sÁnchez valente hÉctor rene sanpedro …148.206.53.84/tesiuami/uami12010.pdf · demanda...
TRANSCRIPT

1
UNIVERSIDAD AUTONOMA METROPOLITANA
UNIDAD IZTAPALAPA
CIENCIAS BASICAS E INGENIERÍA
LIC. INGENIERIA QUIMICA
TITULO DEL PROYECTO:
“SIMULACIÓN DE LA PRODUCCIÓN DE GAS DE SÍNTESIS A PARTIR DE RESIDUOS AGROINDUSTRIALES”
REALIZADA POR:
SÁNCHEZ VALENTE HÉCTOR RENE
SANPEDRO MONTOYA KARLA
ASESORES:
M. C. SERGIO R. BLANCO ROSETE
M. C. SERGIO HERNÁNDEZ JIMÉNEZ

Proyecto final 2
ÍNDICE Pág.
RESUMEN
INTRODUCCIÓN COMPOSICIÓN DE LA FIBRA
CARACTERÍSTICAS DE LOS RESIDUOS CAÑA DE AZÚCAR
USOS DEL BAGAZO DE CAÑA RASTROJO DE MAÍZ
USOS DEL RASTROJO
3 4
ANTECEDENTES
JUSTIFICACIÓN
OBJETIVO GENERAL OBJETIVOS PARTICULARES
DESARROLLO EXPERIMENTAL RESULTADOS DISEÑO GENERAL DE LA PLANTA
10
10
11
11
12
13
25 DISEÑO DE LA PLANTA DE EXTRACCIÓN
26
DISEÑO DE LA PLANTA DE GASIFICACIÓN
27
DIMENSIONAMIENTO DE EQUIPO
28
COSTEO DE LA PLANTA
30
UBICACIÓN DE LA PLANTA CONCLUSIONES REFERENCIAS BIBLIOGRAFICAS APÉNDICE GENERAL GLOSARIO
30
31
33
34
39

3
RESUMEN Nuestra propuesta se realizó con el objetivo de proponer una opción a la creciente
demanda energética y la disminución de los graves problemas de contaminación que hoy presenta el medio ambiente, provocados principalmente por el uso excesivo de combustibles fósiles.
Esta lleva por nombre producción de gas de síntesis a partir de la gasificación de
lignina, proveniente de residuos agroindustriales, debido a su alto poder calorífico, es por ello que se investigaron los posibles residuos agroindustriales, optando por el bagazo de caña y rastrojo de maíz, debido a su bajo costo y elevada generación en nuestro país.
Respecto a la extracción de lignina a partir de estos residuos, se propuso una
extracción sólido-liquido en un sistema soxhlet, utilizando como solvente una mezcla de Tolueno/Etanol 2:1 midiendo el índice de refracción, por medio de un refractómetro, estableciendo el tiempo de extracción, tamaño de partícula y cantidad de lignina extraída para cada residuo. La separación de la lignina se efectúo mediante decantación y precipitamos por medio de agua destilada.
La caracterización de la lignina se realizó a través de espectrofotometría UV.
Comparando una lignina comercial con la extraída por el procedimiento anterior, dando como resultado un pico característico con una longitud de onda de 280 nm.
Una vez caracterizada la lignina, se realizo un análisis de la molécula por medio
de un espectro de masas, obteniendo datos para la simulación de la gasificación de la lignina.
El gas de síntesis es obtenido simulando la gasificación de la lignina, la cual se
realiza por la estequiometria de la reacción, alcanzando con ello una energía de 2,626,720 MJ, considerando que la lignina se gasifica un 95% y el aire actúa como agente gasificante con 25% exceso.
Propusimos dos opciones para la producción de gas de síntesis, siendo ambas
rentables, variando el costo de extracción de la lignina.

Proyecto final 4
INTRODUCCIÓN
Hace un siglo las principales fuentes de energía eran la fuerza de los hombres, animales y el calor obtenido al quemar la madera. El ingenio humano también había desarrollado algunas máquinas con las que aprovechaba la fuerza hidráulica para moler los cereales y la fuerza del viento en los barcos de vela o los molinos de viento. Pero la gran revolución vino con la máquina de vapor y desde entonces, el gran desarrollo de la industria y la tecnología han cambiado drásticamente, al igual que las fuentes de energía que mueven la sociedad moderna. Hoy en día el desarrollo de un país está ligado a un creciente consumo de energía (1).
Existen diferentes fuentes de energía como son: renovables y las no renovables. Las energías no renovable son aquellas que se derivan de las cantidades de
combustibles fósiles como son el carbón, el petróleo y el gas natural, que han tardado en formarse miles de años, consumiéndose en minutos y las reservas de estos combustibles disminuyen a un ritmo creciente, pues de ellos depende el 90 % de energía comercial empleada en el mundo (2).
Por otra parte las energías renovables son aquellas que se producen de forma
continua y son inagotables a escala humana: solar, eólica, hidráulica, biomasa y geotérmica. Son fuentes de abastecimiento energético cuidadosas con el medio ambiente, lo que no significa que no ocasionen efectos negativos sobre el entorno, pero éstos son infinitamente menores si los comparamos con los impactos ambientales de las energías no renovables y además son casi siempre reversibles. Según un estudio sobre los "Impactos Ambientales de la Producción de Electricidad"(3), el impacto ambiental en la generación de electricidad de las energías convencionales es 31 veces superior al de las energías renovables.
Como ventajas medioambientales importantes podemos destacar la no emisión de
gases contaminantes como los resultantes de la combustión de combustibles fósiles, responsables del calentamiento global del planeta (CO2) y de la lluvia ácida (SO2 y NOx) y la no generación de residuos peligrosos de difícil tratamiento y que suponen durante generaciones una amenaza para el medio ambiente como los residuos radiactivos relacionados con el uso de la energía nuclear(3).
Otras ventajas a señalar de las energías renovables son su contribución al
equilibrio territorial, ya que pueden instalarse en zonas rurales aisladas disminuyendo la dependencia de suministros externos, ya que las energías renovables se pueden obtener en cualquier país mientras que los combustibles fósiles sólo se encuentran en un número limitado de países.(4)
Una propuesta para la obtención de energía renovable es por medio de la
gasificación de la lignina extraída de residuos agroindustriales, siendo estos materiales derivados de la agricultura que carecen de valor después de haberse realizado un proceso; produciendo así el gas de síntesis.

5
El gas de síntesis que consiste en una mezcla de gases en mayor parte de CO e
H2 con algunas trazas de CO2 y CH4, el cual puede ser empleado en un amplio número de procesos químicos y/o productos tales como: el metanol, etanol, entre otros, además como generador de vapor y necesidades energéticas, como es la electricidad. Este gas es producido por la gasificación de un sustrato carbonoso (en nuestro caso lignina), mediante una serie de reacciones llevadas a cabo en un rango de temperaturas de 250 a 750 °C en presencia de un agente gasificarte (aire, vapor de agua, oxígeno)(6).
Cabe señalar que la gasificación con aire produce un gas de bajo poder
calorífico generalmente de 4-7 MJ/mol, mientras que la gasificación con oxigeno produce un gas de alto poder calórico de 10-18 MJ/mol y gasificando con vapor de agua, se genera un gas con mediano poder calórico de 10-14 MJ/mol.
La gasificación se lleva a cabo en tres etapas: C149 H215 O52 + 34.5O2 + Ca 10H2O + 38CO2 + 7.5H2 + 35CO +
31CH4 + Ca + 31C
I. PIROLISIS: Es la descomposición térmica de la lignina, esta se transforma principalmente en carbón, compuestos volátiles, metanol, ácido acético y alquitrán. Se considera que empieza en torno a los 250 °C y llega hacer completa a los 500 °C
II .OXIDACIÓN DE CARBÓN (Char)
Carbón + O2 CO2 ( + 406 J/ mol)
III. GENERACIÓN DEL GAS DE SINTESIS C + CO2 2 CO ( - 172.6 JJ//mmooll ) Endotérmica
C + H2O CO + H2 ( - 131.4 JJ// mmooll ) Endotérmica
CO2 + H2 CO + H2O (+41.2 JJ//mmooll) Exotérmica
C + 2H2 CH4 (+ 75 JJ//mmooll) Exotérmica
El principio básico de la gasificación es transferir la energía contenida en un
residuo orgánico de baja energía, a un combustible de alto valor energético. A través de la oxidación parcial de este residuo orgánico por aire, oxigeno o vapor. Suministrando el calor necesario para las reacciones endotérmicas de la gasificación se lleven acabo. Podemos decir que el reactor opera autotérmicamente, esto es debido a que el calor que desprenden las reacciones exotérmicas es absorbido por las reacciones endotérmicas. Como se ha mencionado anteriormente, la materia prima para el proceso de gasificación propuesto es la lignina,(5)componente principal de las fibras vegetales junto con la celulosa y la hemicelulosa.

