rediseÑo planta de tratamiento de riles de hÄritng...
TRANSCRIPT

PONTIFICIA UNIVERSIDAD CATÓLICA DE VALPARAISO
FACULTAD DE INGENIERIA
ESCUELA DE INGENIERIA QUIMICA
PROYECTO PARA OPTAR AL TITULO DE
INGENIERO CIVIL QUIMICO
REDISEÑO PLANTA DE TRATAMIENTO DE
RILES DE HÄRITNG S.A.
Karla Miranda Miranda
Profesores Guías
José Torres Titus
Luis Vega Alarcón
2013

AGRADECIMIENTOS
Quiero tomarme este espacio, para agradecer primero que todo a Dios por guiarme
en la vida.
Agradecer a mi madre Delia por todo lo que me ha entregado en mi vida, por el amor
incondicional que me tiene; a mi tío Juan, por acompañarme y apoyarme en mi vida.
A mi hermano, Francisco, por enseñarme y protegerme en la vida.
A mi compañero de vida, mi marido, mi amigo, Carlos, por estar en cada momento a
mi lado, apoyándonos y amándonos.
A mi Abuelita, Abuelito, Tíos, Tías por acompañarme y aconsejarme en todo
momento, a Francisca por alegrarme cada día.
Agradezco a los profesores de la Escuela de Ingeniería Química, en especial a mis
tutores, José Torres y Luis Vega, por el tiempo y disponibilidad para desarrollar y
esta memoria, a las secretarias, en especial a Evelyn, por lo lazos generados.
A mis amigos y amigas, que han estado conmigo en los buenos y malos momentos.
RESUMEN
La empresa química Härting S.A. ubicada en la comuna de Quilicura de Santiago, en
su funcionamiento diario produce residuos líquidos industriales, RILes, para lo cual
posee dentro de sus instalaciones una planta de tratamiento de estos, en la cual se
realiza un tratamiento físico – químico, para luego ser desembocados al
alcantarillado.
Al ser los RILes dirigidos al alcantarillado existen parámetros que se controlan, estos
se encuentran normados en el Decreto Supremo número 601 del año 2004 (D.S. Nº
601/04), en el cual se encuentra una tabla con todos los límites máximos de todos los
parámetros que se regulan.
Actualmente los RILes que son tratados no cumplen con la norma, ya que existen
parámetros que sobrepasan la cantidad máxima permitida, estos son: Aluminio,
DBO5, Sulfuros, Sólidos Suspendidos Totales, y Poder Espumógeno.
En la empresa no existe un régimen establecido de la cantidad de RILes que trata la
planta ni de las cantidades de químicos que se le agregan al tratamiento, por lo que
se genera un registro para tener un control de esto; Con este registro se pudo
comprender que la cantidad de coagulante utilizado (sulfato de aluminio) y
coagulante se encuentran muy por encima de las dosis recomendadas para este tipo
de tratamiento.

Se realizan pruebas para determinar las cantidades adecuadas de coagulante y
floculante, y se analiza su efectividad en el tratamiento, para verificar si con estas
dosis se logra llegar al cumplimiento de la norma, sin embargo estas pruebas no
entregan un buen resultado, determinando que el tratamiento actual no es el
adecuado para el tipo de RIL que se genera por parte de Härting S.A., por lo cual se
buscan nuevas alternativas para el tratamiento, pasando por un cambio de
coagulante, alternativas de sistemas de tratamiento posterior al tratamiento físico –
químico, hasta un tratamiento nuevo como es el caso de la electrocoagulación.
Se realizaron las investigaciones y pruebas correspondientes, llegando a la
conclusión que un tratamiento adecuado para los RILes que se generan en Härting
S.A. es la electrocoagulación, ya que con este nuevo tratamiento se logra que los
RILes que se traten cumplan con la normativa, dejando los parámetros involucrados
dentro del rango permitido para ellos.
La inversión que debe hacer la empresa para optar al nuevo tratamiento de RILes es
de $ 3.288.000, y el costo de operación anual de este tratamiento es de $ 2.278.950.
Al comparar estos costos con el tratamiento actual que se les da a los RILes se
puede invertir y operar durante un año con la electrocoagulación sin afectar la
economía de la empresa, ya que el costo de operación actual es de $ 5.435.970.

ÍNDICE
INTRODUCCIÓN ......................................................................................................... 1
CAPITULO I: OBJETIVOS ........................................................................................... 2
1.1 OBJETIVO GENERAL .................................................................................... 2
1.2 OBJETIVOS ESPECÍFICOS ........................................................................... 2
CAPITULO II: DESCRIPCIÓN DE HÄRTING S.A, BASE SANTIAGO ......................... 3
CAPITULO III: DEFINICIONES Y ASPECTOS TÉCNICOS ........................................ 4
3.1 DEFINICIONES DE CONCEPTOS BÁSICOS ................................................ 4
CAPITULO IV: NORMATIVA...................................................................................... 12
4.1. LEY Nº3.133 ................................................................................................. 12
4.2. DECRETO SUPREMO Nº 351 ...................................................................... 12
4.2.1. Decreto Supremo Nº 1.172..................................................................... 13
4.3. DECRETO SUPREMO Nº 609 ...................................................................... 13
4.3.1. Decreto Supremo Nº 3592...................................................................... 13
4.3.2. Decreto Supremo Nº 601........................................................................ 13
4.4. NORMA CHILENA 2313 ............................................................................... 16
CAPITULO V: PLANTA DE TRATAMIENTO DE RESIDUOS LIQUIDOS
INDUSTRIALES DE HÄRTING S.A. .......................................................................... 18
5.1. ESTADO INICIAL DE PLANTA DE RILES .................................................... 18
5.2. DESCRIPCIÓN DE PLANTA DE RILES ...................................................... 19
5.2.1. Separación de solventes ........................................................................ 20
5.2.2. Estanque acumulador ............................................................................. 20
5.2.3. Homogenizador ...................................................................................... 21
5.2.4. Neutralizador .......................................................................................... 21

5.2.5. Floculador ............................................................................................... 22
5.2.6. Decantador ............................................................................................. 22
5.2.7. Espesador .............................................................................................. 23
5.2.8. Cancha de secado .................................................................................. 23
5.3. MEDIDAS DE ESTANQUES ......................................................................... 25
5.4. ORIGEN DE LAS AGUAS RILES ................................................................. 27
5.5. DESCRIPCIÓN DEL TRATAMIENTO DE RILES APLICADOS EN LA
PLANTA .................................................................................................................. 28
5.6. DETERMINACIÓN DE CANTIDAD NECESARIA DE COAGULANTE Y
FLOCULANTE ........................................................................................................ 36
CAPITULO VI: TRATAMIENTOS ALTERNATIVOS PARA RILES ............................. 42
6.1. CAMBIO DE COAGULANTE ........................................................................ 42
6.2. TRATAMIENTO CON PERÓXIDO DE HIDRÓGENO, H2O2......................... 45
6.3. TRATAMIENTO POR OXIDACIÓN............................................................... 46
6.4. TRATAMIENTO ELECTROQUÍMICO ........................................................... 49
CAPITULO VII: ADAPTACION EN LA PLANTA ........................................................ 58
7.1 FLUJO CONTINUO:...................................................................................... 58
7.2 FLUJO ESTACIONARIO: .............................................................................. 59
CAPITULO VIII: ANÁLISIS ECONÓMICO ................................................................. 61
8.1. TRATAMIENTO DE RIL POR ELECTROCOAGULACIÓN: .......................... 61
8.1.1. INVERSION: ........................................................................................... 61
8.1.2. COSTO DE OPERACIÓN: ..................................................................... 62
8.2. TRATAMIENTO ACTUAL: ............................................................................ 63
CAPITULO IX: CONCLUSIONES .............................................................................. 65
BIBLIOGRAFÍA .......................................................................................................... 66

ANEXO A: PROCEDIMIENTOS ................................................................................. 68
A.1 PROCEDIMIENTO DE FUNCIONAMIENTO DE LA PLANTA DE RILES ..... 69
A.2 PROCEDIMIENTO DE TRATAMIENTO DE AGUA ÁCIDA .......................... 73
A.3 PROCEDIMIENTO DE PREPARACIÓN DE FLOCULANTE ........................ 75
ANEXO B: CÁLCULOS DE VOLUMEN DE CADA ETAPA DEL TRATAMIENTO DE
RILES. ........................................................................................................................ 77
ANEXO C: ANÁLISIS COMPLETO DE RILES........................................................... 82
ANEXO D: FACTURA DE AGUAS ANDINAS ............................................................ 88

ÍNDICE DE TABLAS
Tabla 1: Límites máximos permitidos para descargas de efluentes que se efectúan a
redes de alcantarillado que cuenten con plantas de tratamiento de aguas
servidas…………………………………………………………………………………….. 15
Tabla 2: Medidas de capacidad máxima de los estanques de la planta de RILes…. 25
Tabla 3: Análisis de RILes tratados en Härting S.A., parámetros excedidos del límite
máximo normado…………………………………………………………………………... 29
Tabla 4: Modelo de registro realizado para llevar control en la planta………………. 30
Tabla 5: Registro con datos promedios…………………………………………………. 31
Tabla 6: Registro elaborado para conocer las cantidades de aguas que llegan a la
planta para su tratamiento, desde cada punto…………………………………………. 32
Tabla 7: Registro de aguas que llegan a la planta de tratamientos de RILes………. 33
Tabla 8: Balances por etapa……………………………………………………………… 35
Tabla 9: Sulfato de aluminio recomendado…………………………………………….. 38
Tabla 10: Pruebas determinación de dosis adecuada de sulfato de aluminio y
floculante……………………………………………………………………………………. 38
Tabla 11: Datos para obtener DBO5, con sulfato de aluminio………………………… 40
Tabla 12: Cloruro férrico recomendado…………………………………………………. 44
Tabla 13: Pruebas determinación dosis adecuada de cloruro férrico y floculante..... 44
Tabla 14: Datos para calculas DBO5, con cloruro férrico……………………………… 45
Tabla 15: Pruebas electrocoagulación con ánodo de aluminio………………………. 53
Tabla 16: Análisis de RIL tratado por electrocoagulación con ánodo de aluminio…. 54
Tabla 17: Pruebas electrocoagulación con ánodo de hierro………………………….. 55
Tabla 18: Análisis de RIL tratado por electrocoagulación con ánodo de hierro…….. 56
Tabla 19: Inversión para instalación de método de electrocoagulación…………….. 61

Tabla 20: Consumo anual de reactivos………………………………………………..... 63
Tabla 21: Costo de cada reactivo………………………...……………………………… 64
Tabla 22: Costo de operación anual…………………………….………………………. 64
ÍNDICE DE FIGURAS
Figura 1: Separador de solventes……………………………………………………..…20
Figura 2: Acumulador……………………………………………………………………… 20
Figura 3: Homogenizador…………………………………………………………………. 21
Figura 4: Neutralizador……………………………………………………………………. 21
Figura 5: Floculador……………………………………………………………………….. 22
Figura 6: Decantador……………………………………………………………………… 22
Figura 7: Espesador……………………………………………………………………….. 23
Figura 8: Cancha de secado……………………………………………………………… 23
Figura 9: Diagrama de etapas de planta de RILes…………………………………….. 24
Figura 10: Lay out de planta de RILes…………………………………………………... 26
Figura 11: Flow sheet…………………………………………………………………....... 35
Figura 12: Mejor muestra de determinación de coagulante y floculante necesario... 39
Figura 13: Muestras de determinación de coagulante y floculante necesario……… 39
Figura 14: Prueba electrocoagulación, ánodo de aluminio…………………………… 53
Figura 15: Prueba electrocoagulación, ánodo de hierro………………………………. 56
Figura 16: Lay out planta de tratamiento de RILes por electrocoagulación………… 60

1
INTRODUCCIÓN
Härting S.A es una empresa química que se dedica a la fabricación de Resinas
Maléicas, Resinas Alquídicas, Poliésteres, Encolorantes, Engrasantes,
Recubrimientos, Productos para la Industria del papel, Productos para la Industria
textil, Adhesivos, Dispersiones Estireno – Acrílico y Dispersiones Vinílicas, y en su
proceso de producción se generan residuos líquidos industriales (RILes).
Los RILes generados en el proceso de producción de los diversos productos de
Härting S.A. son descargados al servicio de alcantarillado, por lo que deben cumplir
con la normativa que existe para estos casos.
Para cumplir con lo establecido por la Ley, es que se tratan los residuos líquidos
industriales, en la planta de RILes que posee Härting S.A..
El tratamiento para los RILes que se aplica en la planta es un tratamiento físico
químico, en el cual al RIL se le agrega un coagulante, Sulfato de aluminio, Hidróxido
de sodio para regular el pH, y se agrega un floculante, poliamida.
Si bien los RILes son tratados se encuentran algunos parámetros fuera del límite
máximo permisible, estos límites se encuentran descritos en la tabla 4 del Decreto
Supremo Nº 601/2004.
Para que los residuos líquidos industriales cumplan con todo lo exigido por la ley es
necesaria la regularización del tratamiento actual.
2
CAPITULO I
OBJETIVOS
El siguiente capítulo tiene por finalidad dar a conocer los objetivos del trabajo que se
presentará a continuación.
1.1 OBJETIVO GENERAL
El objetivo general que tiene este proyecto es:
Rediseñar planta de RILes de Härting S.A de Santiago de Chile.
1.2 OBJETIVOS ESPECÍFICOS
Para poder cumplir el objetivo general que se plantea, se definen los siguientes
objetivos específicos:
Describir y conocer procesos en que se generen RILes en Härting S.A
Realizar un diagnóstico del estado inicial de planta de RILes
Recopilar la legislación vigente a la que están sujetos los RILes
Investigar tipos de tratamientos para RILes
Plantear y evaluar un tratamiento adecuado para los RILes generados en
Härting S.A

3
CAPITULO II
DESCRIPCIÓN DE HÄRTING S.A, BASE SANTIAGO
Características destacables de la planta de Härting S.A., ubicada en la ciudad de
Santiago.
La planta de Härting ubicada en la zona nor-poniente de Santiago, específicamente
en Panamericana Norte Nº 6000, en la comuna de Quilicura, Santiago, Chile, tiene
una superficie de 700.000 [m2].
El complejo industrial posee un edificio de producción en el cual los procesos se
encuentran en forma vertical, lo que permite el uso de la fuerza de gravedad y así
una adaptación mejor a los cambios de productos que se procesan, además esta
configuración permite mantener a las cañerías libres de residuos y depósitos, al
mismo tiempo que se ahorra el uso de bombas para el desplazamiento de los
materiales.
Las cargas de las materias primas para los diferentes productos se suben al nivel
superior del edificio y su procesamiento se realiza en las etapas sucesivas de
manera descendentes.
Junto con poseer el edificio de producción, es destacable la presencia de una planta
de RILes en donde se tratan los residuos líquidos industriales, bodegas, oficinas,
laboratorios y un sector de lavado de cubos y tambores.

