proyecto optimizaciÓn del Área seca de minera …opac.pucv.cl/pucv_txt/txt-8500/ucf8856_01.pdf ·...
TRANSCRIPT
PONTIFICIA UNIVERSIDAD CATÓLICA DE VALPARAÍSO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA QUÍMICA
PROYECTO PARA OPTAR AL TÍTULO DE INGENIERO CIVIL
QUÍMICO
“PROYECTO OPTIMIZACIÓN DEL ÁREA SECA
DE MINERA SPENCE – BHP BILLITON”
Bárbara Parragué Guzmán
Profesores Guía:
Jaime Fernández Celis
José Torres Titus
2013

II
Resumen
“Optimización del Área Seca” es un proyecto de Minera Spence de BHP Billiton, ubicada en la II
Región de nuestro país, cuyo principal objetivo es obtener un significativo aumento (15%) en el
rendimiento de la planta, esto es, de 50.000 a 61.200 ton seca/día (3.400 ton seca/h). Alcanzar este
objetivo permite un aumento en la producción. No obstante, para el logro de esta meta se hace
indispensable la modificación y adquisición de nuevos equipos que permitan optimizar el proceso en
las etapas de chancado primario, chancado y harneado, aglomeración y apilamiento.
Considerando que uno de los principales problemas de la producción, proviene del área seca, punto
crítico de la planta, se inició este proyecto con un período de observación de las condiciones en que
ésta se encontraba, seguido de un análisis de equipos críticos a través de 3 estudios: por detenciones no
programadas de equipos, por campaña (óxido-sulfuro) y por capacidad; cada uno de los cuales permitió
identificar 2 etapas: pre-optimización y post-optimización.
La primera etapa, demostró fehacientemente, que los problemas más recurrentes de la planta, eran
ocasionados por detenciones no programadas de operación y mantención. En la segunda etapa, los
principales obstáculos fueron provocados por la demora en la puesta en marcha de la segunda línea de
aglomeración, la detección de fallas estructurales en la correa 41-CV-13 y el mal funcionamiento de
los empalmes de las correas transportadoras, lo que ocasionó inestabilidad a la planta impidiendo su
normal operación. Sin embargo, lo que contribuye en gran parte al bajo desempreño del rendimiento y
del tiempo de operación efectiva de la planta es la falta de un sistema de acopio de gruesos (Stock Pile)
en el área seca, ya que sin éste el proceso y la producción se ven interrumpidas constantemente a causa
de las recurrentes detenciones de los equipos.
Estudiado el problema y validada la condición de la planta en estado pre y post-optimización, se creó
como herramienta, una planilla dinámica de Excel, basada en el balance de masa del área seca, lo que
permite predecir posibles problemas de capacidad en los equipos de la planta cuando se opere, en el
nuevo proyecto, en condiciones normales.
El estudio de costos por operaciones no programadas, durante los 3 primeros meses de marcha blanca
del proyecto llegó a US$ 260.264, lo que implica sólo un 0,4% en la utilidad del AF131. Ésta no
1 AF13: Año Fiscal 2013
III
presenta riesgos al variar la TMAR2 del proyecto o debido a las fluctuaciones del precio del cobre,
salvo que esta última disminuya en un hasta un valor igual o menor a US$ 1,69, instancia en la que el
VAN del proyecto pasaría a ser cero o negativa.
2 TMAR: Tasa Mínima Atractiva de Retorno.

IV
Índice de Contenidos
Resumen………………………………………………………………………………………… II
CAPÍTULO I. Introducción, Objetivos y Actividades……………………………………… 1
1.1. Introducción………………………………………………………………………………... 1
1.2. Objetivos…………………………………………………………………………………… 4
1.3. Actividades………………………………………………………………………………… 4
CAPÍTULO II. Descripción General de la Operación de Minera Spence………………… 6
2.1. Ubicación…………………………………………………………………………………... 6
2.2. Información Meteorológica………………………………………………………………… 7
2.3. Sismología………………………………………………………………………………….. 8
2.4. Resumen General…………………………………………………………………………… 8
CAPÍTULO III. Antecedentes del Área Seca………………………………………………… 10
3.1. Descripción de la Planta de Chancado……………………………………………………… 10
3.1.1. Descripción de las Instalaciones y Equipos Principales………………………………….. 13
3.1.1.1. Listado de Equipos Principales………………………………………………………… 14
3.1.2. Criterios de Diseño y Parámetros Principales……………………………………………. 21
3.1.3. Operación de la Planta de Chancado…………………………………………………….. 22
3.1.3.1. Aspectos Prácticos de la Operación…………………………………………………… 22
3.1.3.2. Desviaciones en la Operación…………………………………………………………. 27
3.2. Descripción del Proceso de Aglomeración………………………………………………… 30
3.2.1. Descripción de las Instalaciones y Equipos Principales…………………………………. 33
3.2.2. Criterios de Diseño y Parámetros Principales…………………………………………… 37
3.2.3. Operación de Aglomeración……………………………………………………………... 38
3.2.3.1. Aspectos Prácticos de la Operación…………………………………………………… 38
3.2.3.2. Desviaciones en la Operación…………………………………………………………. 39
3.3. Descripción del Apilamiento de Mineral………………………………………………….. 41
3.3.1. Descripción de las Instalaciones y Equipos Principales…………………………………. 42
3.3.2. Criterios de Diseño y Parámetros Principales…………………………………………… 43
3.3.3. Operación del Apilamiento………………………………………………………………. 43
3.3.3.1. Aspectos Prácticos de la Operación……………………………………………………. 43
V
3.3.3.2. Operación del Sistema de Apilamiento………………………………………………… 44
3.3.3.3. Desviaciones en la Operación………………………………………………………….. 46
3.3.3.4. Situaciones Límites de Proceso………………………………………………………… 47
CAPÍTULO IV. Definición, Objetivos y Alcance del Proyecto “Optimización del
Área Seca……………………………………………………………………………………….. 48
3.1. Objetivos…………………………………………………………………………………… 48
3.2. Alcance…………………………………………………………………………………….. 48
3.2.1. Incremento del Rendimiento…………………………………………………………….. 48
3.2.2. Optimización del Apilamiento…………………………………………………………… 53
CAPÍTULO V. Análisis y Diagnóstico Operacional (Pre-Optimización)………………….. 57
5.1. Evaluación y Diagnóstico de la Operación Actual…………………………………………. 57
5.2. Equipos Críticos……………………………………………………………………………. 57
5.2.1. Equipos Críticos por Detenciones No Programadas……………………………………... 58
5.2.2. Equipos Críticos por Campaña…………………………………………………………… 64
5.2.3. Equipos Críticos por Capacidad………………………………………………………….. 67
5.3. Tiempo de Operación Efectiva……………………………………………………………… 69
CAPÍTULO VI. Análisis y Evaluación Post-Optimización……………………………......... 71
6.1. Equipos Críticos……………………………………………………………………………. 71
6.1.1. Equipos Críticos por Detenciones No Programadas……………………………………… 71
6.1.2. Equipos Críticos por Campaña…………………………………………………………… 73
6.1.3. Equipos Críticos por Capacidad………………………………………………………….. 73
6.2. Tiempo de Operación Efectiva……………………………………………………………… 74
6.3. Rendimiento………………………………………………………………………………… 76
CAPÍTULO VII. Amenazas del Proyecto Optimización del Área Seca………………......... 78
CAPÍTULO VIII. Análisis Económico…………………………………………………………. 79
8.1. Análisis de Sensibilidad……………………………………………………………………. 80
8.1.1. Variación del Precio del Cobre…………………………………………………………… 80
8.1.2. Variación de la TMAR…………………………………………………………………… 83
VI
CAPÍTULO IX. Discusión y Conclusión……………………………………………………... 85
Glosario…………………………………………………………………………… ……………… 87
Referencia Bibliográfica………………………………………………………………………. 89
Anexos…………………………………………………………………………………………… 90
ANEXO A. Información Recopilada del Área Seca………………………………………….. 91
ANEXO B. Balance de Masa del Área Seca………………………………………………….. 100
B-1. Etapa Pre-Optimización (Capacidad Nominal: 50.000 ton/día)…………………………… 100
B-2. Etapa Pre-Optimización (Capacidad de Diseño: 57.500 ton/día)…………………………. 105
B-3. Etapa Post-Optimización (Capacidad Nominal: 61.200 ton/día)………………………….. 109
ANEXO C. Tablas del Análisis Económico…………..……………………………………… 113
C-1. Variación del Precio del Cobre…………….……………………………………………… 113
C-1.1. El precio del cobre es fijo………………………………………………………………. 113
C-1.2. El precio del cobre disminuye un 5% anual..…………………………………………… 115
C-1.3. El precio del cobre disminuye un 6% anual…………………………………………….. 116
C-1.4. El precio del cobre disminuye un 7% anual…………………………………………….. 118
C-1.5. El precio del cobre disminuye un 8% anual…………………………………………….. 119
C-1.6. El precio del cobre disminuye un 9% anual…………………………………………….. 121
C-1.7. El precio del cobre disminuye un 10% anual…………………………………………… 122
C-2. Variación de la TMAR……………………………………………………………………. 124
C-2.1. El precio del cobre es fijo……………………………………………………………….. 124
C-2.2. El precio del cobre disminuye un 5% anual…………………………………………….. 125
C-2.3. El precio del cobre disminuye un 6% anual…………………………………………….. 126
C-2.4. El precio del cobre disminuye un 7% anual…………………………………………….. 127
C-2.5. El precio del cobre disminuye un 8% anual…………………………………………… 128
C-2.6. El precio del cobre disminuye un 9% anual…………………………………………… 129
C-2.7. El precio del cobre disminuye un 10% anual………………………………………….. 130
VII
CAPÍTULO D. Oportunidades de Mejora…………………………………………………. 131
D-1. Detenciones No Programadas (Operación Planta)…………………………………………. 131
D-2. Detenciones No Programadas (Operación Mina)………………………………………….. 131
D-3. Optimización del Proceso………………………………………………………………….. 132
D-4. Predicción de Equipos Críticos…………………………………………………………….. 133

VIII
Índice de Tablas
CAPÍTULO II. Descripción General de la Operación de Minera Spence…………………. 6
2.1. Descripción de la temperatura ambiente…………………………………………………… 7
2.2. Descripción de la evaporación de piscinas…………………………………………………. 7
2.3. Descripción del sistema de riego de las pilas de lixiviación……………………………...... 7
CAPÍTULO III. Antecedentes del Área Seca……………………………………………….. 10
3.1. Equipos principales de la planta de chancado…………………………………………...... 14
3.2. Alimentadores de cinta planta de chancado………………………………………………. 19
3.3. Correas transportadoras de la planta de chancado………………………………………… 20
3.4. Criterios de diseño y parámetros principales de la planta de chancado…………………… 21
3.5. Listado de equipos principales de la aglomeración……………………………………….. 34
3.6. Alimentadores de cinta en aglomeración…………………………………………………. 34
3.7. Característica de correa transportadora alimentadora del tambor aglomerador………. …. 35
3.8. Datos principales de la especificación técnica…………………………………………..... 36
3.9. Criterios de diseño y parámetros principales de la aglomeración……………………........ 37
3.10. Criterios de diseño y parámetros principales del apilamiento…………………………… 43
CAPÍTULO IV. Definición, Objetivos y Alcance del Proyecto “Optimización del
Área Seca……………………………………………………………………………………….. 48
4.1. Características y parámetros principales de la segunda línea de aglomeración……………. 51
CAPÍTULO V. Análisis y Diagnóstico Operacional (Pre-Optimización)………………….. 57
5.1. Listado de causas con mayor tiempo de detención de los 5 equipos más críticos del área
Seca……………………………………………………………………………………….... 63
5.2. Equipos críticos y tiempo de detención por campaña……………………………………… 65
CAPÍTULO VIII. Análisis Económico……………………………………………………….. 79
8.1. Valores del precio del cobre para cada año en US$/lb……………………………………… 81
8.2. Producción de Cu catódico adicional del proyecto………………………………………………….. 81
8.3. VAN anual según su % de disminución del precio del cobre…………………………………… 82
8.4. VAN calculado a partir de variaciones en el valor de TMAR…………………………………... 83
IX
ANEXO A. Información Recopilada del Área Seca………………………………………….. 91
A-1. Información extraída del sistema de registro de detenciones…………………………….... 91
A-2. Información del rendimiento diario del área seca…………………………………………. 99
ANEXO B. Balance de Masa del Área Seca………………………………………………….. 100
B-1.1. Tabla resumen del balance de masa [ton/h] (50 kton/día)…………………. ……………. 104
B-2.1. Tabla resumen del balance de masa [ton/h] (57,5 kton/día)…………………………..... 108
B-3.1. Tabla resumen del balance de masa [ton/h] (61,2 kton/día)……………………………. 112
ANEXO C. Tablas de Análisis Económico del Proyecto………………………………………. 113
C-1.1. Utilidad operacional con el precio del cobre fijo……………………………………………….. 113
C-1.2. Flujo de caja neto con el precio del cobre fijo [US$/año]……………………………………… 114
C-1.3. VAN calculado a partir del flujo de caja anterior [US$/año]…………………………………... 114
C-1.4. Utilidad operacional con variación del -5% anual en el precio del cobre…………………….. 115
C-1.5. Flujo de caja neto con variación del -5% anual en el precio del cobre [US$/año]…………… 115
C-1.6. VAN calculado a partir del flujo de caja anterior [US$/año]………………………………….. 116
C-1.7. Utilidad operacional con variación del -6% anual en el precio del cobre……………………. ……. 116
C-1.8. Flujo de caja neto con variación del -6% anual en el precio del cobre [US$/año]…………… 117
C-1.9. VAN calculado a partir del flujo de caja anterior [US$/año]………………………………….. 117
C-1.10. Utilidad operacional con variación del -7% anual en el precio del cobre…………………… 118
C-1.11. Flujo de caja neto con variación del -7% anual en el precio del cobre [US$/año]………….. 118
C-1.12. VAN calculado a partir del flujo de caja anterior [US$/año]………………………………… 119
C-1.13. Utilidad operacional con variación del -8% anual en el precio del cobre…………………… 119
C-1.14. Flujo de caja neto con variación del -8% anual en el precio del cobre [US$/año]………….. 120
C-1.15. VAN calculado a partir del flujo de caja anterior [US$/año]………………………………… 120
C-1.16. Utilidad operacional con variación del -9% anual en el precio del cobre…………………… 121
C-1.17. Flujo de caja neto con variación del -9% anual en el precio del cobre [US$/año]………….. 121
C-1.18. VAN calculado a partir del flujo de caja anterior [US$/año]………………………………… 122
C-1.19. Utilidad operacional con variación del -10% anual en el precio del cobre…………………. …… 122
C-1.20. Flujo de caja neto con variación del -10% anual en el precio del cobre [US$/año]……………… 123
C-1.21. VAN calculado a partir del flujo de caja anterior [US$/año]…………………………………….. 123
C-2.1. VAN para distintos valores de TMAR con el precio del cobre fijo……………………………….. 124
C-2.2. VAN para distintos valores de TMAR con disminución de 5% anual en el precio del cobre…….. 125
C-2.3. VAN para distintos valores de TMAR con disminución de 6% anual en el precio del cobre…….. 126
C-2.4. VAN para distintos valores de TMAR con disminución de 7% anual en el precio del cobre…….. 127
C-2.5. VAN para distintos valores de TMAR con disminución de 8% anual en el precio del cobre…….. 128
C-2.6. VAN para distintos valores de TMAR con disminución de 9% anual en el precio del cobre…….. 129

X
C-2.7. VAN para distintos valores de TMAR con disminución de 10% anual en el precio del cobre…….. 130
XI
Índice de Figuras
CAPÍTULO II. Descripción General de la Operación de Minera Spence………………… 6
2.1. Mapa de la II Región de Antofagasta, ubicación de Minera Spence……………………. 6
CAPÍTULO III. Antecedentes del Área Seca……………………………………………….. 10
3.1. Diagrama de bloques general……………………………………………………………………. 10
3.2. Diagrama de bloques del área seca………………………………………………………………… 11
3.3. Picarrocas típico BTI………………………………………………………………………………. 15
3.4. Chancador Primario METSO Superior MKII……………………………………………………… 16
3.5. Harnero Schenck de doble cubierta típico, con aislamiento de vibraciones hacia la estructura soportante o
fundaciones………………………………………………………………………………………………. 16
3.6. Cuerpo de Harnero Schenck Tipo Banana Saliendo de la Fábrica en Australia………………. ….. 17
3.7. Chancadores de cono METSO tipo MP, estándar o cabeza corta………………………………. ….. 18
3.8. Diagrama de bloques chancado aglomeración – apilamiento…………………………………... ….. 31
3.9. Tambor aglomerador 2 de Minera Spence………………………………………………………. 32
CAPÍTULO IV. Definición, Objetivos y Alcance del Proyecto “Optimización del
Área Seca……………………………………………………………………………………….. 48
4.1. Diagrama del área de chancado……………………………………………………………. 49
4.2. Diagrama del área de aglomeración……………………………………………………….. 50
4.3. Diagrama del área de aglomeración……………………………………………………….. 53
4.4. Diagrama del área de apilamiento…………………………………………………………. 56
ANEXO B. Balance de Masa del Área Seca………………………………………………….. 100
B-1.1. Diagrama de balance de masa (primera parte)………………………………………….. 101
B-1.2. Diagrama de balance de masa (segunda parte)………………………………………….. 102
B-1.3. Diagrama de balance de masa (tercera parte)…………………………………………… 103
B-2.1. Diagrama de balance de masa (primera parte)………………………………………….. 105
B-2.2. Diagrama de balance de masa (segunda parte)…………………………………………… 106
B-2.3. Diagrama de balance de masa (tercera parte)…………………………………………….. 107
B-3.1. Diagrama de balance de masa (primera parte)……………………………………………. 109
B-3.2. Diagrama de balance de masa (segunda parte)…………………………………………… 110
B-3.3. Diagrama de balance de masa (tercera parte)…………………………………………….. 111

XII
Índice de Gráficos
CAPÍTULO V. Análisis y Diagnóstico Operacional (Pre-Optimización)…..……………. 57
5.1. Diagrama pareto de detenciones no programadas en el área de chancado………………. 59
5.2. Detenciones no programadas mensuales del chancador primario……………………….. 60
5.3. Diagrama pareto de detenciones no programadas en el área de apilamiento……………. 61
5.4. Detenciones no programadas mensuales de la correa 41-CV-12………………………… 62
5.5. Detenciones no programadas mensuales de la correa 41-CV-11………………………… 62
5.6. Detenciones no programadas más recurrentes por fallas de mantención……………….. 63
5.7. Detenciones no programadas más recurrentes por fallas de operación…………………. 64
5.8. Diagrama pareto de detenciones no programadas del área seca por campaña………….. 65
5.9. Gráfico de cajas del tiempo de operación efectiva del área seca por campaña………….. 69
CAPÍTULO VI. Análisis y Evaluación Post-Optimización…..……………………………... 71
6.1. Diagrama pareto de detenciones no programadas en el área de chancado………………. 72
6.2. Diagrama pareto de detenciones no programadas en el área de apilamiento……………. 72
6.3. Agrupación de las fallas más recurrentes en el área de chancado y apilamiento………... 73
6.4. Tiempo óptimo de operación área seca post-optimización……………………………….. 75
6.5. Gráfico de caja de tiempo óptimo de operación por campaña y por estado del proyecto 75
6.6. Gráfico de caja de rendimiento del área seca por campaña y por estado del proyecto…. 76
6.7. Rendimiento del área seca post-optimización…….……………………………………….. 77
CAPÍTULO VIII. Análisis Económico………………………………………………………. 79
8.1. VAN vs la variación del precio del cobre………………………………………………………. …. 82
8.2. VAN vs TMAR con sus respectivas variaciones en el precio del cobre……………………… …. 84

XIII
Agradecimientos
Primero que todo quiero agradecer a mi familia por su constante e incondicional apoyo, ayuda,
generosidad y ánimo que me brindaron a lo largo de mis estudios y sobre todo en esta última etapa de
realización y presentación de mi memoria.
A mis profesores guía, Jaime Fernández C. Y José Torres T., por la paciencia, dedicación y
comprensión en las etapas de revisión y corrección de mi memoria.
A mi amiga y compañera Gabriela Salinas S. por sus palabras de aliento, compañía y apoyo durante la
etapa de presentación de mi memoria.
A todos los integrantes del Laboratorio Wieteres de ECIM por permitirme trabajar en un ambiente muy
grato y dándome todas las facilidades para poder este trabajo.
Y por último, pero no por esto menos importante, quiero agradecer de forma muy especial a mis
tutores de Minera Spence – BHP Billiton, Juan Larenas y Hugo Zepeda, por brindarme todo su apoyo,
conocimiento, ayuda, dedicación, paciencia, comprensión y amistad en los momentos que necesité de
ellos. También agradecer a todas las personas que conocí y con las que trabajé en este lugar, cada uno
aportó de distinta forma a la realización de este trabajo, tanto en el área profesional como en el área
personal. Tengo los mejores y más lindos recuerdos de cada uno de ustedes. Los extraño y nunca los
olvido.
1
CAPÍTULO I. Introducción, Objetivos y Actividades
1.1. Introducción
Minera Spence S.A. es una empresa de BHP Billiton Base Metals, ubicada en la II Región, orientada a
la explotación de yacimientos mineros de metales base, específicamente cobre, cuya producción se
comercializa internacionalmente en la Bolsa de Metales de Londres. Spence es una empresa altamente
comprometida con una gestión que apunta al cero daño, protegiendo la integridad física de sus
trabajadores, colaboradores, medio ambiente y comunidades que puedan verse afectadas por sus
ejecuciones y, al mismo tiempo, preocupada de cumplir una misión que tienda a la excelencia de sus
procesos y la máxima eficiencia de sus recursos siguiendo la línea de ser una operación destacada y
simple.
Minera Spence S.A. comenzó sus operaciones en Septiembre del año 2006 con la puesta en marcha de
la planta de chancado, siguiendo en diciembre del mismo año con el inicio de las operaciones de SX
(Extracción por Solventes) y EW (Electro-obtención), obteniéndose de esta forma, el primer cátodo de
cobre el día 5 de Diciembre. Spence es una mina de cobre con una capacidad de tratamiento de
200.000 toneladas de cobre fino al año y una ley promedio de 1,5% app; cuenta con operaciones de
extracción mina, chanchado primario, secundario y terciario, lixiviación química y bacterial de
aproximadamente 20.000.000 toneladas de mineral entre óxidos y sulfuros, además cuenta con una
planta de última generación de extracción por solvente de flujo reverso y una nave de electro-obtención
totalmente automatizada con la última tecnología de cosecha y despegado de cátodos.
Sin embargo, la capacidad de diseño de la planta no ha alcanzado los valores previstos, esto
principalmente debido a las bajas recuperaciones de lixiviación en las operaciones de sulfuros y las
bajas transferencias desde SX a EW. Por tal motivo y dadas las proyecciones de aumento en
producción, es que Minera Spence ha puesto en marcha una serie de proyectos y estudios orientados a
cumplir con los requerimientos productivos de la Gerencia de Operaciones y este estudio se enmarca
dentro de los alcances anteriormente mencionados.
El presente trabajo está orientado en uno de los proyectos de Gerencia de Operación Planta, el que se
denomina “Optimización del Área Seca”.
2
El proyecto “Optimización del Área Seca” consiste en poder aumentar la capacidad de rendimiento,
vale decir poder incrementar los actuales niveles de producción de 50.000 ton seca/día a 61.200 ton
seca/día (a 3.400 ton seca/h).
El Área Seca contempla las etapas de chancado, aglomeración y apilamiento. La planta de chanchado
es un eslabón en la cadena mina-chancado-aglomeración-apilamiento, cuya operación es en línea. El
chancado se realiza en tres etapas: primaria, secundaria y terciaria en circuito cerrado con una
capacidad nominal de 50.000 ton seca/día de mineral.
Para lograr el objetivo principal del proyecto, se realizaron modificaciones en equipos y se adquirieron
otros nuevos. En este contexto el trabajo se orientó en estudiar, identificar y validar parámetros de
operación y puntos críticos presentes en la planta, haciendo diagnósticos preliminares (etapa pre-
optimización) del estado del rendimiento y tiempo de operación efectiva del área seca. Luego, al
finalizar los trabajos y dando inicio a la etapa de marcha blanca del proyecto (etapa post-optimización),
se realizó el mismo diagnóstico durante los 3 primeros meses de operación del proyecto, trabajando en
campaña de óxidos. A través de estudios, reuniones, análisis estadísticos, visitas a terreno y trabajo en
equipo con distintas áreas, el resultado obtenido fue una gran mejoría en el tiempo de operación
efectiva del chancador primario que aumentó en un 20%. Sin embargo, según el análisis de detenciones
no programadas, las fallas de mantención ocasionadas por detenciones de correas debido a desperfectos
en sus empalmes, siguieron siendo la causa principal de detención de la planta. Lógicamente, este
problema fue previsto, ya que el proyecto contempló aumentar la carga de las correas y también su
velocidad, ambas en un promedio del 10%, por lo que constantemente se realizaron monitoreos de
todas las correas para velar por su normal funcionamiento.
También, al hacer una comparación entre el rendimiento en las etapas de pre y post-optimización, el
43% de los días en la segunda etapa, la planta llegó a procesar una cantidad igual o mayor a 61.200
ton/día de mineral seco. Lo que demuestra un mejor desempeño con respecto a la primera etapa.
Al mismo tiempo, se creó una herramienta en una planilla dinámica de excel que ayuda a predecir, bajo
ciertas condiciones de operación de la planta, los equipos críticos mediante sus capacidades. Con esto
además, se justificó la adición de una segunda línea de aglomeración del proyecto ya que los equipos
que presentaban alertas o condiciones críticas constantemente, bajo disintos parámetros de operación
eran la correa 40-CV-08 (alimentación del tambor aglomerador) y el tambor aglomerador 40-AD-01.

3
Finalmente, se realizó un análisis de sensibilidad con dos parámetros económicos (variación de la
TMAR y el precio del cobre) donde se verificó que la utilidad de la empresa, presenta establidad al
realizar los flujos de caja para las distintas fluctuaciones.
4
1.2. Objetivo General
Aumentar el rendimiento y tiempo de operación efectiva de la planta de área seca mediante el proyecto
“Optimización del área seca de Minera Spence – BHP Billiton”.
1.3. Objetivos Específicos
Realizar análisis y diagnóstico operacional del área seca en etapa pre-optimización.
Identificar los puntos críticos de la planta en etapa pre-optimización.
Realizar análisis y diagnóstico operacional del ára seca en etapa post-optimización o marcha
blanca, trabajando en campaña de óxidos.
Identificar los puntos críticos de la planta en etapa post-optimización.
Recomendar soluciones y oportunidades de mejora.
1.4. Actividades
Para llevar a cabo los objetivos específicos, se realizaron las siguientes actividades.
a) Recopilación de antecedentes de la planta: para determinar el estado en que se encontraba la
planta, fue necesario extraer información de todos los registros de detenciones de la planta
mediante la aplicación SRD (Sistema de Registro de Detenciones) utilizada en Minera Spence,
en ella hay información relevante como fecha y hora de inicio de la detención, duración,
equipo, área y causa, entre otros (Anexo A).
b) Recopilación de antecedentes del proyecto: para saber el alcance de “Optimización del Área
Seca” se trabajó en conjunto con el área de proyectos, quienes eran responsables directos de la
ejecución del mismo.
c) Visitas a terreno: durante los 6 meses de duración de este trabajo, se visitó muchas veces la
planta para verificar el estado y condiciones de operación de los distintos equipos.
d) Trabajo en equipo: durante el proceso de modificación de algunos equipos y la puesta en
marcha de otros, se realizaron distintos trabajos en conjunto con el área de operaciones de la
planta, el área de proyecto, el área de planificación, el área de operaciones de la mina, el área
5
de control de procesos, el área de ingeniería y el área de mantención. Estas labores tenían por
objetivo informar y tomar acciones correctivas de los problemas que se iban presentando a
medida que avanzaba el proyecto.
e) Análisis de resultados: mediante el software MiniTab se ejecutaron análisis estadísticos para
identificar si los procesos seguían una distribución normal y según esto, comparar mediante
promedios o medianas el desempeño en distintos meses y etapas del proyecto. También se
realizaron diagramas de pareto para visualizar mejor los equipos más críticos de la planta. De
igual forma, se desarrolló un balance de masa en una tabla dinámica de Excel, con el fin de
poder predecir equipos que podrían presentar problemas de capacidad en la operación.
6
CAPÍTULO II. Descripción General de la Operación de Minera
Spence
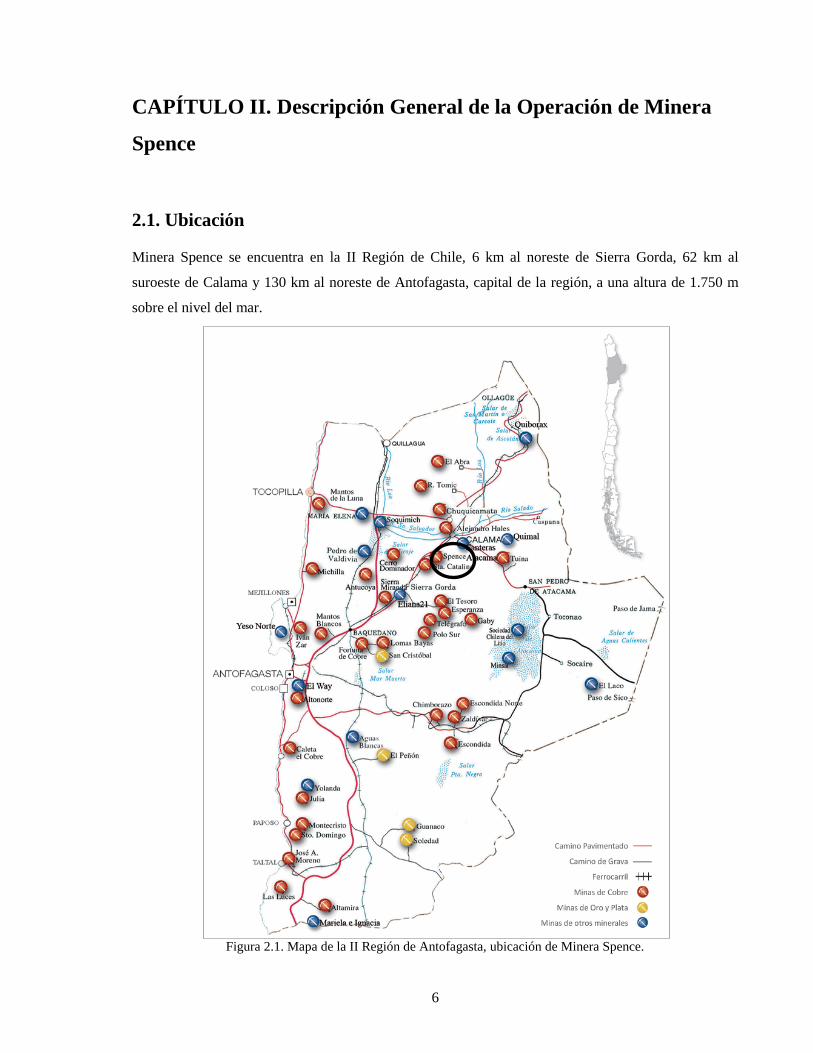
2.1. Ubicación
Minera Spence se encuentra en la II Región de Chile, 6 km al noreste de Sierra Gorda, 62 km al
suroeste de Calama y 130 km al noreste de Antofagasta, capital de la región, a una altura de 1.750 m
sobre el nivel del mar.
Figura 2.1. Mapa de la II Región de Antofagasta, ubicación de Minera Spence.
7
2.2. Información Meteorológica
Presión barométrica: 82,1 kPa.
Temperatura Ambiente (Tabla 2.2):
Descripción Valor [ºC]
Mínima Anual 0
Máxima Anual 33
Promedio Anual 20
Tabla 2.1. Descripción de la temperatura ambiente.
Radiación Solar: 0,7 – 1,1 kw/m2
Evaporación (Tabla 2.3.):
Piscinas Valor [mm/d]
Mínima Diaria 7,0
Máxima Diaria 13,4
Promedio Diario 9,6
Tabla 2.2. Descripción de la evaporación de piscinas.
Pilas Cantidad Tipo
Súlfuros 2,5 Goteros
Óxidos 10,0 Aspersores
Óxidos 6,0 Goteros
Dump 6,0 Goteros
Tabla 2.3. Descripción del sistema de riego de las pilas de lixiviación.
Nieve: 0 mm.
Vientos:
Máximo observado: 75 km/h.
Diseño a nivel del suelo: 120 km/h.
Dirección: ONO y NO.
Exposición al viento: Nch 432 Of. 71 ó UBC – 1997.
Humedad (Humedad Relativa Promedio): 23,1%.
2.3. Sismología
8
La zona corresponde a la Nch. 2369 zona 3 y para equipos rige la Uniform Building Code U.S.A.
(UBC – 1997) zona 4.
2.4. Resumen General
El proceso de Minera Spence sigue la vía: chancado, aglomeración, apilamiento de mineral, descarga
de ripios, lixiviación, extracción por solventes y electro-obtención.
El chancado, diseñado para una capacidad nominal de 50.000 ton/día de mineral, opera en campañas de
mineral oxidado y mineral sulfurado. La trituración se realiza en tres etapas: primaria, secundaria y
terciaria, con el circuito terciario cerrado. El producto del chancador primario se clasifica mediante
harneros (scalpers) y el mineral cuya granulometría es inferior a la abertura del chancador secundario,
se elimina de su alimentación y se reúne con el producto de los chancadores secundarios y terciarios
para alimentar a los harneros terciarios. El sobre tamaño de los harneros terciarios alimenta en circuito
cerrado el chancado terciario y el bajo tamaño es el producto final de la planta de chancado.
El mineral planta ROM (tal como sale de la mina o run of mine) es triturado desde un tamaño máximo
de 1.300 mm hasta 92% bajo 12,7 mm y 98% bajo 19 mm, como producto final después de las tres
etapas de chancado.
El mineral chancado se mezcla en un tambor rotatorio con ácido sulfúrico y refino de la extracción por
solventes de los óxidos o de sulfuros (según sea el tipo de mineral), para una mejor homogenización
del ácido sulfúrico e iniciar el curado del mineral. El producto resultante es transportado y depositado
en pilas de 10 m de altura, para ser lixiviado en forma separada, según sea mineral oxidado o sulfurado.
La lixiviación de los óxidos es convencional y la de los sulfuros es bacterial. El tiempo del ciclo de
lixiviación es de 285 días para los óxidos y de 661 días para los sulfuros, con un tiempo efectivo de
riego de 264 y 640 días, respectivamente.
El ciclo de lixiviación, tanto para los óxidos como para los sulfuros, se realiza en dos etapas. En la
primera etapa, el mineral fresco se riega con ILS (Solución Intermedia de Lixiviación) proveniente de
la segunda etapa para producir el PLS (Solución Cargada de Lixiviación) y en la segunda etapa el
9
mineral semi-gastado se lixivia con refino para producir ILS. Para controlar bajo 1 ppm el contenido de
cloro en el circuito de lixiviación bacterial de los súlfuros, el PLS formado durante los primeros días de
la lixiviación de los se drena hacia la piscina de PLS de los óxidos.
Los minerales mixtos de baja ley a tamaño ROM son lixiviados en un botadero con parte del refino del
circuito de los óxidos y el DPLS (Solución Cargada de Lixiviación en Botaderos) producido se
alimenta en serie a la lixiviación en pilas de los óxidos, aportando cobre sin variar el caudal del PLS
producido.
Al final de su ciclo, los minerales ya lixiviados en las pilas (ripios) se descargan en forma mecanizada
desde las pilas y se transportan y depositan en el botadero de ripios.
El circuito de extracción por solventes (SX) procesa la solución cargada en cobre (PLS), proveniente
de la operación de lixiviación de los óxidos o de los sulfuros, para transferir en forma selectiva el cobre
hacia las operaciones de electro-obtención (EW).
El circuito de SX consta de cuatro trenes, cada uno diseñado para procesar en forma simultánea ambos
PLS, de óxidos y sulfuros, para lo cual el flujo de orgánico contacta en contra-corriente las etapas de
extracción de PLS de los óxidos, E1-P y E2-P, y luego las etapas de extracción del PLS de los sulfuros
E1 y E2. Las etapas E1-P y E2-P también pueden recibir PLS de sulfuros.
El circuito de electro-depositación está diseñado para una capacidad nominal de 200.000 ton/año de
producción de cobre catódico. La electro-depositación utiliza cátodos permanentes y 378 celdas,
arreglada en tres circuitos electro-hidráulicos, cada uno con 126 celdas en dos filas de 63 celdas de
concreto polimérico con 78 cátodos cada una. La operación de cosecha, lavado y despegue de cátodos
es automatizada.
CAPÍTULO III. Antecedentes del Área Seca

10
El área seca de Minera Spence comprende los procesos de chancado, aglomeración y apilamiento, más
específicamente desde el chancador primario (30-CR-01) hasta la correa apiladora de óxido (41-CV-
14) y la correa apiladora de sulfuro (41-CV-16).
Figura 3.1. Diagrama de bloques general.
3.1. Descripción de la Planta de Chancado
El proceso de Spence sigue la vía chancado, aglomeración, apilamiento de mineral, lixiviación en pilas,
descarga de ripios, extracción por solventes y electro-obtención. La planta de chancado es un eslabón
en la cadena mina-chancado-aglomeración-apilamiento, cuya operación es en línea.
El chancado se realiza en tres etapas: primaria, secundaria y terciaria, en circuito terciario cerrado, con
una capacidad nominal de 50.000 ton/día de mineral. El mineral es triturado desde un tamaño máximo
de 1.300 mm hasta 92% bajo 12,7 mm y 98% bajo 19 mm, como producto final después de las tres
etapas de chancado. La planta opera en campañas alternadas de mineral oxidado y sulfurado
Chancado
Aglomeración
Apilamiento
Lixiviación
Extracción por
Solventes
Electro-obtención
Retiro, manejo y
disposición de
Ripios
Mina
Patio de Estanques
Manejo de Cátodos

