proyecto en industria siderurgica integrada modernizacion industria... · 6.1 problemas en la...
TRANSCRIPT

Academia de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
i
PROYECTO
MODERNIZACIÓN DE LA INDUSTRIA SIDERURGICA INTEGRADA ACERIAS PAZ DEL RÍO S.A.
INFORME FINAL
PRESENTADO A:
UPME
POR:
ACADEMIA COLOMBIANA DE CIENCIAS EXACTAS, FÍSICAS Y NATURALES
(ACCEFYN)
BOGOTÁ, JULIO 2003

Academia de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR i
TABLA DE CONTENIDO
1. OBJETIVO DEL PROYECTO ...................................................... 1
2. LOCALIZACIÓN .......................................................................... 2
3. METODOLOGÍA ADOPTADA ..................................................... 4
4. DESCRIPCIÓN DE LA SITUACIÓN ACTUAL ............................. 5
4.1 PRINCIPALES CARACTERÍSTICAS DE LA PLANTA ................................. 5
4.1.1 Gerencia de Minas .......................................................................................... 7
4.1.1.1 Minas de mineral de hierro.............................................................................. 7
4.1.1.2 Minas de Carbón ............................................................................................. 7
4.1.1.3 Minas de Caliza .............................................................................................. 7
4.1.2 Gerencia de Planta ......................................................................................... 8
4.1.2.1 Planta de coque .............................................................................................. 8
4.1.2.2 Planta de Sinterización ................................................................................. 10
4.1.2.3 Alto Horno ..................................................................................................... 11
4.1.2.4 Acería ........................................................................................................... 13
4.1.2.5 Laminación de productos redondos .............................................................. 15
4.1.2.6 Laminación de productos planos .................................................................. 15
5. PRINCIPALES PROBLEMAS QUE AFECTAN A LAS DEPENDENCIAS DE LA GERENCIA DE MINAS ..................... 16
5.1 PRINCIPALES PROBLEMAS EN LAS MINAS DE MINERAL DE HIERRO ........................................................................................................ 16
5.1.1 Mina “El Uche” .............................................................................................. 16
5.1.2 Mina “El Uvo” ................................................................................................ 16
5.2 PRINCIPALES PROBLEMAS EN LAS MINAS DE CALIZA ....................... 16
6. PRINCIPALES PROBLEMAS QUE AFECTAN A LAS DEPENDENCIAS DE LA GERENCIA DE PLANTA .................. 17
6.1 PROBLEMAS EN LA PLANTA DE COQUE ................................................ 17

Academia de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR ii
6.1.1 Edad de la batería de hornos verticales ........................................................ 17
6.1.2 Excesiva humedad en el coque fabricado en hornos de solera .................... 17
6.2 PROBLEMAS EN LA PLANTA DE SINTER ................................................ 18
6.2.1 Baja permeabilidad en la mezcla a sinterizar ................................................ 18
6.2.2 Diseño inadecuado del horno de ignición ..................................................... 18
6.2.3 Calidad deficiente en las mallas para el cribado de Sinter ............................ 18
6.3 PROBLEMAS QUE AFECTAN EL ALTO HORNO ...................................... 19
6.3.1 Calidad del mineral de hierro ........................................................................ 19
6.3.2 Mal estado de la estufa No.3 ........................................................................ 19
6.3.3 Obsolescencia del sistema de carga ............................................................ 19
6.3.4 Diseño inadecuado del sistema de placas de protección del tragante .......... 20
6.3.5 Falta de instrumentación ............................................................................... 20
6.4 PROBLEMAS QUE AFECTAN LA PLANTA DE ACERO ........................... 20
6.4.1 La mala calidad de parte de la cal utilizada en los convertidores ................. 20
6.4.2 La falta de un horno cuchara y de una colada continua ................................ 20
6.4.3 Reparar el sistema de desempolvado en la planta de calcinación ................ 21
6.5 PROBLEMAS QUE AFECTAN LA PLANTA DE LAMINACIÓN ................. 21
6.5.1 Falta de un horno de solera galopante para el recalentamiento de palanquillas: .................................................................................................. 21
6.5.2 Falta de dos cajas desbastadoras ................................................................ 21
7. RECOMENDACIONES PARA SOLUCIONAR LOS PRINCIPALES PROBLEMAS QUE AFECTAN A ALGUNAS DE LAS DEPENDENCIAS DE LA GERENCIA DE MINAS ....... 22
7.1 RECOMENDACIONES RELATIVAS AL MINERAL DE HIERRO DE LA MINA EL UCHE ............................................................................................ 22
7.2 RECOMENDACIONES PARA QUE EL MINERAL ENVIADO AL ALTO HORNO NO TENGA UN TAMAÑO SUPERIOR A 50 MM ........................... 22
8. RECOMENDACIONES PARA SOLUCIONAR LOS PRINCIPALES PROBLEMAS QUE AFECTAN A ALGUNAS DE LAS DEPENDENCIAS DE LA GERENCIA DE PLANTA .... 23
8.1 RECOMENDACIONES PARA SOLUCIONAR ALGUNOS DE LOS PROBLEMAS DE LA PLANTA DE SINTER ................................................ 23
8.1.1 Recomendaciones para mejorar el manejo del mineral fino en épocas de invierno .................................................................................................... 23
8.1.2 Sugerencias encaminadas a mejorar la permeabilidad de la mezcla a sinterizar ....................................................................................................... 23

Academia de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR iii
8.1.3 Recomendación para fijar el consumo de finos de coque en función del tenor de FeO en el Sinter obtenido y no en función de la dureza del Sinter ............................................................................................................ 24
8.1.4 Recomendación para adicionar a la mezcla que se debe sinterizar, cantidades significativas de minerales de hierro provenientes de minas diferentes a las localizadas en Paz del Río .................................................. 25
8.1.5 Horno de Ignición .......................................................................................... 25
8.1.6 Humedad de la mezcla a sinterizar. .............................................................. 26
8.1.7 Adición excesiva de finos de coque a la mezcla a sinterizar......................... 26
8.2 RECOMENDACIONES PARA AUMENTAR LA PRODUCTIVIDAD Y REDUCIR EL CONSUMO DE COQUE EN EL ALTO HORNO .................... 26
8.2.1 Reconstrucción de la estufa No. 3 ................................................................ 26
8.2.2 Reemplazar el obsoleto sistema de pesaje de las materias primas .............. 27
8.2.3 Comprar e instalar un sistema para la inyección de carbón pulverizado o granular por las toberas ............................................................................. 27
8.2.4 Comprar e instalar un tragante de garganta variable .................................... 28
8.2.5 Modificar el diseño del sistema de placas de protección del tragante .......... 28
8.2.6 Mejorar el conjunto de la instrumentación del alto horno .............................. 28
8.3 RECOMENDACIONES PARA AUMENTAR LA PRODUCTIVIDAD Y MEJORAR LA CALIDAD DEL ACERO PRODUCIDO EN LA PLANTA DE ACERO. .................................................................................................. 29
8.3.1 Instalar la metalurgia en cucharas ................................................................ 29
8.3.2 Instalar una colada continua ......................................................................... 29
8.3.3 Adquirir equipos para el manejo y preparación de la chatarra ...................... 30
8.4 RECOMENDACIONES PARA MEJORAR EL RENDIMIENTO METÁLICO Y REDUCIR LOS CONSUMOS ENERGÉTICOS EN LA PLANTA DE LAMINACIÓN .......................................................................... 30
9. COSTO DEL PROYECTO ......................................................... 31
10. ANÁLISIS ECONÓMICO ........................................................... 32
11. CONCLUSIONES ...................................................................... 35
12. ANEXO 1 ................................................................................... 37
ÚLTIMA PAGINA DE ESTE INFORME ................................................. 39

Academia de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR iv
TABLAS
Tabla 1 Indicadores del caso base y alternativas .............................................. 32
Tabla 2 Costo de los energéticos ...................................................................... 33
Tabla 3 Consumo y costo de energéticos de las alternativas ........................... 33
FIGURAS
Figura 1. Localización de la zona de estudio. ..................................................... 3
Figura 2. Proceso de producción ......................................................................... 6
Figura 3. Principales operaciones realizadas en las minas de mineral de hierro, carbón y caliza. ............................................................................................ 8
Figura 4. Batería de Coquización de APDR ...................................................... 10
Figura 5. Alto horno de APDR ........................................................................... 11
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 1
1. OBJETIVO DEL PROYECTO
Este proyecto tiene como objetivo fundamental, identificar aquellos procesos que se realizan en la planta de Acerias Paz del Río S.A. (APDR), que conduzcan a obtener ahorros energéticos significativos y como consecuencia de ello, a reducir las emisiones de gases de efecto de invernadero, logrando al mismo tiempo un menor costo en el producto terminado.

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 2
2. LOCALIZACIÓN
La planta de Acerias Paz del Río S.A. (APDR) está localizada en la población de Belencito en el departamento de Boyacá. Sobre la planicie cundiboyacence, una meseta sobre la cordillera oriental, latitud 5º 46’ norte y longitud 72º 53’ a 2568 m sobre el nivel del mar. Su temperatura promedio es de 18 grados centígrados a una distancia de 200 km al norte de Bogotá. Ver mapa de localización en la Figura 1

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 3
Figura 1. Localización de la zona de estudio.
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 4
3. METODOLOGÍA ADOPTADA
Para la descripción técnica del presente proyecto se ha adoptado la metodología siguiente:
Hacer una descripción más o menos detallada de las principales dependencias de APDR, que tienen influencia significativa en los logros de los niveles de producción presupuestados.
Establecer una línea base de producción, la cual estaría constituida por el promedio aritmético de los tonelajes de productos finales fabricados por APDR durante los años 2000, 2001 y 2002. estos tonelajes se derivan de una producción en el alto horno de 877 ton/día, calendario durante ese periodo.
En cada dependencia, identificar aquellas dificultades o cuellos de botella, que impiden alcanzar altos niveles de producción, mejor calidad en los productos obtenidos, menores consumos energéticos unitarios y por tanto menores emisiones de GEI.
Formular las recomendaciones que permitan eliminar o reducir, aquellas dificultades o cuellos de botella, que en la actualidad están impidiendo obtener una mayor productividad, una mejor calidad en los productos resultantes de los más importantes procesos, un menor consumo energético y una reducción en el elevado nivel de contaminación que existe en la empresa.
Estimar con la mayor exactitud posible, los costos de las innovaciones o mejoras que se formulen en el presente proyecto.

