presentación de powerpoint - dupont.mx · fibra de polietileno en tipos de estructuras ... tyvek®...
TRANSCRIPT

posibilidades.
ESTE MANUAL
EXPLICA CÓMO.
Manual del Usuario
de DuPont™
Resistencia Legendaria + Apariencia Diferenciada
Excelentes Resultados=
5
10
13
11
9
15
14
12
7
16
6
8
ÍNDICE Para encontrar rápidamente la información de DuPont™ Tyvek® que usted necesita, vaya al número de página correcto o haga clicen el título correspondiente.
DuPont™ Tyvek®.
Una mejora gráfica.
Olefina no tejida de DuPont™ Tyvek®.El sustrato de preferencia para artesgráficas por su resistencia superior ytextura exclusiva.
Sólo debes elegir: hay un DuPont™ Tyvek®
especialmente diseñado para usted.
Fibra de polietileno en tipos de estructuras “duras” y “suaves”.
Los tratamientos antiestáticos y corona
mejoran la adhesión, la capacidad de
impresión y la manipulación.
Resistencia superior a la humedad
Resistencia a la deformación
Alta opacidad
Blancura
¿Qué es lo que hace a DuPont™ Tyvek®
tan especial?
DuPont™ Tyvek® en lugar de papel,películas sintéticas y tejidos, es:
Excelente resistencia química
Buena estabilidad dimensional
Cumple con los requisitos de la FDA
Porosidad
Resistencia a la pudrición y al moho
Resistencia a la suciedad
pH neutro
Consideraciones de la estática
Impacto de la temperatura
Pruebas de compatibilidad de solventes
Toxicidad
FISPQ
Sugerencias para el envío de archivos
digitales
Tu impresión jamás fue tan buena
Calidad memorable de colores y textura distintiva.
Sugerencias de diseño y pre-impresión
Resistencia UV
Resistencia a solventes
Inflamabilidad única
Flexibilidad sobresaliente
Poca pelusa
Ligero y fuerte
25
30
35
2933
24
34
28
21
18
32
26 27
36
37
4039
Características de impresión
Sus aplicaciones jamás fueron mejores
Cómo utilizar DuPont™ Tyvek® para
conversión.
Litografía offset
Impresión DuPont™ Tyvek® sensible a la
presión
Impresión de envolturas
Offset en bobina de termofijación
Grabado
Impresión con inyección de tinta
Proceso de serigrafía
Impresión láser (sin impacto)
Transferencia térmica
Impresión térmica directa
Impresión matricial
Cortes, corte en hojas y en tiras Troquelado Estabilidad de color
Prueba de tinta litográfica
Compatibilidad de colores y brillo
Impresión Digital (on-demand)
Tintas litográficas de offset
Flexografía
Tintas litográficas metálicas
Tintas con curado UV
Tintas de proceso serigráfico
Tintas flexográficas
Tintas de grabado
Tintas con curado infrarrojo

43
47
42
49
46
444541
48
50
51
53
54
55
56
57
52
Pegado
Bueno para lo que usted haga. Bueno para el lugar donde lo haga.
DuPont™ Tyvek® ayuda a proteger el medio ambiente.
Minimización de material y reducción de residuos
Reciclaje
Incineración de residuos para conversión a energía
Relleno sanitario
Sellado Grabado y estampado de película
Costura
Identificación de los tratamientos antiestático y corona
Resistencia a sustancias químicas inorgánicas
¿Problemas? Soluciones.
La atención al cliente siempre está disponible
Defectos en rollos
Arrugas o estrías
Cancelación de trabajos
Menos espacio, menos peso, mayor conveniencia.
Manteniendo el suministro de DuPont™ Tyvek®.
Resistencia al efecto de expansión del solvente Resistencia a solventes orgánicos
Resistencia a agentes oxidantes y reductores
Lineamientos Técnicos
Resistencia a soluciones salinas
Justo donde lo necesita
Los proveedores están donde usted los necesita.
Etiquetas de contenido
Aplicaciones continuas
Punzonado
DuPont™ Tyvek® contra el papel, simplemente no
hay comparación.
Beneficios de utilizar DuPont™ Tyvek® en lugar de papel
Perforación
Laminación y
recubrimiento
Tinción

5
Introducción
DUPONT™ TYVEK®.
UNA MEJORA GRÁFICA.Hacer más. Hacerlo mejor. Hacerlo por menos.
Eso es lo que sucede cuando usted selecciona a DuPont™ Tyvek®
como el substrato de su preferencia para hacer todas sus impresiones
que exigen trabajos gráficos memorables, resistencia exclusiva y
textura diferenciada – es una forma accesible de hacer todo eso.
DuPont™ Tyvek® es un producto resistente y durable, más fuerte
que el papel y con mejor costo beneficio que el tejido. Fabricado con
fibras de polietileno de alta densidad, es un material extremadamente
versátil que ofrece un equilibrio de características físicas que combina
las mejores propiedades del papel, la película y el tejido.
Es una olefina no tejida (spunbonded) y formada por un proceso
continuo que genera fibras muy finas de 0.5-10 micras (en
comparación, un cabello humano tiene alrededor de 75 micras en
sección transversal). Esas fibras no direccionales primero son torcidas
(spun) y posteriormente unidas (bonded) por calor y presión, sin
aglutinantes.
Tanto Tyvek® como Tyvek® Brillion® son fuertes, ligeros, flexibles,
suaves, poca generación de pelusa, opacos y resistentes al agua,
sustancias químicas, abrasión y envejecimiento. Su exclusiva
combinación de propiedades hace que las marcas de materiales de
protección Tyvek® sean ideales para una amplia gama de
aplicaciones.
DuPont™ Tyvek® Brillion® también es una olefina no tejida, pero
elaborada a través del proceso flash spun a partir de polietileno de alta
densidad. Esto genera fibras de pequeño diámetro que son
térmicamente calandradas con calor y presión, formando una
estructura de hoja resistente y durable, con excelente resistencia a la
tensión. Este exclusivo proceso de fabricación da como resultado un
sustrato con alto grado de blancura, suavidad superior y excelente
legibilidad para los códigos de barras.
Conocido por su alto grado de blancura y superficie ultra-suave, Tyvek® Brillion® ofrece excelente legibilidad para los códigos de barras.

6
Tipos de Estructura “Dura y Suave”
SÓLO DEBES ELEGIR: HAY UN DUPONT™
TYVEK® ESPECIALMENTE DISEÑADO
PARA USTED.
DuPont™ Tyvek® es un conjunto de fibras de polietileno muy
finas (en realidad, siete veces más finas que un cabello humano),
unidas por calor y presión, creando un sustrato de impresión que
no es papel, tejido ni película, pero que combina las mejores
propiedades de estos tres elementos.
Se fabrica con tipos de estructuras “duras” y “suaves”. Los
productos que inician con el número 10 tienen estructura “dura”,
por ejemplo, Tyvek® 1056D. Estos productos son considerados
“duros”, porque son sustratos no direccionales, rígidos, suaves,
parecidos al papel, con buena capacidad de impresión; y su oferta
se basa en diversos pesos y calibres.
Los estilos de Tyvek® que empiezan con el número 14 son
estructuras “suaves”, y un ejemplo es el Tyvek® 1443R. Éstos son
productos levemente unidos, con un patrón grabado, que ofrece
un sustrato más suave, flexible, similar al tejido, con resistencia al
rasgado. Como el tipo 10, tiene alta opacidad, excelente blancura y
buena estabilidad superficial.
En la fabricación de productos con estos estilos se puede utilizar
costura, adhesivo y, en cierto grado, unión ultrasónica y sellado
térmico. Estos modelos pueden recibir impresión; sin embargo,
son más exigentes que las estructuras duras.
Los estilos con estructura suave que inician con el número 14 se
utilizan cuando se necesita barrera, durabilidad y respirabilidad.
Ofrecen excelente protección seca contra salpicaduras y material
particulado, brindando una excelente barrera bacteriana. Las
exclusivas propiedades de baja generación de pelusa, combinadas
con las propiedades de barrera, hacen que el Tipo 14 sea una
excelente opción para ropa en cuartos limpios en la manufactura
de productos farmacéuticos y montaje de dispositivos
electrónicos.Tipo 10
Estructura dura Semejante
al papel
Patrón suave
Rígido
Tipo 14
Estructura suave
Semejante al tejido
Patrón grabado
Flexible

7
EL TRATAMIENTO ANTIESTÁTICO Y
CORONA MEJORAN LA ADHESIÓN, LA
CAPACIDAD DE IMPRESIÓN Y LA
MANIPULACIÓN.
Los productos Tyvek® utilizados en impresión reciben tratamiento
corona para mejorar la adhesión de los recubrimientos y la tinta.
Esta carga electrónica de la hoja oxida la superficie e incrementa la
humectabilidad de tintas, recubrimientos y adhesivos. De manera
distinta a otros productos que requieren tratamiento corona
adicionales, el nuestro dura más de 20 años.
Para reducir la acumulación de electricidad estática durante las
operaciones de manipulación de hojas y rollos, algunos estilos
reciben un recubrimiento con un agente antiestático exclusivo.
Cuando Tyvek® es utilizado en empaques estériles para dispositivos
médicos y aplicaciones en contacto directo con alimentos, no recibe
tratamiento antiestático o corona. Estos productos terminan con la
letra B, por ejemplo, Tyvek® 1059B. DuPont™ Tyvek® es extremadamente popular para etiquetas y
rótulos. Ofrece mayor resistencia para durar más, ser más visibles, más
cómodos, y con mayor resistencia a los elementos.
Tipo de Estructura “Dura y Suave”
Propriedades do produto
DA UNA SENSACIÓN MÁS NATURAL AL TACTO Y POSEE CUALIDADES DE PLANICIDAD, PRECISIÓN, CORTE Y DOBLEZ MUCHO MEJORES QUE LAS PELÍCULAS SINTÉTICAS.
8
¿QUÉ HACE A DUPONT™ TYVEK®
TAN ESPECIAL?
DuPont™ Tyvek® brinda una apariencia distintiva a cualquier
artículo impreso que el papel común jamás podrá ofrecer. Da
una sensación más natural al tacto, y posee cualidades de
planicidad, precisión, corte y doblez mucho mejores que las
películas sintéticas. Y aunque no es un tejido, fácilmente puede
actuar como tal.
En verdad, las propiedades físicas comunes de ambos tipos
convierten a DuPont™ Tyvek® en los sustratos ideales para la
mayoría de sus aplicaciones de impresión y conversión.
EXCELENTE RESISTENCIA QUÍMICA
Los productos Tyvek® son inertes a la mayoría de los ácidos,
bases y sales. La exposición prolongada a sustancias oxidantes,
por ejemplo, ácido nítrico concentrado o sulfato de sodio,
ocasionan cierta pérdida de la resistencia, En las tablas de las
páginas 53 a 57 se resume la información de la resistencia a
diversos compuestos.
BUENA ESTABILIDAD DIMENSIONAL
Las alteraciones dimensionales de las hojas son inferiores
al 0.01% en humedades relativas entre 0 y 100%, a
temperatura constante.
CUMPLE CON LOS REQUISITOS DE LA FDA
Tyvek® 1059B cumple con los requisitos del Título 21 del
Código de Reglamentos Federales de Estados Unidos (21
CFR 177.1520), para aplicaciones en contacto directo con
alimentos, por ejemplo, empaques de alimentos,
desecantes, agentes desoxidantes y otros “empaques
activos” y etiquetas en contacto directo; donde las
temperaturas no rebasen los 212˚F (100˚C).
Propiedades del Producto
9
Propiedades del Producto
INFLAMABILIDAD ÚNICA
Las características de inflamabilidad de Tyvek® son similares a las
de la mayoría de las fibras sintéticas. Cuando es expuesto a la
flama, Tyvek® se contrae rápidamente. Se funde a 275˚F (135˚C),
y su temperatura de auto-ignición es de 750˚F (400˚C). Por favor,
consulte la Ficha de Información de Productos Químicos (FISPQ),
para conocer datos adicionales sobre las características de la marca
Tyvek® de materiales de producto.
Los productos de estructura dura tiene clasificación Clase “A”
cuando son probados conforme a las especificaciones del estándar
ASTM E-84-89a, un ensayo de desarrollo de llama y humo.
Los productos con estructura suave tienen clasificación “Clase 1 –
Inflamabilidad Normal”, de acuerdo con la Ley Federal de Tejidos
Inflamables para Tejidos de Vestimenta (16 CFR-1610).
FLEXIBILIDAD SOBRESALIENTE
Tyvek® ofrece flexibilidad excepcional y no rebasa los 20.000 ciclos de
doblado cuando se prueba en una máquina de ensayo flex MIT (TAPPI
método T-423), sin registro previo.
POCA PELUSA
Tyvek® está elaborado con fibras continuas, por eso no genera
una cantidad significativa de partículas de pelusa. Esto hace
que Tyvek® sea una excelente opción para aplicaciones de
cuartos limpios.
LIGERO Y FUERTES
Los productos Tyvek® de estructura dura son fuertes y
resistentes al rasgado, aun con apenas la mitad del peso de un
papel. Por esa razón, son populares en aplicaciones de
envoltura y correspondencia.

L = 97.8 brillo (100 para para blanco perfecto)
a = 0.3 componente verde
b = 0.1 componente amarillo
w = 96.5 aceptación general del color
10
RESISTENCIA SUPERIOR A LA HUMEDAD
Las propiedades físicas de Tyvek® resisten los efectos del
agua. Por lo que es igualmente fuerte seco o mojado.
Los sobres hechos de DuPont™ Tyvek® resisten perforaciones, rasgaduras y
humedad mejor que cualquier otro sobre disponible.
RESISTENCIA A LA DEFORMACIÓN
En condiciones normales, Tyvek® permanece neutro. Las altas
temperaturas, superiores a 220˚F (104˚C) causan deformación
y perdida de anchura.
ALTA OPACIDAD
Tyvek® tiene una de las más altas clasificaciones de opacidad
de la industria de la impresión.
BLANCURA
Tyvek® y Tyvek® Brillion® se encuentran entre los materiales
más blancos en el mercado de impresión, y tienen una
calificación del Método de Ensayo Estándar TAPPI de 94.1. El
medidor de diferencia de colores Hunterlab Modelo D-25 mide
el brillo, los componentes del color y la blancura. Los siguientes
valores son típicos de la estructura dura:
Propiedades del Producto

