planeaciÓn de requerimiento de materiales mrp: … · primas, componentes, subensambles y...
TRANSCRIPT

101
PLANEACIÓN DE REQUERIMIENTO DE MATERIALES MRP: Material Requeriments Planning
OBJETIVO
Construir el MRP, para determinar las órdenes de producción y/ compras de
componentes.
DEFINICIÓN
El MRP es un programa cuyo objetivo es determinar las cantidades de materias
primas, componentes, subensambles y ensambles requeridos en cada periodo del
horizonte de planeamiento para satisfacer el Programa Maestro de Producción (MPS).
El MRP supone que el Programa Maestro de Producción es factible, ya que no
considera limitaciones de capacidad de producción.
El MRP crea las órdenes de compra y de producción para los artículos con
demanda dependiente.

101
BENEFICIOS
Mejorar el servicio al cliente, mediante el cumplimiento de las promesas de
entrega y acortando los plazos de entrega.
Reducir la inversión en inventarios, ya que el MRP sincroniza la compra y
producción de los distintos materiales de acuerdo al momento en que se los va a requerir.
Mejorar la eficiencia de operación de la planta, mediante la mejora en el control
de la entrega y sincronización de las entrega de insumos y materias primas para cada
operación del proceso. Permite reducir el impacto de cambios en el MPS, acelerando o
retrasando los flujos de insumos.
CONSTRUCCIÓN
Para llevar a cabo esta técnica necesitamos los siguientes datos:
1. La estructura de cada producto, calculando los componentes, materiales y
cantidades necesarios de cada uno. Esa estructura da lugar a una lista de
materiales conocida con el nombre de BOM (bill of materials).
2. Stocks iniciales del producto final y de cada uno de los materiales o componentes
que lo conforman.
3. Lead time o tiempo que se necesita desde que se solicita un componente o
material hasta que se obtiene.
4. Tamaño del lote mínimo que se puede adquirir para cada uno de los componentes
o materiales.

102
LISTA DE MATERIALES
BOM: Bill of Material
OBJETIVO
Construir la estructura arbolar de un producto (demanda independiente), y los
ensambles y componentes (demanda dependiente) necesarios para su construcción.
DEFINICIÓN
El BOM es una lista estructurada de todos los materiales o partes necesarios
para producir un producto terminado en particular, un ensamble, un subensamble, una
parte manufacturada o una parte comprada.
El archivo de lista de materiales (BOM) contiene la descripción completa de
productos e indica no sólo los materiales, las piezas y los componentes, sino además la
secuencia de creación del producto.
Ejm 1: Se tiene el siguiente producto:
La lista de componentes (estructura arbolar), luego de analizar la imagen
mostrada, se tiene la siguiente estructura:

103
Nota:
El número entre paréntesis, indica la cantidad de unidades de dicho componente
para 1 unidad del componente inmediato superior.
Padre: elemento que tiene sólo hijos (Ejm Mesa).
Ensamble: elemento que tiene padre e hijos (Ejm Ensamble de patas).
Componente: elemento que tiene sólo padre (Ejm Cubierta, travesaños, patas).
Ejm 2: Estructura de una silla

104
JERARQUÍA DE NIVELES Los productos finales, ensambles y componentes; al representarse mediante una
estructura de árbol, conforman niveles jerárquicos (similar a un organigrama).
Esto nos permite, entre otras cosas:
Seguir el orden jerárquico de la lista de materiales.
Identificar el origen de los requerimientos, si el artículo aparece en varios
niveles del BOM (ver C, E, F, G), el orden se establece según el nivel más bajo
en el cual aparece (ver imagen inferior).
El requerimiento bruto de un artículo depende de los lanzamientos
programados de todos los artículos-padres de los que forma parte.