11
Figura 3.2. Diagrama de bloques del área seca.
El mineral ROM (run of mine o tal como sale de la mina) es transportado a la planta de chancado en
camiones de 240 ton y descargado directamente sobre el buzón de recepción del chancador primario de
500 ton de capacidad viva. En caso de alimentación con rocas de un diámetro superior al de diseño o
de un bloqueo de la boca del chancador por un puente de rocas de tamaño cercano al máximo, éstas son
quebradas o movidas mediante un picarocas hidráulico BTI.
El mineral ROM, con un tamaño máximo de 1.300 mm, es triturado bajo 250 mm en un chancador
primario giratorio METSO Superior MKII de 60” x 89” y descargado en una tolva de compensación de
1.200 ton.
La tolva bajo el chancador primario tiene la función de compensar las variaciones menores entre
camión y camión en la alimentación al chancador primario y regular la alimentación a los harneros
secundarios, para una mayor continuidad operacional sin acopio de gruesos. Esta tolva tiene una
capacidad mayor que los diseños habituales y para disminuir la posibilidad de segregación del mineral
en la alimentación a los harneros secundarios y aumentar la flexibilidad operacional, la descarga de la
tolva es a través de dos líneas paralelas.
5 Chancadores 3°
MP1000 Short Head
5 Harneros 3° SD
12’x28’
Silo 3.000 ton
Tolva Reguladora 1.800
ton
Aglomerador
4,7 m Ǿ x16,3 m L
Tolva Reguladora 1.800
ton
Sistema de Apilamiento
Tolva de Recepción 500
ton
Chancador 1°, Superior
MKII 60”x89”
Tolva Reguladora 1.200
ton
2 Harneros 2° Scalpers
DD 8’x24’
2 Chancadores 2°
MP1000 Standard
12
Cada línea de alimentación a los harneros se compone de un alimentador de cinta de velocidad variable
y una correa transportadora, con una capacidad de diseño 2.100 ton/h, utilizable en caso de operar con
una sola línea secundaria. En la transferencia entre los alimentadores y las correas se ubican
electroimanes para atrapar materiales inchancables que pudieren dañar los chancadores secundarios.
Con el mismo objetivo, existen detectores de metales en las correas. Para el control y registro de la
alimentación a la planta de chancado, se cuenta con pesómetros en algunas correas.
Los harneros secundarios, Schenck de 8 pie x 24 pie, doble cubierta, tienen como función eliminar
desde la alimentación a los chancadores secundarios el producto de tamaño inferior a la abertura de
salida de los chancadores (función secundario); utilizando mallas de protección superiores de 110 mm
y mallas inferiores de corte de 60 mm, que pueden ser cambiadas según las características reales del
mineral.
El sobre tamaño de los harneros secundarios es triturado en dos chancadores METSO MP1000
estándar, ajustados a un CSS de 24 mm (closed side setting o ajuste en el lado cerrado) para las
condiciones de diseño. Esta abertura es ajustable entre 18 mm y 35 mm. La alimentación a los
chancadores terciarios es con un tamaño máximo de 110 mm.
El bajo tamaño de los harneros secundarios es colectado en una correa común. Esta correa se ha sobre
dimensionado para una capacidad de 2.900 ton/h, que corresponde al caso extremo en que el 80% de
mineral pasa al bajo tamaño de los harneros. La descarga de esta correa, el producto de los chancadores
secundarios y la carga circulante proveniente de los chancadores terciarios, son colectados en una
correa con carro repartidor y distribuidos en una tolva de 1.800 ton. Esta tolva sirve para regular la
alimentación a los harneros terciarios y compensar las variaciones de flujo en el suministro de mineral
fresco y en la carga circulante del circuito terciario mediante alimentadores de cinta de velocidad
variable se alimenta a cinco harneros terciarios de 12 pie x 28 pie, cubierta simple, con abertura de
malla de 18 mm.
El sobre tamaño de los harneros terciarios es colectado en una correa y distribuido en una tolva de
regulación de 1.800 ton. Mediante alimentadores de cinta de velocidad variable se alimenta a cinco
chancadores terciarios MP1000 cabeza corta, ajustados a un CSS de 12 mm, para las condiciones de
diseño. El producto de los chancadores regresa en circuito cerrado a los harneros terciarios para ser
clasificado.
13
El bajo tamaño de los harneros terciarios es el producto final de la planta de chancado y es almacenado
en un silo de 3.000 ton de capacidad viva, que regula la alimentación a la aglomeración.
El control de polvo de la planta de chancado se realiza mediante sistemas de abatimiento tipo neblina
seca y, además, sistemas de colección de polvo con filtros de manga en la tolva de compensación bajo
el chancador primario y en el silo. Con el mismo objetivo de un mayor control de polvo, el buzón de
recepción de la descarga de los camiones mina se ubica en un edificio cerrado y la planta no considera
un acopio de mineral grueso, que es normalmente fuente de emisiones.
3.1.1. Descripción de las Instalaciones y Equipos Principales.
Equipos de proceso para reducir de tamaño y clasificar los minerales a lo largo del proceso,
que son, el picarrocas, los chancadores y los harneros.
Las tolvas y el silo que regulan la alimentación a los equipos de proceso y/o almacenan
mineral, para suavizar las variaciones en el suministro del mineral.
Los alimentadores y correas transportadoras, que dosifican, transfieren y/o transportan los
productos.
Los sistemas de control de las emisiones de polvo, por supresión y colección.
Elementos de protección y control, normalmente asociados a algún equipo o instalación.
14
3.1.1.1. Listado de Equipos Principales
Los principales equipos del área de chancado son los que se muestran a continuación en la Tabla 3.1.
Etiqueta Descripción Resumida
30-BN-01 Tolva de recepción, 500 ton de capacidad viva
30-RB-01 Picarrocas hidráulico, BTI TTX45/TB16800X
30-CR-01 Chancador primario, giratorio METSO, Superior MK II 60 x 89
30-BN-02 Tolva de Compensación, 1,200 ton de capacidad viva
35-FE-01/02 Alimentadores de cinta de velocidad variable, alimentación Harneros 2°
35-CV-01/02 Correas transportadoras, alimentación Harneros 2°
35-SN-01/02 Harneros Secundarios (Secundario), doble deck, Schenck, 8x24 pulg
35-CR-03/04 Chancadores Secundarios, METSO MP 1000, estándar
35-CV-03 Correa Transportadora, colectora del bajotamaño de los harneros 2°
35-CV-04 Correa Transportadora con Tripper, alimentación tolva harneros 3°
35-BN-04 Tolva Alimentación Harneros 3°, 1.800 ton de capacidad viva
35-FE-03 a 07 Alimentadores de cinta de velocidad variable a Harneros 3°
35-SN-03 a 07 Harneros Terciarios, simple deck, Schenck, 12x28 pulg
35-CV-05 Correa Transportadora con Tripper, alimentación tolva chancadores 3°
35-BN-05 Tolva Alimentación Harneros 3°, 1.800 ton capacidad viva
35-FE-08 a 12 Alimentadores de cinta de velocidad variable a Chancadores 3°
35-CR-05 a 09 Chancadores Terciarios, Metso MP 1000, cabeza corta
35-CV-06 Correa Transportadora, producto final chancado, alimentación Silo
35-BN-06 Silo de Alimentación Aglomerador, 3.000 ton capacidad viva
Tabla 3.1. Equipos principales de la planta de chancado.
Picarrocas (30-RB-01, BTI, Breaker Technology Inc., Modelo, TTX45/TB16800X)
Picarrocas hidráulico con un diseño estructural para permitir esfuerzos horizontales y arrastrar rocas y
material fino que se haya adherido a la tolva. El picarrocas es controlado manualmente por una palanca
y puede ser operado a distancia desde la sala de control del área seca o desde una plataforma local
ubicada en un nivel superior a un costado de la boca del chancador.
El picarrocas incluye la unidad hidráulica con motor de 150 hp, enfriador aire/aceite con motor
eléctrico de 1 hp, calentador de aceite de 2 kW y sistema centralizado automático de lubricación.
Además incluye el martillo con sistema de acoplamiento rápido; 2 baldes de 0,7 m3 de capacidad, con
labios de acero de alta resistencia al desgaste, para remover material desde la tolva y un gancho de 3
ton para ser usado para propósitos de mantenimiento. (Figura 3.3.)

15
Figura 3.3. Picarrocas típico BTI
Chancador Primario (30-CR-01. METSO Minerals, Modelo 60 x 89 Superior MK-II Gyratory
Crusher.)
Chancador Giratorio 60" x 89" con motor eléctrico principal de 800 hp, sistema de lubricación y
sistema hidráulico; éste último, para regular la abertura del chancador mediante la altura del eje
principal, absorber impactos en caso de entrada de materiales inchancables y liberar la cámara de
chancado de bloqueos por carga o materiales inchancables. Incluye 2 bombas de lubricación de 10 hp
(una de reserva), una bomba hidráulica de 5 hp para sistema MPS, un sistema de lubricación de la
araña de 2 hp, 2 enfriadores de aceite de 10 hp, soplador para aire de sello y carro de mantención de la
excéntrica.
Mínima abertura de 152 mm y máxima abertura de 229 mm. La abertura de los chancadores giratorios
primario se refiere a la distancia más alejada entre las corazas en su punto más cercano entre ellas
(abertura del lado abierto). La abertura recomendada para la operación con el mineral definido en el
criterio de diseño es de 165 mm, con un tamaño máximo del mineral de salida de 250 mm.
Excentricidad estándar de 46 mm. Velocidad del eje principal de 149 rpm. Carrera del eje principal 231
mm. (Figura 3.4)

16
Figura 3.4. Chancador Primario METSO Superior MKII
Harneros Secundarios (35-SN-01 y 35-SN-02, Schenck Australia PTY Ltd., modelo SLD 2473D)
Tipo Banana (multi-inclinación) de 8 x 24 pie, cubierta doble. Abertura cubierta superior 110 mm y
abertura cubierta inferior 60 x 20 mm y 60 x 60 mm. Velocidad del harnero 842 rpm y amplitud del
harnero de 12,1 mm. Un motor de 75 hp. Capacidad de diseño: 2.100 ton/h. Incluye sistema de
detección de mal funcionamiento, encapsulamiento para disminuir las emisiones de polvo y sistema de
aislamiento de vibraciones hacia las fundaciones. (Figura 3.5.)
Figura 3.5. Harnero Schenck de doble cubierta típico, con aislamiento de vibraciones hacia la estructura
soportante o fundaciones.

17
Chancadores Secundarios (35-CR-03 y 35-CR-04. METSO MP1000 Standard Crusher–Secondary)
Chancador de cono tipo cabeza standard, con motor eléctrico principal de 1.000 hp, sistema de
lubricación y sistema hidráulico; este último para regular la abertura del chancador mediante el giro del
cuerpo con los cóncavos (conocido como la tuerca), absorber impactos en caso de entrada de
materiales inchancables y liberar la cámara de chancado de bloqueos por carga o materiales
inchancables.
Incluye bomba hidráulica de 50 hp para sistema de posicionamiento, dos bombas de lubricación de 30
hp (una en espera), dos calentadores de aceite de 4 kW, dos enfriadores de aceite, sistema de sello de
polvo.
Harneros Terciarios (35-SN-03 al 35-SN-07, Schenck Australia PTY Ltd, modelo SLO 3685D)
Tipo Banana (multi-inclinación) de 12 x 28 pie, cubierta simple. La abertura de malla es de 18 x 50
mm en la entrada de mineral y luego 18 x 18 mm. La velocidad del harnero es de 997 rpm y la
amplitud del harnero de 8,1 mm. Tiene un motor de 75 hp. La capacidad de diseño es de 1.290 ton/h.
Incluye sistema de detección de mal funcionamiento, encapsulamiento para disminuir las emisiones de
polvo y sistema de aislamiento de vibraciones hacia las fundaciones. (Figura 3.6.)
Figura 3.6. Cuerpo de Harnero Schenck Tipo Banana Saliendo de la Fábrica en Australia
18
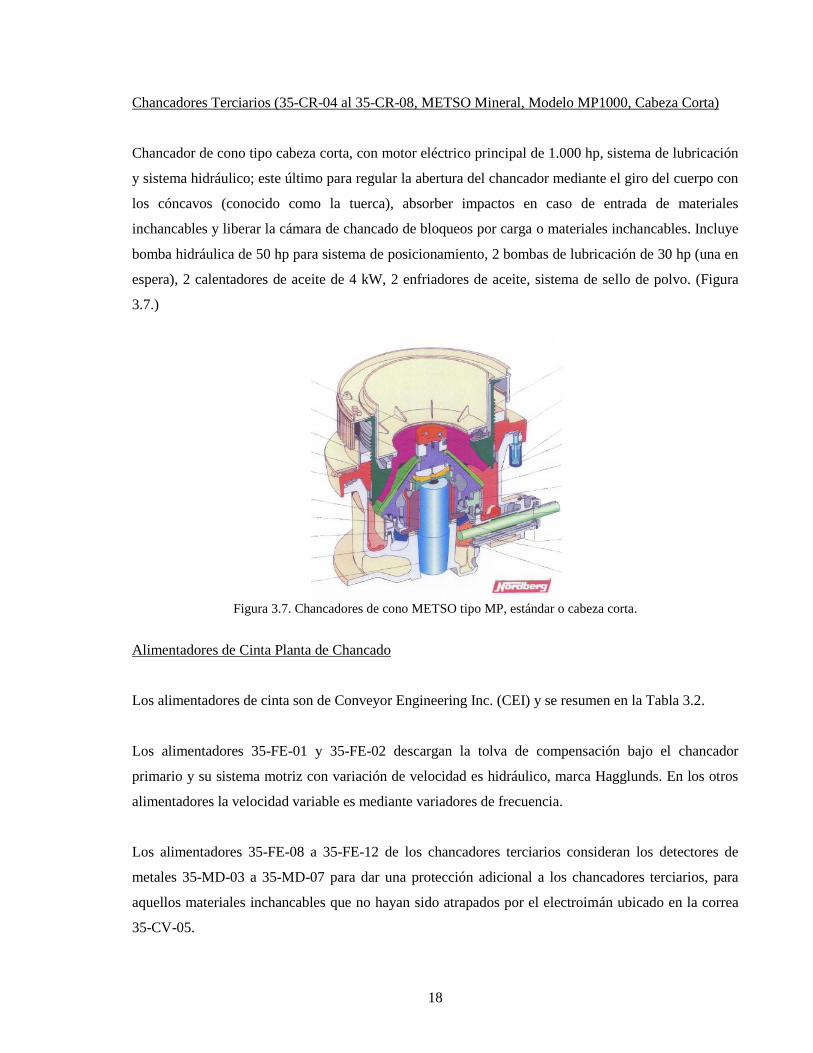
Chancadores Terciarios (35-CR-04 al 35-CR-08, METSO Mineral, Modelo MP1000, Cabeza Corta)
Chancador de cono tipo cabeza corta, con motor eléctrico principal de 1.000 hp, sistema de lubricación
y sistema hidráulico; este último para regular la abertura del chancador mediante el giro del cuerpo con
los cóncavos (conocido como la tuerca), absorber impactos en caso de entrada de materiales
inchancables y liberar la cámara de chancado de bloqueos por carga o materiales inchancables. Incluye
bomba hidráulica de 50 hp para sistema de posicionamiento, 2 bombas de lubricación de 30 hp (una en
espera), 2 calentadores de aceite de 4 kW, 2 enfriadores de aceite, sistema de sello de polvo. (Figura
3.7.)
Figura 3.7. Chancadores de cono METSO tipo MP, estándar o cabeza corta.
Alimentadores de Cinta Planta de Chancado
Los alimentadores de cinta son de Conveyor Engineering Inc. (CEI) y se resumen en la Tabla 3.2.
Los alimentadores 35-FE-01 y 35-FE-02 descargan la tolva de compensación bajo el chancador
primario y su sistema motriz con variación de velocidad es hidráulico, marca Hagglunds. En los otros
alimentadores la velocidad variable es mediante variadores de frecuencia.
Los alimentadores 35-FE-08 a 35-FE-12 de los chancadores terciarios consideran los detectores de
metales 35-MD-03 a 35-MD-07 para dar una protección adicional a los chancadores terciarios, para
aquellos materiales inchancables que no hayan sido atrapados por el electroimán ubicado en la correa
35-CV-05.

19
Característica 30-FE-01/02 35-FE-03 a 07 35-FE-08 a 12
Servicio
Descarga
Chancado
Primario
Descarga Tolva
Harneros Terciarios
Descarga Tolva Chancadores
Terciarios
Capacidad (peso
húmedo) [t/h] 2.100 1.290 640
Material Producto
Chancado 1°
Producto Chancado
2° Sobre tamaño Harneros 3°
Ancho [pulg] 72 72 60
Largo de Cinta [m] 27 23 35
Distancia centros [m] 11,8 10,0 16,0
Velocidad [m/s] 0,40 0,34 0,47
Variador de
Velocidad Hidráulico Frecuencia Frecuencia
Telas 4 4 3
Cubierta Superior
[mm] 25 16 16
Cubierta Inferior
[mm] 10 6 6
Tabla 3.2. Alimentadores de cinta planta de chancado.
Correas Transportadoras
Las correas transportadoras son de Conveyor Engineering Inc. (CEI) y se resumen en la Tabla 3.3.
Para control del proceso, se cuenta con los pesómetros 35-WE-01, 35-WE-02, 35-WE-03, en las
correas 35-CV-01, 35-CV-02 y 35-CV-06 en forma respectiva. Los detectores de metales 35-MD-01 y
35-MD-02 en las correas 35-CV-01 y 35-CV-02 dan una protección adicional a los chancadores
secundarios para aquellos materiales inchancables que no hayan sido atrapados por los electroimanes.
Las correas 35-CV-04 y 35-CV-05 cuentan con carro repartidor para distribuir la carga en las tolvas de
alimentación a los harneros y a los chancadores terciarios, respectivamente; a los cuales se ha
incorporado sistemas de supresión de polvo con alimentación flexible, para acompañar a los carros
transportadores en su recorrido. La carrera de estos carros es de 32 m para la tolva de los harneros y 28
m para la tolva de los chancadores.

20
35-CV-01/02 35-CV-03 35-CV-04 35-CV-05 35-CV-06
Servicio Alimentación
Harneros 2°
Bajo tamaño
Harneros 2°
Alim. Tolva
Harneros 3°
Alim. Tolva
Chanc. 3°
Producto
Final
Capacidad (peso
húmedo) [t/h] 2.100 2.900 6.919 3.536 3.793
Material
Producto
Chancador
1°
Bajo tamaño
Harneros 2°
Producto
Chancado
2°/3°
Sobretam.
Harneros 3°
Bajo tamaño
Harneros 3°
Ancho [pulg] 48 60 72 54 60
Levante Vertical [m] 30,8 0 26,2 33,2 26,2
Largo Horizontal [m] 241,2 11,2 286,7 271,3 216
Velocidad [m/s] 2,8 2,2 3,5 3,3 3,0
Telas 4 3 Steel Cord 4 4
Cubierta Superior
[mm] 12 20 16 12 12
Cubierta Inferior [mm] 4 7 6 4 4
Distribuidor Tripper No No Si Si No
Largo de Cinta [m] 496 c/u 25 598 566 445
Tabla 3.3. Correas transportadoras de la planta de chancado.
Tolvas y Silo de Almacenamiento
Al no haber acopio de mineral grueso, las tolvas y el silo pasan a ser elementos escenciales en la
operación de la planta.
30-BN-01 Tolva de recepción del chancado primario de 500 ton vivas de capacidad, en hormigón
armado, con planchas de revestimiento de 25 mm resistentes a la abrasión.
Alimentando en forma directa al chancador primario.
30-BN-02 Tolva de compensación del chancado primario de 1.200 ton vivas de capacidad, en
hormigón armado, con planchas de revestimiento de 25 mm resistentes a la abrasión.
Descarga a través de dos alimentadores de cinta.
35-BN-04 Tolva de alimentación chancadores terciarios de 1.800 ton vivas de capacidad,
construcción de acero al carbono con planchas de revestimiento de 20 mm resistentes
a la abrasión. Descarga a través de cinco alimentadores de cinta.
35-BN-05 Tolva de alimentación harneros terciarios de 1.800 ton vivas de capacidad,
construcción de acero al carbono con planchas de revestimiento de 20 mm resistentes a
la abrasión. Descarga a través de cinco alimentadores de cinta.
21
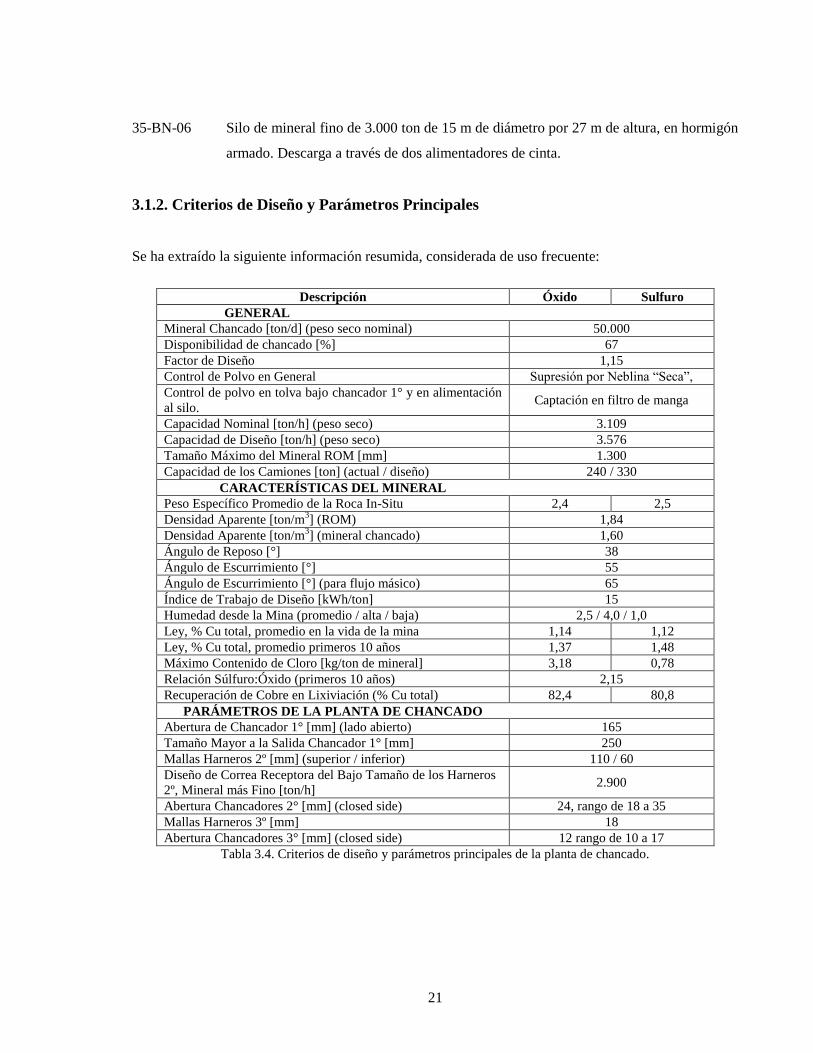
35-BN-06 Silo de mineral fino de 3.000 ton de 15 m de diámetro por 27 m de altura, en hormigón
armado. Descarga a través de dos alimentadores de cinta.
3.1.2. Criterios de Diseño y Parámetros Principales
Se ha extraído la siguiente información resumida, considerada de uso frecuente:
Descripción Óxido Sulfuro
GENERAL
Mineral Chancado [ton/d] (peso seco nominal) 50.000
Disponibilidad de chancado [%] 67
Factor de Diseño 1,15
Control de Polvo en General Supresión por Neblina “Seca”,
Control de polvo en tolva bajo chancador 1° y en alimentación
al silo. Captación en filtro de manga
Capacidad Nominal [ton/h] (peso seco) 3.109
Capacidad de Diseño [ton/h] (peso seco) 3.576
Tamaño Máximo del Mineral ROM [mm] 1.300
Capacidad de los Camiones [ton] (actual / diseño) 240 / 330
CARACTERÍSTICAS DEL MINERAL
Peso Específico Promedio de la Roca In-Situ 2,4 2,5
Densidad Aparente [ton/m3] (ROM) 1,84
Densidad Aparente [ton/m3] (mineral chancado) 1,60
Ángulo de Reposo [°] 38
Ángulo de Escurrimiento [°] 55
Ángulo de Escurrimiento [°] (para flujo másico) 65
Índice de Trabajo de Diseño [kWh/ton] 15
Humedad desde la Mina (promedio / alta / baja) 2,5 / 4,0 / 1,0
Ley, % Cu total, promedio en la vida de la mina 1,14 1,12
Ley, % Cu total, promedio primeros 10 años 1,37 1,48
Máximo Contenido de Cloro [kg/ton de mineral] 3,18 0,78
Relación Súlfuro:Óxido (primeros 10 años) 2,15
Recuperación de Cobre en Lixiviación (% Cu total) 82,4 80,8
PARÁMETROS DE LA PLANTA DE CHANCADO
Abertura de Chancador 1° [mm] (lado abierto) 165
Tamaño Mayor a la Salida Chancador 1° [mm] 250
Mallas Harneros 2º [mm] (superior / inferior) 110 / 60
Diseño de Correa Receptora del Bajo Tamaño de los Harneros
2º, Mineral más Fino [ton/h] 2.900
Abertura Chancadores 2° [mm] (closed side) 24, rango de 18 a 35
Mallas Harneros 3º [mm] 18
Abertura Chancadores 3° [mm] (closed side) 12 rango de 10 a 17
Tabla 3.4. Criterios de diseño y parámetros principales de la planta de chancado.
22
3.1.3. Operación de la Planta de Chancado
3.1.3.1. Aspectos Prácticos de la Operación
Operación del Chancado Primario y Suministro de Mineral
La línea de operación del chancado primario incluye la descarga de los camiones mina, la tolva de
recepción, el chancador primario, la tolva de compensación y el picarrocas; más los sistemas de control
de polvo correspondientes. Al no existir un acopio de mineral grueso, la mina debe establecer un
abastecimiento continuo y estable de mineral y la descarga de los camiones será regulada por la
demanda de la planta de chancado.
Autorización de la Descarga de los Camiones
La tolva de recepción tiene un solo lado de alimentación, lo cual obliga a una secuencia ordenada de
descarga de los camiones, uno a uno. La operación es con camiones de 240 ton; es decir, la capacidad
nominal de 3.109 ton/h se obtiene con 13 camionadas/h (una camionada cada 4,6 minutos) y la
capacidad de diseño de 3.576 ton/h se obtiene con 15 camionadas (una camionada cada 4,0 minutos).
El tiempo de posicionamiento, descarga y retiro de un camión se estima en 2 a 2,5 minutos, por lo cual
hay una holgura entre descarga y descarga.
Formalmente, no hay inconvenientes para la descarga seguida de camiones si la tolva de recepción
tiene capacidad libre, pero obliga a aumentar la capacidad libre que hay que mantener en la tolva de
compensación. La descarga seguida de los camiones puede acelerar inicialmente el ciclo individual de
los camiones, pero finalmente el ritmo está limitado por la demanda global de la planta. Al trabajar con
la tolva de recepción muy cargada se corre el riesgo de dejar colpas mayores o puentes sin acceso
desde el picarrocas y dificulta la descarga de la tolva de recepción en caso de un bloqueo del chancador
(por un material inchancable o una falla mayor).
El operador, según sea el programa concordado del turno y las condiciones de operación de la planta,
fija un tonelaje por hora de alimentación a los harneros secundarios; el cual es controlado en forma
automática mediante la velocidad de lo alimentadores bajo la tolva de compensación.

23
El operador del camión puede descargar sólo si la doble luz verde del semáforo está encendida. La
condición para el encendido de la luz verde del semáforo es que el chancador esté operando, el sistema
colector de polvo esté operando, el detector de camiones haya constatado que hay un camión
posicionado, que el martillo del picarrocas esté en posición de descanso, que la tolva de compensación
haya bajado hasta un nivel prefijado y que la supresión de polvo en la tolva de recepción haya operado
por un tiempo pre-programado.
La condición normal del picarrocas es con el martillo en la posición de descanso; por lo tanto, sacarlo
de esa condición requiere de una decisión del operador, el cual debe fijar el semáforo en rojo cuando
requiere operar el picarocas y no puede levantar esta restricción mientras no haya regresado el martillo
a su posición de descanso.
En el instante en que el operador del área seca o un algoritmo de control automático autorizan a que el
camión descargue, el sistema de control ordena la puesta en marcha de la supresión de polvo en la
descarga de camiones y luego, con un retardo programable, se enciende el semáforo en verde para que
el chofer proceda a descargar el camión.
Variaciones en el Suministro de Mineral
Para un ciclo diario, la entrega de mineral desde la mina y la extracción de mineral por el aglomerador
deben estar balanceadas y corresponder al programa diario de producción concordado. Suspensiones
momentáneas en el suministro de mineral o desviaciones menores por restricción o aceleración del
suministro son en general manejables por las tolvas de chancado y el silo dentro de los parámetros
normales de operación.
Un esquema posible para compensar la detención por tronadura de la mina, que es la más significativa
en el ciclo diario, es:
El almacenamiento operacional normal en las tolvas del circuito terciario y el silo suele estar
en el orden de un 50 a 65% de su capacidad viva (en torno a 4.000 ton).
El aglomerador a su capacidad nominal de 2.800 ton/h consumiría dicha reserva en poco
menos de una hora y media, que es el tiempo de detención; sin embargo, es necesario contar
con una reserva razonable para regular la operación de los equipos de proceso y absorber

24
algunas contingencias menores, por lo cual es conveniente subir el inventario antes de la
detención.
El aumento de inventario se puede lograr por la diferencia entre la capacidad nominal del
chancado y la de aglomeración. Eventualmente, se puede uso de la capacidad de diseño de la
planta.
Operación del Chancado Secundario
El chancado secundario incluye los sistemas de supresión de polvo, los dos alimentadores de descarga
de la tolva de compensación del chancador primario, las dos correas de alimentación a los harneros
secundarios, los dos harneros secundarios, los dos chancadores secundarios, la correa de recepción del
bajo tamaño de los harneros y la parte cercana a la cola de la correa de alimentación de la tolva de los
harneros terciarios (en la cual recibe la descarga de la correa del bajo-tamaño de los secundarios y el
producto de los chancadores secundarios). Incluye electroimanes en la descarga de los alimentadores y
detectores de metal.
Los electroimanes cuentan con detectores de fierros atrapados que informan al operador de la
necesidad de ir a limpiarlos; operación que se realiza manualmente. Los detectores de metales están
enclavados con las correas transportadoras y en caso de accionamiento, un operador debe ir al lugar a
ubicar y retirar el metal, previo bloqueo de la correa. Estas dos protecciones están destinadas a evitar la
entrada de materiales inchancables a los chancadores secundarios.
La alimentación a los harneros secundarios es fijada por el operador, conforme al programa diario de
producción y ajustada a lo largo del turno según las condiciones generales y pautas de operación. Se
mide en los pesómetros de las correas de alimentación a los harneros y es controlada en forma
automática variando la velocidad de los alimentadores.
La distribución relativa entre el bajo y sobre tamaño de los harneros está influenciada por el tanto por
ciento bajo la malla de corte de los harneros contenido en el producto del chancador primario.
Muestreos puntuales en las correas de alimentación a los harneros secundarios y en la correa 35-CV-
04, antes de recibir el producto de los chancadores terciarios, permite monitorear y evaluar la operación
del chancado primario y el secundario.

25
Para la granulometría de mineral especificada en la orden de compra, el fabricante recomienda operar
los chancadores secundarios a un CSS (closed side setting: ajuste del lado cerrado) de 24 mm, con un
máximo de 35 mm y un mínimo de 18 mm. Si el mineral fuese más fino que lo estimado para el
diseño, se puede cerrar el CSS hasta el valor mínimo indicado por el fabricante, para obtener una
operación más estable de los chancadores.
La alimentación a los chancadores secundarios es continua, pero con variaciones e intermitencias. La
alimentación a estos chancadores no es con carga atollada, por lo cual se debe prestar especial atención
al centrado de la alimentación al chancador y al control de la uniformidad de desgaste de las corazas.
Si hay una desviación permanente y relevante en el sentido de que el mineral sea más fino que lo
estimado para el diseño, se puede usar mallas con una menor abertura de corte en la bandeja inferior de
los harneros secundarios.
Operación de los Harneros Terciarios
La operación de los harneros terciarios incluye el carro repartidor de alimentación a la tolva de los
harneros, la tolva misma, los alimentadores a los harneros, la correa colectora del sobre tamaño de los
harneros y la correa colectora del bajo tamaño de los harneros (correa de producto final), más los
sistemas de supresión de polvo.
Estos harneros son especialmente importantes porque controlan el cumplimiento de la especificación
de calidad del producto final chancado, el cual ha sido previamente definido por las necesidades
metalúrgicas. El resultado del análisis granulométrico de los turnos anteriores es una referencia para
evaluar la operación de los harneros.
Es recomendable operar los harneros en alrededor del 80% de su capacidad de diseño, en donde se
obtiene su mejor eficiencia. La alimentación a los harneros tiene variaciones amortiguadas y
normalmente deberían operar entre cuatro y cinco harneros en forma estable. El operador puede decidir
el número de harneros necesarios mediante pautas de operación que consideren rangos de alimentación
aceptables para cada unidad.
Se programa que los alimentadores trabajen a igual velocidad y la alimentación a la tolva debería ser
semejante para cada harnero en servicio. Si hubiese uno fuera de servicio en un extremo se limita la
26
carrera del carro repartidor, o, si está en una de las tres posiciones centrales, la carga alimentada a la
posición fuera de servicio fluye por diseño hacia las posiciones vecinas ayudando a balancear la
alimentación. La velocidad de los alimentadores se ajusta en forma automática conforme a la altura
media de mineral en la tolva. Al mismo tiempo, el sistema de control del carro repartidor es informado
por los sensores sobre la altura de carga frente a cada boca de salida y su lógica de control trata de
mantener la altura de carga en cada boca entre rangos establecidos.
Operación del Chancado Terciario
La operación del chancado terciario incluye el carro repartidor de alimentación a la tolva de los
chancadores, la tolva misma, los alimentadores a los chancadores y los chancadores, más los sistemas
de supresión de polvo. El producto de los chancadores terciarios se une al producto de los harneros y
chancadores secundarios en la correa de alimentación a la tolva de los harneros terciarios.
Como elementos de protección a los chancadores terciarios, se cuenta con un electroimán en la correa
de alimentación a la tolva de los chancadores y con un detector de metales en cada uno de los
alimentadores a los chancadores. El electroimán está ubicado sobre la correa y los fierros adheridos se
retiran desplazando al electroimán hacia fuera de la correa y desconectando la alimentación eléctrica.
Los detectores de metales están enclavados con su respectivo alimentador y en caso de accionamiento,
un operador debe ir al lugar a ubicar y retirar el metal, previo bloqueo del alimentador.
Alimentación Atascada de los Chancadores
La operación correcta de los chancadores terciarios es con alimentación atascada, modalidad en la cual
la cámara del chancador debe mantenerse siempre llena. Ha sido demostrado que esta modalidad
aumenta en forma significativa el rendimiento operacional de los chancadores y disminuye las
necesidades de mantenimiento, al evitar las fuerzas concentradas en direcciones preferenciales y
producir un desgaste parejo de las corazas.
El lazo de control para una modalidad de alimentación atascada es muy simple: un sensor detecta el
nivel del mineral sobre la cámara del chancador y trata de mantenerlo en un valor dado, actuando sobre
la velocidad del alimentador del chancador. Un lazo independiente controla que en la tolva
correspondiente al chancador haya siempre carga.
27
Para la operación con alimentación atascada, el operador puede seleccionar dos opciones: operación
con ajuste constante u operación a potencia máxima. En una operación con circuito terciario cerrado es
recomendable operar con ajuste constante, el cual será fijado por el operador y el sistema de control del
chancador tratará de mantener; salvo que el consumo de potencia o presión de trabajo le obliguen a
abrir el ajuste en forma momentánea.
3.1.3.2. Desviaciones en la Operación
La planta de chancado está diseñada para mantener un ritmo de tratamiento continuo a una
granulometría dada. Se considera como operación normal aquella que proporciona un flujo promedio
de 3.109 ton/h de mineral, obteniendo un producto de granulometría esperada de 98% bajo 19 mm y
92% bajo 12,7 mm. Como el circuito terciario es cerrado, la mayor desviación normal de la planta
estará relacionada con las variaciones en el suministro de mineral o, eventualmente, la falta de
capacidad de aglomeración-apilamiento para recibir el mineral chancado.
Al no tener acopio de gruesos, la responsabilidad principal del operador de la planta será la
coordinación con la mina y lograr el equilibrio de las tres etapas de chancado, la aglomeración y el
apilamiento, para lograr una operación continua y estable.
Para minerales que tengan características razonablemente homogéneas, las principales desviaciones se
centran en los siguientes casos:
Restricciones del suministro de mineral desde la mina por falla de la pala: En el caso de una
falla de la pala, la situación debe ser enfocada conforme a la situación real; considerando el uso
de cargadores frontales y eventualmente la re-ubicación de una pala de estéril.
Restricciones del suministro de mineral desde la mina por falla de un camión: Hay un ritmo
reducido en el chancado primario-secundario, pero normalmente, el chancado terciario se
puede mantener a un ritmo normal, porque los inventarios de mineral en las tolvas y el silo dan
tiempo a la mina para desviar un camión que esté operando en estéril para reforzar la flota de
camiones planta.
Una de las líneas de chancado secundario fuera de servicio: Cada línea de chancado secundario
tiene una capacidad individual de 2.050 ton/h, en base seca, equivalente a un 73 % de la
28
capacidad nominal de aglomeración. En esta condición, se puede operar la aglomeración a tasa
reducida y/o en forma intermitente, deteniéndola cuando el nivel del silo ha llegado a un
mínimo y poniéndola en servicio al acercarse al nivel máximo.
Una línea de harneros terciarios fuera de servicio: Conforme a los criterios de diseño, cuatro
líneas de harneros tienen una capacidad equivalente al 80% de la capacidad de diseño de la
planta de chancado (0,80 × 3.576 ton/h) = 2.860 ton/h; en el orden de la capacidad nominal de
aglomeración; sin embargo, con minerales más finos que los de diseño, se puede mantener la
operación cercana a la normal
Una línea de chancado terciario fuera de servicio: La situación base es semejante a la de los
harneros terciarios; sin embargo, en este caso hay una mayor influencia de las características
del mineral en la capacidad de los chancadores. Si la granulometría real del mineral es más fina
que en los criterios de diseño, es razonable pensar que con cuatro chancadores se pueda
sustentar la operación de aglomeración a capacidad nominal en forma consistente.
Restricciones en la demanda de mineral desde aglomeración: Desde el punto de vista del
chancado esta situación se refleja en que el nivel del silo tiende a subir, exigiendo que la planta
de chancado trabaje a ritmo reducido o eventualmente deba detenerse y asimismo la mina.
Operar la planta de chancado a un ritmo acelerado: La planta de chancado tiene una capacidad
nominal de 3.109 ton/h y de diseño de 3.576 ton/h, en base seca y la aglomeración tiene una
capacidad nominal de 2.800 ton/h y de diseño de 3.220 ton/h, en base seca. Para mantener la
aglomeración en operación continua y estable, una herramienta fundamental es el uso de las
diferencias de capacidad entre ambas plantas para recuperar el silo o alimentar el silo en forma
acelerada para llenarlo antes de proceder a la detención del chancado.
Operar la planta de chancado bajo la capacidad nominal: Se puede tomar esta opción en el caso
de un suministro programado de la mina o una demanda de aglomeración-apilamiento a un
ritmo inferior a la capacidad nominal de la planta. La decisión de trabajar a ritmo reducido o en
forma intermitente debe tomarse conforme a las circunstancias reales.
29
Atascamiento de un chute: está habitualmente relacionado con mineral muy húmedo o con
descarga del chancado primario muy gruesa. Los atascamientos de chutes por mineral grueso
son poco probables, pero normalmente, los operadores aprecian constantemente las
características del mineral en forma visual, observando los monitores sobre las correas de
alimentación a los harneros. Además, en forma periódica se debe verificar la abertura del
chancador primario, ya que su medición es indirecta y el valor real está afectado por el
desgaste de las corazas. Al presentarse el atascamiento de un chute, el operador de terreno debe
inmovilizar los equipos involucrados, para luego proceder a la limpieza.
Falla del sistema de control o de comunicaciones: Estas fallas son uno de los casos típicos en
que el problema “se resuelve solo” o no se encuentra una causa física aparente. Debe ser
investigado. Una falla en el sistema de control podría implicar la detención de la planta o de
operar la planta con un riesgo latente que pueda llevar a una operación indebida. En el caso de
una falla puntual, aunque no detenga la planta, el operador debe tomar la decisión de detenerla
y coordinar con quien corresponda la inmediata solución del problema. Esta falla se debe
corregir antes de comenzar a operar nuevamente la planta. En caso de alarma o detención por
protecciones de seguridad o de emergencia, no se debe reiniciar la operación sin haber
establecido claramente las causas y tomado las medidas correctivas necesarias.
Detención de chancadores por un material inchancable: Después del chancado primario, la
planta cuenta con doble protección ante la presencia de materiales inchancables: mediante
electroimanes y detectores de metales destinados a proteger los chancadores secundarios.
Además, los chancadores tipo MP1000 tienen protección propia para en lo posible, dejar pasar
los materiales inchancables y en caso de detención, liberar la presión sobre el anillo cóncavo y
levantarlo para aumentar la abertura. El ingreso de materiales inchancables al chancador
primario está relacionado con la llegada de dientes de palas y trozos de revestimientos de
aceros especiales, por lo cual deben existir procedimientos estrictos en la mina para prevenir
estas situaciones. El chancador primario tiene una protección hidráulica para disminuir el
impacto de un material inchancable y eventualmente, puede dejarlo pasar. Además, existe la
posibilidad de bajar el manto para liberar el material inchancable si el chancador se ha
detenido; sin embargo, se han dado casos en que se requiere vaciar la cámara del chancado
para cortar el material inchancable. Esta es una situación muy grave, por los riesgos implícitos
y porque puede detener las operaciones en forma prolongada.

