proyecto de innovación tecnológica desarrollo...
TRANSCRIPT

Informe Técnico Final
CIAD/DUC/001/2013
Proyecto de Innovación Tecnológica
Desarrollo tecnológico e implementación de una línea de proceso para productos de
berenjena con calidad nutricional y nutracéutica
Dra. Ma. Dolores Muy Rangel Responsable
Colaboradores: Dr. Juan Pedro Campos Sauceda Dr. José Basilio Heredia MC. Verónica Pérez Rubio MC. Eduardo Sánchez Valdez MC. Laura Contreras Angulo Ing. Werner Rubio Carrasco Ing. Célida Martínez Rodríguez Ing. Rosalba Contreras Martínez MC. Rosabel Vélez de la Rocha
Enero 25, 2013.
Centro de Investigación en
Alimentación y Desarrollo, A.C.
CIENCIA Y TECNOLOGÍA DE PRODUCTOS AGRÍCOLAS DE ZONAS
TROPICALES Y SUBTROPICALES
CIAD, A.C. CULIACÁN

RESUMEN
En Sinaloa, la producción de berenjena se ubica dentro de las 10 principales hortalizas que se comercializan a nivel nacional e internacional, sin embargo, más del 30 % de este cultivo se desperdicia por exigencias y saturación del mercado, principalmente. Las características de composición y desarrollo de la berenjena que se produce en Sinaloa la hace un excelente candidato para su transformación como producto procesado; pudiéndose lograr como producto final un excelente alimento con calidad nutrimental y nutracéutica. Para atender el potencial de transformación de la berenjena sinaloense, la compañía Ideas de Berenjena S.A. de C.V. propuso investigar el desarrollo tecnológico de dos productos de berenjena: tipo medallón y rodajas, congelados; los cuales presentaron buena estabilidad tecnológica y de calidad mediante el formulado de distintas combinaciones de producto (pasta de berenjena) e ingredientes. Los dos productos de berenjena ofrecen buena estabilidad al congelamiento, el contenido de proteínas se concentra por ser un alimento ligeramente deshidratado, son una rica fuente de fibra dietaria y aportan minerales como el potasio, calcio, hierro y magnesio, principalmente. Además de la fibra, estos productos presentan un importante contenido de fenoles que se pueden aprovechar como antioxidantes con calidad nutraceútica para los consumidores. Los productos terminados de berenjena en presentación de medallones y rodajas congelados, ofrecen calidad microbiológica, sensorial y estabilidad durante un periodo de comercialización mayor de 8 meses. El proceso de investigación y desarrollo tecnológico de los medallones y rodajas de berenjena se realizó con apoyo de los investigadores y la infraestructura del CIAD-Culiacán. Actualmente, el escalamiento de esta investigación se realizó a nivel planta piloto con una capacidad de producción de 500 g de producto/hora; para lo cual se validó los prototipos para la producción de productos de berenjena a nivel planta piloto.
INTRODUCCIÓN
El cultivo de la berenjena (Solanun melongena L.)es de considerable importancia en muchas zonas tropicales y subtropicales del mundo. Para el consumo humano la berenjena se cosecha en estado fisiológico inmaduro. Generalmente, la más conocida a nivel mundial es la de color púrpura y de forma ovalada, pero otras variedades pueden ser de diferente color, tamaño y forma (Salunkhe y Desai, 1984).
En México,la berenjena tiene poca demanda debido a la escasa información
sobre sus características de calidad y la manera de consumirse, por ello, solo se cultiva para el mercado de exportación. Entre las berenjenas que se comercializan la principal variedad es la tipo Clásica ó Americana, aunque existen otras de menor impacto como las del tipo China, Japonesa, Filipina y Tailandesa (Muy-
Rangel et al., 2002). Todas las berenjenas son muy susceptibles al manejo, por lo que el tiempo que transcurra desde la cosecha al almacenamiento es de vital importancia para su calidad y vida poscosecha. Además, se reporta que el comportamiento poscosecha de esta hortaliza es diferente entre los tipos, debido a las características de composición y estructura celular (Díaz-Pérez, 1998; Muy et al., 2002).
Para la comercialización de frutas de berenjena cv. Black Beauty se requiere que la fruta presente como mínimo un diámetro de 12 cm, mientras que para el cv. Long Purple se considera un rango de longitud de 25 a 35 cm (Medlicott, 1999). En Sinaloa, México, se comercializan principalmente dos tipos de berenjena: La morada ovalada, llamada “Típica” y la Alargada púrpura conocida como “China”. Para las primeras el índice de corte es el tamaño clasificándolo como talla 16, 18, 24 y 32 frutos por caja con diferentes valores promedios de diámetro y longitud (Siller et al., 1995), mientras que la China se comercializa en chica, mediana y grande.
La berenjena se consume como hortaliza fresca y su principal atributo en
sus características de calidad es su destacado aporte de fibra dietaria (Sánchez-Castillo, 1999; Pak, 2000) y el alto contenido de ácidos fenólicos donde sobresale el ácido clorogénico (Whitaker y Stommel, 2003). Por ello, esta hortaliza se encuentra ubicada dentro de las diez principales hortalizas con alto poder antioxidante (Cao et al., 1996).Esta característica, permite que el consumo de algunas hortalizas como la berenjena, actúan protegiendo a las células humanas del “estrés oxidativo”, producido por la acción de los radicales libres (Urquiaga et al., 1999). Es por esto, que los productos con alto contenido de antioxidantes naturales pueden ofrecer un valor agregado si se explota esta propiedad durante la comercialización, con el nombre de alimentos nutracéuticos.
Para mejorar la comercialización de la producción primaria de la agricultura sinaloense, se han estudiado diversas tecnologías que permiten extender la vida de anaquel del producto en fresco y procesado. En diversos productos hortofrutícolas frescos, el uso de bajas temperaturas que permiten reducir su actividad metabólica, la combinación de películas plásticas con cubiertas comestibles, disminuyen la velocidad de transpiración, mientras que la aplicación de compuestos químicos retardan la senescencia. Para los alimentos procesados, se busca elaborar alimentos que puedan cubrir su demanda durante todos los meses del año.
Actualmente, la búsqueda de alimentos convenientes, nutricionales y de
fácil preparación, han modificado la tradicional producción de alimentos enlatados, principalmente. Algunas tecnologías que se emplean para el procesamiento de alimentos derivados de frutas y hortalizaspara incrementar su consumo son: encurtido, congelados, deshidratación yconcentrados, entre otros, siendo los dosúltimoslos de mayor impacto, dado que contribuye al grupo de alimentos de consumo de rápidos (Carcea, 1986; Ramassamy y Suvendu, 2006). El uso de las nuevas tecnologías para productos alimenticios procesados y el cambio de estilo
de vida, han aumentado la demanda de alimentos listos para comer, de cocción rápida e instantáneos (Iwe, 2000; Chinnaswamy, 1993).
Los productos a base de berenjena en combinación de ingredientes
naturales podrían contribuir a la ingesta de alimentos vegetales en la dieta, los cuales además de presentar características de un alimento saludable (nutrimental y nutracéutico) se elaborará para que sea de fácil preparación y pueda competir con los alimentos rápidos de carencias nutritivas.
OBJETIVO GENERAL
Implementar los procesos tecnológicos que permitan elaborar dos productos de berenjena pre-cocidos para su comercialización como alimentos congelados con características de calidad sensorial, nutritiva y nutracéutica.
Objetivos Específicos
Estudiar los procesos para elaborar medallones y rodajas de berenjena en combinación con ingredientes naturales y sistema de horneado. Estandarizar el proceso de deshidratación de la materia prima para elaborar la pasta de berenjena en combinación de ingredientes naturales y un sistema de horneado para obtener medallones de pulpa de berenjena. Desarrollar una formulación y método para empanizar rodajas de berenjena en combinación de ingredientes naturales bajo un sistema de horneado y congelado. Validar equipos prototipo que permitan el desarrollo de medallones y rodajas de berenjena mediante un proceso continuo para su comercialización como alimento pre-cocido y congelado. Evaluar las variables de calidad en los medallones y rodajas de berenjena mediante análisis de composición proximal (humedad, sólidos solubles, proteína, grasa, carbohidratos) y el contenido de minerales (sodio, calcio, cobre, hierro, magnesio, manganeso, zinc, fósforo y potasio). Evaluar en los medallones y rodajas de berenjena la calidad física (color, textura), química (pH, acidez, sólidos solubles, Aw y perfil de ácidos grasos), microbiológica (cuenta total bacteriana, coliformes totales, coliformes fecales, Escherichia coli y Salmonella) y sensorial (aceptabilidad general, consistencia y aroma).
ANTECEDENTES
Aspectos Generales de la Berenjena
El Cultivo de Berenjena
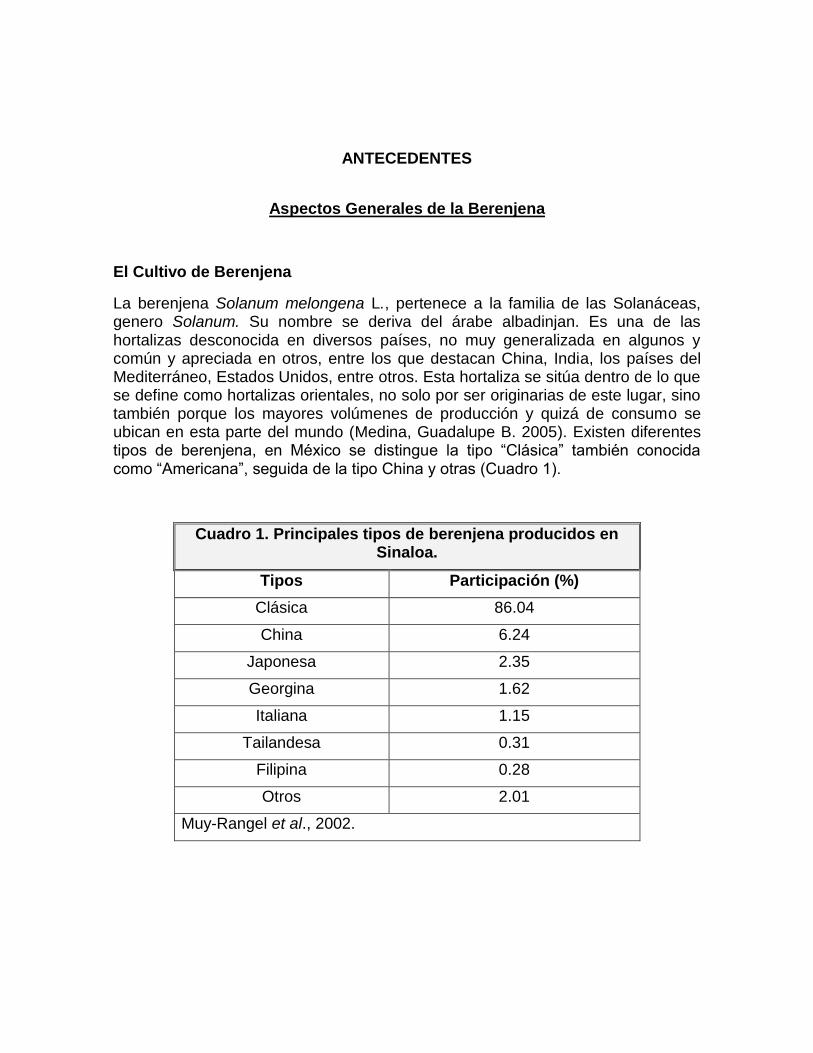
La berenjena Solanum melongena L., pertenece a la familia de las Solanáceas, genero Solanum. Su nombre se deriva del árabe albadinjan. Es una de las hortalizas desconocida en diversos países, no muy generalizada en algunos y común y apreciada en otros, entre los que destacan China, India, los países del Mediterráneo, Estados Unidos, entre otros. Esta hortaliza se sitúa dentro de lo que se define como hortalizas orientales, no solo por ser originarias de este lugar, sino también porque los mayores volúmenes de producción y quizá de consumo se ubican en esta parte del mundo (Medina, Guadalupe B. 2005). Existen diferentes tipos de berenjena, en México se distingue la tipo “Clásica” también conocida como “Americana”, seguida de la tipo China y otras (Cuadro 1).
Cuadro 1. Principales tipos de berenjena producidos en Sinaloa.
Tipos Participación (%)
Clásica 86.04
China 6.24
Japonesa 2.35
Georgina 1.62
Italiana 1.15
Tailandesa 0.31
Filipina 0.28
Otros 2.01
Muy-Rangel et al., 2002.

