plan de gestiÓn de las operaciones en soy panela s.a.s
TRANSCRIPT

PLAN DE GESTIÓN DE LAS OPERACIONES EN SOY PANELA S.A.S
SERGIO YECID CARDOZO TRUJILLO
MIGUEL ÁNGEL FONSECA GONZÁLEZ
Universidad Distrital Francisco José de Caldas
Facultad Tecnológica
Ingeniería de Producción
Bogotá D.C
2020

PLAN DE GESTIÓN DE LAS OPERACIONES EN SOY PANELA S.A.S
SERGIO YECID CARDOZO TRUJILLO – 20182377038
MIGUEL ÁNGEL FONSECA GONZÁLEZ – 20182377040
Director:
ING. MANUEL ALFONSO MAYORGA MORATO
Modalidad:
Pasantía
Línea 2: GESTIÓN DE LA PRODUCCIÓN Y DE LAS OPERACIONES
Tema: 205 - Planeación, Programación y Control de la Producción
Universidad Distrital Francisco José de Caldas
Facultad Tecnológica
Ingeniería de Producción
Bogotá D.C

HOJA DE ACEPTACIÓN
___________________________________ ___________________________________ ___________________________________ ___________________________________ ___________________________________ ___________________________________
___________________________________ Ing. Manuel Alfonso Mayorga Morato
Bogotá, 2020

DEDICATORIA
El presente trabajo lo dedicamos principalmente a Dios por darnos fuerza para
continuar en este proceso de obtener nuestro título.
A mi madre Gladys Trujillo y a mi padre Hernando Cardozo, quienes con su
esfuerzo, dedicación y sacrificio me formaron como persona con principios y
valores. Quienes han sido, son y serán mi mayor apoyo para lograr todos mis
objetivos tanto profesionales como personales y que con su enseñanza sé que voy
a llegar muy lejos.
“Todo en esta vida es Sacrificio”. Gladys Trujillo Salazar
A mi madre Elizabeth González y a mi padre Gonzalo Fonseca, por su amor, trabajo
y sacrificio en todos estos años, por inculcar en mí el ejemplo de esfuerzo y valentía,
de no temer las adversidades y nunca darme por vencido porque Dios está siempre
conmigo.

AGRADECIMIENTOS
Agradecemos de todo corazón a la Universidad Distrital Francisco José de Caldas,
por brindarnos los docentes, las herramientas y las enseñanzas para formarnos
como ingenieros, nunca olvidaremos nuestra alma máter. También agradecemos a
nuestros compañeros que nos apoyaron y aconsejaron en nuestra formación
personal y profesional.
Al señor Duván González, Gerente de SOY PANELA S.A.S, por permitirnos realizar
nuestra pasantía en su compañía, ya que con su acompañamiento y colaboración
logramos ejecutar nuestro proyecto a cabalidad.
Y, por último, pero no menos importante al Ingeniero Manuel Alfonso Mayorga,
quien con su acompañamiento y amplio conocimiento nos guío en la elaboración,
ejecución y culminación de nuestro proyecto.

RESUMEN
En este trabajo se expone el estado actual de la empresa Soy Panela S.A.S. que
se dedica a la elaboración de productos alimenticios a base de panela pulverizada.
Por medio de la matriz Vester, utilizada como una herramienta para la identificación
y la determinación de una serie de causas y consecuencias generadas a partir de
una cantidad de problemas; se buscó priorizar dichos problemas e identificar los
puntos críticos que ocasionan el incumplimiento en los tiempos de entrega de los
pedidos, la rotación del personal y un aumento de los costos de la producción.
Por tal motivo se propuso la creación de un plan de gestión de las operaciones, a
partir de una orientación estratégica que pretenda centrar a la compañía en su
actividad económica, un plan táctico que permita programar los recursos, las
capacidades y la producción de la planta y un plan operativo que procure un control
en los procesos y un manejo adecuado del capital de la organización, logrando, un
control de las actividades productivas, una documentación de la información, un
plan ejecutable de producción y un apoyo a la escasa capacitación del personal.
Palabras clave: Gestión, Plan de la Producción, Operaciones

INDICE
INTRODUCCIÓN ............................................................................................... 1
JUSTIFICACIÓN ................................................................................................ 2
1. GENERALIDADES ....................................................................................... 3
PROBLEMA .......................................................................................... 3
Descripción ................................................................................. 3
Formulación ................................................................................ 3
OBJETIVOS .......................................................................................... 3
Objetivo General ........................................................................ 3
Objetivos Específicos ................................................................ 3
DELIMITACIÓN O ALCANCE ................................................................. 4
METODOLOGÍA ................................................................................... 4
2. MARCO DE REFERENCIA ............................................................................ 5
MARCO HISTÓRICO. ............................................................................ 5
Código CIIU: 4631 Comercio al por mayor de productos
alimenticios: ............................................................................................ 5
SOY PANELA S.A.S .................................................................. 6
MARCO TEÓRICO ................................................................................ 6
3. ESTADO ACTUAL DE LA COMPAÑÍA ......................................................... 13
UBICACIÓN ........................................................................................ 13
ESTRUCTURA ORGANIZACIONAL DE SOY PANELA S.A.S .................... 14
PLAN ESTRATÉGICO ........................................................................... 16
Misión ........................................................................................ 16
Visión ......................................................................................... 16
Valores Organizacionales ....................................................... 16
TIPO DE FABRICACIÓN ...................................................................... 16
PORTAFOLIO DE PRODUCTOS ........................................................... 16
Familia de Producto ................................................................. 16
Presentaciones de Empaque .................................................. 19
VENTAS Y PRODUCCIÓN ........................................................... 22
Producción ................................................................................ 22
Ventas ....................................................................................... 25
DISTRIBUCION DE PLANTA ................................................................ 28
PRIORIZACIÓN DE VARIABLES ........................................................... 30
MATRIZ VESTER ................................................................................. 31
RESULTADOS MATRIZ DE VESTER ................................................... 32
Fuente: Autores 2020 ................................................................................. 32
4. PLAN DE MEJORA .................................................................................... 34
4.1. PLAN ESTRATÉGICO ........................................................................... 34
Misión ........................................................................................ 34
Visión ......................................................................................... 34
Valores Organizacionales ....................................................... 34
4.2. PLAN TÁCTICO ................................................................................... 35
Capacidad ................................................................................. 35
Programa Maestro de Producción (PMP) ............................. 41
Plan de Requerimientos (MRP) .............................................. 46
4.3. PLAN OPERATIVO .............................................................................. 59
Manual de procesos. ............................................................... 59
Manual de operación de las maquinas .................................. 67
CONCLUSIONES ............................................................................................. 87
RECOMENDACIONES ..................................................................................... 88
BIBLIOGRAFÍA ................................................................................................ 89
LISTA DE TABLAS
Tabla 1. Capacidad de la Planta a Corto y Largo Plazo. .................................. 10
Tabla 2. Unidades Producidas por Línea 2019 ............................................... 22
Tabla 3. Unidades Producidas Panela Saborizada 2019 ................................. 23
Tabla 4. Unidades producidas panela con café 2019 ..................................... 23
Tabla 5. Unidades Producidas Cubos 2019 .................................................... 24
Tabla 6. Unidades vendidas por línea 2019 ................................................... 25
Tabla 7. Unidades Vendidas Panela Saborizada 2019 .................................... 25
Tabla 8. Unidades Vendidas Panela con Café 2019........................................ 26
Tabla 9. Unidades Vendidas Cubos 2019 ....................................................... 27
Tabla 10. Equipos de Planta .......................................................................... 28
Tabla 11. Matriz Vester ................................................................................ 31
Tabla 12. Demanda mensual ......................................................................... 42
Tabla 13. Plan de Requerimiento de cada componente para producir Sobres
de 6 gr Saborizada ......................................................................................... 49
Tabla 14. Resumen Plan de Requerimiento general para producir Sobres de 6
gr Saborizada................................................................................................. 50
Tabla 15. Plan de requerimiento de cada componente para producir Bolsas
de Libra Saborizada ....................................................................................... 52
Tabla 16. Plan de Requerimiento General para producir Bolsas de Libra
Saborizada ..................................................................................................... 53
Tabla 17. Resumen Plan de Requerimiento General para producir Sobres de 6
gr Natural ...................................................................................................... 54
Tabla 18. Plan de Requerimiento General para producir Sobres de 70 gr
Saborizada ..................................................................................................... 54
Tabla 19. Plan de Requerimiento General para producir Bolsas de Libra
Natural .......................................................................................................... 54
Tabla 20. Plan de Requerimiento para la Panela ........................................... 55
Tabla 21. Plan de Requerimiento para el Saborizante ................................... 56
Tabla 22. Plan de Requerimiento para el Acido ............................................. 57
Tabla 23. Tiempo de llegada de cada Material .............................................. 59

LISTA DE FIGURAS
Figura 1. Planificación de la Producción .......................................................... 8
Figura 2. Cuadrantes matriz Vester ............................................................... 12
Figura 3. Localización de la empresa Soy Panela S.A.S. .................................. 13
Figura 4. Estructura Organizacional ............................................................... 14
Figura 5. Unidades Producidas por Línea 2019 .............................................. 22
Figura 6. Unidades Producidas Panela Saborizada 2019 ................................ 23
Figura 7. Unidades producidas panela con café 2019 .................................... 24
Figura 8. Unidades producidas cubos 2019 ................................................... 24
Figura 9. Unidades Vendidas por Línea 2019 ................................................. 25
Figura 10. Unidades vendidas panela saborizada 2019 ................................. 26
Figura 11. Unidades Vendidas Panela con Café 2019 .................................... 26
Figura 12. Unidades Vendidas Cubos 2019 .................................................... 27
Figura 13. Distribución de Planta ................................................................... 29
Figura 14. Resultado Matriz Vester ............................................................... 32
Figura 15. Capacidad, Eficiencia general y productividad para la elaboración
de sobres de 6 gr saborizada ......................................................................... 36
Figura 16. Capacidad, Eficiencia general y productividad para la elaboración
de sobres de 6 gr natural ............................................................................... 37
Figura 17. Capacidad, Eficiencia general y productividad para la elaboración
de sobres de 70 gr saborizada ....................................................................... 38
Figura 18. Capacidad, Eficiencia general y productividad para la elaboración
de bolsas de libra saborizada ........................................................................ 39
Figura 19. Capacidad, Eficiencia general y productividad para la elaboración
de bolsas de libra natural .............................................................................. 40
Figura 20. Plan Maestro de Producción para Sobres de 6 gr Saborizada ....... 43
Figura 21. Plan Maestro de Producción para Sobres de 6 gr Natural ............. 43
Figura 22. Plan Maestro de Producción para Sobres de 70 gr Saborizada ..... 44
Figura 23. Plan Maestro de Producción para Bolsas de Libra Saborizada ...... 44
Figura 24. Plan Maestro de Producción para Bolsas de Libra Natural ............ 45
Figura 25. Programa Maestro de Producción General ................................... 45
Figura 26. Despiece del Producto, lista de materiales y horizonte de
producción para Sobres de 6 gr Saborizada ................................................... 48
Figura 27. Despiece del producto, lista de materiales y horizonte de
producción para bolsas de Libra Saborizada .................................................. 51

LISTA DE CUADROS
Cuadro 1. Línea Panela Natural .........................................................16
Cuadro 2. Línea Panela Saborizada ...................................................17
Cuadro 3. Línea Panela con Café .......................................................18
Cuadro 4. Línea Cubos ......................................................................18
Cuadro 5. Presentaciones en Sobres .................................................19
Cuadro 6. Presentaciones en Bolsas ..................................................20
Cuadro 7. Presentaciones en Cajas ...................................................21

1
INTRODUCCIÓN
En un país como Colombia, donde a las personas se les prepara para tener un
trabajo más que para emprender, se ha venido presentando un cambio en el
pensamiento de muchos jóvenes que prefieren arriesgarse a ejecutar un
emprendimiento, a tal punto, que las micro, pequeñas y medianas empresas en
Colombia representan un gran porcentaje del sector productivo nacional.
A pesar del gran interés que presentan los colombianos por emprender y de las
múltiples herramientas que se han diseñado para ayudar a los emprendedores en
el país, estos han presentado problemas para su supervivencia. Dichos problemas
llegan a ser: la falta de ingresos para subsistir, una planeación deficiente, problemas
de ejecución, falta de desarrollo del personal, mal manejo del tiempo, entre otras.
Este documento procuró solucionar una serie de inconvenientes que presenta la
compañía Soy Panela S.A.S., que nace como un emprendimiento para la
elaboración y venta de productos alimenticios a base de panela pulverizada; por
medio de la creación de un plan de gestión de las operaciones, con el propósito de
mitigar los efectos que dejan la limitada planeación de la producción, el poco control
de las operaciones, el incumplimiento en la entrega de pedidos y la poca
capacitación del personal.
El trabajo se realizó de la mano de la gerencia, para buscar las causas que
generaban los problemas mencionados anteriormente y a través de herramientas
de identificación y determinación de causas, establecer cuáles eran los problemas
más críticos que necesitaban de una pronta intervención.
La investigación se constituye de tres (3) partes, en la primera se describe la
ubicación y la estructura organizacional de la empresa, su direccionamiento
estratégico, su portafolio de productos y datos históricos de producción y ventas. En
la segunda parte, se realizó un diagnóstico de las causas y problemas que tiene
actualmente la compañía. En la última parte, se desplegó la solución al problema
mediante la propuesta de un plan de gestión de las operaciones, basado en un plan
estratégico, un plan táctico y un plan operativo.
Todo esto se realizó con el fin de proporcionarle a la compañía algunas
herramientas que le permitan sobrevivir e incluso crecer en el mercado nacional e
internacional.

2
JUSTIFICACIÓN
Para cualquier empresa en el mercado, es de vital importancia tener un plan de
gestión de las operaciones para así cumplir con la misión de la organización y
mantener la empresa funcionando lo más eficazmente posible.
Por lo tanto, es necesario estructurar el sistema productivo de la compañía a través
de conocimientos teórico-prácticos, para resolver los problemas presentes en la
elaboración de los productos y mejorar la productividad de sus operaciones.
Con el Plan de gestión de operaciones, se espera reconocer las falencias u
obstáculos que presenta su proceso productivo, determinar las más relevantes de
acuerdo con un análisis previo, estructurar un Plan de Producción como una
herramienta útil para mejorar la productividad de la compañía y la calidad de sus
productos, y tener un registro documentado de dicho plan.

3
1. GENERALIDADES
PROBLEMA
Descripción
La falta de planeación de la producción por parte de la gerencia genera muchos
inconvenientes en la elaboración de productos a base de panela pulverizada. A
causa de que algunos productos tienen características diferentes, la maquinaria
requiere ajustes para cumplir con las características del producto, por lo cual, la
falta de conocimiento y experticia de los operarios en el manejo de dichas
maquinas generan tiempos muertos en la operación.
La escaza capacitación que recibe el personal genera paros en la producción,
ya que dicho personal no conoce la estructura del sistema, el flujo del proceso,
el tiempo y la capacidad de operación de la maquinaria, materiales e insumos
necesarios para la producción y las características finales que debe tener cada
producto.
Como consecuencia de los problemas anteriormente planteados, se presenta
perdida de materia prima, incumplimiento en los tiempos de entrega, rotación del
personal y aumento de los costos de la producción.
Formulación
¿Cuál es la mejor forma de dirigir las operaciones productivas en SOY
PANELA S.A.S?
OBJETIVOS
Objetivo General
Elaborar un plan de gestión de las operaciones en Soy Panela S.A.S, para dirigir y
mejorar su proceso productivo reduciendo los tiempos muertos, los paros en la
producción y la perdida de materia prima.
Objetivos Específicos
• Elaborar un diagnóstico que identifique los problemas que afecten el
desarrollo del proceso productivo de la empresa.
• Determinar a través de herramientas (Matriz Vester) las causas y
consecuencias más relevantes que afectan la sucesión de los productos.
• Estructurar el plan de gestión de las operaciones, para la planificación,
programación y control del proceso.
• Documentar el plan de gestión de operaciones, para mitigar las
eventualidades del sistema productivo.

4
DELIMITACIÓN O ALCANCE Este proyecto se realizó en la empresa SOY PANELA S.A.S ubicada en la
AUTOPISTA PARQUE AGROINDUSTRIAL DE OCCIDENTE, LOCAL 2 BG 75
COTA CUNDINAMARCA, en la cual se diseñó y documentó el plan de gestión de
las operaciones; durante un periodo aproximado de cuatro (4) meses.
METODOLOGÍA 1. Elaborar un diagnóstico que identifique los problemas que afecten el
desarrollo del proceso productivo de la empresa. ➢ Reseñar la estructura organizacional de la empresa.
➢ Indicar el plan estratégico (Misión, Visión y Política de Calidad).
➢ Describir el portafolio de productos de la empresa.
➢ Mostrar datos de producción y ventas.
➢ Presentar el diseño de la planta de producción.
2. Determinar a través de herramientas (Matriz Vester) las causas y
consecuencias más relevantes que afectan la sucesión de los productos.
➢ Relacionar las causalidades y consecuencias entre debilidades,
oportunidades, fortalezas, amenazas y problemas de la empresa.
➢ Determinar las vicisitudes más relevantes provenientes del análisis de la
información.
3. Estructurar el plan de gestión de las operaciones, para la planificación,
programación y control del proceso.
➢ Realizar la mejora del plan estratégico.
➢ Elaborar el plan de gestión de las operaciones
• Planificación de la producción (programación de producción,
planificación de materiales y planeación de capacidad).
• Diagramas de flujo, tiempos y movimientos.
4. Documentar el plan de gestión de operaciones, para mitigar las
eventualidades del sistema productivo.
➢ Control de Producción
• Especificar uso adecuado de la maquinaria.
• Determinar tiempo de producción y unidades de producto.
• Indicar recomendaciones o posibles soluciones a las dificultades que
se presenten durante la operación.
• Verificar la calidad del producto elaborado.