30
Mineral con sobre tamaño: La planta cuenta con un picarrocas destinado a reducir el tamaño de
las rocas excesivamente grandes o mover las rocas que han formado un puente en la boca del
chancador. La planta puede aceptar un número razonable de operaciones de este tipo, pero al
convertirse en una situación reiterada, es necesario que la mina revise la malla y la
especificación de tronadura.
Mineral fino excesivo desde la mina al chancador primario: si este mineral forma chimeneas en
la tolva de alimentación del chancador primario, es necesario realizar una limpieza periódica
con una retro-excavadora.
Mineral fino excesivo en el producto del chancador primario: esta situación está prevista por el
sobre dimensionamiento de la correa colectora del bajo tamaño de los harneros secundarios. Si
esta situación es constante, se debe disminuir la abertura de la bandeja inferior de los harneros
para aumentar la proporción de carga que alimenta a los chancadores secundarios.
Desviaciones en alimentadores de correa: la causa de esta falla es por desalineamiento de
polines, por lo que se debe poner en marcha el plan de mantenimiento inmediatamente.
3.2. Descripción del Proceso de Aglomeración
La aglomeración se realiza en un tambor rotatorio único, de 4,7 m de diámetro y 16,3 m de largo, con
una capacidad nominal de 50.000 ton/día de mineral (2.800 ton/h). La aglomeración se realiza en
campañas alternadas de mineral oxidado y sulfurado, alimentada por el producto final de la planta de
chancado, con 92% bajo 12,7 mm y 98% bajo 19 mm. Como elementos aglomerantes y de curado se
adiciona ácido sulfúrico y refino de SX. (Figura 3.8.)

31
Figura 3.8. Diagrama de bloques chancado aglomeración – apilamiento.
El silo de 3.000 ton justifica el aumento de disponibilidad de 67% a 75%, para el diseño de las plantas
de chancado y aglomeración, respectivamente; ya que permite seguir operando la aglomeración durante
detenciones menores y medianas de la planta de chancado. El silo es el elemento articulador entre las
plantas de chancado y aglomeración, participando en ambos procesos.
La descarga del silo se realiza mediante dos alimentadores de cinta de 72” de ancho y 16 m de largo y
velocidad variable, controlados por variadores de frecuencia, que dosifican la alimentación de mineral
a la aglomeración.
El mineral se transfiere al tambor aglomerador mediante una correa transportadora de 60” de ancho y
82 m de longitud horizontal, en la cual se ubica el pesómetro que sirva para controlar la carga y la
dosificación de ácido y refino al tambor.
En la descarga de la correa de alimentación al tambor aglomerador se sitúa el cortador de muestra
primario de la muestrera mecanizada.
El aplacamiento de las emisiones de polvo en la transferencia desde las correas alimentadoras a la
correa transportadora y entre ésta y el tambor, se realiza por supresión de polvo por el método de
neblina seca.
5 Chancadores 3°
MP1000 Short Head
5 Harneros 3° SD
12’x28’
Silo 3.000 ton Tolva Reguladora 1.800
ton
Aglomerador
4,7 m Ǿ x16,3 m L
Tolva Reguladora 1.800
ton
Sistema de Apilamiento
Tolva de Recepción 500
ton
Chancador 1°, Superior
MKII 60”x89”
Tolva Reguladora 1.200
ton
2 Harneros 2° Scalpers
DD 8’x24’
2 Chancadores 2°
MP1000 Standard

32
El tambor rotatorio es de inclinación fija de 6,5° y velocidad variable (Figura 3.9.). Está provisto de
tuberías perforadas (flautas) para alimentación del ácido y el refino y de una chimenea con tiraje
natural con descarga a la atmósfera. El mineral aglomerado es descargado en la primera correa
transportadora del sistema de apilamiento.
Figura 3.9. Tambor aglomerador 2 de Minera Spence.
En el tambor se agrega ácido sulfúrico y refino de SX correspondiente al tipo de mineral, oxidado o
sulfurado, que se esté aglomerando, para iniciar la sulfatación del cobre y lograr un mineral
aglomerado homogéneo, de baja adherencia a los medios de transporte y que no se destruya fácilmente.
El ácido sulfúrico proviene del estanque diario de ácido sulfúrico y es dosificado mediante bombas
centrífugas de velocidad variable. El refino proviene de un arranque en las líneas de alimentación de
refino a las pilas de óxidos o súlfuros y dosificado mediante válvulas reguladoras.
El caudal de ácido y de refino (17 y 16 kg/ton para óxido y 7 y 35 kg/ton para sulfuro en promedio,
respectivamente) es medido mediante medidores magnéticos y dosificado en forma proporcional al
tonelaje de mineral alimentado al tambor aglomerador, con valores ingresados por el operador, según
instrucciones recibidas. El control del peso de mineral se realiza mediante un pesómetro ubicado en la
correa transportadora de alimentación al tambor aglomerador. Los derrames líquidos de los tambores
son colectados en un sumidero y de ahí bombeados de retorno al interior del tambor para su re
utilización. Los derrames sólidos son recuperados mediante cargador.
La planta cuenta con una muestrera mecanizada, cuyo objetivo es entregar una muestra para análisis
químico y otra para balance y control metalúrgico. El cortador primario está en la descarga de la correa
de alimentación al aglomerador. Los cortadores primario y secundario son del tipo lineal transversal
33
“bottom dump”, con ajuste de frecuencia de corte y de separación entre cuchillas cortadoras; esto
permite obtener una muestra representativa con un amplio rango de pesos, según sean las
características del mineral.
Para regular la alimentación al cortador secundario se usa un dosificador de correa y una correa de
transferencia. El cortador secundario entrega 2 muestras, una para determinación de la humedad y la
granulometría y la otra para análisis químico. El rechazo de las etapas de muestreo retorna a la
alimentación del tambor aglomerador mediante una correa colectora y un elevador de capachos.
La muestra para granulometría y humedad es reducida de peso mediante un muestreador del tipo
Vezin, de rotación continua y entregada a uno de dos recipientes intercambiables, ubicados sobre un
carro de baja altura. La muestra para análisis químico es reducida de tamaño de partículas a bajo 3 mm
en un chancador de mandíbula, reducida de peso mediante un muestreador del tipo Vezin, de rotación
continua y entregada a uno de dos recipientes intercambiables, ubicados sobre un carro de baja altura.
3.2.1. Descripción de las Instalaciones y Equipos Principales
Se resumen continuación en la Tabla 3.5. Éstos se pueden dividir en los siguientes grupos:
Equipos de proceso que modifican las características físicas y/o químicas del mineral, en este
caso, específicamente es sólo el aglomerador.
Instalaciones de almacenamiento y transporte, en este caso es el silo, compartido con la planta
de chancado, que amortigua las variaciones en el suministro de mineral y permite regular la
alimentación al aglomerador, y los alimentadores y la correa transportadora, que dosifican,
transfieren y/o transportan los productos.
Los sistemas de control de las emisiones de polvo, en este caso sólo por supresión.
Elementos de protección y control, normalmente asociados a los equipos o instalaciones.
Sistema mecanizado de muestreo.
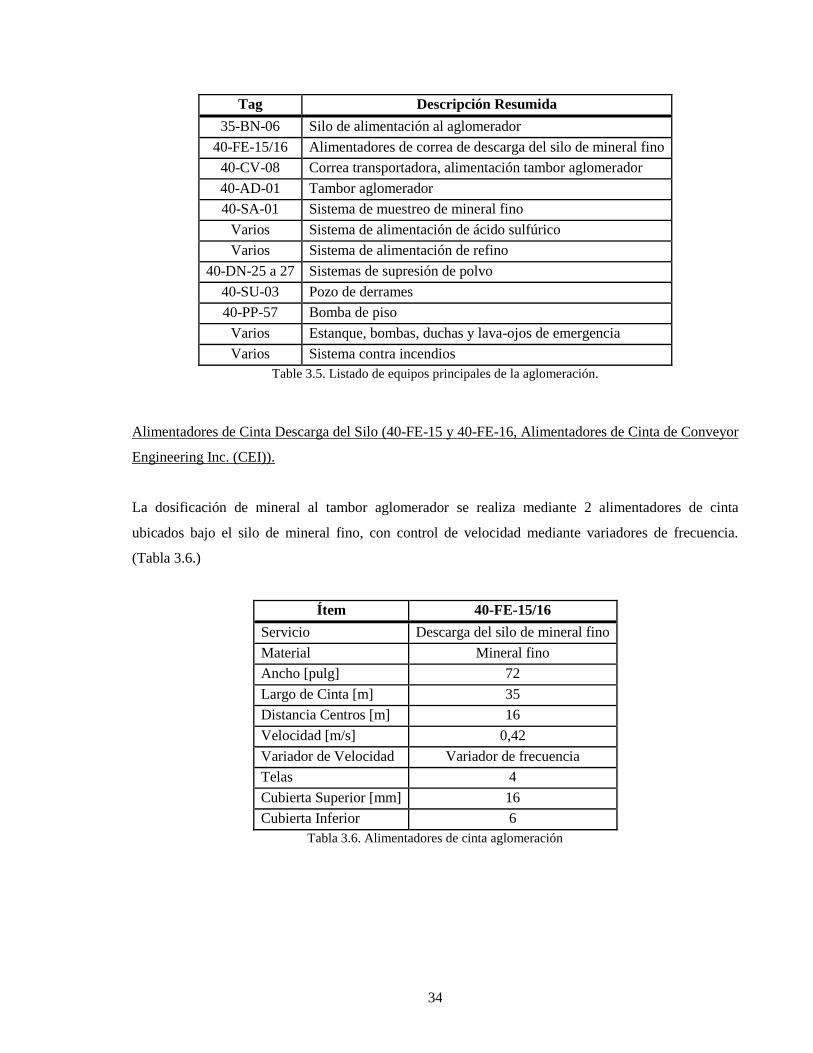
34
Tag Descripción Resumida
35-BN-06 Silo de alimentación al aglomerador
40-FE-15/16 Alimentadores de correa de descarga del silo de mineral fino
40-CV-08 Correa transportadora, alimentación tambor aglomerador
40-AD-01 Tambor aglomerador
40-SA-01 Sistema de muestreo de mineral fino
Varios Sistema de alimentación de ácido sulfúrico
Varios Sistema de alimentación de refino
40-DN-25 a 27 Sistemas de supresión de polvo
40-SU-03 Pozo de derrames
40-PP-57 Bomba de piso
Varios Estanque, bombas, duchas y lava-ojos de emergencia
Varios Sistema contra incendios
Table 3.5. Listado de equipos principales de la aglomeración.
Alimentadores de Cinta Descarga del Silo (40-FE-15 y 40-FE-16, Alimentadores de Cinta de Conveyor
Engineering Inc. (CEI)).
La dosificación de mineral al tambor aglomerador se realiza mediante 2 alimentadores de cinta
ubicados bajo el silo de mineral fino, con control de velocidad mediante variadores de frecuencia.
(Tabla 3.6.)
Ítem 40-FE-15/16
Servicio Descarga del silo de mineral fino
Material Mineral fino
Ancho [pulg] 72
Largo de Cinta [m] 35
Distancia Centros [m] 16
Velocidad [m/s] 0,42
Variador de Velocidad Variador de frecuencia
Telas 4
Cubierta Superior [mm] 16
Cubierta Inferior 6
Tabla 3.6. Alimentadores de cinta aglomeración
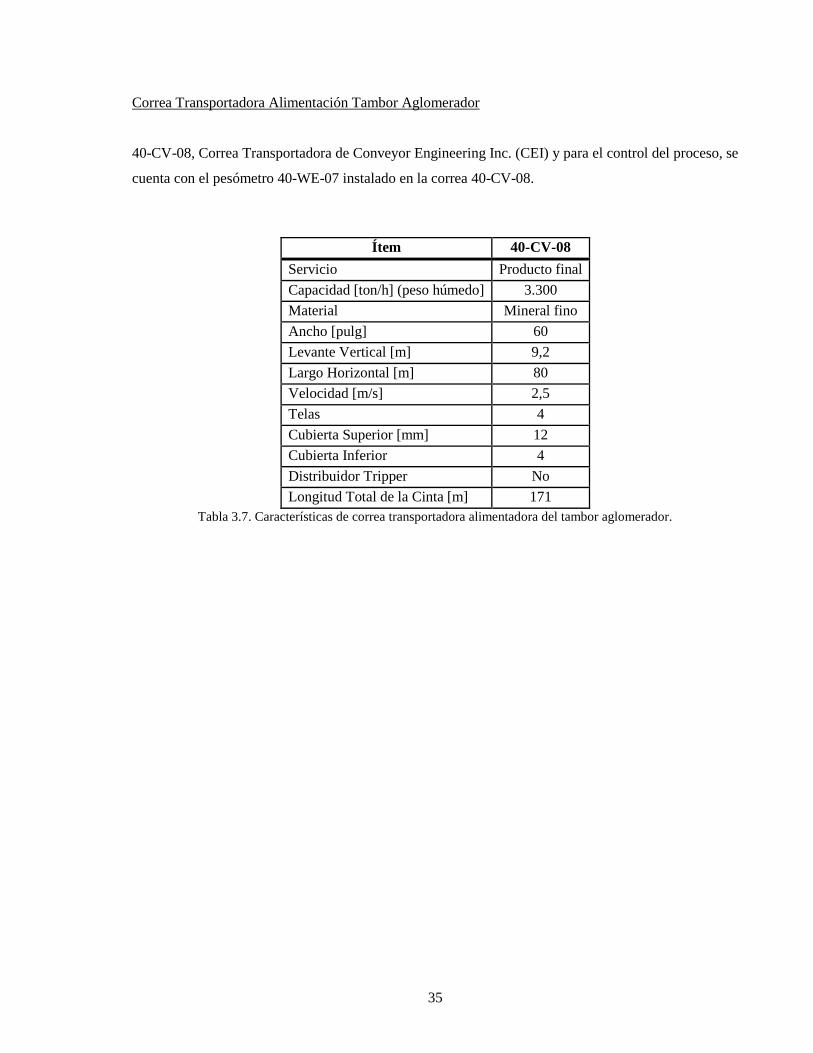
35
Correa Transportadora Alimentación Tambor Aglomerador
40-CV-08, Correa Transportadora de Conveyor Engineering Inc. (CEI) y para el control del proceso, se
cuenta con el pesómetro 40-WE-07 instalado en la correa 40-CV-08.
Ítem 40-CV-08
Servicio Producto final
Capacidad [ton/h] (peso húmedo] 3.300
Material Mineral fino
Ancho [pulg] 60
Levante Vertical [m] 9,2
Largo Horizontal [m] 80
Velocidad [m/s] 2,5
Telas 4
Cubierta Superior [mm] 12
Cubierta Inferior 4
Distribuidor Tripper No
Longitud Total de la Cinta [m] 171
Tabla 3.7. Características de correa transportadora alimentadora del tambor aglomerador.

36
Tambor Aglomerador
El 40-AD-01 Tambor Aglomerador FFE Minerals Chile S.A. de 4,7 m de diámetro y 16,3 m de largo.
Ítem 40-AD-01
Capacidad de Diseño [ton/h] (peso seco) 3.576
Capacidad Nominal [ton/h] (peso húmedo] 3.108
Carga de Mineral (% volumen del tambor) 12
Carga de Mineral [ton] 52
Potencia del Motor [hp] 800
Tiempo de Residencia de Diseño [s] 60
Rango de Velocidad del Tambor [rpm] 4 a 7
Rango de Inclinación Fijo 6,5º
Disponibilidad de Diseño [%] 97
Espesor del Revestimiento [mm] 6 base / 63,5 total
Material del Revestimiento Neoprene, 65 ± 5 Shore A
Levantadores 57 mm sobre superficie del revestimiento
Cantidad de Llantas 2
Diámetro Exterior de las Llantas [mm] 5.150
Ancho de las Llantas [mm] 320
Espesor de las Llantas [mm] 180
Cantidad de Descansos 4
Diámetro [mm] 1.220
Ancho [mm] 400
Capacidad Total de Carga [kN] 2.000
Cantidad de Descansos de Empuje 6
Diámetro [mm] 680
Ancho [mm] 200
Capacidad Total de Carga [kN] 300
Tipo de Dientes del Sistema Piñón-Corona Helicoidal
Razón de Reducción Piñón-Corona [mm] 8.8276:1
Diámetro Exterior de la Corona [mm] 6.602
Ancho de la Corona [mm] 800
Diámetro Exterior del Piñón [mm] 792,93
Ancho del Piñón [mm] 812
Sistema de Lubricación Piñón-Corona y Descansos Farval
Tuberías Distribución de Ácido y Refino Hastelloy C-276
Tabla 3.8. Datos principales de la especificación técnica.
Sistema de Alimentación de Acido Sulfúrico (70-PP-197 a 199)
El ácido sulfúrico es dosificado desde el estanque diario de almacenamiento de ácido mediante bombas
centrífugas de 13,3 m3/h y 13 m TDH, con velocidad variable.
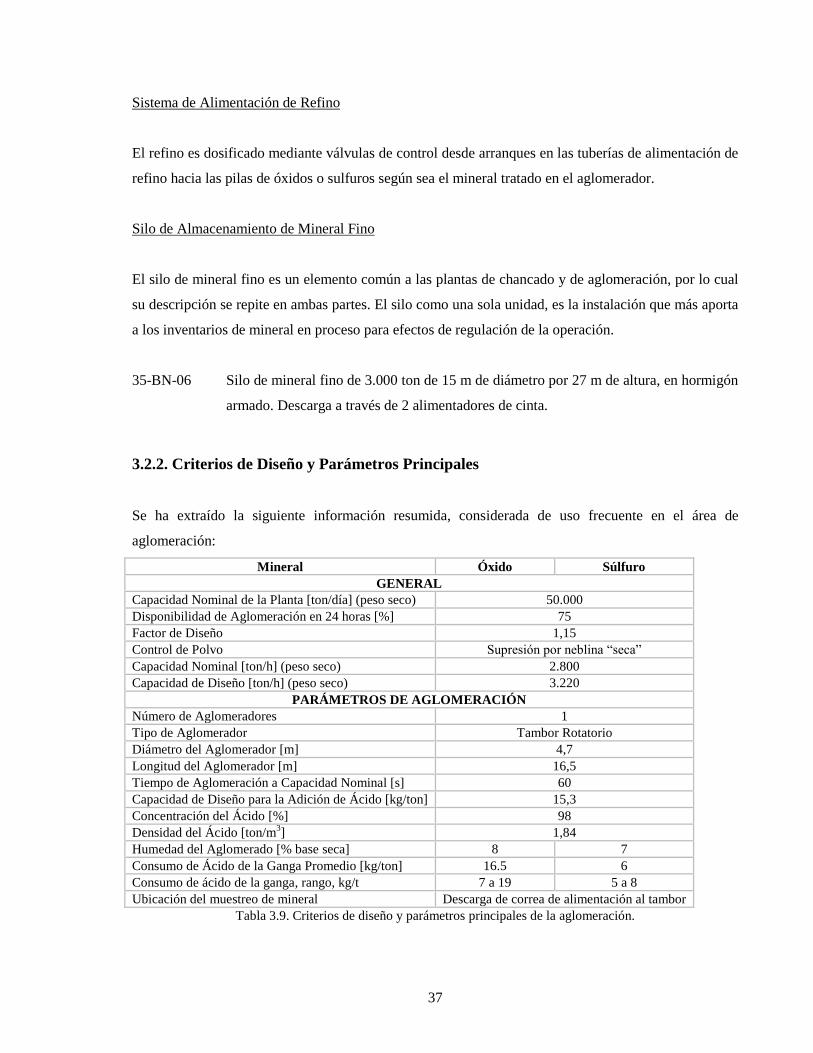
37
Sistema de Alimentación de Refino
El refino es dosificado mediante válvulas de control desde arranques en las tuberías de alimentación de
refino hacia las pilas de óxidos o sulfuros según sea el mineral tratado en el aglomerador.
Silo de Almacenamiento de Mineral Fino
El silo de mineral fino es un elemento común a las plantas de chancado y de aglomeración, por lo cual
su descripción se repite en ambas partes. El silo como una sola unidad, es la instalación que más aporta
a los inventarios de mineral en proceso para efectos de regulación de la operación.
35-BN-06 Silo de mineral fino de 3.000 ton de 15 m de diámetro por 27 m de altura, en hormigón
armado. Descarga a través de 2 alimentadores de cinta.
3.2.2. Criterios de Diseño y Parámetros Principales
Se ha extraído la siguiente información resumida, considerada de uso frecuente en el área de
aglomeración:
Mineral Óxido Súlfuro
GENERAL
Capacidad Nominal de la Planta [ton/día] (peso seco) 50.000
Disponibilidad de Aglomeración en 24 horas [%] 75
Factor de Diseño 1,15
Control de Polvo Supresión por neblina “seca”
Capacidad Nominal [ton/h] (peso seco) 2.800
Capacidad de Diseño [ton/h] (peso seco) 3.220
PARÁMETROS DE AGLOMERACIÓN
Número de Aglomeradores 1
Tipo de Aglomerador Tambor Rotatorio
Diámetro del Aglomerador [m] 4,7
Longitud del Aglomerador [m] 16,5
Tiempo de Aglomeración a Capacidad Nominal [s] 60
Capacidad de Diseño para la Adición de Ácido [kg/ton] 15,3
Concentración del Ácido [%] 98
Densidad del Ácido [ton/m3] 1,84
Humedad del Aglomerado [% base seca] 8 7
Consumo de Ácido de la Ganga Promedio [kg/ton] 16.5 6
Consumo de ácido de la ganga, rango, kg/t 7 a 19 5 a 8
Ubicación del muestreo de mineral Descarga de correa de alimentación al tambor
Tabla 3.9. Criterios de diseño y parámetros principales de la aglomeración.
38
3.2.3. Operación de Aglomeración
3.2.3.1. Aspectos Prácticos de la Operación
Calidad del Glómero
La calidad del glómero está influenciada por las variaciones en las características del mineral, y el
control de esta variable, “calidad”, requiere de la experiencia y dedicación del operador de terreno,
quien debe mantener una observación cuidadosa y constante de la operación de aglomeración.
Antecedentes relevantes son el comportamiento del aglomerado en el transporte y carguío, en el
apilamiento y, si es posible, la correlación con los resultados metalúrgicos.
El control de calidad del glómero es visual, mediante su aspecto en la correa receptora de los
aglomeradores, y se verifica en forma manual tomando un puñado de muestra usando un guante de
goma. La consistencia óptima para un mineral dado se va aprendiendo mediante un proceso de prueba
y error, en que el efecto más directo es el comportamiento del glómero en el sistema de transporte y
depositación de los glómeros. Mediciones de la densidad aparente del glómero, relacionada con la
porosidad, se ha mostrado como una posibilidad interesante de establecer correlaciones válidas
Interior del Tambor Aglomerador
El mineral aglomerado tiende a formar una costra en el interior de los tambores aglomeradores:
especialmente, si queda detenido con carga en un período prolongado. Es buena práctica la de
mantener el tambor en operación después de cortar la carga para una detención programada y asegurar
que no se produce una acumulación de carga.
El control de la costra es una tarea que considera el efecto del modo y secuencias con que se realiza el
regado sobre el riñón de carga en el tambor. Una pequeña costra ayuda a evitar el desgaste de los
revestimientos, pero una costra excesiva hace perder tiempo de retención y genera un riesgo de daños
al soporte de las flautas por caída de planchones desde la parte alta. Eventualmente, puede ser
necesario revisar la forma de riego y la altura de los levantadores.

39
Manejo del Tiempo de Retención
El tiempo de retención depende de la inclinación y la velocidad de rotación del tambor y en Spence se
cuenta con esta última opción, que además permite una partida más suave y manejar el torque. La
posibilidad de variar la inclinación obliga a que el tambor se monte sobre un bastidor, lo cual introduce
un mayor costo y problemas mecánicos, y en la práctica el uso de la inclinación variable no se aplica.
Es conveniente que todos los turnos operen en forma similar, por lo que se acostumbra a operar a una
velocidad de rotación fija.
Alimentación y Descarga
Según sea el comportamiento del mineral en los puntos de transferencia, puede ser necesario realizar
ajustes en el chute de alimentación y en la placa regulable en la descarga. Asimismo, se debe observar
el control del polvo en el chute de alimentación y si los vapores evacuados por la chimenea generan
algún problema en las instalaciones o al personal en las inmediaciones.
3.2.3.2. Desviaciones en la Operación
Para el sistema de aglomeración se considera como operación normal aquella que se realiza un ritmo de
2.800 ton/h en base seca con un glómero de buena calidad física.
Desviaciones en el Flujo de Mineral
Para minerales de características razonablemente homogéneas, las principales desviaciones en la
operación son de flujo de mineral alimentado al aglomerador.
Uno de los alimentadores bajo el silo está fuera de servicio: estos alimentadores tienen una
capacidad individual de 1.850 ton/h en base seca, equivalente a un 66% de la capacidad
nominal de aglomeración. La operación a este nivel se considera como el mínimo
recommendable para mantener la aglomeración en operación. En esta condición, el punto
crítico de la planta es sólo la descarga del silo y se debe intentar maximizar la utilización
efectiva de aglomeración-apilamiento a esta tasa de tratamiento.

40
Una de las líneas de chancado secundario fuera de servicio: cada una de estas líneas tiene una
capacidad individual de 2.050 ton/h en base seca, equivalente a un 73% de la capacidad
nominal de aglomeración. En esta condición, el punto crítico de la planta es sólo la línea de
chancado secundario en operación y se debe intentar maximizar la utilización efectiva de
aglomeración-apilamiento a esta tasa de tratamiento. Se puede operar la aglomeración en forma
intermitente, deteniéndola cuando el nivel del silo ha llegado a un mínimo, poniéndola en
servicio al acercarse al nivel máximo o se puede operar a tasa reducida, de acuerdo a las
condiciones reales del momento.
Una línea de harneros terciarios fuera de servicio: de acuerdo a los criterios de diseño, las
cuatro líneas de harneros tienen una capacidad equivalente al 80% de la capacidad de diseño de
la planta de chancado (0,80 × 3.576 ton/h) = 2.860 ton/h; por lo tanto, pueden mantener una
alimentación estable a la capacidad nominal de la aglomeración.
Una línea de chancado terciario fuera de servicio: la situación es semejante a la de los harneros
terciarios, sin embargo en este caso hay una mayor influencia de las características del mineral
en la capacidad de los chancadores. Si la granulometría real del mineral es más fina que en los
criterios de diseño, con cuatro chancadores se puede sustentar la operación de aglomeración a
capacidad nominal en forma consistente.
Restricciones del suministro de ácido o refino para aglomerar: esta condición debería ser muy
excepcional y reflejar una contingencia; por lo tanto, el sistema de control activa la alarma y
detiene la operación de aglomeración. El operador puede reponer la operación sólo después de
haber verificado las causas del problema y si requiere cambiar las condiciones de operación es
necesaria la autorización del jefe de turno.
Restricciones del suministro de mineral desde la mina por falla de un camión: la falla de un
camión debe ser resuelta mediante el desvío de un camión que esté operando en estéril hacia el
mineral planta y las capacidades colchón de las tolvas y el silo deben mantener la alimentación
a la aglomeración mientras se resuelve la situación.
Restricciones del suministro de mineral desde la mina por falla de pala: en este caso, la
situación se enfoca conforme a la situación real, considerando el uso de cargadores frontales y
eventualmente la reubicación de una pala estéril.
41
Necesidad de operar por sobre la capacidad nominal para recuperar tonelaje: aglomeración
tiene una capacidad nominal de 2.800 ton/h y de diseño de 3.220 ton/h en base seca y la planta
de chancado tiene una capacidad nominal de 3.109 ton/h y de diseño de 3.576 ton/h en base
seca. Las diferencias de capacidad entre ambas áreas provienen de las diferencias previstas de
tiempos de operación.
Corte de correa de alimentación al aglomerador: esta falla puede ser provocada por desgaste de
la correa o por la presencia de algún elemento cortante. La solución a este problema es cambiar
la cinta o instalar un empalme provisorio, dependiendo de la gravedad de la situación.
Aviso de desviación de la correa alimentadora del aglomerador: en este caso, la carga de la
correa puede estar descentrada o también que polines o poleas estén desalineados. Se debe
revisar e informar al área de mantenimiento para solucionar el problema.
3.3. Descripción del Apilamiento de Mineral
El chancado, aglomeración y apilamiento, durante los primeros años, se trabajó en campañas de 40 días
y luego en campañas de 36 días para construir cada módulo de 2.000.000 ton. Cada campaña se
compone de uno o más módulos de un tipo de mineral (por ejemplo, óxidos), seguido de uno o más
módulos de mineral del otro tipo (por ejemplo, sulfuros). En el primer período hubo una proporción de
3 módulos de óxidos por 6 módulos de sulfuros al año y gradualmente fue aumentando la proporción
de mineral sulfurado.
Las pilas son del tipo dinámico de 10 m de altura y existen 2 áreas (pilas) para el apilamiento separado
de los óxidos y de los sulfuros. La configuración de ambas áreas es del tipo hipódromo (race track),
con módulos de lixiviación de 2.000.000 ton instalados en paralelo, lado a lado en forma continua para
los óxidos y en forma discontinua, con un espacio libre intermedio, para los sulfuros.
La pila de óxidos tiene capacidad para 4 módulos de 550 m de largo por 246 m de ancho en la base. La
pila de súlfuros se ha diseñado para una capacidad de hasta 14 módulos de 370 m de largo por 375 m
de ancho en la base. El largo de los módulos es según una paralela a las correas sobre terreno y el
ancho según la pendiente máxima del piso.

42
El mineral aglomerado, con una capacidad nominal de 50.000 ton/día y una humedad en el orden de
8%, es descargado desde el tambor aglomerador a la correa sobre terreno con carro repartidor 41-CV-
11 de 1.663 m de largo, que alimenta la correa móvil auto propulsada 41-CV-13 de 300 m de largo.
Sobre esta correa móvil transita un carro repartidor con la correa apiladora transversal 41-CV-14 de 25
m de largo, para el área de óxidos.
La correa sobre terreno 41-CV-11 tiene la opción de transferir la carga a una segunda correa sobre
terreno, número 41-CV-12 de 2.047 m de largo, con su propio carro repartidor que alimenta a la correa
móvil autopropulsada 41-CV-15 de 430 m de largo. Sobre esta correa móvil transita un carro repartidor
con la correa apiladora transversal 41-CV-16 de 25 m de largo, para el área de súlfuros. Las correas
móviles tipo “puente” se desplazan en retroceso paralelamente a sí mismas, a medida que se carga la
pila. Además, al llegar al extremo de un sector de apilamiento, tiene la capacidad de girar alrededor de
un eje vertical cercano a la cola, para ubicarse en el otro sector de apilamiento.
3.3.1. Descripción de las Instalaciones y Equipos Principales
El sistema de apilamiento está constituido por un conjunto de equipos, que permiten transportar el
mineral aglomerado desde la descarga del tambor aglomerador hasta ser depositado en forma ordenada
en las pilas de lixiviación, tanto de óxidos como de sulfuros.
La capacidad nominal de las instalaciones es de 50.000 ton/día, para transportar y depositar mineral
aglomerado en las pilas. La capacidad de diseño del sistema es 3.477 ton/h, peso húmedo. Todas las
correas son de 48” de ancho, salvo las correas transversales apiladoras, que son de 60”. Para asegurar
que los márgenes de operación del sistema sean respetados durante el apilamiento, el operador cuenta
con la ayuda de un sistema de posicionamiento conocido como GPS diferencial (Global Position
System).
Este sistema está compuesto por los siguientes equipos:
41-CV-11 Correa Alimentación Pilas de Lixiviación Óxidos (sobre terreno)
41-MH-01 Carro Repartidor Óxidos
41-CV-12 Correa Alimentación Pilas de Lixiviación Sulfuros (sobre terreno)
41-MH-02 Carro Repartidor Sulfuros
41-CV-13 Correa Móvil Apilamiento Óxidos

43
41-CV-14 Correa Carro Repartidor
41-CV-15 Correa Móvil Apilamiento Sulfuros
41-CV-16 Correa Carro Repartidor
Las correas puente móviles se desplazan paralelamente a sí mismas, con su eje longitudinal
perpendicular al eje de las correas sobre terreno. La velocidad general de las correas es de 4,9 m/s,
salvo las transversales apiladoras que son de velocidad variable hasta 4,5 m/s. La velocidad de
traslación de los puentes puede variar entre 0,2 hasta 6 m/min.
3.3.2. Criterios de Diseño y Parámetros Principales
Dos correas sobre terreno en serie con carro repartidor alimentan a 2 sistemas independientes de
apilamiento para los óxidos y los sulfuros, tipo hipódromo.
Ítem Apilamiento
Programa de Operación 365 día/año (24 h/día)
Disponibilidad [%] 75
Factor de Diseño 1,15
Capacidad Nominal [ton/h] (peso seco) 2.800
Capacidad de Diseño [ton/h] (peso seco) 3.220
Capacidad de Diseño [ton/h] (peso húmedo) 0,42
Variador de Velocidad Variador de frecuencia
Telas 4
Cubierta Superior [mm] 16
Cubierta Inferior 6
Tabla 3.10. Criterios de diseño y parámetros principales del apilamiento.
3.3.3. Operación del Apilamiento
3.3.3.1. Aspectos Prácticos de la Operación
La experiencia en los sistemas de transporte y apilamiento de mineral aglomerado indica que la
mayoría de los problemas están centrados en las características y consistencia del glómero y en el
diseño y mantenimiento de las transferencias y sistemas de limpieza del retorno de las cintas
transportadoras.
Si bien el comportamiento de diferentes minerales no es idéntico entre sí, hay ciertos temas reiterados
en la práctica que se toman en cuenta en los diseños, pero que requieren ajustes en la operación real:
44
Material adherido en el retorno de las correas
Atascamiento de chutes
Desalineamiento de las correas transportadoras
Detenciones del apilamiento por atraso en el retiro de los ripios
Estos problemas se han demostrado como críticos y requieren de una atención dedicada, si es necesario
asignando un grupo de tarea para buscar la solución. No debe arrastrase el problema, porque genera
círculos viciosos si no se resuelven. Los caminos de solución son los mismos, pero difieren en el
detalle de su aplicación a cada caso particular:
Control de la calidad del glómero
Pruebas con distintos tipos de raspadores
Pruebas con distintos materiales de revestimiento
Mejoramiento de los diseños de los chutes
Incorporación de placas desviadoras y centradoras de carga
Limpieza oportuna de polines, poleas y estructura
Mantenimiento dedicado, con especial énfasis en dejar información sobre las fallas y sus
causas
3.3.3.2. Operación del Sistema de Apilamiento
Además de su función de transporte, el apilamiento tiene una función importante para el proceso, ya
que es responsable de la calidad en la formación de la pila. En esta última función se debe formar la
pila, al ritmo programado, con la altura especificada y una superficie superior tan suave como sea
posible.
Para lograr estos objetivos, el primer requerimiento es trabajar en forma consistente, en cuanto a ritmo
de alimentación del material, humedad y características de cohesión del glómero. El cumplimiento de
este objetivo es responsabilidad de la aglomeración, por lo cual se ha insistido que ésta opere en forma
continua y estable.
El segundo objetivo está relacionado con la operación misma del apilamiento, específicamente, los
siguientes temas:
45
Posición de trabajo del puente en relación al frente de la pila
Velocidad del carro repartidor
Magnitud y velocidad con que el puente retrocede al final de cada pasada del apilador (paso)
Velocidad de la correa apiladora (forma de la parábola de caída)
Magnitud y variaciones del ritmo de alimentación de mineral
Control de la altura de apilamiento
Para obtener un buen carguío de las pilas, es muy importante la experiencia, destreza y atención del
operador del sistema.
De acuerdo a las características del mineral y la apreciación de la operación, es importante definir la
necesidad de mantenimiento de la superficie de la cancha después del término de cada ciclo de
apilamiento-lixiviación y retiro de ripios.
Es recomendable que el operador tenga referencia de la cantidad de material que se tiene en el proceso
en la línea de operación desde la salida del silo y el tiempo que demora en descargar el sistema.
La secuencia de operaciones, similar para óxidos y para sulfuros, es la siguiente:
a) El carro repartidor avanza hasta llegar al extremo de la pila. En este punto, un interruptor de
límite le indica al tripper que su movimiento siguiente debe ser en el sentido contrario y al
puente que debe retroceder en un “paso”, después de un tiempo de retardo definido. Terminado
el llenado de la pila en esta posición extrema final, el carro repartidor inicia su viaje de regreso,
cargando la pila según lo ya señalado, hasta llegar al extremo opuesto y así sucesivamente.
b) El movimiento de retroceso de la correa puente es seguido por el carro repartidor de la correa
sobre terreno, para mantener constante la posición relativa en la transferencia de ambas correas
(esta posición del carro repartidor se determina con ayuda del GPS).
c) Para el movimiento en retroceso del puente 41-CV-13 para los óxidos o 41-CV-15 para los
sulfuros se usa la información entregada por las antenas del GPS ubicadas en los dos extremos
del puente (más una estación central en los sulfuros) y el sistema de alineamiento propio de las
orugas.
46
d) Como se ha señalado, la posición del puente se determina mediante la ayuda de una estación
GPS Diferencial, la cual está ubicada en un poste cercano a la pila S-14, que es una posición
central. Se considera como eje “y” a uno paralelo a la correa sobre terreno; como eje “x” a uno
paralelo a la correa móvil en su posición operacional (perpendicular a la correa sobreterreno) y
el eje “z” uno perpendicular al plano “xy”.
3.3.3.3. Desviaciones en la Operación
Para el sistema de apilamiento, se considera como operación normal a aquella que se realiza en forma
continua y estable a la capacidad nominal de 2.800 ton/h, en base seca, con un glómero de buena
calidad física.
a) Se considera una desviación en la operación la producción de glómeros de calidad no
adecuada. El “glómero de buena calidad” es un parámetro de difícil cuantificación, en que la
“calidad” se aprecia por la consistencia visual del glómero, por su comportamiento al
comprimirlo con la mano con guante de goma y por su comportamiento en su manejo y pilas.
El manejo de este parámetro depende fuertemente de la experiencia práctica general de los
operadores y su conocimiento de los diferentes tipos de mineral. Los criterios de diseño de
Spence indican que el mineral es de buena permeabilidad y bajo contenido de finos.
b) Una desviación común es el atascamiento de chutes, ya que ésta se presenta en el transporte de
aglomerado, debido a variaciones en el contenido de finos arcillosos o incremento de la
humedad.
c) Falla del sistema de control; si esto ocurre, el apilamiento se detiene. El líder de grupo debe
recurrir al personal de mantenimiento para la solución de esta falla a la brevedad posible, ya
que una detención del sistema de apilamiento conlleva a la detención de aglomeración y
chancado.
d) Desalineamiento de las correas; durante la operación de la planta, en el caso de presentarse
desalineamiento de las correas, éstas se detienen debido al enclavamiento de protección que
tienen, debe evaluarse la causa del desalineamiento y corregirse antes de poner en operación el
sistema nuevamente.
e) Desalineamiento del puente apilador; el alineamiento se realiza en forma automática con ayuda
del sistema de control, en caso de presentarse desalineamiento el PLC detendrá el sistema si
esta condición persiste por más de 10 segundos.
47
3.3.3.4. Situaciones Límites de Proceso
Se entiende como situación límite de proceso a aquella en que se ha superado los valores de diseño de
los equipos o los parámetros del proceso, tales como flujos, presiones, temperaturas, niveles de
estanques y buzones y otros. Para este sistema se visualiza como causa más frecuente la presencia de
glómeros con gran tendencia a pegarse a las paredes de los chutes y a las cintas, que pueden llegar a
interrumpir la operación. Para este sistema se visualizan las siguientes situaciones de este tipo:
Detenciones no programadas por atascamiento de chutes. La limpieza de chutes debe realizarse
con estricto cumplimiento de la reglamentación sobre bloqueo de equipos o instalaciones a
intervenir.
Detenciones no programadas para limpieza de correas y raspadores, nuevamente, con estricto
cumplimiento de la reglamentación sobre bloqueo de equipos o instalaciones a intervenir.
Las detenciones por activación de las cuerdas de emergencia o de alguna botonera de
emergencia debe ser investigada con gran atención y urgencia. No se debe reiniciar las
operaciones sin haber inspeccionado detalladamente el equipo o los equipos afectados por la
detención de emergencia, haber establecido las causas de la paralización y haberlas resuelto.
La rotura de correas es un evento de baja probabilidad; sin embargo, se han considerado
antenas detectoras en las correas de gran longitud. Debe cuidarse que los chutes tengan su
mantenimiento preventivo oportuno para evitar la caída de trozos de revestimientos o pernos al
flujo de mineral, en especial aguas abajo de los harneros terciarios. Debe evitarse la presencia
de polines que no giren, pues por desgaste pueden romperse y presentar bordes filosos al paso
de las cintas.