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 5
4. DESCRIPCIÓN DE LA SITUACIÓN ACTUAL
4.1 PRINCIPALES CARACTERÍSTICAS DE LA PLANTA
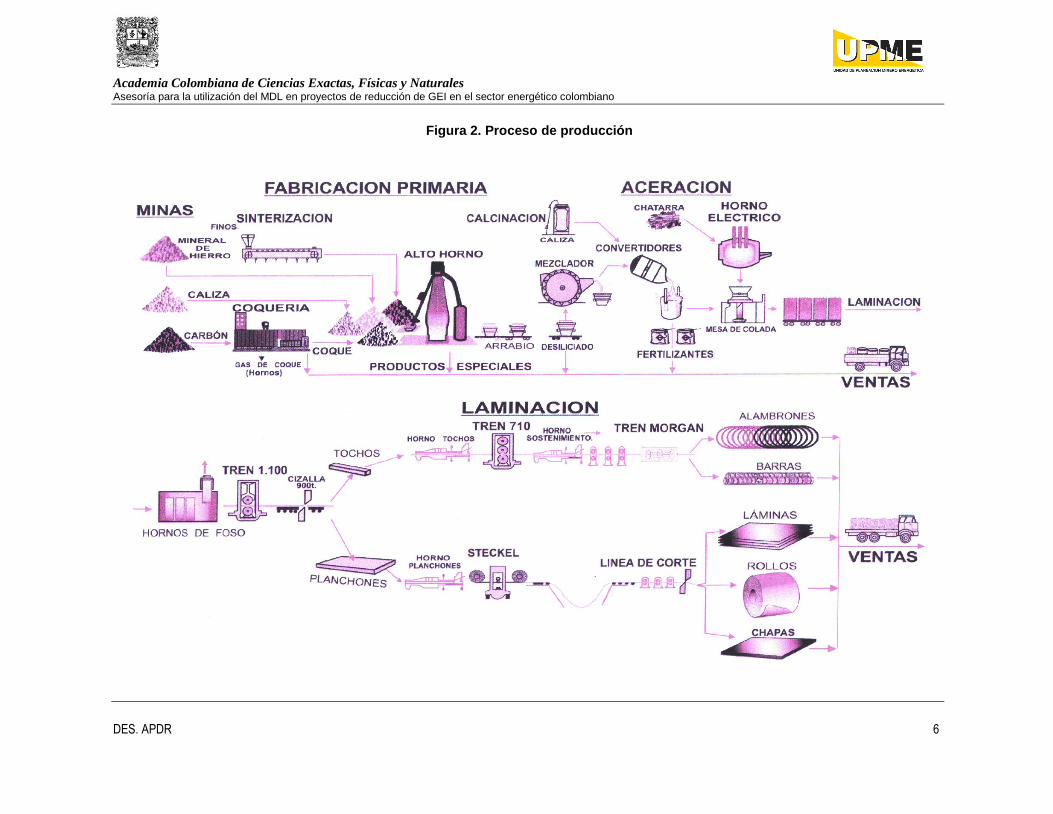
Acerias Paz del Río S.A. (APDR) es la única siderúrgica integrada que existe en Colombia. Esto significa que la mayor parte del acero que produce, se obtiene mediante el procesamiento de tres materias primas que existen en la corteza terrestre: el mineral de hierro, el carbón y la piedra caliza. Desde el punto de vista puramente operacional, la empresa está dividida en la Gerencia de Minas y la Gerencia de Planta. Esta última se subdivide en los departamentos de coqueria, sinterización, alto horno, aceria, laminación barras y laminación plana (Ver Figura 2). A continuación se presenta una breve descripción de cada una de las dependencias que se han mencionado.
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 6
Figura 2. Proceso de producción

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 7
4.1.1 Gerencia de Minas
4.1.1.1 Minas de mineral de hierro
Para las operaciones del alto horno y de la planta de sinterización, se explotan diariamente las siguientes cantidades de minerales de hierro: de la mina denominada el Uvo y en la cual la explotación es subterránea, se extraen 1500 toneladas, y de la mina el Uche, en la cual la explotación se hace en la superficie, se extraen 1200 toneladas. Eventualmente se realizan algunas extracciones de mineral fino para la planta de Sinter, de una mina de superficie denominada “El Banco”. El mineral para el alto horno tiene una granulometría comprendida entre el 9.5 y 50 mm, mientras que el mineral fino para la planta de Sinter, tiene un tamaño inferior a 9.5 mm. De las características fisicoquímicas que poseen estos minerales se hablara detalladamente, cuando se analicen las recomendaciones que en el pasado han hecho otros consultores y las propias del presente informe
4.1.1.2 Minas de Carbón
Para la formación de la mezcla de carbones que se carga a los hornos de la batería de hornos, donde se fabrica el coque metalúrgico indispensable para la operación del alto horno, APDR utiliza tres clases de carbones: un 80% de carbones provenientes de minas aledañas a la población de Paz del Río, los cuales son comprados; un 10% producido en la mina la Chapa, propiedad de la empresa y un 10% proveniente de unas minas que APDR tiene cerca de la población de Samacá a 35 km del Puente de Boyaca. Aproximadamente el 30% de las 1220 ton/día de esta mezcla de carbones que se cargan a los 57 hornos verticales y a los 32 hornos de solera, son lavadas en la denominada “planta lavadora”, con el fin de reducir el tenor de cenizas superior al 13%. Con las mezclas descritas, se obtiene un coque metalúrgico, cuyas características fisicoquímicas son muy cercanas a las que se exigen en el mercado internacional, para coques que van a ser utilizados en los altos hornos.
4.1.1.3 Minas de Caliza
Las minas de caliza de APDR están localizadas a mas o menos 10 km de la planta y se consume esta caliza en la siguiente forma:600 ton/día que se consumen en la planta de Sinter y las cuales tienen un tamaño inferior a 3.3 mm, después de ser molidas en un molino de martillos; una pequeña cantidad que eventualmente se carga al alto horno y que tiene un tamaño comprendido entre 25.4 a 60 mm, y

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 8
unas 400 ton/día que se alimentan a tres hornos verticales para la calcinación de la caliza y su conversión en cal (oxido de calcio = CaO). Esta cal se utiliza principalmente en los convertidores para la defosforización y desulfuración del acero.
Figura 3. Principales operaciones realizadas en las minas de mineral de hierro, carbón y caliza.
4.1.2 Gerencia de Planta
A continuación se presenta una descripción breve de cada una de las dependencias que constituyen la gerencia de planta.
4.1.2.1 Planta de coque
Esta constituida básicamente de dos secciones:

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 9
a) Por una batería de 57 hornos verticales, cada uno de ellos con capacidad de recibir 15.8 ton de carbón. Esta batería entró en operación en octubre de 1975 y pertenece a la tecnología conocida como “Underjet” (quemadores en el sótano), alcanza una producción diaria de 740 ton de coque bruto, de las cuales 616 ton van al alto horno y las 124 ton restantes se destinan a la planta de Sinter, después de ser molidas en dos molinos de martillos a un tamaño inferior a 3.31 mm. b) La batería de hornos verticales posee una sección denominada “planta de subproductos”, en la cual mediante diversos procesos fisicoquímicos, se separan compuestos tales como el alquitrán y el amoniaco, el cual por reacción con el ácido sulfúrico se transforma en la misma planta en sulfato de amonio (se vende como fertilizante), el ácido sulfhídrico (H2S), el cual en una pequeña planta se transforma en ácido sulfúrico (H2SO4), y la naftalina, la cual se vende a otras empresas como Carboquímica, donde se somete a un proceso de purificación. Después de separar los anteriores compuestos, el gas de hornos de coque (GHC), se utiliza en la propia batería para el calentamiento de los hornos; la calcinación de la piedra caliza para obtener la cal que se utiliza en los convertidores; también se utiliza como uno de los combustibles de la planta de fuerza para generar 20 MVA de electricidad; para el calentamiento del convertidor y secado de cucharas en la acería, y finalmente una pequeña cantidad se consume en el horno de ignición de la planta de sinterización. c) En el año 2001 fue reconstruida una batería de 32 hornos de solera, los cuales producen unas 112 ton/día. De estas, unas 98 ton van al horno y las 14 restantes se destinan a la planta de Sinter.