5
2. MARCO DE REFERENCIA
MARCO HISTÓRICO.
Código CIIU: 4631 Comercio al por mayor de productos
alimenticios:
Esta clase incluye:
• El comercio al por mayor de frutas, legumbres y hortalizas, productos lácteos,
huevos y productos de huevos, aceites y grasas comestibles, carnes y
productos cárnicos, productos de la pesca, azúcar, panela, productos de
confitería, productos de panadería y productos farináceos, café
transformado, té, cacao y chocolate y especias, salsas, y otros preparados
alimenticios.
• El comercio al por mayor de alimentos procesados para animales
domésticos.11
Durante siglos la panela se ha fabricado en forma artesanal sin darle mayor valor
agregado al producto y sin haber sido objeto de cambios tecnológicos significativos
en su proceso de producción. La unidad productiva tradicional de panela se conoce
como trapiche.
La caña panelera participa con el 10,6 por ciento del área destinada a cultivos
permanentes y con el 6,3 por ciento del área total cultivada en Colombia, lo que la
ubica en el quinto lugar entre los cultivos del país, solamente superada por el café,
el maíz, el arroz y el plátano. Es un producto eminentemente producido en economía
campesina, distribuido en casi todo el país a lo largo de todo el año. Se estima que
constituye la economía básica de 236 municipios en doce departamentos. Además,
genera anualmente más de 25 millones de jornales y se vinculan a esta actividad
alrededor de 350.000 personas, lo que lo hace el segundo rubro generador de
empleo rural después del café.
Colombia es el segundo productor después de la India, con un volumen que
representó el 12,1 por ciento de la producción mundial en 2001. Colombia ocupa el
primer lugar mundial en términos de consumo por habitante, con 34,2 kg de panela
por habitante al año, cifra que supera con creces el promedio mundial de 2 kg por
habitante y el del mayor productor mundial, la India (Martínez y Acevedo, 2004). La
panela se comercializa en diferentes presentaciones, de 500 y 125 gramos, o
pulverizada para el consumo tradicional en forma de «agua de panela». En los
últimos quince años se ha utilizado en la elaboración de otros productos de mayor
valor agregado como ‘choconelas’ (chocolate y panela), ‘lactonelas’ (leche en polvo
y panela), natillas (fécula de maíz y panela), chocolatinas, cubitos aromatizados,
1 Cámara de Comercio de Bogotá. Descripción de actividades económicas (Código CIIU). Recuperado el 2 de diciembre de: https://linea.ccb.org.co/descripcionciiu/
6
salsas de mesa para la preparación de carnes, blanqueado (golosina), confitería,
panelitas de coco, etc.2
SOY PANELA S.A.S
Soy Panela S.A.S es una empresa dedicada a la producción de productos
alimenticios a base de panela pulverizada. La empresa lleva en el mercado
alrededor de un año.
Esta compañía tiene su inicio en el año 2019 cuando su propietario, aprovechando
su amplio conocimiento y experiencia en el sector productivo de la panela, es
beneficiario de la iniciativa de Fondo Emprender y su capital Semilla para generar
empresa. De acuerdo a esto, se dio inicio al proyecto de Soy Panela S.A.S en donde
la innovación del proceso de elaboración de sus productos a base de panela está
enfocado principalmente en tecnificar las líneas de producción artesanal de panela
saborizada, permitiendo ofrecer al mercado un producto de alto valor nutricional,
con los estándares de calidad exigidos por la legislación colombiana y las
características organolépticas tradicionales que destacan sus productos y los hacen
deseados por los consumidores mediante un proceso eficiente obteniendo una
mayor rentabilidad para así ofrecer un producto de excelente calidad a un menor
costo.
MARCO TEÓRICO
• Gestión
Viene del latín GESTIO-GESTIONIS que significa ejecutar, lograr un éxito con
medios adecuados (Corominas, 1995).
La gestión se asume como el conjunto de procesos y acciones que se ejecutan
sobre uno o más recursos para el cumplimiento de la estrategia de una
organización, a través de un ciclo sistémico y continuo, determinado por las
funciones básicas de planificación, organización, dirección o mando y control.3
• Plan de Operaciones
Cuando se hace referencia a las operaciones dentro de una empresa se hace referencia a todos los procedimientos y acciones que ayudan a que la empresa cumpla su finalidad principal y logre los resultados esperados.
2 VELÁSQUEZ, Héctor. AGUDELO, Andrés. ÁLVAREZ JORGE. Mejorando la producción de panela en Colombia. Recuperado el 2 de diciembre de: http://www.leisa-al.org/web/index.php/volumen-21-numero-1/2063-mejorando-la-produccion-de-panela-en-colombia 3 RODRIGUEZ, Clara Emilia. Procedimiento para estudiar las necesidades informativas de los directivos en la
EHTC “Hermanos Gómez”. Aplicación de AMIGA”. Camagüey: UNIVERSIDAD DE CAMAGÜE, 2010. P. 23.

7
Para Heizer y Render, la administración de operaciones “es el conjunto de actividades que crean valor en forma de bienes y servicios al transformar los insumos en productos terminados. Las actividades que crean bienes y servicios se realizan en todas las organizaciones”. Luego, hablar de Plan de Operaciones es hacer referencia al diseño, implementación y seguimiento de todos los procesos claves de una empresa.4
Todo el proceso por el que pasan las materias primas hasta que se convierten en el producto final es lo que se conoce como el plan de producción o plan de operaciones. Gracias a éste, una organización determina y describe de manera detallada todos los recursos necesarios (recursos humanos, materiales, tecnológicos, etc.) para llevar a cabo la actividad productiva, así como los costes en los que incurrirá.5 El conjunto de elementos que integran el plan de producción se enlista a continuación:
• Horizonte de Planificación: A corto y largo plazo.
• Capacidad de Producción Instalada: Influyente en los costes fijos y en las
variables del proceso técnico.
• Cantidades por fabricar en cada periodo para satisfacer la demanda acumulada
de productos.
4 PAREDES, Eduardo. Plan de operaciones. Recuperado el 2 de diciembre de: http://gestionando-empresas.blogspot.com/2010/11/plan-de-operaciones.html 5 NUÑO, Patricia. (octubre, 2017). ¿Qué es un plan de operaciones? Recuperado el 2 de diciembre de: https://www.emprendepyme.net/que-es-un-plan-de-operaciones.html

8
• Nivel de los inventarios, que se mantienen de un periodo a otro, de materiales,
componentes, útiles, semielaborados y productos terminados.
Figura 1. Planificación de la Producción
Fuente: https://blogs.udima.es/administracion-y-direccion-de-empresas/libros/introduccion-a-la-organizacion-de-empresas-2/unidad-didactica-5-el-sistema-de-produccion-de-la-empresa/3-modelos-y-tecnicas-basicas-de-planificacion-de-la-produccion/
El proceso que encierra la planificación de la producción se expone en la figura 1, en la que se observan los elementos que se citan a continuación:
• Planificación Agregada de la Producción.
Render (p.528) explica que la planeación agregada busca determinar los volúmenes y los tiempos oportunos de producción para un futuro intermedio, a menudo con una anticipación de 3 a 18 meses. Los administradores de operaciones buscan determinar la mejor forma de satisfacer la demanda pronosticada ajustando los índices de producción, los niveles de mano de obra, los niveles de inventario, el trabajo en tiempo extra, las tasas de subcontratación y otras variables controlables. En general, el objetivo de la planeación agregada es minimizar los costos para el período de planeación. Sin embargo, existen otros aspectos estratégico más importantes que el costo bajo. Estas estrategias son suavizar los cambios en los niveles de empleo, reducir los niveles de inventarios o satisfacer un nivel de servicio alto.

9
Decimos que este tipo de planeación es “agregada” porque define familias de producto, ¿y qué es una familia de producto? Son referencias con características de demanda o procesamiento similares que les permite agruparse como una familia, por ejemplo, productos de un mismo color, similar proceso de producción o que requieren los mismos insumos. Un ejemplo de familia de producto es Chocolates, compuesto por bolas de chocolate, dulces de chocolate, etc.6
• Plan Maestro de Producción. (MPS Master Production Schedule) Para Render (p.563) el programa maestro de producción nos indica lo que se requiere para satisfacer la demanda y cumplir con el plan de producción. El programa establece que artículos hacer y cuando hacerlos: desagrega el plan agregado de la producción. Si bien el plan agregado de producción se establece en términos generales como familias de productos o toneladas de acero, el programa maestro de producción se establece en términos de productos específicos.
• Planeación de Requerimientos de Materiales (MRP Material Requirements Planning)
Es un procedimiento de computación que se utiliza para convertir el programa maestro de producción de productos fínales en un programa detallado de materias primas y componentes que se usan en los productos finales. El programa detallado indica las cantidades de cada artículo, cuándo debe reabastecerse y cuándo entregarse para cumplir con el programa maestro7. Los elementos de un sistema de planeación de requerimientos de materiales son:
✓ Un programa maestro de producción. ✓ Una lista de materiales. ✓ Los registros de compras e inventarios. ✓ Los tiempos de entrega para cada artículo.8
• Plan de Requerimientos de Capacidad (CRP Capacity Requirement Planning)
La planeación de requerimientos de capacidad se relaciona con la determinación de los requerimientos de mano de obra y equipo necesarios para cumplir el programa maestro de producción. También se relaciona con la identificación de las necesidades de capacidad futuras a largo plazo de la empresa. La planeación de la
6 INGENIOEMPRESA. (mayo, 2016). Planificación agregada de producción: La planeación hecha a mediano plazo. Recuperado el 2 de diciembre de: https://ingenioempresa.com/planificacion-agregada-produccion-planeacion-hecha-mediano-plazo/ 7 GROOVER, Mikell. Fundamentos de manufactura moderna, materiales, procesos y sistemas. 3 ed. México: McGraw-Hill, 2007. Pág. 960.) 8 RENDER, Barry y HEIZER, Jay. Principios de administración de operaciones. 7 ed. México: Pearson Education, 2009. Pág.562

10
capacidad también sirve para identificar las limitaciones de recursos de producción, con el fin de planear un programa maestro de producción realista9. Si el programa maestro no es compatible con la capacidad de la planta, deben hacerse ajustes en el programa o en la capacidad de la planta. La capacidad de la planta puede ajustarse a corto y a largo plazos10.
Tabla 1. Capacidad de la Planta a Corto y Largo Plazo.
Corto Plazo Largo Plazo
Niveles de Empleo Equipos Nuevos
Horas por Turno Plantas Nuevas
Número de Turnos de Trabajo Cierre de Plantas
Acumulación de Inventario
Retraso de Pedidos
Subcontratación
Fuente: “Fundamentos de Manufactura Moderna, Materiales, Procesos y Sistemas”. Pág. 964.
• Control de la Actividad de Producción (CAP) Se encarga de vigilar la actividad real de fabricación de un producto, o la prestación de un servicio. Esto implica que la planificación ya se ha realizado y que la orden real para manufacturar el producto o prestar el servicio ya se ha ejecutado. Los principales insumos de información que utilizan los sistemas CAP son: la fuente de los pedidos que necesitan procesarse y la información por medio de la cual se controlan y procesan dichos pedidos. De manera más específica, los insumos de información incluyen:
✓ Pedidos recién liberados (dato que suele provenir del MRP). ✓ Estado de los pedidos existentes. ✓ Información de ruteo (como se analizó en el sistema de capacidad).
La información de ruteo (o de trayectoria) describe secuencialmente los pasos que deben efectuarse para completar el proceso.
✓ Información del tiempo de espera (dato proveniente del archivo maestro de artículos).
✓ Estado de los recursos (cantidad de recursos disponibles, problemas de equipos, programas de mantenimiento, etcétera)11.
9 GROOVER, Mikell. Fundamentos de manufactura moderna, materiales, procesos y sistemas. 3 ed. México: McGraw-Hill, 2007. Pág. 963. 10 Ibid., Pág. 964. 11 CHAPMAN, Stephen. Planificación y control de la producción. 1 ed. México: Pearson Education, 2006. Pág.179. y Pág.180

11
• Control de la Calidad (QC Quality Control) El control de calidad se relaciona con la detección de la calidad deficiente en los productos manufacturados y con tomar las acciones correctivas para eliminarlas. Operativamente, el QC con frecuencia se había limitado a inspeccionar el producto y sus componentes, y decidir si las dimensiones medidas o calibradas y otras características se apegaban a las especificaciones de diseño. Si cumplía esos parámetros, el producto se enviaba. La visión moderna del control de calidad abarca un ámbito de actividades más amplio, incluyendo el diseño robusto y el control estadístico de procesos12.
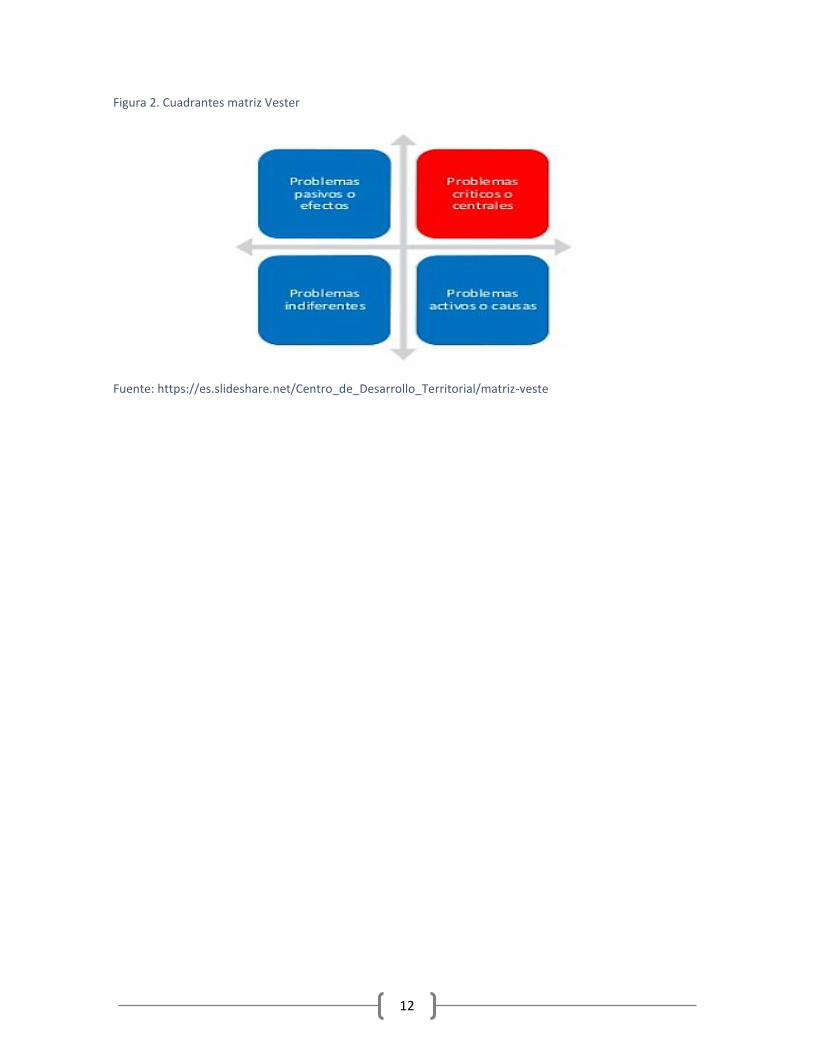
• Matriz Vester La matriz Vester es una herramienta que permite identificar las causas y los efectos de los problemas de una compañía. Esta técnica fue desarrollada por el alemán Frederic Vester y aplicada con éxito en diversos campos. Primero se deben identificar los problemas actuantes, una vez identificados se enlistan los más relevante, luego se ubican en las filas y columnas dentro de la matriz en el mismo orden, se les asigna una valoración de orden categórico al grado de causalidad que merece cada problema con cada uno de los demás: • No es causa 0 • Es causa indirecta 1 • Es causa medianamente directa 2 • Es causa muy directa 3 Después de calificar las causalidades de los problemas se ubican los cuatro cuadrantes dependiendo del valor obtenido, por último, se busca dar una solución a los problemas críticos13.
12 GROOVER, Mikell. Fundamentos de manufactura moderna, materiales, procesos y sistemas. 3 ed. México: McGraw-Hill, 2007. Pág. 972. 13 Tutorial identificación y análisis de problemas mediante la aplicación de matriz Vester. Recuperado el 2 de diciembre de: https://es.slideshare.net/Centro_de_Desarrollo_Territorial/matriz-vester
12
Figura 2. Cuadrantes matriz Vester
Fuente: https://es.slideshare.net/Centro_de_Desarrollo_Territorial/matriz-veste
13
3. ESTADO ACTUAL DE LA COMPAÑÍA
UBICACIÓN La empresa Soy Panela S.A.S se encuentra ubicada en la Autopista Medellín Km 1,5 Agroindustrial de Occidente, en el
Local dos (2) Bodega No. 75, como se evidencia en la Figura 3.
Figura 3. Localización de la empresa Soy Panela S.A.S.
Fuente: Autores 2020
14
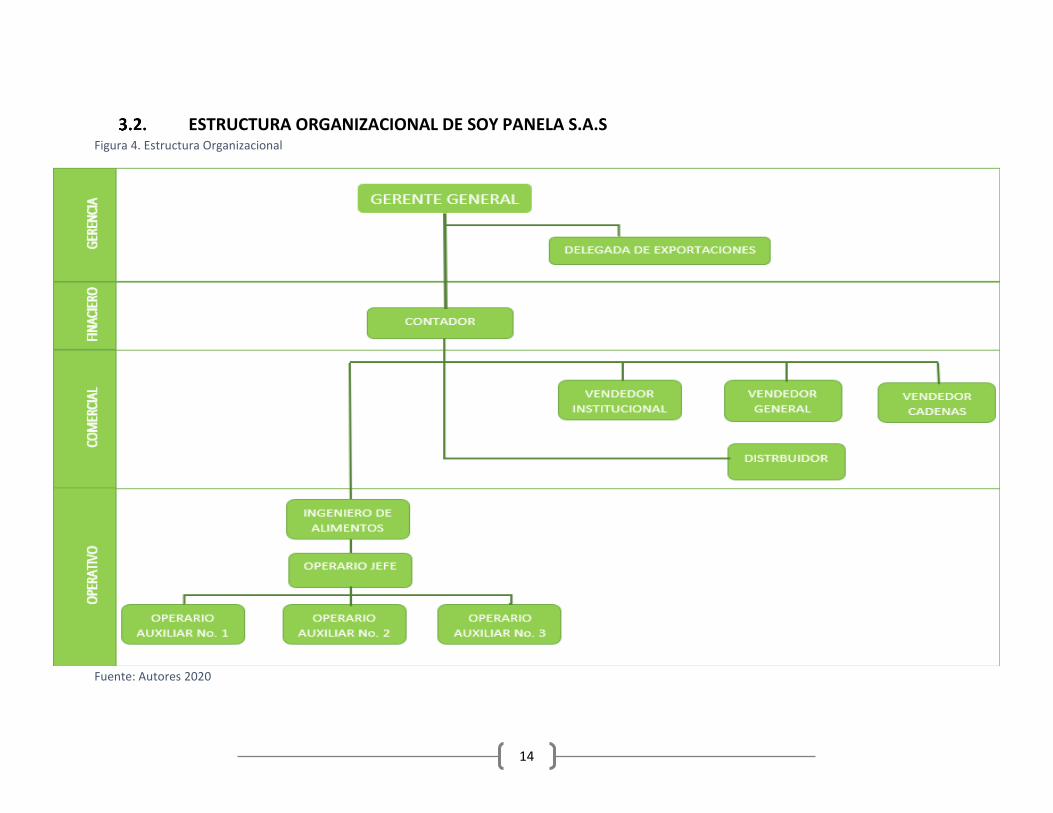
ESTRUCTURA ORGANIZACIONAL DE SOY PANELA S.A.S Figura 4. Estructura Organizacional
Fuente: Autores 2020

