seguridad de procesosmedia.arpel2011.clk.com.uy/fcc/24.pdf · durante la puesta en marcha,...
TRANSCRIPT

24/10/2016
1
Deformación de Stand Pipe
de catalizador gastado – SPL
Seguridad de Procesos
PAMPA ENERGÍARefinería Bahía Blanca

24/10/2016
2
Presentación
Unidad de Cracking Catalítico - Refinería Bahía Blanca
Secuencia de hechos
Año 2003 – cambio de SPL
Año 2005 - Primer evento – Conclusión
Año 2008 – Segundo Evento – Conclusión
Año 2009 - Tercer evento – Conclusión
Año 2010
Conclusiones
Unidad de Cracking Catalítico - RBB

24/10/2016
3
Descripción general UFCC - Bahía Blanca
- Capacidad 1400 m3/día (9500 barriles/día)
- Inventario Catalizador 35 Toneladas
- Regenerador Combustión completaCiclones de 2 etapasDistribuidor aire tipo grilla 6 aireaciones SPL
- Reactor Riser Externo6 boquillas carga AtomaxCiclón salida RiserCiclón superior
- Stripper Conos y anillos2 anillos de vapor (stripping y fluidización)
Esquema general del Convertidor
A Fraccionadora
Separador
Regenerador
PV-1 (LCV)
Riser
Stand Pipe Largo
Nivel de catalizador
PV-2 (TCV)
Stripper
kELLOGG
ORTHOFLOW
Nivel de catalizador

24/10/2016
4
Condiciones operativas UFCC
CCR
5.5C/O
4Circulación (ton/min)
P Regenerador (kg/cm2)
P Reactor (kg/cm2)
715TFDIL (°C)
700TFDN (°C) - comb. total
290TCC (°C)
510TRX (°C)
Carga fresca (m3/d)
Operación típica
1400
1.5
< 1.8 %w
2.1
Conversión 70 %
Rendimiento Nafta 65 %
Secuencia de hechos
2003 Cambio de SPL completo
2005 Primer evento de deformación del SPL – Conclusión CNEA
2008 Segundo evento de alargamiento SPL – Conclusión PETROBRAS
2009 Tercer evento de alargamiento – Conclusión KBR
2010 Cambio completo del SPL

24/10/2016
5
Año 2003Cambio completo del Stand Pipe de catalizador gastado
Deformación del refractario interno
Formación de globos y
desprendimiento de material
Diseño
16 metros
10 tramos
500 mm Diámetro externo
Material AISI 304H
Malla hexagonal metálica
Refractario antierosivo en la pared interna AA 22
Año 2005
Luego de 18 meses de operación se produce el mal funcionamiento
de la PV-1, con falla en el engranaje.
No hay control de nivel del Reactor
Paro de la unidadSe repara el funcionamiento de la PV-1 y se Pone en Marcha
Falla en la apertura de la PV-1 Paro de la unidad con apertura
Estiramiento de SPL en 4”
Corte y
acondicionamiento

24/10/2016
6
Año 2005Estiramiento SPL
Condiciones operativas Ensayos y estudios
No hubo condiciones operativas de borde que pudiesen provocar una
deformación por Temperatura o Tensión.
Estudio CNEA -Ensayos al material
Químicos
C, Si, Mn, P, S, Cr, Ni, Mo
PropiedadesMecánicas
Análisis Metalográfico
Creep (fluencia lenta)
Material correcto
AISI 304H
Tensión, deformación y
Carga vs Desplazamiento en
buen estado
okVida útil
sin riesgo
A T >900 °C por más de
20 días podría deformar 1%
Tracción Refractario –Material en
competencia sin Tope de PV-1
No se dio dicha
condición
Causa probable no evidenciada
No evidencia de estiramiento
gradual
A T mayores a 820°C tension de Fluencia Caño < Refractario
Año 2005 – Conclusión CNEA
No se puede definir ninguna causa como específica de la deformación.
Tracción Refractario – Material en competencia, generando esfuerzos
contrarios, sin tener la fuerza de tope de PV-1, válvula tapón de catalizador
gastado, en condiciones de temperaturas elevadas.

