proceso de mecanizacion
TRANSCRIPT

C u n d u a c á n T a b a s c o
2013
PROCESO DE
MECANIZACION
YNR
Universidad Popular Autónoma de Veracruz
Alumnos: Nancy Alejando Santos
Rodrigo Alejando Castillo Ulin
Isauro Madrigal Hernández
Catedrático: Calos Javier Cholico López
Ing.
Ind
ust
rial
3ro
. ”B
”
Sáb
ado
s

Página 1
TABLA DE CONTENIDO
Introducción ............................................................................................................................. 4
2.1 TORNO ............................................................................................................................... 5
Partes Principales Del Torno Paralelo ...................................................................................... 6
La Bancada ............................................................................................................................ 8
El Cabezal.............................................................................................................................. 8
El Carro Longitudinal .............................................................................................................. 9
El cabezal móvil. ...................................................................................................................12
Circuito de refrigeración: ......................................................................................................12
Plato De Garras Independientes ............................................................................................14
Plato Sin Mordazas ...............................................................................................................14
Pinzas ..................................................................................................................................15
Plato De Arrastre Y Brida De Arrastre (Perro)..........................................................................15
Lunetas ................................................................................................................................17
Herramientas Para Tornear ...................................................................................................19
2.2 FRESADORA .......................................................................................................................21
Partes de la fresadora ...........................................................................................................23
Bastidor ...............................................................................................................................24
Husillo principal Es uno de los elementos esenciales ...............................................................24
Caja de velocidades del husillo ..............................................................................................24
Mesa longitudinal .................................................................................................................24
Carro transversal ..................................................................................................................24
Consola ................................................................................................................................24
Caja de avances ....................................................................................................................24
Clasificación .........................................................................................................................25
Fresadora horizontal .............................................................................................................25
Fresadora vertical .................................................................................................................25
Fresadora mixta....................................................................................................................25
Fresadora universal ..............................................................................................................25
Elementos de fijación............................................................................................................26

Página 2
Prensa .................................................................................................................................26
Bridas ..................................................................................................................................26
Calzos ..................................................................................................................................26
Gatos ...................................................................................................................................26
Escuadras .............................................................................................................................26
Fijación de la fresa a la máquina ............................................................................................27
Fresas de diferentes formas ..................................................................................................28
Operaciones de la fresa vertical .............................................................................................30
Dirección de fresado .............................................................................................................31
Fresado tangencial................................................................................................................33
Cabezal universal ..................................................................................................................33
Alineación de prensa y material .............................................................................................34
2.3 TALADRADO ......................................................................................................................34
Medidas de seguridad ...........................................................................................................34
Tipos de taladros ..................................................................................................................35
Partes de la broca .................................................................................................................38
Calidad de las herramientas ..................................................................................................39
2.4 RECTIFICADORA .................................................................................................................39
Rectificadora Para Careado ...................................................................................................40
Rectificadoras Cilíndricas.......................................................................................................40
Rectificadoras cilíndricas del tipo de centros ..........................................................................40
Rectificadora Cilíndrica Simple Del Tipo De Centros ................................................................41
La rectificadora universal ......................................................................................................42
Características técnicas de la rectificadora universal. ......................................................44
Rectificadora De Rodillos.......................................................................................................44
Rectificadoras sin centros......................................................................................................44
Rectificadora De Discos .........................................................................................................45
Rectificadoras De Engranes ...................................................................................................45
Conclusión...............................................................................................................................46
Bibliografía ..............................................................................................................................47

Página 3

Página 4
Introducción
En la industria utilizamos diferentes tipos de máquinas que sirven para el mecanizado de
piezas industriales, tales como la fresadora que nos sirve para el arranque de viruta, los
materiales que podemos mecanizar son madera, acero, todo tipo de metales, se pueden
mecanizar materiales planos o curvos, de entalladura, de ranuras de dentado, otra máquina de
uso industrial que se utiliza muy a menudo es la rectificadora su mecanismo de abrasión realiza
piezas con mayor precisión dimensional y menores rugosidades que la maquina fresadora, el
Torno es una máquina de uso tanto industrial como de talleres pequeños ya que lo encontramos
en diversos negocios como empresas que se dedican a la producción de piezas de forma
geométrica de revolución, esta es una máquina que se utiliza desde la revolución industrial
hasta el momento, el taladro es una herramienta no menos importante ya que con ella
podemos hacer agujeros a las piezas mecánicas el taladro se divide en dos sencillos pasos el de
rotación y el de avance, todas estas máquinas industriales son indispensables para el
mecanizado de piezas tan sencillas pequeñas como un tonillo hasta piezas de volumen alto y de
elaboración compleja.

Página 5
2.1 TORNO
El torno es la máquina-herramienta que permite la transformación de un sólido indefinido,
haciéndolo girar alrededor de su eje y arrancándole material periféricamente a fin de obtener una
geometría definida (sólido de revolución). Con el torneado se pueden obtener superficies:
cilíndricas, planas, cónicas, esféricas, perfiladas, roscadas.
Existen una gran variedad de tornos:
- Paralelos
- Universales
- Verticales
- De Copiar
- Automáticos
- De Control Numérico Computarizado (CNC)
EL TORNO PARALELO
De todos los tipos de torno, este es el más difundido y utilizado, a un que no ofrece grandes
posibilidades de fabricación en serie.
Página 6
Partes Principales Del Torno Paralelo
A Bancada
B Cabezal del Motor
C Husillo
D Carro
E Cabezal móvil
F Motor
G Polea
H Correas trapeciales
I Caja de cambio de velocidades de avance
J Palanca de cambio de velocidades de avance
K Palanca de Inversión del movimiento de avance.
L Engranes de unión entre el husillo y la caja de cambios
M Palanca del cambio de velo-cidades del husillo
N Barra de roscar
O Palanca de acoplamiento con la barra de roscar
P Barra de cilindrar
Q Palanca pra la transmisióndel movimiento de la barra de cilindrar al carro superior
R Portaherramientas
S Carro portaherramientas
T Carro transversal
U Puente del carro
V Volante para el desplazamientolongitudinal del carro.
W Barra de transmiisión parael mando del embrague de l la barra de cilindrar.

Página 7
X Contrapunto
Y Volante del cabezal móvil
Z Palanca del embrague africción y freno
A1 Soporte para engranajes,llamado lira

Página 8
La Bancada Es una pieza compacta hecha de fundición, muy rígida y robusta con nervaduras internas. En su
parte superior lleva las guias para los carros. A su izquierda se encuentra el cabezal principal y a la
derecha generalmente el contrapunto.
El Cabezal Es principalmente una caja de velocidades y además comprende el árbol principal o husillo el cual
sostiene al plato que sujeta a la pieza a trabajar, imprimiéndole un movimiento de rotación
contínua.
Dada la diversidad de materiales y tamaños de las piezas a trabajar, el cabezal debe permitir al
husillo girar según diferentes velocidades mediante cambios accionados por palancas exteriores.
Cabezal de un Torno Paralelo

