proc-cm-11-01 rv 14_torqueo de valvulas
TRANSCRIPT
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
PROCEDIMIENTO PARA EL TORQUEO Y DESTORQUEO DE JUNTAS
Instrucción No. PROC-CM-11-01
Revisión No.14
Fecha 04 feb 2009
Rev. No.
Preparado por Revisado por Aprobado
14Nombre: F. CASTELLANOS
Coord HSEQ INGEPROCOL LTDA
Firma:________________
Nombre: J. COLMENARESGerente Ingeniería
INGEPROCOL LTDA
Firma:________________
Nombre: A. ALVARADOGerente General
INGEPROCOL LTDA
Firma:________________
Validación de semanal de procedimiento para la laborNombre Firma Fecha
______________Supervisor
Yo como supervisor confirmo que este documento corresponde al original firmado por las autoridades arriba mencionadas el cual reposa en el libro de documentos controlados de la principal
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.Fecha de impresión:12/04/2023 Pag. 1 de 16
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
PROCEDIMIENTO PARA EL TORQUEO Y DESTORQUEO DE JUNTAS
1. GENERAL
1.1 OBJETIVOEste procedimiento provee la secuencia lógica y segura para los procesos de ensamble y des-ensamble, mediante torqueo y destorqueo respectivamente, de juntas bridadas y G-CON en tubería, válvulas y otros equipos de contención de fluidos presurizados durante montajes, aislamientos de proceso, cambios por mantenimiento y preparación de válvulas para pruebas de presión.El cumplimiento del proceso de ensamble de juntas asegura la integridad en la contención del fluido presurizado evitando fugas que generen riesgos por atmósferas peligrosas, derrames de hidrocarburos, etc.
1.1.1 Responsabilidades Originador: Responsable de la idoneidad del contenido del procedimiento Custodio. El coordinador de HSEQ es quien supervisa la planeación, publica el documento, asigna
consecutivos y comunica todos los cambios relacionados al procedimiento y su manejo Autoridad Aprobatoria. El Gerente de Ingeniería aprueba el procedimiento. Técnicos ejecutantes: Cumplir todas las indicaciones que aquí se indican para la ejecución de la tarea a la
que hace referencia y diligenciar adecuadamente los registros relacionados en este procedimiento.
1.2 ALCANCEEste procedimiento aplica para juntas bridadas ANSI (RF, RJ, RTJ), API 6A, Techlok, Graylok, E-con, G-con, utilizando empaques tipo flexitàlico, oval ring, hex ring, kit de aislamiento y seal ring tipo G-con, o usando plato con inserto de o-ring desarrollado por INGEPROCOL para prueba de válvulas en las locaciones que el cliente disponga.
1.3 PUBLICACIONES DE REFERENCIAPara asegurar la vigencia de este documento, la revisión anual debe incluir la verificación de la correspondencia entre la última versión de los documentos de referencia y el procedimiento de Ingeprocol Ltda.
CODIGO NOMBRE FECHA ULTIMA REVISION
ANSI B 16.5 Steel Pipe Flanges, Flanged valves and Fittings 28th November 2003ANSI B 16.47 Large Diameter Steel Flanges, NPS 26 hasta
NPS 6026th October 1998
ANSI B16.20 Metallic gaskets for pipe flanges 21th July 2000MSS SP - 44 Steel Pipe Line Flanges 1996ASME Sección VIII Div. 1, Apéndice 2
ASTM A 193 Alloy Steel and Stainless Steel Bolting Materials For High Temperature Service
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.Fecha de impresión:12/04/2023 Pag. 2 de 16
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
ASTM A 320 Alloy Steel Bolting Materials For Low Temperature Service
Catálogos de Fabricante: Pikotek, Reflange y Vector International. P 526: Bolting Procedure For Spiral Wound and Ring Joint Gaskets. bp Specification. Manual de operaciones del equipos de torqueo HYTORC, HYDRATIGH, SWENEY y TENSIONAMIENTO
HYDRATIGHT. Procedimiento para el torqueo de uniones bridadas. BP. TORQ-01 Lista de chequeo paso a paso de torqueo de válvulas, impacto ambiental, Diagrama de instrucciones de
emergencia.
1.4 PREREQUISITOS / CONDICIONES
1.4.1 Verificación de EquiposSe debe realizar la inspección de cada uno de los equipos y herramientas a utilizar antes de realizar el trabajo y registrarla en la lista de chequeo correspondiente, registro que debe ser diligenciado por el técnico a cargo del trabajo y aprobado para trabajar por el supervisor.