4
CAPITULO III
DEFINICIONES Y ASPECTOS TÉCNICOS
El siguiente capítulo tiene por objetivo dar a conocer las definiciones técnicas de los
conceptos presentes en este informe y de las etapas de tratamiento aplicado a los
RILES.
3.1 DEFINICIONES DE CONCEPTOS BÁSICOS
RESIDUOS LÍQUIDOS INDUSTRIALES, RILes
Son aguas de desecho generadas en establecimientos industriales como resultado
de algún proceso, actividad o servicio.
La calidad de los residuos es la que determina si es contaminante o no el RIL.
RESIDUOS LÍQUIDO INDUSTRIAL CONTAMINANTE
Un RIL es considerado contaminante cuando el efluente contiene compuestos
químicos o especies biológicas, que produzcan condiciones inadecuadas en los
cursos receptores. De igual manera es considerado un RIL como contaminante
cuando contiene materia orgánica que al descomponerse en su trayectoria, se
reduzca el contenido de oxígeno disuelto en el agua hasta un punto que se impida la
vida acuática y sea una fuente desagradable para los vecinos cercanos a ella.
COLOIDES
Los coloides son partículas en suspensión presentes en un medio, la cuales se
encuentran dimensionadas en el intervalo de 10 [nm] y 10 [µm].

5
FLÓCULOS
Los flóculos son una cantidad de materia orgánica formados por la acumulación de
partículas suspendidas, es decir es la unión estable de coloides.
LODOS
Los lodos son residuos sólidos, semi-sólidos o líquidos provenientes del tratamiento
de agua. Están compuestos de la materia removida producto del tratamiento de
aguas.
CLASIFICACIÓN DE LOS RILES
Los RILes se clasifican en base a la industria que los produce, la Corporación
Nacional del Medio Ambiente (CONAMA), elabora una clasificación clara de los
residuos líquidos industriales:
RILes con constituyentes minerales: Contienen metales, complejos, compuestos
halogenados y una serie de sustancias inorgánicas que presentan un elevado índice
de toxicidad y peligrosidad.
Se les atribuye a la industria metalúrgica y siderúrgica, minería, determinados
procesos de la industria petroquímica y también los procesos galvanos plásticos.
RILes con constituyentes orgánicos: La carga orgánica de un efluente puede ser muy
variada dependiendo de la actividad industrial que lo haya generado. Existen
determinadas sustancias orgánicas como la celulosa, los taninos, los compuestos
azufrados y clorados que resultan difíciles de biodegradar, y por tanto se hace
necesario un control estricto que asegure su correcto tratamiento antes de ser
vertidos al receptor.
Se les atribuye a la industria farmacéutica y alimentaria, entre otras.
RILes con constituyentes minerales y orgánicos: Combinación de las dos categorías
anteriores. Requieren sistemas de tratamiento mixto.

6
RILes con constituyentes de naturaleza radioactiva: Presentan problemas graves, por
una parte, a causa de su elevada peligrosidad, tanto para el hombre como para las
demás formas de vida, y por otra parte, por su persistencia, pues la vida media de la
mayoría de los compuestos radioactivos es muy elevada.
Provienen de los procesos en que se emplean materiales radioactivos tales como
reactores nucleares, laboratorios de investigación, entre otros.
RILes que producen contaminación térmica: Vertidos que una vez incorporados al
receptor provocan un cambio de temperatura en éste, con el consiguiente peligro
para la flora y fauna acuática, a causa de la alteración de las condiciones térmicas
del ecosistema.
Provienen de un amplio sector, ya que cualquier emisión de vapor o de líquidos
enfriados es suficiente para desencadenar efectos perniciosos.
PARÁMETROS DE RILES
Al caracterizar los RILes se puede medir su efecto al medio ambiente que lo rodea,
esto se realiza a través de una parametrización de los elementos más influyentes y
determinantes para cada clase de agua receptora. Los parámetros a considerar son
los siguientes:
Presencia de aceites: Son tóxicos para la vida acuática y la recreación.
Grado de alcalinidad: Produce corrosión, coagulación del agua, además puede
actuar como tampón.
Nitrógeno orgánico total: Produce contaminación de aguas servidas, toxicidad en el
agua, crecimiento de microorganismos patógenos y oxida la materia orgánica
nitrogenada en ella.
Boro: Provoca efectos nefastos en la agricultura.
Calcio y Magnesio: Producen durezas e incrustaciones en el agua (sarro).

7
Cianuro: Sustancia tóxica.
Coliformes fecales: Tienen un efecto sanitario y en la recreación.
Color: Es importante para el aspecto sanitario, ya que limpio y puro = claro y
transparente. El color puede ser originado por algas o sales disueltas, puede ser
señal de una contaminación de un flujo de RILes.
Conductividad específica: Puede determinar la cantidad de iones disueltos en el
agua.
Demanda biológica de oxígeno (DBO): Es el parámetro más conocido junto con el pH
y el color, para el análisis de residuos industriales líquidos la DBO mide la cantidad
de materia orgánica biodegradable capaz de consumir oxígeno en una muestra de
agua.
Demanda química de oxígeno (DQO): Es una parámetro que mide la materia
orgánica e inorgánica oxidable. Su ventaja principal frente a la DBO5 es que la
determinación demora sólo dos horas mientras que el de la DBO demora 5 días. Sin
embargo, éste parámetro mide la materia orgánica total y no la que realmente es la
que consume oxígeno para los organismos existentes en los cursos de aguas.
La DQO y DBO5 poseen una relación proporcional, estableciendo una constante k
kDBO
DQO
5
Dureza: Indica la presencia de incrustaciones, y un efecto de toxicidad de metales.
Detergentes: Indica el grado de espuma y toxicidad del agua.
Fenoles: Permite ver la existencia de alguna contaminación tóxica, olor, sabor y
alguna formación de clorofenoles.
Fosfato: Mide el crecimiento de algas, la presencia de algún detergente, o de aguas
servidas domésticas.

8
Metales: Mide el grado de contaminación tóxica. Los metales que pueden estar
presentes en los RILes, son: plomo, magnesio, bario, cobalto, fierro, manganeso,
cobre, plata, entre otros.
Olor: Es un parámetro estético y poco subjetivo; se refiere a la presencia de algas y
sulfuros en el agua.
Sólidos disueltos (SD): Pueden afectar la vida acuática o el uso futuro del agua ya
sea para usos industriales o domésticos.
Sólidos suspendidos (SS): Pueden pronosticar la presencia de obstrucciones, de
reducción en la penetración de la luz, además de efectos en la fotosíntesis.
Sólidos suspendidos fijos (SSF): Indican la fracción inorgánica del sólido suspendido.
Sólidos suspendidos volátil (SSV): Indican la fracción orgánica del sólido suspendido.
Sulfuros: Indican una posible contaminación tóxica, olor y las condiciones
anaeróbicas.
Sulfatos: Indican el grado de corrosión y la posible reducción bioquímica a sulfuros.
Temperatura: Indica implícitamente el grado de oxígeno disuelto.
Turbiedad: Indica la presencia de materia suspendida, la eficiencia de la desinfección
del agua y las formas de vida acuática.
Junto a éstos parámetros se han agregado el pH y el carbono orgánico total (COT).
Los parámetros más importantes para el control de los RILes son los siguientes:
Demanda biológica de oxígeno (DBO5)
Demanda química de oxígeno (DQO)
pH
Carbono orgánico total (COT)

9
Conductividad
Temperatura
Sólidos suspendidos (fijos y volátiles)
Metales
TRATAMIENTO DE RILES
Para evitar los efectos negativos que pueden provocar los RILes en el cauce que
desembocaran se deben someter a un tratamiento el cual permite deshacerse de los
elementos que perjudican el cauce normal.
Existe una gran variedad de procedimientos a utilizar para el tratamiento de los
RILes, sin embargo se detalla el que se utiliza actualmente en la planta de RILes de
Härting.
El proceso utilizado, es el físico – químico, en el cual el RIL se somete a básicamente
a cuatro procesos:
Coagulación
La coagulación es un proceso en el cual se desestabilizan coloides, presentes
en el agua, por neutralización de sus cargas, dichos coloides se caracterizan
por poseer carga negativa.
Para que la desestabilización ocurra es necesario agregar un producto
llamado coagulante, dentro de los cuales se destacan el uso de sales de
aluminio o de hierro; también se puede utilizar como coagulante un
polietlectrólito catiónico
El proceso de coagulación se realiza en un estanque llamado coagulador, el
cual debe poseer un agitador para que el coagulante se distribuya de forma

10
uniforme en el agua a tratar, la agitación que se produzca en este momento
debe ser rápida ya que la desestabilización de los coloides se realiza en forma
muy rápida.
La coagulación permite formar pequeños flóculos en el RIL.
Coadyuvación
El proceso de coadyuvación tiene como finalidad ajustar el pH del agua a
tratar a un pH en el cual el coagulante trabaja de forma óptima, este pH
coincide con el mínimo de solubilidad de los iones metálicos del coagulante
utilizado.
Este proceso se realiza en la misma cámara de coagulación, y se va
inyectando al RIL al mismo tiempo que el coagulante.
Para este proceso se destaca el uso de hidróxido de sodio, cal y carbonato
sódico.
Floculación
El proceso de floculación consiste en la unión de los flóculos formados en la
coagulación, con el fin de aumentar el volumen y el peso de éstos, para que
se produzca la decantación de los flóculos.
Para que el proceso de floculación ocurra se agrega un compuesto llamado
floculante, el cual puede ser de naturaleza mineral u orgánica. Dentro de los
floculantes orgánicos se pueden distinguir dos tipos dependiendo de su
origen: natural o sintético. Los floculantes de origen sintético son
macromoléculas de cadena larga solubles en agua y que poseen cargas
eléctricas o grupos ionizables a los que se les denominan polielectrolitos
(polielectrolitos iónicos, aniónicos o catiónicos).

11
La floculación se realiza en un floculador, el cual posee un agitador que debe
ajustarse a una velocidad moderada, más lenta que en el caso del coagulador,
para que se puedan formar los flóculos deseados. Una rápida agitación
provocaría el rompimiento de los flóculos que se pudieran unir.
Decantación
Esta etapa tiene por finalidad separar el agua tratada de los flóculos formados,
o también llamados lodos.

12
CAPITULO IV
NORMATIVA
En la siguiente sección se dan a conocer las normas que rigen a los RILes, en
especial a las que rigen a los que se generan y tratan en Härting S.A.
Los Residuos Industriales Líquidos generados por Härting S.A. posterior a su
tratamiento son descargados al alcantarillado, por lo que debe cumplir la siguiente
normativa:
4.1. LEY Nº3.133, Reglamento sobre neutralización por depuración de RILes,
Ministerio de Obras Públicas (1916)
Prohíbe a los establecimientos industriales vaciar las aguas utilizadas en medios
acuíferos, sin ser depuradas o neutralizadas por medio de un tratamiento adecuado y
permanente.
4.2. DECRETO SUPREMO Nº 351, Ministerio de Obras Públicas (1993)
Establece el reglamento para la neutralización de Residuos líquidos industriales,
referido en la Ley Nº 3.133.
Establece que no se podrán vaciar RILes u otras sustancias nocivas a al riego o a la
bebida en ningún acueducto, cauce natural superficial o subterráneo, o terrenos que
puedan filtrar la napa subterránea sin la autorización del Presidente de la República,
otorgada por el decreto del Ministerio de Obras Públicas, previo informe favorable de
la Superintendencia de Servicios Sanitarios; Está autorización será necesaria para
los establecimientos cuyos Residuos industriales líquidos u otras sustancias
desagüen en redes de alcantarillado.