Página 9
El Carro Longitudinal Comprende el carro compuesto, el porta herramientas y el delantal.
Dado que el carro soporta y guía a la herramienta de corte, debe ser rígido y construído con
precisión. El carro compuesto son en realidad 3 carros: el longitudinal que se desplaza sobre las
guías de la bancada imprimiendo el movimiento de avance a la herramienta. El carro transversal
que provee un movimiento perpendicular al anterior y la herramienta puede en ese caso tener un
movimiento oblicuo como resultado de la composición del longitudinal y transversal. Estos 2
movimientos sepradamente pueden ser automáticos con un mecanismo interno, pero el
movimiento oblícuo sólo se consigue con accionamiento manual del operario en los volantes.
Un tercer carro más pequeño va sobre el transversal y puede ser inclinable por un transportador
que lo coloca en diferentes posiciones angulares. Encima de este carro se encuentra el
portaherramientas que sirve para sujetar en posición correcta las cuchillas o buriles.
Sección del carrillo transversal del mismo torno

Página 10
El husillo patrón o barra de roscar es una barra larga cuidadosamente roscada, localizada abajo de
las guías de la bancada extendiéndose desde el cabezal hasta el contrapunto. Está engranada al
cabezal de tal forma que puede invertirse su rotación y se ajusta al carro longitu-dinal
embragándose y desembragándose para las operaciones de roscado.
Página 11
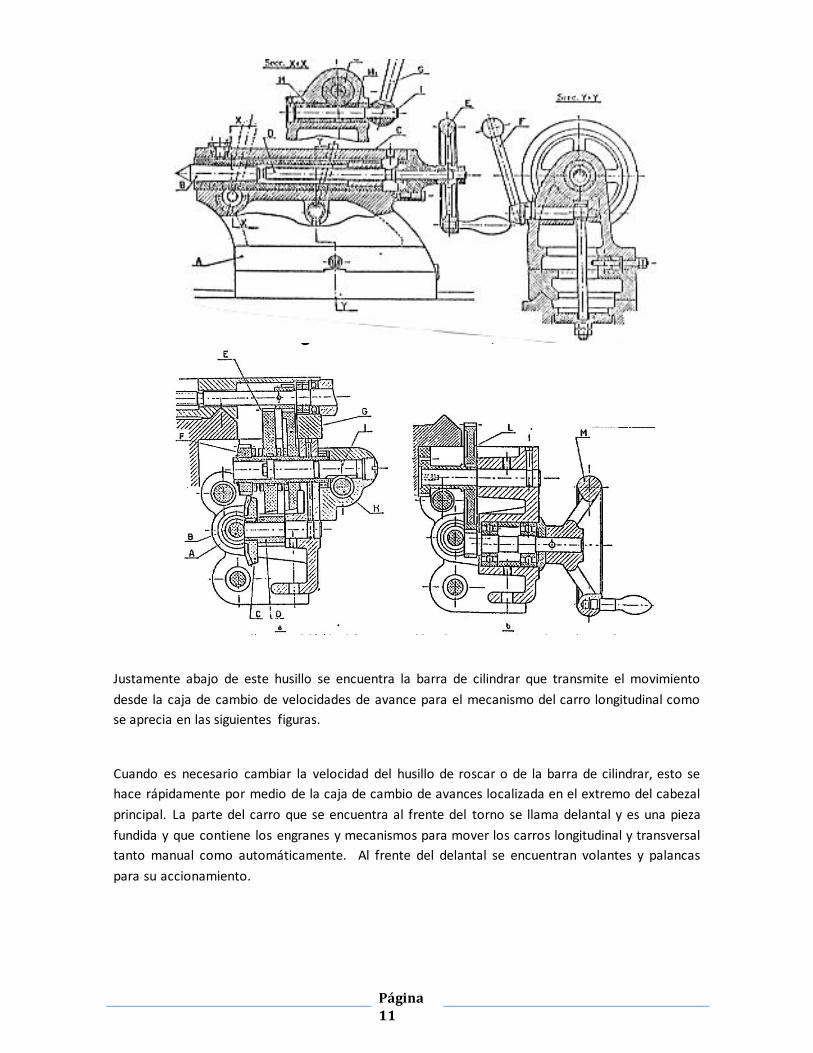
Justamente abajo de este husillo se encuentra la barra de cilindrar que transmite el movimiento
desde la caja de cambio de velocidades de avance para el mecanismo del carro longitudinal como
se aprecia en las siguientes figuras.
Cuando es necesario cambiar la velocidad del husillo de roscar o de la barra de cilindrar, esto se
hace rápidamente por medio de la caja de cambio de avances localizada en el extremo del cabezal
principal. La parte del carro que se encuentra al frente del torno se llama delantal y es una pieza
fundida y que contiene los engranes y mecanismos para mover los carros longitudinal y transversal
tanto manual como automáticamente. Al frente del delantal se encuentran volantes y palancas
para su accionamiento.
Página 12
El cabezal móvil.
Viene montado sobre las guías de la bancada y se puede deslizar sobre ellas acercándose o
alejándose del cabezal principal. Su función es sostener las piezas que giran, cuando estas son
muy largas.
Se compone del soporte A de fundición, el contrapunto B encajado en un agujero cónico, el
casquillo C que es empujado por el tornillo D accionado por el volante E. Todo el conjunto se fija
sobre la bancada con la palanca F excéntrica, mientras el casquillo C se fija con la palanca G
también excéntrica.
Circuito de refrigeración:
En todas las operaciones de corte se desarrollan altas temperaturas como resultado de la
deformación plástica del metal y la fricción, y a menos que se controlen estas temperaturas, las
superficies metálicas (herramienta-viruta-pieza) tenderán a adherirse. Por esta razón todas las
máquinas herramientas vienen provistas de un circuito refrigerante que lleva este fluido
directamente hacia la zona de corte. Se constituyen de una electrobomba localizada en la parte
inferior de la máquina, que succiona el refrigerante de un recipiente y lo envía a través de un tubo
hasta la zona de corte, el fluido luego regresa al recipiente inferior. En la línea existen adecuados
filtros para evitar el paso de las virutas, en instalaciones grandes además existen enfriadores para
mantener la temperatura del refrigerante. Sólo en el caso de las rectificadoras existen también en
la línea separadores magnéticos para impedir el paso de las finas virutas desprendidas en este
proceso.

Página 13
Tipos de mordazas para plato universal (chuck)

Página 14
Plato De Garras Independientes
Se emplea para la sujeción de piezas de froma irregular. Consta de 4 garras, cada una accionada en
forma independiente.
Plato Sin Mordazas
Las piezas que no se pueden fijar con mordazas, se bloquean con estribos y tornillos sobre platos
que no disponen de mordazas. Para poder aplicar los estribos, estos platos presentan unas
ranuras radiales en forma de T y unas ventanas también radiales. Las mesas que giran
conjuntamente con el plato deben estar equilibradas. Por esta razón, cuando la distribución del
peso de la pieza es asimétrica respecto al eje del plato se añade un contrapeso P.