1.4.2 Precauciones de Seguridad, Salud y Medio Ambiente
Las máquinas hidráulicas de torqueo y el tensionador son equipos de potencia, por lo tanto, se deben tomar las precauciones necesarias para evitar accidentes o lesiones personales.
El contacto violento Metal-Metal puede ocasionar chispas (trabajos en área clasificada) No use las mangueras hidráulicas, el cordón de control remoto o los acoples giratorios como medios de
trasladar el equipo de torqueo. No tuerza las mangueras hidráulicas, no las someta a curvaturas cerradas; asegúrese de que estén
retiradas de la superficie de reacción del brazo de torqueo y que estén amarradas a una estructura rígida. Seguir el procedimiento para el levantamiento de cargas cuando se usen bridas >40 Kg. El operario del equipo debe estar certificado y tener los conocimientos necesarios para la correcta
operación y manejo de las tablas y será el responsable de la seguridad durante el desarrollo de la actividad.
Nunca se debe exceder la máxima capacidad de carga de los equipos y herramientas Seguir las recomendaciones del AST específico para la tarea.
1.5 NOTASLa ejecución de este procedimiento se encuentra sujeto a modificaciones por requisito del cliente, siempre y cuando se mantenga el cumplimiento de las normas y estándares aquí especificados. Dicha modificación debe registrarse en el plan de calidad del contrato específico.
Si el cliente lo requiere, se aplicará otro procedimiento que él indique para la ejecución de esta actividad, siempre y cuando se mantenga el cumplimiento de las normas y estándares aquí especificados. Dicha modificación debe registrarse en el plan de calidad del contrato específico.
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.Fecha de impresión:12/04/2023 Pag. 3 de 16
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
2. PROCEDIMIENTO DE ENSAMBLE
2.1 ANTES DE INICIAR EL TORQUEO Verificar la compatibilidad de especificaciones de las bridas o tapones a utilizar con el rating y tamaño de la
válvula a probar. Limpiar las superficies de las conexiones de la válvula y las bridas o ciegos para garantizar un
asentamiento uniforme y paralelo de las superficies a torquear, haciendo énfasis en las superficies de sello. Seleccionar el diámetro, longitud y cantidad de espárragos a utilizar de acuerdo al tipo de conexión, el
tamaño y rating de la válvula. (Ver tablas de ANSI, API y Techlok / Grayloc) Verificar el estado de los espárragos, las bridas o clamps tipo Graylok (que estén libres de polvo, corrosión
y/o golpes en la zona de sello) Realizar lubricación de tuercas y espárragos de tal manera que estas puedan girar libremente con la mano. Seleccionar el empaque (Flexitálico, Oval Ring, Pikotek, seal ring tipo Graylok o plato con O-ring) de
acuerdo con el rating y diseño de la válvula. Seleccionar la máquina (HYTORC, TENSIONADOR, TORCOMETRO) y accesorios de torqueo correctos
de acuerdo con el valor de torque a aplicar. Verifique que todas las conexiones hidráulicas estén correctamente acopladas. Verifique que las mangueras no estén torcidas y que el impulsor junto con su retenedor se encuentre
asegurado. Revise que las copas estén en buenas condiciones y que acoplan perfectamente a la tuerca. Las grietas
ocultas son una posibilidad de rotura, por lo tanto, manténgase apartado de la copa durante su operación. Revisar el nivel de aceite del equipo, tanto del aceite hidráulico como del filtro lubricador de aire. Conexiones roscadas tales como: Manómetros, acoples, etc.; deben ser limpiados y apretados
correctamente para impedir fugas de aceite.
