rolesdelprogramadordeproducción
TRANSCRIPT

8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 118
INTRODUCTION
There are few areas in life in which schedulingdoes not play a part Scheduling is a fundamen-tal process that is essential within business in-dustry and service sectors There are numerousforms of scheduling ndash for example devising per-sonnel rosters train and aircraft timetables andadministrative timetables as well as productionscheduling This paper focuses on the domainof production scheduling In its simplest forma production schedule is a list or sequence of work that needs to be completed The objectiveof the scheduling process is to set the priorities of
the work and the allocation of resources toachieve this A typical definition of schedulingthat reflects this view is the goal-directed allo-cation of resources over time to perform a col-
lection of tasks (Baker 1974 Morton amp Pen-tico 1993 Ovacik amp Uzsoy 1997 Pinedo 1995Sadowski amp Medeiros 1982)
Taking this perspective schedule generationappears to be an optimization and prioritiza-tion problem This classic operations researchperspective of the function underpins many pre-vious research solutions for the scheduling prob-lem building mathematically tractable modelsusing specific algorithms to solve schedulingscenarios However the majority of derivedmathematical solutions have not been used inpractice by manufacturing businesses (Mac-Carthy amp Wilson 2001) To businesses such
models are static and appear to ignore the com-plexity of the real world in which scheduling isboth dynamic and ill defined (Stoop amp Wiers1996)
A New Model of Scheduling in Manufacturing Tasks Rolesand Monitoring
Sarah Jackson John R Wilson and Bart L MacCarthy University of Nottingham
Nottingham UK
For over 3 decades there was a belief that computer-based solutions would ldquosolverdquocomplex industrial scheduling problems yet most manufacturing organizationsstill require human contributions for effective scheduling performance We presenta new model of scheduling for the development and implementation of effectivescheduling systems within manufacturing companies The model derives frominvestigating the work of 7 schedulers in 4 manufacturing environments using aqualitative field study approach for which novel field-based data collection andanalysis methods were developed The results show that scheduling in practicecomprises task role and monitoring activities and that the business environmentinfluences a scheduler at work A new definition of scheduling is presented that in-cludes the significant facilitation and implementation aspects of human schedulingignored by many computer-based scheduling approaches The implications for thismodel extend across the domains of human factors and operations managementespecially for the analysis and improvement of existing and new production plan-ning and control processes and enterprise information systems Actual or potentialapplications of this research include the analysis design and management of
planning scheduling and control processes in industry the selection training andsupport of production schedulers and the allocation of tasks to humans and com-puter systems in industrial planning scheduling and control processes
Address correspondence to John R Wilson Institute of Occupational Ergonomics School of Mechanical Materials and
Manufacturing Engineering University of Nottingham Nottingham NG7 2RD UK johnwilsonnottinghamuk
HUMAN FACTORS Vol 46 No 3 Fall 2004 pp 533ndash550 Copyright copy 2004 Human Factors and Ergonomics Society
All rights reserved
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 218
534 Fall 2004 ndash Human Factors
The sheer volume of published research onclassical scheduling theory as noted by DessoukyMoray and Kijowski (1995) demonstrates thatscheduling researchers are still searching formodels of scheduling that can provide realistic
business solutions Most of this type of researchsimply adopts the mathematical approach andignores the significant human contribution toscheduling However the study of practice uponwhich this paper is based demonstrates the lim-itations of this purely computational perspectiveof scheduling
This paper draws from a program of researchthat focused on the investigation and implemen-
tation of scheduling performance (CrawfordMacCarthy Wilson amp Vernon1999 MacCarthyamp Wilson 2001 MacCarthy Wilson amp Craw-ford 2001) The underlying research assump-tion was straightforward Researchers shouldfocus on how scheduling is actually carried outin order to understand what scheduling is andhow it occurs in practice The overall aim wasto develop a descriptive model of schedulingperformance that would capture scheduler be-havior and performance in order to underpinthe development of scheduling systems thatwould be more appropriate than those basedon previous theoretical scheduling models
We begin by identifying the need for a newmodel of scheduling using evidence from pre-vious research on models of the human sched-uler Our research derives from a naturalisticdecision making (NDM) perspective (Klein Ora-
sanu Calderwood amp Zsambok 1993 LipshitzKlein Orasanu amp Salas 2001) The nature of the study the research approach and methodsused to conduct the field studies and to derivethe model are first presented and this is support-ed by an overview of the participant schedulersThe main contribution of the paper centers onthe development of a new model of schedulingin manufacturing The implications and potential
applications of the model in practice concludethe paper
THE NEED FOR A NEW MODEL OFSCHEDULING
Some previous research has exposed the fieldof scheduling research to consideration of con-text and actual working environments a fullreview of this field of research is presented in
Crawford and Wiers (2001) Here we concen-trate on research that has attempted to developmodels of human scheduling in manufacturingcontexts
Sanderson (1991) proposed a model human
scheduler as a descriptive computational modelthat could support the design decisions neededin advanced manufacturing systems and improveunderstanding of the human contribution toscheduling functions The model is limited inthat it proposes a framework that has not beenvalidated in practice also it is built on the as-sumption that scheduling is a predominantlyindividual cognitive decision making function
As we will show this is not a safe assumptionDessouky et al (1995) developed a model usingscheduling theory with its well-developed quanti-tative models as the basis for a systematic con-ceptual framework of research into behavior inhuman-machine settings However the researchis based on limited examples of scheduling be-havior in laboratory scenarios and theoreticalsolutions rather than on studies of actual prac-tice Although such theoretical models are anadvance over the purely computational opera-tions research models they are not groundedin studies of practice We now address studiesthat are based on empirical studies of schedulersin the field
McKay Safayeni and Buzacott (1995a1995b) studied schedulers at work using tech-niques from thebehavioral andcognitivesciencesand produced an empirically derived model of
the human control necessary within dynamicand uncertain production scheduling situationsconsidering what scheduling in the ldquoreal worldrdquoactually entails Wiers (1996) extended this workto use a quantitative approach to study the deci-sion behavior of production schedulers usingperformance action and disturbance variablesHe concluded that schedulers who schedulecomparable production units displayed different
types of decision behaviors but the complexityof the scheduling situations made the findingsdifficult to generalize Wiers (1997) acknowl-edged that the inability to generalize findingsmakes it difficult to construct a reliable quanti-tative model of production scheduling
Higgins (2001) built upon Sandersonrsquos (1991)model human scheduler approach in order todevelop a methodology for designing scheduling
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 535
tools that support schedulers working in dy-namic environments He stated that a sched-ulerrsquos decision making behavior extends beyondthe scheduling heuristics perspective of classicalscheduling theory A hybrid intelligent produc-
tion scheduling system was presented based ona ldquoscheduling goal structure modelrdquo (Higgins1999) of scheduling behavior This model pro-vides a decision making architecture of schedulerbehavior generated from field data howeverthe work focused mainly on the design of userinterfaces and the model was based on one casestudy
These studies provided a useful platform for
the study reported here However we believethat many of the theoretical and empirically de-rived models are based on a number of invalidassumptions One frequently implied assump-tion is that a human schedulerrsquos contribution tothe scheduling function is mainly cognitive ndash thatis a schedulerrsquos job is a series of sequential deci-sions that lead ultimately to deciding on the se-quences of work that in combination producethe schedule Our early research work and in-deed our own industrial experiences supportthe perspective that there is in fact significantlymore to the scheduling function A schedulerrsquosperformance cannot be assessed solely fromhis or her individual cognitive contribution tothe scheduling function a scheduler also pro-vides significant social and organizational con-tributions that support the scheduling functionand the social and organizational setting will
provide contextual influence on scheduling per-formance
This observation is based on the present au-thorsrsquo personal experiences (one has worked asa scheduler in a number of manufacturing busi-nesses) on their research experience on analysisof empirical studies that have investigated thereality of the scheduling function (see Crawfordamp Wiers 2001) and on research within the do-
mains of NDM cognitive anthropology and cul-tural cognition Work in all of these areas hasdemonstrated that individual cognitive activityshould be considered in context and that contextis not a fixed set of surrounding conditions butrather a wider dynamic process in which cog-nition of the individual is only one element Ex-amples of research based on this perspective arepresented next
Context-Based Perspectives on theDomain of Scheduling
The NDM perspective was a key influenceon how we investigated the activities and specif-
ically the decision making processes of sched-ulers in context-based manufacturing situations(see Crawford et al 1999) NDM research rais-es questions regarding the ability of classical de-cision theory to adequately simulate the decisionepisodes presented by participants working inuncertain unstable and rapidly changing envi-ronments (for reviews see Einhorn amp Hogarth1981 Keeney amp Raiffa 1976 Slovic Fischoff
amp Lichenstein 1977) Classical decision makingresearch tends to focus on the decision eventwith a choice made from among a fixed set of known alternatives based on stable goals pur-poses and values In NDM research the focus ison decisions that are embedded in larger dynam-ic tasks and made by knowledgeable and experi-enced decision makers on trying to understandhow human decision makers actually make de-cisions in complex real-world settings and onlearning how to support such processes (Kleinet al 1993 Lipshitz et al 2001) Inherent un-certainties and other real-world factors arehighlighted explicitly in context-based decisionmaking (Orasanu amp Connolly 1993) Such fac-tors wereconsistent withour previousexperienceand understanding of the scheduling function
There are other relevant context-based per-spectives ndash for example situated cognition One
well-known work in this field is Cognition inthe Wild (Hutchins 1995) which argues thatin order to undertake real-world research a re-searcher must move the boundaries of the cog-nitive unit of analysis beyond the individual toincorporate other personnel and the systems theyuse in their work as a combined cognitive andcomputational system This approach has manyparallels with the NDM perspective Another
related domain is computational organizationtheory models which attempt to computational-ly model and simulate an organization in whichinformationpeopledecisionresponsibility tasksresources and opportunities are distributed geo-graphically temporally and structurally (PrietulaCarley amp Gasser 1998) This approach providesuseful insights into how to simulate and modelgroup interactions in terms of organizational
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 418
behavior These perspectives influenced howwe designed the study reported here and how wesubsequently analyzed the data
RESEARCH APPROACH
The model presented in this paper emergedfrom a project investigating human schedulingand related areas within seven manufacturingenterprises The field studies were extensive andtook an explicitly multi- and interdisciplinaryapproach The sponsors in each company weresenior planning and scheduling managers priorto the case study work a long period was spent
with these managers in order to understand thecontext within which scheduling was carriedout and to identify appropriate participants De-tails of the participating companies are present-ed in Table 1
Spatially and temporally distributed activitiessuch as production scheduling are necessarilydifficult and time consuming to study The pres-ence of the researchers may be disruptive andinconvenient to some degree Commercial con-fidentiality must be addressed as planning andscheduling are at the heart of an organizationrsquosreal operational systems Work takes place in anumber of different locations necessitating flex-ible observation methods Great care must be
taken if data from field studies are to be of valuein supporting strong conclusions
Methodological Approach
Following a pilot study it became evident
that an appropriate methodology with effectiveand efficient data gathering and analysis meth-ods would be critical to the development of the model We developed tested and used newstructured data gathering and analysis methodsthat were specifically designed to capture dy-namic field-based data It was important thatdata collection took place in the field becauseonly by studying scheduling in its context could
the social and organizational influences andeffects be properly accounted for An assess-ment of the domain literature the literature onpotential research approaches and the prelimi-nary visits to the participating companies madeit evident that a qualitative field study approach(Miles amp Huberman 1994) would allow a de-tailed understanding of scheduling practicesand the behavior and performance of the humanschedulers within a natural environment
Following trials of a large number of meth-ods the potential set of methods was reduced toa toolkit of six main types of technique (a) di-rect observation (b) retrospectivedecisionprobe(c) structured and semistructured interviews
536 Fall 2004 ndash Human Factors
TABLE 1 Comparison of the Types of Manufacturing Environments of the Case Study Companies
Case Study Data
No of Participant Industry Sector Business Context Employees
A Textiles Discrete manufacturing lt500Non-MRP-driven planning system
B Electronic Discrete manufacturing 500+components MRP-driven planning system
C Aerospace Discrete manufacturing 2500MRP-driven planning system
D Aerospace Discrete manufacturing 2500MRP-driven planning system
E Aerospace Discrete manufacturing 2500MRP-driven planning system
F Steel Continuous process 4700production Non-MRP-driven planning system
G Steel Continuous process 4700production Non-MRP-driven planning system
Note MRP = materials requirements planning
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 537
(d) task analysis (e) concurrent verbal proto-cols and (f) attributes analysis For more infor-mation on all of the methods used in the fieldstudy of scheduling see Crawford et al (1999)and MacCarthy et al (2001) The two main
methods that underpinned the development of the model presented here were direct observa-tion of the schedulers at work and a retrospec-tive decision probe These are explained in thefollowing sections
Direct observation An inductive research ap-proach places great emphasis on the accuraterecording and analysis of emergent data and animportant aid to understanding what schedulers
do and how they do it was to observe them with-in their usual scheduling environments Therewere practical constraints ndash for instance videorecording was not possible because of locationdifficulties and commercial reasons Thereforean observation sheet was developed to allowfast accurate and portable data collection andincluded information on interpersonal interac-tions as these had been identified during pilotstudies as a critical determinant of schedulerload and strategy The name or function of thesource of the interaction (eg sales production)the type (eg face to face phone e-mail) and thesubject (eg query information transfer) werenoted The apparent effects and consequenceswere also documented
Retrospective decision probe Prior to con-ducting the studies we believed that schedulersmake a range of different decisions as part of
their job and the importance of decision mak-
ing within the scheduling function has beenwidely commented on in previous research (seeCrawford amp Wiers 2001) We adapted methodsused by Milliken (1987) and Lipshitz and Strauss(1997) on uncertainty in decision making for use
in the fieldwork conducted in the businessesDirect structured observation did not allow con-current questioning about the schedulerrsquos deci-sions therefore we developed the retrospectivedecision analysis method to support the findingsof the observation method In this approachthe researchers note an identification numberon the observation sheet when the participantappears to make a decision of any type in carry-
ing out his or her job At the end of the obser-vation session participants are retrospectivelyquestioned about each of the noted decisionsA structured interview format a decision probeis used so that the same questions are asked foreach of the decisions noted The probe questionsare shown in Table 2
The decision probe responses can be repre-sented visually in a decision diagram to collateall of the information about each decision andto present the results to the scheduler for latervalidation This collection of responses pro-vides a snapshot of scheduling decision makingprocesses Each decision diagram also showsthe information and knowledge needed by thescheduler to make a decision the environmentalfactors that affected the decision any optionsthat were available to the scheduler and whythey were not chosen An example of a decision
diagram is shown in Figure 1
TABLE 2 Retrospective Decision Probe Questions Asked of Each Scheduler Subsequent to Daily DirectObservation Session
1 Describe this decision episode in your own words2 What caused you to have to make the decision3 What was it that you thought about in order to make the decision4 What information (as opposed to knowledge) did you use to make this decision5 Were you forced to make a decision before you had all the information you needed6 What knowledge (as opposed to information) did you use to make this decision7 Do you consider this knowledge to be complete8 Did you have to communicate the outcome of this decision to anybody else9 How would you rate this decision
Complexity Easy Average complexity ComplexTime pressure No time pressure Some pressure Extreme pressureAdvice or guidance Never sometimes always need it
10 Does a documented procedure exist for this type of problem11 Overall do you consider this decision to be a typical or an untypical type of decision
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 618
F i
g u r e 1
A d e c i s i o n d i a g r a m a n
d a s s o c i a t e d d e c i s i o n d e s c r i p t
i o n a n d d e c i s i o n p r o b e r e s p o n
s e s o f a p a r t i c i p a n t s c h e d u l e r
538
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 539
The Participant Schedulers
The selection and study of appropriate partic-ipant schedulers was an important aspect of theresearch The model presented here was pro-
posed on the basis of detailed examination of the work of seven schedulers in four companiesThe types of manufacturing processes in whichthe companies were involved were (a) tradi-tional manufacturing processes in the textileand steel industries and (b) leading-edge high-technology manufacturing processes in the elec-tronic components and aerospace industries Asummary of the background information gath-
ered about the seven case study schedulers ispresented in Table 3Each scheduler was observed over a 1-week
period Data were written up off line The re-searchers returned for a 1-day follow-up visitthat enabled clarification of data queries and tovalidate the data that had been collected Theanalysis took place off line and researchers re-turned for a final 2-day visit to present and dis-cuss the results with the schedulers This research
design provided a detailed snapshot of how theschedulers worked within a 1-week period butalso built in a longitudinal aspect by enabling theresearchers to return on follow-up visits
Data AnalysisThe data collected from observing and inter-
viewing all of the participant schedulers wereanalyzed using documented methods of qualita-tive data analysis (Bernard 1995 Miles amp Hu-berman 1994 Robson 1993 Strauss 1987)Data analysis was carried out both during datacollection and on completion of data collectionThe main analysis approach used in the gradual
development of the model was codingData Coding
Codes are labels for assigning units of mean-ing to the descriptive data compiled during astudy (Miles amp Huberman 1994) The data col-lected using the methods described were codedinto two levels (a) preliminary descriptive codesand (b) second-level pattern coding which pro-duces explanatory codes that identify emergent
TABLE 3 Comparison of the Education and Work Backgrounds of the Seven Participant Schedulers
Scheduler Background Data
Participant Age Work Experience Training Education Hours of Work
A 41ndash50 Company 10 years Not known High school Works as requiredJob 10 years
B 41ndash50 Company 24 years Not known High school 8 amndash5 pmJob 6 months IPCD IIMC (day shifts)
CampG quality control
C 41ndash50 Company 11 years None High school 830 amndash530 pmJob 4 years ICPIM (day shifts)
D 31ndash40 Company 16 years 11 frasl 2 days of High school 830 amndash530 pmJob 4 years MRP training ICPIM (day shifts)
E 41ndash50 Company 19 years Basic MRP High school 830 amndash530 pmJob 1 year training CampG carpentry (day shifts)
F 51+ Company 38 years On-the-job High school 8-hour shiftsJob 35 years training (day amp night)
G 51+ Company 36 years On-the-job High school 8-hour shiftsJob 22 years training ONC math amp (day amp night)
engineeringCampG plate sheetamp strip (metal)
Note IPCD = Institute of Production Control Diploma IIMC = Institute of Industrial Managers Certificate CampG = City amp GuildsCertificate ICPIM = Introductory Certificate in Production and Inventory Management ONC = Ordinary National Certificate
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 818
540 Fall 2004 ndash Human Factors
themes (Strauss amp Corbin 1994) To developpreliminary descriptive codes a summary nota-tion is applied to a ldquochunkrdquo of data An exampleof the coding process on a section of the obser-vation data is shown in Table 4
This process of applying codes to sectionsof data continues for all scheduler data andcategories or labels are generated beside eachline or paragraph Once all the data have beencoded at the descriptive level a preliminarymaster list of codes is drawn up This is an in-ductive method in which the researchers codethe data in order to see how the data functionwithin the context of the situation and to deter-
mine how many categories of codes are appro-priate The analysis produces a code categoryplus related subcodes In the example shownin Table 4 the scheduler was checking or look-ing for information about the situation This wasdefined as the ldquoassessing the situationrdquo (AS)code Within this master code the scheduler wassometimes assessing the situation as to the status(ldquoSTrdquo) of orders (ldquoorrdquo) or materials (ldquomatsrdquo)Therefore for a section of data in which a sched-uler was assessing the situation to determinethe status of materials the code ASSTmatswould be assigned
However simply classifying phenomena doesnot constitute a sufficient analysis of the dataIt is at this point in the analysis process thatany patterns occurring in the data must be un-derstood Pattern codes are explanatory theyidentify an emergent theme and pull together
material into meaningful units of analysis Pat-tern coding can be thought of as analogous tofactor-analytic methods in statistical analysisthat attempt to place sets of variables into dis-tinct groups
Miles and Huberman (1994) suggested using
summarizers to build pattern codes A summa-rizer can be based on a variety of elements suchas repeatedly observed behaviors norms rela-tionships local meanings and explanationsinferential clusters and single-case and cross-
case elements An example of building patterncodes using summarizers is shown in Table 5Pattern codes can be developed by adding ten-tative codes and trying them out on subsequentdata to see if they ldquofitrdquo The pattern codes canthen be verified and checked during subsequentdata collection by all researchers If the patterncode does not fit it is qualified rather than com-pletely discounted In this way pattern coding is
a means of data reduction and of funnelingfindings for within-case and cross-case analysisAn important aspect of this research was the
emphasis placed on recording accurate and reli-able data by including feedback and validationsessions into the overall research design Theschedulers made many useful comments withinthevalidation phasendashfor example explaining therelevance or frequency of a particular type of decision
RESULTS
The results relevant to the model rather thanto the larger project are reported here firstthe types of activities that describe a schedulerrsquosbehavior and performance within a businessand second the factors that influence how sched-ulers work within a business environment Acritical point is that the activities presented are
the results of a very high level of consistency of scheduler behavior and performance All of theschedulers undertook the key activities describedin the next section in some form in each of thebusiness environments That is there are codeddata and clear patterns demonstrating each of
TABLE 4 Example of the Coding Process on a Section of the Observation Data
Scheduler Action Analyst Code
(Number 6) An example of the scheduler checking theCheck another order status of orders on the shop floor
(Number 9) An example of the scheduler checking theCheck parts of valve status of materials within the factory
(Number 15) An example of the scheduler checking theScheduler uses information status of an order and gathering informationsystem to see operation status from a management information system
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 918
A NEW MODEL OF SCHEDULING IN MANUFACTURING 541
the scheduler activities displayed by each sched-uler studied We believe that these results de-
monstrate that the findings are generalizable toother scheduling environments
Scheduler Activities
The direct observation method highlighted anumber of important issues First schedulerswork in a variety of ways Some schedulers sitalone others sit in an office as part of a team of other production personnel Some schedulersmove around their environment constantly in-teracting with personnel from other functionsand attending meetings Some schedulers remainsitting at a desk for prolonged periods otherswork directly with other business areas to formformal or informal integrated and colocatedteamsor theywork withpersonnel located acrossthe business or with suppliers to the businessto form more distributed virtual teams
The observations also demonstrated that
schedulers do not often sit down and workthrough the generation of a schedule in a se-quential or structured way In fact in the major-ity of the participating businesses the scheduleis produced by the information system There-fore the schedulerrsquos main role is not to carry outsequencing or allocation decisions Instead theschedulers managed the scheduling function inorder to support the transfer of a virtual pro-
duction plan into production reality The analy-sis of the data collected using all of the methodsproduced pattern codes that demonstrated thatthe schedulers carried out three types of activi-ties tasks roles and monitoring
Tasks The term task is used here to describegoal-directed activities ndash that is activities thathave a defined start and end point and an objec-tive Despite the centrality of the concept of
ldquotaskrdquo in the human factors domain there islittle consensus on the meaning and scope of
the term Kirwan and Ainsworth (1992) defineda task as the method that is adopted to attain agoal that is constrained by a number of contex-tual factors Therefore a personrsquos task may beseen as trying to attain a goal in a particularcontext by utilizing the facilities and resourcesavailable while overcoming any constraintsthat may have been imposed Stammers andShepherd (1995) also noted that there are threeinteracting task components requirementsenvironment and behavior It is evident how-ever that although the basic framework of taskactivity is determined by context and can there-fore be documented by the task requirementsand task environment task behavior can varygreatly between individuals and with experience
In this study all of the schedulers were sub- ject to formalized goal-directed activities thatbusinesses expect schedulers to undertake as
listed in their job descriptions An analysis of the job descriptions showed significant similar-ities and activities specific to ldquoschedulingrdquo per-sonnel were often listed in the businessrsquos formaldocumentation
However the data analysis also providedevidence that schedulers spent a considerableamount of time on nonformalized tasks in addi-tion to formal tasks One example was mainte-
nance tasks Schedulers were often observedarranging their work environment or the datathey needed for their job Sometimes it wassimply a matter of rearranging system data intoa more suitable format activities included thedevelopment of routines by which schedulerssearched for and accessed the data they neededfor scheduling Schedulers also had to compen-sate in some way for problems or failures in the
TABLE 5 Examples of Summarizers and Pattern Codes Used in the Study
Summarizer Pattern Codes
Themes There is no explicit mention of performance measures within thedepartment
Causesexplanations Releasing goods represents the end of schedulerrsquos boundary andresponsibility and highlights the schedulerrsquos authority within the plant
Relationships among people The scheduler is geographically separateddistant from colleagues
Emerging constructs The scheduler holds the role of a problem predictor and solver withinthe department
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1018
542 Fall 2004 ndash Human Factors
overall business These were usually within theinformation technology system or attributableto the businessrsquos organizational structure
Therefore the results provide evidence thatthe schedulers undertook three types of task
behavior (a) Formal task behavior is what eachcompany has specified that ldquoschedulingrdquo person-nel should carry out (ie the task requirementsexpected of the ldquoschedulingrdquo job are formalizedand made explicit by the companies) (b) Main-tenance task behavior is what the schedulersdemonstrate to organize the information theyneed such as checking their sources of infor-mation updating the information system or sys-
tems and adjusting data into a suitable formatfor the task requirements This task behavior isundertaken in order to keep the ldquoschedulingrdquoenvironment up to date and organized as thescheduler sees fit Different types of mainte-nance tasks depend on the individual scheduler(c) Compensation task behavior is what theschedulers demonstrate while attempting tocompensate for some level of problem or failurein the overall system ndash for instance in the in-formation system in the organizational struc-ture of the company or in the operations of theproduction unit No absolute distinction canbe made among these task behaviors which areinterdependent and are frequently carried outconcurrently by the schedulers Tasks can becategorized within any one two or three of thetask behaviors
Roles It is evident that the schedulersrsquo activ-ities comprise more than scheduling tasks Atask model on its own provides only a limitedview of the human contribution to schedulingin addition the essential contribution of roles
must be incorporated A standard definition of a role is any relatively standardized social posi-tion involving specific rights and obligationsthat an individual is expected and encouraged toperform (Jary amp Jary 1991) That is social rolesencapsulate all the norms with which a personoccupying a particular status is obliged to com-ply Roles are the enablers of the tasks and fillthe gap between the formal and informal sys-
tems that operate within a business The resultsfrom our study of schedulers demonstrate thetypes of roles expected of the schedulers as wellas what roles they actually hold It is evidentthat all of the schedulers carry out coordinatingmonitoring communicating problem-solvingfacilitating and interfacing types of activitiesOur results show that there are three main typesof roles held by the schedulers and that theylike the task behaviors overlap to an extent
The interpersonal role captures the behaviorsof developing interpersonal networks informalbargaining friendship and favor networks andmediation The types of interaction that theschedulers have with other personnel are evidentfrom the results (see Figure 2) and are implicitwithin the recorded observation and decisionmaking data
Figure 2 Relative frequency statistics showing source of scheduler interactions and types of media used forinteraction
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1118
A NEW MODEL OF SCHEDULING IN MANUFACTURING 543
The analysis demonstrated that all of the par-ticipant schedulers had developed their owninterpersonal networks that were complemen-tary to the formal networks such as reportinghierarchies organizational structures and func-
tional business groupings These networks wereused to find and gather specific information atcertain times within the scheduling functionStoop and Wiers (1996) found that when prob-lems arise on the shop floor schedulers have toknow where work originated and where it isheaded in order to be able to communicate withpersonnel about quality problems and deliverytimes Schedulers need extensive knowledge
and information about specific jobs and shopfloor status Interpersonal activity has been re-corded in other scheduling field studies (Web-ster 2001) and interpersonal networks explainhow schedulers gather ldquoenriched datardquo (McKayet al 1995a) These networks are normally in-formal structures so the people interacting withthe scheduler also provide informal contextualdata
The schedulers also utilized informal bargain-ing friendship and favor networks to supporttheir scheduling tasks the utility of these net-works being dependent on the status of theschedulers in their departments For all the sched-ulers status was determined by four key factors(a) respect ndash other peoplersquos respect for the sched-uler and for his or her ability to do the jobwell (b) trust ndash peoplersquos trust in the schedulerrsquos judgment (c) friendship ndash whether or not the
other people knew the scheduler and liked himor her and (d) favors ndash the reciprocation of favors used as a bargaining tool Our findingssupport previous research that also noted thatscheduling involves social interaction and issuessuch as trust and respect (McKay BuzacottCharness amp Safayeni 1992)
Other interesting enabling activities were un-dertaken by the schedulers All the schedulers
worked at a level where the plan is translatedinto production ndash that is the interface wherethe virtual plan becomes a production realityTherefore the schedulers had to mediate be-tween the various owners of the schedule Theplanners owned the virtual plan in relation tothe planning task requirement of achievingcustomer demands The production personnelowned the physical production in relation to
the production task requirement of achievingmaximum resource utilization The schedulersmediated in terms of the schedule to efficientlytranslate the demands of the plan to meet thedemands of the shop floor
The informational role captures the behav-iors of acting as an information hub filteringinformation to the shop floor and ensuring thatinformation is accessible and visible It buildsupon the infrastructure created by the sched-ulerrsquos interpersonal role networking and media-tion behaviors enable the transfer of informationthat the schedulers need to carry out their tasks
The communication and transfer of infor-
mation are evident across the results for allschedulers (see Table 2 and Figures 1 and 2)Schedulers use update and pass on all types of information and so are ldquoinformation investi-gatorsrdquo ldquoinformation usersrdquo and ldquoinformationprovidersrdquo When these behaviors are combinedthe schedulerrsquos role as an information hubbecomes evident From this viewpoint a sched-uler is a hub within a department the point of contact for both internal and external inquiriesThe scheduler has information for other per-sonnel from other ldquohubsrdquo inside and outsidethe department and information is distributedacross the schedulerrsquos department and otherdepartments via this informational networkThere is a two-way flow Other personnel haverelevant and current information to pass onand the scheduler constantly compiles this toensure that updated information is being distrib-
uted within and beyond the department Fre-quencycounts of the interactions recorded on theobservation sheets have been used to show theinteractions and the media by which informationwas transmitted (see Figure 2 for an example)
This role behavior supports the findings by Wiers (1997) and McKay and Wiers (1999) thatmuch of the schedulerrsquos task involves informa-tion collection and validation because the sched-
uler needs available and accurate data to makescheduling decisions
Schedulers also filter the information they useThe filtering function describes a range of be-haviors including the selection smoothing outverification interpolation and transformationof data into formats appropriate to the currentscheduling situation For example theschedulerswere observed adjusting the figures presented
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1218
544 Fall 2004 ndash Human Factors
in the approximate plan to ldquomake them fitrdquondash thatis the computer system aggregated the databut a person produced the final best fit of thedata by verifying or adjusting the figures withrespect to the real-world constraints and dy-
namics of the production situation Similarlymany pieces of information were not includedin the systemrsquos data so it could not generate afeasible ldquodoablerdquo plan The role of the humanfilter in this context was to fill in informationto make a feasible plan possible This filteringbehavior ensures that a real-world productionplan is produced in which the scheduler mini-mizes the possibility of problems reaching the
shop floorTheunderlying assumption of most computer-based production control systems is that theshop floor situation is stable all materials areavailable the operators are capable of carryingout their jobs and there are no machine break-downs However when these conditions (orcountless others) are not met schedulers filterthe planned information in the form of theschedule through their store of current knowl-edge This knowledge includes detailed andup-to-date information regarding the currentproduction situation If there is not an appro-priate match between what is planned andwhat is occurring on the shop floor the sched-uler attempts to manipulate either the scheduleor the production environment in order to im-plement a solution Therefore it is evident thatthere are two methods of data flow in most
manufacturing scenarios the information sys-tem data update and the transfer of knowledgeand information by human schedulers to thenext level of the process
Within this context it is obvious that sched-ulers must have access to current relevant in-formation and that much of the information theyuse has to be visible If information was notdirectly accessible or visible then the schedu-
lers worked around the problem Some sched-ulers worked in locations that made it difficultfor them to access or see information on theshop floor but their networks and informationhub activities enabled them to gain access to orvisibility of the information they needed
Visibility of the physical shop floor produc-tion process has been noted as important inoperations management (Fogarty Blackstone
amp Hoffman 1991 Slack Chambers HarlandHarrison amp Johnston 1998) but visibility of in-formation is important to schedulers becausethey need to be aware of higher-level planningdecisions in order to effectively plan ahead and
translate medium-range planning decisions intoshort-range scheduling-related decisions In linewith our results Hardstone (1991) also notedthat information accessibility and visibility aresalient features of scheduling Schedulers needto be able to see and access relevant and criticalinformation to be able to carry out the schedul-ing task and to make timely scheduling decisions(Nakamura amp Salvendy 1994) Information ac-
cess was central to the work of Vera Lewis andLerch (1993) who studied the decision makingbehavior of supervisors in a mail-sorting facili-ty They found that the supervisors relied onenvironmental cues to make decisions and thatrelevant information was gathered by visualscans of the facility
The decisional role captures three types of de-cision behaviors problem prediction and prob-lem solving interruption handling and resourceallocation It complements the interpersonaland informational roles that provide the net-works to access the data and information need-ed by the schedulers to make their decisions
The observed schedulers all predicted andsolved problems they had to be aware of whatpotential problems could arise and decide how toaddress them to minimize disruption to produc-tion This supports McKay and Wiersrsquos (1999)
findings that from an operational perspectivescheduling is a problem solving and not asequencing function A scheduler must try to an-ticipate or preempt potential problems and there-fore take proactive rather than reactive decisionroles It is apparent that this behavior is linkedto a schedulerrsquos awareness of the production sit-uation and to his or her understanding of howproblems can impact the current schedule
An interruption in the context of this roledistracts schedulers from their current activityand causes them to divert attention to anotheractivity Our finding that schedulers act as inter-ruption handlers reflects Sanderson and Morayrsquos(1990) view that human schedulers exploit op-portunities for action ndash interruptions are oftenopportunities for the schedulers to act and avoida problem Rather than being irritations that
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 545
distract the schedulers from their work inter-ruptions are an integral part of their work
A final decisional role is resource allocationAs noted earlier from an operations researchperspective the aim of any scheduling activity
is the goal-directed allocation of resources overtime to perform a collection of tasks The sched-ulers all allocated resources in order to meettheir scheduling objectives However the resultsfrom this study clearly show that resource alloca-tion was not the participant schedulersrsquo centralactivity and that their decisions extend beyondpure resource allocations The schedulersrsquo activ-ities are all carried out within a complex and
dynamic task environment and it is this infra-structure that makes the scheduling complex Without reference to the scheduling environ-ment resource allocation activities mean littlewhich is why the concentration on sequencingproblems in scheduling theory will always belimited in providing a realistic model of thescheduling problem
The finding that schedulers do not merelysolve combinatorial sequencing problems in or-der to schedule has been noted previously (Stoopamp Wiers 1996 Webster 2001) The results herego further They show that resource allocationis not the central function of scheduling in prac-tice The overall responsibility of the schedulerin terms of scheduling is explained later
Monitoring In comparison with previouswork in process control environments (Beishon1974 Crossman 1974) within discrete produc-
tion environments the concept of monitoring hasnot been widely studied It is explained here asan integrating activity that allows schedulers tocarry out their job gather accurate informationand make appropriate decisions ndash that is moni-toring can be considered as the scheduling activ-ity that holds everything together
A distinction must be made between monitor-ingandchecking activities which are interrelated
yet different behaviors Checking is active sched-ulers check situations by seeking out informa-tion Monitoring relates to the schedulers beingaware of what is going on and what is about tooccur in the environment ndash that is situated dataThe ldquosituatednessrdquo of data describes how partic-ular data are connected to and affected by theirenvironment (Behrmann 1993) All the sched-ulers used three sources of situated data
1 Mechanistic situated data are ldquohardrdquo man-ufacturing data such as the availability of stockthe accuracy of system stock figures and thelead time of special materials
