oct-2011 diseño de un taller para la recalificación y recarga de
TRANSCRIPT

UNIVERSIDAD CENTROAMERICANA
“JOSÉ SIMEÓN CAÑAS”
DISEÑO DE UN TALLER PARA LA RECALIFICACIÓN Y
RECARGA DE RESERVORIOS DE LOS TOBOGANES DE
EVACUACIÓN DE LOS AVIONES AIRBUS A-319/320/321
TRABAJO DE GRADUACIÓN PREPARADO PARA LA
FACULTAD DE INGENIERÍA Y ARQUITECTURA
PARA OPTAR AL GRADO DE:
INGENIERO MECÁNICO
POR:
LUIS ENRIQUE EGUIZÁBAL MÉNDEZ
DIEGO RICARDO SALES CORADO
OCTUBRE 2009
ANTIGUO CUSCATLÁN, EL SALVADOR, C.A.

RECTOR
JOSÉ MARÍA TOJEIRA, S.J.
SECRETARIO GENERAL
RENÉ ALBERTO ZELAYA
DECANO DE LA FACULTAD DE INGENIERÍA Y ARQUITECTURA
EMILIO JAVIER MORALES QUINTANILLA
COORDINADOR DE LA CARRERA DE INGENIERÍA MECÁNICA
MARIO WILFREDO CHÁVEZ MOLINA
DIRECTOR DEL TRABAJO
LUIS ROBERTO DELEÓN RUÍZ
LECTOR
MIGUEL ÁNGEL ARMANDO DÍAZ VÁSQUEZ


AGRADECIMIENTOS
Agradecemos primeramente a Dios por permitirnos alcanzar este logro, a nuestros padres por todo
su apoyo, a nuestro director y amigo el Ing. Luis Roberto Deleón Ruíz, al Ing. Miguel Ángel
Armando Díaz Vásquez por abrirnos las puertas de AEROMAN, a todo el personal técnico de dicha
empresa que colaboró y a todos los catedráticos de la universidad que aportaron para la
realización del presente.
Gracias a todos.
Luis y Diego.


DEDICATORIA
Dedico el presente trabajo de graduación a:
Dios Todopoderoso, por estar siempre a mi lado y darme todo lo que tengo.
Mi padre Jobel Darío Eguizábal Altuve, por su ayuda incondicional y sus sabios consejos.
Mi madre Blanca Edith Méndez, por todo su apoyo y palabras de aliento.
A todos los maestros que colaboraron en la realización de este trabajo.
Y a todos aquellos que aportaron para la elaboración del presente.
Luis.


i
RESUMEN EJECUTIVO
El presente trabajo de graduación consiste en el diseño de un taller de componentes para llevar a
cabo los procedimientos de recalificación y recarga de reservorios presurizados, que forman parte
de los sistemas de evacuación de pasajeros instalados en los aviones Airbus A-319/320/321 y se
utilizan para iniciar el proceso de inflado de los toboganes de dichas aeronaves.
Este taller de reservorios ha sido diseñado para la empresa AEROMAN, que es la única compañía
en el país dedicada a brindar servicios de mantenimiento y reparación a aeronaves comerciales, y
cuyas instalaciones se encuentran ubicadas en el Aeropuerto Internacional de Comalapa, en el
departamento de La Paz.
El interés por desarrollar una instalación de este tipo, surge como parte del proceso de expansión
que se está llevando a cabo actualmente en la empresa, a partir del cual se están ampliando las
operaciones y a la vez se están diversificando los tipos de servicios que se proveen a los clientes.
El caso particular del taller de reservorios es parte de la expansión que se está realizando en el
área de componentes, en donde junto a los diversos proyectos que ya se están impulsando,
existen planes para brindar servicios de mantenimiento a los sistemas de evacuación de los
aviones comerciales.
En la industria aeronáutica, a diferencia de otros sectores productivos, existen regulaciones muy
estrictas en todos los aspectos relacionados al mantenimiento de las aeronaves, debido a las
implicaciones catastróficas que puede llegar a tener cualquier tipo de falla o desperfecto, en caso
que este se presentará durante un vuelo; de tal forma que todos los procedimientos de
mantenimiento, así como los requerimientos y condiciones que deben respetarse durante estas
operaciones están claramente definidos en diversas normativas y su cumplimiento debe ser
riguroso. El mantenimiento de los sistemas de evacuación no es la excepción, de modo que es
necesario considerar dichas normas al momento de diseñar un taller para este fin, tanto en la
definición de los procedimientos como en las características de las instalaciones y equipos a
utilizar.
La finalidad del presente documento es definir las consideraciones de diseño necesarias para que
se pueda construir un taller que cuente con las capacidades básicas para poder llevar a cabo las
operaciones de recalificación y recarga de los reservorios, en conformidad con todas las normas y
regulaciones vinculantes.

ii
En primer lugar, basándose en las recomendaciones de mantenimiento definidas por el fabricante
de los sistemas de evacuación (Air Cruisers/Aérazur), se ha establecido un procedimiento general
que permita llevar a cabo el proceso de recalificación de los reservorios; en este proceso, se
inspecciona detenidamente y se prueba hidrostáticamente los cilindros, para garantizar que aún
conservan la resistencia mecánica y estanqueidad que es necesaria para el funcionamiento de los
sistemas de evacuación.
De igual forma se ha definido el procedimiento que permite recargar los reservorios recalificados,
según las condiciones de operación requeridas para el inflado de los toboganes; de manera que
estos puedan ser reinstalados en el sistema de evacuación y puestos de vuelta en servicio. Para
ambos casos, además de las recomendaciones del fabricante, se han considerado todas las
normas aplicables (panfletos CGA, normas CFR y DOT Exemptions) que establecen los
parámetros y condiciones según las cuales deben llevarse a cabo las diferentes etapas de los
procedimientos.
Luego se han definido las características físicas básicas con que debe contar el local del taller de
reservorios, así como los equipos, herramientas y materiales que son necesarios en los
procedimientos de recalificación y recarga o que facilitan la realización de los mismos. Para que la
ejecución de cada una de las etapas que conforman los procedimientos pueda ser realizada de
una forma efectiva y segura, se ha establecido para el taller seis áreas de trabajo, dentro de las
cuales se realizan todas aquellas tareas que están directamente relacionadas entre sí y en donde
se agrupan y ubican todos los equipos y herramientas que son necesarios para poder llevarlas a
cabo. Para cada una de las áreas se han definido las características operativas y propiedades con
que deben contar estos equipos, tales como dimensiones, materiales, capacidad, etc., según las
condiciones particulares de cada caso. La mayoría de los equipos necesarios deben adquirirse
comercialmente, bien sea para utilizarlos directamente en el taller o para el ensamblaje de otros
sistemas más complejos, mientras que existen ciertos elementos que se recomienda sean
fabricados localmente, según especificación; para estos casos el diseño detallado de los mismos
se presenta posteriormente.
También se ha considerado la distribución en planta más adecuada para las áreas de trabajo
designadas, con base a las características particulares del procedimiento establecido; de forma
que la ubicación de cada área corresponda al orden lógico del flujo de trabajo de los procesos y
permita llevar a cabo cada etapa de la recalificación y recarga de forma eficiente.
En el diseño del local del taller también se ha considerado la ubicación y el dimensionamiento de
las instalaciones de aquellos servicios auxiliares, tales como agua potable, aire comprimido,
desagüe y distribución de gases, que son necesarios para la realización de los procedimientos y el
iii
funcionamiento de los equipos. En esta parte del diseño se especifican las características,
materiales, tipos de conexión, montaje e instalación de los equipos que deben utilizarse en estos
sistemas, según las condiciones particulares de operación que se presenta para cada uno de los
casos.
A continuación se incluye el diseño detallado de aquellos equipos del taller que previamente se
determinó que serían fabricados localmente; en esta parte se especifican todos los aspectos
requeridos para su construcción, tales como dimensionamiento completo, materiales a utilizar,
procedimientos de manufactura, ensamblaje, etc. Para cada uno de los equipos de fabricación
local, se han incluido todos los planos de construcción correspondientes, en los que se detallan
todos los aspectos anteriormente mencionados.


ÍNDICE
RESUMEN EJECUTIVO ..................................................................................................................... i
ÍNDICE DE TABLAS .......................................................................................................................... ix
ÍNDICE DE FIGURAS ...................................................................................................................... xiii
SIGLAS ............................................................................................................................................ xix
ABREVIATURAS ............................................................................................................................. xxi
PRÓLOGO ..................................................................................................................................... xxiii
CAPÍTULO 1: MARCO DE REFERENCIA ......................................................................................... 1
1.1 INTRODUCCIÓN: TOBOGANES DE EVACUACIÓN ........................................................ 1
1.1.1. Elementos que conforman los toboganes de evacuación: ................................................ 1
1.1.2. Principio de funcionamiento: ............................................................................................. 2
1.1.3. Disponibilidad operacional y mantenimiento: .................................................................... 2
1.1.4. Acerca de Aeroman: ......................................................................................................... 4
1.2 OBJETIVOS: ...................................................................................................................... 5
1.2.1. Objetivo General: .............................................................................................................. 5
1.2.2. Objetivos Específicos: ....................................................................................................... 5
1.3 LIMITES Y ALCANCES: ..................................................................................................... 5
1.4 LIMITANTES: ..................................................................................................................... 6
CAPÍTULO 2: PROCESO DE RECALIFICACIÓN Y RECARGA DE LOS RESERVORIOS .............. 7
2.1 CARACTERÍSTICAS DE LOS RESERVORIOS: ............................................................... 7
2.1.1. Aspectos generales: ......................................................................................................... 7
2.1.2. Características de los sistemas de inflado: ....................................................................... 8
2.1.3. Especificaciones de los reservorios .................................................................................. 9
2.1.4. Normativas que aplican a los reservorios de los toboganes: .......................................... 11
2.2 PROCESO DE RECALIFICACIÓN DE LOS RESERVORIOS: ........................................ 13
2.2.1. Generalidades del proceso: ............................................................................................ 13
2.2.2. Prueba hidrostática: ........................................................................................................ 13

2.2.3. Diagrama del proceso de recalificación de reservorios: ................................................. 14
2.2.4. Descripción del procedimiento de recalificación de reservorios: ..................................... 16
2.3 PROCESO DE RECARGA DE LOS RESERVORIOS: .................................................... 31
2.3.1. Generalidades del proceso: ............................................................................................ 31
2.3.2. Diagrama del proceso de recarga de reservorios: .......................................................... 31
2.3.3. Descripción del procedimiento de recarga de reservorios: ............................................. 33
CAPÍTULO 3: DISEÑO DE LA INSTALACIÓN DEL TALLER DE RESERVORIOS ........................ 45
3.1 DISEÑO DE LAS ÁREAS DE TRABAJO DEL TALLER ................................................... 45
3.1.1. Consideraciones del diseño: ........................................................................................... 45
3.1.2. Áreas de trabajo: ............................................................................................................. 47
3.2 UBICACIÓN Y DISTRIBUCIÓN EN PLANTA DEL TALLER DE RESERVORIOS ........... 93
3.2.1. Ubicación del taller: ......................................................................................................... 93
3.2.2. Consideraciones de la distribución en planta: ................................................................. 95
3.2.3. Distribución de las áreas de trabajo del taller ................................................................. 98
3.3 CARACTERÍSTICAS DE LAS INSTALACIONES AUXILIARES DEL TALLER .............. 102
3.3.1. Red de distribución de agua potable: ............................................................................ 102
3.3.2. Sistema de drenaje del taller: ........................................................................................ 107
3.3.3. Red de distribución de aire comprimido: ....................................................................... 115
3.3.4. Sistema de recarga de N2 y CO2: .................................................................................. 124
CAPÍTULO 4: DISEÑO DE LOS EQUIPOS DEL TALLER DE RESERVORIOS ........................... 141
4.1 CONSIDERACIONES DEL DISEÑO .............................................................................. 141
4.2 ÁREA 2: PREPARACIÓN PARA LA PRUEBA HIDROSTÁTICA ................................... 142
4.2.1. Mesa de trabajo para inspección y desmontaje de válvula: .......................................... 142
4.2.2. Prensa vertical de cadena ............................................................................................. 145
4.3 ÁREA 3: PRUEBA HIDROSTÁTICA .............................................................................. 150
4.3.1. Banco de pruebas hidrostáticas .................................................................................... 150
4.3.2. Tanque de prueba hidrostática: .................................................................................... 169
4.3.3. Tanque de descarga ..................................................................................................... 178
4.4 ÁREA 4: SECADO Y RECALIFICACIÓN ....................................................................... 180
4.4.1. Mesa de trabajo, vaciado y secado de reservorios ....................................................... 180
4.5 ÁREA 5: RECARGA ....................................................................................................... 183
4.5.1. Mesa de trabajo para montaje de válvula y recarga ..................................................... 183
4.5.2. Tanque de enfriamiento para carga de N2 ................................................................... 186
4.5.3. Jaula de retención de reservorios ................................................................................. 187
4.5.4. Prensa horizontal de cadena ........................................................................................ 189
4.6 ÁREA 6: EMPACADO Y ALMACENAMIENTO .............................................................. 191
4.6.1. Mesa para empaquetado de reservorios ...................................................................... 191
CONCLUSIONES .......................................................................................................................... 195
RECOMENDACIONES .................................................................................................................. 197
BIBLIOGRAFÍA .............................................................................................................................. 199
ANEXOS
ANEXO A: TABLAS, GRÁFICOS Y SIMBOLOGÍA.
ANEXO B: LISTADO DE COMPONENTES Y PRESUPUESTO
ANEXO C: PLANOS DE CONSTRUCCIÓN