15
La estructura organizacional de la empresa se puede observar en la figura 4, en
la cual, se puede identificar las funciones y los responsables dentro de la
compañía, dicha estructura se encuentra distribuida de la siguiente forma:
En el nivel gerencial se encuentra su Gerente, el cual, es el encargado de definir
los objetivos y estrategias principales de la compañía. Dentro de este nivel
también se encuentra la Delegada de Exportaciones, quien se encarga de la
búsqueda de nuevos mercados y clientes en el exterior con el fin de lograr un
posicionamiento impetuoso de la organización a nivel internacional.
El nivel financiero se encuentra determinado por el contador, quien es la persona
encargada del estado financiero y de los libros contables de la compañía.
El nivel comercial se encuentra segmentado por tres tipos de vendedor, de
acuerdo con el canal al que se desempeña. El primero es el vendedor del canal
institucional, el cual, se encarga de estar atento a los cambios constantes del
entorno comercial y de establecer excelentes relaciones con todos los
involucrados en el negocio. El segundo es el vendedor del canal general, el cual,
se encarga de explicar a detalle las características de los productos y generar
una orden de compra manteniendo las relaciones con los clientes existentes. El
tercero es el vendedor del canal cadenas, el cual, se encarga de promover las
relaciones con los clientes mayoristas de la compañía. Dentro de este nivel
también se encuentra el distribuidor, quien se encarga distribuir los productos
generados por los clientes en sus respectivas órdenes de compra.
En el nivel operativo se encuentra el ingeniero de alimentos, el cual, se encarga
de verificar los lineamientos en la transformación física y química durante el
proceso y la obtención del producto. Se encuentra el operario jefe quien es el
que lidera y controla las actividades diarias de la producción y por último se
encuentran los operarios auxiliares (en este momento se cuenta con tres)
quienes son los encargados del manejo de las máquinas y del procesamiento de
los productos que ofrece la compañía.

16
PLAN ESTRATÉGICO
Misión
Actualmente la empresa no cuenta con Misión.
Visión
Actualmente la empresa no cuenta con Visión.
Valores Organizacionales
Actualmente la empresa no cuenta con Valores Organizacionales.
TIPO DE FABRICACIÓN La producción que realiza la organización podría definirse como una producción de
Armado bajo pedido (ATO Assemble to Order) o “empaquetado bajo pedido”,
ya que el cliente, al realizar su pedido solo puede hacer una selección en la variedad
de opciones que le ofrece el productor, esto en términos de Chapman (p.4). Es decir,
la orden de producción que realiza el cliente no cambia el proceso productivo más
que en la etapa de mezcla, al determina los sabores que desea y en la etapa de
empaquetado, al determinar la presentación que desee, ya sea por gramaje o
empaque. Debido a que la producción radica en una variedad de productos
similares, pero con algunas diferencias, el procesamiento se realiza por lotes o
intermitente, ya que, para realizar un producto diferente es necesario un juste en
las máquinas, materiales y/o procesos. Este tipo de producción no requiere de un
personal altamente calificado, pero si es necesario que el personal cuente con la
adecuada capacitación para conocer y proceder con los ajustes requerido para
realizar los diferentes productos.
PORTAFOLIO DE PRODUCTOS
Familia de Producto
➢ Línea Panela Natural.
La panela natural se empaca en presentaciones de 1 kilo, 1 libra y 6 gr natral.
Cuadro 1
Cuadro 1. Línea Panela Natural
1 Kg Natural 1 Libra Natural 6 gr Natural

17
*Nota: Los sobres de 6 gr vienen en Bolsas de 100 sobres, las bolsas de libra vienen
en pacas de 30 libras y las bolsas de kilo en pacas de 15 kilos.
➢ Línea Panela Saborizada
Esta línea de productos presenta seis (6) diferentes sabores: Limón, Lulo,
Maracuyá, Frutos Rojos, Durazno y Naranja. Cuadro 2.
Cuadro 2. Línea Panela Saborizada
1 Kg Saborizada 1 Libra Saborizada
70 gr Saborizada 6 gr Saborizada Fuente: Autores 2020
*Nota: Los sobres de 6 gr vienen en Cajas de 25 sobres, pacas de 20 cajas y caja
master de 32 cajas, cada sobre está diseñado para una porción individual de 7 oz;
los sobres de 70 gr vienen en cajas de 4 sobres, pacas de 20 cajas y caja master
de 32 cajas, cada sobre rinde 1 litro; las bolsas de libra vienen en pacas de 30 libras
y caja master de 30 libras, rinde 8 litros aproximadamente y las bolsas de Kilo vienen
en pacas de 15 kilos y caja master de 15 kilos, rinden 16 litros aproximadamente.

18
➢ Línea Panela con Café
Esta línea de productos presenta seis (6) diferentes sabores: Campesino, Mocca,
Cappuccino, Caramelo, Anís y Canela. Cuadro 3
Cuadro 3. Línea Panela con Café
Paquete de 250 gr Sobres de 8 gr Filtro Prep. Rápida 8 gr Fuente: Autores 2020
*Nota: Los sobres de 8 gr vienen en tres (3) presentaciones de empaque: Cajas de
15 sobres, Bolsas de 50 sobres y Bolsas de 100 sobres.
*Nota: Los sobres de 8 gr de Filtro de Preparación Rápida vienen en seis (6)
diferentes sabores: Canela, Anís, Campesino, Fresa, Mocca y Mora, y en tres (3)
presentaciones de empaque: Cajas de 15 sobres, Bolsas de 50 sobres y Bolsas de
100 sobres.
➢ Línea Cubos.
Cuadro 4. Línea Cubos
Cubos Colombia Cubos de Aromática Cubos de Café Fuente: Autores 2020
*Nota: Los Cubos Colombia vienen en los siguientes sabores: Limón, Lulo,
Maracuyá, Frutos Rojos, Durazno y Naranja, y en presentaciones de 24 y 48 cubos
por caja, las cajas de 48 cubos se exportan en 30 cajas por caja master y las cajas
de 24 cubos se exportan en 60 cajas por caja master. Los cubos Aromática vienen

19
en los sabores mencionados anteriormente, en presentaciones de 12 cubos por caja
y 158 cajas de cubos por caja master. Los cubos de café vienen en los siguientes
sabores: Campesino, Mocca, Cappuccino, Caramelo, Anís y Canela, en
presentaciones de 12 cubos por caja y 158 cajas de cubos por caja master
Presentaciones de Empaque
➢ Sobres.
Los productos de 6 gr natural, 6 gr saborizada, 70 gr saborizada, café de 8 gr y café
en sobre de filtro, tienen una presentación en sobres, cuyas características se
presentan en la Cuadro 5
Cuadro 5. Presentaciones en Sobres
Contenido: 6 gr
Material: Papel Plastificado
Dimensiones: Alto 7,5 cm X Ancho 6,5 cm
Contenido: 6 gr
Material: Papel Plastificado
Dimensiones: Alto 7,5 cm X Ancho 6 cm
Contenido: 6 – 8 gr
Material: Metalizado
Dimensiones: Alto 7,5 cm X Ancho 6,5 cm
Contenido: 70 gr
Material: Plástico
Dimensiones: Alto 14,5 cm X Ancho 6,3 cm
Contenido: 8 gr
Material: Tela
Dimensiones: Alto 14,3 cm X Ancho 8,5 cm
Fuente: Autores 2020

20
➢ Bolsas.
Las presentaciones de kilo y libra natural, kilo y libra saborizada y el empaque final
en pacas, utilizan bolsas de polipropileno, con las características exhibidas en la
Cuadro 6.
Cuadro 6. Presentaciones en Bolsas
Contenido: Paca de Arroba; 15 Bolsas de Kilo y 30 de Libra.
Material: Polipropileno
Dimensiones: NN
Contenido: 1 Kg; 100 sobre de 6
Material: Polipropileno
Dimensiones: Alto 30,5 cm X Ancho 20,5 cm.
Contenido: 1 Lb; 50 sobres de 6 gr
Material: Polipropileno
Dimensiones: Alto 25 cm X Ancho 15 cm.
Fuente: Autores 2020

21
➢ Cajas
Los sobres de 6 gr saborizada, los cubos Colombia, los cubos de panela con café y
panela saborizada y el empaque final para exportación se realiza en cajas con las
siguientes características (Cuadro 7).
Cuadro 7. Presentaciones en Cajas
Contenido: 150 gr, 25 sobres de 6 gr
Material: Cartón Impreso
Dimensiones: Alto 13 cm, Largo 10 cm, Ancho 5,7 cm
Contenido: 300 gr, 24 o 48 cubos.
Material: Cartón Impreso
Dimensiones: Alto 3,5 cm, Largo 12,8 cm, Ancho 8 cm.
Contenido: 96 gr, 12 cubos de 8 gr
Material: Cartón Impreso
Dimensiones: Alto 15,7 cm, Largo 3,1 cm, Ancho 3,1 cm.
Contenido: 32 cajas saborizada de 25 sobres, 16 bolsas de kilo, 158 cajas de cubos de café y/o 60 cajas de cubos de panela.
Material: Cartón Corrugado
Dimensiones: Alto 38,5 cm X Largo 39 cm X Ancho 21 cm
Fuente: Autores 2020

22
VENTAS Y PRODUCCIÓN
Producción
De acuerdo con los históricos que dispone la compañía, se recolectaron los
datos de las líneas de producción referidas al año 2019.
De acuerdo con los datos recolectados, se puede evidenciar que la línea de
producción más importante para SOY PANELA S.A.S., es su línea de Panela
Saborizada con un porcentaje de 60,28% de su demanda general. Tabla 2 y
Figura 5.
Tabla 2. Unidades Producidas por Línea 2019
PRODUCCIÓN SOY PANELA 2019
LINEAS DE PRODUCCIÓN UNIDADES. PORCENTAJE (%) ACUMULADO (%)
CUBOS 2391 17,38% 17,38%
PANELA CON CAFÉ 3074 22,34% 39,72%
PANELA SABORIZADA 8294 60,28% 100,00%
Total general 13759 100,00% Fuente: Autores 2020
Figura 5. Unidades Producidas por Línea 2019
Fuente: Autores 2020

23
➢ Productos Fabricados en la Línea de Panela Saborizada 2019
Tabla 3. Unidades Producidas Panela Saborizada 2019
PRODUCCIÓN LÍNEA PANELA SABORIZADA 2019
PRODUCTOS UNIDADES. PORCENTAJE (%) ACUMULADO (%)
1 KG SABORIZADA 0 0,00% 0,00%
1 LIBRA SABORIZADA 3847 46,38% 46,38%
6 GR SABORIZADA 4447 53,62% 100,00%
70 GR SABORIZADA 0 0,00% 100,00%
Total general 8294 100,00% Figura 6. Unidades Producidas Panela Saborizada 2019
Fuente: Autores 2020
De la línea de panela saborizada para el año 2019 solo se realizó producción para
los productos de libra saborizada y sobres de 6 gr saborizada, siendo los únicos
productos de esta línea que presentan históricos de producción. Tabla 3 y Figura 6.
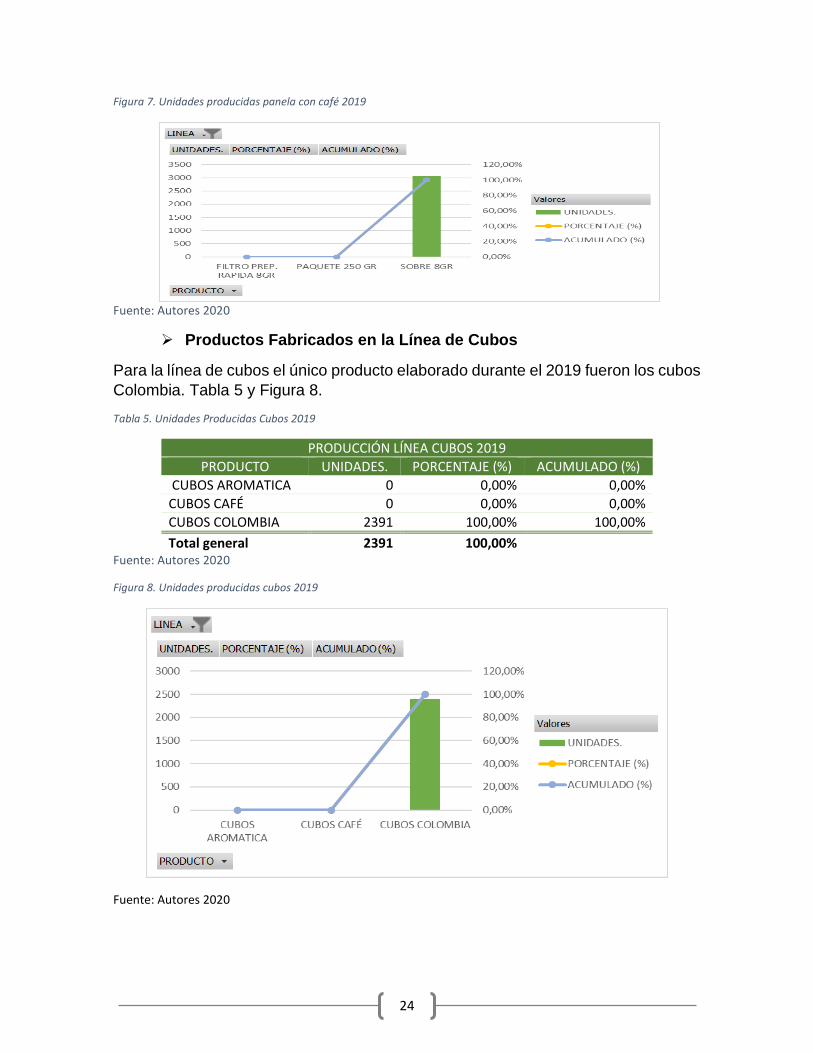
➢ Productos Fabricados en la Línea de Panela con Café
El único producto producido de la línea de panela con café para el año 2019 fueron
los sobres de 8 gr, como se muestra en la Tabla 4 y Figura 7
Tabla 4. Unidades producidas panela con café 2019
PRODUCCIÓN LÍNEA PANELA CON CAFÉ 2019
PRODUCTO UNIDADES. PORCENTAJE (%) ACUMULADO (%)
FILTRO PREP. RAPIDA 8GR 0 0,00% 0,00%
PAQUETE 250 GR 0 0,00% 0,00%
SOBRE 8GR 3074 100,00% 100,00%
Total general 3074 100,00% Fuente: Autores 2020
24
Figura 7. Unidades producidas panela con café 2019
Fuente: Autores 2020
➢ Productos Fabricados en la Línea de Cubos
Para la línea de cubos el único producto elaborado durante el 2019 fueron los cubos
Colombia. Tabla 5 y Figura 8.
Tabla 5. Unidades Producidas Cubos 2019
PRODUCCIÓN LÍNEA CUBOS 2019
PRODUCTO UNIDADES. PORCENTAJE (%) ACUMULADO (%)
CUBOS AROMATICA 0 0,00% 0,00%
CUBOS CAFÉ 0 0,00% 0,00%
CUBOS COLOMBIA 2391 100,00% 100,00%
Total general 2391 100,00% Fuente: Autores 2020
Figura 8. Unidades producidas cubos 2019
Fuente: Autores 2020
25
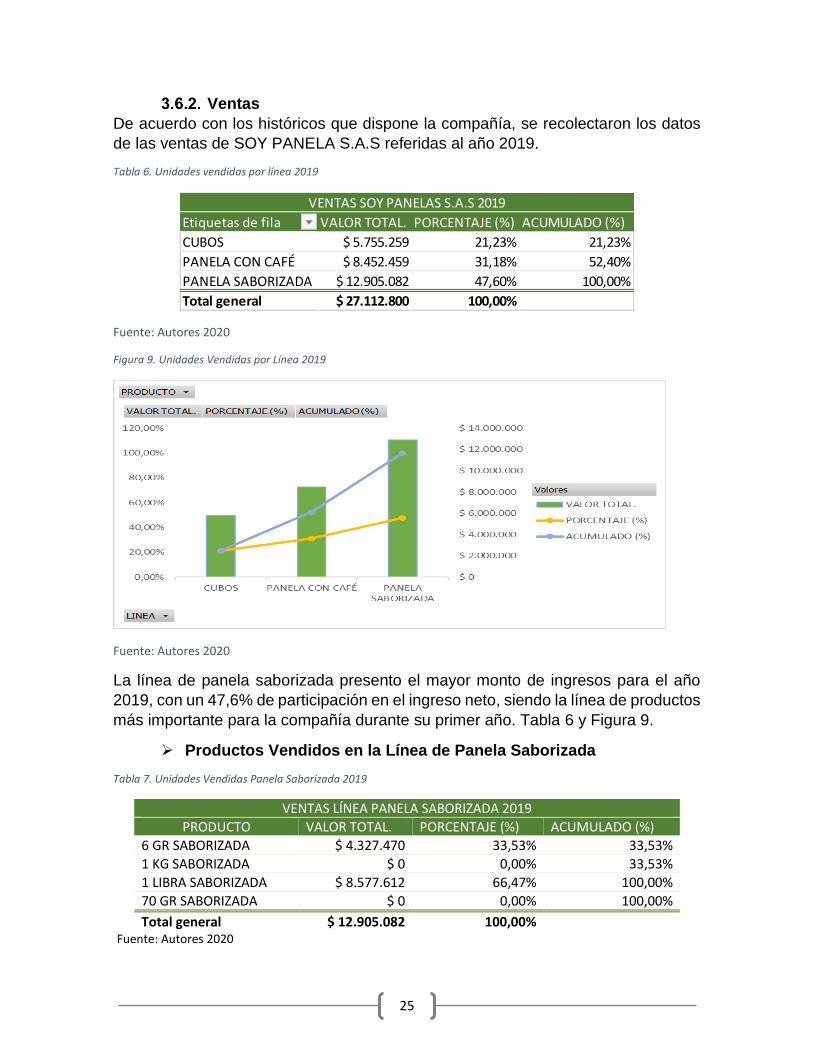
Ventas
De acuerdo con los históricos que dispone la compañía, se recolectaron los datos
de las ventas de SOY PANELA S.A.S referidas al año 2019.
Tabla 6. Unidades vendidas por línea 2019
Fuente: Autores 2020
Figura 9. Unidades Vendidas por Línea 2019
Fuente: Autores 2020
La línea de panela saborizada presento el mayor monto de ingresos para el año
2019, con un 47,6% de participación en el ingreso neto, siendo la línea de productos
más importante para la compañía durante su primer año. Tabla 6 y Figura 9.
➢ Productos Vendidos en la Línea de Panela Saborizada
Tabla 7. Unidades Vendidas Panela Saborizada 2019
VENTAS LÍNEA PANELA SABORIZADA 2019
PRODUCTO VALOR TOTAL. PORCENTAJE (%) ACUMULADO (%)
6 GR SABORIZADA $ 4.327.470 33,53% 33,53%
1 KG SABORIZADA $ 0 0,00% 33,53%
1 LIBRA SABORIZADA $ 8.577.612 66,47% 100,00%
70 GR SABORIZADA $ 0 0,00% 100,00%
Total general $ 12.905.082 100,00% Fuente: Autores 2020
Etiquetas de fila VALOR TOTAL. PORCENTAJE (%) ACUMULADO (%)
CUBOS $ 5.755.259 21,23% 21,23%
PANELA CON CAFÉ $ 8.452.459 31,18% 52,40%
PANELA SABORIZADA $ 12.905.082 47,60% 100,00%
Total general $ 27.112.800 100,00%
VENTAS SOY PANELAS S.A.S 2019