2 Context situated data are ldquosoftrdquo manufac-
turing data such as knowing the status of thecurrent schedule and the orders about to bescheduled or knowing if a machine is unreliableand therefore routing work around it wheneverpossible These are the ldquobackgroundrdquo data thatsurround the schedulers
3 Exceptional situated data are the datalinked to problems the nonroutine variances If the schedulers during their routine monitoring
behavior or because of an interruption are facedwith data they have not come across before adifferent approach is needed If possible theschedulers try to relate the exceptional data to asimilar situation to pattern match the ldquoexcep-tional exceptionrdquo If this does not work theytry numerous tactics until they reach a satisfac-tory solution
A schedulerrsquos routine monitoring behaviorwas often interrupted as previously describedA definition of an interruption in this researchis not the same as a disturbance in operationsresearch (Stoop amp Wiers 1996) A disturbancedisrupts the plan or schedule an interruptiondisrupts the scheduler or warns or informs of apotential problem It was evident that for allthe schedulers the majority of interruptionswere positive with regard to work goals theanalysis of interaction data provided evidence
that most positive interruptions either warnedor made the scheduler aware of a potential orcurrent problem When a problem did occurthe scheduler needed to deal with the problemin order to return to routine monitoring Theproblem was dealt with through their task androle activities as described previously Once aproblem had been dealt with the schedulersensured that the problem had been completely
resolved by confirming their actions with otherpersonnel before returning to routine monitor-ing activity This feedback behavior is apparentin the decision diagram depicted in Figure 1
External Factors That InfluenceSchedulers
The results discussed so far describe theactivities of the schedulers studied However
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004

8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 218
534 Fall 2004 ndash Human Factors
The sheer volume of published research onclassical scheduling theory as noted by DessoukyMoray and Kijowski (1995) demonstrates thatscheduling researchers are still searching formodels of scheduling that can provide realistic
business solutions Most of this type of researchsimply adopts the mathematical approach andignores the significant human contribution toscheduling However the study of practice uponwhich this paper is based demonstrates the lim-itations of this purely computational perspectiveof scheduling
This paper draws from a program of researchthat focused on the investigation and implemen-
tation of scheduling performance (CrawfordMacCarthy Wilson amp Vernon1999 MacCarthyamp Wilson 2001 MacCarthy Wilson amp Craw-ford 2001) The underlying research assump-tion was straightforward Researchers shouldfocus on how scheduling is actually carried outin order to understand what scheduling is andhow it occurs in practice The overall aim wasto develop a descriptive model of schedulingperformance that would capture scheduler be-havior and performance in order to underpinthe development of scheduling systems thatwould be more appropriate than those basedon previous theoretical scheduling models
We begin by identifying the need for a newmodel of scheduling using evidence from pre-vious research on models of the human sched-uler Our research derives from a naturalisticdecision making (NDM) perspective (Klein Ora-
sanu Calderwood amp Zsambok 1993 LipshitzKlein Orasanu amp Salas 2001) The nature of the study the research approach and methodsused to conduct the field studies and to derivethe model are first presented and this is support-ed by an overview of the participant schedulersThe main contribution of the paper centers onthe development of a new model of schedulingin manufacturing The implications and potential
applications of the model in practice concludethe paper
THE NEED FOR A NEW MODEL OFSCHEDULING
Some previous research has exposed the fieldof scheduling research to consideration of con-text and actual working environments a fullreview of this field of research is presented in
Crawford and Wiers (2001) Here we concen-trate on research that has attempted to developmodels of human scheduling in manufacturingcontexts
Sanderson (1991) proposed a model human
scheduler as a descriptive computational modelthat could support the design decisions neededin advanced manufacturing systems and improveunderstanding of the human contribution toscheduling functions The model is limited inthat it proposes a framework that has not beenvalidated in practice also it is built on the as-sumption that scheduling is a predominantlyindividual cognitive decision making function
As we will show this is not a safe assumptionDessouky et al (1995) developed a model usingscheduling theory with its well-developed quanti-tative models as the basis for a systematic con-ceptual framework of research into behavior inhuman-machine settings However the researchis based on limited examples of scheduling be-havior in laboratory scenarios and theoreticalsolutions rather than on studies of actual prac-tice Although such theoretical models are anadvance over the purely computational opera-tions research models they are not groundedin studies of practice We now address studiesthat are based on empirical studies of schedulersin the field
McKay Safayeni and Buzacott (1995a1995b) studied schedulers at work using tech-niques from thebehavioral andcognitivesciencesand produced an empirically derived model of
the human control necessary within dynamicand uncertain production scheduling situationsconsidering what scheduling in the ldquoreal worldrdquoactually entails Wiers (1996) extended this workto use a quantitative approach to study the deci-sion behavior of production schedulers usingperformance action and disturbance variablesHe concluded that schedulers who schedulecomparable production units displayed different
types of decision behaviors but the complexityof the scheduling situations made the findingsdifficult to generalize Wiers (1997) acknowl-edged that the inability to generalize findingsmakes it difficult to construct a reliable quanti-tative model of production scheduling
Higgins (2001) built upon Sandersonrsquos (1991)model human scheduler approach in order todevelop a methodology for designing scheduling
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 535
tools that support schedulers working in dy-namic environments He stated that a sched-ulerrsquos decision making behavior extends beyondthe scheduling heuristics perspective of classicalscheduling theory A hybrid intelligent produc-
tion scheduling system was presented based ona ldquoscheduling goal structure modelrdquo (Higgins1999) of scheduling behavior This model pro-vides a decision making architecture of schedulerbehavior generated from field data howeverthe work focused mainly on the design of userinterfaces and the model was based on one casestudy
These studies provided a useful platform for
the study reported here However we believethat many of the theoretical and empirically de-rived models are based on a number of invalidassumptions One frequently implied assump-tion is that a human schedulerrsquos contribution tothe scheduling function is mainly cognitive ndash thatis a schedulerrsquos job is a series of sequential deci-sions that lead ultimately to deciding on the se-quences of work that in combination producethe schedule Our early research work and in-deed our own industrial experiences supportthe perspective that there is in fact significantlymore to the scheduling function A schedulerrsquosperformance cannot be assessed solely fromhis or her individual cognitive contribution tothe scheduling function a scheduler also pro-vides significant social and organizational con-tributions that support the scheduling functionand the social and organizational setting will
provide contextual influence on scheduling per-formance
This observation is based on the present au-thorsrsquo personal experiences (one has worked asa scheduler in a number of manufacturing busi-nesses) on their research experience on analysisof empirical studies that have investigated thereality of the scheduling function (see Crawfordamp Wiers 2001) and on research within the do-
mains of NDM cognitive anthropology and cul-tural cognition Work in all of these areas hasdemonstrated that individual cognitive activityshould be considered in context and that contextis not a fixed set of surrounding conditions butrather a wider dynamic process in which cog-nition of the individual is only one element Ex-amples of research based on this perspective arepresented next
Context-Based Perspectives on theDomain of Scheduling
The NDM perspective was a key influenceon how we investigated the activities and specif-
ically the decision making processes of sched-ulers in context-based manufacturing situations(see Crawford et al 1999) NDM research rais-es questions regarding the ability of classical de-cision theory to adequately simulate the decisionepisodes presented by participants working inuncertain unstable and rapidly changing envi-ronments (for reviews see Einhorn amp Hogarth1981 Keeney amp Raiffa 1976 Slovic Fischoff
amp Lichenstein 1977) Classical decision makingresearch tends to focus on the decision eventwith a choice made from among a fixed set of known alternatives based on stable goals pur-poses and values In NDM research the focus ison decisions that are embedded in larger dynam-ic tasks and made by knowledgeable and experi-enced decision makers on trying to understandhow human decision makers actually make de-cisions in complex real-world settings and onlearning how to support such processes (Kleinet al 1993 Lipshitz et al 2001) Inherent un-certainties and other real-world factors arehighlighted explicitly in context-based decisionmaking (Orasanu amp Connolly 1993) Such fac-tors wereconsistent withour previousexperienceand understanding of the scheduling function
There are other relevant context-based per-spectives ndash for example situated cognition One
well-known work in this field is Cognition inthe Wild (Hutchins 1995) which argues thatin order to undertake real-world research a re-searcher must move the boundaries of the cog-nitive unit of analysis beyond the individual toincorporate other personnel and the systems theyuse in their work as a combined cognitive andcomputational system This approach has manyparallels with the NDM perspective Another
related domain is computational organizationtheory models which attempt to computational-ly model and simulate an organization in whichinformationpeopledecisionresponsibility tasksresources and opportunities are distributed geo-graphically temporally and structurally (PrietulaCarley amp Gasser 1998) This approach providesuseful insights into how to simulate and modelgroup interactions in terms of organizational
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 418
behavior These perspectives influenced howwe designed the study reported here and how wesubsequently analyzed the data
RESEARCH APPROACH
The model presented in this paper emergedfrom a project investigating human schedulingand related areas within seven manufacturingenterprises The field studies were extensive andtook an explicitly multi- and interdisciplinaryapproach The sponsors in each company weresenior planning and scheduling managers priorto the case study work a long period was spent
with these managers in order to understand thecontext within which scheduling was carriedout and to identify appropriate participants De-tails of the participating companies are present-ed in Table 1
Spatially and temporally distributed activitiessuch as production scheduling are necessarilydifficult and time consuming to study The pres-ence of the researchers may be disruptive andinconvenient to some degree Commercial con-fidentiality must be addressed as planning andscheduling are at the heart of an organizationrsquosreal operational systems Work takes place in anumber of different locations necessitating flex-ible observation methods Great care must be
taken if data from field studies are to be of valuein supporting strong conclusions
Methodological Approach
Following a pilot study it became evident
that an appropriate methodology with effectiveand efficient data gathering and analysis meth-ods would be critical to the development of the model We developed tested and used newstructured data gathering and analysis methodsthat were specifically designed to capture dy-namic field-based data It was important thatdata collection took place in the field becauseonly by studying scheduling in its context could
the social and organizational influences andeffects be properly accounted for An assess-ment of the domain literature the literature onpotential research approaches and the prelimi-nary visits to the participating companies madeit evident that a qualitative field study approach(Miles amp Huberman 1994) would allow a de-tailed understanding of scheduling practicesand the behavior and performance of the humanschedulers within a natural environment
Following trials of a large number of meth-ods the potential set of methods was reduced toa toolkit of six main types of technique (a) di-rect observation (b) retrospectivedecisionprobe(c) structured and semistructured interviews
536 Fall 2004 ndash Human Factors
TABLE 1 Comparison of the Types of Manufacturing Environments of the Case Study Companies
Case Study Data
No of Participant Industry Sector Business Context Employees
A Textiles Discrete manufacturing lt500Non-MRP-driven planning system
B Electronic Discrete manufacturing 500+components MRP-driven planning system
C Aerospace Discrete manufacturing 2500MRP-driven planning system
D Aerospace Discrete manufacturing 2500MRP-driven planning system
E Aerospace Discrete manufacturing 2500MRP-driven planning system
F Steel Continuous process 4700production Non-MRP-driven planning system
G Steel Continuous process 4700production Non-MRP-driven planning system
Note MRP = materials requirements planning
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 537
(d) task analysis (e) concurrent verbal proto-cols and (f) attributes analysis For more infor-mation on all of the methods used in the fieldstudy of scheduling see Crawford et al (1999)and MacCarthy et al (2001) The two main
methods that underpinned the development of the model presented here were direct observa-tion of the schedulers at work and a retrospec-tive decision probe These are explained in thefollowing sections
Direct observation An inductive research ap-proach places great emphasis on the accuraterecording and analysis of emergent data and animportant aid to understanding what schedulers
do and how they do it was to observe them with-in their usual scheduling environments Therewere practical constraints ndash for instance videorecording was not possible because of locationdifficulties and commercial reasons Thereforean observation sheet was developed to allowfast accurate and portable data collection andincluded information on interpersonal interac-tions as these had been identified during pilotstudies as a critical determinant of schedulerload and strategy The name or function of thesource of the interaction (eg sales production)the type (eg face to face phone e-mail) and thesubject (eg query information transfer) werenoted The apparent effects and consequenceswere also documented
Retrospective decision probe Prior to con-ducting the studies we believed that schedulersmake a range of different decisions as part of
their job and the importance of decision mak-
ing within the scheduling function has beenwidely commented on in previous research (seeCrawford amp Wiers 2001) We adapted methodsused by Milliken (1987) and Lipshitz and Strauss(1997) on uncertainty in decision making for use
in the fieldwork conducted in the businessesDirect structured observation did not allow con-current questioning about the schedulerrsquos deci-sions therefore we developed the retrospectivedecision analysis method to support the findingsof the observation method In this approachthe researchers note an identification numberon the observation sheet when the participantappears to make a decision of any type in carry-
ing out his or her job At the end of the obser-vation session participants are retrospectivelyquestioned about each of the noted decisionsA structured interview format a decision probeis used so that the same questions are asked foreach of the decisions noted The probe questionsare shown in Table 2
The decision probe responses can be repre-sented visually in a decision diagram to collateall of the information about each decision andto present the results to the scheduler for latervalidation This collection of responses pro-vides a snapshot of scheduling decision makingprocesses Each decision diagram also showsthe information and knowledge needed by thescheduler to make a decision the environmentalfactors that affected the decision any optionsthat were available to the scheduler and whythey were not chosen An example of a decision
diagram is shown in Figure 1
TABLE 2 Retrospective Decision Probe Questions Asked of Each Scheduler Subsequent to Daily DirectObservation Session
1 Describe this decision episode in your own words2 What caused you to have to make the decision3 What was it that you thought about in order to make the decision4 What information (as opposed to knowledge) did you use to make this decision5 Were you forced to make a decision before you had all the information you needed6 What knowledge (as opposed to information) did you use to make this decision7 Do you consider this knowledge to be complete8 Did you have to communicate the outcome of this decision to anybody else9 How would you rate this decision
Complexity Easy Average complexity ComplexTime pressure No time pressure Some pressure Extreme pressureAdvice or guidance Never sometimes always need it
10 Does a documented procedure exist for this type of problem11 Overall do you consider this decision to be a typical or an untypical type of decision
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 618
F i
g u r e 1
A d e c i s i o n d i a g r a m a n
d a s s o c i a t e d d e c i s i o n d e s c r i p t
i o n a n d d e c i s i o n p r o b e r e s p o n
s e s o f a p a r t i c i p a n t s c h e d u l e r
538
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 539
The Participant Schedulers
The selection and study of appropriate partic-ipant schedulers was an important aspect of theresearch The model presented here was pro-
posed on the basis of detailed examination of the work of seven schedulers in four companiesThe types of manufacturing processes in whichthe companies were involved were (a) tradi-tional manufacturing processes in the textileand steel industries and (b) leading-edge high-technology manufacturing processes in the elec-tronic components and aerospace industries Asummary of the background information gath-
ered about the seven case study schedulers ispresented in Table 3Each scheduler was observed over a 1-week
period Data were written up off line The re-searchers returned for a 1-day follow-up visitthat enabled clarification of data queries and tovalidate the data that had been collected Theanalysis took place off line and researchers re-turned for a final 2-day visit to present and dis-cuss the results with the schedulers This research
design provided a detailed snapshot of how theschedulers worked within a 1-week period butalso built in a longitudinal aspect by enabling theresearchers to return on follow-up visits
Data AnalysisThe data collected from observing and inter-
viewing all of the participant schedulers wereanalyzed using documented methods of qualita-tive data analysis (Bernard 1995 Miles amp Hu-berman 1994 Robson 1993 Strauss 1987)Data analysis was carried out both during datacollection and on completion of data collectionThe main analysis approach used in the gradual
development of the model was codingData Coding
Codes are labels for assigning units of mean-ing to the descriptive data compiled during astudy (Miles amp Huberman 1994) The data col-lected using the methods described were codedinto two levels (a) preliminary descriptive codesand (b) second-level pattern coding which pro-duces explanatory codes that identify emergent
TABLE 3 Comparison of the Education and Work Backgrounds of the Seven Participant Schedulers
Scheduler Background Data
Participant Age Work Experience Training Education Hours of Work
A 41ndash50 Company 10 years Not known High school Works as requiredJob 10 years
B 41ndash50 Company 24 years Not known High school 8 amndash5 pmJob 6 months IPCD IIMC (day shifts)
CampG quality control
C 41ndash50 Company 11 years None High school 830 amndash530 pmJob 4 years ICPIM (day shifts)
D 31ndash40 Company 16 years 11 frasl 2 days of High school 830 amndash530 pmJob 4 years MRP training ICPIM (day shifts)
E 41ndash50 Company 19 years Basic MRP High school 830 amndash530 pmJob 1 year training CampG carpentry (day shifts)
F 51+ Company 38 years On-the-job High school 8-hour shiftsJob 35 years training (day amp night)
G 51+ Company 36 years On-the-job High school 8-hour shiftsJob 22 years training ONC math amp (day amp night)
engineeringCampG plate sheetamp strip (metal)
Note IPCD = Institute of Production Control Diploma IIMC = Institute of Industrial Managers Certificate CampG = City amp GuildsCertificate ICPIM = Introductory Certificate in Production and Inventory Management ONC = Ordinary National Certificate
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 818
540 Fall 2004 ndash Human Factors
themes (Strauss amp Corbin 1994) To developpreliminary descriptive codes a summary nota-tion is applied to a ldquochunkrdquo of data An exampleof the coding process on a section of the obser-vation data is shown in Table 4
This process of applying codes to sectionsof data continues for all scheduler data andcategories or labels are generated beside eachline or paragraph Once all the data have beencoded at the descriptive level a preliminarymaster list of codes is drawn up This is an in-ductive method in which the researchers codethe data in order to see how the data functionwithin the context of the situation and to deter-
mine how many categories of codes are appro-priate The analysis produces a code categoryplus related subcodes In the example shownin Table 4 the scheduler was checking or look-ing for information about the situation This wasdefined as the ldquoassessing the situationrdquo (AS)code Within this master code the scheduler wassometimes assessing the situation as to the status(ldquoSTrdquo) of orders (ldquoorrdquo) or materials (ldquomatsrdquo)Therefore for a section of data in which a sched-uler was assessing the situation to determinethe status of materials the code ASSTmatswould be assigned
However simply classifying phenomena doesnot constitute a sufficient analysis of the dataIt is at this point in the analysis process thatany patterns occurring in the data must be un-derstood Pattern codes are explanatory theyidentify an emergent theme and pull together
material into meaningful units of analysis Pat-tern coding can be thought of as analogous tofactor-analytic methods in statistical analysisthat attempt to place sets of variables into dis-tinct groups
Miles and Huberman (1994) suggested using
summarizers to build pattern codes A summa-rizer can be based on a variety of elements suchas repeatedly observed behaviors norms rela-tionships local meanings and explanationsinferential clusters and single-case and cross-
case elements An example of building patterncodes using summarizers is shown in Table 5Pattern codes can be developed by adding ten-tative codes and trying them out on subsequentdata to see if they ldquofitrdquo The pattern codes canthen be verified and checked during subsequentdata collection by all researchers If the patterncode does not fit it is qualified rather than com-pletely discounted In this way pattern coding is
a means of data reduction and of funnelingfindings for within-case and cross-case analysisAn important aspect of this research was the
emphasis placed on recording accurate and reli-able data by including feedback and validationsessions into the overall research design Theschedulers made many useful comments withinthevalidation phasendashfor example explaining therelevance or frequency of a particular type of decision
RESULTS
The results relevant to the model rather thanto the larger project are reported here firstthe types of activities that describe a schedulerrsquosbehavior and performance within a businessand second the factors that influence how sched-ulers work within a business environment Acritical point is that the activities presented are
the results of a very high level of consistency of scheduler behavior and performance All of theschedulers undertook the key activities describedin the next section in some form in each of thebusiness environments That is there are codeddata and clear patterns demonstrating each of
TABLE 4 Example of the Coding Process on a Section of the Observation Data
Scheduler Action Analyst Code
(Number 6) An example of the scheduler checking theCheck another order status of orders on the shop floor
(Number 9) An example of the scheduler checking theCheck parts of valve status of materials within the factory
(Number 15) An example of the scheduler checking theScheduler uses information status of an order and gathering informationsystem to see operation status from a management information system
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 918
A NEW MODEL OF SCHEDULING IN MANUFACTURING 541
the scheduler activities displayed by each sched-uler studied We believe that these results de-
monstrate that the findings are generalizable toother scheduling environments
Scheduler Activities
The direct observation method highlighted anumber of important issues First schedulerswork in a variety of ways Some schedulers sitalone others sit in an office as part of a team of other production personnel Some schedulersmove around their environment constantly in-teracting with personnel from other functionsand attending meetings Some schedulers remainsitting at a desk for prolonged periods otherswork directly with other business areas to formformal or informal integrated and colocatedteamsor theywork withpersonnel located acrossthe business or with suppliers to the businessto form more distributed virtual teams
The observations also demonstrated that
schedulers do not often sit down and workthrough the generation of a schedule in a se-quential or structured way In fact in the major-ity of the participating businesses the scheduleis produced by the information system There-fore the schedulerrsquos main role is not to carry outsequencing or allocation decisions Instead theschedulers managed the scheduling function inorder to support the transfer of a virtual pro-
duction plan into production reality The analy-sis of the data collected using all of the methodsproduced pattern codes that demonstrated thatthe schedulers carried out three types of activi-ties tasks roles and monitoring
Tasks The term task is used here to describegoal-directed activities ndash that is activities thathave a defined start and end point and an objec-tive Despite the centrality of the concept of
ldquotaskrdquo in the human factors domain there islittle consensus on the meaning and scope of
the term Kirwan and Ainsworth (1992) defineda task as the method that is adopted to attain agoal that is constrained by a number of contex-tual factors Therefore a personrsquos task may beseen as trying to attain a goal in a particularcontext by utilizing the facilities and resourcesavailable while overcoming any constraintsthat may have been imposed Stammers andShepherd (1995) also noted that there are threeinteracting task components requirementsenvironment and behavior It is evident how-ever that although the basic framework of taskactivity is determined by context and can there-fore be documented by the task requirementsand task environment task behavior can varygreatly between individuals and with experience
In this study all of the schedulers were sub- ject to formalized goal-directed activities thatbusinesses expect schedulers to undertake as
listed in their job descriptions An analysis of the job descriptions showed significant similar-ities and activities specific to ldquoschedulingrdquo per-sonnel were often listed in the businessrsquos formaldocumentation
However the data analysis also providedevidence that schedulers spent a considerableamount of time on nonformalized tasks in addi-tion to formal tasks One example was mainte-
nance tasks Schedulers were often observedarranging their work environment or the datathey needed for their job Sometimes it wassimply a matter of rearranging system data intoa more suitable format activities included thedevelopment of routines by which schedulerssearched for and accessed the data they neededfor scheduling Schedulers also had to compen-sate in some way for problems or failures in the
TABLE 5 Examples of Summarizers and Pattern Codes Used in the Study
Summarizer Pattern Codes
Themes There is no explicit mention of performance measures within thedepartment
Causesexplanations Releasing goods represents the end of schedulerrsquos boundary andresponsibility and highlights the schedulerrsquos authority within the plant
Relationships among people The scheduler is geographically separateddistant from colleagues
Emerging constructs The scheduler holds the role of a problem predictor and solver withinthe department
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1018
542 Fall 2004 ndash Human Factors
overall business These were usually within theinformation technology system or attributableto the businessrsquos organizational structure
Therefore the results provide evidence thatthe schedulers undertook three types of task
behavior (a) Formal task behavior is what eachcompany has specified that ldquoschedulingrdquo person-nel should carry out (ie the task requirementsexpected of the ldquoschedulingrdquo job are formalizedand made explicit by the companies) (b) Main-tenance task behavior is what the schedulersdemonstrate to organize the information theyneed such as checking their sources of infor-mation updating the information system or sys-
tems and adjusting data into a suitable formatfor the task requirements This task behavior isundertaken in order to keep the ldquoschedulingrdquoenvironment up to date and organized as thescheduler sees fit Different types of mainte-nance tasks depend on the individual scheduler(c) Compensation task behavior is what theschedulers demonstrate while attempting tocompensate for some level of problem or failurein the overall system ndash for instance in the in-formation system in the organizational struc-ture of the company or in the operations of theproduction unit No absolute distinction canbe made among these task behaviors which areinterdependent and are frequently carried outconcurrently by the schedulers Tasks can becategorized within any one two or three of thetask behaviors
Roles It is evident that the schedulersrsquo activ-ities comprise more than scheduling tasks Atask model on its own provides only a limitedview of the human contribution to schedulingin addition the essential contribution of roles
must be incorporated A standard definition of a role is any relatively standardized social posi-tion involving specific rights and obligationsthat an individual is expected and encouraged toperform (Jary amp Jary 1991) That is social rolesencapsulate all the norms with which a personoccupying a particular status is obliged to com-ply Roles are the enablers of the tasks and fillthe gap between the formal and informal sys-
tems that operate within a business The resultsfrom our study of schedulers demonstrate thetypes of roles expected of the schedulers as wellas what roles they actually hold It is evidentthat all of the schedulers carry out coordinatingmonitoring communicating problem-solvingfacilitating and interfacing types of activitiesOur results show that there are three main typesof roles held by the schedulers and that theylike the task behaviors overlap to an extent
The interpersonal role captures the behaviorsof developing interpersonal networks informalbargaining friendship and favor networks andmediation The types of interaction that theschedulers have with other personnel are evidentfrom the results (see Figure 2) and are implicitwithin the recorded observation and decisionmaking data
Figure 2 Relative frequency statistics showing source of scheduler interactions and types of media used forinteraction
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1118
A NEW MODEL OF SCHEDULING IN MANUFACTURING 543
The analysis demonstrated that all of the par-ticipant schedulers had developed their owninterpersonal networks that were complemen-tary to the formal networks such as reportinghierarchies organizational structures and func-
tional business groupings These networks wereused to find and gather specific information atcertain times within the scheduling functionStoop and Wiers (1996) found that when prob-lems arise on the shop floor schedulers have toknow where work originated and where it isheaded in order to be able to communicate withpersonnel about quality problems and deliverytimes Schedulers need extensive knowledge
and information about specific jobs and shopfloor status Interpersonal activity has been re-corded in other scheduling field studies (Web-ster 2001) and interpersonal networks explainhow schedulers gather ldquoenriched datardquo (McKayet al 1995a) These networks are normally in-formal structures so the people interacting withthe scheduler also provide informal contextualdata
The schedulers also utilized informal bargain-ing friendship and favor networks to supporttheir scheduling tasks the utility of these net-works being dependent on the status of theschedulers in their departments For all the sched-ulers status was determined by four key factors(a) respect ndash other peoplersquos respect for the sched-uler and for his or her ability to do the jobwell (b) trust ndash peoplersquos trust in the schedulerrsquos judgment (c) friendship ndash whether or not the
other people knew the scheduler and liked himor her and (d) favors ndash the reciprocation of favors used as a bargaining tool Our findingssupport previous research that also noted thatscheduling involves social interaction and issuessuch as trust and respect (McKay BuzacottCharness amp Safayeni 1992)
Other interesting enabling activities were un-dertaken by the schedulers All the schedulers
worked at a level where the plan is translatedinto production ndash that is the interface wherethe virtual plan becomes a production realityTherefore the schedulers had to mediate be-tween the various owners of the schedule Theplanners owned the virtual plan in relation tothe planning task requirement of achievingcustomer demands The production personnelowned the physical production in relation to
the production task requirement of achievingmaximum resource utilization The schedulersmediated in terms of the schedule to efficientlytranslate the demands of the plan to meet thedemands of the shop floor
The informational role captures the behav-iors of acting as an information hub filteringinformation to the shop floor and ensuring thatinformation is accessible and visible It buildsupon the infrastructure created by the sched-ulerrsquos interpersonal role networking and media-tion behaviors enable the transfer of informationthat the schedulers need to carry out their tasks
The communication and transfer of infor-
mation are evident across the results for allschedulers (see Table 2 and Figures 1 and 2)Schedulers use update and pass on all types of information and so are ldquoinformation investi-gatorsrdquo ldquoinformation usersrdquo and ldquoinformationprovidersrdquo When these behaviors are combinedthe schedulerrsquos role as an information hubbecomes evident From this viewpoint a sched-uler is a hub within a department the point of contact for both internal and external inquiriesThe scheduler has information for other per-sonnel from other ldquohubsrdquo inside and outsidethe department and information is distributedacross the schedulerrsquos department and otherdepartments via this informational networkThere is a two-way flow Other personnel haverelevant and current information to pass onand the scheduler constantly compiles this toensure that updated information is being distrib-
uted within and beyond the department Fre-quencycounts of the interactions recorded on theobservation sheets have been used to show theinteractions and the media by which informationwas transmitted (see Figure 2 for an example)
This role behavior supports the findings by Wiers (1997) and McKay and Wiers (1999) thatmuch of the schedulerrsquos task involves informa-tion collection and validation because the sched-
uler needs available and accurate data to makescheduling decisions
Schedulers also filter the information they useThe filtering function describes a range of be-haviors including the selection smoothing outverification interpolation and transformationof data into formats appropriate to the currentscheduling situation For example theschedulerswere observed adjusting the figures presented
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1218
544 Fall 2004 ndash Human Factors
in the approximate plan to ldquomake them fitrdquondash thatis the computer system aggregated the databut a person produced the final best fit of thedata by verifying or adjusting the figures withrespect to the real-world constraints and dy-
namics of the production situation Similarlymany pieces of information were not includedin the systemrsquos data so it could not generate afeasible ldquodoablerdquo plan The role of the humanfilter in this context was to fill in informationto make a feasible plan possible This filteringbehavior ensures that a real-world productionplan is produced in which the scheduler mini-mizes the possibility of problems reaching the
shop floorTheunderlying assumption of most computer-based production control systems is that theshop floor situation is stable all materials areavailable the operators are capable of carryingout their jobs and there are no machine break-downs However when these conditions (orcountless others) are not met schedulers filterthe planned information in the form of theschedule through their store of current knowl-edge This knowledge includes detailed andup-to-date information regarding the currentproduction situation If there is not an appro-priate match between what is planned andwhat is occurring on the shop floor the sched-uler attempts to manipulate either the scheduleor the production environment in order to im-plement a solution Therefore it is evident thatthere are two methods of data flow in most
manufacturing scenarios the information sys-tem data update and the transfer of knowledgeand information by human schedulers to thenext level of the process
Within this context it is obvious that sched-ulers must have access to current relevant in-formation and that much of the information theyuse has to be visible If information was notdirectly accessible or visible then the schedu-
lers worked around the problem Some sched-ulers worked in locations that made it difficultfor them to access or see information on theshop floor but their networks and informationhub activities enabled them to gain access to orvisibility of the information they needed
Visibility of the physical shop floor produc-tion process has been noted as important inoperations management (Fogarty Blackstone
amp Hoffman 1991 Slack Chambers HarlandHarrison amp Johnston 1998) but visibility of in-formation is important to schedulers becausethey need to be aware of higher-level planningdecisions in order to effectively plan ahead and
translate medium-range planning decisions intoshort-range scheduling-related decisions In linewith our results Hardstone (1991) also notedthat information accessibility and visibility aresalient features of scheduling Schedulers needto be able to see and access relevant and criticalinformation to be able to carry out the schedul-ing task and to make timely scheduling decisions(Nakamura amp Salvendy 1994) Information ac-
cess was central to the work of Vera Lewis andLerch (1993) who studied the decision makingbehavior of supervisors in a mail-sorting facili-ty They found that the supervisors relied onenvironmental cues to make decisions and thatrelevant information was gathered by visualscans of the facility
The decisional role captures three types of de-cision behaviors problem prediction and prob-lem solving interruption handling and resourceallocation It complements the interpersonaland informational roles that provide the net-works to access the data and information need-ed by the schedulers to make their decisions
The observed schedulers all predicted andsolved problems they had to be aware of whatpotential problems could arise and decide how toaddress them to minimize disruption to produc-tion This supports McKay and Wiersrsquos (1999)
findings that from an operational perspectivescheduling is a problem solving and not asequencing function A scheduler must try to an-ticipate or preempt potential problems and there-fore take proactive rather than reactive decisionroles It is apparent that this behavior is linkedto a schedulerrsquos awareness of the production sit-uation and to his or her understanding of howproblems can impact the current schedule
An interruption in the context of this roledistracts schedulers from their current activityand causes them to divert attention to anotheractivity Our finding that schedulers act as inter-ruption handlers reflects Sanderson and Morayrsquos(1990) view that human schedulers exploit op-portunities for action ndash interruptions are oftenopportunities for the schedulers to act and avoida problem Rather than being irritations that
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 545
distract the schedulers from their work inter-ruptions are an integral part of their work
A final decisional role is resource allocationAs noted earlier from an operations researchperspective the aim of any scheduling activity
is the goal-directed allocation of resources overtime to perform a collection of tasks The sched-ulers all allocated resources in order to meettheir scheduling objectives However the resultsfrom this study clearly show that resource alloca-tion was not the participant schedulersrsquo centralactivity and that their decisions extend beyondpure resource allocations The schedulersrsquo activ-ities are all carried out within a complex and
dynamic task environment and it is this infra-structure that makes the scheduling complex Without reference to the scheduling environ-ment resource allocation activities mean littlewhich is why the concentration on sequencingproblems in scheduling theory will always belimited in providing a realistic model of thescheduling problem
The finding that schedulers do not merelysolve combinatorial sequencing problems in or-der to schedule has been noted previously (Stoopamp Wiers 1996 Webster 2001) The results herego further They show that resource allocationis not the central function of scheduling in prac-tice The overall responsibility of the schedulerin terms of scheduling is explained later
Monitoring In comparison with previouswork in process control environments (Beishon1974 Crossman 1974) within discrete produc-
tion environments the concept of monitoring hasnot been widely studied It is explained here asan integrating activity that allows schedulers tocarry out their job gather accurate informationand make appropriate decisions ndash that is moni-toring can be considered as the scheduling activ-ity that holds everything together
A distinction must be made between monitor-ingandchecking activities which are interrelated
yet different behaviors Checking is active sched-ulers check situations by seeking out informa-tion Monitoring relates to the schedulers beingaware of what is going on and what is about tooccur in the environment ndash that is situated dataThe ldquosituatednessrdquo of data describes how partic-ular data are connected to and affected by theirenvironment (Behrmann 1993) All the sched-ulers used three sources of situated data
1 Mechanistic situated data are ldquohardrdquo man-ufacturing data such as the availability of stockthe accuracy of system stock figures and thelead time of special materials
2 Context situated data are ldquosoftrdquo manufac-
turing data such as knowing the status of thecurrent schedule and the orders about to bescheduled or knowing if a machine is unreliableand therefore routing work around it wheneverpossible These are the ldquobackgroundrdquo data thatsurround the schedulers
3 Exceptional situated data are the datalinked to problems the nonroutine variances If the schedulers during their routine monitoring
behavior or because of an interruption are facedwith data they have not come across before adifferent approach is needed If possible theschedulers try to relate the exceptional data to asimilar situation to pattern match the ldquoexcep-tional exceptionrdquo If this does not work theytry numerous tactics until they reach a satisfac-tory solution
A schedulerrsquos routine monitoring behaviorwas often interrupted as previously describedA definition of an interruption in this researchis not the same as a disturbance in operationsresearch (Stoop amp Wiers 1996) A disturbancedisrupts the plan or schedule an interruptiondisrupts the scheduler or warns or informs of apotential problem It was evident that for allthe schedulers the majority of interruptionswere positive with regard to work goals theanalysis of interaction data provided evidence
that most positive interruptions either warnedor made the scheduler aware of a potential orcurrent problem When a problem did occurthe scheduler needed to deal with the problemin order to return to routine monitoring Theproblem was dealt with through their task androle activities as described previously Once aproblem had been dealt with the schedulersensured that the problem had been completely