Proyecto final 6
COMPOSICIÓN DE FIBRAS VEGETALES
Figura 1: Componentes de la fibra, % en peso (4)
Estos datos varían de acuerdo a:
El tipo de planta La temporada de siembra y cosecha Tipo de suelo Condiciones climatológicas
HEMICELULOSA: Son polisacáridos que se enlazan junto a las microfibrillas de celulosa y forman
enlaces covalentes con la lignina
CELULOSA: Es un polímero lineal de unidades de glucosa unidas entre si, a demás es el
principal componente de las paredes celulares de las plantas. Los enlaces hidrógeno entre polímeros paralelos forman microfibrillas fuertes. Estas proveen la fuerza y rigidez requerida en paredes celulares de las plantas.
LIGNINA:
La lignina es un complejo polimérico aromático, constituido por unidades fenil-propano (Ver figura 2). Su contenido representa entre 20 y 30% de su peso. Estas están unidas entre sí mediante enlaces éter o uniones carbono-carbono

7
Figura 2. Molécula de la lignina.
La lignina se encuentra en los tejidos de soporte y conducción de los vegetales, imparte rigidez y fortaleza a las microfibrillas de celulosa. Estos tejidos están formados por células delgadas y alargadas, en cuya pared celular y laminilla media se localiza la lignina. Distribuida de modo no uniforme, su concentración es mayor en la laminilla media y en la pared primaria de la pared celular. (Ver figura 3).
Figura 3: Localización de la lignina en células vegetales

Proyecto final 8
PROPIEDADES GENERALES DE LA LIGNINA.
Según su origen, las densidades específicas de las ligninas varían de 1.3 a 1.4, y el índice de refracción es de 1.6. Su color suele ser pardo, aunque experimentalmente se han logrado ligninas muy claras. Algunas ligninas son insolubles en agua, en ácidos minerales fuertes e hidrocarburos y con el calor la lignina no se funde sino que se reblandece y después se carboniza(4), la cual tiene una capacidad calorífica de 6378 Kcal./Kg(3)
A continuación se muestra la siguiente tabla que contiene composición química de la lignina:
Tabla 1. Composición elemental de las ligninas (5), % en peso.
Carbono 61-65 % Hidrógeno 5-6.2 % Oxígeno 34-38.8 %
Como propuesta se contemplan el bagazo de caña y el rastrojo de maíz, estos
residuos se seleccionaron principalmente en base a su generación, ubicación, bajo costo y cantidad de lignina contenida en ellos. A continuación se dará una breve explicación de cada uno, los demás materiales que podríamos ocupar como por ejemplo virutas de pinos, cáscaras de nueces, aserrín, corteza de eucalipto, cáscara de coco y algunas semillas, las descartamos por su baja producción y su constitución física principalmente(4).
BAGAZO DE CAÑA
La producción anual de caña en México es alrededor de 43.07 millones de
tonelada métricas. La agroindustria azucarera ocupa el quinto lugar dentro de la agricultura nacional
y cuenta con 60 ingenios distribuidos en 15 estados, siendo los principales productores los siguientes estados:
Tabla 2: Principales estados productores de caña. (3)
Estados productores de caña
Toneladas métricas
% Respecto al total nacional
Veracruz 17,078,315 37.5 Chiapas 2,342,210 5.1 Oaxaca 2,274,871 5.0
Michoacán 1,615,999 3.6 Morelos 1,590,910 3.5 Puebla 1,285,585 2.8
Las cantidades de bagazo que se generan anualmente en los ingenios azucareros
en México se muestran en la siguiente tabla:

9
Tabla 3. Producción anual de caña y generación de bagazo (6) Año Caña
(x 106 toneladas) Bagazo
(x 106 toneladas) 1995 40.10 12.68 1996 40.18 12.36 1997 42.17 13.60 1998 47.38 15.28 1999 43.59 12.95 2002 45.00 13.37
Promedio 43.07 13.37 La caña de azúcar contiene en promedio 31% de bagazo, el cual esta constituido
por: 85% de fibra y 15% de agua. Esto significa que por cada tonelada de caña, existen 263.5 Kg. fibra y 55.36 Kg. de lignina
RASTROJO DE MAIZ
El rastrojo esta constituido por la planta del maíz (tallos y las hojas secos) que han
quedado después de la cosecha (8) Los principales productores de maíz en México se muestran en la siguiente tabla:
Tabla 4: Principales estados productores de maíz en México (3) Estados
Productores Toneladas métricas
% Respecto al total nacional
Sinaloa 2,744 15.17 Estado de México 2,309 12.76
Jalisco 2,074 11.46 Chiapas 1,486 8.21
Michoacán 1,102 6.09 Puebla 869 4.80
Guanajuato 558 3.08 Otros 6,942 38.38
El maíz contiene el 38.5% en peso seco de rastrojo, el cual esta constituido por el
95% de fibra. Esto indica que por cada tonelada de maíz se generan 385 Kg. de rastrojo, 365.8 Kg. de fibra y 47.547 Kg. de fibra
De estos residuos extraemos la lignina a través del proceso de extracción sólido–
líquido, obteniendo teóricamente 1,454,307 KJ por cada tonelada de bagazo de caña y 1,249,059 KJ por cada tonelada de rastrojo de maíz. Lo que permite pensar en aprovechar las grandes cantidades de estos residuos de bajo costo, los cuales representan un alto potencial para la realización de productos químicos de alto valor agregado y/o alto valor energético(2)

Proyecto final 10
Existen análisis químicos que proporcionan información sobre la composición de muestras de materia; una manera de caracterizar la lignina extraída es mediante un análisis comparativo de espectros ultravioleta visible (UV), los cuales muestran resultados de tipo cualitativo donde se reconocen especies a nivel atómico o molecular, deduciendo características estructurales y/o reconociendo en la muestra la presencia de determinados grupos funcionales.
Un análisis necesario para la simulación del gas de síntesis es el espectro de
masas(4) el cual proporciona información de la composición química de la lignina. En base a estos datos realizamos la simulación por medio de las relaciones estequiometricas de las reacciones que ocurren en la gasificación.
Otra propuesta para la implementación de esta tecnología es en la industria
papelera, debido a que las fibras para la elaboración de papel contiene celulosa, hemicelulosa y lignina, este último componente representa un obstáculo para la elaboración de papel de alta calidad, debido a que la lignina en elevadas cantidades produce un papel de color amarillento, lo que significa que es un producto secundario y no deseado. Repercutiendo en el costo de extracción, haciendo esta opción factible para autosatisfacer sus necesidades energéticas
ANTECEDENTES 1.Fukushima et al.”Extracción de lignina y su desempeño en curvas de calibración
para determinar la concentración de lignina en plantas”. Determina la concentración de lignina por medio de curvas de calibración.
2.Runcang Sun, et al.”Delignificación de tallos de maíz por ácido
peroximonosulfúrico, ácido peroxifórmico, ácido peracético y peroxido de hidrógeno, caracterización fisicoquímicas y estructural de ligninas solubilizadas” hace un estudio completo de la delignicación del maíz mostrándonos las diferentes formas de caracterizarlo.
3.Runcang Sun, et al. “Caracterización fraccional y estructural de ligninas aisladas
por alkali y peroxido alcalino para paja de cebada” caracterización de lignina por espectrofotometria IR.
4.Yang, et al. “Degradación con oxigeno y caracterización espectroscópica de
lignina kraft en madera”. Muestra que el espectro UV tiene una longitud de onda característica a los 280 nm.