26
Figura 10. Unidades vendidas panela saborizada 2019
Fuente: Autores 2020
La grafica evidencia que el producto que presenta mayor venta para la compañía
en la línea de Panela Saborizada es la Panela por 1 Libra Saborizada, que
representa dos tercios de los ingresos del 2019. Tabla 7 y figura 10.
➢ Productos Vendidos en la línea de Panela con Café
Tabla 8. Unidades Vendidas Panela con Café 2019
VENTAS LÍNEA PANELA CON CAFÉ 2019
PRODUCTO VALOR TOTAL. PORCENTAJE (%) ACUMULADO (%)
PAQUETE 250 GR $ 0 0,00% 0,00%
FILTRO PREP. RAPIDA 8GR $ 0 0,00% 0,00%
SOBRE 8GR $ 8.452.459 100,00% 100,00%
Total general $ 8.452.459 100,00% Fuente: Autores 2020
Figura 11. Unidades Vendidas Panela con Café 2019
Fuente: Autores 2020

27
La grafica evidencia que el producto que presenta mayor venta para la compañía
en la línea de Panela con café es el sobre de 8 gr, que representa el único producto
de esta línea que genero ingresos para el año 2019. Tabla 8 y figura 11
➢ Productos Vendidos en la Línea de Cubos
Tabla 9. Unidades Vendidas Cubos 2019
Fuente: Autores 2020
Figura 12. Unidades Vendidas Cubos 2019
Fuente: Autores 2020
De la línea de cubos para el año 2019 solo se vendieron los productos de cubos de
café y los cubos Colombia, siendo los cubos Colombia el producto de esta línea que
presentan los mayores ingresos para este periodo. Tabla 9 y Figura 12.
VENTAS LÍNEA PANELA CUBOS 2019
PRODUCTO VALOR TOTAL. PORCENTAJE (%) ACUMULADO (%)
CUBOS AROMATICA $ 0 0,00% 0,00%
CUBOS CAFÉ $ 1.555.259 27,02% 27,02%
CUBOS COLOMBIA $ 4.200.000 72,98% 100,00%
Total general $ 5.755.259 100,00%

28
DISTRIBUCION DE PLANTA La planta de producción de Soy Panela S.A.S. se encuentra distribuida de la
siguiente forma. Todos los procesos que se requieren para realizar cada uno de los
productos se realizan dentro de la planta de producción con cada una de las
maquinas disponibles, debido a las diferentes opciones de sabores y empaques no
todos los productos siguen el mismo proceso ni utilizan las mismas máquinas, por
lo cual, la planta de producción se divide en las siguientes zonas:
A. Zona de almacenamiento de materia prima
B. Zona de secado
C. Zona de mezclado y tamizado
D. Zona de cubos
E. Zona de sobres
F. Zona de empaque
G. Zona de almacenamiento producto en proceso y residuos
H. Zona de almacenamiento de producto terminado
La maquinaria enumerada en el plano se relaciona en la Tabla 10:
Tabla 10. Equipos de Planta
Nº Máquina 1 Bascula
2 Stick pack
3 Máquina de cubos
4 Escabiladero
5 Horno
6 Mezclador
7 Selladora
8 Meson
9 Tacha Fuente: Autores 2020

29
Figura 13. Distribución de Planta
Fuente: Autores 2020
G

30
PRIORIZACIÓN DE VARIABLES Para desarrollar la priorización de variables de la compañía se identificaron las
causales que más afectaban las operaciones productivas y se determinó la
correlación y consecuencias de estos factores, con el fin de establecer cuáles son
las cuestiones más relevantes y darles posible solución. Los problemas
identificados son:
➢ Falta de un direccionamiento estratégico.
➢ Limitada planeación de la producción.
➢ Poco control de las operaciones.
➢ Incumplimiento en la entrega de pedidos.
➢ Desorden en la organización.
➢ Falta de capacitación.
➢ Tiempos muertos.
➢ Reprocesos.
➢ Escasa información documentada de producción y operaciones.
➢ Corto tiempo de apertura.
Luego de identificar los problemas se procedió a realizar la matriz Vester con su
adecuada escala de calificación.
➢ (0) No es Causa.
➢ (1) Causa Indirecta.
➢ (2) Causa Medianamente Directa.
➢ (3) Causa Directa.

31
MATRIZ VESTER Tabla 11. Matriz Vester
Fuente: Autores 2020
Falta de un
direccionamiento
estrategico
Limitada
planeacion
de la
produccion
Poco control
de las
operaciones
Incumplimiento en
la entrega de
pedidos
Desorden en la
organización
Falta de
capacitacion
Tiempos
muertosReprocesos
Escasa
informacion
documentada
de produccion y
operaciones
Corto
tiempo de
apertura
Total
Activos
Falta de un
direccionamiento
estrategico
0 2 2 3 1 2 0 0 2 0 12
Limitada
planeacion de la
produccion
0 0 3 3 1 1 2 2 3 0 15
Poco control de las
operaciones0 3 0 3 2 1 3 3 2 0 17
Incumplimiento en
la entrega de
pedidos
0 0 0 0 0 0 2 3 0 0 5
Desorden en la
organización3 2 2 3 0 0 2 2 3 0 17
Falta de
capacitacion0 1 1 3 1 0 3 3 0 0 12
Tiempos muertos 0 0 0 2 0 0 0 0 0 0 2
Reprocesos 0 0 0 3 1 0 0 0 0 0 4
Escasa informacion
documentada de
produccion y
operaciones
0 3 3 2 2 2 2 2 0 0 16
Corto tiempo de
apertura2 2 1 0 1 0 0 0 2 0 8
Total Pasivos 5 13 12 22 9 6 14 15 12 0TOTAL
MATRIZ DE VESTER PARA SOY PANELA S.A.S

32
RESULTADOS MATRIZ DE VESTER Figura 14. Resultado Matriz Vester
Fuente: Autores 2020 Los problemas se clasifican en los 4 diferentes cuadrantes para determinar cuáles
son las cuestiones más relevantes, interpretarlas y darles posible solución.
➢ Problemas Críticos: Son los problemas que tienen una gran influencia sobre
los otros problemas y a su vez son causados por la mayoría de los demás.
Requieren gran cuidado en su análisis y manejo ya que de su intervención
dependen en gran medida lo resultados finales.
▪ 15;13: Limitada planeación de la producción
▪ 16;12: Escasa información documentada de producción y operaciones
▪ 17;12: Poco control de las operaciones
➢ Problemas Pasivos: Son los problemas sin gran influencia causal sobre los
demás problemas pero que son causados por la mayoría. Se utilizan como
indicadores de cambio y de eficiencia de la intervención de problemas
activos.
▪ 5;22: Incumplimiento en la entrega de pedidos
▪ 4;15: Reprocesos
▪ 2;14: Tiempos muertos
➢ Problemas Indiferentes: Son problemas de baja influencia causal de los
demás problemas, pero que no son causados por la mayoría de los demás.
Son problemas de baja prioridad dentro del sistema analizado.
33
▪ 8;0: Corto tiempo de apertura
➢ Problemas Activos: Son problemas de alta influencia sobre la mayoría de
los restantes pero que no son causados por otros. Son problemas claves ya
que son causa primaria del problema central y por ende requieren atención y
manejo crucial
▪ 17;9: Desorden en la organización
▪ 12;6: Falta de capacitación
▪ 12;5: Falta de un direccionamiento estratégico
Después de clasificar cada problema entre críticos, pasivos, indiferentes y activos,
se procederá, a buscarles una solución a los problemas críticos y activos, ya que
son la causa principal de las deficiencias de la compañía y que de su intervención
depende en gran parte de los resultados de la mejora en los procesos de la
compañía.
Para resolver los problemas activos de falta de un direccionamiento estratégico y
parte del desorden de la organización, se propone hacer un plan estratégico en el
cual se establezca una Misión, una Visión y unos valores organizacionales, con el
fin de direccionar y organizar a la compañía hacia un mercado, darle una identidad
y motivar a sus colaboradores a cumplir un propósito en común con beneficios para
todos.
Con el objetivo de resolver los problemas críticos y demás problemas activos, se
propone elaborar un plan de gestión de las operaciones, a partir, de un plan táctico,
donde se estipulen las capacidades y tiempo de producción, un plan maestro de
producción y un plan de requerimientos de material de cada componente, según el
producto a elaborar. Esto concederá avanzar en la limitada planeación de la
producción que presenta actualmente la compañía. Y de un plan operativo, en el
que, se describa y documente las características del producto, el proceso
productivo, las maquinas necesarias en cada proceso, los recorridos que debe
realizar cada artículo en la planta, el uso y la limpieza da cada una de las
herramientas y maquinas utilizadas en cada procedimiento. Esto permitirá, tener un
control de las operaciones y la producción, estandarizar los procesos de fabricación,
apoyar la falta de capacitación del personal y tener documentada la mayor parte de
la información de las operaciones y la producción.

34
4. PLAN DE MEJORA
4.1. PLAN ESTRATÉGICO La compañía SOY PANELA S.A.S, al momento de realizar este trabajo no contaba
con un Plan Estratégico definido, por ende, no poseía Misión, Visión y Valores
Organizacionales. Se adelantó este ejercicio como base de discusión junto con el
área gerencial de la compañía como una acción de partida fundamental para la
realización de este trabajo y de acuerdo con ello se realizó una propuesta de Misión,
Visión y Valores Organizacionales para que la compañía pueda discutir en su
momento, a continuación, se presenta cada una de las propuestas:
Misión
“Nuestra compañía busca producir, transformar y comercializar productos a base de
panela pulverizada, contando con una alta variedad de presentaciones que
satisfacen las necesidades y expectativas de nuestros clientes nacionales e
internacionales, logrando una mejora continua a través de un equipo de trabajo
plenamente capacitado y comprometido, una elaboración amigable con el medio
ambiente y un proceso tecnificado de excelente calidad”.
Visión
“En el año 2025 SOY PANELA S.A.S será una organización pionera e innovación
de productos naturales a base de panela pulverizada certificada con sellos
orgánicos y de calidad, rompiendo el esquema de lo tradicional, para incursionar en
nuevos mercados y países, logrando el posicionamiento de sus marcas sin dejar de
lado el mercado nacional”.
Valores Organizacionales
➢ Lealtad: Mantener la confidencialidad de nuestros procesos.
➢ Perseverancia: Pasión por el trabajo.
➢ Compromiso: Cumplimiento con las expectativas de nuestros
clientes.
➢ Orden: Cada elemento tiene su tiempo y lugar.
➢ Innovación: Cada loca idea tiene su fruto.
➢ Trabajo en Equipo: Aunar fuerzas en busca del éxito de la
organización.
➢ Paciencia: Virtud para afrontar las adversidades.

35
4.2. PLAN TÁCTICO
Capacidad
A continuación, se presenta la capacidad diaria de las maquinas presentes en la
planta, su eficiencia general y su capacidad productiva de acuerdo con cada uno de
los productos que se procesan.
Primero se encuentra una tabla con los equipos utilizados en la elaboración de cada
producto, el tiempo estándar en minutos invertidos en la transformación de una
unidad de trabajo, el número de equipos o recursos con los que cuenta la planta y
la capacidad en gramos producida por cada máquina en un turno de 8 horas con un
porcentaje mínimo del 10% de ese tiempo para la preparación de las maquinas o
como colchón de seguridad por si sucede alguna eventualidad.
Luego se presenta una ilustración, donde se muestran los puestos de trabajo con la
cantidad de gramos producida por dicha máquina, con su porcentaje de utilización,
y así determinar cuál es la maquina o puesto de trabajo que funciona al 100% de su
utilización y decretar que esa es la máxima cantidad de gramos producidas en un
turno. Establecida esta capacidad máxima, finalmente se encuentran dos tablas en
las que se exponen los gramos máximos producidos, su equivalencia en unidad de
venta (sobres, cajas, bolsas y pacas), la eficiencia y la producción general de la
planta en la producción de ese artículo.
Este ejercicio se realizó para la fabricación de cada producto y se muestran como
ejemplo, los 5 productos que hasta la fecha presentan una demanda mensual para
el año 2020. La figura 15 muestra la capacidad de la planta para la elaboración de
sobres de 6 gr de panela saborizada, La figura 16 muestra la capacidad de la planta
para la elaboración de sobres de 6 gr de panela natural, La figura 17 muestra la
capacidad de la planta para la elaboración de sobres de 70 gr de panela saborizada,
La figura 18 muestra la capacidad de la planta para la elaboración de bolsas de 1
libra de panela saborizada y La figura 19 muestra la capacidad de la planta para la
elaboración de bolsas de 1 libra de panela natural.
Estas capacidades determinaran el número máximo de pacas que se pueden
producir en un turno con la maquinaria y los recursos actuales que posee la planta.
A partir de este número se podrá establecer el plan maestro de producción, la
programación de la producción y el plan de requerimiento de material para cumplir
con dicho programa y cumplir con la fecha pactada de la entrega del pedido
solicitado por el cliente.