Página 15
Pinzas
Cuando se deben tornear cuerpos cilíndricos, barras trefiladas de pequeñas dimensiones o piezas
en grandes series con tornos semiautomáticos y automáticos, en lugar de los platos
autocentrantes es posible utilizar un dispositivo, en forma de tubo, llamado pinza. Las pinzas se
utilizan sobre todo en el torneado de barras que pueden ser cilíndricas, hexagonales o cuadradas.
La pinza consiste en un cuerpo cónico con un agujero axial en el que se inserta la barra a tornear.
Tres o cuatro cortes longitudinales dan elasticidad a un extremo de la pinza, de forma que
ejerciendo una presión uniforme sobre su superficie externa, se estrangula el agujero y bloquea la
barra. La presión necesaria para cerrar la pinza se obtiene al hacer entrar forzadamente su
extremo cónico en el alojamiento hueco del husillo. El medio empleado para efectuar esta
operación está constituido por un tirante T tubular con mando por tornillo, coaxial al husillo A y
unido a la pinza P mediante un tramo roscado y accionado por el volante v.
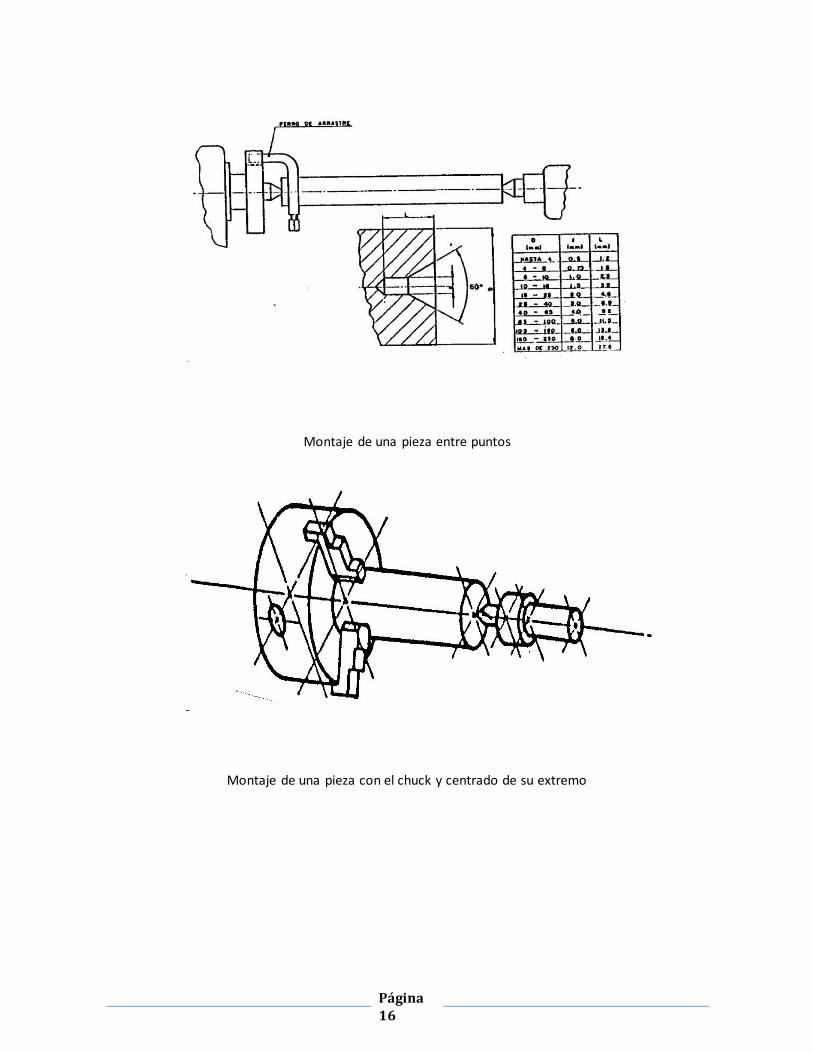
Plato De Arrastre Y Brida De Arrastre (Perro) Estos dos elementos mecánicos nos permiten montar una pieza entre puntos y darle movimiento
giratorio.
Unión Plato-Perro de arrastre
Página 16
Montaje de una pieza entre puntos
Montaje de una pieza con el chuck y centrado de su extremo

Página 17
Lunetas
Son un soporte auxiliar para sostener una pieza muy larga que se interpone entre el cabezal
principal y el contrapunto evitando que la pieza se deflexione y vibre por efecto de la fuerza de
corte impuesta por la herramienta. Existen lunetas fijas y móviles que se montan sobre las guías
de la bancada o sobre el carro portaherramientas respectivamente; sus patines soportan la
superficie de la pieza en rotación.
LUNETA FIJA LUNETA MÓVIL

Página 18
TORRETA MÚLTIPLE:
Nos permite montar simultáneamente hasta 4 herramientas, lo cual permite con un simple giro
presentar un nuevo buril sobre la pieza.

Página 19
Herramientas Para Tornear I. INTEGRALES
Son hechas en forma de barra redonda cuadrada o rectangular de acero para herramientas
forjadas, que en un extremo tienen su filo cortante.
HERRAMIENTA MONOFILO O BURIL
HERRAMIENTAS PARA TORNEAR

Página 20
Formas de herramientas para el torneado de desbaste. A, recta, derecha, de cilindrar; B, acodada,
derecha, de cilindrar; C, de bisel, derecha, de cilindrar; D, acodada, derecha, para refrentar.
Formas de herramientas para el torneado de acabado. A, de uña, simétrica, de cilindrar; B, de
uña, acodada, derecha, de cilindrar; C, de cuchillo, derecha, para refrentar; D, de cuchillo,
acodada, derecha, para refrentar; E, de refrentar.
Diversas formas de herramientas de torno. A, de tronzar, central; D, para entallas, derecha; C,
para entallas, central; D, para filetear, derecha; E para redondeos convexos , F, para redondeados
cóncavos.
Página 21
2.2 FRESADORA
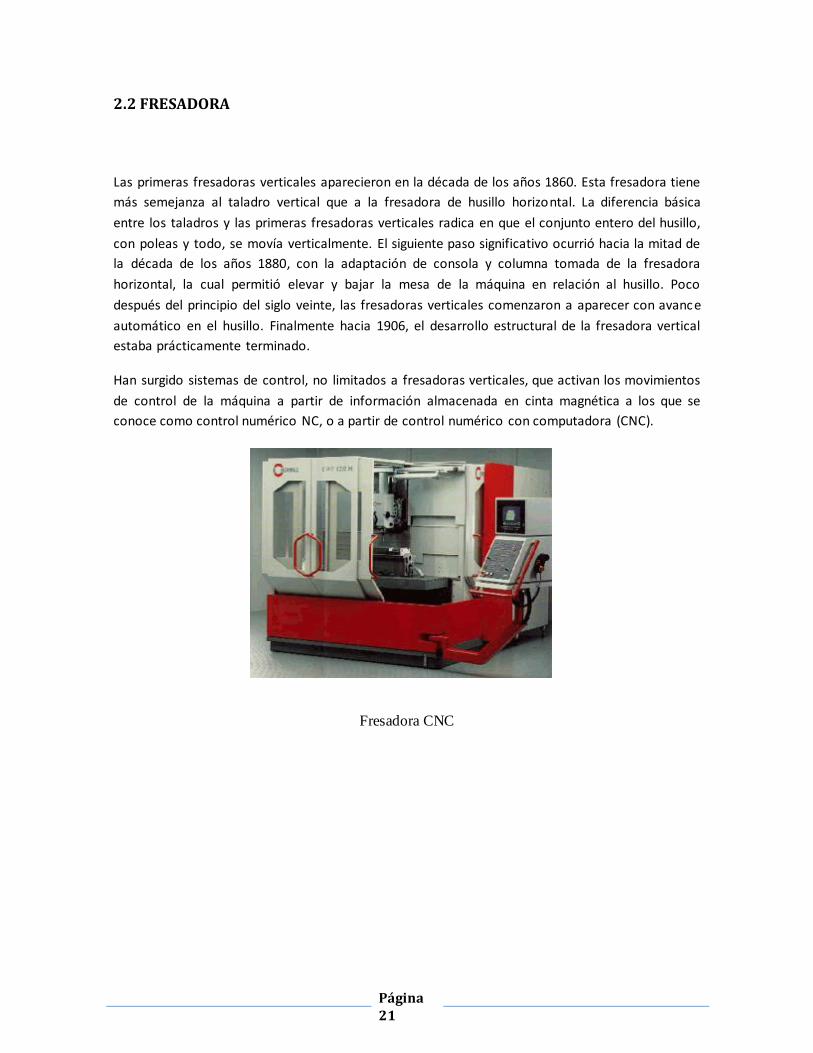
Las primeras fresadoras verticales aparecieron en la década de los años 1860. Esta fresadora tiene
más semejanza al taladro vertical que a la fresadora de husillo horizontal. La diferencia básica
entre los taladros y las primeras fresadoras verticales radica en que el conjunto entero del husillo,
con poleas y todo, se movía verticalmente. El siguiente paso significativo ocurrió hacia la mitad de
la década de los años 1880, con la adaptación de consola y columna tomada de la fresadora
horizontal, la cual permitió elevar y bajar la mesa de la máquina en relación al husillo. Poco
después del principio del siglo veinte, las fresadoras verticales comenzaron a aparecer con avance
automático en el husillo. Finalmente hacia 1906, el desarrollo estructural de la fresadora vertical
estaba prácticamente terminado.
Han surgido sistemas de control, no limitados a fresadoras verticales, que activan los movimientos
de control de la máquina a partir de información almacenada en cinta magnética a los que se
conoce como control numérico NC, o a partir de control numérico con computadora (CNC).
Fresadora CNC

