proyecto final de carrera
TRANSCRIPT
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 1/21
Proyecto Final
Proyecto: Maquina de Electroerosión CNC
Alumno: Russo Luis Guillermo
Año: 2011
Proyecto Final de Carrera
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 2/21
Introducción:
Como proyecto final de carrera se pretende realizar una mesa X,Y,Z controladapor control numérico computacional, para el mecanizado de materiales, utilizando
para desbastar el material la electroerosión.
Introducción a la electroerosión:
El mecanizado por electroerosión es un proceso de fabricación que se englobadentro de los del tipo de procesos de fabricación no convencionales y que está
basado en la eliminación de material de una pieza mediante una serie de descargaseléctricas repetitivas (generalmente producidas por generadores de pulsoseléctricos a pequeños intervalos de tiempo), que tienen lugar entre unaherramienta denominada electrodo y la pieza a mecanizar; todo ello en presenciade un fluido dieléctrico. Este fluido hace posible evacuar las partículas erosionadas(principalmente con la forma de pequeñas esferas huecas).
La electroerosión es uno de los primeros procesos de mecanizado noconvencionales aplicado para producción. Las siglas del proceso en inglés: ElectroDischarge Machining, se usan como nombre abreviado (EDM): en el caso depenetración, es habitual que la abreviatura sea SEDM (sinking EDM) y en el caso
del hilo WEDM (wire EDM).
El proceso de la electroerosión es, hoy en día, un proceso de fabricación utilizadoen la industria para el mecanizado de alta precisión de todo tipo de materialesconductores tales como metales, aleaciones metálicas, grafito, cerámicas, entreotros, de cualquier dureza. Básicamente, hay dos tipos diferentes de procesos deelectroerosión: el proceso de electroerosión por penetración y el proceso deelectroerosión de corte por hilo. En la electroerosión por penetración se reproduceen la pieza la forma de la herramienta utilizada (que se denomina electrodo),mientras que en el proceso de electroerosión de corte por hilo, un cable o hilo de
metal (electrodo) es usado para cortar un contorno programado sobre la pieza.
El reducido valor de las fuerzas del proceso y la baja tasa de arranque pordescarga (Unit Removal Rate – UR) hacen de la electroerosión un procesoadecuado para el mecanizado de detalles de reducidas dimensiones y piezasminiaturizadas.
Los últimos avances que se han producido internacionalmente en el campo de laelectroerosión (tanto en penetración como en hilo) se han orientado a larealización de detalles de dimensiones micrométricas en piezas de alta precisión.En el caso de la electroerosión por penetración a esta escala, es habitual referirse

5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 3/21
al proceso como “microelectroerosión”, mientras que en el caso del hilo se habla de
“electroerosión por hilos finos” o “microelectroerosión por hilo”.
En el presente informe se presenta básicamente el fenómeno de laelectroerosión, las bases históricas, las diferencias al escalar el proceso y los
últimos avances en el campo de la microelectroerosión.
DESCRIPCIÓN DEL PROCESO
Existen diversas teorías acerca del proceso pero el modelo termoeléctrico es elque mejor ha quedado sustentado por la experimentación práctica.
El electrodo cargado se acerca a la superficie de la pieza a mecanizar, habiendoentre ambos un aceite aislante que se conoce con el nombre de fluido dieléctrico.
Aunque un fluido dieléctrico es buen aislante, una diferencia de potencial losuficientemente elevada puede producir que el fluido se rompa dando lugar afragmentos iónicos que permiten que se establezca un paso de la corrienteeléctrica entre el electrodo y la pieza a mecanizar. La presencia de las partículasmetálicas y de grafito que se encuentran en suspensión en el fluido dieléctricopueden ayudar a la anterior transferencia eléctrica de dos formas diferentes. Porun lado, las partículas, que son conductores eléctricos, ayudan en la ionización delaceite dieléctrico y, además, pueden transportar la carga eléctrica directamente.Por otro lado, dichas partículas pueden hacer la función de catalizador en laruptura eléctrica del fluido. Así, el campo eléctrico creado es mayor en el puntodonde la distancia entre el electrodo y la pieza es menor.
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 4/21
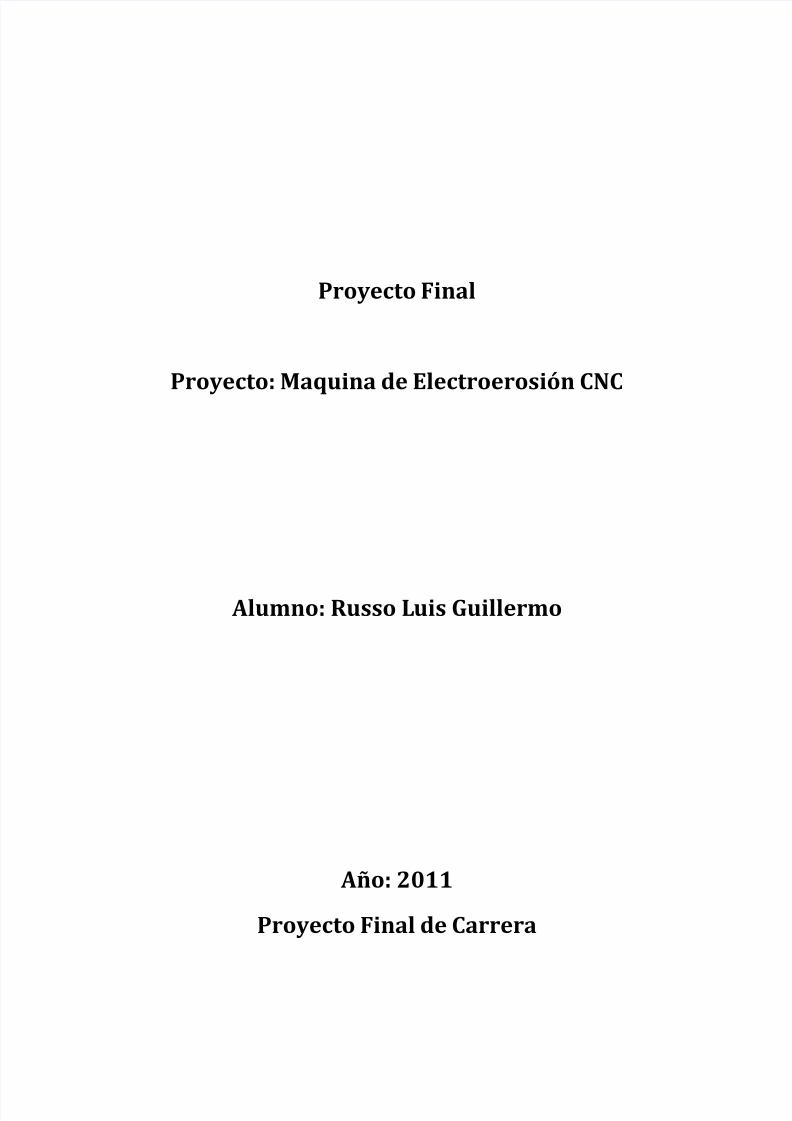
Mientras aumenta el número de partículas iónicas, las propiedades aislantes delfluido dieléctrico comienzan a disminuir a lo largo de un estrecho canal, que se sitúadonde el valor del campo eléctrico es más elevado.
Es justo en este momento cuando la diferencia de potencial alcanza su valor máximo,siendo el valor de la intensidad de corriente todavía nulo.