resolved by confirming their actions with otherpersonnel before returning to routine monitor-ing activity This feedback behavior is apparentin the decision diagram depicted in Figure 1
External Factors That InfluenceSchedulers
The results discussed so far describe theactivities of the schedulers studied However
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004

8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 535
tools that support schedulers working in dy-namic environments He stated that a sched-ulerrsquos decision making behavior extends beyondthe scheduling heuristics perspective of classicalscheduling theory A hybrid intelligent produc-
tion scheduling system was presented based ona ldquoscheduling goal structure modelrdquo (Higgins1999) of scheduling behavior This model pro-vides a decision making architecture of schedulerbehavior generated from field data howeverthe work focused mainly on the design of userinterfaces and the model was based on one casestudy
These studies provided a useful platform for
the study reported here However we believethat many of the theoretical and empirically de-rived models are based on a number of invalidassumptions One frequently implied assump-tion is that a human schedulerrsquos contribution tothe scheduling function is mainly cognitive ndash thatis a schedulerrsquos job is a series of sequential deci-sions that lead ultimately to deciding on the se-quences of work that in combination producethe schedule Our early research work and in-deed our own industrial experiences supportthe perspective that there is in fact significantlymore to the scheduling function A schedulerrsquosperformance cannot be assessed solely fromhis or her individual cognitive contribution tothe scheduling function a scheduler also pro-vides significant social and organizational con-tributions that support the scheduling functionand the social and organizational setting will
provide contextual influence on scheduling per-formance
This observation is based on the present au-thorsrsquo personal experiences (one has worked asa scheduler in a number of manufacturing busi-nesses) on their research experience on analysisof empirical studies that have investigated thereality of the scheduling function (see Crawfordamp Wiers 2001) and on research within the do-
mains of NDM cognitive anthropology and cul-tural cognition Work in all of these areas hasdemonstrated that individual cognitive activityshould be considered in context and that contextis not a fixed set of surrounding conditions butrather a wider dynamic process in which cog-nition of the individual is only one element Ex-amples of research based on this perspective arepresented next
Context-Based Perspectives on theDomain of Scheduling
The NDM perspective was a key influenceon how we investigated the activities and specif-
ically the decision making processes of sched-ulers in context-based manufacturing situations(see Crawford et al 1999) NDM research rais-es questions regarding the ability of classical de-cision theory to adequately simulate the decisionepisodes presented by participants working inuncertain unstable and rapidly changing envi-ronments (for reviews see Einhorn amp Hogarth1981 Keeney amp Raiffa 1976 Slovic Fischoff
amp Lichenstein 1977) Classical decision makingresearch tends to focus on the decision eventwith a choice made from among a fixed set of known alternatives based on stable goals pur-poses and values In NDM research the focus ison decisions that are embedded in larger dynam-ic tasks and made by knowledgeable and experi-enced decision makers on trying to understandhow human decision makers actually make de-cisions in complex real-world settings and onlearning how to support such processes (Kleinet al 1993 Lipshitz et al 2001) Inherent un-certainties and other real-world factors arehighlighted explicitly in context-based decisionmaking (Orasanu amp Connolly 1993) Such fac-tors wereconsistent withour previousexperienceand understanding of the scheduling function
There are other relevant context-based per-spectives ndash for example situated cognition One
well-known work in this field is Cognition inthe Wild (Hutchins 1995) which argues thatin order to undertake real-world research a re-searcher must move the boundaries of the cog-nitive unit of analysis beyond the individual toincorporate other personnel and the systems theyuse in their work as a combined cognitive andcomputational system This approach has manyparallels with the NDM perspective Another
related domain is computational organizationtheory models which attempt to computational-ly model and simulate an organization in whichinformationpeopledecisionresponsibility tasksresources and opportunities are distributed geo-graphically temporally and structurally (PrietulaCarley amp Gasser 1998) This approach providesuseful insights into how to simulate and modelgroup interactions in terms of organizational
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 418
behavior These perspectives influenced howwe designed the study reported here and how wesubsequently analyzed the data
RESEARCH APPROACH
The model presented in this paper emergedfrom a project investigating human schedulingand related areas within seven manufacturingenterprises The field studies were extensive andtook an explicitly multi- and interdisciplinaryapproach The sponsors in each company weresenior planning and scheduling managers priorto the case study work a long period was spent
with these managers in order to understand thecontext within which scheduling was carriedout and to identify appropriate participants De-tails of the participating companies are present-ed in Table 1
Spatially and temporally distributed activitiessuch as production scheduling are necessarilydifficult and time consuming to study The pres-ence of the researchers may be disruptive andinconvenient to some degree Commercial con-fidentiality must be addressed as planning andscheduling are at the heart of an organizationrsquosreal operational systems Work takes place in anumber of different locations necessitating flex-ible observation methods Great care must be
taken if data from field studies are to be of valuein supporting strong conclusions
Methodological Approach
Following a pilot study it became evident
that an appropriate methodology with effectiveand efficient data gathering and analysis meth-ods would be critical to the development of the model We developed tested and used newstructured data gathering and analysis methodsthat were specifically designed to capture dy-namic field-based data It was important thatdata collection took place in the field becauseonly by studying scheduling in its context could
the social and organizational influences andeffects be properly accounted for An assess-ment of the domain literature the literature onpotential research approaches and the prelimi-nary visits to the participating companies madeit evident that a qualitative field study approach(Miles amp Huberman 1994) would allow a de-tailed understanding of scheduling practicesand the behavior and performance of the humanschedulers within a natural environment
Following trials of a large number of meth-ods the potential set of methods was reduced toa toolkit of six main types of technique (a) di-rect observation (b) retrospectivedecisionprobe(c) structured and semistructured interviews
536 Fall 2004 ndash Human Factors
TABLE 1 Comparison of the Types of Manufacturing Environments of the Case Study Companies
Case Study Data
No of Participant Industry Sector Business Context Employees
A Textiles Discrete manufacturing lt500Non-MRP-driven planning system
B Electronic Discrete manufacturing 500+components MRP-driven planning system
C Aerospace Discrete manufacturing 2500MRP-driven planning system
D Aerospace Discrete manufacturing 2500MRP-driven planning system
E Aerospace Discrete manufacturing 2500MRP-driven planning system
F Steel Continuous process 4700production Non-MRP-driven planning system
G Steel Continuous process 4700production Non-MRP-driven planning system
Note MRP = materials requirements planning
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 537
(d) task analysis (e) concurrent verbal proto-cols and (f) attributes analysis For more infor-mation on all of the methods used in the fieldstudy of scheduling see Crawford et al (1999)and MacCarthy et al (2001) The two main
methods that underpinned the development of the model presented here were direct observa-tion of the schedulers at work and a retrospec-tive decision probe These are explained in thefollowing sections
Direct observation An inductive research ap-proach places great emphasis on the accuraterecording and analysis of emergent data and animportant aid to understanding what schedulers
do and how they do it was to observe them with-in their usual scheduling environments Therewere practical constraints ndash for instance videorecording was not possible because of locationdifficulties and commercial reasons Thereforean observation sheet was developed to allowfast accurate and portable data collection andincluded information on interpersonal interac-tions as these had been identified during pilotstudies as a critical determinant of schedulerload and strategy The name or function of thesource of the interaction (eg sales production)the type (eg face to face phone e-mail) and thesubject (eg query information transfer) werenoted The apparent effects and consequenceswere also documented
Retrospective decision probe Prior to con-ducting the studies we believed that schedulersmake a range of different decisions as part of
their job and the importance of decision mak-
ing within the scheduling function has beenwidely commented on in previous research (seeCrawford amp Wiers 2001) We adapted methodsused by Milliken (1987) and Lipshitz and Strauss(1997) on uncertainty in decision making for use
in the fieldwork conducted in the businessesDirect structured observation did not allow con-current questioning about the schedulerrsquos deci-sions therefore we developed the retrospectivedecision analysis method to support the findingsof the observation method In this approachthe researchers note an identification numberon the observation sheet when the participantappears to make a decision of any type in carry-
ing out his or her job At the end of the obser-vation session participants are retrospectivelyquestioned about each of the noted decisionsA structured interview format a decision probeis used so that the same questions are asked foreach of the decisions noted The probe questionsare shown in Table 2
The decision probe responses can be repre-sented visually in a decision diagram to collateall of the information about each decision andto present the results to the scheduler for latervalidation This collection of responses pro-vides a snapshot of scheduling decision makingprocesses Each decision diagram also showsthe information and knowledge needed by thescheduler to make a decision the environmentalfactors that affected the decision any optionsthat were available to the scheduler and whythey were not chosen An example of a decision
diagram is shown in Figure 1
TABLE 2 Retrospective Decision Probe Questions Asked of Each Scheduler Subsequent to Daily DirectObservation Session
1 Describe this decision episode in your own words2 What caused you to have to make the decision3 What was it that you thought about in order to make the decision4 What information (as opposed to knowledge) did you use to make this decision5 Were you forced to make a decision before you had all the information you needed6 What knowledge (as opposed to information) did you use to make this decision7 Do you consider this knowledge to be complete8 Did you have to communicate the outcome of this decision to anybody else9 How would you rate this decision
Complexity Easy Average complexity ComplexTime pressure No time pressure Some pressure Extreme pressureAdvice or guidance Never sometimes always need it
10 Does a documented procedure exist for this type of problem11 Overall do you consider this decision to be a typical or an untypical type of decision
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 618
F i
g u r e 1
A d e c i s i o n d i a g r a m a n
d a s s o c i a t e d d e c i s i o n d e s c r i p t
i o n a n d d e c i s i o n p r o b e r e s p o n
s e s o f a p a r t i c i p a n t s c h e d u l e r
538
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 539
The Participant Schedulers
The selection and study of appropriate partic-ipant schedulers was an important aspect of theresearch The model presented here was pro-
posed on the basis of detailed examination of the work of seven schedulers in four companiesThe types of manufacturing processes in whichthe companies were involved were (a) tradi-tional manufacturing processes in the textileand steel industries and (b) leading-edge high-technology manufacturing processes in the elec-tronic components and aerospace industries Asummary of the background information gath-
ered about the seven case study schedulers ispresented in Table 3Each scheduler was observed over a 1-week
period Data were written up off line The re-searchers returned for a 1-day follow-up visitthat enabled clarification of data queries and tovalidate the data that had been collected Theanalysis took place off line and researchers re-turned for a final 2-day visit to present and dis-cuss the results with the schedulers This research
design provided a detailed snapshot of how theschedulers worked within a 1-week period butalso built in a longitudinal aspect by enabling theresearchers to return on follow-up visits
Data AnalysisThe data collected from observing and inter-
viewing all of the participant schedulers wereanalyzed using documented methods of qualita-tive data analysis (Bernard 1995 Miles amp Hu-berman 1994 Robson 1993 Strauss 1987)Data analysis was carried out both during datacollection and on completion of data collectionThe main analysis approach used in the gradual
development of the model was codingData Coding
Codes are labels for assigning units of mean-ing to the descriptive data compiled during astudy (Miles amp Huberman 1994) The data col-lected using the methods described were codedinto two levels (a) preliminary descriptive codesand (b) second-level pattern coding which pro-duces explanatory codes that identify emergent
TABLE 3 Comparison of the Education and Work Backgrounds of the Seven Participant Schedulers
Scheduler Background Data
Participant Age Work Experience Training Education Hours of Work
A 41ndash50 Company 10 years Not known High school Works as requiredJob 10 years
B 41ndash50 Company 24 years Not known High school 8 amndash5 pmJob 6 months IPCD IIMC (day shifts)
CampG quality control
C 41ndash50 Company 11 years None High school 830 amndash530 pmJob 4 years ICPIM (day shifts)
D 31ndash40 Company 16 years 11 frasl 2 days of High school 830 amndash530 pmJob 4 years MRP training ICPIM (day shifts)
E 41ndash50 Company 19 years Basic MRP High school 830 amndash530 pmJob 1 year training CampG carpentry (day shifts)
F 51+ Company 38 years On-the-job High school 8-hour shiftsJob 35 years training (day amp night)
G 51+ Company 36 years On-the-job High school 8-hour shiftsJob 22 years training ONC math amp (day amp night)
engineeringCampG plate sheetamp strip (metal)
Note IPCD = Institute of Production Control Diploma IIMC = Institute of Industrial Managers Certificate CampG = City amp GuildsCertificate ICPIM = Introductory Certificate in Production and Inventory Management ONC = Ordinary National Certificate
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 818
540 Fall 2004 ndash Human Factors
themes (Strauss amp Corbin 1994) To developpreliminary descriptive codes a summary nota-tion is applied to a ldquochunkrdquo of data An exampleof the coding process on a section of the obser-vation data is shown in Table 4
This process of applying codes to sectionsof data continues for all scheduler data andcategories or labels are generated beside eachline or paragraph Once all the data have beencoded at the descriptive level a preliminarymaster list of codes is drawn up This is an in-ductive method in which the researchers codethe data in order to see how the data functionwithin the context of the situation and to deter-
mine how many categories of codes are appro-priate The analysis produces a code categoryplus related subcodes In the example shownin Table 4 the scheduler was checking or look-ing for information about the situation This wasdefined as the ldquoassessing the situationrdquo (AS)code Within this master code the scheduler wassometimes assessing the situation as to the status(ldquoSTrdquo) of orders (ldquoorrdquo) or materials (ldquomatsrdquo)Therefore for a section of data in which a sched-uler was assessing the situation to determinethe status of materials the code ASSTmatswould be assigned
However simply classifying phenomena doesnot constitute a sufficient analysis of the dataIt is at this point in the analysis process thatany patterns occurring in the data must be un-derstood Pattern codes are explanatory theyidentify an emergent theme and pull together
material into meaningful units of analysis Pat-tern coding can be thought of as analogous tofactor-analytic methods in statistical analysisthat attempt to place sets of variables into dis-tinct groups
Miles and Huberman (1994) suggested using
summarizers to build pattern codes A summa-rizer can be based on a variety of elements suchas repeatedly observed behaviors norms rela-tionships local meanings and explanationsinferential clusters and single-case and cross-
case elements An example of building patterncodes using summarizers is shown in Table 5Pattern codes can be developed by adding ten-tative codes and trying them out on subsequentdata to see if they ldquofitrdquo The pattern codes canthen be verified and checked during subsequentdata collection by all researchers If the patterncode does not fit it is qualified rather than com-pletely discounted In this way pattern coding is
a means of data reduction and of funnelingfindings for within-case and cross-case analysisAn important aspect of this research was the
emphasis placed on recording accurate and reli-able data by including feedback and validationsessions into the overall research design Theschedulers made many useful comments withinthevalidation phasendashfor example explaining therelevance or frequency of a particular type of decision
RESULTS
The results relevant to the model rather thanto the larger project are reported here firstthe types of activities that describe a schedulerrsquosbehavior and performance within a businessand second the factors that influence how sched-ulers work within a business environment Acritical point is that the activities presented are
the results of a very high level of consistency of scheduler behavior and performance All of theschedulers undertook the key activities describedin the next section in some form in each of thebusiness environments That is there are codeddata and clear patterns demonstrating each of
TABLE 4 Example of the Coding Process on a Section of the Observation Data
Scheduler Action Analyst Code
(Number 6) An example of the scheduler checking theCheck another order status of orders on the shop floor
(Number 9) An example of the scheduler checking theCheck parts of valve status of materials within the factory
(Number 15) An example of the scheduler checking theScheduler uses information status of an order and gathering informationsystem to see operation status from a management information system
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 918
A NEW MODEL OF SCHEDULING IN MANUFACTURING 541
the scheduler activities displayed by each sched-uler studied We believe that these results de-
monstrate that the findings are generalizable toother scheduling environments
Scheduler Activities
The direct observation method highlighted anumber of important issues First schedulerswork in a variety of ways Some schedulers sitalone others sit in an office as part of a team of other production personnel Some schedulersmove around their environment constantly in-teracting with personnel from other functionsand attending meetings Some schedulers remainsitting at a desk for prolonged periods otherswork directly with other business areas to formformal or informal integrated and colocatedteamsor theywork withpersonnel located acrossthe business or with suppliers to the businessto form more distributed virtual teams
The observations also demonstrated that
schedulers do not often sit down and workthrough the generation of a schedule in a se-quential or structured way In fact in the major-ity of the participating businesses the scheduleis produced by the information system There-fore the schedulerrsquos main role is not to carry outsequencing or allocation decisions Instead theschedulers managed the scheduling function inorder to support the transfer of a virtual pro-
duction plan into production reality The analy-sis of the data collected using all of the methodsproduced pattern codes that demonstrated thatthe schedulers carried out three types of activi-ties tasks roles and monitoring
Tasks The term task is used here to describegoal-directed activities ndash that is activities thathave a defined start and end point and an objec-tive Despite the centrality of the concept of
ldquotaskrdquo in the human factors domain there islittle consensus on the meaning and scope of
the term Kirwan and Ainsworth (1992) defineda task as the method that is adopted to attain agoal that is constrained by a number of contex-tual factors Therefore a personrsquos task may beseen as trying to attain a goal in a particularcontext by utilizing the facilities and resourcesavailable while overcoming any constraintsthat may have been imposed Stammers andShepherd (1995) also noted that there are threeinteracting task components requirementsenvironment and behavior It is evident how-ever that although the basic framework of taskactivity is determined by context and can there-fore be documented by the task requirementsand task environment task behavior can varygreatly between individuals and with experience
In this study all of the schedulers were sub- ject to formalized goal-directed activities thatbusinesses expect schedulers to undertake as
listed in their job descriptions An analysis of the job descriptions showed significant similar-ities and activities specific to ldquoschedulingrdquo per-sonnel were often listed in the businessrsquos formaldocumentation
However the data analysis also providedevidence that schedulers spent a considerableamount of time on nonformalized tasks in addi-tion to formal tasks One example was mainte-
nance tasks Schedulers were often observedarranging their work environment or the datathey needed for their job Sometimes it wassimply a matter of rearranging system data intoa more suitable format activities included thedevelopment of routines by which schedulerssearched for and accessed the data they neededfor scheduling Schedulers also had to compen-sate in some way for problems or failures in the
TABLE 5 Examples of Summarizers and Pattern Codes Used in the Study
Summarizer Pattern Codes
Themes There is no explicit mention of performance measures within thedepartment
Causesexplanations Releasing goods represents the end of schedulerrsquos boundary andresponsibility and highlights the schedulerrsquos authority within the plant
Relationships among people The scheduler is geographically separateddistant from colleagues
Emerging constructs The scheduler holds the role of a problem predictor and solver withinthe department
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1018
542 Fall 2004 ndash Human Factors
overall business These were usually within theinformation technology system or attributableto the businessrsquos organizational structure
Therefore the results provide evidence thatthe schedulers undertook three types of task
behavior (a) Formal task behavior is what eachcompany has specified that ldquoschedulingrdquo person-nel should carry out (ie the task requirementsexpected of the ldquoschedulingrdquo job are formalizedand made explicit by the companies) (b) Main-tenance task behavior is what the schedulersdemonstrate to organize the information theyneed such as checking their sources of infor-mation updating the information system or sys-
tems and adjusting data into a suitable formatfor the task requirements This task behavior isundertaken in order to keep the ldquoschedulingrdquoenvironment up to date and organized as thescheduler sees fit Different types of mainte-nance tasks depend on the individual scheduler(c) Compensation task behavior is what theschedulers demonstrate while attempting tocompensate for some level of problem or failurein the overall system ndash for instance in the in-formation system in the organizational struc-ture of the company or in the operations of theproduction unit No absolute distinction canbe made among these task behaviors which areinterdependent and are frequently carried outconcurrently by the schedulers Tasks can becategorized within any one two or three of thetask behaviors
Roles It is evident that the schedulersrsquo activ-ities comprise more than scheduling tasks Atask model on its own provides only a limitedview of the human contribution to schedulingin addition the essential contribution of roles
must be incorporated A standard definition of a role is any relatively standardized social posi-tion involving specific rights and obligationsthat an individual is expected and encouraged toperform (Jary amp Jary 1991) That is social rolesencapsulate all the norms with which a personoccupying a particular status is obliged to com-ply Roles are the enablers of the tasks and fillthe gap between the formal and informal sys-
tems that operate within a business The resultsfrom our study of schedulers demonstrate thetypes of roles expected of the schedulers as wellas what roles they actually hold It is evidentthat all of the schedulers carry out coordinatingmonitoring communicating problem-solvingfacilitating and interfacing types of activitiesOur results show that there are three main typesof roles held by the schedulers and that theylike the task behaviors overlap to an extent
The interpersonal role captures the behaviorsof developing interpersonal networks informalbargaining friendship and favor networks andmediation The types of interaction that theschedulers have with other personnel are evidentfrom the results (see Figure 2) and are implicitwithin the recorded observation and decisionmaking data
Figure 2 Relative frequency statistics showing source of scheduler interactions and types of media used forinteraction
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1118
A NEW MODEL OF SCHEDULING IN MANUFACTURING 543
The analysis demonstrated that all of the par-ticipant schedulers had developed their owninterpersonal networks that were complemen-tary to the formal networks such as reportinghierarchies organizational structures and func-
tional business groupings These networks wereused to find and gather specific information atcertain times within the scheduling functionStoop and Wiers (1996) found that when prob-lems arise on the shop floor schedulers have toknow where work originated and where it isheaded in order to be able to communicate withpersonnel about quality problems and deliverytimes Schedulers need extensive knowledge
and information about specific jobs and shopfloor status Interpersonal activity has been re-corded in other scheduling field studies (Web-ster 2001) and interpersonal networks explainhow schedulers gather ldquoenriched datardquo (McKayet al 1995a) These networks are normally in-formal structures so the people interacting withthe scheduler also provide informal contextualdata
The schedulers also utilized informal bargain-ing friendship and favor networks to supporttheir scheduling tasks the utility of these net-works being dependent on the status of theschedulers in their departments For all the sched-ulers status was determined by four key factors(a) respect ndash other peoplersquos respect for the sched-uler and for his or her ability to do the jobwell (b) trust ndash peoplersquos trust in the schedulerrsquos judgment (c) friendship ndash whether or not the
other people knew the scheduler and liked himor her and (d) favors ndash the reciprocation of favors used as a bargaining tool Our findingssupport previous research that also noted thatscheduling involves social interaction and issuessuch as trust and respect (McKay BuzacottCharness amp Safayeni 1992)
Other interesting enabling activities were un-dertaken by the schedulers All the schedulers
worked at a level where the plan is translatedinto production ndash that is the interface wherethe virtual plan becomes a production realityTherefore the schedulers had to mediate be-tween the various owners of the schedule Theplanners owned the virtual plan in relation tothe planning task requirement of achievingcustomer demands The production personnelowned the physical production in relation to
the production task requirement of achievingmaximum resource utilization The schedulersmediated in terms of the schedule to efficientlytranslate the demands of the plan to meet thedemands of the shop floor
The informational role captures the behav-iors of acting as an information hub filteringinformation to the shop floor and ensuring thatinformation is accessible and visible It buildsupon the infrastructure created by the sched-ulerrsquos interpersonal role networking and media-tion behaviors enable the transfer of informationthat the schedulers need to carry out their tasks
The communication and transfer of infor-
mation are evident across the results for allschedulers (see Table 2 and Figures 1 and 2)Schedulers use update and pass on all types of information and so are ldquoinformation investi-gatorsrdquo ldquoinformation usersrdquo and ldquoinformationprovidersrdquo When these behaviors are combinedthe schedulerrsquos role as an information hubbecomes evident From this viewpoint a sched-uler is a hub within a department the point of contact for both internal and external inquiriesThe scheduler has information for other per-sonnel from other ldquohubsrdquo inside and outsidethe department and information is distributedacross the schedulerrsquos department and otherdepartments via this informational networkThere is a two-way flow Other personnel haverelevant and current information to pass onand the scheduler constantly compiles this toensure that updated information is being distrib-
uted within and beyond the department Fre-quencycounts of the interactions recorded on theobservation sheets have been used to show theinteractions and the media by which informationwas transmitted (see Figure 2 for an example)
This role behavior supports the findings by Wiers (1997) and McKay and Wiers (1999) thatmuch of the schedulerrsquos task involves informa-tion collection and validation because the sched-
uler needs available and accurate data to makescheduling decisions
Schedulers also filter the information they useThe filtering function describes a range of be-haviors including the selection smoothing outverification interpolation and transformationof data into formats appropriate to the currentscheduling situation For example theschedulerswere observed adjusting the figures presented
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1218
544 Fall 2004 ndash Human Factors
in the approximate plan to ldquomake them fitrdquondash thatis the computer system aggregated the databut a person produced the final best fit of thedata by verifying or adjusting the figures withrespect to the real-world constraints and dy-
namics of the production situation Similarlymany pieces of information were not includedin the systemrsquos data so it could not generate afeasible ldquodoablerdquo plan The role of the humanfilter in this context was to fill in informationto make a feasible plan possible This filteringbehavior ensures that a real-world productionplan is produced in which the scheduler mini-mizes the possibility of problems reaching the
shop floorTheunderlying assumption of most computer-based production control systems is that theshop floor situation is stable all materials areavailable the operators are capable of carryingout their jobs and there are no machine break-downs However when these conditions (orcountless others) are not met schedulers filterthe planned information in the form of theschedule through their store of current knowl-edge This knowledge includes detailed andup-to-date information regarding the currentproduction situation If there is not an appro-priate match between what is planned andwhat is occurring on the shop floor the sched-uler attempts to manipulate either the scheduleor the production environment in order to im-plement a solution Therefore it is evident thatthere are two methods of data flow in most
manufacturing scenarios the information sys-tem data update and the transfer of knowledgeand information by human schedulers to thenext level of the process
Within this context it is obvious that sched-ulers must have access to current relevant in-formation and that much of the information theyuse has to be visible If information was notdirectly accessible or visible then the schedu-
lers worked around the problem Some sched-ulers worked in locations that made it difficultfor them to access or see information on theshop floor but their networks and informationhub activities enabled them to gain access to orvisibility of the information they needed
Visibility of the physical shop floor produc-tion process has been noted as important inoperations management (Fogarty Blackstone
amp Hoffman 1991 Slack Chambers HarlandHarrison amp Johnston 1998) but visibility of in-formation is important to schedulers becausethey need to be aware of higher-level planningdecisions in order to effectively plan ahead and
translate medium-range planning decisions intoshort-range scheduling-related decisions In linewith our results Hardstone (1991) also notedthat information accessibility and visibility aresalient features of scheduling Schedulers needto be able to see and access relevant and criticalinformation to be able to carry out the schedul-ing task and to make timely scheduling decisions(Nakamura amp Salvendy 1994) Information ac-
cess was central to the work of Vera Lewis andLerch (1993) who studied the decision makingbehavior of supervisors in a mail-sorting facili-ty They found that the supervisors relied onenvironmental cues to make decisions and thatrelevant information was gathered by visualscans of the facility
The decisional role captures three types of de-cision behaviors problem prediction and prob-lem solving interruption handling and resourceallocation It complements the interpersonaland informational roles that provide the net-works to access the data and information need-ed by the schedulers to make their decisions
The observed schedulers all predicted andsolved problems they had to be aware of whatpotential problems could arise and decide how toaddress them to minimize disruption to produc-tion This supports McKay and Wiersrsquos (1999)
findings that from an operational perspectivescheduling is a problem solving and not asequencing function A scheduler must try to an-ticipate or preempt potential problems and there-fore take proactive rather than reactive decisionroles It is apparent that this behavior is linkedto a schedulerrsquos awareness of the production sit-uation and to his or her understanding of howproblems can impact the current schedule
An interruption in the context of this roledistracts schedulers from their current activityand causes them to divert attention to anotheractivity Our finding that schedulers act as inter-ruption handlers reflects Sanderson and Morayrsquos(1990) view that human schedulers exploit op-portunities for action ndash interruptions are oftenopportunities for the schedulers to act and avoida problem Rather than being irritations that
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 545
distract the schedulers from their work inter-ruptions are an integral part of their work
A final decisional role is resource allocationAs noted earlier from an operations researchperspective the aim of any scheduling activity
is the goal-directed allocation of resources overtime to perform a collection of tasks The sched-ulers all allocated resources in order to meettheir scheduling objectives However the resultsfrom this study clearly show that resource alloca-tion was not the participant schedulersrsquo centralactivity and that their decisions extend beyondpure resource allocations The schedulersrsquo activ-ities are all carried out within a complex and
dynamic task environment and it is this infra-structure that makes the scheduling complex Without reference to the scheduling environ-ment resource allocation activities mean littlewhich is why the concentration on sequencingproblems in scheduling theory will always belimited in providing a realistic model of thescheduling problem
The finding that schedulers do not merelysolve combinatorial sequencing problems in or-der to schedule has been noted previously (Stoopamp Wiers 1996 Webster 2001) The results herego further They show that resource allocationis not the central function of scheduling in prac-tice The overall responsibility of the schedulerin terms of scheduling is explained later
Monitoring In comparison with previouswork in process control environments (Beishon1974 Crossman 1974) within discrete produc-
tion environments the concept of monitoring hasnot been widely studied It is explained here asan integrating activity that allows schedulers tocarry out their job gather accurate informationand make appropriate decisions ndash that is moni-toring can be considered as the scheduling activ-ity that holds everything together
A distinction must be made between monitor-ingandchecking activities which are interrelated
yet different behaviors Checking is active sched-ulers check situations by seeking out informa-tion Monitoring relates to the schedulers beingaware of what is going on and what is about tooccur in the environment ndash that is situated dataThe ldquosituatednessrdquo of data describes how partic-ular data are connected to and affected by theirenvironment (Behrmann 1993) All the sched-ulers used three sources of situated data
1 Mechanistic situated data are ldquohardrdquo man-ufacturing data such as the availability of stockthe accuracy of system stock figures and thelead time of special materials
2 Context situated data are ldquosoftrdquo manufac-
turing data such as knowing the status of thecurrent schedule and the orders about to bescheduled or knowing if a machine is unreliableand therefore routing work around it wheneverpossible These are the ldquobackgroundrdquo data thatsurround the schedulers
3 Exceptional situated data are the datalinked to problems the nonroutine variances If the schedulers during their routine monitoring
behavior or because of an interruption are facedwith data they have not come across before adifferent approach is needed If possible theschedulers try to relate the exceptional data to asimilar situation to pattern match the ldquoexcep-tional exceptionrdquo If this does not work theytry numerous tactics until they reach a satisfac-tory solution
A schedulerrsquos routine monitoring behaviorwas often interrupted as previously describedA definition of an interruption in this researchis not the same as a disturbance in operationsresearch (Stoop amp Wiers 1996) A disturbancedisrupts the plan or schedule an interruptiondisrupts the scheduler or warns or informs of apotential problem It was evident that for allthe schedulers the majority of interruptionswere positive with regard to work goals theanalysis of interaction data provided evidence
that most positive interruptions either warnedor made the scheduler aware of a potential orcurrent problem When a problem did occurthe scheduler needed to deal with the problemin order to return to routine monitoring Theproblem was dealt with through their task androle activities as described previously Once aproblem had been dealt with the schedulersensured that the problem had been completely
resolved by confirming their actions with otherpersonnel before returning to routine monitor-ing activity This feedback behavior is apparentin the decision diagram depicted in Figure 1
External Factors That InfluenceSchedulers
The results discussed so far describe theactivities of the schedulers studied However
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 418
behavior These perspectives influenced howwe designed the study reported here and how wesubsequently analyzed the data
RESEARCH APPROACH
The model presented in this paper emergedfrom a project investigating human schedulingand related areas within seven manufacturingenterprises The field studies were extensive andtook an explicitly multi- and interdisciplinaryapproach The sponsors in each company weresenior planning and scheduling managers priorto the case study work a long period was spent
with these managers in order to understand thecontext within which scheduling was carriedout and to identify appropriate participants De-tails of the participating companies are present-ed in Table 1
Spatially and temporally distributed activitiessuch as production scheduling are necessarilydifficult and time consuming to study The pres-ence of the researchers may be disruptive andinconvenient to some degree Commercial con-fidentiality must be addressed as planning andscheduling are at the heart of an organizationrsquosreal operational systems Work takes place in anumber of different locations necessitating flex-ible observation methods Great care must be
taken if data from field studies are to be of valuein supporting strong conclusions
Methodological Approach
Following a pilot study it became evident
that an appropriate methodology with effectiveand efficient data gathering and analysis meth-ods would be critical to the development of the model We developed tested and used newstructured data gathering and analysis methodsthat were specifically designed to capture dy-namic field-based data It was important thatdata collection took place in the field becauseonly by studying scheduling in its context could
the social and organizational influences andeffects be properly accounted for An assess-ment of the domain literature the literature onpotential research approaches and the prelimi-nary visits to the participating companies madeit evident that a qualitative field study approach(Miles amp Huberman 1994) would allow a de-tailed understanding of scheduling practicesand the behavior and performance of the humanschedulers within a natural environment
Following trials of a large number of meth-ods the potential set of methods was reduced toa toolkit of six main types of technique (a) di-rect observation (b) retrospectivedecisionprobe(c) structured and semistructured interviews
536 Fall 2004 ndash Human Factors
TABLE 1 Comparison of the Types of Manufacturing Environments of the Case Study Companies
Case Study Data
No of Participant Industry Sector Business Context Employees
A Textiles Discrete manufacturing lt500Non-MRP-driven planning system
B Electronic Discrete manufacturing 500+components MRP-driven planning system
C Aerospace Discrete manufacturing 2500MRP-driven planning system
D Aerospace Discrete manufacturing 2500MRP-driven planning system
E Aerospace Discrete manufacturing 2500MRP-driven planning system
F Steel Continuous process 4700production Non-MRP-driven planning system
G Steel Continuous process 4700production Non-MRP-driven planning system
Note MRP = materials requirements planning
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 537
(d) task analysis (e) concurrent verbal proto-cols and (f) attributes analysis For more infor-mation on all of the methods used in the fieldstudy of scheduling see Crawford et al (1999)and MacCarthy et al (2001) The two main
methods that underpinned the development of the model presented here were direct observa-tion of the schedulers at work and a retrospec-tive decision probe These are explained in thefollowing sections
Direct observation An inductive research ap-proach places great emphasis on the accuraterecording and analysis of emergent data and animportant aid to understanding what schedulers
do and how they do it was to observe them with-in their usual scheduling environments Therewere practical constraints ndash for instance videorecording was not possible because of locationdifficulties and commercial reasons Thereforean observation sheet was developed to allowfast accurate and portable data collection andincluded information on interpersonal interac-tions as these had been identified during pilotstudies as a critical determinant of schedulerload and strategy The name or function of thesource of the interaction (eg sales production)the type (eg face to face phone e-mail) and thesubject (eg query information transfer) werenoted The apparent effects and consequenceswere also documented
Retrospective decision probe Prior to con-ducting the studies we believed that schedulersmake a range of different decisions as part of
their job and the importance of decision mak-
ing within the scheduling function has beenwidely commented on in previous research (seeCrawford amp Wiers 2001) We adapted methodsused by Milliken (1987) and Lipshitz and Strauss(1997) on uncertainty in decision making for use
in the fieldwork conducted in the businessesDirect structured observation did not allow con-current questioning about the schedulerrsquos deci-sions therefore we developed the retrospectivedecision analysis method to support the findingsof the observation method In this approachthe researchers note an identification numberon the observation sheet when the participantappears to make a decision of any type in carry-