Origen
La berenjena es originaria de las zonas tropicales y subtropicales asiáticas. Su cultivo es muy antiguo desde la India, Birmania y China. Hacia el año 1,200 ya se cultivaba en Egipto, y fue introducida en la edad media a través de la península Ibérica y Turquía, para posteriormente extenderse por el Mediterráneo y resto de Europa. Fue en el siglo XVII cuando se introdujo en la alimentación, tras ser utilizada en medicina para combatir inflamaciones cutáneas y quemaduras (Infoagro. 2012). Con la llegada de los colonizadores al nuevo mundo, esta especie hortícola se empieza a difundir a diversos países del continente americano de tal forma que en la actualidad destaca su cultivo en Estados Unidos, Argentina y México. La traducción de berenjena en los países de habla inglesa es eggplant (Medina, Guadalupe B. 2005).
Composición Química del Fruto de Berenjena
Vitaminas y Ácidos Grasos
Las vitaminas son sustancias orgánicas que nuestro cuerpo necesita en
cantidades muy pequeñas. Son producidas primeramente por los seres del reino
vegetal. En algunos casos los animales pueden transformarlas y almacenarlas. La
berenjena aporta un contenido bajo de vitaminas en comparación con otros
vegetales por su contenido de vitaminas, entre la vitamina que abunda en la
berenjena esta la vitamina C (como ácido ascórbico) (Cuadro 2) (USDA, 2012).
Así mismo, El contenido de ácidos grasos en la berenjena es escaso, presenta un
total de 0.034, 0.016 y 0.076 g de ácidos grasos saturados, monoinsaturados y
poliinsaturados, respectivamente por cada 100 g de parte comestible, por lo que
se considera una escasa fuente de estos nutrientes (USDA, 2012).
Cuadro 2. Composición de vitaminas en 100g de berenjena fresca
Vitamina Contenido
Vitamina A, (IU) 27
Tiamina (mg) 0.039
Riboflavina (mg) 0.037
Niacina (mg) 0.649
Ácido ascórbico (mg) 2.2

Aminoácidos
Los aminoácidos forman las proteínas, a su vez están cosntituidos por átomos de
carbono, oxigeno e hidrogeno, pero además contienen nitrógeno. La naturaleza y
características de cada proteína dependen del tipo de aminoácidos que la forman,
y sobre todo, del modo en que están ordenados formando la cadena. La berenjena
aporta aunque en pequeñas cantidades todos los aminoácidos esenciales para el
correcto funcionamiento del cuerpo humano (Cuadro 3) (USDA, 2012).
Cuadro 3. Composición de aminoácidos en 100 g de berenjena fresca
Aminoácido Contenido (g)
Lisina 0.047
Histidina 0.023
Arginina 0.057
Acido aspartico 0.164
Treonina 0.037
Serina 0.042
Acido Glutámico 0.186
Prolina 0.043
Glicina 0.041
Alanina 0.051
Cistina 0.006
Valina 0.053
Metionina 0.011
Isoleucina 0.045
Leucina 0.064
Fenilalanina 0.043
Triptofano 0.009

Composición Proximal y Nutricional de Frutos de Berenjena
El aporte nutrimental de la berenjena, como muchas otras hortalizas pudiera
parecer no significativo, es decir, la cantidad de nutrientes importantes para la
dieta humana contenidas en ellas, es escaso. Sin embargo en cuanto al contenido
de fibra que aporta, su consumo es digno de considerar importante (Cuadro 4)
(USDA, 2012).
Cuadro 4. Composición proximal en 100 g de berenjena fresca.
Componente Contenido (g)
Agua 92.41
Proteína 1.01
Total de lípidos, grasa 0.19
Ceniza 0.70
Carbohidratos 5.70
Fibra dietaría total 3.40
Azucares totales 2.35
Energía 24 kcal
Humedad. El agua es, no solo el constituyente más abundante de los alimentos
sino que contribuye grandemente a sus cualidades naturales, es la causante de su
naturaleza perecedera y regula la velocidad de sus reacciones químicas y
enzimáticas de deterioro. El contenido de humedad en los alimentos es de
primordial importancia puesto que diluye su valor nutritivo por unidad de peso y
aumenta el costo unitario de los nutrientes, su determinación y control contribuye
de manera determinante al control de calidad de los productos. Conforme a los
datos reportados en el Cuadro 4, se reporta un contenido de 92.41% de humedad,
lo cual refleja un contenido muy alto de agua en el fruto, porcentaje cacterístico de
las hortalizas.

Cenizas. La ceniza en los materiales alimenticios es un término analítico
equivalente al residuo inorgánico que queda después de calcinar la materia
orgánica. Normalmente no son las sustancias inorgánicas presentes en el alimento
original, debido a las pérdidas por volatilización o a las interacciones entre los
constituyentes. Su cuantificación es importante puesto que es un método sencillo
para determinar la calidad de algunos alimentos cuyo contenido debe estar entre
ciertos valores y de ésta manera poder dictaminar la presencia de minerales
adicionados como adulterantes intencionales o como contaminación por un
procesamiento mal efectuado. La berenjena presenta según el Cuadro 4, un valor
de 0.7g por cada 100 g de material fresco.
Proteínas. Las proteínas son una cadena compuesta de aminoácidos. Estas
cumplen funciones diversas que van desde la regulación metabólica hasta el
sustento estructural; realizan reacciones químicas, transportan sustancias,
construyen músculos, reparan tejidos, combaten infecciones, entre otras
funciones. Todas las proteínas están formadas básicamente por 20 tipos distintos
de aminoácidos. Según datos proporcionados por la USDA, 2012., la berenjena
aporta 1.01g de proteína por cada 100g de porción comestible que a su vez tiene
presente todos los aminoácidos esenciales.
Grasas. Las grasas o los lípidos son compuestos químicos insolubles en el agua.
Están formados básicamente por átomos de carbono, hidrogeno y oxigeno, se
clasifican en lípidos simples o grasas neutras, lípidos compuestos o lipoides,
ácidos grasos saturados y ácidos grasos insaturados. El contenido de grasa en la
berenjena es poco, de 0.19g por cada 100g de fruta fresca.
Carbohidratos. Los carbohidratos o hidratos de carbono, se les llaman también
glúcidos por su sabor dulce. Son la principal fuente de energía para todas las
funciones del cuerpo, y proporcionan calorías de una forma rápida. Son moléculas
formadas únicamente por átomos de carbono, hidrogeno y oxigeno. Según el
tamaño de su molécula, los carbohidratos se clasifican en tres grupos:
monosacáridos, disacáridos y polisacáridos. La berenjena es una fuente baja en
carbohidratos y contiene 5.70g por cada 100g de fruta fresca.
Fibra dietaria. La fibra dietaria está compuesta por fibra soluble como las gomas e
insoluble como la celulosa. La celulosa o fibra vegetal es un tipo especial de
carbohidrato que no se absorbe y por lo tanto el organismo no la puede utilizar
como fuente de energía. Actúa absorbiendo las toxinas y arrastrando sustancias
nocivas como los ácidos biliares precursores del colesterol, entre otras, hasta
formar las heces. La celulosa o fibra vegetal se hincha con el agua, aumentando
varias veces su volumen. De esta forma da consistencia a las heces, y facilita el
tránsito por el colon hasta su expulsión por el recto. Cuando la dieta contiene poca
celulosa por ser pobre el consumo en fruta, cereales integrales y hortalizas, las
heces son duras y concentradas con lo que obligan al intestino a realizar grandes
esfuerzos para eliminarlas. Esto causa o agrava numerosos trastornos, como los
divertículos intestinales, las hemorroides y hasta el cáncer de colon. La berenjena
es una excelente fuente de fibra dietaria, necesaria para el buen funcionamiento
del aparato digestivo, contiene aproximadamente 3.40 g de fibra por cada 100g de
fruta fresca (USDA, 2012). La berenjena es consumida como hortaliza fresca y su
principal atributo en sus características de calidad es su destacado aporte de fibra
dietaria y el alto contenido de ácidos fenólicos donde sobresale el ácido
clorogénico. Por ello, esta hortaliza se encuentra ubicada dentro de las diez
principales hortalizas con alto poder antioxidante.
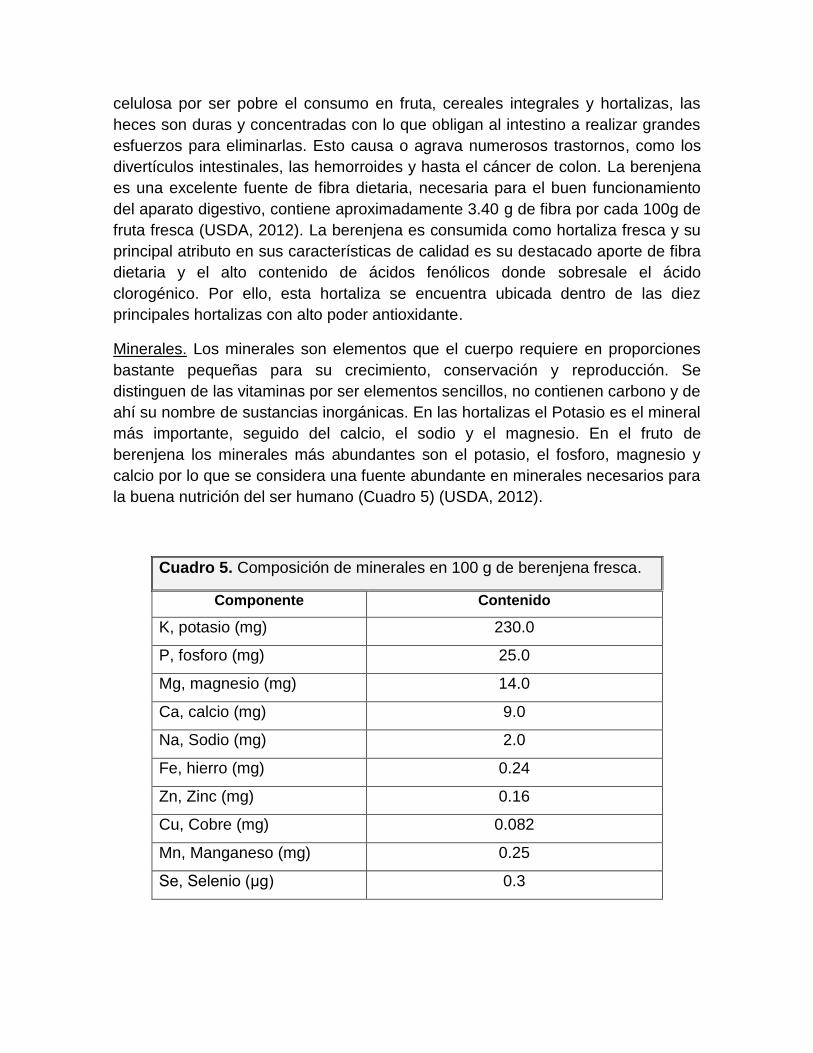
Minerales. Los minerales son elementos que el cuerpo requiere en proporciones
bastante pequeñas para su crecimiento, conservación y reproducción. Se
distinguen de las vitaminas por ser elementos sencillos, no contienen carbono y de
ahí su nombre de sustancias inorgánicas. En las hortalizas el Potasio es el mineral
más importante, seguido del calcio, el sodio y el magnesio. En el fruto de
berenjena los minerales más abundantes son el potasio, el fosforo, magnesio y
calcio por lo que se considera una fuente abundante en minerales necesarios para
la buena nutrición del ser humano (Cuadro 5) (USDA, 2012).
Cuadro 5. Composición de minerales en 100 g de berenjena fresca.
Componente Contenido
K, potasio (mg) 230.0
P, fosforo (mg) 25.0
Mg, magnesio (mg) 14.0
Ca, calcio (mg) 9.0
Na, Sodio (mg) 2.0
Fe, hierro (mg) 0.24
Zn, Zinc (mg) 0.16
Cu, Cobre (mg) 0.082
Mn, Manganeso (mg) 0.25
Se, Selenio (μg) 0.3

