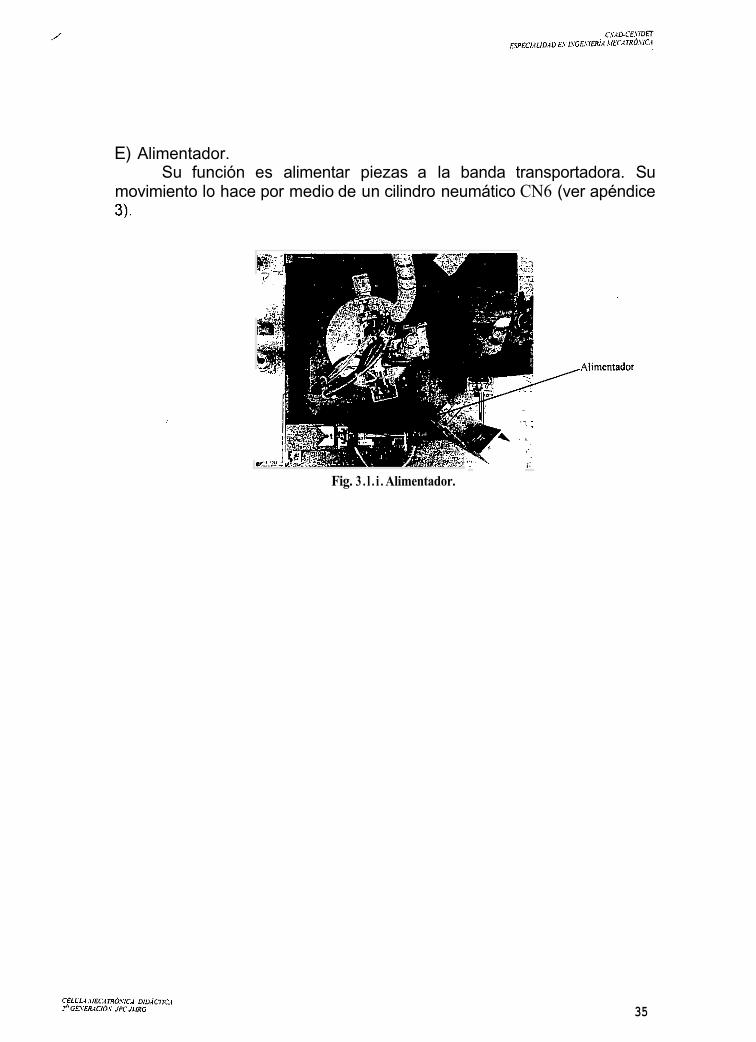
D) Almacenaje. Se refiere a dos torres de almacenamiento con tres niveles cada una
ubicadas en diferentes posiciones; éstas cuentan con sensores fotoeléctricos que detectan la presencia de piezas en los almacenes.
.Almacenes
Fig. 3.1.h. Almacenes
34
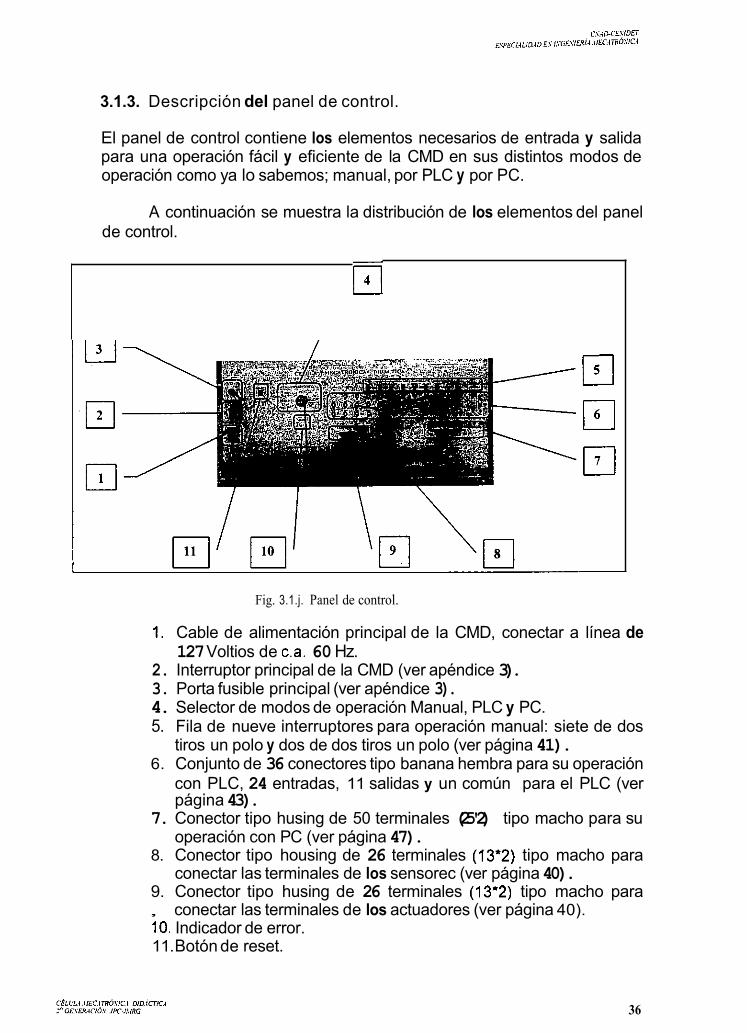
E) Alimentador. Su función es alimentar piezas a la banda transportadora. Su
movimiento lo hace por medio de un cilindro neumático CN6 (ver apéndice
Fig. 3 . l . i . Alimentador.
35
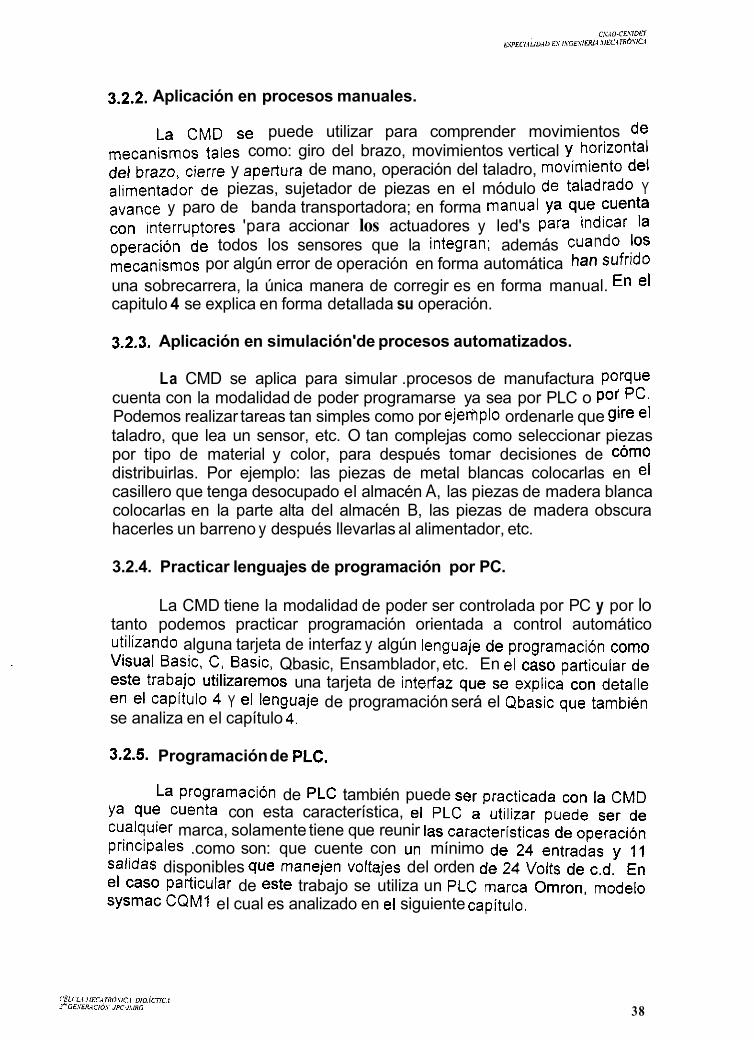
3.1.3. Descripción del panel de control.
El panel de control contiene los elementos necesarios de entrada y salida para una operación fácil y eficiente de la CMD en sus distintos modos de operación como ya lo sabemos; manual, por PLC y por PC.
A continuación se muestra la distribución de los elementos del panel de control.
El El El
Fig. 3.1.j. Panel de control.
1. Cable de alimentación principal de la CMD, conectar a línea de 127 Voltios de c.a. 60 Hz.
2. Interruptor principal de la CMD (ver apéndice 3). 3. Porta fusible principal (ver apéndice 3). 4. Selector de modos de operación Manual, PLC y PC. 5. Fila de nueve interruptores para operación manual: siete de dos
tiros un polo y dos de dos tiros un polo (ver página 41). 6. Conjunto de 36 conectores tipo banana hembra para su operación
con PLC, 24 entradas, 11 salidas y un común para el PLC (ver página 43).
7. Conector tipo husing de 50 terminales (25'2) tipo macho para su operación con PC (ver página 47).
8. Conector tipo housing de 26 terminales (13*2) tipo macho para conectar las terminales de los sensorec (ver página 40).
9. Conector tipo husing de 26 terminales (13*2) tipo macho para , conectar las terminales de los actuadores (ver página 40). IO. Indicador de error. 11. Botón de reset.
36