Página 22
Generalidades de la máquina fresadora
La máquina de fresar o fresadora es una máquina herramienta de movimiento continuo destinada
al mecanizado de materiales por medio de una herramienta de corte llamada FRESA.
Esta máquina permite realizar operaciones de fresado de superficies de las más variadas formas:
• Planas
• Cóncavas
• Convexas
• Combinadas
• Ranuradas
• Engranajes
• Hélices.
Herramientas y la forma generada en la pieza
Herramientas y la forma generada en la pieza

Página 23
Partes de la fresadora

Página 24
En las máquinas de fresar usadas en los talleres de construcciones mecánicas, podemos distinguir
las siguientes partes:
Bastidor Es una especie de cajón de fundición, de base reforzada y generalmente,rectangular. Por medio
del bastidor se apoya la máquina en el suelo. Es el sostén de los demás órganos de la freidora.
Husillo principal Es uno de los elementos esenciales de la máquina, puesto que es el que sirve de soporte a la herramienta y le da movimiento. El
husillo recibe el movimiento a través de la caja de velocidades, que a su vez es movido por el
motor.
Caja de velocidades del husillo Tiene una serie de engranajes que pueden acoplarse según diferentes relaciones de transmisión.
Esto permite una extensa gama de velocidades del husillo principal. El accionamiento de esta caja
es independiente del que efectúa la caja de avances.
Mesa longitudinal Es el punto de apoyo de las piezas que van a ser trabajadas. Estas piezas se pueden montar
directamente o por medio de accesorios de fijación. La mesa tiene ranuras en forma de T para
alojar los tornillos de fijación.
Carro transversal Es una pieza de fundición de forma rectangular, en cuya parte superior se desliza y gira la mesa en
un plano horizontal. En la base inferior está ensamblado a la consola, sobre la que se desliza
manualmente por medio de tuerca y tornillo, o automáticamente, por medio de cajas de avance.
Se puede inmovilizar.
Consola Sirve de apoyo a la mesa y sus mecanismos de accionamiento. Se desliza verticalmente en el
bastidor a través de una guía por medio de un tornillo telescópico y una tuerca fija.
Caja de avances Es un mecanismo construido por una serie de engranajes ubicados en el interior del bastidor.
Recibe el movimiento directamente del accionamiento principal de la máquina. Se pueden
establecer diferentes velocidades de avance. El enlace del mecanismo con el husillo de la mesa se
realiza a través de un eje extensible de articulaciones cardán. En algunas fresadoras,la caja de
velocidades de los avances está ubicada en la consola con un motor especial e independiente del
accionamiento principal de la máquina.

Página 25
Clasificación La colocación del husillo principal respecto de la superficie de la mesa determina una clasificación
de las fresadoras.
Fresadora horizontal Es la máquina que tiene el husillo paralelo a la superficie de la mesa.
Fresadora horizontal
Fresadora vertical El husillo de esta máquina está vertical a la superficie de la mesa.
Fresadora mixta Tiene 2 husillos con motores independientes. El principal va dentro del bastidor y el segundo se
encuentra en el cabezal.
Fresadora universal Tiene un cabezal universal de doble articulación que le permite la inclinación del eje portafresa,
formando cualquier ángulo con la mesa.
Fresadora vertical Fresadora universal

Página 26
Elementos de fijación Para comenzar el proceso de fresado, el elemento o material a trabajar debe estar correctamente
sujeto a la máquina, para ello se usan una o varias de las siguientes piezas de fijación:
Prensa La prensa es un accesorio de dos mandíbulas, una fija y la otra móvil. Esta última se desliza sobre
una guía por medio de un tornillo y una tuerca movida por una manija.
Bridas Son piezas de acero, forjadas o mecanizadas, de forma plana o acodada y con una ranura central
para introducir el tornillo de fijación. En uno de sus extremos pueden tener un tornillo para regular
la altura de fijación.
Calzos Son elementos de apoyo. Pueden ser planos, escalonados, en “V” y regulables.
Gatos Son elementos de apoyo, generalmente compuestos de un cuerpo, de un tornillo, y de una
contratuerca para bloquear el tornillo. La parte superior puede ser articulada o fija y se utilizan
para apoyar piezas muy largas y que pueden flexionarse.
Escuadras Las caras de estos accesorios son planas y mecanizadas. Forman un ángulo de 90°. Hay escuadras
de diversos tamaños y con muchos orificios para introducir los tornillos de fijación.
Prensa Juego de bridas