ing out his or her job At the end of the obser-vation session participants are retrospectivelyquestioned about each of the noted decisionsA structured interview format a decision probeis used so that the same questions are asked foreach of the decisions noted The probe questionsare shown in Table 2
The decision probe responses can be repre-sented visually in a decision diagram to collateall of the information about each decision andto present the results to the scheduler for latervalidation This collection of responses pro-vides a snapshot of scheduling decision makingprocesses Each decision diagram also showsthe information and knowledge needed by thescheduler to make a decision the environmentalfactors that affected the decision any optionsthat were available to the scheduler and whythey were not chosen An example of a decision
diagram is shown in Figure 1
TABLE 2 Retrospective Decision Probe Questions Asked of Each Scheduler Subsequent to Daily DirectObservation Session
1 Describe this decision episode in your own words2 What caused you to have to make the decision3 What was it that you thought about in order to make the decision4 What information (as opposed to knowledge) did you use to make this decision5 Were you forced to make a decision before you had all the information you needed6 What knowledge (as opposed to information) did you use to make this decision7 Do you consider this knowledge to be complete8 Did you have to communicate the outcome of this decision to anybody else9 How would you rate this decision
Complexity Easy Average complexity ComplexTime pressure No time pressure Some pressure Extreme pressureAdvice or guidance Never sometimes always need it
10 Does a documented procedure exist for this type of problem11 Overall do you consider this decision to be a typical or an untypical type of decision
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 618
F i
g u r e 1
A d e c i s i o n d i a g r a m a n
d a s s o c i a t e d d e c i s i o n d e s c r i p t
i o n a n d d e c i s i o n p r o b e r e s p o n
s e s o f a p a r t i c i p a n t s c h e d u l e r
538
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 539
The Participant Schedulers
The selection and study of appropriate partic-ipant schedulers was an important aspect of theresearch The model presented here was pro-
posed on the basis of detailed examination of the work of seven schedulers in four companiesThe types of manufacturing processes in whichthe companies were involved were (a) tradi-tional manufacturing processes in the textileand steel industries and (b) leading-edge high-technology manufacturing processes in the elec-tronic components and aerospace industries Asummary of the background information gath-
ered about the seven case study schedulers ispresented in Table 3Each scheduler was observed over a 1-week
period Data were written up off line The re-searchers returned for a 1-day follow-up visitthat enabled clarification of data queries and tovalidate the data that had been collected Theanalysis took place off line and researchers re-turned for a final 2-day visit to present and dis-cuss the results with the schedulers This research
design provided a detailed snapshot of how theschedulers worked within a 1-week period butalso built in a longitudinal aspect by enabling theresearchers to return on follow-up visits
Data AnalysisThe data collected from observing and inter-
viewing all of the participant schedulers wereanalyzed using documented methods of qualita-tive data analysis (Bernard 1995 Miles amp Hu-berman 1994 Robson 1993 Strauss 1987)Data analysis was carried out both during datacollection and on completion of data collectionThe main analysis approach used in the gradual
development of the model was codingData Coding
Codes are labels for assigning units of mean-ing to the descriptive data compiled during astudy (Miles amp Huberman 1994) The data col-lected using the methods described were codedinto two levels (a) preliminary descriptive codesand (b) second-level pattern coding which pro-duces explanatory codes that identify emergent
TABLE 3 Comparison of the Education and Work Backgrounds of the Seven Participant Schedulers
Scheduler Background Data
Participant Age Work Experience Training Education Hours of Work
A 41ndash50 Company 10 years Not known High school Works as requiredJob 10 years
B 41ndash50 Company 24 years Not known High school 8 amndash5 pmJob 6 months IPCD IIMC (day shifts)
CampG quality control
C 41ndash50 Company 11 years None High school 830 amndash530 pmJob 4 years ICPIM (day shifts)
D 31ndash40 Company 16 years 11 frasl 2 days of High school 830 amndash530 pmJob 4 years MRP training ICPIM (day shifts)
E 41ndash50 Company 19 years Basic MRP High school 830 amndash530 pmJob 1 year training CampG carpentry (day shifts)
F 51+ Company 38 years On-the-job High school 8-hour shiftsJob 35 years training (day amp night)
G 51+ Company 36 years On-the-job High school 8-hour shiftsJob 22 years training ONC math amp (day amp night)
engineeringCampG plate sheetamp strip (metal)
Note IPCD = Institute of Production Control Diploma IIMC = Institute of Industrial Managers Certificate CampG = City amp GuildsCertificate ICPIM = Introductory Certificate in Production and Inventory Management ONC = Ordinary National Certificate
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 818
540 Fall 2004 ndash Human Factors
themes (Strauss amp Corbin 1994) To developpreliminary descriptive codes a summary nota-tion is applied to a ldquochunkrdquo of data An exampleof the coding process on a section of the obser-vation data is shown in Table 4
This process of applying codes to sectionsof data continues for all scheduler data andcategories or labels are generated beside eachline or paragraph Once all the data have beencoded at the descriptive level a preliminarymaster list of codes is drawn up This is an in-ductive method in which the researchers codethe data in order to see how the data functionwithin the context of the situation and to deter-
mine how many categories of codes are appro-priate The analysis produces a code categoryplus related subcodes In the example shownin Table 4 the scheduler was checking or look-ing for information about the situation This wasdefined as the ldquoassessing the situationrdquo (AS)code Within this master code the scheduler wassometimes assessing the situation as to the status(ldquoSTrdquo) of orders (ldquoorrdquo) or materials (ldquomatsrdquo)Therefore for a section of data in which a sched-uler was assessing the situation to determinethe status of materials the code ASSTmatswould be assigned
However simply classifying phenomena doesnot constitute a sufficient analysis of the dataIt is at this point in the analysis process thatany patterns occurring in the data must be un-derstood Pattern codes are explanatory theyidentify an emergent theme and pull together
material into meaningful units of analysis Pat-tern coding can be thought of as analogous tofactor-analytic methods in statistical analysisthat attempt to place sets of variables into dis-tinct groups
Miles and Huberman (1994) suggested using
summarizers to build pattern codes A summa-rizer can be based on a variety of elements suchas repeatedly observed behaviors norms rela-tionships local meanings and explanationsinferential clusters and single-case and cross-
case elements An example of building patterncodes using summarizers is shown in Table 5Pattern codes can be developed by adding ten-tative codes and trying them out on subsequentdata to see if they ldquofitrdquo The pattern codes canthen be verified and checked during subsequentdata collection by all researchers If the patterncode does not fit it is qualified rather than com-pletely discounted In this way pattern coding is
a means of data reduction and of funnelingfindings for within-case and cross-case analysisAn important aspect of this research was the
emphasis placed on recording accurate and reli-able data by including feedback and validationsessions into the overall research design Theschedulers made many useful comments withinthevalidation phasendashfor example explaining therelevance or frequency of a particular type of decision
RESULTS
The results relevant to the model rather thanto the larger project are reported here firstthe types of activities that describe a schedulerrsquosbehavior and performance within a businessand second the factors that influence how sched-ulers work within a business environment Acritical point is that the activities presented are
the results of a very high level of consistency of scheduler behavior and performance All of theschedulers undertook the key activities describedin the next section in some form in each of thebusiness environments That is there are codeddata and clear patterns demonstrating each of
TABLE 4 Example of the Coding Process on a Section of the Observation Data
Scheduler Action Analyst Code
(Number 6) An example of the scheduler checking theCheck another order status of orders on the shop floor
(Number 9) An example of the scheduler checking theCheck parts of valve status of materials within the factory
(Number 15) An example of the scheduler checking theScheduler uses information status of an order and gathering informationsystem to see operation status from a management information system
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 918
A NEW MODEL OF SCHEDULING IN MANUFACTURING 541
the scheduler activities displayed by each sched-uler studied We believe that these results de-
monstrate that the findings are generalizable toother scheduling environments
Scheduler Activities
The direct observation method highlighted anumber of important issues First schedulerswork in a variety of ways Some schedulers sitalone others sit in an office as part of a team of other production personnel Some schedulersmove around their environment constantly in-teracting with personnel from other functionsand attending meetings Some schedulers remainsitting at a desk for prolonged periods otherswork directly with other business areas to formformal or informal integrated and colocatedteamsor theywork withpersonnel located acrossthe business or with suppliers to the businessto form more distributed virtual teams
The observations also demonstrated that
schedulers do not often sit down and workthrough the generation of a schedule in a se-quential or structured way In fact in the major-ity of the participating businesses the scheduleis produced by the information system There-fore the schedulerrsquos main role is not to carry outsequencing or allocation decisions Instead theschedulers managed the scheduling function inorder to support the transfer of a virtual pro-
duction plan into production reality The analy-sis of the data collected using all of the methodsproduced pattern codes that demonstrated thatthe schedulers carried out three types of activi-ties tasks roles and monitoring
Tasks The term task is used here to describegoal-directed activities ndash that is activities thathave a defined start and end point and an objec-tive Despite the centrality of the concept of
ldquotaskrdquo in the human factors domain there islittle consensus on the meaning and scope of
the term Kirwan and Ainsworth (1992) defineda task as the method that is adopted to attain agoal that is constrained by a number of contex-tual factors Therefore a personrsquos task may beseen as trying to attain a goal in a particularcontext by utilizing the facilities and resourcesavailable while overcoming any constraintsthat may have been imposed Stammers andShepherd (1995) also noted that there are threeinteracting task components requirementsenvironment and behavior It is evident how-ever that although the basic framework of taskactivity is determined by context and can there-fore be documented by the task requirementsand task environment task behavior can varygreatly between individuals and with experience
In this study all of the schedulers were sub- ject to formalized goal-directed activities thatbusinesses expect schedulers to undertake as
listed in their job descriptions An analysis of the job descriptions showed significant similar-ities and activities specific to ldquoschedulingrdquo per-sonnel were often listed in the businessrsquos formaldocumentation
However the data analysis also providedevidence that schedulers spent a considerableamount of time on nonformalized tasks in addi-tion to formal tasks One example was mainte-
nance tasks Schedulers were often observedarranging their work environment or the datathey needed for their job Sometimes it wassimply a matter of rearranging system data intoa more suitable format activities included thedevelopment of routines by which schedulerssearched for and accessed the data they neededfor scheduling Schedulers also had to compen-sate in some way for problems or failures in the
TABLE 5 Examples of Summarizers and Pattern Codes Used in the Study
Summarizer Pattern Codes
Themes There is no explicit mention of performance measures within thedepartment
Causesexplanations Releasing goods represents the end of schedulerrsquos boundary andresponsibility and highlights the schedulerrsquos authority within the plant
Relationships among people The scheduler is geographically separateddistant from colleagues
Emerging constructs The scheduler holds the role of a problem predictor and solver withinthe department
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1018
542 Fall 2004 ndash Human Factors
overall business These were usually within theinformation technology system or attributableto the businessrsquos organizational structure
Therefore the results provide evidence thatthe schedulers undertook three types of task
behavior (a) Formal task behavior is what eachcompany has specified that ldquoschedulingrdquo person-nel should carry out (ie the task requirementsexpected of the ldquoschedulingrdquo job are formalizedand made explicit by the companies) (b) Main-tenance task behavior is what the schedulersdemonstrate to organize the information theyneed such as checking their sources of infor-mation updating the information system or sys-
tems and adjusting data into a suitable formatfor the task requirements This task behavior isundertaken in order to keep the ldquoschedulingrdquoenvironment up to date and organized as thescheduler sees fit Different types of mainte-nance tasks depend on the individual scheduler(c) Compensation task behavior is what theschedulers demonstrate while attempting tocompensate for some level of problem or failurein the overall system ndash for instance in the in-formation system in the organizational struc-ture of the company or in the operations of theproduction unit No absolute distinction canbe made among these task behaviors which areinterdependent and are frequently carried outconcurrently by the schedulers Tasks can becategorized within any one two or three of thetask behaviors
Roles It is evident that the schedulersrsquo activ-ities comprise more than scheduling tasks Atask model on its own provides only a limitedview of the human contribution to schedulingin addition the essential contribution of roles
must be incorporated A standard definition of a role is any relatively standardized social posi-tion involving specific rights and obligationsthat an individual is expected and encouraged toperform (Jary amp Jary 1991) That is social rolesencapsulate all the norms with which a personoccupying a particular status is obliged to com-ply Roles are the enablers of the tasks and fillthe gap between the formal and informal sys-
tems that operate within a business The resultsfrom our study of schedulers demonstrate thetypes of roles expected of the schedulers as wellas what roles they actually hold It is evidentthat all of the schedulers carry out coordinatingmonitoring communicating problem-solvingfacilitating and interfacing types of activitiesOur results show that there are three main typesof roles held by the schedulers and that theylike the task behaviors overlap to an extent
The interpersonal role captures the behaviorsof developing interpersonal networks informalbargaining friendship and favor networks andmediation The types of interaction that theschedulers have with other personnel are evidentfrom the results (see Figure 2) and are implicitwithin the recorded observation and decisionmaking data
Figure 2 Relative frequency statistics showing source of scheduler interactions and types of media used forinteraction
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1118
A NEW MODEL OF SCHEDULING IN MANUFACTURING 543
The analysis demonstrated that all of the par-ticipant schedulers had developed their owninterpersonal networks that were complemen-tary to the formal networks such as reportinghierarchies organizational structures and func-
tional business groupings These networks wereused to find and gather specific information atcertain times within the scheduling functionStoop and Wiers (1996) found that when prob-lems arise on the shop floor schedulers have toknow where work originated and where it isheaded in order to be able to communicate withpersonnel about quality problems and deliverytimes Schedulers need extensive knowledge
and information about specific jobs and shopfloor status Interpersonal activity has been re-corded in other scheduling field studies (Web-ster 2001) and interpersonal networks explainhow schedulers gather ldquoenriched datardquo (McKayet al 1995a) These networks are normally in-formal structures so the people interacting withthe scheduler also provide informal contextualdata
The schedulers also utilized informal bargain-ing friendship and favor networks to supporttheir scheduling tasks the utility of these net-works being dependent on the status of theschedulers in their departments For all the sched-ulers status was determined by four key factors(a) respect ndash other peoplersquos respect for the sched-uler and for his or her ability to do the jobwell (b) trust ndash peoplersquos trust in the schedulerrsquos judgment (c) friendship ndash whether or not the
other people knew the scheduler and liked himor her and (d) favors ndash the reciprocation of favors used as a bargaining tool Our findingssupport previous research that also noted thatscheduling involves social interaction and issuessuch as trust and respect (McKay BuzacottCharness amp Safayeni 1992)
Other interesting enabling activities were un-dertaken by the schedulers All the schedulers
worked at a level where the plan is translatedinto production ndash that is the interface wherethe virtual plan becomes a production realityTherefore the schedulers had to mediate be-tween the various owners of the schedule Theplanners owned the virtual plan in relation tothe planning task requirement of achievingcustomer demands The production personnelowned the physical production in relation to
the production task requirement of achievingmaximum resource utilization The schedulersmediated in terms of the schedule to efficientlytranslate the demands of the plan to meet thedemands of the shop floor
The informational role captures the behav-iors of acting as an information hub filteringinformation to the shop floor and ensuring thatinformation is accessible and visible It buildsupon the infrastructure created by the sched-ulerrsquos interpersonal role networking and media-tion behaviors enable the transfer of informationthat the schedulers need to carry out their tasks
The communication and transfer of infor-
mation are evident across the results for allschedulers (see Table 2 and Figures 1 and 2)Schedulers use update and pass on all types of information and so are ldquoinformation investi-gatorsrdquo ldquoinformation usersrdquo and ldquoinformationprovidersrdquo When these behaviors are combinedthe schedulerrsquos role as an information hubbecomes evident From this viewpoint a sched-uler is a hub within a department the point of contact for both internal and external inquiriesThe scheduler has information for other per-sonnel from other ldquohubsrdquo inside and outsidethe department and information is distributedacross the schedulerrsquos department and otherdepartments via this informational networkThere is a two-way flow Other personnel haverelevant and current information to pass onand the scheduler constantly compiles this toensure that updated information is being distrib-
uted within and beyond the department Fre-quencycounts of the interactions recorded on theobservation sheets have been used to show theinteractions and the media by which informationwas transmitted (see Figure 2 for an example)
This role behavior supports the findings by Wiers (1997) and McKay and Wiers (1999) thatmuch of the schedulerrsquos task involves informa-tion collection and validation because the sched-
uler needs available and accurate data to makescheduling decisions
Schedulers also filter the information they useThe filtering function describes a range of be-haviors including the selection smoothing outverification interpolation and transformationof data into formats appropriate to the currentscheduling situation For example theschedulerswere observed adjusting the figures presented
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1218
544 Fall 2004 ndash Human Factors
in the approximate plan to ldquomake them fitrdquondash thatis the computer system aggregated the databut a person produced the final best fit of thedata by verifying or adjusting the figures withrespect to the real-world constraints and dy-
namics of the production situation Similarlymany pieces of information were not includedin the systemrsquos data so it could not generate afeasible ldquodoablerdquo plan The role of the humanfilter in this context was to fill in informationto make a feasible plan possible This filteringbehavior ensures that a real-world productionplan is produced in which the scheduler mini-mizes the possibility of problems reaching the
shop floorTheunderlying assumption of most computer-based production control systems is that theshop floor situation is stable all materials areavailable the operators are capable of carryingout their jobs and there are no machine break-downs However when these conditions (orcountless others) are not met schedulers filterthe planned information in the form of theschedule through their store of current knowl-edge This knowledge includes detailed andup-to-date information regarding the currentproduction situation If there is not an appro-priate match between what is planned andwhat is occurring on the shop floor the sched-uler attempts to manipulate either the scheduleor the production environment in order to im-plement a solution Therefore it is evident thatthere are two methods of data flow in most
manufacturing scenarios the information sys-tem data update and the transfer of knowledgeand information by human schedulers to thenext level of the process
Within this context it is obvious that sched-ulers must have access to current relevant in-formation and that much of the information theyuse has to be visible If information was notdirectly accessible or visible then the schedu-
lers worked around the problem Some sched-ulers worked in locations that made it difficultfor them to access or see information on theshop floor but their networks and informationhub activities enabled them to gain access to orvisibility of the information they needed
Visibility of the physical shop floor produc-tion process has been noted as important inoperations management (Fogarty Blackstone
amp Hoffman 1991 Slack Chambers HarlandHarrison amp Johnston 1998) but visibility of in-formation is important to schedulers becausethey need to be aware of higher-level planningdecisions in order to effectively plan ahead and
translate medium-range planning decisions intoshort-range scheduling-related decisions In linewith our results Hardstone (1991) also notedthat information accessibility and visibility aresalient features of scheduling Schedulers needto be able to see and access relevant and criticalinformation to be able to carry out the schedul-ing task and to make timely scheduling decisions(Nakamura amp Salvendy 1994) Information ac-
cess was central to the work of Vera Lewis andLerch (1993) who studied the decision makingbehavior of supervisors in a mail-sorting facili-ty They found that the supervisors relied onenvironmental cues to make decisions and thatrelevant information was gathered by visualscans of the facility
The decisional role captures three types of de-cision behaviors problem prediction and prob-lem solving interruption handling and resourceallocation It complements the interpersonaland informational roles that provide the net-works to access the data and information need-ed by the schedulers to make their decisions
The observed schedulers all predicted andsolved problems they had to be aware of whatpotential problems could arise and decide how toaddress them to minimize disruption to produc-tion This supports McKay and Wiersrsquos (1999)
findings that from an operational perspectivescheduling is a problem solving and not asequencing function A scheduler must try to an-ticipate or preempt potential problems and there-fore take proactive rather than reactive decisionroles It is apparent that this behavior is linkedto a schedulerrsquos awareness of the production sit-uation and to his or her understanding of howproblems can impact the current schedule
An interruption in the context of this roledistracts schedulers from their current activityand causes them to divert attention to anotheractivity Our finding that schedulers act as inter-ruption handlers reflects Sanderson and Morayrsquos(1990) view that human schedulers exploit op-portunities for action ndash interruptions are oftenopportunities for the schedulers to act and avoida problem Rather than being irritations that
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 545
distract the schedulers from their work inter-ruptions are an integral part of their work
A final decisional role is resource allocationAs noted earlier from an operations researchperspective the aim of any scheduling activity
is the goal-directed allocation of resources overtime to perform a collection of tasks The sched-ulers all allocated resources in order to meettheir scheduling objectives However the resultsfrom this study clearly show that resource alloca-tion was not the participant schedulersrsquo centralactivity and that their decisions extend beyondpure resource allocations The schedulersrsquo activ-ities are all carried out within a complex and
dynamic task environment and it is this infra-structure that makes the scheduling complex Without reference to the scheduling environ-ment resource allocation activities mean littlewhich is why the concentration on sequencingproblems in scheduling theory will always belimited in providing a realistic model of thescheduling problem
The finding that schedulers do not merelysolve combinatorial sequencing problems in or-der to schedule has been noted previously (Stoopamp Wiers 1996 Webster 2001) The results herego further They show that resource allocationis not the central function of scheduling in prac-tice The overall responsibility of the schedulerin terms of scheduling is explained later
Monitoring In comparison with previouswork in process control environments (Beishon1974 Crossman 1974) within discrete produc-
tion environments the concept of monitoring hasnot been widely studied It is explained here asan integrating activity that allows schedulers tocarry out their job gather accurate informationand make appropriate decisions ndash that is moni-toring can be considered as the scheduling activ-ity that holds everything together
A distinction must be made between monitor-ingandchecking activities which are interrelated
yet different behaviors Checking is active sched-ulers check situations by seeking out informa-tion Monitoring relates to the schedulers beingaware of what is going on and what is about tooccur in the environment ndash that is situated dataThe ldquosituatednessrdquo of data describes how partic-ular data are connected to and affected by theirenvironment (Behrmann 1993) All the sched-ulers used three sources of situated data
1 Mechanistic situated data are ldquohardrdquo man-ufacturing data such as the availability of stockthe accuracy of system stock figures and thelead time of special materials
2 Context situated data are ldquosoftrdquo manufac-
turing data such as knowing the status of thecurrent schedule and the orders about to bescheduled or knowing if a machine is unreliableand therefore routing work around it wheneverpossible These are the ldquobackgroundrdquo data thatsurround the schedulers
3 Exceptional situated data are the datalinked to problems the nonroutine variances If the schedulers during their routine monitoring
behavior or because of an interruption are facedwith data they have not come across before adifferent approach is needed If possible theschedulers try to relate the exceptional data to asimilar situation to pattern match the ldquoexcep-tional exceptionrdquo If this does not work theytry numerous tactics until they reach a satisfac-tory solution
A schedulerrsquos routine monitoring behaviorwas often interrupted as previously describedA definition of an interruption in this researchis not the same as a disturbance in operationsresearch (Stoop amp Wiers 1996) A disturbancedisrupts the plan or schedule an interruptiondisrupts the scheduler or warns or informs of apotential problem It was evident that for allthe schedulers the majority of interruptionswere positive with regard to work goals theanalysis of interaction data provided evidence
that most positive interruptions either warnedor made the scheduler aware of a potential orcurrent problem When a problem did occurthe scheduler needed to deal with the problemin order to return to routine monitoring Theproblem was dealt with through their task androle activities as described previously Once aproblem had been dealt with the schedulersensured that the problem had been completely
resolved by confirming their actions with otherpersonnel before returning to routine monitor-ing activity This feedback behavior is apparentin the decision diagram depicted in Figure 1
External Factors That InfluenceSchedulers
The results discussed so far describe theactivities of the schedulers studied However
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004

8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 537
(d) task analysis (e) concurrent verbal proto-cols and (f) attributes analysis For more infor-mation on all of the methods used in the fieldstudy of scheduling see Crawford et al (1999)and MacCarthy et al (2001) The two main
methods that underpinned the development of the model presented here were direct observa-tion of the schedulers at work and a retrospec-tive decision probe These are explained in thefollowing sections
Direct observation An inductive research ap-proach places great emphasis on the accuraterecording and analysis of emergent data and animportant aid to understanding what schedulers
do and how they do it was to observe them with-in their usual scheduling environments Therewere practical constraints ndash for instance videorecording was not possible because of locationdifficulties and commercial reasons Thereforean observation sheet was developed to allowfast accurate and portable data collection andincluded information on interpersonal interac-tions as these had been identified during pilotstudies as a critical determinant of schedulerload and strategy The name or function of thesource of the interaction (eg sales production)the type (eg face to face phone e-mail) and thesubject (eg query information transfer) werenoted The apparent effects and consequenceswere also documented
Retrospective decision probe Prior to con-ducting the studies we believed that schedulersmake a range of different decisions as part of
their job and the importance of decision mak-
ing within the scheduling function has beenwidely commented on in previous research (seeCrawford amp Wiers 2001) We adapted methodsused by Milliken (1987) and Lipshitz and Strauss(1997) on uncertainty in decision making for use
in the fieldwork conducted in the businessesDirect structured observation did not allow con-current questioning about the schedulerrsquos deci-sions therefore we developed the retrospectivedecision analysis method to support the findingsof the observation method In this approachthe researchers note an identification numberon the observation sheet when the participantappears to make a decision of any type in carry-
ing out his or her job At the end of the obser-vation session participants are retrospectivelyquestioned about each of the noted decisionsA structured interview format a decision probeis used so that the same questions are asked foreach of the decisions noted The probe questionsare shown in Table 2
The decision probe responses can be repre-sented visually in a decision diagram to collateall of the information about each decision andto present the results to the scheduler for latervalidation This collection of responses pro-vides a snapshot of scheduling decision makingprocesses Each decision diagram also showsthe information and knowledge needed by thescheduler to make a decision the environmentalfactors that affected the decision any optionsthat were available to the scheduler and whythey were not chosen An example of a decision
diagram is shown in Figure 1
TABLE 2 Retrospective Decision Probe Questions Asked of Each Scheduler Subsequent to Daily DirectObservation Session
1 Describe this decision episode in your own words2 What caused you to have to make the decision3 What was it that you thought about in order to make the decision4 What information (as opposed to knowledge) did you use to make this decision5 Were you forced to make a decision before you had all the information you needed6 What knowledge (as opposed to information) did you use to make this decision7 Do you consider this knowledge to be complete8 Did you have to communicate the outcome of this decision to anybody else9 How would you rate this decision
Complexity Easy Average complexity ComplexTime pressure No time pressure Some pressure Extreme pressureAdvice or guidance Never sometimes always need it
10 Does a documented procedure exist for this type of problem11 Overall do you consider this decision to be a typical or an untypical type of decision
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 618
F i
g u r e 1
A d e c i s i o n d i a g r a m a n
d a s s o c i a t e d d e c i s i o n d e s c r i p t
i o n a n d d e c i s i o n p r o b e r e s p o n
s e s o f a p a r t i c i p a n t s c h e d u l e r
538
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 539
The Participant Schedulers
The selection and study of appropriate partic-ipant schedulers was an important aspect of theresearch The model presented here was pro-
posed on the basis of detailed examination of the work of seven schedulers in four companiesThe types of manufacturing processes in whichthe companies were involved were (a) tradi-tional manufacturing processes in the textileand steel industries and (b) leading-edge high-technology manufacturing processes in the elec-tronic components and aerospace industries Asummary of the background information gath-
ered about the seven case study schedulers ispresented in Table 3Each scheduler was observed over a 1-week
period Data were written up off line The re-searchers returned for a 1-day follow-up visitthat enabled clarification of data queries and tovalidate the data that had been collected Theanalysis took place off line and researchers re-turned for a final 2-day visit to present and dis-cuss the results with the schedulers This research
design provided a detailed snapshot of how theschedulers worked within a 1-week period butalso built in a longitudinal aspect by enabling theresearchers to return on follow-up visits
Data AnalysisThe data collected from observing and inter-
viewing all of the participant schedulers wereanalyzed using documented methods of qualita-tive data analysis (Bernard 1995 Miles amp Hu-berman 1994 Robson 1993 Strauss 1987)Data analysis was carried out both during datacollection and on completion of data collectionThe main analysis approach used in the gradual
development of the model was codingData Coding
Codes are labels for assigning units of mean-ing to the descriptive data compiled during astudy (Miles amp Huberman 1994) The data col-lected using the methods described were codedinto two levels (a) preliminary descriptive codesand (b) second-level pattern coding which pro-duces explanatory codes that identify emergent
TABLE 3 Comparison of the Education and Work Backgrounds of the Seven Participant Schedulers
Scheduler Background Data
Participant Age Work Experience Training Education Hours of Work
A 41ndash50 Company 10 years Not known High school Works as requiredJob 10 years
B 41ndash50 Company 24 years Not known High school 8 amndash5 pmJob 6 months IPCD IIMC (day shifts)
CampG quality control
C 41ndash50 Company 11 years None High school 830 amndash530 pmJob 4 years ICPIM (day shifts)
D 31ndash40 Company 16 years 11 frasl 2 days of High school 830 amndash530 pmJob 4 years MRP training ICPIM (day shifts)
E 41ndash50 Company 19 years Basic MRP High school 830 amndash530 pmJob 1 year training CampG carpentry (day shifts)
F 51+ Company 38 years On-the-job High school 8-hour shiftsJob 35 years training (day amp night)
G 51+ Company 36 years On-the-job High school 8-hour shiftsJob 22 years training ONC math amp (day amp night)
engineeringCampG plate sheetamp strip (metal)
Note IPCD = Institute of Production Control Diploma IIMC = Institute of Industrial Managers Certificate CampG = City amp GuildsCertificate ICPIM = Introductory Certificate in Production and Inventory Management ONC = Ordinary National Certificate
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 818
540 Fall 2004 ndash Human Factors
themes (Strauss amp Corbin 1994) To developpreliminary descriptive codes a summary nota-tion is applied to a ldquochunkrdquo of data An exampleof the coding process on a section of the obser-vation data is shown in Table 4
This process of applying codes to sectionsof data continues for all scheduler data andcategories or labels are generated beside eachline or paragraph Once all the data have beencoded at the descriptive level a preliminarymaster list of codes is drawn up This is an in-ductive method in which the researchers codethe data in order to see how the data functionwithin the context of the situation and to deter-
mine how many categories of codes are appro-priate The analysis produces a code categoryplus related subcodes In the example shownin Table 4 the scheduler was checking or look-ing for information about the situation This wasdefined as the ldquoassessing the situationrdquo (AS)code Within this master code the scheduler wassometimes assessing the situation as to the status(ldquoSTrdquo) of orders (ldquoorrdquo) or materials (ldquomatsrdquo)Therefore for a section of data in which a sched-uler was assessing the situation to determinethe status of materials the code ASSTmatswould be assigned
However simply classifying phenomena doesnot constitute a sufficient analysis of the dataIt is at this point in the analysis process thatany patterns occurring in the data must be un-derstood Pattern codes are explanatory theyidentify an emergent theme and pull together
material into meaningful units of analysis Pat-tern coding can be thought of as analogous tofactor-analytic methods in statistical analysisthat attempt to place sets of variables into dis-tinct groups
Miles and Huberman (1994) suggested using
summarizers to build pattern codes A summa-rizer can be based on a variety of elements suchas repeatedly observed behaviors norms rela-tionships local meanings and explanationsinferential clusters and single-case and cross-
case elements An example of building patterncodes using summarizers is shown in Table 5Pattern codes can be developed by adding ten-tative codes and trying them out on subsequentdata to see if they ldquofitrdquo The pattern codes canthen be verified and checked during subsequentdata collection by all researchers If the patterncode does not fit it is qualified rather than com-pletely discounted In this way pattern coding is
a means of data reduction and of funnelingfindings for within-case and cross-case analysisAn important aspect of this research was the
emphasis placed on recording accurate and reli-able data by including feedback and validationsessions into the overall research design Theschedulers made many useful comments withinthevalidation phasendashfor example explaining therelevance or frequency of a particular type of decision
RESULTS
The results relevant to the model rather thanto the larger project are reported here firstthe types of activities that describe a schedulerrsquosbehavior and performance within a businessand second the factors that influence how sched-ulers work within a business environment Acritical point is that the activities presented are
the results of a very high level of consistency of scheduler behavior and performance All of theschedulers undertook the key activities describedin the next section in some form in each of thebusiness environments That is there are codeddata and clear patterns demonstrating each of
TABLE 4 Example of the Coding Process on a Section of the Observation Data
Scheduler Action Analyst Code
(Number 6) An example of the scheduler checking theCheck another order status of orders on the shop floor
(Number 9) An example of the scheduler checking theCheck parts of valve status of materials within the factory
(Number 15) An example of the scheduler checking theScheduler uses information status of an order and gathering informationsystem to see operation status from a management information system
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 918
A NEW MODEL OF SCHEDULING IN MANUFACTURING 541
the scheduler activities displayed by each sched-uler studied We believe that these results de-
monstrate that the findings are generalizable toother scheduling environments
Scheduler Activities
The direct observation method highlighted anumber of important issues First schedulerswork in a variety of ways Some schedulers sitalone others sit in an office as part of a team of other production personnel Some schedulersmove around their environment constantly in-teracting with personnel from other functionsand attending meetings Some schedulers remainsitting at a desk for prolonged periods otherswork directly with other business areas to formformal or informal integrated and colocatedteamsor theywork withpersonnel located acrossthe business or with suppliers to the businessto form more distributed virtual teams
The observations also demonstrated that
schedulers do not often sit down and workthrough the generation of a schedule in a se-quential or structured way In fact in the major-ity of the participating businesses the scheduleis produced by the information system There-fore the schedulerrsquos main role is not to carry outsequencing or allocation decisions Instead theschedulers managed the scheduling function inorder to support the transfer of a virtual pro-
duction plan into production reality The analy-sis of the data collected using all of the methodsproduced pattern codes that demonstrated thatthe schedulers carried out three types of activi-ties tasks roles and monitoring
Tasks The term task is used here to describegoal-directed activities ndash that is activities thathave a defined start and end point and an objec-tive Despite the centrality of the concept of
ldquotaskrdquo in the human factors domain there islittle consensus on the meaning and scope of
the term Kirwan and Ainsworth (1992) defineda task as the method that is adopted to attain agoal that is constrained by a number of contex-tual factors Therefore a personrsquos task may beseen as trying to attain a goal in a particularcontext by utilizing the facilities and resourcesavailable while overcoming any constraintsthat may have been imposed Stammers andShepherd (1995) also noted that there are threeinteracting task components requirementsenvironment and behavior It is evident how-ever that although the basic framework of taskactivity is determined by context and can there-fore be documented by the task requirementsand task environment task behavior can varygreatly between individuals and with experience
In this study all of the schedulers were sub- ject to formalized goal-directed activities thatbusinesses expect schedulers to undertake as
listed in their job descriptions An analysis of the job descriptions showed significant similar-ities and activities specific to ldquoschedulingrdquo per-sonnel were often listed in the businessrsquos formaldocumentation
However the data analysis also providedevidence that schedulers spent a considerableamount of time on nonformalized tasks in addi-tion to formal tasks One example was mainte-
nance tasks Schedulers were often observedarranging their work environment or the datathey needed for their job Sometimes it wassimply a matter of rearranging system data intoa more suitable format activities included thedevelopment of routines by which schedulerssearched for and accessed the data they neededfor scheduling Schedulers also had to compen-sate in some way for problems or failures in the
TABLE 5 Examples of Summarizers and Pattern Codes Used in the Study
Summarizer Pattern Codes
Themes There is no explicit mention of performance measures within thedepartment
Causesexplanations Releasing goods represents the end of schedulerrsquos boundary andresponsibility and highlights the schedulerrsquos authority within the plant
Relationships among people The scheduler is geographically separateddistant from colleagues
Emerging constructs The scheduler holds the role of a problem predictor and solver withinthe department
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1018
542 Fall 2004 ndash Human Factors
overall business These were usually within theinformation technology system or attributableto the businessrsquos organizational structure
Therefore the results provide evidence thatthe schedulers undertook three types of task