2.2 UNIONES BRIDADAS ANSI CON FLEXITALICO(RF), OVAL RING (RJ, RTJ), HEX RING (API) y PIKOTEC
2.2.1 INSTALACION DE EMPAQUES Y BRIDAS Manualmente o con ayuda mecánica, de acuerdo al peso de la brida, aproxime esta última a la conexión de
la válvula, con la precaución de no golpear ninguna de las superficies Instalar los espárragos en cada uno de los agujeros de las bridas, dejando suficiente espacio para que las
dos tuercas queden completamente enroscadas y quede igual número de hilos por fuera de cada una. Instalar el empaque correspondiente con la precaución de no golpear el empaque ni las superficies de sello
y que este quede alineado y haciendo contacto en el sitio de sello. Acercar las tuercas manualmente hasta hacer contacto con la brida verificando el correcto alineamiento de
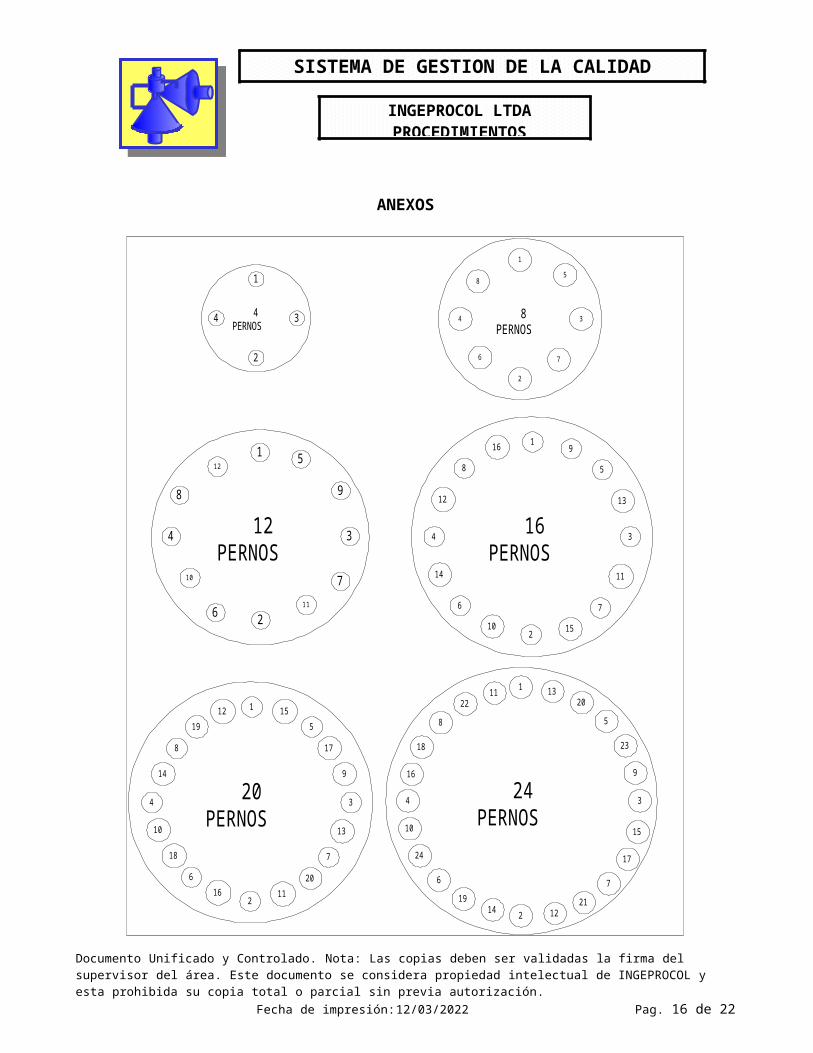
bridas, empaques y espárragos. Numerar los espárragos según se indica en la figura 1 de acuerdo al número de espárragos de la brida.
2.2.2 INSTALACION DE EMPAQUES PIKOTEC
Verificar la correspondencia de especificaciones con la clase y tamaño de la válvula. Verificar que las bridas se encuentren correctamente alineadas y sus caras estén paralelas. El
incumplimiento de una de estas dos condiciones puede ocasionar el rompimiento de los cartuchos aislantes durante el ajuste y por consiguiente falla en el aislamiento requerido.
Verificar el área de sello donde hace contacto el anillo de teflón del Pikotec. Asegurar que no tenga golpes o abolladuras y se encuentre limpia.
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.Fecha de impresión:12/04/2023 Pag. 4 de 16
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
La superficie de apoyo de las arandelas debe ser uniforme y estar limpia. Instalar las bridas y los espárragos, colocando un cartucho en cada espárrago dentro del agujero de la
brida, las arandelas plásticas deben quedar en contacto con la brida y las arandelas metálicas deben quedar en contacto con las tuercas.
Numerar los espárragos según se indica en la figura 1 de acuerdo al numero de espárragos de la brida.