3.2. Aplicaciones de la CMD.
El modelo de la Célula Mecatrónica Didáctica (CMD) es apropiado para simular el control de procesos de manufactura, ya sea en forma Manual, por PLC aceptando cualquier marca solo que cubra con las caracteristicas técnicas principales que son: un mínimo 24 entradas y 11 salidas disponibles que manejen voltajes del orden de 24 Voltios de c.d.; o bien, por computadora personal (PC) aceptando cualquier lenguaje de programación como Qbasic, C, Visual Basic, ensamblador, etc., quedando a disposición del usuario.
3.2.1. Comprensión de operación y aplicación de sistemas mecánicos, electrónicos, eléctricos y de control como PLC y PC.
Para que un sistema mecatrónico funcione es necesario vincular principalmente las ingenierías mecánica y electrónica, además la eléctrica y ciencias computacionales entre otras. Es muy importante saber que las maquinas mecatrónicas están compuestas de mecanismos hechos por piezas que han sido maquinadas por alguna máquina y una herramienta, ya sea manual o automatizada como es el caso de los centros de maquinado de Control Numérico Computarizado (CNC) y es ahí en donde tiene aplicación y relación la ingeniería mecánica y las ciencias computacionales. Estos mecanismos son movidos por algún actuador y puden ser de origen neumático, hidráulico, eléctrico, electromagnético, etc..Son gobernados por circuitos de control en donde intervienen componentes electrónicos y10 eléctricos que pueden ser autocontrolados o bien pueden tener relación con un equipo de control como es el caso de un PLC o una PC que también están construídas con dispositivos electrónicos, además es necesario aplicar algún tipo de programación y en la mayoría se requiere un software especifico. Debido a IO anterior se comprueba que las ingenierías y las ciencias antes mencionadas deben tener relación Dara Doder automatizar equipos y es donde tiene aplicación elecTRÓNICA.
la Mecatróica MECÁnica -
La Célula Mecatrónica Didáctica integra todas estas áreas ya que está compuesta de mecanismos, cilindros y electroválvulas neumáticas, motores eléctricos, sensores, interruptores, circuitos integrados, dispositivos electrónicos, relevadores, controladores PLC y PC, etc. Es por eso que se aplica para practicar y aprender programación, electrónica, mecanismos, interfaces, neumática, procesos de manufactura, etc., lo cual la hace ser una Célula Mecatrónica Didáctica Flexible y Aplicable para el Proceso de Enseñanza - Aprendizaje.
31
3.2.2. Aplicación en procesos manuales.
La CMD se puede utilizar para comprender movimientos de mecanismos tales como: giro del brazo, movimientos vertical Y horizontal del brazo, cierre y apertura de mano, operación del taladro, movimiento del alimentador de piezas, sujetador de piezas en el módulo de taladrado Y avance y paro de banda transportadora; en forma manual Ya que cuenta con interruptores 'para accionar los actuadores y led's Para indicar la operación de todos los sensores que la integran; además cuando los mecanismos por algún error de operación en forma automática han sufrido una sobrecarrera, la única manera de corregir es en forma manual. En el capitulo 4 se explica en forma detallada su operación.
3.2.3. Aplicación en simulación'de procesos automatizados.
La CMD se aplica para simular .procesos de manufactura porque cuenta con la modalidad de poder programarse ya sea por PLC o poi pc. Podemos realizar tareas tan simples como por ejemplo ordenarle que gire el taladro, que lea un sensor, etc. O tan complejas como seleccionar piezas por tipo de material y color, para después tomar decisiones de Cómo distribuirlas. Por ejemplo: las piezas de metal blancas colocarlas en el casillero que tenga desocupado el almacén A, las piezas de madera blanca colocarlas en la parte alta del almacén B, las piezas de madera obscura hacerles un barreno y después llevarlas al alimentador, etc.
3.2.4. Practicar lenguajes de programación por PC.
La CMD tiene la modalidad de poder ser controlada por PC y por lo tanto podemos practicar programación orientada a control automático utilizando alguna tarjeta de interfaz y algún lenguaje de programación como Vkual Basic, c, Basic, Qbasic, Ensamblador, etc. En el caso particular de este trabajo UtiliZaremOS una tarjeta de interfaz que se explica con detalle en el capitulo 4 Y el lenguaje de programación será el Qbasic que también se analiza en el capítulo 4.
3.2.5. Programación de PLC.
La programación de PLC también puede ser practicada con la CMD Ya que cuenta con esta característica, el PLC a utilizar puede ser de cualquier marca, solamente tiene que reunir las características de operación principales .como son: que cuente con un mínimo de 24 entradas y 11 salidas disponibles que manejen Voltajes del orden de 24 Volts de c.d, En el caso Particular de este trabajo se utiliza un PLC marca Omron, modelo SYSmac CQMl el cual es analizado en el siguiente capítulo.
38