11
JUSTIFICACIÓN
La demanda energética se ha incrementado como resultado de la dinámica de la economía mundial y las expectativas a mediano plazo, plantean que seguirá en aumento. Utilizando excesivamente combustibles fósiles para la producción de energía, la mayor demanda se centra en el suministro de combustibles (gas natural, gasolina y/o gas L.P.) y alumbrado público. Por ejemplo únicamente en nuestro país se consumen 1,660,000 de barriles de petróleo por día con el fin de producir energía eléctrica(1), esto significa un gasto de 3, 184,000 dólares/día.
En México existe un rezago en las tecnologías para la producción de energía, una
propuesta tecnológica es la gasificación, ya que podemos aprovechar los residuos agroindustriales de bajo costo y poder calorífico, transformándola a un gas de síntesis.
Nuestra propuesta como materia prima es la lignina, proveniente de bagazo de
caña y rastrojo de maíz. Esto debido a su alto poder energético 6278 Kcal. / Kg. Siendo este el principal criterio.
Una vez gasificada la lignina se pueden obtener productos de alto valor agregado
o productos de alto valor energético, como:
Hidrógeno Metanol Energía eléctrica y calorífica Etanol
Podemos señalar que los generadores de los residuos agroindustriales pueden ser
autosuficientes energéticamente, si implementamos esta nueva tecnología en los procesos existentes, eliminando así las necesidades externas de energía y beneficiando tanto económicamente como ambientalmente.
Por otro lado existen industrias como la papelera, en donde la lignina es un
producto secundario, lo que permite pensar en implementar esta propuesta teniendo una visión con alta expectativa, a que este tipo de industrias sean autosuficientes energéticamente, eliminando necesidades externas de energía, reduciendo costos e incrementando su productividad.
La preocupación de diversos países altamente industrializados, es la disminución
del calentamiento global del planeta. Por lo tanto esta es una excelente opción para la disminución de gases de efecto invernadero que causan dicho problema.
El estudio de esta tecnología hace que tengamos una formación integral en la
producción de energías renovables.

Proyecto final 12
OBJETIVO GENERAL
Simular la producción del gas de síntesis, mediante la gasificación de lignina extraída de desechos agroindustriales (bagazo de caña y rastrojo de maíz)
OBJETIVOS PARTICULARES
Extracción y separación de lignina a partir de bagazo de caña y rastrojo de maíz.
Caracterización de la lignina por espectrofotometría UV.
Simulación y modelamiento de la gasificación.
Analizar la relación costo beneficio para la selección del residuo factible, tomando en cuenta los siguientes factores:
• Accesibilidad de la materia prima (ubicación y costos) • Factibilidad de extracción y rendimiento
Diseño y dimensionamiento del equipo
Ubicación de la planta
Evaluación económica del proyecto
DESARROLLO EXPERIMENTAL
La parte experimental de este proyecto se dividió en tres partes las cuales se detallan a continuación:
a) Preparación de los residuos: El bagazo y el rastrojo fueron lavados para eliminar tierra e impurezas, el
exceso de humedad se elimino exponiéndolos al sol 2 días, una vez secados los residuos son triturados en un molino eléctrico y posteriormente se propone tamizarlos para tener dos rangos de partícula (0.42-0.841mm y 1-3.36mm).
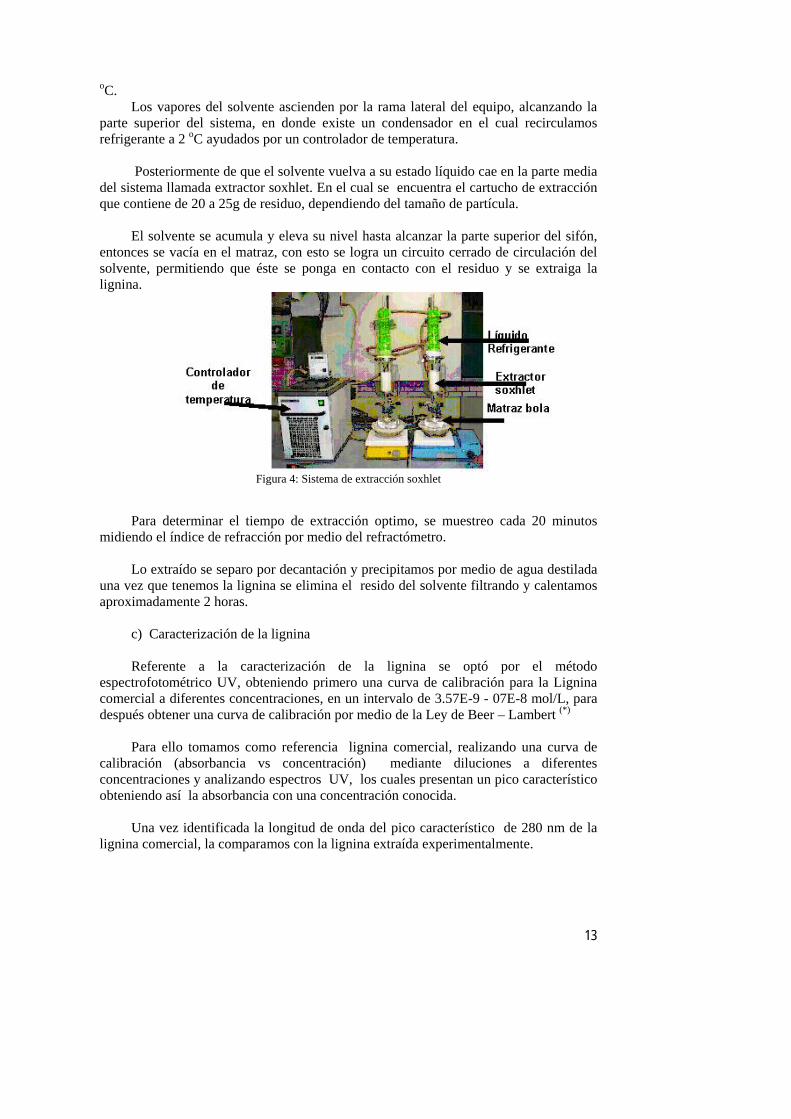
b) Extracción de lignina con sistema soxhlet El sistema utilizado para la extracción de lignina se muestra en la Fig. 4, esta
constituido por tres partes. En la base un matraz de bola de 500mL, con 350mL de la mezcla de tolueno-
etanol, la relación volumétrica del solvente fue 2:1. El cual esta inmerso en una manta de calefacción eléctrica regulada a una temperatura para la obtención de lignina de 104
13
oC. Los vapores del solvente ascienden por la rama lateral del equipo, alcanzando la
parte superior del sistema, en donde existe un condensador en el cual recirculamos refrigerante a 2 oC ayudados por un controlador de temperatura.
Posteriormente de que el solvente vuelva a su estado líquido cae en la parte media del sistema llamada extractor soxhlet. En el cual se encuentra el cartucho de extracción que contiene de 20 a 25g de residuo, dependiendo del tamaño de partícula.
El solvente se acumula y eleva su nivel hasta alcanzar la parte superior del sifón,
entonces se vacía en el matraz, con esto se logra un circuito cerrado de circulación del solvente, permitiendo que éste se ponga en contacto con el residuo y se extraiga la lignina.
Figura 4: Sistema de extracción soxhlet
Para determinar el tiempo de extracción optimo, se muestreo cada 20 minutos midiendo el índice de refracción por medio del refractómetro.
Lo extraído se separo por decantación y precipitamos por medio de agua destilada
una vez que tenemos la lignina se elimina el resido del solvente filtrando y calentamos aproximadamente 2 horas.
c) Caracterización de la lignina Referente a la caracterización de la lignina se optó por el método
espectrofotométrico UV, obteniendo primero una curva de calibración para la Lignina comercial a diferentes concentraciones, en un intervalo de 3.57E-9 - 07E-8 mol/L, para después obtener una curva de calibración por medio de la Ley de Beer – Lambert (*)
Para ello tomamos como referencia lignina comercial, realizando una curva de
calibración (absorbancia vs concentración) mediante diluciones a diferentes concentraciones y analizando espectros UV, los cuales presentan un pico característico obteniendo así la absorbancia con una concentración conocida.
Una vez identificada la longitud de onda del pico característico de 280 nm de la
lignina comercial, la comparamos con la lignina extraída experimentalmente.