48
CAPÍTULO IV. Definición, Objetivos y Alcance del Proyecto
“Optimización del Área Seca”
Se recopiló información a través del área de Proyecto y Operación Planta. La información entregada
por las distintas áreas consta de informes de ingeniería básica, ingeniería de detalles, memorias de
cálculo, planos, etc.
4.1. Objetivos
Aumentar la capacidad nominal del área seca de 50.000 a 61.200 ton/día de mineral seco.
Aumentar la disponibilidad de los equipos de la planta de 67 a 75%.
Incrementar el rendimiento global de la producción.
4.2. Alcance
El proyecto está dividido en 2 etapas: “Incremento del Rendimiento” que incluye las áreas de chancado
primario, chancado y harneado y aglomeración (desde 30-CR-01 hasta 40-CV-08). Y la segunda etapa,
denominada “Optimización del Apilamiento” abarca el área de apilamiento de óxido y súlfuro (desde
41-CV-11 hasta 41-CV-16).
4.2.1. Incremento del Rendimiento
Chancado (Área 35)
Correa 35-CV-01/02
Los cambios implican el reemplazo del motor existente de 298 kW por un nuevo motor de 373 kW,
lo que implica además repotenciar el sistema motriz debido al incremento de las tensiones resultantes
en la partida de la correa en atascamiento por mineral.
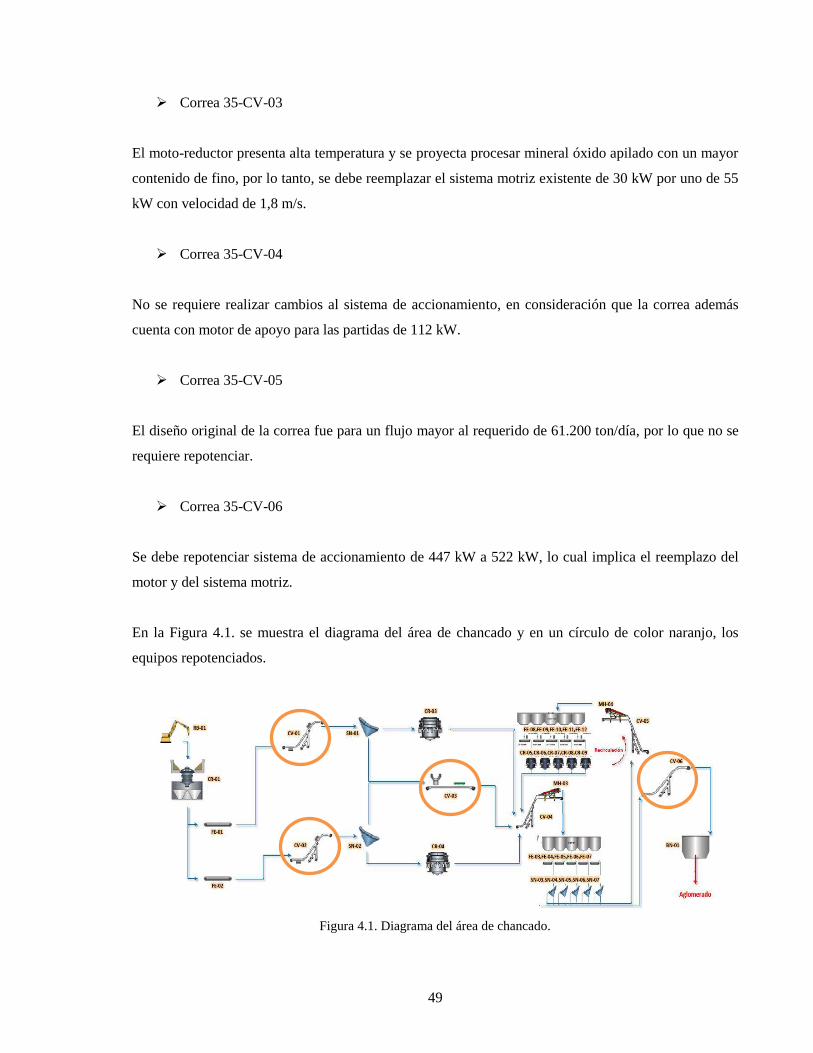
49
Correa 35-CV-03
El moto-reductor presenta alta temperatura y se proyecta procesar mineral óxido apilado con un mayor
contenido de fino, por lo tanto, se debe reemplazar el sistema motriz existente de 30 kW por uno de 55
kW con velocidad de 1,8 m/s.
Correa 35-CV-04
No se requiere realizar cambios al sistema de accionamiento, en consideración que la correa además
cuenta con motor de apoyo para las partidas de 112 kW.
Correa 35-CV-05
El diseño original de la correa fue para un flujo mayor al requerido de 61.200 ton/día, por lo que no se
requiere repotenciar.
Correa 35-CV-06
Se debe repotenciar sistema de accionamiento de 447 kW a 522 kW, lo cual implica el reemplazo del
motor y del sistema motriz.
En la Figura 4.1. se muestra el diagrama del área de chancado y en un círculo de color naranjo, los
equipos repotenciados.
Figura 4.1. Diagrama del área de chancado.

50
Aglomerado (Área 40)
Correa 40-CV-08
Esta correa no requiere cambios debido a que operará normalmente con un flujo menor (1.650 ton/h)
alcanzando el máximo de 3.300 ton/h cuando opere una sola línea de aglomeración.
Alimentador 40-FE-15
Para alcanzar los 50.000 ton/día por la segunda línea de aglomeración este equipo requiere ser alargado
en 6,45 m. Repotenciar el sistema motriz de 75 a 200 kW y modificar poleas y ejes para las nuevas
tensiones.
Alimentador 40-FE-16
Este alimentador quedará descargando sobre la correa 40-CV-08, por lo que su longitud no requiere ser
modificada, sin embargo para alcanzar los 3.400 ton/h se requiere repotenciar el sistema motriz de 75 a
150 kW.
En la Figura 4.2. se muestra el diagrama del área de aglomeración y en un círculo de color naranjo, los
equipos repotenciados.
Figura 4.2. Diagrama del área de aglomeración.
Además, para poder procesar 61.200 ton/día se requiere instalar una segunda línea de aglomeración,
donde sus componentes se detallan a continuación.

51
Correa 40-CV-107
Esta correa recibe la descarga del alimentador 40-FE-15 para alimentar a la correa 40-CV-108.
Correa 40-CV-108
Esta correa recibe la descarga de la correa 40-CV-107 para alimentar al nuevo tambor aglomerador 40-
AD-02.
Tambor Aglomerador 40-CV-02
Este nuevo aglomerador es alimentado por la correa 40-CV-108 y descarga en la correa 40-CV-110. En
la Tabla 4.2. se detallan sus características principales.
Característica Valor
Carga de Mineral [ton] 52 (12%)
Tiempo de Residencia [s] 60
Velocidad [rpm] (mínima/nominal/máxima) 2,2 / 6 / 7
Inclinación Fija [º] 6,5
Diámetro [m] 4,7
Largo [m] 16,3
Capacidad Nominal / Diseño [ton/h] 3.400 / 3.910
Disponibilidad de Diseño [%] 98
Potencia Motor [hp] 800
Cantidad de Llantas 2
Diámetro Exterior/Ancho/Espesor [mm] 5.470 / 412 / 291
Cantidad de Descansos Radiales 8
Diámetro / Ancho [mm] 672 / 476
Capacidad Total de Carga [kN] 1.530
Cantidad de Descansos de Empuje 3
Diámetro / Ancho [mm] 673 / 185
Capacidad Total de Carga [kN] 360
Tipo de Dientes del Sistema Piñón-Corona Recto
Razón de Reducción Piñón-Corona [mm] 10,96
Diámetro Exterior / Ancho Corona [mm] 6.096 / 550
Diámetro Exterior / Ancho Piñón [mm] 600 / 550
Sistema de Lubricación Piñón-Corona y
Descanso
CMD, circuito cerrado con bomba y filtro (Sistema
Dedicado)
Tabla 4.1. Características y parámetros principales de la segunda línea de aglomeración.
Además el nuevo tambor aglomerador incluye los siguientes componentes:
Manto del tambor

52
Sistema de accionamiento del tambor, incluyendo corona, piñón auto alineante con eje y
descansos, motor eléctrico, reductor y acoplamientos.
Accesorios del tambor como bandas de rodaduras, rodillos radiales soportantes y rodillos de
empuje axial.
Revestimiento interno del tambor.
Chute de descarga con chimenea para supresión de vapores ácidos.
Chute de alimentación.
Sistema de spray para adición de refino y ácido.
Sistema de lubricación automático para descansos y piñón-corona.
Sistema de control e instrumentación (paneles de control, instrumentos, etc.).
Protecciones de seguridad del sistema de accionamiento.
Estructuras soporte del sistema de accionamiento, rodillos radiales y rodillos de empuje axial.
Documentación técnica y servicios.
Correa 40-CV-110
Esta correa recibe la descarga del nuevo tambor aglomerador 40-AD-02 para alimentar a la correa 40-
CV-111.
Correa 40-CV-111
Esta correa recibe la descarga de la correa 40-CV-110 y alimenta a la correa 41-CV-11 para llevar el
mineral a la zona de apilamiento.
En la Figura 4.3. se muestra el diagrama del área de aglomeración con la segunda línea en paralelo y en
un círculo color naranjo, los nuevos equipos instalados.
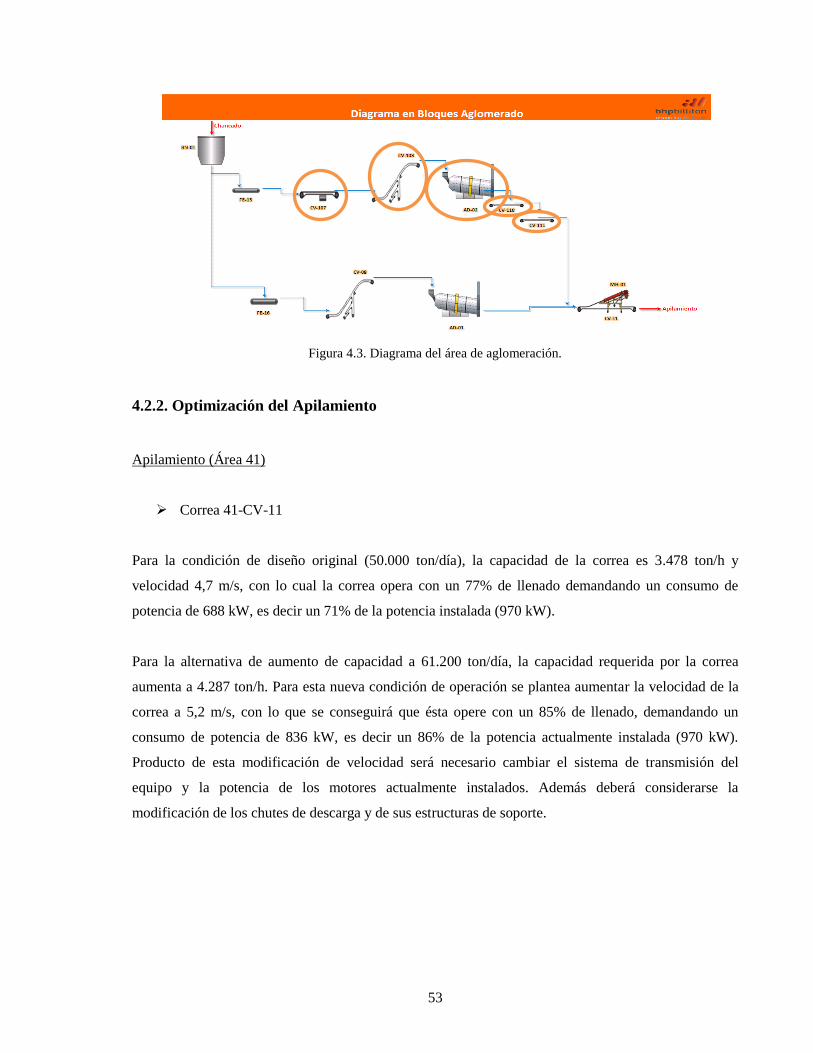
53
Figura 4.3. Diagrama del área de aglomeración.
4.2.2. Optimización del Apilamiento
Apilamiento (Área 41)
Correa 41-CV-11
Para la condición de diseño original (50.000 ton/día), la capacidad de la correa es 3.478 ton/h y
velocidad 4,7 m/s, con lo cual la correa opera con un 77% de llenado demandando un consumo de
potencia de 688 kW, es decir un 71% de la potencia instalada (970 kW).
Para la alternativa de aumento de capacidad a 61.200 ton/día, la capacidad requerida por la correa
aumenta a 4.287 ton/h. Para esta nueva condición de operación se plantea aumentar la velocidad de la
correa a 5,2 m/s, con lo que se conseguirá que ésta opere con un 85% de llenado, demandando un
consumo de potencia de 836 kW, es decir un 86% de la potencia actualmente instalada (970 kW).
Producto de esta modificación de velocidad será necesario cambiar el sistema de transmisión del
equipo y la potencia de los motores actualmente instalados. Además deberá considerarse la
modificación de los chutes de descarga y de sus estructuras de soporte.

54
Correa 41-CV-12
Para la condición de diseño original (50.000 ton/día), la capacidad de la correa es 3.445 ton/h y
velocidad 4,9 m/s, con lo cual la correa opera con un 73% de llenado demandando un consumo de
potencia de 1.248 kW, es decir un 64% de la potencia instalada (1.940 kW).
Para la alternativa de aumento de capacidad a 61.200 ton/día, la capacidad requerida por la correa
aumenta a 4.241 ton/h. Para esta nueva condición de operación se plantea aumentar la velocidad de la
correa a 5,2 m/s, con lo que se conseguirá que ésta opere con un 84% de llenado, demandando un
consumo de potencia de 1.484 kW, es decir un 77% de la potencia actualmente instalada (1.940 kW).
Producto de esta modificación de velocidad será necesario cambiar el sistema de transmisión del
equipo y la potencia de los motores actualmente instalados. Además deberá considerarse la
modificación de los chutes de descarga y de sus estructuras de soporte.
Correa 41-CV-13
Para la condición de diseño original (50.000 ton/día), la capacidad de la correa es 3.478 ton/h y
velocidad 4,6 m/s, con lo cual la correa opera con un 78% de llenado demandando un consumo de
potencia de 312 kW, es decir un 62% de la potencia instalada (500 kW).
Para la alternativa de aumento de capacidad a 61.200 ton/día, la capacidad requerida por la correa
aumenta a 4.287 ton/h. Para esta nueva condición de operación se plantea aumentar la velocidad de la
correa a 5,2 m/s, con lo que se conseguirá que ésta opere con un 85% de llenado, demandando un
consumo de potencia de 386 kW, es decir un 77% de la potencia actualmente instalada (500 kW).
Producto de esta modificación de velocidad será necesario cambiar el sistema de transmisión del
equipo y la potencia del motor actualmente instalado. Además deberá considerarse la modificación de
los chutes de descarga y de sus estructuras soporte.
Correa 41-CV-14
Para la condición de diseño original (50.000 ton/día), la capacidad de la correa es 3.478 ton/h y
velocidad 3,2 m/s, con lo cual la correa opera con un 71% de llenado demandando un consumo de
potencia de 71 kW, es decir un 47% de la potencia instalada (150 kW).
55
Para la alternativa de aumento de capacidad a 61.200 ton/h, la capacidad requerida por la correa
aumenta a 4.287 ton/h. Para esta nueva condición de operación se plantea mantener la velocidad de la
correa en 3,2 m/s, con lo que ésta operará con un 87% de llenado, demandando un consumo de
potencia de 83 kW, es decir un 55% de la potencia actualmente instalada (150 kW). Por lo tanto bajo
esta condición no es necesario realizar modificaciones a la correa existente.
Correa 41-CV-15
Para la condición de diseño original (50.000 ton/h), la capacidad de la correa es 3.445 ton/h y
velocidad 4,6 m/s, con lo cual la correa opera con un 78% de llenado demandando un consumo de
potencia de 378 kW, es decir un 76% de la potencia instalada (500 kW).
Para la alternativa de aumento de capacidad a 61.200 ton/día, la capacidad requerida por la correa
aumenta a 4.241 ton/h. Para esta nueva condición de operación se plantea aumentar la velocidad de la
correa a 5,2 m/s, con lo que se conseguirá que ésta opere con un 84% de llenado, demandando un
consumo de potencia de 467 kW, es decir un 93% de la potencia actualmente instalada (500 kW).
Producto de esta modificación de velocidad será necesario cambiar el sistema de transmisión del
equipo y la potencia del motor actualmente instalado. Además deberá considerarse la modificación de
los chutes de descarga y de sus estructuras de soporte.
Correa 41-CV-16
Para la condición de diseño original (50.000 ton/día), la capacidad de la correa es 3.445 ton/h y
velocidad 3,2 m/s, con lo cual la correa opera con un 70% de llenado demandando un consumo de
potencia de 70 kW, es decir un 47% de la potencia instalada (150 kW).
Para la alternativa de aumento de capacidad a 61.200 ton/día, la capacidad requerida por la correa
aumenta a 4.241 ton/h. Para esta nueva condición de operación se plantea mantener la velocidad de la
correa en 3,2 m/s, con lo que ésta operará con un 86% de llenado, demandando un consumo de
potencia de 83 kW, es decir un 55% de la potencia actualmente instalada (150 kW). Por lo tanto bajo
esta condición no es necesario realizar modificaciones a la correa existente.

56
Carros Repartidores MH-01 y MH-02
Los cambios que se realizarán en estos equipos son los siguientes:
Modificación de todos los polines GARLAND de 35º a 40º.
Reemplazo de estaciones de polines fijos de 35º a 40º.
Traspaso MH-01 a Correa CV-13: Se modificará la curva de la placa deflectora (cuchara) y se
considera un accionamiento electrohidráulico o electromecánico, la tolva de recepción se
modificará considerando el uso de polines de impacto de base fija.
Traspaso MH-01 a Correa CV-11: Se modificará la tolva de recepción para evitar
acumulaciones de materiales en su interior.
Traspaso MH-02 a Correa CV-15: Se modificará la curva de la placa deflectora (cuchara) y se
considera un accionamiento electrohidráulico o electromecánico, la tolva de recepción se
modificará considerando el uso de polines de impacto de base fija.
Refuerzo de estructura de poleas.
En la Figura 4.4. se muestra un diagrama del área de apilamiento y en un círculo de color naranjo, los
equipos repotenciados.
Figura 4.4. Diagrama del área de apilamiento.
57
CAPÍTULO V. Análisis y Diagnóstico Operacional (Pre-
Optimización)
5.1. Evaluación y Diagnóstico de la Operación Actual
Se recopiló información histórica para elaborar gráficos y relaciones necesarias que permitan visualizar
los comportamientos operacionales de la planta de área seca con el fin de poder determinar de forma
clara las condiciones actuales de operación, rendimientos obtenidos y puntos críticos, para este efecto
se utilizó el software computacional MiniTab y Excel.
La información recopilada corresponda a:
Detenciones programadas y no programadas: fecha, tiempo de duración, equipo detenido, área
a la que pertenece, causa de detención y observaciones. (Ver ejemplo en Anexo A)
Mineral chancado diario: toneladas por día, humedad, ley, campaña, dosificación de refino y
ácido sulfúrico en el tambor aglomerador. (Ver ejemplo en Anexo A)
5.2. Equipos Críticos
Tres análisis distintos permitieron la identificación de los equipos críticos en la planta del área seca:
Por detenciones no programadas: éstas se refieren a fallas operacionales o de mantención que
no han sido proyectadas en el tiempo, como las situaciones de desviación en la operación en
las plantas de chancado, aglomeración y apilamiento que se describieron anteriormente en el
Capítulo III. De acuerdo a esto, los equipos que registraban recurrentes detenciones de este
tipo, pasaron a ser equipos críticos de la planta.
Por campaña: al tratar alternadamente mineral oxidado y sulfurado, la planta se ve afectada en
distintas áreas con cada uno de ellos. Al procesar un mineral oxidado, las rocas son más
fracturadas y hay más cantidad de finos, por lo que los harneros terciarios juegan un rol más
importante en el proceso al igual que la correa 35-CV-04, la que alimenta a los harneros

58
terciarios. En cambio, al tratar mineral sulfurado, éste es más duro y abrasivo, ya que
provienen de una roca más consolidada. Esto hace que el proceso de chancado sea más
gravitante, siendo los equipos más utilizados los chancadores y la correa 35-CV-05, la que
lleva la carga circulante (el sobre tamaño de los harneros terciarios) a los chancadores
terciarios.
Por capacidad: se realizó un balance de masa del área seca para determinar los equipos que
podrían estar siendo sobre utilizados.
A continuación se muestra en detalle el análisis de cada uno de ellos.
5.2.1. Equipos Críticos por Detenciones No Programadas
Existen dos tipos de detenciones no programadas:
Falla de Operación: esto ocurre inesperadamente en el sistema cuando se producen errores en
las prácticas de operación del proceso productivo.
Falla de Mantención: este tipo de detención ocurre inesperadamente en el sistema cuando se
producen errores en las prácticas de mantenimiento de los equipos de proceso.
Para hacer un análisis más representativo de la realidad de la operación de la planta, ésta se separó en 2
áreas: chancado (aguas arriba del tambor aglomerador) y apilamiento (aguas abajo del tambor
aglomerador), ya que ambas comprenden equipos y procesos diferentes.
En los gráficos 5.1., 5.2., 5.3., 5.4. y 5.5. se muestra el desempeño de la planta en la etapa de pre-
optimización.

59
Gráfico 5.1. Diagrama pareto de detenciones no programadas en el área de chancado.
En el Gráfico 5.1. se muestra un diagrama pareto, construido mediante el software MiniTab con la
información mostrada en el Anexo A, con el fin de identificar los equipos que registraban mayor
tiempo de detenciones no programadas. Las barras de color gris (frecuencia relativa) representan la
cantidad de horas de detención y la línea roja (frecuencia acumulada), el porcentaje acumulado.
Frecuencia Relativa = fi= t1 + t2 + t3,..., + tn
Ec. 5.1.
Frecuencia Acumulada = fa = fi
i=1
n
å Ec. 5.2.
donde i = equipo 1, equipo 2, equipo 3,…, equipo n.
t = tiempo de dentención 1, tiempo de detención 2, tiempo de detención 3,…, tiempo de
detención n.
Del 100% de los equipos del área de chancado, el chancador primario ocupa el 68%, con 496,3 horas
de detención, en segundo lugar la correa 35-CV-04 ocupa el 22,2%, con 162 horas de detención, y
finalmente, el chancador 35-CR-04 ocupa sólo un 9,8% con 71,5 horas de detención.
Horas 496,3 162,0 71,5
Porcentaje 68,0 22,2 9,8
% acumulado 68,0 90,2 100,0
CHANCADOR 4CORREA 4CHANCADOR PRIMARIO
800
700
600
500
400
300
200
100
0
100
80
60
40
20
0Tie
mp
o d
e D
ete
nció
n [
h]
Po
rce
nta
je
Diagrama Pareto Det. No Prog. Chancado
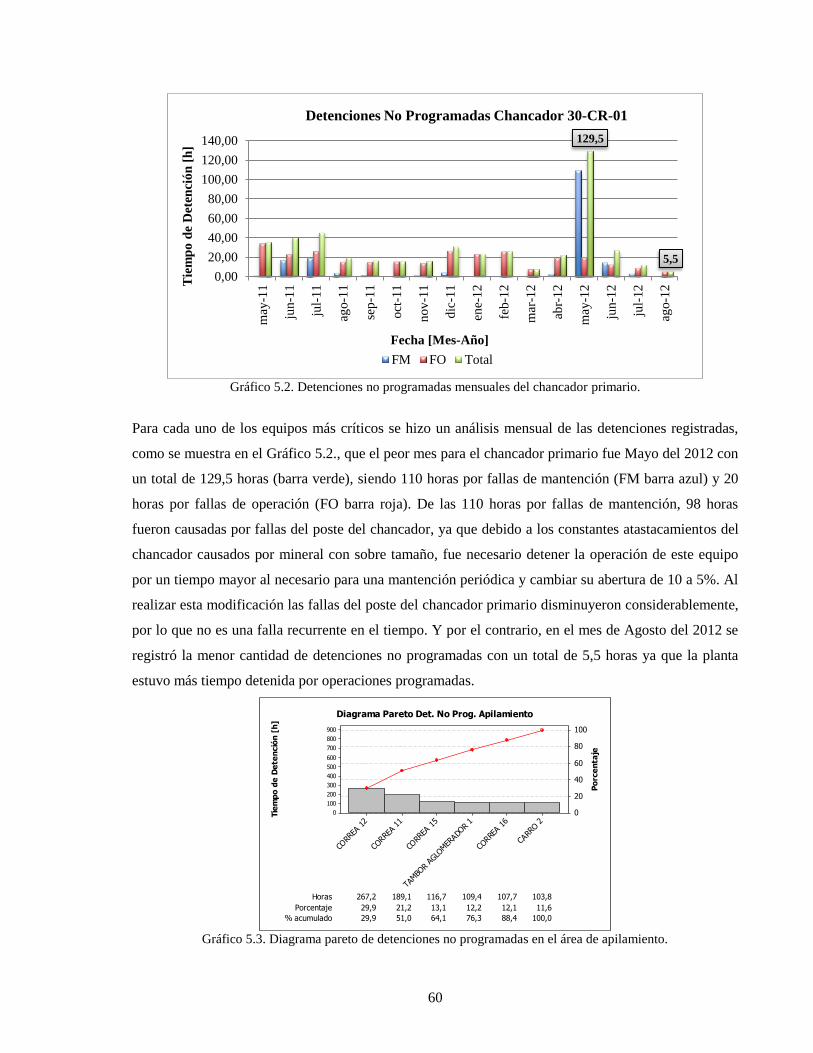
60
Gráfico 5.2. Detenciones no programadas mensuales del chancador primario.
Para cada uno de los equipos más críticos se hizo un análisis mensual de las detenciones registradas,
como se muestra en el Gráfico 5.2., que el peor mes para el chancador primario fue Mayo del 2012 con
un total de 129,5 horas (barra verde), siendo 110 horas por fallas de mantención (FM barra azul) y 20
horas por fallas de operación (FO barra roja). De las 110 horas por fallas de mantención, 98 horas
fueron causadas por fallas del poste del chancador, ya que debido a los constantes atastacamientos del
chancador causados por mineral con sobre tamaño, fue necesario detener la operación de este equipo
por un tiempo mayor al necesario para una mantención periódica y cambiar su abertura de 10 a 5%. Al
realizar esta modificación las fallas del poste del chancador primario disminuyeron considerablemente,
por lo que no es una falla recurrente en el tiempo. Y por el contrario, en el mes de Agosto del 2012 se
registró la menor cantidad de detenciones no programadas con un total de 5,5 horas ya que la planta
estuvo más tiempo detenida por operaciones programadas.
Gráfico 5.3. Diagrama pareto de detenciones no programadas en el área de apilamiento.
129,5
5,5
0,00
20,00
40,00
60,00
80,00
100,00
120,00
140,00
may
-11
jun
-11
jul-
11
ago-1
1
sep
-11
oct
-11
nov
-11
dic
-11
ene-
12
feb-1
2
mar
-12
abr-
12
may
-12
jun
-12
jul-
12
ago-1
2Tie
mp
o d
e D
eten
ció
n [
h]
Fecha [Mes-Año]
Detenciones No Programadas Chancador 30-CR-01
FM FO Total
Horas 267,2 189,1 116,7 109,4 107,7 103,8
Porcentaje 29,9 21,2 13,1 12,2 12,1 11,6
% acumulado 29,9 51,0 64,1 76,3 88,4 100,0
CARR
O 2
CORR
EA 16
TAMBO
R AG
LOMER
ADOR
1
CORR
EA 15
CORR
EA 11
CORR
EA 12
900
800
700
600
500
400
300
200
100
0
100
80
60
40
20
0Tie
mp
o d
e D
ete
nció
n [
h]
Po
rce
nta
je
Diagrama Pareto Det. No Prog. Apilamiento

61
En el Gráfico 5.3. se puede observar que del 100% de los equipos del área de apilamiento, la correa 41-
CV-12 (campaña de súlfuros) ocupa casi un 30% con 267,2 horas de detención, mientras que la correa
41-CV-11 (descarga del tambor aglomerador) ocupa un 21,2% con 189,1 horas de detención. Estas 2
correas representan más del 50% de las detenciones del área, por lo que pasan a ser equipos críticos de
la planta para analizar su desempeño mensual en el Gráfico 5.4. Además, cuatro de los seis equipos
más críticos mostrados en el mismo gráfico pertenecen a la campaña de súlfuro, esto puede ser
producto de la mayor cantidad de traspaso de mineral existente en esta campaña.
El mes con más detenciones no programadas para la correa 41-CV-12 fue Agosto del 2011 con 60,3
horas de detención, esto a causa de reparaciones de empalme en la correa y en los meses de Octubre y
Noviembre del 2011 no se registraron detenciones no programadas, ya que en ese periodo hubo una
detención general de la planta con una duración de casi un mes programada por el área de
mantenimiento. (Gráfico 5.4.)
Gráfico 5.4. Detenciones no programadas mensuales de la correa 41-CV-12.
La correa 41-CV-11 registró más detenciones no programadas en Diciembre del 2011 con 27,3 horas,
siendo 21,4 por fallas de mantención correspondientes a reparaciones por empalme de la correa. Y en
Febrero del 2012 no se registraron detenciones no programadas a causa de un mejoramiento en
prácticas de operación y mantenimiento. (Gráfico 5.5.)
60,3
0,0 0,0 0,00
20,0040,0060,0080,00
100,00120,00140,00
may
-11
jun
-11
jul-
11
ago-1
1
sep
-11
oct
-11
nov
-11
dic
-11
ene-
12
feb-1
2
mar
-12
abr-
12
may
-12
jun
-12
jul-
12
ago-1
2
Tie
mp
o d
e D
eten
ció
n [
h]
Fecha [Mes-Año]
Detenciones No Programadas Correa 41-CV-12
FM FO Total
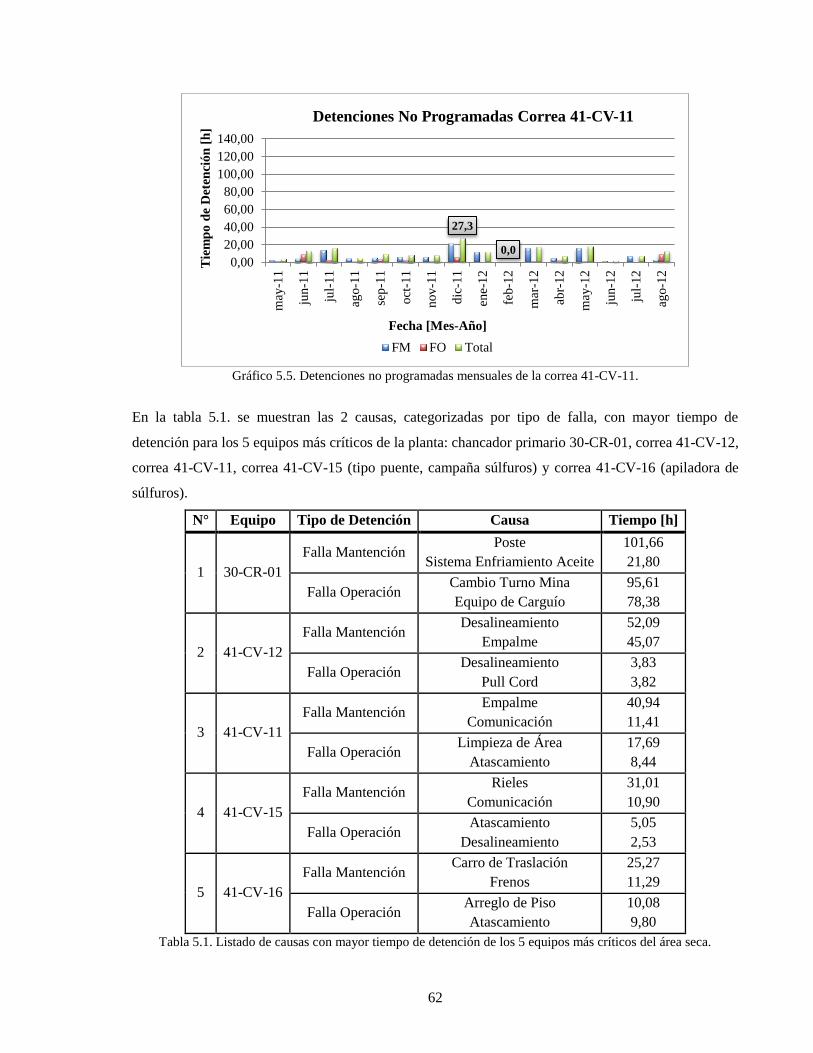
62
Gráfico 5.5. Detenciones no programadas mensuales de la correa 41-CV-11.
En la tabla 5.1. se muestran las 2 causas, categorizadas por tipo de falla, con mayor tiempo de
detención para los 5 equipos más críticos de la planta: chancador primario 30-CR-01, correa 41-CV-12,
correa 41-CV-11, correa 41-CV-15 (tipo puente, campaña súlfuros) y correa 41-CV-16 (apiladora de
súlfuros).
N° Equipo Tipo de Detención Causa Tiempo [h]
1 30-CR-01
Falla Mantención Poste
Sistema Enfriamiento Aceite
101,66
21,80
Falla Operación Cambio Turno Mina
Equipo de Carguío
95,61
78,38
2 41-CV-12
Falla Mantención Desalineamiento
Empalme
52,09
45,07
Falla Operación Desalineamiento
Pull Cord
3,83
3,82
3 41-CV-11
Falla Mantención Empalme
Comunicación
40,94
11,41
Falla Operación Limpieza de Área
Atascamiento
17,69
8,44
4 41-CV-15
Falla Mantención Rieles
Comunicación
31,01
10,90
Falla Operación Atascamiento
Desalineamiento
5,05
2,53
5 41-CV-16
Falla Mantención Carro de Traslación
Frenos
25,27
11,29
Falla Operación Arreglo de Piso
Atascamiento
10,08
9,80
Tabla 5.1. Listado de causas con mayor tiempo de detención de los 5 equipos más críticos del área seca.
27,3
0,0 0,00
20,00
40,00
60,00
80,00
100,00
120,00
140,00
may
-11
jun
-11
jul-
11
ago-1
1
sep
-11
oct
-11
nov
-11
dic
-11
ene-
12
feb-1
2
mar
-12
abr-
12
may
-12
jun
-12
jul-
12
ago-1
2
Tie
mp
o d
e D
eten
ció
n [
h]
Fecha [Mes-Año]
Detenciones No Programadas Correa 41-CV-11
FM FO Total