105
BOM: Casos propuestos
1. El producto A comprende los subensambles B y C. El subensamble B necesita dos
partes de D y una de E. El subensamble C requiere una parte de D y una parte de F.
Construir el árbol estructural.
2. Una unidad de A consta de 2 unidades de B y tres unidades de C. Cada B consta de
una unidad de F. C se obtiene de una unidad de D, una unidad de E y dos unidades
de F.
3. El producto A es una pieza final y se obtiene de dos unidades de B y cuatro unidades
de C. B se obtiene de tres unidades de D y dos unidades de E. C se obtiene de dos
unidades de F y dos de E. Presente la lista de materiales (árbol estructural del
producto).
4. El producto A consta de dos unidades del subensamble B, tres unidades de C y una
unidad de D. B consta de cuatro unidades de E y tres unidades de F. C se obtiene
de dos unidades de H y tres unidades de D. H se obtiene de cinco unidades de E y
dos unidades de G. Elabore una lista de materiales simple (árbol estructural del
producto).
5. Una unidad de A se obtiene de tres unidades de B, una unidad de C y dos unidades
de D. B consta de dos unidades de E y una unidad de D. C se obtiene de una unidad
de B y dos unidades de E. E se obtiene de una unidad de F.
6. La unidad A se obtiene de dos unidades de B, tres unidades de C y dos unidades de
D. B consta de una unidad de E y dos unidades de F. C se obtiene de dos unidades
de F y una unidad de D. E se obtiene de dos unidades de D.
7. Una unidad de A se obtiene de una unidad de B y una unidad de C. B se obtiene de
cuatro unidades de C y una unidad de E y de F. C se obtiene de dos unidades de D
y una unidad de E. E se obtiene de tres unidades de F.
8. Una unidad de A se obtiene de dos unidades de B y una unidad de C. B se obtiene
de tres unidades de D y una unidad de F. C consta de tres unidades de B y una
unidad de D y cuatro unidades de E. D se obtiene de una unidad de E.
9. Se ensambla un teléfono con un auricular y una base. El primero a su vez se
ensambla con una manija y un cordón; el segundo se ensambla a partir de una caja,
un tablero de circuitos y una placa frontal. Construir la estructura arbolar.
10. Speaker Kit S.A. empaqueta componentes de alta fidelidad para pedidos por correo.
Los componentes de su equipo de alta fidelidad más apreciado por el público, el
“Awesone” (A), incluye 2 equipos de altavoces (B) y 3 equipos estéreo de 300 watios
(C). Cada unidad B, incluye 2 altavoces estándar de 12” (D) y 2 cajas de transporte
(E) con su kit de instalación. Cada equipo estéreo (C) tiene 2 amplificadores de
altavoces (F) y 2 cajas de transporte e instalación (E). Un amplificador de altavoces
(F) consta de un amplificador (G) y de una pareja de altavoces estándar de 12” (D).
Construir la estructura arbolar de componentes.
Fuente: Adm de Operaciones: Richard Chase

106
MRP: Componentes
OBJETIVO
Calcular la cantidad de elementos o componentes que se requieren para atender
la demanda o plan de producción.
CANTIDAD NETA DE COMPONENTES
Conociendo la demanda
Para determinar los requerimientos de materiales, en una situación como la
presente, deberá realizar las siguientes acciones:
1. Dado el enunciado de composición del producto final, construir la estructura
arbolar.
2. Multiplicar la demanda del producto final por la cantidad requerida de cada
componente, desde el producto final hasta "llegar" a cada una de las ramas.
Ejm: Se tiene que atender una demanda de 150 mesas. Determine la cantidad
necesaria de cada uno de los componentes, para poder atender el pedido.
Solución:
Mesa: 150 unid
Cubierta: 150 mesas (1 cub/mesa) = 150 unid
Ensamble patas: 150 mesas (1 ens pat/mesa) = 150 unid
Travesaños cortos: 150 mesas (1 ens pat/mesa) (2 trav cto/ens) = 300 unid
Travesaños largos: 150 mesas (1 ens pat/mesa) (2 trav lgo/ens) = 300 unid
Patas: 150 mesas (1 ens pat/mesa) (4 pat/ens) = 600 unid