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 10
Figura 4. Batería de Coquización de APDR
4.1.2.2 Planta de Sinterización
La planta de sinterización consta básicamente de dos secciones: a) Recibo y manejo de materias primas. b) Máquina de sinterización e instalaciones auxiliares. En la primera existe una tolva subterránea donde se descargan los vagones que traen el mineral fino proveniente de las minas; una serie de transportadores para conducir los finos de mineral hasta un apilador, máquina que se desplaza sobre rieles y que permite formar pilas de hasta 24000 ton de peso y constituidas por capas alternadas de finos de mineral y de caliza. Siempre existe una pila que está en formación y otra en consumo. La segunda consta esencialmente de la máquina sinterizadora, la cual en realidad es un transportador metálico sin fin, formado por la unión de 96 carros. El área de la máquina es de 68 m2 y el espesor de la mezcla que se sinteriza es de 30 cm. Como equipos complementarios de la máquina pueden mencionarse el extractor de gases, las cajas y tuberías para el manejo de estos gases, el horno de ignición para producir el encendido del coquecillo que lleva incorporado la mezcla que se debe sinterizar, cribas en

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 11
caliente y en frío para la tamización de Sinter, el enfriador del Sinter y los equipos de medición y control. Finalmente es interesante señalar, que esta planta fue construida en el año de 1968 por la empresa alemana Lurgi, que su capacidad de diseño es de 397000 ton/año y que en este momento esta produciendo alrededor de 496000 ton/año gracias a alguna mejoras e innovaciones que le han introducido los ingenieros que laboran en el área de sinterización y alto horno.
4.1.2.3 Alto Horno
El alto horno de APDR tiene las características generales y de diseño que se indican a continuación:
Figura 5. Alto horno de APDR

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 12
Generales
Tipo: Diseño McKee (norteamericano)
Año de construcción: 1953
Empresa constructora: Delattre et Frouard de Francia
Año puesta en marcha: Octubre de 1954
Capacidad nominal actual: 923 ton/día, trabajando 345 días al año Características de diseño
Diámetro del crisol: 6.30 metros
Volumen total: 809 m3
Volumen útil: 689 m3 (desde nivel toberas hasta línea de carga)
Numero de toberas:12
Piqueras de arrabio: 1
Piqueras de escoria: 2 Sistema de cargue en piso: Tolvas, cribas, carro de cargue y vagonetas. Sistema de cargue en el tope Campana grande y su tolva, campana pequeña y su tolva, distribuidor rotatorio. Sistema de calentamiento del aire de soplo
Estufas: 3
Diseño: de Koppers Co. (USA)
Área de calentamiento: 36000 m2 (total)
Área cámara de combustión: 3.15 m2
Capacidad de cada quemador: 708 m3N/min
Máxima temperatura en el domo: 1200 ºC
Clase de operación de las estufas: manual
Combustible que se consume: gas de alto horno.
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 13
Sopladores de aire
Soplador Nº1: Capacidad máxima = 1600 m3N/min
Soplador Nº2: Capacidad máxima = 1330 m3N/min Sistema de limpieza de gases
Separador de polvo grueso: 1
Torre de lavado de gases: 1
Lavador tipo ventura: 1
4.1.2.4 Acería
La acería comprende el siguiente conjunto de equipos: Convertidores
Tipo de proceso: Inicialmente Thomas y luego transformado a LWS en 1982
Cantidad: 2 convertidores
Fabricante: Delattre et Frouard y Creusot Loire de Francia
Comienzo de operación: Octubre de 1954
Capacidad nominal: 945 ton acero/día
Capacidad del recipiente: 35 ton de acero en cada colada
Volumen del recipiente: 24 m3 Planta de desiliciado
Tipo de proceso: Lanza para inyectar oxigeno a la superficie del arrabio.
Cantidad: 1
Numero de lanzas: Dos , provistas de enfriamiento con agua
Año de construcción: 1971
Capacidad nominal: Para procesar hasta 960 ton de arrabio por día

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 14
Mezclador para arrabio
Cantidad: 1
Fabricante: Delattre Frouard de Francia
Capacidad nominal: 800 ton de arrabio
Numero de quemadores: 2
Combustible para el quemador: Gas de hornos de coque Sistema para el desulfurado del arrabio Este sistema exhibe las características generales siguientes:
Cantidad de equipos: 1
Forma de adición del desulfurante: Cargue desde la parte superior.
Capacidad tolva de recepción: 46 m3
Capacidad del silo: 292 m3
Capacidad del sistema: 6 ton de carbonato de sodio/hora
Agente desulfurante: Carbonato de sodio (Na2CO3) Sistema para el llenado de las lingoteras
Cantidad: Dos mesas para el llenado
Forma de llenado: En forma directa a la lingotera
Tipo de válvula deslizante: Sistema SANAC
Longitud de las mesas: Treinta metros
Altura de las mesas: 2.35 m
Espacio para el carro portalingoteras: 3.5 m Planta de calcinación Esta planta está constituida por los siguientes equipos:
Hornos de tecnología Maerz: Uno de 110 ton/día de capacidad
Hornos de tecnología Priest: Dos de 65 ton/día de capacidad cada uno

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 15
Horno eléctrico Existe un horno eléctrico que se compró a la Empresa Cerromatoso, el cual no ha podido entrar en operación debido a la falta de un transformador con capacidad de 35.6 MVA, de una grúa de 100 ton de capacidad y de otra grúa de 20 ton de capacidad. La empresa ha recibido cotizaciones por estos equipos, pero su adquisición se ha pospuesto debido a falta de recursos.
4.1.2.5 Laminación de productos redondos
Los equipos básicos que constituyen esta planta son los siguientes:
1 Horno de calentamiento de lingotes
1 Tren 1100 de laminación
1 Laminador tipo bloming
2 Hornos de recalentamiento
1 Tren 710 de laminación
1 Tren Morgan de laminación
6 Embobinadoras de alambrón
1 Tren 450 de laminación
4.1.2.6 Laminación de productos planos
Esta planta esta formada por los siguientes equipos:
1 Horno de calentamiento de planchones
1 Laminador Steckel
1 Líneas de corte
1 Embobinador de laminas

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 16
5. PRINCIPALES PROBLEMAS QUE AFECTAN A LAS DEPENDENCIAS DE LA GERENCIA DE MINAS
5.1 PRINCIPALES PROBLEMAS EN LAS MINAS DE MINERAL DE HIERRO
5.1.1 Mina “El Uche”
Esta es una mina a ciclo abierto y su principal problema lo constituye la amplia variabilidad en su contenido de sílice (SiO2), la cual con mucha frecuencia oscila entre 10 y 17%. Cuando por algunas razones llegan para consumo en el alto horno grandes tonelajes de este mineral alto en Sílice, la productividad y la calidad del arrabio se desmejoran; la rata de coque (coke-rate) se incrementa, debido a la mayor producción de escoria. El tenor de Fe es de ±44 %.
5.1.2 Mina “El Uvo”
Esta es una mina de explotación subterránea, en la cual el mineral de hierro que se extrae tiene una composición química mas uniforme que aquella de la mina “El Uche”. El principal problema del mineral proveniente de esta mina lo constituye el hecho de que el mineral que se envía para consumo en el alto horno, tiene una alta proporción de pedazos con tamaño superior a 50 mm.
5.2 PRINCIPALES PROBLEMAS EN LAS MINAS DE CALIZA
Los principales problemas que se experimentan en las minas de caliza, se refieren casi exclusivamente al hecho de que durante la explotación de la caliza siderúrgica aparecen eventualmente lotes que tienen un contenido de CaO por debajo del 51% y la suma de impurezas tales como SiO2 + Al2O3 + P2O5, con valores por encima del 4.5%, lo cual es dañino para el proceso en los convertidores.