Página 27
Clazos en “V” para piezas circulares Escuadra angular con orificios de posicionamiento
Fijación de la fresa a la máquina
La fijación de la fresa al husillo se hace por medio de pinzas y porta pinzas. Una pinza es un cuerpo
cilíndrico hueco, con una ranura parcial a lo largo y con una parte cónica, lo que permite el cierre
de la pinza sobre la pieza.
Pinzas y porta pinzas
Página 28
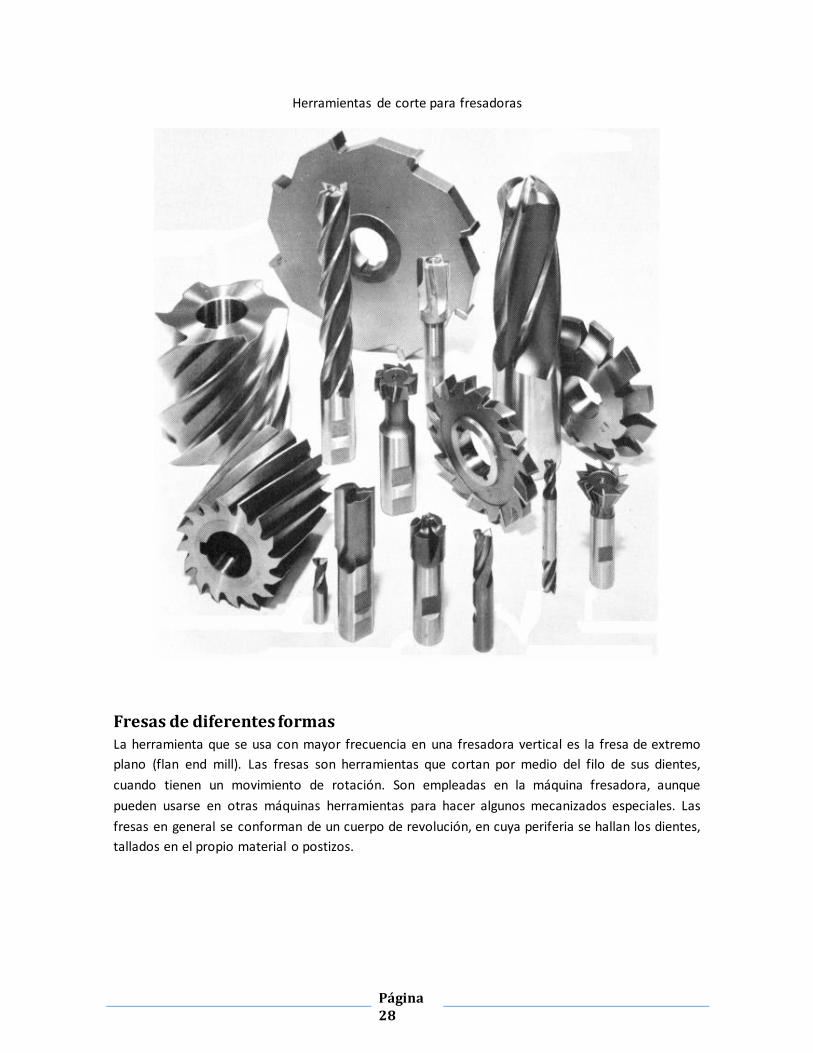
Herramientas de corte para fresadoras
Fresas de diferentes formas La herramienta que se usa con mayor frecuencia en una fresadora vertical es la fresa de extremo
plano (flan end mill). Las fresas son herramientas que cortan por medio del filo de sus dientes,
cuando tienen un movimiento de rotación. Son empleadas en la máquina fresadora, aunque
pueden usarse en otras máquinas herramientas para hacer algunos mecanizados especiales. Las
fresas en general se conforman de un cuerpo de revolución, en cuya periferia se hallan los dientes,
tallados en el propio material o postizos.

Página 29
Fresa para cola de Milano Fresa para chiveteros Fresas para ranuras en t
Fresa madre para cortar Fresa cilíndrica e dos cortes
Fresa sierra Fresa para cortar engranajes espirales
Fresas de biselar Fresas de ranurar Fresas para rotular

Página 30
Fresas para redondear Fresas para ranuras en V Fresas para perfilar
Fresa de dientes postizos Fresas para barras planas
Operaciones de la fresa vertical
Muchos de los trabajos que se hacen en la fresadora vertical, tales como el fresado de escalones,
se efectúan con fresas de extremo plano. Pueden maquinarse dos superficies a la vez, ambas a
escuadra una respecto a la otra. Los extremos de las piezas de trabajo pueden maquinarse a
escuadra y a una longitud dada usando los dientes periféricos de una fresa de extremo plano. Las
fresas de extremo plano con corte de centro hacen su propio agujero iniciador cuando se usan
para fresar una cavidad. Antes de hacer cualquier corte de fresado debe trazarse con toda
precisión en la pieza de trabajo el contorno de la cavidad, para que el trazo sirva de guía o línea de
referencia. Sólo cuando se hacen los cortes de acabado deben desaparecer las líneas de trazo. A
continuación se hará una descripción gráfica de las operaciones de fresado:
Página 31
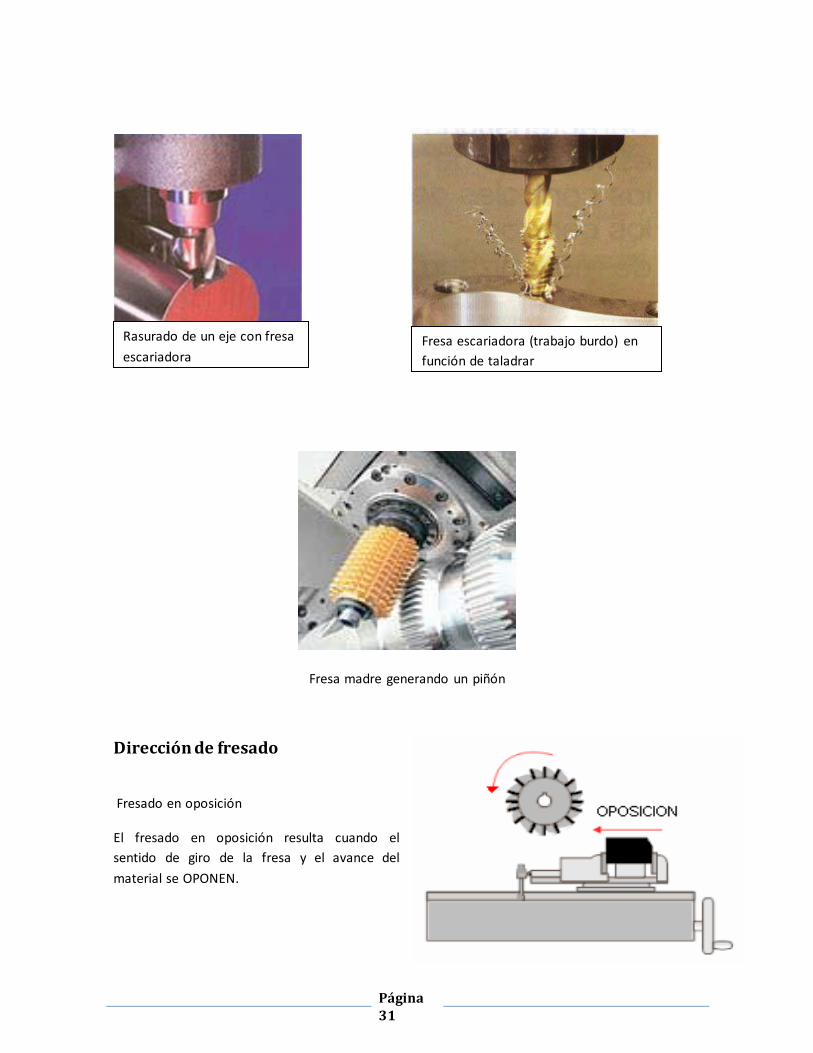
Fresa madre generando un piñón
Dirección de fresado
Fresado en oposición
El fresado en oposición resulta cuando el
sentido de giro de la fresa y el avance del
material se OPONEN.
Fresa escariadora (trabajo burdo) en
función de taladrar
Rasurado de un eje con fresa
escariadora