63
En el gráfico 5.6. se agruparon todas las causas correspondientes a fallas de mantención de equipos
iguales o similares y se obtuvo que la causa más recurrente y con mayor tiempo de detención era la
reparación de empalmes en las correas con 106,2 horas, seguido de problemas con el eje piñón del
tambor aglomerador con 42,3 horas.
Gráfico 5.6. Detenciones no programadas más recurrentes por fallas de mantención.
La misma agrupación se hizo en el gráfico 5.7., pero para las detenciones no programadas por falla de
operación, donde el desalineamiento de las correas tiene un tiempo de 57,2 horas, mientras la limpieza
de área para los mismos equipos suman 30,8 horas de detención.
Gráfico 5.7. Detenciones no programadas más recurrentes por fallas de operación.
Cabe destacar que siendo el chancador primario el equipo más crítico del área seca por detenciones no
programadas, éstas se deben principalmente a fallas de operación donde las causas principales son por
cambio de turno de la mina, equipos de carguío (palas y camiones) y puentes por mineral sobre
tamaño. Sin embargo, estas causas no son responsabilidad de la operación de la planta propiamente tal,
Empalmes (Correas) Eje Piñón (40-AD-01)
106,22
42,31
Tie
mp
o T
ota
l d
e D
eten
ció
n [
h]
Causa de Detención (Equipo)
Fallas Mantención
Desalineamiento
(Correas)
Limpieza de Área
(Correas)
57,24
30,80
Tie
mp
o T
ota
l d
e D
eten
ció
n [
h]
Causa de Detención (Equipo)
Fallas Operación
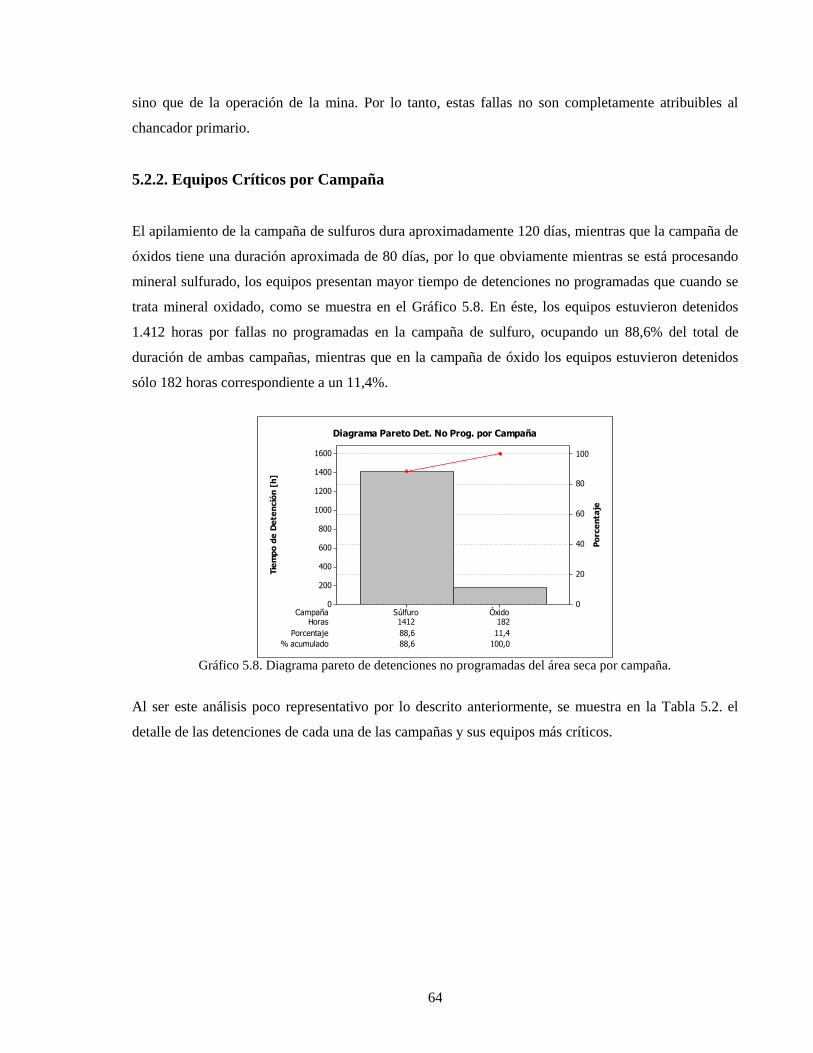
64
sino que de la operación de la mina. Por lo tanto, estas fallas no son completamente atribuibles al
chancador primario.
5.2.2. Equipos Críticos por Campaña
El apilamiento de la campaña de sulfuros dura aproximadamente 120 días, mientras que la campaña de
óxidos tiene una duración aproximada de 80 días, por lo que obviamente mientras se está procesando
mineral sulfurado, los equipos presentan mayor tiempo de detenciones no programadas que cuando se
trata mineral oxidado, como se muestra en el Gráfico 5.8. En éste, los equipos estuvieron detenidos
1.412 horas por fallas no programadas en la campaña de sulfuro, ocupando un 88,6% del total de
duración de ambas campañas, mientras que en la campaña de óxido los equipos estuvieron detenidos
sólo 182 horas correspondiente a un 11,4%.
Gráfico 5.8. Diagrama pareto de detenciones no programadas del área seca por campaña.
Al ser este análisis poco representativo por lo descrito anteriormente, se muestra en la Tabla 5.2. el
detalle de las detenciones de cada una de las campañas y sus equipos más críticos.
Horas 1412 182
Porcentaje 88,6 11,4
% acumulado 88,6 100,0
Campaña ÓxidoSúlfuro
1600
1400
1200
1000
800
600
400
200
0
100
80
60
40
20
0
Tie
mp
o d
e D
ete
nció
n [
h]
Po
rce
nta
je
Diagrama Pareto Det. No Prog. por Campaña
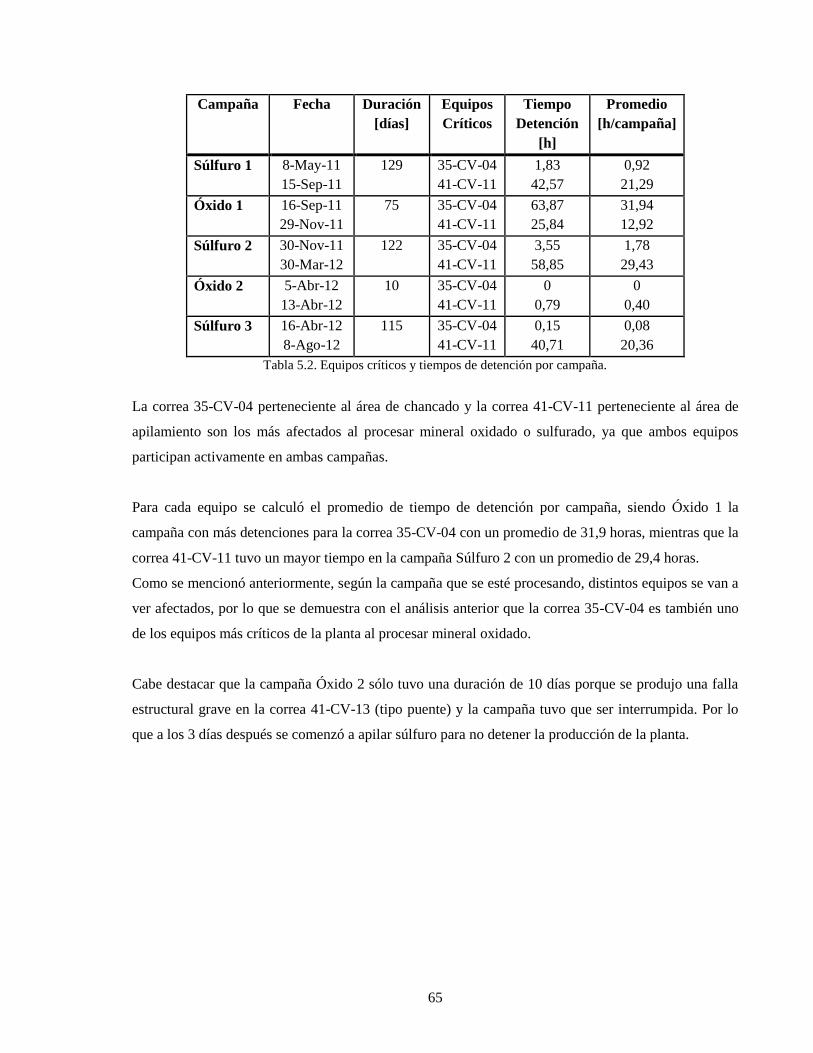
65
Campaña Fecha Duración
[días]
Equipos
Críticos
Tiempo
Detención
[h]
Promedio
[h/campaña]
Súlfuro 1 8-May-11
15-Sep-11
129 35-CV-04
41-CV-11
1,83
42,57
0,92
21,29
Óxido 1 16-Sep-11
29-Nov-11
75 35-CV-04
41-CV-11
63,87
25,84
31,94
12,92
Súlfuro 2 30-Nov-11
30-Mar-12
122 35-CV-04
41-CV-11
3,55
58,85
1,78
29,43
Óxido 2 5-Abr-12
13-Abr-12
10 35-CV-04
41-CV-11
0
0,79
0
0,40
Súlfuro 3 16-Abr-12
8-Ago-12
115 35-CV-04
41-CV-11
0,15
40,71
0,08
20,36
Tabla 5.2. Equipos críticos y tiempos de detención por campaña.
La correa 35-CV-04 perteneciente al área de chancado y la correa 41-CV-11 perteneciente al área de
apilamiento son los más afectados al procesar mineral oxidado o sulfurado, ya que ambos equipos
participan activamente en ambas campañas.
Para cada equipo se calculó el promedio de tiempo de detención por campaña, siendo Óxido 1 la
campaña con más detenciones para la correa 35-CV-04 con un promedio de 31,9 horas, mientras que la
correa 41-CV-11 tuvo un mayor tiempo en la campaña Súlfuro 2 con un promedio de 29,4 horas.
Como se mencionó anteriormente, según la campaña que se esté procesando, distintos equipos se van a
ver afectados, por lo que se demuestra con el análisis anterior que la correa 35-CV-04 es también uno
de los equipos más críticos de la planta al procesar mineral oxidado.
Cabe destacar que la campaña Óxido 2 sólo tuvo una duración de 10 días porque se produjo una falla
estructural grave en la correa 41-CV-13 (tipo puente) y la campaña tuvo que ser interrumpida. Por lo
que a los 3 días después se comenzó a apilar súlfuro para no detener la producción de la planta.
66
5.2.3. Equipos Críticos por Capacidad
Para este análisis se realizó un balance de masa en el área seca, mediante una planilla dinámica de
Excel (Anexo B).
El diagrama comprende desde la alimentación de la mina al chancador primario, hasta la correa 41-
CV-11, descarga del tambor aglomerador y alimentación a la zona de apilamiento para ambas
campañas (Ver detalle del balance de masa en el Anexo B). Esto debido a que desde la correa 41-CV-
11 hasta la correa 41-CV-16 sólo existe traspaso de mineral de una correa a otra, por lo que el flujo
másico permanece constante.
Para obtener el rendimiento de cada uno de los equipos mediante este balance, es necesario ingresar
algunos datos a la planilla, para que ésta calcule los flujos másicos, como por ejemplo:
Rendimiento [tms/día]: flujo másico seco por día.
Humedad [%]: se debe ingresar el porcentaje de humedad que trae el mineral proveniente de la
mina.
Disponibilidad [%]: para este escenario de pre-repotenciamiento, la disponibilidad de diseño
de la planta es 67%.
Factor de Diseño: en pre y post repotenciamento, este factor permanece constante en 1,15.
Material Pasante: este valor se refiere al flujo de bajo tamaño en los harneros secundarios
(scalpers), ya que actualmente no se puede obtener un valor real debido a la inexistencia de los
equipos necesarios para dimensionar este flujo en la planta. Por esta razón, se tiene un valor
estimativo entre 30% y 60%. Para este balance se utilizó el valor 50%, ya que es más
representativo de la operación actual.
Carga Recirculante: este valor tampoco representa la realidad, ya que la correas 35-CV-04 y
35-CV-05 no tienen pesómetro para saber con exactitud el mineral que se está recirculando.
Por lo tanto, para este balance se usó el valor 45% de la suma del producto de los chancadores
secundarios (30-CR-03/04) y el bajo tamaño de los harneros secundarios (35-SN-01/02), ya
que este valor representa la peor condición para el proceso. (Ver detalle del balance de masa en
el Anexo B)
Tiempo Óptimo de Operación [h/día]: es la cantidad de horas operativas de la planta en un día
y se ingresa este valor para calcular el rendimiento de cada equipo en ton/h.
Dosificación de Refino y Ácido Sulfúrico en Tambor Aglomerador [ton/h]: este valor es
necesario para calcular el flujo másico húmedo que se dirige a la zona de apilamiento.

67
Al mismo tiempo de calcular el rendimiento por equipo en la planilla, se obtiene una tabla dinámica
(ver Anexo B, tabla B-1.1.), la que está condicionada con 2 valores: capacidad nominal y capacidad de
diseño de cada equipo del área seca. Esto con el fin de obtener alertas que muestran los equipos que
están siendo sobre utilizados. La alerta de color amarillo indica que el equipo está trabajando entre su
capacidad nominal y la de diseño, caso completamente normal y que representa la operación real de la
planta, mientras que la alerta de color rojo indica que el equipo está trabajando sobre su capacidad de
diseño, por lo que se deben chequear los valores ingresados a la planilla y variar alguna condición de
operación para que esta situación no ocurra en la operación real. Y, finalmente, si la celda no presenta
ningún tipo de alerta (color blanco) es porque el equipo está trabajando bajo su capacidad nominal.
Para este balance de masa, en un escenario de pre-optimización con los parámetros de diseño originales
de la planta, mencionados anteriormente, el equipo que presentó alerta bajo las condiciones de
humedad, tiempo de operación, dosificaciones de refino y ácido, mencionadas enteriormente, fue el
tambor aglomerador 40-AD-01 y la correa 40-CV-08,ya que el flujo másico de estos equipos, al
procesar 50.000 ton/día (capacidad nominal de la planta), trabajan con un valor se ve sobrepasado en
su capacidad (ver diagramas y tabla resumen en la sección B-1 del anexo B).
A mismo tiempo, al realizar el balance de masa para la capacidad de diseño de la planta en etapa pre-
optimización (57.500 ton/día), bajo las mismas condiciones que el balance anterior, los equipos que
presentaron alertas fueron los alimentadores 30-FE-01/02, las correas 35-CV-01/02, los harneros
secundarios 35-SN-01/02 y la correa 35-CV-06 en la zona de chancado, las correas 41-CV-
11/12/13/14/15/16 en la zona de apilamiento y en un estado más crítico, los alimentadores 40-FE-
15/16, la correa 40-CV-08 y el tambor aglomerador 40-AD-01 que sobrepasa su capacidad de diseño
con un flujo másico de 3.719 ton/h. (Ver diagramas y tabla resumen en la sección B-2 del anexo B).
El desempeño de los equipos en ambos balances de masa justifica la instalación de la segunda línea de
aglomeración en la planta, ya que sin ésta sería imposible llegar a procesar las 61.200 ton/día
comprometidas en el proyecto de optimización del área seca.
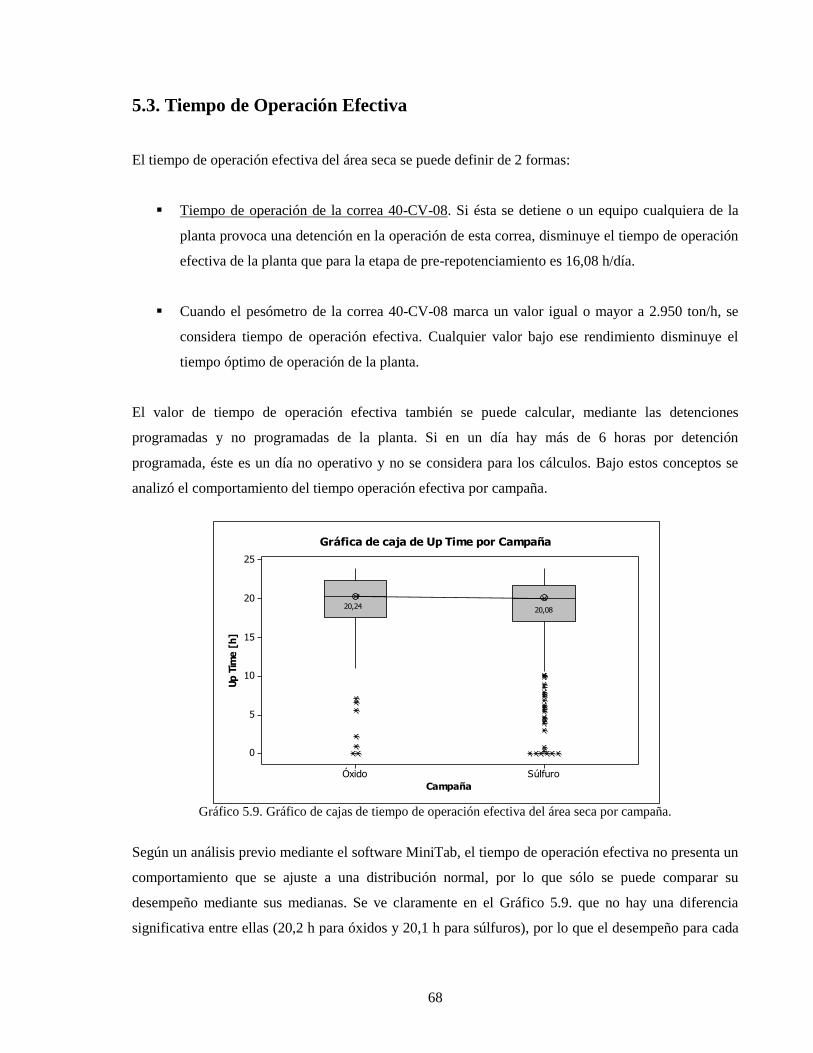
68
5.3. Tiempo de Operación Efectiva
El tiempo de operación efectiva del área seca se puede definir de 2 formas:
Tiempo de operación de la correa 40-CV-08. Si ésta se detiene o un equipo cualquiera de la
planta provoca una detención en la operación de esta correa, disminuye el tiempo de operación
efectiva de la planta que para la etapa de pre-repotenciamiento es 16,08 h/día.
Cuando el pesómetro de la correa 40-CV-08 marca un valor igual o mayor a 2.950 ton/h, se
considera tiempo de operación efectiva. Cualquier valor bajo ese rendimiento disminuye el
tiempo óptimo de operación de la planta.
El valor de tiempo de operación efectiva también se puede calcular, mediante las detenciones
programadas y no programadas de la planta. Si en un día hay más de 6 horas por detención
programada, éste es un día no operativo y no se considera para los cálculos. Bajo estos conceptos se
analizó el comportamiento del tiempo operación efectiva por campaña.
Gráfico 5.9. Gráfico de cajas de tiempo de operación efectiva del área seca por campaña.
Según un análisis previo mediante el software MiniTab, el tiempo de operación efectiva no presenta un
comportamiento que se ajuste a una distribución normal, por lo que sólo se puede comparar su
desempeño mediante sus medianas. Se ve claramente en el Gráfico 5.9. que no hay una diferencia
significativa entre ellas (20,2 h para óxidos y 20,1 h para súlfuros), por lo que el desempeño para cada
SúlfuroÓxido
25
20
15
10
5
0
Campaña
Up
Tim
e [
h]
20,0820,24
Gráfica de caja de Up Time por Campaña

69
campaña no puede ser identificado como un proceso individual. Por lo tanto, el tiempo de operación
efectiva para ambas campañas se comporta de manera similar. Sólo se puede observar una pequeña
diferencia en el tamaño del tercer cuartil, que indica que en la campaña de óxido, el tiempo de
operación efectiva se mantuvo más veces con un tiempo mayor a 20,2 h al día. Finalmente, la campaña
de sulfuro presenta mayor cantidad de datos anómalos en el primer cuartil, lo que hace que el tiempo
operación efectiva tenga un mejor desempeño en la campaña de óxido. Esto puede ser ocasionado
debido a la menor cantidad de equipos existentes en dicha campaña, por lo que el mineral se ve menos
intervenido.

70
CAPÍTULO VI. Análisis y Evaluación Post-Optimización.
La optimización del área seca terminó a fines de Agosto del 2012, pero sólo para la campaña de
óxidos, la que comenzó el 1 de Septiembre. Desde esta fecha y hasta el 30 de Noviembre del mismo
año, la operación se consideró como la etapa de post-optimización y periodo de marcha blanca del
proyecto para este trabajo.
Para analizar y evaluar el desempeño del área seca en este nuevo escenario, se realizaron los mismos
análisis que para la condición pre-optimización, hecho que permitió establecer una comparación más
representativa de la realidad de la planta.
Por otra parte, la segunda línea de aglomeración fue puesta en marcha a fines de Agosto, lo que
contribuyó, en gran parte, a la inestabilidad de la planta, ya que los tiempos de pruebas en vacío y con
carga, provocaron el empeoramiento del desempeño de la planta durante los últimos meses,
disminuyendo su tiempo de operación efectiva.
6.1. Equipos Críticos
6.1.1. Equipos Críticos por Detenciones No Programadas
Al igual que en el caso anterior, se separó el área seca en 2 áreas: chancado y apilamiento. En el
Gráfico 6.1. se observa que el chancador primario ya no es el equipo más crítico del área, sino que es la
correa 35-CV-04 con 73,4 h de detención, correspondiente al 74,9% del tiempo de detención de todos
los equipos del área, mientras que el chancador primario está en segundo lugar con sólo 22,7 h de
detención, correspondiente al 23,1%.

71
Gráfico 6.1. Diagrama pareto de detenciones no programadas en el área de chancado.
En el área de apilamiento (Gráfico 6.2.), la correa 41-CV-11 es la que registra mayor tiempo de
detención con 15 h, correspondiente al 77,8% y el tambor aglomerador 1 con 4,3 h de detención
correspondiente al 22,2% del total de tiempo de detención de todos los equipos de esta área. Esto
coincide con el diagnóstico pre-optimización donde la correa 41-CV-11 también era uno de los equipos
más críticos de la planta.
Gráfico 6.2. Diagrama pareto de detenciones no programadas en el área de apilamiento.
La principal causa de detención de la correa 41-CV-11 durante estos 3 meses fue por reparación de
empalmes con un tiempo total de 10,2 h.
Al agrupar las fallas más recurrentes en equipos iguales o similares (Gráfico 6.3), se obtuvo que la falla
por reparación de empalmes siguió siendo la principal causa de detención en las correas y es muy
Horas 73,43 22,66 1,89
Porcentaje 74,9 23,1 1,9
% acumulado 74,9 98,1 100,0
OtroCHANCADOR PRIMARIOCORREA 4
100
80
60
40
20
0
100
80
60
40
20
0
Tie
mp
o d
e D
ete
nció
n [
h]
Po
rce
nta
je
Diagrama de Pareto Det. No Prog. Chancado
Horas 15,01 4,28
Porcentaje 77,8 22,2
% acumulado 77,8 100,0
TAMBOR AGLOMERADOR 1CORREA 11
20
15
10
5
0
100
80
60
40
20
0
Tie
mp
o d
e D
ete
nció
n [
h]
Po
rce
nta
je
Diagrama de Pareto Det. No Prog. Apilamiento
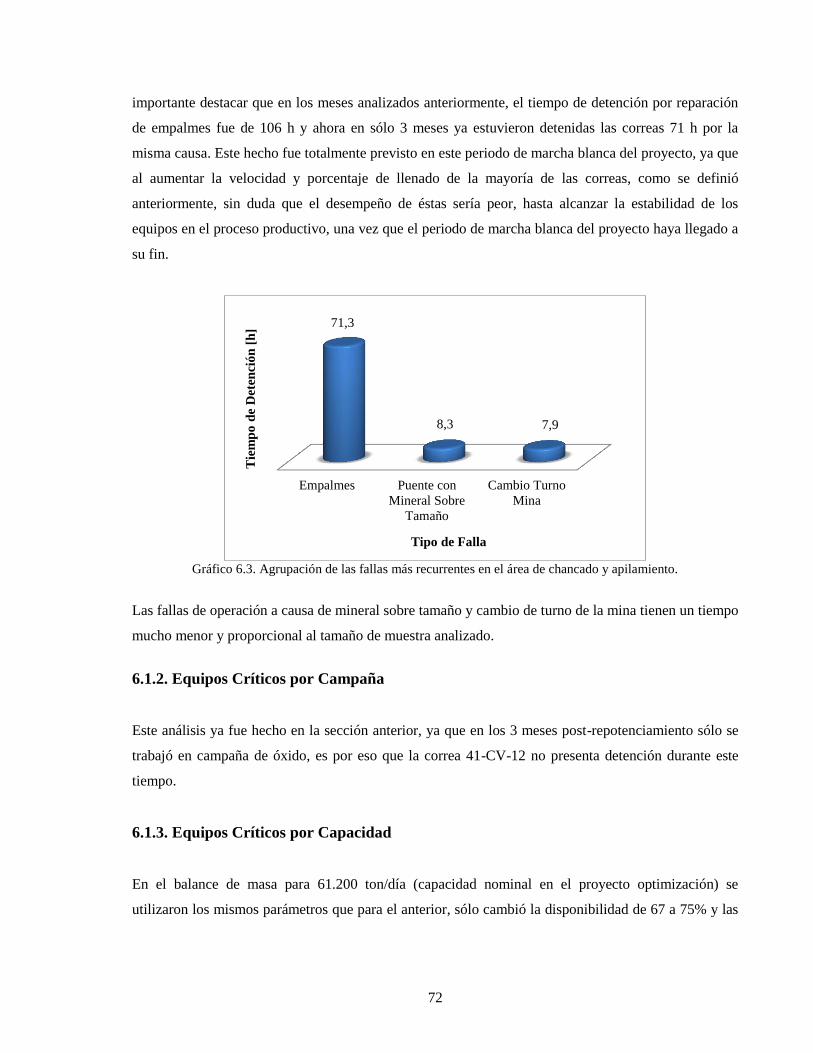
72
importante destacar que en los meses analizados anteriormente, el tiempo de detención por reparación
de empalmes fue de 106 h y ahora en sólo 3 meses ya estuvieron detenidas las correas 71 h por la
misma causa. Este hecho fue totalmente previsto en este periodo de marcha blanca del proyecto, ya que
al aumentar la velocidad y porcentaje de llenado de la mayoría de las correas, como se definió
anteriormente, sin duda que el desempeño de éstas sería peor, hasta alcanzar la estabilidad de los
equipos en el proceso productivo, una vez que el periodo de marcha blanca del proyecto haya llegado a
su fin.
Gráfico 6.3. Agrupación de las fallas más recurrentes en el área de chancado y apilamiento.
Las fallas de operación a causa de mineral sobre tamaño y cambio de turno de la mina tienen un tiempo
mucho menor y proporcional al tamaño de muestra analizado.
6.1.2. Equipos Críticos por Campaña
Este análisis ya fue hecho en la sección anterior, ya que en los 3 meses post-repotenciamiento sólo se
trabajó en campaña de óxido, es por eso que la correa 41-CV-12 no presenta detención durante este
tiempo.
6.1.3. Equipos Críticos por Capacidad
En el balance de masa para 61.200 ton/día (capacidad nominal en el proyecto optimización) se
utilizaron los mismos parámetros que para el anterior, sólo cambió la disponibilidad de 67 a 75% y las
Empalmes Puente con
Mineral Sobre
Tamaño
Cambio Turno
Mina
71,3
8,3 7,9
Tie
mp
o d
e D
eten
ció
n [
h]
Tipo de Falla

73
capacidades nominales y de diseño de los equipos que fueron y serán repotenciados. (Ver detalle del
balance de masa en el Anexo B-3)
Como se muestra en la tabla B-3.1. del Anexo B, ningún equipo presenta una condición crítica, de
acuerdo a las nuevas capacidades nominales y de diseño de algunos equipos, lo que significa que
gracias al proyecto los equipos de la planta no están siendo sobre utilizados.
6.2. Tiempo de Operación Efectiva
Una de las promesas del proyecto de optimización es tener un tiempo óptimo de operación de 18 horas
como promedio mensual.
Como el tiempo de duración de la etapa de post-optimización fue insuficiente, se hizo un análisis más
detallado del tiempo de operación efectiva, calculando éste día a día desde el 1 de Septiembre hasta el
30 de Noviembre, para ver su desempeño. El promedio total es de 17,1 horas, lo que aún es muy bajo y
no alcanza las expectativas del proyecto. Pero al calcular un promedio móvil por semana (línea verde,
turno 7x7), desde el 1 de Septiembre hasta el 20 de Octubre hubo una mejoría comparado con el mes
de noviembre (Gráfico 6.4.). Ahora, el promedio mensual del tiempo de operación efectiva (línea roja)
fue de 17,3 en Septiembre, 16,4 en Octubre y 17,4 en Noviembre. La baja en el mes de octubre
corresponde a fallas esctructurales ocurridas en la correa 41-CV-13, lo que impidió la operación
normal de la planta desde el día 21 al 30 de Octubre. Posteriormente, en la última semana de
noviembre hubo un incidente en la correa 41-CV-14 afectando también el normal funcionamiento de la
planta.
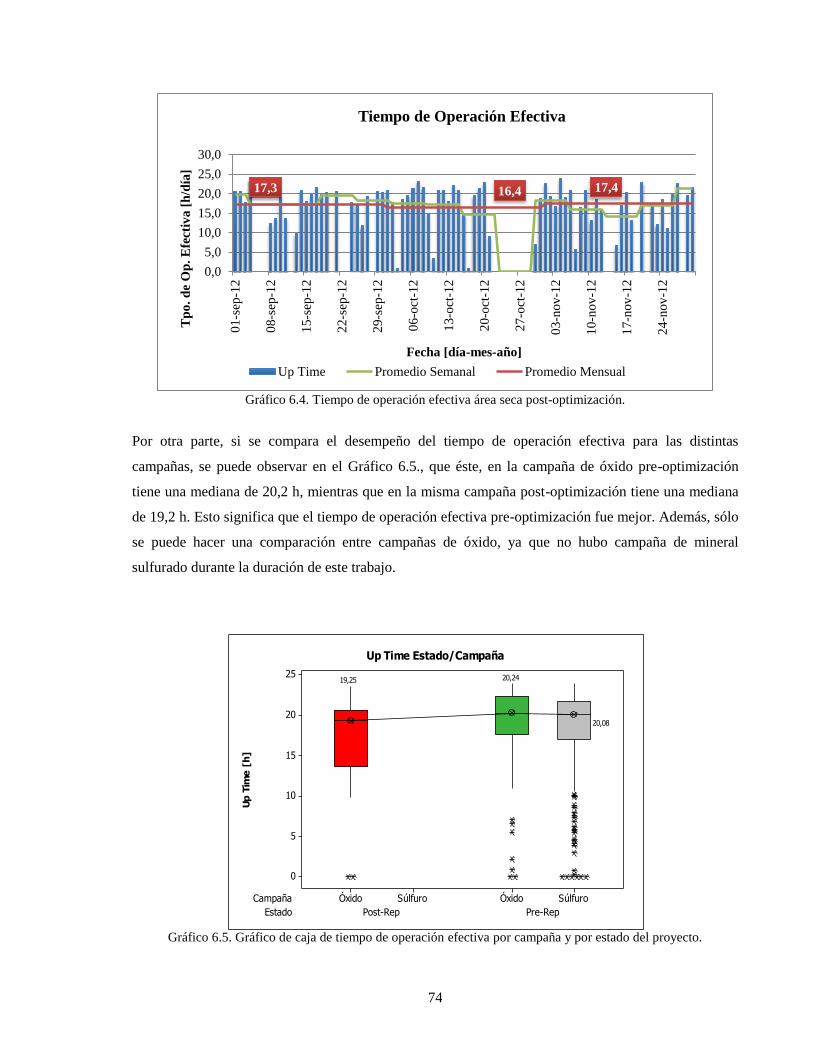
74
Gráfico 6.4. Tiempo de operación efectiva área seca post-optimización.
Por otra parte, si se compara el desempeño del tiempo de operación efectiva para las distintas
campañas, se puede observar en el Gráfico 6.5., que éste, en la campaña de óxido pre-optimización
tiene una mediana de 20,2 h, mientras que en la misma campaña post-optimización tiene una mediana
de 19,2 h. Esto significa que el tiempo de operación efectiva pre-optimización fue mejor. Además, sólo
se puede hacer una comparación entre campañas de óxido, ya que no hubo campaña de mineral
sulfurado durante la duración de este trabajo.
Gráfico 6.5. Gráfico de caja de tiempo de operación efectiva por campaña y por estado del proyecto.
17,3 16,4 17,4
0,0
5,0
10,0
15,0
20,0
25,0
30,0
01-s
ep-1
2
08-s
ep-1
2
15-s
ep-1
2
22-s
ep-1
2
29-s
ep-1
2
06-o
ct-1
2
13-o
ct-1
2
20-o
ct-1
2
27-o
ct-1
2
03-n
ov
-12
10-n
ov
-12
17-n
ov
-12
24-n
ov
-12
Tp
o.
de
Op
. E
fecti
va
[h
/día
]
Fecha [día-mes-año]
Tiempo de Operación Efectiva
Up Time Promedio Semanal Promedio Mensual
Estado
Campaña
Pre-RepPost-Rep
SúlfuroÓxidoSúlfuroÓxido
25
20
15
10
5
0
Up
Tim
e [
h]
20,08
20,2419,25
Up Time Estado/Campaña

75
6.3. Rendimiento
Se realizó el mismo análisis anterior, pero ahora para verificar si el proyecto de optimización cumple el
objetivo de aumentar el rendimiento del área seca desde 50.000 a 61.200 ton/día. Para esto, se hizo un
gráfico de caja (Gráfico 6.6.) para comparar las medianas entre los procesos, ya que esta característica
tampoco presenta un comportamiento ajustado a una distribución normal.
Gráfico 6.6. Gráfico de caja de rendimiento del área seca por campaña y por estado del proyecto.
La mediana del rendimiento en campaña de óxido pre-optimización es 60.777 ton/día, mientras que
para la misma campaña en post-optimización es 56.442 ton/día, lo que significa que el 50% de los días
de duración, es decir 30 días, de la campaña hasta ahora tuvo un rendimiento igual o mayor a 56.442
ton/día.
Al igual que en el caso del tiempo de operación efectiva, el desempeño post-optimización es más bajo,
pero también teniendo en consideración que la planta se encontraba en un estado de marcha blanca
hasta que todos los trabajos correspondientes al proyecto de optimización hayan finalizado.
En un gráfico más detallado (Gráfico 6.7.), el promedio del rendimiento de los 3 meses post-
optimización es 53.884, lo que está muy por debajo del objetivo. Sin embargo, al contar los días que sí
se llegó a las 61.200 ton/día o más, éstos fueron 39 de un total de 91 días, lo que corresponde a un
43%. Sin embargo, el promedio semanal (línea verde) mostró una mejoría en alza durante los meses de
Septiembre y Octubre hasta los incidentes ocurridos y mencionados anteriormente.
Estado
Campaña
Pre-RepPost-Rep
SúlfuroÓxidoSúlfuroÓxido
80000
70000
60000
50000
40000
30000
20000
10000
0
Th
rou
gh
pu
t
58.70060.77756.442
Throughput Campaña/Estado

76
Gráfico 6.7. Rendimiento del área seca post-optimización.
53.884
-
10.000
20.000
30.000
40.000
50.000
60.000
70.000
80.000
90.000
01-s
ep-1
2
08-s
ep-1
2
15-s
ep-1
2
22-s
ep-1
2
29-s
ep-1
2
06-o
ct-1
2
13-o
ct-1
2
20-o
ct-1
2
27-o
ct-1
2
03-n
ov
-12
10-n
ov
-12
17-n
ov
-12
24-n
ov
-12
Ren
dim
ien
to [
TM
S/d
ía]
Fecha [día - mes - año]
Rendimiento
Troughput Promedio Promedio Semanal

77
CAPÍTULO VII. Amenazas del Proyecto Optimización del Área
Seca
Para que el proyecto cumpla sus objetivos, es imprescindible identificar los problemas ocurridos
durante el proyecto y las posibles amenazas que se pueden presentar una vez terminado. Los
principales problemas durante la optimización fueron:
Falla estructural de la correa 41-CV-13: este incidente ocurrió a principios de Abril del 2012,
afectando directamente en los trabajos que se debían realizar, los que fueron postergados por
falta de personal y mano de obra, ya que gran parte de ésta tuvo que ser destinada a la
investigación y reparación del incidente, en lugar de continuar con los trabajos del proyecto.
Dimensionamiento de chutes de traspaso: durante el proyecto, se cambiaron los equipos en
uso, por unos nuevos, pero éstos no cumplieron la expectativa en su operación y pasaron a ser
equipos críticos post-optimización.
Segunda línea de aglomeración: la puesta en marcha de esta línea estaba programada para
Junio del 2012 con una duración de 2 semanas, sin embargo duró alrededor de 2 meses y
medio, debido a que se realizaron pruebas hasta mediados de agosto, siendo las principales
fallas el desalineamiento de las correas 40-CV-110/111 (descarga del tambor aglomerador 2) y
filtraciones de aceite en el tambor.
Inestabilidad de la planta: al comenzar la campaña de óxidos post-optimización, a pesar de que
los equipos ya habían sido repotenciados, aún quedaban trabajos pendientes en los sistemas de
control y cableado de la planta, lo que la hacía inestable y con riesgo de alcanzar el
rendimiento esperado de 3.400 ton/h. Si bien esto se logró, no fue constante y ése era el
principal objetivo del proyecto.
78
CAPÍTULO VIII. Análisis Económico.
BHP Billiton se rige por años fiscales, es decir, el año empieza en Julio y termina en el mes de Junio
del año siguiente, por lo tanto el AF11 (Año Fiscal 2011) empezó el 1 de Julio del 2010 y finalizó el 30
de Junio del 2011, el AF12 comenzó el 1 de Julio del 2011 y terminó el 30 de Junio del 2012 y así
sucesivamente.
La evaluación de factibilidad técnica y económica del proyecto Repotenciamiento del Área Seca fue
realizado por el área de finanzas de Pampa Norte – BHP Billiton en el AF10, por lo tanto, en este
capítulo sólo se muestran los análisis de sensibilidad realizados con la variación de algunos parámetros
económicos, con el fin de identificar los riesgos que podría presentar la utilidad del proyecto al variar,
por ejemplo, la disminución del precio del cobre.
En la evaluación se hizo una proyección de la producción, costo y utilidad operacional adicionales, que
iba a generar el proyecto hasta el fin de la vida útil de la mina, proyectada en ese entonces, hasta el
AF20.
La producción de cobre catódico adicional proyectada, al aumentar el rendimiento del área seca desde
50.000 hasta 61.200 ton/día, tendrá un aumento promedio de 9% anual con un máximo de 11% el
AF13 cuando se esté operando con la totalidad del área seca optimizada.
Como se muestra en los flujos de caja neto (FCN) del Anexo C, la inversión total del proyecto fue de
US$ 15.832.593 divido en dos años.
Además, el costo operacional de un día no operativo en Minera Spence es de US$ 10.000, lo que
equivale a US$ 556 por hora de detención de la planta, en condición post-optimización, cálculo
efectuado con 18 horas de operación (75% de disponibilidad). Desde el 1 de Septiembre del 2012 hasta
el 30 de Noviembre del mismo año, el tiempo que la planta estuvo detenida completamente alcanzó las
468,1 horas, lo que representó US$ 260.264 de costo operacional. Este valor fue incluído en todos los
FCN (AF13) realizados. (Anexo C).
Para visualizar mejor la variación de utilidad de la empresa, debido a la producción de cobre catódico
adicional que genera el proyecto, se realizaron distintos FCN con los siguientes análisis de
sensibilidad.
79
8.1. Análisis de Sensibilidad
El análisis de sensibilidad de los proyectos de inversión tienen por finalidad mostrar los efectos que
tendría sobre la rentabilidad una variación o cambio en el valor de una o más de las variables de costo
o de ingreso que inciden en el proyecto, y, a la vez, mostrar la holgura con que se cuenta para su
realización ante eventuales cambios de tales variables en el mercado.
Para este análisis se utilizó el método de punto de equilibrio, donde se estudia una variable por vez,
manteniendo todas las demás constantes y se evalúa hasta que punto pueden cambiar las variables del
proyecto para que el VAN (Valor Actual Neto) sea cero.
Los valores proyectados de producción, costo operacional, depreciación, valor de libro e inversión
fueron calculados en la realización de la factibilidad técnica y económica del proyecto, por lo tanto,
son parámetros invariables en los FCN realizados. Sin embargo, los parámetros que sí tienen una
variación, son el precio del cobre y la TMAR (Tasa Mínima Atractiva de Retorno), ya que de esta
última no se tiene información sobre el valor utilizado.
La depreciación del proyecto fue calculada por el área de finanzas de la empresa, según la planificación
de utilización de los equipos: en unidades de tiempo o de producción. Y el financiamiento de la
inversión, fue realizada con fondos de BHP Billiton, por lo tanto, los ítemes de los FCN relacionados
con esto, no se consideraron, como por ejemplo el préstamo, el interés y la amortización.
8.1.1. Variación del Precio del Cobre
El valor utilizado para este estudio fue de 3,38 US$/lb, equivalente a 6.963 US$/ton y el análisis
realizado fue sólo para la disminución del precio del cobre, ya que al aumentar el precio del cobre, el
proyecto no corre ningún riesgo. Por lo tanto, los casos analizados fueron los siguientes:
El precio del cobre es fijo, no aumenta ni disminuye a través del tiempo.
El precio del cobre disminuye un 5% anual.
El precio del cobre disminuye un 6% anual.
El precio del cobre disminuye un 7% anual.
El precio del cobre disminuye un 8% anual.
El precio del cobre disminuye un 9% anual.

80
El precio del cobre disminuye un 10% anual.
En la Tabla 8.1. se muestran estas variaciones con los respectivos valores del precio del cobre para
cada año fiscal, según el porcentaje de disminución.
AF $Cu 0% $Cu -5% $Cu -6% $Cu -7% $Cu -8% $Cu -9% $Cu -10%
12 3,38 3,38 3,38 3,38 3,38 3,38 3,38
13 3,38 3,21 3,18 3,14 3,11 3,08 3,04
14 3,38 3,05 2,99 2,92 2,86 2,80 2,74
15 3,38 2,90 2,81 2,72 2,63 2,55 2,46
16 3,38 2,75 2,64 2,53 2,42 2,32 2,22
17 3,38 2,62 2,48 2,35 2,23 2,11 2,00
18 3,38 2,48 2,33 2,19 2,05 1,92 1,80
19 3,38 2,36 2,19 2,03 1,89 1,75 1,62
20 3,38 2,24 2,06 1,89 1,73 1,59 1,45
Tabla 8.1. Valores del precio del cobre para cada año en US$/lb.
En la Tabla 8.2. se muestra la producción adicional de cobre catódico gracias al proyecto de
optimización. Con estos valores y los precios del cobre de la Tabla 8.1. se calculó la utilidad
operacional anual en los FCN mostrados en el Anexo C.
Año AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Producción
[ton/año] 5.678 26.004 21.965 21.219 14.922 17.437 16.335 17.384 11.704
Tabla 8.2. Producción de Cu catódico adicional del proyecto.
En el cálculo del VAN del proyecto se utilizó un valor conservador de TMAR igual a 20%, ya que
como se mencionó anteriormente no se tiene información sobre el valor real utilizado en la evaluación
del proyecto.
Para una TMAR constante para todos los periodos el VAN se calcula mediante la Ecuación 8.1.
VAN = I 0 +Fk
1+ i( )k
k=1
n
å Ec. 8.1.
donde I 0 = capital total de inversión.