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 17
6. PRINCIPALES PROBLEMAS QUE AFECTAN A LAS DEPENDENCIAS DE LA GERENCIA DE PLANTA
6.1 PROBLEMAS EN LA PLANTA DE COQUE
Los principales problemas que en la actualidad afectan al Departamento de Coquería son los siguientes:
6.1.1 Edad de la batería de hornos verticales
Esta batería entró en operación en Octubre de 1975, lo cual significa que en Octubre próximo cumplirá 28 años de estar operando. Es un hecho bien conocido que a partir de lo 15 años de operación, la disponibilidad de las baterías de esta clase, comienza a disminuir significativamente. De hecho, la batería de APDR a pesar de haber sido bien operada y mantenida hasta el momento, está trabajando al 78,6 % de su capacidad de diseño, pues está sacando 66 hornadas de coque y la capacidad de diseño son 86 hornadas/día. Con 66 hornadas/día, la batería no puede suministrar las 680 ton/día de coque que requiere el alto horno para producir 923 ton/día de arrabio a una rata de coque de 740 kg/ton de arrabio. Debido a esa pérdida de capacidad de producción, la cual se incrementará en los años venideros, APDR decidió reconstruir en el año 2000, una batería de hornos de solera, que producen 112 ton/día de coque, con calidad ligeramente inferior a la obtenida en los hornos verticales.
6.1.2 Excesiva humedad en el coque fabricado en hornos de solera
Para poder seguir operando el alto horno en caso de presentarse una parada en la batería de hornos verticales, es necesario disponer de un stock de coque de por lo menos 3000 ton. En la actualidad ese stock esta constituido casi exclusivamente por coque fabricado en los hornos de solera y se mantiene a la intemperie, de manera que en épocas de invierno su humedad se incrementa excesivamente, lo cual es nocivo para la operación del alto horno cuando se requiere consumir una porción de el.
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 18
6.2 PROBLEMAS EN LA PLANTA DE SINTER
Los principales problemas que en la actualidad afectan a la planta de Sinter, se detallan a continuación:
6.2.1 Baja permeabilidad en la mezcla a sinterizar
Este problema se debe principalmente al amplio rango de tamaños del fino mineral de hierro que se descarga a las pilas. El tamaño normal debería ser entre 0.5 y 9.5 mm, pero con frecuencia viene con una alta proporción superior a 9.5 mm, la cual es buena para ser cargada en el alto horno, pero mala para el proceso de sinterización. Otros factores que están incidiendo sobre la permeabilidad de la mezcla son: la falta de un control automático en la adición de agua al mezclador, la falta de una pared de retención antes de salir la mezcla del tambor mezclador, altura muy pequeña entre la caída del material en el rodillo de alimentación y la superficie de la mezcla a sinterizar. Los ingenieros de la Kobe Steel, hicieron un análisis bastante detallado de este problema y de sus probables solucionesa.
6.2.2 Diseño inadecuado del horno de ignición
El horno de ignición existente esta trabajando desde 1968. Tanto en la planta de Belencito como en otras plantas de Sinter construidas por la Empresa alemana Lurgi, se presentaron muchos problemas, especialmente por la frecuente caída de algunos ladrillos que forman el techo en forma de bóveda. Debido a los anteriores problemas, Lurgi decidió eliminar este diseño y reemplazarlo por uno más duradero y eficiente a partir del año 1975b.
6.2.3 Calidad deficiente en las mallas para el cribado de Sinter
Debido a la difícil situación financiera que ha venido experimentando APDR desde hace alrededor de 10 años, las mallas para el cribado de Sinter tanto en la propia planta como en la que esta localizada antes de las tolvas de recepción en el alto horno, que antiguamente se importaban, han sido sustituidas por mallas fabricadas en el país, las cuales no poseen la calidad de las importadas. Por ello se desgastan más rápido y la tamización es deficiente, pues los huecos se agrandan rápidamente y parte del Sinter superior a 6.4 mm que debería ir a las tolvas del alto horno se va con los finos.
aKobe Steel. 2002. Feasibility Study on the Rehabilitation for Iron Making & Steel Making of Paz del Rio Steel Works. Japan. b Lurgi. 1978. Sinter Plants Ignición and Heat Treatments Hoods, Lurgi Express Information.
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 19
6.3 PROBLEMAS QUE AFECTAN EL ALTO HORNO
A continuación se detallan los principales problemas que afectan al departamento de alto horno.
6.3.1 Calidad del mineral de hierro
El mineral de hierro que utiliza el alto horno, además de tener un contenido de hierro relativamente bajo (±45 %), comparado con un buen mineral que normalmente tiene más de 63% de hierro, contiene también un elevado tenor de impurezas tales como: sílice, alumina, fósforo, zinc, álcalis y carbonatos. Lo anterior conduce a la producción de 740 kg de escoria por cada tonelada de arrabio y que la rata de coque sea de alrededor de 730 kg de coque/ton de arrabio. Adicionalmente, el tenor de sílice en el mineral proveniente de la mina el Uche es muy alto y muy variable. Todo lo anterior conduce a reducir la productividad y a incrementar el consumo de coque.
6.3.2 Mal estado de la estufa No.3
De las tres estufas que requiere el alto horno para el calentamiento del aire de soplo, la No. 3 se encuentra seriamente dañada en la parte superior de la columna de ladrillos de colmena y en la base. Lo anterior ha conducido a que la temperatura de soplado, que es de ±850 ºC cuando las tres estufas están en buenas condiciones, en este momento se encuentra a un nivel de solamente 630 ºC, con un consecuente incremento en el consumo de coque de unas 20 ton/día.
6.3.3 Obsolescencia del sistema de carga
El sistema de accionamiento de las compuertas de las tolvas de almacenamiento de materias primas hacia las tolvas del “carro báscula” es totalmente manual, lo cual exige un gran esfuerzo físico tanto al operador de este carro como a su ayudante. Además de lo anterior, el sistema es lento y puede convertirse en una seria restricción, si en el futuro se pretende obtener del alto horno una producción superior a las 950 ton/día de arrabio; otra seria dificultad la constituye el alto grado de polvillo que se esparce en la atmósfera, en el momento en que se abren las compuertas. El equipo de cargue localizado en el tope del horno también es obsoleto, pues corresponde al clásico diseño McKee de la década de los años 50’s.a
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 20
6.3.4 Diseño inadecuado del sistema de placas de protección del tragante
En el curso de los últimos 10 años se ha producido una caída frecuente de muchas de las placas de protección del tragante, lo cual ha ocasionado varias paradas de hasta 20 días en la operación del alto horno para reponer las placas caídas. En enero de 2002 hubo la necesidad de hacer una parada de 19 días por este motivo y en Agosto o Diciembre del presente año habrá necesidad de hacer otra parada similar por la misma causa. La opinión de algunos ingenieros rusos y norteamericanosc, del personal de ingeniería de APDR y del autor del presente proyecto es que el diseño actual debe modificarse.
6.3.5 Falta de instrumentación
La instrumentación que posee en la actualidad el alto horno es muy escasa y eso hace que gran parte de la operación se vigile al ojímetro, lo cual está en contravía con la tendencia moderna de dotar a los altos hornos de la mayor cantidad y mejor calidad de la instrumentación posible. Se entiende que lo anterior ha sido debido en gran parte a la difícil situación económica que ha experimentado la empresa durante los últimos 10 años.
6.4 PROBLEMAS QUE AFECTAN LA PLANTA DE ACERO
Los principales problemas que afectan a la planta de acero o acería, como normalmente se le conoce, se relacionan a continuación.
6.4.1 La mala calidad de parte de la cal utilizada en los convertidores
Como se mencionó en un párrafo anterior, la acería posee tres hornos verticales para la fabricación de la cal: un horno Maerz y dos hornos Priets. La producción de estos dos últimos tiene con mucha frecuencia problemas de calidad, pues la cal sale parcialmente cruda y su utilización en el proceso de conversión del arrabio en acero es muy dañina.
6.4.2 La falta de un horno cuchara y de una colada continua
Desde hace alrededor de 20 años, diversos asesores que han visitado la planta de acero, han coincidido en la opinión en el sentido de que para poder mejorar significativamente el rendimiento metálico y la calidad del acero fabricado en los
cN. 2002. Informe de la misión Rusa que visito belencito en junio de 2002

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 21
convertidores, es necesario comprar e instalar entre estos y el actual horno de calentamiento, un horno cuchara y una colada continua.
6.4.3 Reparar el sistema de desempolvado en la planta de calcinación
Esta planta dispuso durante varios años de un sistema completo para recoger las partículas finas de cal que se esparcen a la atmósfera durante el manejo de la caliza y su conversión en cal; sin embargo, ese equipo se encuentra fuera de servicio desde hace algunos años y requiere ser reparado para reducir el elevado grado de contaminación existente en la actualidad, en esa planta.
6.5 PROBLEMAS QUE AFECTAN LA PLANTA DE LAMINACIÓN
Los principales problemas que afectan esta planta son los siguientes:
6.5.1 Falta de un horno de solera galopante para el recalentamiento de palanquillas:
Según un estudio realizado en 1995 por la empresa austriaca Voest-Alpine Industrial Services GMBH, sobre la viabilidad futura de APDR, se requiere instalar antes del tren morgan existente, un horno tipo solera galopante de 70 ton/hora de capacidadd
6.5.2 Falta de dos cajas desbastadoras
Según el estudio de la Voest-Alpine mencionado, también se requiere instalar en la planta de laminación barras, dos cajas desbastadoras (horizontal – vertical), para incrementar la eficiencia del tren morgan e.
d Voest. 1995. Estudio sobre la viabilidad de Acerias Paz del Rio S.A.. Voest-Alpine Industrial Services GMBH.

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 22
7. RECOMENDACIONES PARA SOLUCIONAR LOS PRINCIPALES PROBLEMAS QUE AFECTAN A ALGUNAS DE LAS DEPENDENCIAS DE LA GERENCIA DE MINAS
7.1 RECOMENDACIONES RELATIVAS AL MINERAL DE HIERRO DE LA MINA EL UCHE
Para reducir la amplia variación en el contenido de sílice (de 10 a 17 %), que exhibe el mineral el Uche, es necesario disponer de un sistema de mezclado de este mineral con el mineral el Uvo, el cual tiene un contenido mas uniforme de SiO2. El sistema básicamente consistiría de una tolva de recepción, donde por un lado se descargarían las volquetas que traerían el mineral Uche, y de allí se enviaría por medio de una banda transportadora a una tolva elevada de dosificación. Por su parte, el mineral el Uvo se recibiría a través del cable aéreo y se descargaría a la tolva de recepción. De esta se alimentaría en una forma similar a la descrita para el mineral el Uche a una tolva de dosificación. Debajo de las tolvas de dosificación se instalaría un sistema de pesaje para cada uno de los dos minerales. Después de ser pesados en las proporciones calculadas, los dos minerales serian descargados en forma simultánea a una banda transportadora, la cual transportaría la mezcla de minerales a una tolva elevada de almacenamiento y desde la cual se descargaría por gravedad la mezcla de minerales a los vagones del ferrocarril eléctrico, que lo llevaría hasta las tolvas del alto horno. Con la adopción de esta recomendación se mejoraría significativamente la operación del alto horno, lo cual se traduciría en mejor calidad del arrabio y una reducción en la rata de coque.
7.2 RECOMENDACIONES PARA QUE EL MINERAL ENVIADO AL ALTO HORNO NO TENGA UN TAMAÑO SUPERIOR A 50 MM
El sistema de molienda y tamización de los minerales que existe en la planta localizada en Paz del Río, es un circuito abierto y por lo tanto permite que un porcentaje alto del mineral que llega al alto horno, tenga un tamaño superior a 50 mm. Este hecho contribuye a perturbar la operación del alto horno y a aumentar la rata de coque. Para corregir esta deficiencia, se debe implementar un circuito cerrado por medio del cual se retornan al triturador primario por medio de una nueva transportadora, los trozos de mineral que tengan un tamaño superior a 50 mm.
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 23
8. RECOMENDACIONES PARA SOLUCIONAR LOS PRINCIPALES PROBLEMAS QUE AFECTAN A ALGUNAS DE LAS DEPENDENCIAS DE LA GERENCIA DE PLANTA
8.1 RECOMENDACIONES PARA SOLUCIONAR ALGUNOS DE LOS PROBLEMAS DE LA PLANTA DE SINTER
8.1.1 Recomendaciones para mejorar el manejo del mineral fino en épocas de invierno
El mineral fino (<9.5 mm), que se envía de las minas de Paz del Río a la planta de Sinter en Belencito, presenta grandes dificultades para su manejo durante las épocas de invierno, debido a que las fracciones muy finas se aglomeran entre si, formando por un lado “pelotas” de tamaño superior a 9,5 mm y por el otro lado, barros que son difíciles de manejar. Para solucionar este problema, con los especialistas de la Kobe Steela, se discutieron diversas alternativas para solucionar este problema, pero realmente ellos no dieron ninguna recomendación específica. Los consultores tienen noticia de que en algunas plantas extranjeras que tienen este problema, se ha apelado a la utilización de cribas vibratorias calentadas eléctricamente, pero esta solución parece costosa y por lo tanto seria necesario hacer un estudio mas detallado de la misma. De todas maneras, cualquiera que fuere la solución que se adopte, el equipo necesario deberá montarse antes de la tolva de recibo de materias primas en la planta de Sinter.
8.1.2 Sugerencias encaminadas a mejorar la permeabilidad de la mezcla a sinterizar
Para lograr una mejora en la permeabilidad de la mezcla deberán adoptarse las siguientes acciones correctivas:
Tratar de reducir el intervalo granulométrico del mineral de hierro que se está utilizando actualmente como material de sobreparrilla. Este rango es de 10 a 50 mm, lo cual es excesivo; debería estar entre 10 – 35 mm, mediante ajustes en la tamización de esta porción de mineral tan importante para el rendimiento de la planta a.
La abertura entre la parrilla de barras y el cabezal del martillo en los dos molinos de martillos, debería incrementarse de 4 mm en la actualidad a 6 mm. Para eliminar la posibilidad de que salga del molino caliza con tamaño superior a 6 mm, deberá implementarse un circuito cerrado de molienda. a