Compuestos Fenólicos
Se han evaluado la cantidad de compuestos fenólicos antioxidantes de una amplia
variedad de berenjenas, estas poseen niveles notablemente diferentes de ácidos
fenólicos, los cuales además de tener potencial nutritivo, dan lugar al
pardeamiento de la carne de la fruta una vez que es cortada. La polifenol oxidasa
es la enzima que hace que los fenoles reaccionen para formar pigmentos
parduscos. Se han encontrado berenjenas que contienen un alto nivel de ácidos
fenólicos, una clase de compuestos fenilpropanoides, tales como los flavonoides,
que poseen un anillo de fenilo sencillo y de uno a tres hidroxilos fenolitos.
Las plantas forman estos compuestos para protegerse contra el estrés oxidativo,
así como de las infecciones por bacterias y hongos. El ácido clorogénico es el
compuesto predominante en todas las muestras analizadas. Este compuesto y los
ésteres relacionados con el acido cafeínico están entre los más potentes radicales
libres devoradores de desperdicios que se encuentran en los tejidos de las
plantas. Los beneficios reportados, incluyen actividad antimutagénica,
antimicrobiana, anti LDL y antiviral. La evidencia actual indica que los fenolitos en
las berenjenas son buenos para la gente, pero también imparten al fruto un gusto
amargo. En teoría, las berenjenas con el más elevado nivel de antioxidantes son
también las de sabor más amargo (Medina, 2005).
Tecnologías del Procesado de Alimentos
El principal objetivo del procesado de los alimentos es reducir la actividad
microbiana y retrasar los cambios químicos alterantes, modificando al mínimo sus
atributos de calidad. Las técnicas de procesado de los alimentos son muy
diferentes de las de conservación por que las células de los tejidos mueren
durante el tratamiento. La ventaja más importante del tratamiento térmico frente a
otros métodos de conservación, es que permite mantener los alimentos durante
más tiempo en condiciones aptas para su consumo. Sin embargo, la intensidad de
estos procesos origina alteraciones más severas, es decir, que modifican más los
atributos de calidad del producto. Los efectos de los tratamientos pueden ser
deseables (inactivación por el calor de factores antinutritivos, ablandamiento de
tejidos duros o resistentes, formación de aromas, etc.), o indeseables (pérdida de
vitaminas por efecto del calor, decoloración, cambios en la textura, aroma y sabor,
etc.); pero la aceptabilidad de cada producto por parte del consumidor depende en
última instancia de sus hábitos alimenticios y de sus preferencias (Fennema y
Steven, 2000).

Escaldado
El escaldado o escalde es un proceso de tratamiento térmico que por lo general se
aplica a frutas y hortalizas antes de la congelación, el secado o el enlatado. El
escalde se lleva a cabo principalmente para inactivar enzimas antes de la
congelación o la deshidratación. Los alimentos congelados o deshidratados sin
escaldar experimentan cambios relativamente rápidos en las propiedades de
calidad como color, sabor, textura y valor nutricional debido a la continua actividad
de las enzimas.
En los tejidos vegetales, enzimas como la lipoxigenasa, la polifenoloxidasa, la
poligalacturonasa y la clorofenolasa causan pérdidas en el valor nutritivo, el sabor
y la textura. Además, la peroxidasa y la catalasa son dos de las enzimas más
resistentes al calor y de más amplia distribución. Aunque a estas dos enzimas no
se les considera como causantes del deterioro durante el almacenamiento, su
actividad se utiliza para evaluar la eficacia del escalde. Si ambas enzimas se
inactivan, entonces se puede suponer con seguridad que otras enzimas
importantes también han sido inactivadas. El tiempo de calentamiento necesario
para destruir la catalasa o la peroxidasa depende del tipo de fruta o de hortaliza, el
método de tratamiento térmico, el tamaño de la fruta o de la hortaliza y la
temperatura del medio de calentamiento.
Además, el escalde reduce las poblaciones de microorganismos contaminantes
que se hallan sobre las superficies del alimentos y, en consecuencia, ayuda a las
operaciones posteriores de conservación. El escalde incompleto de frutas y
verduras podría causar más daño a los alimentos que la falta misma de escalde.
El calor, que es suficiente para desorganizar tejidos pero no para inactivar
enzimas, hace que enzimas y sustratos se junten (Sharma y col., 2003).
Mezclado y Moldeo
El mezclado es aquella operación unitaria en la que, a partir de uno o más
componentes, dispersando uno en el seno del otro, se obtiene una mezcla
uniforme. Por analogía con las emulsiones, al componente mayoritario suele
denominársele fase continua y al minoritario, fase dispersa. Sin embargo, la
utilización de estos términos implica la existencia de emulsificación cuando se
emplea en este contexto. El mezclado no tiene un efecto conservador sobre el
alimento y se utiliza tan sólo como una ayuda en el proceso de elaboración para
modificar la comestibilidad o calidad de los alimentos. Su utilización es muy
frecuente en muchas industrias alimentarias para combinar distintos ingredientes,
conseguir determinadas propiedades funcionales o características organolépticas.

Los extrusores y algunos tipos de maquinaria empleados para la reducción de
tamaño cumplen también, a veces, una función de mezclado.
El moldeo es aquella operación unitaria realizada, generalmente inmediatamente
después de una operación de mezclado, en la que se confiere a alimentos muy
viscosos o pastosos, diversas formas y tamaños. Esta operación colabora en el
proceso de elaboración diversificando y haciendo más cómoda la utilización de los
productos de panadería y pastelería y de botanas. No afecta el valor nutritivo o la
vida útil de los alimentos. Durante la misma, el estricto control sobre el tamaño de
las piezas moldeadas resulta crítico, por ejemplo para controlar la velocidad de
transferencia de calor al centro de la pieza, que influye sobre el peso final de las
unidades de mayor tamaño (por ejemplo: panes) y para conseguir una mayor
uniformidad entre las unidades de tamaño menor (por ejemplo: bizcochos,
productos diversos de panadería y botanas) y para controlar, por tanto, el peso de
los rellenos. La extrusión incluye una operación de moldeo. Existen también otras
manipulaciones destinadas a aumentar el tamaño de las piezas (Fellows, 1994).
Horneado
El horneo y el asado son esencialmente la misma operación, ya que en ambas se
hace uso de aire caliente para modificar las características de los alimentos. Sin
embargo, la aplicación de uno u otro término depende del proceso en cuestión. El
horneo se aplica normalmente a frutas y alimentos harinosos y el asado a las
carnes, nueces diversas y verduras. El termino de horneo o asado se puede
utilizar indistintamente para describir a ambas operaciones. El horneo posee un
objetivo secundario, que es la conservación del alimento por destrucción de su
carga microbiana y por reducción de la actividad de agua en su superficie. No
obstante, la vida útil de la mayor parte de los alimentos sometidos a esta
operación sería corta si no se complementase mediante la refrigeración o el
envasado.
En el horno, el calor pasa al alimento por radiación desde las paredes, por
convección del aire circundante y por conducción a través de la bandeja sobre la
que descansa. Si bien en algunos tipos de alimentos, como algunos pasteles, etc.,
el calor se transmite en los primeros momentos del horneo, por convección, la
mayor parte del intercambio calórico se produce por conducción. La radiación
infrarroja es adsorbida por el alimento y convertida en calor por interacción con las
moléculas de sus componentes. El aire y otros gases y el vapor de agua,
transmiten el calor en el horno por convección. En la superficie del alimento y en

las paredes del horno el calor se convierte en calor por conducción. El alimento se
halla recubierto por una delgada capa de aire que dificulta la transmisión de calor
hacia el interior y la eliminación del vapor de agua. El grosor de esta capa se halla
determinado por la velocidad del aire y las características de la superficie del
alimento. Las corrientes de convección en el horno favorecen la distribución
uniforme del calor. Muchos modelos comerciales de hornos van equipados con un
ventilador para mejorar las corrientes naturales de convección y reducir el grosor
de la capa superficial. Ello aumenta el coeficiente de conductividad térmica y
mejora la eficacia energética del horno. El calor transmitido por conducción a
través de la pared del recipiente (en especial si esta se halla en contacto con el
elemento calefactor o la cinta sinfín) incrementa el salto térmico en la zona de
contacto del alimento con el recipiente, lo que provoca diferencias en la velocidad
de horneo. Los alimentos poseen un coeficiente de conductividad térmico bajo lo
que hace que la transmisión de calor por conducción sea lenta, prolongando el
tiempo necesario para la cocción. El tamaño del alimento determina la distancia
que el calor tendrá que atravesar hasta alcanzar el centro del mismo.
Al introducir un alimento en un horno el agua de su superficie se evapora y el aire
caliente la arrastra. La baja humedad relativa en el horno crea un gradiente de
presión de vapor que impulsa el paso del agua desde el interior del alimento a su
superficie. La velocidad de evaporación en un alimento determinado depende del
alimento en cuestión y de la velocidad de calentamiento. Cuando la velocidad a la
que el agua se elimina de la superficie supera a la velocidad con la que pasa a
está desde el interior, el frente de evaporación va migrando desde el interior del
alimento. La superficie de este se deseca y su temperatura acaba igualándose a la
del aire del horno (110-240oC) formándose la corteza. Como el horneo se produce
a presión ambiente y el agua escapa del alimento libremente, su temperatura
nunca supera los 100oC. Todos estos cambios son semejantes a los que se
producen en la deshidratación por aire caliente, pero al ser las temperaturas más
elevadas y la velocidad de calentamiento mayor, se producen cambios complejos
en los componentes del alimento en la superficie del mismo. Estos cambios,
mejoran las características del alimento y contribuyen a retener la humedad en la
masa del mismo. En la Cuadro 6 se describen los tipos de transferencia de masa y
energía que tienen lugar en distintas partes del alimento durante la cocción.
El consumo energético durante la cocción es del orden de 450-650 kJ por kilo de
alimento. La mayor parte del calor empleado se utiliza para calentar el alimento,
evaporar el agua desde la corteza, sobrecalentar el vapor de agua que la atraviesa
y sobrecalentar también la corteza, una vez seca. Como los hornos comerciales
poseen un aislamiento de fibra de vidrio (hasta 30 cm), ladrillos refractarios o
material similar, las perdidas calóricas son en ellos mínimas (Fellows, 1994).