Página 32
Fresado en concordancia
El fresado en concordancia aparece cuando el
sentido del giro de la fresa y el sentido de giro del
material CONCUERDAN
Comparación resumida de efectos de la dirección de fresado
Elemento de comparación Fresado en Oposición Fresado en Concordancia
Espesor de Viruta Aumenta progresivamente luego de iniciado el corte.
Disminuye progresivamente luego de iniciado el corte
Esfuerzo durante el corte
Luego que el diente está
cortando, el esfuerzo aumenta progresivamente, permite a los órganos de la máquina absorber
los juegos
Al comenzar cortando en la sección máxima, hay un
súbito aumento del esfuerzo. Si los órganos
tienen juego, la herramienta
puede montarse en el material y romperse.
La máquina Puede hacerse en cualquier fresadora
Puede hacerse solo en fresadora especial.
Acabado de la superficie a igualdad de condiciones
para el corte.
Mejor estado superficial fresando en oposición que en concordancia.
Página 33
Fresado tangencial El fresado tangencial, llamado también, fresado periférico, se produce cuando la fresa corta con
los dientes laterales.
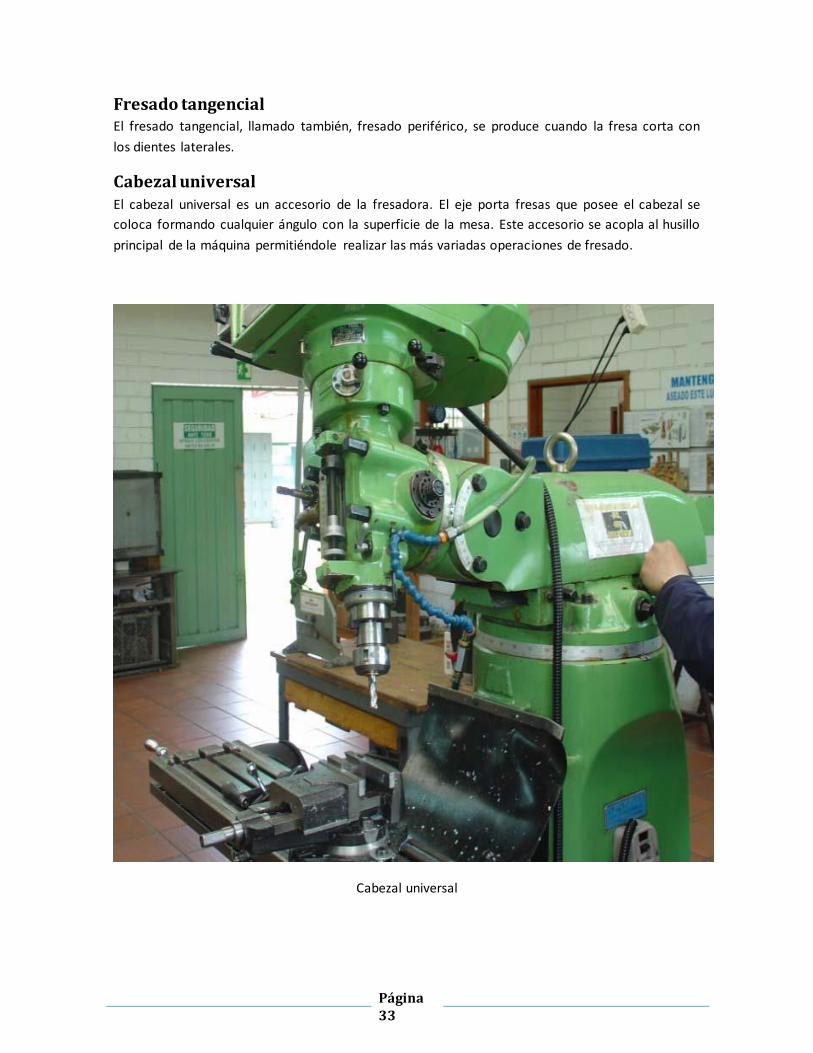
Cabezal universal El cabezal universal es un accesorio de la fresadora. El eje porta fresas que posee el cabezal se
coloca formando cualquier ángulo con la superficie de la mesa. Este accesorio se acopla al husillo
principal de la máquina permitiéndole realizar las más variadas operaciones de fresado.
Cabezal universal

Página 34
Alineación de prensa y material Es la orientación de la prensa de manera que la superficie plana de la mordaza fija coincida con la
dirección de desplazamiento de la mesa. También se puede alinear usando el propio material si
tiene una cara de referencia. Es una etapa previa indispensable para fresar caras, rebajes y ranuras
cuya posición se refiera a un eje determinado o a una cara de referencia.
2.3 TALADRADO El principio de la operación es perforar o hacer un agujero en una pieza de cualquier material.
Nosotros nos concentraremos en la perforación de los metales. En el taladrado se producen
virutas en grandes cantidades que deben manejarse con seguridad, lo más importante es
familiarizarse con el funcionamiento y las partes principales. Por la gran potencia que ejercen los
taladros, tienen que emplearse dispositivos especiales para la sujeción de la pieza de trabajo. Al
taladrar metales se produce una fricción muy grande y por esta razón es recomendable refrigerar
con taladrina (al igual que en la fresadora). Este es un líquido refrigerante compuesto de agua,
aceite, antioxidantes y antiespumantes, entre otros.
Medidas de seguridad Los hábitos de trabajo deficientes producen muchas lesiones: las virutas
que saltan hacia los ojos sin protección, lo pesado de las herramientas, las
partes que caen desde la mesa del taladro sobre los pies, las resbaladas
sobre pisos aceitosos y el atoramiento del cabello o de la ropa en una
broca en movimiento, son todos los riesgos que pueden evitarse mediante
hábitos seguros de trabajo. Se deben tener en cuenta las siguientes
medidas de seguridad: Las herramientas que van a usarse durante el
taladrado nunca deben dejarse sobre la mesa del taladro, sino que deben
colocarse sobre una mesa auxiliar adyacente. Se debe conseguir ayuda
para mover prensas de tornillo pesadas o piezas de trabajo grandes. Las
piezas de trabajo deben asegurarse siempre con tornillos pasantes y prensas de barra, prensas de
forma de C o dispositivos especiales. Debe usarse una prensa de tornillo para el taladrado de
piezas pequeñas. Cuando se afloje una prensa y quede girando la pieza de trabajo, no trate de
detenerla con las manos. Desconecte la máquina rápidamente; si se quiebra la broca o se sale, la
pieza de trabajo puede salir disparada de la máquina. Nunca limpie el cono del husillo cuando esté
trabajando la máquina porque al hacerlo puede ocasionar la rotura de dedos o lesiones de
importancia. Siempre quite la llave del mandril inmediatamente después de usarla. Si la deja
puesta será lanzada a gran velocidad al empezar a funcionar la máquina. Es buena costumbre no
soltar nunca de su mano la llave del mandril cuando la está usando. En ningún momento debe
quedar puesta en el mandril. Algunas llaves tienen carga de resorte y son expulsadas
automáticamente del mandril al soltarlas. Desafortunadamente hay muy pocas de estas llaves en
uso en la industria. Nunca detenga el husillo del taladro con la mano después de desconectar la