81
Fk= flujo de caja neto del periodo i.
i = tasa de interés o tasa de retorno.
n = vida útil del proyecto.
Según las variaciones utilizadas en el precio del cobre mencionadas anteriormente, se obtuvieron los
valores del VAN mostrados en la Tabla 8.3.
Variación Precio Cu [%] VAN [US$/año]
0 193.934.639
-5 153.475.622
-6 146.759.401
-7 140.270.871
-8 134.001.361
-9 127.942.516
-10 122.086.286
Tabla 8.3. VAN anual según su % de disminución del precio del cobre.
Como se observa en el Gráfico 8.1., obviamente el VAN dismuye al bajar el precio del cobre, ya que el
proyecto depende de esto.
Gráfico 8.1. VAN vs la variación del precio del cobre.
-
50.000.000
100.000.000
150.000.000
200.000.000
250.000.000
-12 -10 -8 -6 -4 -2 0
VA
N [
US
$/a
ño
]
Variación $Cu [%/año]
VAN vs Variación $Cu
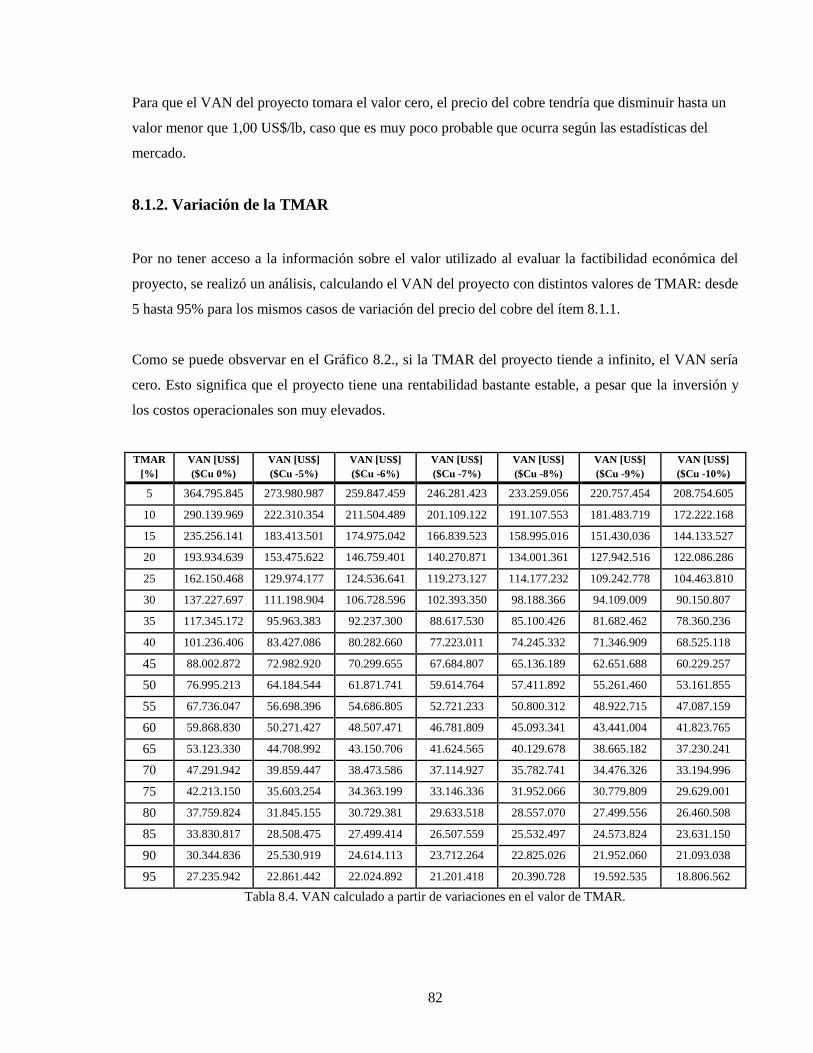
82
Para que el VAN del proyecto tomara el valor cero, el precio del cobre tendría que disminuir hasta un
valor menor que 1,00 US$/lb, caso que es muy poco probable que ocurra según las estadísticas del
mercado.
8.1.2. Variación de la TMAR
Por no tener acceso a la información sobre el valor utilizado al evaluar la factibilidad económica del
proyecto, se realizó un análisis, calculando el VAN del proyecto con distintos valores de TMAR: desde
5 hasta 95% para los mismos casos de variación del precio del cobre del ítem 8.1.1.
Como se puede obsvervar en el Gráfico 8.2., si la TMAR del proyecto tiende a infinito, el VAN sería
cero. Esto significa que el proyecto tiene una rentabilidad bastante estable, a pesar que la inversión y
los costos operacionales son muy elevados.
TMAR
[%]
VAN [US$]
($Cu 0%)
VAN [US$]
($Cu -5%)
VAN [US$]
($Cu -6%)
VAN [US$]
($Cu -7%)
VAN [US$]
($Cu -8%)
VAN [US$]
($Cu -9%)
VAN [US$]
($Cu -10%)
5 364.795.845 273.980.987 259.847.459 246.281.423 233.259.056 220.757.454 208.754.605
10 290.139.969 222.310.354 211.504.489 201.109.122 191.107.553 181.483.719 172.222.168
15 235.256.141 183.413.501 174.975.042 166.839.523 158.995.016 151.430.036 144.133.527
20 193.934.639 153.475.622 146.759.401 140.270.871 134.001.361 127.942.516 122.086.286
25 162.150.468 129.974.177 124.536.641 119.273.127 114.177.232 109.242.778 104.463.810
30 137.227.697 111.198.904 106.728.596 102.393.350 98.188.366 94.109.009 90.150.807
35 117.345.172 95.963.383 92.237.300 88.617.530 85.100.426 81.682.462 78.360.236
40 101.236.406 83.427.086 80.282.660 77.223.011 74.245.332 71.346.909 68.525.118
45 88.002.872 72.982.920 70.299.655 67.684.807 65.136.189 62.651.688 60.229.257
50 76.995.213 64.184.544 61.871.741 59.614.764 57.411.892 55.261.460 53.161.855
55 67.736.047 56.698.396 54.686.805 52.721.233 50.800.312 48.922.715 47.087.159
60 59.868.830 50.271.427 48.507.471 46.781.809 45.093.341 43.441.004 41.823.765
65 53.123.330 44.708.992 43.150.706 41.624.565 40.129.678 38.665.182 37.230.241
70 47.291.942 39.859.447 38.473.586 37.114.927 35.782.741 34.476.326 33.194.996
75 42.213.150 35.603.254 34.363.199 33.146.336 31.952.066 30.779.809 29.629.001
80 37.759.824 31.845.155 30.729.381 29.633.518 28.557.070 27.499.556 26.460.508
85 33.830.817 28.508.475 27.499.414 26.507.559 25.532.497 24.573.824 23.631.150
90 30.344.836 25.530.919 24.614.113 23.712.264 22.825.026 21.952.060 21.093.038
95 27.235.942 22.861.442 22.024.892 21.201.418 20.390.728 19.592.535 18.806.562
Tabla 8.4. VAN calculado a partir de variaciones en el valor de TMAR.

83
Gráfico 8.2. VAN vs TMAR con sus respectivas variaciones en el precio del cobre.
Finalmente, como se muestra en los FCN del Anexo C, la inversión total del proyecto se recupera al
segundo año de operación (AF13), tiempo en el cual el área seca estará operando con total normalidad
y estabilidad debido al término del proyecto de optimización y fin de su marcha blanca.
-
50.000.000
100.000.000
150.000.000
200.000.000
250.000.000
300.000.000
350.000.000
400.000.000
0 20 40 60 80 100
VA
N [
US
$/a
ño
]
VAN vs TMAR con variación del $Cu
Variación $Cu 0% Variación $Cu -5% Variación $Cu -6%
Variación $Cu -7% Variación $Cu -8% Variación $Cu -9%
Variación $Cu -10%
84
CAPÍTULO IX. Discusión y Conclusión.
Al realizar una comparación los diagnósticos operacionales entre pre y post-optimización en el área de
chancado, el chancador primario (30-CR-01) deja de ser el equipo más crítico, disminuyendo su tiempo
de detenciones no programadas en casi un 20%, hecho que se debió principalmente al monitoreo
constante de este equipo por el área de mantención, además de la optimización debido a las actividades
realizadas en relación a las detenciones no programadas del área de Operación Mina explicadas con
más detalle en el Anexo D-2. Mientras que en el área de apilamiento, sólo se pudo comparar entre
operaciones en campañas de óxido, por el tiempo de duración de este trabajo, y como resultado, la
correa 41-CV-11 (descarga del tambor aglomerador) y el tambor aglomerador 40-AD-01 siguieron
siendo los equipos con mayores detenciones no programadas.
Ahora, al agrupar tipos de fallas por equipo, los desperfectos y/o roturas en los empalmes de las correas
en el área de apilamiento fueron la causa principal de las detenciones no programadas en pre y post-
optimización. Sin embargo, en esta última etapa la situación fue prevista, ya que al aumentar el llenado
de las correas y su velocidad, ambas en aproximadamente un 10%, el mayor desgaste de estos equipos
era inminente.
Es muy importante destacar que además de las causas recurrentes de fallas operacionales de cada uno
de los equipos, la falta de un sistema de acopio de gruesos (stock pile) en el área seca contribuye en
gran parte al bajo desempeño del rendimiento y del tiempo de operación efectiva de la planta, ya que si
tal sistema existiera se podría compensar el tiempo de detenciones programadas y no programadas sin
afectar la producción tanto del área seca como global.
En el desempeño por campañas, los equipos que presentaron mayor cantidad de tiempo de detenciones
no programadas fueron la correa 35-CV-04 (área chancado) y la correa 41-CV-11 (área apilamiento),
generando un mayor impacto en ésta última la campaña de súlfuro, debido a que el mineral es más duro
y abrasivo, provocando sobrecarga y atascamiento en las correas.
La realización del balance de masa del área seca utilizada en este trabajo para visualizar los equipos
críticos por capacidad (Capítulo IV y V), permitió al mismo tiempo, crear una herramienta muy útil
para predecir equipos críticos, mendiante alertas presentadas bajo distintas condiciones de operación en
la planilla dinámica de éxcel explicada con más detalle en los Anexos B y D. Además, con ella se
demostró la necesidad de instalar una segunda línea de aglomeración para cumplir con uno de los
85
objetivos principales del proyecto; aumentar el rendimiendo de 50.000 a 61.200 ton/día de mineral
seco.
Por otra parte, los resultados de análsis del rendimiento y tiempo de operación efectiva no permitieron
revelar grandes diferencias entre las etapas de pre y post-optimización, ya que sus medianas eran muy
similares. No obstante, al hacer un análisis día a día del desempeño de la planta en los 3 meses en
operación de marcha blanca del proyecto trabajando en campaña de óxido, queda en evidencia que
estos 2 parámetros presentaron una mejoría en alza, a pesar de algunas fallas estructurales ocurridas
inesperadamente en la planta.
Finalmente, para llegar al rendimiento de 61.200 ton/día y a un tiempo promedio de operación efectiva
de 18 h/día, en las condiciones en las que se encontraba la planta, se debería disminuir en 2,1 h/día el
tiempo de detenciones no programadas (fallas) de la planta.
Al mismo tiempo, se recomienda realizar un análisis y discusión en el área de operaciones mina para
concensuar la disminución en los tiempos de detención por fallas provocadas por cambio de turno,
equipo de carguío, mineral con sobre tamaño, mineral fino, etc. Todas estas dificultades detectadas
generaron la formación de un equipo de trabajo en esta área, el que se responsabilizará principalmente,
de asegurar la disponibilidad de los equipos, para dar continuidad a la alimentación del chancador
primario y mantener el nivel del silo en un 70% o más.
Las propuestas de optimización indicadas en el Anexo D-3 consideran, hasta el momento, una
inversión de US$ 6.000 y el costo por detenciones no programadas durante los primeros 3 meses de
marcha blanca del proyecto fue de US$ 260.264, lo que significa sólo un 0,4% de la utilidad esperada
para el AF13. No obstante, otras propuestas como el monitoreo de empalmes en las correas y la posible
modificiación en el diseño de los chutes de transferencia, sí posibilitarían el aumento en porcentaje de
incidencia de la inversión en la utilidad para este año, sin cambios significativos durante los siguientes
períodos, cuando el proyecto de optimización ya esté completamente terminado y la planta opere en
condiciones normales.
Finalmente, el análisis de sensibilidad realizado para el proyecto no presentó riesgos en su utilidad al
variar el valor de la TMAR. Sin embargo, para el caso de las variaciones en el precio del cobre, éste
tendría que disminuir hasta un valor menor que 1,00 US$/lb, para que las utilidades se la empresa se
vieran significativamente afectadas.

86
Glosario
Mineral ROM (Run Of Mine): es el mineral que desde la extracción va directamente a la etapa de
lixiviación en las pilas de botadero o dump, sin pasar por las etapas de chancado y aglomeración, ya
que contiene una Ley menor (0,5% aproximadamente).
Rendimiento: flujo másico por hora procesado en la planta de área seca.
Tiempo de Operación Efectiva: tiempo real en el que uno o varios equipos han trabajado sin estar
detenidos, por cualquier razón que ésta sea.
Disponibilidad: La palabra disponibilidad (sin apellido), corresponde a la utilización efectiva promedio
de las instalaciones, o sea, la multiplicación de la disponibilidad electro/mecánica promedio y la
utilización operacional promedio (durante los períodos en que las instalaciones no están entregadas
para labores de mantenimiento o reparaciones).
Para la planta de chancado de Spence, la disponibilidad para efectos de diseño es de un 67% de las 24
horas, o sea, 16,08 h/día. Este valor considera el hecho que la mina en operación normal no suministra
mineral a la planta durante 3 h/día.
Capacidad Nominal: Es la tasa operacional promedio necesaria para obtener la capacidad anual
durante el tiempo efectivo de operación. El tiempo efectivo de operación es el promedio diario de horas
reales de operación (24 horas multiplicadas por la disponibilidad).
Para la capacidad anual de 18.250.000 ton, peso seco, definida para Spence, con un 67% de
disponibilidad, la capacidad nominal es 3.109 ton/h, peso seco, equivalente a 50.000 ton/d, peso seco.
Factor de Diseño: Es un factor para compensar las variaciones de la tasa o ritmo de tratamiento de
mineral dentro del período de operación efectiva de la planta. Salvo indicación en contrario, se ha
aplicado un factor 1,15 para la planta de chancado.
Capacidad de Diseño: La capacidad de diseño se obtiene aplicando el factor de diseño a la capacidad
nominal.
Capacidad de Diseño = Capacidad Nominal [ton/h] · Factor de Diseño [ton/h]

87
Para la capacidad anual de 18.250.000 ton, peso seco, definida para Spence, con un 67% de
disponibilidad y un factor de diseño de 1,15, la capacidad de diseño es de 3.575 ton/h, peso seco.
Para las especificaciones de compra, los equipos o instalaciones deben alcanzar la capacidad de diseño
en operación continua. Para efectos operacionales, la capacidad de diseño es una capacidad adicional
(catch-up), para uso ocasional, que asegure que la planta alcance siempre la capacidad nominal.
Carga Circulante: En las operaciones en circuito cerrado se incorpora el concepto de carga recirculante,
normalmente expresada en %, que corresponde al peso de la carga que recircula en relación a la carga
fresca. Para este trabajo se considera como el sobre tamaño de los harneros terciarios que retorna a su
alimentación después de haber pasado por los chancadores terciarios.

88
Referencia Bibliográfica
Minera Spence, BHP Billiton Base Metals, “Manual de Operaciones Planta”, (Dic. 2006).
Minera Spence, BHP Billiton Base Metals, “Ingeniería Básica del Proyecto Throughput
Increase 61,2 kton/día”, (Abr. 2010).
Minera Spence, BHP Billiton Base Metals, “Ingeniería de Detalles Segunda Línea
Aglomeración”, (May 2011).
Pampa Norte, BHP Billiton Base Metals, “Authorization for Expenditure Mejora
Disponibilidad Aglomeración”, (Dic. 2010).
Pampa Norte, BHP Billiton Base Metals, “Authorization for Expenditure Repotenciamiento
Correas de Chancado”, (Dic. 2010).
Pampa Norte, BHP Billiton Base Metals, “Authorization for Expenditure Repotenciamiento
Correas de Apilamiento”, (Dic. 2010).
Vega, Luis, Escuela de Ingeniería Química PUCV, “Apuntes de Ingeniería Económica”, (Mar,
2011).

89
ANEXOS

90
ANEXO A. Información Recopilada del Área Seca
En las siguientes tablas se presentan, a modo de ejemplo, la información recopilada de los 16 meses de pre-optimización del área seca, para su
posterior análisis y diagnóstico. En la primera tabla A-1, sólo se muestra la información correspondiente a los 15 primeros días del mes de Mayo
del 2011 (primer mes de optimización), ya que la base de datos es muy grande. Y en la segunda tabla A-2, se muestra la información
correspondiente al rendimiento diario del área seca (Mayo 2011, primer mes de optimización)
Fecha
Inicio
Hora
Inicio
Fecha
Fin
Hora
Fin Equipo Sistema Tipo Área Clase Horas Comentario
01-05-11 1:00 01-05-11 1:35 Chancador
primario Sin Nombre Equipo carguío Operaciones
Falla
operación 0,58 Tiempo ponderado durante turno
01-05-11 5:00 01-05-11 5:15 Correa 2 Sin Nombre Detector de metales Operaciones Falla
operación 0,25
01-05-11 8:00 01-05-11 8:20 Chancador
primario Sin Nombre Cambio turno mina Operaciones
Falla
operación 0,33
01-05-11 10:00 01-05-11 10:34 Chancador
primario Sin Nombre Equipo carguío Operaciones
Falla
operación 0,57 Tiempo ponderado durante turno
01-05-11 13:30 01-05-11 13:40 Alimentador 1 Motriz Motor hidr. sist.
motriz Eléctricos
Falla mantención
0,17
01-05-11 15:30 01-05-11 16:35 Carro 1 Sin Nombre Cambio de cable Operaciones Falla
operación 1,08
01-05-11 15:40 01-05-11 16:35 Correa 4 Correa Cinta transportadora Mecánicos Falla
mantención 0,92 Chequeo empalme
01-05-11 16:50 01-05-11 17:05 Correa 13 Dispositivos
eléctricos Dispositivos eléc. Eléctricos
Falla mantención
0,25 Cambio de tarjeta variador de
frecuencia
01-05-11 20:00 01-05-11 20:15 Chancador
primario Sin Nombre Cambio turno mina Operaciones
Falla
operación 0,25
02-05-11 2:00 02-05-11 2:40 Chancador
primario Sin Nombre Equipo carguío Operaciones
Falla
operación 0,67 Tiempo ponderado durante turno
02-05-11 8:00 02-05-11 8:20 Chancador
primario Sin Nombre Cambio turno mina Operaciones
Falla
operación 0,33
02-05-11 10:40 02-05-11 10:45 Chancador
primario Sin Nombre Equipo carguío Operaciones
Falla
operación 0,08
02-05-11 14:10 02-05-11 15:10 Correa 4 Correa Raspadores Mecánicos Falla
mantención 1,00 Se deshabilitan
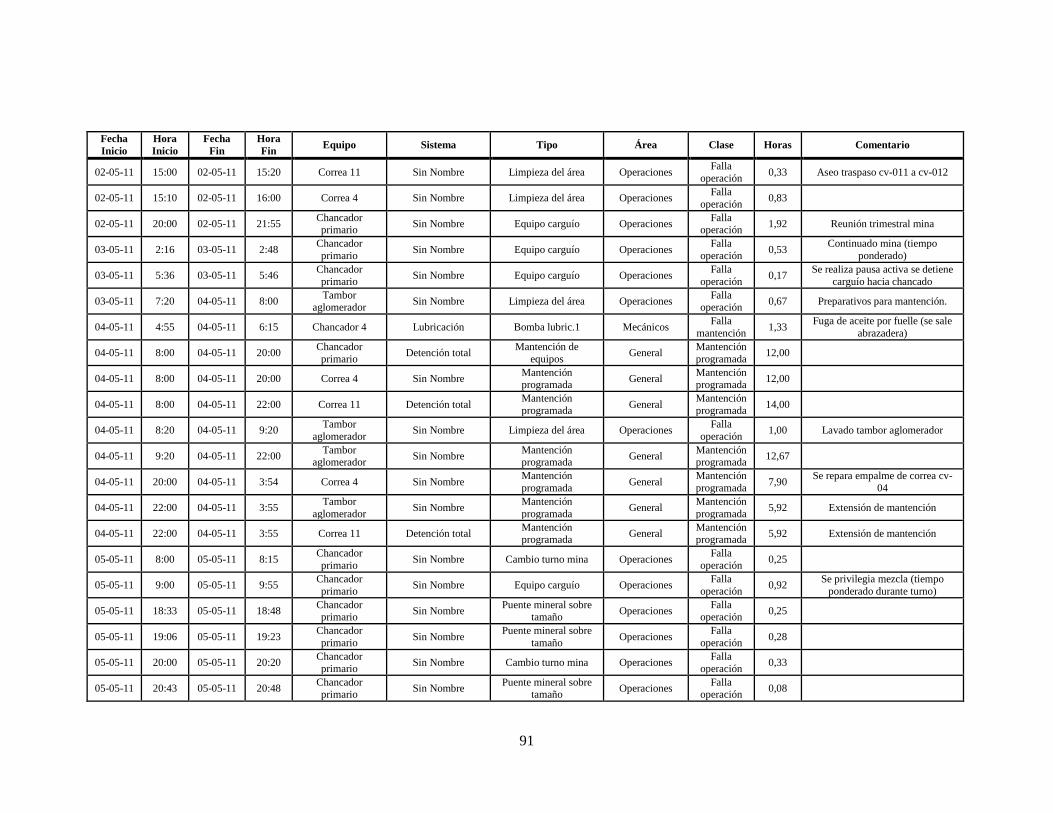
91
Fecha
Inicio
Hora
Inicio
Fecha
Fin
Hora
Fin Equipo Sistema Tipo Área Clase Horas Comentario
02-05-11 15:00 02-05-11 15:20 Correa 11 Sin Nombre Limpieza del área Operaciones Falla
operación 0,33 Aseo traspaso cv-011 a cv-012
02-05-11 15:10 02-05-11 16:00 Correa 4 Sin Nombre Limpieza del área Operaciones Falla
operación 0,83
02-05-11 20:00 02-05-11 21:55 Chancador primario
Sin Nombre Equipo carguío Operaciones Falla
operación 1,92 Reunión trimestral mina
03-05-11 2:16 03-05-11 2:48 Chancador
primario Sin Nombre Equipo carguío Operaciones
Falla
operación 0,53
Continuado mina (tiempo
ponderado)
03-05-11 5:36 03-05-11 5:46 Chancador
primario Sin Nombre Equipo carguío Operaciones
Falla
operación 0,17
Se realiza pausa activa se detiene
carguío hacia chancado
03-05-11 7:20 04-05-11 8:00 Tambor
aglomerador Sin Nombre Limpieza del área Operaciones
Falla operación
0,67 Preparativos para mantención.
04-05-11 4:55 04-05-11 6:15 Chancador 4 Lubricación Bomba lubric.1 Mecánicos Falla
mantención 1,33
Fuga de aceite por fuelle (se sale
abrazadera)
04-05-11 8:00 04-05-11 20:00 Chancador
primario Detención total
Mantención de
equipos General
Mantención
programada 12,00
04-05-11 8:00 04-05-11 20:00 Correa 4 Sin Nombre Mantención programada
General Mantención programada
12,00
04-05-11 8:00 04-05-11 22:00 Correa 11 Detención total Mantención
programada General
Mantención
programada 14,00
04-05-11 8:20 04-05-11 9:20 Tambor
aglomerador Sin Nombre Limpieza del área Operaciones
Falla
operación 1,00 Lavado tambor aglomerador
04-05-11 9:20 04-05-11 22:00 Tambor
aglomerador Sin Nombre
Mantención programada
General Mantención programada
12,67
04-05-11 20:00 04-05-11 3:54 Correa 4 Sin Nombre Mantención
programada General
Mantención
programada 7,90
Se repara empalme de correa cv-
04
04-05-11 22:00 04-05-11 3:55 Tambor
aglomerador Sin Nombre
Mantención
programada General
Mantención
programada 5,92 Extensión de mantención
04-05-11 22:00 04-05-11 3:55 Correa 11 Detención total Mantención programada
General Mantención programada
5,92 Extensión de mantención
05-05-11 8:00 05-05-11 8:15 Chancador
primario Sin Nombre Cambio turno mina Operaciones
Falla
operación 0,25
05-05-11 9:00 05-05-11 9:55 Chancador
primario Sin Nombre Equipo carguío Operaciones
Falla
operación 0,92
Se privilegia mezcla (tiempo
ponderado durante turno)
05-05-11 18:33 05-05-11 18:48 Chancador
primario Sin Nombre
Puente mineral sobre
tamaño Operaciones
Falla
operación 0,25
05-05-11 19:06 05-05-11 19:23 Chancador
primario Sin Nombre
Puente mineral sobre
tamaño Operaciones
Falla
operación 0,28
05-05-11 20:00 05-05-11 20:20 Chancador
primario Sin Nombre Cambio turno mina Operaciones
Falla
operación 0,33
05-05-11 20:43 05-05-11 20:48 Chancador primario
Sin Nombre Puente mineral sobre
tamaño Operaciones
Falla operación
0,08
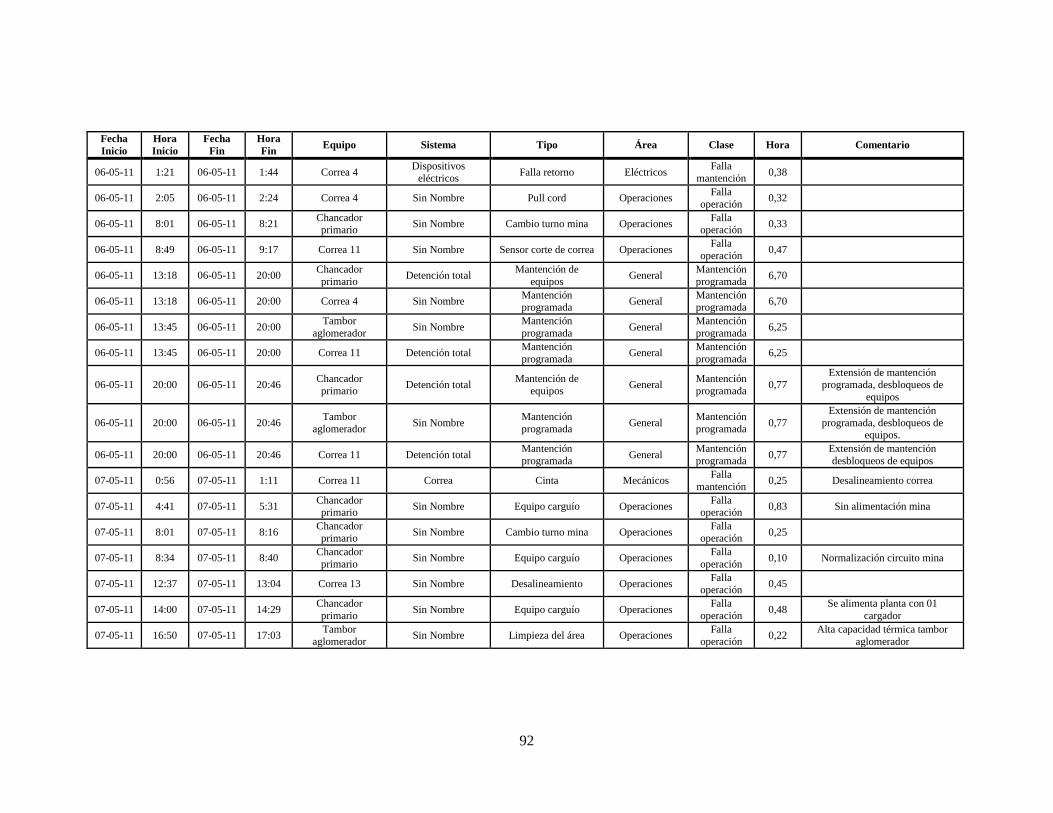
92
Fecha
Inicio
Hora
Inicio
Fecha
Fin
Hora
Fin Equipo Sistema Tipo Área Clase Hora Comentario
06-05-11 1:21 06-05-11 1:44 Correa 4 Dispositivos
eléctricos Falla retorno Eléctricos
Falla
mantención 0,38
06-05-11 2:05 06-05-11 2:24 Correa 4 Sin Nombre Pull cord Operaciones Falla
operación 0,32
06-05-11 8:01 06-05-11 8:21 Chancador primario
Sin Nombre Cambio turno mina Operaciones Falla
operación 0,33
06-05-11 8:49 06-05-11 9:17 Correa 11 Sin Nombre Sensor corte de correa Operaciones Falla
operación 0,47
06-05-11 13:18 06-05-11 20:00 Chancador
primario Detención total
Mantención de
equipos General
Mantención
programada 6,70
06-05-11 13:18 06-05-11 20:00 Correa 4 Sin Nombre Mantención programada
General Mantención programada
6,70
06-05-11 13:45 06-05-11 20:00 Tambor
aglomerador Sin Nombre
Mantención
programada General
Mantención
programada 6,25
06-05-11 13:45 06-05-11 20:00 Correa 11 Detención total Mantención
programada General
Mantención
programada 6,25
06-05-11 20:00 06-05-11 20:46 Chancador
primario Detención total
Mantención de
equipos General
Mantención
programada 0,77
Extensión de mantención programada, desbloqueos de
equipos
06-05-11 20:00 06-05-11 20:46 Tambor
aglomerador Sin Nombre
Mantención
programada General
Mantención
programada 0,77
Extensión de mantención
programada, desbloqueos de equipos.
06-05-11 20:00 06-05-11 20:46 Correa 11 Detención total Mantención
programada General
Mantención
programada 0,77
Extensión de mantención
desbloqueos de equipos
07-05-11 0:56 07-05-11 1:11 Correa 11 Correa Cinta Mecánicos Falla
mantención 0,25 Desalineamiento correa
07-05-11 4:41 07-05-11 5:31 Chancador primario
Sin Nombre Equipo carguío Operaciones Falla
operación 0,83 Sin alimentación mina
07-05-11 8:01 07-05-11 8:16 Chancador
primario Sin Nombre Cambio turno mina Operaciones
Falla
operación 0,25
07-05-11 8:34 07-05-11 8:40 Chancador
primario Sin Nombre Equipo carguío Operaciones
Falla
operación 0,10 Normalización circuito mina
07-05-11 12:37 07-05-11 13:04 Correa 13 Sin Nombre Desalineamiento Operaciones Falla
operación 0,45
07-05-11 14:00 07-05-11 14:29 Chancador
primario Sin Nombre Equipo carguío Operaciones
Falla
operación 0,48
Se alimenta planta con 01
cargador
07-05-11 16:50 07-05-11 17:03 Tambor
aglomerador Sin Nombre Limpieza del área Operaciones
Falla
operación 0,22
Alta capacidad térmica tambor
aglomerador

93
Fecha
Inicio
Hora
Inicio
Fecha
Fin
Hora
Fin Equipo Sistema Tipo Área Clase Horas Comentario
07-05-11 18:44 07-05-11 18:57 Tambor
aglomerador Sin Nombre Limpieza del área Operaciones
Falla
operación 0,22
Alta capacidad térmica tambor
aglomerador
07-05-11 20:00 07-05-11 20:21 Chancador
primario Sin Nombre Cambio turno mina Operaciones
Falla
operación 0,35
07-05-11 20:23 07-05-11 20:35 Tambor
aglomerador Sin Nombre Limpieza del área Operaciones
Falla operación
0,20 Capacidad térmica de tambor
aglomerador
07-05-11 20:46 07-05-11 21:17 Chancador
primario Sin Nombre Equipo carguío Operaciones
Falla
operación 0,52
Se detienen los tres cargadores
mina
08-05-11 0:36 08-05-11 0:52 Carro 1 Estructura Conjunto chutes Mecánicos Falla
mantención 0,27 Se habilitan blig bluster mh-01
08-05-11 8:00 08-05-11 20:00 Chancador
primario Sin Nombre
Inspección
programada Operaciones
Detención op.
Programada
12,00 Cambio campaña a sulfuros
08-05-11 8:00 08-05-11 20:00 Correa 4 Sin Nombre Inspección
programada Operaciones
Detención
op. Programada
12,00 Cambio campaña a sulfuros
08-05-11 8:00 08-05-11 20:00 Tambor
aglomerador Sin Nombre
Inspección programada
Operaciones
Detención
op.
Programada
12,00 Cambio campaña a sulfuros
08-05-11 8:00 08-05-11 20:00 Correa 12 Sin Nombre Inspección
programada Operaciones
Detención op.
Programada
12,00 Cambio campaña a sulfuros
08-05-11 20:00 08-05-11 21:14 Correa 8 Dispositivos
eléctricos Sensor Eléctricos
Falla
mantención 1,23
Energización y normalización de
equipos
08-05-11 22:36 08-05-11 23:37 Correa 16 Correa Guarderas Mecánicos Falla
mantención 1,02
09-05-11 8:00 09-05-11 8:24 Chancador
primario Sin Nombre Cambio turno mina Operaciones
Falla
operación 0,40
09-05-11 11:08 09-05-11 11:24 Correa 11 Sin Nombre Pull cord Operaciones Falla
operación 0,27 Cv-01 activado por caída de carga
09-05-11 15:04 09-05-11 15:16 Tambor
aglomerador Sin Nombre Limpieza del área Operaciones
Falla operación
0,20 Alta capacidad térmica tambor
aglomerador
09-05-11 18:49 09-05-11 19:07 Correa 12 Dispositivos
eléctricos Dispositivos eléc. Eléctricos
Falla
mantención 0,30 Prueba de enclavamiento cv-12
09-05-11 20:00 09-05-11 20:16 Chancador
primario Sin Nombre Cambio turno mina Operaciones
Falla
operación 0,27
09-05-11 20:20 09-05-11 20:26 Chancador primario
Sin Nombre Equipo carguío Operaciones Falla
operación 0,10 Sin alimentación mina
10-05-11 4:30 10-05-11 5:45 Chancador
primario Sin Nombre Equipo carguío Operaciones
Falla
operación 1,25 Frontal en avería.
10-05-11 11:05 10-05-11 11:15 Correa 11 Sin Nombre Sensor corte de correa Operaciones Falla
operación 0,17 Por carga.
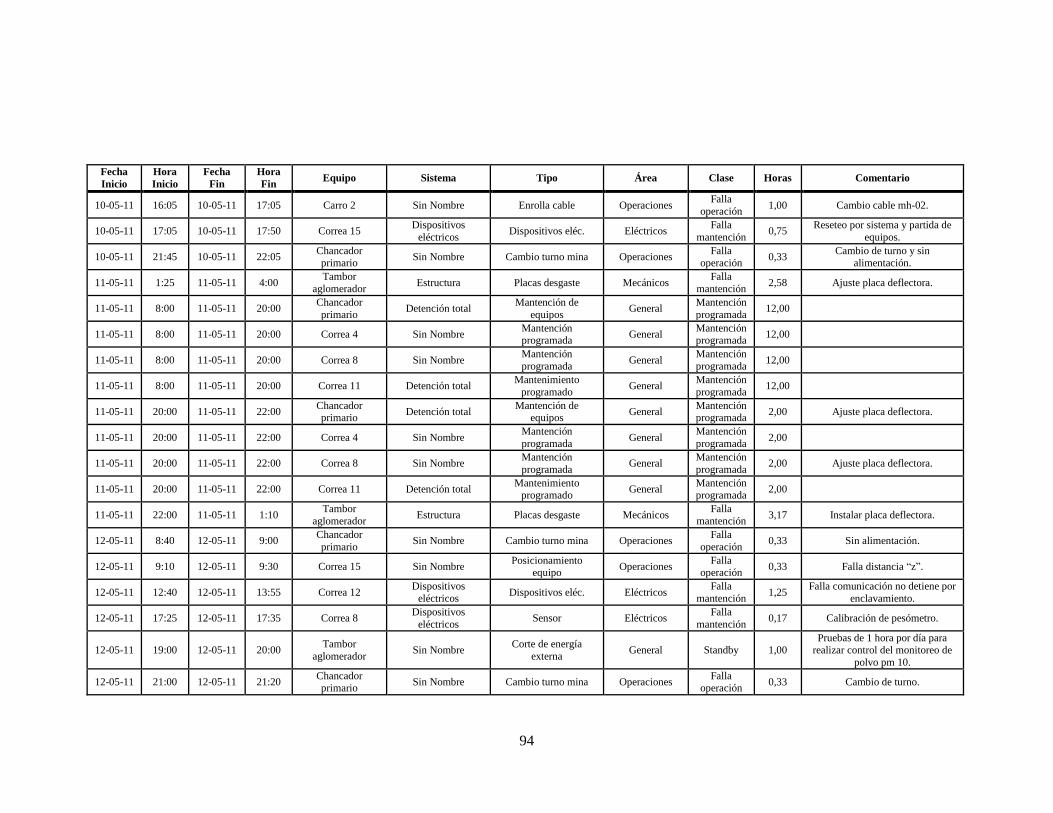
94
Fecha
Inicio
Hora
Inicio
Fecha
Fin
Hora
Fin Equipo Sistema Tipo Área Clase Horas Comentario
10-05-11 16:05 10-05-11 17:05 Carro 2 Sin Nombre Enrolla cable Operaciones Falla
operación 1,00 Cambio cable mh-02.
10-05-11 17:05 10-05-11 17:50 Correa 15 Dispositivos
eléctricos Dispositivos eléc. Eléctricos
Falla
mantención 0,75
Reseteo por sistema y partida de
equipos.
10-05-11 21:45 10-05-11 22:05 Chancador
primario Sin Nombre Cambio turno mina Operaciones
Falla
operación 0,33
Cambio de turno y sin
alimentación.
11-05-11 1:25 11-05-11 4:00 Tambor
aglomerador Estructura Placas desgaste Mecánicos
Falla
mantención 2,58 Ajuste placa deflectora.
11-05-11 8:00 11-05-11 20:00 Chancador
primario Detención total
Mantención de
equipos General
Mantención
programada 12,00
11-05-11 8:00 11-05-11 20:00 Correa 4 Sin Nombre Mantención programada
General Mantención programada
12,00
11-05-11 8:00 11-05-11 20:00 Correa 8 Sin Nombre Mantención
programada General
Mantención
programada 12,00
11-05-11 8:00 11-05-11 20:00 Correa 11 Detención total Mantenimiento
programado General
Mantención
programada 12,00
11-05-11 20:00 11-05-11 22:00 Chancador primario
Detención total Mantención de
equipos General
Mantención programada
2,00 Ajuste placa deflectora.
11-05-11 20:00 11-05-11 22:00 Correa 4 Sin Nombre Mantención
programada General
Mantención
programada 2,00
11-05-11 20:00 11-05-11 22:00 Correa 8 Sin Nombre Mantención
programada General
Mantención
programada 2,00 Ajuste placa deflectora.
11-05-11 20:00 11-05-11 22:00 Correa 11 Detención total Mantenimiento
programado General
Mantención programada
2,00
11-05-11 22:00 11-05-11 1:10 Tambor
aglomerador Estructura Placas desgaste Mecánicos
Falla
mantención 3,17 Instalar placa deflectora.
12-05-11 8:40 12-05-11 9:00 Chancador
primario Sin Nombre Cambio turno mina Operaciones
Falla
operación 0,33 Sin alimentación.
12-05-11 9:10 12-05-11 9:30 Correa 15 Sin Nombre Posicionamiento
equipo Operaciones
Falla operación
0,33 Falla distancia “z”.
12-05-11 12:40 12-05-11 13:55 Correa 12 Dispositivos
eléctricos Dispositivos eléc. Eléctricos
Falla
mantención 1,25
Falla comunicación no detiene por
enclavamiento.
12-05-11 17:25 12-05-11 17:35 Correa 8 Dispositivos
eléctricos Sensor Eléctricos
Falla
mantención 0,17 Calibración de pesómetro.
12-05-11 19:00 12-05-11 20:00 Tambor
aglomerador Sin Nombre
Corte de energía
externa General Standby 1,00
Pruebas de 1 hora por día para realizar control del monitoreo de
polvo pm 10.
12-05-11 21:00 12-05-11 21:20 Chancador primario
Sin Nombre Cambio turno mina Operaciones Falla
operación 0,33 Cambio de turno.