13
4.2.1. Decreto Supremo Nº 1.172, Ministerio de Obras Públicas (1997)
Modifica al D.S. Nº351/93, respecto a la competencia de las empresas de
servicios sanitarios, en fiscalización y aprobación de los sistemas de
tratamiento de RILes.
4.3. DECRETO SUPREMO Nº 609, Norma de emisión para la regulación
de contaminantes asociados a las descargas de residuos industriales
líquidos a sistemas de alcantarillado, Ministerio de Obras Públicas (1998)
Establece las cantidades máximas de contaminantes permita para los residuos
industriales líquidos, descargados por industrias en los servicios públicos de
recolección de aguas servidas y el tiempo que tienen para adecuarse a la norma
4.3.1. Decreto Supremo Nº 3592, Ministerio de Obras Públicas (2000)
Modifica al D.S. 609/98
4.3.2. Decreto Supremo Nº 601, Ministerio de Obras Públicas (2004)
Modifica al D.S. Nº 3592/00 y por ende al D.S. Nº 609/98
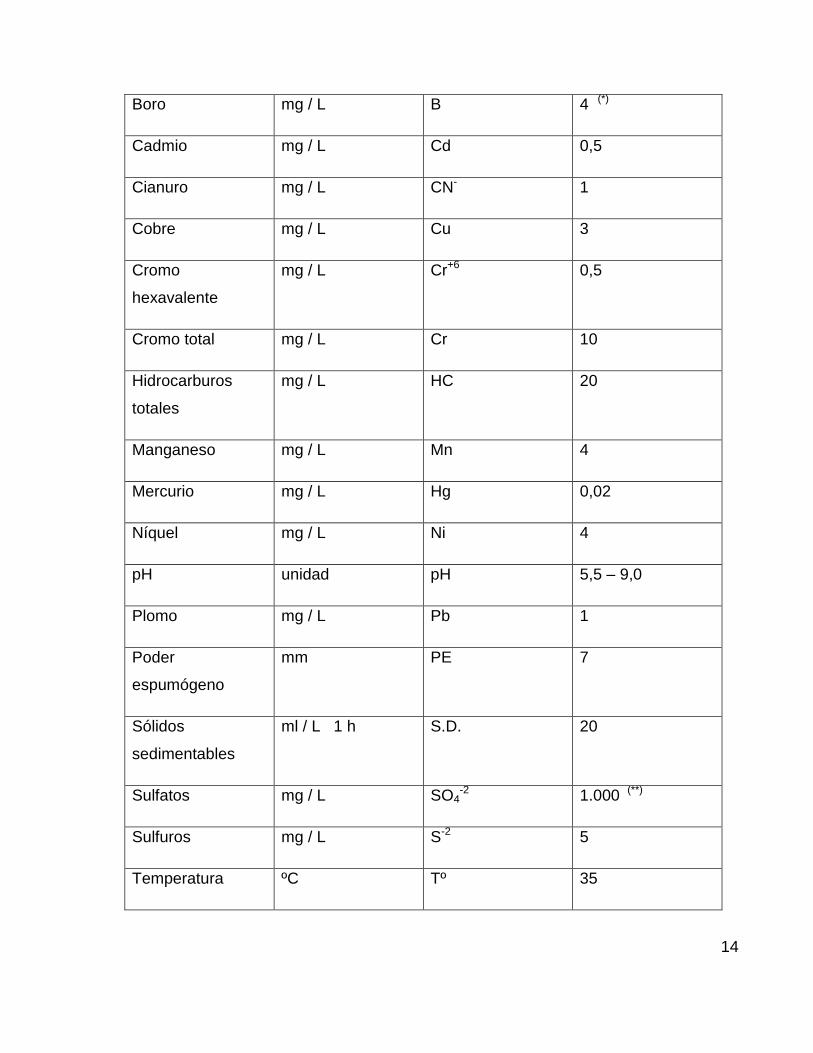
En la Tabla Nº 4 del D.S. Nº 601/04 se describen los límites máximos que pueden
contener los RILes, al momento de descarga al alcantarillado; la tabla se presenta a
continuación con las modificaciones correspondientes y actualmente vigentes
(modificación de D.S. 609/98):
PARÁMETROS UNIDAD EXPRESIÓN LÍMITE MÁXIMO
PERMITIDO
Aceites y grasas mg / L A y G 150
Aluminio mg / L Al 10 (*)
Arsénico mg / L As 0,5
14
Boro mg / L B 4 (*)
Cadmio mg / L Cd 0,5
Cianuro mg / L CN- 1
Cobre mg / L Cu 3
Cromo
hexavalente
mg / L Cr+6 0,5
Cromo total mg / L Cr 10
Hidrocarburos
totales
mg / L HC 20
Manganeso mg / L Mn 4
Mercurio mg / L Hg 0,02
Níquel mg / L Ni 4
pH unidad pH 5,5 – 9,0
Plomo mg / L Pb 1
Poder
espumógeno
mm PE 7
Sólidos
sedimentables
ml / L 1 h S.D. 20
Sulfatos mg / L SO4-2 1.000 (**)
Sulfuros mg / L S-2 5
Temperatura ºC Tº 35

15
Zinc mg / L Zn 5
DBO5 mg / L DBO5 300
Fósforo mg / L P 10 – 15 (***)
Nitrógeno
amoniacal
mg / L NH4+ 80
Sólidos
suspendidos
totales
mg / L S.S. 300
Tabla 1: Límites máximos permitidos para descargas de efluentes que se efectúan a
redes de alcantarillado que cuenten con plantas de tratamiento de aguas servidas.
De estos límites máximos se debe tener presente las siguientes anotaciones:
(*) : Si la concentración media del contaminante presente en la captación de agua
del establecimiento industrial (distribuida por el prestador de servicio sanitario
o de fuente propia) fuere mayor a la indicada en la tabla, el límite máximo del
contaminante presente en la descarga será igual a la concentración presente
en la captación.
(**): Se aceptarán concentraciones entre 1.000 y 1.500 [mg/L] cuando se cumplan
las siguientes condiciones:
a) pH = 8 – 9
b) Temperatura del residuo industrial líquido (ºC) ≤ temperatura de las aguas
receptoras
(***): El elemento Fósforo tendrá límite máximo permitido de 15 [mg/L], en aquellos
RILes descargados en sistemas de alcantarillado cuya disposición final se
efectúa a un afluente de un lago, a un lago, laguna o embalse, sean estas

16
últimas naturales o artificiales, este parámetro tendrá límite máximo permitido
de 10 [mg/L].
4.4. NORMA CHILENA 2313, Aguas Residuales – Métodos de Análisis
Indica el método a utilizar para determinar contaminantes presentes en aguas
residuales, Se destacan los siguientes:
NCh 2313/1: Aguas Residuales – Métodos de análisis Parte 1: Determinación de pH.
NCh 2313/2: Aguas Residuales – Métodos de análisis Parte 2: Determinación de la
Temperatura.
NCh 2313/3: Aguas Residuales – Métodos de análisis Parte 3: Determinación de
Sólidos suspendidos totales secados a 103 [ºC] – 105 [ºC]
NCh 2313/4: Aguas Residuales – Métodos de análisis Parte 4: Determinación de
Sólidos sedimentables.
NCh 2313/5: Aguas Residuales – Métodos de análisis Parte 5: Determinación de la
Demanda Bioquímica de Oxígeno (DBO5).
NCh 2313/6: Aguas Residuales – Métodos de análisis Parte 6: Determinación de
aceites y grasas.
NCh 2313/7: Aguas Residuales – Métodos de análisis Parte 7: Determinación de
Hidrocarburos totales.
NCh 2313/9: Aguas Residuales – Métodos de análisis Parte 9: Determinación de
Arsénico.
NCh 2313/10: Aguas Residuales – Métodos de análisis Parte 10: Determinación de
metales pesados: cadmio, cobre, cromo total, manganeso, níquel, plomo, zinc.
NCh 2313/11: Aguas Residuales – Métodos de análisis Parte 11: Determinación de
cromo hexavalente.

17
NCh 2313/12: Aguas Residuales – Métodos de análisis Parte 12: Determinación de
mercurio.
NCh 2313/14: Aguas Residuales – Métodos de análisis Parte 14: Determinación de
cianuro toral.
NCh 2313/15: Aguas Residuales – Métodos de análisis Parte 15: Determinación de
fósforo total.
NCh 2313/16: Aguas Residuales – Métodos de análisis Parte 16: Determinación de
nitrógeno amoniacal.
NCh 2313/17: Aguas Residuales – Métodos de análisis Parte 17: Determinación de
sulfuro total.
NCh 2313/18: Aguas Residuales – Métodos de análisis Parte 18: Determinación de
sulfato disuelto por calcinación de residuo.
NCh 2313/21: Aguas Residuales – Métodos de análisis Parte 21: Determinación del
poder espumógeno.
NCh 2313/25: Aguas Residuales – Métodos de análisis Parte 25: Determinación de
metales por espectroscopia de emisión de plasma (aluminio y boro).

18
CAPITULO V
PLANTA DE TRATAMIENTO DE RESIDUOS LIQUIDOS
INDUSTRIALES DE HÄRTING S.A.
Este capítulo tiene por objetivo describir la actual planta de tratamiento de RILes de
Härting S.A.
5.1. ESTADO INICIAL DE PLANTA DE RILES
Se relatan las condiciones en que se encontraba la planta de RILes al momento de
llegar a desarrollar el presente trabajo.
La Planta de Riles, que fue diseñada para trabajar de forma automatizada, ahora ya
no lo está; los sensores con los que fue diseñada la planta no están en
funcionamiento, faltan bombas o hay algunas que no se encuentran operando en su
máxima capacidad.
Las bombas que necesitan reparación son las siguientes:
Bomba recuperadora de solvente
Bomba traspaso neutralizador
Bomba auxiliar de traspaso neutralizador
Las bombas que faltan son las siguientes:
Bomba de sulfato de aluminio
Bomba de floculante
Bomba para extraer lodos, en el estanque acumulador

19
Las bombas que lo necesitaban fueron reparadas, y las que no se encontraban
fueron compradas.
Cabe mencionar que las bombas que se encuentran en el estanque acumulador no
alcanzan a llegar al fondo de éste, lo que trae como consecuencia que no se saque
toda el agua de éste estanque y no se logre limpiar de forma adecuada, ya que en el
fondo se acumula una cantidad de lodo y otros desechos que llegan a la planta, tales
como tapas, sellos de tapas, entre otros.
En los estanques de cada etapa del proceso, no existe un registro de las medidas de
estos, es necesario conocer la capacidad de cada estanque del proceso, para así
determinar la cantidad de agua que se trata un determinado tiempo.
Si bien se describe ha descrito el proceso, no existe un manual de operación de la
planta, por lo que se procede a realizar tres procedimientos.
1. Procedimiento de funcionamiento de la planta de RILes (Anexo A-1)
2. Procedimiento de tratamiento de agua acida (Anexo A-2)
3. Procedimiento de preparación de floculante (Anexo A-3)
5.2. DESCRIPCIÓN DE PLANTA DE RILES
La planta de tratamiento de Riles posee ocho etapas por donde pasa el RIL para ser
tratado, son estanques abiertos, en los que ocurre un proceso diferente.
A continuación se muestran las figuras de cada uno de estos equipos, junto a una
breve descripción de estos:

20
5.2.1. Separación de solventes
A esta estanque llegan todos los RILes, con los cuales en algunas situaciones llegan
a la planta con una cantidad de solvente, y es en esta etapa donde se extrae el
solvente, separándolo así del RIL a tratar. Se aprovecha la diferencia de densidad
entre el RIL y el solvente, ya que por esta razón el solvente queda en la parte
superior del RIL facilitando así su extracción.
Figura 1: Separador de solventes
5.2.2. Estanque acumulador
Este estanque se utiliza solo para acumular el RIL para ser tratado.
Figura 2: Acumulador

21
5.2.3. Homogenizador
Este estanque se utiliza para homogenizar el RIL a tratar, posee un agitador que está
en constante funcionamiento.
Figura 3: Homogenizador
5.2.4. Neutralizador
En esta sección del tratamiento, es donde se agrega el coagulante y el ayudante de
la coagulación, posee un agitador para mezclar uniformemente el RIL con las
sustancias agregadas, y así formar coagulos.
Figura 4: Neutralizador

22
5.2.5. Floculador
Luego de pasar el RIL por el neutralizador, pasa al floculador en donde se agrega el
floculante, para así lograr un floc de un tamaño adecuado.
Figura 5: Floculador
5.2.6. Decantador
Posterior al floculador se encuentra el decantador, que es donde decantan los flocs,
formando así los lodos, y separando el RIL tratado, el cual será desembocado al
alcantarillado.
Figura 6: Decantador

23
5.2.7. Espesador
En este estanque se traspasa el lodo que se extrae del decantador, esperando para
ser llevados a secarse.
Figura 7: Espesador
5.2.8. Cancha de secado
Se poseen dos canchas de secado de lodo, en las que se deja el lodo un tiempo de
dos semanas aproximadamente, cuando este ya está seco, es retirado de estas
canchas para ser llevado por una empresa especializada a un vertedero, que es su
disposición final.
Figura 8: Cancha de secado

24
El orden de las etapas para el tratamiento de aguas RILes se ilustra en la figura 9:
Figura 9: Diagrama de etapas de planta de RILes

25
5.3. MEDIDAS DE ESTANQUES
Como se menciono anteriormente, no existe un registro de las medidas de cada
estanque que conforma la planta de RILes, por lo que se procede a tomar las
medidas de cada uno de estos y así poder calcular el volumen máximo utilizable, de
cada estanque para contener RILes.
ESTANQUE UNIDAD VOLUMEN
Separador m3 2,45
Acumulador m3 50,23
Homogenizador m3 45,00
Neutralizador m3 3,10
Floculador m3 0,11
Decantador m3 64,07
Espesador m3 14,00
Cancha de secado m3 4,74
Tabla 2: Medidas de capacidad máxima de los estanques de la planta de RILes.
Las medidas de cada estanque junto al cálculo de los volúmenes se encuentran en el
Anexo B.
Con las medidas conocidas de cada etapa de tratamiento de RILes de la planta se
construye el Lay out de la planta, presentado a continuación:

26
Figura 10: Lay out de planta de RILes.

27
5.4. ORIGEN DE LAS AGUAS RILES
Las aguas RILes que se tratan en la planta provienen principalmente de cuatro
fuentes:
a. Aguas de proceso
Son aguas que provienen de la elaboración de los distintos productos
fabricados en Härting S.A.
b. Agua ácida
Se denomina “agua ácida” al agua que proviene de los dilutores. Esta agua
tiene la característica de tener un pH ácido, cercano a 4, se almacena en un
estanque, en donde se le agrega una cantidad de hidróxido de sodio, para
regular el pH; se agrega la cantidad necesaria de hidróxido de sodio para que
el pH del “agua ácida” sea cercano a 7, luego esta agua es direccionada a la
planta de RILes.
c. Agua de lavado de cubos
Es el agua que proviene producto del lavando de ibc de 1 m3 cada uno y
tambores de 250 L cada uno, que se utilizaran, posteriormente, para envasar
algún producto terminado.
d. Aguas de laboratorio
Son las aguas que se utilizan en los laboratorios de Härting, ya sea del
laboratorio de desarrollo o del laboratorio de control de calidad.