2.2.3 TORQUEO CON EQUIPO HYTORC Determinar los valores de torque inicial y final a aplicar en la tabla 1 de acuerdo al diámetro del espárrago y
al tipo de empaque a utilizar (flexitàlico, oval ring, hex ring o Pikotec). Dividir tanto el torque inicial como el torque final en tres pasos a aplicar Realizar la conversión del torque en Lb-Ft hallado en la tabla 1 a los valores de presión en PSI según el
equipo y herramienta utilizado (BRAZO O CASSETTE HYTORC). Ajustar la presión del primer paso requerida en la bomba del equipo de torqueo mediante la válvula
reguladora. Instalar el brazo o cassette en la tuerca 1 y ubicarlo de tal manera que se obtenga un soporte fijo para la
fuerza de reacción que se genera. PRECAUCION: Cuando la herramienta de torqueo se presuriza, se genera una fuerza de reacción en
la zona de apoyo de la misma, es necesario asegurarse de no colocar las manos o dedos entre la herramienta y el sitio de apoyo de la misma para prevenir lesiones graves.
PRECAUCION: Verificar permanentemente que las mangueras de presión de la herramienta no queden atrapadas entre la herramienta y el sitio de apoyo.
Aplicar el torque de cada paso a cada uno de los espárragos en la secuencia 1,2,3,4... hasta llegar al torque inicial
Aplicar el torque de igual manera hasta llegar al torque final Realizar una secuencia de torqueo de los espárragos, con el valor del torque final, siguiendo la secuencia
en el sentido de las manecillas del reloj hasta confirmar el correcto y homogéneo ajuste de todos los espárragos.
Los valores de torque pueden variar hasta en un 10%.
RECOMENDACIONES ADICIONALES: Si al aplicar presión la herramienta tiende a deslizarse, detenga la operación y reajuste el brazo de
reacción a una posición más sólida y segura. No use martillo para golpear la copa o la llave intentando aflojar o apretar un perno.
2.2.4 TENSIONAMIENTO DE ESPARRAGOS CON EQUIPO HYDRATIGH
Para utilizar el equipo tensionador es necesario que el espárrago sobresalga de la tuerca mínimo una altura igual al diámetro del espárrago.
Determinar el procedimiento de tensionamiento de acuerdo al numero de espárragos de la junta y el numero de tensionadores disponibles así:
# espárragos / # tensionadores = 1 Aplicar Procedimiento 1 – 100 %
# espárragos / # tensionadores = 2 Aplicar Procedimiento 2 – 50 %
# espárragos / # tensionadores = 3 Aplicar Procedimiento 3 – 33 %
# espárragos / # tensionadores = 4 Aplicar Procedimiento 4 – 25 %
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.Fecha de impresión:12/04/2023 Pag. 5 de 16
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
Se debe preferir el procedimiento de mayor porcentaje posible según la cantidad de tensionadores disponibles.
Determinar los valores de presión PA y PB a aplicar en los pasos de tensionamiento en las tablas del fabricante del equipo (HYDRATIGH) de acuerdo al tamaño y rating de la válvula.
Calcular las presiones a aplicar en los diferentes pasos dependiendo del procedimiento a utilizar según la siguiente tabla
2.2.4.1 Procedimiento 1 – 100%
Se cuenta con tensionadores para todos los espárragos, si es posible instalar un tensionador intercalado a cada costado de la junta. Si esto no es posible, aplicar el procedimiento 2 – 50 %.
Acercar las tuercas manualmente hasta hacer contacto con la cara de la brida. Instalar la tuerca, el gato y el anillo roscado hasta que este último ajuste contra el gato en cada uno de los
tornillos Ajustar la presión de la bomba al valor PB usando la válvula reguladora conectando una manguera en
circuito cerrado en la salida de la bomba. Conectar las mangueras de presión a cada uno de los gatos asegurando que queden bien acopladas
comprobando su ajuste. Incrementar lentamente la presión del equipo hasta llegar al valor de presión PB PRECAUCIÓN: Por ningún motivo ubicarse frente a los tensionadores ya que este podría fallar y
salir proyectado hacia el frente. Verificar permanentemente la distancia de recorrido del gato, cuando se observe que una línea
blanca sobresale del mismo se debe detener la presurización. Ajustar la tuerca al máximo posible el espárrago usando la varilla manualmente; las tuercas deben ser
apretadas uniformemente Repetir la presurización y ajuste de las tuercas las veces que sea necesario hasta llegar al valor de presión
PB. Despresurizar el equipo, retirar las mangueras, gatos y tuercas.