24/10/2016
7
Año 2008
Luego de realizar la interrupción de la unidad para intervenir los
aeroenfriadores de cabeza de la torre Fraccionadora Principal, se evidencian,
durante la puesta en marcha, problemas de cierre de la válvula PV-1 de
catalizador gastado.
Luego de 30 días de operación se detectan la presencia de un Punto Caliente
en la pared del regenerador, procediendo al paro inmediato de la unidad.
Año 2008 - Evidencias encontradas
Fisura en soldadura SPL en dirección al
punto caliente
Caída de refractario en la pared del
Regenerador
Estiramiento Stand Pipe Largo en 3”

24/10/2016
8
Paro de Emergencia de FCC
Estiramiento del SPL Fisura soldadura del SPL
Falla en el control del Nivel del reactor
(sin cierre válvula tapón)
Punto caliente Regenerador
Año 2008 - Análisis realizado
Estiramiento del Stand Pipe Largo
Temperaturas altas
Regenerador
Material Inadecuado
Vibración Aumento de Tensión en SPL
Exceso de carga Axial
No hay
evidenciaPeso del SPL no
mayor al del Proyecto
Error operacional
Indicación Errónea de
termocuplas
Quema Inadecuada
(Post quemado)
Todos los comprobantes y
estudios demuestran material adecuado
Año 2008 - Análisis realizado
1 hora/año @ 982 C
o 10 períodos/año de 1 hora @ 843 C

24/10/2016
9
Aumento de tensión en SPL
Año 2008 - Análisis realizado
Deficiencia constructiva del
refractario
Calibración de carrera de PV1
Flexión del SPL por desalineación
Los cordones de
soldaduras de la malla de
los HEX-MESH son el
eslabón débil y deberían
cortarse
Procedimiento de calibración
adecuada a la orientación
del fabricante
Se observó en la inspección visual un
desalineamiento entre PV1 y SPL
pudiendo causar tensiones no
previstas en el proyecto.
Cuanto mayor es la temperatura
menor es el esfuerzo que se necesita
para producir la elongación
Alienación PV – Stand Pipe
Se observó en la inspección visual un desalineamiento entre PV1 y SPL
pudiendo causar tensiones no previstas en el proyecto, como
consecuencia probable de la fisura en el SPL