Cuadro 6. Transferencia de masa y energía durante el horneo
Zona del alimento Tipo de transferencia de
masa
Tipo de transferencia de
energía
Corteza Difusión del vapor Conducción, movimiento
del vapor (convección)
Zona de evaporación Difusión del vapor,
difusión superficial, flujo
capilar.
Conducción, movimiento
del vapor y del agua en
estado líquido
Interior Flujo capilar Conducción
Adaptado de Hallstrom y Skjoldebrand (1983)
Congelación
Durante este proceso, la temperatura del alimento disminuye por debajo de su
punto de congelación, y una parte del agua cambia del estado líquido al sólido
para formar cristales de hielo. La concentración del soluto disuelto aumenta en el
alimento a causa de la inmovilización del agua al convertirse en hielo,
disminuyendo de esta manera su actividad de agua. Por tanto, la conservación de
los alimentos congelados se logra mediante una combinación de baja temperatura,
baja actividad de agua y, en algunos casos, pre-tratamientos como el escalde, que
reducen en forma significativa el ritmo de actividad química, bioquímica y
microbiológica. Los principales alimentos congelados disponibles alimentos
congelados disponibles de manera comercial son frutas como fresa, frambuesa,
casis, ya sea enteras o en pasta o como concentrado de jugo; hortalizas como
chícharos, ejotes, coles de Bruselas, papas; filete de pescado y alimentos marinos
como bacalao, camarón, cangrejo; carnes como la de res, cordero, aves de corral;
alimentos horneados como pan, pasteles, empanadas de frutas; alimentos
preparados como pizzas, postres, helado, platillos preparados congelados.
En un proceso de congelación, el producto se comete a una temperatura mucho
más baja que la temperatura final deseada del producto para eliminar del alimento
primero el calor sensible y más tarde el calor latente y, de este modo, evitar que se
formen cristales de hielo. En el alimento fresco, el calor de respiración,
denominado carga de calor, también se elimina. El calor latente de otros

componentes alimenticios como las grasas también debe eliminarse antes de que
solidifiquen. Sin embargo, la mayoría de los alimentos contiene una gran cantidad
de agua y otros componentes que requieren una cantidad relativamente pequeña
de calor para cristalizar. La temperatura a la que la formación de hielo comienza
se conoce como el punto de congelación inicial del producto. El proceso inicial de
congelamiento y cristalización que se lleva a cabo en un producto alimenticio es
diferente del que ocurre en la congelación del agua pura.
Si se monitorea la temperatura en el punto de enfriamiento más bajo en el centro
térmico de un alimento, se obtiene una curva característica, como aparece en la
Figura 1. La porción AB de la curva indica que el alimento se enfría por abajo de
su punto de congelación Tf (con excepción del agua pura), el cual es siempre
menor que 0oC. En el punto B, el agua permanece en estado líquido, aunque la
temperatura podría estar por abajo del punto de congelación.
Figura 1. Comparación de curvas de congelación para el agua pura y un alimento representativo con un soluto principal: tf (tiempo de congelación), Tf (temperatura de congelación), Tm (temperatura del medio de congelación).
Este fenómeno se conoce como superenfriamiento y podría alcanzar un valor
hasta de 10oC por abajo del punto de congelación. Durante BC, la temperatura
aumenta en forma rápida hasta el punto de congelación, cuando empiezan a
formarse los cristales de hielo y se libera el calor latente de cristalización. Durante
CD, el calor continúa siendo eliminado del alimento conforme se forman calor
latente y cristales de hielo. El punto de congelación disminuye debido a que
aumenta la concentración del soluto en el líquido sin congelar y el punto de
congelación baja. En la parte de la operación se forma una cantidad importante de

hielo. Durante DE, uno de los solutos se vuelve supersaturado y cristaliza. El calor
latente de cristalización se libera y la temperatura aumenta ligeramente hasta la
temperatura eutéctica de ese soluto. Durante EF continúa la cristalización del agua
y el soluto. Finalmente, durante la porción FG de la curva, la temperatura de la
mezcla hielo-agua disminuye hasta igualar la del congelador. Una proporción del
agua permanece sin congelar y ello depende del tipo de alimento, su composición
y la temperatura de almacenamiento (Sharma y col., 2003).
Efecto del Procesado en los Alimentos
Todo proceso implica una transformación, en el caso de los alimentos esta
transformación viene acompañada de cambios que benefician en algunos
aspectos al alimento, pero en otros, los afecta de forma negativa. El efecto del
procesado en los alimentos es la causa de pérdidas de algunas de sus
propiedades nutritivas, o también cambios en cuanto a textura, sabor, olor y
apariencia, que su vez, pueden ser buenos y buscados. En este punto expondré
los efectos de los procesos que se utilizaron para la elaboración de los productos
a base de berenjena.
Daño Congelación
El principal efecto de la congelación sobre la calidad de los alimentos es el daño
que ocasiona en las células el crecimiento de los cristales de hielo. La congelación
apenas si afecta, desde el punto de vista nutritivo, a los pigmentos, aromas o
componentes importantes. De hecho, es posible que éstos se hayan ya perdido a
lo largo del proceso de preparación o que se pierdan más tarde durante su
almacenamiento en congelación. La congelación puede desestabilizar las
emulsiones y las proteínas disueltas, a veces precipitan. Esta es la razón por la
que la leche no se congela. En los alimentos horneados se requiere una
concentración elevada de amilopectina en el almidón para evitar la retrogradación
y endurecimiento que se produce como consecuencia de la congelación lenta y del
almacenamiento en congelación.
La resistencia de diversos tejidos animales o vegetales a la congelación es muy
diversa. Las carnes, por ejemplo, poseen una estructura más fibrosa y durante la
congelación, en lugar de romperse, se separa, por lo que su textura no se
modifica. Como la estructura celular de frutas y verduras es muy rígida, la
formación de los cristales de hielo le puede afectar con más facilidad. La
intensidad de estos efectos depende del tamaño de los cristales, y por tanto, de la

velocidad de transferencia de calor. Sin embargo, a este respecto, son más
importantes las diferencias entre las distintas materias primas y sus calidades, así
como el cuidado con el que se realizan las operaciones de preparación, que el
beneficio que se obtiene por una congelación, almacenamiento en congelación y
descongelación correctamente realizadas (Fellows, 1994).
Métodos de Conservación de los Alimentos
Los microorganismos pueden ser controlados mediante el uso de calor, frío,
deshidratación, ácido, azúcar, sal, humo, la composición atmosférica y la
radiación. Tratamientos suaves de calor en el rango de 82-93oC se utilizan para
matar las bacterias en los alimentos de baja acidez (pH ≥ 4.6), pero para asegurar
la destrucción de esporas, temperaturas de 121oC de calor húmedo durante 15
minutos o más se requiere. Los alimentos muy ácidos (pH < 4.6) requieren de
menos calor, y con frecuencia un tratamiento de 93oC durante 15 min asegurara la
esterilidad comercial. La actividad de agua (aw) de un alimento de 0.85 o inferior
no requiere un proceso térmico, independientemente del pH. La mayoría de las
frutas son de acidez alta, con la excepción de los de baja acidez como los
plátanos, higos, mangos y algunas frutas de hueso maduro. Las verduras, por otro
lado, son principalmente de baja acidez o alcalinidad en el pH, con la excepción de
algunos de los vegetales de fruta tales como tomates, que en su mayor parte
tienen valores de pH < 4.6. Otra consideración principal en la elección del método
más apropiado para la conservación de alimentos es el tiempo de conservación
requerido del producto. Esto determinará en gran medida el método de
preservación seleccionado. Si el producto esté pensado para el consumo dentro
de una o dos semanas, el procesamiento mínimo recién cortado pude ser
suficiente, pero la refrigeración y otros medios de prevenir el crecimiento
microbiano se requerirán. Si, por otro lado, el producto es para ser almacenados
durante un año o más, un proceso que asegura la esterilidad comercial y
aceptabilidad a largo plazo, tales como enlatado o congelación, es deseable
(Barrett y col. 2011).
Métodos Avanzados de Conservación
Bajo el título de “Procesamiento avanzado” se podría incluir tecnologías
relativamente nuevas, las cuales pueden o no estar en la práctica comercial. Estos
incluyen procesamiento de alta presión y uso de diversos métodos eléctricos tales
como microondas, campos eléctricos pulsados y entre los campos eléctricos,
procesamiento óhmico. Una gran ventaja de estos métodos avanzados es la

aplicación uniforme de la presión o campos eléctricos para el producto como un
conjunto, en lugar de tener que depender de la penetración de calor o de la
temperatura de congelación de la superficie exterior al interior del recipiente.
Durante la presurización hay algún calentamiento del material, pero esto es
generalmente menor que si la temperatura era el único medio de conservación. El
procesamiento del campo eléctrico genera calor localmente, lo que también
minimiza la cantidad de calor requerida. Los procesos avanzados por lo tanto
minimizan el gradiente de temperatura en el producto y acortan el tiempo de
proceso requerido (Barrett y col., 2011).
MATERIALES Y MÉTODOS
Proceso de Elaboración
Materia Prima
Para el proceso del producto se utilizaron frutos de berenjena (Solanun melongena),
los cuales se cosecharon de forma manual en talla 24 en una huerta ubicada en
Culiacán, Sinaloa. Los frutos se trasladaron a los laboratorio de Calidad Poscosecha
del Centro de Investigación en Alimentación y Desarrollo, A.C. (CIAD, AC.) unidad
Culiacán. Para el estudio se seleccionó producto de calidad según uniformidad en:
color, tamaño, forma, apariencia. Así como libre de daños por patógenos ó aspectos
que afecten la calidad del producto.
Experimento
Para los dos experimentos se realizó un diseño completamente al azar. Para los
medallones se estudió formulaciones de pulpa de berenjena más ingredientes
naturales. La mezcla de los productos se moldeó y se horneó a 150°C hasta lograr
una consistencia firme (Figura 2). Para las rodajas de berenjena, estas se
empanizaron con pan molido bajo dos procesos (harina y linaza) y se horneó a
150°C. Los productos formados y/o empanizados se congelaron a -20°C y se
colocaron en una bolsa plástica transparente de alta densidad a ¾ de vacío y se
almacenaoán a -20°C para los análisis de calidad.
Proceso para la Elaboración de Medallones y Rodajas de Berenjena
En la Figura 2, se describe el proceso para la elaboración de los productos, donde se
inicia con la recepción de la materia prima (berenjena), limpieza, preparación,
horneado, congelamiento y envasado.