Proyecto final 14
RESULTADOS Primera parte: Obtención del tiempo de extracción Se realizaron dos series de experimentos A y B para cada material, realizándolo
por quintuplicado. Midiendo el índice de refracción con un refractómetro, como una herramienta para obtener información de la concentración de lignina en el solvente.
En la primera parte A tiene un tamaño de partícula de: 0.42-0.841mm
Bagazo de caña A
Comportamiento para la Extracción de Compuestos Solubles para el Bagazo de Caña, Tamaño de partícula: 0.42 - 0.841 mm
1.45
1.46
1.47
1.48
1.49
1.5
1.51
0.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00 4.50 5.00 5.50 6.00 6.50 7.00 7.50Tiempo (horas)
Indi
ce d
e R
efra
cció
n
Experimento AExperimento BExperimento CExperimento DExperiemnto ECurva de tendencia 1
Grafico1: Comportamiento de la extracción de lignina de bagazo de caña, a partir de
0.42-0.841 mm.
El comportamiento de los datos experimentales muestran una tendencia a mantenerse constante después de una hora de haberse iniciado la extracción. Con un índice de refracción de 1.495
La curva de tendencia que describe este comportamiento tiene la siguiente forma,
y describe el comportamiento promedio de los cinco experimentos, resultando la siguiente ecuación:
110
tx
eAyy−
+= (1)
Donde: Tabla 5: Datos de la curva de tendencia
Índice de refracción y
Constantes y0 = 1.49534, A1 = -0.04498,
t1 = 0.25438 Coeficiente de
regresión R2 = 0.99913 Tiempo x
15
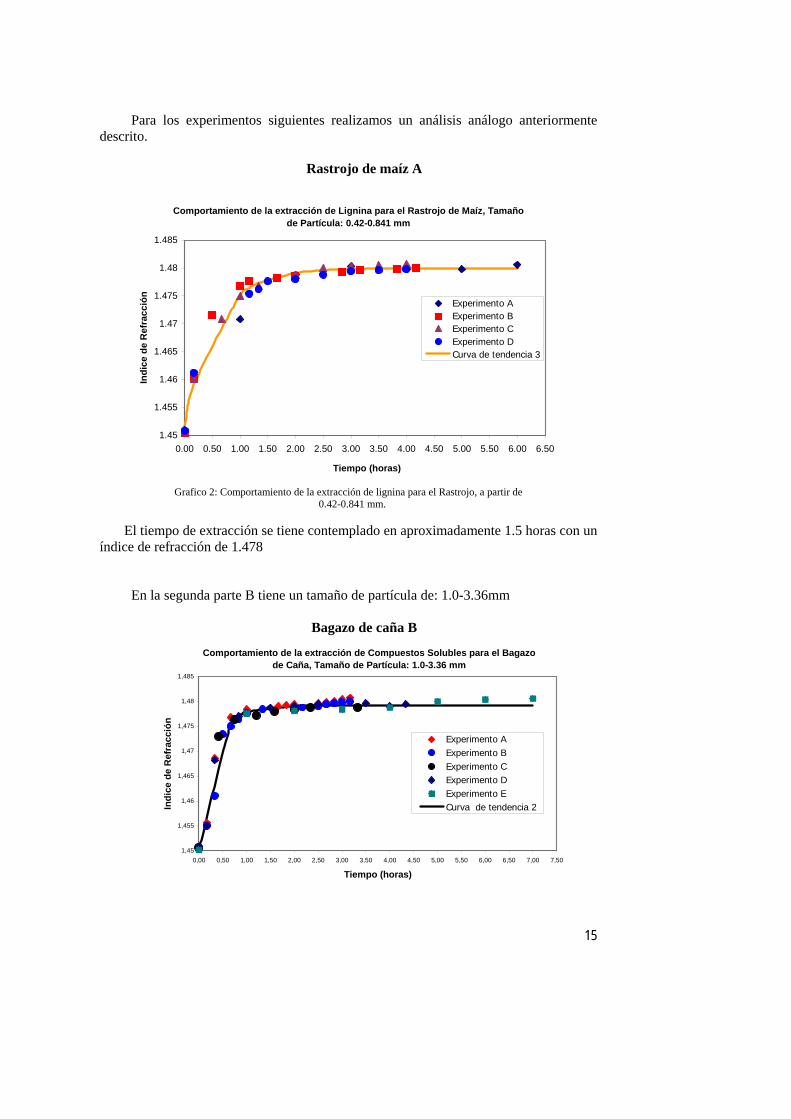
Para los experimentos siguientes realizamos un análisis análogo anteriormente
descrito.
Rastrojo de maíz A
Comportamiento de la extracción de Lignina para el Rastrojo de Maíz, Tamaño de Partícula: 0.42-0.841 mm
1.45
1.455
1.46
1.465
1.47
1.475
1.48
1.485
0.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00 4.50 5.00 5.50 6.00 6.50
Tiempo (horas)
Indi
ce d
e R
efra
cció
n
Experimento AExperimento BExperimento CExperimento DCurva de tendencia 3
Grafico 2: Comportamiento de la extracción de lignina para el Rastrojo, a partir de
0.42-0.841 mm.
El tiempo de extracción se tiene contemplado en aproximadamente 1.5 horas con un índice de refracción de 1.478
En la segunda parte B tiene un tamaño de partícula de: 1.0-3.36mm
Bagazo de caña B
Comportamiento de la extracción de Compuestos Solubles para el Bagazo de Caña, Tamaño de Partícula: 1.0-3.36 mm
1,45
1,455
1,46
1,465
1,47
1,475
1,48
1,485
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50 4,00 4,50 5,00 5,50 6,00 6,50 7,00 7,50
Tiempo (horas)
Indi
ce d
e R
efra
cció
n
Experimento AExperimento BExperimento CExperimento DExperimento ECurva de tendencia 2

Proyecto final 16
Grafico 3: Comportamiento de la extracción de lignina de bagazo de caña, a partir 1.0-3.36mm
Notamos que existe una tendencia a mantenerse constante después de 45 minutos de
haberse iniciado la extracción, en un índice de refracción de 1.479
Rastrojo de maíz B
Comportamiento de la extracción de Compuestos Solubles para el Rastrojo de Maíz, Tamaño de Partícula: 1.0-3.36 mm
1,45
1,455
1,46
1,465
1,47
1,475
1,48
1,485
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50 4,00 4,50 5,00Tiempo (horas)
Indi
ce d
e R
efra
cció
n
Experimento AExperimento BExperimento CExperimento DExperimento ECurva de tendencia 4
Grafico 4: Comportamiento de la extracción de lignina, desde
1.0-3.36 mm. Como puede notarse al igual que en los casos anteriores la curva corrobora que el
tiempo de extracción estimado para la experimentación realizada es de aproximadamente 1 hora y tiene un índice de refracción de 1.473
Haciendo una comparación de los experimentos realizados, se obtuvieron los tiempos
de extracción para los residuos.
Tabla 5 : Tiempo de extracción de lignina. Material Tamaño Índice de
refracción Tiempo de Extracción
(horas) Bagazo de Caña A 1.495 1.00 Rastrojo de Maíz A 1.478 1.50 Bagazo de Caña B 1.479 0.45 Rastrojo de Maíz B 1.473 1.00
Una vez establecido el tiempo de extracción y el tamaño de partícula, se determino la
masa de lignina extraída experimental y teóricamente, así como su rendimiento.

17
Segunda parte: Determinación del tamaño de partícula
Tabla 6: Cantidad de lignina obtenida experimentalmente.
Analizando los resultados de las tablas anteriores, podemos afirmar, que el índice de
refracción, no es un criterio suficiente para determinar el tamaño de partícula ya que existen otros factores que debemos tener presentes, tales como el tiempo de extracción y el rendimiento, por lo tanto un segundo criterio que utilizamos es la espectrofotometría UV.
b) Caracterización de la lignina Se eligió el método espectrofotométrico UV, obteniendo el comportamiento de la
absorbancia en función de la longitud de onda, en un intervalo de concentraciones 3.57E-9 a 1.07E-8 mol/L de lignina comercial, tales espectros se muestran a continuación.
Material
Masa de
Material (g)
Masa lignina Extraída
Teóricamente (g)
Masa de lignina
Experimental(g)
%
Rendimiento
Bagazo A
25
4.463
0.465
10.42
Rastrojo A
25
3.088
0.451
14.61
Bagazo B
20
3.570
0.433
12.13
Rastrojo B
20
2.470
0.404
15.72