11
POROSIDAD
En comparación con la mayoría de los tejidos textiles, la
permeabilidad al aire de los dos Tipos 10 y 14 es baja. La
transmisión de humedad y vapor es mucho más alta que la de
las películas plásticas, y similar a la de los papeles recubiertos.
RESISTENCIA A LA PUDRICIÓN Y AL
MOHO
Tyvek® es resistente a al moho. No presenta ninguna
degradación al permanecer enterrado durante un periodo
prolongado, como ocurre con los productos de papel o
sintéticos recubiertos.
RESISTENCIA A LA SUCIEDAD
Tyvek® resiste la suciedad, la absorción de aceites y grasas.
Tyvek® puede lavarse con detergente suave. No se
recomienda secar en caliente.
PH NEUTRO
El grado “B” de Tyvek® tiene pH neutro de 7, que lo hace
excelente para la calidad de archivo, pero no tiene tratamiento
antiestático o corona. Tyvek® también está libre de lignina.
Propiedades del Producto
12
Pocos sustratos resisten la exposición a la intemperie como Tyvek®.No sólo es resistente al agua, perforación, rasgado y ruptura, es
prácticamente impermeable en frío y calor extremos – e incluso a la luz UV.
CONSIDERACIONES DE LA ESTÁTICA
En algunas etapas del proceso, Tyvek® puede generar
electricidad estática, a menos que sea tratado con agentes
antiestáticos. Estos agentes suprimen la generación de estática
e incrementan la humectabilidad, pero no tienen ningún efecto
sobre la resistencia de la hoja. La mayoría de los tipos y estilos
de Tyvek®, suministrados por DuPont, está tratada con
agentes antiestáticos. Todos los estilos tratados del Tipo 14
poseen una disminución estática de <0.1 segundo cuando son
probados conforme al método 4046 de la Norma de Métodos
de Ensayo Federal 101 C, después de 25 horas de
acondicionamiento a 70˚F (21˚C) y humedad relativa del 50%
(HR).
El antiestático es soluble en agua y no está previsto para ser
utilizado como característica de “seguridad”. Por esta razón, se
recomienda que las prendas confeccionadas con Tyvek® no
sean utilizadas en ambientes inflamables o explosivos.
Los estilos Tyvek® con el sufijo “B” (1059B), no contienen
agente antiestáticos; y pueden acumular carga estática, por lo
que no deben ser manipulados en áreas donde exista el
potencial de mezclas explosivas con el vapor o el aire.
IMPACTO DE LA TEMPERATURA
La resistencia y flexibilidad son retenidas hasta -100˚F (-73˚C).
Cuando se expone al calor, Tyvek® empieza a contraerse a
aproximadamente 220˚F (104˚C), y se funde a 275˚F (135˚C). En
condiciones de procesamiento de bobinas de offset, la
temperatura de la bobina no debe rebasar los 175˚F (79˚C).
Propiedades del Producto
13
RESISTENCIA UV
Tyvek® es resistente a la luz UV, dependiendo
del estilo, desde seis meses hasta más de un año.
Algunas propiedades físicas podrían reducirse
debido a la exposición a la luz UV por más de un
año. La resistencia UV puede ser ampliada con
recubrimientos opacos o con inhibidores de luz
UV.
Propiedades del Producto
RESISTENCIA A SOLVENTES
Tyvek® es altamente resistente a la mayoría de los solventes, sin
embargo, ciertos solventes utilizados en algunas tintas, adhesivos y
recubrimientos pueden ocasionar hinchamiento. En la página 54 se
presenta una lista de los solventes recomendados y aquellos que
deben ser evitados. El efecto de hinchamiento de un solvente
generalmente es reversible después de la evaporación. Sin embargo, si
el solvente contiene un vehículo o aglutinante, la distorsión
ocasionada podría ser permanente.
La distorsión del solvente puede ser minimizada a través de una
evaporación rápida o secado en horno. Por ejemplo, la tinta
litográfica de offset de hoja que contiene solvente volátil en más del
5%, ocasionará una grave distorsión en el Tyvek® spunbonded, hasta
por 20 minutos después de la impresión.
Aunque es raro, el hinchamiento puede ser causado por algunos
plastificantes, resinas de hidrocarburo alifático, utilizadas en tintas,
agentes de pegajosidad y adhesivos de bajo peso molecular que en
ocasiones se utilizan en impresión offset. El hinchamiento
ocasionada por estos materiales siempre es permanente y, en algunos
casos, no es visible sino hasta varios días o semanas después de la
aplicación.

14
Propiedades del Producto
PRUEBAS DE COMPATIBILIDAD CON
SOLVENTES Y ADHESIVOS
La compatibilidad de los solventes en tintas, recubrimientos y
adhesivos puede determinarse colocando dos o tres gotas en una hoja
del estilo que se está utilizando. Si se presenta distorsión grave en un
lapso de 20 minutos, el material deberá ser evitado, si es posible, o
utilizado de manera esporádica. Algunos ingredientes adhesivos
pueden causar la distorsión retardada del Tyvek® después de
semanas o hasta meses de almacenamiento. Esto aplica
específicamente a algunos adhesivos base solvente sensibles a la
presión que se recubren por transferencia de una hoja de liberación
con recubrimiento de silicón.
Para determinar si un adhesivo es compatible con Tyvek®, deberá ser
recubierto en una hoja de liberación y, posteriormente, transferido a
una placa de aluminio. De manera alternativa, el adhesivo podrá ser
recubierto directamente con una racleta que depositará alrededor de 1
mil (0.025 mm) de adhesivo seco. La placa deberá secarse en un
horno a 300˚F (150˚C) por 10 minutos, con el objetivo de eliminar
todo el solvente volátil del adhesivo. Después de enfriar, la hoja de
Tyvek® se enrolla en la chapa con recubrimiento adhesivo. Para este
ensayo es preferible una placa de aluminio, para eliminar las
alteraciones dimensionales que pudieran ocurrir con las hojas de
liberación recubiertas.
Después del contacto con el adhesivo por 24 horas, el Tyvek® en la
placa se coloca en un horno a temperatura ambiente, y la temperatura
se eleva a una tasa de 20˚F/hr (10˚C/hr). Si a los 150˚F (65˚C) no se
presenta ninguna distorsión, se considera que el adhesivo sensible a la
presión será compatible. Sin embargo, la aparición de hinchamiento o
arrugas indicará la presencia de materiales de bajo peso molecular que
actúan como agentes de hinchamiento.
Por ejemplo, el poli butil acrilato de bajo peso molecular utilizado en
algunos adhesivos sensibles a la presión, causará arrugas y distorsión
de 24 a 48 horas después del procedimiento, si los rollos se
almacenaron en un lugar donde las temperaturas rebasan los 90˚F
(32˚C). Sin embargo, el poli butil acrilato de alto peso molecular es
compatible con Tyvek® hasta los 212˚F (100˚C). Naturalmente,
podría ser necesario seleccionar cada uno de los componentes
individuales con este proceso, cuando se prueba una nueva
formulación. Este procedimiento ha comprobado ser adecuado para
seleccionar adhesivos sensibles a la presión, base solvente, base agua
y fundibles para una olefina spunbonded.
15
Propiedades del Producto
TOXICIDAD
Se analizó la toxicidad del Tyvek® no alterado en contacto con
la piel. No hubo ningún reporte de reacciones tóxicas. Por
favor, consulte la información en la FISPQ.
SUGERENCIAS PARA EL ENVÍO DE
ARCHIVOS DIGITALES A IMPRESIÓN
Preferiblemente, el archivo digital enviado a impresión
debe estar en un formato adecuado para que la gráfica
genere la matriz de impresión. Consulte siempre en la
gráfica cuáles son las condiciones óptimas para el envío
de su archivo, de manera tal que se obtenga la mejor
impresión en Tyvek®.

16
SU IMPRESIÓN
JAMÁS FUE TAN BUENA.
SUGERENCIAS DE DISEÑO Y PRE-IMPRESIÓN
El diseñador y el impresor deben comprender las propiedades y
características de impresión exclusivas de Tyvek®.
Se recomienda usar los estilos con mayor peso para la impresión en
ambos lados. Debe haber una separación de dos días para las
impresiones en ambos lados, debido a la necesidad del tiempo de
secado de 48 horas antes de imprimir el segundo lado.
Es importante identificar los colores críticos en la etapa de
planeación y diseño. Se deberá hacer una compatibilización de los
colores de las tintas, dado que habrá una alteración en el color al
pasar del papel a Tyvek®.
Impresión
¿Deseas que tu impresión destaque? Calidad memorable de colores y
textura distintiva – son parte de lo que transforma un trabajo común
de impresión en algo especial.
Una superficie suave, ligera, con alta estabilidad dimensional y
opacidad, sumadas a la resistencia y durabilidad de
Tyvek®, lo convierten en un sustrato popular para la impresión. Este
material puede imprimirse utilizando la mayoría de los procesos
comerciales. Algunas aplicaciones de impresión digital y la mayoría de
las impresoras de inyección de tinta requieren un recubrimiento
especial. Tyvek® Brillion® es recomendable para la impresión de
transferencia térmica de códigos de barras. Puede imprimirse con
alimentación por hoja o bobina. Tyvek® tiene un lado áspero y uno
suave. Siempre imprima primero el lado suave.
Es posible especificar los colores del Pantone® Matching System
(PMS), pero la tinta deberá ser compatible con Tyvek®.
Consulte siempre los colores del PMS impresos en papel no
recubierto (U) en la Guía de Formulación de Colores PANTONE®,
para seleccionar los colores.
Un color especial, por ejemplo, el de un logo corporativo, deberá ser
impreso en una pieza de proceso de cuatro colores, y es sumamente
recomendable imprimir los colores especiales con un quinto o sexto
color que no sea de proceso (PMS) en una impresión de seis colores.
Esto dará mayor libertad para compatibilizar correctamente un color
con el tema de cuatro colores, sin alterar los colores del
logo corporativo.
Las tintas metálicas oro y plata pueden ser impresas en Tyvek®; sin
embargo, debido al efecto de dispersión de la luz del patrón de la
fibra, no habrá un efecto metálico brillante. El estampado en hoja
metálica es mejor alternativa.
CONTINÚA

17
SUGERENCIAS DE DISEÑO Y PRE-IMPRESIÓN
Cuando imprima blanco sobre blanco, especifique que el color deberá
ser tan blanco como sea posible. Alterno, se podrá añadir un borde o
línea de sombra para ampliar la separación. La olefina spunbonded tiene
un patrón inherente de remolino que no puede cubrirse aplicando más
tinta.
Los sólidos oscuros acentúan la apariencia de remolino de la fibra,
mientras que los pequeños patrones “busy” que utilizan colores y telas
claras minimizan la apariencia de remolino de la fibra. En ocasiones, este
efecto puede minimizarse en áreas grandes de colores claros, utilizando
colores opacos, por ejemplo, el azul del océano en un mapa.
El barniz de impresión no mejora visiblemente el brillo ni la
resistencia a la fricción de la tinta; sin embargo, acentúa la apariencia
de remolino de la fibra. Debido a su superficie azul-blanquecina
muy brillante, la mayoría de los barnices de impresión parecen
ligeramente amarillos en Tyvek®, por lo que no son recomendables.
Las tintas con curado UV generalmente aparecen más brillantes, y sí
son recomendados. Las laminaciones de película en Tyvek® ofrecen
una superficie muy brillante, resistente a la abrasión. Si un color
fuera crítico, la única forma segura de verificarlo es con una prueba
de impresión utilizando Tyvek®. Cuando se ejecuta una impresión
de proceso de cuatro colores, evite utilizar líneas inversas finas,
bores y tipos con menos de seis puntos. Es necesario un encaje de
color (trapping) de sobreposición de dos o tres puntos.
Cuando se necesite un registro muy rígido, se deberá imprimir un
color con una menor cantidad de cobertura de tinta en la primera
unidad, seguida por cantidades crecientes de cobertura de tinta en
las unidades subsecuentes.
Tyvek® no es un papel recubierto y no ofrece una superficie de
impresión brillante. El aumento del espesor de la película de tinta no da
mayor brillo, pero sí ocasionará distorsiones de la tinta y requerirá mayor
tiempo para el secado de la misma.
Tyvek® se imprime en la misma forma que otros papeles sintéticos.
Antes de la producción, usted debe hacer pruebas con la tinta, el
material y la impresión.
LINEAMIENTOS DE IMPRESIÓN
DuPont™ Tyvek® es una elección ideal
para envolver los delicados CDs y DVDs
actuales.
Impresión
18
CARACTERÍSTICAS DE TYVEK® QUE AFECTAN
LA IMPRESIÓN
Impresión
Las propiedades de Tyvek® no son afectadas por el agua; sin
embargo, los solventes con alto contenido de COVs que son
utilizados en algunas tintas comerciales pueden causar
hinchamiento – inmediatamente o después de que el material ha
sido impreso. Una distorsión del solvente causará variaciones en el
registro e hinchamiento en la hoja. Por esta razón, las tintas
tipográficas y litográficas de offset para hojas deben ser
formuladas con un contenido de solventes volátiles inferiores al
3%. En las páginas 54-56 se presenta una lista de los solventes
recomendados.
Considerando que Tyvek® no es tan absorbente como el papel,
las tintas tipográficas y litográficas tardan más en secar. Como en
todos los papeles sintéticos, usted deberá utilizar tintas que
sequen por oxidación, no por absorción.
La olefina spunbonded no recubierta tiene un patrón exclusivo de
remolino de fibra que aparecerá con la mayoría de las tintas. Esta
apariencia de remolino puede ser minimizado utilizando colores
claros y un patrón multicolor “busy”. Se deberán utilizar colores
opacos siempre que sea posible. La olefina spunbonded es
recomendable cuando la aplicación final demanda “retención”
ideal de la tinta, impresión de alta fidelidad, alto brillo o mayor
resistencia a la abrasión de la superficie.
CONTINÚA
El punto de fusión de Tyvek® es de 275°F (135°C). Durante las
operaciones de manipulación de la bobina, la tensión de la misma
no deberá rebasar la anchura de 0.75 lb/in (1.4 N/cm), y la
temperatura de la hoja no deberá superar los 175°F (79°C).
La impresión por sublimación de tina y la transferencia térmica no
son recomendables, porque las temperaturas utilizadas para
transferir las tintas exceden el punto de fusión.
Los estilos de Tyvek® con el sufijo “D” (por ejemplo, 1073D) y
Tyvek® 1079 son tratados con un agente antiestático para reducir
la estática durante las operaciones de manipulación de las hojas.
Estos agentes funcionan mejor con humedad relativa de 50% o
más. Si la humedad relativa es menor a 20%, los agentes
antiestáticos pierden su eficiencia, y la alimentación de las hojas se
hará visiblemente difícil. Los estilos mencionados también se
tratan con descarga corona para incrementar la adhesión de las
tintas, recubrimientos y adhesivos.