107
Conociendo la demanda e inventarios
Para determinar los requerimientos de materiales, según este modelo, deberá
realizar las siguientes acciones:
1. Dado el enunciado de composición del producto final, construir la estructura
arbolar.
2. Calcule los requerimientos netos (demanda - inventario), para cada componente;
esta operación debe realizarse por niveles.
Ejm: Con los datos del caso anterior, y los inventarios según la tabla adjunta; determine
los requerimientos de componentes.
Mesa: 50 unid
Cubierta: 20 unid
Ensamble patas: 30 unid
Travesaños cortos: 150 unid
Travesaños largos: 100 unid
Patas: 120 unid
Solución:
Mesa: 150 - 50 = 100 unid
Cubierta: 100 mesas (1cub/mesa) - 20 = 80 unid
Ensamble patas: 100 mesas (1 ens pat/mesa) - 30 = 70 unid
Travesaños cortos: 70 ens pat/mesa (2 trav cto/ens) - 150 = (10) unid (no fabricar)
Travesaños largos: 70 ens pat/mesa (2 trav lgo/ens) - 100 = 40 unid
Patas: 70 ens pat/mesa (4 pat/ens) - 120 = 160 unid
Conociendo la demanda, inventarios y recepción pendiente
Para determinar los requerimientos de materiales, según este modelo, deberá realizar
las siguientes acciones:
1. Dado el enunciado de composición del producto final, construir la estructura
arbolar.
2. Identificar la jerarquía de niveles.
3. Construir una tabla de horizonte de tiempo (proyección)
4. Calcule los requerimientos netos:
NB: Necesidades brutas (demanda del producto/ensamble/componente)
terminado.
INV: Inventario neto = Inventario inicial - Stock de seguridad.
RPL: Recepción planeada: Inventario disponible en el tiempo "i-ésimo".
sólo utilizar las que--> tiempo arribo <= tiempo de la demanda
NN: Necesidades netas = NB-INV-RPL.

108
Ejm: Se tiene que atender una demanda de 150 mesas, las cuales deben entregarse en
la semana 5. Determine la cantidad necesaria de cada uno de los componentes, para
poder atender el pedido.
Inv inicial: 25 mesas.
Recepción planeada: 35 mesas, en la semana 3
Solución:
Sem 0 Sem 1 Sem 2 Sem 3 Sem 4 Sem 5 Nec Brutas 150 Invent Neto 25
Recep Planeada 35
Nec Netas 90
Fecha de la emisión de orden
Determinadas las necesidades netas, se debe precisar el momento en que se
emitirá la orden de producción o compra; en función al lead time o tiempo de
abastecimiento, cuyo valor indica cuántos periodos "retroceder" en el horizonte de
planeación.
Ejm: Se tiene que atender una demanda de 150 mesas, las cuales deben entregarse en
la semana 5. Determine la cantidad necesaria de cada uno de los componentes, para
poder atender el pedido.
Inv inicial: 25 mesas.
Recepción planeada: 35 mesas, en la semana 3.
Tiempo atención: 2 semanas
Solución:
Sem 0 Sem 1 Sem 2 Sem 3 Sem 4 Sem 5
Nec Brutas 150
Invent Neto 25
Recep Planeada 35
Nec Netas 90
Emisión Orden ???
La orden de producción o compra, deberá iniciarse la sem 3. ¿Cuánto pedir?, ver
el tema siguiente.

109
Tamaño de la orden de pedido
Lote por lote
La cantidad a pedir (producción/compra), es la calculada en las necesidades
netas, es decir, EO=NN, esto nos recuerda las unidades a granel.
Ejm. Para el caso propuesto, el proveedor suministra los insumos por unidades
Sem 0 Sem 1 Sem 2 Sem 3 Sem 4 Sem 5
Nec Netas 90
Emisión Orden 90
por lo tanto, la orden de producción o compra, es por 90 unidades (exactamente la que
se necesita).
Lote fijo
La cantidad a pedir (producción/compra), es un múltiplo de las necesidades
netas, es decir, EO>=NN, esto nos recuerda las unidades por lotes o paquetes.
Ejm. Para el caso propuesto, el proveedor suministra los insumos en lotes (50
unidades/lote)
Sem 0 Sem 1 Sem 2 Sem 3 Sem 4 Sem 5
Nec Netas 90
Emisión Orden 100
por lo tanto, la orden de producción o compra, es por 100 unidades (2 lotes).
HORIZONTE DE PLANEACIÓN
OBJETIVO
Determinar el tiempo tardío de inicio de procesos
CONCEPTO
Conocida la estructura arbolar, y los tiempos de arribo o de abastecimiento;
determinar con cuánta anticipación (a más tardar) se debe emitir la orden de producción.