Proyecto final 18
Grafico 5. Comportamiento de la absorbancia en función de la longitud de onda de la lignina comercial a diferentes concentraciones.
Observamos que el pico característico se encuentra en una longitud de onda de 280
nm y analizamos comparando los espectros de lignina comercial y experimentales, para ello realizamos una curva de calibración aplicando la ley de Beer-Lambert a los datos obtenidos de las espectros anteriores de la lignina comercial.
La ley de Beer-Lambert parte de que la intensidad de la absorción, depende de la
interacción entre la radiación electromagnética, el sistema de electrones de la molécula y su polaridad en el estado excitado. La intensidad de absorción puede expresarse como transmitancia (T) o porcentaje de transmitancia. (%T)
oIIT =
(5)
100%0
xIIT =
(6) Donde: Io : Intensidad de la radiación incidente I : Intensidad de la radiación que sale de la muestra.
-0,50
0,50
1,50
2,50
3,50
4,50
5,50
6,50
250 260 270 280 290 300 310 320 330 340 350 360 370 380 390 400 410 420 430 440 450 460 470 480 490 500
Longitud de onda (nm)
Absorbancia (A)
ESPECTROS UV DE LIGNINA COMERCIAL
Eliminado: i

19
Debido a que en muchas ocasiones las diferencias en las densidades observadas en
una muestra o en un experimento difieren en varios órdenes, es conveniente el uso de una escala logarítmica.
La absorbancia o densidad óptica (A) es el logaritmo de la transmitancia:
acbIITA ===0
log)log(
(7) La ley general de Beer-Lambert se escribe generalmente como:
abcA = (8)
Donde: A = Absorbancia (adimensional) a = Es la constante característica del soluto c = Concentración del soluto (mol /L) b = Ancho interno de la celda (En este caso 1 cm) La a es el coeficiente de extinción molar (E) con unidades (L/mol cm).
Consecuentemente, a y E se relacionan por medio del peso molecular (PM).
aPM=ε (9)
Para determinar la constante a de la lignina se recurrió a los espectros UV del grafico 5, leyendo el pico característico a una longitud de onda igual a 280 nm, obteniendo las absorbancias correspondientes a diferentes concentraciones y realizamos con ello la siguiente curva de calibración.

Proyecto final 20
CURVA DE CALIBRACIÓN DE LIGNINA COMERCIAL
y = 2E-09x - 6E-11R2 = 0,9975
0,00E+00
2,00E-09
4,00E-09
6,00E-09
8,00E-09
1,00E-08
1,20E-08
0 1 2 3 4 5
Absorbancia (A)
CA
(mol
/L)
Curva Calibración
Lineal (Curva Calibración)
Grafico 6: Curva de Calibración de lignina comercial
La curva de Calibración tiene forma de una recta:
Bxy += ε
Donde: ε = 2.0E-9 B = -6.0E-11 R2 =0.9975
Dado el peso molecular de la lignina y la relación ε = a PM, podemos determinar el valor de a:
PMa ε
=
(10) PM Lignina = 28000 g/mol Por lo que: a = 7.14E-14 L/mol cm
21
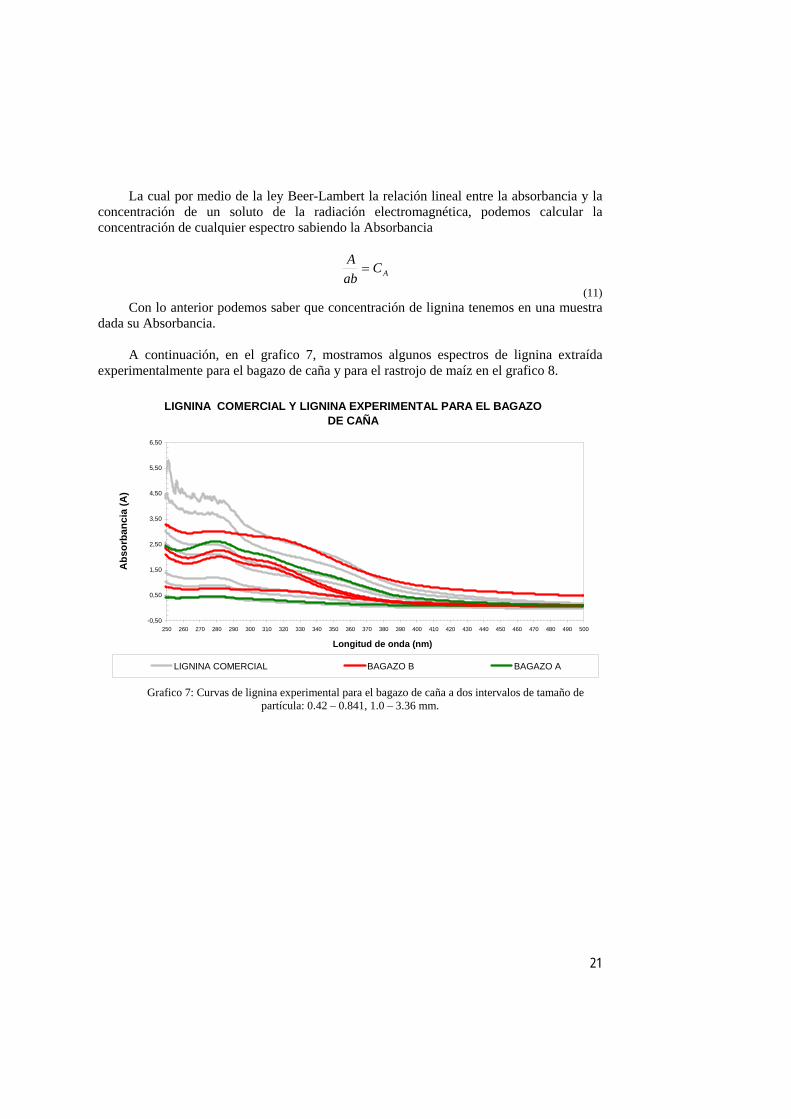
La cual por medio de la ley Beer-Lambert la relación lineal entre la absorbancia y la concentración de un soluto de la radiación electromagnética, podemos calcular la concentración de cualquier espectro sabiendo la Absorbancia
ACabA
=
(11) Con lo anterior podemos saber que concentración de lignina tenemos en una muestra
dada su Absorbancia. A continuación, en el grafico 7, mostramos algunos espectros de lignina extraída
experimentalmente para el bagazo de caña y para el rastrojo de maíz en el grafico 8.
LIGNINA COMERCIAL Y LIGNINA EXPERIMENTAL PARA EL BAGAZO DE CAÑA
-0,50
0,50
1,50
2,50
3,50
4,50
5,50
6,50
250 260 270 280 290 300 310 320 330 340 350 360 370 380 390 400 410 420 430 440 450 460 470 480 490 500
Longitud de onda (nm)
Abs
orba
ncia
(A)
LIGNINA COMERCIAL BAGAZO B BAGAZO A
Grafico 7: Curvas de lignina experimental para el bagazo de caña a dos intervalos de tamaño de
partícula: 0.42 – 0.841, 1.0 – 3.36 mm.

Proyecto final 22
LIGNINA COMERCIAL Y LIGNINA EXPERIMENTAL PARA EL RASTROJO DE MAÍZ
-0,50
0,50
1,50
2,50
3,50
4,50
5,50
6,50
250 260 270 280 290 300 310 320 330 340 350 360 370 380 390 400 410 420 430 440 450 460 470 480 490 500
Longitud de onda (nm)
Abs
orba
ncia
(A)
LIGNINA COMERCIAL RASTROJO B RASTROJO A Grafico 8: Curvas de lignina experimental para el rastrojo de maíz dos intervalos de tamaño de partícula:
0.42 – 0.841, 1.0 – 3.36 mm.
Como puede observarse los espectros de lignina experimental son diferentes en la forma de la curva, sin embargo presentan el pico característico en 280 nm. Esto debido a varios factores como:
1.- Origen de la lignina, la cual proviene de diferentes residuos, esto puede
corroborarse a través del espectro teórico obtenido por Run Can Sun (7). 2.- La relación volumétrica del solvente es diferente, se opto por una mezcla
diferente, disminuyendo así el uso de compuestos cancerigenos tales como el benceno y tolueno.
3.- Debido a la eficacia del método de separación. Tabla 7. Comparativo de las masas y concentraciones experimentales Tipo
de residuo
Masa de lignina Experimental
(g)
Concentración De lignina
Experimental (mol/L)
Masa de lignina obtenida de UV
(g)
Concentración de lignina
Obtenida UV (mol/L)
Bagazo A 0.465 4.7449E-05 0.402 5.340E-09 Rastrojo A 0.451 4.60204E-05 0.342 4.540E-09 Bagazo B 0.433 4.41837E-05 0.463 6.140E-09 Rastrojo B 0.404 4.12245E-05 0.538 7.140E-09