19
Impresión
Los estilos Tyvek® con el sufijo “B” (por ejemplo, 1059B), no son
tratados, y básicamente se utilizan en aplicaciones médicas en las
que se necesitan excelentes propiedades de barrera. En caso de que
el impresor no tenga la certeza de que el Tyvek® hubiera sido
sometido a un tratamiento corona, podrá realizar la sencilla prueba
de “Gota de Agua”, en la siguiente forma:
CARACTERÍSTICAS DE TYVEK® QUE AFECTAN LA
IMPRESIÓN
• Tyvek® 1079 está grabado con un patrón delgado de color. Al
igual que con otros estilos de estructura dura, se prefiere el lado
suave para la impresión y el recubrimiento. Los estilos con
estructura dura tienen un lado liso y uno áspero. Para la impresión
se prefiere el lado liso debido a la mejor retención del color y
mejor estabilidad de las fibras de la superficie. El lado liso también
es más suave que el lado áspero. Sin embargo, la fabricación de
prendas de vestir podría demandar que el lado áspero fuera
impreso, con cierto sacrificio en la calidad de impresión.
A diferencia de la película de polietileno y otros sintéticos, la
olefina spunbonded no pierde la eficiencia del tratamiento corona
a lo largo del tiempo. Las muestras de Tyvek® con tratamiento
corona almacenadas durante 20 años tienen el mismo nivel de
adhesión de tinta que una muestra tratada recientemente.
Tyvek® tiene dos lados. Los estilos con estructura dura tienen un
lado áspero o “rugoso”, y un lado liso. La diferencia es pequeña,
pero generalmente puede percibirse y se observa con facilidad con
una lupa. Cuando la claridad de la impresión fuera más importante,
se deberá utilizar el lado suave.
Para reducir el enrollamiento o mejorar la planicidad después de la
impresión, observe los siguientes pasos para los estilos de Tyvek®
con estructura dura:
Para impresión a un lado, imprima el lado áspero
o “rugoso”.
Para impresión en ambos lados, primero imprima
una cobertura menor en el lado suave, seguida por
la cobertura mayor en el lado áspero.
Dejar un borde sin impresión mínimo de 0.5
pulgadas (13 mm).
CONTINÚA
Poner una gota de agua en la muestra desconocida
y en muestras conocidas de Tyvek® 1059B y
1073D. Inclinar cada hoja y observar si hay
humectación. El agua no humedecerá el estilo
tratado, 1073D; la gota de agua permanecerá en
forma de esfera y rodará sobre la hoja no tratada de
1059B, sin dejar un “rastro” húmedo.
20
Impresión
CARACTERÍSTICAS DE TYVEK® QUE AFECTAN LA IMPRESIÓN
Tyvek® es prácticamente isotrópico. Sus propiedades físicas son
aproximadamente iguales en la máquina y en la dirección
transversal de la misma. Este atributo es exclusivo de Tyvek®.
TYVEK® PUEDE SER UTILIZADO EN VARIOS PROCESOS
Tyvek® ofrece mayor flexibilidad en términos de impresión
y los métodos que usted puede seleccionar. Usted puede
utilizar Tyvek® con éxito en prácticamente todos los
procesos de impresión comúnmente empleados.
NOTA: La cubierta de impresión pesada rodea el borde
en el lado suave, seguida por el corte de matriz en
pequeños blancos (por ejemplo, en sobres) puede
generar el enrutamiento; así que siga las
recomendaciones de impresión comúnmente empleadas,
de la página anterior.
21
LITOGRAFÍA OFFSET
Los artículos que exigen buena calidad de color y apariencia pueden ser
impresos en Tyvek® con el proceso litográfico de offset.
Tyvek® es dimensionalmente estable y tiene buen procedimiento,
tanto en impresiones litográficas offset grandes y pequeñas,
monocromáticas y multicolores.
El trabajo de proceso de cuatro colores se deberá utilizar en una
impresión de cuatro colores. La impresión en procesos de cuatro
colores en una impresión de un color no es recomendada, porque
puede ocurrir variación de registro debido al hinchamiento de las hojas
entre los colores. Se necesitan tintas especiales con bajo contenido de
solvente para la impresión litográfica offset de Tyvek®. Estas tintas se
describen con detalle en la sección “Tintas de Impresión para
Tyvek®” de la página 53. Las tintas con curado UV se están utilizando
rutinariamente sobre olefina spunbonded en procesos litográficos con
alimentación de hojas.
Estas tintas secan instantáneamente y no deforman el producto. La
resistencia al rascado seco y húmedo es, por lo menos, equivalente a la
tinta convencional base aceite.
Para minimizar aún más la distorsión de la hoja causada por la tinta, el
espesor de la película de tinta deberá mantenerse al mínimo, utilizando
colores extra-fuertes. Cuando sea posible, se deberá utilizar un tono
blanco opaco en lugar de extensor, cuando sea posible.
Cuando se impriman cuatro o más colores que cubran completamente
una hoja grande, se deberá seleccionar la secuencia en forma tal que el
color con la menor cobertura se aplique primero, y el de la mayor
cobertura, sea el último en ser aplicado.
Tyvek® tiene pH de 7 (neutro), y no afecta la química del
sistema de humectación litográfica. Considerando que Tyvek® absorbe
poca agua, la solución de humectación deberá mantenerse en el nivel
mínimo para evitar la apariencia deslavada o desteñida de la impresión;
es decir, se deberá adicionar solamente la solución de humectación
suficiente para evitar la desecación en las áreas que no contienen
imágenes,
Si se imprimen colores oscuros, en algunas ocasiones, después de
imprimir 25 a 50 hojas, la imagen impresa se verá opaca o gris. Esto se
debe a la acumulación de solución de humectación. Considerando que
Tyvek® no absorbe agua de manera tan inmediata como el papel, la
cantidad de solución deberá ser reducida. Podría ser necesario reducir
el nivel varias veces. Esto también evitará la emulsificación de la tinta y
disminuirá el tiempo de secado.
CONTINÚA
22
Impresión
LITOGRAFÍA OFFSET
Debido a que su área superficial es extremadamente alta, Tyvek®
requerirá aproximadamente 15% más de tinta para alcanzar la misma
densidad de color que el papel no recubierto. Tyvek® no
proporciona el brillo del papel recubierto.
Tyvek® es más compresible que la película o el papel. Es necesario
agregar 3 a 4 mil (0.08 a 0.10 mm) de presión adicional en los
contrapesos del cilindro y la mantilla en comparación con el papel de
espesor equivalente, para compensar. La presión excesiva ocasionará
la ganancia de puntos y dará como resultado una variación de
registro. Se deberá evitar la impresión de Tyvek® que haya sido
grabada y que sea profunda, pues es difícil lograr el relleno de tinta
adecuado sin presiones excesivas, lo que puede ocasionar la
distorsión de la hoja,
Las mantillas de offset convencionales de dureza media son
recomendables para la impresión litográfica del Tyvek® no
recubierto, dado que ofrecen mejores resultados en áreas de
impresión grandes y sólidas, y en medios tonos. Para la impresión de
Tyvek® recubierto se prefieren las mantillas compresibles, porque
mejoran la uniformidad de impresión en áreas grandes de mallas de
medio tono, especialmente en encaje de colores en mallas con
sólidos.

23
IMPRESIÓN DE PROCESO DE CUATRO COLORES DEL
ESTILO 1443R CON LITOGRAFÍA OFFSET DE HOJAS
Impresión
La olefina spunbonded de Tyvek® 1443R es utilizada en la
fabricación de prendas promocionales. Puede obtenerse una calidad
gráfica superior utilizando litografía de offset con alimentación de
hojas en proceso de cuatro colores. La ventaja que Tyvek® ofrece en
comparación con otros materiales, es que pueden imprimirse cuatro o
más colores del lado liso (suave), manteniéndose el registro más
preciso, la calidad de impresión de alta fidelidad (150 líneas/in [60
líneas/cm]), y buena retención de tinta.
Tyvek® 1443R ligero, semejante al tejido, es difícil para la
alimentación de hojas, demandando una cuota considerable de
paciencia y ajuste del alimentador por parte del operador de la
impresión. El estilo 1443R deberá tener alimentación de hojas con
patrón áspero paralelo a la dirección de desplazamiento de las hojas
para lograr el registro ideal. Debido a sus características de peso ligero,
el aire utilizado para separar las hojas deberá ser reducido.
Las hojas de hasta 28 x 40 pulgadas (70 cm x 100 cm), son más fáciles
de alimentar y abastecer que hojas mayores. La impresión se realiza
del lado liso (suave) para optimizar la retención del color y la
estabilidad de las fibras superficiales. Considerando que las estructuras
suaves no se igualan bien, se deberá hacer un ajuste en los cuatro
lados cercanos a la impresora.
Cargar el alimentador de las impresoras con la menor manipulación
posible para evitar la necesidad de igualar las hojas. Debido a la
dificultad de igualar las hojas después de la entrega, no se recomienda
la impresión de Tyvek® 1443R con múltiples pases.
Se recomiendan las tintas de litografía con bajo contenido de solvente
para la impresión con alimentación de hojas de Tyvek®
1443R. Esto se deberá hacer con el menor tiro (tack) posible,
generalmente a una tasa de 14 tacks.
Debido a la falta de rigidez del Tyvek® 1443R, habrán pequeños
dobleces y arrugas en las hojas durante la impresión. Las arrugas
aparecerán en forma de estrías blancas estrechas en las hojas de
impresión acabada. Las hojas pequeñas tienen menos probabilidad de
arrugarse que las grandes.
24
CARACTERÍSTICAS DE TYVEK®
QUE AFECTAN LA IMPRESIÓN
La mayoría de los estilos de Tyvek® que están recubiertos con adhesivos
base agua sensibles a la presión para etiquetas, pueden imprimirse con
cualquiera de los procesos de impresión comercial. Ocasionalmente,
Tyvek® será recubierto con adhesivo base agua que contiene una
cantidad excesiva de agente humectante. Este agente puede migrar para el
lado opuesto del sustrato y afectar el equilibrio agua-tinta de la impresión
litográfica de offset, generando una apariencia desteñida de la impresión.
El efecto es más visible en las áreas finas de la hoja, pero puede aparecer
en toda ella. En algunos casos, es confundido con una impresión
insuficiente. Los procesos de flexografía o tipografía, u offset seco,
pueden imprimir a Tyvek®, con agentes humectantes excesivos sobre el
recubrimiento en forma aceptable. Si el agente humectante hubiera
migrado al lado a ser impreso, generalmente pude detectarse utilizando la
“Prueba Especial de Colorante Azul R”. En ella, se imprime un color
violeta que indica la presencia del agente humectante en la superficie. Una
hoja de Tyvek® 1073D no recubierta deberá someterse a la prueba al
mismo tiempo como control.
IMPRESIÓN DE SOBRES
Los Sobres Tyvek® pueden imprimirse utilizando equipo estándar de
impresión de sobres. Para lograr una cobertura de tinta clara, por
ejemplo, “tarjetas angulares”, se pueden utilizar tintas estándar de
papel. Para una cobertura pesada de tinta, por ejemplo, logos, se
recomiendan las tintas offset compatibles con Tyvek®.
Considerando que los Sobres Tyvek® son menos rígidos que los de
papel, se deberá colocar una “cuña” sobre el centro de la pila de
alimentación para mantenerla nivelada con los alimentadores
horizontales. La calidad de impresión en Tyvek® podrá ser mejorada
utilizando una mantilla “patch” con impresión offset. La mantilla patch
permite tener más presión sin interferencia de las extremidades de las
pestañas.
Impresión
25
Impresión
OFFSET EN BOBINA DE
TERMOFIJACIÓN
La impresión de Tyvek® utilizando el proceso litográfico de offset de
bobina de termofijación es buena. Considerando que está compuesto
por fibras continuas, está prácticamente libre de pelusas y tiempos de
paro para lavar las mantillas y chapas. Además, la alta resistencia al
rasgado elimina las rupturas de la bobina casi en su totalidad.
Debido al calor y a la sensibilidad al solvente de Tyvek®, se necesitan
tintas de termofijación de baja energía para la impresión con este
proceso. Estas tintas contienen solventes de hidrocarburo de bajo
grado de ebullición que se desprenden a temperaturas de bobina de
175°F a 200°F (79°C a 93°C) y a velocidades de impresión de 22.000
impresiones/hora. Aunque el horno de secado puede operar con una
temperatura superior a 175°F (79°C), la temperatura que Tyvek®
alcance no debe rebasar los 175°F a 200°F (79°C a 93°C). Una buena
práctica consiste en medir la temperatura de la bobina con el
pirómetro de superficie. En caso de desconexiones repentinas de la
impresora, se deberán tomar las medidas necesarias para evitar que se
derrita en el horno de secado.
Tyvek® ha sido trabajado exitosamente en impresoras de bobina
rollo/rollo, rollo/hoja y rollo/hoja doblada. El ajuste de la cortadora
es crucial, requiriendo una hoja afilada, ajustada con una tolerancia de
precisión. Para evitar variaciones en el tamaño de la hoja, la tensión
de la bobina que entra en la cortadora deberá ser mínima. El corte de
la hoja se mantiene en 1/32 in (0.8 mm) en una hoja de 239/16 in
(0.6 mm) en todos los ciclos de producción.
Los sistema de curado de tinta tanto UV como de haz de electrones
han sido utilizados exitosamente con Tyvek® e impresoras de offset
de bobina. Considerando que las tintas utilizadas son 100% sólidas y
que se secan casi instantáneamente, pueden alcanzar mayor brillo y
densidad de color. Las tintas con curado UV no deforman el
Tyvek®. El secado infrarrojo no es recomendado debido al calor que
genera.
26
Impresión
FLEXOGRAFÍA
Con frecuencia, Tyvek® se imprime utilizando el proceso
flexográfico en una amplia variedad de aplicaciones, desde sobres,
etiquetas y rótulos para aplicaciones comerciales industriales, y
pulseras. Los equipos utilizados para la implementación de bobina de
uno o múltiples colores de materiales de embalaje flexible son más
adecuados para la olefina spunbonded, dado que permite el
procedimiento en bajas temperaturas y tensiones. La temperatura de
bobina deberá mantenerse por debajo de 175°F (79°C) y las
tensiones deberán ser inferiores a 75 lb/in lineal (1.4 N/cm) de
anchura, para evitar la deformación de la hoja y la pérdida del registro
de impresión en trabajos con múltiples colores.
De manera general, una bobina flexible deberá entrar y salir del punto
de impresión. El aire de secado de baja temperatura y alta velocidad
deberá ser mezclado perfectamente por los difusores para evitar
puntos calientes en el horno. Las secadoras con alimentación de gas
deberán ser cuidadosamente controladas debido a las altas
temperaturas en la salida. Los rodillos motorizados ayudarán a
mantener las bajas tensiones de desembobinado y procesamiento
recomendadas. Los rodillos curvos delante de las estaciones de
impresión y embobinado son sumamente eficaces en la eliminación
de arrugas, siendo necesarios para la impresión en estructura suave.
Un rollo enfriador antes del embobinado es útil para reducir la
temperatura de la hoja, ayudando así a evitar el taponamiento de tinta
y a minimizar la deformación de la hoja.
Los rodillos enfriadores son esenciales para la impresión flexo en
Tyvek® utilizada en envolturas médicas, que con frecuencia tienen
recubrimiento de sellado térmico en la parte posterior. Si ese
recubrimiento se suavizara, bloqueará y ocasionará un exceso de tinta.
La resistencia elástica a la deformación en placas flexográficas es
necesaria para ayudar a compensar las variaciones inherentes en el
espesor de Tyvek®. Las placas fotopoliméricas (por ejemplo,
DuPont™ Cyrel®) con dureza en Durometro 50 (Shore A),
montadas en soporte adhesivo de celda cerrada, producirán la mejor
uniformidad general de la impresión.
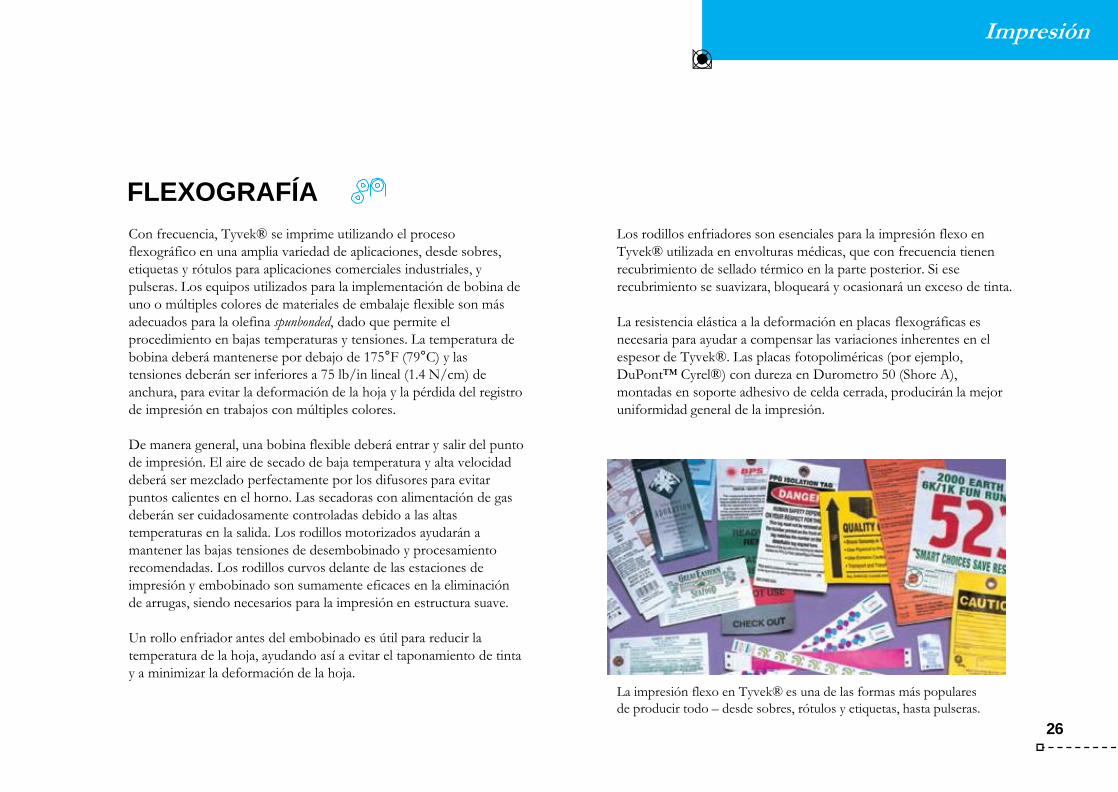
La impresión flexo en Tyvek® es una de las formas más populares
de producir todo – desde sobres, rótulos y etiquetas, hasta pulseras.