110
Según podemos apreciar en la imagen, de aceptar un pedido u orden de trabajo, éste debe ser aceptado 9 periodos antes de la fecha de entrega.

111
MRP: Caso "completo"
Ejemplo: Se tiene que atender una demanda de 150 mesas, las cuales deben entregarse en la semana 8. Además, se tiene la siguiente información:
Elemento
Inventario Recepción planeada
Lead time Emisión orden
Mesa 25 35 (sem 3) 2 LL
Cubierta 25
1 LL
Ensamble patas 30 20 (sem 2) 3 LF=50
Travesaño largo 40
1 LL
Travesaño corto 150
1 LL
Patas 120
2 LF=100
Determine la cantidad necesaria de cada uno de los componentes, para poder atender el pedido.
Solución:
a. Registrar la información disponible. b. Determinar las necesidades netas (NB-Inv-RP). c. Determinar el tamaño de la emisión de orden (elipses rojas). d. A partir de la EO, “trazar” flechas (“roja”) hacia los componentes dependientes
(“hijos”), estos valores constituyen las NB. e. Determine la NB de cada componente dependiente (según árbol de
componentes). f. Retornar al paso b., para el siguiente componente.

112
Componentes: Se ordenan según la jerarquía de niveles. Elipse roja: Tamaño de la orden de producción/compra. En el caso de la mesa, se debe iniciar la producción (ensamble) de 90 mesas, en la semana 6. Flecha roja: Los elementos dependientes. La mesa requiere 90 cubiertas (relación 1 a 1) y 90 ensambles de patas (relación 1 a 1). Flecha verde: Los elementos "sobrantes" (inventario) cuando la orden es mayor que la necesidad. En el caso del ensamble de patas, la producción es de 50 unidades, de las cuales se requieren 40 unidades, quedando 10 unidades para el periodo siguiente.