95
Fecha
Inicio
Hora
Inicio
Fecha
Fin
Hora
Fin Equipo Sistema Tipo Área Clase Horas Comentario
13-05-11 1:40 13-05-11 2:00 Chancador
primario Sin Nombre Método mano obra Operaciones
Falla
operación 0,33 Planificación mezcla.
13-05-11 5:55 13-05-11 6:15 Chancador
primario Sin Nombre Método mano obra Operaciones
Falla
operación 0,33 Planificación mezcla.
13-05-11 9:50 13-05-11 10:05 Chancador primario
Sin Nombre Cambio turno mina Operaciones Falla
operación 0,25 Sin alimentación mina.
13-05-11 14:00 13-05-11 20:00 Chancador
primario Detención total
Mantención de
equipos General
Mantención
programada 6,00
13-05-11 14:00 13-05-11 20:00 Correa 4 Sin Nombre Mantención
programada General
Mantención
programada 6,00
13-05-11 14:00 13-05-11 20:00 Correa 8 Sin Nombre Mantención programada
General Mantención programada
6,00
13-05-11 14:00 13-05-11 20:00 Correa 11 Detención total Mantención
programada General
Mantención
programada 6,00
13-05-11 20:40 13-05-11 21:05 Chancador
primario Sin Nombre Cambio turno mina Operaciones
Falla
operación 0,42 Sin alimentación mina.
14-05-11 0:05 14-05-11 1:05 Correa 12 Polines Polines retorno Mecánicos Falla
mantención 1,00 Se botó polín recto en la cola.
14-05-11 6:05 14-05-11 6:25 Chancador
primario Sin Nombre Método mano obra Operaciones
Falla
operación 0,33 Pausa activa.
14-05-11 8:00 14-05-11 8:30 Alimentador 2 Motriz Partidor motor Eléctricos Falla
mantención 0,50 Falla motor del ventilador.
14-05-11 9:15 14-05-11 9:40 Alimentador 2 Motriz Partidor motor Eléctricos Falla
mantención 0,42 Falla motor del ventilador.
14-05-11 10:10 14-05-11 11:05 Alimentador 2 Motriz Partidor motor Eléctricos Falla
mantención 0,92 Falla motor del ventilador.
14-05-11 13:55 14-05-11 14:05 Chancador 4 Hidráulico Motor eléctrico Eléctricos Falla
mantención 0,17 Falla ventilador n° 2.
14-05-11 15:10 14-05-11 15:20 Chancador primario
Sin Nombre Equipo carguío Operaciones Falla
operación 0,17 Continuado por colación.
14-05-11 21:40 14-05-11 22:45 Chancador
primario Lubricación Bomba lubric. 2 Lubricación
Falla
mantención 1,08 Filtración bomba lub. # 2 cr-001.
15-05-11 2:00 15-05-11 4:00 Correa 12 Polines Polines retorno Mecánicos Falla
mantención 2,00 Se cambió un polín.
15-05-11 4:00 15-05-11 4:40 Correa 12 Tensor Control unidad de
tensado Eléctricos
Falla
mantención 0,67 Falla tensado.
15-05-11 4:40 15-05-11 4:50 Correa 16 Dispositivos
eléctricos Parada emergencia Eléctricos
Falla
mantención 0,17 Falla variador de frecuencia.
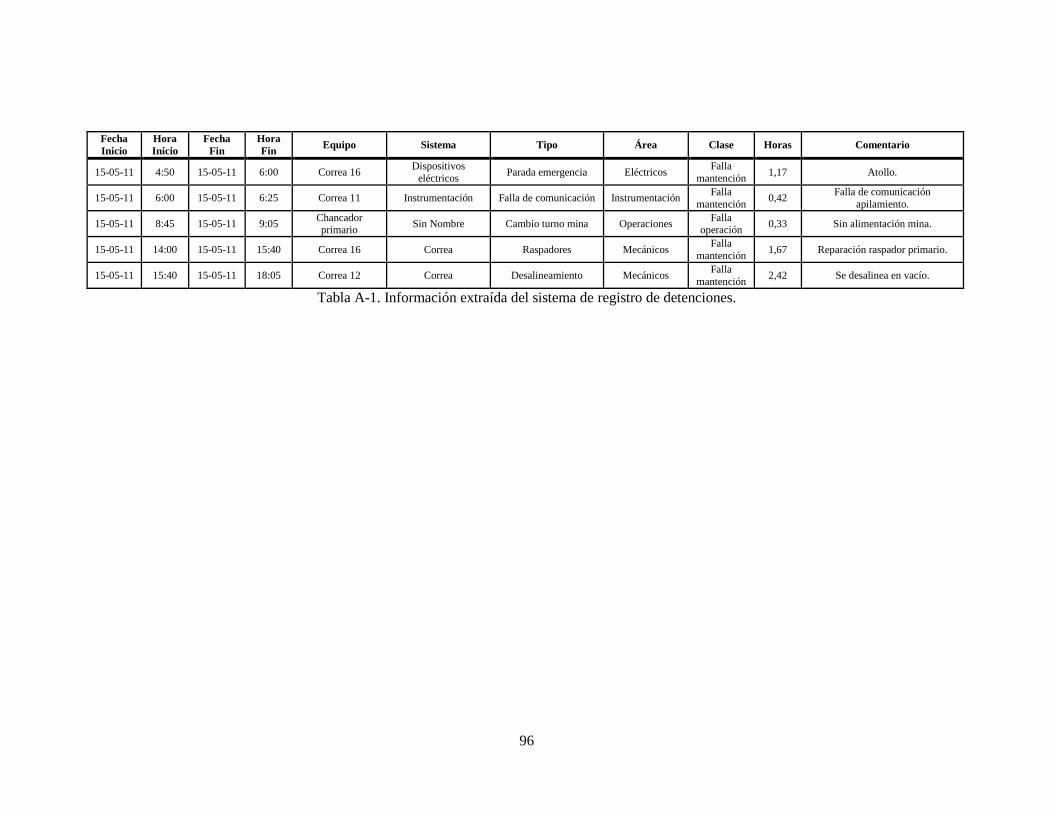
96
Fecha
Inicio
Hora
Inicio
Fecha
Fin
Hora
Fin Equipo Sistema Tipo Área Clase Horas Comentario
15-05-11 4:50 15-05-11 6:00 Correa 16 Dispositivos
eléctricos Parada emergencia Eléctricos
Falla
mantención 1,17 Atollo.
15-05-11 6:00 15-05-11 6:25 Correa 11 Instrumentación Falla de comunicación Instrumentación Falla
mantención 0,42
Falla de comunicación
apilamiento.
15-05-11 8:45 15-05-11 9:05 Chancador primario
Sin Nombre Cambio turno mina Operaciones Falla
operación 0,33 Sin alimentación mina.
15-05-11 14:00 15-05-11 15:40 Correa 16 Correa Raspadores Mecánicos Falla
mantención 1,67 Reparación raspador primario.
15-05-11 15:40 15-05-11 18:05 Correa 12 Correa Desalineamiento Mecánicos Falla
mantención 2,42 Se desalinea en vacío.
Tabla A-1. Información extraída del sistema de registro de detenciones.
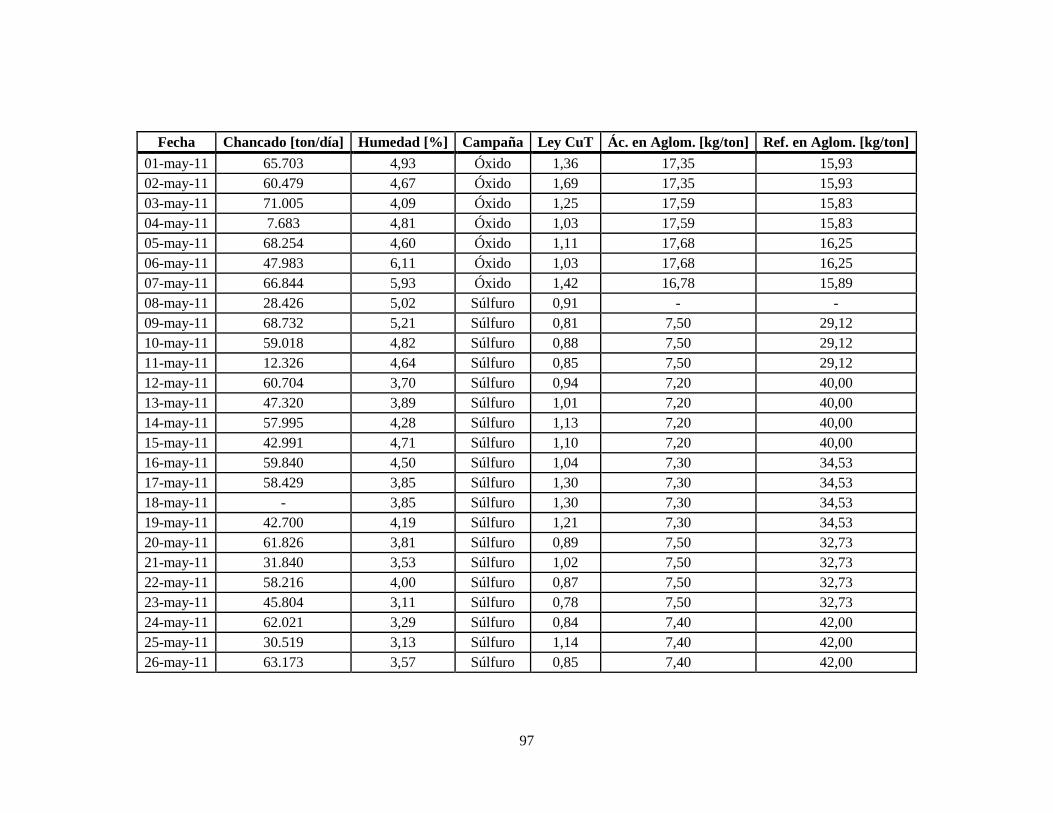
97
Fecha Chancado [ton/día] Humedad [%] Campaña Ley CuT Ác. en Aglom. [kg/ton] Ref. en Aglom. [kg/ton]
01-may-11 65.703 4,93 Óxido 1,36 17,35 15,93
02-may-11 60.479 4,67 Óxido 1,69 17,35 15,93
03-may-11 71.005 4,09 Óxido 1,25 17,59 15,83
04-may-11 7.683 4,81 Óxido 1,03 17,59 15,83
05-may-11 68.254 4,60 Óxido 1,11 17,68 16,25
06-may-11 47.983 6,11 Óxido 1,03 17,68 16,25
07-may-11 66.844 5,93 Óxido 1,42 16,78 15,89
08-may-11 28.426 5,02 Súlfuro 0,91 - -
09-may-11 68.732 5,21 Súlfuro 0,81 7,50 29,12
10-may-11 59.018 4,82 Súlfuro 0,88 7,50 29,12
11-may-11 12.326 4,64 Súlfuro 0,85 7,50 29,12
12-may-11 60.704 3,70 Súlfuro 0,94 7,20 40,00
13-may-11 47.320 3,89 Súlfuro 1,01 7,20 40,00
14-may-11 57.995 4,28 Súlfuro 1,13 7,20 40,00
15-may-11 42.991 4,71 Súlfuro 1,10 7,20 40,00
16-may-11 59.840 4,50 Súlfuro 1,04 7,30 34,53
17-may-11 58.429 3,85 Súlfuro 1,30 7,30 34,53
18-may-11 - 3,85 Súlfuro 1,30 7,30 34,53
19-may-11 42.700 4,19 Súlfuro 1,21 7,30 34,53
20-may-11 61.826 3,81 Súlfuro 0,89 7,50 32,73
21-may-11 31.840 3,53 Súlfuro 1,02 7,50 32,73
22-may-11 58.216 4,00 Súlfuro 0,87 7,50 32,73
23-may-11 45.804 3,11 Súlfuro 0,78 7,50 32,73
24-may-11 62.021 3,29 Súlfuro 0,84 7,40 42,00
25-may-11 30.519 3,13 Súlfuro 1,14 7,40 42,00
26-may-11 63.173 3,57 Súlfuro 0,85 7,40 42,00
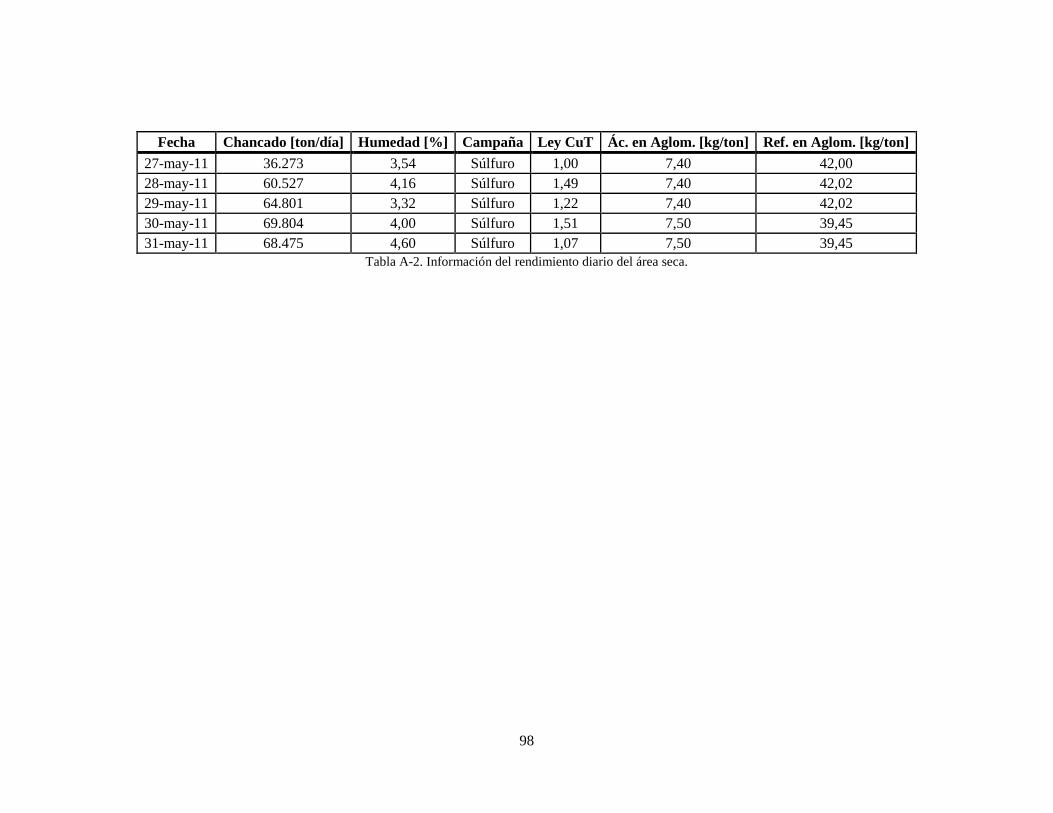
98
Fecha Chancado [ton/día] Humedad [%] Campaña Ley CuT Ác. en Aglom. [kg/ton] Ref. en Aglom. [kg/ton]
27-may-11 36.273 3,54 Súlfuro 1,00 7,40 42,00
28-may-11 60.527 4,16 Súlfuro 1,49 7,40 42,02
29-may-11 64.801 3,32 Súlfuro 1,22 7,40 42,02
30-may-11 69.804 4,00 Súlfuro 1,51 7,50 39,45
31-may-11 68.475 4,60 Súlfuro 1,07 7,50 39,45
Tabla A-2. Información del rendimiento diario del área seca.
99
ANEXO B. Balance de Masa Área Seca
B-1. Etapa Pre-Optimización (Capacidad Nominal: 50.000 ton/día)
La mina mina alimenta 50.000 ton/día al chancador primario (30-CR-01), el que dividido por el tiempo óptimo de operación de la planta, resulta en
3.109 ton/h. Posteriormente, el mineral puede trabajar paralelamente con ambas campañas utilizando las correas 30-CV-01/2 con 1.555 ton/h
(figura B-1.1.) o alternadamente, utilizando sólo una de estas correas con 3.109 ton/h. Acto seguido, el mineral entra a los harneros 35-SN-01/02
para clasificar su tamaño. Suponiendo que el bajo tamaño será de un 51% del mineral, la correa 35-CV-03 alimentará 1.555 ton/h a la correa 35-
CV-04, mientras que el sobre tamaño de los harneros será 1.555 ton/h para alimentar a los chancadores secundarios 35-CR-03/04.

100
Figura B-1.1. Diagrama de balance de masa (primera parte).
La correa 35-CV-04 recibe el mineral proveniente de el bajo tamaño de los harneros secundarios, de los chancadores secundarios y de los
chancadores terciarios 35-CR-05/06/07/08/09 (carga circulante: sobre tamaño de los harneros terciarios 35-SN-03/04/05/06/07), lo que suma un
total de 4.509 ton/h (figura B-1.2.).
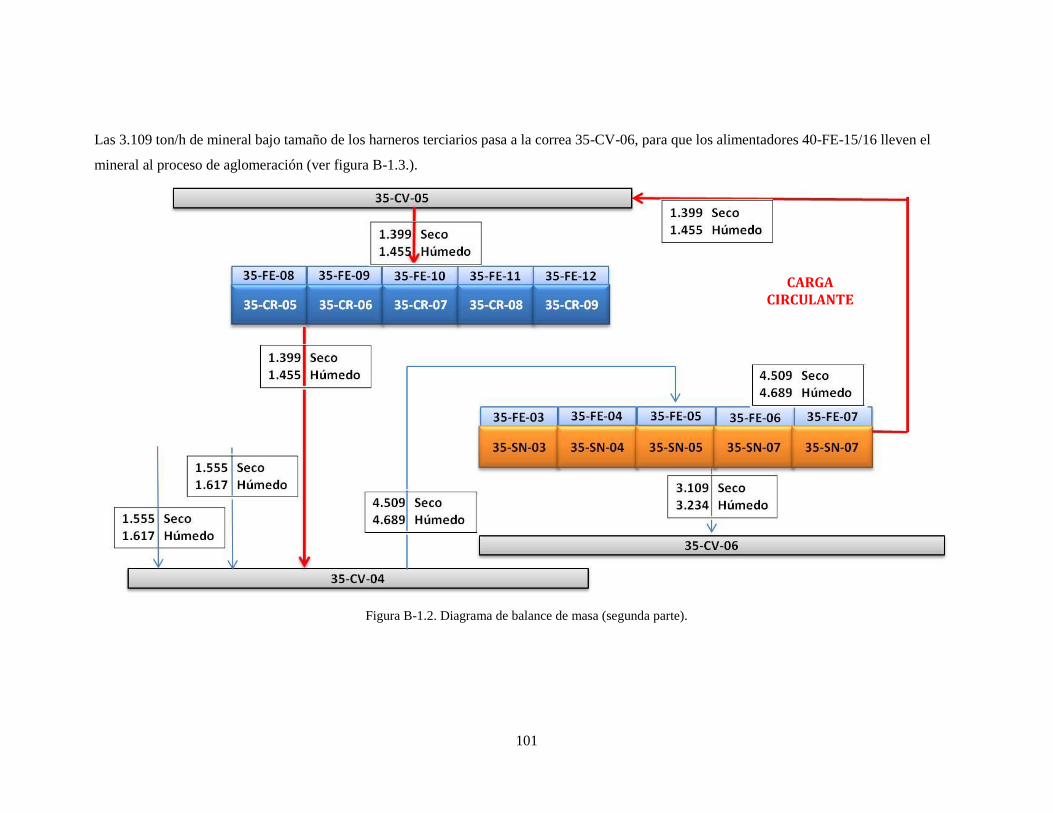
101
Las 3.109 ton/h de mineral bajo tamaño de los harneros terciarios pasa a la correa 35-CV-06, para que los alimentadores 40-FE-15/16 lleven el
mineral al proceso de aglomeración (ver figura B-1.3.).
Figura B-1.2. Diagrama de balance de masa (segunda parte).
CARGA CIRCULANTE

102
La correa 40-CV-08 alimenta el mineral al tambor aglomerador 40-AD-01, donde se le adicionan en promedio y dependiendo si es mineral oxidado
o sulfurado, 146 ton/h de refino (45 kg/ton mineral) y 55 ton/h de ácido sulfúrico (17 kg/ton mineral). Por lo tanto la correa 41-CV-11 transporta a
la zona de apilamiento 3.434 ton/h de mineral húmedo.
Figura B-1.3. Diagrama de balance de masa (tercera parte).

103
Equipo Entra Sale C. Nominal C. Diseño Equipo Entra Sale C. Nominal C. Diseño
30-CR-01 3.234 3.234 5.000 5.750 35-FE-10 291 291 557 640
30-FE-01 1.617 1.617 1.826 2.100 35-FE-11 291 291 557 640
30-FE-02 1.617 1.617 1.826 2.100 35-FE-12 291 291 557 640
35-CV-01 1.617 1.617 1.826 2.100 35-CR-05 291 291 890 1.024
35-CV-02 1.617 1.617 1.826 2.100 35-CR-06 291 291 890 1.024
35-SN-01 1.617 1.617 1.826 2.100 35-CR-07 291 291 890 1.024
35-SN-02 1.617 1.617 1.826 2.100 35-CR-08 291 291 890 1.024
35-CV-03 1.617 1.617 2.522 2.900 35-CR-09 291 291 890 1.024
35-CR-03 1.617 1.617 2.050 2.358 35-CV-06 3.234 3.234 3.298 3.793
35-CR-04 1.617 1.617 2.050 2.358 40-FE-15 1.617 1.617 1.649 1.850
35-CV-04 4.689 4.689 6.017 6.919 40-FE-16 1.617 1.617 1.649 1.850
35-FE-03 938 938 1.122 1.290 40-CV-08 3.234 3.234 2.870 3.300
35-FE-04 938 938 1.122 1.290 40-AD-01 3.234 3.434 3.109 3.576
35-FE-05 938 938 1.122 1.290 41-CV-11 3.434 3.434 3.477 3.999
35-FE-06 938 938 1.122 1.290 41-CV-12 3.434 3.434 3.477 3.999
35-FE-07 938 938 1.122 1.290 41-CV-13 3.434 3.434 3.480 4.002
35-SN-03 938 938 1.122 2.860 41-CV-14 3.434 3.434 3.477 3.999
35-SN-04 938 938 1.122 2.860 41-CV-15 3.434 3.434 3.480 4.002
35-SN-05 938 938 1.122 2.860 41-CV-16 3.434 3.434 3.477 3.999
35-SN-06 938 938 1.122 2.860
35-SN-07 938 938 1.122 2.860
35-CV-05 1.455 1.455 3.065 3.536
35-FE-08 291 291 557 640
35-FE-09 291 291 557 640
Tabla B-1.1. Tabla resumen de balance de masa en [ton/h] (50.000 ton/día).

104
B-2. Etapa Pre-Optimización (Capacidad de Diseño: 57.500 ton/día)
Figura B-2.1. Diagrama de balance de masa (primera parte).
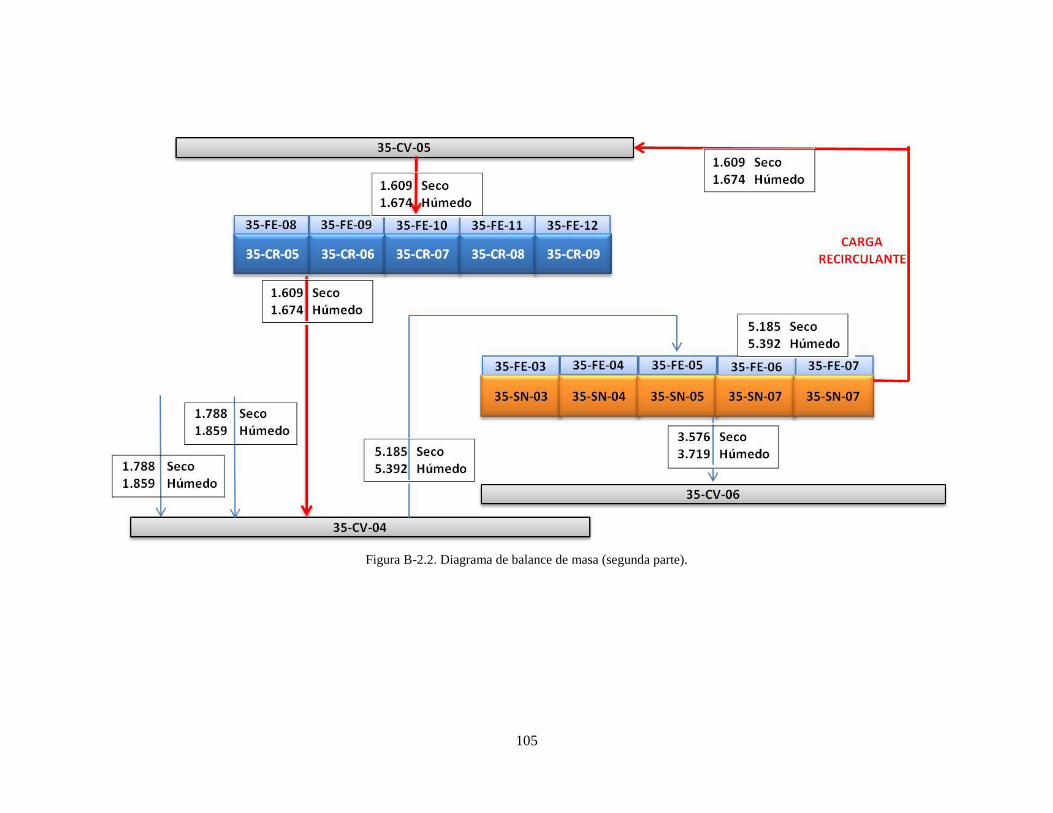
105
Figura B-2.2. Diagrama de balance de masa (segunda parte).

106
Figura B-2.3. Diagrama de balance de masa (tercera parte).
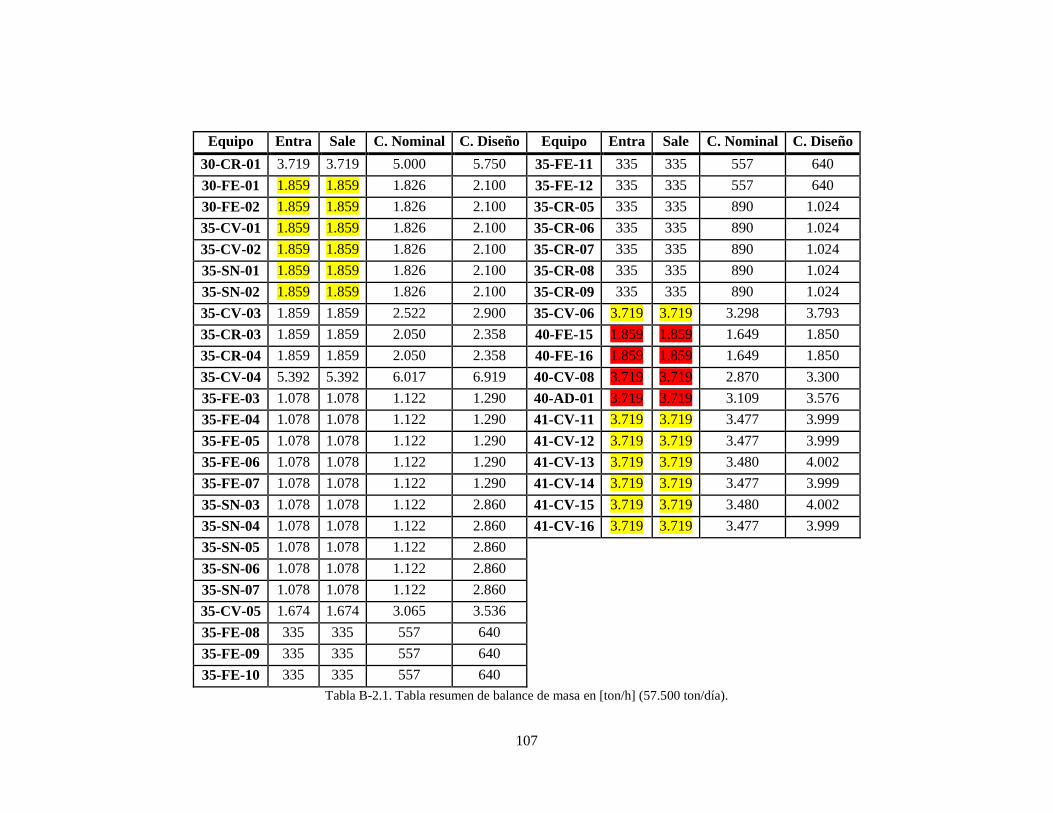
107
Equipo Entra Sale C. Nominal C. Diseño Equipo Entra Sale C. Nominal C. Diseño
30-CR-01 3.719 3.719 5.000 5.750 35-FE-11 335 335 557 640
30-FE-01 1.859 1.859 1.826 2.100 35-FE-12 335 335 557 640
30-FE-02 1.859 1.859 1.826 2.100 35-CR-05 335 335 890 1.024
35-CV-01 1.859 1.859 1.826 2.100 35-CR-06 335 335 890 1.024
35-CV-02 1.859 1.859 1.826 2.100 35-CR-07 335 335 890 1.024
35-SN-01 1.859 1.859 1.826 2.100 35-CR-08 335 335 890 1.024
35-SN-02 1.859 1.859 1.826 2.100 35-CR-09 335 335 890 1.024
35-CV-03 1.859 1.859 2.522 2.900 35-CV-06 3.719 3.719 3.298 3.793
35-CR-03 1.859 1.859 2.050 2.358 40-FE-15 1.859 1.859 1.649 1.850
35-CR-04 1.859 1.859 2.050 2.358 40-FE-16 1.859 1.859 1.649 1.850
35-CV-04 5.392 5.392 6.017 6.919 40-CV-08 3.719 3.719 2.870 3.300
35-FE-03 1.078 1.078 1.122 1.290 40-AD-01 3.719 3.719 3.109 3.576
35-FE-04 1.078 1.078 1.122 1.290 41-CV-11 3.719 3.719 3.477 3.999
35-FE-05 1.078 1.078 1.122 1.290 41-CV-12 3.719 3.719 3.477 3.999
35-FE-06 1.078 1.078 1.122 1.290 41-CV-13 3.719 3.719 3.480 4.002
35-FE-07 1.078 1.078 1.122 1.290 41-CV-14 3.719 3.719 3.477 3.999
35-SN-03 1.078 1.078 1.122 2.860 41-CV-15 3.719 3.719 3.480 4.002
35-SN-04 1.078 1.078 1.122 2.860 41-CV-16 3.719 3.719 3.477 3.999
35-SN-05 1.078 1.078 1.122 2.860
35-SN-06 1.078 1.078 1.122 2.860
35-SN-07 1.078 1.078 1.122 2.860
35-CV-05 1.674 1.674 3.065 3.536
35-FE-08 335 335 557 640
35-FE-09 335 335 557 640
35-FE-10 335 335 557 640
Tabla B-2.1. Tabla resumen de balance de masa en [ton/h] (57.500 ton/día).

108
B-3. Etapa Post-Optimización (Capacidad Nominal: 61.200 ton/día)
Este diagrama de balance de masa tiene la misma secuencia y se explica de la misma manera que los anteriores en este anexo (B).
Figura B-3.1. Diagrama de balance de masa (primera parte).

109
Figura B-3.2. Diagrama de balance de masa (segunda parte).
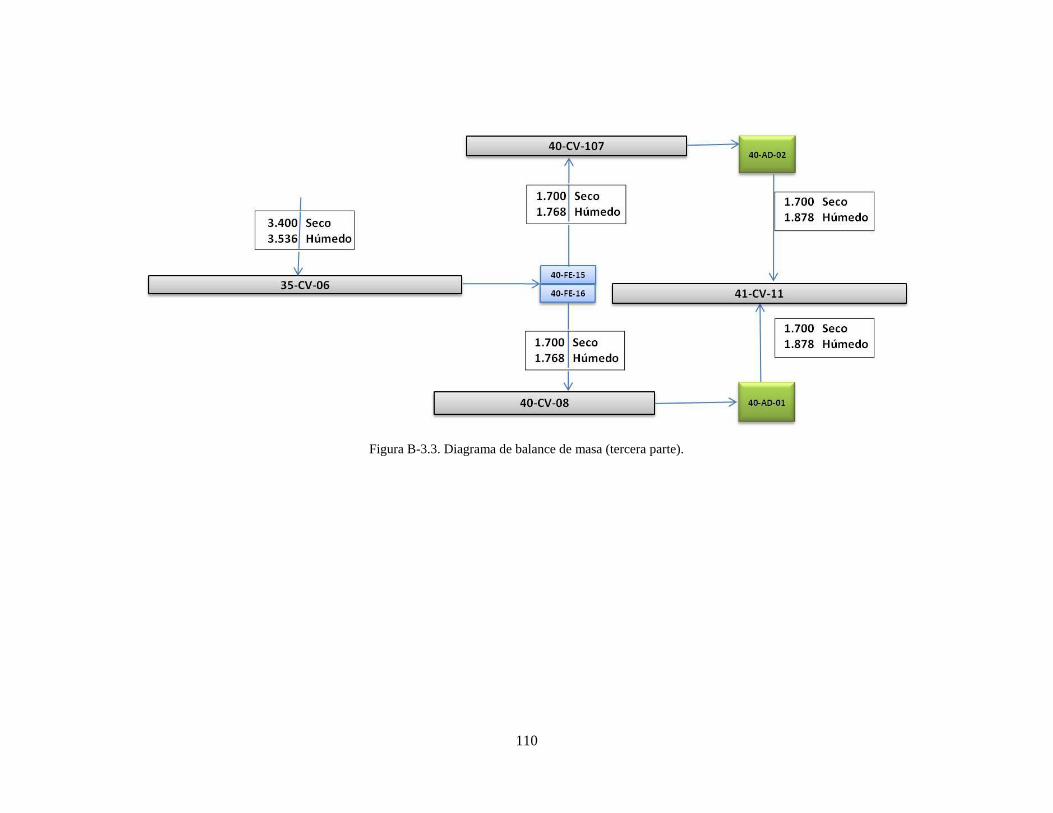
110
Figura B-3.3. Diagrama de balance de masa (tercera parte).
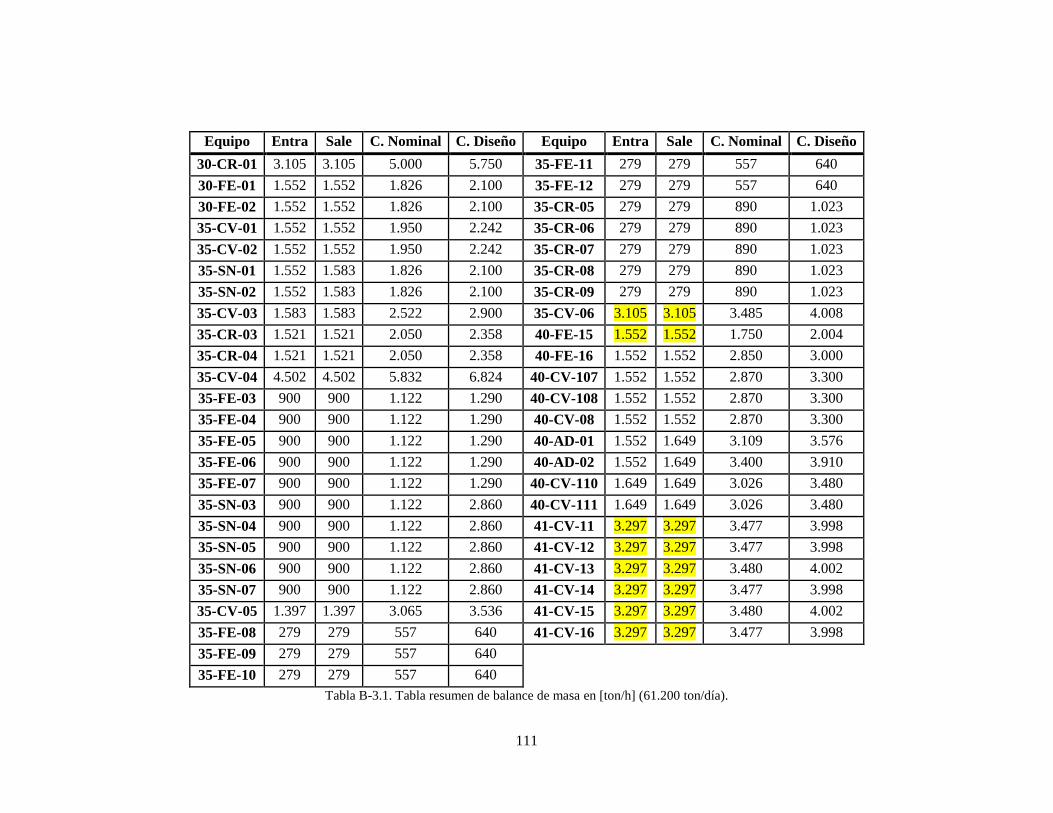
111
Equipo Entra Sale C. Nominal C. Diseño Equipo Entra Sale C. Nominal C. Diseño
30-CR-01 3.105 3.105 5.000 5.750 35-FE-11 279 279 557 640
30-FE-01 1.552 1.552 1.826 2.100 35-FE-12 279 279 557 640
30-FE-02 1.552 1.552 1.826 2.100 35-CR-05 279 279 890 1.023
35-CV-01 1.552 1.552 1.950 2.242 35-CR-06 279 279 890 1.023
35-CV-02 1.552 1.552 1.950 2.242 35-CR-07 279 279 890 1.023
35-SN-01 1.552 1.583 1.826 2.100 35-CR-08 279 279 890 1.023
35-SN-02 1.552 1.583 1.826 2.100 35-CR-09 279 279 890 1.023
35-CV-03 1.583 1.583 2.522 2.900 35-CV-06 3.105 3.105 3.485 4.008
35-CR-03 1.521 1.521 2.050 2.358 40-FE-15 1.552 1.552 1.750 2.004
35-CR-04 1.521 1.521 2.050 2.358 40-FE-16 1.552 1.552 2.850 3.000
35-CV-04 4.502 4.502 5.832 6.824 40-CV-107 1.552 1.552 2.870 3.300
35-FE-03 900 900 1.122 1.290 40-CV-108 1.552 1.552 2.870 3.300
35-FE-04 900 900 1.122 1.290 40-CV-08 1.552 1.552 2.870 3.300
35-FE-05 900 900 1.122 1.290 40-AD-01 1.552 1.649 3.109 3.576
35-FE-06 900 900 1.122 1.290 40-AD-02 1.552 1.649 3.400 3.910
35-FE-07 900 900 1.122 1.290 40-CV-110 1.649 1.649 3.026 3.480
35-SN-03 900 900 1.122 2.860 40-CV-111 1.649 1.649 3.026 3.480
35-SN-04 900 900 1.122 2.860 41-CV-11 3.297 3.297 3.477 3.998
35-SN-05 900 900 1.122 2.860 41-CV-12 3.297 3.297 3.477 3.998
35-SN-06 900 900 1.122 2.860 41-CV-13 3.297 3.297 3.480 4.002
35-SN-07 900 900 1.122 2.860 41-CV-14 3.297 3.297 3.477 3.998
35-CV-05 1.397 1.397 3.065 3.536 41-CV-15 3.297 3.297 3.480 4.002
35-FE-08 279 279 557 640 41-CV-16 3.297 3.297 3.477 3.998
35-FE-09 279 279 557 640
35-FE-10 279 279 557 640
Tabla B-3.1. Tabla resumen de balance de masa en [ton/h] (61.200 ton/día).
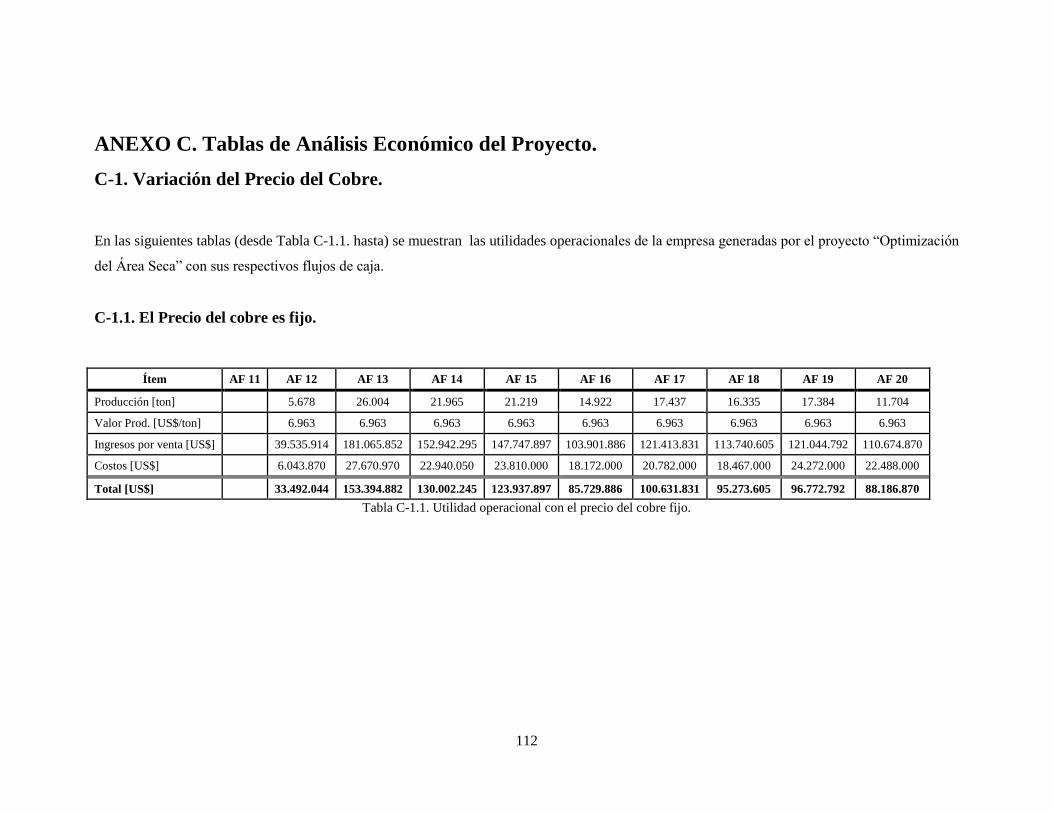
112
ANEXO C. Tablas de Análisis Económico del Proyecto.
C-1. Variación del Precio del Cobre.
En las siguientes tablas (desde Tabla C-1.1. hasta) se muestran las utilidades operacionales de la empresa generadas por el proyecto “Optimización
del Área Seca” con sus respectivos flujos de caja.
C-1.1. El Precio del cobre es fijo.
Ítem AF 11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Producción [ton]
5.678 26.004 21.965 21.219 14.922 17.437 16.335 17.384 11.704
Valor Prod. [US$/ton]
6.963 6.963 6.963 6.963 6.963 6.963 6.963 6.963 6.963
Ingresos por venta [US$]
39.535.914 181.065.852 152.942.295 147.747.897 103.901.886 121.413.831 113.740.605 121.044.792 110.674.870
Costos [US$]
6.043.870 27.670.970 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Total [US$]
33.492.044 153.394.882 130.002.245 123.937.897 85.729.886 100.631.831 95.273.605 96.772.792 88.186.870
Tabla C-1.1. Utilidad operacional con el precio del cobre fijo.