28
5.5. DESCRIPCIÓN DEL TRATAMIENTO DE RILES APLICADOS EN
LA PLANTA
Las aguas que llegan a la planta de RILes lo hacen al separador, el cuál es una
cámara que permite la separación de solvente y agua, producto de las densidades de
cada uno, el solvente es retirado y almacenado en un estanque para su posterior
venta a empresas de recuperación; mientras que el agua pasa al acumulador.
El agua es llevada por medio de una bomba al homegenizador, en donde se
homogenizada el agua por medio de una agitación constante, para luego ser
traspasada por una bomba al neutralizador, en donde ocurre el proceso de
coagulación; en esta etapa del proceso es donde se agrega el coagulante que es
sulfato de aluminio, Al2(SO4)3, en una cantidad de 2/3 del agua a tratar, es decir 66,7
[ml] de Al2(SO4)3 por cada 100 [ml] de agua a tratar, junto a esto se agrega hidróxido
de sodio, NaOH, para regular el pH de manera que el sulfato de aluminio coagule de
manera adecuada (el rango de pH óptimo de trabajo de Al2(SO4)3 es entre 5,0 y 7,5,
por lo que se utiliza 1/3 de la cantidad de agua a tratar, es decir 33,3 [ml] de NaOH
por cada 100 [ml] de agua.
Al2(SO4)3 + 6 NaOH 2 Al(OH)3 + 3 Na2SO4
Luego el agua pasa a la etapa de floculación, en donde se agrega un floculante, en
este caso una poliamida, la cantidad de éste producto no está definida de una forma
permanente, ya que se agrega una cantidad que a la vista de la persona que trabaja
en la planta vea que se forme un floculo de un tamaño adecuado.
Posterior a esta etapa el agua pasa al decantador en donde se separa el agua
tratada de los lodos que se forman, los lodos precipitan en el fondo del estanque y el
agua por la parte superior de este estanque es dirigida al alcantarillado.
El parámetro que se controla al final del proceso es el pH final del agua.

29
Los lodos son llevados por medio de una bomba al espesador, en donde se agitan
de forma constante para luego ser llevados a una de las canchas de secado; ellos se
dejan secar en la cancha por aproximadamente 2 semanas, claro que este tiempo
depende de las condiciones externas como es la temperatura ambiental y la
humedad relativa presente en el ambiente. Cuando los lodos están secos se
desechan, para este proceso se cuenta con una empresa autorizada para llevarse
los lodos y disponerlos en vertederos.
Al realizar un análisis completo al agua tratada según los pasos descritos
recientemente, existen parámetros que se encuentran fuera de lo exigido en el D.S.
Nº 601, en la siguiente tabla se detallan estos parámetros junto con el valor obtenido.
(Análisis completo descrito en anexo C)
PARÁMETRO UNIDAD RESULTADO DE
MUESTRA EN
CÁMARA FINAL
Aluminio mg/L 18,6
DBO5 mg/L 1032
Sulfuros mg/L 6
Sólidos
Suspendidos
Totales
mg/L 420
Poder
Espumógeno
mm 13,4
Tabla 3: Análisis de RILes tratados de Härting S.A., parámetros excedidos del límite
máximo normado.

30
Cómo existen parámetros que sobrepasan el límite máximo permitido por el D.S. Nº
601, Härting debe pagar a Agua Andinas, ya que es ésta la empresa que recibe en
sus redes de alcantarillado a los RILes generados por Härting, por volver a tratar
estos RILes para que cumplan con los límites establecidos, el cobro es de $ 250.000
aproximadamente, este cobro es realizado trimestralmente. (Se adjunta boleta de
Aguas Andinas, en donde se especifica el cobro, Anexo D).
A raíz de estos resultados y para poder cumplir con los parámetros establecidos en
la norma es que se debe ajustar el procedimiento actual de tratamiento de RILes de
la empresa, o estudiar la posibilidad de implementar procesos anexos u otro
tratamiento de RILes que permita que los parámetros regulados por el D.S. Nº 601 se
encuentren dentro de los límites establecidos.
En la planta no existe un registro de cuanto RIL se trata diariamente, ni de la
cantidad de los reactivos que se utilizan, por esta razón se realizó un registro diario
tanto de RILes que llegan a la planta, de los RILes que se tratan en ella diariamente
y de los reactivos que se utilizan.
El registro realizado y medido diariamente se detalla en la Tabla 4:
Fech
a
pH
inic
ial
Coa
gu
la
nte
[L
/h]
Hid
róxid
o
de
so
dio
[L/h
] F
locu
lan
te [
L/h
]
pH
fin
al
RIL
[L
/h]
Hora
s
de
fun
cio
na
mie
nto
RIL
trata
do
po
r d
ía
[m3]
Tabla 4: Modelo de registro realizado para llevar control en la planta.
El pH inicial es medido en el homogenizador.
El coagulante, hidróxido de sodio y el floculante son medidos por medio de las curvas
de las bombas que cada uno de los reactivos posee.
El pH final es medido luego de pasar por todo el tratamiento físico – químico
31
El RIL tratado en L/h es medido en el momento que se traspasa el RIL del
homogenizador al neutralizador, en esta etapa no existe un flujometro, por lo que se
realiza la medición determinando el tiempo que se demora en llenar un volumen
determinado de un recipiente, en este caso de 1 [L], y luego se realiza el cálculo para
llevarlo a L/h.
Las horas de funcionamiento, son las horas en que la planta opera.
El RIL tratado por día en [m3] se calcula de la siguiente manera:
1000
[h] entofuncionami [L/h] Ril
Con este registro se obtienen datos promedios, detallados en la Tabla 5:
Agua tratada [L/h] 1.358
Coagulante [L/h] 4,5
Hidróxido de sodio [L/h] 3,4
Floculante [L/h] 3,2
Tabla 5: Registro con datos promedio.
Con estos datos se obtienen los ppm de Coagulante y floculante utilizados para tratar
el RIL, de la siguiente manera:
Lril
mgppm
mlreactivomg
reactivo
reactivoreactivo
1000
Para calcular ppm de reactivo utilizado se utiliza una base de cálculo de 1 [h]
Coagulante:
000.940.5
000.132,1500.4
coagulante
coagulante
mg
mlmg
32
374.4
1358
000.940.5
coagulante
coagulante
ppm
ppm
Este valor de ppm de sulfato de aluminio es superior al que se recomienda en
las distintas literaturas para utilizar en el tratamiento de RILes; el valor
recomendado es entre 100 y 300 [ppm]
Floculante
000.840.3
000.12,1200.3
floculante
floculante
mg
mlmg
828.2
1358
000.840.3
floculante
floculante
ppm
ppm
El valor de floculante a utilizar en el proceso recomendado por la literatura es
cercano al 50% de la cantidad de coagulante, es decir entre 50 y 150 [ppm]
También se diseña un registro que permita llevar un control de las aguas que llegan
a la planta de RILes, el cual registrará los datos mostrados en la tabla 6:
Fecha Agua de
lavado de
cubos
[m3]
Agua de
laboratorio
[m3]
Agua
ácida
tratada
[m3]
Pozo acumulador
[m3]
Agua
tratada
[m3]
Día Noche
Tabla 6: Registro elaborado para conocer las cantidades de aguas que llegan a la
planta para su tratamiento, desde cada punto.

33
Se realiza la medición de la cantidad de agua que llega al pozo acumulador, para
poder calcular la cantidad de RILes proveniente de los procesos que se realizan.
Se realiza la diferencia en el pozo acumulador de Noche y Día, ya que la planta
trabaja en forma continua, es importante conocer cuánto RIL se produce en la noche
y en el día.
El tratamiento del agua ácida no se realiza a diario ya que la producción de esta no
es en grandes cantidades.
Con estos registros de obtienen las siguientes cantidades diarias promedios, estos
promedios se obtienen con los datos obtenidos en un mes de funcionamiento de la
planta, los cuales se aprecian en la tabla 7:
Agua de lavado de cubos [m3] 7,80
Agua de laboratorio [m3] 0,95
Agua ácida tratada [m3] 0,45
Pozo acumulador día [m3] 17,00
Pozo acumulador noche [m3] 5,00
Tabla 7: Registro de aguas que llegan a la planta de tratamiento de RILes.
Como se menciono anteriormente, la cantidad de agua ácida es baja, 0,45 [m3], ya
que ella no se trata diariamente, y este valor es el promedio de un mes de trabajo de
la planta.
Con la cantidad de m3 que se encuentran en el pozo acumular día, se puede
determinar la cantidad de RILes generados durante el día por el proceso de
fabricación de productos, esto se realiza restando al pozo acumulador noche la suma
de las aguas de lavado de cubos, laboratorio y agua ácida. Con lo que se obtiene el
siguiente valor

34
380,745,095,080,700,17 m
Es decir la cantidad de RILes provenientes del proceso generados durante el día es
de 7,80 [m3].
En la figura 11 se muestra el flow sheet de la planta de RILes, y en la tabla 8 se da a
conocer los balances de cada etapa mostrada en el flow sheet.

35
Homogenizador Neutralizador Floculador Decantador
Espesador Cancha secado
de lodos
Rises
Alcantarillado
CoagulanteHidróxido
de sodioFloculante
F1 F4
F2 F3F5
F6
F7 F8F9
F10
Figura 11: Flow sheet
F1 F2 F3 F4 F5 F6 F7 F8 F9 F10
RIL [L/H] 1.358 - - 1.358 - 1.356 - - - 1.356
Lodo [L/H] - - - - - 13,1 13,1 13,1 13,1 -
Coagulante [L/H] - 4,5 - 4,5 - - - - - -
Hidróxido de
sodio [L/H]
- - 3,4 3,4 - - - - - -
Floculante [L/H] - - - - 3,2 - - - - -
Total [L/H] 1.358 4,5 3,4 1.365,9 3,2 1.369,1 13,1 13,1 13,1 1356
Tabla 8: Balances por etapa

36
5.6. DETERMINACIÓN DE CANTIDAD NECESARIA DE
COAGULANTE Y FLOCULANTE
Para determinar la cantidad necesaria de coagulante se realizó en laboratorio
pruebas en las cuales se agregan distintas dosis de coagulante y floculante al RIL
para ver su funcionamiento, al encontrar una prueba aceptable a primera vista, que
consiste en que el RIL tratado sea incoloro, luego a este RIL se le mide la DBO5, que
es uno de los parámetros con que se tiene más problema, ya que se encuentra muy
alejado de lo que está permitido en la tabla Nº 4 del D.S. Nº 601
Para las pruebas se establece la cantidad de cada reactivo en [mL] que recomienda
la literatura; de esta manera se obtienen los siguientes valores:
Sulfato de aluminio, Al2(SO4)3; la dosificación de sulfato de aluminio para
tratamiento de RILes es entre 100 y 300 [mg/L]
Hidróxido de sodio, NaOH; se agrega la cantidad necesaria para que el RIL se
encuentre entre un pH de 5,0 y 7,5; que es el pH óptimo de trabajo del sulfato
de aluminio; para que todas las pruebas sean uniformes el pH para trabajar el
RIL, se ajusta a 6,5.
Floculante; Se recomienda utilizar una medida del 50% de coagulante
El desarrollo de las pruebas para determinar las cantidades adecuadas de
coagulante y floculante se realizan de la siguiente manera:
1. Ajustar la temperatura del RIL a 20 [ºC]
2. En un vaso precipitado se introduce una cantidad de 1000 [mL] de RIL a tratar.
3. El vaso con el RIL se coloca sobre un plato agitador

37
4. Se agita el RIL mientras se agrega una cantidad de sulfato de aluminio, a una
velocidad de 700 [RPM] y la cantidad de hidróxido de sodio necesaria para
ajustar el pH a 6,5.
5. Se agita el RIL durante 2 minutos.
6. Se disminuye la velocidad de agitación a 450 [RPM] y se agrega una cantidad
de floculante.
7. Se agita el RIL durante 2 minutos.
8. Se mide el pH final del RIL tratado
9. Se mide cantidad de aluminio presente
10. Se mide la DBO5
Los valores de sulfato de aluminio (coagulante) a utilizar son los que se encuentran
en el rango recomendado en la literatura (entre 100 y 300 [mg/L]).
Para calcular los [mL] de sulfato de aluminio que se agregarán a 1[L] de RIL se debe
aplicar la siguiente fórmula:
1000
1
32,1
11
1000
11
ppmmL
VppmmL
coagulante
coagulante
RILcoagulante

38
Los resultados de los [mL] a utilizar de sulfato de aluminio, con los [ppm]
recomendados, se encuentran en la tabla 9:
ppm Sulfato de aluminio mL Sulfato de aluminio
100 0,08
150 0,1
200 0,15
250 0,2
300 0,23
Tabla 9: Sulfato de aluminio recomendado
El floculante varía de acuerdo a la cantidad de coagulante agregado, en razón de
2:1.
La siguiente tabla da a conocer los parámetros utilizados en la realización de las
pruebas de determinación de la dosis adecuado de sulfato de aluminio y floculante:
Prueba Nº pH inicial Coagulante
[mL]
pH con
NaOH
Floculante
[mL]
pH final
1 6,5 0,08 6,5 0,04 6,5
2 6,5 0,1 6,5 0,05 6,5
3 6,5 0,15 6,5 0,08 6,5
4 6,5 0,2 6,5 0,1 6,5
5 6,5 0,23 6,5 0,12 6,5
Tabla 10: Pruebas determinación de dosis adecuada de sulfato de aluminio y
floculante.