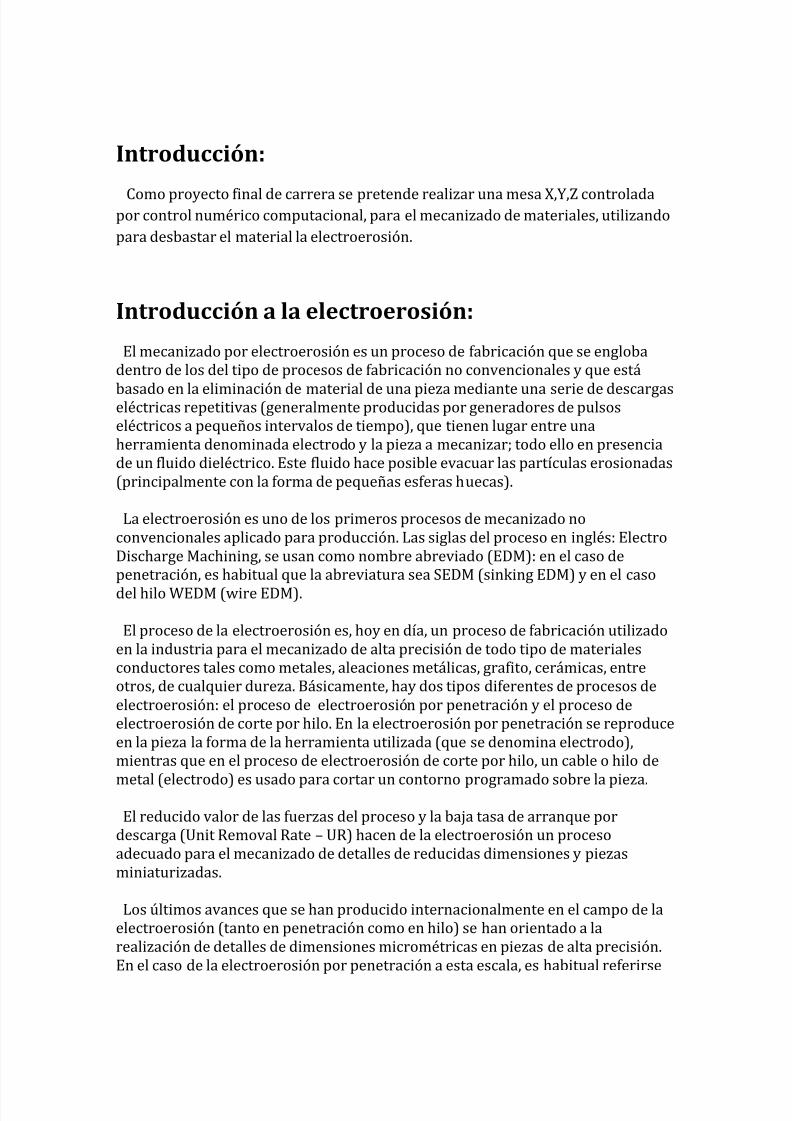
Como se observarse en la siguiente figura, se establece el paso de una corrienteeléctrica ya que el fluido deja de comportarse como aislante. Además, la diferencia depotencial comienza a disminuir.
En la siguiente fase, la cantidad de calor producida crece de una forma rápida,mientras que el valor de la corriente eléctrica aumenta y el valor de la diferencia depotencial continúa disminuyendo. El calor generado vaporiza parte del fluido, de lapieza y del electrodo, haciendo que comience a formarse un canal de descarga entreel electrodo y la pieza.
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 5/21
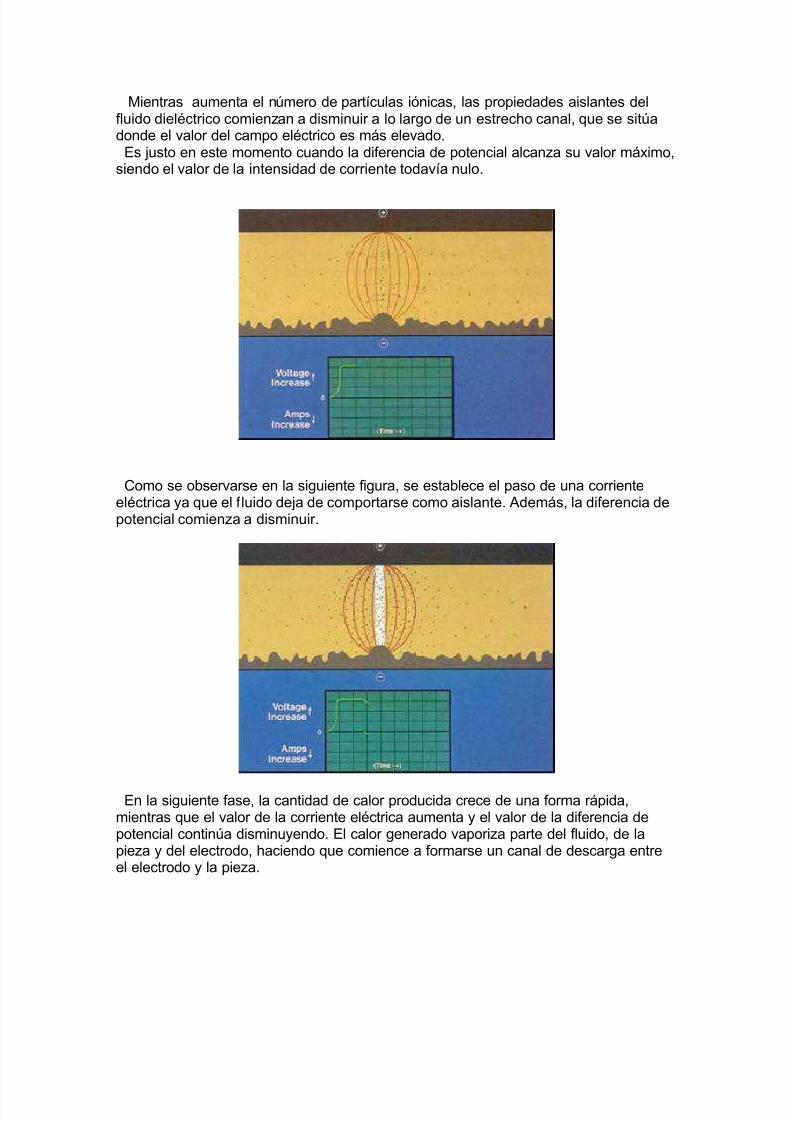
En la siguiente figura puede observarse cómo se origina una burbuja de vapor queintenta expandirse hacia fuera, quedando limitada su expansión por el movimiento de
los iones hacia el canal de descarga. Dichos iones son atraídos debido alextremadamente intenso campo electromagnético que se genera. Al mismo tiempo, elvalor de la corriente eléctrica continúa aumentando mientras que el de la diferencia depotencial sigue disminuyendo.
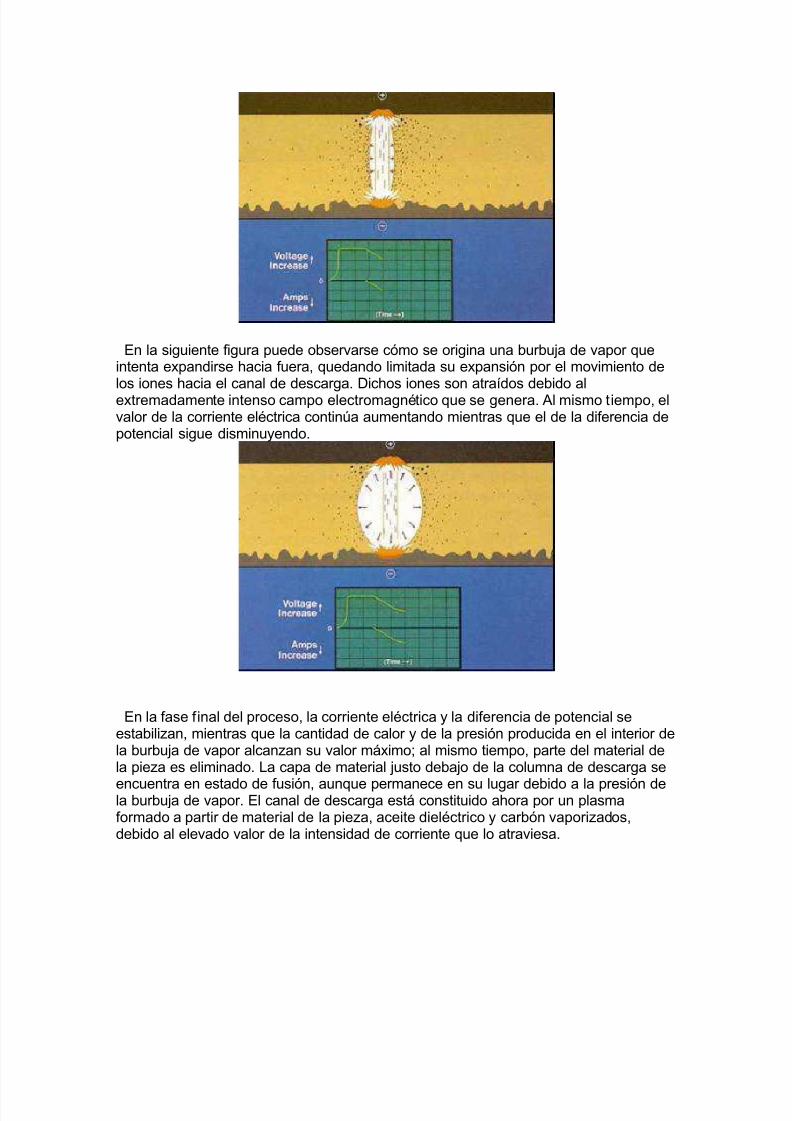
En la fase final del proceso, la corriente eléctrica y la diferencia de potencial seestabilizan, mientras que la cantidad de calor y de la presión producida en el interior dela burbuja de vapor alcanzan su valor máximo; al mismo tiempo, parte del material dela pieza es eliminado. La capa de material justo debajo de la columna de descarga se
encuentra en estado de fusión, aunque permanece en su lugar debido a la presión dela burbuja de vapor. El canal de descarga está constituido ahora por un plasmaformado a partir de material de la pieza, aceite dieléctrico y carbón vaporizados,debido al elevado valor de la intensidad de corriente que lo atraviesa.