23
Tomando en cuenta el rendimiento y el tiempo de extracción, la mejor elección es el
rastrojo B, lo que significa que el tamaño juega un papel relevante en la cantidad de lignina extraída. Sin embargo tomando en cuenta la masa de lignina extraída la opción factible es el bagazo A
PROCESO DE GASIFICACIÓN
La gasificación se intento simular con ayuda de los paquetes PRO II y ASPEN, pero el resultado fue infructuoso, debido a la complejidad de la molécula, por lo tanto se opto por la simulación estequiometrica, considerando una conversión del 95% obteniendo los siguientes resultados:
C149 H215 O52 + 34.5O2 10H2O + 38CO2 + 7.5H2 + 35CO + 31CH4 + 31C
Tabla 8: Resultados de la simulación de la gasificación
COMPUESTO ESTEQUIOMETRIA Nao NA PESO
MOLECULAR MAo (g) MA (g)
LIGNINA 1 21.164 0 2835 60000 3000
O2 34.5 730.159 0 32 23365.1 1168.25
H2O 10 0 211.6402116 18 0 3619.05
CO2 38 0 804.2328042 44 0 33616.9
H2 7.5 0 158.7301587 2 0 301.587
CO 35 0 740.7407407 28 0 19703.7
CH4 45 0 952.3809524 16 0 14476.2
C 31 0 656.0846561 12 0 7479.37 Para efectuar la gasificación de una 60 Kg. de lignina requerimos 208.90 Kg aire/h, el
cual se encuentra en exceso 25%. Lo que produce 1576032 MJ/h, Es por ello que obtenemos una producción de gas de síntesis de: 75577.78 g.
Con los datos siguientes obtenemos el volumen del aire y la lignina, para conocer
las dimensiones del reactor Bach.
Masa de lignina 60 Kg Densidad de lignina 1.4 Kg/m3 Volumen de lignina 0.0428 m3
Proyecto final 24
Volumen del aire= 186.5575439m3 a presión atmosférica; para disminuirlo
presurizamos el reactor hasta 3 atm, lo cual redujo el volumen a: 62.19m3. Dimensiones del reactor Propusimos una relación L/D =2 Diámetro = 4 m Altura = 8 m
Para optimizar el costo y el tiempo de mantenimiento se tomo la decisión de
sustituir, el reactor de 62.19m3, por tres reactores de 20.7286 m3, utilizando uno de reserva Sabiendo que el tiempo necesario para la gasificación es de 3 hrs, tenemos un flujo
de gas de síntesis es de: 25.19 Kg/h, El agente gasificante que en este proyecto se contempla a el aire, tomando en cuenta el criterio económico.
Un compresor necesario para absorber el agente gasificante (aire) y reducir el volumen con una potencia de 2 hp. Lo que produce que aumente su temperatura a 190.84 ºC, hacemos usó de un ciclón para eliminar las partículas sólidas contenidas en el gas de síntesis(alquitrán y carbón). Un intercambiador de calor debido a que el agente gasificante lo tomamos a la salida a 190.84 ºC y es necesario introducirlo al reactor a 250°C, por ello el aire necesita un calor de q= 1.543 Kw.
A continuación mostramos el diseño general de la planta, esta a su vez la dividimos
en dos partes:
I) Planta de extracción
II) Planta de gasificación
25
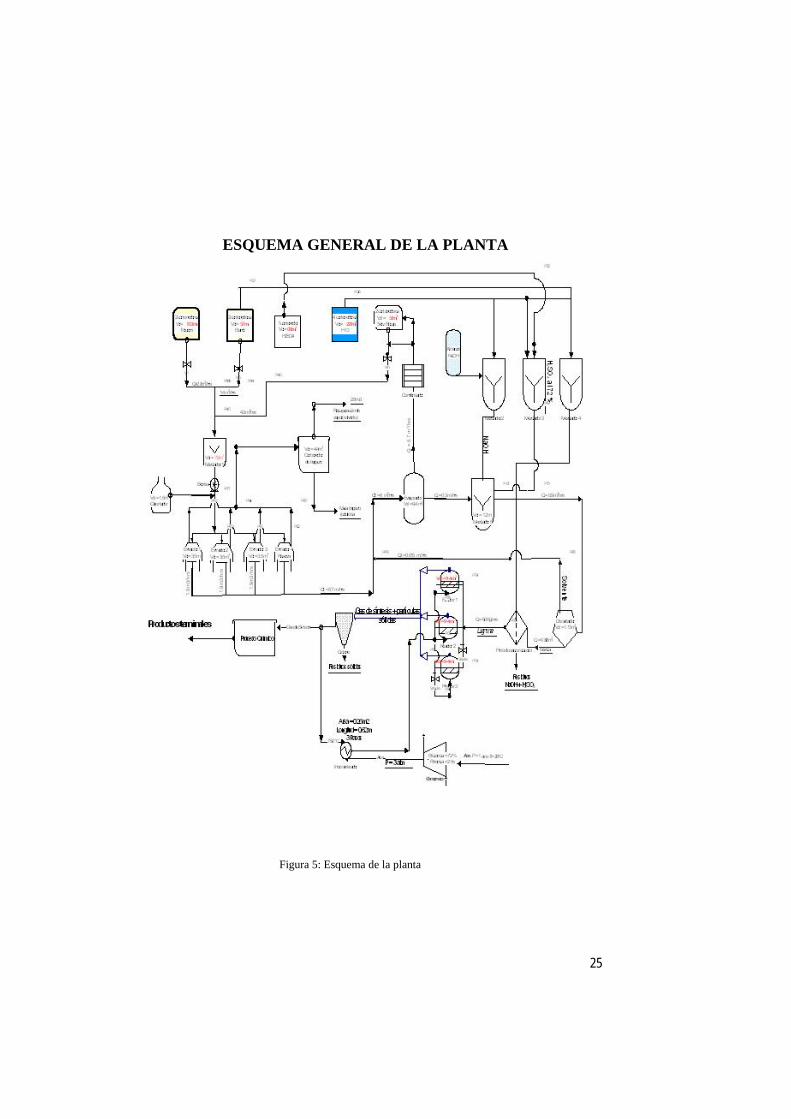
ESQUEMA GENERAL DE LA PLANTA
Figura 5: Esquema de la planta

Proyecto final 26
I.- Planta de extracción compuesta por:
• 1 Condensador
• 5 Mezcladores
• 1 Calentador
• 4 Extractores
• 1 Evaporador
• 1 Decantador
• 1 Filtro
• 7 Contenedores
Figura 6: Planta de extracción

27
II. Planta de gasificación constituida por:
• 3 Reactores
• 1 Ciclón
• 1 Intercambiador de calor
• 1 Tanque de almacenamiento
Fig. 7 .Planta de gasificación.
El diseño se realizo en base a los siguientes criterios:
a) Requerimientos energéticos b) Naturaleza de los compuestos c) Necesidades de los procesos
Nosotros proponemos dos opciones: La primera instalando una planta de extracción de lignina y la segunda obteniendo
la lignina de una industria papelera donde esta es un producto secundario y carece de valor. Para esto es necesario dimensionar los equipos, costear y calcular la energía para el
funcionamiento del proceso. Dividiendo esto en equipo mayor y menor.