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 24
El molino de barras que se utiliza para triturar el coquecillo a menos de 3.36 mm, produce una fracción muy alta del ultrafino inferior a 1.00 mm. Probablemente reduciendo el número de barras que se están utilizando actualmente, pueda obtenerse una reducción en la proporción de los ultrafinos de coque, los cuales desmejoran la permeabilidad.
Los ingenieros de la Kobe Steel en las paginas 2-16 y 2-17 de su informe de Marzo de 2002 a describen un estudio de modelos, por medio del cual se demuestra que subiendo un metro la altura del tambor alimentador de la mezcla a sinterizar, la relación de segregación se aumenta y que esta mejora conduce a una reducción en el tiempo necesario para lograr la sinterización de la mezcla y por ese camino obtener un aumento en la productividad de la planta. Igualmente, en las paginas 2-18 y 2-19 de su informe a, los ingenieros de la Kobe Steel muestran que realizando algunas modificaciones al tambor mezclador, tales como construcción de una compuerta cerca del extremo de descarga, modificando la inclinación y la velocidad de rotación del mismo, se incrementa el tiempo que la mezcla permanece dentro del tambor y esto conduce a una peletización incipiente de las mismas, lo cual incrementa la productividad del proceso de sinterización.
8.1.3 Recomendación para fijar el consumo de finos de coque en función del tenor de FeO en el Sinter obtenido y no en función de la dureza del Sinter
En la planta de Sinter de APDR ha sido tradicional fijar el consumo específico de coquecillo en función de la dureza del Sinter obtenido, sin tener en cuenta otros factores como la reducibilidad y degradación que pueda experimentar este Sinter en el interior del alto horno. Las investigaciones realizadas en países como Alemania y Japón, han mostrado que la reducibilidad y degradación que pueda experimentar el Sinter durante su descenso en el interior del alto horno, son mas importantes que su resistencia en frió. Por lo anterior, varios asesores de alto horno que tuvo APDR en la época de los ochentas y mas recientemente la misión de la Kobe Steel a, han recomendado reducir paso a paso este consumo de coquecillo y observar detenidamente como varia el tenor de FeO en el Sinter y como se comporta este Sinter menos duro pero mas reducible, en el proceso del alto horno. La ACCEFYN está de acuerdo con esas opiniones y como una primera etapa recomendaría reducir el consumo de coquecillo de 105 kg/ton que se tiene en la actualidad a 100 kg/ton y ver lo que pasa con la calidad del Sinter obtenido y con la operación y calidad del arrabio obtenido en el alto horno.

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 25
8.1.4 Recomendación para adicionar a la mezcla que se debe sinterizar, cantidades significativas de minerales de hierro provenientes de minas diferentes a las localizadas en Paz del Río
Una de las maneras más efectivas y probablemente más económicas de aumentar la productividad tanto en la planta de Sinter como en el alto horno es mediante la adición a la mezcla que se va a sinterizar, de cantidades significativas de otros minerales provenientes de minas localizadas en regiones diferentes a la zona del municipio de Paz del Río. Entre estos minerales pueden mencionarse él de Ubala, mina localizada muy cerca de la represa del Guavio y sobre la cual APDR tiene derechos sobre una porción de ella. Este es un mineral con un contenido de hierro que oscila entre el 53 y 55% y lo que es aun más interesante, con tenores de SiO2, Al2O3, P2O5, ZnO, K2O y Na2O, bastante más bajos que los tenores de estas impurezas en los minerales que APDR consume en la actualidad. Aunque en el pasado se realizaron diferentes ensayos con cantidades limitadas de este mineral, el autor de este proyecto recomienda realizar otros ensayos utilizando una mayor proporción de este mineral y hacer una evaluación técnico – económica hasta el producto final.
8.1.5 Horno de Ignición
El diseño de este horno, el cual data desde la época de los sesentas es muy deficiente y así lo ha reconocido la empresa alemana Lurgi, constructora de la planta de Belencito y quien a partir del año 1975, lo eliminó y sustituyó por uno más moderno y eficiente. Los principales problemas que tiene el diseño del horno de la planta de Belencito son su baja eficiencia y los quemadores localizados en el techo, lo cual hace que la llama alcance a la camada de materias primas que se va a sinterizar en forma directa, lo cual conduce a que el Sinter final se funda más de lo debido con lo que se reduce sustancialmente su porosidad, haciéndolo poco reducible en el interior del alto horno. Esto finalmente conduce a un aumento en la rata del coque en al alto horno. Este nuevo diseño de horno de ignición puede diseñarse y construirse en Colombia, con lo cual podría obtenerse un ahorro del 40% con respecto al valor que habría que pagar en caso de que se le adquiriera a Lurgi. La empresa Tata Steel de la India hizo una modificación similar a la sugerida para APDR y su experiencia la consigno en las paginas 115 a 128 del documento Monograph on Sintermaking at Tata Steele.
e CHATTERJEE, A. 1992. Monograph on Sintermaking at Tata Steel. TATA STEEL. India
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 26
8.1.6 Humedad de la mezcla a sinterizar.
La humedad de la mezcla es un parámetro crítico en el proceso de sinterización. Por ello, la adición de la cantidad de agua que se suministra en el tambor mezclador, debe ser controlada de la mejor manera posible. En el caso de la planta de APDR, este control se hace en forma manual y por ello es bastante variable. Se requiere con urgencia la instalación de un sistema automático de control.
8.1.7 Adición excesiva de finos de coque a la mezcla a sinterizar.
La mayoría de los asesores extranjeros que han tenido la oportunidad de observar la operación de la planta de Belencito, han coincidido en la opinión de que el Sinter producido allí es muy duro, tiene poca porosidad y un elevado tenor de FeO, lo cual lo hace difícilmente reducible en el proceso del alto horno. También han coincidido en que esto se debe a la utilización de una cantidad excesiva de finos de coque (coquecillo) en el proceso. En la mayoría de las plantas del mundo, el porcentaje de coquecillo con respecto al peso del resto de los constituyentes, oscila entre el 6 y 7%; mientras que en Belencito varia entre 11 y 12%. Aunque por las características del fino del mineral de Fe de APDR, se requiere un poco más de coquecillo que en las plantas extranjeras, creemos que se puede obtener una mejor calidad del Sinter, bajando el consumo del coquecillo hasta un nivel óptimo. Esto conducirá a ahorros energéticos sustanciales, tanto en el alto horno como en la misma planta de Sinter.
8.2 RECOMENDACIONES PARA AUMENTAR LA PRODUCTIVIDAD Y REDUCIR EL CONSUMO DE COQUE EN EL ALTO HORNO
El alto horno es la planta donde se producen los mayores consumos energéticos de toda la empresa y donde también puede lograrse los mayores ahorros, mediante la reparación de algunos equipos, la introducción de sistemas más modernos y la mejora de las características físicas y propiedades químicas de algunas materias primas. En opinión de ACCEFYN, los siguientes son los trabajos o modificaciones que deben ejecutarse para poder obtener un nivel promedio de producción de 950 ton por día de arrabio y reducir la rata de coque a menos de 700 kg/ton.
8.2.1 Reconstrucción de la estufa No. 3
La reparación más urgente es la rehabilitación de la estufa No.3, la cual está seriamente dañada y este daño ha traído como consecuencia, que en este