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 6/21
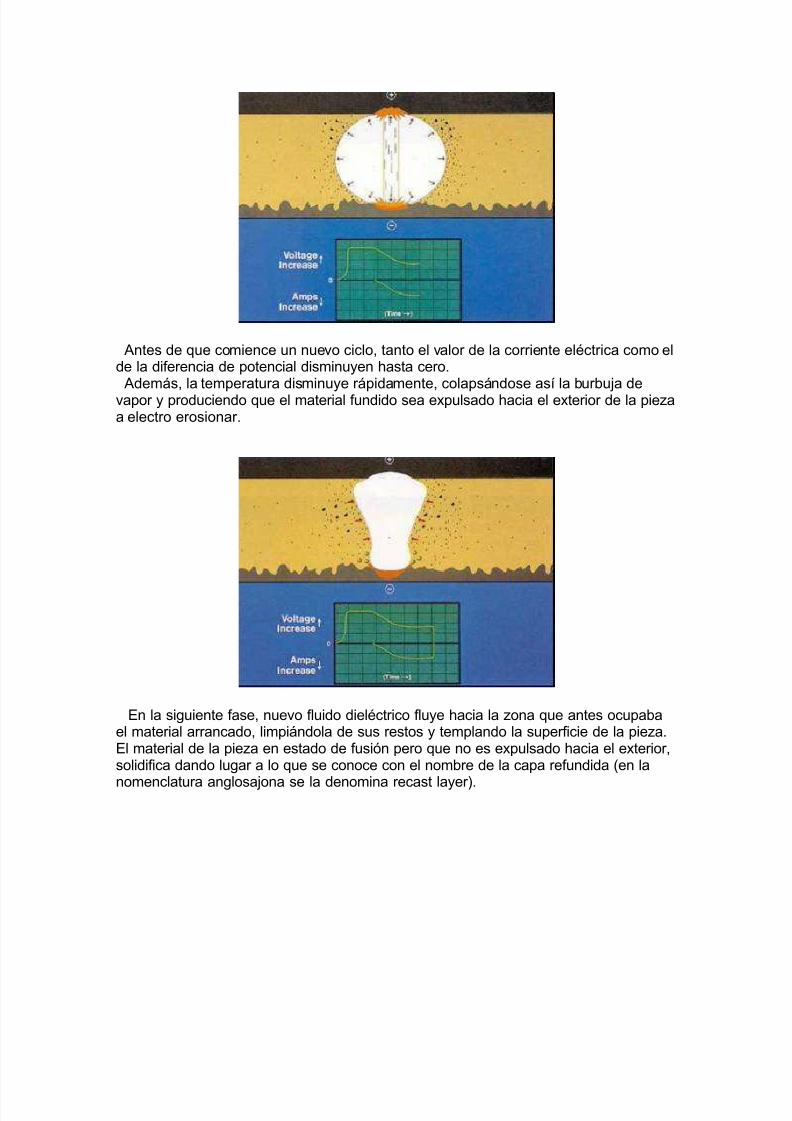
Antes de que comience un nuevo ciclo, tanto el valor de la corriente eléctrica como elde la diferencia de potencial disminuyen hasta cero.
Además, la temperatura disminuye rápidamente, colapsándose así la burbuja devapor y produciendo que el material fundido sea expulsado hacia el exterior de la piezaa electro erosionar.
En la siguiente fase, nuevo fluido dieléctrico fluye hacia la zona que antes ocupabael material arrancado, limpiándola de sus restos y templando la superficie de la pieza.El material de la pieza en estado de fusión pero que no es expulsado hacia el exterior,solidifica dando lugar a lo que se conoce con el nombre de la capa refundida (en la
nomenclatura anglosajona se la denomina recast layer).
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 7/21
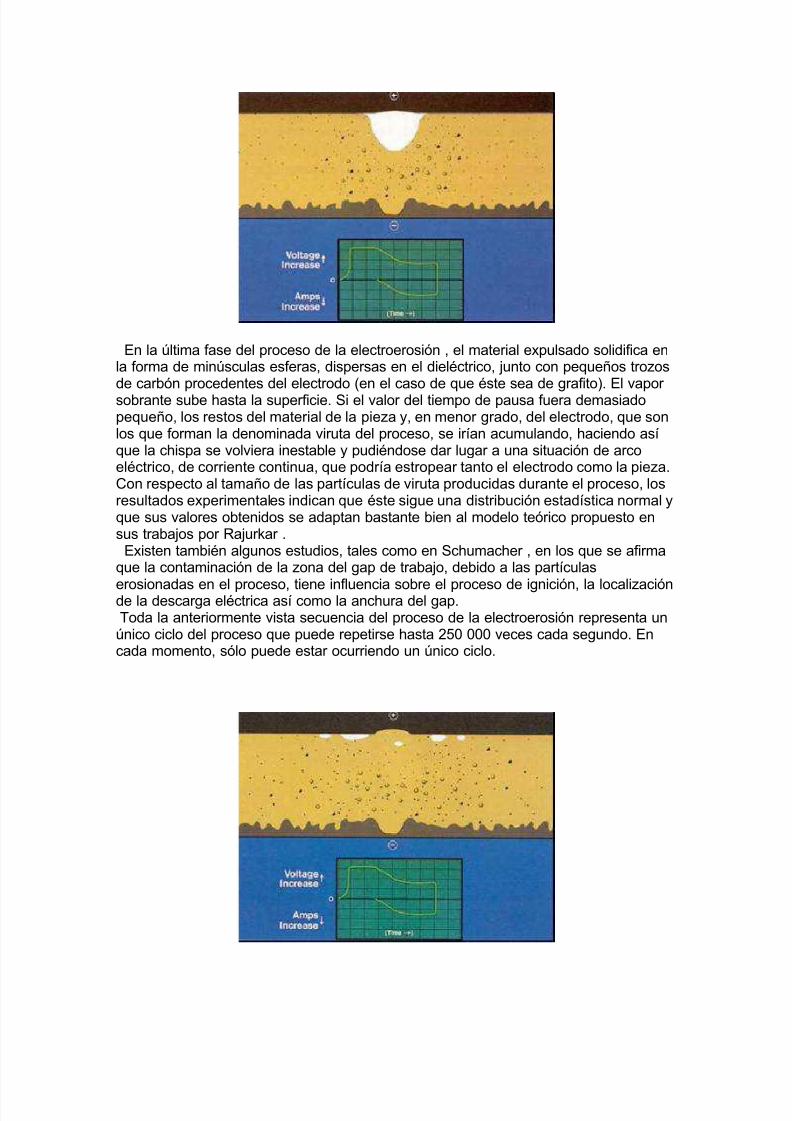
En la última fase del proceso de la electroerosión , el material expulsado solidifica enla forma de minúsculas esferas, dispersas en el dieléctrico, junto con pequeños trozos
de carbón procedentes del electrodo (en el caso de que éste sea de grafito). El vaporsobrante sube hasta la superficie. Si el valor del tiempo de pausa fuera demasiadopequeño, los restos del material de la pieza y, en menor grado, del electrodo, que sonlos que forman la denominada viruta del proceso, se irían acumulando, haciendo asíque la chispa se volviera inestable y pudiéndose dar lugar a una situación de arcoeléctrico, de corriente continua, que podría estropear tanto el electrodo como la pieza.Con respecto al tamaño de las partículas de viruta producidas durante el proceso, losresultados experimentales indican que éste sigue una distribución estadística normal yque sus valores obtenidos se adaptan bastante bien al modelo teórico propuesto ensus trabajos por Rajurkar .
Existen también algunos estudios, tales como en Schumacher , en los que se afirmaque la contaminación de la zona del gap de trabajo, debido a las partículas
erosionadas en el proceso, tiene influencia sobre el proceso de ignición, la localizaciónde la descarga eléctrica así como la anchura del gap.Toda la anteriormente vista secuencia del proceso de la electroerosión representa unúnico ciclo del proceso que puede repetirse hasta 250 000 veces cada segundo. Encada momento, sólo puede estar ocurriendo un único ciclo.

5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 8/21
Parámetros en la electroerosión
Las descargas utilizadas en el proceso de mecanizado por electroerosion puedenser caracterizadas por algunos parámetros físicos. Algunos de estos parámetrosson variables y otros son constantes y no pueden ser variados por medios técnicos.Dentro de los parámetros no influenciables, se encuentra la tensión de descarga.Esta es del orden de 15 a 25V y depende únicamente de la naturaleza de loselectrodos y del dieléctrico que los separa.