Medallones
Berenjena entera
Selección
Pesado
Rodajas
Berenjena talla 24
Selección
Pesado
Lavado (Cloro
100 ppm)
(Cloro 100 ppm) Cortado rodajas
Lavado (Cloro 100 ppm)
Cortado completo inmersión salmuera 10 min
in
Cocción
Prensado
(Licuadora
industrial)
Merma
(Cáliz)
Mezclado de Ingredientes
Moldeado
(Temperatura
ambiente)
Merma
(Pulpa)
Merma
(Cáliz)
Agua
Horneado
(Temperatura
ambiente) Congelado
(Temperatura
ambiente) Envasado
(Temperatura
ambiente)
Cubierta linaza Cubierta harina
Horneado
Congelado
Envasado
Almacenamiento -20°C
(Temperatura
ambiente)
Almacenamiento -20°C
Evaluación de parámetros de calidad

Figura 2. Diagrama de proceso para elaborar medallones y rodajas de berenjena.
1.- Elaboración de medallones de pulpa de berenjena como sustituto de carne
para hamburguesa en base a una receta inicial.
Al principio y conforme a la receta inicial, el producto no presentaba textura, sabor
ni color agradable o parecido al de la carne. Además, el proceso de elaboración
era muy sencillo y no ayudaba a obtener las características deseadas, las cuales
eran obtener un producto parecido en apariencia física (color y textura) al de la
carne para hamburguesa.
Mejoramiento del sabor, color, textura y proceso de elaboración de los
medallones.
En esta actividad se modificaron ingredientes que inicialmente se estaban
utilizando, así como también se experimentó con diferentes equipos, procesos y
tecnologías de alimentos para poder obtener el producto deseado. En la fase
inicial para la obtención del producto final se obtuvo diferentes formulaciones con
variables en la elaboración y los proceso (temperaturas de horneado, presiones
utilizadas en la prensa, tiempos y temperaturas de escaldado diferentes).
Definición de proporciones y proceso de elaboración de medallones. En la parte
final de obtención del producto, se definió las proporciones de materia prima e
ingredientes que se utilizaran, así como las variables del proceso de elaboración
conforme a la elección de los mejores resultados, todo esto conforme a una
comparación, análisis y elección de los experimentos realizados. Al producto final
se le realizaron los análisis proximal: humedad, cenizas, proteína, grasa y
carbohidratos, fibra dietaría, azucares, perfil lipídico, análisis de minerales (Ca,
Mg, K, Na, Fe, Zn, Mn y Cu) y vitaminas (A y C).
2. Elaboración de rodajas de berenjena empanizadas en base a una receta inicial.
Mejoramiento del sabor, color, textura y proceso de elaboración de las
rodajas empanizadas.
El proceso de elaboración de las rodajas empanizadas no presentó muchas
dificultades, sin embargo, se puedo citar que el principal reto fue obtener un
pegamento que pudiera adherir al empanizado a la rodaja y que éste no fuera de
origen animal (como el huevo) que se utiliza comúnmente para esta situación.
Para ello, se elaboraron diferentes formulaciones de empanizadores variando las

proporciones de ingredientes que estos contenían y así elegír la mejor formulación
posible. En este producto la textura fue principalmente definida con los diferentes
tiempos de horneado que utilice. Así mismo se realizaron los análisis de calidad
proximal: humedad, cenizas, proteína, grasa y carbohidratos, fibra dietaría,
azucares, perfil lipídico, análisis de minerales (Ca, Mg, K, Na, Fe, Zn, Mn y Cu) y
vitaminas (A y C).
3.- Elaboración de la tabla nutrimental de los dos productos conforme a la norma
oficial Mexicana NOM-051-SCFI-1994/SSA1-2010. La elaboración de la
información nutrimental se realizó conforme a la norma oficial mexicana utilizando
las metodologías aprobadas por los organismos oficiales encargados de los
análisis de alimentos.
Variables de Calidad
Tiempo de cocción de la pulpa de berenjena. Se estudiaron el tiempo de cocción de
la berenjena sobre la calidad del producto final. Se utilizó vapor y/o agua a 90°C por
tiempo variable 3, 6, 9 y 12 minutos.
Deshidratación mecánica de la pulpa de berenjena. La pulpa de berenjena pre-cocida
se prensó hasta obtener una pasta que permita en combinación con los ingredientes
moldear los medallones de berenjena. La cantidad de agua a eliminar de la pulpa
fue cuantificada mediante el contenido de humedad de la pasta prensada, se
esperaba entre 50 a 60%.
Firmeza. Para determinar la firmeza de los productos de berenjena se utilizó un
análisis de fuerza al corte (fuerza que se requiere para romperle producto simulando
el momento de la mordida), para ello se utilizó un penetrómetro Chantillon Digital
(DFGS-100, USA), equipado con un punzón cilíndrico de punta de pala (simulando
un diente frontal), adaptado a una base Chantillon TCD200, la distancia de inserción
será de 6 mm. Los resultados se expresaron en Newtons (Bourne, 1980).
Color externo. La evaluación del color externo de los productos de berenjena se
realizó en las coordenadas L, a y b, en dos puntos distantes del producto, para ello
se utilizó un espectrofotómetro MINOLTA CM-2600d. Los valores obtenidos se
registraron como L, a, b, donde valores L van desde 0 (negro) hasta 100 (blanco) y
representa la luminosidad del color, los valores a y b son las coordenadas de
cromaticidad, en donde (+a) representa el color rojo y (-a) representa el color verde,
de la misma forma (+b) indica el color amarillo y (-b) representa el color azul. Los

resultados se expresaran en luminosidad (L), cromaticidad (C) y ángulo de matiz
(tono o color verdadero) y se obtiene °Hue=arctg (b/a). Los valores de °Hue van
desde 0 a 360° corresponden a un color rojo, 90° amarillo, 180° a un verde y 270° a
azul (Little, 1975).
Variables de calidad química y fisicoquímica. Estas determinaciones se realizaron
conforme a la metodología propuesta por la AOAC (1998). Se utilizó un extracto que
se obtuvo al licuar 10 g de muestra (los productos de berenjena) con 50 ml de agua
destilada previamente neutralizada, posteriormente se filtró a través de una malla de
organiza, del filtrado se evaluó el pH, acidez y sólidos solubles totales.
pH y acidez titulable. Se determinaron tomando una alícuota de 50 ml del extracto. El
pH y acidez se medió de manera directa en un titulador automático Mettler Modelo
DL 21, los resultados se expresaron como pH y porcentaje de ácido cítrico presente
en la muestra, previa titulación con NaOH 0.1 N.
Sólidos solubles totales (°Brix). Para evaluar elcontenido de sólidos solubles totales
se tomaron unas gotas del extracto y se colocaron en el prisma de un refractómetro
(Mettler Toledo RE40D), previamente calibrado y se tomó la lectura. Los resultados
obtenidos se expresaron en °Brix.
Actividad de agua (aw). Un trozo de los productos de berenjena de aprox. 3 gramos
se colocó en el depósito especial de medición, tratando de cubrir toda la superficie,
esta se colocó en un medidor de actividad de agua (AQUA, LAB CX-2, USA) y se
tomó la lectura. Para la calibración se utilizó como blanco agua destilada, con aw=0 y
una solución de cloruro de litio con aw=0.5 (AOAC, 1998).
Análisis proximal: Humedad. De acuerdo al método (920.39 A.O.A.C. 1998), se colocaran crisoles en una estufa de calor seco hasta que estos alcancen un peso constante, posteriormente se dejaran enfriar en un desecador y se pesaran para registrar el peso inicial de los mismo. A continuación se tomaran entre 2-3g de muestra, la cual se colocará en los crisoles previamente tarados, a continuación la muestra se pasará a una estufa de calor seco durante 24 a 48 h a una temperatura de 70-80°C. La muestra deshidratada se colocará en un desecador durante 15 minutos y después se pesará. El resultado se reportará en porcentaje.
Análisis proximal: Proteína. En base al método 988.05 AOAC (1998), el porcentaje
de proteína de los productos de berenjena se determinará como nitrógeno proteico
por el método de MicroKjeldahl. Se pesará entre 0.1-0.2 g muestra y se introducirá
en un matraz Kjeldahl, después se le agregará 1.5 g de una mezcla catalizadora
(CuSO4-K2SO4) y 5 ml ácido sulfúrico, para llevar a cabo la digestión ácida en un
digestor (LABCONCO) mediante calor durante 2-4 horas. El residuo de la digestión

se diluirá con agua destilada y se colocará en un destilador Kjeldahl (LABCONCO),
se le agregará NaOH al 40% y se realizará la destilación con calor en agua. Durante
este paso el nitrógeno se desprenderá en forma de amonio y se recibirá en una
matraz con ácido bórico al 4%, el cual se valorará con una solución de HCl 0.1N. El
contenido de nitrógeno se calculará en porcentaje y la conversión a proteína
mediante el factor de 6.25.
Análisis Proximal: Ceniza. Segúnel método de calcinación a la mufla: 942.05 AOAC
(1990), la muestra deshidratada que se obtenga en la determinación de humedad se
colocará en la mufla (FURNACE 6000) a 650° C por 8 horas, hasta lograr la
conversión de cenizas. El crisol se pasará a un desecador hasta alcanzar
temperatura ambiente y s pesará. Los resultados se reportarán en %.
Análisis Proximal: Grasa. De acuerdo al método 920.39 A.O.A.C. (1998). Se pesaran
entre 1- 2 g de muestra en un papel filtro y se colocaran en un dedal de extracción
para grasas. El dedal junto con la muestra se introducirá en el condensador de
extracción Goldfish modelo (LABCONCO, Missouri). Posteriormente, a un vaso
previamente tarado se le agregaráéter etílico como solvente, a continuación el vaso
se colocará sobre el condensador y se asegurará con un anillo de rosca. Después se
calentará el vaso por un periodo de 4 horas reflujando un volumen de 4-6 gotas por
segundo sobre el dedal con la muestra. Una vez transcurrido el tiempo, se retirará el
éter de la muestra y el extracto de grasa contenido en el vaso se pondrá en la
estufa de calor seco por 30 min a 100°C, para que se evaporara el resto del éter y se
pesará. El contenido de grasa se determinó por diferencia de peso.
Análisis Proximal: Fibra. Según método 7.070 AOAC (1998). Se pesaron aproximadamente de 2 a 3 g de muestra desgrasada y seca, a ésta se le realizó una digestión ácida en un digestor para fibra (CRAFT, U.S.A.) con ácido sulfúrico 1.25% y después alcalina con hidróxido de sodio al 1.25%. Se hirvió suavemente a reflujo durante 30 min con agitación periódica. El residuo insoluble que quedó, se secó durante 1 hora a 100°C en una estufa de calor seco, se transferió a una mufla (Furnace 6000) para calcinarlo a 650°C por 8 horas. El contenido de fibra cruda se reportó en porcentaje.
Análisis Proximal: Carbohidratos. En base al método 986.25 AOAC (1998), el
porcentaje de carbohidratos se calculó por diferencia de 100 menos la sumatoria del
porcentaje del resto de los componentes determinados como: humedad, proteína,
grasas, fibra cruda y cenizas.