2.2.4.2 Procedimiento 2 – 50%
Se cuenta con tensionadores para la mitad de los espárragos. Numerar los espárragos como 1 y 2 intercalados. Acercar las tuercas manualmente hasta hacer contacto con la cara de la brida. Instalar la tuerca, el gato y el anillo roscado hasta que este último ajuste contra el gato en los espárragos
marcados con el número 1. Ajustar la presión de la bomba al valor PA usando la válvula reguladora conectando una manguera en
circuito cerrado en la salida de la bomba. Conectar las mangueras de presión a cada uno de los gatos asegurando que queden bien acopladas
comprobando su ajuste. Incrementar lentamente la presión del equipo hasta llegar al valor de presión PA PRECAUCIÓN: Por ningún motivo ubicarse frente a los tensionadores ya que este podría fallar y
salir proyectado hacia el frente. Verificar permanentemente la distancia de recorrido del gato, cuando se observe que una línea
blanca sobresale del mismo se debe detener la presurización. Ajustar la tuerca al máximo posible el espárrago usando la varilla manualmente; las tuercas deben ser
apretadas uniformemente
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.Fecha de impresión:12/04/2023 Pag. 6 de 16
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
Repetir la presurización y ajuste de las tuercas las veces que sea necesario hasta llegar al valor de presión PA.
Despresurizar el equipo, retirar las mangueras, gatos y tuercas. Acercar las tuercas número 2 manualmente hasta hacer contacto con la cara de la brida. Instalar tuercas, gatos y anillos en los espárragos marcados con el número 2 Repetir los pasos de tensionamiento aplicando la presión PB en los espárragos número 2. Despresurizar el equipo, retirar las mangueras, gatos y tuercas e instalar en uno de los espárragos número
1 para comprobar su ajuste final. Conectar e incrementar presión hasta que la tuerca pueda ser desajustada manualmente con la varilla. Si el valor de presión al que se soltó la tuerca es mayor o igual a la presión PB el tensionamiento está
completado. Ajustar nuevamente la tuerca manualmente con la varilla Si el valor de presión al que se soltó la tuerca es menor a la presión PB, el tensionamiento debe realizarse
nuevamente desde el principio.
2.2.4.3 Procedimiento 3 – 33 %
Se cuenta con tensionadores para la tercera parte de los espárragos. Numerar los espárragos como 1, 2 y 3 secuenciálmente en el sentido de las agujas del reloj. Acercar las tuercas manualmente hasta hacer contacto con la cara de la brida. Instalar la tuerca, el gato y el anillo roscado hasta que este último ajuste contra el gato en los espárragos
marcados con el número 1. Realizar el proceso de tensionamiento como se explica en el punto anterior aplicando los valores de
presión así:Espárragos # 1 = PAEspárragos # 2 = (PA + PB / 2)Espárragos # 3 = PB
Realizar el proceso de comprobación en los espárragos número 1 y 2 tal como se explica en el punto anterior
2.2.4.4 Procedimiento 4 – 25 %
Se cuenta con tensionadores para la cuarta parte de los espárragos. Numerar los espárragos como 1, 2, 3, y 4 secuenciálmente en el sentido de las agujas del reloj. Acercar las tuercas manualmente hasta hacer contacto con la cara de la brida. Instalar la tuerca, el gato y el anillo roscado hasta que este último ajuste contra el gato en los espárragos
marcados con el número 1. Realizar el proceso de tensionamiento como se explica en el punto anterior aplicando los valores de
presión así:Espárragos # 1 = PAEspárragos # 2 = (2PA + PB / 3)Espárragos # 3 = (PA + 2PB / 3)Espárragos # 4 = PB Realizar el proceso de comprobación en los espárragos número 1, 2 y 3 tal como se explica en el punto
anterior
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.Fecha de impresión:12/04/2023 Pag. 7 de 16
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
2.3 UNIONES TIPO HUB (Graylok – Techlok)
Inspeccionar las áreas de sello tanto de los hub de la válvula como de los tapones, inspeccionar los seal rings, las abrazaderas (clamps) y los espárragos. Estos deben estar en buen estado, sin golpes ni abolladuras, libres de óxido, pintura, rayones o corrosión.
En caso de que las áreas de sello se encuentren con rayones o abolladuras leves o corrosión, estos pueden ser eliminados utilizando lija. El rectificado de la superficie de sello debe ser uniforme en todo el perímetro del hub y no en forma puntual, ya que esto ocasionara fugas por la conexión.
Aplicar grasa grafitada en las superficies de contacto de las abrazaderas, los hubs y los espárragos. Aplicar aceite delgado o grasa MoS2 (Molibdeno) en el área de sello del seal ring. Verificar la tolerancia del seal ring en cada alojamiento tal como se muestra en la figura y de acuerdo a la
tabla anexa Verificar el correcto alineamiento de las bridas hub antes de instalar el seal ring y las abrazaderas, el
desalineamiento se debe corregir con fuerzas externas a la junta y no a través de la fuerza que ejercen las abrazaderas.