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 27
momento, la temperatura del aire de soplo haya caído de 850 ºC (que es lo normal cuando las 3 estufas trabajan satisfactoriamente), a 630 ºC. Si aceptamos la regla que usualmente se aplica en los altos hornos, en el sentido de que por cada 100ºC que se disminuya la temperatura de soplo, la rata de coque (coke rate) se incrementa en 10 kg/ton de arrabio, tendremos que para una producción del alto horno de APDR de 923 ton/día, el consumo de coque se ha incrementado en 923*10*2= 18460 kg/día que al precio de $62/kg, que APDR tiene presupuestado como costo para el coque, da un valor de: 62$/kg * 18.460 kg/día = $144.520 por día En los últimos días nos hemos enterado, que APDR ha adquirido un lote de ladrillos tipo colmena, para remplazar los que se han dañado.
8.2.2 Reemplazar el obsoleto sistema de pesaje de las materias primas
Por un sistema más confiable y que posea instrumentos que dejen los pesos registrados de las materias primas que se cargan al alto horno. A este respecto es conveniente señalar que las modificaciones sugeridas por la misión japonesa de la Kobe Steel, nos parecen muy sofisticadas y excesivamente costosas. Deberían analizarse alternativas más sencillas y más baratas. El consultor discutió recientemente este asunto con el director del alto horno de APDR y se convino que en una próxima ocasión se haría una reunión con otros funcionarios que laboran en ese departamento y en la gerencia de proyectos para escuchar sugerencias y analizarlas.
8.2.3 Comprar e instalar un sistema para la inyección de carbón pulverizado o granular por las toberas
Debe pensarse seriamente en comprar e instalar en el mediano plazo, un sistema para la inyección de carbón pulverizado o granular (conocido comúnmente como sistema PCI por sus iniciales en ingles). Con estos sistemas normalmente 1,00 kg de carbón térmico, reemplaza alrededor de 0,85 kg de coque. Para el caso particular de APDR, si asumimos que debido a la baja calidad del mineral y Sinter, sumado al alto volumen de escoria, al alto horno no se le podrían inyectar más de 50 kg de carbón por tonelada de arrabio producido, el ahorro de coque seria de: 923 ton. de arrabio/día * 50 kg carbón/ton arrabio * 0,85 kg coque/kg carbón = 39.228 kg coque/día

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 28
A un costo de $62 el kg de coque y $30 el kg de carbón inyectado, el ahorro diario seria de: 39.228 * 32 = $1.255.296 por día. El consultor se entero a través de un antiguo funcionario de APDR, que en 1998, una firma francesa ofreció un equipo usado que en ese entonces lo ofrecían por $ 654 millones de pesos, pero que posteriormente fue vendido a una siderúrgica China. Con base en esa información, puede estimarse que un equipo adecuado para el alto horno de APDR, podría costar alrededor de los $800 millones de pesos.
8.2.4 Comprar e instalar un tragante de garganta variable
Instalar un “tragante de garganta variable”, el cual aportaría un doble beneficio: evitaría que la carga chocara directamente contra las placas de protección, las cuales en los últimos años se han estado cayendo con demasiada frecuencia (ocasionando paradas en la producción de hasta 20 días), y proporcionaría a los operadores del alto horno de una herramienta eficaz, para manejar los materiales de la carga dentro del alto horno. De acuerdo con la opinión de los ingenieros de la empresa TATA STEEL de la India, la instalación de este sistema en 4 de sus 7 altos hornos, ha producido un ahorro promedio de 8 kg de coque por tonelada de arrabio f . Si adoptamos esta cifra para el caso de APDR, el ahorro seria de: 923*8*62= $457.808 por día.
8.2.5 Modificar el diseño del sistema de placas de protección del tragante
Para tratar de evitar la frecuente caída de las placas de protección del tragante, lo cual cuando ocurre, obliga a parar el alto horno hasta por 20 días, los ingenieros rusos que estuvieron en Belencito en junio de 2002, recomendaron cambiar el actual diseño por uno más moderno c. Sobre el mismo tema, el autor de este trabajo contacto a los ingenieros norteamericanos de la empresa ATSI Engineering Services, la cual en la década de los ochenta realizo varios estudios para APDR. Sus opiniones fueron enviadas en un fax de mayo 5 de 2003, el cual se hizo conocer al gerente de planta y director del alto horno, quienes han estado analizando esa información con el personal de la gerencia de proyectos, para elaborar un nuevo diseño.
8.2.6 Mejorar el conjunto de la instrumentación del alto horno
El alto horno de APDR posee un conjunto mínimo de instrumentos para el control del proceso. En opinión del consultor, la empresa debería adquirir a la mayor brevedad los siguientes instrumentos para poder obtener un mejor control del proceso:
f ANJAN D. 1995. Blast furnace Distribution: Model Studies. Tata Steel. India
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 29
Instalar en los carros básculas un sistema de pesaje del mineral, Sinter, caliza y chatarra, en el cual quedan registrados los pesos de las materias primas que se cargan al alto horno.
Instalar a un metro por debajo del nivel de carga, una sonda que permita tomar en forma radial, tanto muestras de los gases que están saliendo por el tope, como las temperaturas de esos gases. Esas mediciones permiten al personal de operación, conocer como están circulando los gases en su ascenso a través de la carga.
Medir y registrar la temperatura del arrabio cuando esta circulando por las canales.
Esta medición se suprimió hace varios años debido al alto costo de los cartuchos necesarios para realizar la medición. Sin embargo, este dato es importante para vigilar el funcionamiento del alto horno y también para el posterior procesamiento del arrabio en la acería.
8.3 RECOMENDACIONES PARA AUMENTAR LA PRODUCTIVIDAD Y MEJORAR LA CALIDAD DEL ACERO PRODUCIDO EN LA PLANTA DE ACERO.
Para aumentar la productividad y mejorar la calidad del acero fabricado en la planta de acero, se requiere adoptar las siguientes acciones:
8.3.1 Instalar la metalurgia en cucharas
Esta metalurgia en cuchara, según las especificaciones establecidasg, debe tener una capacidad máxima de 500.000 toneladas de acero por año.
8.3.2 Instalar una colada continua
Según las especificaciones establecidas g, se debe montar a continuación de la metalurgia en cuchara, una colada continua con capacidad de 500.000 toneladas de acero por año y en la cual se puedan colar palanquillas que tengan una sección
g APDR. 2001. Proyecto de Reconversión Industrial 500.000 t / año. Acerias Paz del Rio. Belencito.