39
Dentro de estas pruebas la que entrego un mejor resultado, según la transparencia
del agua fue la prueba Nº 3, la cual se muestra en la figura 12:
Figura 12: Mejor muestra de determinación de coagulante y floculante necesario
En las otras pruebas el color blanco del RIL no desapareció, quedando como se
muestran en la figura 13:
Figura 13: Muestras de determinación de coagulante y floculante necesarios
Como se puede apreciar, al utilizar el sulfato de aluminio como coagulante en el
tratamiento de RIL, no funciona de forma óptima.
A la muestra que mejor resultado entrego en el tratado del RIL, (prueba Nº 3) se le
realiza la medición de aluminio presente y la de cantidad de DBO5.
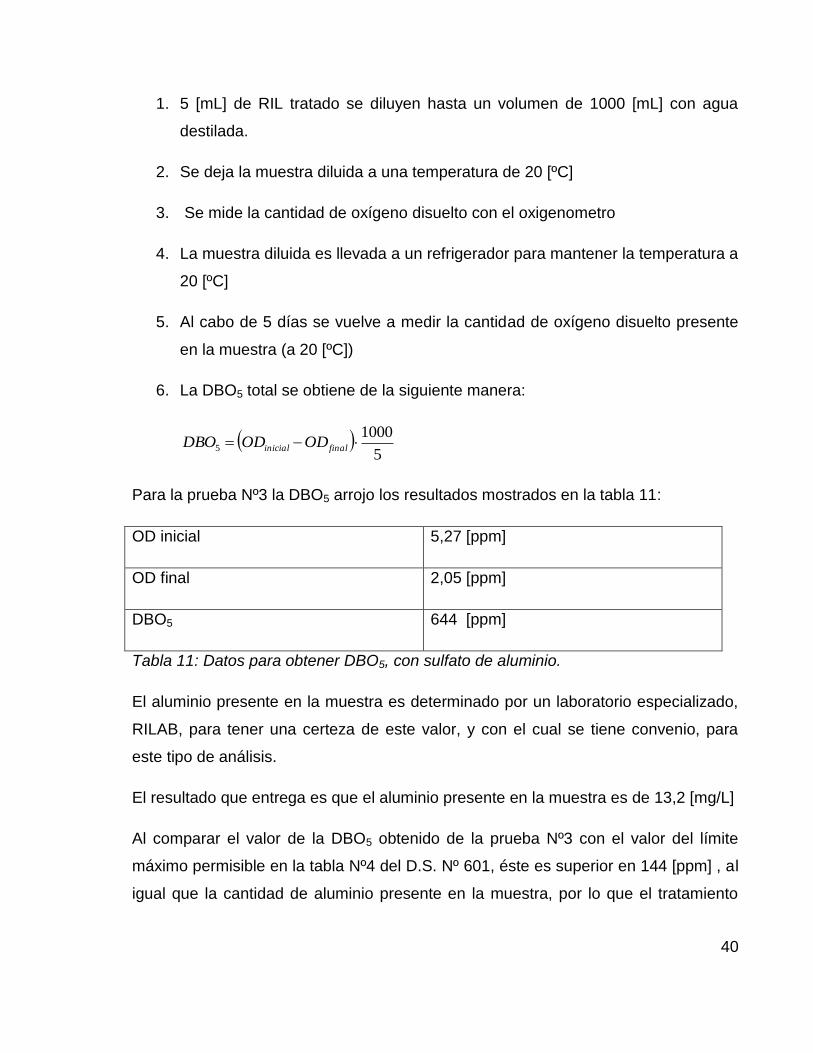
La prueba para determinar la demanda biológica de oxígeno (DBO5) se realiza de la
siguiente manera.
40
1. 5 [mL] de RIL tratado se diluyen hasta un volumen de 1000 [mL] con agua
destilada.
2. Se deja la muestra diluida a una temperatura de 20 [ºC]
3. Se mide la cantidad de oxígeno disuelto con el oxigenometro
4. La muestra diluida es llevada a un refrigerador para mantener la temperatura a
20 [ºC]
5. Al cabo de 5 días se vuelve a medir la cantidad de oxígeno disuelto presente
en la muestra (a 20 [ºC])
6. La DBO5 total se obtiene de la siguiente manera:
5
10005 finalinicial ODODDBO
Para la prueba Nº3 la DBO5 arrojo los resultados mostrados en la tabla 11:
OD inicial 5,27 [ppm]
OD final 2,05 [ppm]
DBO5 644 [ppm]
Tabla 11: Datos para obtener DBO5, con sulfato de aluminio.
El aluminio presente en la muestra es determinado por un laboratorio especializado,
RILAB, para tener una certeza de este valor, y con el cual se tiene convenio, para
este tipo de análisis.
El resultado que entrega es que el aluminio presente en la muestra es de 13,2 [mg/L]
Al comparar el valor de la DBO5 obtenido de la prueba Nº3 con el valor del límite
máximo permisible en la tabla Nº4 del D.S. Nº 601, éste es superior en 144 [ppm] , al
igual que la cantidad de aluminio presente en la muestra, por lo que el tratamiento

41
aplicado a los RILes de Härting S.A. no es el óptimo ya que no cumple con lo que
establece la normativa correspondiente.
Por esta razón se buscan nuevas formas para tratar el RIL que permitan que se
cumpla la normativa correspondientes para aguas que desembocan al alcantarillado,
como es el caso de los RILes de Härting S.A.

42
CAPITULO VI
TRATAMIENTOS ALTERNATIVOS PARA RILES
Existen otros tipos de tratamientos de RILes que pueden utilizarse en Härting, para
obtener un mejor resultado, por lo que se estudia la posibilidad y conveniencia de
reemplazar el tratamiento físico químico actual o realizar algún cambio en el
tratamiento.
Para determinar un tratamiento adecuado a los RILes la DBO5 será uno de los
parámetros fundamentales a reducir en el tratamiento, ya que es éste parámetro con
que más se tiene problemas al momento de tratar el RIL con el sistema actual.
6.1. CAMBIO DE COAGULANTE
La primera opción para mejorar el tratamiento de los RILes de Härting S.A., es
aplicar el mismo tratamiento que se utiliza pero cambiando el coagulante. Existen
una gran cantidad de coagulantes que se utilizan en el tratamiento de RILes. Como
por ejemplo:
Cloruro de aluminio, AlCl3
Alúminato sódico, NaAlO2
Cloruro férrico, FeCl3
Sulfato férrico, Fe2(SO4)3
Sulfato ferroso, FeSO4
Sulfato cúprico, CuSO4
Se escoge realizar las pruebas con cloruro férrico, ya que es uno de los coagulantes
más utilizados en los tratamientos de RILes, pues ha demostrado que posee un buen
rendimiento en los tratamientos físico químico.

43
El desarrollo de las pruebas para determinar las cantidades adecuadas de
coagulante y floculante se realizan de similar manera que en el caso del coagulante
de sulfato de aluminio, la diferencia será el pH de trabajo, ya que el cloruro férrico
para que funcione correctamente como coagulante se encuentra en el rango entre 4
y 6, o mayor que 8, es por esta razón que se fija el pH en 6
1. Ajustar la temperatura del RIL a 20 [ºC]
2. En un vaso precipitado se introduce una cantidad de 1000 [mL] de RIL a tratar.
3. El vaso con el RIL se coloca sobre un plato agitador
4. Se agita el RIL mientras se agrega una cantidad de cloruro férrico, a una
velocidad de 700 [RPM] y la cantidad de hidróxido de sodio necesaria para
ajustar el pH a 6.
5. Se agita el RIL durante 2 minutos.
6. Se disminuye la velocidad de agitación a 450 [RPM] y se agrega una cantidad
de floculante.
7. Se agita el RIL durante 2 minutos.
8. Se mide el pH final del RIL tratado
9. Se mide la DBO5
Los valores de cloruro férrico (FeCl3) a utilizar son los que se encuentran en el rango
recomendado en la literatura (entre 100 y 500 [ppm]),
Para calcular los [mL] de cloruro férrico que se agregarán a 1[L] de RIL se debe
aplicar la siguiente fórmula:
1000
1
49,1
11
1000
11
ppmmL
VppmmL
coagulante
coagulante
RILcoagulante

44
Los resultados de los [mL] a utilizar de cloruro férrico, con los [ppm] recomendados,
se encuentran en la tabla 12:
ppm Cloruro férrico mL Cloruro férrico
100 0,06
200 0,14
300 0,2
400 0,26
500 0,34
Tabla 12: Cloruro férrico recomendado.
La siguiente tabla da a conocer los parámetros utilizados en la realización de las
pruebas de determinación de la dosis adecuado de cloruro férrico y floculante:
Prueba Nº pH inicial Coagulante
[mL]
pH con
NaOH
Floculante
[mL]
pH final
1 6,5 0,06 6 0,03 6
2 6,5 0,14 6 0,08 6
3 6,5 0,2 6 0,1 6
4 6,5 0,26 6 0,14 6
5 6,5 0,34 6 0,18 6
Tabla 13: Pruebas determinación de dosis adecuada de cloruro férrico y floculante.
Al realizar las pruebas con cloruro férrico como coagulante, se aprecia que el
resultado de las pruebas presenta una mejor clarificación del RIL, sin embargo el
flóculo se forma es muy pequeño y liviano, demorando el decantado de este flóculo.

45
Todas las pruebas permiten una clarificación del agua sin embargo, la que obtiene un
mejor resultado, por el tiempo que se demora en precipitar los flóculos, es la prueba
Nº 2, en ella se mide la DBO5, siguiendo el procedimiento antes descrito y se
obtienen los datos mostrados en la tabla 14:
OD inicial 6,88 [ppm]
OD final 5,06 [ppm]
Tabla 14: Datos para calcular DBO5, con cloruro férrico
Al introducir estos datos a la fórmula:
5
10005 finalinicial ODODDBO
Se obtiene la siguiente DBO5
ppmDBO
DBO
364
5
100006,588,6
5
5
Se puede apreciar que el cloruro férrico es más adecuado para el tratamiento de los
RILes de Härting S.A. que el sulfato de aluminio, sin embargo éste valor de DBO5
sigue siendo superior al límite máximo permitido por el D.S. Nº601.
6.2. TRATAMIENTO CON PERÓXIDO DE HIDRÓGENO, H2O2
El H2O2 se utiliza para reducir la DBO y DQO de las aguas industriales, este
compuesto se puede utilizar como tratamiento independiente o como mejorar de un
tratamiento físico químico; como el RIL a tratar es de color blanco es necesario que
exista una separación física, por lo que se estudia la posibilidad de utilizar el peróxido
de hidrógeno como una mejora en el tratamiento actual.

46
El tratamiento con H2O2 como ayudante de la separación físico química puede ocurrir
de dos maneras:
1. La oxidación parcial de contaminantes orgánicos da lugar a sustancias más
polares (cargadas), las cuales son más favorables a la adsorción sobre
coagulantes y floculantes.
2. La separación física aumentada (por flotación) de grasas y aceites es
proporcionada por el H2O2; esto ocurre debido a la descomposición natural del
H2O2 en oxígeno y agua. Es decir se sobresatura con oxígeno disuelto
mediante el H2O2, permitiendo la formación de microburbujas uniformemente
dispersadas que limpian los constituyentes de grasas y aceites haciendo que
se ubiquen en la superficie del agua.
En ambos casos, se aumenta el retiro de la demanda biológica de oxígeno (DBO),
siendo la dosis entre 25 y 100 [mg/L] de H2O2.
Al plantear esta alternativa complementaria al tratamiento actual, se descarta por la
inestabilidad de éste compuesto, y el desconocimiento operacional de los
trabajadores que tendrá la planta de RILes con esta alternativa.
6.3. TRATAMIENTO POR OXIDACIÓN
Normalmente la oxidación química constituye una etapa final de tratamiento de RIL,
ya que su función principal es la destrucción de gérmenes patógenos que puedan
existir en el RIL.
Si bien existen varios oxidantes, se escoge realizar el estudio del tratamiento con
ozono, O3, ya que es uno de los mayores oxidantes conocidos, es rápido en su
acción, es inodoro e insípido y sus derivados no afectan los parámetros que se
establecen en la tabla Nº4 del D.S. Nº 601.

47
La acción del ozono se presenta de 3 formas:
1. Como oxidante, fijando uno de sus átomos de oxígeno
2. Como oxidante, fijando sus tres átomos de oxígeno en un enlace doble o triple
3. Como catalizador del oxígeno, acelerando la velocidad de las reacciones de
oxidación en el aire ozonizado
Cuando el ozono se descompone en el agua, los radicales del peróxido de hidrógeno
y del hidróxido que se forman, tienen una gran capacidad de oxidación y
desempeñan la actividad en el proceso de desinfección.
El ozono actúa inactivando los microorganismos por el deterioro de sus
constituyentes celulares, como lípidos de la pared celular, enzimas intracelulares,
liposacáridos, material genético, entre otros.
Para introducir el ozono al RIL ya tratado, se realiza por medio de aire con una
concentración de ozono, la que se hace borbotear; la transferencia del ozono al RIL
se rige por la Ley de Henry, es decir, las cantidades disueltas van en función de la
presión parcial en el punto de aplicación y la temperatura en la interface agua-gas.
La Ley de Henry, se describe en la siguiente ecuación:
pkc
En donde:
c : concentración del gas
k : constante de Henry
p : presión parcial del gas
Al utilizar la ozonificación se debe realizar un diseño en el que se tenga presente la
temperatura del agua, la agitación, los sistemas de aportación de ozono, el grado de

48
materia orgánica, pH y presión en el punto de aplicación, ya que de estos datos es el
tiempo de contacto que se necesitará.
Las ventajas del uso del ozono en el tratamiento de RILes son las siguientes:
Elimina el color causado por el hierro o manganeso o la materia carbonosa,
los sabores y olores debido a la presencia de materia orgánica.
Reduce la turbiedad, el contenido de sólidos en suspensión y las demandas
químicas (DQO) y biológicas (DBO) de oxígeno.
El ozono es un desinfectante poderoso, ya que no sólo elimina las bacterias
patógenas sino que, además, inactiva los virus y otros microorganismos que
no son sensibles a otros desinfectantes como el cloro por ejemplo.
Si no hay una contaminación posterior, el ozono residual es suficiente para
efectuar una desinfección total.
No produce en el agua un aumento en el contenido de sales inorgánicas ni
subproductos nocivos.
En definitiva, el ozono realiza las siguientes funciones al ser aplicado como
tratamiento (en este caso tratamiento complementario al actual) de los RILes:
Degradación de sustancias orgánicas.
Reducción de DBO y DQO.
Desinfección microbiana.
Inactividad de los virus.
Reducción de Nitrógeno y Fósforo.
Mejora de olores y sabores.
Eliminación de colores.