ix
ÍNDICE DE TABLAS
Tabla 2.1: Capacidad de los reservorios ............................................................................................ 9
Tabla 2.2: Ejemplo de características de especificaciones DOT ..................................................... 10
Tabla 2.3: Características de los reservorios, según exención. ....................................................... 11
Tabla 2.4: Presiones de pre-prueba para reservorios ...................................................................... 27
Tabla 2.5: Presiones de prueba para reservorios ............................................................................ 28
Tabla 2.6: Torque recomendado para instalación de válvula .......................................................... 33
Tabla 2.7: Valores de carga de CO2 ................................................................................................ 38
Tabla 2.8: Valores de carga de N2, peso total y purga. .................................................................... 39
Tabla 2.9: Presión real de referencia para recarga .......................................................................... 41
Tabla 3.1: Inmobiliario de oficina ..................................................................................................... 49
Tabla 3.2: Documentación obligatoria para talleres de recalificación .............................................. 49
Tabla 3.3: Características de la estantería de recepción ................................................................. 50
Tabla 3.4: Dimensiones recomendadas para contenedores “Bin box” ............................................ 51
Tabla 3.5: Dimensiones de la mesa de trabajo del área #2. ............................................................ 52
Tabla 3.6: Herramientas requeridas en Área # 2. ............................................................................ 53
Tabla 3.7: Materiales consumibles requeridos en Área # 2. ............................................................ 53
Tabla 3.8: Elementos de la toma de agua en Área # 2. ................................................................... 55
Tabla 3.9: Capacidad de carga del tecle. ......................................................................................... 56
Tabla 3.10: Componentes del tecle ................................................................................................. 57
Tabla 3.11: Componentes del circuito de baja presión .................................................................... 60
Tabla 3.12: Componentes del circuito de alta presión ..................................................................... 61
Tabla 3.13: Componentes del circuito neumático del banco de prueba .......................................... 62
Tabla 3.14: Componentes del tanque de pruebas ........................................................................... 66
Tabla 3.15: Dimensiones de la mesa de trabajo del área #4 ........................................................... 68
Tabla 3.16: Herramientas requeridas en Área # 4. .......................................................................... 69
Tabla 3.17: Materiales consumibles requeridos en Área # 4. .......................................................... 70
Tabla 3.18: Dimensiones del horno de secado ................................................................................ 70
Tabla 3.19: Dimensiones de la mesa de trabajo del área #5 ........................................................... 72
Tabla 3.20: Herramientas requeridas en Área # 5. .......................................................................... 73
Tabla 3.21: Materiales consumibles requeridos en Área # 5. .......................................................... 74
Tabla 3.22: Características de la báscula. ....................................................................................... 75
Tabla 3.23: Características del nitrógeno comercialmente disponible ............................................. 77
Tabla 3.24: Características del Dióxido de Carbono comercialmente disponible ............................ 78
Tabla 3.25: Características de los cilindros para almacenamiento de gas ...................................... 78
Tabla 3.26: Cantidad de reservorios idealmente recargables por cada cilindro de gas ................... 78
x
Tabla 3.27: Presiones de reservorio para recarga con CO2 ............................................................. 79
Tabla 3.28: Presiones finales de reservorio para recarga completa ................................................ 79
Tabla 3.29: Especificaciones del booster para CO2 ......................................................................... 80
Tabla 3.30: Especificaciones del booster para N2 ............................................................................ 81
Tabla 3.31: Gas no recuperable de los cilindros de almacenamiento .............................................. 83
Tabla 3.32: Capacidad de recarga, según almacenamiento. ........................................................... 83
Tabla 3.33: Componentes de la alimentación de aire comprimido de los boosters ......................... 85
Tabla 3.34: Componentes del circuito de suministro de gases: ....................................................... 87
Tabla 3.35: Componentes de la red de distribución de gas: ............................................................ 88
Tabla 3.36: Componentes del tanque de enfriamiento. ................................................................... 90
Tabla 3.37: Dimensiones de la mesa de trabajo del área #6 ........................................................... 92
Tabla 3.38: Dimensiones disponibles para el taller .......................................................................... 93
Tabla 3.39: Accesorios de la red de agua potable ......................................................................... 104
Tabla 3.40: Accesorios de la línea principal de la red de desagüe ................................................ 113
Tabla 3.41: Accesorios de los ramales de la red de desagüe ........................................................ 113
Tabla 3.42: Accesorios de la red neumática del taller .................................................................... 120
Tabla 3.43: Accesorios de la red neumática del cuarto de recarga ............................................... 122
Tabla 3.44: Elementos del panel de válvulas del circuito neumático ............................................. 127
Tabla 3.45: Características de la manguera neumática para boosters .......................................... 128
Tabla 3.46: Características de la manguera para pilotaje .............................................................. 129
Tabla 3.47: Características de las mangueras de suministro (P > 850 psig) ................................. 131
Tabla 3.48: Características de las líneas de distribución de CO2 (P > 800 psig) .......................... 135
Tabla 3.49: Características de las líneas de distribución de N2 (P > 3250 psig) ........................... 137
Tabla 3.50: Elementos del panel de tomas .................................................................................... 139
Tabla 4.1: Características de perfil C para mesa de Área # 2 ....................................................... 142
Tabla 4.2: Partes de la estructura del banco. Según figura 4.25 ................................................... 156
Tabla 4.3: Características de perfil C para mesa de Área # 4 ....................................................... 180
Tabla 4.4: Características de perfil C para mesa de Área # 5 ....................................................... 183
Tabla 4.5: Características de perfil C para mesa de Área # 6 ....................................................... 191
Tabla A.1: Factores de corrección por temperatura para la verificación de la presión de los
reservorios: ..................................................................................................................................... A-1
Tabla A.2: Rango de valores de torque para el apriete de componentes de los reservorios .......... A-2
Tabla A.3: Dimensiones recomendadas de tubería para aire comprimido a 100 psi, para tubo de
acero cédula 40 ............................................................................................................................... A-4
Tabla A.4: Peso de tubería de acero (en Lb/ft) para diferentes diámetros y espesores ................. A-5

xi
Tabla A.5: Espaciamiento recomendado de soportes, para el montaje de tubería en servicio de
agua o gas ...................................................................................................................................... A-6
Tabla A.6: Capacidad de tubería de drenaje, según diámetro y pendiente hidráulica .................... A-6
Tabla A.7: Presión máxima de trabajo para tubería de acero al carbono sin costura ..................... A-7
Tabla A.8: Dimensiones de las soldaduras ................................................................................... A-12
Tabla A.9: Procesos normales de fabricación ............................................................................... A-13