36
➢ 6 GR SABORIZADA
Figura 15. Capacidad, Eficiencia general y productividad para la elaboración de sobres de 6 gr saborizada
Fuente: Autores 2020
No. PROCESO EQUIPO UNID. DE TRABAJOUNIDAD DE
MEDIDA (GR)TIEMPO ESTANDAR (MIN)
EQUIPOS
DISPONIBLESGR/MIN MIN/DIA
CAPACIDAD
(GR) EFICIENCIA UTILIDAD
1 SECADO HORNO 30000 gr 30000 30 1 1000 480 480000 80% 384000
2 MEZCLADO MEZCLADORA 30000 gr 30000 14 1 2143 480 1028571 80% 822857
3 TAMIZADO TACHA 3000 gr 2000 1 1 2000 480 960000 80% 768000
4 ENVOLTURA STICKPACK 1 sobres de 6gr 6 0,020 1 300 480 144000 90% 129600
5 EMPAQUE OPERARIO 1 caja de 25 sobres 150 0,500 2 300 480 144000 90% 259200
6 EMPAQUE FINAL OPERARIO 1 paca de 20 cajas 3000 3 1 1000 480 480000 70% 336000
6 GR SABORIZADA
HORNO MEZCLADORA TACHA STICKPACK OPERARIO OPERARIO
50%
34% 16% 17% 100% 64800 39%
129600 129600 129600 129600 50% 129600
64800
EFICIENCIA GENERAL 37%
PRODUCTIVIDAD GENERAL 18514 GR/MAQUINA
DESCRIPCIÓN CAPACIDAD
Gramos 129600
Sobres 21600
Cajas 864
Pacas 44

37
➢ 6 GR NATURAL
Figura 16. Capacidad, Eficiencia general y productividad para la elaboración de sobres de 6 gr natural
Fuente: Autores 2020
No. PROCESO EQUIPO UNID. DE TRABAJO
UNIDAD DE
MEDIDA
(GR)
TIEMPO ESTANDAR (MIN)EQUIPOS
DISPONIBLESGR/MIN MIN/DIA
CAPACIDAD
(GR) EFICIENCIA UTILIDAD
1 SECADO HORNO 30000 gr 30000 30 1 1000 480 480000 80% 384000
2 TAMIZADO TACHA 3000 gr 2000 1 1 2000 480 960000 80% 768000
3 ENVOLTURA STICKPACK 1 sobres de 6gr 6 0,020 1 300 480 144000 90% 129600
4 EMPAQUE OPERARIO 1 bolsa de 100 sobres 600 0,333 1 1800 480 864000 90% 777600
5 EMPAQUE FINAL OPERARIO 1 paca de 15 bolsas 9000 3 1 3000 480 1440000 70% 1008000
6 GR NATURAL
EFICIENCIA GENERAL 31%
PRODUCTIVIDAD GENERAL 25920 GR/MAQUINA
HORNO TACHA STICKPACK OPERARIO OPERARIO
17%
34% 17% 100% 129600 13%
129600 129600 129600 17% 129600
129600
DESCRIPCIÓN CAPACIDAD
Gramos 129600
Sobres 21600
Bolsas 216
Pacas 15
38
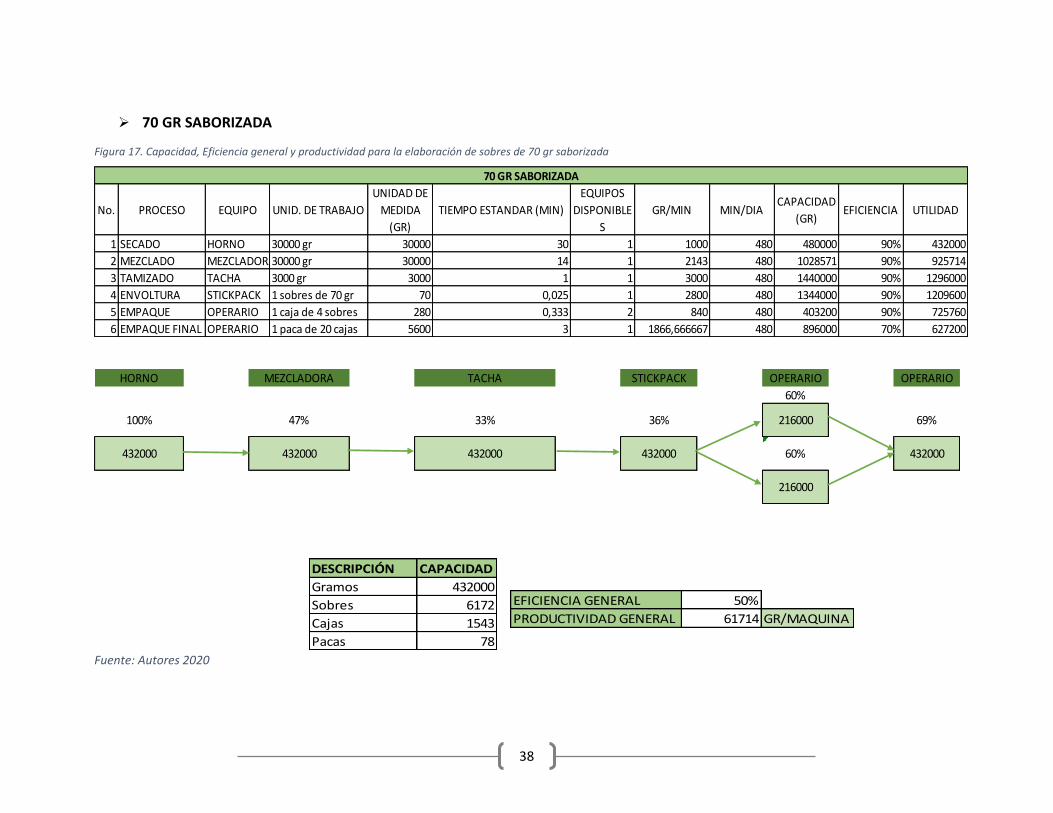
➢ 70 GR SABORIZADA
Figura 17. Capacidad, Eficiencia general y productividad para la elaboración de sobres de 70 gr saborizada
Fuente: Autores 2020
No. PROCESO EQUIPO UNID. DE TRABAJO
UNIDAD DE
MEDIDA
(GR)
TIEMPO ESTANDAR (MIN)
EQUIPOS
DISPONIBLE
S
GR/MIN MIN/DIACAPACIDAD
(GR) EFICIENCIA UTILIDAD
1 SECADO HORNO 30000 gr 30000 30 1 1000 480 480000 90% 432000
2 MEZCLADO MEZCLADORA30000 gr 30000 14 1 2143 480 1028571 90% 925714
3 TAMIZADO TACHA 3000 gr 3000 1 1 3000 480 1440000 90% 1296000
4 ENVOLTURA STICKPACK 1 sobres de 70 gr 70 0,025 1 2800 480 1344000 90% 1209600
5 EMPAQUE OPERARIO 1 caja de 4 sobres 280 0,333 2 840 480 403200 90% 725760
6 EMPAQUE FINAL OPERARIO 1 paca de 20 cajas 5600 3 1 1866,666667 480 896000 70% 627200
70 GR SABORIZADA
HORNO MEZCLADORA TACHA STICKPACK OPERARIO OPERARIO
60%
100% 47% 33% 36% 216000 69%
432000 432000 432000 432000 60% 432000
216000
EFICIENCIA GENERAL 50%
PRODUCTIVIDAD GENERAL 61714 GR/MAQUINA
DESCRIPCIÓN CAPACIDAD
Gramos 432000
Sobres 6172
Cajas 1543
Pacas 78

39
➢ 1 LIBRA SABORIZADA
Figura 18. Capacidad, Eficiencia general y productividad para la elaboración de bolsas de libra saborizada
Fuente: Autores 2020
DESCRIPCIÓN CAPACIDAD
Gramos 960000
Bolsas 1920
Pacas 64
EFICIENCIA GENERAL 77%
PRODUCTIVIDAD GENERAL 137143 GR/MAQUINA
No. PROCESO EQUIPO UNID. DE TRABAJO
UNIDAD DE
MEDIDA
(GR)
TIEMPO ESTANDAR (MIN)
EQUIPOS
DISPONIBLE
S
GR/MIN MIN/DIACAPACIDAD
(GR) EFICIENCIA UTILIDAD
1 MEZCLADO MEZCLADORA50000 gr 50000 14 1 3571 480 1714286 90% 1542857
2 TAMIZADO TACHA 3000 gr 50000 10 1 5000 480 2400000 90% 2160000
3 EMPAQUE OPERARIO 1 bolsa de 500 gr 500 0,5 2 1000 480 480000 100% 960000
4 SELLADO SELLADORA 1 bolsa 500 0,5 2 1000 480 480000 100% 960000
5 EMPAQUE FINAL OPERARIO 1 paca de 30 bolsas 15000 3 1 5000 480 2400000 70% 1680000
1 LIBRA SABORIZADA
MEZCLADORA TACHA OPERARIO SELLADORA OPERARIO
100%
56% 40% 480000 100% 57%
960000 960000 100% 960000 960000
480000

40
➢ 1 LIBRA NATURAL
Figura 19. Capacidad, Eficiencia general y productividad para la elaboración de bolsas de libra natural
Fuente: Autores 2020
DESCRIPCION CAPACIDAD
Gramos 960000
Bolsas 1920
Pacas 64
EFICIENCIA GENERAL 80%
PRODUCTIVIDAD GENERAL 160000 GR/MAQUINA
No. PROCESO EQUIPO UNID. DE TRABAJO
UNIDAD DE
MEDIDA
(GR)
TIEMPO ESTANDAR (MIN)
EQUIPOS
DISPONIBLE
S
GR/MIN MIN/DIACAPACIDAD
(GR) EFICIENCIA UTILIDAD
1 TAMIZADO TACHA 3000 gr 50000 10 1 5000 480 2400000 90% 2160000
2 EMPAQUE OPERARIO 1 bolsa de 500 gr 500 0,5 2 1000 480 480000 100% 960000
3 SELLADO SELLADORA 1 bolsa de 500 gr 500 0,5 2 1000 480 480000 100% 960000
4 EMPAQUE FINAL OPERARIO 1 paca de 30 bolsas 15000 3 1 5000 480 2400000 70% 1680000
1 LIBRA NATURAL
TACHA OPERARIO OPERARIO OPERARIO
100%
44% 480000 57% 57%
960000 100% 960000 960000
480000

41
La capacidad de cada una de las máquinas y del proceso en general se midió en
gramos producidos por minuto gr/min (un día tiene un turno de 8 horas, por lo tanto,
tiene 480 minutos),la unidad de trabajo es la cantidad de panela que se procesa en
una operación, es decir, para secar la panela en el horno su capacidad es de 30.000
gramos por 30 minutos, mientras que para producir un sobre de 6 gr, la Stick Pack
procesa 50 sobres por minuto, entonces la unidad de trabajo es un sobre por 0,02
minutos.
De acuerdo con lo anterior, se pudo observar que la capacidad útil del proceso para
la elaboración de los sobres de 6 gr de panela saborizada (Figura 15), se encuentra
limitado por la máquina Stick Pack, siendo la capacidad de esta máquina, la máxima
capacidad del proceso. al igual que los sobres de 6 gr de panela natural (Figura 16)
y los sobres de 70 gr de panela saborizada (Figura 17). Mientras que, para la
fabricación de bolsas de 1 libra de panela saborizada y panela natural, quien limita
la producción son los operarios (Figura 18 y Figura 19, respectivamente), esto
sucede porque se supera la cantidad máxima que puede empacar un operario en
un minuto, debido a que el pesaje de las bolsas se debe hacer manualmente, esto
permite un control de calidad uno a uno, pero limita la velocidad de empaque del
proceso.
Se realizó el mismo procedimiento para cada uno de los productos de la compañía,
tomando como capacidad máxima del proceso, la máquina que presentó la menor
capacidad de producción.
La demanda o pedidos recibidos por la fuerza de ventas de la compañía no pueden
superar las capacidades establecidas, si es así, habría que estimar el tiempo que
requiere dicha sobre carga del proceso y si es requerida más veces. Teniendo en
cuanta estos factores, se podría determinar si la mejor opción es trabajar horas
extras o duplicar los turnos de trabajo, con el fin de evitar el mayor costo posible y
la mejor eficiencia de la maquinaria.
Programa Maestro de Producción (PMP)
Como se puede observar en capítulo 3.6 Producción y Ventas de este trabajo, solo
se tiene datos de producción para sobres de 6 gr de panela saborizada, bolsas de
1 libra de panela saborizada, sobres de 8 gramos de panela con café y cubos
Colombia, siendo estos datos históricos insuficiente para generar un modelo de
pronóstico para el programa de producción. Además de que la compañía tiene un
tipo de fabricación Armado Bajo Pedido y que no se procesa una orden de
producción hasta que no llegue el pedido del cliente. Se decide tomar como
demanda los pedidos mensuales de los clientes para el año 2020, y así establecer
la programación de la producción para dichos pedidos.
Esta demanda se presenta en la Tabla 12:

42
Tabla 12. Demanda mensual
Fuente: Autores 2020
Se realizó el programa de producción por producto en el orden en que se muestra
en la tabla 12, iniciando con los sobres de 6 gramos de panela saborizada y
finalizando con las bolsas de 1 libra de panela natural. Como demanda se tomó el
pedido de cada producto y como lote de producción se tomó la capacidad máxima
que se puede producir de dicho artículo en un solo día, de esta manera se distribuyó
la producción hasta cumplir con todos los pedidos. Entonces a partir de la demanda
y de la capacidad de las maquinas por proceso productivo, se determinó la siguiente
programación de producción.
Para los sobres de 6 gr de panela saborizada se tiene una demanda de 200 pacas
y una producción diaria de 44 pacas, por lo cual, la producción de este pedido
tardara 5 días (Figura 20), del día 1 al día 5 del mes; los sobres de 6 gr de panela
natural tienen una demanda de 278 pacas y una producción diaria de 15 pacas, por
lo cual, la producción de este pedido tardara 19 días (Figura 21), del día 6 al día 24
del mes; los sobres de 70 gr de panela saborizada tienen una demanda de 268
pacas y una producción diaria de78 pacas, por lo cual, la producción de este pedido
tardara 4 días (Figura 22), del día 25 al día 28 del mes; las bolsas de 1 libra de
panela saborizada tienen una demanda de 100 pacas y una producción diaria de 64
pacas, por lo cual, la producción de este pedido tardara 2 días (Figura 23), del día
29 al día 30 del mes y las bolsas de 1 libra de panela natural tienen una demanda
de 100 pacas y una producción diaria de 64 pacas, por lo cual, la producción de
este pedido tardara 2 días (Figura 24), del día 1 al día 2 del siguiente mes.
El programa maestro de producción se muestra a continuación.
UNIDAD DE VENTA UNIDAD DE EMPAQUE
6 GR SABORIZADA 4000 Cajas 200 Pacas
6 GR NATURAL 4166 Bolsas 278 Pacas
70 GR SABORIZADA 5357 Cajas 268 Pacas
1 LIBRA SABORIZADA 3000 Cajas 100 Pacas
1 LIBRA NATURAL 3000 Cajas 100 Pacas
DEMANDAPRODUCTO

43
✓ 6 GR SABORIZADA
Figura 20. Plan Maestro de Producción para Sobres de 6 gr Saborizada
Fuente: Autores 2020
✓ 6 GR NATURAL
Figura 21. Plan Maestro de Producción para Sobres de 6 gr Natural
Fuente: Autores 2020
DEMANDA M 4000 CAJAS 864
DEMANDA M 200 PACAS 44
INVENTARIO I 0
TAMAÑO LOTE 44
CAP. D
CAP. D
DIA 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
PRONOSTICO
PEDIDO CLIENTE 44 44 44 44 24 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
INVENTARIO 0 0 0 0 0 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20
DISPONIBLE 0 0 0 0 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20
PMP 44 44 44 44 44 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
MES 1 MES 2
PROGRAMA MAESTRO DE PRODUCCION 6 GR SABORIZADA
DEMANDA M 4166 CAP. D 216
DEMANDA M 278 CAP. D 15
INVENTARIO I 0
TAMAÑO LOTE 15
BOLSAS
PACAS
DIA 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
PRONOSTICO
PEDIDO CLIENTE 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 8 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
INVENTARIO 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7
DISPONIBLE 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7
PMP 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
MES 2MES 1
PROGRAMA MAESTRO DE PRODUCCION 6 GR NATURAL

44
✓ 70 GR SABORIZADA.
Figura 22. Plan Maestro de Producción para Sobres de 70 gr Saborizada
Fuente: Autores 2020
✓ 1 LIBRA SABORIZADA
Figura 23. Plan Maestro de Producción para Bolsas de Libra Saborizada
Fuente: Autores 2020
DEMANDA M 5357 CAJAS 1543
DEMANDA M 268 PACAS 78
INVENTARIO I 0
TAMAÑO LOTE 78
CAP. D
CAP. D
DIA 25 26 27 28 29 30 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1 2 3 4 5 6 7 8 9
PRONOSTICO
PEDIDO CLIENTE 78 78 78 34 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
INVENTARIO 0 0 0 0 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44
DISPONIBLE 0 0 0 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44 44
PMP 78 78 78 78 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
PROGRAMA MAESTRO DE PRODUCCION 70 GR SABORIZADA
MES 1 MES 2 MES 3
DEMANDA M 3000 CAJAS 1920
DEMANDA M 100 PACAS 64
INVENTARIO I 0
TAMAÑO LOTE 64
CAP. D
CAP. D
DIA 29 30 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1 2 3 4 5 6 7 8 9 10 11 12 13
PRONOSTICO
PEDIDO CLIENTE 64 36 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
INVENTARIO 0 0 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28
DISPONIBLE 0 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28
PMP 64 64 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
PROGRAMA MAESTRO DE PRODUCCION 1 LIBRA SABORIZADA
MES 2 MES 3MES 1

45
✓ 1 LIBRA NATURAL
Figura 24. Plan Maestro de Producción para Bolsas de Libra Natural
Fuente: Autores 2020
✓ PROGRAMA MAESTRO DE PRODUCCION GENERAL
Figura 25. Programa Maestro de Producción General
Fuente: Autores 2020
DEMANDA M 3000 CAJAS 1920
DEMANDA M 100 PACAS 64
INVENTARIO I 0
TAMAÑO LOTE 64
CAP. D
CAP. D
DIA 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
PRONOSTICO
PEDIDO CLIENTE 64 36 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
INVENTARIO 0 0 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28
DISPONIBLE 0 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28 28
PMP 64 64 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
PROGRAMA MAESTRO DE PRODUCCION 1 LIBRA NATURAL
MES 2 MES 3
DIA 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1 2
6 GR SABORIZADA 44 44 44 44 44
6 GR NATURAL 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15
70 GR SABORIZADA 78 78 78 78
1 LIBRA SABORIZADA 64 64
1 LIBRA NATURAL 64 64
MES 1 MES 2
PROGRAMA MAESTRO DE PRODUCCION
46
En el programa se evidencian: que el tiempo en general que se tarda sacar toda la
orden de producción, es de 32 días laborales, de acuerdo con la capacidad de la
planta y al número de operarios actuales en la planta. Pero la demanda actual es
una demanda mensual, por lo consiguiente, es necesario laborar 2 días extras cada
mes para cumplir con el pedido del cliente, además de que el programa toma el
domingo como un día laboral, cuando no es así, lo cual hace que se requiera de
una semana más de producción.
Con este programa maestro de producción quedarían 20 pacas de sobres de 6gr
saborizada en inventario (Figura20), 7 pacas de sobres de 6gr natural en inventario
(Figura 21), 44 pacas de sobres de 70gr saborizada en inventario (Figura 22), 28
pacas de 1 Libra saborizada en inventario (Figura 23) y 28 pacas de 1 Libra natural
en inventario (Figura 24). Esto permitirá tener un stock de seguridad para cada uno
de los productos. Se necesitan solo realizar dos hora extra cada día
aproximadamente, para cumplir con los tiempos de entrega.
Plan de Requerimientos (MRP)
Para determinar el plan de requerimientos de material, se tomó como base el plan
maestro de producción, el despiece del producto y los días que tarda después de
realizada la orden compra, en llegar cada componente.
El siguiente plan se realizó para cada uno de los productos que presentan una
demanda actual, en la que se identifican los componentes, su horizonte de
producción y sus tiempos de llegada después de solicitar.
Por ejemplo, para el plan de requerimientos de material de los sobres de 6 gr de
panela saborizada (Figura 25), en la parte superior izquierda se encuentra el
despiece del producto, el cual se encuentra dividido en cuatro niveles del 0 al 3.
Dependiendo el momento en que se necesite el componente se le asigna el nivel,
por lo cual, el pedido de material a los proveedores se asigna en el nivel inferior
(nivel 3 que es el nivel que donde se realiza la solicitud de material al proveedor) y
los demás niveles son de ensamble hasta llegar al producto final (el empaque en
pacas de cada producto). En la parte superior derecha se encuentra una tabla con
los nombres de los materiales y la letra asignada en el despiece del producto. En la
parte inferior izquierda se encuentra los tiempos de llegada que toma cada
componente, desde el momento en el que se realiza el pedido al proveedor, hasta
el momento de descargue en el almacén, agrupados por niveles. Y por último en la
parte inferior derecha se encuentra una tabla con los tiempos más prolongados de
llegada en cada uno de los niveles, esto con el fin de establecer el horizonte de
producción, que es el tiempo mínimo de espera entre un pedido de producción
realizado por el cliente, hasta el momento en que se entrega el producto terminado,
sin tener materia prima en el inventario.