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 30
de 130*130 mm. Esta colada continua debe estar provista de dos grúas: una para la manipulación de las cucharas llenas con acero y otra de menor capacidad para realizar otros servicios.
8.3.3 Adquirir equipos para el manejo y preparación de la chatarra
Los equipos requeridos son básicamente una prensa cizalla con una capacidad de corte de 1.000 ton y un puente grúa dotado de dos grúas con capacidades de 35 y 15 ton respectivamente.
8.4 RECOMENDACIONES PARA MEJORAR EL RENDIMIENTO METÁLICO Y REDUCIR LOS CONSUMOS ENERGÉTICOS EN LA PLANTA DE LAMINACIÓN
Según las opiniones consignadas a, d y g, la planta de laminación requiere la instalación de los siguientes equipos para mejorar el rendimiento metálico y reducir los consumos energéticos.
Adquirir un horno para el recalentamiento de las palanquillas con una capacidad de 70 ton/hora.
Instalar dos cajas desbastadoras (horizontal – vertical), para poder incrementar la eficacia del tren Morgan existente.
Adquirir e instalar una mesa de enfriamiento para las barras que se generan en la operación del tren Morgan.
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 31
9. COSTO DEL PROYECTO
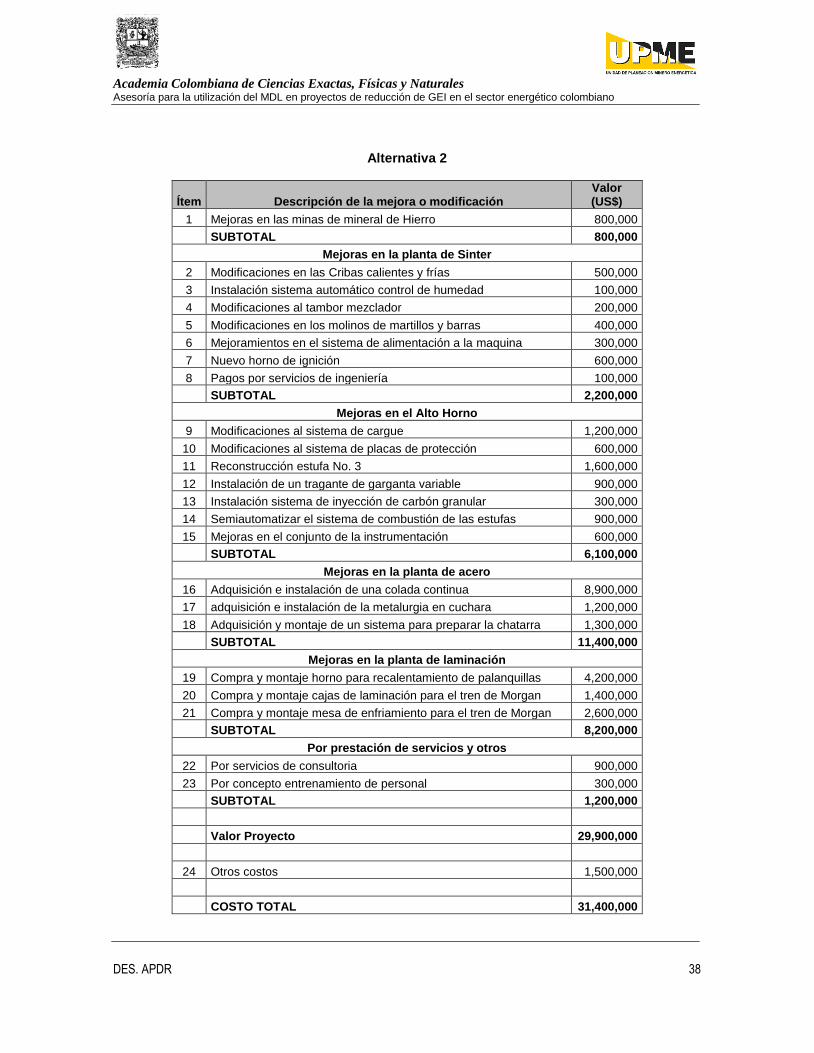
Basados en las cifras consignadas en diversos informes a, d y g, más las opiniones de algunos de los ingenieros que laboran en APDR, las de algunos contratistas que han realizado trabajos para APDR, los consultores ha elaborado un presupuesto el cual asciende a la suma de US$ 9.910.000 para la alternativa 1 y de US$ 31.400.000 para la alternativa 2, una descripción detallada de estos presupuestos, discriminados para cada una de las dependencias analizadas en el proyecto, se muestran en el Anexo 1.
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 32
10. ANÁLISIS ECONÓMICO
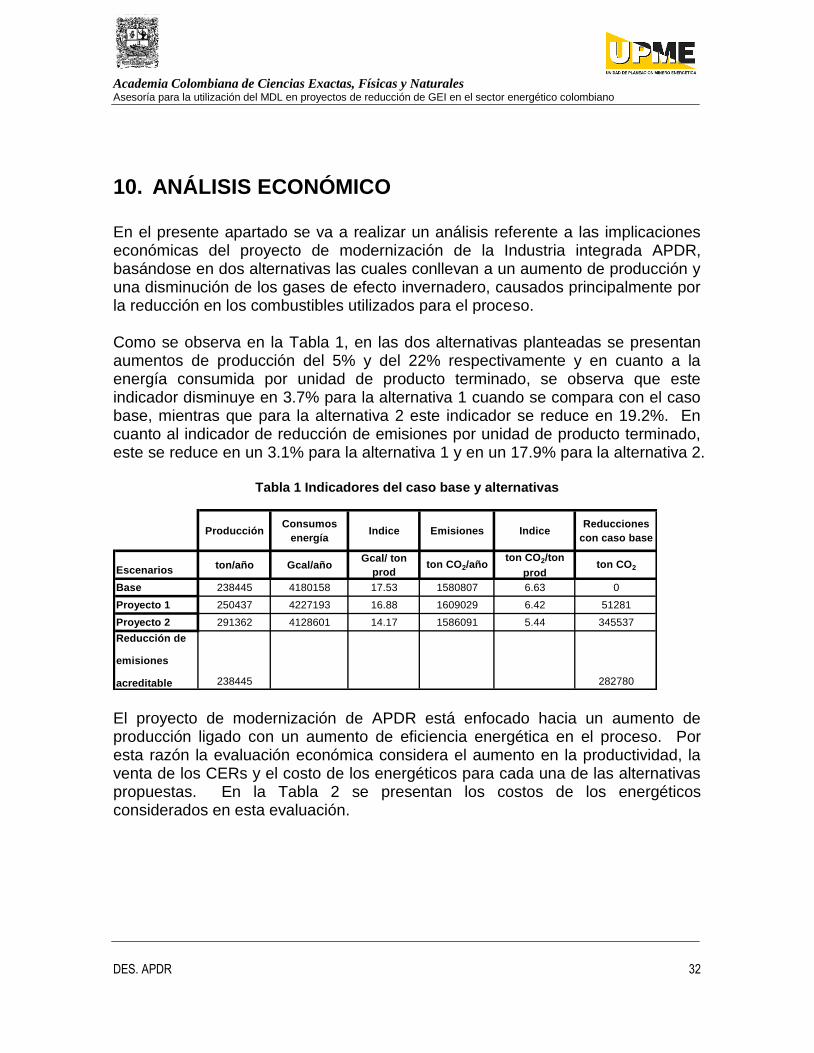
En el presente apartado se va a realizar un análisis referente a las implicaciones económicas del proyecto de modernización de la Industria integrada APDR, basándose en dos alternativas las cuales conllevan a un aumento de producción y una disminución de los gases de efecto invernadero, causados principalmente por la reducción en los combustibles utilizados para el proceso. Como se observa en la Tabla 1, en las dos alternativas planteadas se presentan aumentos de producción del 5% y del 22% respectivamente y en cuanto a la energía consumida por unidad de producto terminado, se observa que este indicador disminuye en 3.7% para la alternativa 1 cuando se compara con el caso base, mientras que para la alternativa 2 este indicador se reduce en 19.2%. En cuanto al indicador de reducción de emisiones por unidad de producto terminado, este se reduce en un 3.1% para la alternativa 1 y en un 17.9% para la alternativa 2.
Tabla 1 Indicadores del caso base y alternativas
ProducciónConsumos
energíaIndice Emisiones Indice
Reducciones
con caso base
Escenarioston/año Gcal/año
Gcal/ ton
prodton CO2/año
ton CO2/ton
prodton CO2
Base 238445 4180158 17.53 1580807 6.63 0
Proyecto 1 250437 4227193 16.88 1609029 6.42 51281
Proyecto 2 291362 4128601 14.17 1586091 5.44 345537
Reducción de
emisiones
acreditable 238445 282780 El proyecto de modernización de APDR está enfocado hacia un aumento de producción ligado con un aumento de eficiencia energética en el proceso. Por esta razón la evaluación económica considera el aumento en la productividad, la venta de los CERs y el costo de los energéticos para cada una de las alternativas propuestas. En la Tabla 2 se presentan los costos de los energéticos considerados en esta evaluación.
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 33
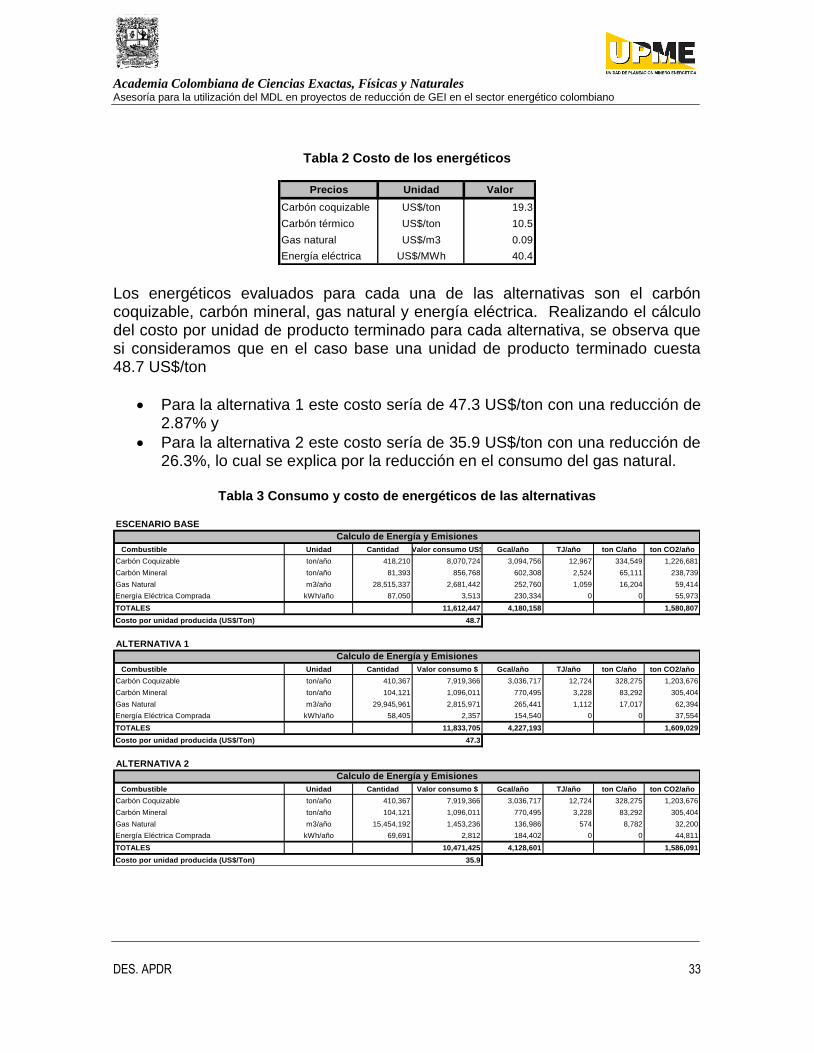
Tabla 2 Costo de los energéticos
Precios Unidad Valor
Carbón coquizable US$/ton 19.3
Carbón térmico US$/ton 10.5
Gas natural US$/m3 0.09
Energía eléctrica US$/MWh 40.4 Los energéticos evaluados para cada una de las alternativas son el carbón coquizable, carbón mineral, gas natural y energía eléctrica. Realizando el cálculo del costo por unidad de producto terminado para cada alternativa, se observa que si consideramos que en el caso base una unidad de producto terminado cuesta 48.7 US$/ton
Para la alternativa 1 este costo sería de 47.3 US$/ton con una reducción de 2.87% y
Para la alternativa 2 este costo sería de 35.9 US$/ton con una reducción de 26.3%, lo cual se explica por la reducción en el consumo del gas natural.
Tabla 3 Consumo y costo de energéticos de las alternativas
ESCENARIO BASE
Calculo de Energía y Emisiones Calculo de Energía y Emisiones
Combustible Unidad Cantidad Valor consumo US$ Gcal/año TJ/año ton C/año ton CO2/año
Carbón Coquizable ton/año 418,210 8,070,724 3,094,756 12,967 334,549 1,226,681
Carbón Mineral ton/año 81,393 856,768 602,308 2,524 65,111 238,739
Gas Natural m3/año 28,515,337 2,681,442 252,760 1,059 16,204 59,414
Energía Eléctrica Comprada kWh/año 87,050 3,513 230,334 0 0 55,973
TOTALES 11,612,447 4,180,158 1,580,807
Costo por unidad producida (US$/Ton) 48.7
ALTERNATIVA 1
Calculo de Energía y Emisiones Calculo de Energía y Emisiones
Combustible Unidad Cantidad Valor consumo $ Gcal/año TJ/año ton C/año ton CO2/año
Carbón Coquizable ton/año 410,367 7,919,366 3,036,717 12,724 328,275 1,203,676
Carbón Mineral ton/año 104,121 1,096,011 770,495 3,228 83,292 305,404
Gas Natural m3/año 29,945,961 2,815,971 265,441 1,112 17,017 62,394
Energía Eléctrica Comprada kWh/año 58,405 2,357 154,540 0 0 37,554
TOTALES 11,833,705 4,227,193 1,609,029
Costo por unidad producida (US$/Ton) 47.3
ALTERNATIVA 2
Calculo de Energía y Emisiones Calculo de Energía y Emisiones
Combustible Unidad Cantidad Valor consumo $ Gcal/año TJ/año ton C/año ton CO2/año
Carbón Coquizable ton/año 410,367 7,919,366 3,036,717 12,724 328,275 1,203,676
Carbón Mineral ton/año 104,121 1,096,011 770,495 3,228 83,292 305,404
Gas Natural m3/año 15,454,192 1,453,236 136,986 574 8,782 32,200
Energía Eléctrica Comprada kWh/año 69,691 2,812 184,402 0 0 44,811
TOTALES 10,471,425 4,128,601 1,586,091
Costo por unidad producida (US$/Ton) 35.9