behavior (a) Formal task behavior is what eachcompany has specified that ldquoschedulingrdquo person-nel should carry out (ie the task requirementsexpected of the ldquoschedulingrdquo job are formalizedand made explicit by the companies) (b) Main-tenance task behavior is what the schedulersdemonstrate to organize the information theyneed such as checking their sources of infor-mation updating the information system or sys-
tems and adjusting data into a suitable formatfor the task requirements This task behavior isundertaken in order to keep the ldquoschedulingrdquoenvironment up to date and organized as thescheduler sees fit Different types of mainte-nance tasks depend on the individual scheduler(c) Compensation task behavior is what theschedulers demonstrate while attempting tocompensate for some level of problem or failurein the overall system ndash for instance in the in-formation system in the organizational struc-ture of the company or in the operations of theproduction unit No absolute distinction canbe made among these task behaviors which areinterdependent and are frequently carried outconcurrently by the schedulers Tasks can becategorized within any one two or three of thetask behaviors
Roles It is evident that the schedulersrsquo activ-ities comprise more than scheduling tasks Atask model on its own provides only a limitedview of the human contribution to schedulingin addition the essential contribution of roles
must be incorporated A standard definition of a role is any relatively standardized social posi-tion involving specific rights and obligationsthat an individual is expected and encouraged toperform (Jary amp Jary 1991) That is social rolesencapsulate all the norms with which a personoccupying a particular status is obliged to com-ply Roles are the enablers of the tasks and fillthe gap between the formal and informal sys-
tems that operate within a business The resultsfrom our study of schedulers demonstrate thetypes of roles expected of the schedulers as wellas what roles they actually hold It is evidentthat all of the schedulers carry out coordinatingmonitoring communicating problem-solvingfacilitating and interfacing types of activitiesOur results show that there are three main typesof roles held by the schedulers and that theylike the task behaviors overlap to an extent
The interpersonal role captures the behaviorsof developing interpersonal networks informalbargaining friendship and favor networks andmediation The types of interaction that theschedulers have with other personnel are evidentfrom the results (see Figure 2) and are implicitwithin the recorded observation and decisionmaking data
Figure 2 Relative frequency statistics showing source of scheduler interactions and types of media used forinteraction
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1118
A NEW MODEL OF SCHEDULING IN MANUFACTURING 543
The analysis demonstrated that all of the par-ticipant schedulers had developed their owninterpersonal networks that were complemen-tary to the formal networks such as reportinghierarchies organizational structures and func-
tional business groupings These networks wereused to find and gather specific information atcertain times within the scheduling functionStoop and Wiers (1996) found that when prob-lems arise on the shop floor schedulers have toknow where work originated and where it isheaded in order to be able to communicate withpersonnel about quality problems and deliverytimes Schedulers need extensive knowledge
and information about specific jobs and shopfloor status Interpersonal activity has been re-corded in other scheduling field studies (Web-ster 2001) and interpersonal networks explainhow schedulers gather ldquoenriched datardquo (McKayet al 1995a) These networks are normally in-formal structures so the people interacting withthe scheduler also provide informal contextualdata
The schedulers also utilized informal bargain-ing friendship and favor networks to supporttheir scheduling tasks the utility of these net-works being dependent on the status of theschedulers in their departments For all the sched-ulers status was determined by four key factors(a) respect ndash other peoplersquos respect for the sched-uler and for his or her ability to do the jobwell (b) trust ndash peoplersquos trust in the schedulerrsquos judgment (c) friendship ndash whether or not the
other people knew the scheduler and liked himor her and (d) favors ndash the reciprocation of favors used as a bargaining tool Our findingssupport previous research that also noted thatscheduling involves social interaction and issuessuch as trust and respect (McKay BuzacottCharness amp Safayeni 1992)
Other interesting enabling activities were un-dertaken by the schedulers All the schedulers
worked at a level where the plan is translatedinto production ndash that is the interface wherethe virtual plan becomes a production realityTherefore the schedulers had to mediate be-tween the various owners of the schedule Theplanners owned the virtual plan in relation tothe planning task requirement of achievingcustomer demands The production personnelowned the physical production in relation to
the production task requirement of achievingmaximum resource utilization The schedulersmediated in terms of the schedule to efficientlytranslate the demands of the plan to meet thedemands of the shop floor
The informational role captures the behav-iors of acting as an information hub filteringinformation to the shop floor and ensuring thatinformation is accessible and visible It buildsupon the infrastructure created by the sched-ulerrsquos interpersonal role networking and media-tion behaviors enable the transfer of informationthat the schedulers need to carry out their tasks
The communication and transfer of infor-
mation are evident across the results for allschedulers (see Table 2 and Figures 1 and 2)Schedulers use update and pass on all types of information and so are ldquoinformation investi-gatorsrdquo ldquoinformation usersrdquo and ldquoinformationprovidersrdquo When these behaviors are combinedthe schedulerrsquos role as an information hubbecomes evident From this viewpoint a sched-uler is a hub within a department the point of contact for both internal and external inquiriesThe scheduler has information for other per-sonnel from other ldquohubsrdquo inside and outsidethe department and information is distributedacross the schedulerrsquos department and otherdepartments via this informational networkThere is a two-way flow Other personnel haverelevant and current information to pass onand the scheduler constantly compiles this toensure that updated information is being distrib-
uted within and beyond the department Fre-quencycounts of the interactions recorded on theobservation sheets have been used to show theinteractions and the media by which informationwas transmitted (see Figure 2 for an example)
This role behavior supports the findings by Wiers (1997) and McKay and Wiers (1999) thatmuch of the schedulerrsquos task involves informa-tion collection and validation because the sched-
uler needs available and accurate data to makescheduling decisions
Schedulers also filter the information they useThe filtering function describes a range of be-haviors including the selection smoothing outverification interpolation and transformationof data into formats appropriate to the currentscheduling situation For example theschedulerswere observed adjusting the figures presented
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1218
544 Fall 2004 ndash Human Factors
in the approximate plan to ldquomake them fitrdquondash thatis the computer system aggregated the databut a person produced the final best fit of thedata by verifying or adjusting the figures withrespect to the real-world constraints and dy-
namics of the production situation Similarlymany pieces of information were not includedin the systemrsquos data so it could not generate afeasible ldquodoablerdquo plan The role of the humanfilter in this context was to fill in informationto make a feasible plan possible This filteringbehavior ensures that a real-world productionplan is produced in which the scheduler mini-mizes the possibility of problems reaching the
shop floorTheunderlying assumption of most computer-based production control systems is that theshop floor situation is stable all materials areavailable the operators are capable of carryingout their jobs and there are no machine break-downs However when these conditions (orcountless others) are not met schedulers filterthe planned information in the form of theschedule through their store of current knowl-edge This knowledge includes detailed andup-to-date information regarding the currentproduction situation If there is not an appro-priate match between what is planned andwhat is occurring on the shop floor the sched-uler attempts to manipulate either the scheduleor the production environment in order to im-plement a solution Therefore it is evident thatthere are two methods of data flow in most
manufacturing scenarios the information sys-tem data update and the transfer of knowledgeand information by human schedulers to thenext level of the process
Within this context it is obvious that sched-ulers must have access to current relevant in-formation and that much of the information theyuse has to be visible If information was notdirectly accessible or visible then the schedu-
lers worked around the problem Some sched-ulers worked in locations that made it difficultfor them to access or see information on theshop floor but their networks and informationhub activities enabled them to gain access to orvisibility of the information they needed
Visibility of the physical shop floor produc-tion process has been noted as important inoperations management (Fogarty Blackstone
amp Hoffman 1991 Slack Chambers HarlandHarrison amp Johnston 1998) but visibility of in-formation is important to schedulers becausethey need to be aware of higher-level planningdecisions in order to effectively plan ahead and
translate medium-range planning decisions intoshort-range scheduling-related decisions In linewith our results Hardstone (1991) also notedthat information accessibility and visibility aresalient features of scheduling Schedulers needto be able to see and access relevant and criticalinformation to be able to carry out the schedul-ing task and to make timely scheduling decisions(Nakamura amp Salvendy 1994) Information ac-
cess was central to the work of Vera Lewis andLerch (1993) who studied the decision makingbehavior of supervisors in a mail-sorting facili-ty They found that the supervisors relied onenvironmental cues to make decisions and thatrelevant information was gathered by visualscans of the facility
The decisional role captures three types of de-cision behaviors problem prediction and prob-lem solving interruption handling and resourceallocation It complements the interpersonaland informational roles that provide the net-works to access the data and information need-ed by the schedulers to make their decisions
The observed schedulers all predicted andsolved problems they had to be aware of whatpotential problems could arise and decide how toaddress them to minimize disruption to produc-tion This supports McKay and Wiersrsquos (1999)
findings that from an operational perspectivescheduling is a problem solving and not asequencing function A scheduler must try to an-ticipate or preempt potential problems and there-fore take proactive rather than reactive decisionroles It is apparent that this behavior is linkedto a schedulerrsquos awareness of the production sit-uation and to his or her understanding of howproblems can impact the current schedule
An interruption in the context of this roledistracts schedulers from their current activityand causes them to divert attention to anotheractivity Our finding that schedulers act as inter-ruption handlers reflects Sanderson and Morayrsquos(1990) view that human schedulers exploit op-portunities for action ndash interruptions are oftenopportunities for the schedulers to act and avoida problem Rather than being irritations that
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 545
distract the schedulers from their work inter-ruptions are an integral part of their work
A final decisional role is resource allocationAs noted earlier from an operations researchperspective the aim of any scheduling activity
is the goal-directed allocation of resources overtime to perform a collection of tasks The sched-ulers all allocated resources in order to meettheir scheduling objectives However the resultsfrom this study clearly show that resource alloca-tion was not the participant schedulersrsquo centralactivity and that their decisions extend beyondpure resource allocations The schedulersrsquo activ-ities are all carried out within a complex and
dynamic task environment and it is this infra-structure that makes the scheduling complex Without reference to the scheduling environ-ment resource allocation activities mean littlewhich is why the concentration on sequencingproblems in scheduling theory will always belimited in providing a realistic model of thescheduling problem
The finding that schedulers do not merelysolve combinatorial sequencing problems in or-der to schedule has been noted previously (Stoopamp Wiers 1996 Webster 2001) The results herego further They show that resource allocationis not the central function of scheduling in prac-tice The overall responsibility of the schedulerin terms of scheduling is explained later
Monitoring In comparison with previouswork in process control environments (Beishon1974 Crossman 1974) within discrete produc-
tion environments the concept of monitoring hasnot been widely studied It is explained here asan integrating activity that allows schedulers tocarry out their job gather accurate informationand make appropriate decisions ndash that is moni-toring can be considered as the scheduling activ-ity that holds everything together
A distinction must be made between monitor-ingandchecking activities which are interrelated
yet different behaviors Checking is active sched-ulers check situations by seeking out informa-tion Monitoring relates to the schedulers beingaware of what is going on and what is about tooccur in the environment ndash that is situated dataThe ldquosituatednessrdquo of data describes how partic-ular data are connected to and affected by theirenvironment (Behrmann 1993) All the sched-ulers used three sources of situated data
1 Mechanistic situated data are ldquohardrdquo man-ufacturing data such as the availability of stockthe accuracy of system stock figures and thelead time of special materials
2 Context situated data are ldquosoftrdquo manufac-
turing data such as knowing the status of thecurrent schedule and the orders about to bescheduled or knowing if a machine is unreliableand therefore routing work around it wheneverpossible These are the ldquobackgroundrdquo data thatsurround the schedulers
3 Exceptional situated data are the datalinked to problems the nonroutine variances If the schedulers during their routine monitoring
behavior or because of an interruption are facedwith data they have not come across before adifferent approach is needed If possible theschedulers try to relate the exceptional data to asimilar situation to pattern match the ldquoexcep-tional exceptionrdquo If this does not work theytry numerous tactics until they reach a satisfac-tory solution
A schedulerrsquos routine monitoring behaviorwas often interrupted as previously describedA definition of an interruption in this researchis not the same as a disturbance in operationsresearch (Stoop amp Wiers 1996) A disturbancedisrupts the plan or schedule an interruptiondisrupts the scheduler or warns or informs of apotential problem It was evident that for allthe schedulers the majority of interruptionswere positive with regard to work goals theanalysis of interaction data provided evidence
that most positive interruptions either warnedor made the scheduler aware of a potential orcurrent problem When a problem did occurthe scheduler needed to deal with the problemin order to return to routine monitoring Theproblem was dealt with through their task androle activities as described previously Once aproblem had been dealt with the schedulersensured that the problem had been completely
resolved by confirming their actions with otherpersonnel before returning to routine monitor-ing activity This feedback behavior is apparentin the decision diagram depicted in Figure 1
External Factors That InfluenceSchedulers
The results discussed so far describe theactivities of the schedulers studied However
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004
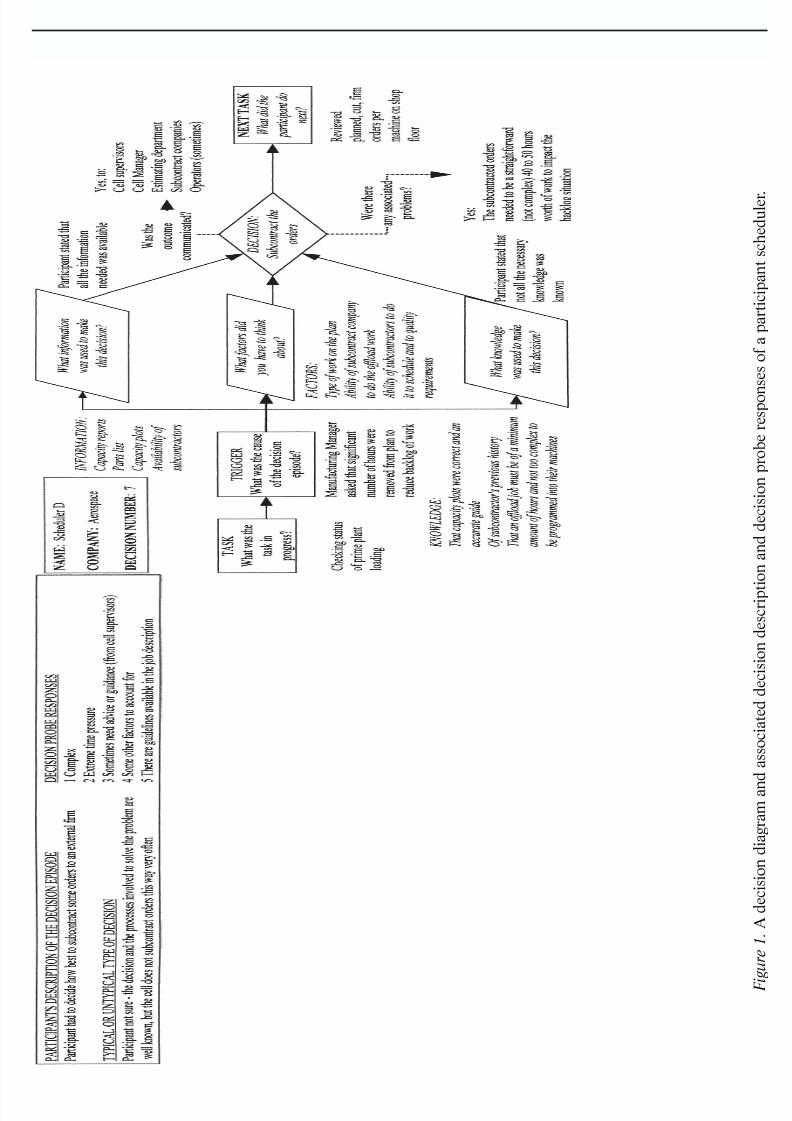
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 618
F i
g u r e 1
A d e c i s i o n d i a g r a m a n
d a s s o c i a t e d d e c i s i o n d e s c r i p t
i o n a n d d e c i s i o n p r o b e r e s p o n
s e s o f a p a r t i c i p a n t s c h e d u l e r
538
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 539
The Participant Schedulers
The selection and study of appropriate partic-ipant schedulers was an important aspect of theresearch The model presented here was pro-
posed on the basis of detailed examination of the work of seven schedulers in four companiesThe types of manufacturing processes in whichthe companies were involved were (a) tradi-tional manufacturing processes in the textileand steel industries and (b) leading-edge high-technology manufacturing processes in the elec-tronic components and aerospace industries Asummary of the background information gath-
ered about the seven case study schedulers ispresented in Table 3Each scheduler was observed over a 1-week
period Data were written up off line The re-searchers returned for a 1-day follow-up visitthat enabled clarification of data queries and tovalidate the data that had been collected Theanalysis took place off line and researchers re-turned for a final 2-day visit to present and dis-cuss the results with the schedulers This research
design provided a detailed snapshot of how theschedulers worked within a 1-week period butalso built in a longitudinal aspect by enabling theresearchers to return on follow-up visits
Data AnalysisThe data collected from observing and inter-
viewing all of the participant schedulers wereanalyzed using documented methods of qualita-tive data analysis (Bernard 1995 Miles amp Hu-berman 1994 Robson 1993 Strauss 1987)Data analysis was carried out both during datacollection and on completion of data collectionThe main analysis approach used in the gradual
development of the model was codingData Coding
Codes are labels for assigning units of mean-ing to the descriptive data compiled during astudy (Miles amp Huberman 1994) The data col-lected using the methods described were codedinto two levels (a) preliminary descriptive codesand (b) second-level pattern coding which pro-duces explanatory codes that identify emergent
TABLE 3 Comparison of the Education and Work Backgrounds of the Seven Participant Schedulers
Scheduler Background Data
Participant Age Work Experience Training Education Hours of Work
A 41ndash50 Company 10 years Not known High school Works as requiredJob 10 years
B 41ndash50 Company 24 years Not known High school 8 amndash5 pmJob 6 months IPCD IIMC (day shifts)
CampG quality control
C 41ndash50 Company 11 years None High school 830 amndash530 pmJob 4 years ICPIM (day shifts)
D 31ndash40 Company 16 years 11 frasl 2 days of High school 830 amndash530 pmJob 4 years MRP training ICPIM (day shifts)
E 41ndash50 Company 19 years Basic MRP High school 830 amndash530 pmJob 1 year training CampG carpentry (day shifts)
F 51+ Company 38 years On-the-job High school 8-hour shiftsJob 35 years training (day amp night)
G 51+ Company 36 years On-the-job High school 8-hour shiftsJob 22 years training ONC math amp (day amp night)
engineeringCampG plate sheetamp strip (metal)
Note IPCD = Institute of Production Control Diploma IIMC = Institute of Industrial Managers Certificate CampG = City amp GuildsCertificate ICPIM = Introductory Certificate in Production and Inventory Management ONC = Ordinary National Certificate
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 818
540 Fall 2004 ndash Human Factors
themes (Strauss amp Corbin 1994) To developpreliminary descriptive codes a summary nota-tion is applied to a ldquochunkrdquo of data An exampleof the coding process on a section of the obser-vation data is shown in Table 4
This process of applying codes to sectionsof data continues for all scheduler data andcategories or labels are generated beside eachline or paragraph Once all the data have beencoded at the descriptive level a preliminarymaster list of codes is drawn up This is an in-ductive method in which the researchers codethe data in order to see how the data functionwithin the context of the situation and to deter-
mine how many categories of codes are appro-priate The analysis produces a code categoryplus related subcodes In the example shownin Table 4 the scheduler was checking or look-ing for information about the situation This wasdefined as the ldquoassessing the situationrdquo (AS)code Within this master code the scheduler wassometimes assessing the situation as to the status(ldquoSTrdquo) of orders (ldquoorrdquo) or materials (ldquomatsrdquo)Therefore for a section of data in which a sched-uler was assessing the situation to determinethe status of materials the code ASSTmatswould be assigned
However simply classifying phenomena doesnot constitute a sufficient analysis of the dataIt is at this point in the analysis process thatany patterns occurring in the data must be un-derstood Pattern codes are explanatory theyidentify an emergent theme and pull together
material into meaningful units of analysis Pat-tern coding can be thought of as analogous tofactor-analytic methods in statistical analysisthat attempt to place sets of variables into dis-tinct groups
Miles and Huberman (1994) suggested using
summarizers to build pattern codes A summa-rizer can be based on a variety of elements suchas repeatedly observed behaviors norms rela-tionships local meanings and explanationsinferential clusters and single-case and cross-
case elements An example of building patterncodes using summarizers is shown in Table 5Pattern codes can be developed by adding ten-tative codes and trying them out on subsequentdata to see if they ldquofitrdquo The pattern codes canthen be verified and checked during subsequentdata collection by all researchers If the patterncode does not fit it is qualified rather than com-pletely discounted In this way pattern coding is
a means of data reduction and of funnelingfindings for within-case and cross-case analysisAn important aspect of this research was the
emphasis placed on recording accurate and reli-able data by including feedback and validationsessions into the overall research design Theschedulers made many useful comments withinthevalidation phasendashfor example explaining therelevance or frequency of a particular type of decision
RESULTS
The results relevant to the model rather thanto the larger project are reported here firstthe types of activities that describe a schedulerrsquosbehavior and performance within a businessand second the factors that influence how sched-ulers work within a business environment Acritical point is that the activities presented are
the results of a very high level of consistency of scheduler behavior and performance All of theschedulers undertook the key activities describedin the next section in some form in each of thebusiness environments That is there are codeddata and clear patterns demonstrating each of
TABLE 4 Example of the Coding Process on a Section of the Observation Data
Scheduler Action Analyst Code
(Number 6) An example of the scheduler checking theCheck another order status of orders on the shop floor
(Number 9) An example of the scheduler checking theCheck parts of valve status of materials within the factory
(Number 15) An example of the scheduler checking theScheduler uses information status of an order and gathering informationsystem to see operation status from a management information system
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 918
A NEW MODEL OF SCHEDULING IN MANUFACTURING 541
the scheduler activities displayed by each sched-uler studied We believe that these results de-
monstrate that the findings are generalizable toother scheduling environments
Scheduler Activities
The direct observation method highlighted anumber of important issues First schedulerswork in a variety of ways Some schedulers sitalone others sit in an office as part of a team of other production personnel Some schedulersmove around their environment constantly in-teracting with personnel from other functionsand attending meetings Some schedulers remainsitting at a desk for prolonged periods otherswork directly with other business areas to formformal or informal integrated and colocatedteamsor theywork withpersonnel located acrossthe business or with suppliers to the businessto form more distributed virtual teams
The observations also demonstrated that
schedulers do not often sit down and workthrough the generation of a schedule in a se-quential or structured way In fact in the major-ity of the participating businesses the scheduleis produced by the information system There-fore the schedulerrsquos main role is not to carry outsequencing or allocation decisions Instead theschedulers managed the scheduling function inorder to support the transfer of a virtual pro-
duction plan into production reality The analy-sis of the data collected using all of the methodsproduced pattern codes that demonstrated thatthe schedulers carried out three types of activi-ties tasks roles and monitoring
Tasks The term task is used here to describegoal-directed activities ndash that is activities thathave a defined start and end point and an objec-tive Despite the centrality of the concept of
ldquotaskrdquo in the human factors domain there islittle consensus on the meaning and scope of
the term Kirwan and Ainsworth (1992) defineda task as the method that is adopted to attain agoal that is constrained by a number of contex-tual factors Therefore a personrsquos task may beseen as trying to attain a goal in a particularcontext by utilizing the facilities and resourcesavailable while overcoming any constraintsthat may have been imposed Stammers andShepherd (1995) also noted that there are threeinteracting task components requirementsenvironment and behavior It is evident how-ever that although the basic framework of taskactivity is determined by context and can there-fore be documented by the task requirementsand task environment task behavior can varygreatly between individuals and with experience
In this study all of the schedulers were sub- ject to formalized goal-directed activities thatbusinesses expect schedulers to undertake as
listed in their job descriptions An analysis of the job descriptions showed significant similar-ities and activities specific to ldquoschedulingrdquo per-sonnel were often listed in the businessrsquos formaldocumentation
However the data analysis also providedevidence that schedulers spent a considerableamount of time on nonformalized tasks in addi-tion to formal tasks One example was mainte-
nance tasks Schedulers were often observedarranging their work environment or the datathey needed for their job Sometimes it wassimply a matter of rearranging system data intoa more suitable format activities included thedevelopment of routines by which schedulerssearched for and accessed the data they neededfor scheduling Schedulers also had to compen-sate in some way for problems or failures in the
TABLE 5 Examples of Summarizers and Pattern Codes Used in the Study
Summarizer Pattern Codes
Themes There is no explicit mention of performance measures within thedepartment
Causesexplanations Releasing goods represents the end of schedulerrsquos boundary andresponsibility and highlights the schedulerrsquos authority within the plant
Relationships among people The scheduler is geographically separateddistant from colleagues
Emerging constructs The scheduler holds the role of a problem predictor and solver withinthe department
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1018
542 Fall 2004 ndash Human Factors
overall business These were usually within theinformation technology system or attributableto the businessrsquos organizational structure
Therefore the results provide evidence thatthe schedulers undertook three types of task
behavior (a) Formal task behavior is what eachcompany has specified that ldquoschedulingrdquo person-nel should carry out (ie the task requirementsexpected of the ldquoschedulingrdquo job are formalizedand made explicit by the companies) (b) Main-tenance task behavior is what the schedulersdemonstrate to organize the information theyneed such as checking their sources of infor-mation updating the information system or sys-
tems and adjusting data into a suitable formatfor the task requirements This task behavior isundertaken in order to keep the ldquoschedulingrdquoenvironment up to date and organized as thescheduler sees fit Different types of mainte-nance tasks depend on the individual scheduler(c) Compensation task behavior is what theschedulers demonstrate while attempting tocompensate for some level of problem or failurein the overall system ndash for instance in the in-formation system in the organizational struc-ture of the company or in the operations of theproduction unit No absolute distinction canbe made among these task behaviors which areinterdependent and are frequently carried outconcurrently by the schedulers Tasks can becategorized within any one two or three of thetask behaviors
Roles It is evident that the schedulersrsquo activ-ities comprise more than scheduling tasks Atask model on its own provides only a limitedview of the human contribution to schedulingin addition the essential contribution of roles
must be incorporated A standard definition of a role is any relatively standardized social posi-tion involving specific rights and obligationsthat an individual is expected and encouraged toperform (Jary amp Jary 1991) That is social rolesencapsulate all the norms with which a personoccupying a particular status is obliged to com-ply Roles are the enablers of the tasks and fillthe gap between the formal and informal sys-
tems that operate within a business The resultsfrom our study of schedulers demonstrate thetypes of roles expected of the schedulers as wellas what roles they actually hold It is evidentthat all of the schedulers carry out coordinatingmonitoring communicating problem-solvingfacilitating and interfacing types of activitiesOur results show that there are three main typesof roles held by the schedulers and that theylike the task behaviors overlap to an extent
The interpersonal role captures the behaviorsof developing interpersonal networks informalbargaining friendship and favor networks andmediation The types of interaction that theschedulers have with other personnel are evidentfrom the results (see Figure 2) and are implicitwithin the recorded observation and decisionmaking data
Figure 2 Relative frequency statistics showing source of scheduler interactions and types of media used forinteraction
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1118
A NEW MODEL OF SCHEDULING IN MANUFACTURING 543
The analysis demonstrated that all of the par-ticipant schedulers had developed their owninterpersonal networks that were complemen-tary to the formal networks such as reportinghierarchies organizational structures and func-
tional business groupings These networks wereused to find and gather specific information atcertain times within the scheduling functionStoop and Wiers (1996) found that when prob-lems arise on the shop floor schedulers have toknow where work originated and where it isheaded in order to be able to communicate withpersonnel about quality problems and deliverytimes Schedulers need extensive knowledge
and information about specific jobs and shopfloor status Interpersonal activity has been re-corded in other scheduling field studies (Web-ster 2001) and interpersonal networks explainhow schedulers gather ldquoenriched datardquo (McKayet al 1995a) These networks are normally in-formal structures so the people interacting withthe scheduler also provide informal contextualdata
The schedulers also utilized informal bargain-ing friendship and favor networks to supporttheir scheduling tasks the utility of these net-works being dependent on the status of theschedulers in their departments For all the sched-ulers status was determined by four key factors(a) respect ndash other peoplersquos respect for the sched-uler and for his or her ability to do the jobwell (b) trust ndash peoplersquos trust in the schedulerrsquos judgment (c) friendship ndash whether or not the
other people knew the scheduler and liked himor her and (d) favors ndash the reciprocation of favors used as a bargaining tool Our findingssupport previous research that also noted thatscheduling involves social interaction and issuessuch as trust and respect (McKay BuzacottCharness amp Safayeni 1992)
Other interesting enabling activities were un-dertaken by the schedulers All the schedulers
worked at a level where the plan is translatedinto production ndash that is the interface wherethe virtual plan becomes a production realityTherefore the schedulers had to mediate be-tween the various owners of the schedule Theplanners owned the virtual plan in relation tothe planning task requirement of achievingcustomer demands The production personnelowned the physical production in relation to
the production task requirement of achievingmaximum resource utilization The schedulersmediated in terms of the schedule to efficientlytranslate the demands of the plan to meet thedemands of the shop floor
The informational role captures the behav-iors of acting as an information hub filteringinformation to the shop floor and ensuring thatinformation is accessible and visible It buildsupon the infrastructure created by the sched-ulerrsquos interpersonal role networking and media-tion behaviors enable the transfer of informationthat the schedulers need to carry out their tasks
The communication and transfer of infor-
mation are evident across the results for allschedulers (see Table 2 and Figures 1 and 2)Schedulers use update and pass on all types of information and so are ldquoinformation investi-gatorsrdquo ldquoinformation usersrdquo and ldquoinformationprovidersrdquo When these behaviors are combinedthe schedulerrsquos role as an information hubbecomes evident From this viewpoint a sched-uler is a hub within a department the point of contact for both internal and external inquiriesThe scheduler has information for other per-sonnel from other ldquohubsrdquo inside and outsidethe department and information is distributedacross the schedulerrsquos department and otherdepartments via this informational networkThere is a two-way flow Other personnel haverelevant and current information to pass onand the scheduler constantly compiles this toensure that updated information is being distrib-
uted within and beyond the department Fre-quencycounts of the interactions recorded on theobservation sheets have been used to show theinteractions and the media by which informationwas transmitted (see Figure 2 for an example)
This role behavior supports the findings by Wiers (1997) and McKay and Wiers (1999) thatmuch of the schedulerrsquos task involves informa-tion collection and validation because the sched-
uler needs available and accurate data to makescheduling decisions
Schedulers also filter the information they useThe filtering function describes a range of be-haviors including the selection smoothing outverification interpolation and transformationof data into formats appropriate to the currentscheduling situation For example theschedulerswere observed adjusting the figures presented
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1218
544 Fall 2004 ndash Human Factors
in the approximate plan to ldquomake them fitrdquondash thatis the computer system aggregated the databut a person produced the final best fit of thedata by verifying or adjusting the figures withrespect to the real-world constraints and dy-
namics of the production situation Similarlymany pieces of information were not includedin the systemrsquos data so it could not generate afeasible ldquodoablerdquo plan The role of the humanfilter in this context was to fill in informationto make a feasible plan possible This filteringbehavior ensures that a real-world productionplan is produced in which the scheduler mini-mizes the possibility of problems reaching the
shop floorTheunderlying assumption of most computer-based production control systems is that theshop floor situation is stable all materials areavailable the operators are capable of carryingout their jobs and there are no machine break-downs However when these conditions (orcountless others) are not met schedulers filterthe planned information in the form of theschedule through their store of current knowl-edge This knowledge includes detailed andup-to-date information regarding the currentproduction situation If there is not an appro-priate match between what is planned andwhat is occurring on the shop floor the sched-uler attempts to manipulate either the scheduleor the production environment in order to im-plement a solution Therefore it is evident thatthere are two methods of data flow in most
manufacturing scenarios the information sys-tem data update and the transfer of knowledgeand information by human schedulers to thenext level of the process
Within this context it is obvious that sched-ulers must have access to current relevant in-formation and that much of the information theyuse has to be visible If information was notdirectly accessible or visible then the schedu-
lers worked around the problem Some sched-ulers worked in locations that made it difficultfor them to access or see information on theshop floor but their networks and informationhub activities enabled them to gain access to orvisibility of the information they needed
Visibility of the physical shop floor produc-tion process has been noted as important inoperations management (Fogarty Blackstone
amp Hoffman 1991 Slack Chambers HarlandHarrison amp Johnston 1998) but visibility of in-formation is important to schedulers becausethey need to be aware of higher-level planningdecisions in order to effectively plan ahead and
translate medium-range planning decisions intoshort-range scheduling-related decisions In linewith our results Hardstone (1991) also notedthat information accessibility and visibility aresalient features of scheduling Schedulers needto be able to see and access relevant and criticalinformation to be able to carry out the schedul-ing task and to make timely scheduling decisions(Nakamura amp Salvendy 1994) Information ac-
cess was central to the work of Vera Lewis andLerch (1993) who studied the decision makingbehavior of supervisors in a mail-sorting facili-ty They found that the supervisors relied onenvironmental cues to make decisions and thatrelevant information was gathered by visualscans of the facility
The decisional role captures three types of de-cision behaviors problem prediction and prob-lem solving interruption handling and resourceallocation It complements the interpersonaland informational roles that provide the net-works to access the data and information need-ed by the schedulers to make their decisions
The observed schedulers all predicted andsolved problems they had to be aware of whatpotential problems could arise and decide how toaddress them to minimize disruption to produc-tion This supports McKay and Wiersrsquos (1999)
findings that from an operational perspectivescheduling is a problem solving and not asequencing function A scheduler must try to an-ticipate or preempt potential problems and there-fore take proactive rather than reactive decisionroles It is apparent that this behavior is linkedto a schedulerrsquos awareness of the production sit-uation and to his or her understanding of howproblems can impact the current schedule
An interruption in the context of this roledistracts schedulers from their current activityand causes them to divert attention to anotheractivity Our finding that schedulers act as inter-ruption handlers reflects Sanderson and Morayrsquos(1990) view that human schedulers exploit op-portunities for action ndash interruptions are oftenopportunities for the schedulers to act and avoida problem Rather than being irritations that
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 545
distract the schedulers from their work inter-ruptions are an integral part of their work
A final decisional role is resource allocationAs noted earlier from an operations researchperspective the aim of any scheduling activity
is the goal-directed allocation of resources overtime to perform a collection of tasks The sched-ulers all allocated resources in order to meettheir scheduling objectives However the resultsfrom this study clearly show that resource alloca-tion was not the participant schedulersrsquo centralactivity and that their decisions extend beyondpure resource allocations The schedulersrsquo activ-ities are all carried out within a complex and
dynamic task environment and it is this infra-structure that makes the scheduling complex Without reference to the scheduling environ-ment resource allocation activities mean littlewhich is why the concentration on sequencingproblems in scheduling theory will always belimited in providing a realistic model of thescheduling problem
The finding that schedulers do not merelysolve combinatorial sequencing problems in or-der to schedule has been noted previously (Stoopamp Wiers 1996 Webster 2001) The results herego further They show that resource allocationis not the central function of scheduling in prac-tice The overall responsibility of the schedulerin terms of scheduling is explained later
Monitoring In comparison with previouswork in process control environments (Beishon1974 Crossman 1974) within discrete produc-
tion environments the concept of monitoring hasnot been widely studied It is explained here asan integrating activity that allows schedulers tocarry out their job gather accurate informationand make appropriate decisions ndash that is moni-toring can be considered as the scheduling activ-ity that holds everything together
A distinction must be made between monitor-ingandchecking activities which are interrelated
yet different behaviors Checking is active sched-ulers check situations by seeking out informa-tion Monitoring relates to the schedulers beingaware of what is going on and what is about tooccur in the environment ndash that is situated dataThe ldquosituatednessrdquo of data describes how partic-ular data are connected to and affected by theirenvironment (Behrmann 1993) All the sched-ulers used three sources of situated data
1 Mechanistic situated data are ldquohardrdquo man-ufacturing data such as the availability of stockthe accuracy of system stock figures and thelead time of special materials
2 Context situated data are ldquosoftrdquo manufac-
turing data such as knowing the status of thecurrent schedule and the orders about to bescheduled or knowing if a machine is unreliableand therefore routing work around it wheneverpossible These are the ldquobackgroundrdquo data thatsurround the schedulers
3 Exceptional situated data are the datalinked to problems the nonroutine variances If the schedulers during their routine monitoring
behavior or because of an interruption are facedwith data they have not come across before adifferent approach is needed If possible theschedulers try to relate the exceptional data to asimilar situation to pattern match the ldquoexcep-tional exceptionrdquo If this does not work theytry numerous tactics until they reach a satisfac-tory solution
A schedulerrsquos routine monitoring behaviorwas often interrupted as previously describedA definition of an interruption in this researchis not the same as a disturbance in operationsresearch (Stoop amp Wiers 1996) A disturbancedisrupts the plan or schedule an interruptiondisrupts the scheduler or warns or informs of apotential problem It was evident that for allthe schedulers the majority of interruptionswere positive with regard to work goals theanalysis of interaction data provided evidence
that most positive interruptions either warnedor made the scheduler aware of a potential orcurrent problem When a problem did occurthe scheduler needed to deal with the problemin order to return to routine monitoring Theproblem was dealt with through their task androle activities as described previously Once aproblem had been dealt with the schedulersensured that the problem had been completely
resolved by confirming their actions with otherpersonnel before returning to routine monitor-ing activity This feedback behavior is apparentin the decision diagram depicted in Figure 1
External Factors That InfluenceSchedulers
The results discussed so far describe theactivities of the schedulers studied However
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004

8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 539
The Participant Schedulers
The selection and study of appropriate partic-ipant schedulers was an important aspect of theresearch The model presented here was pro-
posed on the basis of detailed examination of the work of seven schedulers in four companiesThe types of manufacturing processes in whichthe companies were involved were (a) tradi-tional manufacturing processes in the textileand steel industries and (b) leading-edge high-technology manufacturing processes in the elec-tronic components and aerospace industries Asummary of the background information gath-
ered about the seven case study schedulers ispresented in Table 3Each scheduler was observed over a 1-week
period Data were written up off line The re-searchers returned for a 1-day follow-up visitthat enabled clarification of data queries and tovalidate the data that had been collected Theanalysis took place off line and researchers re-turned for a final 2-day visit to present and dis-cuss the results with the schedulers This research