La dimensión más importante que caracteriza una descarga es su energía quenosotros llamaremos W1. Ella es igual al producto de la tensión y de la corriente,integrada, sobre la duración "ta " de la descarga.
La descarga desencadenada se caracteriza por su tensión de mantenimiento de
alrededor de 20V y que es independiente de la corriente de descarga. La corrientedebe ser pues comandada por medios exteriores. Le corresponde igualmente algenerador interrumpir la descarga después de un periodo predeterminado, dadoque ningún otro medio permite limitar, en tiempo, la descarga. Finalmente, estambién el generador que debe imponer la frecuencia de impulsos de las
descargas; éstas deben repetirse a intervalos según un ritmo que es apropiado altipo de mecanizado a efectuarse.
Las funciones esenciales del generador son:
- Generar una tensión suficientemente alta para el comienzo y el mantenimiento dela descarga.- Limitar la corriente de la descarga.- Limitar la duración de la descarga.- Imponer la frecuencia de repetición de las descargas.
La energía necesaria, y los impulsos generadores del proceso electroerosivo sonproducidos comúnmente por los dos siguientes sistemas ó circuitos:Generadores independientes o de impulsos, en los que las condiciones defuncionamiento dependen exclusivamente de las magnitudes eléctricas y nodependen de las condiciones en la zona de trabajo.

5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 9/21
1. Impedancia de carga
2. Interruptor que regula la duración de los impulsos (vibrador)
3. Condensador de la red de trabajo
4. Interruptor que regula la frecuencia de las descargas (vibrador)5. Transformador del eslabón de unión6. Electro-herramienta7. Material
Materiales mecanizables
En principio la única condición para que un material pueda mecanizarse por EDMesque éste sea conductor eléctrico. Dentro de este grupo se engloban la mayoría delosmateriales utilizados en la industria metal mecánica tales como aceros, aluminio,latón,Bronce, cobre, titanio, etc. Algunos materiales como el Silicio, Germanio etc. Son
semiconductores (metaloides) y, dependiendo del tipo de dopaje y la estructura, esPosible mecanizarlos por EDM o no.Finalmente, es posible recurrir a técnicas que permiten mecanizar cerámicas.
En general, dada la baja productividad de la electroerosión, el proceso se usa paramateriales muy duros (aceros templados, carburo de tungsteno, etc.), cuando hacefalta gran precisión en formas regladas (electroerosión por hilo) o cuando senecesitanaristas vivas (usando varios electrodos con forma) o radios de acuerdo muypequeñosen superficies regladas.
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 10/21
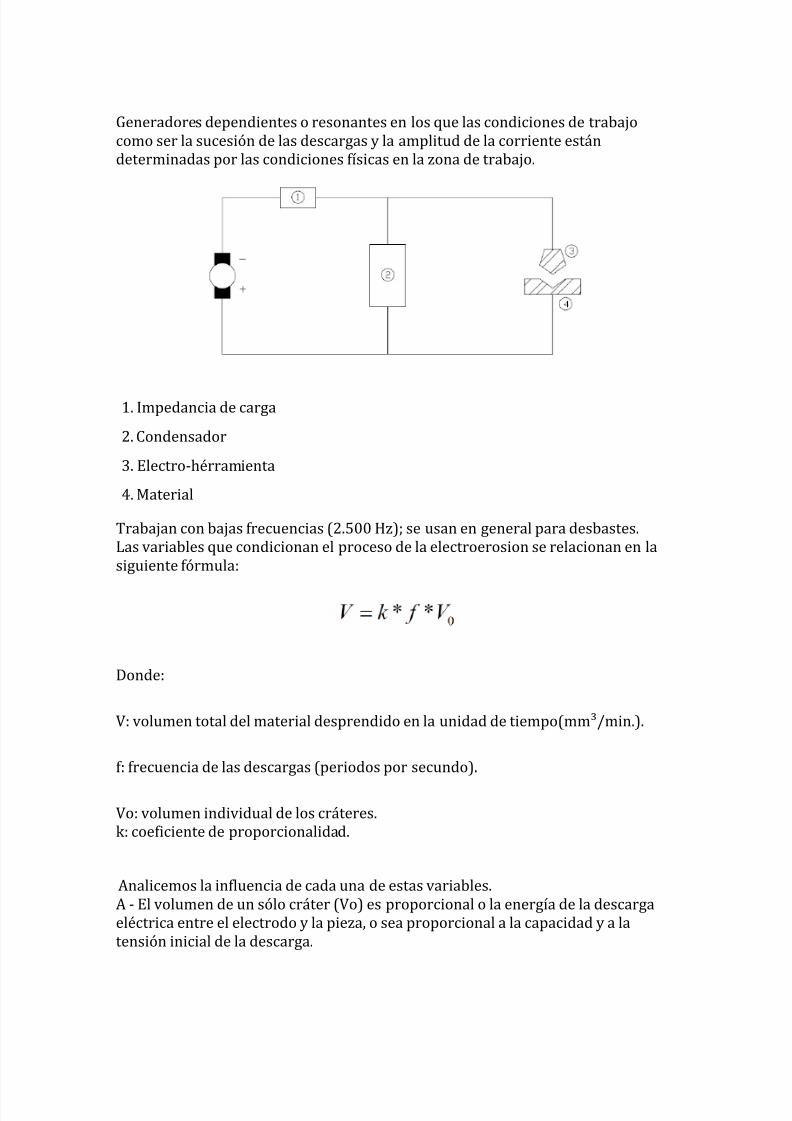
Generadores dependientes o resonantes en los que las condiciones de trabajocomo ser la sucesión de las descargas y la amplitud de la corriente estándeterminadas por las condiciones físicas en la zona de trabajo.
1. Impedancia de carga
2. Condensador
3. Electro-hérramienta
4. Material
Trabajan con bajas frecuencias (2.500 Hz); se usan en general para desbastes.Las variables que condicionan el proceso de la electroerosion se relacionan en lasiguiente fórmula:
Donde:
V: volumen total del material desprendido en la unidad de tiempo(mm³/min.).
f: frecuencia de las descargas (periodos por secundo).
Vo: volumen individual de los cráteres.k: coeficiente de proporcionalidad.
Analicemos la influencia de cada una de estas variables.A - El volumen de un sólo cráter (Vo) es proporcional o la energía de la descargaeléctrica entre el electrodo y la pieza, o sea proporcional a la capacidad y a latensión inicial de la descarga.
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 11/21
Depende además del tiempo empleado en la descarga.
A igualdad de las otras condiciones, existe un tiempo óptimo en que Vo alcanza elvalor máximo.
También depende de los materiales utilizados en el electrodo y de la pieza atrabajar.Cuanto mayor es el punto de fusión, el calor especifico y la conductibilidad térmica,tanto menor es Vo.
En el tablero de control de la maquina de electroerosión se ajustan las
condiciones necesarias para lograr un tiempo de descarga óptimo.
B - La frecuencia (f) de las descargas es inversamente proporcional a la resistenciaaparente limite Z (Impedancia) y directamente proporcional a la corriente decortocircuito: Ik.
Si Vo es la tensión de la fuente de corriente continua:
Aparentemente, para un mayor desprendimiento V convendría aumentar f aumentando la corriente de cortocircuito. Sin embargo, para cada capacidad sealcanza una sola IK máxima y óptima, IKm-o que da la condición limite de trabajo.Cuando se excede este último valor se producen arcos, el proceso se hace inestabley por último disminuye la frecuencia media y con ella, el desprendimiento delmaterial.
Con el transcurso de los años, diferentes sistemas de generadores han sidodesarrollados y comercializados. Reseñaremos aquí rápidamente algunos de ellosque, en épocas diferentes, han jugado o juegan todavía una función muyimportante. El orden elegido está dictado por la evolución cronológica.