CAPITULO 4 INSTALACION Y OPERACIÓN DE LA CMD
4.1. instalación. Para la instalación de la CMD es necesario considerar las precauciones y
seguir los pasos adecuados marcados en cada modo de operación, además de realizar las conexiones como se indican.
4.1 . I . Precauciones: - -
Para evitar incendios o el riesgo de descargas eléctricas, no exponga la unidad a la lluvia ni a la humedad. No permita que sea operada por personal que desconozca 10s conocimientos necesarios o asegúrese de contar con un asesor capacitado. - Alimente la unidad solamente con 127 Voltios de c.a. 60 HZ.
- Desconecte la unidad de la toma mural cuando no vaya a utilizarla durante mucho tiempo. Para desconectar el cable tire del enchufe, nunca del cable. No instale la unidad cerca de fuentes de calor, como radiadores O conductos de aire caliente, ni en lugares sujetos a la luz solar directa, polvo excesivo, vibraciones mecánicas o golpes. No instale la unidad en una posición inclinada. Se diseñó para funcionar sólo en posición horizontal. No coloque objetos pesados sobre la unidad. Para la limpieza desconecte la toma de corriente principal. Nunca utilice limpiadores líquidos como thiner, gasolina, alcohol, etc., ya que estos pueden dañar la unidad. Utilice un paño húmedo para limpiarla externamente. si nota algún Olor anormal como humo apague inmediatamente y desenchufe; avise de inmediato ai personal calificado. Cuando Sean tECeSarias piezas de repuesto asegúrese que el técnico de setvicio utilice piezas originales 0 que tengan las mismas características.
-
- - -
- -
39

4.1.2. Conexiones.
Antes de iniciar las conexiones: - Asegúrese que esten desactivadas las alimentaciones de los
equipos (CMD, PLC, PC) y que la válvula de alimentación de aire comprimido esté cerrada.
- No conecte los cables de c.a. hasta no realizar todas lac conexiones.
- Compruebe que las conexiones sean firmes. Las conexiones flojas pueden provocar distorsiones durante la operación.
Realice las conexiones como se muestra en la fig. 4.1 .a.
Fig. 4. I .a. Conexiones
40

Como se puede apreciar en la figura anterior se indica que deberá conectar 11 terminales de salida del PLC a los bornes marcados con la leyenda PI , P2, P3, ... P11, asimismo 24 entradas del PLC a los bornes con leyenda SI,S2, S3, ... S24 y el común del PLC al borne marcado con la leyenda común.
El conector (C3) de 50 terminales deberá conectarse a la tarjeta de interfaz la cual se insertará en el slot del bus ISA del CPU.
Los conectores marcados con las leyendas C1 y C2 de 26 terminales cada uno se conectarán a los buses correspondientes provenientes de la CMD marcados con la misma leyenda.
Conecte también la línea de aire comprimido al FR y regule a una presión de 4 Kgf./cm2
Una vez hechas las conexiones citadas, proceda a conectar las alimentaciones de la CMD, PC y PLC a la línea de 127 V c.a. 60 Hz. Posteriormente encienda el equipo.
Una vez que se hayan seguido estas instrucciones el equipo quedara listo para operarlo.
4.2. Operación Modo Manual.
En esta sección se analiza el funcionamiento de cada uno de los interruptores del panel de control para la operación en modo manual de la CMD.
4.2.1. Función de cada uno de los interruptores del panel de control.
Para iniciar la operación en modo manual es necesario contar con todas las conexiones mencionadas en la sección anterior. Posteriormente, proceda a activar el interruptor general del panel de control, en la fila de led's que se encuentra dentro del panel de control se observará que algunos encienden; éstos indican la activación de sensores que detectan los estados de algunos actuadores, una vez que ocurra esto la CMD estará lista y se podrá empezar a operarla.
En el panel de control seleccione el modo manual desde la perilla del selector de modos. Ubíquese en la sección de control manual en donde se encontraran nueve interruptores marcados con leyendas, los cuales se explican a continuación:
. Mesa (CW, CCW), es un interruptor de dos tiros un polo. Cuando se encuentra en posición media esta inactivo, cuando está hacia CW el brazo gira en sentido horario y cuando se encuentre hacia CCW el brazo gira en sentido antihorario.
. Mano (sube, baja), las mismas caracteristicas que el anterior solo que se utiliza para subir o bajar el brazo.