design provided a detailed snapshot of how theschedulers worked within a 1-week period butalso built in a longitudinal aspect by enabling theresearchers to return on follow-up visits
Data AnalysisThe data collected from observing and inter-
viewing all of the participant schedulers wereanalyzed using documented methods of qualita-tive data analysis (Bernard 1995 Miles amp Hu-berman 1994 Robson 1993 Strauss 1987)Data analysis was carried out both during datacollection and on completion of data collectionThe main analysis approach used in the gradual
development of the model was codingData Coding
Codes are labels for assigning units of mean-ing to the descriptive data compiled during astudy (Miles amp Huberman 1994) The data col-lected using the methods described were codedinto two levels (a) preliminary descriptive codesand (b) second-level pattern coding which pro-duces explanatory codes that identify emergent
TABLE 3 Comparison of the Education and Work Backgrounds of the Seven Participant Schedulers
Scheduler Background Data
Participant Age Work Experience Training Education Hours of Work
A 41ndash50 Company 10 years Not known High school Works as requiredJob 10 years
B 41ndash50 Company 24 years Not known High school 8 amndash5 pmJob 6 months IPCD IIMC (day shifts)
CampG quality control
C 41ndash50 Company 11 years None High school 830 amndash530 pmJob 4 years ICPIM (day shifts)
D 31ndash40 Company 16 years 11 frasl 2 days of High school 830 amndash530 pmJob 4 years MRP training ICPIM (day shifts)
E 41ndash50 Company 19 years Basic MRP High school 830 amndash530 pmJob 1 year training CampG carpentry (day shifts)
F 51+ Company 38 years On-the-job High school 8-hour shiftsJob 35 years training (day amp night)
G 51+ Company 36 years On-the-job High school 8-hour shiftsJob 22 years training ONC math amp (day amp night)
engineeringCampG plate sheetamp strip (metal)
Note IPCD = Institute of Production Control Diploma IIMC = Institute of Industrial Managers Certificate CampG = City amp GuildsCertificate ICPIM = Introductory Certificate in Production and Inventory Management ONC = Ordinary National Certificate
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 818
540 Fall 2004 ndash Human Factors
themes (Strauss amp Corbin 1994) To developpreliminary descriptive codes a summary nota-tion is applied to a ldquochunkrdquo of data An exampleof the coding process on a section of the obser-vation data is shown in Table 4
This process of applying codes to sectionsof data continues for all scheduler data andcategories or labels are generated beside eachline or paragraph Once all the data have beencoded at the descriptive level a preliminarymaster list of codes is drawn up This is an in-ductive method in which the researchers codethe data in order to see how the data functionwithin the context of the situation and to deter-
mine how many categories of codes are appro-priate The analysis produces a code categoryplus related subcodes In the example shownin Table 4 the scheduler was checking or look-ing for information about the situation This wasdefined as the ldquoassessing the situationrdquo (AS)code Within this master code the scheduler wassometimes assessing the situation as to the status(ldquoSTrdquo) of orders (ldquoorrdquo) or materials (ldquomatsrdquo)Therefore for a section of data in which a sched-uler was assessing the situation to determinethe status of materials the code ASSTmatswould be assigned
However simply classifying phenomena doesnot constitute a sufficient analysis of the dataIt is at this point in the analysis process thatany patterns occurring in the data must be un-derstood Pattern codes are explanatory theyidentify an emergent theme and pull together
material into meaningful units of analysis Pat-tern coding can be thought of as analogous tofactor-analytic methods in statistical analysisthat attempt to place sets of variables into dis-tinct groups
Miles and Huberman (1994) suggested using
summarizers to build pattern codes A summa-rizer can be based on a variety of elements suchas repeatedly observed behaviors norms rela-tionships local meanings and explanationsinferential clusters and single-case and cross-
case elements An example of building patterncodes using summarizers is shown in Table 5Pattern codes can be developed by adding ten-tative codes and trying them out on subsequentdata to see if they ldquofitrdquo The pattern codes canthen be verified and checked during subsequentdata collection by all researchers If the patterncode does not fit it is qualified rather than com-pletely discounted In this way pattern coding is
a means of data reduction and of funnelingfindings for within-case and cross-case analysisAn important aspect of this research was the
emphasis placed on recording accurate and reli-able data by including feedback and validationsessions into the overall research design Theschedulers made many useful comments withinthevalidation phasendashfor example explaining therelevance or frequency of a particular type of decision
RESULTS
The results relevant to the model rather thanto the larger project are reported here firstthe types of activities that describe a schedulerrsquosbehavior and performance within a businessand second the factors that influence how sched-ulers work within a business environment Acritical point is that the activities presented are
the results of a very high level of consistency of scheduler behavior and performance All of theschedulers undertook the key activities describedin the next section in some form in each of thebusiness environments That is there are codeddata and clear patterns demonstrating each of
TABLE 4 Example of the Coding Process on a Section of the Observation Data
Scheduler Action Analyst Code
(Number 6) An example of the scheduler checking theCheck another order status of orders on the shop floor
(Number 9) An example of the scheduler checking theCheck parts of valve status of materials within the factory
(Number 15) An example of the scheduler checking theScheduler uses information status of an order and gathering informationsystem to see operation status from a management information system
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 918
A NEW MODEL OF SCHEDULING IN MANUFACTURING 541
the scheduler activities displayed by each sched-uler studied We believe that these results de-
monstrate that the findings are generalizable toother scheduling environments
Scheduler Activities
The direct observation method highlighted anumber of important issues First schedulerswork in a variety of ways Some schedulers sitalone others sit in an office as part of a team of other production personnel Some schedulersmove around their environment constantly in-teracting with personnel from other functionsand attending meetings Some schedulers remainsitting at a desk for prolonged periods otherswork directly with other business areas to formformal or informal integrated and colocatedteamsor theywork withpersonnel located acrossthe business or with suppliers to the businessto form more distributed virtual teams
The observations also demonstrated that
schedulers do not often sit down and workthrough the generation of a schedule in a se-quential or structured way In fact in the major-ity of the participating businesses the scheduleis produced by the information system There-fore the schedulerrsquos main role is not to carry outsequencing or allocation decisions Instead theschedulers managed the scheduling function inorder to support the transfer of a virtual pro-
duction plan into production reality The analy-sis of the data collected using all of the methodsproduced pattern codes that demonstrated thatthe schedulers carried out three types of activi-ties tasks roles and monitoring
Tasks The term task is used here to describegoal-directed activities ndash that is activities thathave a defined start and end point and an objec-tive Despite the centrality of the concept of
ldquotaskrdquo in the human factors domain there islittle consensus on the meaning and scope of
the term Kirwan and Ainsworth (1992) defineda task as the method that is adopted to attain agoal that is constrained by a number of contex-tual factors Therefore a personrsquos task may beseen as trying to attain a goal in a particularcontext by utilizing the facilities and resourcesavailable while overcoming any constraintsthat may have been imposed Stammers andShepherd (1995) also noted that there are threeinteracting task components requirementsenvironment and behavior It is evident how-ever that although the basic framework of taskactivity is determined by context and can there-fore be documented by the task requirementsand task environment task behavior can varygreatly between individuals and with experience
In this study all of the schedulers were sub- ject to formalized goal-directed activities thatbusinesses expect schedulers to undertake as
listed in their job descriptions An analysis of the job descriptions showed significant similar-ities and activities specific to ldquoschedulingrdquo per-sonnel were often listed in the businessrsquos formaldocumentation
However the data analysis also providedevidence that schedulers spent a considerableamount of time on nonformalized tasks in addi-tion to formal tasks One example was mainte-
nance tasks Schedulers were often observedarranging their work environment or the datathey needed for their job Sometimes it wassimply a matter of rearranging system data intoa more suitable format activities included thedevelopment of routines by which schedulerssearched for and accessed the data they neededfor scheduling Schedulers also had to compen-sate in some way for problems or failures in the
TABLE 5 Examples of Summarizers and Pattern Codes Used in the Study
Summarizer Pattern Codes
Themes There is no explicit mention of performance measures within thedepartment
Causesexplanations Releasing goods represents the end of schedulerrsquos boundary andresponsibility and highlights the schedulerrsquos authority within the plant
Relationships among people The scheduler is geographically separateddistant from colleagues
Emerging constructs The scheduler holds the role of a problem predictor and solver withinthe department
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1018
542 Fall 2004 ndash Human Factors
overall business These were usually within theinformation technology system or attributableto the businessrsquos organizational structure
Therefore the results provide evidence thatthe schedulers undertook three types of task
behavior (a) Formal task behavior is what eachcompany has specified that ldquoschedulingrdquo person-nel should carry out (ie the task requirementsexpected of the ldquoschedulingrdquo job are formalizedand made explicit by the companies) (b) Main-tenance task behavior is what the schedulersdemonstrate to organize the information theyneed such as checking their sources of infor-mation updating the information system or sys-
tems and adjusting data into a suitable formatfor the task requirements This task behavior isundertaken in order to keep the ldquoschedulingrdquoenvironment up to date and organized as thescheduler sees fit Different types of mainte-nance tasks depend on the individual scheduler(c) Compensation task behavior is what theschedulers demonstrate while attempting tocompensate for some level of problem or failurein the overall system ndash for instance in the in-formation system in the organizational struc-ture of the company or in the operations of theproduction unit No absolute distinction canbe made among these task behaviors which areinterdependent and are frequently carried outconcurrently by the schedulers Tasks can becategorized within any one two or three of thetask behaviors
Roles It is evident that the schedulersrsquo activ-ities comprise more than scheduling tasks Atask model on its own provides only a limitedview of the human contribution to schedulingin addition the essential contribution of roles
must be incorporated A standard definition of a role is any relatively standardized social posi-tion involving specific rights and obligationsthat an individual is expected and encouraged toperform (Jary amp Jary 1991) That is social rolesencapsulate all the norms with which a personoccupying a particular status is obliged to com-ply Roles are the enablers of the tasks and fillthe gap between the formal and informal sys-
tems that operate within a business The resultsfrom our study of schedulers demonstrate thetypes of roles expected of the schedulers as wellas what roles they actually hold It is evidentthat all of the schedulers carry out coordinatingmonitoring communicating problem-solvingfacilitating and interfacing types of activitiesOur results show that there are three main typesof roles held by the schedulers and that theylike the task behaviors overlap to an extent
The interpersonal role captures the behaviorsof developing interpersonal networks informalbargaining friendship and favor networks andmediation The types of interaction that theschedulers have with other personnel are evidentfrom the results (see Figure 2) and are implicitwithin the recorded observation and decisionmaking data
Figure 2 Relative frequency statistics showing source of scheduler interactions and types of media used forinteraction
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1118
A NEW MODEL OF SCHEDULING IN MANUFACTURING 543
The analysis demonstrated that all of the par-ticipant schedulers had developed their owninterpersonal networks that were complemen-tary to the formal networks such as reportinghierarchies organizational structures and func-
tional business groupings These networks wereused to find and gather specific information atcertain times within the scheduling functionStoop and Wiers (1996) found that when prob-lems arise on the shop floor schedulers have toknow where work originated and where it isheaded in order to be able to communicate withpersonnel about quality problems and deliverytimes Schedulers need extensive knowledge
and information about specific jobs and shopfloor status Interpersonal activity has been re-corded in other scheduling field studies (Web-ster 2001) and interpersonal networks explainhow schedulers gather ldquoenriched datardquo (McKayet al 1995a) These networks are normally in-formal structures so the people interacting withthe scheduler also provide informal contextualdata
The schedulers also utilized informal bargain-ing friendship and favor networks to supporttheir scheduling tasks the utility of these net-works being dependent on the status of theschedulers in their departments For all the sched-ulers status was determined by four key factors(a) respect ndash other peoplersquos respect for the sched-uler and for his or her ability to do the jobwell (b) trust ndash peoplersquos trust in the schedulerrsquos judgment (c) friendship ndash whether or not the
other people knew the scheduler and liked himor her and (d) favors ndash the reciprocation of favors used as a bargaining tool Our findingssupport previous research that also noted thatscheduling involves social interaction and issuessuch as trust and respect (McKay BuzacottCharness amp Safayeni 1992)
Other interesting enabling activities were un-dertaken by the schedulers All the schedulers
worked at a level where the plan is translatedinto production ndash that is the interface wherethe virtual plan becomes a production realityTherefore the schedulers had to mediate be-tween the various owners of the schedule Theplanners owned the virtual plan in relation tothe planning task requirement of achievingcustomer demands The production personnelowned the physical production in relation to
the production task requirement of achievingmaximum resource utilization The schedulersmediated in terms of the schedule to efficientlytranslate the demands of the plan to meet thedemands of the shop floor
The informational role captures the behav-iors of acting as an information hub filteringinformation to the shop floor and ensuring thatinformation is accessible and visible It buildsupon the infrastructure created by the sched-ulerrsquos interpersonal role networking and media-tion behaviors enable the transfer of informationthat the schedulers need to carry out their tasks
The communication and transfer of infor-
mation are evident across the results for allschedulers (see Table 2 and Figures 1 and 2)Schedulers use update and pass on all types of information and so are ldquoinformation investi-gatorsrdquo ldquoinformation usersrdquo and ldquoinformationprovidersrdquo When these behaviors are combinedthe schedulerrsquos role as an information hubbecomes evident From this viewpoint a sched-uler is a hub within a department the point of contact for both internal and external inquiriesThe scheduler has information for other per-sonnel from other ldquohubsrdquo inside and outsidethe department and information is distributedacross the schedulerrsquos department and otherdepartments via this informational networkThere is a two-way flow Other personnel haverelevant and current information to pass onand the scheduler constantly compiles this toensure that updated information is being distrib-
uted within and beyond the department Fre-quencycounts of the interactions recorded on theobservation sheets have been used to show theinteractions and the media by which informationwas transmitted (see Figure 2 for an example)
This role behavior supports the findings by Wiers (1997) and McKay and Wiers (1999) thatmuch of the schedulerrsquos task involves informa-tion collection and validation because the sched-
uler needs available and accurate data to makescheduling decisions
Schedulers also filter the information they useThe filtering function describes a range of be-haviors including the selection smoothing outverification interpolation and transformationof data into formats appropriate to the currentscheduling situation For example theschedulerswere observed adjusting the figures presented
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1218
544 Fall 2004 ndash Human Factors
in the approximate plan to ldquomake them fitrdquondash thatis the computer system aggregated the databut a person produced the final best fit of thedata by verifying or adjusting the figures withrespect to the real-world constraints and dy-
namics of the production situation Similarlymany pieces of information were not includedin the systemrsquos data so it could not generate afeasible ldquodoablerdquo plan The role of the humanfilter in this context was to fill in informationto make a feasible plan possible This filteringbehavior ensures that a real-world productionplan is produced in which the scheduler mini-mizes the possibility of problems reaching the
shop floorTheunderlying assumption of most computer-based production control systems is that theshop floor situation is stable all materials areavailable the operators are capable of carryingout their jobs and there are no machine break-downs However when these conditions (orcountless others) are not met schedulers filterthe planned information in the form of theschedule through their store of current knowl-edge This knowledge includes detailed andup-to-date information regarding the currentproduction situation If there is not an appro-priate match between what is planned andwhat is occurring on the shop floor the sched-uler attempts to manipulate either the scheduleor the production environment in order to im-plement a solution Therefore it is evident thatthere are two methods of data flow in most
manufacturing scenarios the information sys-tem data update and the transfer of knowledgeand information by human schedulers to thenext level of the process
Within this context it is obvious that sched-ulers must have access to current relevant in-formation and that much of the information theyuse has to be visible If information was notdirectly accessible or visible then the schedu-
lers worked around the problem Some sched-ulers worked in locations that made it difficultfor them to access or see information on theshop floor but their networks and informationhub activities enabled them to gain access to orvisibility of the information they needed
Visibility of the physical shop floor produc-tion process has been noted as important inoperations management (Fogarty Blackstone
amp Hoffman 1991 Slack Chambers HarlandHarrison amp Johnston 1998) but visibility of in-formation is important to schedulers becausethey need to be aware of higher-level planningdecisions in order to effectively plan ahead and
translate medium-range planning decisions intoshort-range scheduling-related decisions In linewith our results Hardstone (1991) also notedthat information accessibility and visibility aresalient features of scheduling Schedulers needto be able to see and access relevant and criticalinformation to be able to carry out the schedul-ing task and to make timely scheduling decisions(Nakamura amp Salvendy 1994) Information ac-
cess was central to the work of Vera Lewis andLerch (1993) who studied the decision makingbehavior of supervisors in a mail-sorting facili-ty They found that the supervisors relied onenvironmental cues to make decisions and thatrelevant information was gathered by visualscans of the facility
The decisional role captures three types of de-cision behaviors problem prediction and prob-lem solving interruption handling and resourceallocation It complements the interpersonaland informational roles that provide the net-works to access the data and information need-ed by the schedulers to make their decisions
The observed schedulers all predicted andsolved problems they had to be aware of whatpotential problems could arise and decide how toaddress them to minimize disruption to produc-tion This supports McKay and Wiersrsquos (1999)
findings that from an operational perspectivescheduling is a problem solving and not asequencing function A scheduler must try to an-ticipate or preempt potential problems and there-fore take proactive rather than reactive decisionroles It is apparent that this behavior is linkedto a schedulerrsquos awareness of the production sit-uation and to his or her understanding of howproblems can impact the current schedule
An interruption in the context of this roledistracts schedulers from their current activityand causes them to divert attention to anotheractivity Our finding that schedulers act as inter-ruption handlers reflects Sanderson and Morayrsquos(1990) view that human schedulers exploit op-portunities for action ndash interruptions are oftenopportunities for the schedulers to act and avoida problem Rather than being irritations that
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 545
distract the schedulers from their work inter-ruptions are an integral part of their work
A final decisional role is resource allocationAs noted earlier from an operations researchperspective the aim of any scheduling activity
is the goal-directed allocation of resources overtime to perform a collection of tasks The sched-ulers all allocated resources in order to meettheir scheduling objectives However the resultsfrom this study clearly show that resource alloca-tion was not the participant schedulersrsquo centralactivity and that their decisions extend beyondpure resource allocations The schedulersrsquo activ-ities are all carried out within a complex and
dynamic task environment and it is this infra-structure that makes the scheduling complex Without reference to the scheduling environ-ment resource allocation activities mean littlewhich is why the concentration on sequencingproblems in scheduling theory will always belimited in providing a realistic model of thescheduling problem
The finding that schedulers do not merelysolve combinatorial sequencing problems in or-der to schedule has been noted previously (Stoopamp Wiers 1996 Webster 2001) The results herego further They show that resource allocationis not the central function of scheduling in prac-tice The overall responsibility of the schedulerin terms of scheduling is explained later
Monitoring In comparison with previouswork in process control environments (Beishon1974 Crossman 1974) within discrete produc-
tion environments the concept of monitoring hasnot been widely studied It is explained here asan integrating activity that allows schedulers tocarry out their job gather accurate informationand make appropriate decisions ndash that is moni-toring can be considered as the scheduling activ-ity that holds everything together
A distinction must be made between monitor-ingandchecking activities which are interrelated
yet different behaviors Checking is active sched-ulers check situations by seeking out informa-tion Monitoring relates to the schedulers beingaware of what is going on and what is about tooccur in the environment ndash that is situated dataThe ldquosituatednessrdquo of data describes how partic-ular data are connected to and affected by theirenvironment (Behrmann 1993) All the sched-ulers used three sources of situated data
1 Mechanistic situated data are ldquohardrdquo man-ufacturing data such as the availability of stockthe accuracy of system stock figures and thelead time of special materials
2 Context situated data are ldquosoftrdquo manufac-
turing data such as knowing the status of thecurrent schedule and the orders about to bescheduled or knowing if a machine is unreliableand therefore routing work around it wheneverpossible These are the ldquobackgroundrdquo data thatsurround the schedulers
3 Exceptional situated data are the datalinked to problems the nonroutine variances If the schedulers during their routine monitoring
behavior or because of an interruption are facedwith data they have not come across before adifferent approach is needed If possible theschedulers try to relate the exceptional data to asimilar situation to pattern match the ldquoexcep-tional exceptionrdquo If this does not work theytry numerous tactics until they reach a satisfac-tory solution
A schedulerrsquos routine monitoring behaviorwas often interrupted as previously describedA definition of an interruption in this researchis not the same as a disturbance in operationsresearch (Stoop amp Wiers 1996) A disturbancedisrupts the plan or schedule an interruptiondisrupts the scheduler or warns or informs of apotential problem It was evident that for allthe schedulers the majority of interruptionswere positive with regard to work goals theanalysis of interaction data provided evidence
that most positive interruptions either warnedor made the scheduler aware of a potential orcurrent problem When a problem did occurthe scheduler needed to deal with the problemin order to return to routine monitoring Theproblem was dealt with through their task androle activities as described previously Once aproblem had been dealt with the schedulersensured that the problem had been completely
resolved by confirming their actions with otherpersonnel before returning to routine monitor-ing activity This feedback behavior is apparentin the decision diagram depicted in Figure 1
External Factors That InfluenceSchedulers
The results discussed so far describe theactivities of the schedulers studied However
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004

8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 818
540 Fall 2004 ndash Human Factors
themes (Strauss amp Corbin 1994) To developpreliminary descriptive codes a summary nota-tion is applied to a ldquochunkrdquo of data An exampleof the coding process on a section of the obser-vation data is shown in Table 4
This process of applying codes to sectionsof data continues for all scheduler data andcategories or labels are generated beside eachline or paragraph Once all the data have beencoded at the descriptive level a preliminarymaster list of codes is drawn up This is an in-ductive method in which the researchers codethe data in order to see how the data functionwithin the context of the situation and to deter-
mine how many categories of codes are appro-priate The analysis produces a code categoryplus related subcodes In the example shownin Table 4 the scheduler was checking or look-ing for information about the situation This wasdefined as the ldquoassessing the situationrdquo (AS)code Within this master code the scheduler wassometimes assessing the situation as to the status(ldquoSTrdquo) of orders (ldquoorrdquo) or materials (ldquomatsrdquo)Therefore for a section of data in which a sched-uler was assessing the situation to determinethe status of materials the code ASSTmatswould be assigned
However simply classifying phenomena doesnot constitute a sufficient analysis of the dataIt is at this point in the analysis process thatany patterns occurring in the data must be un-derstood Pattern codes are explanatory theyidentify an emergent theme and pull together
material into meaningful units of analysis Pat-tern coding can be thought of as analogous tofactor-analytic methods in statistical analysisthat attempt to place sets of variables into dis-tinct groups
Miles and Huberman (1994) suggested using
summarizers to build pattern codes A summa-rizer can be based on a variety of elements suchas repeatedly observed behaviors norms rela-tionships local meanings and explanationsinferential clusters and single-case and cross-
case elements An example of building patterncodes using summarizers is shown in Table 5Pattern codes can be developed by adding ten-tative codes and trying them out on subsequentdata to see if they ldquofitrdquo The pattern codes canthen be verified and checked during subsequentdata collection by all researchers If the patterncode does not fit it is qualified rather than com-pletely discounted In this way pattern coding is
a means of data reduction and of funnelingfindings for within-case and cross-case analysisAn important aspect of this research was the
emphasis placed on recording accurate and reli-able data by including feedback and validationsessions into the overall research design Theschedulers made many useful comments withinthevalidation phasendashfor example explaining therelevance or frequency of a particular type of decision
RESULTS
The results relevant to the model rather thanto the larger project are reported here firstthe types of activities that describe a schedulerrsquosbehavior and performance within a businessand second the factors that influence how sched-ulers work within a business environment Acritical point is that the activities presented are
the results of a very high level of consistency of scheduler behavior and performance All of theschedulers undertook the key activities describedin the next section in some form in each of thebusiness environments That is there are codeddata and clear patterns demonstrating each of
TABLE 4 Example of the Coding Process on a Section of the Observation Data
Scheduler Action Analyst Code
(Number 6) An example of the scheduler checking theCheck another order status of orders on the shop floor
(Number 9) An example of the scheduler checking theCheck parts of valve status of materials within the factory
(Number 15) An example of the scheduler checking theScheduler uses information status of an order and gathering informationsystem to see operation status from a management information system
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 918
A NEW MODEL OF SCHEDULING IN MANUFACTURING 541
the scheduler activities displayed by each sched-uler studied We believe that these results de-
monstrate that the findings are generalizable toother scheduling environments
Scheduler Activities
The direct observation method highlighted anumber of important issues First schedulerswork in a variety of ways Some schedulers sitalone others sit in an office as part of a team of other production personnel Some schedulersmove around their environment constantly in-teracting with personnel from other functionsand attending meetings Some schedulers remainsitting at a desk for prolonged periods otherswork directly with other business areas to formformal or informal integrated and colocatedteamsor theywork withpersonnel located acrossthe business or with suppliers to the businessto form more distributed virtual teams
The observations also demonstrated that
schedulers do not often sit down and workthrough the generation of a schedule in a se-quential or structured way In fact in the major-ity of the participating businesses the scheduleis produced by the information system There-fore the schedulerrsquos main role is not to carry outsequencing or allocation decisions Instead theschedulers managed the scheduling function inorder to support the transfer of a virtual pro-
duction plan into production reality The analy-sis of the data collected using all of the methodsproduced pattern codes that demonstrated thatthe schedulers carried out three types of activi-ties tasks roles and monitoring
Tasks The term task is used here to describegoal-directed activities ndash that is activities thathave a defined start and end point and an objec-tive Despite the centrality of the concept of
ldquotaskrdquo in the human factors domain there islittle consensus on the meaning and scope of
the term Kirwan and Ainsworth (1992) defineda task as the method that is adopted to attain agoal that is constrained by a number of contex-tual factors Therefore a personrsquos task may beseen as trying to attain a goal in a particularcontext by utilizing the facilities and resourcesavailable while overcoming any constraintsthat may have been imposed Stammers andShepherd (1995) also noted that there are threeinteracting task components requirementsenvironment and behavior It is evident how-ever that although the basic framework of taskactivity is determined by context and can there-fore be documented by the task requirementsand task environment task behavior can varygreatly between individuals and with experience
In this study all of the schedulers were sub- ject to formalized goal-directed activities thatbusinesses expect schedulers to undertake as
listed in their job descriptions An analysis of the job descriptions showed significant similar-ities and activities specific to ldquoschedulingrdquo per-sonnel were often listed in the businessrsquos formaldocumentation
However the data analysis also providedevidence that schedulers spent a considerableamount of time on nonformalized tasks in addi-tion to formal tasks One example was mainte-
nance tasks Schedulers were often observedarranging their work environment or the datathey needed for their job Sometimes it wassimply a matter of rearranging system data intoa more suitable format activities included thedevelopment of routines by which schedulerssearched for and accessed the data they neededfor scheduling Schedulers also had to compen-sate in some way for problems or failures in the
TABLE 5 Examples of Summarizers and Pattern Codes Used in the Study
Summarizer Pattern Codes
Themes There is no explicit mention of performance measures within thedepartment
Causesexplanations Releasing goods represents the end of schedulerrsquos boundary andresponsibility and highlights the schedulerrsquos authority within the plant
Relationships among people The scheduler is geographically separateddistant from colleagues
Emerging constructs The scheduler holds the role of a problem predictor and solver withinthe department
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1018
542 Fall 2004 ndash Human Factors
overall business These were usually within theinformation technology system or attributableto the businessrsquos organizational structure
Therefore the results provide evidence thatthe schedulers undertook three types of task
behavior (a) Formal task behavior is what eachcompany has specified that ldquoschedulingrdquo person-nel should carry out (ie the task requirementsexpected of the ldquoschedulingrdquo job are formalizedand made explicit by the companies) (b) Main-tenance task behavior is what the schedulersdemonstrate to organize the information theyneed such as checking their sources of infor-mation updating the information system or sys-
tems and adjusting data into a suitable formatfor the task requirements This task behavior isundertaken in order to keep the ldquoschedulingrdquoenvironment up to date and organized as thescheduler sees fit Different types of mainte-nance tasks depend on the individual scheduler(c) Compensation task behavior is what theschedulers demonstrate while attempting tocompensate for some level of problem or failurein the overall system ndash for instance in the in-formation system in the organizational struc-ture of the company or in the operations of theproduction unit No absolute distinction canbe made among these task behaviors which areinterdependent and are frequently carried outconcurrently by the schedulers Tasks can becategorized within any one two or three of thetask behaviors
Roles It is evident that the schedulersrsquo activ-ities comprise more than scheduling tasks Atask model on its own provides only a limitedview of the human contribution to schedulingin addition the essential contribution of roles
must be incorporated A standard definition of a role is any relatively standardized social posi-tion involving specific rights and obligationsthat an individual is expected and encouraged toperform (Jary amp Jary 1991) That is social rolesencapsulate all the norms with which a personoccupying a particular status is obliged to com-ply Roles are the enablers of the tasks and fillthe gap between the formal and informal sys-
tems that operate within a business The resultsfrom our study of schedulers demonstrate thetypes of roles expected of the schedulers as wellas what roles they actually hold It is evidentthat all of the schedulers carry out coordinatingmonitoring communicating problem-solvingfacilitating and interfacing types of activitiesOur results show that there are three main typesof roles held by the schedulers and that theylike the task behaviors overlap to an extent
The interpersonal role captures the behaviorsof developing interpersonal networks informalbargaining friendship and favor networks andmediation The types of interaction that theschedulers have with other personnel are evidentfrom the results (see Figure 2) and are implicitwithin the recorded observation and decisionmaking data
Figure 2 Relative frequency statistics showing source of scheduler interactions and types of media used forinteraction
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1118
A NEW MODEL OF SCHEDULING IN MANUFACTURING 543
The analysis demonstrated that all of the par-ticipant schedulers had developed their owninterpersonal networks that were complemen-tary to the formal networks such as reportinghierarchies organizational structures and func-
tional business groupings These networks wereused to find and gather specific information atcertain times within the scheduling functionStoop and Wiers (1996) found that when prob-lems arise on the shop floor schedulers have toknow where work originated and where it isheaded in order to be able to communicate withpersonnel about quality problems and deliverytimes Schedulers need extensive knowledge
and information about specific jobs and shopfloor status Interpersonal activity has been re-corded in other scheduling field studies (Web-ster 2001) and interpersonal networks explainhow schedulers gather ldquoenriched datardquo (McKayet al 1995a) These networks are normally in-formal structures so the people interacting withthe scheduler also provide informal contextualdata
The schedulers also utilized informal bargain-ing friendship and favor networks to supporttheir scheduling tasks the utility of these net-works being dependent on the status of theschedulers in their departments For all the sched-ulers status was determined by four key factors(a) respect ndash other peoplersquos respect for the sched-uler and for his or her ability to do the jobwell (b) trust ndash peoplersquos trust in the schedulerrsquos judgment (c) friendship ndash whether or not the
other people knew the scheduler and liked himor her and (d) favors ndash the reciprocation of favors used as a bargaining tool Our findingssupport previous research that also noted thatscheduling involves social interaction and issuessuch as trust and respect (McKay BuzacottCharness amp Safayeni 1992)
Other interesting enabling activities were un-dertaken by the schedulers All the schedulers
worked at a level where the plan is translatedinto production ndash that is the interface wherethe virtual plan becomes a production realityTherefore the schedulers had to mediate be-tween the various owners of the schedule Theplanners owned the virtual plan in relation tothe planning task requirement of achievingcustomer demands The production personnelowned the physical production in relation to
the production task requirement of achievingmaximum resource utilization The schedulersmediated in terms of the schedule to efficientlytranslate the demands of the plan to meet thedemands of the shop floor
The informational role captures the behav-iors of acting as an information hub filteringinformation to the shop floor and ensuring thatinformation is accessible and visible It buildsupon the infrastructure created by the sched-ulerrsquos interpersonal role networking and media-tion behaviors enable the transfer of informationthat the schedulers need to carry out their tasks
The communication and transfer of infor-
mation are evident across the results for allschedulers (see Table 2 and Figures 1 and 2)Schedulers use update and pass on all types of information and so are ldquoinformation investi-gatorsrdquo ldquoinformation usersrdquo and ldquoinformationprovidersrdquo When these behaviors are combinedthe schedulerrsquos role as an information hubbecomes evident From this viewpoint a sched-uler is a hub within a department the point of contact for both internal and external inquiriesThe scheduler has information for other per-sonnel from other ldquohubsrdquo inside and outsidethe department and information is distributedacross the schedulerrsquos department and otherdepartments via this informational networkThere is a two-way flow Other personnel haverelevant and current information to pass onand the scheduler constantly compiles this toensure that updated information is being distrib-
uted within and beyond the department Fre-quencycounts of the interactions recorded on theobservation sheets have been used to show theinteractions and the media by which informationwas transmitted (see Figure 2 for an example)
This role behavior supports the findings by Wiers (1997) and McKay and Wiers (1999) thatmuch of the schedulerrsquos task involves informa-tion collection and validation because the sched-
uler needs available and accurate data to makescheduling decisions
Schedulers also filter the information they useThe filtering function describes a range of be-haviors including the selection smoothing outverification interpolation and transformationof data into formats appropriate to the currentscheduling situation For example theschedulerswere observed adjusting the figures presented
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1218
544 Fall 2004 ndash Human Factors
in the approximate plan to ldquomake them fitrdquondash thatis the computer system aggregated the databut a person produced the final best fit of thedata by verifying or adjusting the figures withrespect to the real-world constraints and dy-
namics of the production situation Similarlymany pieces of information were not includedin the systemrsquos data so it could not generate afeasible ldquodoablerdquo plan The role of the humanfilter in this context was to fill in informationto make a feasible plan possible This filteringbehavior ensures that a real-world productionplan is produced in which the scheduler mini-mizes the possibility of problems reaching the
shop floorTheunderlying assumption of most computer-based production control systems is that theshop floor situation is stable all materials areavailable the operators are capable of carryingout their jobs and there are no machine break-downs However when these conditions (orcountless others) are not met schedulers filterthe planned information in the form of theschedule through their store of current knowl-edge This knowledge includes detailed andup-to-date information regarding the currentproduction situation If there is not an appro-priate match between what is planned andwhat is occurring on the shop floor the sched-uler attempts to manipulate either the scheduleor the production environment in order to im-plement a solution Therefore it is evident thatthere are two methods of data flow in most
manufacturing scenarios the information sys-tem data update and the transfer of knowledgeand information by human schedulers to thenext level of the process
Within this context it is obvious that sched-ulers must have access to current relevant in-formation and that much of the information theyuse has to be visible If information was notdirectly accessible or visible then the schedu-
lers worked around the problem Some sched-ulers worked in locations that made it difficultfor them to access or see information on theshop floor but their networks and informationhub activities enabled them to gain access to orvisibility of the information they needed
Visibility of the physical shop floor produc-tion process has been noted as important inoperations management (Fogarty Blackstone
amp Hoffman 1991 Slack Chambers HarlandHarrison amp Johnston 1998) but visibility of in-formation is important to schedulers becausethey need to be aware of higher-level planningdecisions in order to effectively plan ahead and
translate medium-range planning decisions intoshort-range scheduling-related decisions In linewith our results Hardstone (1991) also notedthat information accessibility and visibility aresalient features of scheduling Schedulers needto be able to see and access relevant and criticalinformation to be able to carry out the schedul-ing task and to make timely scheduling decisions(Nakamura amp Salvendy 1994) Information ac-