Proyecto final 28
DIMENSIONAMIENTO DE EQUIPO
Tabla 9: Equipo mayor
Equipo
Número
Diámetro
(m)
Altura
(m)
Volumen
(m3) Mezclador del
solvente 1 2
2.5 2.9
Extractores 4 1.5 2 3.5 Reactor 3 2 3 9.4
Mezclador para NaOH
1 1 1 0.8
Mezclador extracto/Álcali
1 1 1.5 1.2
Mezclador para etanol/agua
1 1 1.5 1.2
Evaporador 1 2 3 9.4
COSTOS DE EQUIPO Tabla 10: Equipo mayor
Equipo Potencia(hp)
Material
Costo (USD)
Mezclador
del solvente
6.5
Acero al carbón
83728
Extractores
3
Acero al carbón
205711
Reactor
-
Acero al carbón
262678
Mezclador para naoh
0.75
Acero al carbón
93216
Mezclador extracto/álcali
1
Acero al carbón
93216
Mezclador para
etanol/agua
1
Acero al carbón
93216
Evaporador
8
Acero al carbón
121300
Costo total (USD)
953066

29
DIMENSIONAMIENTO DE EQUIPO
Tabla 11: Equipo menor Equipo
Número
Diámetro
(m) Altura
(m) Volumen
(m3) Mezclador para
H2SO4 1 0.3 0.3 0.02
Mezclador para
NaOH 1 1
1
0.8
Decantador 1 1.5 2 1.13 Mezclador
extracto/alcali 1 1 1.5
1.2
Mezclador etanol/agua
5
1 1.5
1.2
Bombas 1 Compresor 1 Longitud
(m) Área (m2)
Pasos
Intercambiador de calor
1 0.62
0.26
3
COSTOS DE EQUIPO Tabla 12: Equipo menor
EQUIPO
POTENCIA (hp)
MATERIAL
COSTO (USD)
Mezclador para
H2SO4 0.25 Acero
Inoxidable 30702
Mezclador para NaOH
1 Acero al carbón
37286.4
Decantador 1 Acero al carbón 1068 Mezclador
Extracto/Alcali 1 Acero al carbón
37286.4
Mezclador
Etanol/Agua 1 Acero al carbón
37286.4
Bombas 0.25 Hierro fundido 35200.8
Compresor 1 Acero al carbón 103180 Longitud
(m) Área (m2)
2809.2
Intercambiador de calor de 3
pasos
0.62
0.26
COSTO TOTAL 284819

Proyecto final 30
COSTO DE MATERIA PRIMA Tabla 13: Costo de solventes, energía, etc.
Reactivo/materia prima
Volumen (m3)
Costo (USD)
V total (m3)
Costo total
(USD) Tolueno 1 11925 204 2432700
Agua 1 0.256 897 229.632 Etanol 1 3241 324 1050083.7
Ac. Sulfúrico 1 3105 0.36 1117.9 NaOH (Kg) 1 0.7 40 28.4
Energía eléctrica KWh 78.6 19.66 934338.6 Costo Total 4418498
En la primera opción la inversión inicial tiene un costo de $ 5,656,383 dólares al
año y generando un $ 1.010E+08 dólares al año, Teniendo una ganancia de $ 95,346,512.42 dólares, por lo tanto es rentable.
La segunda opción inversión inicial tiene un costo de $ 358,502 dólares al año y
generando un $ 100,644,393 dólares al año, podemos decir que esta opción resulta aun mas rentable, debido a que generaríamos ganancias desde el inicio.
UBICACIÓN DE LA PLANTA
Esta basada en el principal generador de bagazo ubicado en el estado de Veracruz, en
el municipio de tres valles (ver figura 8), esta región cuenta con las tarifas más bajas de consumo de agua y mano de obra competitiva.(10)
Figura 8: ubicación de la planta.

31
CONCLUSIONES
Nuestro planeta requiere cada vez más del empleo de nuevas fuentes energéticas que
disminuyan el actual incremento progresivo de la concentración de CO2 en la atmósfera, provocado principalmente por el uso excesivo de combustibles fósiles
Tan solo en nuestro país se consumen 1,660,000 de barriles de petróleo por día con el
fin de producir energía eléctrica, esto significa un gasto de 3,184,000 dólares/ día.
Debido a lo anterior es importante implementar formas alternativas para la producción de energía, tal es el caso del proceso de gasificación, el cual puede emplear como materia prima recursos renovables, tales como los residuos agroindustriales o compuestos derivados de ellos en cuanto en términos energéticos se refiere
Debido al alto poder calorífico de la lignina, se pudo comprobar que se produce una
alta cantidad de energía y con ello una fuente alternativa para la obtención de esta.
En ambas propuestas nuestra planta es rentable, reconociendo así que la instalación de la planta para la obtención de la lignina, tiene una consecuencia en disminuir la rentabilidad de este proyecto.
La mejor opción es utilizar como materia prima la lignina proveniente de la industria
papelera, puesto que para ello es uno de sus productos secundarios, resultando una rentabilidad a corto plazo
Cabe señalar que la desventaja de nuestras propuestas es que se trata de un producto
no terminal, por lo que es necesario un proceso final para la producción electricidad e hidrogeno y otros productos terminales, el cual no consideramos su valor.
Para mejorar el proceso sugerimos mejorar el proceso de separación incrementando así el rendimiento, otra es cambiar la relación del solvente.

Proyecto final 32
REFERENCIAS
1) http://www.energia.gob.mx 2) http://centros6.pntic.mec.es/cea.pablo.guzman/lecciones_fisica/energiasrenovabl
es.htm 3) http://centros6.pntic.mec.es 4) http://www.enbuenasmanos.com/ARTICULOS/muestra.asp?art=243 5) http://www.energias-renovables.com/paginas/index.asp 6) http://centros6.pntic.mec.es/cea.pablo.guzman/lecciones_fisica/la_energia.htm
Ralph P. Overend and Kevin R. Craig Industrial Technologies Division National Renewable Energy Laboratory 1617 Cole Blvd, Golden, CO 80401, U.S.Session #3 Technologies for Biomass Energy Resource Enhancement and Conversion
7) Charles W Lamb,Ph. D - ASME Research Committee on Industrial and Municipal Wastes, Waste Gasification Subcommittee Report. November 25 2002.
8) S.T Chaudhari, A.K Dalai,and N.N Bakhshi - Production of Hydrogen and/or Syngas(H2 + CO) via Steam Gasification of biomass-Derived Chars. January 22,2003.
9) Takuya Yoshida and Yukihiko Matsumura – Gasification of Cellulose, Xylan, and Lignin Mixtures in Supercritical Water. Applied Chemistry- 2001
10) Mohammad Asadullah, Shin Ichi Ito, Kimio Kunimori,munesyoshi Yamada, and Keiichi Tomishige- Energy Efficient Production of Hydrogen and Syngas from Biomass: Development of Low- Temperature Catalytic Process for Cellulose Gasification- 2002
11) Kevin R. Craig Richard L Bain and Ralph P. Overend – Biomass Power Systems- The Role of Gasification- October 25-27 1995.
12) Denisse Arroyo Doe Erulf- University of Puerto Rico, Mayaguez Campus- National Renewable Energy Laboratory- Golden Colorado- august 18 2000.
13) http://centros6.pntic.mec.es 14) http://www.enbuenasmanos.com/ARTICULOS/muestra.asp?art=243 15) http://www.energias-renovables.com/paginas/index.asp 16) http://www.appa.es/dch/confs/acv_present.htm#obj 17) PEMEX Refinación. 2002. pemex.com 18) Rober W. Jugenheimer, Ph. D. Maíz, editorial Limusa, México, Pág. 39 19) http://www.sagarpa.gob.mx/Forma/documentos/auditoria.htm#PRODUCCION 20) http://grupouruguay.iespana.es/grupouruguay/lignina.htm (Acceso 04/07/03) 21) J. Agric, Food Chem., 48 (4), 1253-1262, 2000 22) http://www.chapingo.mx/anei/xicongreso/Doc/S10107.pdf 23) http://www.pasturasdeamerica.com/conservacion/maiz.asp 24) Oscar Monroy, Gustavo Viniegra, “Biotecnología para el aprovechamiento de
los desperdicios organicos”, AGT editor, S.A., 1ra impresión 1990 25) http://www.maquimsa.com/productos/lis.%20prod/ahlstrom/ded_de_extrac.htm 26) M ic h a e l d W a s h i n g t o n a n d D a v i d W L a r s e n , Analytical
characterization of an industrial waste treated by gasification, Environ. Sci. Technol.1999, 33, 1263-126
27) www.cfe.gob.mx/www2/Tarifas/Tarifas.asp?seccion=industria&Tarifa=HTL

33
PARA LAS SUSTANCIAS TOXICAS SE VISITARON LAS SIGUIENTES
PÁGINAS:
Acceso: 10/07/03
1. http://www.fquim.unam.mx/sitio/uploads/pdfs/hoja17.pdf 2. http://132.248.56.130/organica/qo2/alcohol/alco17.htm 3. http://www.drogas.bioetica.org/drohol.htm 4. http://www.fsafood.com/msds/vault/000/000405.pdf 5. http://www.rot.com.mx/hidrox_e.htm 6. http://training.itcilo.it/actrav_cdrom2/es/osh/ic/1310583.htm 7. http://www.nlm.nih.gov/medlineplus/spanish/ency/article/002652.htm 8. http://www.solvay-interox.com/pdfs/techdata/H6S-610a.pdf
9. http://www.imcglobal.com/general/efumanual/word/appendices.doc 10. http://server2.southlink.com.ar/vap/MARCO%20TEORICO.htm 11. http://whale.wheelock.edu/bwcontaminants/analysis.html