Minerales. Mediante el método 955.06 AOAC (1998), la cuantificación de los
minerales (Ca, Mg, Fe, P, K, Na y Zn), se realizó en las cenizas obtenidas de la
muestra. A estas se les agregó 5 ml de HCl concentrado para realizar su digestión.
Posteriormente, la muestra se aforó con agua destilada en un matraz de 100 ml. El
fósforo se determinó por un método colorimétrico donde a 1 ml de los 100 ml de la
solución obtenida en el paso anterior se le agregó 1 ml de molibdato de amonio, 1 ml
de solución de hidroquinona y 1 ml de sulfito de sodio para aforar la solución a 10 ml
con agua desionizada. Posteriormente, se dejó reposar durante 30 minutos para que
se desarrolle un color azul y una vez alcanzado éste, se midió la absorbancia a 650
nm utilizando un espectrofotómetro de luz ultravioleta (UV-Vis modelo JENWAY
6405). El Ca, Mg, Fe, K, Na y Zn se determinó por medio de un espectrofotómetro de
absorción atómica (VARIAN modelo SpectrAA-220). El Ca, Mg, Fe y Zn se
determinaron mediante lámparas de diferentes longitudes de onda, mientras que el
Na y el K por emisión de flama.
Análisis de vitamina C. Esta variable se determinó siguiendo la técnica propuesta por Doner y Hicks (1981), modificada. Se pesaron 0.1 g de muestra y se homogenizó con 5 ml de solución extractora (30 de HPO3 en 80 ml de ácido acético y 0.5 g de EDTA), esta mezcla se aforó a 1 L con agua grado HPLC y se refrigeró a 5°C. La mezcla se filtró a través de papel filtro Whatman No. 1 y mediante membrana de nylon de 0.45 μm. Del filtrado se inyectó 0.1 ml de en un cromatógrafo de líquidos de alta resolución (HPLC) Varian 9050, utilizando una columna bondesil amonio de 25 cm de longitud x 4.7 mm de diámetro marca Varian. Se empleó una fase móvil compuesta de acetonitrilo y buffer de fosfatos en proporción 75:25, inyectada a una velocidad de flujo de 1.5 ml/min y con un tiempo de corrida de 10 min. La lectura se tomó a una longitud de onda de 268 nm y el tiempo de retención fue de 4.5 min. Se realizó una curva de calibración con ácido ascórbico, como estándar de referencia (Sigma Chemical Co.) de 0 a 0.2 mg/ml. Extracción y preparación de fenoles totales. La extracción se llevó a cabo a partir de 0.2 g de la muestra pulverizada, sonicado por 15 min en 10 ml de metanol conteniendo 0.5 % de hidroxitoluenobutilado (BHT). El primer extracto de metanol fue decantado después de centrifugación a 16 000 g durante 10 min, este proceso se realizó tres veces. Se combinaron los tres extractos, se filtró a través de papel
filtro Whatman No. 4 y membrana de PTFE (0.2 g de tamaño de poro) usando una jeringa y un portamembrana de 25 mm de diámetro (Whitaker y Stommel, 2003)
Preparación y cuantificación de los fenoles totales. Se tomaron 2 ml de cada extracto, los cuales fueron evaporados a 35°C con reflujo de nitrógeno gaseoso y posteriormente se re-suspendió en 10 ml de metanol. Un ml de la solución fue transferido a un matraz volumétrico de 25 ml adicionándole 9 ml de agua destilada. Un ml del reactivo Folin-Ciocalteau (Sigma Chemical Co.) fue añadido al matraz y se agitó 5 min, se adicionaron 10 ml de una solución de Na2CO3 al 7 % y se agitó. El matraz con la muestra y las soluciones fue aforado con agua destilada y puesto a temperatura ambiente durante 90 min para su posterior cuantificación. El agua

destilada con la adición del reactivo Folin-Ciocalteau y la solución de Na2CO3 al 7 % fue utilizadas como blanco (Chun y Kim, 2004).
Las muestras fueron cuantificadas utilizando una curva de calibración elaborada con soluciones estándares de ácido clorogénico (Sigma Chemical Co.), a las concentraciones de 0.25, 0.50, 0.75 y 1 mg/ml. El contenido de fenoles totales fue expresado en mg de equivalentes de ácido clorogénico /100 g de base seca. Se utilizó un espectrofotómetro Varian UV-Visible Cary 1E, la lectura se realizará a 750 nm, usando celdas de sílice de 1 cm ajustado con el blanco preparado. Análisis microbiológicos. Para este estudio se analizaron las tres muestras de cada
producto, las cuales se colocaron en bolsas estériles. Se tomaron 25 g de cada
muestra y se licuó con buffer de fosfatos al pH de 7.8 en licuadora en un vaso estéril.
Como medios de crecimiento se utilizaron cajas Petrifilm (3M, USA) especificas para
Eschericha coli, coliformes, hongos y levaduras. Se inoculó 1 mL de cada muestra
en las cajas Petrifilms independientes con dos tipos de concentraciones: una
concentrada (solución madre) y la otra 10-2 y se dejaron incubar a 37º C para E. coli /
coliformes y a 45°C para hongos / levaduras, durante 24. El análisis de los
resultados consistió en contar las colonias desarrolladas en cada medio de cultivo y
en caso de haber desarrollo se multiplicó por el factor de dilución. La presencia de
microorganismos se reportó como unidades formadoras de colonia (UFC) en un
gramo de muestra (Método 998.08 AOAC, 1998).
Evaluación sensorial. El análisis sensorial para los productos de berenjena se realizó
evaluando las características de calidad de los medallones y rebanadas: apariencia,
sabor, textura, aromas extraños y aceptabilidad general. Se utilizó un panel semi-
entrenado de 20 personas, a las cuales se les entregó para su evaluación una
muestra de cada producto. Las muestras contenían códigos de referencia de dos
números, totalmente al azar. Entre muestra, los panelistas contaron con un
recipiente para el enjuagado (agua) bucal entre prueba y prueba (Jellinek, 1985).
Vida de anaquel. Para conocer la vida de anaquel de las de los productos de
berenjena, estas se envasó al vacio en bosas plásticas de baja densidad y se colocó
a -20°C durante 6 meses. Cada dos meses se evaluó las características de calidad
física, química, microbiológica y sensorial de los productos.
Etiquetado nutricional: El contenido nutrimental de los dos productos de berenjena
se evaluó en los en apego a la NOM-051-SCFI/SSA1-2010.

RESULTADOS DE LOS PRODUCTOS A NIVEL LABORATORIO Y
VALIDACIÓN DE PROTOTIPOS A NIVEL PLANTA PILOTO
Medallones de Pulpa de Berenjena para Hamburguesa
Los resultados obtenidos durante el proceso de formulado de los medallones se
presenta en el Cuadro 7 y las etapas del proceso a nivel laboratorio se observa en
la Figura 3, desde el inicio de la selección de la materia prima y terminando con el
producto final.
Para el proceso de elaboración de los medallones se describen los procesos:
(1) Se seleccionó la berenjena en el mismo estado de madurez y sin daño físico e
insectos.
(2) y (3) Se pesó 1 kg de berenjena posteriormente se lavaron con agua de la llave
para eliminar residuos de basura y con agua clorada a 100 ppm para desinfectar y
por último se ejuagó por agua purificada.
(4) y (5) Se cortó la berenjena en rodajas de 1 cm y se escaldaron con agua a
90°C por 5 minutos.
(6) y (7) Las rodajas se pasaron por un prensado (prensa a 100 bar) para eliminar
la mayor cantidad de agua, obteniéndose una pasta que posteriormente fue
triturada para obtener una pasta de pedazos pequeños de berenjena. Se
mezclaron los ingredientes que se muestran en el Cuadro 7 para obtener una
pasta.
Cuadro 7. Ingredientes para la elaboración de medallones de pulpa de berenjena para hamburguesas.
Ingrediente Contenido (%)
Pasta sin ingredientes 82.3
Ligantes (fécula de maíz, harina, pan) 11.3
Empanizador 4.0
Condimentos (chile, pimienta, ajo, cebolla, perejil) 1.4
Sal gruesa 1.0

En la Figura 3 se presentan los procesos descripción más específicos de la
elaboración de medallones a nivel laboratorio.
Figura 3. Representación del proceso de elaboración de medallones
(1) Selección de la
materia prima (2) Pesado (3) Lavado
(4) Cortado en rodajas (5) Escaldado (6) Prensado
(7) Triturado +
ingredientes (8) Moldeado (9) Horneado
(10) Producto final
(8) La pasta se moldea formando círculos (medallones) con un diámetro de 9 cm y
un grosor de 1.3 cm y un peso de 100 g.
(9) Los medallones se hornean a 240 °C por 8 minutos, se enfrían para su
empaque a ¾ de vacío y congelación.
(10) Producto final.
Rendimientos, Análisis Proximal y Contenido de Minerales en los Medallones de
berenjena
Rendimiento: 1Kg de materia prima en forma de berenjenas enteras, se logró
obtener 364 g de pasta final semi-deshidratada.
Análisis proximal: En el Cuadro 8 se muestra los resultados del análisis proximal
realizado a los medallones de pulpa de berenjena y el contenido de minerales. Los
medallones son ricos en fibra dietaria, proteínas, potasio, calcio, magnesio, zinc y
hierro.
Rodajas de Berenjena Empanizadas
En la Figura 4 se presentan los procesos descripción más específicos de la
elaboración de rodajas de berenjena a nivel laboratorio. Para este producto se
elaboraron rodajas de berenjena de diferentes diámetros, según forma de la fruta,
se empanizaron y hornearon.

Cuadro 8. Análisis proximal y minerales en medallones de pulpa de
berenjena, porción 100 g base húmeda.
Variable
Contenido (%)
Proteína 3.31
Humedad 77.41
Grasa 0.26
Fibra dietética 7.90
Azúcares 3.10
Carbohidratos 9.18
kcalorías 52.30
kjouls 222.20
Sodio 276.00
Potasio 113.88
Calcio 37.23
Magnesio 18.62
Hierro 1.90
Manganeso 0.27
Zinc 4.87
Cubre 0.14

Figura 4. Representación del proceso de elaboración de medallones de berenjena
a nivel laboratorio.
(1) Recepción de materia prima
(2) Pesado (3) Lavado
(4) Cortado en rodajas (5) Adición del pegamento
y empanizado (6) Horneado
240°C
(10) Producto final.
Rodajas de diámetro
variable, grosor de 1.5
cm y un peso de 90 g.
Para el proceso de elaboración de las rodajas empanizadas se describen los
procesos:
(1) Se seleccionó la berenjena en el mismo estado de madurez y sin daño físico e
insecto.
(2) y (3) Se pesó 1 Kg de berenjena posteriormente se lavaron con agua de la
llave para eliminar residuos de basura y con agua clorada a 100ppm para
desinfectar y por último se pasa por agua purificada.
(4) Se cortó la berenjena en rodajas con un grosor de 1.5 cm.
(5) Para empanizar las rodajas de berenjenas primero se pasó por una solución
con 10 g de harina con 200 ml de agua y segundo se empanizaron las rodajas. En
el cuadro 9 se muestra los ingredientes del empanizado.
(6) Se hornearon las rodajas empanizadas a una temperatura de 240°C por un
tiempo de 15 minutos. Posteriormente, se enfría el producto, se empacó, se
congeló y se almacenaron a -20°C.
Rendimientos, Análisis Proximal y Contenido de Minerales en las Rodajas de
Berenjena
Rendimiento: 1 Kg de materia prima como berenjenas enteras se obtienen el 98% de rendimiento, en forma de 22 rodajas con un grosor de 1.5 cm y un diámetro variado, según la forma de la berenjena. Empanizador: Pan molido, empanizador, condimentos (chile, ajo, cebolla, pimienta, perejil) y sal (Cuadro 9). Análisis proximal y etiqueta nutrimental: En el Cuadro 10 se muestra los
resultados del análisis proximal y el contenido de minerales realizado a las rodajas
de berenjena. Las rodajas son ricas en fibra dietaria, proteínas, potasio, calcio,
magnesio, zinc y hierro. Los resultados del análisis proximal se utilizan para
elaborar la tabla nutrimental de los productos: medallones y rodajas de berenjena
(Cuadro 11).