, Mano (frente, atrás), se utiliza para mandar al frente o atrás la mano del brazo.
, Mano (cierra, abre), se utiliza para cerrar o abrir la mano del brazo. . Sujetador (frente, atrás), se utiliza para sujetar o liberar las piezas que se encuentran en la mesa del taladro. . Taladro (baja, sube), se utiliza para bajar o subir el taladro. . Taladro (gira, para), se utiliza para hacer girar o detener al taladro. . Alimentador (frente, atrás), se utiliza para mandar al frente o atrás al alimentador de piezas hacia la banda. . Banda (gira, para), se utiliza para hacer avanzar o detener la banda transportadora.
42
4.3. Operación Modo PLC.
En esta sección se analiza la operación de la CMD en modo PLC describiendo el módulo de conectores, la tabla de direcciones y algunos ejemplos de programación. Para este modo de operación es necesario seleccionar el modo PLC desde el selector de modos.
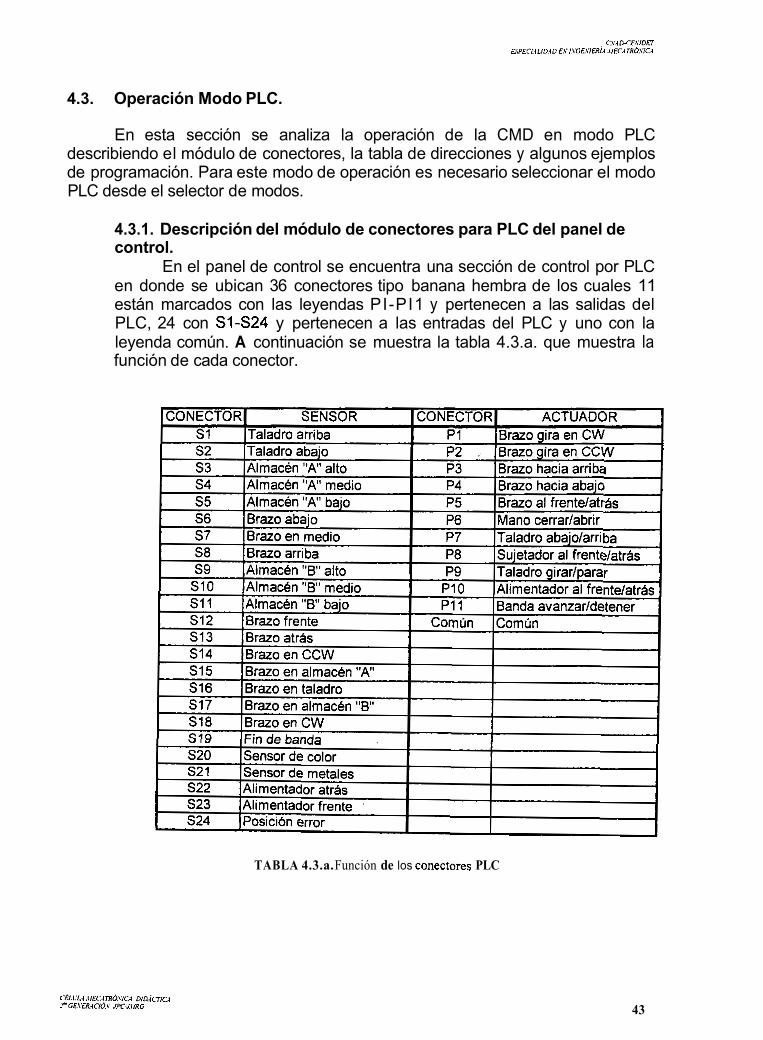
4.3.1. Descripción del módulo de conectores para PLC del panel de control.
En el panel de control se encuentra una sección de control por PLC en donde se ubican 36 conectores tipo banana hembra de los cuales 11 están marcados con las leyendas PI-PI1 y pertenecen a las salidas del PLC, 24 con SI4324 y pertenecen a las entradas del PLC y uno con la leyenda común. A continuación se muestra la tabla 4.3.a. que muestra la función de cada conector.
TABLA 4.3.a. Función de los conectores PLC
43
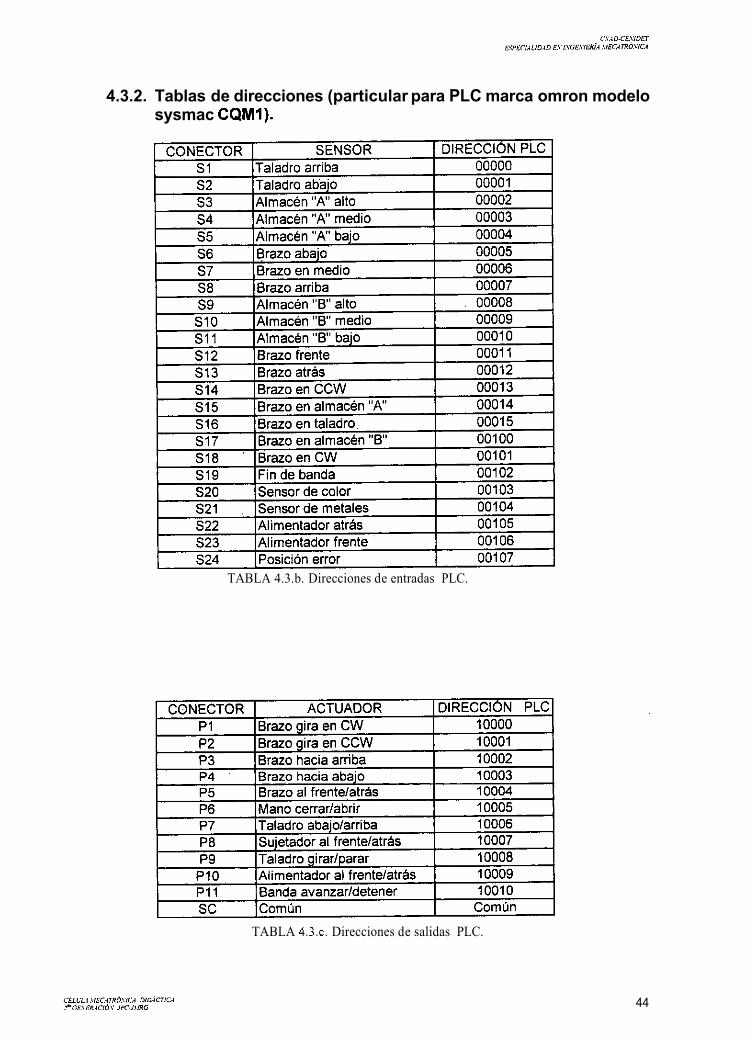
4.3.2. Tablas de direcciones (particular para PLC marca omron modelo sysmac CQMI).
TABLA 4.3.b. Direcciones de entradas PLC.
TABLA 4.3.c. Direcciones de salidas PLC.
44
4.3.3. Ejemplo básico de programación por PLC.
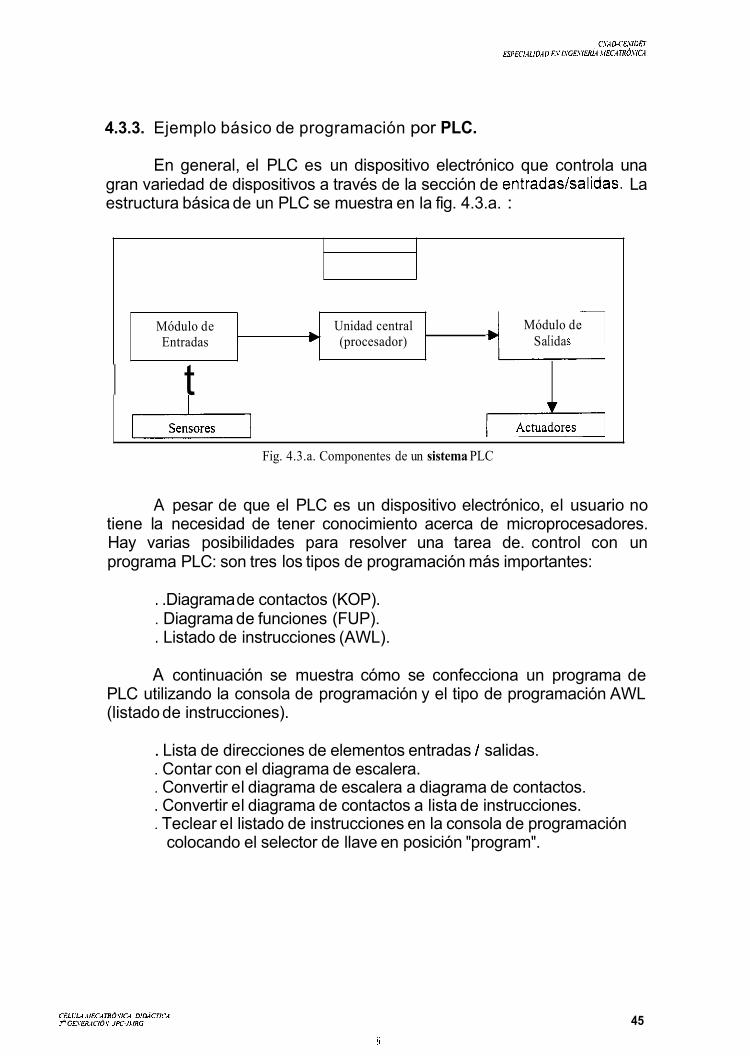
En general, el PLC es un dispositivo electrónico que controla una gran variedad de dispositivos a través de la sección de entradas/salidas. La estructura básica de un PLC se muestra en la fig. 4.3.a. :
Módulo de Unidad central Entradas ' (procesador)
Módulo de Sa I i d a s
I t Aciuadores
Fig. 4.3.a. Componentes de un sistema PLC
A pesar de que el PLC es un dispositivo electrónico, el usuario no tiene la necesidad de tener conocimiento acerca de microprocesadores. Hay varias posibilidades para resolver una tarea de. control con un programa PLC: son tres los tipos de programación más importantes:
. .Diagrama de contactos (KOP).
. Diagrama de funciones (FUP).
. Listado de instrucciones (AWL).
A continuación se muestra cómo se confecciona un programa de PLC utilizando la consola de programación y el tipo de programación AWL (listado de instrucciones).
. Lista de direcciones de elementos entradas / salidas.
. Contar con el diagrama de escalera.
. Convertir el diagrama de escalera a diagrama de contactos.
. Convertir el diagrama de contactos a lista de instrucciones.
. Teclear el listado de instrucciones en la consola de programación colocando el selector de llave en posición "program".
45