49
Eliminación de sales de Hierro y Manganeso.
Floculación de materias en suspensión
Eliminación de sustancias tóxicas.
Se cotizó una empresa que instale el proceso de ozonificación como anexo al
tratamiento actual de los RILes y está entregó un presupuesto muy elevado, superior
a los $ 75.000.000, por lo que se descarta esta posibilidad.
6.4. TRATAMIENTO ELECTROQUÍMICO
El tratamiento electroquímico es el cual por medio de una corriente eléctrica se
produce una reacción química para producir la eliminación o destrucción de algún
contaminante que está presente en el agua.
Existen diferentes aplicaciones para el tratamiento electroquímico en los RILes, sin
embargo todos están formados por un ánodo (donde ocurre la oxidación), un cátodo
(donde ocurre la reducción), y una fuente de corriente.
Dentro de los procesos electroquímicos para el tratamiento de RILes se encuentran
los siguientes:
Electrodeposición: Separación de metales pesados de los efluentes.
Electrodiálisis: Desalinización de aguas y concentrado de contaminantes.
Electrodisolución: Extracción de metales pesados en residuos sólidos y
semisólidos.
Electroflotación: Separación de sólidos suspendidos.
Electrocatálisis de la digestión biológica: Desinfección de aguas para
potabilizar o reutilizar.

50
Electrodigestión: Óxido – reducción de la materia orgánica disuelta y
suspendida.
Electrocoagulación: Separación de la materia orgánica e inorgánica en
solución.
Dentro de las aplicaciones mencionadas se estudia la electrocoagulación para el
tratamiento de RILes obtenidos en la planta, la cual se detalla a continuación:
La electrocoagulación, o también conocida como coagulación electroquímica, se
define como la desestabilización de especies químicas suspendidas o disueltas
presentes en una solución, producto de la aplicación de una diferencia de potencial
eléctrico a través de un sistema cátodo – ánodo inmerso en la solución a tratar.
Mientras el proceso electrolítico ocurre, las especies catódicas producidas en el
ánodo entran a la solución, reaccionando con las demás especies formando óxidos
metálicos y precipitando los respectivos hidróxidos.
En la electrocoagulación la precipitación ocurre al mismo tiempo que la
desestabilización de coloides, formándose éstos, principalmente, por el movimiento
del líquido debido a fenómenos eléctricos, como es la presencia de iones de carga
opuesta a la de los coloides, acción de hidrógeno y otros.
En el proceso se produce un desprendimiento de hidrógeno y oxígeno gaseoso en
los electrodos respectivos, con lo cual al ascender éstos gases a la superficie se
provoca:
- Separación rápida de coloides del electrodo, evitando que se ensucie éste.
- Arrastre de coloides desestabilizados a la superficie formando una capa,
posibilitando así la extracción.
- Las burbujas de gas producen corrientes ascendentes y descendentes de la
solución, lo que provoca un aumento en la eficiencia de desestabilización, se
produce así una agitación natural y evita la necesidad de utilizar una externa.

51
Dentro de los ánodos más utilizados en el proceso se encuentran los de aluminio y
hierro, ya que han demostrado una gran eficacia en el proceso y tienen un valor
económico bajo.
Si el ánodo elegido fuera de hierro, las reacciones que ocurren en el proceso son las
siguientes:
Ánodo:
neMM n
acs )()(
eOHOH g 442 )(22
Cátodo:
OHHeOH g 222 )(22
Global:
)(22)( 36262 g
n
s HOHMOHM
Las condiciones de operación de un sistema de electrocoagulación son dependientes
de las condiciones químicas, pH, tamaño de partículas y la conductividad del RIL a
tratar. Sin embargo el tratamiento de RILes por electrocoagulación requiere un bajo
voltaje, no superior a 50 [v], y se varia el amperaje probando cuál es el más
conveniente.
Para realizar las pruebas en el tratamiento de los RILes con electrocoagulación, se
adaptó una batería de auto con un amperímetro variable con conectores para ánodo
y cátodo.
Los ánodos y cátodos, a utilizar en las pruebas son de aluminio y fierro, las placas a
utilizar se encuentran en medidas de 10 [cm] x 5[cm] y 0,3[cm].
Las pruebas se realizan en un vaso precipitado de 600 [L], el cuál contendrá 400 [ml]
de RIL
52
El tiempo de contacto será de 15 minutos.
El amperaje varía entre 5 y 10 [A], ya que es lo que se recomienda teóricamente.
Se realizaron las siguientes pruebas para determinar un resultado apropiado, siendo
el parámetro de aceptación las pruebas, la claridad del agua.
En la prueba que se aprecie la separación más adecuada del RIL, es decir, que el
resultado sea un RIL transparente, se someterá a la medición de los parámetros que
se regulan en la tabla Nº 4 del D.S. Nº 601, para verificar si el tratamiento de
electrocoagulación aplicados a los RILes de Härting S.A. se encontraran conforme a
los que estipula la Ley.
1. Con placas de aluminio como ánodo
Se realizaron pruebas con ánodo de aluminio y cátodo de fierro, variando el
amperaje y el área de contacto del RIL con los electrodos.
Las reacciones involucradas son:
Ánodo:
eAlAl acs 33
)(
0
)(
eOHOH g 442 )(22
Cátodo:
OHHeOH g 222 )(22
Global:
OHHAlOHAl gs 6323 )(2
3
2
0
)(

53
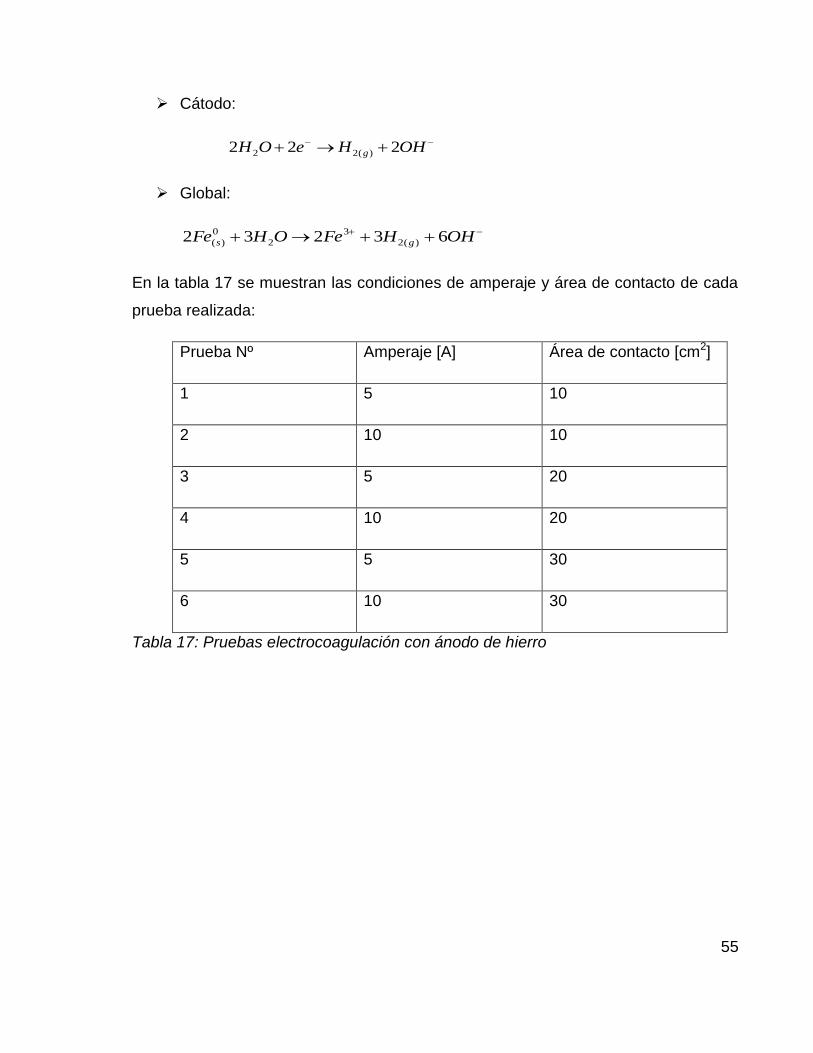
En la tabla 15 se muestran las condiciones de amperaje y área de contacto de cada
prueba realizada:
Prueba Nº Amperaje [A] Área de contacto [cm2]
1 5 10
2 10 10
3 5 20
4 10 20
5 5 30
6 10 30
Tabla 15: Pruebas electrocoagulación con ánodo de aluminio.
Dentro de las pruebas realizadas, la que mejor resultado entrega, es la prueba Nº 4.
En las primeras tres pruebas el proceso no es el adecuado ya que la clarificación que
se presenta en el RIL no es suficiente. Las pruebas que siguen a la elegida, la
clarificación se presenta de igual manera que la anterior, desgastando más el área
de contacto del ánodo.
Se puede apreciar la prueba Nº 4 en la figura 14:
Figura 14: Prueba electrocoagulación, ánodo de aluminio

54
Se puede apreciar que existe una clarificación del agua RIL.
A esta prueba se le realiza el análisis de los parámetros que han estado fuera del
rango permisible en la tabla Nº4 del D.S. Nº601, entregando los siguientes
resultados:
PARÁMETRO UNIDAD RESULTADO
Aluminio mg/L 1,5
DBO5 mg/L 265
Sulfuros mg/L 0,15
Sólidos
Suspendidos
Totales
mg/L 150
Poder
Espumógeno
mm 1,2
Tabla 16: Análisis de RIL tratado por electrocoagulación con ánodo de aluminio.
2. Con placas de fierro como ánodo
En este caso, se realizaron pruebas con hierro como ánodo y aluminio como cátodo,
variando el amperaje y el área de contacto del RIL con los electrodos.
Las reacciones involucradas son:
Ánodo:
eFeFe acs 33
)(
0
)(
eOHOH g 442 )(22
55
Cátodo:
OHHeOH g 222 )(22
Global:
OHHFeOHFe gs 63232 )(2
3
2
0
)(
En la tabla 17 se muestran las condiciones de amperaje y área de contacto de cada
prueba realizada:
Prueba Nº Amperaje [A] Área de contacto [cm2]
1 5 10
2 10 10
3 5 20
4 10 20
5 5 30
6 10 30
Tabla 17: Pruebas electrocoagulación con ánodo de hierro

56
En este caso la prueba con mejor resultado número 4, reflejando el resultado en la
figura 15.
Figura 15: Prueba electrocoagulación, ánodo de hierro
Se puede apreciar que existe una clarificación del RIL.
De igual forma que en el caso anterior, se les realiza a esta prueba, el análisis de los
parámetros que han estado fuera del rango permisible en la tabla Nº4 del D.S.
Nº601, entregando los datos mostrados en la tabla 18:
PARÁMETRO UNIDAD RESULTADO
Aluminio mg/L 0,8
DBO5 mg/L 360
Sulfuros mg/L 0,15
Sólidos
Suspendidos
Totales
mg/L 290
Poder
Espumógeno
mm 1,3
Tabla 18: Análisis de RIL tratado por electrocoagulación con ánodo de hierro.

57
Se puede apreciar con los resultados obtenidos en las pruebas, que la
electrocoagulación es un tratamiento aceptable para las aguas residuales producidas
por Härting S.A., ya que al aplicar esta metodología se obtiene un RIL que cumple
con lo establecido, específicamente cumple con los parámetros establecidos en la
tabla Nº 4, del D.S. Nº 601.

58
CAPITULO VII
ADAPTACION EN LA PLANTA
Se propone realizar el tratamiento de electrocoagulación de dos formas, con flujo
continuo y estacionario.
7.1 FLUJO CONTINUO:
Se construye un estanque cuadrado sobre la pasarela del homogenizador, en el cual
se monta la estructura electroquímica correspondiente. Esta ubicación, se debe a
que así se aprovechará la gravedad, ya que al llenarse el estanque esta caerá al
homogenizador, sin necesidad de utilizar una bomba para esto, además al caer el
RIL tratado al homogenizador, se homogenizará con el RIL a tratar, y provocará una
agitación natural, y se evitará el uso de un agitador mecánico.
Se utilizan las mismas características, que se utilizaron al realizar las pruebas en
laboratorio: distancias entre placas: 5 [cm], Amperaje: 10 [A], y Voltaje: 12 [V]
Para esto se utilizaran 10 ánodos y 10 cátodos, de medidas de 150 x 150 x 0,3 [cm],
sumergiendo los electrodos a 100 [cm], por lo que el área de contacto de cada uno
de 15.000 [cm2]
Por lo tanto, el área de contacto total es de 295.000 [cm2]
Para que el tiempo de residencia en el estanque electroquímico, sea el mismo que se
obtuvo en el laboratorio, y utilizando una bomba de recirculación de 166 [L/min], el
volumen del estanque a utilizar será de 2,49 [m3].
Las medidas del estanque serán de 121 x 121 x 170 [cm].
De esta forma, para tratar el volumen del estanque homogenizador, 45 [m3], el
tiempo de funcionamiento del tratamiento de electrocoagulación, será de 271 [min].