Página 35
máquina. Con frecuencia se juntan virutas afiladas alrededor del mandril o del husillo. Nunca trate
de alcanzar algo alrededor, cerca o desde atrás de un taladro en movimiento. Al quitar brocas de
espigo cónico con una cuña, debe utilizarse un trozo de madera debajo de la broca para que no
caiga al piso. Esto protegerá además la punta de la broca. Debe interrumpirse ocasionalmente el
taladrado para quitar la viruta, de manera que esta no represente un riesgo y sea más fácil de
manejar. Debe utilizarse una brocha en lugar de sus manos para desprender las virutas de la
máquina. Nunca use un chorro de aire para quitar las virutas porque con él puede ser que salgan
disparadas por el aire a alta velocidad, pudiendo ocasionar cortadas o lesiones en los ojos. No
debe quitarse las virutas o limpiarse el aceite mientras esté funcionando la máquina. Debe
mantenerse limpio el piso, límpiese inmediatamente todo el aceite que se derrame o escurra; de
lo contrario el piso estará resbaladizo e inseguro. Deben quitarse las virutas adheridas a una pieza
de trabajo taladrada tan pronto como le sea posible, porque todos los filos agudos y las virutas
adheridas pueden causar cortadas severas. Cuando haya terminado de trabajar con una broca o
con cualquier otra herramienta cortante, debe limpiarse ésta con una toalla de taller y guardarse
en su lugar. Las toallas de taller aceitosas deben colocarse dentro de un recipiente metálico
cerrado para mantenerse desalojada el área de trabajo y evitar un riesgo de incendio. Al mover el
cabezal o la mesa en los taladros sensibles, asegúrese de que esté colocada una prensa o
abrazadera de seguridad por debajo de ellos, sobre la columna: esto evitará la caída repentina de
la mesa si se suelta la abrazadera de la columna.
Tipos de taladros
• Taladros de banco: Es el más sencillo y común, el
dispositivo del avance manual de la herramienta es el que
permite al operario sentir el efecto del corte en la pieza a
trabajar.
Taladros de pedestal: Se diferencia del taladro de banco en
que se utiliza para trabajo pesado, permite hacer agujeros
más grandes y colocar piezas más grandes en su mesa.
• Taladro con husillos múltiples: Este taladro está equipado
con una cabeza taladradora. Esta tiene varios husillos que
se pueden ubicar para taladrar cierto número de agujeros
en un lugar preciso de la pieza y al mismo tiempo.
• Taladro múltiple: Es una serie de husillos colocados en una mesa larga y común. Está dedicada a
la producción en serie y realiza operaciones secuenciales sobre una pieza ya que va avanzando de
operación en operación a través de todos los husillos. En cada uno de estos husillos se hace una
operación diferente, pero sobre la misma pieza.

Página 36
Taladro de pedestal Taladro con husillos múltiples
Taladro Radial Taladro múltiple

Página 37
Mandrinadora
Mandrinadora: Taladro tipo pedestal de alta precisión en el cual la pieza se puede colocar, gracia a
la mesa de coordenadas, en cualquier posición debajo del husillo. De esta forma se pueden
ejecutar huecos en cualquier posición sobre la pieza y de diámetros adecuados, cuando se utiliza
un alesador en vez de una broca.
• Taladro radial: A diferencia de los taladros anteriores, el taladro radial tiene la mesa de trabajo
en la parte inferior, ya que está diseñada para acomodar piezas grandes. Es una máquina de gran
tamaño que mueve su cabezal, su mesa de trabajo y el husillo principal con motores
independieres. El husillo se puede colocar para taladrar en cualquier lugar dentro del alcance de la
máquina por medio de los movimientos proporcionados por la cabeza, el brazo y la rotación del
brazo alrededor de la columna. 3.3 Descripción y partes de la herramienta Las brocas constan de
tres partes: el vástago, el cuerpo y la punta.
• El vástago: Es la parte que se coloca en el husillo y se hace girar. Estos pueden ser rectos o
cónicos.
• Cuerpo: Es la parte cilíndrica que va desde el vástago hasta la punta.
Este en su recorrido tiene unas flautas cuya función es la de dejar entrar el fluido refrigerante y
dejar escapar la viruta.

Página 38
• Punta: Se encuentra en todo el extremo cortante o filo cónico de la broca. La forma y
condiciones de la punta son muy importantes para la acción cortante de la broca.
Punta de la broca
Partes de la broca
Es importante utilizar la broca adecuada para cada material, ya que el resultado de la operación se
verá reflejado en el tipo de broca que se utilice. Con una broca de pared o de madera no se puede
trabajar el metal pero con una de metal si podemos taladrar madera pero no pared. Las brocas, al
igual que las fresas, deben estar en constante lubricación a medida que están en operación para
evitar el calentamiento de la herramienta y cualquier daño de esta. Esta lubricación se puede
realizar desde la parte interior de la broca o desde la parte exterior de la misma. Las brocas que
tienen conductos refrigerantes, a medida que van taladrando van expulsando la taladrina por los
canales internos; las brocas generales están expuestas a un chorro externo de taladrina.

Página 39
Broca general. Broca con conductos refrigerantes
Calidad de las herramientas
Las brocas están hechas de acero rápido (HSS), pero la calidad de cada broca puede variar según la
aleación y según el método y calidad de fabricación.
Existen principalmente las siguientes calidades:
• HSS laminada. Es la más económica de las brocas de metal. Es de uso general en metales y
plásticos en los que no se requiera precisión. No es de gran duración.
• HSS titanio rectificada. Están recubiertas de una aleación de titanio que permite taladrar metales
con la máxima precisión, incluyendo materiales difíciles como el acero inoxidable. Se puede
aumentar la velocidad de corte y son de extraordinaria duración.
• HSS cobalto rectificada. Son las brocas de máxima calidad, y están recomendadas para taladrar
metales de todo tipo incluyendo los muy duros y los aceros inoxidables. Tienen una especial
resistencia a la temperatura, de forma que se pueden utilizar sin refrigerante.
2.4 RECTIFICADORA
Rectificadora De Superficies De Tipo I (con husillo horizontal y mesa reciprocante)
La mayoría de las rectificadoras de superficie del tipo I sirven para rectificar una superficie plana
de la pieza de trabajo, por lo regular a una igualdad de superficie menor de 0.0002 pulg. No
obstante este tipo de rectificadoras también puede usarse para máquinar contornos en la pieza de