47
Una vez determinado el horizonte de producción, se procedió a establecer los días
y las cantidades de cada componente que se deberían tener en el almacén para
cumplir con la fabricación de cada artículo (tabla 13 y tabla 14). Este mismo proceso
se realizó para las bolsas de 1 libra de panela saborizada y se muestra como
ejemplo en la figura 26 y en las tablas 15 y 16. Para los sobres de panela pulverizada
de 6 gr Natural (Tabla 17), los sobres de 70 gr saborizada (Tabla 18) y 1 libra natural
(Tabla 19), se evidencia la tabla resumen del plan de requerimientos de material.
Realizada esta actividad, se procedió a efectuar el plan de requerimientos por
componente de toda la producción mensual, es decir, el plan de requerimientos en
general de toda la panela para cumplir con la producción mensual, el plan de
requerimientos en general de todo el saborizante para cumplir con la producción
mensual, el plan de requerimientos en general de todo el ácido para cumplir con la
producción mensual, etc. Esto con el fin de determinar las cantidades a pedir a
través del lote económico de pedido (EOQ), los tiempos entre pedidos, el día en que
se debe realizar la orden de compra para que dicho componente llegue justo a
tiempo para ser procesado y el número de inventario de materia prima para cumplir
con dicho plan.

48
o MRP 6 GR SABORIZADA
o Lista de Material – Horizonte de Producción
Figura 26. Despiece del Producto, lista de materiales y horizonte de producción para Sobres de 6 gr Saborizada
Fuente: Autores 2020
TIPO PRODUCTO
A PACA DE SOBRES DE 6 GR SABORIZADA
B SOBRE DE PANELA SABORIZDA 6 GR
C CAJA PARA 25 SOBRES
D BOLSA DE PACA
E MEZCLA
F SOBRES DE PAPEL
G PANELA PULVERIZADA
H ACIDO
I SABORIZANTE
NIVEL MAYOR TIEMPO DE ESPERA
0 0 DIA
1 0,5 DIAS
2 0,5DIAS
3 15 DIAS
HORIZONTE DE PRODUCCION 16 DIAS
TIEMPO
8 DIAS
0,5 DIA
3 DIAS
15 DIAS
4 DIAS PARA OBTENER EL COMPONENTE C DEL PROVEEDOR
3 DIAS PARA OBTENER EL COMPONENTE D DEL PROVEEDOR
0,5 DIA NIVEL 2
0,5 DIA PARA OBTENER EL SUBPRODUCTO B ENSAMBLANDO LOS COMPONENTE E y F NIVEL 1
0 DIA PARA OBTENER EL PRODUCTO A ENSAMBLANDO LOS COMPONENTE B, C y D NIVEL 0
NIVEL 3
DESCRIPCION
PARA OBTENER EL COMPONENTE G DEL PROVEEDOR
PARA OBTENER EL COMPONENTE H DEL PROVEEDOR
PARA OBTENER EL COMPONENTE I DEL PROVEEDOR
PARA OBTENER EL SUBPRODCTO E MEZCLANDO LOS COMPONENTE G,I y H
PARA OBTENER EL COMPONENTE F DEL PROVEEDOR

49
o Plan de Requerimiento por Producto 6 gr Saborizada
Tabla 13. Plan de Requerimiento de cada componente para producir Sobres de 6 gr Saborizada
DEMANDA M 4000 CAJAS 864
DEMANDA M 200 PACAS 44CAP. D
CAP. D
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
NB 44 44 44 44 44 0
INV 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
NN 44 44 44 44 44 0
TS 44 44 44 44 44 0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
NB 22000 22000 22000 22000 22000 0
INV 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
NN 22000 22000 22000 22000 22000 0
TS 22000 22000 22000 22000 22000 0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
NB 880 880 880 880 880 0
INV 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
NN 880 880 880 880 880 0
TS 880 880 880 880 880 0 0 0 0 0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
NB 132000 132000 132000 132000 132000 0
INV 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
NN 132000 132000 132000 132000 132000 0
TS 0 0 132000 132000 132000 132000 132000 0 0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
NB 22000 22000 22000 22000 22000 0
INV 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
NN 22000 22000 22000 22000 22000 0
TS 22000 22000 22000 22000 22000 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
C (CAJAS)
E (GR)
F(SOBRES P)
DIAS
A (PACAS)
B (SOBRES)
DIAS
DIAS
DIAS
DIAS

50
Nota: continuación Tabla 13
Fuente: Autores 2020
Tabla 14. Resumen Plan de Requerimiento general para producir Sobres de 6 gr Saborizada
Fuente: Autores 2020
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
NB 126456 126456 126456 126456 126456 0 0
INV 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
NN 126456 126456 126456 126456 126456 0 0
TS 126456 126456 126456 126456 126456 0 0 0 0 0 0 0 0 0 0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
NB 4752 4752 4752 4752 4752 0 0
INV 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
NN 4752 4752 4752 4752 4752 0 0
TS 4752 4752 4752 4752 4752 0 0 0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
NB 792 792 792 792 792 0 0
INV 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
NN 792 792 792 792 792 0 0
TS 792 792 792 792 792 0 0 0 0 0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
NB 44 44 44 44 44 0
INV 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
NN 44 44 44 44 44 0
TS 44 44 44 44 44 0 0 0 0
I(GR)
D (BOLSAS)
G(GR)
H(GR)
DIAS
DIAS
DIAS
DIAS
DIAS 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
A (PACA P) 44 44 44 44 44
B (SOBRE P) 22000 22000 22000 22000 22000
C (CAJAS) 880 880 880 880 880
D (BOLSA PACA) 44 44 44 44 44
E (MEZCLA) 132000 132000 132000 132000 132000
F (SOBRE PAPEL) 22000 22000 22000 22000 22000
G (PANELA) 126456 126456 126456 126456 126456
H (ACIDO) 4752 4752 4752 4752 4752
I (SABORIZANTE) 792 792 792 792 792
PLAN DE REQUERIMIENTOS 6 GR SABORIZADA MES 1

51
o MRP 1 LB SABORIZADA
o Lista de Materiales – Horizonte de Producción
Figura 27. Despiece del producto, lista de materiales y horizonte de producción para bolsas de Libra Saborizada
Fuente: Autores 2020
A
B(30) C
D(500) E
GF H
NIVEL 0
NIVEL 1
NIVEL 2
NIVEL 3
TIPO PRODUCTO
A PACA DE LIBRA SABORIZADA
B BOLSA DE PANELA LIBRA SABORIZADA
C BOLSA DE PACA
D MEZCLA
E BOLSA DE LIBRA
F PANELA PULVERIZADA
G ACIDO
H SABORIZANTE
TIEMPO
8 DIAS
0,5 DIA
3 DIAS
0,5 DIA
3 DIAS
0,5 DIA
3 DIAS
0,5 DIA NIVEL 0
PARA OBTENER EL SUBPRODCTO D MEZCLANDO LOS COMPONENTE G,I y HNIVEL 2
PARA OBTENER EL COMPONENTE E DEL PROVEEDOR
DESCRIPCIÓN
PARA OBTENER EL COMPONENTE F DEL PROVEEDOR
NIVEL 3PARA OBTENER EL COMPONENTE G DEL PROVEEDOR
PARA OBTENER EL COMPONENTE H DEL PROVEEDOR
PARA OBTENER EL SUBPRODUCTO B ENSAMBLANDO LOS COMPONENTE D, E y FNIVEL 1
PARA OBTENER EL COMPONENTE C DEL PROVEEDOR
PARA OBTENER EL PRODUCTO A ENSAMBLANDO LOS COMPONENTE B, C y D
NIVEL MAYOR TIEMPO DE ESPERA
0 0,5 DIA
1 3 DIAS
2 3 DIAS
3 8 DIAS
HORIZONTE DE PRODUCCIÓN 14,5 DIAS

52
o Plan de Requerimiento por Producto 1 Lb Saborizada
Tabla 15. Plan de requerimiento de cada componente para producir Bolsas de Libra Saborizada
DEMANDA M 3000 CAJAS 1920
DEMANDA M 100 PACAS 64CAP. D
CAP. D
1 2 3 4 5 6 7 8 9 10 11
NB 64 64 0
INV 0 0 0 0 0 0 0 0 0 0 0
NN 64 64 0
TS 64 64 0
1 2 3 4 5 6 7 8 9 10 11
NB 1920 1920 0
INV 0 0 0 0 0 0 0 0 0 0 0
NN 1920 1920 0
TS 1920 1920 0
1 2 3 4 5 6 7 8 9 10 11
NB 1920 1920 0
INV 0 0 0 0 0 0 0 0 0 0 0
NN 1920 1920 0
TS 1920 1920 0 0 0 0
1 2 3 4 5 6 7 8 9 10 11
NB 960000 960000 0
INV 0 0 0 0 0 0 0 0 0 0 0
NN 960000 960000 0
TS 960000 960000 0
1 2 3 4 5 6 7 8 9 10 11
NB 919680 919680 0
INV 0 0 0 0 0 0 0 0 0 0 0
NN 919680 919680 0
TS 919680 919680 0 0 0 0 0 0 0 0 0
DIAS
DIAS
D(GR)
DIAS
A (PACAS)
B (LBS)
E (BOLSAS)
DIAS
DIAS
F(GR)

53
Nota: continuación Tabla 15
Fuente: Autores 2020
Tabla 16. Plan de Requerimiento General para producir Bolsas de Libra Saborizada
Fuente: Autores 2020
1 2 3 4 5 6 7 8 9 10 11
NB 34560 34560 0
INV 0 0 0 0 0 0 0 0 0 0 0
NN 34560 34560 0
TS 34560 34560 0 0
1 2 3 4 5 6 7 8 9 10 11
NB 5760 5760 0
INV 0 0 0 0 0 0 0 0 0 0 0
NN 5760 5760 0
TS 5760 5760 0 0 0 0
1 2 3 4 5 6 7 8 9 10 11
NB 64 64 0
INV 0 0 0 0 0 0 0 0 0 0 0
NN 64 64 0
TS 64 64 0 0 0 0
DIAS
DIAS
DIAS
C (BOLSAS)
G(GR)
H(GR)
DIAS 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
A (PACAS P) 64 64
B (LBS P) 1920 1920
C (BOLSA PACA) 64 64
D (MEZCLA) 960000 960000
E (BOLSA D LB) 1920 1920
F (PANELA) 919680 919680
G (ACIDO) 34560 34560
H (SABORIZANTE) 5760 5760
PLAN DE REQUERIMIENTOS LIBRA SABORIZADA

54
La lista de materiales, el horizonte de producción y el plan de requerimientos de material también se realizaron para la panela pulverizada de 6 gr Natural (Tabla 17), 70 gr saborizada (Tabla 18) y 1 libra natural (Tabla 19). A continuación, se presenta el resumen del MRP para cada uno de los componentes de estos productos.
Tabla 17. Resumen Plan de Requerimiento General para producir Sobres de 6 gr Natural
Tabla 18. Plan de Requerimiento General para producir Sobres de 70 gr Saborizada
Tabla 19. Plan de Requerimiento General para producir Bolsas de Libra Natural
Fuente: Autores 2020
DIAS 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1 2 3 4 5 6
A (PACAS P) 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15
B (SOBRES P) 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500
C (BOLSA D KG) 225 225 225 225 225 225 225 225 225 225 225 225 225 225 225 225 225 225 225
D (BOLSA PACA) 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15 15
E (PANELA) 135000 135000 135000 135000 135000 135000 135000 135000 135000 135000 135000 135000 135000 135000 135000 135000 135000 135000 135000
F (SOBRE D PLA) 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500 22500
G (ETIQUETAS) 225 225 225 225 225 225 225 225 225 225 225 225 225 225 225 225 225 225 225
PLAN DE REQUERIMIENTOS 6 GR NATURAL
DIAS 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
A (PACA P) 78 78 78 78
B (SOBRE P) 6240 6240 6240 6240
C (CAJAS) 1560 1560 1560 1560
D (BOLSA PACA) 78 78 78 78
E (MEZCLA) 436800 436800 436800 436800
F (SOBRE PLAS) 6240 6240 6240 6240
G (PANELA) 418454 418454 418454 418454
H (ACIDO) 15724,8 15724,8 15724,8 15724,8
I (SABORIZANTE) 2620,8 2620,8 2620,8 2620,8
PLAN DE REQUERIMIENTOS 70 GR SABORIZADA
DIAS 1 2 3 4 5 6 7 8 9 12 13 14 15 16
A (PACAS P) 64 64
B (LBS P) 1920 1920
C (BOLSA PACA) 64 64
D (BOLSAS D LB) 1920 1920
E (PANELA) 960000 960000
PLAN DE REQUERIMIENTOS LIBRA NATURAL