27
GRABADO
Tyvek® puede imprimirse en proceso de
grabado con el equipo utilizado para impresión
mono y/o multicolor de papel y película. Los
materiales previstos para el uso en embalaje,
cubiertas de libros y prendas de vestir,
actualmente se están imprimiendo con este
método. Los cilindros de grabado con 100
líneas/in (40 líneas/cm) o más, son preferidos
para la impresión, de los estilos de Tyvek®
tanto recubiertos como no recubiertos.
Al igual que en la flexografía, la temperatura de
la bobina debe mantenerse por debajo de
175°F (79°C), con tensiones menores a 0.75
lb/in lineal (1.4 N/cm), para evitar la variación
del registro y las obstrucciones.
Las mismas precauciones para la bobina
descritas en la sección de flexografía se aplican
a la impresión de grabado.
IMPRESIÓN CON INYECCIÓN DE TINTA
Tyvek® puede recibir impresión con inyección de
tinta para direcciones y códigos de barras. Para
obtener el máximo desempeño, se recomienda usar
tintas base solvente, cera y aceite.
Las tintas base agua pigmentadas seleccionadas,
pueden tener un desempeño satisfactorio utilizando
configuraciones especiales.
Cuando se realizan artes gráficas de alta calidad, se
deberá utilizar Tyvek® recubierto para inyección de
tinta.
Impresión
28
IMPRESIÓN LÁSER
La impresión láser convencional no es recomendable para Tyvek®,
debido a las temperaturas involucradas en las unidades de impresión.
Por la misma razón, Tyvek® no deberá ser utilizado en copiadoras
electrostáticas. Sin embargo, Tyvek® podrá
ser utilizado con las impresoras láser más recientes (que en general
tienen una temperatura de fusión menor a 200°F [93°C]).
PROCESO SERIGRÁFICO
Tyvek® puede imprimirse en impresoras serigráficas manuales,
automáticas y giratorias en forma de hoja y bobina, para señalización,
banners y otras aplicaciones decorativas,
Cuando se utilizaron hornos de estera en lugar de secado a
temperatura ambiente, el aire de alta velocidad ayudo en el secado y
en el transporte de solventes. La temperatura de la hoja deberá
mantenerse por debajo de 175°F (79°C), con tensiones inferiores a
0.75 lb/pulgada lineal (1.4 N/cm), para evitar la contracción y
pérdida de registro en la impresión de bobina multicolor. Cuando se
utilizan tintas serigráficas de curado UV, el enfriamiento será
necesario para evitar la distorsión o contracción de la hoja debido al
calor generado. Las tintas para procesos serigráficos para Tyvek® son
analizadas en la página 55.
TRANSFERENCIA TÉRMICA
Todos los estilos de Tyvek® con estructura dura, son compatibles
con la impresión de transferencia térmica. Tyvek® Brillion® es
recomendado para impresión de códigos de barras. Los tres tipos de
cintas pueden ser utilizados; sin embargo, en condiciones difíciles o
aplicaciones en exteriores, se recomienda la cinta de resina y cera.
IMPRESIÓN TÉRMICA DIRECTA
Actualmente, no tenemos un producto que trabaje con impresora
térmica directa. Pero hay una solución para esa aplicación en
desarrollo.
IMPRESIÓN MATRICIAL
Se necesita una cinta resistente al desvanecimiento, sin sangrado
para la impresión. La cinta permitirá que la imagen resista ambientes
rudos. Esto se recomienda porque la impresión de matriz de puntos
es utilizada para imprimir una gran variedad de etiquetas y formatos
comerciales, especialmente los que son utilizados para la rotulación
de tambores químicos que requieren información variable y, en
algunos casos, códigos de barras.
Impresión
29
Impresión
IMPRESIÓN DIGITAL (ON-DEMAND)
El Laboratorio de Aplicaciones de Impresión del Rochester
Institute of Technology (RIT), certificó los estilos de
DuPont™ Tyvek® Graphics para uso con Indigo Omnius®
WebStream™, una impresora de color digital con alimentación
de bobina.
Las impresoras Índigo representan una forma rápida y de bajo
costo para producir trabajo de corto plazo e incorporar datos
variados. A medida que la impresión on-demand aumenta y los
impresores siguen incorporando nuevas tecnologías digitales en
sus operaciones, DuPont™ Tyvek® ofrece la impresora Índigo
como una solución para una amplia gama de problemas
relacionados con la resistencia y la durabilidad.
Esta certificación aplica a los siguientes estilos de Tyvek®:
1056D, 8740D, 1073D, 1079, 1085D y 4173D. Otros estilos
“D” de Tyvek® dentro del intervalo de espesores de 6 a 10
mils también son compatibles con el Omnius® WebStream™.
Además, estos estilos tienen tratamiento corona y antiestático,
por lo que no se necesita ningún recubrimiento.
Tyvek® satisface los siguientes requisitos de las aplicaciones:
• Relación superior de resistencia, peso y suavidad (números de
carreras, pulseras),
• Exposición a salpicaduras frecuentes de líquidos u otras
sustancias químicas (rótulos de tambores, licencias).
• Protección de datos críticos en tarjetas e instrucciones (gráficos
de toxicidad, instrucciones de seguridad, guías de senderos,
manuales)
• Manipulación o plegado excesivo (menús, catálogos, mapas)
• Exposición a temperatura extremas en exteriores, clima severo,
viento fuerte (señalización y etiqueta)
• Texturas o artículos exclusivos (invitaciones, anuncios).

30CONTINÚA
TINTAS LITOGRÁFICAS DE OFFSET
Tyvek® tiene buena resistencia al agua o a solventes altamente
polares (alcoholes, glicoles, ésteres). Sin embargo, los solventes de
hidrocarburo de tipo queroseno, volátiles, no polares que son
utilizados en algunas tintas comerciales, harán que se hinche o doble.
Si Tyvek® se hincha, dobla o curva en un lapso de 20 minutos
después de la impresión, es probable que la tinta contenga solvente
residual y que sea incompatible con el mismo.,
La tinta litográfica típica de offset para ser utilizada con Tyvek® se
formula a partir de ésteres de brea y resinas alquílicas largas en aceite.
Éstas pueden ser diluidas con aceite de secado, por ejemplo, aceite de
tung o de linaza. Además, las resinas base 100% soya sólidas también
son compatibles. Los solventes de petróleo de tipo “secado rápido”,
alto punto de ebullición, no deberán ser utilizados en formulaciones
de tintas litográficas de offset con alimentación de planchas. También
deberán evitarse las resinas de hidrocarburo alifático, porque pueden
ocasionar distorsión e hinchamiento de las hojas.
Se deberán utilizar “pigmento de secado” para evitar la presencia de
solvente residual en los pigmentos elaborados a partir de
concentrados.
Para minimizar la tendencia de Tyvek® a enrollarse o doblarse, la
película de tinta deberá aplicarse con el espesor mínimo posible, con
un objetivo de 0.3 mil (0.0076 mm). En algunos casos, el uso de una
malla 60% reducirá positivamente la cobertura da tinta.
Impresión
Cuando se utilicen matices, la tinta deberá hacerse con blanco opaco
y no con extensor transparente. Esto minimizará el efecto de
hinchamiento que el extensor podría ocasionar. La tinta opaca
también reducirá la apariencia del patrón de remolino de la fibra.
Las tintas tipográficas y offset secan más lentamente que las tintas
convencionales para papel. Para minimizar el desplazamiento, la
altura de la pila no podrá ser mayor a 20 pulgadas (0.5 metros). Se
recomienda enrollar después de 6, 12 y 18 horas para hojas con
cobertura pesada de tinta. Para disminuir el tiempo de secado de las
tintas, comuníquese con el proveedor para solicitar asesoría sobre la
cantidad de secador de tinta que puede agregarse.
El exceso de secador de tinta puede perjudicar el secado, y ocasionar
distorsión; pero con frecuencia son necesarios después del offset.
Cuando se necesita tiempo de secado excesivo, generalmente se debe
a una gran cantidad de tinta y al exceso de solución de humectación,
dando como resultado la emulsificación de la tinta.
Los estimuladores de fuente utilizados para aumentar la tasa de
secado tienen beneficios mínimos, pero pueden ser utilizados, si se
desea.

31
TINTAS LITOGRÁFICAS DE OFFSET
La mayoría de los sistemas comerciales de humectación funcionan
bien con Tyvek®, pero sólo se deberá utilizar la cantidad suficiente
de solución de humectación para evitar la resequedad en las áreas sin
gráficos. Considerando que Tyvek® absorbe menos agua que el
papel, requiere menos solución de humectación. Si la imagen impresa
fuera opaca o tuviera una apariencia desteñida, se deberá reducir la
cantidad de solución de humectación.
Para el secado ideal, el pH de la solución de fuente deberá
mantenerse entre 4 y 5.
Las tintas litográficas con contenido de solvente volátil mayor a 3% pueden
causar hinchamiento, enrollamiento y variación de registro. El contenido de
solvente de resinas listas para usarse también debe comprobarse antes de la
aplicación, para garantizar que el contenido del solvente volátil de la tinta
acabada permanezca por debajo del máximo del 3% recomendado.
Si fuera necesario reducir el tack de una tinta, se deberá utilizar el barniz
“000”, aceite tung o reductor recomendado por el proveedor de tinta. Es
importante que los materiales volátiles, por ejemplo, solventes de
hidrocarburo alifático, no se añadan en forma indiscriminada a las tintas
litográficas de offset. Por esta razón, se recomienda ampliamente consultar
a los proveedores de tinta antes de hacer cualquier intento para modificarla
y utilizarla en Tyvek®.
Impresión
32
Impresión
TINTAS LITOGRÁFICAS OFFSET
Es difícil imprimir tintas metálicas en Tyvek®, porque tiende a
acumularse en la placa y/o en la mantilla (como en el papel). Una
apariencia de aluminio (plata) es la mejor, porque el remolino de la
fibra amplifica la apariencia metálica.
Usualmente, el oro es una tinta de dos componentes, que debe
mezclarse poco antes de la aplicación. Dos pases ligeros reducirán la
tendencia de acumulación. En general, la apariencia del oro en
Tyvek® es opaca. En algunos casos, el aluminio con una sobre-
impresión en amarillo producirá un atractivo color “oro”. Se deberá
evitar el encaje (trapping) húmedo de los colores de tintas metálicas,
cuando sea posible. Una alternativa sería la captura seca o inversa del
color metálico.
Si Tyvek® se imprimiera con una tinta metálica y después fuera
pegado (por ejemplo, en un sobre), el adhesivo deberá ser
compatible con las tintas metálicas; en caso contrario, el efecto
metálico se perderá. No se deberán utilizar adhesivos que contengan
ácido acético si se han utilizado tintas metálicas.
TINTAS DE CURADO UV
Las tintas de curado UV funcionan bien con Tyvek®, y pueden ser
utilizadas para offset, flexo, inyección de tinta e impresión serígráfica.
Estas tintas son sistemas 100% sólidos que se secan
instantáneamente, eliminando el riesgo de distorsión del solvente, y
ofreciendo un medio para obtener colores oscuros de alta densidad
con mayor brillo, en comparación con las tintas convencionales de
linaza y resina alquídica.
Si bien una breve exposición a la radiación UV no causa efectos
sobre las propiedades físicas de Tyvek®, se recomienda contar con
un sistema de enfriamiento para reducir la acumulación de calor,
debido a su naturaleza termoplástica. Es difícil lograr un alto grado
de brillo en la tinta y reducir el remolino de fibra en el Tyvek® no
recubierto sin aplicar primero un recubrimiento base pesado. Con
todo, sí es posible alcanzar un grado de brillo razonablemente alto en
el Tyvek® no recubierto, por medio de un recubrimiento superior
con haces de electrones. Los recubrimientos superiores transparentes
pesados pueden aplicarse, de acuerdo con la impresión, y secados
instantáneamente por medio del proceso de haz de electrones.

33
Impresión
TINTAS DE CURADO INFRARROJO
El secado infrarrojo (IR), no es recomendable para
la impresión litográfica con alimentación de hoja de
Tyvek®. Las tintas con curado UV secan
rápidamente al “absorber” el solvente bajo una
unidad de calor IR próxima al lado de salida de la
impresora. Considerando que las tintas offset para
Tyvek® son formuladas con poco o ningún
solvente, no responden bien al secado IR. Las tintas
especiales para IR con alto contenido de solventes,
deforman la olefina spunbonded y, en ciclos de baja
velocidad, el calor generado por el secador IR puede
hacer que se contraiga.
Para lograr colores que
resistan los elementos
tan bien como los
banners y señales de
Tyvek® en los que se
imprimen, utilice tintas
serigráficas con
pigmentos resistentes a
la decoloración.
34
TINTAS DE PROCESO SERIGRÁFICO
Existe una gran variedad de tintas de proceso de serigrafía
disponibles para la impresión de Tyvek®. Las tintas tipo laca son
preferibles porque ocasionan distorsión mínima. Las “tintas para
carteles” de serigrafía y los esmaltes que contienen un alto porcentaje
de alcohol mineral deberán ser evitados.
Las tintas base agua son compatibles con Tyvek®, porque minimizan
la distorsión de la hoja, aún con películas de tinta de gran espesor. Si
Tyvek® fuera utilizado en exteriores, se deberán solicitar al
proveedor tintas serigráficas con pigmentos resistentes a la
decoloración, buscando evitar la pérdida del color.
La malla de impresión de Tyvek® 1443R para prendas de ropa
requiere una tinta con propiedades ideales de adhesión, flexibilidad y
resistencia húmeda a la fricción. Las tintas serigráficas de uretano
base de solvente son las preferidas para este tipo de aplicación.
Cuando se seleccionan solventes para ajustar el tiempo de abertura o
secado de la malla, consulte la Tabla V en la página 47 y seleccione el
solvente que esté lo más cerca posible de la parte superior de la lista,
para minimizar el hinchamiento y el fruncido. El Cellosolve® butilo y
metilo funcionan bien en el ajuste del tiempo de abertura de malla
cuando es compatible con el sistema de tinta.
TINTAS FLEXOGRÁFICAS
Para la impresión flexográfica, hay tintas con solventes volátiles y
tintas acuosas disponibles para ser utilizadas con Tyvek®.
Las tintas alcohol/poliamida son las preferidas, gracias a su grado
ideal de adhesión y resistencia a la abrasión. Se puede agregar
nitrocelulosa para generar una película de tinta más dura, con cierto
sacrificio de la adhesión.
Generalmente se adiciona cera microcristalina a las tintas en
aplicaciones de empaques médicos, para reducir el desplazamiento.
Considerando que el Tyvek® 1059B no tiene tratamiento corona, la
adhesión de la tinta no será tan buena, por lo que deberán tomarse las
precauciones necesarias para evitar el desplazamiento y el bloqueo.
Cuando se utilizan en estilos de empaques médicos, las tintas deberán
tener resistencia térmica adecuada, para que no se bloqueen al ser
selladas térmicamente.
TINTAS DE GRABADO
Las tintas flexográficas son bastante parecidas a las tintas de grabado.
Las tintas de grabado de nitrocelulosa Tipo C son las más
ampliamente utilizadas en la impresión de Tyvek®, y con frecuencia
son modificadas por la adición de una resina alquídica para mejorar la
adhesión y la dureza de la tinta.
Impresión
35
Impresión
COMPATIBILIZACIÓN DE COLOR Y BRILLO
El color y el brillo de las tintas son factores importantes en la
apariencia final del Tyvek® impreso. Los colores más oscuros y un
alto grado de brillo acentúan el exclusivo patrón de remolino de
Tyvek® sin recubrimiento. Por el contrario, mientras menor sea el
brillo y más claro fuera el color de la tinta, menos visible será el
patrón de remolino. Es difícil de alcanzar el brillo de la tinta en el
Tyvek® sin recubrimiento. Las tintas de curado UV y con haz de
electrones, así como y los recubrimientos , mejoran el brillo de la
tinta. El laminado superior de películas y recubrimientos podría ser
utilizado para producir un efecto de alto brillo.
El recubrimiento acuoso en línea, ejecutado en la última unidad de
una impresora lito offset, no adiciona brillo a la imagen. Esto se
debe a la dispersión de la luz ocasionada por la gran área
superficial de Tyvek®.
Las tintas deben formularse utilizando una muestra de color blanco.
Los colores especificados por el PMS deberán formularse y
compatibilizarse en el estilo específico de Tyvek® a ser utilizado.
Las tintas elaboradas con pigmentos de colores más fuertes,
minimizarán el espesor de la película de tinta y darán colores con
mejor resultado.
Al hacer la compatibilización de colores, el impresor deberá
especificar el lado del Tyvek® que será impreso, y cada color deberá
ser compatibilizado en la superficie correcta.
La impresión en Tyvek® tiene un carácter y una apariencia exclusiva
– ricas, suaves, altamente distintivas. Y considerando que es
Tyvek®, su durabilidad es incomparable.
Es necesario hacer mediciones de la densitometría de la tinta
húmeda para garantizar la compatibilización de colores más cercana,
cuando ambos lados deban ser compatibles.
Debido a la gran área superficial de Tyvek®, generalmente será
necesario utilizar alrededor de 15% más de tinta que en el papel sin
recubrimiento, para garantizar la misma densidad del color.