Ejemplo: Se deska que cuando el sensor de la parte alta del almacén
" A detecte una pieza, la banda transportadora avance y cuando la deje de detectar se detenga.
Cana de tiempos
s3 - A - - L I L PI 1 -.r-ul-
Diagrama de escalera
Direcciones Diagrama de contactos
S3----Almacén "A" alto----00002 PI I---Banda avanzar/parar--IOOlO
Lista de insthcciones I I LD 00002 OUT 10010 END (01)
Operación con las teclas deshab habilita el password
Deshabilita el sonido
+ LimDia la memoria
Una vez tecleado lo anterior solo hay que seleccionar el modo RUN con el selector de llave y el programa se estará ejecutando.
46

4.4. Operación Modo PC.
En esta sección se explica la descripción de las terminales del conector C3 y la interíaz entre la PC y la CMD; así como la tabla de direcciones y bits, también algunos ejemplos de programación en lenguaje Qbasic para control de la CMD. Para este modo de operación es necesario seleccionar el modo PC desde el selector de modos.
4.4.1. Descripción de las terminales del conector para PC.
En el panel de control se encuentra una sección de control por PC en la cual se encuentra un conector de 50 terminales (C3). Este conector es usado cuando se opera la CMD en el modo PC. En este caso el sistema trabaja con niveles de voltaje l T L (5 V c.d.), cuando alguno de los censores o actuadores se activa, el nivel correspondiente es alto, en la tabla 4.4.a. se muestra la descripción de cada terminal o pin.
SENSOR PIN ACTUADOR PIN I I I
Taladro arma I 35 IBrazogiraen CW I 11 Taladro abajo I 38 IBrazo gira en CCW I 14
Tabla 4.4.a. Descripción de terminales conector C3.
41
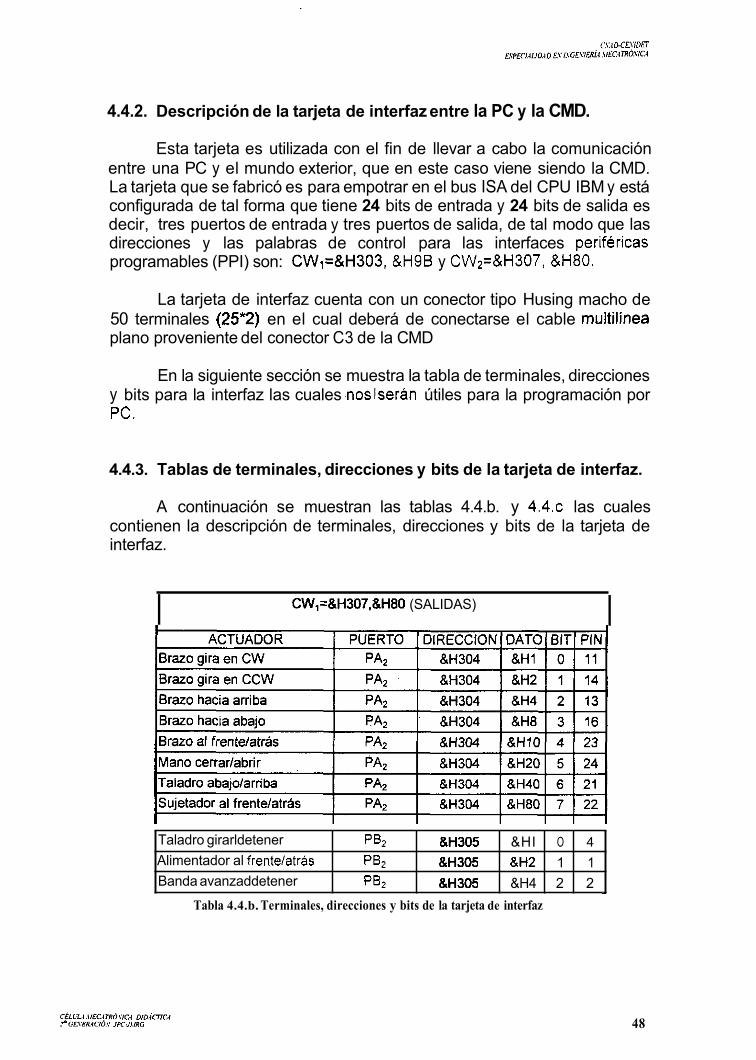
4.4.2. Descripción de la tarjeta de interfaz entre la PC y la CMD.
Esta tarjeta es utilizada con el fin de llevar a cabo la comunicación entre una PC y el mundo exterior, que en este caso viene siendo la CMD. La tarjeta que se fabricó es para empotrar en el bus ISA del CPU IBM y está configurada de tal forma que tiene 24 bits de entrada y 24 bits de salida es decir, tres puertos de entrada y tres puertos de salida, de tal modo que las direcciones y las palabras de control para las interfaces perifericas programables (PPI) son: CWl=&H303, &H9B y CW2=&H307, &H80.
La tarjeta de interfaz cuenta con un conector tipo Husing macho de 50 terminales (25*2) en el cual deberá de conectarse el cable multilínea plano proveniente del conector C3 de la CMD
En la siguiente sección se muestra la tabla de terminales, direcciones y bits para la interfaz las cuales nosiserán útiles para la programación por PC.
Taladro girarldetener Alimentador al frentelatrás Banda avanzaddetener
4.4.3. Tablas de terminales, direcciones y bits de la tarjeta de interfaz.
A continuación se muestran las tablas 4.4.b. y 4.4.c las cuales contienen la descripción de terminales, direcciones y bits de la tarjeta de interfaz.
PBZ &H305 &HI O 4 PBZ 8H305 8H2 1 1 PBZ 8H305 &H4 2 2 -
I CW,=&H307,&H80 (SALIDAS) I
Tabla 4.4.b. Terminales, direcciones y bits de la tarjeta de interfaz
48