Cuadro 9. Ingredientes para el empanizado de rodajas de berenjena.
Ingrediente Contenido (%)
Pan molido 49.8
Empanizador 32.0
Condimentos (Ajo Cebolla, pimienta, perejil, sal
gruesa, chile morrón)
19.1
Cuadro 10. Contenido proximal y minerales en rodajas de berenjena,
porción 100 g base húmeda.
Variable
Contenido (%)
Proteína 2.66
Humedad 68.90
Grasa 0.28
Fibra dietética 3.50
Azúcares 3.20
Carbohidratos 22.66
kcalorías 103.78
kjouls 441.00
Sodio 265.55
Potasio 127.84
Calcio 21.11
Magnesio 11.40
Hierro 1.96
Manganeso 0.20
Zinc 5.12
Cubre 0.96

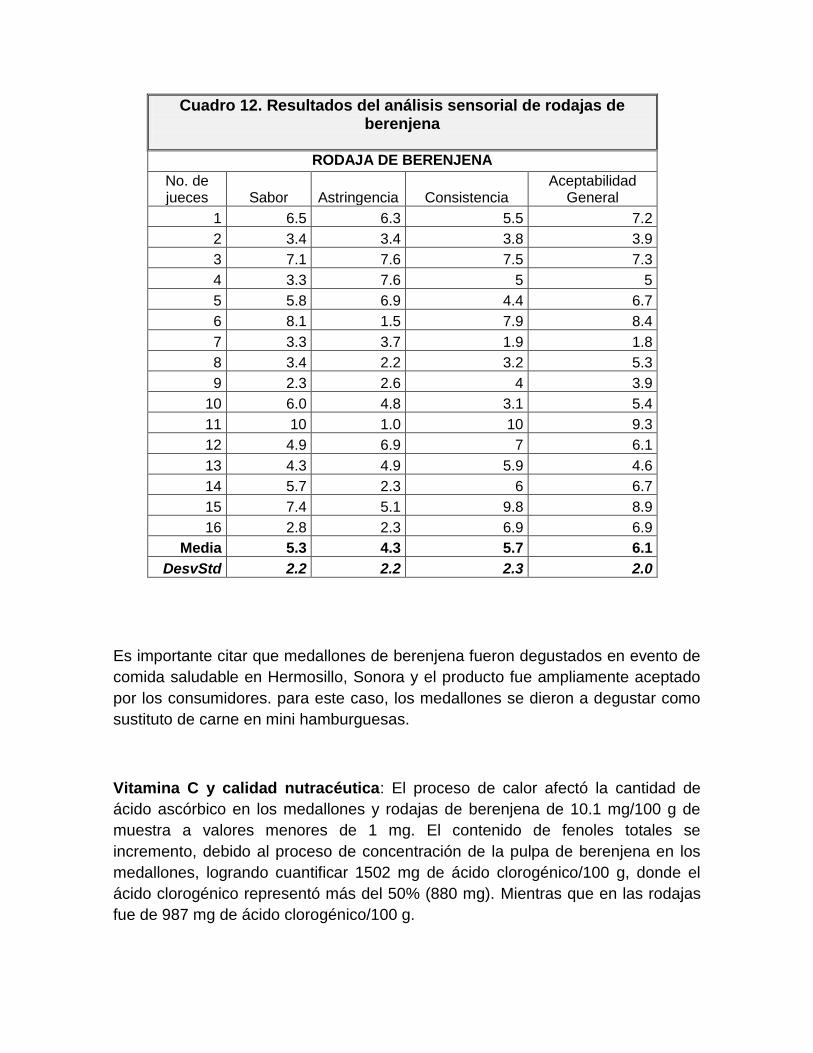
Análisis sensorial. A los dos productos de berenjena se le realizó un análisis
sensorial (Cuadro 12, rodajas y 13, medallones). Donde, las rodajas de berenjena
tuvieron mejor valores en el análisis sensorial, con un promedio de 6.1 en
aceptabilidad general (tendencia hacia me gusta mucho) y 2.2 en astringencia
(tendencia a nula astringencia). Mientras que, los medallones presentaron
menores valores en aceptabilidad en respuesta a una mayor astringencia del
producto (4.2). Este efecto se pudo deber a que en durante el proceso de
elaboración de medallones se realiza un mayor corte del fruto, lo que induce a una
un mayor contenido de fenoles, compuestos que favorecen el sabor astringente
del producto. Debido a esto, para el caso de los medallones, fue necesario
implementar un proceso de inmersión en salmuera de las muestras de berenjena
después del primer corte y previo al proceso de escaldado. Ambos productos
mostraron valores mayores a la media en consistencia.
Cuadro 11. Información nutrimental de medallones y rodajas de berenjena, según NOM-051-SCFI/SSA1-2010.
Información nutrimental
Porción 1 medallón (100 g) Porción 1 rodaja (90 g)
Contenido energético 709 kJ (170 kcal)
Proteínas 3.3 g
Grasas 0.3 g
de las cuales 0.1 g de grasa saturada
Carbohidratos 9.2 g
de los cuales 3.1 g de azúcares
Fibra dietética 7.9 g
Sodio 276.0 mg
Contenido energético 709 kJ (170 kcal)
Proteínas 2.4 g
Grasas 0.2 g
de las cuales 0.0 g de grasa saturada
Carbohidratos 20.4 g
de los cuales 2.8 g de azúcares
Fibra dietética 3.2 g
Sodio 238.9 mg
Cuadro 12. Resultados del análisis sensorial de rodajas de berenjena
RODAJA DE BERENJENA
No. de jueces Sabor Astringencia Consistencia
Aceptabilidad General
1 6.5 6.3 5.5 7.2
2 3.4 3.4 3.8 3.9
3 7.1 7.6 7.5 7.3
4 3.3 7.6 5 5
5 5.8 6.9 4.4 6.7
6 8.1 1.5 7.9 8.4
7 3.3 3.7 1.9 1.8
8 3.4 2.2 3.2 5.3
9 2.3 2.6 4 3.9
10 6.0 4.8 3.1 5.4
11 10 1.0 10 9.3
12 4.9 6.9 7 6.1
13 4.3 4.9 5.9 4.6
14 5.7 2.3 6 6.7
15 7.4 5.1 9.8 8.9
16 2.8 2.3 6.9 6.9
Media 5.3 4.3 5.7 6.1
DesvStd 2.2 2.2 2.3 2.0
Es importante citar que medallones de berenjena fueron degustados en evento de
comida saludable en Hermosillo, Sonora y el producto fue ampliamente aceptado
por los consumidores. para este caso, los medallones se dieron a degustar como
sustituto de carne en mini hamburguesas.
Vitamina C y calidad nutracéutica: El proceso de calor afectó la cantidad de
ácido ascórbico en los medallones y rodajas de berenjena de 10.1 mg/100 g de
muestra a valores menores de 1 mg. El contenido de fenoles totales se
incremento, debido al proceso de concentración de la pulpa de berenjena en los
medallones, logrando cuantificar 1502 mg de ácido clorogénico/100 g, donde el
ácido clorogénico representó más del 50% (880 mg). Mientras que en las rodajas
fue de 987 mg de ácido clorogénico/100 g.

Cuadro 13. Resultados del análisis sensorial en medallones de berenjena
No. de jueces
MEDALLON
Sabor Astringencia Consistencia Aceptabilidad General
1 1 6.5 1.9 2.5
2 7.2 2.9 8 4.5
3 4.4 5.2 7.2 6.4
4 5.9 5.7 6.8 5.3
5 2.4 8.8 6.7 4.8
6 4.8 1.9 4.3 3.4
7 1.2 5.2 2.5 1.2
8 2.5 6.7 4.6 3.5
9 1.6 8.2 2.8 1.7
10 5.0 1.0 7.0 5.1
11 2.8 3.2 3.3 2.3
12 5.7 0.5 8.3 5.3
13 2.5 6.1 2.8 6.0
14 8.3 2.2 9.2 8.7
15 1.8 1.0 3.5 1.4
16 2.9 1.8 3.2 3.9
Media 3.8 4.2 5.1 4.1
DesvStd 2.2 2.7 2.4 2.0
Análisis Microbiológico. En el Cuadro 14 se reporta el resultado microbiológico
de productos de berenjena con tres repeticiones. En ambos casos, las muestras
fueron ausentes de Salmonella y E. coli, lo que garantiza la inocuidad de los
productos. Según el Reglamento de Control Sanitario de Productos y Servicios
(2009), señala que los productos alimenticios deben de estar libres de
microorganismos patógenos. El caso de aerobios totales, las rodajas mostraron
menores valores con promedio de 5 unidades formadoras de colonia (UFC), contra
28 en los medallones. Esto debido posiblemente a que los medallones requieren
mayores operaciones unitarias para su elaboración; lo que implica una mayor
posibilidad de contaminación. Sin embargo, ambos resultados se encuentra por
debajo de los valores máximos permitidos de aerobios totales en productos
congelados (< 50 UFC/g, PROY-NOM-218-SSA1-2009).

Cuadro 14. Resultados del análisis microbiológico en rodajas y medallones de berenjena
Rodajas Medallones
Microorganismos 1 2 3 1 2 3
Aerobios totales 6 5 5 21 20 42
Levaduras 2 0 0 0 0 1
Hongos 0 0 0 0 0 0
Coliformes totales 0 0 0 0 0 0
Coliformes fecales 0 0 0 0 0 0
Salmonella 0 0 0 0 0 0
E. coli 0 0 0 0 0 0

VALIDACIÓN DE PROTOTIPOS PARA PLANTA PILOTO DE PROCESO PARA
ELABORAR PRODUCTOS DE BERENJENA
Como parte de los objetivo del proyecto “Desarrollo tecnológico e implementación
de una línea de proceso para productos de berenjena con calidad nutricional y
nutracéutica” se contempla la validación de los prototipos para la producción
eficiente de los productos. En la Figura 5 se reportan parte de la infraestructura y
proceso de validación.
Figura 5. Prototipos en planta piloto de alimentos de la compañía Ideas de
Berenjena S. A. de C.V.

El proceso inicia con la recepción y limpieza de las berenjenas, las frutas son
lavadas en agua con 50 ppm de cloro. El contenedor en acero inoxidable (Figura
6) tiene la capacidad de recibir hasta 5 cajas de berenjena, las cuales tendrán un
tiempo de permanencia de 1 minuto en el agua. Posteriormente, las frutas
sanitizadas son transferidas a contenedores de recepción para dirigirlas al proceso
de corte (Figura 7).
Figura 6. Tinas de lavado de frutas. Figura 7. Área de corte de la fruta.
La fruta puede ser cortada en rebanadas con el apoyo de una rebanadora
comercial con disco de corte de acero inoxidable (Figura 7), esto cuando el
proceso es para la elaboración de rodajas empanizadas. Mientras que para la
elaboración de medallones, la fruta será troceada y transportada mediante bandas
transportadoras (Figura 8) a la siguiente operación para recibir el proceso de
triturado (Figura 9).
Figura 8. Banda transportadora de fruta Figura 9. Molino de martillo. Triturador de fruta.

Una vez triturada la berenjena que se destina a la elaboración de medallones, es
transportada mediante un elevador de tornillo sin fin hacia la operación de
escaldado con vapor (Exhauster). La muestra triturada y escaldada es prensada
hasta eliminar aproximadamente un 50% de agua (Figura 10). Finalmente, la pasta
de berenjena es enviada en bandas transportadoras para homogenizar partícula
hasta estar lista para su formulación.
Figura 10. Proceso de escaldado, prensado y homogenizado de tamaño de partícula de
pulpa de berenjena.
Posteriormente, la pasta de berenjena es mezclada con la formulación diseñada a
nivel laboratorio, para posteriormente ser transportada a un maquina diseñada
para realizar porciones de 90 g de producto. La cual es moldeada de forma
manual y pre-cocido en horno industrial. Para el caso de las rodajas de berenjena,
estas serán trasportadas a una empanizadora automática y horneadas.
El producto horneado será congelado a -12°C en cuarto adaptado con ráfaga de
aire frio a presión. El producto congelado será envasado en bolsas plásticas
especiales para congelación y serán transportada a la banda detectora de metales
para su final empaque secundario (caja de cartón).