36
Impresión
ESTABILIDAD DE COLORES
Tyvek® no debe afectar la estabilidad de los pigmentos de las tintas
de impresión. Sin embargo, ciertos pigmentos en tintas litográficas
de offset pueden alterar un color o “quemarse” después de la
impresión. Estos pigmentos incluyen el Rubine Red No. 52, Red
Lake 2C y Alkali Blue, que no son recomendados para utilizarse con
Tyvek® sin una prueba preliminar, especialmente cuando estos
pigmentos se utilizaran para hacer matices.
El fenómeno de “quemado” ocurre muy rara vez, y no es previsible.
El alto nivel de humedad y calor pueden contribuir a este efecto. Se
puede hacer una prueba con estos pigmentos de la siguiente forma:
• Imprimir aproximadamente 100 hojas con exceso de solución de
humectación en la impresora, e inmediatamente sellarlas con
película plástica.
• Comparar estas hojas con las hojas de control de secado con aire
después de 24 y 48 horas.
• Si no se observa ninguna oscilación del color, la compatibilidad
tinta-pigmento debe ser aceptable.
PRUEBA DE TINTA LITO
Para determinar si una tinta litográfica offset con alimentación de
hoja es aceptable para utilizarse con Tyvek®, se deberá determinar
el contenido de solvente volátil. Esto puede hacerse dando los
siguientes pasos:
• Recubrir un trozo de papel aluminio pre-pesado de 3 x 5
pulgadas (7.6 cm x 12.7 cm) con una película fina de tinta - 1 mil
(0.025 mm) o menos.
• Pesar inmediatamente un trozo recubierto de hoja y, a
continuación, ponerlo en el horno por dos horas a 220°F
(105°C).
• Retirar del horno y dejar enfriar.
• Pesar nuevamente y calcular la pérdida de peso porcentual.
• La experiencia ha demostrado que las tintas con contenido de
solventes volátiles menor al 3% tendrán un desempeño
aceptable.
• Muchas tintas litográficas de offset de secado rápido contienen
solventes volátiles hasta en un 27%, y pueden ocasionar pérdida
de registro del brillo y distorsión u ondulación de la hoja.

37
SUS APLICACIONES
JAMÁS FUERON MEJORES.
DuPont™ Tyvek® puede ser utilizado fácilmente en lugar de
materiales de conversión. Si se producen etiquetas y rótulos, o
mapas y banners, o documentos y sobres, Tyvek® añadirá
resistencia, durabilidad y larga vida prácticamente todas las
aplicaciones.
Y aunque Tyvek® sea procesado en la misma forma que el
papel o las películas plásticas y en el mismo equipo, no requiere
técnicas de manipulación diferentes para lograr resultados
ideales. Por esta razón, recomendamos ampliamente que
quienes nunca hayan trabajado con Tyvek® realicen un ciclo
piloto para probar totalmente cada operación de conversión
antes de iniciar la producción a gran escala.
Conversión
Éstas son algunas recomendaciones:
• Tyvek® no puede cortarse con compresión tan fácilmente como
el papel. Sus filamentos son muy fuertes y cada uno debe ser
separado completamente; los “hangers” no lo romperán.
• Tyvek® se alarga más que el papel, y se estira del 15% al 25%
antes de romperse.
• Para minimizar la distorsión o la obstrucción, mantener la
tensión de la bobina tan baja como sea posible - 0.75 lb/in lineal
(1.4 N/cm) – durante el procesamiento.
• Tyvek® es un material termoplástico y se funde a 275°F (135°C).
• Cuando el Tyvek® se reviste o lamina, la temperatura de la
bobina en el horno no debe rebasar los 175°F (79°C).
• Debido a su “memoria” inherente, ocasionalmente Tyvek® pude
enrollarse cuando es recubierto. Es posible utilizar equipo
desenrollador convencional (barra de rompimiento), con tensión
mínima.
CONTINÚA
Si usted estuviera escalando, pedaleando o acampando a
kilómetros de la civilización, o evitando ser capturado en territorio
hostil – como el capitán de la Fuerza Aérea de EU, Scott O’Grady
en Bósnia – un mapa elaborado con DuPont™ Tyvek® podría
ser un salvavidas.

38
• Antes de unir Tyvek® con papel impreso, se debe verificar la
compatibilidad, porque podría doblarse o distorsionarse. Muchas
publicaciones podrían contener solventes residuales que también
pueden causar distorsión. Cuando se une a lo largo del lomo, el
papel reaccionará a los cambios en la humedad. Tyvek® no lo
hará. Esto generalmente da una apariencia curvada a lo largo del
lomo de la publicación.
• Los estilos Tipo 10 con sufijo “D” (por ejemplo, 1073D) de
Tyvek® 1079, están tratados con un agente antiestático para
reducir la carga estática durante las operaciones de manipulación
de las hojas. Los agentes antiestáticos funcionan mejor con
humedad relativa de 50% o más. A unidades relativas menores a
20%, estos agentes pierden su eficacia y la alimentación de las
hojas se hará visiblemente más difícil. Estos estilos también son
tratados con descarga corona para mejorar la adhesión de tintas,
recubrimientos y adhesivos. Los estilos Tipo 14 con sufijo “R”
(por ejemplo, 1443R), son tratados de la misma forma. Los estilos
de Tyvek® con sufijo “B” (1059B), no contienen ningún agente
antiestático. Éstos podrían generar una carga estática y no deben
ser manipulados en áreas donde exista presencia potencial de
mezclas explosivas de vapor y aire.
• Se deben evitar los lubricantes para corte de matriz (troquelado),
porque algunos contienen hidrocarburos de bajo peso molecular
que pueden causar hinchamiento o distorsión.
Conversión
39
CORTES EN HOJAS Y EN TIRAS
Los estilos (Tipo 10) de estructura dura de Tyvek® pueden cortarse
en tiras y hojas en equipos comerciales, utilizando técnicas
convencionales para el corte de papel. Sin embargo, la resistencia del
material demanda que todas las piezas de corte se mantengan limpias
y afiladas, con bordes libres melladuras, bien sujetas y niveladas. Un
borde afilado, ligeramente redondeado brinda mayor tiempo de
servicio que uno agudo para cortes por compresión, por lo tanto, el
borde afilado es preferible a otros métodos de corte.
Los cortes de rollos múltiples (cuatro a seis rollos), funcionan bien,
siendo preferido para estilos ligeros (menos de 2.2 oz/yd2
[76.3 g/m2]).
En operaciones de corte de hojas, los mejores resultados se obtienen
utilizando los estilos con el sufijo “D”. Éstos son tratados con un
agente antiestático para reducir la acumulación de estática durante el
corte. Cuando sea necesario cortar estilos no antiestáticos, el uso de
un “oropel” conductor o el aire ionizado de un generador
electrostático, o una barra de radiación, generalmente reducirán la
acumulación de estática. No se deberán utilizar agentes antiestáticos
o aerosoles en el Tyvek® 1059B que será utilizado para empaque de
productos médicos estériles y en aplicaciones de etiquetado en
contacto directo con los alimentos.
Los estilos de estructura dura Tipo 14 pueden ser cortados de manera
similar a los tejidos con máquinas convencionales de cuchilla recta.
Sin embargo, si la hoja de la cuchilla está demasiado caliente, estos
materiales de estructura suave pueden derretirse y fundirse en los
bordes. Para minimizar los problemas de corte:
• Sustituir las cuchillas de hoja recta por hojas con borde ondulado
o aserrado.
• Utilizar hojas recubiertas con fluorocarbono Teflon® TFE, o
lubricadas con spray de silicón anti-manchas.
• Reducir el recorrido del corte de 1.5 pulgadas a (3.8 cm) a 1
pulgada (2.5 cm).
• Operar a 1,800 rpm y no a 3,600 rpm.
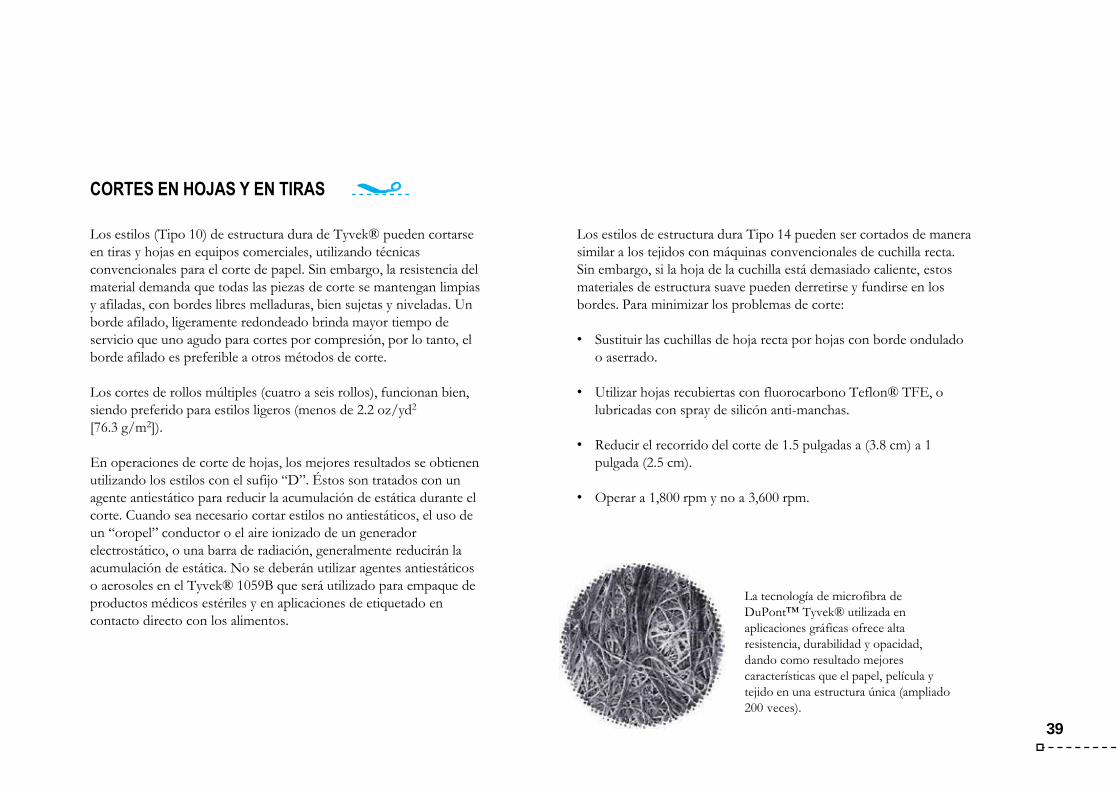
La tecnología de microfibra de
DuPont™ Tyvek® utilizada en
aplicaciones gráficas ofrece alta
resistencia, durabilidad y opacidad,
dando como resultado mejores
características que el papel, película y
tejido en una estructura única (ampliado
200 veces).
40
CORTE DE MATRIZ (TROQUELADO)
Las hojas de Tyvek® pueden ser cortadas con matriz utilizando una
regla de acero (borde afilado), o matrices macho y hembra, Debido
a la resistencia inherente del material, las matrices deberán ser
fabricadas con tolerancias de precisión; las matrices con regla de
acero son las preferidas. Las fibras de Tyvek® deben ser
completamente cortadas, lo que demanda que las matrices se
mantengan en buenas condiciones, con bordes afilados, niveladas,
libres de muescas bien montadas.
Las matrices desfiladas hacen que los bordes cortados se enrosquen.
En matrices altas o con regla de acero, un ligero alivio interno ayuda
a reducir la acumulación de calor.
Cuando se trabaja con matrices cerrados, la resistencia de Tyvek®
podría requerir el uso de un cortador lateral o borde de cincel para
acelerar la liberación y evitar daños a la matriz y a los productos. Las
matrices deberán estar endurecidos a
Rockwell C 50 a 60 para ampliar su vida útil.
Cuando se troquelan materiales de Tyvek®, las alturas de elevación
se deberán mantener por debajo de 3 pulgadas (3.6 cm). Esto
evitará el sobredimensionamiento de los blancos superiores
ocasionados por la compresión de los bordes a medida que el dado
baja. La utilización de un cilindro de presión de matriz central puede
ayudar a eliminar el aire y compactar la elevación, y a minimizar el
deslizamiento.
Conversión

41
Conversión
CONVERSIÓN DE TYVEK®
PARA APLICACIONES CONTINUAS
Con frecuencia, Tyvek® es utilizado en impresión continua cuando
la aplicación demanda resistencia y durabilidad. Sin embargo, debido
a su resistencia, Tyvek® es más difícil de perforar que el papel.
Puede ser perforado exitosamente con equipo de etiquetado,
letterpress y equipo de perforación giratoria en línea. Se recomiendan
los estilos de mayor resistencia a la tracción (i. e., 1085D, 1073D y
1079) para etiquetas y rótulos.
Tyvek® es más elástico que el papel y tiende a estirarse con tensión;
sin embargo, se recupera después de la perforación o punción. Esto
causa un efecto de contracción en la forma final impresa. Es
necesaria la compresión con baja tensión y mantener la distancia
entre los orificios de las ruedas dentadas dentro de ±0.02 in (0.5
mm), en una hoja de 100 in (2.5-m) de longitud.
A diferencia del papel, a medida que la velocidad de la máquina
aumenta, el ajuste de la tensión disminuye. Si la distancia de los
orificios es corta a una tensión específica de 330 ft/minuto (100
m/minuto), será menor a 1.150 ft/minuto (350 m/minuto). La
perforación con rueda dentada deberá realizarse con dados macho
hembra hechos de acero, herramienta templado o carburo de
tungsteno. Debido a las tolerancias de precisión necesarias para
perforar el Tyvek®, las matrices de acero suave pierden el filo
rápidamente e incrementan el tiempo de paro de la operación. La
mayoría de los fabricantes puede ofrecer matrices giratorias correctas
para ser utilizadas con Tyvek®.
PERFORACIÓN
Tyvek® puede ser perforado en equipo de etiquetado, letterpress y
equipo de perforación rotatoria en línea. Los mejores resultados se
obtienen con punzones afilados, bien registrados y con ajuste de
precisión. Los punzones pueden ser lisos o aserrados, y cortarán
mejor si los extremos son ligeramente cóncavos.
La mayoría de los fabricantes de equipos de perforación sugieren el
uso de punzones más largos o mayor penetración del punzón, o
ambos, para garantizar un orificio más limpio. Se recomienda un
punzón macho auto-acabado en una matriz hembra templada. El
movimiento hacia atrás debe mantenerse en el mínimo absoluto. Se
deberá utilizar la menor tensión posible para evitar el estiramiento y
la pérdida de registro en las operaciones de bobina. Si se taladra, se
deberá evitar la presión de sujeción excesiva que puede dejar marcas
en la hoja.
Perforadas y unidas en espiral, las
páginas de esta guía de pesca son
resistentes al agua, al rasgado, la
perforación y la rotura, porque son
de Tyvek®.