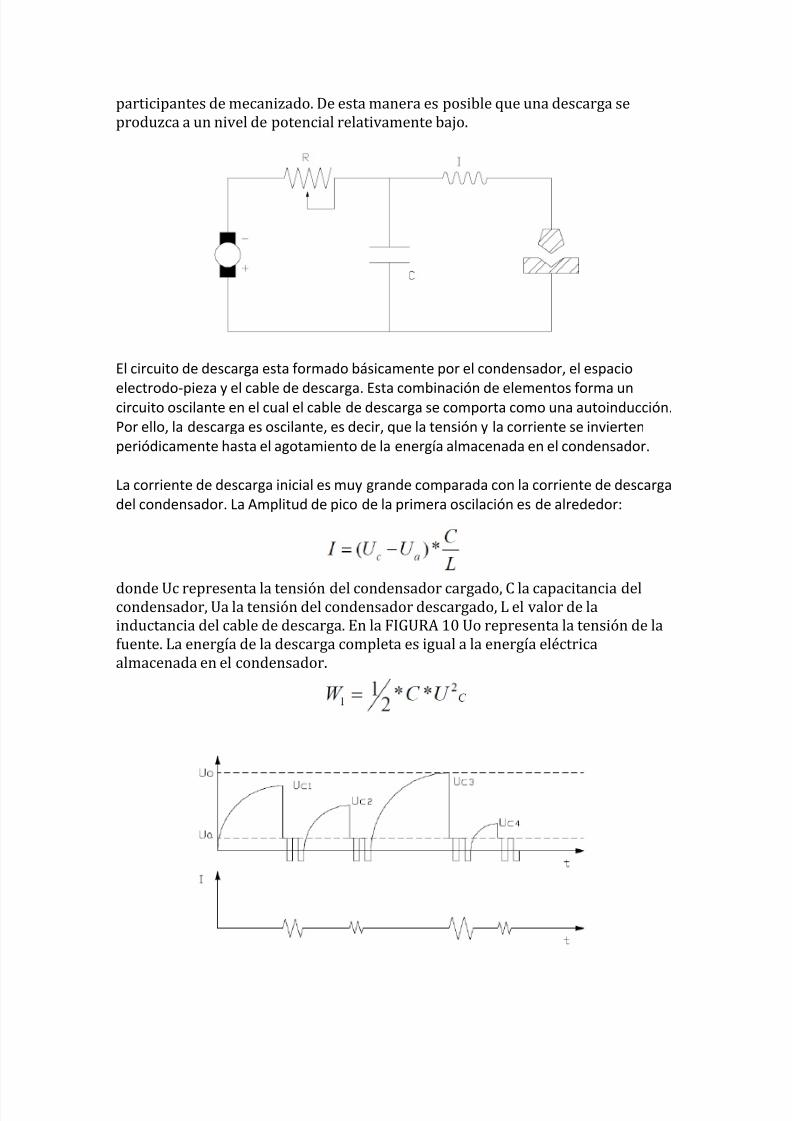
Precedentemente se ha hecho alusión al primer circuito utilizado enelectroeronión, el circuito Lazarenko. Este de una gran simplicidad y compuesto(FIGURA 9) de una fuente de corriente continua que circula a través de unaresistencia R, un condensador C que esta conectado al electrodo y a la pieza.Cuando la tensión del condensador, que sube continuamente, alcanza la tensión deruptura del espacio electrodo - pieza, él liquido dieléctrico se ioniza y elcondensador se descarga bruscamente a través del canal ionizado. Esta tensión deruptura varia esencialmente en función de la distancia geométrica que separa loselectrodos y del grado de ionización del espacio situado entre las superficies
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 12/21
participantes de mecanizado. De esta manera es posible que una descarga seproduzca a un nivel de potencial relativamente bajo.
El circuito de descarga esta formado básicamente por el condensador, el espacio
electrodo-pieza y el cable de descarga. Esta combinación de elementos forma uncircuito oscilante en el cual el cable de descarga se comporta como una autoinducción.
Por ello, la descarga es oscilante, es decir, que la tensión y la corriente se invierten
periódicamente hasta el agotamiento de la energía almacenada en el condensador.
La corriente de descarga inicial es muy grande comparada con la corriente de descarga
del condensador. La Amplitud de pico de la primera oscilación es de alrededor:
donde Uc representa la tensión del condensador cargado, C la capacitancia delcondensador, Ua la tensión del condensador descargado, L el valor de lainductancia del cable de descarga. En la FIGURA 10 Uo representa la tensión de lafuente. La energía de la descarga completa es igual a la energía eléctricaalmacenada en el condensador.
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 13/21
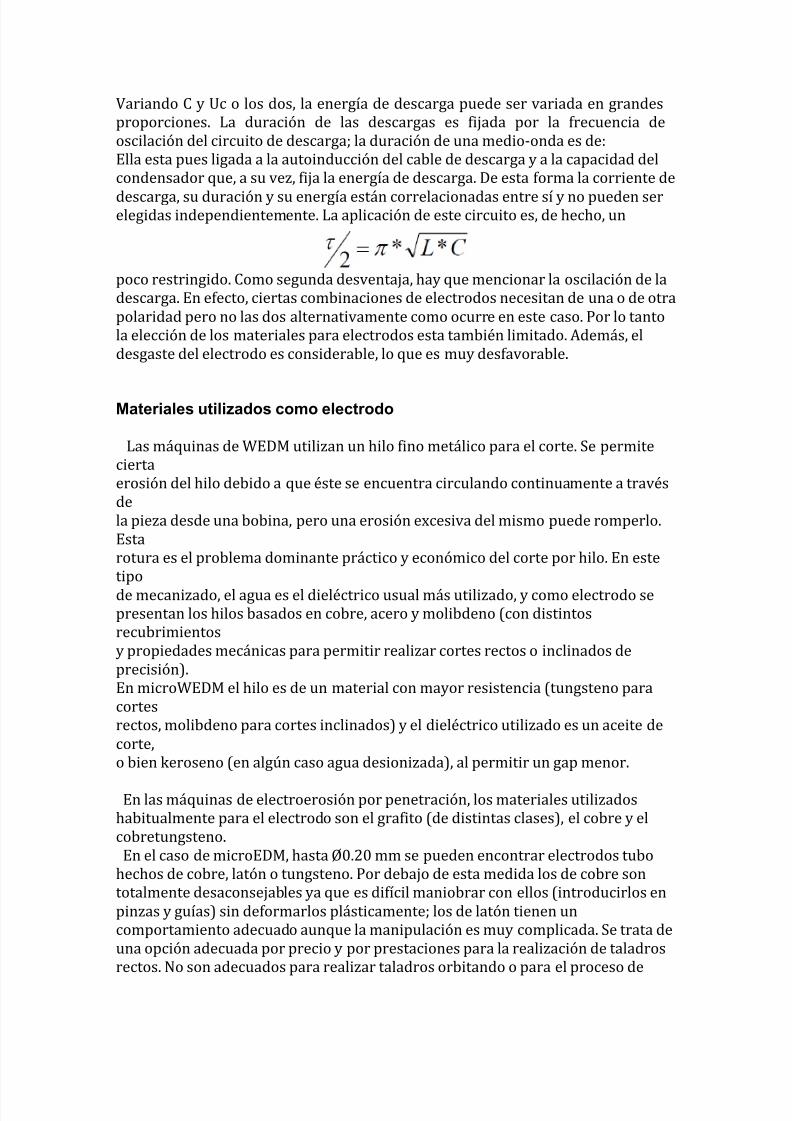
Variando C y Uc o los dos, la energía de descarga puede ser variada en grandesproporciones. La duración de las descargas es fijada por la frecuencia deoscilación del circuito de descarga; la duración de una medio-onda es de:Ella esta pues ligada a la autoinducción del cable de descarga y a la capacidad delcondensador que, a su vez, fija la energía de descarga. De esta forma la corriente de
descarga, su duración y su energía están correlacionadas entre sí y no pueden serelegidas independientemente. La aplicación de este circuito es, de hecho, un
poco restringido. Como segunda desventaja, hay que mencionar la oscilación de ladescarga. En efecto, ciertas combinaciones de electrodos necesitan de una o de otrapolaridad pero no las dos alternativamente como ocurre en este caso. Por lo tantola elección de los materiales para electrodos esta también limitado. Además, eldesgaste del electrodo es considerable, lo que es muy desfavorable.
Materiales utilizados como electrodo
Las máquinas de WEDM utilizan un hilo fino metálico para el corte. Se permiteciertaerosión del hilo debido a que éste se encuentra circulando continuamente a travésdela pieza desde una bobina, pero una erosión excesiva del mismo puede romperlo.Estarotura es el problema dominante práctico y económico del corte por hilo. En estetipode mecanizado, el agua es el dieléctrico usual más utilizado, y como electrodo sepresentan los hilos basados en cobre, acero y molibdeno (con distintosrecubrimientosy propiedades mecánicas para permitir realizar cortes rectos o inclinados deprecisión).En microWEDM el hilo es de un material con mayor resistencia (tungsteno paracortesrectos, molibdeno para cortes inclinados) y el dieléctrico utilizado es un aceite decorte,o bien keroseno (en algún caso agua desionizada), al permitir un gap menor.
En las máquinas de electroerosión por penetración, los materiales utilizadoshabitualmente para el electrodo son el grafito (de distintas clases), el cobre y elcobretungsteno.En el caso de microEDM, hasta Ø0.20 mm se pueden encontrar electrodos tubo
hechos de cobre, latón o tungsteno. Por debajo de esta medida los de cobre sontotalmente desaconsejables ya que es difícil maniobrar con ellos (introducirlos enpinzas y guías) sin deformarlos plásticamente; los de latón tienen uncomportamiento adecuado aunque la manipulación es muy complicada. Se trata deuna opción adecuada por precio y por prestaciones para la realización de taladrosrectos. No son adecuados para realizar taladros orbitando o para el proceso de
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 14/21
fresado, ya que son poco rígidos e introducen errores en el mecanizado; finalmentelos de tungsteno son los únicos que pueden encontrarse en dimensiones inferioresa Ø0.20 mm. En el mercado hay electrodos tubo hasta Ø0.10 mm hechos entungsteno. Su manipulación es complicada en las dimensiones más pequeñas, perola elevada rigidez del tungsteno facilita pasar el electrodo por la pinza y las guías.