CONCLUSIONES
Fue factible elaborar medallones de berenjena con calidad física, química,
nutracéutica y microbiológica. Sin embargo, en el análisis señorial fue evaluada
como astringente, lo que afecto la aceptabilidad general. También, se logró un
desarrollo tecnológico para elaborar medallones de berenjena con ingredientes
naturales (todos de origen vegetal), sin conservadores ni aditivos.
Las rodajas de berenjena empanizadas presentaron buenas características de
color, textura, sabor y aroma que más gustaron en el análisis sensorial. Los pasos
para la elaboración del producto favoreció un proceso continuo y rápido. Además,
al igual que los medallones, utilizamos ingredientes naturales de origen vegetal,
sin conservadores y sin ningún aditivo alimentario. Ambos productos de berenjena
ofrecen un aporte considerable de fibra dietaria y de compuestos fenólicos lo que
permite que los medallones y las rebanadas de berenjenas se agrupen en los
alimentos nutracéuticos.
Se validó los prototipos para elaborar medallones y rodajas de berenjena de forma
continua. Todos los prototipos cumplen con las especificaciones sanitarias y
sistemas de seguridad que garantizan la calidad y seguridad de los productos
elaborados a nivel planta piloto.
REFERENCIAS BIBLIOGRÁFICAS
AOAC. 1998. Official methods of analysis. 16th Edition. CD-Room. William S. (Ed.) Published by Association of Official Analytical Chemist. Washington, D.C. Badui Dergal, Salvador. 2006. Química de los alimentos. Cuarta edición. Pearson Educación de México, S.A. de C.V. Naucalpan de Juaréz, Edo. De México. Página 108. Bourne, M.C. 1980.Texture evaluation of horticultural crops.HortScience. Pp. 51-55. Barrett, Diane M. y Lloyd, Beate. 2011. “Advanced preservation methods and nutrient retention in fruits and vegetables”. Journal Of The Science Of Food And Agriculture. 15 de Junio 2012. Volumen 92, Issue 1. Publicado en Línea en Wiley Online Library:
http://onlinelibrary.wiley.com/doi/10.1002/jsfa.4718/pdf. Consultado el 24 de mayo del 2012. Bliss, Rosalie Marion y Elstein, David. 2004. “Bajo la piel de la Berenjena”. Productores de Hortalizas. Diversificación de cultivos, variedades de berenjena. Fue publicado originalmente en el número de enero de 2004 de la revista “Agricultural Research”. Página 58. Cao, G., Sofic, E., Prior, R. L. 1996. Antioxidant capacity of tea and common vegetables. Journal of Agricultural and Food Chemistry. 44: 3426-3431. Carcea BM, 1986. Functional properties of drum-dried chickpea. J. Food Sci. 51 (6): 1518-1521. Chinnaswamy R. 1993. Basis of cereal starch expansion. J. Carbohyd Polym. 21: 157-167. CIAD, Centro de Investigación en Alimentación y Desarrollo. “Donde estamos”. (Documento Web). 2010. http://culiacan.ciad.edu.mx/cms/index.php?option=com_content&view=article&id=141:donde&catid=35:institucion. Consultado el 8 de Junio del 2012 CIDH, Comisión para la Investigación y Defensa de las Hortalizas. “Exportación de Hortalizas”. (Base de Datos Web). 2010. http://www.cidh.org.mx/publico/plantilla/pl3.aspx?CveSeccion=608&Origen=pl5&Sec=313. Consultado el 25 de Mayo del 2012. Cortés R., Misael; Chiralt B., Amparo; Puente D., Luís. 2005. “Alimentos funcionales: una historia con mucho presente y futuro”. Revista de la Facultad de Química Farmacéutica. 2005. Volumen 12, Núm. 1. Universidad de Antioquia, Medelín, Colombia. Página 6. Chun, O.K. and Kim, D.O. 2004. Consideration on equivalent chemicals in total phenolic assay of chlorogenic acid-rich plums. Food Research International. 37: 337-342. Díaz-Pérez, J. C. 1998. Transpiration rates in eggplant fruit as affected by fruit and calyx size. Postharvest Biology and Technology. 13: 45-49. Daunay, Marie C. 2008. “Eggplant” Handbook of Plant Breeding Volume 2, Vegetables II: Fabaceae, Liliaceae, Solanaceae and Umbelliferae. Edited by Jaime Prohens and Fernando Nuez. Libro obtenido de Springerlink. New York, USA. Página 136. DO, Diario Oficial. “Secretaria de Economía. NORMA Oficial Mexicana NOM-051-SCFI-1994/SSA1-2010, especificaciones generales de etiquetado para alimentos y bebidas no alcohólicas preenvasados – Información comercial y sanitaria”. (Base

de datos web). Lunes 5 de Abril de 2010. http://200.77.231.100/work/normas/noms/2010/051scfissa10mod.pdf . Consultado el 2 de Junio de 2012 Doner L. W. y Hicks K. B. 1981.High Preformance liquid chromatographic separation of ascorbic acid, erythorbic acid, dehydroascorbic acid, dehydroerythorbic acid y diketogluconic acid. Analytic Biochemistry. 115: 225-230 Fellows, Peter J. 1994. Tecnología del procesado de los alimentos: Principios y prácticas. Traducido por Francisco Javier Sala Trepat. Editorial ACRIBIA, S.A. Zaragoza, España. Páginas 97, 325, 326, 327, 205, 206 y 207. Fennema, Owen R. y Tannenbaum, Steven R. 2000. Química de los alimentos Segunda Edición. Editorial Acribia. Libro en electrónico. Página 1190. García Ochoa, Omar E.; Infante, Ramón B.; Rivera, Carlos J. 2008. “Hacia una definición de fibra alimentaria”. Anales Venezolanos de Nutrición. Volumen 21, Numero 1, Caracas, Venezuela, Junio 2008. http://www.scielo.org.ve/scielo.php?pid=S0798-07522008000100005&script=sci_arttext&tlng=pt . Consultado el 6 de abril del 2012 Hedstrom, Nellie. 2009. “Vegetables and Fruits for Health” Eggplant. (Documento Web). http://extension.umaine.edu/publications/4307e/. Consultado el17 de Abril del 2012 Herbario Digital INTA Santa Cruz. (Base de datos). http://herbariodigital.inta.gob.ar/?q=glossary/1/lettera . Consultado el 2 de Mayo del 2012 INFOAGRO. 2012. “El cultivo de la berenjena (Primera parte)”. (Documento web). http://www.infoagro.com/hortalizas/berenjena.htm. Consultado el 3 de Mayo del 2012. Iwe MO. 2000. Effects of extrusion cooking on some functional properties of soy-sweet potato mixtures- A response superface analysis. J. Plant Foods Hum. Nutr. 00: 169-184. Jellinek, G. 1985. Sensory Evaluation of Food: theory and practice. Ellis Horwood Ltd. Chichester. England. pp. 135.Consulta: 12/Junio/2009. Little, A.C. 1975. Research notes. Off on a tangent. Dept. of Nutritional Sciences. University of California, Barkeley, CA 94720. Journal of Food Science. 40:410-411. Lunn, Joanne y Theobald, Hannah E. “Los efectos sobre la salud de los ácidos grasos insaturados - Resumen”. (Documento Web). 2006. http://www.eufic.org/article/es/rid/health-effects-unsaturated-fatty-acids-Summary/ . Consultado el 28 de Mayo del 2012.

Medina, Guadalupe B. 2005. Caracterización Física, Química y Proximal en Berenjena tipo “Blanca” y “Siciliana” Cultivada en Sinaloa. Trabajo profesional para obtener el título de ingeniero Bioquímico. Instituto Tecnológico de Culiacán. Culiacán Sinaloa, México. Medlicott, A. 1999. Postharvest handling of eggplant. P. 1-5. web: www.fintrac.com/gain/guides/ph/eggplant.html Muy- Rangel, D., Siller-cepeda, J., Garcia-Estrada, R. y Baez-Sañudo, M. 2002. Caracterización poscosecha de berenjenas producidas en Sinaloa, México. Revista Chapingo Serie Horticultura. 8(2): 171-181. Orozco Chavarin, Gloria B. 2005. Efecto de las condiciones de almacenamiento sobre la calidad y vida de anaquel de berenjenas. Trabajo profesional para obtener el título de ingeniero Bioquímico. Instituto Tecnológico de Culiacán. Culiacán Sinaloa, México. Pág.1. Pak, D. N. 2000. Fibra dietética en verduras cultivadas en Chile. Archivos Latinoamericanos de Nutrición. 50(1): 97- 101. PROY-NOM-218-SSA1-2009. PROYECTO de Norma Oficial Mexicana PROY-NOM-218-SSA1-2009, Productos y servicios. Bebidas saborizadas no alcohólicas, sus congelados, productos concentrados para prepararlas y bebidas adicionadas con cafeína. Especificaciones y disposiciones sanitarias. Ramasamy R, Suvendu B. 2006. The time-dependent rheological characteristics of a chickpea flour dispersion as a function of temperature and shear rate. J Food Sci Technol 41: 751-756. Sánchez-Castillo, C. P., Englyst, H. N., Hudson, G. J., Lara, J. J., Solano, M. L., Munguía, J. L. y James, W. P. T. 1999. The non-starch polysaccharide content of mexican foods. Journal of Food Composition and Analysis. 12: 293-314. Salunkhe, D. K. y Desai, B. B. 1984. Postharvest biotechnology of vegetables. Vol. II. Boca Raton, Florida. 39-47. SAGARPA, SIAP. 2010. Secretaría de Agricultura, Ganadería, Desarrollo Rural, Pesca y Alimentación. Servicio de Información Agroalimentaria y Pesquera. “Cierre de la producción agrícola por cultivo”. Producción de Berenjena año 2010. (Base de datos web). http://www.siap.gob.mx/index.php?option=com_wrapper&view=wrapper&Itemid=350 . Consultado el 10 de Mayo del 2012. Sharma, Shri K.; Mulvaney, Steven J.; Rizvi, Syed S. H. 2003. Ingeniería de Alimentos. Operaciones unitarias y prácticas de laboratorio. Aditorial Limusa, S.A. de C.V. Grupo noriega editores. Balderas 95, México, D.F. Libro electrónico. Página 127, 130 y 131.

Todaro, Aldo. et al. 2008. “Recovery of anthocyanins from eggplant peel”.15 de Mayo del 2009. Volumen 114. Obtenido de Sciencedirect. Página 1. Urquiaga, I., Urzúa. U. y Leighton, F. 1999. Antioxidantes naturales; impacto en la salud. 8° congreso latinoamericano de grasas y aceites. Santiago de Chile. 1-30. USDA. 2012. United States Department of Agriculture. Agricultural Research Service. USDA National Nutrienet Database for Standard Reference, Release 24. Página Web: http://ndb.nal.usda.gov/ndb/foods/show/3030?fg=&man=&lfacet= &count=&max=&sort=&qlookup=&offset=&format=Full&new=. Consultado el 7 de junio del 2012. Whitaker, B. D. y Stommel, J. R. 2003. Distribution of hydroxycinnamic acid conjugates in fruit of eggplant (Solanum melongena L.) cultivars. Journal of Agricultural and Food Chemistry. 51: 3448-3454.