xiii
ÍNDICE DE FIGURAS
Figura 1.1: Tobogán de evacuación ................................................................................................... 1
Figura 1.2: Reservorio DOT-E 8162-3000 ......................................................................................... 3
Figura 2.1: Ensamblaje reservorio válvula/regulador ......................................................................... 8
Figura 2.2: Esquematización de la prueba hidrostática ................................................................... 14
Figura 2.3: Diagrama del proceso de recalificación de reservorios ................................................. 15
Figura 2.4: Manómetro de reservorio (P/N 64299-1) ....................................................................... 16
Figura 2.5: Unidad TU-14 y cables de conexión .............................................................................. 17
Figura 2.6: Descarga del reservorio ................................................................................................. 19
Figura 2.7: Desmontaje de válvula/regulador .................................................................................. 20
Figura 2.8: Adaptador para prueba hidrostática ............................................................................... 24
Figura 2.9: Montaje de reservorio en tapa de tanque de pruebas ................................................... 25
Figura 2.10: Instalación del reservorio en el tanque de prueba hidrostática .................................... 25
Figura 2.11: Banco de pruebas hidrostáticas. .................................................................................. 26
Figura 2.12: Viñeta de próxima recalificación. ................................................................................. 30
Figura 2.13: Diagrama del proceso de recarga de reservorios ........................................................ 32
Figura 2.14: Instalación de válvula/regulador en reservorio ............................................................ 34
Figura 2.15: Instalación de manómetro en válvula/regulador .......................................................... 35
Figura 2.16: Instalación de cable de control en válvula ................................................................... 35
Figura 2.17: Preparación de la válvula para recarga ....................................................................... 36
Figura 2.18: Armado de la válvula para recarga .............................................................................. 37
Figura 2.19: Verificación de carga de CO2 ....................................................................................... 38
Figura 2.20: Tanque de enfriamiento para recarga de N2 ................................................................ 38
Figura 2.21: Preparación de la válvula previo a almacenamiento. .................................................. 42
Figura 3.1: Área de trabajo #1 ......................................................................................................... 48
Figura 3.2: Ficha de recalificación de reservorios. ........................................................................... 49
Figura 3.3: Estantería de recepción ................................................................................................. 50
Figura 3.4: Contenedores para reservorios ..................................................................................... 51
Figura 3.5: Área de trabajo # 2 ........................................................................................................ 51
Figura 3.6: Mesa de trabajo del área #2 .......................................................................................... 52
Figura 3.7: Prensa de cadena vertical. ............................................................................................ 54
Figura 3.8: Área de trabajo #3. ........................................................................................................ 55
Figura 3.9: Montaje de tecle de reservorios en viga. ....................................................................... 57
Figura 3.10: Banco de prueba hidrostática. ..................................................................................... 58
xiv
Figura 3.11: Circuito hidráulico de baja presión. .............................................................................. 59
Figura 3.12: Circuito hidráulico de alta presión. ............................................................................... 61
Figura 3.13: Circuito neumático del banco de pruebas. ................................................................... 62
Figura 3.14: Panel de control del banco de pruebas. ....................................................................... 62
Figura 3.15: Panel de instrumentos del banco de pruebas. ............................................................. 63
Figura 3.16: Tanque de descarga. ................................................................................................... 64
Figura 3.17: Tanque de prueba. ....................................................................................................... 65
Figura 3.18: Tomas de agua y aire comprimido. .............................................................................. 66
Figura 3.19: Trinchera para mangueras ........................................................................................... 67
Figura 3.20: Área de trabajo # 4 ...................................................................................................... 67
Figura 3.21: Mesa de trabajo del área # 4 ....................................................................................... 68
Figura 3.22: Manguera neumática para secado de reservorios. ...................................................... 69
Figura 3.23: Horno de secado .......................................................................................................... 71
Figura 3.24: Área de trabajo # 5. ..................................................................................................... 71
Figura 3.25: Mesa de trabajo del área # 5. ...................................................................................... 72
Figura 3.26: Prensa horizontal. ........................................................................................................ 75
Figura 3.27: Cilindro de alta presión, termo criogénico y tanque estacionario. ................................ 77
Figura 3.28: Curvas de desempeño del booster para CO2. ............................................................. 80
Figura 3.29: Características físicas del booster para CO2. .............................................................. 81
Figura 3.30: Curvas de desempeño del booster para N2. ................................................................ 81
Figura 3.31: Características físicas del booster para N2. ................................................................. 82
Figura 3.32: Booster, modelo AG-15. ............................................................................................... 82
Figura 3.33: Circuito funcional del sistema de recarga. ................................................................... 84
Figura 3.34: Tanque de enfriamiento, recarga de N2. ...................................................................... 89
Figura 3.35: Tanque de prueba de fugas ......................................................................................... 90
Figura 3.36: Área de trabajo # 6. ..................................................................................................... 91
Figura 3.37: Mesa de trabajo del área # 6. ...................................................................................... 92
Figura 3.38: Hangar #1 de Aeroman ................................................................................................ 93
Figura 3.39: Plano de ubicación del taller de reservorios. ............................................................... 94
Figura 3.40: Distribución en planta del taller de reservorios ............................................................ 99
Figura 3.41: Vista isométrica del taller de reservorios (1). ............................................................. 100
Figura 3.42: Vista isométrica del taller de reservorios (2). ............................................................. 101
Figura 3.43: Vista en planta, red de agua potable del taller (en m) ............................................... 103
Figura 3.44: Vista isométrica de la red de agua del taller (en m) ................................................... 104
Figura 3.45: Características de la rosca de los accesorios de la red de agua ............................... 105
Figura 3.46: Características de la rosca de la tubería de la red de agua ....................................... 106
Figura 3.47: Montaje de tubería de red de agua potable ............................................................... 106
Figura 3.48: Espaciamiento entre abrazaderas de la red de agua potable (en ft) ......................... 107
xv
Figura 3.49: Ubicación de drenajes en el taller (en m) .................................................................. 108
Figura 3.50: Dimensiones del canal de drenaje del área 3 (en m) ................................................. 109
Figura 3.51: Dimensiones del canal de drenaje del área 3 (en m) ................................................. 109
Figura 3.52: Dimensiones del canal de drenaje del área 5 (en m) ................................................. 110
Figura 3.53: Tubería de desagüe del taller .................................................................................... 110
Figura 3.54: Dimensiones de la tubería de desagüe, vista de planta (en m) ................................. 111
Figura 3.55: Dimensiones de la tubería de desagüe, vista isométrica (en m) ............................... 112
Figura 3.56: Conexión de tubería de PVC ..................................................................................... 114
Figura 3.57: Zanja para instalación de tubería de PVC ................................................................. 115
Figura 3.58: Dimensiones de la red neumática del taller, vista en planta (en m) ........................... 118
Figura 3.59: Dimensiones de la red neumática del taller, vista isométrica (en m) ......................... 119
Figura 3.60: Ubicación de la red neumática del cuarto de recarga ................................................ 121
Figura 3.61: Dimensiones de la red neumática del cuarto de recarga (en m) ............................... 121
Figura 3.62: Características de la rosca de los accesorios neumáticos ........................................ 123
Figura 3.63: Características de la rosca de la tubería neumática .................................................. 123
Figura 3.64: Dimensiones del cuarto del sistema de recarga (en m) ............................................. 124
Figura 3.65: Sistema completo de recarga. ................................................................................... 125
Figura 3.66: Circuito neumático de control boosters ...................................................................... 126
Figura 3.67: Panel de válvulas, circuito neumático de control ....................................................... 127
Figura 3.68: Dimensiones de las conexiones entre el panel y los boosters (en m) ....................... 128
Figura 3.69: Dimensiones de las conexiones para pilotaje (en m) ................................................. 129
Figura 3.70: Elementos del circuito de suministro de gases. ......................................................... 130
Figura 3.71: Dimensiones del circuito de suministro de CO2 (en m). ............................................. 131
Figura 3.72: Dimensiones del circuito de suministro de N2 (en m). ............................................... 132
Figura 3.73: Elementos de la red de distribución. .......................................................................... 133
Figura 3.74: Panel de válvulas, red de distribución de CO2 ........................................................... 134
Figura 3.75: Dimensiones de la red de CO2. ................................................................................. 135
Figura 3.76: Panel de válvulas, red de distribución de N2 .............................................................. 136
Figura 3.77: Dimensiones de la red de N2. .................................................................................... 137
Figura 3.78: Panel de tomas para recarga. .................................................................................... 138
Figura 3.79: Distribución interna del panel de tomas para recarga. ............................................... 139
Figura 4.1: Mesa de trabajo de Área # 2 ........................................................................................ 142
Figura 4.2: Referencia de las medidas del perfil C de la tabla 4.1. ................................................ 143
Figura 4.3: Ángulos superiores de la estructura de la mesa de Área # 2. ..................................... 143
Figura 4.4: Dimensiones de la placa superior de la mesa de Área # 2 .......................................... 144
Figura 4.5: Agujeros para placa de acero inoxidable de la mesa de Área # 2 ............................... 144
Figura 4.6: Prensa vertical ............................................................................................................. 145
xvi
Figura 4.7: Ángulo de soporte para los reservorios ....................................................................... 145
Figura 4.8: Análisis gráfico del soporte de los reservorios ............................................................. 146
Figura 4.9: Soldaduras para ángulo de soporte del reservorio ...................................................... 146
Figura 4.10: Dimensiones de la placa base de la prensa .............................................................. 147
Figura 4.11: Regulador .................................................................................................................. 147
Figura 4.12: Pin doble .................................................................................................................... 148
Figura 4.13: Agujero de sujeción ................................................................................................... 148
Figura 4.14: Proceso de soldadura soporte-Base .......................................................................... 149
Figura 4.15: Proceso de soldadura regulador-soporte ................................................................... 149
Figura 4.16: Soldadura de la pieza de sujeción y el soporte .......................................................... 149
Figura 4.17: Banco de prueba hidrostática. ................................................................................... 150
Figura 4.18: Tubería de alta presión .............................................................................................. 151
Figura 4.19: Tubería de descarga .................................................................................................. 152
Figura 4.20: Tubería de baja presión ............................................................................................. 152
Figura 4.21: Tubería neumática ..................................................................................................... 153
Figura 4.22: Ensamble del manómetro .......................................................................................... 153
Figura 4.23: Ensamble de la válvula de alivio ................................................................................ 154
Figura 4.24: Ensamble de la bomba .............................................................................................. 155
Figura 4.25: Estructura del Banco. ................................................................................................. 156
Figura 4.26: Estructura del banco de prueba hidrostática con puertas .......................................... 157
Figura 4.27: Adaptador de pared “bulkhead”. ................................................................................ 157
Figura 4.28: Ubicación de los adaptadores de pared “bulkhead”. .................................................. 158
Figura 4.29: Ubicación de los agujeros para perno M5 X 0.80 en la placa derecha. ..................... 158
Figura 4.30: Panel de control del banco de pruebas hidrostáticas. ............................................... 159
Figura 4.31: Válvula de bola Autoclave 2B4S15L6. ....................................................................... 159
Figura 4.32: Ubicación de las válvulas en placa superior. ............................................................. 160
Figura 4.33: Ubicación de los agujeros para perno M5 X 0.80 en placa superior. ......................... 160
Figura 4.34: Ubicación de los agujeros en la placa trasera ........................................................... 161
Figura 4.35: Ubicación de los agujeros para perno M5 X 0.80 en placa trasera 1 ......................... 161
Figura 4.36: Ubicación de los agujeros para perno M5 X 0.80 en placa trasera 2 ......................... 162
Figura 4.37: Ubicación ilustrativa de los acoples en placa izquierda ............................................. 162
Figura 4.38: Ubicación del agujero superior para acople de la placa izquierda ............................. 163
Figura 4.39: Ubicación de los agujeros inferiores para acople de la placa izquierda ..................... 163
Figura 4.40: Ubicación de los agujeros para la instalación de la bomba en la placa inferior. ........ 164
Figura 4.41: Ubicación de los agujeros para la instalación de los rodos en la placa inferior ......... 164
Figura 4.42: Ubicación de los agujeros para pernos M5 X 0.80 en la placa inferior ...................... 165
Figura 4.43: Estructura de ángulos ................................................................................................ 165
Figura 4.44: Ángulo tipo 1 .............................................................................................................. 166
xvii
Figura 4.45: Ángulo tipo 2 .............................................................................................................. 166
Figura 4.46: Ángulo tipo 3 .............................................................................................................. 167
Figura 4.47: Ángulo tipo 4 .............................................................................................................. 167
Figura 4.48: Ángulo tipo 5 .............................................................................................................. 167
Figura 4.49: Ángulo tipo 6 .............................................................................................................. 168
Figura 4.50: Ángulo tipo 7 .............................................................................................................. 168
Figura 4.51: Ángulo tipo 8 .............................................................................................................. 168
Figura 4.52: Tanque de pruebas hidrostáticas ............................................................................... 169
Figura 4.53: Soldadura placa superior – tanque ............................................................................ 170
Figura 4.54: O-ring de la placa superior ......................................................................................... 170
Figura 4.55: Detalle de la instalación del O – ring de la placa superior ......................................... 171
Figura 4.56: Detalle del alojamiento del O – ring de la placa superior ........................................... 171
Figura 4.57: Tapa y válvula de venteo ........................................................................................... 172
Figura 4.58: Soldadura Tapa - Adaptador ...................................................................................... 172
Figura 4.59: Rosca adaptador........................................................................................................ 173
Figura 4.60: Cavidades interiores del adaptador ........................................................................... 173
Figura 4.61: Soldadura ojo – adaptador ......................................................................................... 174
Figura 4.62: Dimensiones del ojo ................................................................................................... 174
Figura 4.63: Disco de ruptura ......................................................................................................... 174
Figura 4.64: Cámara para disco de ruptura ................................................................................... 175
Figura 4.65: Soldadura conexión – brida ....................................................................................... 175
Figura 4.66: Detalle del alojamiento del O – ring del disco de ruptura ........................................... 176
Figura 4.67: Tanque y sus anclas .................................................................................................. 176
Figura 4.68: Soldadura tanque – placa base ................................................................................. 177
Figura 4.69: Adaptadores y soldadura del tanque ......................................................................... 178
Figura 4.70: Barril para tanque de descarga .................................................................................. 178
Figura 4.71: Ubicación de los adaptadores de pared en el barril para tanque de descarga .......... 179
Figura 4.72: Tamaño de los agujeros para los adaptadores de pared en el barril para tanque de
descarga ........................................................................................................................................ 179
Figura 4.73: Mesa de trabajo de Área # 4 ...................................................................................... 180
Figura 4.74: Referencia de las medidas del perfil C de la Tabla 4.3 .............................................. 181
Figura 4.75: Ángulos superiores de la estructura de la mesa de Área # 4 .................................... 181
Figura 4.76: Dimensiones de la placa superior de la mesa de Área # 4 ........................................ 182
Figura 4.77: Agujeros para Placa de Acero Inoxidable de la mesa de Área # 4 ............................ 182
Figura 4.78: Mesa de trabajo de Área # 5 ...................................................................................... 183
Figura 4.79: Referencia de las medidas del perfil C de la Tabla 4.4 .............................................. 184
Figura 4.80: Ángulos superiores de la estructura de la mesa de Área # 5 .................................... 184
Figura 4.81: Dimensiones de la placa superior de la mesa de Área # 5 ........................................ 185

xviii
Figura 4.82: Agujeros para placa de acero inoxidable de la mesa de Área # 5 ............................. 185
Figura 4.83: Tanque de enfriamiento ............................................................................................. 186
Figura 4.84: Vista de plante del Tanque de Enfriamiento .............................................................. 186
Figura 4.85: Vista frontal del tanque de enfriamiento. .................................................................... 187
Figura 4.86: Ángulos para la jaula de retención. ............................................................................ 188
Figura 4.87: Jaula de retención. ..................................................................................................... 188
Figura 4.88: Vista prensa horizontal de cadena. ............................................................................ 189
Figura 4.89: Elemento tipo 2. ......................................................................................................... 189
Figura 4.90: Elemento tipo 3 .......................................................................................................... 190
Figura 4.91: Mesa de trabajo de Área # 6. ..................................................................................... 191
Figura 4.92: Referencia de las medidas del perfil C de la Tabla 4.5 .............................................. 192
Figura 4.93: Ángulos superiores de la estructura de la mesa de Área # 6 ..................................... 192
Figura 4.94: Dimensiones de la placa de madera de la mesa de Área # 6. ................................... 193
Figura 4.95: Agujeros para placa de madera de la mesa de Área # 6. .......................................... 193
Figura A.1: Información de catálogo de la bomba hidráulica del banco de pruebas ....................... A-8
Figura A.2: Curvas de desempeño de la bomba del banco de pruebas hidrostáticas .................... A-9
Figura A.3: Booster para recarga de CO2 ..................................................................................... A-10
Figura A.4: Curva de desempeño del Booster de CO2 .................................................................. A-10
Figura A.5: Booster para recarga de N2 ........................................................................................ A-11
Figura A.6: Curva de desempeño del Booster de N2 .................................................................... A-11