113
MRP: Casos propuestos
1. Dado el diagrama de árbol del producto a continuación (lista de materiales), si fuera a distribuir todas las piezas en la planta antes de construir una unidad del producto A,
¿Cuál sería el total de las piezas compradas (D, E, F y G)?
2. Un fabricante de juegos infantiles produce una figura de acción simbolizada como la pieza final A de la BOM que se muestra abajo. Se muestra también una tabla con las existencias de las piezas usadas en este ensamble. Calcule el costo de las piezas compradas para completar las 100 unidades de la pieza final A. Suponga que cada pieza comprada (B, D y F) cuesta 1.5 dólar.
Pieza A B C D E F
inventario 0 154 38 255 87 124
3. Una unidad de A se obtiene de tres unidades de B, una unidad de C y dos unidades de D. B consta de dos unidades de E y una unidad de D. C se obtiene de una unidad de B y dos unidades de E. E se obtiene de una unidad de F.
Las piezas B, C, E y F tienen tiempos de demora de una semana; A y D tienen tiempos de demora de dos semanas. Suponga que se aplica la técnica lote por lote (LL) para la determinación del tamaño de lote de las piezas A, B y F; se usan los tamaños de lote 50, 50 y 200 para las piezas C, D y E, Respectivamente. Las piezas C, E y F tienen existencias iniciales de 10, 50 y 150, respectivamente; las demás piezas tienen existencias iniciales de cero. Se programa la entrada de 10 unidades de A en la semana 2, 50 unidades de E en la semana 1 y 50 unidades de F en la semana 1. No hay más entradas programadas. Si en la semana 8 se necesitan 30 unidades de A, use la lista de materiales con codificación del nivel inferior para encontrar las expediciones de pedidos planeados necesarios para todas las piezas.
4. La unidad A se obtiene de dos unidades de B, tres unidades de C y dos unidades de D. B consta de una unidad de E y dos unidades de F. C se obtiene de dos unidades de F y una unidad de D. E se obtiene de dos unidades de D. Las piezas A, C, D y F tienen tiempos de demora de una semana; B y E tienen tiempos de demora de dos semanas. Se aplica la técnica lote por lote (L4L) para la determinación del tamaño de
114
lote de las piezas A, B, C y D; se usan los tamaños de lote de 50 y 180 para las piezas
E y F, respectivamente. La pieza C tiene existencias (iniciales) de 15; D tiene existencias de 50; las demás piezas tienen existencias iniciales de cero. Se programa la entrada de 20 unidades de la pieza E en la semana 2; no hay más entradas programadas. Prepare listas de materiales (árboles estructurales del producto) simples y con codificación del nivel inferior y listas de piezas escalonadas y resumidas. Si en la semana 8 se necesitan 20 unidades de A, use la lista de materiales con codificación de nivel inferior para encontrar las expediciones de pedidos planeados necesarias para todos los componentes.
5. Una unidad de A se obtiene de una unidad de B y una unidad de C. B se obtiene de cuatro unidades de C y una unidad de E y de F. C se obtiene de dos unidades de D y una unidad de E. E se obtiene de tres unidades de F. La pieza C tiene un tiempo de demora de una semana; las piezas A, B, E y F tienen tiempos de demora de dos semanas, y la pieza D tiene un tiempo de demora de tres semanas. Se aplica la técnica lote por lote para determinar el tamaño de lote de las piezas A, D y E; se usan los tamaños de lote 50, 100 y 50 para las piezas B, C y F, respectivamente. Las piezas A, C, D y E tienen existencias (iniciales) de 20, 50, 100 y 10, respectivamente; las demás tienen existencias iniciales de cero. Se programa la entrada de 10 unidades de A en la semana 1, 100 unidades de C en la semana 1 y 100 unidades de D en la semana 3; no hay más entradas programadas. Si en la semana 10 se necesitan 50 unidades de A, use la lista de materiales (árbol estructural del producto) con codificación de nivel inferior para encontrar las expediciones de pedidos planeados necesarias para todos los componente.
6. Una unidad de A se obtiene de dos unidades de B y una unidad de C. B se obtiene de tres unidades de D y una unidad de F. C consta de tres unidades de B y una unidad de D y cuatro unidades de E. D se obtiene de una unidad de E. La pieza C tiene un tiempo de demora de una semana; las piezas A, B, E y F tienen tiempos de demora de dos semanas; y la pieza D tiene un tiempo de demora de tres semanas. Se aplica la técnica lote por lote para la determinación del tamaño de lote de las piezas C, E y F; se usan los tamaños de lote 20, 40 y 160 para las piezas A, B y D, respectivamente. Las piezas A, B, D y E tienen existencias (iniciales) de 5, 10, 100 y 100, respectivamente; las demás tienen existencias iniciales de cero. Se programa la entrada de 10 unidades de A en la semana 3, 20 unidades de B en la semana 7, 40 unidades de F en la semana 5 y 60 unidades de E en la semana 2; no hay más entradas programadas. Si en la semana 10 se necesitan 20 unidades de A, use la lista de materiales, para encontrar las expediciones de pedido necesarias para todos los componentes.
7. Una unidad de A se obtiene de dos unidades de B y una unidad de C. B se obtiene de tres unidades de D y una unidad de F. C consta de tres unidades de B y una unidad de D y cuatro unidades de E. D se obtiene de una unidad de E. La pieza C tiene un tiempo de demora de una semana; las piezas A, B, E y F tienen tiempos de demora de dos semanas; y la pieza D tiene un tiempo de demora de tres semanas. Se aplica la técnica lote por lote para la determinación del tamaño de lote de las piezas C, E y F; se usan los tamaños de lote 20, 40 y 160 para las piezas A, B y D, respectivamente. Las piezas A, B, D y E tienen existencias (iniciales) de 5, 10, 100 y 100, respectivamente; las demás tienen existencias iniciales de cero. Se programa la entrada de 10 unidades de A en la semana 3, 20 unidades de B en la semana 7, 40 unidades de F en la semana 5 y 60 unidades de E en la semana 2; no hay más entradas programadas. Si en la semana 10 se necesitan 20 unidades de A, use la lista de materiales.