Proyecto final 34
APÉNDICE A BAGAZO DE CAÑA: Cada tonelada de caña contiene aproximadamente 150 kg de fibra con 15% de
humedad, por lo que se tiene un total de 175 kg de bagazo. RASTROJO DE MAÍZ: Cada tonelada de maíz aproximadamente 385 kg de fibra con 5% de humedad, por lo
que se tiene un total de 404 kg de bagazo.
APÉNDICE B
Para el intercambiador (B1), necesitamos saber la cantidad de aire que requiere para
elevar la temperatura de 190.84-350 °C. Para ello nos auxiliamos por la siguiente ecuación
q= mcp(Ti-Tf)
(B1) Donde: m= Es la cantidad de masa utilizada en el intercambiador Cp= Se refiere a la capacidad calorífica Ti= Temperatura inicial del compuesto Tf= Temperatura final del compuesto Tenemos que el Cp= 1.04 KJ/KgK, masa es 0.00930228 Kg/s, es por ello que
( ) KW1.543306894.191350009.004.1 =°−⎟⎠⎞
⎜⎝⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛= C
sKg
KgKKJq
Dicho intercambiador va intercambiador calor con el flujo de gas de síntesis que se
produce en el reactor, es por ello que es necesario obtener el calor que se produce ayudados con la ecuación ()
Tenemos un ∆T= (750-50)°C Cp=2.23 J/g °C m=6.99 g/s
( ) KW13.015075099.623.2 =°−⎟⎠⎞
⎜⎝⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛= C
sg
gKJq

35
Por lo tanto se debe conocer la temperatura a la cual va a salir el gas de síntesis, únicamente con el calor requerido en el aire, de la ecuación () despejamos Tf
mCpqTiTf −=
(B2) Por lo tanto Tf= 631.79°C. Para conocer el tipo de intercambiador de calor es necesario obtener ∆Tlm
Ti (°C) Tf(°C)De la corriente caliente 750 631.79 De la corriente fría 190.84 300
En el caso del intercambiador en paralelo
∆T1 ∆T2 ∆TML 559.16 331.79 435.63
Estos datos se obtuvieron con las siguientes ecuaciones
∆T1= Tih-Tic (B3)
∆T2= Tfh-Tf c (B4)
⎟⎟⎠
⎞⎜⎜⎝
⎛∆∆
∆−∆=∆
1
2
12
TT
In
TTTlm
(B5) Para el caso de un intercambiador en contracorriente
∆T1= Tih-Tfc (B6)
∆T2= Tfh-Tic (B7)
Y utilizando nuevamente la ecuación (B7) Tenemos los siguientes resultados:
∆T1 ∆T2 ∆TML
450 440.95 445.46

Proyecto final 36
Como se puede observar ∆TML en paralelo < ∆TML en contraflujo por lo tanto el área
superficial es menor en el arreglo en contraflujo
APÉNDICE B TOLUENO FORMULA: C7H8, C6H5-CH3. COMPOSICION: C: 91.25 %, H: 8.75 %. PESO MOLECULAR: 92.13 g/mol GENERALIDADES: Líquido incoloro con un característico olor aromático. Es menos denso que el agua, inmiscible en ella y sus vapores son más densos que el
aire. Es producido, principalmente, por reformación catalítica de las fracciones de petróleo
ricas en naftenos. PROPIEDADES FISICAS Y TERMODINAMICAS: Punto de ebullición: 111°C Punto de fusión: -95 °C Densidad: 0.87 g/ml (a 20 °C), 0.8623 ( a 25 °C) MANEJO: Equipo de protección personal: • Este compuesto debe utilizarse en un área bien ventilada, usando bata, lentes de
seguridad y, si es necesario, guantes, para evitar un contacto prolongado con la piel. • No deben utilizarse lentes de contacto al manejar este producto. • Evitar las descargas estáticas. RIESGOS: Riesgos de fuego y explosión: • Es muy inflamable por lo que sus vapores pueden llegar a un punto de ignición,
prenderse y transportar el fuego hacia el material que los originó. También, pueden explotar si se prenden en un área cerrada y
• generar mezclas explosivas e inflamables rápidamente con el aire a temperatura ambiente.
• Evitar las descargas estáticas. Contacto con ojos: Causa irritación y quemaduras de cuidado si no se atiende a la
víctima inmediatamente.

37
Contacto con la piel: Causa irritación, resequedad y dermatitis. En algunas personas puede generar sensibilización de la zona afectada. Es absorbido a través de este medio.
Ingestión: Causa náusea, vómito y pérdida de la conciencia. • En el caso de cantidades grandes, la manera ideal de desechar al tolueno, es por
incineración. ETANOL FORMULA: CH3 CH2-OH, C2H5OH PESO MOLECULAR: 46 g/mol GENERALIDADES: Líquido incoloro de un olor característico. Miscible en agua. Es producido, principalmente, por la fermentación de los azúcares provenientes de
productos agrícolas como las frutas. PROPIEDADES: Punto de Ebullición: 78.3ºC
CUADRO CLINICO
Las principales manifestaciones son los trastornos visuales y la acidosis.
El cuadro se inicia con alteraciones neurológicas de gravedad variable, como agitación, ebriedad, y coma, cefalea global de predominio frontal, náuseas, vómito y visión borrosa.
Los síntomas progresan rápidamente, con respiración rápida y superficial como consecuencia de la acidosis. También aparecen cianosis, coma, hipotensión y dilatación pupilar.
Aproximadamente 25% de las personas con intoxicación grave fallecen por insuficiencia respiratoria.
HIDRÓXIDO DE SODIO: FORMULA: NaOH PESO MOLECULAR: 39.996 g/mol Identificación de peligros:

Proyecto final 38
• Corrosivo a la piel y los ojos • Vapores son corrosivos a la piel, los ojos y al dúctil respiratorio Condiciones médicas agravadas: Ojos y piel sensibles. Puede agravar las funciones de los pulmones HIDRÓXIDO DE POTASIO: FORMULA: KOH PESO MOLECULAR: 56.109 g/mol DATOS IMPORTANTES: GENERALIDADES: Sólido blanco, delicuescente, inodoro. PELIGROS QUIMICOS:
• La sustancia es una base fuerte, reacciona violentamente con ácidos y es
corrosiva en ambientes húmedos para metales tales como cinc, aluminio, estaño y plomo, originando hidrógeno (gas combustible y explosivo).
• Rápidamente absorbe dióxido de carbono y agua a partir del aire. • El contacto con la humedad o el agua puede generar desprendimiento de calor. PROPIEDADES FISICAS
Punto de ebullición: 1324°C Punto de fusión: 380°C Densidad relativa (agua = 1): 2.04
PERÓXIDO DE HIDROGENO: FORMULA: H2O2 PESO MOLECULAR: 34 g/mol Concentración en el agua: 35,0 - 36,0 % w/w pH aparente: 2,5 - 4,2 Apariencia: Líquido claro, sin color Peligro:

39
• Las soluciones de peróxido de hidrógeno son potentes oxidantes y corrosivos para
los ojos, las membranas mucosas y la piel. • En caso de contacto con los ojos, la piel o la ropa, lávelos con abundantes
cantidades de agua durante 15 minutos. • Si llega a ingerirlo, siéntese derecho, beba grandes cantidades de agua para diluir
el contenido del estómago y busque atención médica de inmediato. • Producto en contacto con materiales inflamables podría causar incendios.
BORAX: FORMULA: Na2B4O7.10H2O PESO MOLECULAR: 34 g/mol Concentración en el agua: 35,0 - 36,0 % w/w pH aparente: 2,5 - 4,2 Apariencia: Líquido claro, sin color
GLOSARIO Lumen: La cavidad central de una célula, área vacía.
Alquitrán o brea: hidrocarburos en el gas con relación atómica CH > 1.0
Char (Carbón): Sólido rico en carbón con fracciones pequeñas de Hidrogeno, Oxigeno, Heteroátomos presentes en el combustibles.