~
CW,=&H303,&H9B (ENTRADAS)
Brazo enTmac6n " A Brazo en CW Fin de banda Sensor de color
PCl 8H302 &HI O 32 PCl BH302 &HZ 1 29 pc, 8H302 &H4 2 30 PC. BH302 BHB 3 27
Sensor de metal Alimentador atrás Alimentador frente Posición error
Tabla 4.4.c. Terminales, direcciones y bits de la tarjeta de interfaz.
pc1 BH302 &HI0 4 31 pc1 BH302 BH20 5 34 pc1 &H302 &H40 6 33 pc, BH302 BH80 7 36
49

4.4.4. Ejemplos básicos de programación en lenguaje Qbasic
Para programar la CMD con lenguaje de programación Qbasic es necesario contar con un diagrama de flujo del proceso que se desea realizar. Los símbolos que se utilizan para realizar un diagrama de flujo son los que se muestran en la figura 4.4.a. :
(7) DECISION 0 CONECTOR
SUBRUTINA
SALIDAS - FLUJO
Fig. 4.4.a. Simbologia para diagramas de flujo.
Una vez que se tiene el diagrama de flujo, se procede a transcribir el programa en lenguaje Qbasic y posteriormente se edita; para esto, se debe contar con el software instalado en la PC.

Ejemplo I. :
Hacer un programa que cuando se ejecute avance la banda.
Inicializar las PPI
Energizar motor de banda
(-+) Diagrama de flujo
Solución con lenguaje Qbasic
Out &H303, &H9B (Inicializa a los tres puertos de la I,, PPI como entradas)
Out &H307, &H80 (Inicializa a los tres puertos de la 2& PPI como salidas)
Out &H305, &H4 (Energiza el motor de la banda)
End (Finaliza el programa)
5 1

Para la operación con la PC siga los siguientes pasos:
- Ubíquese en el subdirectorio DOS.
Microsoft(R) Windows 98 (C)Copyright Microsoft Corp 1981-1999.
C:\WINDOWS>cd..
C:\>cd dos
C:\DOS>
- Tecleé Qbasic y dé enter. r
Microsoft(R) Windows 98 (C)Copyright Microsoft Corp 1981-1999.
C:\WINDOWS>cd..
C:\>cd dos
C:\DOS>qbasic
- Aparecerá la siguiente pantalla:
- - -
Oprima ESC y tecleé el programa. Unavez tecleado, vaya a ejecutar y a reiniciar Una vez reiniciado presione F5.
AI realizar lo anterior la banda avanzara.
52

Ejemplo 2. :
Crear un pro no exista pieza en el fin di interruptor de fin de banda ésta se detenga, y cuando sea removida la pieza vuelva a arrancar
a que haga girar la banda transportadora cuando da, de tal forma.que cuando se accione el
Solución:
Diagrama de flujo Inicializar las PPI
I
/
/ ‘Esta accionado el
interruptor de fin de banda?
//- Desenergizar motor de banda
Programa Out &H303, &H9B ( Inicializa los tres puertos de la ler PPI como entradas). Out &H307, &H8O ( Inicializa los tres puertos de la 2da PPI como salidas).
X=INP(&H302) ( Identifica el estado de todos los censores del puerto PCI), X=X And &H40 If X=O Then Out &H305, &H4 (si el sensor esta desenergizado avanza). Out &H305, &HO Goto A End ( Fin).
A:
( Enmascara al bit 2 del puerto PCI).
(si está activado, la banda se detiene). ( Regresa a leer el estado de los sensores).
53
CONCLUSIONES:
AI término del período establecido se logró construir la Célula Mecatrónica Didáctica, cumpliendo así con una parte del objetivo planteado.
AI paso de un tiempo se logró cumplir con el objetivo, ya que el prototipo se ha convertido en una herramienta de trabajo para el proceso de enseñanza- aprendizaje en un centro de educación superior y además despertó el interés de contar con más equipos similares, que a la fecha se están reproduciendo en mayor cantidad para ser distribuidos a más planteles educativos.
Los conocimientos recibidos durante la especialización fueros vitales para la realización de este proyecto ya que se aplicaron técnicas adquiridas y están aplicadas en el prototipo, tales como: maquinado de piezas, aplicación de sistemas neumáticos, ensamble de elementos mecánicos, diseño de tarjetas electrónicas, programación, aplicación de sensores, entre otras.
Dos problemas que no se lograron resolver, fueron el control del módulo del brazo .en la posición media del movimiento vertical debido a la mala aplicación de un cilindro neumático de doble efecto, y .la falta de control de operación de actuadores para evitar choques por mala operación ya que en aquel tiempo no se contaba con la experiencia para colocar un sistema controlador de señales; sin embargo, se dejaron disponibles las señales para que en un futuro se le pueda implementar.
Se recomendó para la nueva reproducción, el cambio del movimiento vertical del brazo por un sistema motorizado acoplado a un husillo y la implementación de dispositivos lógicos programables (PLD) o algo similar para el control de señales y así asegurar la integridad física del equipo.
Se hace una invitación extensiva a los lectores a realizar trabajos en equipo, sus servidores estamos seguros que así se logran metas más fácil que de forma aislada.
54

BIBLIOGRAFÍA:
- OGATA Katsuhiko. Dinámica de Sistemas Editorial Prentice Hall, Primera edición, México 1987, 619 p
- NORTON Robert L. Diseño de Máquinas Editorial Prentice Hall, Primera edición, México 1999, 1080 p
- BEER P. Fernand Y ROSSEL Jhonson E. Mecánica Vectorial para Inqenieros "DINAMICA Editorial McGRAW.-HILL, Sexta edición, México 1998, 1316 p.
- MORRIS Mano M. Diseño Diqital Editorial Prentice hall, Primera edición México 1992 491 p
- FREDERICK J. Y PETERSON Gerald Teoría de Conmutación v Diseño Lóaico Editorial Limusa Novena reimpresión en español de la Segunda edición en ingles, México 1990, 644 p.
- MOTOROLA Fast and LS TTL Data Primera edición USA 1992.
- NATIONAL Semiconductor Fast Advanced Schottky TTL Logic Data Book Edición U.S.A. 1990.
- NTE Semiconductors Septima Edición U.S.A. 1995.
- OMRON Photomicrosensor Product Data Book Edición U.S.A. 1997.
5 5