Instalar las abrazaderas en posición preferiblemente horizontal. (espárragos verticales). Instalar los espárragos y aplicar torque secuencialmente en cruz en los cuatro espárragos mínimo en dos
etapas, siempre manteniendo las tolerancias de separación en los extremos de las abrazaderas, tal como se muestra en la figura.
Mientras se aplica el torque en los espárragos, se debe golpear con una maceta de bronce los clamps para hacer sentar completamente los clamps sobre los hubs.
El valor del torque se indica en la tabla anexa, este último se puede incrementar hasta en un 50% si se presenta un desalineamiento importante en la tubería.
2.4 FINALIZADO EL TORQUEO Inspeccionar la junta para verificar que no exista desalineamiento, daño en los empaques o espárragos
dañados. Verificar que las bridas queden completamente paralelas y la distancia entre ellas sea uniforme en todo el
perímetro. Normalizar el equipo utilizado y desconectar la fuente de aire Verificar la ausencia de presión en mangueras y herramientas Revise el estado del equipo y accesorios antes de guardarlos.
3 PROCEDIMIENTO DES-ENSAMBLE
3.1 Destorqueo con equipo HYTORC
Seleccionar la herramienta adecuada y ajustar la presión de la bomba a un valor mayor al torque final requerido para el tamaño de espárrago.
Aplicar presión a la herramienta teniendo las mismas precauciones que para el torqueo. Realizar el retiro del torque en forma circular sin retirar completamente los espárragos. Retirar los espárragos dejando como mínimo dos espárragos sujetando la brida. Sujetar brida con el puente grúa si aplica. Retirar espárragos faltantes y retirar brida
3.2 Destorqueo con equipo de tensionamiento HYDRATIGH
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.Fecha de impresión:12/04/2023 Pag. 8 de 16
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
Seleccionar la herramienta adecuada y ajustar la presión de la bomba a un valor mayor a la presión PB de acuerdo al tamaño de la brida y diámetro de los espárragos.
Instalar las tuercas, gatos y anillos roscados en los espárragos, el anillo roscado NO debe quedar completamente ajustado contra el gato, se debe dejar una distancia de 3 mm entre en anillo y el gato.
Aplicar presión hasta que la tuerca se pueda liberar manualmente con la varilla y el gato salga entre 3 y 5 mm.
Detener la bomba, bajar la presión del equipo a la mitad de la presión aplicada para soltar la tuerca y ajustar esta última suavemente.
Despresurizar el equipo y ajustar el anillo roscado hasta la posición inicial. Repetir el proceso hasta que la tuerca quede completamente desajustada. Repetir el proceso con todos los espárragos de la junta. Sujetar brida con el puente grúa si aplica. Retirar espárragos faltantes y retirar brida.
3.3 Des-ensamble de juntas G-con (Grayloc – Techloc – Reflange)
Para el desensamble de las uniones se deben tener en cuenta las siguientes consideraciones:
1. Asegurar que la línea se encuentra completamente despresurizada. Tener en cuenta las posibles fugas ocasionadas por pase en las válvulas de bloqueo. En la última etapa de despresurización utilice manómetros de escala pequeña para verificar la presión real de la línea.
2. Aflojar las tuercas pero no las remueva de los espárragos. Muévalas lentamente hasta que estas queden sueltas. Si las abrazaderas aun permanecen unidas a las bridas, entonces golpee la cara interna de las mismas por el extremo. Ver Figura No. 5.
3. Repita el proceso anterior de soltar los espárragos y las abrazaderas hasta que el máximo avance de las tuercas sea igual al mostrado en la Figura No. 6 y Tabla No. 8. En este momento el empaque se debe soltar de la brida y cualquier presión residual se liberará a través de la junta.
4. No proceda hasta que se haya verificado que la línea está completamente despresurizada y las abrazaderas estén sueltas y puedan rotar libremente alrededor de las bridas.
Si la línea está presurizada aun, el empaque podría permanecer sentado contra la brida así la junta esté parcialmente desensamblada. La junta puede ser desensamblada completamente cuando la abrazadera pueda girar libremente.
En caso contrario verifique si las líneas unidas estaban desalineadas antes de ejecutar la unión. En este caso se debe proceder a alinear las líneas utilizando los mismos dispositivos que se utilizaron cuando se realizó la unión. Haga esta operación en compañía de su supervisor.