55
o MRP PARA TODOS LOS MATERIALES
Se realizó el plan de requerimientos en general para cada uno de los materiales, estableciendo las cantidades utilizadas
diariamente según el programa maestro de producción, los tiempos de demora entre el pedido al proveedor y la llegada al
almacén del componente, la cantidad optima de pedido de acuerdo al costo por unidad, el costo de almacenamiento de la
materia prima, el costo de realizar el pedido y la demanda mensual de dicho material; que día exacto del programa se debe
realizar ese pedido de material al proveedor y el inventario que se debe tener de cada ingrediente al inicio de la producción.
Para este trabajo se evidencia como ejemplo del ejercicio el plan de requerimientos de la panela (Tabla 20), el plan de
requerimientos del saborizante (Tabla 21) y el plan de requerimientos del ácido (Tabla 22).
o Panela pulverizada (gr)
Tabla 20. Plan de Requerimiento para la Panela
Fuente: Autores 2020
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
126456 126456 126456 126456 126456 135000 135000 135000 135000 135000 135000 135000 135000 135000 135000 135000
INV. 1500000 1500000 1373544 1247088 1120632 994176 867720 732720 597720 462720 327720 192720 57720 3922720 3787720 3652720 3517720
0 0 0 0 0 0 0 0 0 0 0 77280 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 4000000 0 0 0 0
0 0 0 4000000 0 0 0 0 0 0 0 0 0 0 0 0
COSTO GR 3$ H 0,60$ S 50.065$ D 77674118 Q 3600339 TIEM. ES 8
TIEMPO SUM.
DIAS
NECES. BRUT.
NECES. NETO
RECEPCION
PLAN DE REQUERIMIENTOS PANELA
MES 1
17 18 19 20 21 22 23 24 25 26 27 28 29 30
135000 135000 135000 135000 135000 135000 135000 135000 418454 418454 418454 418454 919680 919680
3382720 3247720 3112720 2977720 2842720 2707720 2572720 2437720 2302720 1884266 1465811 1047357 628902 3709222
0 0 0 0 0 0 0 0 0 0 0 0 290778 0
0 0 0 0 0 0 0 0 0 0 0 0 4000000 0
0 0 0 0 4000000 0 0 0 0 0 0 0 0 0
MES 1
PLAN DE REQUERIMIENTOS PANELA
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
960000 960000 0 0 0 0 0 0 0 0 0 0 0 0 0
2789542 1829542 869542 869542 869542 869542 869542 869542 869542 869542 869542 869542 869542 869542 869542
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
MES 2
PLAN DE REQUERIMIENTOS PANELA
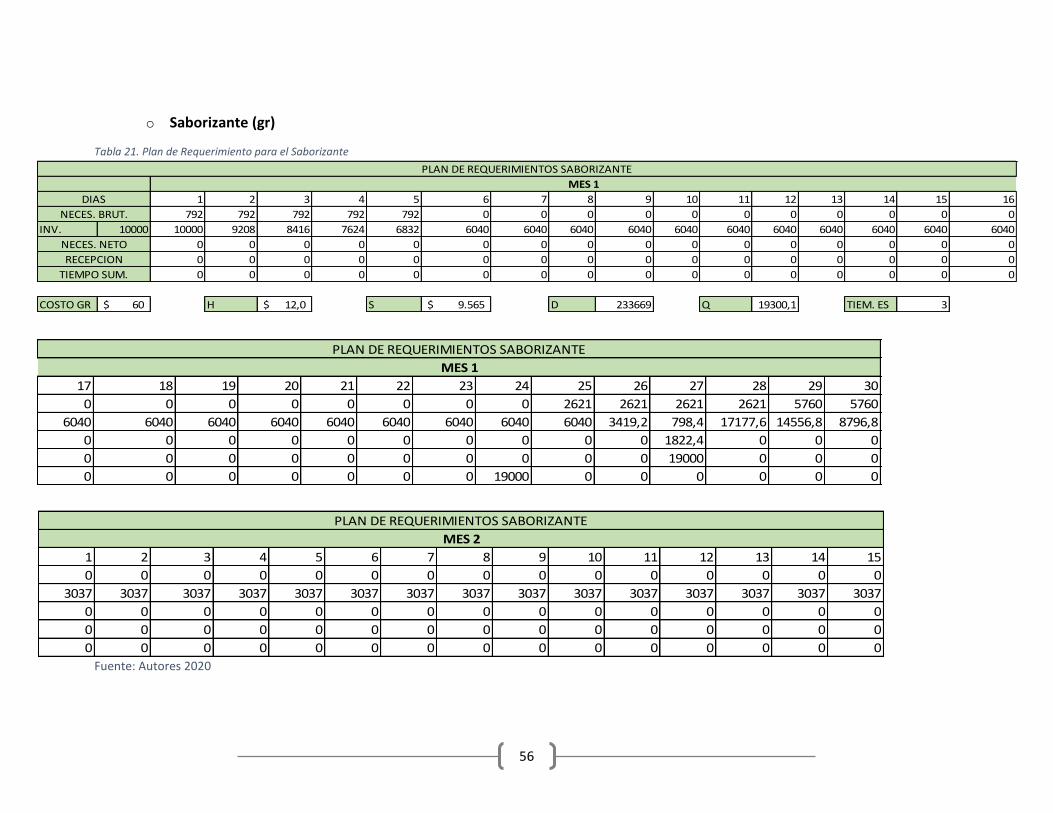
56
o Saborizante (gr)
Tabla 21. Plan de Requerimiento para el Saborizante
Fuente: Autores 2020
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
792 792 792 792 792 0 0 0 0 0 0 0 0 0 0 0
INV. 10000 10000 9208 8416 7624 6832 6040 6040 6040 6040 6040 6040 6040 6040 6040 6040 6040
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
COSTO GR 60$ H 12,0$ S 9.565$ D 233669 Q 19300,1 TIEM. ES 3
PLAN DE REQUERIMIENTOS SABORIZANTE
MES 1
DIAS
NECES. BRUT.
NECES. NETO
RECEPCION
TIEMPO SUM.
17 18 19 20 21 22 23 24 25 26 27 28 29 30
0 0 0 0 0 0 0 0 2621 2621 2621 2621 5760 5760
6040 6040 6040 6040 6040 6040 6040 6040 6040 3419,2 798,4 17177,6 14556,8 8796,8
0 0 0 0 0 0 0 0 0 0 1822,4 0 0 0
0 0 0 0 0 0 0 0 0 0 19000 0 0 0
0 0 0 0 0 0 0 19000 0 0 0 0 0 0
PLAN DE REQUERIMIENTOS SABORIZANTE
MES 1
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
3037 3037 3037 3037 3037 3037 3037 3037 3037 3037 3037 3037 3037 3037 3037
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
PLAN DE REQUERIMIENTOS SABORIZANTE
MES 2
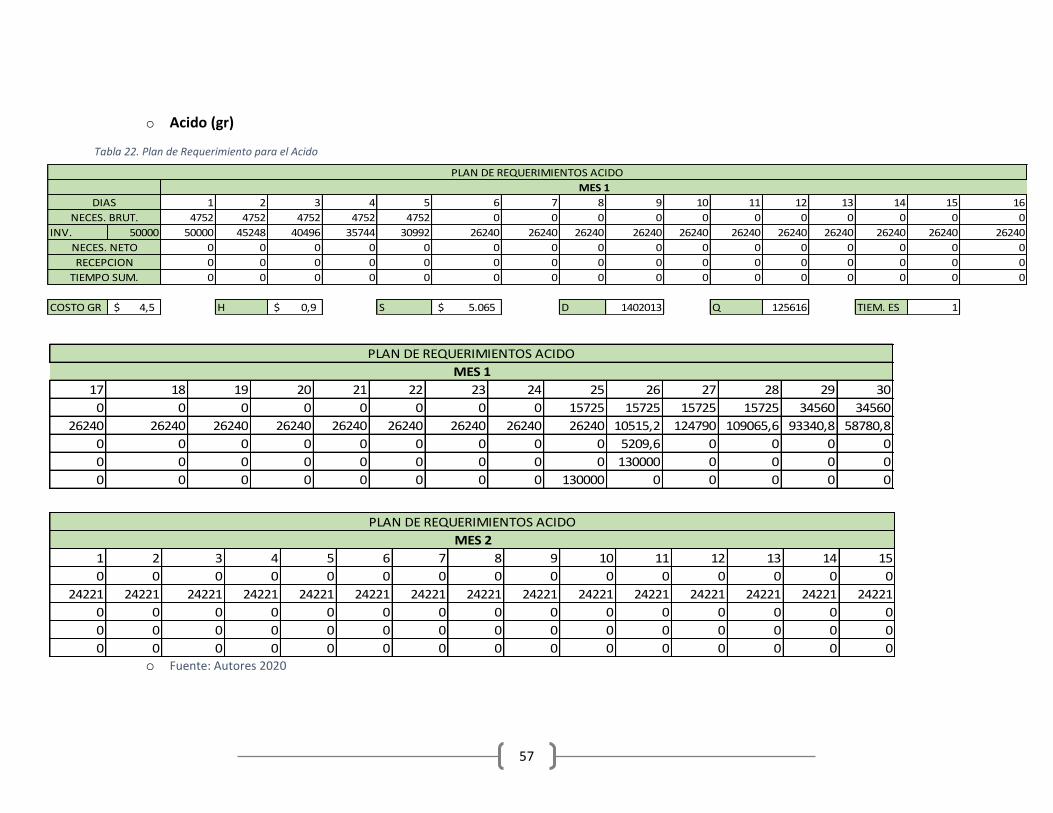
57
o Acido (gr)
Tabla 22. Plan de Requerimiento para el Acido
o Fuente: Autores 2020
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
4752 4752 4752 4752 4752 0 0 0 0 0 0 0 0 0 0 0
INV. 50000 50000 45248 40496 35744 30992 26240 26240 26240 26240 26240 26240 26240 26240 26240 26240 26240
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
COSTO GR 4,5$ H 0,9$ S 5.065$ D 1402013 Q 125616 TIEM. ES 1
PLAN DE REQUERIMIENTOS ACIDO
MES 1
DIAS
NECES. BRUT.
NECES. NETO
RECEPCION
TIEMPO SUM.
17 18 19 20 21 22 23 24 25 26 27 28 29 30
0 0 0 0 0 0 0 0 15725 15725 15725 15725 34560 34560
26240 26240 26240 26240 26240 26240 26240 26240 26240 10515,2 124790 109065,6 93340,8 58780,8
0 0 0 0 0 0 0 0 0 5209,6 0 0 0 0
0 0 0 0 0 0 0 0 0 130000 0 0 0 0
0 0 0 0 0 0 0 0 130000 0 0 0 0 0
PLAN DE REQUERIMIENTOS ACIDO
MES 1
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
24221 24221 24221 24221 24221 24221 24221 24221 24221 24221 24221 24221 24221 24221 24221
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
PLAN DE REQUERIMIENTOS ACIDO
MES 2

58
Para los siguientes materiales también se generó un plan de requerimientos según
el plan maestro de producción, la cantidad optima de pedido (EOQ), los tiempos
entre pedidos, el día en que se debe realizar la orden de compra para que dicho
componente llegue justo a tiempo para cumplir el programa maestro de producción
y el inventario que se debe tener de cada componente la iniciar la producción.
✓ Bolsas de libra
Se recomienda pedir una cantidad optima de 4700 unidades por mes, 27 días
después de iniciar la producción, teniendo un inventario inicial de 3000 unidades.
✓ Bolsas paca
Se recomienda pedir una cantidad optima de 1100 unidades por mes, 2 días
después de iniciada la producción, teniendo un inventario inicial de 200
unidades.
✓ Bolsas kilo
Se recomienda pedir una cantidad optima de 6100 unidades por mes, 3 días
después de iniciada la producción.
✓ Etiquetas
Se recomienda pedir una cantidad optima de 600 unidades por mes, 3 días
después de iniciada la producción.
✓ Sobres plásticos
Se recomienda pedir una cantidad optima de 264 kilos de bobina por mes, el
primer día de producción, teniendo un inventario inicial de 150 kilos de bobina.
✓ Sobres papel
Se recomienda pedir una cantidad optima de 122 kilos de bobina por mes, el
primer día de producción, teniendo un inventario inicial de 10 kilos de bobina.
✓ Cajas 70 gr
Se recomienda pedir una cantidad optima de 6500 unidades por mes, 21 días
después de iniciada la producción.
✓ Cajas 6 gr
Se recomienda pedir una cantidad optima de 4400 unidades por mes, 4 días
antes de iniciar la producción.
El lote óptimo de pedido (EOQ), se realizó con la siguiente ecuación.
Donde:

59
- Q*= lote optimo de pedido
- D= demanda anual
- S= costo por pedir
- H= costo de mantener una unidad
Los dias de llegada del material ya estan estipulados en la siguiente lista.
Tabla 23. Tiempo de llegada de cada Material
Fuente: Autores 2020
4.3. PLAN OPERATIVO Para ejecutar un control de la producción y las operaciones se establecieron 2
manuales, en los cuales, se describe el proceso necesario para la elaboración del
producto solicitado por el cliente, la cantidad de material que se necesita para dicho
producto, el tiempo que debe tardar cada máquina para cumplir con el proceso y
como deben ser utilizadas y ajustadas cada una de las maquinas utilizadas en la
planta.
Manual de procesos.
Con el fin de documentar la información necesaria para la elaboración de cada uno
de los productos de la compañía y apoyar los procesos de capacitación del personal,
se optó por la elaboración de unos manuales de procesos, en los cuales, se
presentan las características del producto a través de una ficha técnica, se ilustra el
proceso de fabricación de cada artículo a través de imágenes, se evidencia el
diagrama de flujo y una descripción detallada del proceso de elaboración de cada
producto, se exponen los equipos y maquinas utilizados para la creación de la
mercancía y por último se exhibe el diagrama de recorrido que realiza el producto
en la planta, pasando por cada una de las maquinas o equipos, desde su salida del
almacenamiento de materia prima hasta el almacenamiento del producto terminado.
A continuación, se presenta el ejemplo del manual de procesos de los sobres de 6
gr de panela saborizada.
BOBINAS DE PAPEL
CAJAS DE 70 GR
CAJAS DE 6 GR
DIAS DE LLEGADA
8 DIAS
3 DIAS
1 DIA
3 DIAS
3 DIAS
3 DIAS
3 DIAS
15 DIAS
15 DIAS
4 DIAS
4 DIAS
MATERIAL
PANELA PULVERIZADA
SABORIZANTE
ACIDO
BOLSA DE LIBRA
BOLSA DE PACA
BOLSA DE KILO
ETIQUETAS
BOBINAS DE PLASTICO

60

61
ELEMENTOS DE PROTECCIÓN:
Los usos de los Elementos de Protección Personal
permiten al Operario trabajar de forma segura y salubre
de acuerdo con las condiciones establecidas en la
política de la empresa. Dichos EPP’s son:
• Uniforme
• Cofia
• Tapabocas
• Guantes de Látex
NOTA DE SEGURIDAD:
• Uso de zapatos plástico
• Mantener el ventilador siempre prendido y se
debe apagar cuando se encienda el horno
• Las personas autorizadas deben ingresar con
bata y loe EPP`s
• Trabajar siempre con las puestas cerradas
• Prohibidos aretes, piercing o anillos
• Lavarse las manos antes y después de cada
proceso
ATENCIÓN

62
Presentación
Consideraciones Almacenamiento
Certificado: Diagnóstico técnico sanitario de: INVIMA (Visita Sanitaria) Concepto Técnico: Favorable Vigente Este Certificado se requiere del trapiche productor y planta de
transformación o procesamiento. Resolución Min. Protección Social 779/2006. NTC 1311.
Guardar en ambiente limpio, fresco y
seco, a temperaturas menores a 40°C.
Vida Útil
12 meses a partir de la fecha de
elaboración
Embalaje
20 cajas, por 25 sobres, peso total
3Kg.
Notificación Sanitaria
N° NSA-003049-2017
Nombre del Producto: Panela Saborizada 6 gr Caracteristicas OrganolépticasColor, olor y sabor característico de la
panela, evocando sabor a (frutos).
Aspecto granuloso, de alta
solubilidad.
Tipo de ConservaciónTemperatura ambiente.
Recipiente cerrado herméticamente
(Evitar la Humedad)
FICHA TÉCNICA PRODUCTO TERMINADO Código de Barras : 7709494660785
Caja con 25 sobres de 6 gr., cada una aprox.

63
DIAGRAMA DE FLUJO
ALMACENAMIENTO MP
ALMACEN
SECADO
HORNO
TAMIZADO
TAMIZ
MEZCLADO
MEZCLADORA
EMPACADO
OPERARIO
SACHETIZADO
STICKPACK
ALMACENAMIENTO PT
ALMACEN
TRASLADO
TACHA

64
DIAGRAMA DE FLUJO AROMATICAS 6 GR
Sustraer la panela del almacén de inventario: En esta etapa el operario
se desplaza al almacén de inventario, toma un bulto 50 kg de panela
pulverizada y lo traslada al área de producción.
Secar al Horno: Se dispone 5 kg de panela pulverizada en cada una de
las diez (10) bandejas del carro Escabiladero móvil y se lleva al horno a
una temperatura de 90°C por treinta (30) minutos.
Se Tamiza la Panela: Después del tiempo de secado se extrae del horno
y se deposita gradualmente en el Tamiz y de aquí, llega el producto
tamizado al mezclador.
Se introduce al Mezclador: Después del tamizado se deposita la panela
pulverizada junto con el ácido y el saborizante:
• Durazno: Panela (50 kg), Acido (1,8 kg), Saborizante (0,25 kg).
• Lulo: Panela (50 kg), Acido (1,7 kg), Saborizante (0,15 kg).
• Limón: Panela (50 kg), Acido (1,75 kg), Saborizante (0,2 kg).
• Frutos Rojos: Panela (50 kg), Acido (1,75 kg), Saborizante (0,2 kg)
• Naranja: Panela (50 kg), Acido (1,8 kg), Saborizante (0,35 kg)
• Maracuyá: Panela (50 kg), Acido (1,6 kg), Saborizante (0,25 kg)
Enseguida se procede a iniciar el Mezclador por catorce (14) minutos
(según manual de la máquina) y se traslada a la “Tacha”.
Se introduce contenido a la StickPack: Teniendo el producto en la
“Tacha” se procede a trasladarlo a la máquina StickPack:
• Se debe colocar la bobina más delgada que corresponde a los
sobres de 6 gr.
• Se coloca el transformador para 6 gr.
• En el tablero de control se programa la temperatura (120), el
“BAG LENGTH” o longitud del sobre (80), el “NO FILM STOP” (25) y se
acción el botón “START” cuando la maquina haya contado los 25 sobres
para un nuevo conteo
• Se cambian los vasos volumétricos a 6 gramos como lo estipula el
manual de la máquina.
Se agrega gradualmente el contenido a la máquina y se acciona la misma
para obtener los sobres de 6 gr.
Empaque en Cajas: Después de obtener los sobres de 6 gr se dispone a
empacar 25 sobres en una caja de presentación.
Empaque en Pacas: Teniendo las cajas de presentación se procede a
empacar en pacas, cada una de estas lleva 20 cajas de producto y se
sellan estas pacas con cinta adhesiva en la parte superior.
Almacén de Producto Terminado: Después de tener sellada la paca el
operario se dispone a trasladar el producto al almacén de producto
terminado y se ubica en una estiba para concluir con el proceso.
INICIO
Sustraer la panela del
almacén de inventario
Se lleva a secar al horno
Se introduce la panela seca, el
ácido y el saborizante al mezclador
Se tamiza la panela
Se introduce el contenido a la
StickPack
Se empacan 25 sobres en
una caja
Se realiza el empaque de a
20 cajas por pacas
Se traslada a almacén de producto
terminado

65
EQUIPOS
Nombre
Codigo
N° serie
Modelo
Año de
Fabricacion
Corriente Peso Ancho Largo Alto
Capacidad 90 Kg 87 cm 130 cm 170 cm
Dimension
Sobres
Temeratura Actividad
Velocidad Vida Util
Situacion actual
0°C - 500°C Secar
10 años
Operando
20/11/2019
Especificaciones Deimensiones220 V
50 Kg
Condiciones Generales
Datos Especificos
Horno
S/C
RS
HD
Nombre
Codigo
N° serie
Modelo
Año de
Fabricacion
Corriente Peso Ancho Largo Alto
Capacidad 120 Kg 67 cm 150 cm 100 cm
Dimension
Sobres
Temeratura Actividad
Velocidad Vida Util
Situacion actual
15°C - 40°C Mezclar
30 - 40 rpm 10 años
Operando
Especificaciones Deimensiones220 V
50 Kg
Condiciones Generales
Datos Especificos
Mezclador
S/C
S/S
S/M
2020
Nombre
Codigo
N° serie
Modelo
Año de
Fabricacion
Corriente Peso Ancho Largo Alto
Capacidad 70 Kg 50 cm 87 cm 135 cm
Dimension
Sobres
Temeratura Actividad
Velocidad Vida Util
Situacion actual
10 años
Operando
Especificaciones Deimensiones
50 Kg
Condiciones Generales
Datos Especificos
Carro Escabiladero de 10 bandejas
S/C
S/S
S/M
2019
Transportar la MP
Nombre
Codigo
N° serie
Modelo
Año de
Fabricacion
Corriente Peso Ancho Largo Alto
Capacidad 100 Kg 30 cm 60 cm 75 cmDimension
Sobres
Temeratura Actividad
Velocidad Vida Util
Situacion actual
Pesar
Datos EspecificosBascula
S/C
S/S
S/M
2019
10 años
Operando
Especificaciones Deimensiones110 V
150 Kg
Condiciones Generales
Nombre
Codigo
N° serie
Modelo
Año de
Fabricacion
Corriente Peso Ancho Largo Alto
Capacidad 0,4 Kg 16 cm 23 cm 4 cmDimension
Sobres
Temeratura Actividad
Velocidad Vida Util
Situacion actual
10 años
Operando
Especificaciones Deimensiones1.5 V
5 Kg
Condiciones Generales
Datos Especificos Mini bascula
S/C
S/S
EK3252
2018
Pesar
Nombre
Codigo
N° serie
Modelo
Año de
Fabricacion
Corriente Peso Ancho Largo Alto
Capacidad 120 Kg 60 cm 86 cm 167 cmDimension
Sobres
Temeratura Actividad
Velocidad Vida Util
Situacion actual
Deimensiones
Condiciones GeneralesSachetizar
10 años
Operando
Especificaciones220 V
10 Kg
50 - 200 mm
115°C Horizontal- 120°C Vertical
35 - 55 sobres/ min
Datos Especificos
Stick Pack
S/C
00501
EVS-GST
Ago. 2019

66
DIAGRAMA DE RECORRIDO

67
El manual de procesos, le recuerda al operario que siempre debe usar los elementos
de protección personal y una nota de seguridad en la cual se describe que debe y
no debe hacer el trabajador cuando ingresa a la planta procesadora, además de
cómo deben ingresar las personas autorizadas a la planta cuando desean conocer
las instalaciones, todo esto con el propósito de velar por su seguridad y mantener
los procesos de inocuidad exigidos por las industrias alimenticias, permitiendo un
control de calidad en la salubridad de los procesos.
Este manual también cumple con la función de estandarizar los procesos
productivos, las cantidades de material y los tiempos de elaboración, para darle un
orden a la organización y a la distribución de planta, esto permitirá controlar la
producción y controlar la calidad al momento de fabricar cada artículo.
Los manuales de procesos se realizaron para todos los productos que fabrica la
compañía:
• 1 kilo Natural
• 1 libra Natural
• 6 gr Natural
• 1 kilo Saborizada
• 1 libra saborizada
• 70 gr Saborizada
• 6 gr Saborizada
• Paquete de 250 gr Café
• Sobres 8 gr Café
• Filtro pre. Rápida 8 gr Café
• Cubos Colombia
• Cubos de Aromática
• Cubos Cafés
y estarán dispuestos al alcance de todo aquel que lo necesite, ubicados en el
segundo piso en el área de gerencia.
Manual de operación de las maquinas
Para tener un control de las operaciones y apoyar la capacitación del personal se
elaboraron los manuales de operación de las 5 máquinas:
• Comprimidora de Cubos Semiautomática
• Stick Pack Semiautomática
• Selladora Semiautomática de Banda continua Horizontal
• Mezcladora
• Horno
Esto se realizó con la finalidad de que los empleados conozcan como deben
manejar las máquinas y que ajustes deben hacerles según el producto que se vaya
a procesar, lo cual, permitirá controlar las cantidades de productos a la hora de
empacarlos y una mejor disposición de las máquinas para evitar deterioros y
paradas inoportunas de los equipos. Los manuales no solo explican el
funcionamiento, también exhiben las partes más relevantes que tiene las máquinas,
los ajustes que se deben hacer de acuerdo con el artículo solicitado por la orden de
producción y cuáles deben ser los procesos, insumos y equipos de limpieza.