42
Conversión
PERFORACIÓN
Para hacer perforaciones limpias y sin rastro, se debe usar el número
máximo posible de cortes con la menor distancia (reserva) entre
ellos. Se sugiere una relación 8:1 (corte de 1/4 de pulgada [6.4 mm]
con reserva de 1/32 de pulgada [0.8 mm]). Para garantizar el inicio
del rasgado, colocar el corte en el borde de la hoja.
TEÑIDO
El recubrimiento por grabado se ha utilizado con éxito en sistema
de recubrimiento a base de solvente, en especial cuando se necesita
una coloración profunda. Las formulaciones del recubrimiento de
piroxilina con alto contenido de alcohol isopropílico (25%) son las
preferidas para la obtención de coloraciones profundas.
LAMINACIÓN Y RECUBRIMIENTO
Tyvek® puede ser sometido a laminación térmica, ultrasónica, de
flama, adhesiva y por extrusión. Los laminados se utilizan para
cubiertas protectoras, protección de partes automotrices, empaques
médicos y ropa de protección para los trabajadores. Tyvek® puede
ser recubierto con cuchillo de aire o grabado con recubrimientos de
sellado térmico para aplicaciones en empaques médicos.
Cuando existe la necesidad de mejorar la fidelidad de la impresión
y/o eliminar la apariencia de remolino de la fibra, la mejor estrategia
es aplicar un recubrimiento. Rutinariamente, Tyvek® es recubierto
con una amplia gama de materiales base agua o solvente aplicados
con equipo convencional. El equipo de cuchillo de aire es preferido
para los sistemas de recubrimiento acuoso, porque aplica el
recubrimiento con espesor uniforme. También produce una
superficie muy suave, que es ideal para la impresión litográfica
offset.
Los procesos convencionales de teñido textil no dan color
permanente a Tyvek®. Por esta razón, los estilos de estructura
suave Tipo 14 generalmente se imprimen con procesos de grabado
o flexográficos combinados con tintas base agua o solvente. La
impresión por sublimación de tinta no es recomendable, debido a
las altas temperaturas utilizadas.

43
Conversión
SELLADO TÉRMICO, SELLADO DIELÉCTRICO,
SELLADO ULTRASÓNICO
Si bien es posible fundir a Tyvek® sobre sí mismo utilizando poco
calor, es difícil lograr sellos fuertes. La fusión del material destruye
su estructura de fibras, reduciendo tanto la flexibilidad como la
resistencia al rasgado en el área de sellado. Sin embargo, si fuera
necesario, son preferibles los estilos no antiestáticos y no tratados
con corona para el sellado térmico de Tyvek® sobre sí mismo.
El método de sellado térmico preferido consiste en aplicar un
recubrimiento sobre Tyvek® con un punto de fusión inferior al de
Tyvek®, por ejemplo, polietileno ramificado. Con este
recubrimiento, se pueden garantizar sellados con altas resistencias
utilizando técnicas de impulso o barra caliente. De manera
alternativa, los dados de sellado por corte proyectados con una
placa de restricción con carga de resorte se han utilizado
exitosamente.
De manera similar a la película de polietileno, Tyvek® no puede
sellarse dieléctricamente por métodos convencionales. Sin embargo,
se están desarrollando procesos comerciales exclusivos que
permiten el sellado dieléctrico con equipo convencional de
radiofrecuencia.
Es posible utilizar sellado ultrasónico para crear sellos contra el
rasgado de las fibras, en la mayoría de los estilos sin doblez, que
frecuentemente están asociados con el sellado térmico. Este
proceso también forma sellos fuertes en una gran variedad de
películas plásticas y no tejidos.
44
PEGADO
Es posible utilizar una serie de adhesivos para pegar Tyvek®, sobre
si mismo o en otros sustratos. En general, se prefieren los adhesivos
base agua que ofrecen rápido tack y secado rápida. La primera etapa
en la selección de un adhesivo consiste en determinar la manera en
la que éste va a reaccionar con Tyvek®. Las pruebas de laboratorio
son la mejor forma de hacer esta determinación. La Tabla V en la
página 57 contiene una lista de solventes que son los preferidos en
adhesivos.
Los adhesivos de productos naturales base almidón, dextrina,
caseína o derivados animales, son preferidos a los de base sintética.
La cola animal caliente es una excelente opción para pegar Tyvek®
en cartulina.
Los adhesivos sintéticos base agua unen Tyvek® a sí mismo y a una
gran variedad de sustratos. Los adhesivos de etileno y acetato de
vinilo, y los acrílicos sensibles a la presión, funcionan bien con
Tyvek®. Los adhesivos sintéticos que contienen materiales de bajo
peso molecular pueden actuar como solventes a temperaturas
elevadas, causando hinchamiento y arrugas. Los adhesivos de
poliuretano brindan adhesión óptima (tracción y cizallamiento),
flexibilidad y resistencia al agua para adherir Tyvek® a sí mismo y a
una amplia variedad de sustratos.
La tecnología adhesiva de fusión en caliente ha sido demostrada en
una gran variedad de aplicaciones que usan Tyvek®, incluyendo la
manufactura de sobres, etiquetas y empaques médicos. Se debe
tener cuidado en la selección de los adhesivos, y se recomienda
consultar al fabricante.

45
Conversión
GRABADO EN RELIEVE Y ESTAMPADO
EN HOJA METÁLICA
Tyvek® puede ser grabado con equipo de alta o baja presión. Hecho
correctamente, el grabado en frío no reduce significativamente la
resistencia; sin embargo, reduce la opacidad en el área grabada. Los
cilindros de grabado utilizados con Tyvek® generalmente son
someros, teniendo una profundidad de apenas 5 a 25 mil (0.13 a 0.65
mm). Es preferible una dureza Shore “D” de 70 a 80 para los cilindro
de hule. El material que será impreso jamás se deberá grabar
profundamente, porque será difícil rellenar el patrón con tinta. Se
recomienda estampado en hoja metálica de Tyvek® cuando se utilice
con tipos o diseños pequeños, por ejemplo, logos corporativos. Las
áreas sólidas mayores a 2 pulgadas cuadradas ocasionarán burbujas y
distorsionarán el área estampada.
No se recomienda el uso de grabado seguido por la laminación de la
película. La profundidad de grabado deberá ajustarse en forma tal que
apenas cause una pérdida de 2 a 3 puntos de opacidad. Las
temperaturas del rodillo de grabado no deben rebasar 175°F (79°C), y
la tensión del rodillo se deberá mantener por debajo de 0.75 lb/in
lineal (1.4 N/cm). Debido a la naturaleza termoplástica y elástica de
Tyvek® cuando se expone al calor y se tensa, no se recomienda el
súper-calandrado.
El estampado en hoja metálica se hace fácilmente gracias a la
naturaleza termoplástica de Tyvek®. Hay una gran variedad de hojas
disponibles con los proveedores de aplicaciones de cubiertas de libros
y etiquetas. La hoja seleccionada deberá transferirse en forma limpia,
y adherirse con una temperatura y tiempo de permanencia
compatibles con el punto de fusión de 275°F (135°C).
46
Conversión
COSTURA
El Tyvek® no laminado y sin recubrimiento puede coserse
satisfactoriamente en cualquier máquina de coser convencional. Los
mejores resultados se obtienen con máquinas equipadas con puller o
alimentadores por caída. Se deberán utilizar rodillos suaves
recubiertos con hule en lugar de rodillos metálicos aserrados, que
tienden a dejar marcas en el material.
Para coser Tyvek®, use 5 o menos puntos por pulgada y la aguja
más pequeña posible, para dar máxima resistencia al rasgado. Los
puntos de cadena y fijos funcionan bien, especialmente el punto de
cadena de 1 pulgada (2.5 cm), que puede evitar el deshilachado.
COSIENDO ESTILOS DE ESTRUCTURA DURA, TIPO 10
La estructura suave de Tyvek® no
sólo se siente como tela, también
puede imprimirse y coserse en
muchos artículos generalmente
hechos de tela. Además, tiene
durabilidad y resistencia a líquidos
que generalmente las telas no
tienen.
• Utilice de 3 a 5 puntos/in (1.2 a 2 puntos/cm) con tensión baja
para evitar saltos.
• Usar aguja No. 036 (Union Special) o No. 14 (Singer) o
equivalente.
• Usar una aguja con punta plana que haga perforaciones similares
a cortes. Los tipos “Rock Point” (Union Special) o “Narrow
Wedge” (Singer), permitirán la operación a alta velocidad en la
misma línea utilizada con agujas de punta redonda.
• El estándar industrial informal de hilo de algodón peinado glacé
de 25/4 tex (24/4 cc) con agujas #14 y #036 ha tenido un
desempeño satisfactorio en banners para exteriores al ser
combinado con hilo inferior suave de 16.5/3 tex (36/6 cc). Si se
requiere un hilo con menor diámetro, el hilo glacé de 14.5/4 tex
(40/4 cc) con calidad “Sak” debe dar buenos resultados.
• Al coser banners, evite los puntos en los bordes o cerca de ellos,
para reducir la probabilidad de rasgado. Las etiquetas adhesivas
sensibles a la presión de película de poliéster Mylar® o Tyvek®
colocadas alrededor de una costura cosida en cada borde,
reducirán aún más la posibilidad de rasgado del borde.

47
COSIENDO ESTILOS DE ESTRUCTURA SUAVE, TIPO 14
• Use hasta 12 puntos/in (4.7 puntos/cm); sin embargo, 6 a 8
puntos/in (2.4 a 3.1 puntos/cm) darán una costura con la más
alta resistencia (mayor resistencia para rasgado del sello postal)
• Utilice arrastador de diente fino, 12 a 21 dientes/in (4.7 a 8.3
dientes/cm).
• Disminuya la tensión del pedal hasta que la hoja sea alimentada
por la máquina sin deslizarse. Una fuerza aproximada de 10 lb
(4.5 kg) deberá ser suficiente.
• Disminuya la tensión de la bobina hasta que apenas libere el hilo:
3 oz (85 g).
• Enrollar la bobina con la tensión del hilo ajustada de forma tal
que el hilo pase por el disco: 2 oz (57g).
• Después de ajustar la tensión de la bobina, ajuste la tensión de la
aguja para producir una puntada equilibrada.
• Se pueden utilizar hilos convencionales de algodón y sintético, o
100% sintéticos de nylon o poliéster.
• El poliéster de filamento torcido es más fuerte que el hilo de
algodón, y es preferido por cuestiones de resistencia a la flama.
Conversión
IDENTIFICACIÓN DEL TRATAMIENTO
CORONA Y EL TRATAMIENTO
ANTIESTÁTICO
Todos los estilos de Tyvek® con sufijo “D” o “R” y el 1079 tienen
tratamiento corona y antiestático en ambos lados (por ejemplo, los
Estilos 1073D e 1443R).
La tensión superficial crítica de Tyvek® (polietileno de alta
densidad) es de 30 dinas/cm2. El tratamiento corona aumenta la
tensión superficial de 40 a 42 dinas/cm2. Como comparación, el
agua destilada tiene 73 dinas/cm2.