115
8. Una unidad de A consta de 2 unidades de B y tres unidades de C. Cada B consta de una unidad de F. C se obtiene de una unidad de D, una unidad de E y dos unidades de F. Las piezas A, B, C y D tienen 20, 50, 60 y 25 unidades de existencias. Se aplica la técnica lote por lote en los componentes A, B y C para determinar el tamaño de lote, mientras D, E y F necesitan comprar múltiplos de 50, 100 y 100 respectivamente. B tiene entregas programadas de 30 unidades en el periodo 1. No hay más entregas programadas. Los tiempos de demora son de un periodo para las piezas A, B y D y de dos periodos para C, E y F. Las necesidades brutas de A son 20 unidades en el periodo 1, 20 unidades en el periodo 2, 60 unidades en el periodo 6 y 50 unidades en el periodo 8. Encuentre las expediciones de pedidos planeados para todas las piezas.
9. Cada unidad de A consta de una unidad de B, dos unidades de C y una unidad de D. C consta de dos unidades de D y tres unidades de E. Las piezas A, C, D y E tienen existencias de 20, 10, 20 y 10 unidades, respectivamente. La pieza B tiene una entrega programada de 10 unidades en el periodo 1 y C tiene una entrega programada de 50 unidades en el periodo 1. Se aplica la técnica lote por lote (LL) para las piezas A y B. La pieza C necesita un tamaño de lote mínimo de 50 unidades. Se necesitan comprar múltiplos de 100 y 50, respectivamente, para D y E. Los tiempos de demora para las piezas A, B y C son de un periodo y para las piezas D y E son de dos periodos. Las necesidades brutas de A son 30 en el periodo 2, 30 en el periodo 5 y 40 en el periodo 8. Encuentre las expediciones de pedidos planeados de todas las piezas.
10. Brown y Brown Electronics fabrica una línea de reproductores de disco de video digital (DVD). Aun cuando hay diferencias entre ambos productos, hay un número de piezas comunes en cada reproductor. Abajo se presenta la lista de materiales con el número necesario de cada pieza, tiempos de demora y existencias actuales de piezas y componentes. Demanda 100 u del modelo A, para la semana 8; y 80 u del modelo B, para la semana 9.
Pieza A B C D E F G H I
Inventario 30 50 75 80 100 150 40 200 300
Tiempo (sem) 1 2 1 2 1 1 1 2 2

116
11. Se cu :
Elemento Disponible Stock Seg
Entrega (sem)
RecepProgr
Perchero 100 50 2 100 en sem 5 Base 20 10 1
Tronco 20 10 1
Percha 50 20 1 35 en sem 5 Goma antideslizante 20 10 1
Pie 20 10 1
Soporte 20 10 1
Colgador 20 10 1
12. La Old FurnitureCompany, fabrica sillas con base en el BOM adjunto. Asimismo, los inventarios y tiempos de entrega son los mostrados en la tabla adjunta.
La empresa quisiera producir 500 sillas en la semana 5 y 300 en la semana 6.
a. Desarrollar un plan de m a t e r i a l e s para t o d o s los componentes.
b. Cuál es el efecto de modificar el plan a 300 sillas en la semana 5 y a
400 en la semana 6.
Elemento Disponible Entrega (sem)
Sillas 100
Ensamble de las patas
50
Ensamble del respaldo
25
Asiento 40 3
Travesaños 1
Patas 1
Cubierta 30 2
Eje 80 2
enta con la si guiente inf ormació n, para a tender la siguient e demanda
Producto Sem 5 Sem 6 Sem 7 Sem 8 Sem 9 Sem 10
Perchero 200 250 225 200 150 200
Percha 50 60 60 50 40 50