Fluido dieléctrico
Como dieléctricos se utilizan agua desionizada y fluidos basados enhidrocarbonos que permiten reducir el tamaño del gap, estabilizar las vibracionesdel hilo (cuando seaplica en WEDM) y ramificar las descargas de modo que se obtengan mejoresacabados superficiales. El gap más reducido implica mayores problemas delimpieza.Lo habitual es utilizar agua desionizada en electroerosión por hilo y aceite en las
máquinas de electroerosión por penetración convencionales. En el caso demicroelectroerosión, ambos dieléctricos se utilizan en ambas modalidades deproceso, así es habitual encontrar máquinas de hilos finos que usen aceite comodieléctrico para realizar taladros profundos.En el caso de electroerosión por hilo, el agua corta 10 veces más rápido que elaceite por lo que la productividad es mucho más elevada, sin embargo el gap esbastante elevado (5~10 mm), muy apropiado para piezas gruesas. Se puedenobtener buenos resultados (hasta Ra 0.15 mm con 5 pasadas) aunque sueleaparecer una pequeña zona resolidificada que se puede pulir fácilmente. Elmantenimiento del agua desionizada implica un coste elevado en resina, control de
evaporación, cambio delagua, etc.En el aceite, en coste de mantenimiento es aproximadamente del 50%, por otro
lado,la mayor resistividad del aceite respecto agua facilita la generación de descargasdemenor energía (mejores acabados) y permite que el gap sea menor que en agua. Elaceite reduce el gap a 2~20 mm. No oxida la pieza, no sufre electrolisis y no atacaalcobalto de los composites. La calidad superficial obtenida con aceite es algosuperior
(Ra<0.04 mm) y más duradera, además el aceite da lugar a un corte más establecon hilos finos.
Descripción de la mesa X, Y, Z:
La mesa x, y, z, CNC va a funciona con tres motores paso a paso y
cada motor es controlado por un puentes H Allegro, (esta seria la etapa de
potencia), para controlar cada puente H se utiliza un MCU QY4A, en total son tres
motores, tres puentes H y tres Microcontroladores HC908QY4A, estos MCU

5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 15/21
utilizan el modulo PWM, KBI, input capture, output compare y retardos realizados
con el modulo TIME.
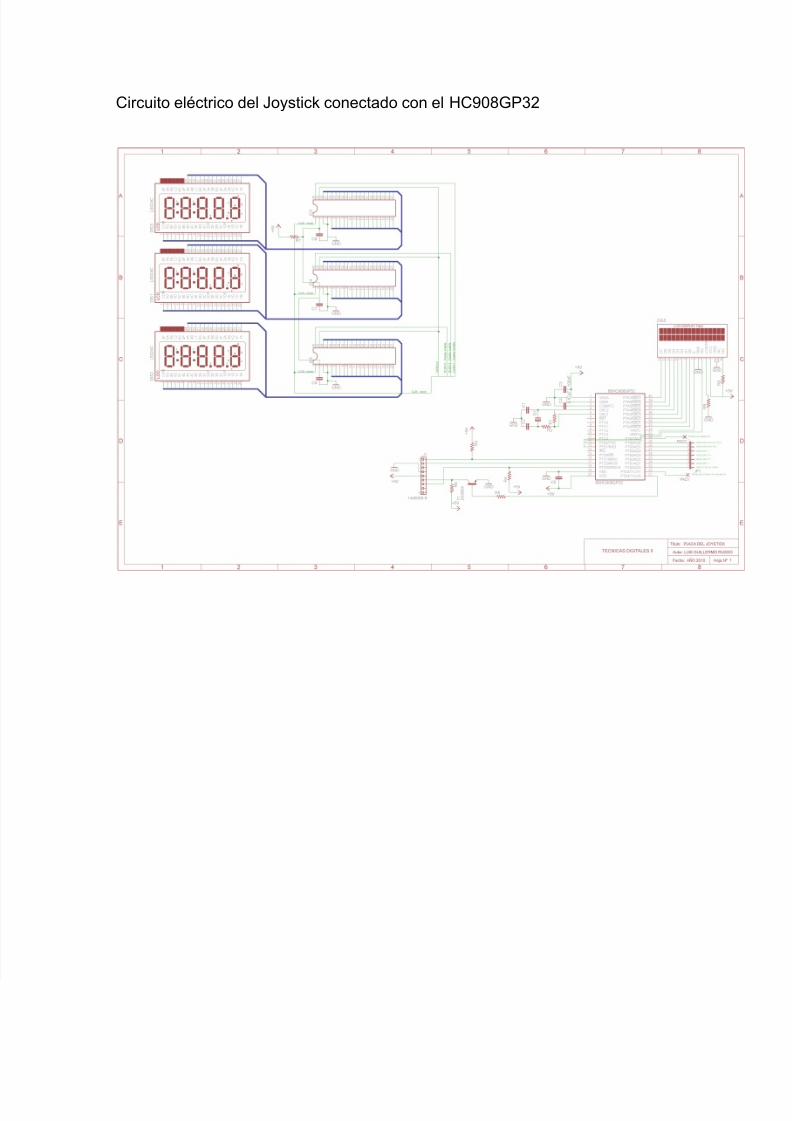
La fresadora CNC cuenta con tres display LCD, los cuales muestran las
coordenadas en las que se encuentra la herramienta, cada display muestra la
posición de un eje. Cada uno de los display cuenta con un controlador PCF 2111 dePhilips, estos son manejados por el microcontrolador HC908GP32 que haciendo
uso de su modulo SPI pasa los datos de las coordenadas que tienen que mostrar el
display, estos datos se pasan mediante una comunicación serie utilizando el
protocolo I2C.
Para mover cada uno de los ejes manualmente se utiliza un JOYSTICK de
PLAYSTATION que es controlado por el microcontrolador HC908GP32 mediante
su modulo SPI, este mismo MCU se encarga de controlar cada eje para que no se
pasen de los limites máximos de desplazamiento.
La comunicación entre la Fresadora CNC y la PC se realiza mediante el puerto
paralelo.
Análisis de las señales del puerto paralelo:
Las señales que el programa Mach3 (el programa que maneja la Fresadora CNC),
nos brinda atraves del puerto paralelo son paso y dirección, para cada motor, como
la Fresadora CNC cuenta con tres motores, hay seis pines del puerto paralelo que
nos da las tres señales de dirección de cada motor y tres señales que nos da el pasopara cada motor, como se muestra en la siguiente imagen.
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 16/21
El programa de la PC pone el pulso de paso (1 lógico) en la salida (Step) para cada paso
que el eje deba hacer. La dirección (Dir) será puesta antes de que el pulso de paso aparezca.
Estas señales son interpretadas por los Microcontroladores HC908QY4,capturando el ancho de pulso para manejar la etapa de potencia, que energiza las
bobinas de los motores durante el ancho del pulso y capturando la señal de
dirección que según la dirección de giro del motor la corriente en las bobinas de
los motores va a circular en un sentido o en otro.