113
Ítem
AF 11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Ingresos por venta +
27.675.140 126.746.096 107.059.607 103.423.528 72.731.320 84.989.682 79.618.424 84.731.354 77.472.409
Costos operacionales -
6.043.870 27.931.234 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Utilidad operacional =
21.631.270 98.814.862 84.119.557 79.613.528 54.559.320 64.207.682 61.151.424 60.459.354 54.984.409
Depreciación -
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
Utilidad antes del impuesto =
21.631.270 95.976.652 80.842.190 76.293.920 50.922.820 60.763.151 61.151.424 60.459.354 54.984.409
Impuesto -
3.677.316 16.316.031 13.743.172 12.969.966 8.656.879 10.329.736 10.395.742 10.278.090 9.347.350
Utilidad después del impuesto =
17.953.954 79.660.621 67.099.017 63.323.954 42.265.941 50.433.415 50.755.682 50.181.264 45.637.059
Depreciación +
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
VS o VL +
11.603.837
Inversión - 15.832.593 10.520.647 6.000
FCN = -15.832.593 7.433.307 82.492.832 70.376.384 66.643.562 45.902.441 53.877.946 50.755.682 50.181.264 57.240.896
Tabla C-1.2. Flujo de caja neto con el precio del cobre fijo [US$/año].
Variable Valor
TMAR 0,2
Factor 1,2
VAN 193.934.639
Tabla C-1.3. VAN calculado a partir del flujo de caja anterior [US$/año].
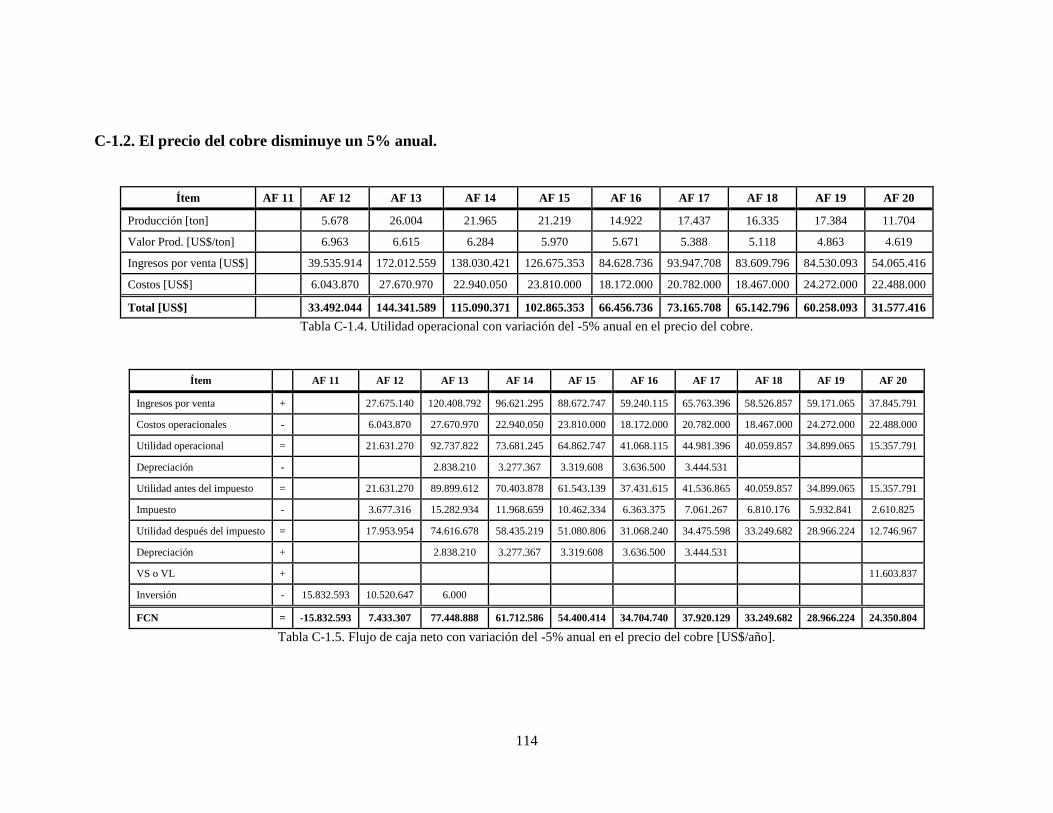
114
C-1.2. El precio del cobre disminuye un 5% anual.
Ítem AF 11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Producción [ton]
5.678 26.004 21.965 21.219 14.922 17.437 16.335 17.384 11.704
Valor Prod. [US$/ton]
6.963 6.615 6.284 5.970 5.671 5.388 5.118 4.863 4.619
Ingresos por venta [US$]
39.535.914 172.012.559 138.030.421 126.675.353 84.628.736 93.947.708 83.609.796 84.530.093 54.065.416
Costos [US$]
6.043.870 27.670.970 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Total [US$]
33.492.044 144.341.589 115.090.371 102.865.353 66.456.736 73.165.708 65.142.796 60.258.093 31.577.416
Tabla C-1.4. Utilidad operacional con variación del -5% anual en el precio del cobre.
Ítem
AF 11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Ingresos por venta +
27.675.140 120.408.792 96.621.295 88.672.747 59.240.115 65.763.396 58.526.857 59.171.065 37.845.791
Costos operacionales -
6.043.870 27.670.970 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Utilidad operacional =
21.631.270 92.737.822 73.681.245 64.862.747 41.068.115 44.981.396 40.059.857 34.899.065 15.357.791
Depreciación -
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
Utilidad antes del impuesto =
21.631.270 89.899.612 70.403.878 61.543.139 37.431.615 41.536.865 40.059.857 34.899.065 15.357.791
Impuesto -
3.677.316 15.282.934 11.968.659 10.462.334 6.363.375 7.061.267 6.810.176 5.932.841 2.610.825
Utilidad después del impuesto =
17.953.954 74.616.678 58.435.219 51.080.806 31.068.240 34.475.598 33.249.682 28.966.224 12.746.967
Depreciación +
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
VS o VL +
11.603.837
Inversión - 15.832.593 10.520.647 6.000
FCN = -15.832.593 7.433.307 77.448.888 61.712.586 54.400.414 34.704.740 37.920.129 33.249.682 28.966.224 24.350.804
Tabla C-1.5. Flujo de caja neto con variación del -5% anual en el precio del cobre [US$/año].

115
Variable Valor
TMAR 0,2
Factor 1,2
VAN 153.475.622
Tabla C-1.6. VAN calculado a partir del flujo de caja anterior [US$/año].
C-1.3. El precio del cobre disminuye un 6% anual.
Ítem AF 11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Producción [ton]
5.678 26.004 21.965 21.219 14.922 17.437 16.335 17.384 11.704
Valor Prod. [US$/ton]
6.963 6.545 6.153 5.783 5.436 5.110 4.804 4.515 4.244
Ingresos por venta [US$]
39.535.914 170.201.901 135.139.812 122.717.039 81.121.289 89.106.099 78.466.206 78.494.836 49.676.791
Costos [US$]
6.043.870 27.670.970 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Total [US$]
33.492.044 142.530.931 112.199.762 98.907.039 62.949.289 68.324.099 59.999.206 54.222.836 27.188.791
Tabla C-1.7. Utilidad operacional con variación del -6% anual en el precio del cobre.

116
Ítem
AF 11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Ingresos por venta +
27.675.140 119.141.331 94.597.868 85.901.927 56.784.903 62.374.269 54.926.344 54.946.385 34.773.754
Costos operacionales -
6.043.870 27.670.970 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Utilidad operacional =
21.631.270 91.470.361 71.657.818 62.091.927 38.612.903 41.592.269 36.459.344 30.674.385 12.285.754
Depreciación -
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
Utilidad antes del impuesto =
21.631.270 88.632.151 68.380.451 58.772.319 34.976.403 38.147.738 36.459.344 30.674.385 12.285.754
Impuesto -
3.677.316 15.067.466 11.624.677 9.991.294 5.945.988 6.485.116 6.198.089 5.214.645 2.088.578
Utilidad después del impuesto =
17.953.954 73.564.685 56.755.775 48.781.025 29.030.414 31.662.623 30.261.256 25.459.739 10.197.176
Depreciación +
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
VS o VL +
11.603.837
Inversión - 15.832.593 10.520.647 6.000
FCN = -15.832.593 7.433.307 76.396.895 60.033.142 52.100.633 32.666.914 35.107.154 30.261.256 25.459.739 21.801.013
Tabla C-1.8. Flujo de caja neto con variación del -6% anual en el precio del cobre [US$/año].
Variable Valor
TMAR 0,2
Factor 1,2
VAN 146.759.401
Tabla C-1.9. VAN calculado a partir del flujo de caja anterior [US$/año].
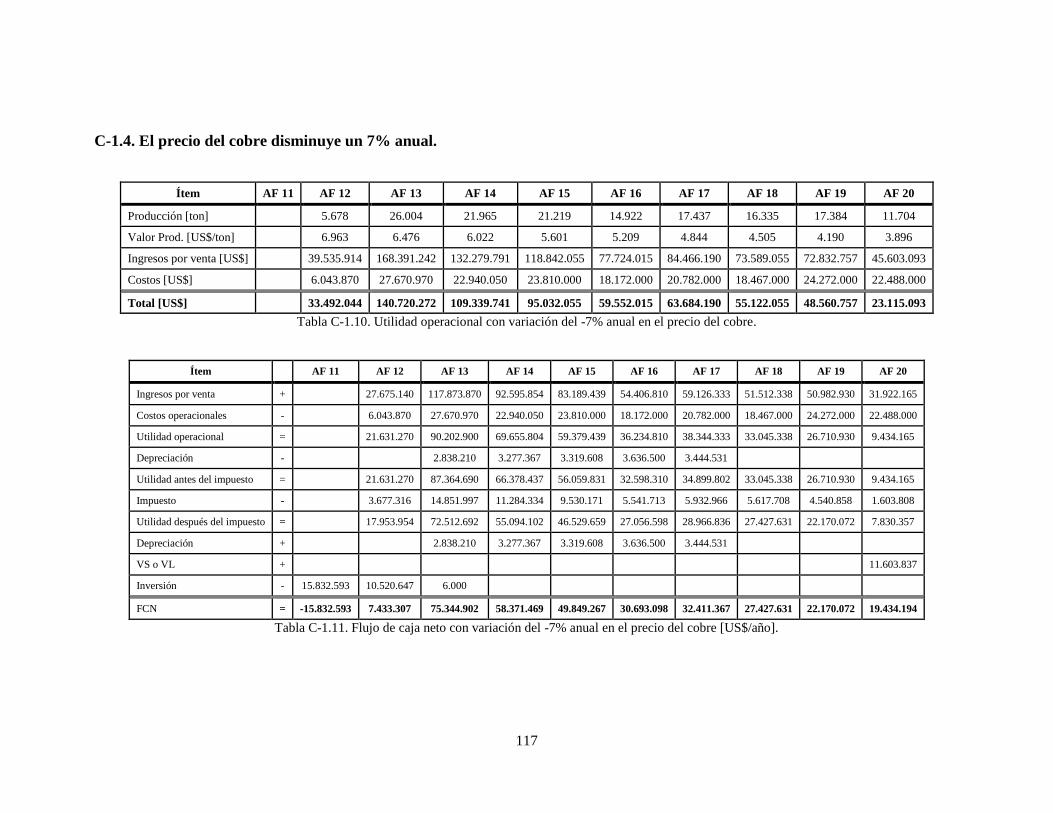
117
C-1.4. El precio del cobre disminuye un 7% anual.
Ítem AF 11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Producción [ton]
5.678 26.004 21.965 21.219 14.922 17.437 16.335 17.384 11.704
Valor Prod. [US$/ton]
6.963 6.476 6.022 5.601 5.209 4.844 4.505 4.190 3.896
Ingresos por venta [US$]
39.535.914 168.391.242 132.279.791 118.842.055 77.724.015 84.466.190 73.589.055 72.832.757 45.603.093
Costos [US$]
6.043.870 27.670.970 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Total [US$]
33.492.044 140.720.272 109.339.741 95.032.055 59.552.015 63.684.190 55.122.055 48.560.757 23.115.093
Tabla C-1.10. Utilidad operacional con variación del -7% anual en el precio del cobre.
Ítem
AF 11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Ingresos por venta +
27.675.140 117.873.870 92.595.854 83.189.439 54.406.810 59.126.333 51.512.338 50.982.930 31.922.165
Costos operacionales -
6.043.870 27.670.970 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Utilidad operacional =
21.631.270 90.202.900 69.655.804 59.379.439 36.234.810 38.344.333 33.045.338 26.710.930 9.434.165
Depreciación -
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
Utilidad antes del impuesto =
21.631.270 87.364.690 66.378.437 56.059.831 32.598.310 34.899.802 33.045.338 26.710.930 9.434.165
Impuesto -
3.677.316 14.851.997 11.284.334 9.530.171 5.541.713 5.932.966 5.617.708 4.540.858 1.603.808
Utilidad después del impuesto =
17.953.954 72.512.692 55.094.102 46.529.659 27.056.598 28.966.836 27.427.631 22.170.072 7.830.357
Depreciación +
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
VS o VL +
11.603.837
Inversión - 15.832.593 10.520.647 6.000
FCN = -15.832.593 7.433.307 75.344.902 58.371.469 49.849.267 30.693.098 32.411.367 27.427.631 22.170.072 19.434.194
Tabla C-1.11. Flujo de caja neto con variación del -7% anual en el precio del cobre [US$/año].

118
Variable Valor
TMAR 0,2
Factor 1,2
VAN 140.270.871
Tabla C-1.12. VAN calculado a partir del flujo de caja anterior [US$/año].
C-1.5. El precio del cobre disminuye un 8% anual.
Ítem AF 11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Producción [ton]
5.678 26.004 21.965 21.219 14.922 17.437 16.335 17.384 11.704
Valor Prod. [US$/ton]
6.963 6.406 5.893 5.422 4.988 4.589 4.222 3.884 3.574
Ingresos por venta [US$]
39.535.914 166.580.584 129.450.358 115.049.514 74.434.580 80.021.613 68.967.185 67.524.426 41.824.747
Costos [US$]
6.043.870 27.670.970 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Total [US$]
33.492.044 138.909.614 106.510.308 91.239.514 56.262.580 59.239.613 50.500.185 43.252.426 19.336.747
Tabla C-1.13. Utilidad operacional con variación del -8% anual en el precio del cobre.

119
Ítem
AF11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Ingresos por venta +
27.675.140 116.606.409 90.615.251 80.534.660 52.104.206 56.015.129 48.277.029 47.267.098 29.277.323
Costos operacionales -
6.043.870 27.670.970 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Utilidad operacional =
21.631.270 88.935.439 67.675.201 56.724.660 33.932.206 35.233.129 29.810.029 22.995.098 6.789.323
Depreciación -
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
Utilidad antes del impuesto =
21.631.270 86.097.229 64.397.834 53.405.052 30.295.706 31.788.598 29.810.029 22.995.098 6.789.323
Impuesto -
3.677.316 14.636.529 10.947.632 9.078.859 5.150.270 5.404.062 5.067.705 3.909.167 1.154.185
Utilidad después del impuesto =
17.953.954 71.460.700 53.450.202 44.326.193 25.145.436 26.384.536 24.742.324 19.085.931 5.635.138
Depreciación +
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
VS o VL +
11.603.837
Inversión - 15.832.593 10.520.647 6.000
FCN = -15.832.593 7.433.307 74.292.910 56.727.569 47.645.801 28.781.936 29.829.067 24.742.324 19.085.931 17.238.975
Tabla C-1.14. Flujo de caja neto con variación del -8% anual en el precio del cobre [US$/año].
Variable Valor
TMAR 0,2
Factor 1,2
VAN 134.001.361
Tabla C-1.15. VAN calculado a partir del flujo de caja anterior [US$/año].
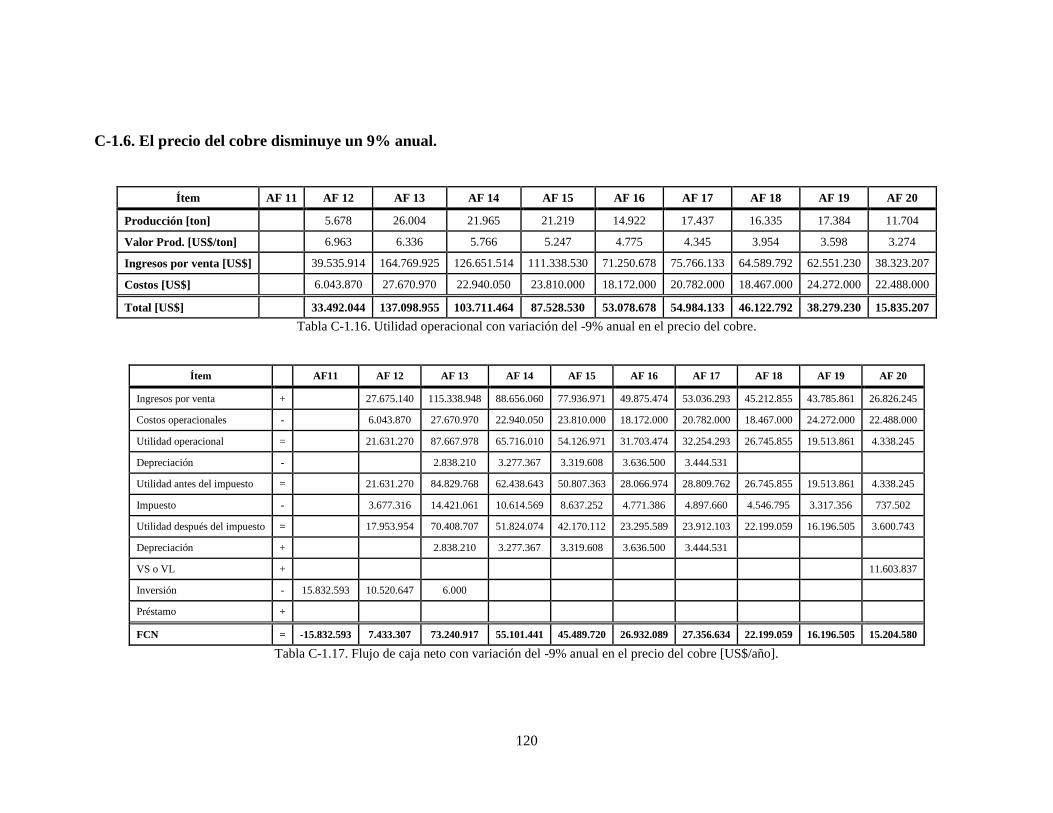
120
C-1.6. El precio del cobre disminuye un 9% anual.
Ítem AF 11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Producción [ton]
5.678 26.004 21.965 21.219 14.922 17.437 16.335 17.384 11.704
Valor Prod. [US$/ton]
6.963 6.336 5.766 5.247 4.775 4.345 3.954 3.598 3.274
Ingresos por venta [US$]
39.535.914 164.769.925 126.651.514 111.338.530 71.250.678 75.766.133 64.589.792 62.551.230 38.323.207
Costos [US$]
6.043.870 27.670.970 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Total [US$]
33.492.044 137.098.955 103.711.464 87.528.530 53.078.678 54.984.133 46.122.792 38.279.230 15.835.207
Tabla C-1.16. Utilidad operacional con variación del -9% anual en el precio del cobre.
Ítem
AF11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Ingresos por venta +
27.675.140 115.338.948 88.656.060 77.936.971 49.875.474 53.036.293 45.212.855 43.785.861 26.826.245
Costos operacionales -
6.043.870 27.670.970 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Utilidad operacional =
21.631.270 87.667.978 65.716.010 54.126.971 31.703.474 32.254.293 26.745.855 19.513.861 4.338.245
Depreciación -
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
Utilidad antes del impuesto =
21.631.270 84.829.768 62.438.643 50.807.363 28.066.974 28.809.762 26.745.855 19.513.861 4.338.245
Impuesto -
3.677.316 14.421.061 10.614.569 8.637.252 4.771.386 4.897.660 4.546.795 3.317.356 737.502
Utilidad después del impuesto =
17.953.954 70.408.707 51.824.074 42.170.112 23.295.589 23.912.103 22.199.059 16.196.505 3.600.743
Depreciación +
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
VS o VL +
11.603.837
Inversión - 15.832.593 10.520.647 6.000
Préstamo +
FCN = -15.832.593 7.433.307 73.240.917 55.101.441 45.489.720 26.932.089 27.356.634 22.199.059 16.196.505 15.204.580
Tabla C-1.17. Flujo de caja neto con variación del -9% anual en el precio del cobre [US$/año].

121
Variable Valor
TMAR 0,2
Factor 1,2
VAN 127.942.516
Tabla C-1.18. VAN calculado a partir del flujo de caja anterior [US$/año].
C-1.7. El precio del cobre disminuye un 10% anual.
Ítem AF 11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Producción [ton]
5.678 26.004 21.965 21.219 14.922 17.437 16.335 17.384 11.704
Valor Prod. [US$/ton]
6.963 6.267 5.640 5.076 4.568 4.112 3.700 3.330 2.997
Ingresos por venta [US$]
39.535.914 162.959.267 123.883.259 107.708.217 68.170.027 71.693.653 60.446.421 57.895.349 35.080.905
Costos [US$]
6.043.870 27.670.970 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Total [US$]
33.492.044 135.288.297 100.943.209 83.898.217 49.998.027 50.911.653 41.979.421 33.623.349 12.592.905
Tabla C-1.19. Utilidad operacional con variación del -10% anual en el precio del cobre.

122
Ítem
AF11 AF 12 AF 13 AF 14 AF 15 AF 16 AF 17 AF 18 AF 19 AF 20
Ingresos por venta +
27.675.140 114.071.487 86.718.281 75.395.752 47.719.019 50.185.557 42.312.495 40.526.744 24.556.633
Costos operacionales -
6.043.870 27.670.970 22.940.050 23.810.000 18.172.000 20.782.000 18.467.000 24.272.000 22.488.000
Utilidad operacional =
21.631.270 86.400.517 63.778.231 51.585.752 29.547.019 29.403.557 23.845.495 16.254.744 2.068.633
Depreciación -
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
Utilidad antes del impuesto =
21.631.270 83.562.307 60.500.864 48.266.144 25.910.519 25.959.026 23.845.495 16.254.744 2.068.633
Impuesto -
3.677.316 14.205.592 10.285.147 8.205.244 4.404.788 4.413.034 4.053.734 2.763.307 351.668
Utilidad después del impuesto =
17.953.954 69.356.715 50.215.717 40.060.899 21.505.731 21.545.992 19.791.761 13.491.438 1.716.966
Depreciación +
2.838.210 3.277.367 3.319.608 3.636.500 3.444.531
VS o VL +
11.603.837
Inversión - 15.832.593 10.520.647 6.000
FCN = -15.832.593 7.433.307 72.188.925 53.493.084 43.380.507 25.142.231 24.990.523 19.791.761 13.491.438 13.320.803
Tabla C-1.20. Flujo de caja neto con variación del -10% anual en el precio del cobre [US$/año].
Variable Valor
TMAR 0,2
Factor 1,2
VAN 122.086.286
Tabla C-1.21. VAN calculado a partir del flujo de caja anterior [US$/año].

123
C-2. Variación de la TMAR.
C-2.1. Precio del cobre es fijo.
TMAR [%] VAN [US$]
5 364.795.845
10 290.139.969
15 235.256.141
20 193.934.639
25 162.150.468
30 137.227.697
35 117.345.172
40 101.236.406
45 88.002.872
50 76.995.213
55 67.736.047
60 59.868.830
65 53.123.330
70 47.291.942
75 42.213.150
80 37.759.824
85 33.830.817
90 30.344.836
95 27.235.942
Tabla C-2.1. VAN para distintos valores de TMAR con el precio del cobre fijo.

124
C-2.2. El precio del cobre disminuye un 5% anual.
TMAR [%] VAN [US$]
5 273.980.987
10 222.310.354
15 183.413.501
20 153.475.622
25 129.974.177
30 111.198.904
35 95.963.383
40 83.427.086
45 72.982.920
50 64.184.544
55 56.698.396
60 50.271.427
65 44.708.992
70 39.859.447
75 35.603.254
80 31.845.155
85 28.508.475
90 25.530.919
95 22.861.442
Tabla C-2.2. VAN para distintos valores de TMAR con disminución de 5% anual en el precio del cobre.

125
C-2.3. El precio del cobre disminuye un 6% anual.
TMAR [%] VAN [US$]
5 259.847.459
10 211.504.489
15 174.975.042
20 146.759.401
25 124.536.641
30 106.728.596
35 92.237.300
40 80.282.660
45 70.299.655
50 61.871.741
55 54.686.805
60 48.507.471
65 43.150.706
70 38.473.586
75 34.363.199
80 30.729.381
85 27.499.414
90 24.614.113
95 22.024.892
Tabla C-2.3. VAN para distintos valores de TMAR con disminución de 6% anual en el precio del cobre.
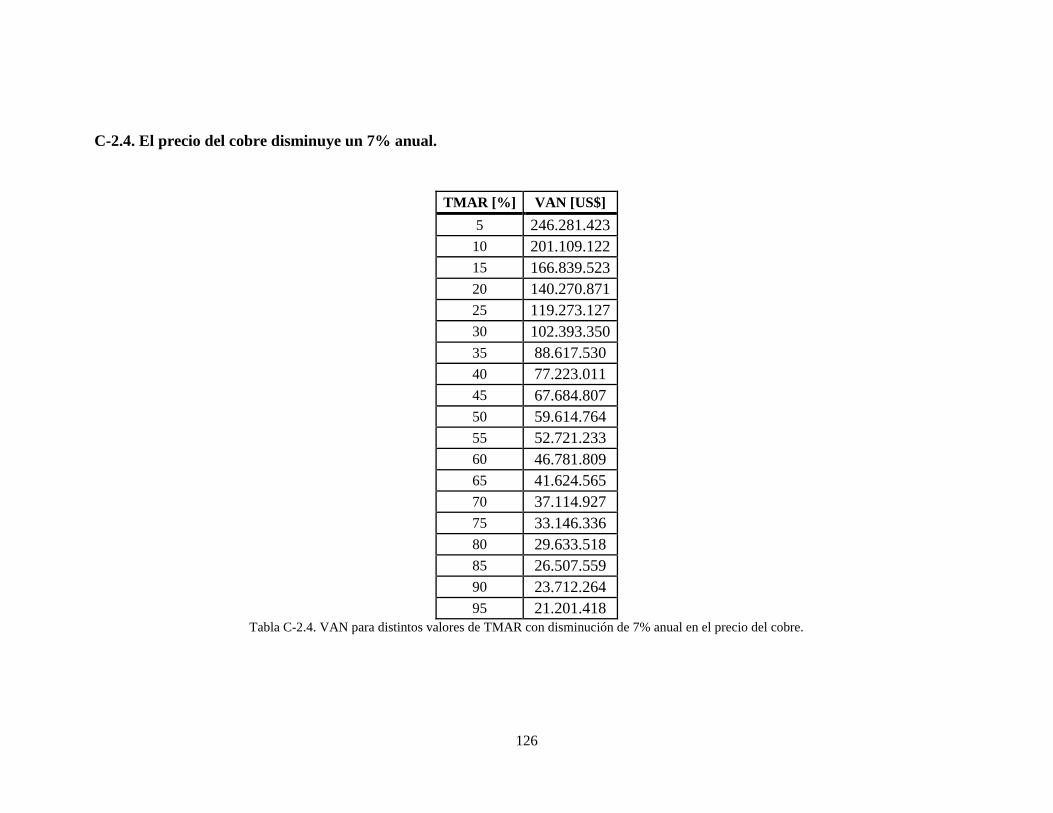
126
C-2.4. El precio del cobre disminuye un 7% anual.
TMAR [%] VAN [US$]
5 246.281.423
10 201.109.122
15 166.839.523
20 140.270.871
25 119.273.127
30 102.393.350
35 88.617.530
40 77.223.011
45 67.684.807
50 59.614.764
55 52.721.233
60 46.781.809
65 41.624.565
70 37.114.927
75 33.146.336
80 29.633.518
85 26.507.559
90 23.712.264
95 21.201.418 Tabla C-2.4. VAN para distintos valores de TMAR con disminución de 7% anual en el precio del cobre.

127
C-2.5. El precio del cobre disminuye un 8% anual.
TMAR [%] VAN [US$]
5 233.259.056
10 191.107.553
15 158.995.016
20 134.001.361
25 114.177.232
30 98.188.366
35 85.100.426
40 74.245.332
45 65.136.189
50 57.411.892
55 50.800.312
60 45.093.341
65 40.129.678
70 35.782.741
75 31.952.066
80 28.557.070
85 25.532.497
90 22.825.026
95 20.390.728 Tabla C-2.5. VAN para distintos valores de TMAR con disminución de 8% anual en el precio del cobre.

128
C-2.6. El precio del cobre disminuye un 9% anual.
TMAR [%] VAN [US$]
5 220.757.454
10 181.483.719
15 151.430.036
20 127.942.516
25 109.242.778
30 94.109.009
35 81.682.462
40 71.346.909
45 62.651.688
50 55.261.460
55 48.922.715
60 43.441.004
65 38.665.182
70 34.476.326
75 30.779.809
80 27.499.556
85 24.573.824
90 21.952.060
95 19.592.535 Tabla C-2.6. VAN para distintos valores de TMAR con disminución de 9% anual en el precio del cobre.

129
C-2.7. El precio del cobre disminuye un 10% anual.
TMAR [%] VAN [US$]
5 208.754.605
10 172.222.168
15 144.133.527
20 122.086.286
25 104.463.810
30 90.150.807
35 78.360.236
40 68.525.118
45 60.229.257
50 53.161.855
55 47.087.159
60 41.823.765
65 37.230.241
70 33.194.996
75 29.629.001
80 26.460.508
85 23.631.150
90 21.093.038
95 18.806.562 Tabla C-2.7. VAN para distintos valores de TMAR con disminución de 10% anual en el precio del cobre.

130
ANEXO D. Oportunidades del Proyecto Optimización del Área
Seca
Como se mencionó anteriormente, para lograr los principales objetivos del proyecto, los que son:
aumentar el promedio mensual del tiempo de operación efectiva a 18 h y aumentar el rendimiento a
61.200 ton/día, se deben hacer innovaciones que apunten a los siguientes puntos:
D-1. Detenciones No Programadas (Operación Planta)
Para lograr disminuir los tiempos de detenciones en los distintos equipos se sugiere lo siguiente:
Estandarizar prácticas de limpieza: considerando que cada operador adopta una forma distinta
de realizar limpieza en un área, se debe establecer un protocolo que indique, paso a paso, las
tareas que deben realizarse y sus respectivos insumos, para evitar principalmente la
obstaculización en los equipos.
Estandarizar prácticas de operación: si bien existen protocolos de operación, estos son poco
específicos y destinados sólo a algunas prácticas, por lo que se propone acotarlos debidamente.
Chutes de transferencia: se deben reforzar las inspecciones preventivas de atascamiento por
mineral húmedo e implementar un sistema más eficiente de limpieza de estos equipos. Por otra
parte, en la actualidad, el diseño de estos equipos está sujeto a revisión con el fin de cambiar su
capacidad o adquirir un nuevo revestimiento.
Empalmes de correas transportadoras: se debe realizar un monitoreo sistemático y constante,
ya que su mal funcionamiento y/o las fallas de mantención provocan recurrentemente
detenciones no programadas en las correas.
D-2. Detenciones No Programadas (Operación Mina)
Como se indicó anteriormente en el Capítulo V, después de haber hecho los análisis correspondientes a
los 16 meses en etapa pre-optimización, el equipo que registró el mayor tiempo de detención de toda la
planta fue el chancador primario (30-CR-01) y, además, teniendo en cuenta que estas detenciones eran
ocasionadas por el área de operaciones mina y no del equipo en sí, se creó un equipo de trabajo con el
131
fin de disminuir tiempos en prácticas de operación, como cambios de turno, problemas con equipos de
carguío, alimentación de mineral sobre tamaño, alimentación de finos en exceso, entre otras. Para
lograr esta finalidad, se envió durante 3 meses (Ago-Sep-Oct 2012) un informe con los tiempos
máximos, mínimos y promedios de las detenciones ocurridas el día anterior y de los últimos 7 días.
Esto se hizo con el objetivo de establecer tiempos límites de demora en las distintas prácticas de
operación y compararlos con tiempos extremos, identificando la acción realizada para corregirla (si el
tiempo de detenciones aumenta) o repetirla (si el tiempo de detenciones disminuye).
Después de un mes del envío del informe, se hizo una revisión de los tiempos de las detenciones, lo
que permitió identificar una disminución en los tiempos de las prácticas mencionadas en un 20%.
Además, como se puede observar en el Capítulo VI, al identificar los equipos más críticos de la planta
en etapa post-optimización, el chancador primario no estaba en el primer lugar y sus detenciones
disminuyeron considerablemente al hacer una comparación relativa.
Esta optimización en el área de operaciones mina es de gran importancia para la operación de la planta,
ya que la mina debe suministrar mineral en forma continua y estable, de acuerdo a la demanda de la
planta, por lo cual la autorización de descarga a los camiones está controlada por dicha demanda. Por
otra parte, la planta de chancado también debe trabajar en la forma más continua y estable posible, para
no entorpecer el flujo de camiones de la mina y, eventualmente, llegar a paralizar la extracción del
mineral.
D-3. Optimización del Proceso Productivo
Identificados los obstáculos y analizado el balance de masa del área seca, y considerando el objetivo
del proyecto que es aumentar el rendimiento a 61.200 ton/día se promueve realizar 2 cambios
importantes: la instalación de pesómetros en la correas 35-CV-04, 35-CV-05 y 41-CV-11, en las etapas
de chancado y apilamiento de mineral, respectivamente.
Instalar pesómetros en la correas 35-CV-04 y 35-CV-05 permitiría saber, con exactitud, la cantidad de
mineral (flujo másico) que está siendo recirculada en el área seca. Éste es un dato relevante para el
proceso ya que posibilita conocer el desempeño real del área de chancado y harneado.
Además, ahora que la segunda línea de aglomeración está operando es imprescindible la instalación de
un pesómetro en la correa 41-CV-11, ya que ésta presenta mucha sensibilidad al depender actualmente

132
de 2 tambores aglomeradores. Esta modificación, permitiría además, registrar inmediatamente las
pérdidas entre la alimentación y la descarga de ambos tambores.
D-4. Predicción de Equipos Críticos
Al mismo tiempo de realizar los balances de masa e identificar los equipos que pueden estar siendo
sobre utilizados actualmente en la planta, la planilla dinámica creada es de gran utilidad para poder
predecir los equipos que podrían presentar alertas o condición crítica bajo ciertos parámetros deseados
por el usuario. Sin embargo, como se mencionó anteriormente, algunas entradas de la planilla, como el
material pasante (bajo tamaño) de los harneros secundarios (35-SN-01/02) y la carga circulante (sobre
tamaño) de los harneros terciarios (35-SN-03/04/05/06/07), son valores supuestos que no representan
la realidad actual de la planta. Por lo tanto, es mucho más factible utilizar esta herramienta para
predecir equipos críticos y el desempeño de la planta cuando el periodo de marcha blanca haya
finalizado y se opere en condiciones normales.