48
DUPONT™ TYVEK ® :CONTRA EL PAPEL,
SIMPLEMENTE NO HAY COMPARACIÓN.¿DuPont™ Tyvek® es mucho mejor que el papel? Los
siguientes incisos resumen todo:
• Para la misma aplicación, normalmente se utilizan pesos
más ligeros de Tyvek®.
• Tyvek®, como sintéticos, es más elástico. Debe ser
manipulado con la menor tensión posible para evitar
distorsión y pérdida de registro. Tyvek® se alargará del 15
al 25% antes de romperse, haciendo posible el grabado
profundo sin fracturas.
• Las propiedades físicas de Tyvek® son las mismas, mojado
o seco. Aunque no será afectado por el agua ni por muchas
sustancias químicas, Tyvek® podrían hincharse por
contacto con ciertos solventes orgánicos utilizados en
algunas tintas, recubrimientos y adhesivos. Las páginas 54-
55 contienen detalles al respecto. También se recomienda
realizar sus propias pruebas antes del uso.
• Tyvek® absorbe poca o ninguna humedad; por lo que
necesita periodos de secado más largos para la mayoría de
tintas, recubrimientos y adhesivos.
• Tyvek® es termoplástico. Mantiene su dureza y flexibilidad
hasta los -100˚F (-73˚C). Una hoja suelta de Tyvek® es
dimensionalmente estable hasta los 170˚F (77˚C), y no
encogerá. Se deben evitar las temperaturas superiores a
175˚F (79˚C) cuando se procesa con tensión.
Tyvek® vs. Papel
Las propiedades físicas de Tyvek® no son afectadas por el agua ni
por diversas sustancias químicas.
• Tyvek® es resistente; los rompimientos de bobina rara vez
ocurren. Cuando se corta en hojas, cada filamento deberá
cortarse completamente; los "suspensores" no lo romperán,
como ocurre con el papel. El procedimiento de Tyvek®
podría requerir tintes especiales.
• Tyvek® tiene fricción superficial menor, lo que puede
facilitar su manipulación en algunas operaciones.
• Tyvek® es resbaloso, y no debe utilizarse en ninguna
aplicación donde las personas pudieran caminar sobre él,
sin la aplicación de un recubrimiento anti-derrapante.
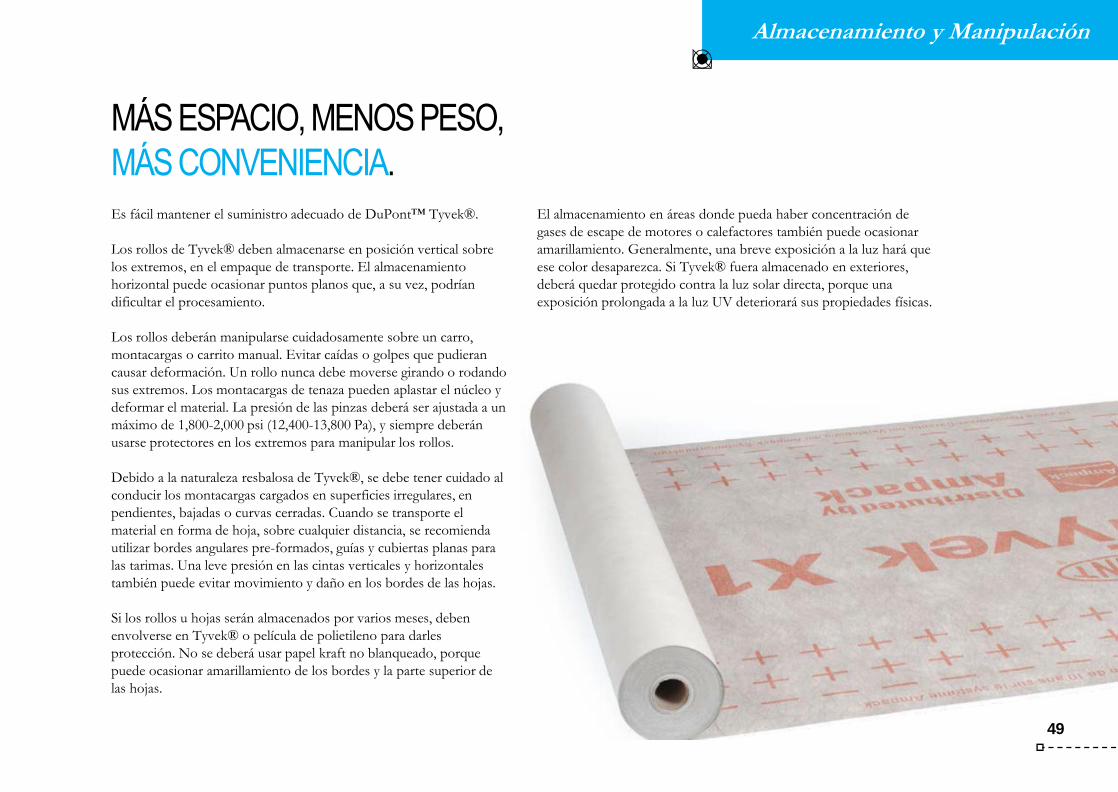
49
MÁS ESPACIO, MENOS PESO,
MÁS CONVENIENCIA.Es fácil mantener el suministro adecuado de DuPont™ Tyvek®.
Los rollos de Tyvek® deben almacenarse en posición vertical sobre
los extremos, en el empaque de transporte. El almacenamiento
horizontal puede ocasionar puntos planos que, a su vez, podrían
dificultar el procesamiento.
Los rollos deberán manipularse cuidadosamente sobre un carro,
montacargas o carrito manual. Evitar caídas o golpes que pudieran
causar deformación. Un rollo nunca debe moverse girando o rodando
sus extremos. Los montacargas de tenaza pueden aplastar el núcleo y
deformar el material. La presión de las pinzas deberá ser ajustada a un
máximo de 1,800-2,000 psi (12,400-13,800 Pa), y siempre deberán
usarse protectores en los extremos para manipular los rollos.
Debido a la naturaleza resbalosa de Tyvek®, se debe tener cuidado al
conducir los montacargas cargados en superficies irregulares, en
pendientes, bajadas o curvas cerradas. Cuando se transporte el
material en forma de hoja, sobre cualquier distancia, se recomienda
utilizar bordes angulares pre-formados, guías y cubiertas planas para
las tarimas. Una leve presión en las cintas verticales y horizontales
también puede evitar movimiento y daño en los bordes de las hojas.
Si los rollos u hojas serán almacenados por varios meses, deben
envolverse en Tyvek® o película de polietileno para darles
protección. No se deberá usar papel kraft no blanqueado, porque
puede ocasionar amarillamiento de los bordes y la parte superior de
las hojas.
Almacenamiento y Manipulación
El almacenamiento en áreas donde pueda haber concentración de
gases de escape de motores o calefactores también puede ocasionar
amarillamiento. Generalmente, una breve exposición a la luz hará que
ese color desaparezca. Si Tyvek® fuera almacenado en exteriores,
deberá quedar protegido contra la luz solar directa, porque una
exposición prolongada a la luz UV deteriorará sus propiedades físicas.

50
BUENO PARA LO QUE USTED HAGA.
BUENO PARA EL LUGAR EN DONDE LO HAGA
Cualquier cosa impresa en DuPont™ Tyvek® causa un
impacto en quienes lo ven y no en el medio ambiente.
Conservación de Recursos
El material de Tyvek® reciclado se utiliza
para fabricar madera plástica para pisos,
muebles de jardín, mesas de picnic y
maderas de paisajismo.
INCINERACIÓN DE RESIDUOS PARA
CONVERSIÓN A ENERGÍA
Tyvek® puede ser incinerado con seguridad. En condiciones
ideales, produce agua y dióxido de carbono, sin dejar básicamente
ningún residuo a ser desechado. En verdad, Tyvek® es un excelente
combustible para la generación de calor o electricidad, puede
producir dos o más veces el valor energético carbón, y tiene la
misma clasificación en BTUs que el petróleo.
RELLENO SANITARIO
Considerando que Tyvek® es un material reciclable de alto valor,
DuPont promueve su reciclaje pre y post-consumo. Sin embargo, si
fuera necesario, Tyvek® puede disponerse con seguridad en un
relleno sanitario al final de su vida útil. Tyvek® no lixiviará en las
aguas subterráneas porque es químicamente inerte y no contiene
aglutinantes.
DuPont administra programas de reciclaje a escala global, y los
ejemplos de nuestra recuperación del Tyvek® usado incluyen sobres
en EUA y banners en Malasia.
REDUCCIÓN DE FUENTES Y MINIMIZACIÓN DE
MATERIALES
Tal vez el beneficio más importante de Tyvek® sea su
resistencia y durabilidad respecto a su ligereza. Por ejemplo, los
sobres de Tyvek® generalmente pesan la mitad de otros
materiales. Además, la durabilidad de los productos elaborados
con Tyvek® tiene potencial de reúso.
51
¿PROBLEMAS?
SOLUCIONES.
La satisfacción del cliente de DuPont™ Tyvek® es
consistentemente alta. Sin embargo, si usted llegara a
considerar que la calidad del material DuPont™ Tyvek® que
recibe está fuera de las especificaciones establecidas, basta
comunicarse con su proveedor o con un Representante de
Atención al Cliente de DuPont al 010800-849-75-14. Al
hacerlo, por favor, considere los siguientes aspectos:
Atención al Cliente
DEFECTOS EN ROLLOS
Si un rollo Tyvek® tuviera defectos o el procesamiento no
fuera aceptable, usted podrá enviar a DuPont una muestra con
largo total de 10 yd (9 m), con el número de empaque. Algunos
defectos podrían requerir la devolución del rollo completo de
material. Por favor, no destruir el material en cuestión.
ARRUGAS O ESTRÍAS
Si un rollo tuviera presencia de arrugas o estrías inaceptables,
que no pudieran eliminarse con un rodillo arqueado o con una
barra tensora (spreader bar) en los primeros 450 m, deberá ser
rechazada y separado. Solicite autorización para la devolución
por parte del distribuidor o Representante de Atención al
Cliente de DuPont. Se deberá incluir el número de empaque.
CANCELACIÓN DE TRABAJOS
Antes de cancelar un trabajo con alimentación de hojas debido
a la calidad de la impresión, favor de imprimir 15 hojas
consecutivas del mismo en papel offset, y conservarlas con el
Tyvek® rechazado para ayudarnos a evaluar el problema.
Insistimos, si se presenta una queja, es sumamente importante
identificar los números de los empaques.
52
JUSTO DONDE LO NECESITA.
Probablemente su actual proveedor de sustratos también podrá
suministrar DuPont™ Tyvek®.
Tyvek® está disponible en múltiples formas y a través de múltiples
canales de distribución en todo el mundo.
Tyvek® Tipo 10 está disponible a través de distribuidores y
vendedores seleccionados de papel en rollos completos, rollos
cortados u hojas. Es posible obtener una lista de distribuidores de
rollos u hojas de Tyvek® recubierto y no recubierto, de color o con
recubrimiento sensible a la presión, puede obtenerse comunicándose
con DuPont al teléfono 01800-849-75-14 o en www.tyvek.com.
DuPont embarca los rollos de Tyvek® protegidos con una película
termoencogible. Los rollos con anchura pequeña se transportan con
más de uno por empaque. Algunos rollos pueden tener empalmes, y
cada uno está identificado con una etiqueta.
Al igual que el papel, el Tipo 10 tiene características superficies
diferentes en cada lado, y se enrolla con el lado suave hacia fuera. Los
productos Tipo 14 se enrollan con el lado liso hacia afuera. Esta
información está contenida en la etiqueta del empaque.
Disponibilidad
ETIQUETA DE CONTENIDO
La etiqueta del empaque de Tyvek® se encuentra en la parte
exterior de cada paquete. Hay una etiqueta dentro del núcleo.
Sugerimos a los clientes que registren los números de empaque
y los guarden durante todo el procesamiento. Las consultas
sobre rollos específicos deberán ser enviadas con los números
de empaque.
Los productos Tyvek® Tipo 10 están disponibles en una amplia
variedad de anchuras en rollos con DE nominal de 28 in (0.7-m) o 39
in (1 m) con núcleos de DI de 3 in (7.6 cm). Los rollos de los
productos Tipo 14 también están disponibles en núcleos con DI de 3
in (7.6 cm), en rollos con DE de 21.5 in (0.54 m), 28 in o 39 in (1 m)
de DE. No todas las anchuras y diámetros están disponibles en todos
los estilos.

53
1. En el caso de las prendas de protección de uso limitado o desechable, el usuario debe visitar el sitio web http://personalprotection.Dupont.com.
2. Las pruebas fueron realizadas en Tyvek® 1073D.
3. La muestra se amarilló después de la exposición.
RESISTENCIA DE DUPONT™ TYVEK® A SOLUCIONES SALINAS1
La resistencia a la ruptura de los Tipos 10 y 142 no es afectada después de la exposición de 1,000 horas a 70˚F (21˚C) a las soluciones
salinas saturadas que se indican a continuación:
Bisulfato de Sodio
Bromuro de Sodio
Bromuro Estañoso
Citrato Férrico3
Cloruro de Aluminio
Cloruro de Amonio
Cloruro de Cadmio
Cloruro de Calcio
Cloruro de Cobre
Cloruro de Magnesio
Cloruro de Níquel
Cloruro de Potasio
Cloruro de Sodio
Cloruro de Zinc
Cloruro Estánico
Cloruro Estañoso
Cloruro Férrico3
Cloruro Manganoso
Cloruro Mercúrico
Fluoruro de Sodio
Nitrato de Amonio
Nitrato de Plata
Nitrato de Sodio
Nitrato Férrico
Nitrito de Sodio
Oxalato Férrico3
Sulfato Crómico
Sulfato de Aluminio
Sulfato de Amonio
Sulfato de Amonio Férrico3
Sulfato de Cobalto
Sulfato de Cobre
Sulfato de Potasio Férrico3
Sulfato de Sodio
Sulfato Férrico3
Sulfato Ferroso3
Tiocianato de Amonio
Tiocianato de Calcio
Tiocianato de Potasio
Tiocianato de Sodio
Tablas de Información del Producto
TABLA I
LINEAMIENTOS TÉCNICOS
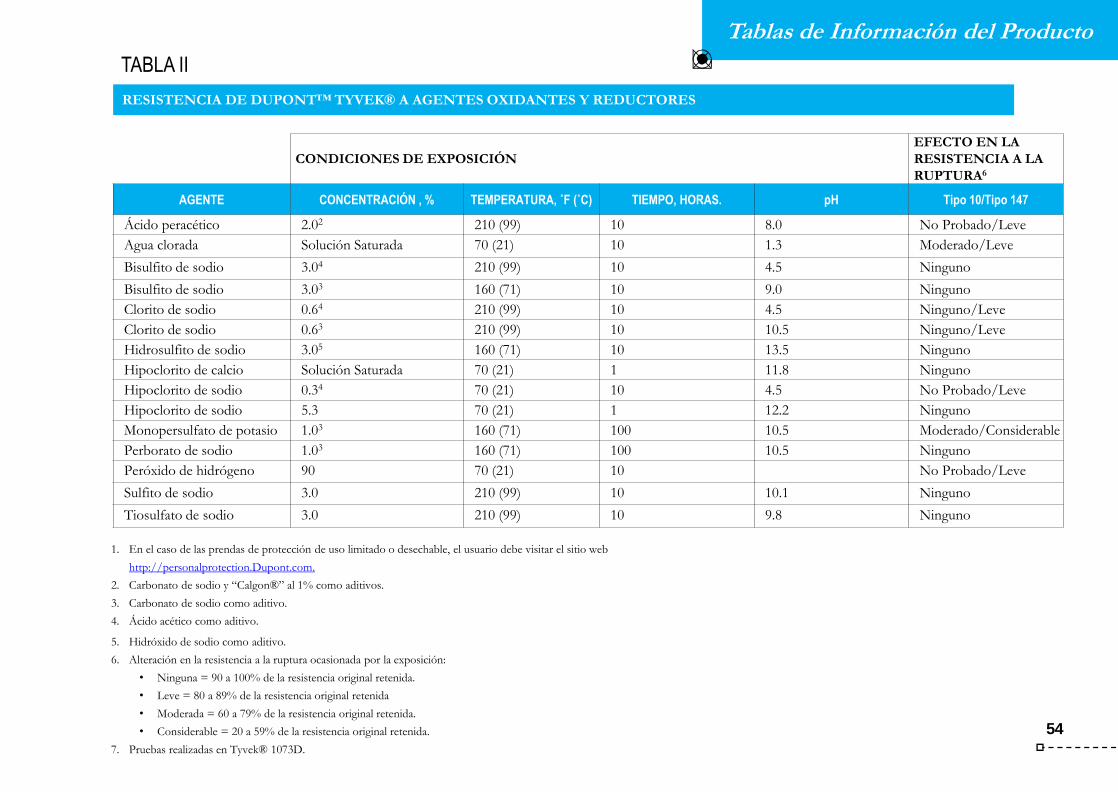
1. En el caso de las prendas de protección de uso limitado o desechable, el usuario debe visitar el sitio web
http://personalprotection.Dupont.com.
2. Carbonato de sodio y “Calgon®” al 1% como aditivos.
3. Carbonato de sodio como aditivo.
4. Ácido acético como aditivo.
5. Hidróxido de sodio como aditivo.
6. Alteración en la resistencia a la ruptura ocasionada por la exposición:
• Ninguna = 90 a 100% de la resistencia original retenida.
• Leve = 80 a 89% de la resistencia original retenida
• Moderada = 60 a 79% de la resistencia original retenida.
• Considerable = 20 a 59% de la resistencia original retenida.
7. Pruebas realizadas en Tyvek® 1073D.
54
CONDICIONES DE EXPOSICIÓN
EFECTO EN LA
RESISTENCIA A LA
RUPTURA6
AGENTE CONCENTRACIÓN , % TEMPERATURA, ˚F (˚C) TIEMPO, HORAS. pH Tipo 10/Tipo 147
Ácido peracético 2.02 210 (99) 10 8.0 No Probado/Leve
Agua clorada Solución Saturada 70 (21) 10 1.3 Moderado/Leve
Bisulfito de sodio 3.04 210 (99) 10 4.5 Ninguno
Bisulfito de sodio 3.03 160 (71) 10 9.0 Ninguno
Clorito de sodio 0.64 210 (99) 10 4.5 Ninguno/Leve
Clorito de sodio 0.63 210 (99) 10 10.5 Ninguno/Leve
Hidrosulfito de sodio 3.05 160 (71) 10 13.5 Ninguno
Hipoclorito de calcio Solución Saturada 70 (21) 1 11.8 Ninguno
Hipoclorito de sodio 0.34 70 (21) 10 4.5 No Probado/Leve
Hipoclorito de sodio 5.3 70 (21) 1 12.2 Ninguno
Monopersulfato de potasio 1.03 160 (71) 100 10.5 Moderado/Considerable
Perborato de sodio 1.03 160 (71) 100 10.5 Ninguno
Peróxido de hidrógeno 90 70 (21) 10 No Probado/Leve
Sulfito de sodio 3.0 210 (99) 10 10.1 Ninguno
Tiosulfato de sodio 3.0 210 (99) 10 9.8 Ninguno
Tablas de Información del Producto
TABLA II
RESISTENCIA DE DUPONT™ TYVEK® A AGENTES OXIDANTES Y REDUCTORES