xix
SIGLAS
ACTS: Air Canada Technical Services
AS: Aerospace Standard (Estándar Aeroespacial)
CFR: Code of Federal Regulations (Código de Regulaciones Federales)
CGA: Compressed Gas Association (Asociación de Gas Comprimido)
CMM: Component Maintenance Manual (Manual de Mantenimiento del Componente)
DOT: Department of Transportation (Departamento de Transporte)
DOT-E: Department of Transportation Exemption (Exención del Departamento de
Transporte)
DOT-SP: Department of Transportation Special Permit (Permiso Especial del Departamento
de Transporte)
FAA: Federal Aviation Administration (Administración Federal de Aviación)
MRO: Maintenance, Repair and Overhaul provider (Proveedor de Mantenimiento,
Reparación y Reemplazo)
MS: Military Standard (Estándar Militar)
REE: Rejection Elastic Expansion (Expansión Elástica de Rechazo)
SCI: Structural Composites Industries (Industrias de Compuestos Estructurales)


xxi
ABREVIATURAS
C.D.: Comercialmente disponible
CO2: Dióxido de Carbono
Fig.: Figura
D.E.: Diámetro Externo
ec.: Ecuación
etc.: Etcétera
FOB: Free on Board (Franco a bordo)
L.: Longitud
Nº: Número
N2: Nitrógeno
P/N: Part Number (Número de Parte)
Pág.: Página


xxiii
PRÓLOGO
El presente documento contiene las consideraciones de diseño de un taller de recalificación y
recarga para reservorios de inflado de los sistemas de evacuación de pasajeros instalados en los
aviones Airbus A-319/320/321, para la empresa AEROMAN. A lo largo de los siguientes capítulos
se establecen las características generales de los sistemas considerados, el procedimiento
completo para recalificación y recarga, así como las características del local del taller, equipos,
herramientas y materiales que se requieren en esta instalación.
El capitulo 1 contiene información general de los sistemas de toboganes de evacuación y de los
requerimientos particulares de mantenimiento de estos sistemas; además se plantea brevemente
la historia de la empresa y el contexto que ha motivado la construcción del taller. En este capítulo
se establecen los alcances y limitaciones del diseño, así como las limitantes que han existido en el
desarrollo del mismo.
El capítulo 2 plantea las características físicas y especificaciones de los tipos de reservorios que
han sido considerados para efectos de diseño del taller, y se establece cual es el marco normativo
que debe ser considerado para la recalificación y recarga de los reservorios. Además se define con
base a las recomendaciones del fabricante y a las normas aplicables, el procedimiento completo
que se seguirá para realizar la recalificación y recarga.
El capítulo 3 desarrolla los aspectos referentes a las características del local del taller y de los
equipos necesarios; primero se define la distribución de las etapas del procedimiento que
corresponden a cada área de trabajo y se detallan las características de los equipos y
herramientas con que debe contar cada área. Se establece además la distribución en planta de
todos los elementos del taller. También se detallan las consideraciones de diseño para las
instalaciones de servicios auxiliares que deben existir en el taller.
El capítulo 4 contiene el diseño detallado de todos los equipos del taller que serán fabricados o
ensamblados localmente, a la medida, según las necesidades particulares del taller. Se establecen
todos los criterios que serán necesarios en la manufactura de estos equipos, tales como
dimensionamiento completo, selección de materiales, procesos de soldadura, etc.
En los capítulos 5 y 6 se presentan las recomendaciones generales y las conclusiones finales del
documento, respectivamente.


1
CAPÍTULO 1:MARCO DE REFERENCIA
1.1 INTRODUCCIÓN: TOBOGANES DE EVACUACIÓN
Los toboganes de evacuación son sistemas de emergencia, que se encuentran presentes en la
mayoría de aeronaves civiles, para permitir la salida rápida y segura de todos los tripulantes ante
situaciones tales como accidentes, aterrizajes forzosos, incendios o cualquier otro tipo de
emergencia que ponga en peligro la integridad física de los ocupantes. Los toboganes de
evacuación son requeridos en todos los aviones comerciales en los que la altura de las puertas es
tal, que los pasajeros no podrían descender por ellas sin sufrir algún tipo de lesión; la FAA exige la
instalación de toboganes en todas las puertas que se encuentran a una altura mayor de 6 pies.
Figura 1.1: Tobogán de evacuación
1.1.1. Elementos que conforman los toboganes de evacuación:
Básicamente, los sistemas de evacuación están conformados por cuatro elementos principales:
una estructura inflable o tobogán, un reservorio de gas comprimido para iniciar el proceso de
inflado, un sistema de inflado (aspirador, regulador y manguera) que se encarga de succionar aire
atmosférico en el tobogán utilizando el flujo de gas comprimido y una interfaz para desplegar el
sistema, ante una emergencia.
Los toboganes de evacuación pueden ser de dos tipos: tobogán (slide), que únicamente permiten
la evacuación en tierra; y tobogán/balsa (slide/raft), que pueden ser desacoplados del avión y
utilizados como dispositivo de flotación en caso de evacuación en un cuerpo de agua. Para
cualquiera de los casos, los toboganes se encuentran instalados en todas las puertas principales
del avión, y en algunos casos sobre las alas del mismo; de tal forma que se pueda evacuar a la
totalidad de los pasajeros de forma rápida. La cantidad y características de estos sistemas deben

2
permitir la salida de todos los ocupantes en noventa segundos, utilizando únicamente el 50% de
las salidas disponibles, según los requerimientos de la FAA, de tal forma que todos los toboganes
deben poder desplegarse completamente en menos de diez segundos.
1.1.2. Principio de funcionamiento:
Previo al despegue, todas las puertas del avión se colocan en el modo de “armado” (o automático),
lo cual conecta el mecanismo de despliegue del tobogán con el de la puerta. Si por cualquier tipo
de percance se requiere evacuar el avión y las puertas se abren, el movimiento de dicha puerta
durante la apertura extrae el tobogán de su empaque, haciendo caer el extremo del mismo fuera
del avión en la orientación adecuada y comienza el inflado.
El proceso de inflado de los toboganes se inicia mediante el flujo de gas del reservorio, de
nitrógeno y dióxido de carbono comprimido. El reservorio sólo provee aproximadamente una
tercera parte del volumen necesario para inflar completamente el tobogán, el volumen restante se
llena con aire del ambiente, canalizado al interior del tobogán mediante aspiradores, por efecto
venturi. Cuando el mecanismo de inflado se activa, el gas del reservorio acelera a través de los
aspiradores a alta velocidad, creando un vacio que succiona aire atmosférico en el aspirador, a
través de las válvulas, hacia el interior del tobogán.
1.1.3. Disponibilidad operacional y mantenimiento:
Debido a la gran importancia que tienen los aspectos de seguridad dentro de la industria
aeronáutica, la confiabilidad operacional de los sistemas de evacuación debe ser total con el
objetivo de minimizar los daños personales que pueden sufrir los pasajeros, después de que ha
ocurrido una emergencia. Para poder asegurar el correcto funcionamiento de estos sistemas, es
necesario que se realicen procedimientos de mantenimiento periódico de forma muy rigurosa, ya
que sólo así se puede garantizar la disponibilidad de los mismos.
Aun cuando el principio de funcionamiento de los sistemas de evacuación es relativamente simple,
la complejidad de los mismos y de su tecnología es significativamente influenciada por las
características y limitaciones que impone su uso en una aeronave, entre las cuales se pueden
destacar:
- Las limitaciones en el peso y volumen.
- El tiempo de inflado.
- Las características ambientales externas
- Confiabilidad
- Tiempo de servicio

3
Además, se debe destacar que los sistemas de evacuación son, por lo general, utilizados muy
pocas veces a lo largo de su vida útil, y normalmente en condiciones muy adversas, como un
choque o aterrizaje forzoso, lo cual agrega una mayor presión a la confiabilidad del mismo.
Si bien el correcto funcionamiento de los sistemas de evacuación exige que todos los elementos
que lo componen se encuentren en excelentes condiciones, por razones de seguridad, el
reservorio de gas comprimido presenta un caso de particular interés; ya que se trata de un
elemento para el cual el deterioro que pueda sufrir implica no sólo la posibilidad de que el sistema
de evacuación no pueda desplegarse durante una emergencia; sino que también existe el riesgo
de una potencial explosión, la cual tendría consecuencias catastróficas en caso de producirse
durante un vuelo.
Figura 1.2: Reservorio DOT-E 8162-3000
Para poder llevar a cabo el mantenimiento completo de los reservorios de inflado de los toboganes
de evacuación, es necesario que se realicen una gran cantidad de procedimientos de inspección y
prueba que permitan recalificar el buen estado de los mismos, así como la recarga y ensamblado
de todos los componentes, de modo que se pueda poner los reservorios de vuelta en servicio. Para
esto deben respetarse diversas restricciones y normativas que exige la manipulación de
reservorios con gases a presión, tanto a nivel general en la industria, como a nivel particular en
aviación. Esto implica que el diseño de las instalaciones para dar este tipo de mantenimiento, así
como la definición de los procedimientos que deben seguirse, tiene que ser muy cuidadosa para
garantizar el cumplimiento de estos requerimientos.
4
Es precisamente este aspecto en particular sobre el cual se basa el presente trabajo de
graduación; actualmente y como parte de su estrategia corporativa de expansión y diversificación,
AEROMAN, como única empresa en el país dedicada a proveer de servicios de mantenimiento y
reparación a aeronaves comerciales, ha comenzado a desarrollar dentro de sus operaciones, la
capacidad de brindar dichos servicios a los sistemas de evacuación. A la fecha ya se cuenta con
un taller de mantenimiento de toboganes en operaciones, y existe la proyección de ampliar los
servicios para incluir la recalificación y recarga de los reservorios de inflado; para poder brindar
este tipo de mantenimiento, se necesita contar con un taller apropiado, y es el objetivo de este
proyecto colaborar con la empresa en el diseño de la instalación requerida para dicho fin.
El presente trabajo de graduación ha sido desarrollado en el período comprendido entre marzo y
julio del año 2009, con la colaboración de personal técnico e ingenieros del área de componentes
de AEROMAN.
1.1.4. Acerca de Aeroman:
AEROMAN es una empresa dedicada a proveer servicios de mantenimiento pesado para
aeronaves Airbus y Boeing de fuselaje estrecho y es una estación de reparación FAA 145, con
instalaciones certificadas para brindar mantenimiento y reparación, lo que en la industria se conoce
como un MRO (Maintenance, Repair and Overhaul - MRO)
AEROMAN fue fundada en 1983 para brindar soporte técnico para la aerolínea TACA, así como
para proveer servicios de mantenimiento a otras aerolíneas. Sus operaciones fueron iniciadas en
un hangar de una sola bahía, el cual fue completado en 1984. AEROMAN se convirtió en una
estación de reparación FAA 145 en 1992 y comenzó a proveer servicios de mantenimiento a
aerolíneas norteamericanas, lo que le permitió expandirse rápidamente. En el año 2007 pasó a
formar parte de Air Canada Technical Services (ACTS), empresa que ahora opera
independientemente bajo el nombre Aveos.
En la actualidad AEROMAN es el MRO líder de latinoamérica, y provee servicios de mantenimiento
a algunas de las más importantes aerolíneas de todo el continente.

5
1.2 OBJETIVOS:
1.2.1. Objetivo General:
Diseñar un taller para la recalificación y recarga de los reservorios para el inflado de los
diferentes toboganes de evacuación instalados en la familia de aviones AIRBUS
A319/A320/A321, que cuente en su instalación con todos los sistemas, equipos y
herramientas necesarias para poder realizar la totalidad de los procedimientos requeridos
para este fin, de forma eficiente y garantizando además la seguridad de los operarios.
1.2.2. Objetivos Específicos:
- Definir, a partir de la documentación y normas aplicables, el procedimiento bajo el cual se
llevará a cabo la recalificación y recarga de los reservorios en el taller.
- Diseñar las áreas de trabajo en las cuales se realizarán las diferentes etapas del proceso,
así como los equipos que deberán ser fabricados para poder llevar a cabo el
mantenimiento de los reservorios.
- Seleccionar los equipos y herramientas que son necesarios para la operación del taller de
reservorios, y que por su complejidad no pueden ser fabricados localmente.
- Diseñar las instalaciones de los servicios auxiliares (agua, aire comprimido, drenaje, etc.)
que se requieren para el funcionamiento de los equipos y la realización de los
procedimientos en el taller.
- Determinar el costo total de construcción del taller, en base al diseño final presentado.
1.3 LIMITES Y ALCANCES:
- Para el dimensionamiento de las áreas de trabajo y los equipos que componen el taller,
han sido considerados únicamente los reservorios correspondientes a los modelos de
sistemas de evacuación instalados en la familia Airbus A319/320/321, según se especifica
en el Manual de Mantenimiento de Componentes correspondiente (CMM 25-65-17,
Revisión Nº 15, 12/09/2008), por lo que no se garantiza la capacidad para brindar
mantenimiento a otro modelo de reservorio diferente a los que explícitamente se menciona
en dicho documento.
- Este trabajo de graduación considera exclusivamente el diseño del taller de reservorios,
quedando excluida la construcción del mismo.