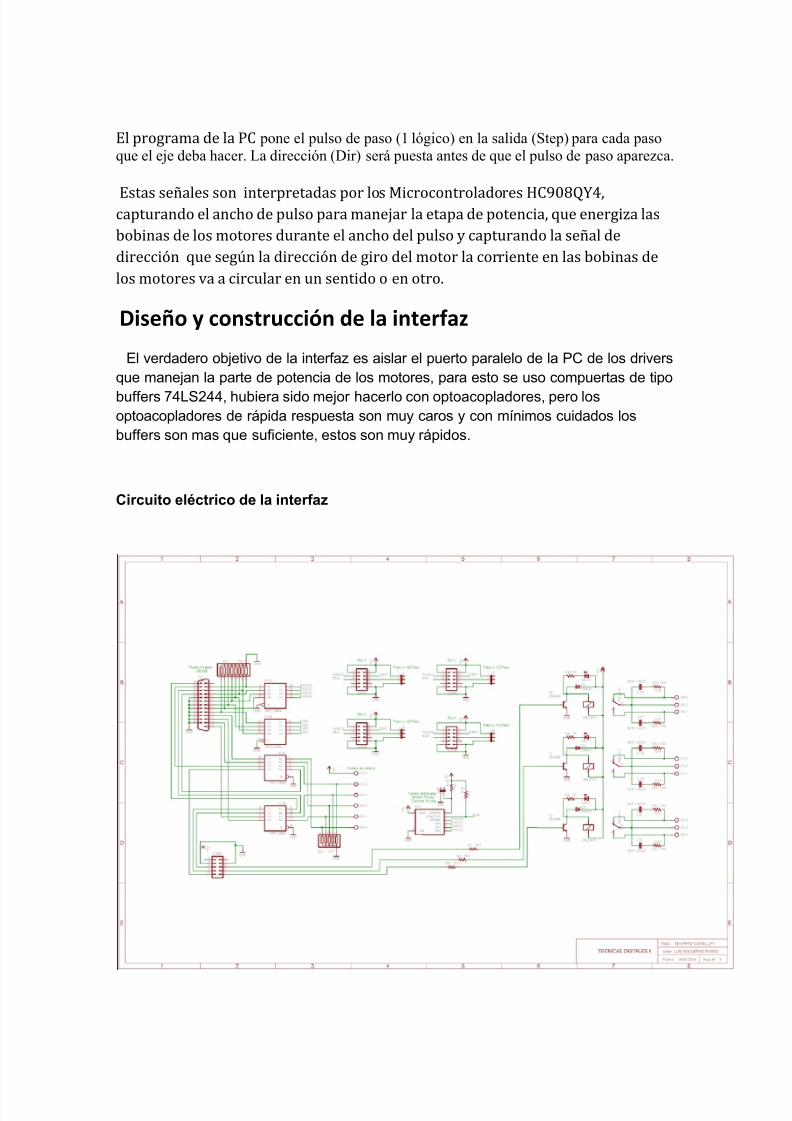
Diseño y construcción de la interfaz
El verdadero objetivo de la interfaz es aislar el puerto paralelo de la PC de los drivers
que manejan la parte de potencia de los motores, para esto se uso compuertas de tipo
buffers 74LS244, hubiera sido mejor hacerlo con optoacopladores, pero los
optoacopladores de rápida respuesta son muy caros y con mínimos cuidados los
buffers son mas que suficiente, estos son muy rápidos.
Circuito eléctrico de la interfaz
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 17/21
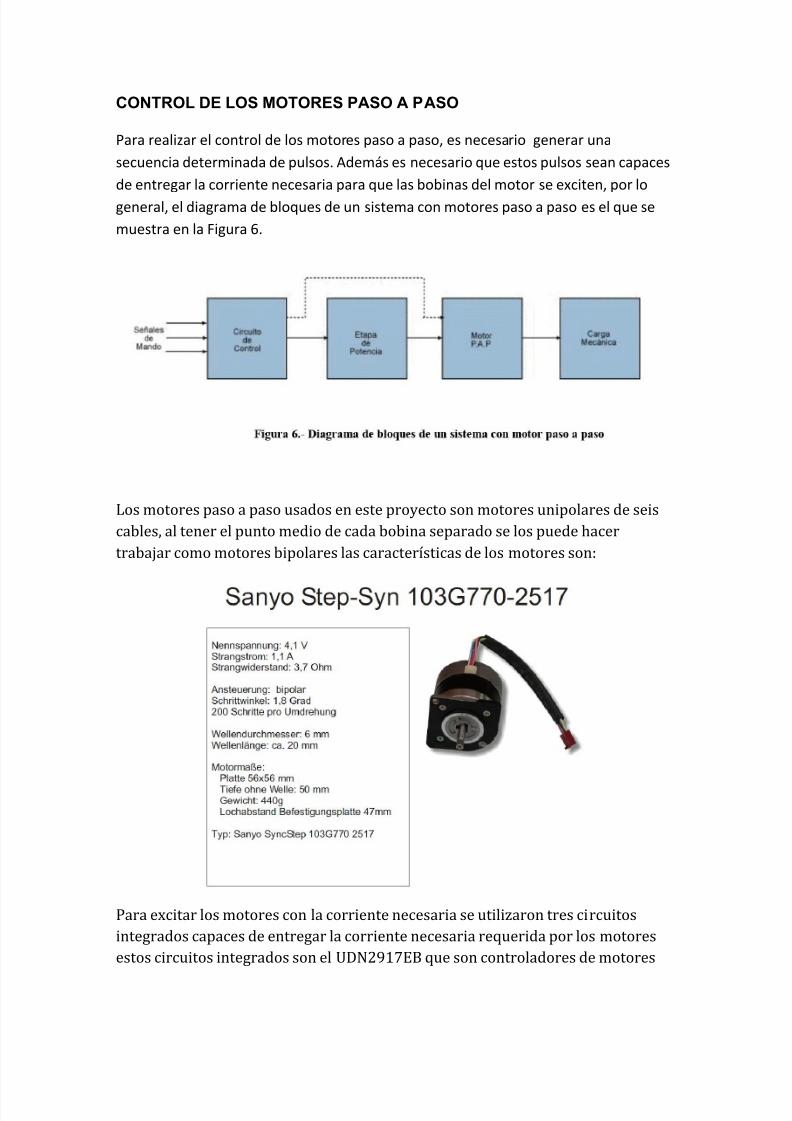
CONTROL DE LOS MOTORES PASO A PASO
Para realizar el control de los motores paso a paso, es necesario generar una
secuencia determinada de pulsos. Además es necesario que estos pulsos sean capaces
de entregar la corriente necesaria para que las bobinas del motor se exciten, por lo
general, el diagrama de bloques de un sistema con motores paso a paso es el que se
muestra en la Figura 6.
Los motores paso a paso usados en este proyecto son motores unipolares de seis
cables, al tener el punto medio de cada bobina separado se los puede hacer
trabajar como motores bipolares las características de los motores son:
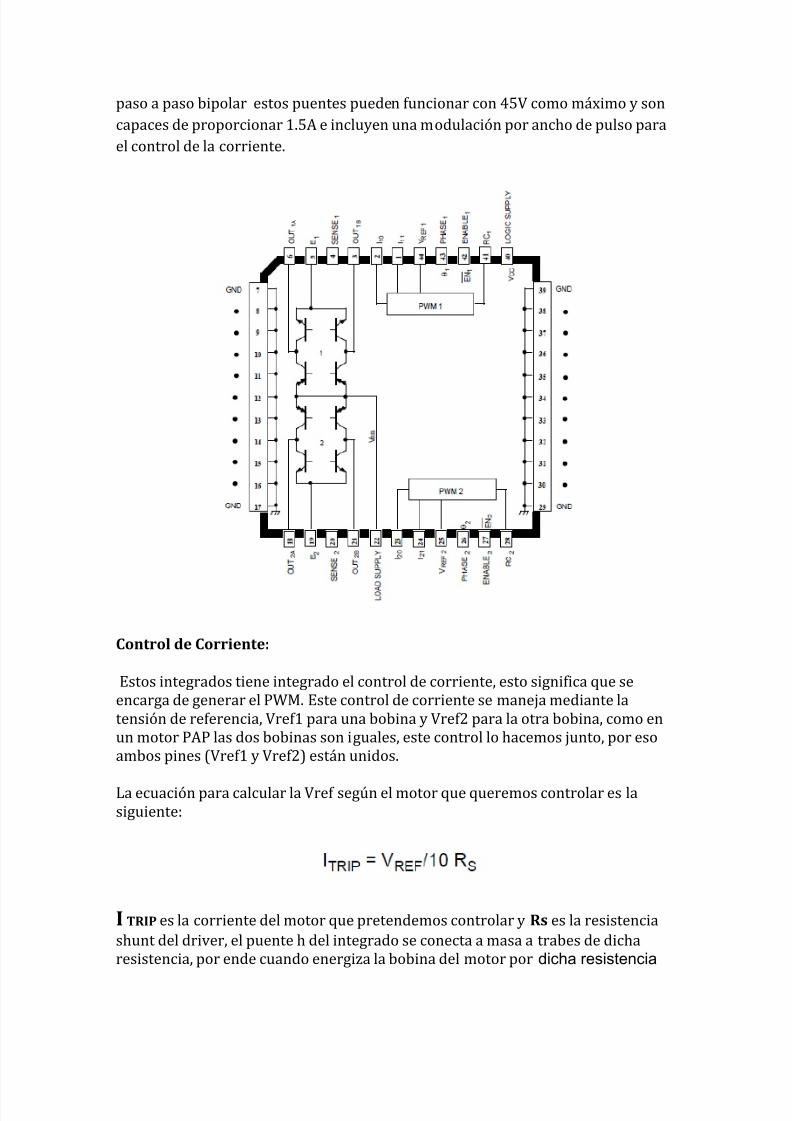
Para excitar los motores con la corriente necesaria se utilizaron tres circuitos
integrados capaces de entregar la corriente necesaria requerida por los motores
estos circuitos integrados son el UDN2917EB que son controladores de motores
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 18/21
paso a paso bipolar estos puentes pueden funcionar con 45V como máximo y son
capaces de proporcionar 1.5A e incluyen una modulación por ancho de pulso para
el control de la corriente.