59
7.2 FLUJO ESTACIONARIO:
Utilizando la estructura disponible del homogenizador, y utilizando la mismas
cantidades de electrodos, con las mismas dimensiones, y áreas de contacto que en
el caso anterior, es decir, 10 ánodos y 10 cátodos, de 150 x 150 x 0,3 [cm] y 295.000
[cm2] de contacto total, y la mismas condiciones anteriores (distancias entre
electrodos: 5 [cm], 10 [A], y 12 [V])
En este caso se llenará el homogenizador con RIL (45 [m3]), y se procederá al
tratamiento por electrocoagulación.
El tiempo de tratamiento para este caso es el mismo que el anterior 271 [min].
Debido a las dimensiones que tiene el estanque homogenizador y a las
características de la electrocoagulación, no se puede asegurar que todo el RIL será
tratado, al menos que exista una constante agitación, la cual debe realizarse por
medio de un agitador mecánico.
Para asegurar que todo el RIL se trate, es recomendable utilizar el sistema de flujo
continuo, ya que en este caso el se asegura el tratamiento de todo el volumen de
RIL.
De esta manera se obtendrá un nuevo lay out de la planta de tratamiento de RILes,
la que se muestra en la figura 16:
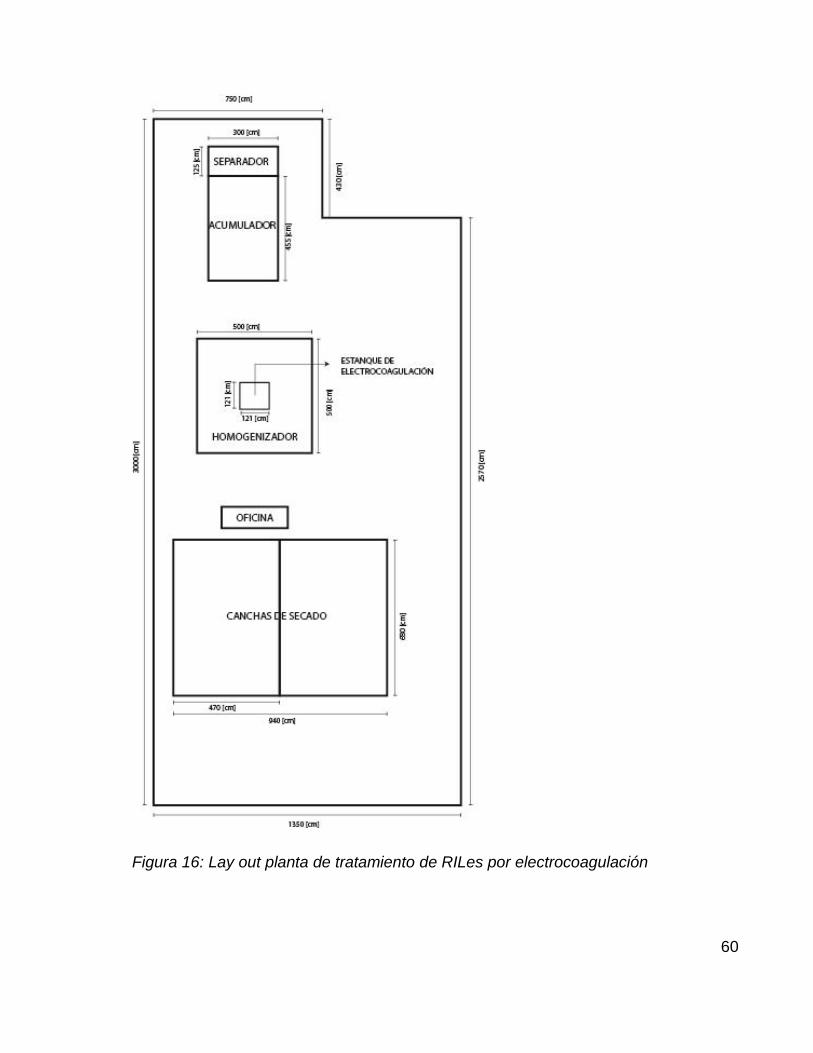
60
Figura 16: Lay out planta de tratamiento de RILes por electrocoagulación

61
CAPITULO VIII
ANÁLISIS ECONÓMICO
Como el tratamiento de los RILes de Härting S.A. por electrocoagulación, entregó un
buen resultado, es decir, se cumple con los valores máximos tolerables de los
parámetros normados en la tabla Nº4 del D.S. Nº 601, con el ánodo de aluminio se
realiza un análisis económico para tener en cuenta el valor de este tratamiento en la
planta.
8.1. TRATAMIENTO DE RIL POR ELECTROCOAGULACIÓN:
8.1.1. Inversión:
La inversión que se debe realizar para optar a la electrocoagulación para el
tratamiento de los RILes, se da a conocer en la tabla 19:
Detalle Costo Unitario [$] Cantidad Costo total [$]
Placa hierro 61.000 5 305.000
Placa de aluminio 84.000 5 420.000
Fuente de poder 450.000 4 1.800.000
Estanque 400.000 1 400.000
Bomba de
recirculación
43.000 1 43.000
Filtro 20.000 1 20.000

62
Otros 300.000 1 300.000
3.288.000
Tabla 19: Inversión para instalación de método de electrocoagulación, basándose en
cotizaciones del año 2012.
El total de la inversión que se debe realizar para acceder a la electrocoagulación es
de $ 3.288.000 pesos.
8.1.2. COSTO DE OPERACIÓN:
El costo de operación se calcula en base al consumo de electricidad por parte de la
fuente de poder, con la que se realizará el tratamiento de electrocoagulación, y el
consumo de electricidad de la bomba de recirculación, la cual se utiliza para llevar el
RIL desde el homogenizador al estanque de electrocoagulación.
Cabe mencionar que si se hace el costo de operación anual se debe agregar el costo
de los cambios de los ánodos de aluminio, que son los electrodos de sacrificio del
sistema, estos se cambiarán 3 veces al año.
Primero se necesita calcular el consumo de la fuente de poder del sistema de
electrocoagulación, siendo el consumo de 1,2 [KWh].
Haciendo funcionar el nuevo tratamiento cada dos días, para lograr llenar el actual
homogenizador (45 [m3]) con los RILes generados en los procesos normales de
Härting S.A. y promediando el KWh a un precio de $100 se obtiene que
mensualmente se gastaría en electricidad:
940.5$
115,41002,1$
mensual
mensual
Siendo el costo anual de energía de la fuente de poder de $ 71.280.

63
La bomba de recirculación escogida, es una bomba centrifuga, cuyo código de
identificación es CPM 146, la cual tiene un consumo de 0,55 [KWh], por lo tanto el
costo mensual de electricidad es de:
723.2$
115,410055,0$
mensual
mensual
Por lo tanto el costo de energía eléctrica de la bomba anual es de $ 32.670
El costo de recambio de los ánodos de sacrificios anual será de $ 2.175.000.
Por lo tanto el costo anual de operación del sistema de tratamiento de RILes por
electrocoagulación será la suma del costo de electricidad de la fuente de poder anual
y el costo del recambio de los ánodos de sacrificio, lo que da un total de
$2.278.950
8.2. TRATAMIENTO ACTUAL:
El costo operacional del tratamiento actual, considera el consumo de coagulante,
hidróxido de sodio y floculante utilizado en el proceso, más la multa por el re-
tratamiento de RILes por parte de Aguas Andinas S.A.
El consumo anual de cada reactivo agregado se detalla en la tabla 20:
Reactivo Consumo [L/h] Horas de
trabajo diarias
Días anules de
trabajo
Consumo
[L/año]
Coagulante 4,5 8 264 9.504
Hidróxido de
sodio
3,4 8 264 7.180
Floculante 3,2 8 264 6.758
Tabla 20: Consumo anual de reactivos

64
El costo de cada reactivo se presenta en la tabla 21:
Reactivo Costo [$/Kg] Costo [$/L]
Coagulante 84 111
Hidróxido de sodio 115 245
Floculante 200 240
Tabla 21: Costo de cada reactivo, basándose en compras del año 2012
El costo anual de operación de tratamiento de RILes, con el sistema actual que
posee la planta, se muestra en la tabla 22:
Detalle Costo anual [$]
Coagulante 1.054.950
Hidróxido de sodio 1.759.100
Floculante 1.621.920
Re-tratamiento de RILes por Aguas
Andinas S.A.
1.000.000
Total 5.435.970
Tabla 22: Costo de operación anual
Al comparar el tratamiento actual de RILes con el tratamiento propuesto por
electrocoagulación, se puede observar que el tratamiento por electrocoagulación
tiene un costo de operación más bajo que el tratamiento de coagulación.
Se observa que con el costo operacional de un año, del tratamiento actual de los
RILes de Härting S.A., alcanza para cubrir la inversión del nuevo tratamiento y el
costo operacional de un año de éste.

65
CAPITULO IX
CONCLUSIONES
Para poder cumplir con la normativa que rige actualmente los RILes que se producen
y tratan en Härting S.A., específicamente para estar dentro de los límites
establecidos como máximos de parámetros establecidos en la tabla nº4, del Decreto
Supremo Nº 601, se debe optar por cambiar el actual tratamiento que se les da a los
RILes, ya que al realizar pruebas para determinar las cantidades necesarias de
coagulante y floculante, los resultados del análisis del RIL tratado sobrepasa los
límites máximos normados, incluso al cambiar el coagulante este no permite un buen
tratamiento de los RILes.
Sin embargo al cambiar el tratamiento por el método de electrocoagulación de RILes,
se logra que éstos cumplan con todos los parámetros que se norman, cumpliendo
así, con la tabla nº4 del D.S. 601.
Si bien las pruebas realizadas se hicieron en laboratorio, se diseña el proceso a la
escala necesaria, para realizar el tratamiento de los RILes, que se producen en el
funcionamiento habitual en Härting S.A.
Con el dinero utilizado en un año del tratamiento actual que se les da a los RILes en
Härting S.A., se puede realizar la inversión del nuevo tratamiento (electroquímico) y
operar el mismo año, ya que el costo de operación del tratamiento de coagulación es
más caro que el nuevo tratamiento que se propone
En años futuros, con el tratamiento de electrocoagulación, Härting S.A. ahorra
$2.148.000 aproximadamente, en el costo de operaciones de tratamiento de RILes.

66
BIBLIOGRAFÍA
“Residuos líquidos industriales. Conceptos básicos y formas de tratamiento”, 2004,
Andrés Roque V., Universidad de Chile.
Página de la Biblioteca del Congreso Nacional, disponible en:
http://www.bcn.cl/buscador_beta/buscador_rpta?busqueda=RILES&pagina=1&fuente
=Leyes&sort=&mindate=&maxdate=&K=1&b=1, visitado en octubre de 2011
Decreto Supremo Nº 609, “Norma de emisión para la regulación de contaminantes
asociados a las descargas de residuos industriales líquidos a sistemas de
alcantarillado 1998, Ministerio de obras Públicas
Norma Chilena Nº 2313, “Aguas Residuales – Métodos de análisis”.
“Tratamiento de agua, coagulación y floculación”, 2000, Yolanda Andía, Sedapal,
Evaluación de plantas y desarrollo tecnológico.
Página de estrucplan, “Ingeniería de tratamiento de aguas residuales: Tratamiento
físico – químico”, disponible en
http://www.estrucplan.com.ar/Producciones/entrega.asp?IDEntrega=2519, visitado en
noviembre de 2011.
Página de hidritec, “Tratamiento de aguas residuales y disminución de DQO”,
disponible en: http://www.hidritec.com/hidritec/tratamiento-de-aguas-residuales-y-
disminucion-de-dqo, visitado en enero 2012
“Tratamientos avanzados de aguas residuales industriales”. 2006. Antonio
Rodriguez, Pedro Letón, Roberto Rosal, Miriam Dorado, Susana Villar, Juana Sanz.
Circulo de innovación en tecnologías medioambientales y energía (CITME). Madrid.
Manual Cloruro Férrico, OXY, Occidental Chemical Chile Limitada.

67
Página de FMC foret, “Control de DBO y DQO con peróxido de hidrógeno”,
disponible en:
http://www.fmcforet.com/Portals/FMCForetTO/Content/Docs/Aguas/Efluentes%20Ind
ustriales%20Reduccion%20de%20DBO%20y%20DQO.pdf , visitado enero de 2012.
Página de madrimasd, “Aplicación de la ozonificación en el tratamiento de aguas:
descripción y funcionamiento”, disponible en:
http://www.madrimasd.org/blogs/remtavares/2008/01/16/82477, visitada en enero de
2012.
“Procesos de potabilización del agua e influencia del tratamiento de ozonificación”.
2003. Francisco Rodriguez. Ediciones Díaz de Santos S.A.. Madrid
“Propuesta integración sistema de ozonificación planta de tratamiento de RILes,
pesquera Ludrimar Ltda.” 2006. ECO3 Sistemas de Ozono.
Página madrimasd, “Tratamiento electroquímico de aguas residuales”, disponible en:
http://www.madrimasd.org/blogs/remtavares/2010/09/17/13149, visitado en enero de
2012.
“Electrocoagulación de aguas residuales”, Gonzalo Morante. Revista Colombiana de
física, volumen 34, 2002.
“Tratamiento de aguas residuales industriales mediante electrocoagulación y
coagulación convencional”, 2007. Fabiola Martínez N., Universidad de Castella-la
Mancha.
Página de Ecofield, “Tratamiento de las aguas residuales mediante
electrocoagulación”, disponible en http://www.ecofield.com.ar/archivo/a-011.htm,
visitado en enero 2012.
68
ANEXO A:
PROCEDIMIENTOS

69
A.1 PROCEDIMIENTO DE FUNCIONAMIENTO DE LA PLANTA
DE RILES
A.1.1 Objetivo.
Este documento establece una metodología específica para el desarrollo óptimo y el
control de la planta de riles.
A.1.2 Alcance.
La presente instrucción de trabajo es aplicable sólo a la planta de riles, siendo el área
operacional involucrada la Gerencia de Operaciones.
A.1.3 Responsabilidades.
En la siguiente tabla se indican las principales responsabilidades asociadas al
correcto funcionamiento de la planta de riles.
Materia Responsable
Asegurar el correcto funcionamiento de la
planta de tratamiento.
Jefe de producción
Ejecución de la actividad.
Verificación de equipos y parámetros.
Ajustes del tratamiento.
Operador planta de riles.
Supervisión del buen manejo de la planta Jefe de turno

70
A.1.4 Descripción de la actividad.
Equipos
Piscina de separación de solvente.
Acumulador.
Homogenizador.
Neutralizador.
Floculador.
Decantador.
Espesador.
Cancha de secado.
Estanques de acumulación.
Bombas de dosificación: Coagulante (P-910); Floculante (P-913); NaOH (P-
912)
Bombas de traspaso: Pozo Acumulador (P-903 A); Normal a Neutralizador (P-
904); Emergencia a Neutralizador (P-905); a Espesador (P-906); a Cancha de
secado de Lodos (P-907).
Agitadores: Homogenizador (MR-902B); Coagulante (MR-909); Floculante
(MR-908) Neutralizador (MR-903); Floculador (MR-904); Espesador (MR-906)
Materiales
Coagulante
Floculante
Hidróxido de sodio

71
A.1.5 Operación de la planta de riles.
Verificar en la piscina de acumulación, que haya una cantidad suficiente de agua
para traspasarla al homogenizador, y que existan solventes en el agua a tratar.
Accionar Bomba A pozo Acumulador (P-903A), para llenar el homogenizador
con el agua a tratar.
Accionar el agitador del homogenizador (MR-902B)
Llenar el homogenizador a su capacidad máxima, la cual es de 45 [m3].
Verificar las cantidades existentes en los recipientes de coagulante, soda y
floculante, en caso de no haber o quedar muy poco, rellenar los recipientes de
estos productos.
Accionar los agitadores correspondientes: Coagulante (MR-909); Floculante
(MR-908); Neutralizador (MR-903); Floculador (MR-904).
Verificar las dosificaciones de Coagulante, Soda y Floculante.
Accionar la bomba traspaso a neutralizador, dependiendo de la bomba que se
encuentre disponible en el momento; utilizar la bomba normal o la bomba de
emergencia (P-904 ó P-905)
Verificar que el pH se mantenga en 7 (Neutro) mientras el agua se mantenga en
tratamiento, con el fin de mantener el medio ideal para la formación de flóculos.
En el caso de no tener este valor.
Una vez que el agua este tratada verificar pH, el cual debe presentar un valor
entre 5,5 – 9,0 y que cuente con una baja turbiedad.
Cuando se haya procesado una cantidad suficiente de RILes, sacar los lodos
del decantador, utilizando la bomba P-906, la que llevara éstos al espesador.