6
- Todos aquellos procedimientos referentes al mantenimiento y reemplazo total (overhaul) de
los sistemas válvula/regulador de los reservorios, no han sido considerados en el diseño
del taller, ya que se parte del hecho que este procedimiento será realizado externamente y
no será una responsabilidad directa de dicho taller.
- En el diseño de las instalaciones de los servicios auxiliares del taller de reservorios,
únicamente se detalla la parte de dichas instalaciones que está directamente en el local del
taller y no se especifica las características de las conexiones que deben realizarse entre
ellas y las redes principales de suministro correspondientes al hangar donde estará
ubicado el taller.
1.4 LIMITANTES:
- Poca información disponible, referente a las características físicas y a las dimensiones de
los reservorios y válvula/regulador, así como de ciertas herramientas y partes
correspondientes a estos sistemas.
- Durante el periodo de realización del presente trabajo, no se había llevado a cabo ninguna
estimación precisa de la demanda esperada de reservorios a recalificar en el taller.
- No existe en la actualidad ninguna estimación respecto a la cantidad de reservorios que se
esperaría tener que recalificar en un determinado período de tiempo.
- Dificultades para obtener información precisa del precio de algunos equipos y herramientas
que deben ser importados, así como para estimar costos de envío de los mismos.
- Dificultad en la estimación de los costos de manufactura de aquellos equipos que serán
fabricados localmente.

7
CAPÍTULO 2:PROCESO DE RECALIFICACIÓN Y RECARGA DE LOS RESERVORIOS
2.1 CARACTERÍSTICAS DE LOS RESERVORIOS:
2.1.1. Aspectos generales:
Se busca diseñar un taller que cuente en sus instalaciones con todos los equipos y herramientas
necesarias para poder brindar un servicio completo de mantenimiento y recarga a los reservorios
de llenado de los toboganes de evacuación, de conformidad con los requerimientos del fabricante y
de las normas de la industria aeronáutica, de tal forma que puedan ser certificados y puestos de
vuelta en servicio.
Para efectos del diseño del taller se han considerado los diversos tipos de reservorios que
pertenecen a los sistemas de inflado de los toboganes de evacuación que corresponden a los
modelos de aviones Airbus A319, A320 y A321, de la denominada “familia A320” de jet
comerciales fabricados por el consorcio europeo Airbus. Los sistemas completos de evacuación
instalados en estas aeronaves son manufacturados por Aérazur (Francia) y Air Cruisers (Estados
Unidos); ambas compañías pertenecen a la corporación francesa Zodiac Group. Los reservorios
que se encuentran instalados en los sistemas de evacuación son manufacturados por la compañía
Structural Composites Industries (SCI).
Toda la información pertinente, respecto a las características y a las consideraciones de
mantenimiento que recomienda el fabricante de los sistemas de evacuación, se encuentra
contenida en el documento denominado Component Maintenance Manual o CMM (Manual de
mantenimiento de los componentes); el CMM que corresponde a los sistemas de inflado para los
toboganes de los modelos de aviones mencionados anteriormente es el 25-65-17. Este documento
ha servido como primera referencia respecto a las características de los sistemas en cuestión;
específicamente, se ha consultado la revisión Nº15 de dicho CMM, fechada el 12 de septiembre de
2008, que es la versión más reciente a la fecha de elaboración del presente trabajo.
Según el CMM, los modelos de sistemas de inflado de toboganes que pertenecen a los sistemas
de evacuación de los Airbus A319/320/321 y que se han considerado en el diseño del taller de
reservorios, son los siguientes:
- D17996-101
- D18309-101, -103, -105, -201, -205
- D37080-101
- 60592-101, -103, -201, -203

8
2.1.2. Características de los sistemas de inflado:
El dispositivo de inflado del tobogán, como parte del sistema completo de evacuación, además del
reservorio, cuenta con otros elementos que son indispensables para permitir la conexión y la
correcta operación del tobogán; estos elementos se encuentran instalados directamente en el
cilindro y conforman lo que se conoce técnicamente como ensamblaje reservorio válvula/regulador
(Reservoir and Valve/regulator assembly). Los componentes de este sistema son los siguientes:
- Reservorio (Reservoir)
- Válvula/regulador (Valve/regulator)
- Cable de control de la válvula (Valve cable assembly)
- Pin de seguridad (Lock Pin)
- Manómetro (Pressure Gage)
Las características físicas del ensamblaje reservorio válvula/regulador, se ilustran en la figura a
continuación:
Figura 2.1: Ensamblaje reservorio válvula/regulador
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 3]
El reservorio es una estructura cilíndrica compuesta por una camisa de aluminio sin costura,
reforzada por una cubierta de filamentos de kevlar o fibra de carbono unidos con resina epóxica. La
superficie exterior de los reservorios de kevlar está pintada completamente del color anaranjado
internacional, mientras que los reservorios de carbono tienen un acabado de cubierta de
poliuretano translúcido.

9
Las capacidades de los reservorios varían, según el tipo de configuración del tobogán al que
pertenecen, y son las siguientes:
Tabla 2.1: Capacidad de los reservorios
Tipo de tobogán CapacidadTobogán (slide) 300 in3 (4.9 L)Tobogán/balsa (Slide/raft) 650 in3 (10.7 L)Tobogán doble de ala (Dual Lane Off-Wing) 360 in3 (5.9 L)
El reservorio, cuando está completamente cargado, contiene una mezcla de gases de 45% CO2 y
55% N2, peso/peso, a una presión de aproximadamente 3000 psig (a 70ºF). La válvula/regulador
posee una válvula de bola que retiene la carga de gas, y provee un flujo completo al regulador,
cuando se abre. El regulador mantiene una presión de descarga de 500 ± 50 psig a lo largo del
ciclo de inflado. La válvula cuenta con dos dispositivos de alivio de presión, el primero es un disco
de ruptura que limita la presión durante la operación de recarga y el otro es un fusible térmico que
alivia el incremento de presión producido por calor extremo.
2.1.3. Especificaciones de los reservorios
Según los requerimientos de la Administración Federal de Aviación de los Estados Unidos (FAA),
todos los reservorios que se utilizan para el almacenamiento y movilización de gases a alta presión
en cualquier tipo de aeronave comercial deben ser diseñados, probados y construidos según los
lineamientos y requerimientos estipulados en las especificaciones para cilindros del Departamento
de Transporte (DOT) de Estados Unidos.
Cada especificación define detalladamente las características constructivas de los cilindros,
materiales permitidos, métodos de fabricación, propiedades mecánicas mínimas, tipo de sustancias
que pueden transportarse, presiones y temperaturas máximas, tipo de aplicaciones, etc.
En el caso de aplicaciones con gases a presión existe una gran diversidad de especificaciones de
cilindros tales como: DOT-3A, DOT-3HT, DOT-3AX, DOT-3BN, DOT-4B, DOT-4AA480, DOT-4BW,
DOT-4E, DOT-8AL, DOT-9, entre muchos otros.
Para cada uno de estos casos, el código de la especificación define una serie de características
constructivas y del tipo de servicio, tal como se ilustra a continuación:
10
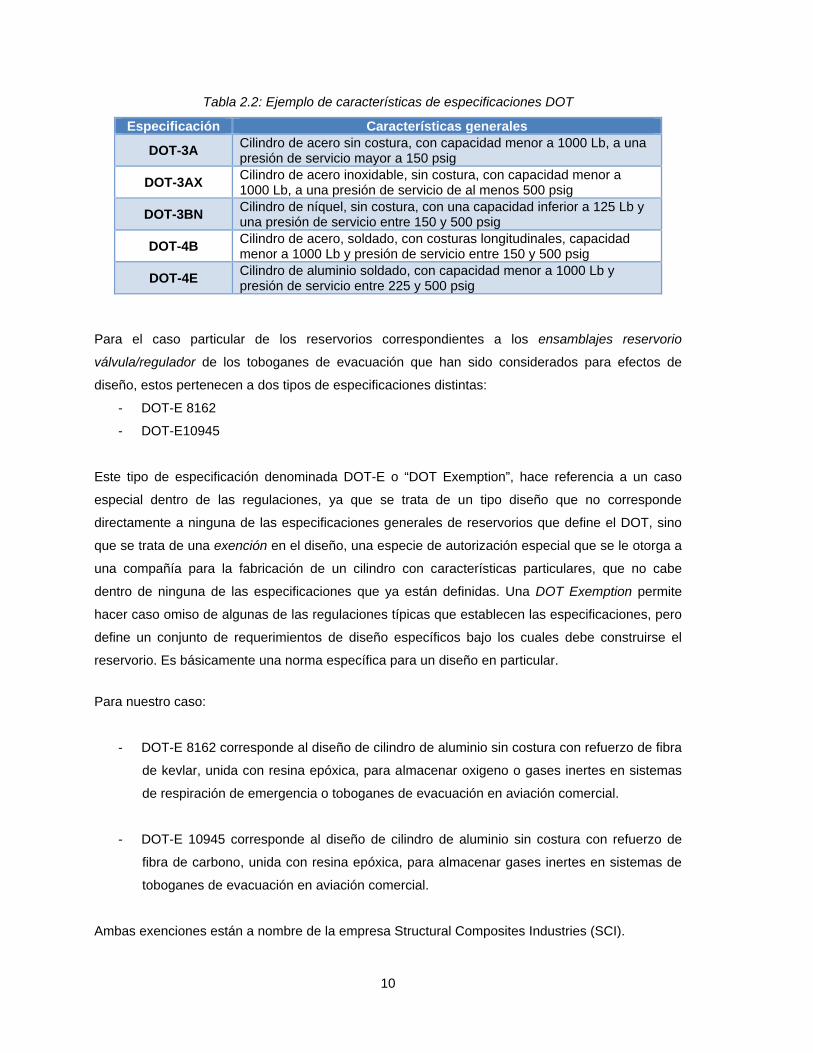
Tabla 2.2: Ejemplo de características de especificaciones DOT
Especificación Características generales
DOT-3A Cilindro de acero sin costura, con capacidad menor a 1000 Lb, a unapresión de servicio mayor a 150 psig
DOT-3AX Cilindro de acero inoxidable, sin costura, con capacidad menor a1000 Lb, a una presión de servicio de al menos 500 psig
DOT-3BN Cilindro de níquel, sin costura, con una capacidad inferior a 125 Lb yuna presión de servicio entre 150 y 500 psig
DOT-4B Cilindro de acero, soldado, con costuras longitudinales, capacidadmenor a 1000 Lb y presión de servicio entre 150 y 500 psig
DOT-4E Cilindro de aluminio soldado, con capacidad menor a 1000 Lb ypresión de servicio entre 225 y 500 psig
Para el caso particular de los reservorios correspondientes a los ensamblajes reservorio
válvula/regulador de los toboganes de evacuación que han sido considerados para efectos de
diseño, estos pertenecen a dos tipos de especificaciones distintas:
- DOT-E 8162
- DOT-E10945
Este tipo de especificación denominada DOT-E o “DOT Exemption”, hace referencia a un caso
especial dentro de las regulaciones, ya que se trata de un tipo diseño que no corresponde
directamente a ninguna de las especificaciones generales de reservorios que define el DOT, sino
que se trata de una exención en el diseño, una especie de autorización especial que se le otorga a
una compañía para la fabricación de un cilindro con características particulares, que no cabe
dentro de ninguna de las especificaciones que ya están definidas. Una DOT Exemption permite
hacer caso omiso de algunas de las regulaciones típicas que establecen las especificaciones, pero
define un conjunto de requerimientos de diseño específicos bajo los cuales debe construirse el
reservorio. Es básicamente una norma específica para un diseño en particular.
Para nuestro caso:
- DOT-E 8162 corresponde al diseño de cilindro de aluminio sin costura con refuerzo de fibra
de kevlar, unida con resina epóxica, para almacenar oxigeno o gases inertes en sistemas
de respiración de emergencia o toboganes de evacuación en aviación comercial.
- DOT-E 10945 corresponde al diseño de cilindro de aluminio sin costura con refuerzo de
fibra de carbono, unida con resina epóxica, para almacenar gases inertes en sistemas de
toboganes de evacuación en aviación comercial.
Ambas exenciones están a nombre de la empresa Structural Composites Industries (SCI).
11
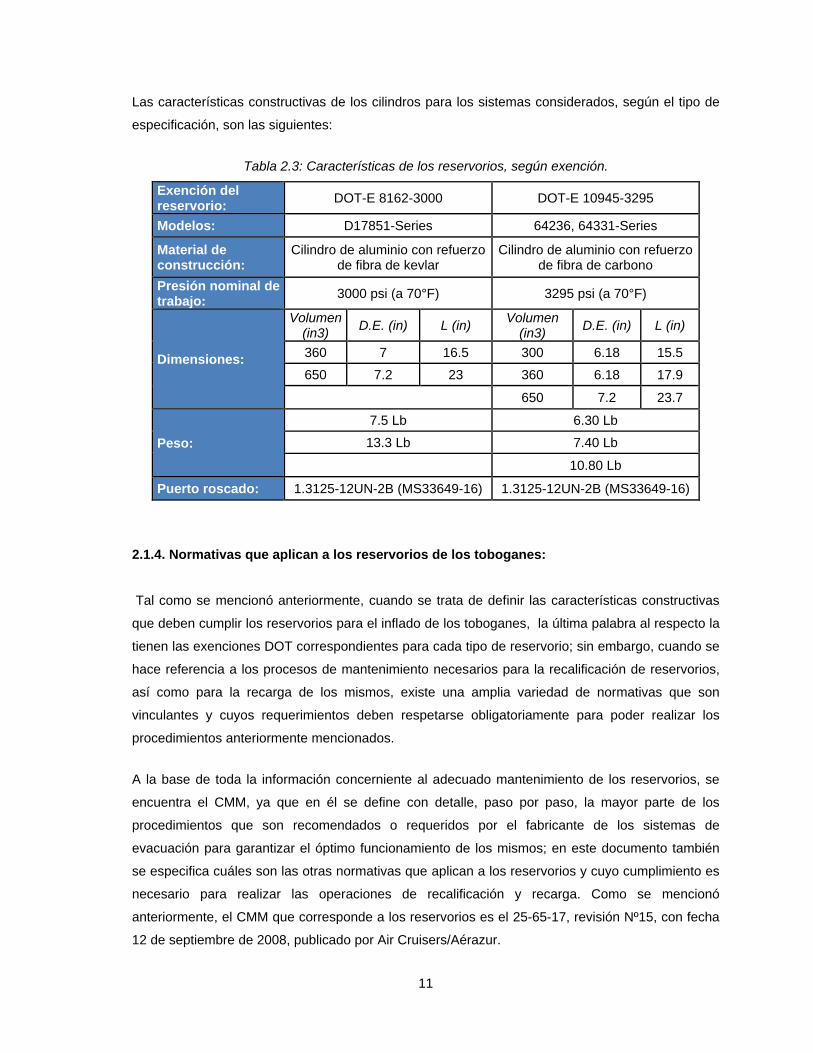
Las características constructivas de los cilindros para los sistemas considerados, según el tipo de
especificación, son las siguientes:
Tabla 2.3: Características de los reservorios, según exención.
Exención delreservorio: DOT-E 8162-3000 DOT-E 10945-3295
Modelos: D17851-Series 64236, 64331-Series
Material deconstrucción:
Cilindro de aluminio con refuerzode fibra de kevlar
Cilindro de aluminio con refuerzode fibra de carbono
Presión nominal detrabajo: 3000 psi (a 70°F) 3295 psi (a 70°F)
Dimensiones:
Volumen(in3) D.E. (in) L (in) Volumen
(in3) D.E. (in) L (in)
360 7 16.5 300 6.18 15.5
650 7.2 23 360 6.18 17.9
650 7.2 23.7
Peso:7.5 Lb 6.30 Lb
13.3 Lb 7.40 Lb
10.80 Lb
Puerto roscado: 1.3125-12UN-2B (MS33649-16) 1.3125-12UN-2B (MS33649-16)
2.1.4. Normativas que aplican a los reservorios de los toboganes:
Tal como se mencionó anteriormente, cuando se trata de definir las características constructivas
que deben cumplir los reservorios para el inflado de los toboganes, la última palabra al respecto la
tienen las exenciones DOT correspondientes para cada tipo de reservorio; sin embargo, cuando se
hace referencia a los procesos de mantenimiento necesarios para la recalificación de reservorios,
así como para la recarga de los mismos, existe una amplia variedad de normativas que son
vinculantes y cuyos requerimientos deben respetarse obligatoriamente para poder realizar los
procedimientos anteriormente mencionados.
A la base de toda la información concerniente al adecuado mantenimiento de los reservorios, se
encuentra el CMM, ya que en él se define con detalle, paso por paso, la mayor parte de los
procedimientos que son recomendados o requeridos por el fabricante de los sistemas de
evacuación para garantizar el óptimo funcionamiento de los mismos; en este documento también
se especifica cuáles son las otras normativas que aplican a los reservorios y cuyo cumplimiento es
necesario para realizar las operaciones de recalificación y recarga. Como se mencionó
anteriormente, el CMM que corresponde a los reservorios es el 25-65-17, revisión Nº15, con fecha
12 de septiembre de 2008, publicado por Air Cruisers/Aérazur.
12
Según la información del CMM, hay tres normas que deberán acatarse para la ejecución de las
labores de recalificación y recarga, estas son:
- La DOT Exemption (o Special Permit) vigente y correspondiente al tipo de reservorio.
- Las especificaciones DOT, referentes a reservorios, contenidas en el Código de
Regulaciones Federales (Code of Federal Regulations, CFR).
- Los lineamientos de la Asociación de Gas Comprimido (Compressed Gas Association,
CGA).
En el DOT Exemption, además de la información referente al diseño de los reservorios, también se
especifica la mayor parte de los requerimientos y parámetros referentes a los procesos de
mantenimiento, tales como inspecciones, pruebas no destructivas, reparaciones y otros
procedimientos que son necesarios en el proceso de recalificación de los reservorios. Cabe señalar
el hecho que estas exenciones son revisadas y actualizadas con cierta periodicidad, y cada
revisión tiene definido un periodo de validez que debe respetarse. Además, los requerimientos
especificados en las DOT Exemptions pueden ser actualizadas mediante modificaciones
especiales denominadas Special Permits (DOT-SP) en el caso que existan cambios significativos
en algunos de los aspectos del Exemption. A la fecha ambos reservorios cuentan con Special
Permits vigentes:
- DOT-SP 8162, vigésima revisión, vigente hasta el 28 de febrero de 2011.
- DOT-SP 10945, décimo séptima revisión, vigente hasta el 28 de febrero de 2010.
Ambos expedidos por el DOT, a nombre de la empresa Structural Composites Industries (SCI).
Los reservorios, aun cuando han sido fabricados bajo un DOT Exemption, siempre están sujetos a
algunos de los requerimientos que son exigidos en las especificaciones generales para cilindros
por el DOT; la información referente a estas especificaciones está contenida en el CFR,
específicamente en: “Title 49 – Transportation; Chapter I - Pipeline and Hazardous Materials Safety
Administration, Department of Transportation; Part 180 – Continuing Qualification and Maintenance
of Packagings”, desde el numeral 201 hasta el 215 (desde 49 CFR 180.201 hasta 49 CFR
180.215).
Finalmente, es necesario respetar los lineamientos estipulados por la CGA, que es una de las
mayores autoridades en materia de aplicaciones de gases a alta presión; dichas recomendaciones
se encuentran contenidas en los denominados panfletos CGA, específicamente, los que están
relacionados con el proceso de mantenimiento de los reservorios son: C-6, C-6.1, C- 6.2 y C-6.3.