APÉNDICE I
i l ~ ~ ~ ~ ~ ~ ~ MECÁNICOS~~
56
I - I -c
I I
1 1 BASE PRINCIPAL
u I I
LAM. C.R.S. CAL. 10 705x805x3.5
3338 I
ESCAIA FECHA
DIBUJO N O V . - ~ 1:lO.W
ACOTACION C. N. A. D. NOMBRE
J. M. RPERAG. MEXICO D. F.
DIBUJO No.
1 BASE PRINCIPAL mm , ESPECIAI.IDA0 MECATRONICA APROBO N0V:OO ING. ROMAN R. G.

i r - I ‘ T
1 TAPA SOPORTE LAM. C.R.S. CAL10 300X300X3.5 1
TAPA SOPORTE
: a r
I DIBUJO No.
DESCRRT,I(*I PLRTE WTERYL M W O S E N E R m OBSWNAODIES I
1 2
ESCALA 12.41
4COTACION mm.
C. N. A. D. FECHA NOMBRE
DIBUJO NOV.-OO J. M. RIVERA G. MEXICO D. F APROBO NOV.-O0 ING. ROMAN R. G. ESPECIALIDAD: MECATRONICA
P
3

,c* I i I t I
ESCALA nm. I FECHA j ?flMBRE pr :OTACION b1.8
DIBUJO NW.-00 ING. J. H. RIVERA G. APRUBO NOV.-OOI ING. ROMAN R. G.
-@- I DISCO GlRATORiC
~~
I ?5- ! I i ü%avKiü€3 iLiBD*TuiEiim
c, N: A , n, MEXICO E. F.
ESPECIALXDAD: HECATRONICA
!DIBUJO No. I I
3 i I 4

J.?!-
1
1 3
I N
LAM. C.R.S. W. 12 3Jx65xw BASE REGULADOR DE PRESION
- u-
ESCALA 1 :2.75
ACOTACION mm.
C. N. A. D. FECHA NOMBRE DIBUJO NOV.-O0 ING. J. kl. RIVERA G. MEXICO D. F. APR^B@ NOV.-OO ING. ROMAN R. G. ESPECIALIDAD: MECATRONICA
1 BASE REGULADOR DE PRESK)N I

L
1 1 ALIMENTADOR
L I LAM. C. R. S. CAL. 12 500X70X3 I
1 I I i i c
ESCALA 111.97
lCOTACION nm.
i
2, N A d D, FECHA NOMBRE MEXICO D. F, OIBUJO NOV.-O0 ING. J. M, RIVERA G,
APROBO NOV.-O0 ING. ROMAN R, G. ESPECIALIDADI MECATRONICA
6 DIBUJO No,
ALIMENTADOR

1' F
1 E A N M TFANSPORTADORA I
j
ALUMN4 10(3(510X3.2 I
I m I
ESCALA
ACOTACION mm
1 2 7 2
e
C. N. A. D. FECHA NOMBRE I DIBUJO NOV-M) ING J M RIVERAG MEXICOD F. APROBO NOV.40 ING R0MANR.G ESPEClrVIDWD: MECATRONICA
DIBUJO No. BANDA TRANSPORTADORA 7
4 N -1
1 1 BASE nE BARRENADO
i t
I L M . C R S. C A L 12 1 200X600X3
5
*NT UEScI)LPcW PAWE WlOU4L
4 T
SEN^ I oBxERv-
I i T:
ESCALA FECHA NOMBRE 1 0
4CUTACION DIBUJO NOV.-OO ING. J. M. R I V E R A G.
nn. APROBO NOV.-O0 ING. ROMAN R. G.
-a-+ BASE DE BARRENADO
t lS7 1
C, N, A, D, MEXICO D. F.
ESPECIAL IDAD MECATRONICA DIBUJO Nc
8

10 I
I I
ESCALA 111.5
nn. -DIBUJO COTACIEN
e@
o U 9 Q q ~
C, N, A , D, FECHA NOMBRE NOV.-O0 ING. L. M. RIVERA G. MEXICO D. F.
APRCBO NOV.-O0 ING. ROMAN R. G. ESPECIALIDADl HECATRONICA DIBUJO No.
SUJETADOR DE PIEZA
- i
o 4
7 I
1 1.00 1-
I t I I
! I I
-~O,OD.
4 1 5 . 9 9
c
-5m
, ...I(-
:*NT.
I l l
DíSCñIPCIM. ?ARTE WTERUL MEDIMS EN BRUTO OSSERVAUONEC
I u i
ESCALA 1:3
i\COTACION - mm.
C. N. A. D. FECHA NOMBRE - DIBUJO NOV.-O0 J. M. RIVERAG. MEXICO D. F. APROBO NOV.40 ING. ROMAN R. O. ESPECIALIDAD: MECATRONICA
e I ALMACEN 3 NIVELES
11
ALUMINIO LAMINADO I 3 2 X 3 2 Y 5 O O 1 I BRAZO MOVIMIENTO VERTICAL un. - rrm l!ATRuL * I I I D U m m m-
C . N. A. D. ESCALA FECHA NOMBRE l:3
~ ACOTACION DIBUJO NOV.-O0 ING. J. M. RIVERA G. MEXICO D. F. mm. APROBO NOV.-O0 ING. ROMAN R. G. ESPECIALIDAD: MECATRONICA
DIBUJO No e e E3RAZO l@l~W%IOENUO VERTUCAR 41
I

I-c 15
11 -+4- 2d.1 - I I
I

I I I 48 I I
98
ESCALA 1.1
4COTACION mm.
C. N. A. D. FECHA NOMBRE DIBUJO NOV.-00 ING. J. M. RIVERA G. MEXICO D. F. APROBO N0V:OO ING ROMANR G ESPECIALIDAD: MECATRONiCA
-1 MANO (MORDAZA) I