117
13. Una empresa fabrica unas tijeras básicas que constan de tres partes: el lado derecho, el lado izquierdo y el tornillo que los mantiene juntos. En la actualidad, se tienen los inventarios y pedidos según tabla.
Elemento Disponible Entrega (sem)
RecepProgr
Tijeras 100 1
Lado izquierdo 50 2 100 en sem 2 Lado derecho 75 2 200 en sem 2 Tornillo 300 1 200 en sem 1
a. El plan maestro pide producir 300 sillas en la semana 4 y 400 en la semana 5.
b. El proveedor de lados derechos le llama para informarle que la entrega de las 200 partes se retrasarán una semana. ¿Qué efecto tendrá en el plan de materiales?
14. Una lámpara consta de un ensamble de marco y una pantalla (ver dibujo). El marco
se hace de un cuello, una clavija y una base, los cuales se ensamblan a partir de partes compradas. Se añade una pantalla al ensamble del marco para abricar la lámpara terminada. La cantidad de partes disponibles, las partes programadas para llegar y los tiempos de entrega para obtener más partes, se muestran en la tabla adjunta.
Elemento Disponible Entrega
(sem)
Lámpara 200 1 Soporte 100 2 Cuello 0 3 Clavija 300 2 Base 200 3
Pantalla 400 3
a. Se necesitan 1000 lámparas en la semana 7 y 1500 en la semana 8, elaborar
el plan completo de materiales. b. Si el tiempo de entrega para el ensamble de las lámparas se extiende de una
a dos semanas, ¿qué modificaciones se necesitarán en el plan de materiales para ajustarse a este cambio?
15. La BOM para el producto A se describe a continuación: A requiere una unidad D y
dos unidades C. A su vez, C requiere 2 unidades D y una unidad B. Se dispone delos siguientes inventarios.
118
Elemento Disponible Entrega (sem)
A 75 1
B 100 2
C 50 1
D 125 2
Si de repente le notifican que se necesitarán tres semanas, y no dos, para conseguri la parte D, ¿qué acciones tomaría ud?.
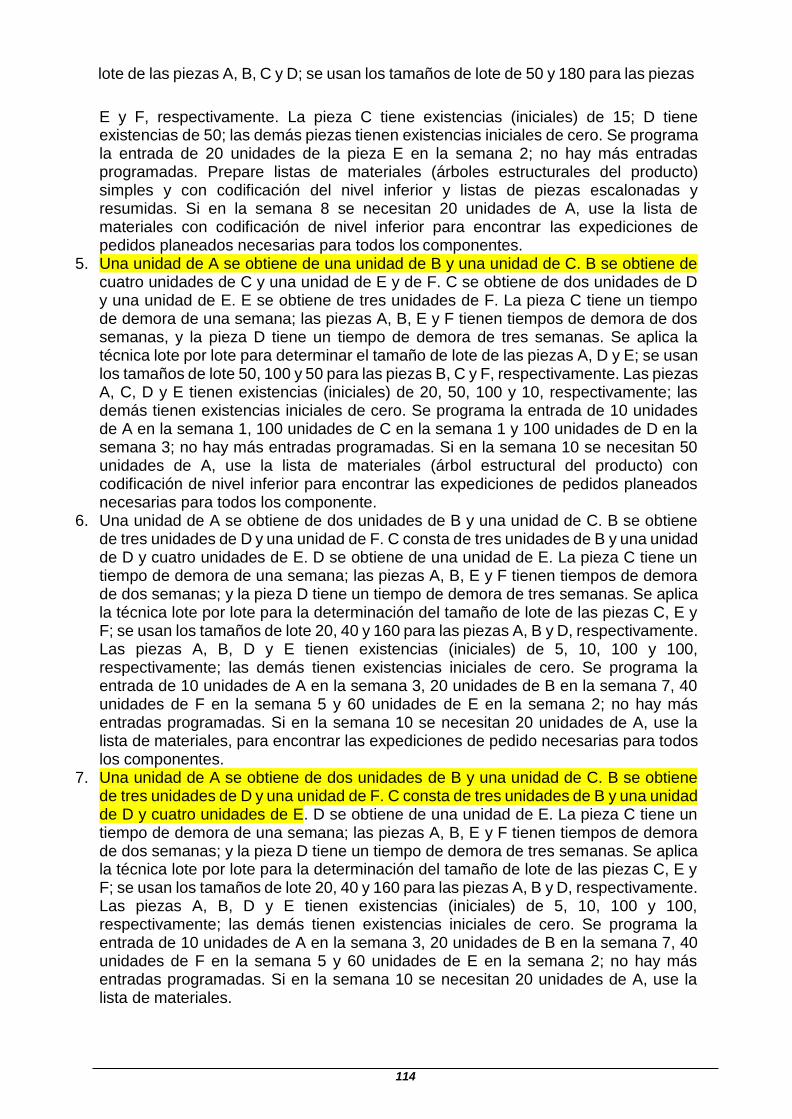
16. Se ensambla un teléfono con un auricular y una base. El primero a su vez se
ensambla con una manija y un cordón; el segundo se ensambla a partir de una caja, un tablero de circuitos y una placa frontal.
Elemento Disponible Entrega (sem)
Teléfono 200 1 Auricular 300 1 Manija 200 2 Cordón 75 2 Base 250 1 Caja 200 2 Tablero de circuitos 150 1 Placa frontal 300 2
a. La administración desea comenzar a ensamblar teléfonos cuanto antes. ¿Cuántos teléfonos se pueden fabricar con las pares disponibles y cuándo se los puede entregar?.
b. Suponga que es posible obtener otros 100 tableros de circuitos en una semana. ¿Qué efecto tendrá esto, respecto al punto anterior?.
17. Se ensambla un pequeño robot de juguete con seis partes-. Un cuerpo, una cabeza,
dos brazos y dos piernas. La empresa utiliza una lista de materiales de un solo nivel para ensamblar este producto. El número de partes disponibles y los tiempos de entrega (semanas) para obtener más partes se muestra a continuación.
a. Suponga que se recibe un pedido de 200 robots para principios de
la semana 4 y que se necesita una semana para ensamblar las Partes una vez que están todas disponibles. Elabore un plan completo de materiales para los robots. ¿Qué acciones se deben tomar de inmediato para poner el plan en marcha?.
Elemento Disponible Entrega (sem)
Cuerpo 25 Cabeza 50 Brazo 60
Pierna 80 1