5. Cuando se reinstale un empaque ( sealring ) se debe hacer teniendo en cuenta la misma orientación que tenía cuando se desensambló, es decir se debe identificar cada extremo.
ANTES DE EJECUTAR EL DESENSAMBLE PREGUNTESE SIEMPRE:
a. La línea está aun bajo presión? Estamos en peligro? Cual es el riesgo?b. Qué pasará si todavía hay gas o crudo en la línea?c. Qué pasa si hay un sonido pulsante en la línea?d. Qué pasa si la carga viene en mi dirección?
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.Fecha de impresión:12/04/2023 Pag. 9 de 16
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
e. Qué pasa si los soportes que sostienen la línea se suelta?
4. REGISTRO DE REVISION
Revisión No.
Fecha de Revisión Autoridad
Autor Detalles de la RevisiónCustodio Vigencia
14 Feb-04/09Gte. Ingeniería
.J. ColmenaresActualización registro de ejecución PROC-.
F. Castellanos 1 año
13 Oct-20-08Gte. Ingeniería
C. González Revisión C. DAZA 1AÑO
12 Oct 28/07Gte. Ingeniería
J. TunjanoSe actualizan responsabilidades y publicaciones de referencia
J. Tunjano 1 año
11 Nov 04/06Gte. Ingeniería
JJ. Colmenares Actualización y validación previa copias J. Tunjano 1 año
10 Ene 24/06Gte. Ingeniería
J. Tunjano
Adición precauciones de seguridad y limpieza de zonas de sello.Lección aprendida. Desensamble juntas G-CON
J Tunjano 1 año
9 Mar 4/05Gte. Ingeniería
J. TunjanoAdición proceso de tensionamiento y juntas G-CON
J Tunjano 1 año
8 Feb 14/04Gte. Ingeniería
c. Gomez Actualización J Tunjano 1 año
7 Mar 9/03Gte. Ingeniería
J Tunjano Actualización J Tunjano 1 año
6 Mar 9/02Gte. Ingeniería
J Tunjano Cambio a nuevo formato 1 año
5 Mar 9/01Gte. Ingeniería
J Tunjano Actualización 1 año
4 Mar 9/00Gte. Ingeniería
J Tunjano Cambio autoridad aprobatoria 1 año
3 Mar 9/99Gte. Ingeniería
J Serrano Actualización 1 año
2 Mar 9/98Gte. Ingeniería
J Serrano Actualización 1 año
1 Mar 9/97Gte. Ingeniería
J Colmenares Actualización 1 año
0 Mar 9/96Gte. Ingeniería
J Colmenares Emisión 1 año
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.Fecha de impresión:12/04/2023 Pag. 10 de 16
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
ANEXOS
1
4 3
2
4PERNOS
1
9
3
7
5
26
4
8
12PERNOS
10
11
12
1
4 3
2
85
76
8PERNOS
1
16PERNOS
3
2
4
9
5
13
16
8
12
15
7
11
10
6
14
1
20PERNOS
3
2
4
5
17
9
15
20
7
13
11
19
8
14
12
6
18
10
16
1
24PERNOS
3
2
4
1320
5
23
9
1122
8
18
16
1221
7
17
15
1419
6
24
10
Figura 1. Numeración de espárragos para torqueo con Hytorc
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.
Fecha de impresión:12/04/2023 Pag. 11 de 16

INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
BOLT TORQUE REQUIRED TO SEAT 1/16” COMPOSITION GASKETS
Diámetro del Tornillo
(Pulgadas)
Torque Inicial
(lb x pie) +/- 10%
Torque final para condiciones de operación (lb x pie) ±10
0.500 10 400.625 20 700.750 40 1300.875 70 2101.000 110 3201.125 160 4801.250 230 6801.375 310 9301.500 350 10501.625 450 13601.750 580 17301.875 720 21602.000 880 26502.250 1070 32102.500 1490 44702.750 2010 60303.000 2630 79003.250 3380 101403.500 4250 12760
TORQUE RECOMENDADO PARA UNIONES BRIDADAS CON EMPAQUE PIKOTEK
Stress = 30000 psiNominal Diameter of Bolt(Inches)
Torque Value(FT. Lbs)
Nominal Diameter of Bolt(Inches)
Torque Value(FT. Lbs)
1/2 30 2-1/2 4400
9/16 45 2-3/4 59205/8 60 3 77203/4 100 3-1/4 84007/8 160 3-1/2 90001 245 3-3/4 96001-1/8 355 4 100001-1/4 5001-3/8 6801-1/2 8001-5/8 11001-3/4 1500
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.