cess was central to the work of Vera Lewis andLerch (1993) who studied the decision makingbehavior of supervisors in a mail-sorting facili-ty They found that the supervisors relied onenvironmental cues to make decisions and thatrelevant information was gathered by visualscans of the facility
The decisional role captures three types of de-cision behaviors problem prediction and prob-lem solving interruption handling and resourceallocation It complements the interpersonaland informational roles that provide the net-works to access the data and information need-ed by the schedulers to make their decisions
The observed schedulers all predicted andsolved problems they had to be aware of whatpotential problems could arise and decide how toaddress them to minimize disruption to produc-tion This supports McKay and Wiersrsquos (1999)
findings that from an operational perspectivescheduling is a problem solving and not asequencing function A scheduler must try to an-ticipate or preempt potential problems and there-fore take proactive rather than reactive decisionroles It is apparent that this behavior is linkedto a schedulerrsquos awareness of the production sit-uation and to his or her understanding of howproblems can impact the current schedule
An interruption in the context of this roledistracts schedulers from their current activityand causes them to divert attention to anotheractivity Our finding that schedulers act as inter-ruption handlers reflects Sanderson and Morayrsquos(1990) view that human schedulers exploit op-portunities for action ndash interruptions are oftenopportunities for the schedulers to act and avoida problem Rather than being irritations that
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 545
distract the schedulers from their work inter-ruptions are an integral part of their work
A final decisional role is resource allocationAs noted earlier from an operations researchperspective the aim of any scheduling activity
is the goal-directed allocation of resources overtime to perform a collection of tasks The sched-ulers all allocated resources in order to meettheir scheduling objectives However the resultsfrom this study clearly show that resource alloca-tion was not the participant schedulersrsquo centralactivity and that their decisions extend beyondpure resource allocations The schedulersrsquo activ-ities are all carried out within a complex and
dynamic task environment and it is this infra-structure that makes the scheduling complex Without reference to the scheduling environ-ment resource allocation activities mean littlewhich is why the concentration on sequencingproblems in scheduling theory will always belimited in providing a realistic model of thescheduling problem
The finding that schedulers do not merelysolve combinatorial sequencing problems in or-der to schedule has been noted previously (Stoopamp Wiers 1996 Webster 2001) The results herego further They show that resource allocationis not the central function of scheduling in prac-tice The overall responsibility of the schedulerin terms of scheduling is explained later
Monitoring In comparison with previouswork in process control environments (Beishon1974 Crossman 1974) within discrete produc-
tion environments the concept of monitoring hasnot been widely studied It is explained here asan integrating activity that allows schedulers tocarry out their job gather accurate informationand make appropriate decisions ndash that is moni-toring can be considered as the scheduling activ-ity that holds everything together
A distinction must be made between monitor-ingandchecking activities which are interrelated
yet different behaviors Checking is active sched-ulers check situations by seeking out informa-tion Monitoring relates to the schedulers beingaware of what is going on and what is about tooccur in the environment ndash that is situated dataThe ldquosituatednessrdquo of data describes how partic-ular data are connected to and affected by theirenvironment (Behrmann 1993) All the sched-ulers used three sources of situated data
1 Mechanistic situated data are ldquohardrdquo man-ufacturing data such as the availability of stockthe accuracy of system stock figures and thelead time of special materials
2 Context situated data are ldquosoftrdquo manufac-
turing data such as knowing the status of thecurrent schedule and the orders about to bescheduled or knowing if a machine is unreliableand therefore routing work around it wheneverpossible These are the ldquobackgroundrdquo data thatsurround the schedulers
3 Exceptional situated data are the datalinked to problems the nonroutine variances If the schedulers during their routine monitoring
behavior or because of an interruption are facedwith data they have not come across before adifferent approach is needed If possible theschedulers try to relate the exceptional data to asimilar situation to pattern match the ldquoexcep-tional exceptionrdquo If this does not work theytry numerous tactics until they reach a satisfac-tory solution
A schedulerrsquos routine monitoring behaviorwas often interrupted as previously describedA definition of an interruption in this researchis not the same as a disturbance in operationsresearch (Stoop amp Wiers 1996) A disturbancedisrupts the plan or schedule an interruptiondisrupts the scheduler or warns or informs of apotential problem It was evident that for allthe schedulers the majority of interruptionswere positive with regard to work goals theanalysis of interaction data provided evidence
that most positive interruptions either warnedor made the scheduler aware of a potential orcurrent problem When a problem did occurthe scheduler needed to deal with the problemin order to return to routine monitoring Theproblem was dealt with through their task androle activities as described previously Once aproblem had been dealt with the schedulersensured that the problem had been completely
resolved by confirming their actions with otherpersonnel before returning to routine monitor-ing activity This feedback behavior is apparentin the decision diagram depicted in Figure 1
External Factors That InfluenceSchedulers
The results discussed so far describe theactivities of the schedulers studied However
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004

8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 918
A NEW MODEL OF SCHEDULING IN MANUFACTURING 541
the scheduler activities displayed by each sched-uler studied We believe that these results de-
monstrate that the findings are generalizable toother scheduling environments
Scheduler Activities
The direct observation method highlighted anumber of important issues First schedulerswork in a variety of ways Some schedulers sitalone others sit in an office as part of a team of other production personnel Some schedulersmove around their environment constantly in-teracting with personnel from other functionsand attending meetings Some schedulers remainsitting at a desk for prolonged periods otherswork directly with other business areas to formformal or informal integrated and colocatedteamsor theywork withpersonnel located acrossthe business or with suppliers to the businessto form more distributed virtual teams
The observations also demonstrated that
schedulers do not often sit down and workthrough the generation of a schedule in a se-quential or structured way In fact in the major-ity of the participating businesses the scheduleis produced by the information system There-fore the schedulerrsquos main role is not to carry outsequencing or allocation decisions Instead theschedulers managed the scheduling function inorder to support the transfer of a virtual pro-
duction plan into production reality The analy-sis of the data collected using all of the methodsproduced pattern codes that demonstrated thatthe schedulers carried out three types of activi-ties tasks roles and monitoring
Tasks The term task is used here to describegoal-directed activities ndash that is activities thathave a defined start and end point and an objec-tive Despite the centrality of the concept of
ldquotaskrdquo in the human factors domain there islittle consensus on the meaning and scope of
the term Kirwan and Ainsworth (1992) defineda task as the method that is adopted to attain agoal that is constrained by a number of contex-tual factors Therefore a personrsquos task may beseen as trying to attain a goal in a particularcontext by utilizing the facilities and resourcesavailable while overcoming any constraintsthat may have been imposed Stammers andShepherd (1995) also noted that there are threeinteracting task components requirementsenvironment and behavior It is evident how-ever that although the basic framework of taskactivity is determined by context and can there-fore be documented by the task requirementsand task environment task behavior can varygreatly between individuals and with experience
In this study all of the schedulers were sub- ject to formalized goal-directed activities thatbusinesses expect schedulers to undertake as
listed in their job descriptions An analysis of the job descriptions showed significant similar-ities and activities specific to ldquoschedulingrdquo per-sonnel were often listed in the businessrsquos formaldocumentation
However the data analysis also providedevidence that schedulers spent a considerableamount of time on nonformalized tasks in addi-tion to formal tasks One example was mainte-
nance tasks Schedulers were often observedarranging their work environment or the datathey needed for their job Sometimes it wassimply a matter of rearranging system data intoa more suitable format activities included thedevelopment of routines by which schedulerssearched for and accessed the data they neededfor scheduling Schedulers also had to compen-sate in some way for problems or failures in the
TABLE 5 Examples of Summarizers and Pattern Codes Used in the Study
Summarizer Pattern Codes
Themes There is no explicit mention of performance measures within thedepartment
Causesexplanations Releasing goods represents the end of schedulerrsquos boundary andresponsibility and highlights the schedulerrsquos authority within the plant
Relationships among people The scheduler is geographically separateddistant from colleagues
Emerging constructs The scheduler holds the role of a problem predictor and solver withinthe department
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1018
542 Fall 2004 ndash Human Factors
overall business These were usually within theinformation technology system or attributableto the businessrsquos organizational structure
Therefore the results provide evidence thatthe schedulers undertook three types of task
behavior (a) Formal task behavior is what eachcompany has specified that ldquoschedulingrdquo person-nel should carry out (ie the task requirementsexpected of the ldquoschedulingrdquo job are formalizedand made explicit by the companies) (b) Main-tenance task behavior is what the schedulersdemonstrate to organize the information theyneed such as checking their sources of infor-mation updating the information system or sys-
tems and adjusting data into a suitable formatfor the task requirements This task behavior isundertaken in order to keep the ldquoschedulingrdquoenvironment up to date and organized as thescheduler sees fit Different types of mainte-nance tasks depend on the individual scheduler(c) Compensation task behavior is what theschedulers demonstrate while attempting tocompensate for some level of problem or failurein the overall system ndash for instance in the in-formation system in the organizational struc-ture of the company or in the operations of theproduction unit No absolute distinction canbe made among these task behaviors which areinterdependent and are frequently carried outconcurrently by the schedulers Tasks can becategorized within any one two or three of thetask behaviors
Roles It is evident that the schedulersrsquo activ-ities comprise more than scheduling tasks Atask model on its own provides only a limitedview of the human contribution to schedulingin addition the essential contribution of roles
must be incorporated A standard definition of a role is any relatively standardized social posi-tion involving specific rights and obligationsthat an individual is expected and encouraged toperform (Jary amp Jary 1991) That is social rolesencapsulate all the norms with which a personoccupying a particular status is obliged to com-ply Roles are the enablers of the tasks and fillthe gap between the formal and informal sys-
tems that operate within a business The resultsfrom our study of schedulers demonstrate thetypes of roles expected of the schedulers as wellas what roles they actually hold It is evidentthat all of the schedulers carry out coordinatingmonitoring communicating problem-solvingfacilitating and interfacing types of activitiesOur results show that there are three main typesof roles held by the schedulers and that theylike the task behaviors overlap to an extent
The interpersonal role captures the behaviorsof developing interpersonal networks informalbargaining friendship and favor networks andmediation The types of interaction that theschedulers have with other personnel are evidentfrom the results (see Figure 2) and are implicitwithin the recorded observation and decisionmaking data
Figure 2 Relative frequency statistics showing source of scheduler interactions and types of media used forinteraction
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1118
A NEW MODEL OF SCHEDULING IN MANUFACTURING 543
The analysis demonstrated that all of the par-ticipant schedulers had developed their owninterpersonal networks that were complemen-tary to the formal networks such as reportinghierarchies organizational structures and func-
tional business groupings These networks wereused to find and gather specific information atcertain times within the scheduling functionStoop and Wiers (1996) found that when prob-lems arise on the shop floor schedulers have toknow where work originated and where it isheaded in order to be able to communicate withpersonnel about quality problems and deliverytimes Schedulers need extensive knowledge
and information about specific jobs and shopfloor status Interpersonal activity has been re-corded in other scheduling field studies (Web-ster 2001) and interpersonal networks explainhow schedulers gather ldquoenriched datardquo (McKayet al 1995a) These networks are normally in-formal structures so the people interacting withthe scheduler also provide informal contextualdata
The schedulers also utilized informal bargain-ing friendship and favor networks to supporttheir scheduling tasks the utility of these net-works being dependent on the status of theschedulers in their departments For all the sched-ulers status was determined by four key factors(a) respect ndash other peoplersquos respect for the sched-uler and for his or her ability to do the jobwell (b) trust ndash peoplersquos trust in the schedulerrsquos judgment (c) friendship ndash whether or not the
other people knew the scheduler and liked himor her and (d) favors ndash the reciprocation of favors used as a bargaining tool Our findingssupport previous research that also noted thatscheduling involves social interaction and issuessuch as trust and respect (McKay BuzacottCharness amp Safayeni 1992)
Other interesting enabling activities were un-dertaken by the schedulers All the schedulers
worked at a level where the plan is translatedinto production ndash that is the interface wherethe virtual plan becomes a production realityTherefore the schedulers had to mediate be-tween the various owners of the schedule Theplanners owned the virtual plan in relation tothe planning task requirement of achievingcustomer demands The production personnelowned the physical production in relation to
the production task requirement of achievingmaximum resource utilization The schedulersmediated in terms of the schedule to efficientlytranslate the demands of the plan to meet thedemands of the shop floor
The informational role captures the behav-iors of acting as an information hub filteringinformation to the shop floor and ensuring thatinformation is accessible and visible It buildsupon the infrastructure created by the sched-ulerrsquos interpersonal role networking and media-tion behaviors enable the transfer of informationthat the schedulers need to carry out their tasks
The communication and transfer of infor-
mation are evident across the results for allschedulers (see Table 2 and Figures 1 and 2)Schedulers use update and pass on all types of information and so are ldquoinformation investi-gatorsrdquo ldquoinformation usersrdquo and ldquoinformationprovidersrdquo When these behaviors are combinedthe schedulerrsquos role as an information hubbecomes evident From this viewpoint a sched-uler is a hub within a department the point of contact for both internal and external inquiriesThe scheduler has information for other per-sonnel from other ldquohubsrdquo inside and outsidethe department and information is distributedacross the schedulerrsquos department and otherdepartments via this informational networkThere is a two-way flow Other personnel haverelevant and current information to pass onand the scheduler constantly compiles this toensure that updated information is being distrib-
uted within and beyond the department Fre-quencycounts of the interactions recorded on theobservation sheets have been used to show theinteractions and the media by which informationwas transmitted (see Figure 2 for an example)
This role behavior supports the findings by Wiers (1997) and McKay and Wiers (1999) thatmuch of the schedulerrsquos task involves informa-tion collection and validation because the sched-
uler needs available and accurate data to makescheduling decisions
Schedulers also filter the information they useThe filtering function describes a range of be-haviors including the selection smoothing outverification interpolation and transformationof data into formats appropriate to the currentscheduling situation For example theschedulerswere observed adjusting the figures presented
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1218
544 Fall 2004 ndash Human Factors
in the approximate plan to ldquomake them fitrdquondash thatis the computer system aggregated the databut a person produced the final best fit of thedata by verifying or adjusting the figures withrespect to the real-world constraints and dy-
namics of the production situation Similarlymany pieces of information were not includedin the systemrsquos data so it could not generate afeasible ldquodoablerdquo plan The role of the humanfilter in this context was to fill in informationto make a feasible plan possible This filteringbehavior ensures that a real-world productionplan is produced in which the scheduler mini-mizes the possibility of problems reaching the
shop floorTheunderlying assumption of most computer-based production control systems is that theshop floor situation is stable all materials areavailable the operators are capable of carryingout their jobs and there are no machine break-downs However when these conditions (orcountless others) are not met schedulers filterthe planned information in the form of theschedule through their store of current knowl-edge This knowledge includes detailed andup-to-date information regarding the currentproduction situation If there is not an appro-priate match between what is planned andwhat is occurring on the shop floor the sched-uler attempts to manipulate either the scheduleor the production environment in order to im-plement a solution Therefore it is evident thatthere are two methods of data flow in most
manufacturing scenarios the information sys-tem data update and the transfer of knowledgeand information by human schedulers to thenext level of the process
Within this context it is obvious that sched-ulers must have access to current relevant in-formation and that much of the information theyuse has to be visible If information was notdirectly accessible or visible then the schedu-
lers worked around the problem Some sched-ulers worked in locations that made it difficultfor them to access or see information on theshop floor but their networks and informationhub activities enabled them to gain access to orvisibility of the information they needed
Visibility of the physical shop floor produc-tion process has been noted as important inoperations management (Fogarty Blackstone
amp Hoffman 1991 Slack Chambers HarlandHarrison amp Johnston 1998) but visibility of in-formation is important to schedulers becausethey need to be aware of higher-level planningdecisions in order to effectively plan ahead and
translate medium-range planning decisions intoshort-range scheduling-related decisions In linewith our results Hardstone (1991) also notedthat information accessibility and visibility aresalient features of scheduling Schedulers needto be able to see and access relevant and criticalinformation to be able to carry out the schedul-ing task and to make timely scheduling decisions(Nakamura amp Salvendy 1994) Information ac-
cess was central to the work of Vera Lewis andLerch (1993) who studied the decision makingbehavior of supervisors in a mail-sorting facili-ty They found that the supervisors relied onenvironmental cues to make decisions and thatrelevant information was gathered by visualscans of the facility
The decisional role captures three types of de-cision behaviors problem prediction and prob-lem solving interruption handling and resourceallocation It complements the interpersonaland informational roles that provide the net-works to access the data and information need-ed by the schedulers to make their decisions
The observed schedulers all predicted andsolved problems they had to be aware of whatpotential problems could arise and decide how toaddress them to minimize disruption to produc-tion This supports McKay and Wiersrsquos (1999)
findings that from an operational perspectivescheduling is a problem solving and not asequencing function A scheduler must try to an-ticipate or preempt potential problems and there-fore take proactive rather than reactive decisionroles It is apparent that this behavior is linkedto a schedulerrsquos awareness of the production sit-uation and to his or her understanding of howproblems can impact the current schedule
An interruption in the context of this roledistracts schedulers from their current activityand causes them to divert attention to anotheractivity Our finding that schedulers act as inter-ruption handlers reflects Sanderson and Morayrsquos(1990) view that human schedulers exploit op-portunities for action ndash interruptions are oftenopportunities for the schedulers to act and avoida problem Rather than being irritations that
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 545
distract the schedulers from their work inter-ruptions are an integral part of their work
A final decisional role is resource allocationAs noted earlier from an operations researchperspective the aim of any scheduling activity
is the goal-directed allocation of resources overtime to perform a collection of tasks The sched-ulers all allocated resources in order to meettheir scheduling objectives However the resultsfrom this study clearly show that resource alloca-tion was not the participant schedulersrsquo centralactivity and that their decisions extend beyondpure resource allocations The schedulersrsquo activ-ities are all carried out within a complex and
dynamic task environment and it is this infra-structure that makes the scheduling complex Without reference to the scheduling environ-ment resource allocation activities mean littlewhich is why the concentration on sequencingproblems in scheduling theory will always belimited in providing a realistic model of thescheduling problem
The finding that schedulers do not merelysolve combinatorial sequencing problems in or-der to schedule has been noted previously (Stoopamp Wiers 1996 Webster 2001) The results herego further They show that resource allocationis not the central function of scheduling in prac-tice The overall responsibility of the schedulerin terms of scheduling is explained later
Monitoring In comparison with previouswork in process control environments (Beishon1974 Crossman 1974) within discrete produc-
tion environments the concept of monitoring hasnot been widely studied It is explained here asan integrating activity that allows schedulers tocarry out their job gather accurate informationand make appropriate decisions ndash that is moni-toring can be considered as the scheduling activ-ity that holds everything together
A distinction must be made between monitor-ingandchecking activities which are interrelated
yet different behaviors Checking is active sched-ulers check situations by seeking out informa-tion Monitoring relates to the schedulers beingaware of what is going on and what is about tooccur in the environment ndash that is situated dataThe ldquosituatednessrdquo of data describes how partic-ular data are connected to and affected by theirenvironment (Behrmann 1993) All the sched-ulers used three sources of situated data
1 Mechanistic situated data are ldquohardrdquo man-ufacturing data such as the availability of stockthe accuracy of system stock figures and thelead time of special materials
2 Context situated data are ldquosoftrdquo manufac-
turing data such as knowing the status of thecurrent schedule and the orders about to bescheduled or knowing if a machine is unreliableand therefore routing work around it wheneverpossible These are the ldquobackgroundrdquo data thatsurround the schedulers
3 Exceptional situated data are the datalinked to problems the nonroutine variances If the schedulers during their routine monitoring
behavior or because of an interruption are facedwith data they have not come across before adifferent approach is needed If possible theschedulers try to relate the exceptional data to asimilar situation to pattern match the ldquoexcep-tional exceptionrdquo If this does not work theytry numerous tactics until they reach a satisfac-tory solution
A schedulerrsquos routine monitoring behaviorwas often interrupted as previously describedA definition of an interruption in this researchis not the same as a disturbance in operationsresearch (Stoop amp Wiers 1996) A disturbancedisrupts the plan or schedule an interruptiondisrupts the scheduler or warns or informs of apotential problem It was evident that for allthe schedulers the majority of interruptionswere positive with regard to work goals theanalysis of interaction data provided evidence
that most positive interruptions either warnedor made the scheduler aware of a potential orcurrent problem When a problem did occurthe scheduler needed to deal with the problemin order to return to routine monitoring Theproblem was dealt with through their task androle activities as described previously Once aproblem had been dealt with the schedulersensured that the problem had been completely
resolved by confirming their actions with otherpersonnel before returning to routine monitor-ing activity This feedback behavior is apparentin the decision diagram depicted in Figure 1
External Factors That InfluenceSchedulers
The results discussed so far describe theactivities of the schedulers studied However
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004
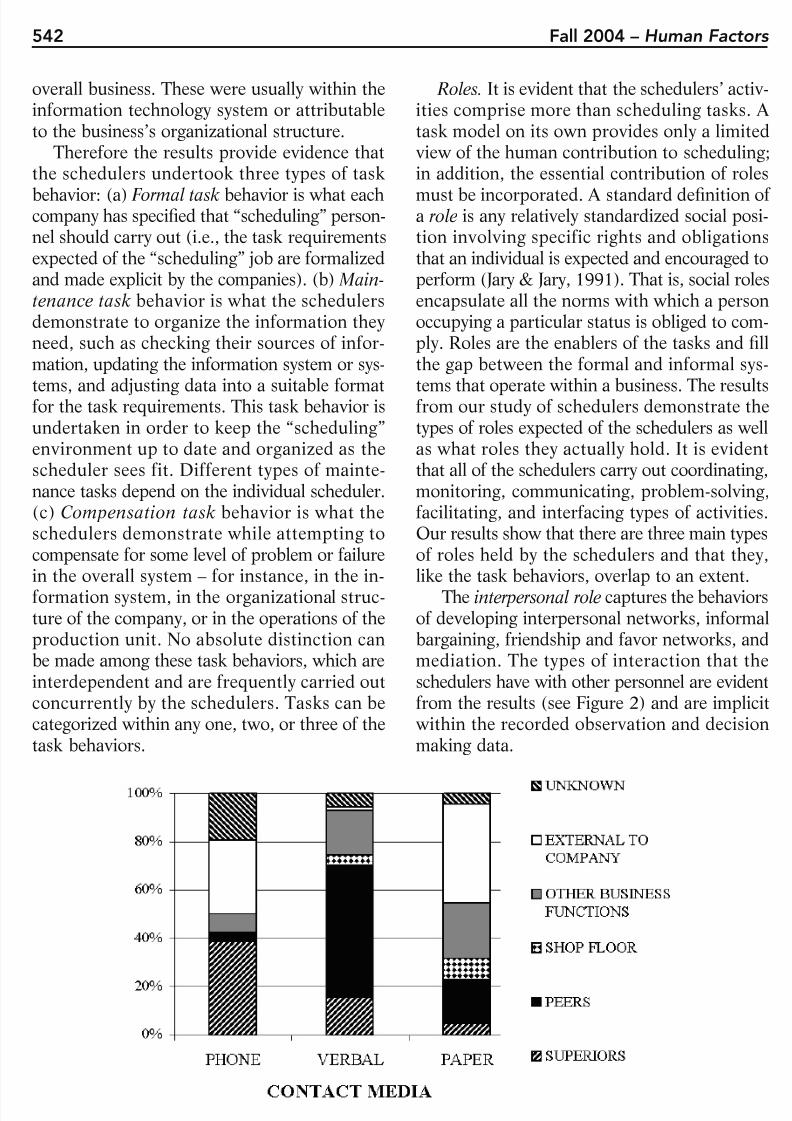
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1018
542 Fall 2004 ndash Human Factors
overall business These were usually within theinformation technology system or attributableto the businessrsquos organizational structure
Therefore the results provide evidence thatthe schedulers undertook three types of task
behavior (a) Formal task behavior is what eachcompany has specified that ldquoschedulingrdquo person-nel should carry out (ie the task requirementsexpected of the ldquoschedulingrdquo job are formalizedand made explicit by the companies) (b) Main-tenance task behavior is what the schedulersdemonstrate to organize the information theyneed such as checking their sources of infor-mation updating the information system or sys-
tems and adjusting data into a suitable formatfor the task requirements This task behavior isundertaken in order to keep the ldquoschedulingrdquoenvironment up to date and organized as thescheduler sees fit Different types of mainte-nance tasks depend on the individual scheduler(c) Compensation task behavior is what theschedulers demonstrate while attempting tocompensate for some level of problem or failurein the overall system ndash for instance in the in-formation system in the organizational struc-ture of the company or in the operations of theproduction unit No absolute distinction canbe made among these task behaviors which areinterdependent and are frequently carried outconcurrently by the schedulers Tasks can becategorized within any one two or three of thetask behaviors
Roles It is evident that the schedulersrsquo activ-ities comprise more than scheduling tasks Atask model on its own provides only a limitedview of the human contribution to schedulingin addition the essential contribution of roles
must be incorporated A standard definition of a role is any relatively standardized social posi-tion involving specific rights and obligationsthat an individual is expected and encouraged toperform (Jary amp Jary 1991) That is social rolesencapsulate all the norms with which a personoccupying a particular status is obliged to com-ply Roles are the enablers of the tasks and fillthe gap between the formal and informal sys-
tems that operate within a business The resultsfrom our study of schedulers demonstrate thetypes of roles expected of the schedulers as wellas what roles they actually hold It is evidentthat all of the schedulers carry out coordinatingmonitoring communicating problem-solvingfacilitating and interfacing types of activitiesOur results show that there are three main typesof roles held by the schedulers and that theylike the task behaviors overlap to an extent
The interpersonal role captures the behaviorsof developing interpersonal networks informalbargaining friendship and favor networks andmediation The types of interaction that theschedulers have with other personnel are evidentfrom the results (see Figure 2) and are implicitwithin the recorded observation and decisionmaking data
Figure 2 Relative frequency statistics showing source of scheduler interactions and types of media used forinteraction
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1118
A NEW MODEL OF SCHEDULING IN MANUFACTURING 543
The analysis demonstrated that all of the par-ticipant schedulers had developed their owninterpersonal networks that were complemen-tary to the formal networks such as reportinghierarchies organizational structures and func-
tional business groupings These networks wereused to find and gather specific information atcertain times within the scheduling functionStoop and Wiers (1996) found that when prob-lems arise on the shop floor schedulers have toknow where work originated and where it isheaded in order to be able to communicate withpersonnel about quality problems and deliverytimes Schedulers need extensive knowledge
and information about specific jobs and shopfloor status Interpersonal activity has been re-corded in other scheduling field studies (Web-ster 2001) and interpersonal networks explainhow schedulers gather ldquoenriched datardquo (McKayet al 1995a) These networks are normally in-formal structures so the people interacting withthe scheduler also provide informal contextualdata
The schedulers also utilized informal bargain-ing friendship and favor networks to supporttheir scheduling tasks the utility of these net-works being dependent on the status of theschedulers in their departments For all the sched-ulers status was determined by four key factors(a) respect ndash other peoplersquos respect for the sched-uler and for his or her ability to do the jobwell (b) trust ndash peoplersquos trust in the schedulerrsquos judgment (c) friendship ndash whether or not the
other people knew the scheduler and liked himor her and (d) favors ndash the reciprocation of favors used as a bargaining tool Our findingssupport previous research that also noted thatscheduling involves social interaction and issuessuch as trust and respect (McKay BuzacottCharness amp Safayeni 1992)
Other interesting enabling activities were un-dertaken by the schedulers All the schedulers
worked at a level where the plan is translatedinto production ndash that is the interface wherethe virtual plan becomes a production realityTherefore the schedulers had to mediate be-tween the various owners of the schedule Theplanners owned the virtual plan in relation tothe planning task requirement of achievingcustomer demands The production personnelowned the physical production in relation to
the production task requirement of achievingmaximum resource utilization The schedulersmediated in terms of the schedule to efficientlytranslate the demands of the plan to meet thedemands of the shop floor
The informational role captures the behav-iors of acting as an information hub filteringinformation to the shop floor and ensuring thatinformation is accessible and visible It buildsupon the infrastructure created by the sched-ulerrsquos interpersonal role networking and media-tion behaviors enable the transfer of informationthat the schedulers need to carry out their tasks
The communication and transfer of infor-
mation are evident across the results for allschedulers (see Table 2 and Figures 1 and 2)Schedulers use update and pass on all types of information and so are ldquoinformation investi-gatorsrdquo ldquoinformation usersrdquo and ldquoinformationprovidersrdquo When these behaviors are combinedthe schedulerrsquos role as an information hubbecomes evident From this viewpoint a sched-uler is a hub within a department the point of contact for both internal and external inquiriesThe scheduler has information for other per-sonnel from other ldquohubsrdquo inside and outsidethe department and information is distributedacross the schedulerrsquos department and otherdepartments via this informational networkThere is a two-way flow Other personnel haverelevant and current information to pass onand the scheduler constantly compiles this toensure that updated information is being distrib-
uted within and beyond the department Fre-quencycounts of the interactions recorded on theobservation sheets have been used to show theinteractions and the media by which informationwas transmitted (see Figure 2 for an example)
This role behavior supports the findings by Wiers (1997) and McKay and Wiers (1999) thatmuch of the schedulerrsquos task involves informa-tion collection and validation because the sched-
uler needs available and accurate data to makescheduling decisions
Schedulers also filter the information they useThe filtering function describes a range of be-haviors including the selection smoothing outverification interpolation and transformationof data into formats appropriate to the currentscheduling situation For example theschedulerswere observed adjusting the figures presented
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1218
544 Fall 2004 ndash Human Factors
in the approximate plan to ldquomake them fitrdquondash thatis the computer system aggregated the databut a person produced the final best fit of thedata by verifying or adjusting the figures withrespect to the real-world constraints and dy-
namics of the production situation Similarlymany pieces of information were not includedin the systemrsquos data so it could not generate afeasible ldquodoablerdquo plan The role of the humanfilter in this context was to fill in informationto make a feasible plan possible This filteringbehavior ensures that a real-world productionplan is produced in which the scheduler mini-mizes the possibility of problems reaching the
shop floorTheunderlying assumption of most computer-based production control systems is that theshop floor situation is stable all materials areavailable the operators are capable of carryingout their jobs and there are no machine break-downs However when these conditions (orcountless others) are not met schedulers filterthe planned information in the form of theschedule through their store of current knowl-edge This knowledge includes detailed andup-to-date information regarding the currentproduction situation If there is not an appro-priate match between what is planned andwhat is occurring on the shop floor the sched-uler attempts to manipulate either the scheduleor the production environment in order to im-plement a solution Therefore it is evident thatthere are two methods of data flow in most
manufacturing scenarios the information sys-tem data update and the transfer of knowledgeand information by human schedulers to thenext level of the process
Within this context it is obvious that sched-ulers must have access to current relevant in-formation and that much of the information theyuse has to be visible If information was notdirectly accessible or visible then the schedu-
lers worked around the problem Some sched-ulers worked in locations that made it difficultfor them to access or see information on theshop floor but their networks and informationhub activities enabled them to gain access to orvisibility of the information they needed
Visibility of the physical shop floor produc-tion process has been noted as important inoperations management (Fogarty Blackstone
amp Hoffman 1991 Slack Chambers HarlandHarrison amp Johnston 1998) but visibility of in-formation is important to schedulers becausethey need to be aware of higher-level planningdecisions in order to effectively plan ahead and
translate medium-range planning decisions intoshort-range scheduling-related decisions In linewith our results Hardstone (1991) also notedthat information accessibility and visibility aresalient features of scheduling Schedulers needto be able to see and access relevant and criticalinformation to be able to carry out the schedul-ing task and to make timely scheduling decisions(Nakamura amp Salvendy 1994) Information ac-
cess was central to the work of Vera Lewis andLerch (1993) who studied the decision makingbehavior of supervisors in a mail-sorting facili-ty They found that the supervisors relied onenvironmental cues to make decisions and thatrelevant information was gathered by visualscans of the facility
The decisional role captures three types of de-cision behaviors problem prediction and prob-lem solving interruption handling and resourceallocation It complements the interpersonaland informational roles that provide the net-works to access the data and information need-ed by the schedulers to make their decisions
The observed schedulers all predicted andsolved problems they had to be aware of whatpotential problems could arise and decide how toaddress them to minimize disruption to produc-tion This supports McKay and Wiersrsquos (1999)
findings that from an operational perspectivescheduling is a problem solving and not asequencing function A scheduler must try to an-ticipate or preempt potential problems and there-fore take proactive rather than reactive decisionroles It is apparent that this behavior is linkedto a schedulerrsquos awareness of the production sit-uation and to his or her understanding of howproblems can impact the current schedule
An interruption in the context of this roledistracts schedulers from their current activityand causes them to divert attention to anotheractivity Our finding that schedulers act as inter-ruption handlers reflects Sanderson and Morayrsquos(1990) view that human schedulers exploit op-portunities for action ndash interruptions are oftenopportunities for the schedulers to act and avoida problem Rather than being irritations that
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 545
distract the schedulers from their work inter-ruptions are an integral part of their work
A final decisional role is resource allocationAs noted earlier from an operations researchperspective the aim of any scheduling activity
is the goal-directed allocation of resources overtime to perform a collection of tasks The sched-ulers all allocated resources in order to meettheir scheduling objectives However the resultsfrom this study clearly show that resource alloca-tion was not the participant schedulersrsquo centralactivity and that their decisions extend beyondpure resource allocations The schedulersrsquo activ-ities are all carried out within a complex and
dynamic task environment and it is this infra-structure that makes the scheduling complex Without reference to the scheduling environ-ment resource allocation activities mean littlewhich is why the concentration on sequencingproblems in scheduling theory will always belimited in providing a realistic model of thescheduling problem
The finding that schedulers do not merelysolve combinatorial sequencing problems in or-der to schedule has been noted previously (Stoopamp Wiers 1996 Webster 2001) The results herego further They show that resource allocationis not the central function of scheduling in prac-tice The overall responsibility of the schedulerin terms of scheduling is explained later
Monitoring In comparison with previouswork in process control environments (Beishon1974 Crossman 1974) within discrete produc-
tion environments the concept of monitoring hasnot been widely studied It is explained here asan integrating activity that allows schedulers tocarry out their job gather accurate informationand make appropriate decisions ndash that is moni-toring can be considered as the scheduling activ-ity that holds everything together
A distinction must be made between monitor-ingandchecking activities which are interrelated
yet different behaviors Checking is active sched-ulers check situations by seeking out informa-tion Monitoring relates to the schedulers beingaware of what is going on and what is about tooccur in the environment ndash that is situated dataThe ldquosituatednessrdquo of data describes how partic-ular data are connected to and affected by theirenvironment (Behrmann 1993) All the sched-ulers used three sources of situated data
1 Mechanistic situated data are ldquohardrdquo man-ufacturing data such as the availability of stockthe accuracy of system stock figures and thelead time of special materials
2 Context situated data are ldquosoftrdquo manufac-
turing data such as knowing the status of thecurrent schedule and the orders about to bescheduled or knowing if a machine is unreliableand therefore routing work around it wheneverpossible These are the ldquobackgroundrdquo data thatsurround the schedulers
3 Exceptional situated data are the datalinked to problems the nonroutine variances If the schedulers during their routine monitoring
behavior or because of an interruption are facedwith data they have not come across before adifferent approach is needed If possible theschedulers try to relate the exceptional data to asimilar situation to pattern match the ldquoexcep-tional exceptionrdquo If this does not work theytry numerous tactics until they reach a satisfac-tory solution
A schedulerrsquos routine monitoring behaviorwas often interrupted as previously describedA definition of an interruption in this researchis not the same as a disturbance in operationsresearch (Stoop amp Wiers 1996) A disturbancedisrupts the plan or schedule an interruptiondisrupts the scheduler or warns or informs of apotential problem It was evident that for allthe schedulers the majority of interruptionswere positive with regard to work goals theanalysis of interaction data provided evidence
that most positive interruptions either warnedor made the scheduler aware of a potential orcurrent problem When a problem did occurthe scheduler needed to deal with the problemin order to return to routine monitoring Theproblem was dealt with through their task androle activities as described previously Once aproblem had been dealt with the schedulersensured that the problem had been completely
resolved by confirming their actions with otherpersonnel before returning to routine monitor-ing activity This feedback behavior is apparentin the decision diagram depicted in Figure 1
External Factors That InfluenceSchedulers
The results discussed so far describe theactivities of the schedulers studied However
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004

8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1118
A NEW MODEL OF SCHEDULING IN MANUFACTURING 543
The analysis demonstrated that all of the par-ticipant schedulers had developed their owninterpersonal networks that were complemen-tary to the formal networks such as reportinghierarchies organizational structures and func-
tional business groupings These networks wereused to find and gather specific information atcertain times within the scheduling functionStoop and Wiers (1996) found that when prob-lems arise on the shop floor schedulers have toknow where work originated and where it isheaded in order to be able to communicate withpersonnel about quality problems and deliverytimes Schedulers need extensive knowledge
and information about specific jobs and shopfloor status Interpersonal activity has been re-corded in other scheduling field studies (Web-ster 2001) and interpersonal networks explainhow schedulers gather ldquoenriched datardquo (McKayet al 1995a) These networks are normally in-formal structures so the people interacting withthe scheduler also provide informal contextualdata
The schedulers also utilized informal bargain-ing friendship and favor networks to supporttheir scheduling tasks the utility of these net-works being dependent on the status of theschedulers in their departments For all the sched-ulers status was determined by four key factors(a) respect ndash other peoplersquos respect for the sched-uler and for his or her ability to do the jobwell (b) trust ndash peoplersquos trust in the schedulerrsquos judgment (c) friendship ndash whether or not the
other people knew the scheduler and liked himor her and (d) favors ndash the reciprocation of favors used as a bargaining tool Our findingssupport previous research that also noted thatscheduling involves social interaction and issuessuch as trust and respect (McKay BuzacottCharness amp Safayeni 1992)