119
b. El cliente ha llamado y ha preguntado si podría recibir una parte de los 200 robots tan pronto como sea posible. ¿Cuántos robots pueden ensamblarse y enviársele cuanto antes, y cuándo llegarían? ¿Cuáles son las implicaciones de esta acción?
c. El proveedor de cabezas acaba de enviar un correo electrónico que afirmaba que se necesitarán dos semanas para entregar las cabezas y no una. ¿Qué efecto tendrá esto en su plan de materiales del punto a?.
18. D’Piel, empresa dedicada a la produción de artículos de cuero, fabrica entre otros
productos, bolsas de viaje y maletas, cuya lista de materiales se muestra en la imagen adjunta
A la fecha está elaborando su plan de materiales para los próximos dos meses (8 semanas), para poder atender los pedidos que se indican según la siguiente tabla.
Elemento 1 2 3 4 5 6 7 8
Bolsa de viaje 300 250 700 650 400 Maleta 500 300 150 250 600
Asimismo, se cuenta con información adicional.
Elemento Disponible Entrega (sem)
RecepProgr Tamaño lote
Bolsa de viaje 0 1 LL Maleta 0 2 LL Asa 700 1 1800 en sem1 LF: 1800 Rueda 1000 1 2000 en sem1 LF: 2000 Estructura tipo A 650 1 LL Estructura tipo B 400 1 LL Funda de piel A 500 1 LL Funda de piel B 400 1 LL Cremallera tipo A 600 1 LF: 500 Cremallera tipo B 600 1 LF: 500 Forro 650 1 200 en sem2 LL
Elaborar el MRP.
Fuente: Adm de Operaciones: Roger Schroeder Adm de Operaciones: Rafaela Alfalla Adm de Operaciones: Richard Chase