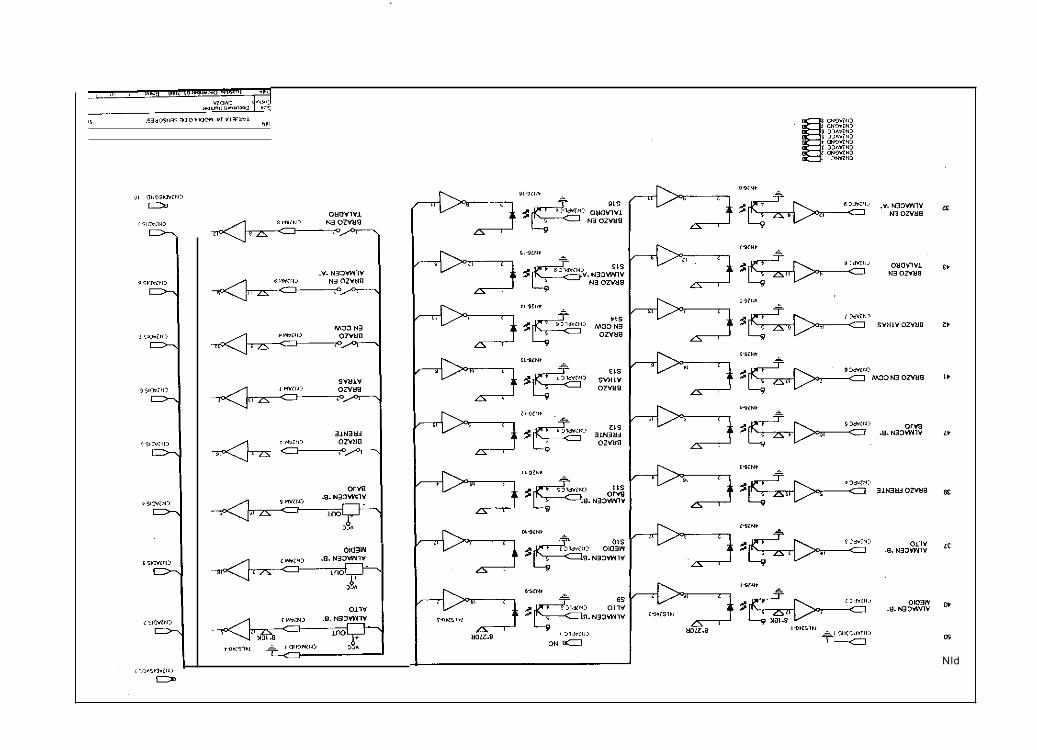
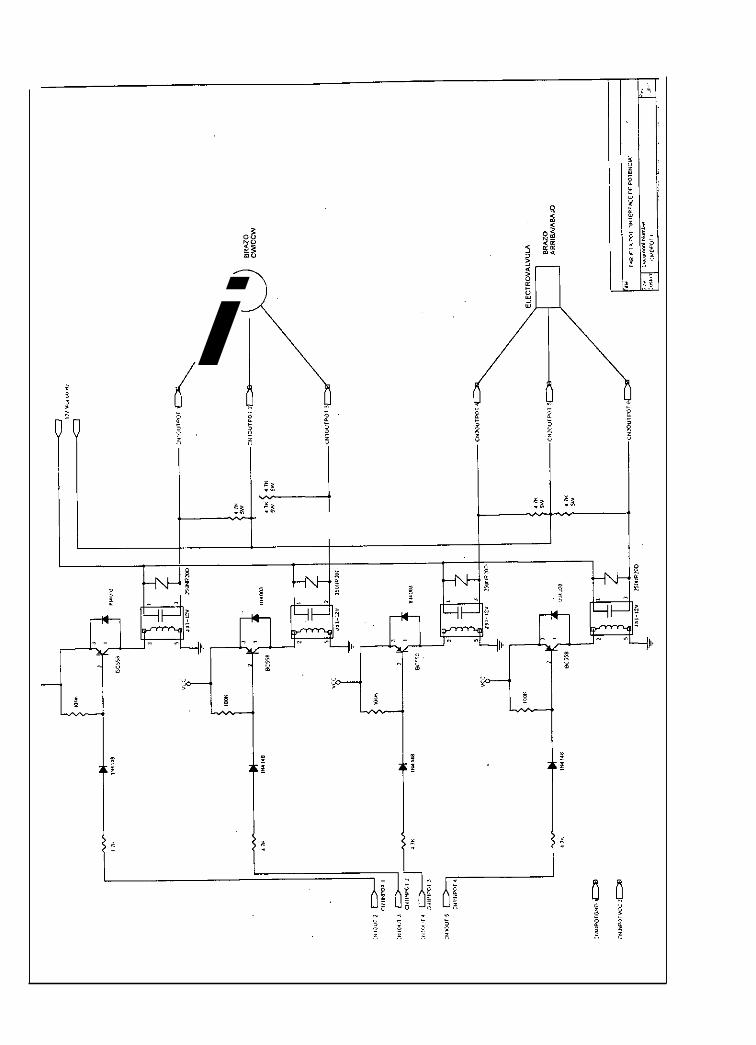
APÉNDICE 2
1 “DIAGRAMAS ELÉCTRICOS Y ELECTRÓNICOS”
70

XI n 9 12 P n .
mo3w
011v I
Nld




i --I fr

L
.
--i; E
I -
I; z Y
6

I

F
Y Y
n U
z 3
-
L
5 L u
4 -

APÉNDICE 3
"TABLAS DE CARACTERíSTlCAS TECNICAS"
84

1 PARTEI DESCRIPCI~N I MARCA I MOD.INO.PARTE I UBICACIONIFUNCI~N I
!
I
S1,S2 SENSOR MAGNÉTICO'P1 CIL. NEUMÁTICO OMRON SR-101 TALADRO
S22,S23 SENSOR MAGNÉTICO P/ CIL. NEUMÁTICO OMRON SR-101 ALIMENTADOR DE PIEZAS
is345 SENSOR FOTOELÉCTRICO OMRON EE-SE5 ALMACENES

V,,,t,l"d 7
V / < i i i '
- l0,5
19.3 2. t
5.74 1.05 9.75
2*25 3,51 1,55 8,6 I 6,9 8.0 781 B,9 7,Ob
21#42 0,06 6,lO 0,53 1,74 7.3
\0,?1 0.91 0.55
961 660
1 O63 704
\ i U J 17 1
3550 3600
050 32 I 775
I 492 I800 I O U 3 1535 1 4 .I3
63 U 2 6 1 O0 650
1 1 4 4 1610
90 1 1 1 5
0,000 o a t 0.000 01 4 0,000 o I I
0,IlOO 011 O,(tOO O I3
u.000 u00 0,000 O0 1
0,OUü 019
0,ouo o I 5 0,000 007 0.000 01 7 0,000 01 2 0,000 O06 0,000 0u4
0,UOU 0511 0.000 026 o;ooo o i j 0,000 00s 0.000071 0,000 007 1:"
- Ili*i. l t t , l o
II I' I' l l 1'1 I1 u 5 Sb s u SI S i l l ' n 'Ill 11 I J V W 2 I1
Zr
CI I 1 I lu tJ
ílq''.
- . l u i l b n l ~ l l d l . rot l6r i
' C
- I 4 5 3
I4 3?7
1769 700 113 630 217
1410 232
3030 1817 le12 1132 1730 3380
420 . le32 .: rig .- 159 - 272 .- 210 -- 249 .-. 2 19 -
Coul l . 'IllLlIec. h i a d (r
I ~ O i O
I ' e
0,000 o1 3 0,000 124 0,000 019 0,000 00Y
0,000 064 0,000 o1 1 0,000 037 0,000 00u 0,000 023 0,000 O07 0,000 o1 1 0,000 009
0,000 O04 0,000 016 oioou o03
.__
-1
TABLA: 2.1

Círciilu
1. = I. = in+ lo = in+
Eemlclrciilo
I . = I , = in+ l o = 1.r'
Ciiurio ile cíiciilo
lY 1"'
""I CEN I DET /:E:NTRO DE INFOWCION
TABLA: 2.2
8 3 - 0 2 4 6