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 34
Es importante recalcar para cualquiera de las dos alternativas el margen operativo adicional que se obtiene por el incremento de la productividad de la planta, la cual fue valorada como la diferencia entre el precio de venta (285 US$/ton) y los costos variables del proceso de producción (144 US$/ton). Realizando una evaluación económica en dólares constantes teniendo en cuenta un horizonte de 20 años, tasa de oportunidad del 12%, ingresos de reducción de emisiones por 14 años y a 4 US$/ton CO2 y con los parámetros y consumos descritos en tablas anteriores, se obtiene que la Alternativa 2 presenta unos atractivos indicadores como son un valor presente neto de 21.5 millones de dólares, un periodo de repago simple a la inversión de 5 años, y una tasa interna de retorno del 22.1%, lo que se explica principalmente por los importantes ingresos provenientes del aumento de producción (aproximadamente US$7.5 millones/año) y la reducción de costos provenientes del ahorro en combustibles (aproximadamente US$1.1 millones/año). Similarmente la Alternativa 1, también resulta viable económicamente presentando un periodo de repago simple a la inversión de 8 años, un valor presente neto de 343,000 dólares y una tasa interna de retorno de 12.6. Relacionado con la implementación del Mecanismo de Desarrollo Limpio, se observa como el aumento de eficiencia en la planta, visto como un menor consumo de energía por unidad de producto terminado, se traduce en una reducción de emisiones, de aproximadamente 50,000 ton CO2 para la alternativa 1 y 282.780 ton CO2 para la alternativa 2. A su vez al valorar esta reducción de emisiones teniendo en cuenta unos costos de transacción del 20% para las dos alternativas, se obtiene que el valor presente de los ingresos netos de ventas de certificados de reducción para la alternativa 1 es de un millón y de 6.4 millones para la alternativa 2, lo cual representaría importantes montos si se compara con los costos de inversión, un 10% para la alternativa 1 y un 20% para la alternativa 2.

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 35
11. CONCLUSIONES
Acerias Paz del Río S.A., es la única siderúrgica integrada que existe en Colombia, ha venido padeciendo una difícil situación económica desde hace alrededor de 10 años, la cual la ha tenido en diversas ocasiones al borde de su liquidación.
La difícil situación económica a que se ha llegado, se debe principalmente a los siguientes factores: pobre calidad de las materias primas procesadas; obsolescencia de una buena parte de los equipos utilizados; entrada al país de grandes volúmenes de acero como resultado del proceso de globalización; elevada carga prestacional; políticas nocivas de grupos económicos poderosos que en el pasado tuvieron el control de la empresa y errores administrativos cometidos por diversas administraciones de la compañía.
Diferentes firmas extranjeras que han analizado a fondo la situación actual de APDR a, c y d, diversos estudios realizados por la propia empresa g, y el análisis realizado por los autores del presente proyecto han coincidido en la apreciación, para que APDR pueda asegurar su viabilidad es necesario incrementar su productividad, reducir costos y mejorar sustancialmente las condiciones ambientales dentro de la planta.
Para lograr los objetivos mencionados anteriormente, las entidades citadas coinciden en que para ello será necesario realizar inversiones en los siguientes aspectos: adquisición de algunos equipos nuevos, reparación de algunos equipos que se encuentran en malas condiciones, eliminar algunos “cuellos de botella”, mejorar las condiciones ambientales e intensificar la capacitación del personal.
Según los resultados obtenidos al elaborar el proyecto, si partimos de un escenario base que corresponde a una producción de 238.445 ton/año de productos finales, un consumo energético unitario de 17.53 Gcal/t y unas emisiones de 6.63 tCO2/t producto, la modernización de APDR consistente en las mejoras propuestas en este proyecto, causarán que la producción se incremente a 291.362 ton/año de productos terminados, y que el consumo energético se reduzca a 14.17 Gcal/t de producto y las emisiones a 5.44 tCO2/t de producto, resultando en una reducción total anual de emisiones de 282.780 t/CO2

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 36
La Alternativa 2 es la mas conveniente para seguir siendo estudiada como una posible solución para Acerías Paz del Río, no solo por los mejores indicadores de rentabilidad obtenidos comparados con la alternativa 1, sino además por las importantes mejoras de eficiencia logradas con este proceso, lográndose una reducción en el consumo de energía por unidad de producto terminado del 19% con respecto del caso base.
El Mecanismo de Desarrollo Limpio puede jugar un papel determinante en la implementación del proyecto, dada la importante participación que logra la venta de CERs de 20% del porcentaje de la inversión para la alternativa 2. Para una posterior etapa se debería pensar en la forma como los CERs pudieran ser capitalizados como una parte de la inversión o un instrumento para conseguir una financiación acorde con el flujo de ingresos proveniente de la reducción de emisiones.

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 37
12. ANEXO 1
Discriminación de los costos del proyecto para cada una de las dependencias afectadas
Alternativa 1
Item Descripción de la mejora o modificación Valor (US$)
1 Mejoras en las minas de mineral de Hierro 800,000
SUBTOTAL 800,000
2 Modificaciones en las cribas calientes y frias 500,000
3 Instalación sistema automatico control de humedad 100,000
4 Modificaciones al tambor mezclador 200,000
5 Modificaciones en los molinos de martillos y barras 400,000
6 Mejoramientos en el sistema de alimentación a la maquina 300,000
7 Nuevo horno de ignición 600,000
8 Pagos por servicios de ingenieria 100,000
SUBTOTAL 2,200,000
9 Modificaciones al sistema de cargue 1,200,000
10 Modificaciones al sistema de placas de protección 600,000
11 Recostrucción estufa No. 3 1,600,000
12 Instalación de un tragante de garganta variable 900,000
13 Instalación sistema de inyección de carbón granular 300,000
14 Semiautomatizar el sistema de combustión de las estufas 900,000
15 Mejoras en el conjunto de la instrumentación 600,000
SUBTOTAL 6,100,000
16 Por servicios de consultoria 270,000
17 Por concepto entrenamiento de personal 90,000
SUBTOTAL 360,000
Valor Proyecto 9,460,000
18 Otros costos 450,000
COSTO TOTAL 9,910,000
Mejoras en la planta de Sinter
Mejoras en el Alto Horno
Por prestación de servicios y otros
Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 38
Alternativa 2
Ítem Descripción de la mejora o modificación Valor (US$)
1 Mejoras en las minas de mineral de Hierro 800,000
SUBTOTAL 800,000
Mejoras en la planta de Sinter
2 Modificaciones en las Cribas calientes y frías 500,000
3 Instalación sistema automático control de humedad 100,000
4 Modificaciones al tambor mezclador 200,000
5 Modificaciones en los molinos de martillos y barras 400,000
6 Mejoramientos en el sistema de alimentación a la maquina 300,000
7 Nuevo horno de ignición 600,000
8 Pagos por servicios de ingeniería 100,000
SUBTOTAL 2,200,000
Mejoras en el Alto Horno
9 Modificaciones al sistema de cargue 1,200,000
10 Modificaciones al sistema de placas de protección 600,000
11 Reconstrucción estufa No. 3 1,600,000
12 Instalación de un tragante de garganta variable 900,000
13 Instalación sistema de inyección de carbón granular 300,000
14 Semiautomatizar el sistema de combustión de las estufas 900,000
15 Mejoras en el conjunto de la instrumentación 600,000
SUBTOTAL 6,100,000
Mejoras en la planta de acero
16 Adquisición e instalación de una colada continua 8,900,000
17 adquisición e instalación de la metalurgia en cuchara 1,200,000
18 Adquisición y montaje de un sistema para preparar la chatarra 1,300,000
SUBTOTAL 11,400,000
Mejoras en la planta de laminación
19 Compra y montaje horno para recalentamiento de palanquillas 4,200,000
20 Compra y montaje cajas de laminación para el tren de Morgan 1,400,000
21 Compra y montaje mesa de enfriamiento para el tren de Morgan 2,600,000
SUBTOTAL 8,200,000
Por prestación de servicios y otros
22 Por servicios de consultoria 900,000
23 Por concepto entrenamiento de personal 300,000
SUBTOTAL 1,200,000
Valor Proyecto 29,900,000
24 Otros costos 1,500,000
COSTO TOTAL 31,400,000

Academia Colombiana de Ciencias Exactas, Físicas y Naturales Asesoría para la utilización del MDL en proyectos de reducción de GEI en el sector energético colombiano
DES. APDR 39
ÚLTIMA PAGINA DE ESTE INFORME