55
SUSTANCIA QUÍMICA
ORGÂNICA
EFECTO EN LA
RESISTENCIA A LA
RUPTURA3
Aceite de algodón Ninguno
Aceite de linaza Ninguno/Leve
Aceite de pino Ninguno
Aceite mineral Ninguno
Acetamida4 Ninguno
Acetato n-amilo Ninguno
Acetona Ninguno
Ácido acético Ninguno
Ácido fórmico8 No Probado/Leve
Ácido oleico Leve
Ácido trifluoracético Ninguno
Acrilonitrilo Ninguno/Leve
Alcohol bencílico Ninguno
Alcohol etílico Ninguno
Alcohol metílico Leve/Ninguno
Alcohol n-amílico Ninguno5
Alcohol n-butílico Ninguno
Anilina Ninguno
Benceno Ninguno
Benzaldehído Ninguno
Bisulfito de carbono Ninguno
Ciclohexanona Leve/Ninguno
Cloroformo Ninguno
Clorohidrina Ninguno
Cloruro de bencilo Ninguno
Cloruro de metileno Leve/Ninguno
SUSTANCIA QUÍMICA
ORGÂNICA
EFECTO EN LA
RESISTENCIA A LA
RUPTURA3
Dimetilacetamida Ninguno
Dimetilformamida Ninguno
Dimetilsulfoxido Ninguno
Dioxano, 1-4 Ninguno/Leve
Éter No Probado/Leve
Etilacetato Ninguno
Etileno glicol Ninguno
Fenol4 Ninguno
Formaldehído7 Ninguno
Gasolina (con plomo) Ninguno/Leve
Glicerol Ninguno
m-Cresol Ninguno/Leve
Metil etil cetona Ninguno
Monoclorobenceno Ninguno
Nitrobenceno Leve/Ninguno
p-Diclorobenceno6 Ninguno
Perclororetileno Ninguno
Piridina Ninguno
Queroseno Ninguno/Leve
Sulfato férrico Ninguno
Tetracloroetano Ninguno
Tetracloruro de carbono Ninguno
Tricloroetileno Ninguno
Trietilamina Ninguno
Turpentina Ninguno
Tablas de Información del Producto
TABLA III
RESISTENCIA DE DUPONT™ TYVEK® A SOLVENTES ORGÁNICOS2
Probado en concentraciones al 100% a 70˚F (21˚C) por 1,000 Horas, excepto si se indica lo contrario.
1. Pruebas realizadas en Tyvek® 1073D
2. En el caso de las prendas de protección
de uso limitado o desechable, el usuario
debe visitar el sitio web
http://personalprotection.Dupont.com
.
3. Alteración en la resistencia a la ruptura
ocasionada por la exposición:
• Ninguna = 90 a 100% de la
resistencia original retenida.
• Leve = 80 a 89% de la resistencia
original retenida
4. Prueba realizada a 200°F (93 °C).
5. La muestra se amarilló después de la
exposición
6. Prueba realizada a concentración del
100% en H2O.
7. Prueba realizada a concentración del
10% en H2O.
8. Prueba realizada a concentración del
91% en H2O.
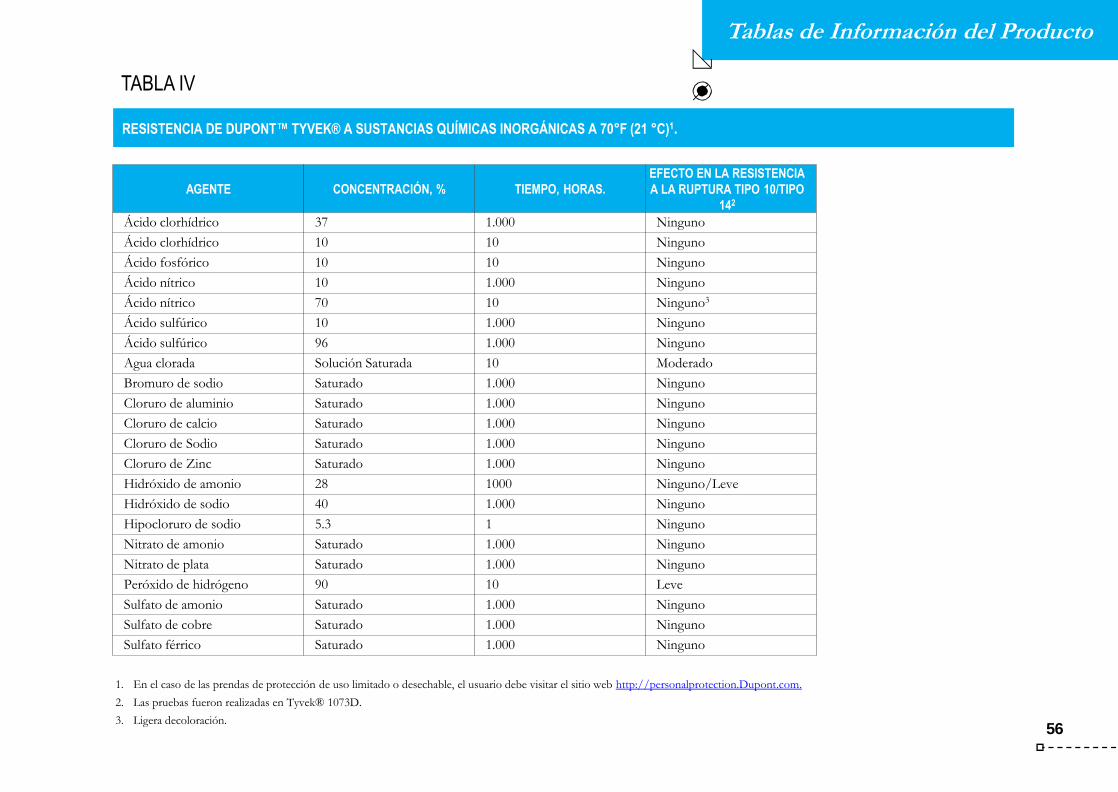
56
AGENTE CONCENTRACIÓN, % TIEMPO, HORAS.
EFECTO EN LA RESISTENCIA
A LA RUPTURA TIPO 10/TIPO
142
Ácido clorhídrico 37 1.000 Ninguno
Ácido clorhídrico 10 10 Ninguno
Ácido fosfórico 10 10 Ninguno
Ácido nítrico 10 1.000 Ninguno
Ácido nítrico 70 10 Ninguno3
Ácido sulfúrico 10 1.000 Ninguno
Ácido sulfúrico 96 1.000 Ninguno
Agua clorada Solución Saturada 10 Moderado
Bromuro de sodio Saturado 1.000 Ninguno
Cloruro de aluminio Saturado 1.000 Ninguno
Cloruro de calcio Saturado 1.000 Ninguno
Cloruro de Sodio Saturado 1.000 Ninguno
Cloruro de Zinc Saturado 1.000 Ninguno
Hidróxido de amonio 28 1000 Ninguno/Leve
Hidróxido de sodio 40 1.000 Ninguno
Hipocloruro de sodio 5.3 1 Ninguno
Nitrato de amonio Saturado 1.000 Ninguno
Nitrato de plata Saturado 1.000 Ninguno
Peróxido de hidrógeno 90 10 Leve
Sulfato de amonio Saturado 1.000 Ninguno
Sulfato de cobre Saturado 1.000 Ninguno
Sulfato férrico Saturado 1.000 Ninguno
Tablas de Información del Producto
TABLA IV
RESISTENCIA DE DUPONT™ TYVEK® A SUSTANCIAS QUÍMICAS INORGÁNICAS A 70°F (21 °C)1.
1. En el caso de las prendas de protección de uso limitado o desechable, el usuario debe visitar el sitio web http://personalprotection.Dupont.com.
2. Las pruebas fueron realizadas en Tyvek® 1073D.
3. Ligera decoloración.
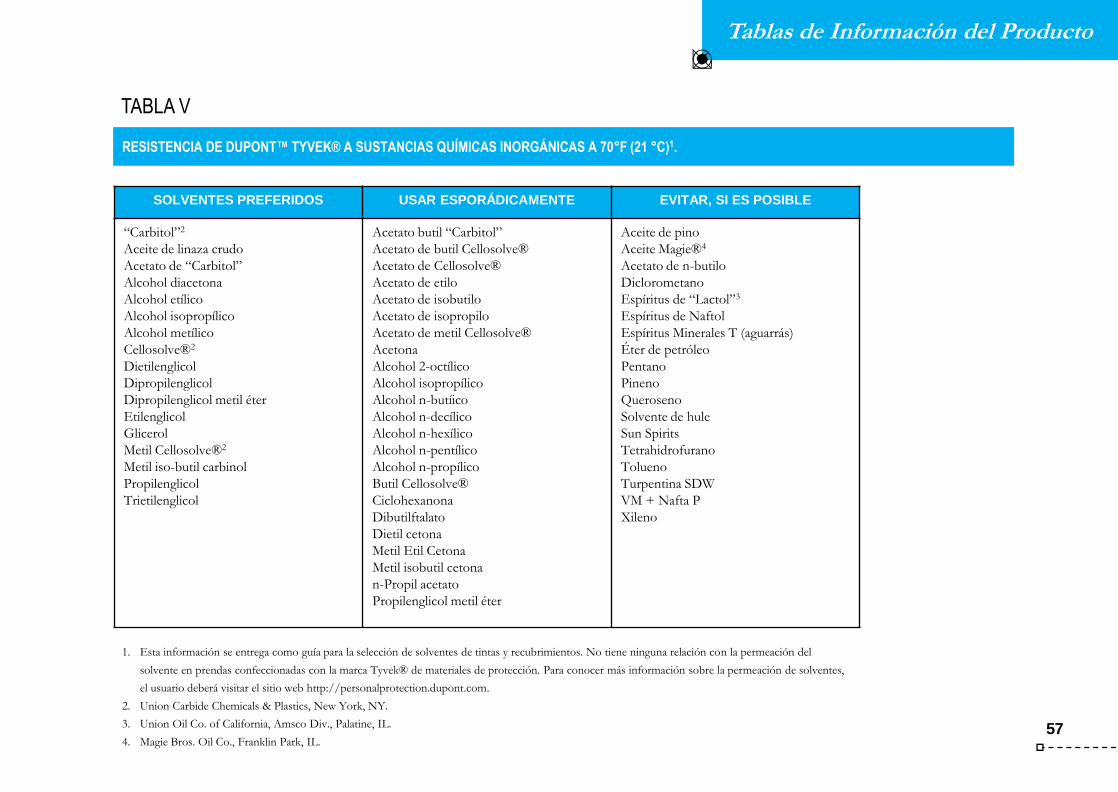
57
Tablas de Información del Producto
TABLA V
RESISTENCIA DE DUPONT™ TYVEK® A SUSTANCIAS QUÍMICAS INORGÁNICAS A 70°F (21 °C)1.
1. Esta información se entrega como guía para la selección de solventes de tintas y recubrimientos. No tiene ninguna relación con la permeación del
solvente en prendas confeccionadas con la marca Tyvek® de materiales de protección. Para conocer más información sobre la permeación de solventes,
el usuario deberá visitar el sitio web http://personalprotection.dupont.com.
2. Union Carbide Chemicals & Plastics, New York, NY.
3. Union Oil Co. of California, Amsco Div., Palatine, IL.
4. Magie Bros. Oil Co., Franklin Park, IL.
SOLVENTES PREFERIDOS USAR ESPORÁDICAMENTE EVITAR, SI ES POSIBLE
“Carbitol”2
Aceite de linaza crudo
Acetato de “Carbitol”
Alcohol diacetona
Alcohol etílico
Alcohol isopropílico
Alcohol metílico
Cellosolve®2
Dietilenglicol
Dipropilenglicol
Dipropilenglicol metil éter
Etilenglicol
Glicerol
Metil Cellosolve®2
Metil iso-butil carbinol
Propilenglicol
Trietilenglicol
Acetato butil “Carbitol”
Acetato de butil Cellosolve®
Acetato de Cellosolve®
Acetato de etilo
Acetato de isobutilo
Acetato de isopropilo
Acetato de metil Cellosolve®
Acetona
Alcohol 2-octílico
Alcohol isopropílico
Alcohol n-butíico
Alcohol n-decílico
Alcohol n-hexílico
Alcohol n-pentílico
Alcohol n-propílico
Butil Cellosolve®
Ciclohexanona
Dibutilftalato
Dietil cetona
Metil Etil Cetona
Metil isobutil cetona
n-Propil acetato
Propilenglicol metil éter
Aceite de pino
Aceite Magie®4
Acetato de n-butilo
Diclorometano
Espíritus de “Lactol”3
Espíritus de Naftol
Espíritus Minerales T (aguarrás)
Éter de petróleo
Pentano
Pineno
Queroseno
Solvente de hule
Sun Spirits
Tetrahidrofurano
Tolueno
Turpentina SDW
VM + Nafta P
Xileno

tyvek.com
En caso de tener alguna duda con respecto al pedido, transporte, almacenamiento, manipulación o disposición
de los materiales de protección marca Tyvek®, por favor, comuníquese con un representante de DuPont:
01800 849 7514
Consideramos que esta información es la mejor actualmente disponible sobre el tema. Está sujeta a revisión
conforme se obtengan conocimientos y experiencia adicionales. DuPont no otorga ninguna garantía ni asume
ninguna responsabilidad con relación a esta información. Cualquier persona que pretenda utilizar las
recomendaciones contenidas en esta publicación relacionadas con los equipos, técnicas de procesamiento o
productos químicos, primero deberá garantizar si dichas recomendaciones son adecuadas para su uso, y seguir
todas las normas de seguridad y salud adecuadas. Esta publicación no constituye una licencia operativa, ni
pretende sugerir la infracción de cualesquier patentes existentes.
El rápido avance del conocimiento sobre los nuevos efectos tóxicos de largo plazo de muchas sustancias
químicas enfatiza la necesidad de reducir la exposición humana a ellas en la mayor medida posible.
Recomendamos ampliamente que los procesadores busquen y cumplan con las instrucciones vigentes de los
fabricantes o proveedores para la manipulación de cada sustancia química que utilicen.
© 2015.Todos los derechos reservados. El Logo Ovalado de DuPont Oval, DuPont™, Tyvek®, Brillion,®
Cyrel®, Mylar® y Teflon® son marcas registradas de DuPont o sus subsidiarias. Pantone® es marca
registrada de Pantone, Inc. Adobe® y Photoshop® son marcas registradas da Adobe Systems, Inc., Cellosolve®
es marca registrada de Union Carbide. Magie® es marca registrada de Magie Brothers Oil Company.