24/10/2016
10
Año 2009
Se evidencia en un paro de la unidad un nuevo alargamiento del
Stand Pipe de catalizador gastado, en 4” y un desplazamiento del
mismo hacia el SE.
Se realizaron los ajustes necesarios en el mismo y se envió muestra a
KBR para realizar análisis de la deformación encontrada.
Año 2009 - Análisis de causa
Formación de cokeGases olefínicos no
Strippeados
Entre la pared y el
Refractario
Entre la pared y Hexmetal
Entre el hexmetal y el
Refractario
Oligomerización de olefinas catalizadas por el metal en
zona de Mayor T°
Stress muy grande
No puede crecer radialmente por el refractario
Alargamiento vertical
Stripping deficiente
24/10/2016
11
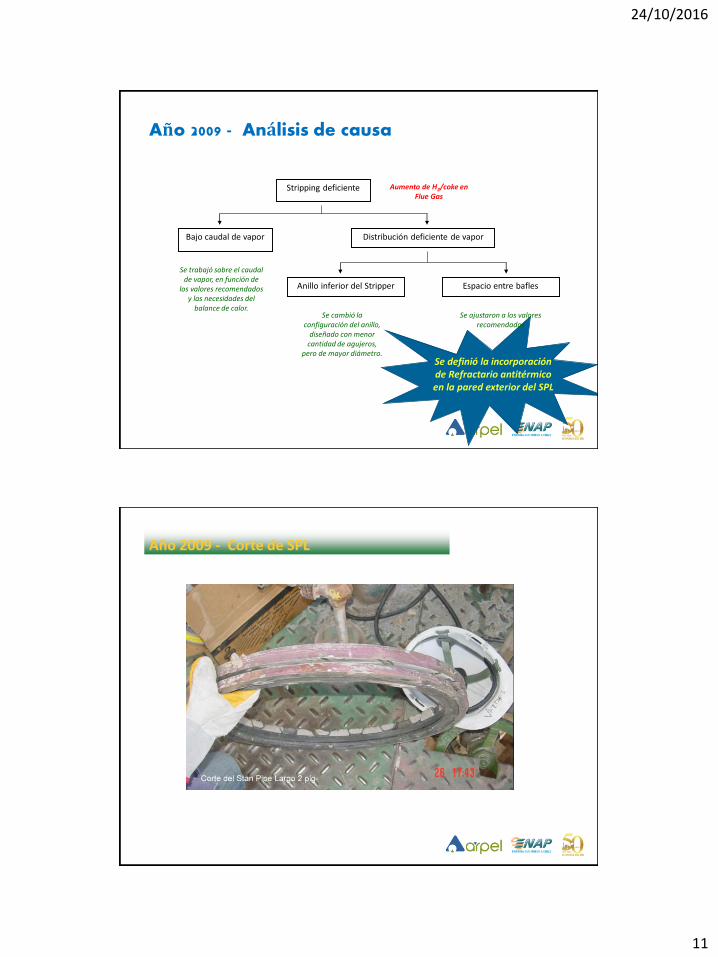
Stripping deficiente
Bajo caudal de vapor Distribución deficiente de vapor
Anillo inferior del Stripper Espacio entre bafles
Se trabajó sobre el caudal de vapor, en función de
los valores recomendados y las necesidades del
balance de calor.Se cambió la
configuración del anillo, diseñado con menor
cantidad de agujeros, pero de mayor diámetro.
Se ajustaron a los valores recomendados
Se definió la incorporación de Refractario antitérmico en la pared exterior del SPL
Año 2009 - Análisis de causa
Aumento de H2/coke en Flue Gas
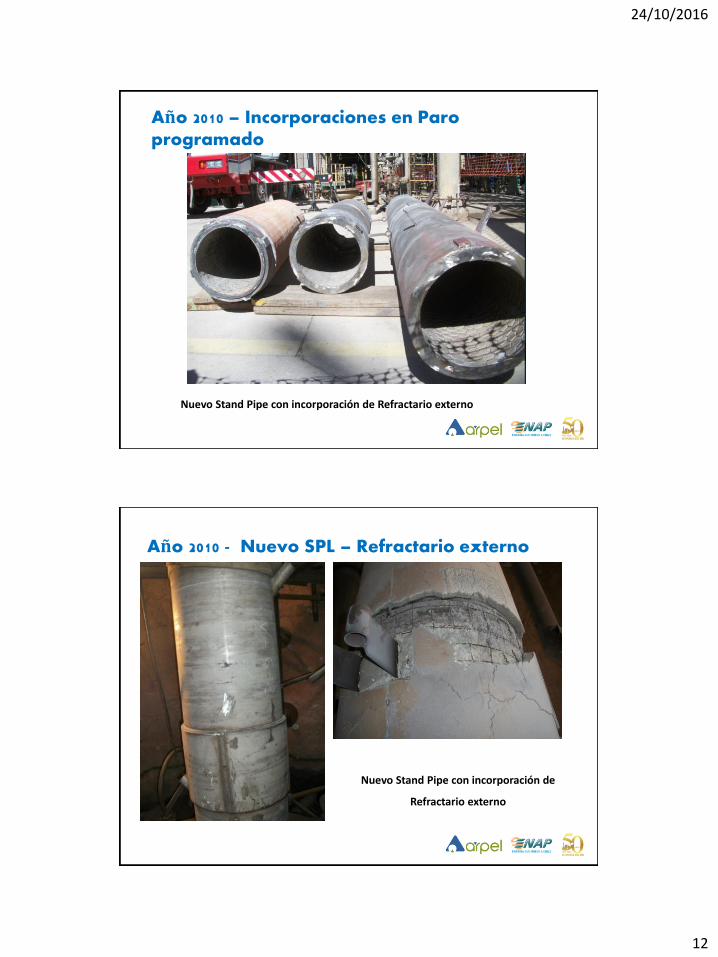
Año 2009 - Corte de SPL
24/10/2016
12
Año 2010 – Incorporaciones en Paro programado
Nuevo Stand Pipe con incorporación de Refractario externo
Año 2010 - Nuevo SPL – Refractario externo
Nuevo Stand Pipe con incorporación de
Refractario externo

24/10/2016
13
Incorporación de refuerzos en los patines de
alineación
Conclusiones
El alargamiento del Stand Pipe Largo ha sido un punto crítico en la
operación de la UFCC Ref. Bahía Blanca.
Las principales conclusiones definidas no pudieron ser totalmente
comprobadas, pero dieron lineamientos precisos para proteger de
eventos similares.
Se presentan entonces las principales conclusiones alcanzadas.

24/10/2016
14
Conclusiones
Control de caudal óptimo de vapor de Stripping, relación H2/coke en
Flue gas
Control riguroso de temperaturas, especialmente en procesos de
parada y puesta en marcha de la unidad.
Necesidad de optimizar el diseño original del SPL, adicionando el
refractario antitérmico en la sección exterior.
Dar seguimiento riguroso a la fabricación de todo elemento a cambiar
o modificar.
Controlar alineación y cierre efectivos en los procesos previos a la
puesta en marcha de la unidad.
Facundo Arévalo Gerente de Ingeniería de [email protected]