Fecha de impresión:12/04/2023 Pag. 12 de 16
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
1-7/8 20002 22002-1/4 3180
TORQUE REQUERIDO PARA BRIDAS E - CON
DIÁMETRO TUBO
(Pulgadas)
DIÁMETRO ESPÁRRAGO(Pulgadas)
VALOR DE TORQUE
(Libras - Pie)
3/4 5/8 60
1 5/8 60
2 7/8 160
3 1-1/8 355
4 1-1/4 500
6 1-3/8 680
8 2-1/4 3180
TOLERANCIA AJUSTE DE CLAMPS DURANTE INSTALACIÒN
TAMAÑO DEL CLAMP
X 2X
Pulg. mm Pulg. mm
SERIES DE SERVICIO PESADO
H2" 0.1 3 0.2 6H3" 0.2 4 0.3 8H4" 0.2 5 0.4 11H8" 0.5 12 0.9 24H10" 0.6 16 1.2 32H12" 0.7 19 1.5 37H14" 0.8 20 1.5 39
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.
Fecha de impresión:12/04/2023 Pag. 13 de 16
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
H16" 0.8 20 1.6 40
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.
Fecha de impresión:12/04/2023 Pag. 14 de 16

INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
Tolerancia seal rings juntas tipo HUB
SEAL RING
TOLERANCIA NOMINAL
TOLERANCIA MINIMA SEAL RINGS
USADOS
SEAL RING
TOLERANCIA NOMINAL
TOLERANCIA MINIMA SEAL
RINGS USADOS
4 0.018 0.006 52 0.050 0.0255 0.018 0.006 56 0.053 0.0267 0.021 0.007 62 0.092 0.046
11 0.025 0.009 64 0.096 0.04812 0.025 0.009 67 0.096 0.04813 0.025 0.009 72 0.099 0.05014 0.024 0.008 76 0.103 0.05216 0.024 0.009 82 0.107 0.05320 0.023 0.011 84 0.111 0.05523 0.025 0.013 87 0.114 0.05725 0.028 0.014 91 0.118 0.05927 0.032 0.016 92 0.118 0.05931 0.031 0.015 94 0.122 0.06134 0.036 0.018 97 0.129 0.06540 0.039 0.019 102 0.129 0.06542 0.042 0.021 106 0.137 0.06846 0.050 0.025 112 0.144 0.072
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.
Fecha de impresión:12/04/2023 Pag. 15 de 16
INGEPROCOL LTDAPROCEDIMIENTOS
SISTEMA DE GESTION DE LA CALIDAD
TORQUE PARA JUNTAS TECHLOCK
Clamp Size(ins)
Bolt Dia(ins)
LUBRICADO NO LUBRICADO
lb - pie Nm lb - pie Nm
SERIE ESTANDAR1 0.500 17 23 26 35
1 ½” 0.625 35 47 53 712” 0.750 55 75 83 1123” 0.750 60 81 90 1224” 0.875 90 122 135 1836” 1.125 200 271 300 4078” 1.250 300 407 450 610
SERIE TIPO PESADO2”H 0.875 90 122 135 1833”H 0.875 100 136 150 2034”H 1.000 140 190 210 2858”H 1.375 390 529 585 79310”H 1.625 600 813 900 122012”H 1.750 900 1220 1350 183014”H 1.875 1200 1627 1800 244016”H 2.250 2000 2711 3000 4067
Los valores pueden ser incrementados en un 50% (1.5 veces) para el caso de tuberías desalineadas.
TABLA DE TORQUE PARA BRIDAS TIPO G-CON
Clamp Size Bolt size Min Torque
Lb-pie
Max Torque
Lb - pie
C-01 ½ 15 22
C-1.5 5/8 30 22
C-02, C-03 ¾ 50 65
C-04, C-B, C-C 7/8 80 110
C-05, C-D 1 125 165
C-06 1 1/8 180 240
C-X8 1 ¼ 250 335
C-X10H, C-14 1 5/8 550 725
C-X12M, C-16 1 3/4 750 1000
Documento Unificado y Controlado. Nota: Las copias deben ser validadas la firma del supervisor del área. Este documento se considera propiedad intelectual de INGEPROCOL y esta prohibida su copia total o parcial sin previa autorización.
Fecha de impresión:12/04/2023 Pag. 16 de 16