68
MANUAL PARA LA STICKPACK SEMI-AUTOMÁTICA

69
❖ Los usos de los Elementos de Protección Personal permiten al Operario
trabajar de forma segura y salubre de acuerdo con las condiciones
establecidas en la política de la empresa. Dichos EPP’S son:
✓ Uniforme
✓ Cofia
✓ Tapabocas
✓ Guantes de Látex
❖ Lavarse las manos con abundante agua antes y después de realizar cada
proceso.
❖ Terminantemente prohibido manipular la máquina mientras esta se
encuentre en funcionamiento, con el fin de evitar algún tipo de accidente
❖ Prohibido usar aretes, piercing o anillos. (En caso de que no pueda retirarse
el piercing, por favor cúbralo con un microporo).
❖ Siempre se debe limpiar la máquina con paño semihúmedo después de ser
utilizada, con el fin de evitar condiciones insalubres, demoras en el proceso
de preparación, para no afectar la calidad del producto y prevenir el deterioro
de la máquina.

70
COMPONENTES DE LA SITCKPACK SEMI-AUTOMÁTICA
1. Soporte de Bobina
2. Rodillo A
3. Rodillo B
4. Rodillo C
5. Rodillo D
6. Rodillo E
7. Rodillo F
8. Formador
9. Tablero de Control
10. Sellador Vertical
11. Rodillo de Tracción
12. Sellador Horizontal
13. Rueda Móvil
1.
1.
1.
1.
1.
3.
1.
1.
1.
1.
2.
1.
1.
1.
1.
8.
1.
1.
1.
1.
4.
1.
1.
1.
1.
7.
1.
1.
1.
1.
6.
1.
1.
1.
1.
5.
1.
1.
1.
1.
9.
1.
1.
1.
1.
10.
1.
1.
1.
1.
11.
1.
1.
1.
1.
12.
1.
1.
1.
1.
13.
1.
1.
1.
1.

71
CAMBIO DE BOBINAS

72
COMPONENTES
PROCEDIMIENTO
Paso 1: Se toma el soporte de la bobina y se ajusta la tapa y el seguro de acuerdo con las
dimensiones de la bobina, enseguida se coloca la bobina en la posición correcta y se termina
de asegurar al soporte con una llave brístol (3/16”).
BOBINA
RODILLOS FORMADOR TORNILLO, TUERCA Y
ARANDELA (AJUSTE DE
FORMADOR)
SEGURO Y TAPA DE
BOBINA (AJUSTE DE
POSICIÓN)
RODILLO

73
NOTA 1: La línea negra del soporte de la bobina es para sobres de 100 gr y 80 gr, la
línea morada para sobres de 12 gr y la línea roja para sobres de 6 gr.
Paso 2: Se coloca el soporte con el rollo a la máquina. Luego se ajustan los rodillos de
presión de acuerdo con las dimensiones de la bobina con un brístol 3/16”.
NOTA 2: En los rollos de presión la línea negra del soporte de la bobina es para sobres
de 100 gr y 80 gr, la línea morada para sobres de 12 gr y la mínima distancia que los
separa para sobre de 6 gr.
Paso 3: Se introduce el papel entre los rodillos de presión, alineándolos con el rodillo A, se
para el papel por debajo del rodillo de B, luego por encima del rodillo C, continua por encima
del rodillo D, en seguida se pasa por el rodillo E y se ajusta los seguros dependiendo el grosor
del papel con una llave brístol 3/16”.

74
Paso 4: Se coloca el formador y se ajusta al soporte de la máquina, colocando primero el
formador, luego el tornillo con una arandela y al otro lado se ajusta colocando una arandela,
arandela de presión y una tuerca atornillando con una llave brístol 3/16”.
Paso 5: Se introduce el papel por el formador y se hala hasta los rodillos de tracción. Se
debe tener en cuenta que el papel no se debe forzar y debe quedar bien templado evitando
arrugas para que no se rompa.

75
TABLERO DE CONTROL

76
COMPONENTES
PROCEDIMIENTO
Paso 1: Para encender la máquina gira la palanca a la izquierda. Una vez encendida la
máquina se revisa si esta accionado el botón de emergencia, si está accionado el botón se gira
a la derecha y en caso de emergencia para accionarlo se oprime.
DE IZQUIERDA A DERECHA BOTÓN DE
EMERGENCIA, BOTÓN DE INICIO Y STOP Y
PALANCA DE ENCENDIDO
CONTROL DE
TEMPERATURA
CONTROL DE MANDO

77
Paso 2: El operario se dirige al control de temperatura y oprime el botón “SET”, se cuadra
la temperatura subiendo ▲ o bajando ▼ de acuerdo con el requerimiento. El cuadro de
temperatura de la derecha modifica la temperatura del sellador horizontal y el cuadro de
temperatura la izquierda modifica la temperatura del sellador vertical.
NOTA 3: La temperatura varía de acuerdo con el material de la bobina. Para la
bobina de plástico la temperatura es de 115°C, para la bobina de papel es 10°C y para
la bobina metalizada es 120°C.
Paso 3: El operario se dirige al control de mando y oprime el botón “ENGLISH” en el
idioma.

78
Paso 4: Se oprime el botón “MANUAL SCREEN” y luego se oprime el botón “SEAL”, lo
cual cierra el sellador vertical ajustando el papel del sobre y se vuelve a oprimir para abrir el
sellador vertical.
Paso 5: Se oprime el botón “PULL”, lo cual hace que el sobre baje dependiendo la longitud
indicada y se oprime el botón “CUTE” corten el sobre.
NOTA 4: El proceso del paso 5 se hace como ensayo para verificar el funcionamiento
de la máquina y poder posicionar de forma correcta el papel del sobre para iniciar la
operación.

79
Paso 6: Se programan los parámetros para el proceso. Se oprime el botón “BACK” y luego
el botón “PARAMETER”.
Paso 7: Se programan los parámetros para el proceso oprimiendo cada uno de los siguientes
comandos: “PULL SPEED” =4; “SPEED” =4; “BAG LENGTH” =95 (esta es la longitud en
milímetros que debe tener el sobre); “NO FILM STOP” =100 (esta es la cantidad de sobres
que cuenta la máquina según el requerimiento); los demás comandos no se procesan. Luego
se oprime el botón “BACK”.
Paso 8: Se oprime el botón “AUTOMATIC”, luego el botón “RESET” y por último el botón
“START”. Cada vez que termine el conteo se oprime el botón “START”
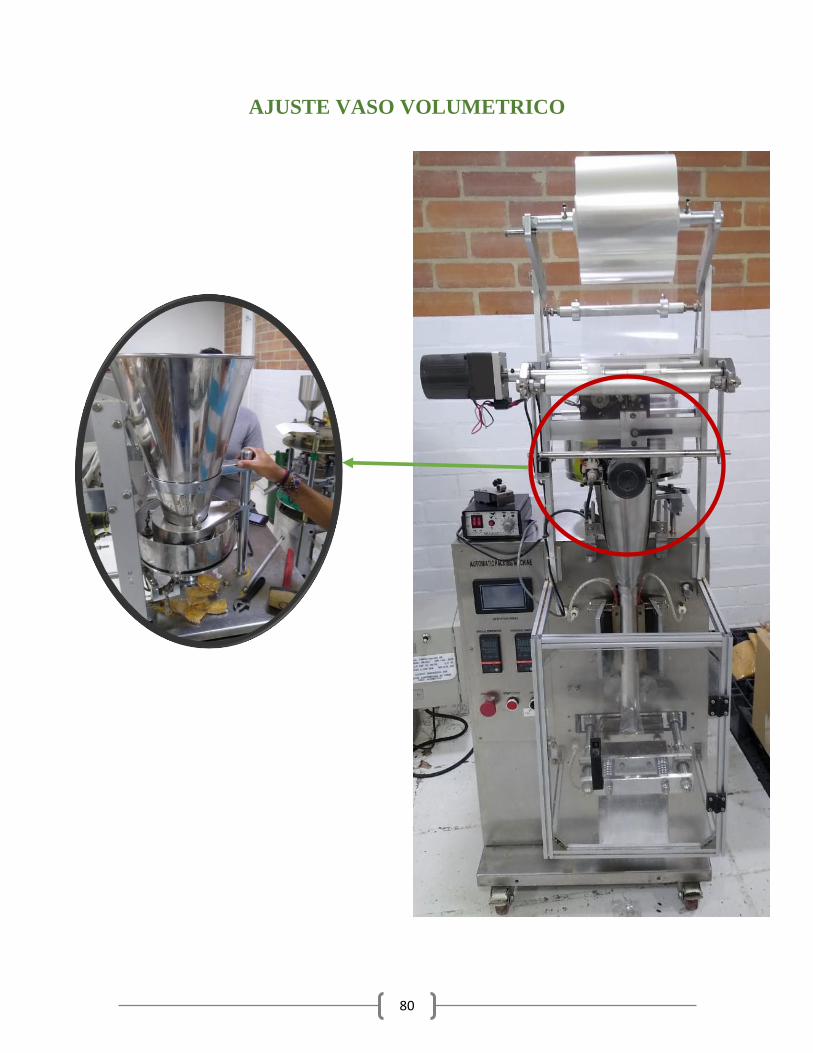
80
AJUSTE VASO VOLUMETRICO

81
COMPONENTES
PROCEDIMIENTO
Paso 1: Se zafa el tornillo central con una Bristol (1/4”)
RASPADOR VASOS
VOLUMETRICOS DE
6 Y 8 GR
PLATO
SISTEMA VOLUMETRICO TOLVA

82
Paso 2: Se colocan los 4 vasos volumétricos inferiores a presión.
Paso 3: Se instala el plato y dentro de este se dispone los vasos volumétricos superiores.
Paso 4: Se añade la arandela y la tuerca al tornillo central.

83
Paso 5: Se incrusta el raspador, que quede rosando el plato. El raspador se asegura con una
llave Bristol (3/16”).
Paso 6: Se sitúa la tolva encima del raspador y ajusta el tornillo para graduar la entrada del
producto.
Paso 7: Para graduar el peso del vaso volumétrico, se gira el sistema volumétrico en el
sentido contrario de las manecillas del reloj para reducir el peso y en el sentido de las
manecillas del reloj para aumentar el peso. Este proceso se debe realizar al tanteo pesando el
gramaje con una báscula.

84
Una vez terminada la operación de la máquina es necesario realizar una limpieza integra
para conservar el funcionamiento óptimo de la StickPack semiautomática y mantenerla en
condiciones higiénicamente impecable.
Paso 1: desmontar la tolva.
Paso 2: desmontar el raspador del plato
Paso 3: Se desinstalan los vasos volumétricos superiores y el plato.
Paso 4: se quitan los vasos volumétricos inferiores a presión.

85
Paso 5: Se quita el formador.
Paso 6: Se procede a lavar estos componentes con agua tibia.
Paso 9: Se limpia la selladora vertical y horizontal de máquina con un trapo semihúmedo
para eliminar excesos de panela
Paso 10: se procede a secar los componentes y las maquinas con la pistola secadora
evitando quemarse.
NOTA 5: la pistola secadora debe enchufarse a la toma bifásica que se encuentra en
la parte noreste de la planta al lado de la báscula y operarse en tercera velocidad.

86
Las 5 máquinas anteriormente mencionadas también poseen un manual de
operaciones y estarán dispuestos al alcance de todo aquel que lo necesite, ubicados
en el segundo piso en el área de gerencia.
Los manuales completos se encuentran en el anexo 1 (Manual de procesos) y anexo
2 (Manual de operación de las maquinas).

87
CONCLUSIONES
Muchos de los emprendedores tienen una percepción de lo que desea sea su
negocio, pero dejan de lado elaborar una misión, una visión y unos valores
empresariales, que permitan direccionar el futuro de su compañía, este fue el caso
de Soy Panela S.A.S. Para resolver este problema se creó una propuesta de misión,
una de visión y unos valores, en cooperación de la gerencia, con el objetivo de
direccionar y motivar a las partes interesadas.
En el diagnóstico que se realizó como punto de partida para realizar este proyecto,
se determina que uno de los principales problemas que presenta la compañía es la
escasa información de producción y operaciones, como por ejemplo que no todo el
portafolio de productos que posee la compañía tiene datos de producción y ventas,
pero si se realizó el ejercicio de elaboración de cada producto, para determinar los
tiempos de cada operación y la capacidad diaria de la planta para la fabricación de
dicho producto, los recursos y maquinaria utilizados en cada proceso, los materiales
y las cantidades que se requieren para producirlo, todo esto con el propósito de
tener la información necesaria para generar un programa de producción adecuado
cuando se tenga demanda de estos productos. Como ejemplo de este proceso, en
este trabajo, se encuentran los sobres de 70 gr de panela saborizada, que no tienen
datos de producción y ventas pero que tienen información de capacidad,
requerimientos de material, manual de procesos y un programa maestro de
producción.
El personal requerido para la elaboración de estos productos no necesita tener unas
competencias específicas para desempeñar las tareas de su cargo, pero si
requieren de una capacitación en cuanto al uso de las máquinas y el flujo de proceso
para producir determinado producto, por ende, se brinda la herramienta del manual
de procesos y el manual de operaciones de la maquinaria para posibilitar e impulsar
la curva de aprendizaje del personal con el que cuenta la compañía.
Cabe resaltar que la empresa Soy Panela S.A.S. solo lleva un año de operaciones,
por tal motivo, presenta estos inconvenientes, con esta propuesta se pueden
intervenir rápidamente para mitigar los efectos que generan estos problemas en el
desempeño de la organización y así contribuir en su crecimiento a nivel nacional e
internacional.

88
RECOMENDACIONES
Se recomienda duplicar los turnos laborales, antes de pretender ampliar la planta,
a través de la adquisición de nuevas máquinas, esto debido a que es mucho más
rentable duplicar las horas de producción de la maquinaria actual de la planta, con
la contratación de nuevos operarios, dando una respuesta social de generación de
empleo y adaptándose a las posibles políticas laborales que regirán en el país
debido a los factores externos para evitar conglomeraciones en el trasporte de los
operarios.

89
BIBLIOGRAFÍA
• Cámara de Comercio de Bogotá. Descripción de actividades económicas
(Código CIIU). Recuperado el 2 de diciembre de:
https://linea.ccb.org.co/descripcionciiu/
• CHAPMAN, Stephen. Planificación y control de la producción. 1 ed. México:
Pearson Education, 2006. Pág.179. y Pág.180
• GROOVER, Mikell. Fundamentos de manufactura moderna, materiales,
procesos y sistemas. 3 ed. México: McGraw-Hill, 2007. Pág. 963.
• INGENIOEMPRESA. (mayo, 2016). Planificación agregada de producción:
La planeación hecha a mediano plazo. Recuperado el 2 de diciembre de:
https://ingenioempresa.com/planificacion-agregada-produccion-planeacion-
hecha-mediano-plazo/
• NUÑO, Patricia. (octubre, 2017). ¿Qué es un plan de operaciones?
Recuperado el 2 de diciembre de: https://www.emprendepyme.net/que-es-
un-plan-de-operaciones.html
• PAREDES, Eduardo. Plan de operaciones. Recuperado el 2 de diciembre de:
http://gestionando-empresas.blogspot.com/2010/11/plan-de-
operaciones.html
• RENDER, Barry y HEIZER, Jay. Principios de administración de operaciones.
7 ed. México: Pearson Education, 2009. Pág.528
• RODRIGUEZ, Clara Emilia. Procedimiento para estudiar las necesidades
informativas de los directivos en la EHTC “Hermanos Gómez”. Aplicación de
AMIGA”. Camagüey: UNIVERSIDAD DE CAMAGÜE, 2010. P. 23.
• Tutorial identificación y análisis de problemas mediante la aplicación de
matriz Vester. Recuperado el 2 de diciembre de:
https://es.slideshare.net/Centro_de_Desarrollo_Territorial/matriz-vester
• VELÁSQUEZ, Héctor. AGUDELO, Andrés. ÁLVAREZ JORGE. Mejorando la
producción de panela en Colombia. Recuperado el 2 de diciembre de:
http://www.leisa-al.org/web/index.php/volumen-21-numero-1/2063-
mejorando-la-produccion-de-panela-en-colombia