Other interesting enabling activities were un-dertaken by the schedulers All the schedulers
worked at a level where the plan is translatedinto production ndash that is the interface wherethe virtual plan becomes a production realityTherefore the schedulers had to mediate be-tween the various owners of the schedule Theplanners owned the virtual plan in relation tothe planning task requirement of achievingcustomer demands The production personnelowned the physical production in relation to
the production task requirement of achievingmaximum resource utilization The schedulersmediated in terms of the schedule to efficientlytranslate the demands of the plan to meet thedemands of the shop floor
The informational role captures the behav-iors of acting as an information hub filteringinformation to the shop floor and ensuring thatinformation is accessible and visible It buildsupon the infrastructure created by the sched-ulerrsquos interpersonal role networking and media-tion behaviors enable the transfer of informationthat the schedulers need to carry out their tasks
The communication and transfer of infor-
mation are evident across the results for allschedulers (see Table 2 and Figures 1 and 2)Schedulers use update and pass on all types of information and so are ldquoinformation investi-gatorsrdquo ldquoinformation usersrdquo and ldquoinformationprovidersrdquo When these behaviors are combinedthe schedulerrsquos role as an information hubbecomes evident From this viewpoint a sched-uler is a hub within a department the point of contact for both internal and external inquiriesThe scheduler has information for other per-sonnel from other ldquohubsrdquo inside and outsidethe department and information is distributedacross the schedulerrsquos department and otherdepartments via this informational networkThere is a two-way flow Other personnel haverelevant and current information to pass onand the scheduler constantly compiles this toensure that updated information is being distrib-
uted within and beyond the department Fre-quencycounts of the interactions recorded on theobservation sheets have been used to show theinteractions and the media by which informationwas transmitted (see Figure 2 for an example)
This role behavior supports the findings by Wiers (1997) and McKay and Wiers (1999) thatmuch of the schedulerrsquos task involves informa-tion collection and validation because the sched-
uler needs available and accurate data to makescheduling decisions
Schedulers also filter the information they useThe filtering function describes a range of be-haviors including the selection smoothing outverification interpolation and transformationof data into formats appropriate to the currentscheduling situation For example theschedulerswere observed adjusting the figures presented
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1218
544 Fall 2004 ndash Human Factors
in the approximate plan to ldquomake them fitrdquondash thatis the computer system aggregated the databut a person produced the final best fit of thedata by verifying or adjusting the figures withrespect to the real-world constraints and dy-
namics of the production situation Similarlymany pieces of information were not includedin the systemrsquos data so it could not generate afeasible ldquodoablerdquo plan The role of the humanfilter in this context was to fill in informationto make a feasible plan possible This filteringbehavior ensures that a real-world productionplan is produced in which the scheduler mini-mizes the possibility of problems reaching the
shop floorTheunderlying assumption of most computer-based production control systems is that theshop floor situation is stable all materials areavailable the operators are capable of carryingout their jobs and there are no machine break-downs However when these conditions (orcountless others) are not met schedulers filterthe planned information in the form of theschedule through their store of current knowl-edge This knowledge includes detailed andup-to-date information regarding the currentproduction situation If there is not an appro-priate match between what is planned andwhat is occurring on the shop floor the sched-uler attempts to manipulate either the scheduleor the production environment in order to im-plement a solution Therefore it is evident thatthere are two methods of data flow in most
manufacturing scenarios the information sys-tem data update and the transfer of knowledgeand information by human schedulers to thenext level of the process
Within this context it is obvious that sched-ulers must have access to current relevant in-formation and that much of the information theyuse has to be visible If information was notdirectly accessible or visible then the schedu-
lers worked around the problem Some sched-ulers worked in locations that made it difficultfor them to access or see information on theshop floor but their networks and informationhub activities enabled them to gain access to orvisibility of the information they needed
Visibility of the physical shop floor produc-tion process has been noted as important inoperations management (Fogarty Blackstone
amp Hoffman 1991 Slack Chambers HarlandHarrison amp Johnston 1998) but visibility of in-formation is important to schedulers becausethey need to be aware of higher-level planningdecisions in order to effectively plan ahead and
translate medium-range planning decisions intoshort-range scheduling-related decisions In linewith our results Hardstone (1991) also notedthat information accessibility and visibility aresalient features of scheduling Schedulers needto be able to see and access relevant and criticalinformation to be able to carry out the schedul-ing task and to make timely scheduling decisions(Nakamura amp Salvendy 1994) Information ac-
cess was central to the work of Vera Lewis andLerch (1993) who studied the decision makingbehavior of supervisors in a mail-sorting facili-ty They found that the supervisors relied onenvironmental cues to make decisions and thatrelevant information was gathered by visualscans of the facility
The decisional role captures three types of de-cision behaviors problem prediction and prob-lem solving interruption handling and resourceallocation It complements the interpersonaland informational roles that provide the net-works to access the data and information need-ed by the schedulers to make their decisions
The observed schedulers all predicted andsolved problems they had to be aware of whatpotential problems could arise and decide how toaddress them to minimize disruption to produc-tion This supports McKay and Wiersrsquos (1999)
findings that from an operational perspectivescheduling is a problem solving and not asequencing function A scheduler must try to an-ticipate or preempt potential problems and there-fore take proactive rather than reactive decisionroles It is apparent that this behavior is linkedto a schedulerrsquos awareness of the production sit-uation and to his or her understanding of howproblems can impact the current schedule
An interruption in the context of this roledistracts schedulers from their current activityand causes them to divert attention to anotheractivity Our finding that schedulers act as inter-ruption handlers reflects Sanderson and Morayrsquos(1990) view that human schedulers exploit op-portunities for action ndash interruptions are oftenopportunities for the schedulers to act and avoida problem Rather than being irritations that
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 545
distract the schedulers from their work inter-ruptions are an integral part of their work
A final decisional role is resource allocationAs noted earlier from an operations researchperspective the aim of any scheduling activity
is the goal-directed allocation of resources overtime to perform a collection of tasks The sched-ulers all allocated resources in order to meettheir scheduling objectives However the resultsfrom this study clearly show that resource alloca-tion was not the participant schedulersrsquo centralactivity and that their decisions extend beyondpure resource allocations The schedulersrsquo activ-ities are all carried out within a complex and
dynamic task environment and it is this infra-structure that makes the scheduling complex Without reference to the scheduling environ-ment resource allocation activities mean littlewhich is why the concentration on sequencingproblems in scheduling theory will always belimited in providing a realistic model of thescheduling problem
The finding that schedulers do not merelysolve combinatorial sequencing problems in or-der to schedule has been noted previously (Stoopamp Wiers 1996 Webster 2001) The results herego further They show that resource allocationis not the central function of scheduling in prac-tice The overall responsibility of the schedulerin terms of scheduling is explained later
Monitoring In comparison with previouswork in process control environments (Beishon1974 Crossman 1974) within discrete produc-
tion environments the concept of monitoring hasnot been widely studied It is explained here asan integrating activity that allows schedulers tocarry out their job gather accurate informationand make appropriate decisions ndash that is moni-toring can be considered as the scheduling activ-ity that holds everything together
A distinction must be made between monitor-ingandchecking activities which are interrelated
yet different behaviors Checking is active sched-ulers check situations by seeking out informa-tion Monitoring relates to the schedulers beingaware of what is going on and what is about tooccur in the environment ndash that is situated dataThe ldquosituatednessrdquo of data describes how partic-ular data are connected to and affected by theirenvironment (Behrmann 1993) All the sched-ulers used three sources of situated data
1 Mechanistic situated data are ldquohardrdquo man-ufacturing data such as the availability of stockthe accuracy of system stock figures and thelead time of special materials
2 Context situated data are ldquosoftrdquo manufac-
turing data such as knowing the status of thecurrent schedule and the orders about to bescheduled or knowing if a machine is unreliableand therefore routing work around it wheneverpossible These are the ldquobackgroundrdquo data thatsurround the schedulers
3 Exceptional situated data are the datalinked to problems the nonroutine variances If the schedulers during their routine monitoring
behavior or because of an interruption are facedwith data they have not come across before adifferent approach is needed If possible theschedulers try to relate the exceptional data to asimilar situation to pattern match the ldquoexcep-tional exceptionrdquo If this does not work theytry numerous tactics until they reach a satisfac-tory solution
A schedulerrsquos routine monitoring behaviorwas often interrupted as previously describedA definition of an interruption in this researchis not the same as a disturbance in operationsresearch (Stoop amp Wiers 1996) A disturbancedisrupts the plan or schedule an interruptiondisrupts the scheduler or warns or informs of apotential problem It was evident that for allthe schedulers the majority of interruptionswere positive with regard to work goals theanalysis of interaction data provided evidence
that most positive interruptions either warnedor made the scheduler aware of a potential orcurrent problem When a problem did occurthe scheduler needed to deal with the problemin order to return to routine monitoring Theproblem was dealt with through their task androle activities as described previously Once aproblem had been dealt with the schedulersensured that the problem had been completely
resolved by confirming their actions with otherpersonnel before returning to routine monitor-ing activity This feedback behavior is apparentin the decision diagram depicted in Figure 1
External Factors That InfluenceSchedulers
The results discussed so far describe theactivities of the schedulers studied However
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004

8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1218
544 Fall 2004 ndash Human Factors
in the approximate plan to ldquomake them fitrdquondash thatis the computer system aggregated the databut a person produced the final best fit of thedata by verifying or adjusting the figures withrespect to the real-world constraints and dy-
namics of the production situation Similarlymany pieces of information were not includedin the systemrsquos data so it could not generate afeasible ldquodoablerdquo plan The role of the humanfilter in this context was to fill in informationto make a feasible plan possible This filteringbehavior ensures that a real-world productionplan is produced in which the scheduler mini-mizes the possibility of problems reaching the
shop floorTheunderlying assumption of most computer-based production control systems is that theshop floor situation is stable all materials areavailable the operators are capable of carryingout their jobs and there are no machine break-downs However when these conditions (orcountless others) are not met schedulers filterthe planned information in the form of theschedule through their store of current knowl-edge This knowledge includes detailed andup-to-date information regarding the currentproduction situation If there is not an appro-priate match between what is planned andwhat is occurring on the shop floor the sched-uler attempts to manipulate either the scheduleor the production environment in order to im-plement a solution Therefore it is evident thatthere are two methods of data flow in most
manufacturing scenarios the information sys-tem data update and the transfer of knowledgeand information by human schedulers to thenext level of the process
Within this context it is obvious that sched-ulers must have access to current relevant in-formation and that much of the information theyuse has to be visible If information was notdirectly accessible or visible then the schedu-
lers worked around the problem Some sched-ulers worked in locations that made it difficultfor them to access or see information on theshop floor but their networks and informationhub activities enabled them to gain access to orvisibility of the information they needed
Visibility of the physical shop floor produc-tion process has been noted as important inoperations management (Fogarty Blackstone
amp Hoffman 1991 Slack Chambers HarlandHarrison amp Johnston 1998) but visibility of in-formation is important to schedulers becausethey need to be aware of higher-level planningdecisions in order to effectively plan ahead and
translate medium-range planning decisions intoshort-range scheduling-related decisions In linewith our results Hardstone (1991) also notedthat information accessibility and visibility aresalient features of scheduling Schedulers needto be able to see and access relevant and criticalinformation to be able to carry out the schedul-ing task and to make timely scheduling decisions(Nakamura amp Salvendy 1994) Information ac-
cess was central to the work of Vera Lewis andLerch (1993) who studied the decision makingbehavior of supervisors in a mail-sorting facili-ty They found that the supervisors relied onenvironmental cues to make decisions and thatrelevant information was gathered by visualscans of the facility
The decisional role captures three types of de-cision behaviors problem prediction and prob-lem solving interruption handling and resourceallocation It complements the interpersonaland informational roles that provide the net-works to access the data and information need-ed by the schedulers to make their decisions
The observed schedulers all predicted andsolved problems they had to be aware of whatpotential problems could arise and decide how toaddress them to minimize disruption to produc-tion This supports McKay and Wiersrsquos (1999)
findings that from an operational perspectivescheduling is a problem solving and not asequencing function A scheduler must try to an-ticipate or preempt potential problems and there-fore take proactive rather than reactive decisionroles It is apparent that this behavior is linkedto a schedulerrsquos awareness of the production sit-uation and to his or her understanding of howproblems can impact the current schedule
An interruption in the context of this roledistracts schedulers from their current activityand causes them to divert attention to anotheractivity Our finding that schedulers act as inter-ruption handlers reflects Sanderson and Morayrsquos(1990) view that human schedulers exploit op-portunities for action ndash interruptions are oftenopportunities for the schedulers to act and avoida problem Rather than being irritations that
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 545
distract the schedulers from their work inter-ruptions are an integral part of their work
A final decisional role is resource allocationAs noted earlier from an operations researchperspective the aim of any scheduling activity
is the goal-directed allocation of resources overtime to perform a collection of tasks The sched-ulers all allocated resources in order to meettheir scheduling objectives However the resultsfrom this study clearly show that resource alloca-tion was not the participant schedulersrsquo centralactivity and that their decisions extend beyondpure resource allocations The schedulersrsquo activ-ities are all carried out within a complex and
dynamic task environment and it is this infra-structure that makes the scheduling complex Without reference to the scheduling environ-ment resource allocation activities mean littlewhich is why the concentration on sequencingproblems in scheduling theory will always belimited in providing a realistic model of thescheduling problem
The finding that schedulers do not merelysolve combinatorial sequencing problems in or-der to schedule has been noted previously (Stoopamp Wiers 1996 Webster 2001) The results herego further They show that resource allocationis not the central function of scheduling in prac-tice The overall responsibility of the schedulerin terms of scheduling is explained later
Monitoring In comparison with previouswork in process control environments (Beishon1974 Crossman 1974) within discrete produc-
tion environments the concept of monitoring hasnot been widely studied It is explained here asan integrating activity that allows schedulers tocarry out their job gather accurate informationand make appropriate decisions ndash that is moni-toring can be considered as the scheduling activ-ity that holds everything together
A distinction must be made between monitor-ingandchecking activities which are interrelated
yet different behaviors Checking is active sched-ulers check situations by seeking out informa-tion Monitoring relates to the schedulers beingaware of what is going on and what is about tooccur in the environment ndash that is situated dataThe ldquosituatednessrdquo of data describes how partic-ular data are connected to and affected by theirenvironment (Behrmann 1993) All the sched-ulers used three sources of situated data
1 Mechanistic situated data are ldquohardrdquo man-ufacturing data such as the availability of stockthe accuracy of system stock figures and thelead time of special materials
2 Context situated data are ldquosoftrdquo manufac-
turing data such as knowing the status of thecurrent schedule and the orders about to bescheduled or knowing if a machine is unreliableand therefore routing work around it wheneverpossible These are the ldquobackgroundrdquo data thatsurround the schedulers
3 Exceptional situated data are the datalinked to problems the nonroutine variances If the schedulers during their routine monitoring
behavior or because of an interruption are facedwith data they have not come across before adifferent approach is needed If possible theschedulers try to relate the exceptional data to asimilar situation to pattern match the ldquoexcep-tional exceptionrdquo If this does not work theytry numerous tactics until they reach a satisfac-tory solution
A schedulerrsquos routine monitoring behaviorwas often interrupted as previously describedA definition of an interruption in this researchis not the same as a disturbance in operationsresearch (Stoop amp Wiers 1996) A disturbancedisrupts the plan or schedule an interruptiondisrupts the scheduler or warns or informs of apotential problem It was evident that for allthe schedulers the majority of interruptionswere positive with regard to work goals theanalysis of interaction data provided evidence
that most positive interruptions either warnedor made the scheduler aware of a potential orcurrent problem When a problem did occurthe scheduler needed to deal with the problemin order to return to routine monitoring Theproblem was dealt with through their task androle activities as described previously Once aproblem had been dealt with the schedulersensured that the problem had been completely
resolved by confirming their actions with otherpersonnel before returning to routine monitor-ing activity This feedback behavior is apparentin the decision diagram depicted in Figure 1
External Factors That InfluenceSchedulers
The results discussed so far describe theactivities of the schedulers studied However
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004

8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1318
A NEW MODEL OF SCHEDULING IN MANUFACTURING 545
distract the schedulers from their work inter-ruptions are an integral part of their work
A final decisional role is resource allocationAs noted earlier from an operations researchperspective the aim of any scheduling activity
is the goal-directed allocation of resources overtime to perform a collection of tasks The sched-ulers all allocated resources in order to meettheir scheduling objectives However the resultsfrom this study clearly show that resource alloca-tion was not the participant schedulersrsquo centralactivity and that their decisions extend beyondpure resource allocations The schedulersrsquo activ-ities are all carried out within a complex and
dynamic task environment and it is this infra-structure that makes the scheduling complex Without reference to the scheduling environ-ment resource allocation activities mean littlewhich is why the concentration on sequencingproblems in scheduling theory will always belimited in providing a realistic model of thescheduling problem
The finding that schedulers do not merelysolve combinatorial sequencing problems in or-der to schedule has been noted previously (Stoopamp Wiers 1996 Webster 2001) The results herego further They show that resource allocationis not the central function of scheduling in prac-tice The overall responsibility of the schedulerin terms of scheduling is explained later
Monitoring In comparison with previouswork in process control environments (Beishon1974 Crossman 1974) within discrete produc-
tion environments the concept of monitoring hasnot been widely studied It is explained here asan integrating activity that allows schedulers tocarry out their job gather accurate informationand make appropriate decisions ndash that is moni-toring can be considered as the scheduling activ-ity that holds everything together
A distinction must be made between monitor-ingandchecking activities which are interrelated
yet different behaviors Checking is active sched-ulers check situations by seeking out informa-tion Monitoring relates to the schedulers beingaware of what is going on and what is about tooccur in the environment ndash that is situated dataThe ldquosituatednessrdquo of data describes how partic-ular data are connected to and affected by theirenvironment (Behrmann 1993) All the sched-ulers used three sources of situated data
1 Mechanistic situated data are ldquohardrdquo man-ufacturing data such as the availability of stockthe accuracy of system stock figures and thelead time of special materials
2 Context situated data are ldquosoftrdquo manufac-
turing data such as knowing the status of thecurrent schedule and the orders about to bescheduled or knowing if a machine is unreliableand therefore routing work around it wheneverpossible These are the ldquobackgroundrdquo data thatsurround the schedulers
3 Exceptional situated data are the datalinked to problems the nonroutine variances If the schedulers during their routine monitoring
behavior or because of an interruption are facedwith data they have not come across before adifferent approach is needed If possible theschedulers try to relate the exceptional data to asimilar situation to pattern match the ldquoexcep-tional exceptionrdquo If this does not work theytry numerous tactics until they reach a satisfac-tory solution
A schedulerrsquos routine monitoring behaviorwas often interrupted as previously describedA definition of an interruption in this researchis not the same as a disturbance in operationsresearch (Stoop amp Wiers 1996) A disturbancedisrupts the plan or schedule an interruptiondisrupts the scheduler or warns or informs of apotential problem It was evident that for allthe schedulers the majority of interruptionswere positive with regard to work goals theanalysis of interaction data provided evidence
that most positive interruptions either warnedor made the scheduler aware of a potential orcurrent problem When a problem did occurthe scheduler needed to deal with the problemin order to return to routine monitoring Theproblem was dealt with through their task androle activities as described previously Once aproblem had been dealt with the schedulersensured that the problem had been completely
resolved by confirming their actions with otherpersonnel before returning to routine monitor-ing activity This feedback behavior is apparentin the decision diagram depicted in Figure 1
External Factors That InfluenceSchedulers
The results discussed so far describe theactivities of the schedulers studied However
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004

8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1418
546 Fall 2004 ndash Human Factors
external factors that place the schedulersrsquo activ-ities in the context of the wider business environ-ment were also apparent from the data analysisThe explicit acknowledgement of the influenceof contextual factors is missing from many pre-
vious operations research models of scheduling(MacCarthy amp Liu 1993) These factors opera-tionalize the results and bridge the gap betweenscheduling theory and practice
The five interdependent factors presentedhere were not derived directly from the patterncoding methods They emerged from commentsmade by the schedulers and are implicit withinthe data collected throughout the study Within a
hypothetico-deductive investigation of humanscheduling the factors would represent the vari-ables to be manipulated In the context of thisdescriptive qualitative investigation they arepresented as five interdependent factors that de-scribe the contextual framework within whichthe schedulers worked
1 manufacturing process the physical elements of schedule implementation (ie the productionprocess raw materials machines and tools)
2 organizational structure the formal and informalelements of a business within which a schedulerworks (eg the organizational layout and cultureand the interrelationships of business functions)
3 planning and scheduling information systemsthe computer and management information sys-tems used to generate and implement the businessplans and schedules
4 people within a manufacturing business thescheduler interacts with a range of personnel togenerate and implement the schedule and
5 performance measures the types and levels of performance that the scheduler is expected toachieve and the targets set to reflect these In allcases performance measures directly influencedthe schedulersrsquo behavior
The five factors of influence and the inter-dependencies among them provide further evi-dence that schedulers work in complex dynamicand context-situated scenarios
A NEW MODEL OF SCHEDULING INMANUFACTURING
One major goal of this research has been tobuild on the industrial case study findings in or-der to draw together the data into a structuredframework presented here as a model of sched-uling When all of the data we have described
are analyzed together it is evident that the sched-ulers presented three distinct types of activitiesin their jobs tasks roles and monitoring Theimportant point in terms of understanding the re-sults is that schedulers do not carry out all tasks
in the same way all of the time and that theirroles also change over time because of the exter-nal factors that influence the scheduling functionincluding the inherent instability and uncertain-ty of the business environment
The three activities and the interrelationshipsamong them provide the structure of the modelof scheduling To place the model into the con-text of different manufacturing scenarios the five
external influencing factors are added Theframework produced when all of the componentsare combined is a new model of scheduling inmanufacturing This is presented in Figure 3
An important observation within all of theenvironments studied is that scheduling in prac-tice centers on facilitation and implementationof the schedule In reality this means that sched-uling first ensures that the conditions that enablea schedule to be carried out are present (iefacilitating) and then accomplishes the schedule(ie implementing) When a schedule cannotbe implemented scheduling is the function of facilitating acceptable alternatives and imple-menting a strategy to complete the planned workThis emphasis on the facilitation and implemen-tation aspects of scheduling also provides anexplanation of the gap between scheduling theoryand practice Scheduling theory is based on the
classical emphasis on allocation and sequencingdecisions and on algorithmic solutions Sched-uling practice places an emphasis as demonstrat-ed by this research on social and organizationalprocesses
POTENTIAL APPLICATIONS OF A NEWMODEL OF SCHEDULING
Many previous scheduling models as well asplanning and scheduling information systemsare based on the assumption that all schedulersneed is an expert or decision support system tohelp them carry out very defined decision mak-ing tasks Our new model of scheduling suggeststhat organizational support (eg training andcommunications filtering) is a very importantconsideration This change in emphasis ndash from
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004

8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1518
A NEW MODEL OF SCHEDULING IN MANUFACTURING 547
scheduling seen as purely an individual cogni-tive function to it being recognizedas a cognitivesocial and organizational function grounded inpractice ndash has important implications and appli-cations in business and industry The model
also has potential relevance within the fields of ergonomics and operations management Sched-uling may be a particular specific function (egwithin a manufacturing business) but it is alsoa robust reference for the study of complex anddynamic behavior in other work environmentsand for the implementation of more effectiveinformation systems including enterprise re-source planning systems (see Davenport 1998)
Job Analysis
There are many potential uses of the modelin relation to job analysis For example in allof the businesses visited the managementappeared to focus only on the schedulerrsquosresponsibility to achieve overall task goals andsubgoals and had limited understanding of theimportance of the schedulerrsquos authority which
enables schedulers to actually implement thoseresponsibilities As such authority is a key com-ponent that could be built into the design of scheduling jobs Currently this is not a commonpractice within manufacturing businesses
Often there was also the inaccurate percep-tion that schedulers could be transferred betweendifferent departments with limited training Themodel suggests that this assumption is likely tobe incorrect as the schedulersrsquo performance cri-teria were context dependent That is the sched-uling job needs to include the requirement thatschedulers have a full and detailed understand-ing of each particular production environment
In these types of scenarios a structured jobanalysis using the model would be a usefulasset to a manufacturing business
Performance Metrics Design
Effective organizational design of the sched-uling function requires an effective performancemeasurement system This model provides aframework within which to explicitly determine
Figure 3 A new model of scheduling in manufacturing comprising task role and monitoring activities
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004
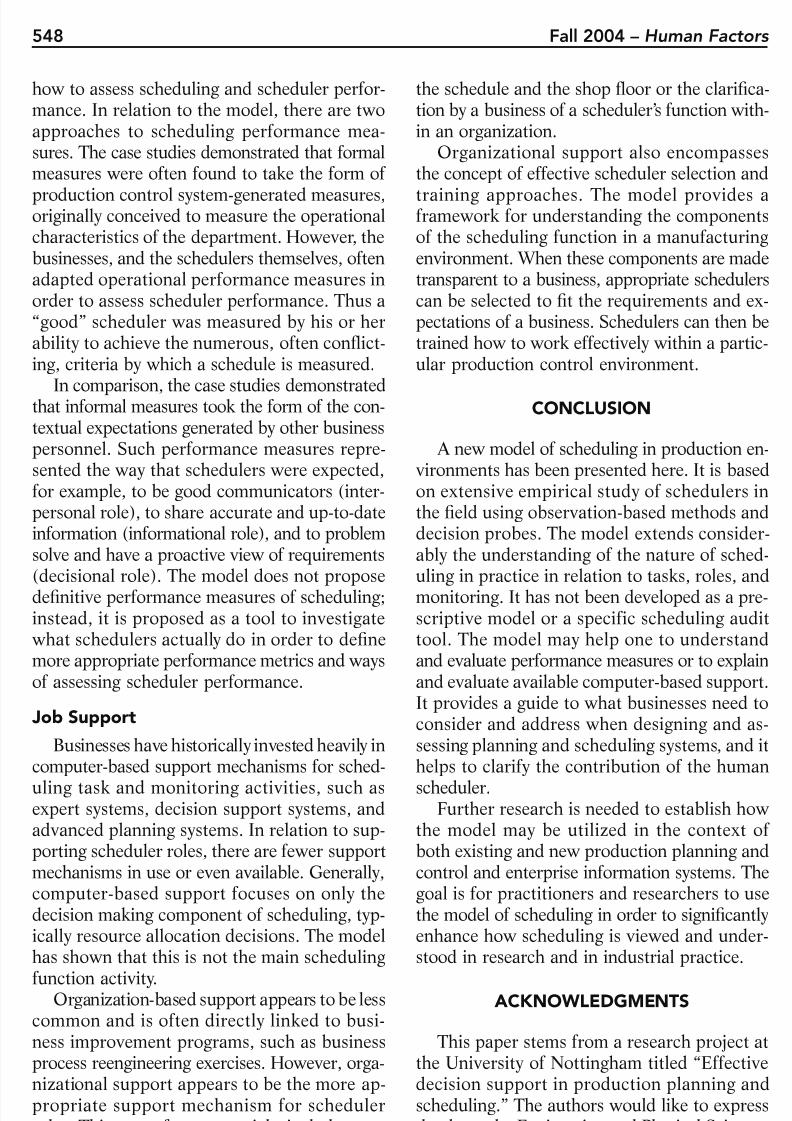
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1618
548 Fall 2004 ndash Human Factors
how to assess scheduling and scheduler perfor-mance In relation to the model there are twoapproaches to scheduling performance mea-sures The case studies demonstrated that formalmeasures were often found to take the form of
production control system-generated measuresoriginally conceived to measure the operationalcharacteristics of the department However thebusinesses and the schedulers themselves oftenadapted operational performance measures inorder to assess scheduler performance Thus aldquogoodrdquo scheduler was measured by his or herability to achieve the numerous often conflict-ing criteria by which a schedule is measured
In comparison the case studies demonstratedthat informal measures took the form of the con-textual expectations generated by other businesspersonnel Such performance measures repre-sented the way that schedulers were expectedfor example to be good communicators (inter-personal role) to share accurate and up-to-dateinformation (informational role) and to problemsolve and have a proactive view of requirements(decisional role) The model does not proposedefinitive performance measures of schedulinginstead it is proposed as a tool to investigatewhat schedulers actually do in order to definemore appropriate performance metrics and waysof assessing scheduler performance
Job Support
Businesses have historically invested heavily incomputer-based support mechanisms for sched-
uling task and monitoring activities such asexpert systems decision support systems andadvanced planning systems In relation to sup-porting scheduler roles there are fewer supportmechanisms in use or even available Generallycomputer-based support focuses on only thedecision making component of scheduling typ-ically resource allocation decisions The modelhas shown that this is not the main scheduling
function activityOrganization-based support appears to be less
common and is often directly linked to busi-ness improvement programs such as businessprocess reengineering exercises However orga-nizational support appears to be the more ap-propriate support mechanism for schedulerroles This type of support might include regu-lar proactive meetings related to the state of
the schedule and the shop floor or the clarifica-tion by a business of a schedulerrsquos function with-in an organization
Organizational support also encompassesthe concept of effective scheduler selection and
training approaches The model provides aframework for understanding the componentsof the scheduling function in a manufacturingenvironment When these components are madetransparent to a business appropriate schedulerscan be selected to fit the requirements and ex-pectations of a business Schedulers can then betrained how to work effectively within a partic-ular production control environment
CONCLUSION
A new model of scheduling in production en-vironments has been presented here It is basedon extensive empirical study of schedulers inthe field using observation-based methods anddecision probes The model extends consider-ably the understanding of the nature of sched-uling in practice in relation to tasks roles andmonitoring It has not been developed as a pre-scriptive model or a specific scheduling audittool The model may help one to understandand evaluate performance measures or to explainand evaluate available computer-based supportIt provides a guide to what businesses need toconsider and address when designing and as-sessing planning and scheduling systems and ithelps to clarify the contribution of the human
schedulerFurther research is needed to establish how
the model may be utilized in the context of both existing and new production planning andcontrol and enterprise information systems Thegoal is for practitioners and researchers to usethe model of scheduling in order to significantlyenhance how scheduling is viewed and under-stood in research and in industrial practice
ACKNOWLEDGMENTS
This paper stems from a research project atthe University of Nottingham titled ldquoEffectivedecision support in production planning andschedulingrdquo The authors would like to expressthanks to the Engineering and Physical SciencesResearch Council (EPSRC GRL31364) for
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1718
A NEW MODEL OF SCHEDULING IN MANUFACTURING 549
their support of the research program to the col-laborating companies and the participants andto the reviewers of the first version of this paper
REFERENCES
Baker K R (1974) Introduction to scheduling and sequencingNew York Wiley
Behrmann L P (1993) Representation in situated agents InProceedings of the 15th Annual Conference of the CognitiveScience Society (p 73ndash78) Hillsdale NJ Erlbaum
Beishon R J (1974) An analysis and simulation of an operatorrsquosbehavior in controlling continuous baking ovens In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 79ndash90) London Taylor amp Francis
Bernard H R (1995) Research methods in anthropology Quali-tative and quantitative approaches (2nd ed) Walnut CreekCA AltaMira
Crawford S MacCarthy B L Wilson J R amp Vernon C (1999)
Investigating the work of industrial schedulers through fieldstudy Cognition Technology and Work 1 63ndash77
Crawford S amp Wiers V C S (2001) From anecdotes to theoryReviewing the knowledge of the human factors in planning andscheduling In B L MacCarthy amp J R Wilson (Eds) Human
performance in planning and scheduling (pp 15ndash44) LondonTaylor amp Francis
Crossman E R F W (1974) Automation and skill In E Edwardsamp F P Lees (Eds) The human operator in process control (pp 1ndash24) London Taylor amp Francis
Davenport T (1998) Putting the enterprise into the enterprisesystem Harvard Business Review 76(4) 121ndash133
Dessouky M I Moray N amp Kijowski B (1995) Taxonomy of scheduling systems as a basis for the study of strategic behaviorHuman Factors 37 443ndash472
Einhorn H J amp Hogarth R M (1981) Behavioral decision theoryProcesses of judgment and choice Annual Review of Psycholo-
gy 32 53ndash88Fogarty D W Blackstone J H amp Hoffmann T R (1991) Pro-
duction and inventory management Cincinnati OH South- Western
Hardstone G (1991) A simple planning board and a jolly good memory Time work organization and production managementtechnology (Student Paper No 4) Edinburgh UK Universityof Edinburgh Edinburgh Programme on Information andCommunication Technologies
Higgins P G (1999) Job shop scheduling Hybrid intelligent
human-computer paradigm Unpublished doctoral dissertationUniversity of Melbourne AustraliaHiggins P G (2001) Architecture and interface aspects of schedul-
ing decision support In B L MacCarthy amp J R Wilson (Eds)Human performance in planning and scheduling (pp 245ndash281)London Taylor amp Francis
Hutchins E (1995) Cognition in the wild Cambridge MA MITPress
Jary D amp Jary J (1991) Dictionary of sociology (3rd ed)Glasgow UK Unwin HymanHarper Collins
Keeney R L amp Raiffa H (1976) Decisions with multiple objec-tives Preferences and value trade-offs New York Wiley
Kirwan B amp Ainsworth L K (1992) A guide to task analysisLondon Taylor amp Francis
Klein G A Orasanu J Calderwood R amp Zsambok C E(1993) Decision making in action Models and methodsNorwood NJ Ablex
Lipshitz R Klein G Orasanu J amp Salas E (2001) Taking stockof naturalistic decision making Journal of Behavioral DecisionMaking 14 331ndash352
Lipshitz R amp Strauss O (1997) Coping with uncertainty A nat-uralistic decision making analysis Organizational Behavior and Human Decision Processes 69 149ndash163
MacCarthy B L amp Liu J (1993) Addressing the gap in schedul-ing research A review of optimization and heuristic methodsin production scheduling International Journal of ProductionResearch 31 59ndash79
MacCarthy B L amp Wilson J R (2001) Human performance in planning and scheduling London Taylor amp Francis
MacCarthy B L Wilson J R amp Crawford S (2001) Humanperformance in industrial scheduling A framework for under-standing Human Factors and Ergonomics in Manufacturing11(4) 1ndash22
McKay K N Buzacott J A Charness N amp Safayeni F R(1992) The schedulerrsquos predictive expertise An interdiciplinary
perspective In G I Doukidis amp R J Paul (Eds) Artificial intelligence in operational research (pp 139ndash150) BasingstokeUK Macmillan
McKay K N Safayeni F R amp Buzacott J A (1995a) ldquoCommonsenserdquo realities of planning and scheduling in printed circuitboard manufacture International Journal of Production Re-search 33 1587ndash1603
McKay K N Safayeni F R amp Buzacott J A (1995b) Sched-ulers and planners What and how can we learn from them InD E Brown amp W T Scherer (Eds) Intelligent scheduling sys-tems (pp 41ndash62) London Kluwer
McKay K N amp Wiers V C S (1999) Unifying the theory andpractice of production scheduling Journal of Manufacturing Systems 18 241ndash255
Miles M B amp Huberman A M (1994) Qualitative data analy-sis An expanded sourcebook Thousand Oaks CA Sage
Milliken F J (1987) Three types of perceived uncertainty about theenvironment State effect and response uncertainty Academy of Management Review 12 133ndash143
Morton T E amp Pentico D W (1993) Heuristic scheduling sys-tems New York Wiley
Nakamura N amp Salvendy G (1994) Human planner and sched-uler In G Salvendy amp W Karwowski (Eds) Design of workand development of personnel in advanced manufacturing (pp331ndash354) New York Wiley
Orasanu J amp Connolly T (1993) The reinvention of decisionmaking In G A Klein J Orasanu R Calderwood amp C E
Zsambok (Eds) Decision making in action Models and meth-ods (pp 3ndash20) Norwood NJ AblexOvacik I A amp Uzsoy R (1997) Decomposition methods for
complex factory scheduling problems Boston MA KluwerAcademic
Pinedo M (1995) Scheduling Theory algorithms and systemsEnglewood Cliffs NJ Prentice-Hall
Prietula M J Carley K M amp Gasser L (1998) Simulating orga-nizations Computational models of institutions and groupsCambridge MA MIT Press
Robson C (1993) Real world research A resource for social sci-entists and practitioner-researchers Oxford UK Blackwell
Sadowski R P amp Medeiros D J (1982) Planning and controlfor manufacturing systems and projects In G Salvendy (Ed)
Handbook of industrial engineering (pp 1121ndash11224)New York WileySanderson P M (1991) Towards the model human scheduler
International Journal of Human Factors in Manufacturing 1195ndash219
Sanderson P M amp Moray N (1990) The human factors of scheduling behavior In W Karwowski amp M Rahimi (Eds)Ergonomics of hybrid automated systems II (pp 399ndash406)Amsterdam Elsevier
Slack N Chambers S Harland C Harrison A amp Johnston R(1998) Operations management (2nd ed) London FinancialTimes-Pitman
Slovic P Fischoff B amp Lichenstein S (1977) Behavioral deci-sion making Annual Review of Psychology 28 1ndash39
Stammers R B amp Shepherd A (1995) Task analysis In J R Wilson amp E N Corlett (Eds) Evaluation of human work(2nd ed pp 144ndash168) London Taylor amp Francis
Stoop P M amp Wiers V C S (1996) The complexity of schedul-ing in practice International Journal of Operations and Production Management 16(10) 37ndash53
Strauss A L (1987) Qualitative analysis for social scientistsCambridge UK Cambridge University Press
Strauss A L amp Corbin J (1994) Grounded theory methodologyIn N K Denzin amp Y S Lincoln (Eds) Handbook of qualitativeresearch (pp 273ndash285) Thousand Oaks CA Sage
Vera A H Lewis R L amp Lerch F J (1993) Situated decisionmaking and recognition based learning Applying symbolic
8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004

8132019 RolesdelProgramadordeProduccioacuten
httpslidepdfcomreaderfullrolesdelprogramadordeproduccion 1818
550 Fall 2004 ndash Human Factors
theories to interactive tasks In Proceedings of the 15th Annual Conference of the Cognitive Science Society (pp 84ndash95)Hillsdale NJ Erlbaum
Webster S (2001) A case study of scheduling practice at amachine tool manufacturer In B L MacCarthy amp J R Wilson(Eds) Human performance in planning and scheduling (pp67ndash82) London Taylor amp Francis
Wiers V C S (1996) A quantitative field study of the decision
behavior of four shop floor schedulers Production Planning and Control 7 383ndash392
Wiers V C S (1997) Human computer interaction in productionscheduling Analysis and design of decision support systems in
production scheduling tasks Unpublished doctoral disserta-tion University of Eindhoven Netherlands
Sarah Jackson (nee Crawford) is a research fellow inthe Institute of Occupational Ergonomics at theUniversity of Nottingham She received her PhD inoperations management from the University of Not-tingham in 2000
John R Wilson is a professor and director of theInstitute for Occupational Ergonomics at the Univer-sity of Nottingham He received his PhD in workdesign and ergonomics from the University of Bir-mingham in 1983
Bart L MacCarthy is a professor of operations man-agement head of the Operations Management Divi-sion at Nottingham University Business School anddirector of the Mass Customization Research CentreHe received his PhD in manufacturing systemsfrom the University of Bradford in 1986
Date received April 25 2002Date accepted January 12 2004
Acciأ³n Formaciأ³n/Sensibilizaciأ³n Action Formation ... ... 6 ACCIأ“N FORMACIأ“N Y SENSIBILIZACIأ“N
MAPA DE VALORES DE TERRENOS POR ZONAS ... del... n n أ¦ n أ¦ n n n n أ¦ n أ¦ أ¦ n n أ¦ n n أ¦ n n أ¦
A W ATER QU L IY C SF ON آ§آ¨آ¦ B BE THANY, !n!n!n!n!n!n!n!n!n!n!n!n!n!4!n!n أƒ!!n!n!n!n!n!n!n!n!n!n
Divisiأ²n de Aplicaciأ³n y Educaciأ²n Divisiأ²n de Aplicaciأ³n y Educaciأ²n Misiأ³n. Nuestra misiأ³n