Página 40
trabajo. La rueda puede carearse a la forma inversa de la deseada en la pieza de trabajo, y luego
puede esmerilarse el contorno en la parte.
La pieza de trabajo se sostiene por lo general en un mandril magnético y se la hace viajar bajo la
rueda giratoria con la mesa. A su vez, la mesa está montada sobre un soporte que proporciona el
movimiento transversal de la mesa bajo la rueda. En algunos modelos, se mueve la cabeza
esmeriladora con la rueda transversalmente a la superficie de la pieza de trabajo en vez de que la
mesa este sobre un soporte.
El tamaño de estas máquinas puede variar mucho, de las pequeñas de 4 por 8 pulg. de área de
rectificado hasta las de 6 por 16 pies y mayores. La gran mayoría de este tipo son de 6 por 12 pulg.
Las rectificadoras planas permiten mecanizar superficies planas o perfiles rectilíneos por
abrasión. La muela trabaja en su periferia (amolado tangencial).
Las rectificadoras para superficies planas, conocidas como planeadoras y tangenciales son muy
sencillas de manejar, porque consisten en un cabezal provisto de la muela y un carro
longitudinal que se mueve en forma de vaivén, donde va sujeta la pieza que se rectifica. La pieza
muchas veces se sujeta en una plataforma magnética. Las piezas más comunes que se rectifican
en estas máquinas son matrices, calzos y ajustes con superficies planas.
Rectificadora Para Careado En esta se emplea típicamente una rueda segmentada montada en un husillo horizontal, en forma
tal que el extremo del usillo queda presentado hacia la parte. Esta máquina es adecuada
especialmente para el careado de superficies verticales anchas.
Rectificadoras Cilíndricas La denominación rectificadora cilíndrica cubre una gran cantidad de máquinas herramientas
para rectificado, inclusive las que rectifican piezas de trabajo montadas entre centros; piezas de
trabajo en extremo pesadas montadas entre chumaceras; rectificado sin centros y rectificado
interior, ya sea con la pieza suelta en un mandril o en la forma de sujeción sin centros.
Rectificadoras cilíndricas del tipo de centros La forma más fundamental de rectificado cilíndrico se hace con la pieza de trabajo montada entre
centros. Por exactitud se hace girara la pieza de trabajo entre centros muertos entre ambos
extremos, dando movimiento a dicha pieza por medio de un plato que gira en forma concéntrica
respecto al centro de la cabeza de la máquina. La rectificadora cilíndrica siempre es capaz de
rectificar también partes cónicas, por la oscilación de la mesa en torno a un eje vertical, a la
manera de la mesa de una fresadora universal. También se puede utilizar en desplazamiento
vertical de la rueda respecto a la pieza de trabajo, sin que la mesa tenga movimiento alguno.

Página 41
Rectificadora Cilíndrica Simple Del Tipo De Centros Emplea una rueda de esmeril montada a un cierto Angulo respecto a los centros. Estas máquinas
son adecuadas en especial para rectificado en hombros, particularmente cuando es critica la
relación entre el diámetro y la cara. Este tipo de rectificadora también es capaz de recorrer la
mesa de la misma forma que las de los tipos simple y universal.
El rectificado de formas también se puede hacer en la rectificadora cilíndrica del tipo de
centros. En este tipo de rectificadora, se conforma en la rueda de esmeril la inversa de la forma
que ha de impartirse a la pieza de trabajo, y luego se rectifica la parte por alimentación directa de
la rueda hacia la pieza de trabajo. Este es un método para la alta producción muy usado en partes
complejas como las de las válvulas hidráulicas.

Página 42
La rectificadora universal
Es una máquina-herramienta donde el movimiento de corte, que es circular, corresponde a la
herramienta (muela abrasiva).
La pieza, que también está animada de un movimiento de rotación, posee el movimiento de
avance y se desplaza siguiendo una trayectoria que le permite acabar piezas de revolución.
Es una máquina-herramienta indicada para eliminar, por abrasión, pequeños espesores de
material en aquellas piezas previamente mecanizadas en otras máquinas-herramientas y que
tienen unas características de dureza, dimensiones o estado superficial, que no es posible
terminar por arranque de viruta con herramientas de corte.
La rectificadora universal, como máquina-herramienta, se compone de:
Bancada
Mesa
Cabezal portapiezas Contrapunto
Cabezal portamuela
Motor correspondiente al portamuelas Motor correspondiente al portapiezas Poleas
escalonadas
Equipo hidráulico para el movimiento automático de la mesa.

Página 43

Página 44
Características técnicas de la rectificadora universal. Características generales: Clase de rectificadora: universal. Naturaleza del cabezal portamuela:
giratorio y desplazable.
Naturaleza del cabezal portapiezas: orientable. Características de capacidad: Longitud máxima de
pieza a rectificar en la máquina. Diámetro máximo de pieza a rectificar en la máquina.
Dimensiones máximas de la muela.
Características de trabajo: Potencia de los distintos motores. Gama de velocidades del eje
portapiezas. Gama de velocidades del eje portamuela. Gama de velocidades de avances
automáticos del cabezal portamuela por cada inversión de la pieza. Giro máximo de la mesa en los
dos sentidos. Giro máximo del cabezal portamuela en los dos sentidos.
Rectificadora De Rodillos Se usa para acabar y recarear los rodillos que se emplean para el acabado en caliente y en frió
de los aceros y otros metales. Estos rodillos típicamente son muy pesados, por lo que se
soportan en chumaceras de muñón para su esmerilado, justamente como están cuando trabajan
en el molino de laminación en el que se usan. Además debido al peso de los rodillos las
rectificadoras de rodillos están diseñadas de manera que giren los rodillos en una posición fija y
que la cabeza de la máquina se mueva a lo largo de carriles que son paralelos al rodillo. Cuando el
rodillo se va a utilizar para laminar acero en frió, operación en la que se requieren altas presiones,
se ajusta la máquina para rectificar un rodillo con curvatura ligeramente convexa para que el
producto resulte plano. En rodillos para laminado o estirado en caliente, sucede lo inverso, y
se compensa rectificando el rodillo con forma ligeramente cóncava. Para las aplicaciones de
rodillos mas pequeños, se rectifican algunos rodillos entre centros y en rectificadoras cilíndricas
simples, y a veces en rectificadoras de banda recubierta de abrasivo que pueden rectificar toda la
superficie en un solo paso.
Rectificadoras sin centros Es por lo general una máquina que sirve para trabajar en el diámetro exterior de una pieza de
trabajo cilíndrica. Estas máquinas se usan por lo general en trabajos de alta producción, pero de
ninguna manera están limitadas para partes cilíndricas simples. Ciertas partes con diferentes
diámetros, como las válvulas automotrices, se pueden avanzar hasta un tope fijo. También es
posible hacer partes cónicas conformando tanto las ruedas de esmeril como las ruedas
reguladoras en la forma inversa de la que se requiere y hasta es posible rectificar sin centros
partes de porciones centradas de mayor diámetro que los extremos, cargando la parte a la
máquina hacia abajo desde la parte superior con aparatos especiales para su avance. Aun las
partes roscadas sin cabeza, como los opresores, pueden roscarse en las rectificadoras sin centros.

Página 45
Rectificadora De Discos
Esta máquina avanza las partes entre las caras de dos ruedas de esmeril. Se emplean diversos
métodos para alimentar las partes a este tipo de máquinas.
Rectificadoras De Engranes Se dividen en rectificadoras de forma en las que la rueda de esmeril esta careada exactamente a la
forma inversa a la del diente que se va rectificar, y los tipos generadores en los que la forma
resulta de la acción conjugada de la rueda y la pieza de trabajo.
Página 46
Conclusión
Como conclusión podemos decir que gracias a las maquinas industriales hablando en este caso de
el torno, fresadora, rectificadora, taladro, que sirven modificar, fabricar, rectificar, etc, podemos
construir muchos de los aparatos que utilizamos en la vida cotidiana, desde un tornillo hasta el
motor de una nave espacial, y de una u otra forma facilitar el trabajo y esfuerzo de un trabajador
en una empresa o negocio, así como también solucionar problemas de otras máquinas de trabajo.

Página 47
Bibliografía
Libro:
Maquinas herramientas modernas 8va. Edición, Mario Rossi, Volumen II, HOEPLI, Editorial
Científico Medica.
Fundamentos de Manufactura Moderna, 1ra Edición – Mikell P. Groover
Paginas Web
www.wikipedia.com
Dispositivos DVD:
Encarta Multimedia 2008