Control de Corriente:
Estos integrados tiene integrado el control de corriente, esto significa que seencarga de generar el PWM. Este control de corriente se maneja mediante latensión de referencia, Vref1 para una bobina y Vref2 para la otra bobina, como enun motor PAP las dos bobinas son iguales, este control lo hacemos junto, por esoambos pines (Vref1 y Vref2) están unidos.
La ecuación para calcular la Vref según el motor que queremos controlar es lasiguiente:
I TRIP es la corriente del motor que pretendemos controlar y Rs es la resistenciashunt del driver, el puente h del integrado se conecta a masa a trabes de dicharesistencia, por ende cuando energiza la bobina del motor por dicha resistencia
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 19/21
circula la misma corriente que por la bobina, se aprovecha la caída de tensión dedicha resistencia para medir la corriente (I = V/R) y de esta forma controlar elPWM en base a la tensión de referencia, en si varia el PWM para mantener igual laVref igual al valor de tensión que cae en Rs. Recordar que para Rs la hoja de datosrecomienda un valor de 0.82 ohm, pero como no es un valor fácil de conseguir se
pueden poner dos resistencias de 1.5 ohm em paralelo obteniendo asi 0.75 ohmque se acerca bastante a los 0.82, estas dos resistencias deben ser de 1/2 W,recordemos que por ellas circula toda la corriente de los drivers.
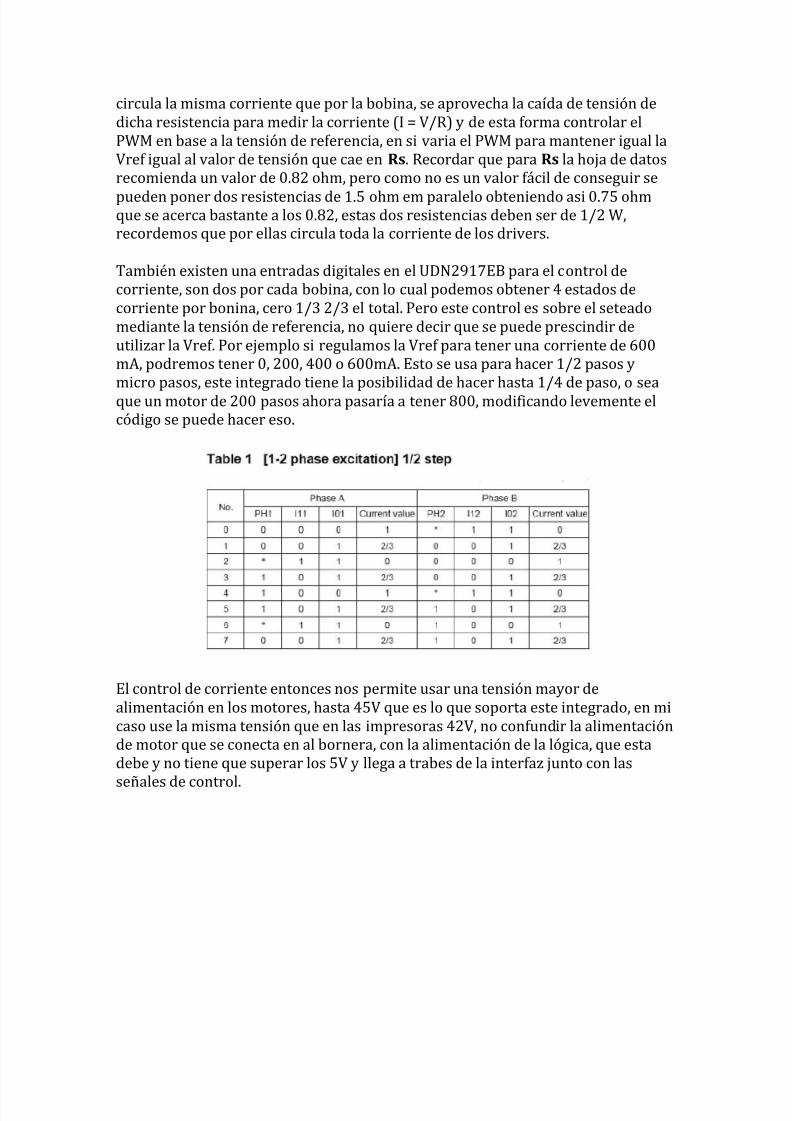
También existen una entradas digitales en el UDN2917EB para el control decorriente, son dos por cada bobina, con lo cual podemos obtener 4 estados decorriente por bonina, cero 1/3 2/3 el total. Pero este control es sobre el seteadomediante la tensión de referencia, no quiere decir que se puede prescindir deutilizar la Vref. Por ejemplo si regulamos la Vref para tener una corriente de 600mA, podremos tener 0, 200, 400 o 600mA. Esto se usa para hacer 1/2 pasos ymicro pasos, este integrado tiene la posibilidad de hacer hasta 1/4 de paso, o seaque un motor de 200 pasos ahora pasaría a tener 800, modificando levemente elcódigo se puede hacer eso.
El control de corriente entonces nos permite usar una tensión mayor dealimentación en los motores, hasta 45V que es lo que soporta este integrado, en micaso use la misma tensión que en las impresoras 42V, no confundir la alimentaciónde motor que se conecta en al bornera, con la alimentación de la lógica, que estadebe y no tiene que superar los 5V y llega a trabes de la interfaz junto con las
señales de control.
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 20/21
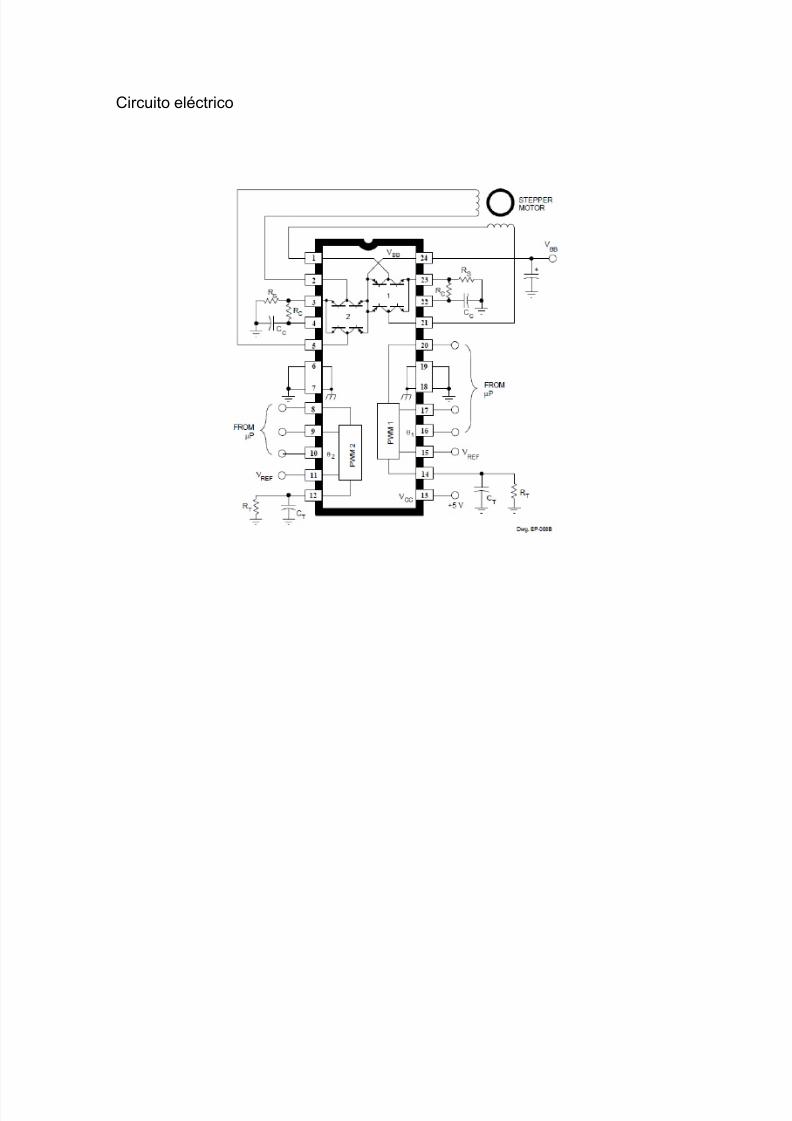
Circuito eléctrico
5/7/2018 Proyecto Final de Carrera - slidepdf.com
http://slidepdf.com/reader/full/proyecto-final-de-carrera-559abba1a0d81 21/21
Circuito eléctrico del Joystick conectado con el HC908GP32