72
Accionar el agitador del espesador (MR-906).
Llevar los lodos a la cancha de secado, con la bomba P-907, este proceso se
realiza cuando esté disponible una cancha de secado.
Retirar los lodos de la cancha de secado una vez secos; el proceso de secado
de lodos, dependerá de la temperatura ambiental de los días que se encuentren
en la cancha, sin embargo, se espera un tiempo aproximado de dos semanas.
Importante:
Cuando el agua a tratar tiene un poder espumógeno muy alto, es decir se forma una
capa de espuma considerable en el homogenizador, adicionar antiespumante,
llenando el homogenizador (45 [m3]), agregar 500 [ml] de antiespumante, y dejar un
tiempo de 15 – 30 minutos homogenizar producto de la agitación en la piscina
homogenizadora.
Si existe una gran cantidad de RILes en el acumulador, traspasar éstos a los
estanques acumuladores disponibles en la planta, con una bomba externa.

73
A.2 PROCEDIMIENTO DE TRATAMIENTO DE AGUA ÁCIDA
A.2.1 Objetivo.
Este documento establece una metodología específica para el tratamiento que se
debe realizar al agua ácida producida en planta de producción.
A.2.2 Alcance.
La presente instrucción de trabajo es aplicable sólo a la planta de riles, siendo el área
operacional involucrada la Gerencia de Operaciones.
A.2.3 Responsabilidades.
En la siguiente tabla se indican las principales responsabilidades asociadas al
tratamiento del agua ácida:
Materia Responsable
Asegurar el correcto funcionamiento de la
planta de tratamiento.
Jefe de producción
Ejecución de la actividad.
Verificación de equipos y parámetros.
Ajustes del tratamiento.
Operador planta de riles.
Supervisión del buen manejo de la planta Jefe de turno

74
Descripción de la actividad.
Equipos
Estanque de azeotrópico
Olla de mezclado
Materiales.
Hidróxido de sodio
A.2.4 Procedimiento retiro de agua ácida
Verificar el nivel del estanque de azeotrópico.
Traspasar el agua del estanque a la olla abriendo las llaves de paso
correspondientes.
En la olla agregar el hidróxido de sodio (si la soda se encuentra al 30%,
agregar 20 L de soda por 1288 L aproximadamente de agua, esta medida es
hasta la última válvula de la olla).
Encender el agitador de la olla para homogenizar el agua.
Verificar que el pH del agua presente en la olla sea muy cercano a 7,0; de ser
un pH muy bajo en comparación con éste, agregar más soda.
Se abre la válvula para sacar el agua de la olla y así ésta se dirige a la planta
de riles, para aplicar el tratamiento de RILes correspondiente.
75
A.3 PROCEDIMIENTO DE PREPARACIÓN DE FLOCULANTE
A.3.1 Objetivo.
Este documento establece una metodología específica para la preparación del
floculante
A.3.2 Alcance.
La presente instrucción de trabajo es aplicable sólo a la planta de riles, siendo el área
operacional involucrada la Gerencia de Operaciones.
A.3.3 Responsabilidades.
En la siguiente tabla se indican las principales responsabilidades asociadas a la
preparación del floculante
Materia Responsable
Ejecución de la actividad. Operador planta de riles.
Supervisión de preparación de floculante Jefe de turno
Descripción de la actividad.
Equipos
Recipiente de floculante
Agitador de floculante (MR-908)
Materiales.
Floculante (en polvo)
Agua

76
A.3.4 Procedimiento de preparación de floculante
Agregar 125 [g] de flocúlate sólido (½ medida).
Agregar 100 [L] de agua
Agitar con agitador (MR-908)

77
ANEXO B:
CÁLCULOS DE VOLUMEN DE CADA ETAPA DEL
TRATAMIENTO DE RILES.

78
Medidas de estanques de cada estanque de la planta de RILes, junto al cálculo de
sus volúmenes máximos utilizables.
B.1 Separador de solventes
El volumen por cada cámara de separación de solvente es
345,2
4,125,14,1
mV
V
B.2 Acumulador
3232,50
3
63,0355,455,4347,3
mV
V

79
B.3 Homogenizador
345
80,155
mV
V
B.4 Neutralizador
310,3
11,090,130,130,1
mV
V
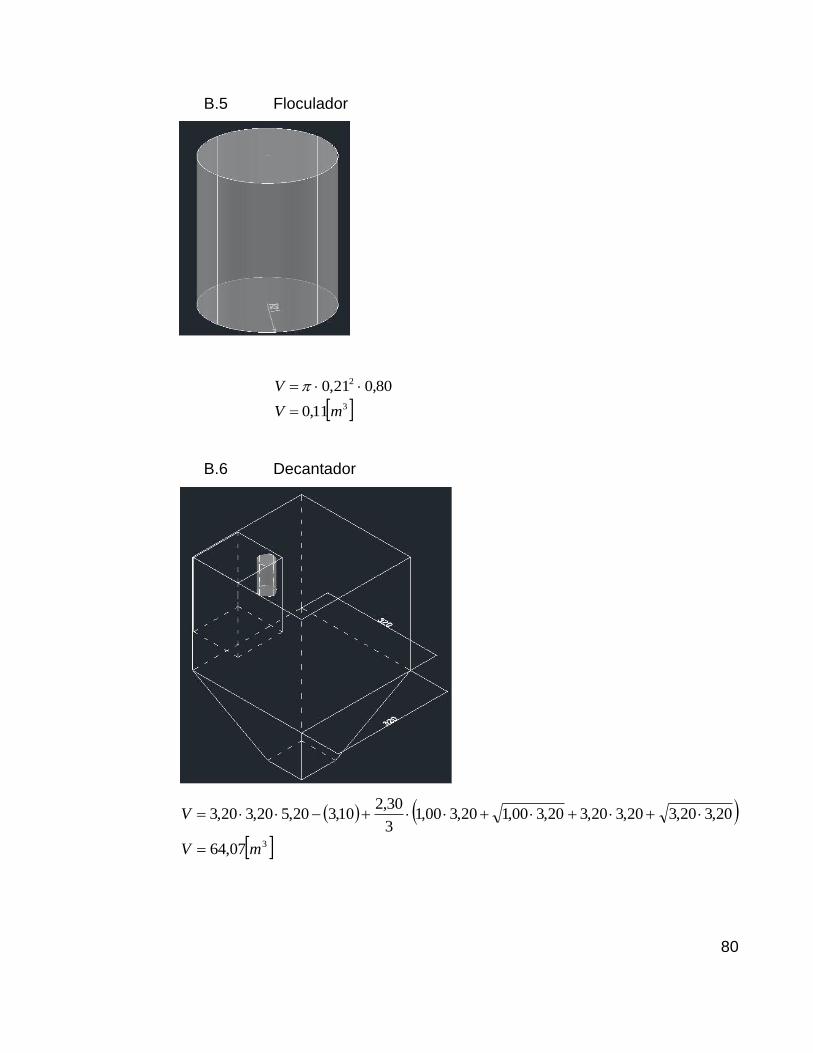
80
B.5 Floculador
3
2
11,0
80,021,0
mV
V
B.6 Decantador
307,64
20,320,320,320,320,300,120,300,13
30,210,320,520,320,3
mV
V

81
B.7 Espesador
314
00,200,250,3
mV
V
B.8 Cancha de secado
374,4
80,614,070,4
mV
V

82
ANEXO C:
ANÁLISIS COMPLETO DE RILES

83

84
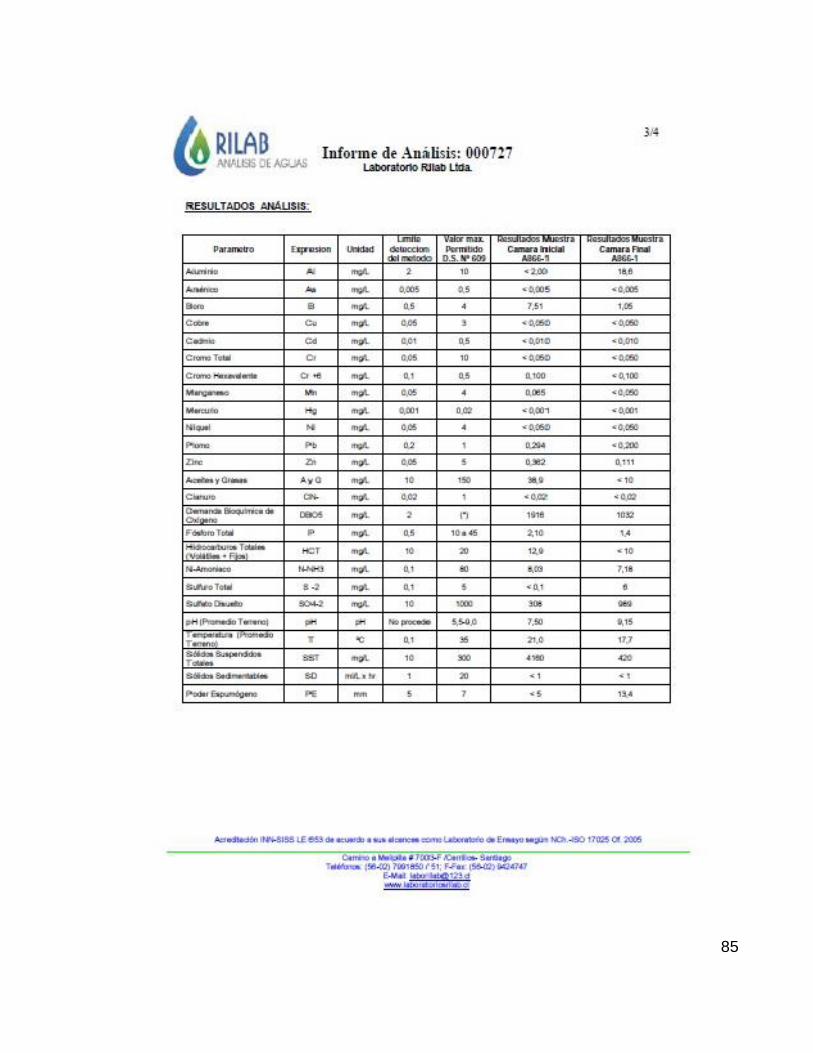
85

86

87

88
ANEXO D:
FACTURA DE AGUAS ANDINAS
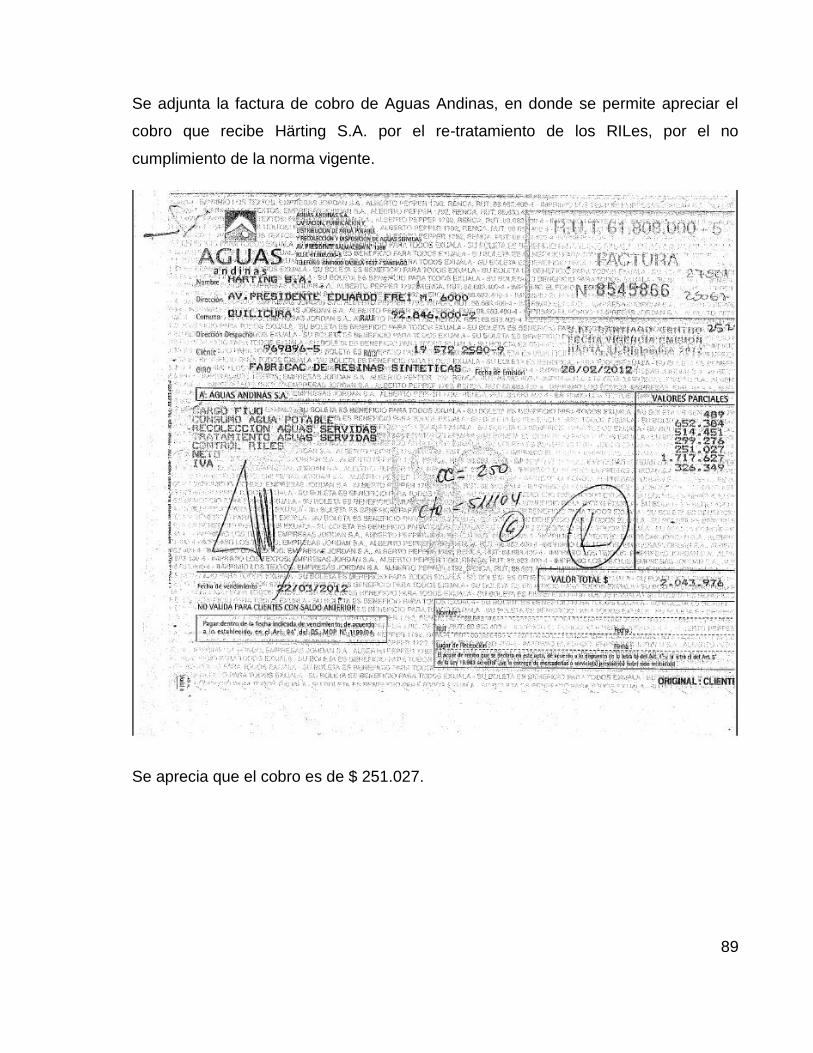
89
Se adjunta la factura de cobro de Aguas Andinas, en donde se permite apreciar el
cobro que recibe Härting S.A. por el re-tratamiento de los RILes, por el no
cumplimiento de la norma vigente.
Se aprecia que el cobro es de $ 251.027.