13
2.2 PROCESO DE RECALIFICACIÓN DE LOS RESERVORIOS:
2.2.1. Generalidades del proceso:
Los reservorios de inflado de los toboganes de evacuación, en conformidad con los requerimientos
del DOT, deben ser recalificados periódicamente para poder garantizar que aún se encuentran en
condiciones de funcionamiento y seguridad operacional. El proceso completo de recalificación
implica una serie de procedimientos de limpieza, inspección visual, desarmado, prueba hidrostática
y ensamblaje que son requeridos tanto para el reservorio como para la válvula/regulador.
El procedimiento para la recalificación de los reservorios que se ha definido para el taller de
Aeroman, está basado directamente en las recomendaciones emitidas por el fabricante de los
equipos, Air Cruisers/Aérazur, y que están contenidas en el manual de mantenimiento de
componentes respectivo, CMM 25-65-17, considerando además todos los parámetros
correspondientes a los reservorios en cuestión que se encuentran contenidos en las normativas
aplicables: DOT Exemption, CFR y panfletos de la CGA.
Sin embargo, debido a las dificultades que implica la recalificación de la válvula/regulador, por la
complejidad de este procedimiento, se ha determinado que el taller de reservorios a diseñar no
contará con las condiciones para realizar las labores concernientes a dicha válvula, y se ha
decidido que este procedimiento será realizado externamente; de modo que las válvulas que sean
desmontadas de los reservorios serán enviadas al exterior para que sean restauradas (overhaul).
2.2.2. Prueba hidrostática:
En el proceso de recalificación de los reservorios, el procedimiento más complejo y a la vez más
importante que debe realizarse es la prueba hidrostática. Esta prueba consiste esencialmente en la
presurización gradual de cualquier tipo de contenedor o reservorio hasta una presión superior a la
de operación, con el objetivo de verificar la existencia de fugas así como la resistencia del material
de construcción.
La realización de la prueba hidrostática permite garantizar los estándares de seguridad y
durabilidad de los reservorios a lo largo de su vida útil. Los cilindros recién fabricados son
inicialmente calificados utilizando la prueba hidrostática y son continuamente recalificados a
intervalos regulares de tiempo. La enorme importancia que tiene la recalificación de los reservorios
se debe al riesgo de explosión que existe en este tipo de contenedores cuando almacenan gases a
alta presión.
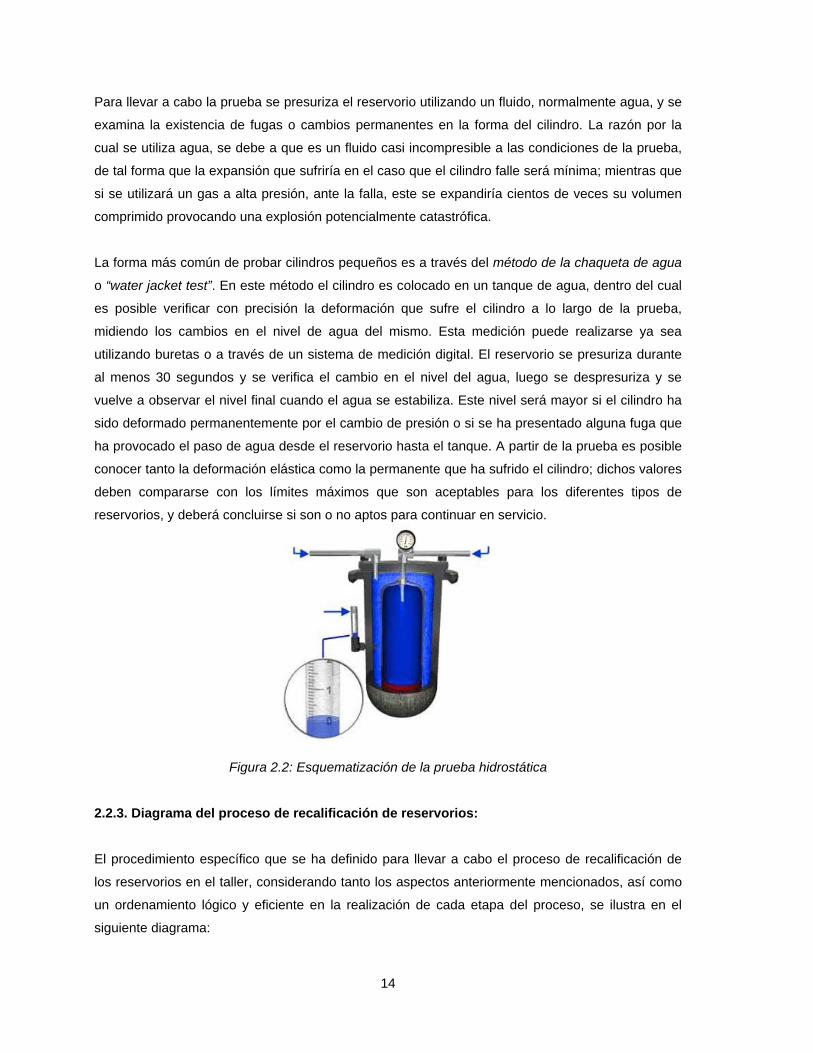
14
Para llevar a cabo la prueba se presuriza el reservorio utilizando un fluido, normalmente agua, y se
examina la existencia de fugas o cambios permanentes en la forma del cilindro. La razón por la
cual se utiliza agua, se debe a que es un fluido casi incompresible a las condiciones de la prueba,
de tal forma que la expansión que sufriría en el caso que el cilindro falle será mínima; mientras que
si se utilizará un gas a alta presión, ante la falla, este se expandiría cientos de veces su volumen
comprimido provocando una explosión potencialmente catastrófica.
La forma más común de probar cilindros pequeños es a través del método de la chaqueta de agua
o “water jacket test”. En este método el cilindro es colocado en un tanque de agua, dentro del cual
es posible verificar con precisión la deformación que sufre el cilindro a lo largo de la prueba,
midiendo los cambios en el nivel de agua del mismo. Esta medición puede realizarse ya sea
utilizando buretas o a través de un sistema de medición digital. El reservorio se presuriza durante
al menos 30 segundos y se verifica el cambio en el nivel del agua, luego se despresuriza y se
vuelve a observar el nivel final cuando el agua se estabiliza. Este nivel será mayor si el cilindro ha
sido deformado permanentemente por el cambio de presión o si se ha presentado alguna fuga que
ha provocado el paso de agua desde el reservorio hasta el tanque. A partir de la prueba es posible
conocer tanto la deformación elástica como la permanente que ha sufrido el cilindro; dichos valores
deben compararse con los límites máximos que son aceptables para los diferentes tipos de
reservorios, y deberá concluirse si son o no aptos para continuar en servicio.
Figura 2.2: Esquematización de la prueba hidrostática
2.2.3. Diagrama del proceso de recalificación de reservorios:
El procedimiento específico que se ha definido para llevar a cabo el proceso de recalificación de
los reservorios en el taller, considerando tanto los aspectos anteriormente mencionados, así como
un ordenamiento lógico y eficiente en la realización de cada etapa del proceso, se ilustra en el
siguiente diagrama:

15
Figu
ra 2
.3: D
iagr
ama
del p
roce
so d
e re
calif
icac
ión
de re
serv
orio
s
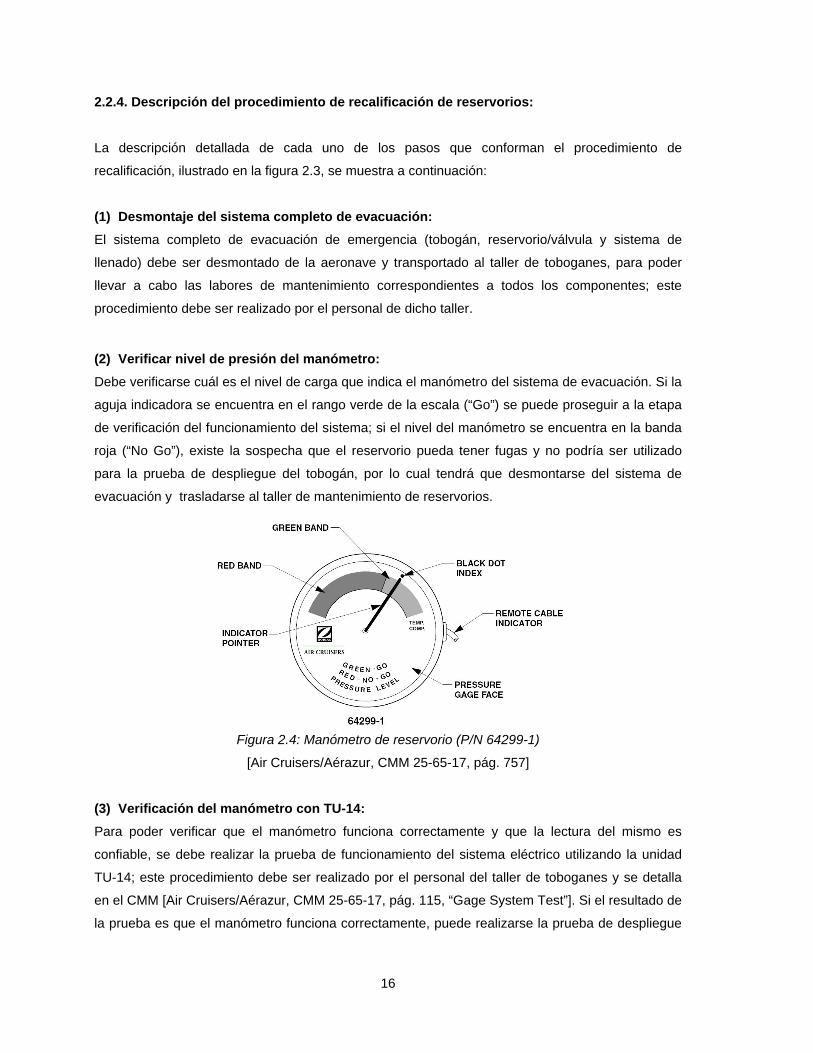
16
2.2.4. Descripción del procedimiento de recalificación de reservorios:
La descripción detallada de cada uno de los pasos que conforman el procedimiento de
recalificación, ilustrado en la figura 2.3, se muestra a continuación:
(1) Desmontaje del sistema completo de evacuación:El sistema completo de evacuación de emergencia (tobogán, reservorio/válvula y sistema de
llenado) debe ser desmontado de la aeronave y transportado al taller de toboganes, para poder
llevar a cabo las labores de mantenimiento correspondientes a todos los componentes; este
procedimiento debe ser realizado por el personal de dicho taller.
(2) Verificar nivel de presión del manómetro:Debe verificarse cuál es el nivel de carga que indica el manómetro del sistema de evacuación. Si la
aguja indicadora se encuentra en el rango verde de la escala (“Go”) se puede proseguir a la etapa
de verificación del funcionamiento del sistema; si el nivel del manómetro se encuentra en la banda
roja (“No Go”), existe la sospecha que el reservorio pueda tener fugas y no podría ser utilizado
para la prueba de despliegue del tobogán, por lo cual tendrá que desmontarse del sistema de
evacuación y trasladarse al taller de mantenimiento de reservorios.
Figura 2.4: Manómetro de reservorio (P/N 64299-1)
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 757]
(3) Verificación del manómetro con TU-14:Para poder verificar que el manómetro funciona correctamente y que la lectura del mismo es
confiable, se debe realizar la prueba de funcionamiento del sistema eléctrico utilizando la unidad
TU-14; este procedimiento debe ser realizado por el personal del taller de toboganes y se detalla
en el CMM [Air Cruisers/Aérazur, CMM 25-65-17, pág. 115, “Gage System Test”]. Si el resultado de
la prueba es que el manómetro funciona correctamente, puede realizarse la prueba de despliegue
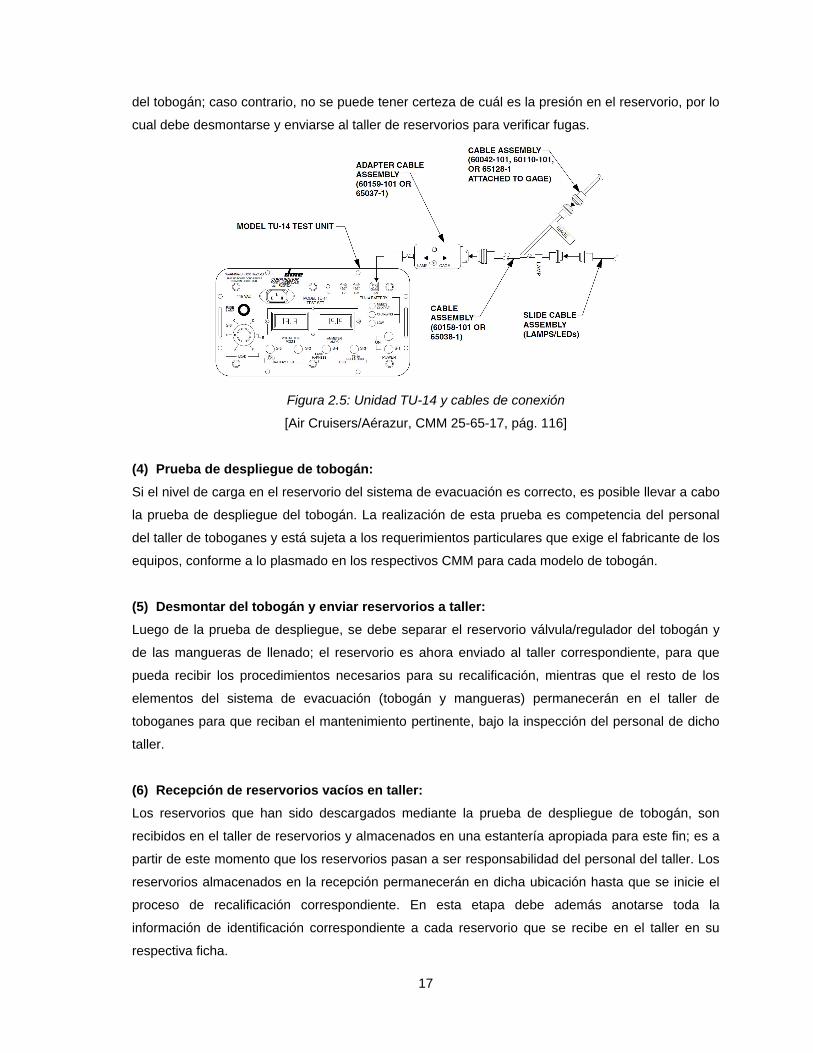
17
del tobogán; caso contrario, no se puede tener certeza de cuál es la presión en el reservorio, por lo
cual debe desmontarse y enviarse al taller de reservorios para verificar fugas.
Figura 2.5: Unidad TU-14 y cables de conexión
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 116]
(4) Prueba de despliegue de tobogán:Si el nivel de carga en el reservorio del sistema de evacuación es correcto, es posible llevar a cabo
la prueba de despliegue del tobogán. La realización de esta prueba es competencia del personal
del taller de toboganes y está sujeta a los requerimientos particulares que exige el fabricante de los
equipos, conforme a lo plasmado en los respectivos CMM para cada modelo de tobogán.
(5) Desmontar del tobogán y enviar reservorios a taller:Luego de la prueba de despliegue, se debe separar el reservorio válvula/regulador del tobogán y
de las mangueras de llenado; el reservorio es ahora enviado al taller correspondiente, para que
pueda recibir los procedimientos necesarios para su recalificación, mientras que el resto de los
elementos del sistema de evacuación (tobogán y mangueras) permanecerán en el taller de
toboganes para que reciban el mantenimiento pertinente, bajo la inspección del personal de dicho
taller.
(6) Recepción de reservorios vacíos en taller:Los reservorios que han sido descargados mediante la prueba de despliegue de tobogán, son
recibidos en el taller de reservorios y almacenados en una estantería apropiada para este fin; es a
partir de este momento que los reservorios pasan a ser responsabilidad del personal del taller. Los
reservorios almacenados en la recepción permanecerán en dicha ubicación hasta que se inicie el
proceso de recalificación correspondiente. En esta etapa debe además anotarse toda la
información de identificación correspondiente a cada reservorio que se recibe en el taller en su
respectiva ficha.
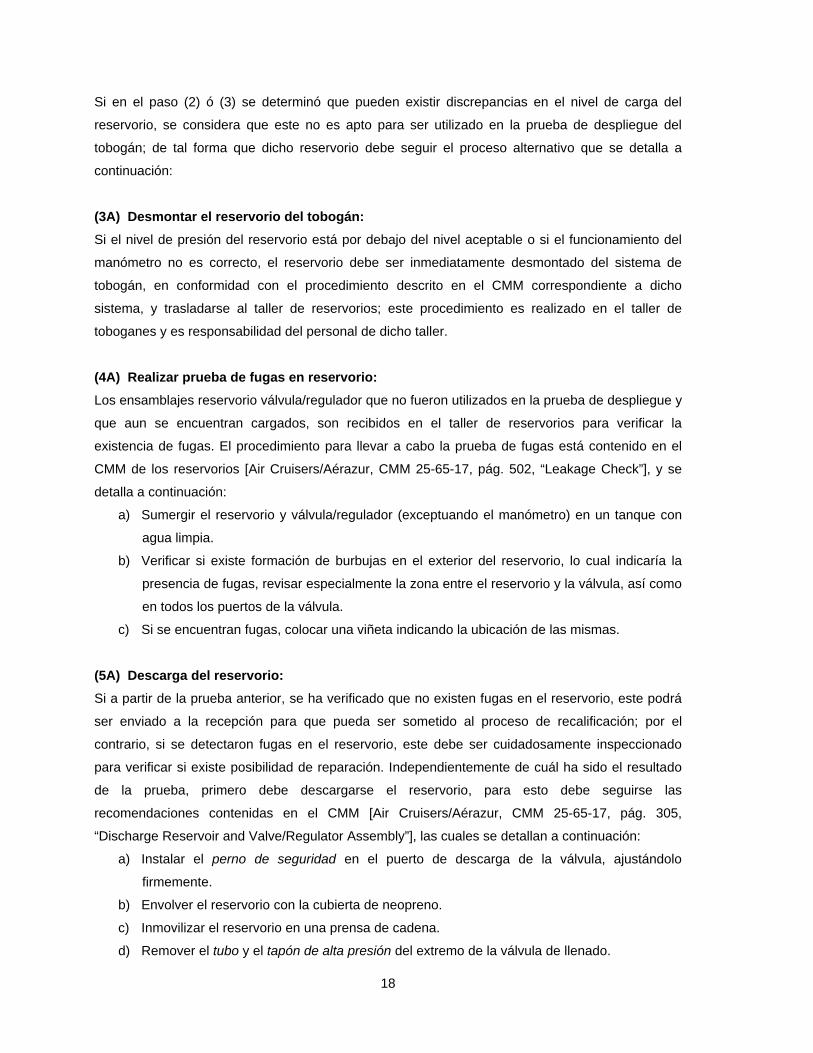
18
Si en el paso (2) ó (3) se determinó que pueden existir discrepancias en el nivel de carga del
reservorio, se considera que este no es apto para ser utilizado en la prueba de despliegue del
tobogán; de tal forma que dicho reservorio debe seguir el proceso alternativo que se detalla a
continuación:
(3A) Desmontar el reservorio del tobogán:Si el nivel de presión del reservorio está por debajo del nivel aceptable o si el funcionamiento del
manómetro no es correcto, el reservorio debe ser inmediatamente desmontado del sistema de
tobogán, en conformidad con el procedimiento descrito en el CMM correspondiente a dicho
sistema, y trasladarse al taller de reservorios; este procedimiento es realizado en el taller de
toboganes y es responsabilidad del personal de dicho taller.
(4A) Realizar prueba de fugas en reservorio:Los ensamblajes reservorio válvula/regulador que no fueron utilizados en la prueba de despliegue y
que aun se encuentran cargados, son recibidos en el taller de reservorios para verificar la
existencia de fugas. El procedimiento para llevar a cabo la prueba de fugas está contenido en el
CMM de los reservorios [Air Cruisers/Aérazur, CMM 25-65-17, pág. 502, “Leakage Check”], y se
detalla a continuación:
a) Sumergir el reservorio y válvula/regulador (exceptuando el manómetro) en un tanque con
agua limpia.
b) Verificar si existe formación de burbujas en el exterior del reservorio, lo cual indicaría la
presencia de fugas, revisar especialmente la zona entre el reservorio y la válvula, así como
en todos los puertos de la válvula.
c) Si se encuentran fugas, colocar una viñeta indicando la ubicación de las mismas.
(5A) Descarga del reservorio:Si a partir de la prueba anterior, se ha verificado que no existen fugas en el reservorio, este podrá
ser enviado a la recepción para que pueda ser sometido al proceso de recalificación; por el
contrario, si se detectaron fugas en el reservorio, este debe ser cuidadosamente inspeccionado
para verificar si existe posibilidad de reparación. Independientemente de cuál ha sido el resultado
de la prueba, primero debe descargarse el reservorio, para esto debe seguirse las
recomendaciones contenidas en el CMM [Air Cruisers/Aérazur, CMM 25-65-17, pág. 305,
“Discharge Reservoir and Valve/Regulator Assembly”], las cuales se detallan a continuación:
a) Instalar el perno de seguridad en el puerto de descarga de la válvula, ajustándolo
firmemente.
b) Envolver el reservorio con la cubierta de neopreno.
c) Inmovilizar el reservorio en una prensa de cadena.
d) Remover el tubo y el tapón de alta presión del extremo de la válvula de llenado.
19
e) Para válvulas D18302 únicamente: Descargar el reservorio enroscando la herramienta de
apertura de válvula en la válvula de llenado, hasta que tope y el gas comience a
descargarse.
f) Para válvulas D18308 y 65566: Descargar el reservorio abriendo la válvula de llenado
utilizando dos llaves de tuercas de 3/4 in.
g) Verificar la lectura de presión del manómetro y la válvula de llenado por la presencia de
vapor residual antes de continuar. Cuando ambas revisiones indiquen una descarga
completa, remover la herramienta de apertura de válvula de la válvula de llenado (válvula
D18302) o cerrar la válvula de llenado utilizando dos llaves de tuercas de 3/4 in (válvulas
D18308 y 65566).
Figura 2.6: Descarga del reservorio
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 305]
(6A) Rechazar reservorio:Si el reservorio ha superado su vida útil, presenta daños irreparables e inaceptables, falla durante
la prueba hidrostática y presenta un porcentaje de deformación permanente fuera de los límites
permitidos, el reservorio no debe volver a entrar en servicio, sino que debe ser rechazado y
desechado de forma adecuada, en conformidad con las recomendaciones del panfleto C-2 de la
CGA (“Recomendations for the Disposition of Unserviceable Compressed Gas Cylinders with
Known Contents”).
Para todos aquellos reservorios a los cuales no se les ha detectado ningún tipo de anormalidad en
el nivel de carga y/o no presentaron problemas de fuga, debe realizárseles el proceso de
recalificación para poder verificar si aun se encuentran en condiciones de seguir operando. Los
pasos a seguir en el proceso de recalificación son los siguientes:

20
(7) Inspeccionar fecha de fabricación:El primer paso de la inspección de los reservorios debe ser la verificación de la fecha de
fabricación de los mismos; dicha información se encuentra en la viñeta de identificación. Todo
reservorio cuya edad supere la vida útil establecida en la exención DOT aplicable, debe sacarse de
servicio.
- Para cilindros DOT-E 8162 (actualizado por el DOT-SP 8162) la vida de servicio no debe
superar los 15 años [DOT-SP 8162, 20ª revisión, pág. 6].
- Para cilindros DOT-E 10945 (actualizado por el DOT-SP 10945) el límite de edad es de 15
años [DOT-SP 10945, 17ª revisión, pág. 4].
Si los cilindros se encuentran fuera del rango de vida útil, deben desecharse; si por el contrario aún
están dentro del límite, debe proseguirse al desmontaje de la válvula.
(8) Desmontaje de válvula/regulador del reservorio:Para poder realizar el desmontaje de la válvula/regulador, es necesario primero montar el
reservorio en una prensa de cadena asegurándose de cubrir todas las partes del reservorio que
estarán en contacto con la cadena con una cubierta de neopreno para evitar daños en el mismo.
Figura 2.7: Desmontaje de válvula/regulador
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 733]
El proceso de desmontaje de la válvula/regulador para los ensamblajes reservorio
válvula/regulador 60592-101, -201, según las especificaciones del CMM 25-65-17 [Air
Cruisers/Aérazur, CMM 25-65-17, pág. 306, “Disassembly of Reservoir and Valve/Regulator
Assembly”] es el siguiente:
a) Remover la tuerca hexagonal del cable de control de su acople en la válvula.
b) Remover el pin de seguridad de la válvula.
21
c) Insertar una llave hexagonal de 3/16” en el alojamiento de la polea de la válvula y rotar
lentamente hasta que el pin se detenga en el extremo opuesto de rango de desplazamiento
(válvula abierta).
d) Remover el ensamblaje de control de la válvula.
e) Remover la manguera de la válvula/regulador. Instalar inmediatamente el perno de
seguridad en el puerto de salida de la válvula. Instalar un tapón en el acople de la
manguera para prevenir el ingreso de objetos extraños en ella.
f) Remover el manómetro.
g) Remover la válvula/regulador del reservorio utilizando un torquímetro. Descartar el O-ring
de la válvula.
El proceso de desmontaje de la válvula para los ensamblajes reservorio/válvula regulador: D17996-
101, D18309-101, -103, -105, -201, -205, D37080-101, 60592-103, -203, según las
especificaciones del CMM [Air Cruisers/Aérazur, CMM 25-65-17, pág. 308, “Disassembly of
Reservoir and Valve/Regulator Assembly”] es el siguiente:
a) Remover el manómetro de la válvula.
b) Remover el pin de seguridad
c) Sacar el cable actuador de la válvula/regulador.
d) Remover la tuerca del cable guía de la válvula/regulador.
e) Remover la válvula/regulador del reservorio utilizando un torquímetro y descartar el O-ring
de la válvula.
(9) Limpieza del reservorio:Con el objetivo de evitar que partículas o sustancias extrañas contaminen el tanque de pruebas
hidrostáticas y afecten la realización de dicha prueba, así como para facilitar la inspección visual de
los reservorios, es necesario limpiar completamente el reservorio de cualquier contaminante. Las
recomendaciones de limpieza que se encuentran en el CMM [Air Cruisers/Aérazur, CMM 25-65-17,
pág. 403] son:
a) Condiciones normales de suciedad (polvo, manchas de compuestos sin base de petróleo)
pueden removerse utilizando un paño suave y seco. Si la suciedad persiste, limpiar con un
paño húmedo y luego secar.
b) Contaminantes con base ligera de petróleo pueden removerse utilizando un paño limpio
húmedo, con detergente suave y agua, y luego enjuagar con un trapo mojado y secar con
aire comprimido.
c) Para contaminantes concentrados, se debe limpiar utilizando alcohol isopropílico. Si es
necesario se puede utilizar Butil-acetato.
22
(9A) Las válvulas son almacenadas para “overhaul” externo:Tal como se ha estipulado, el mantenimiento requerido por las válvulas de los reservorios no se
realizará en el taller, sino que se ha determinado que este servicio se subcontratará externamente;
de modo que las válvulas que se desmonten de los reservorios serán almacenadas para luego ser
enviadas a que reciban una restauración completa.
(10) Inspección visual del reservorio:Como parte del proceso de recalificación, es necesario que antes de someter a los reservorios a la
prueba hidrostática, se inspeccione minuciosamente el estado físico de los mismos, tanto externa
como internamente.
Según las recomendaciones del CMM [Air Cruisers/Aérazur, CMM 25-65-17, pág. 503], el
reservorio debe examinarse interna y externamente de acuerdo a los requerimientos definidos en
la normativa del DOT (que se encuentra en el CFR) para la recalificación de reservorios, según la
especificación o exención aplicable. Dicha información se encuentra específicamente en el 49 CFR
180.205 [DOT, 49 CFR 180.205, literal “f”, pág. 1121] y establece que la inspección visual debe
realizarse cumpliendo con los lineamientos de los panfletos de la CGA, según el tipo de exención a
la cual pertenecen los reservorios.
Inspección externa:Para los reservorios DOT-E 8162 y DOT-E 10945 la inspección externa debe realizarse en
búsqueda de posibles daños en la superficie del reservorio, y debe tomarse como referencia
general el panfleto C-6.2 de la CGA “Guidelines for Visual Inspection and Requalification of Fiber
Reinforced High Pressure Cylinders”. En este documento se establecen seis categorías de tipos de
daños, según la naturaleza o la causa; y tres niveles de daño, según las características particulares
como longitud, profundidad, etc.
Tipos de daños:
a) Daño por abrasión.
b) Daño por corte.
c) Daño por impacto.
d) Daño estructural.
e) Exposición química.
f) Daño por calor o fuego.
Niveles de daño:
a) Nivel 1: Daño aceptable. El cilindro puede ser probado hidrostáticamente
b) Nivel 2: Daño rechazable. El cilindro debe rechazarse, pero puede ser reparado
c) Nivel 3: Daño condenable. El cilindro debe ser desechado

23
En el panfleto se especifican los criterios que deben utilizarse para determinar a cuál de los niveles
corresponde el daño que pueda existir en un reservorio. Para el caso particular de los daños por
corte o abrasión, los niveles pueden definirse de la siguiente forma:
Nivel 1: existen cortes o abrasión ligera que no causan daño a la capa externa de fibra de
vidrio de los reservorios. Este nivel es típico de cilindros que se utilizan regularmente y no
requiere ningún tipo de atención o reparación inmediata.
Nivel 2: rayones, rasguños y abrasión que penetra en la capa de fibra de vidrio externa pero no
daña la capa interna de kevlar o fibra de carbono. Los cilindros que presentan este nivel de
daño deben ser rechazados, pero pueden ser reparados y posteriormente probados
hidrostáticamente.
Nivel 3: cortes o abrasión que penetran completamente la capa de fibra de vidrio y alcanza la
capa de kevlar o carbono se consideran daño nivel tres. Los cilindros que presentan este nivel
de daño deben ser desechados inmediatamente, ya que su reparación está terminantemente
prohibida.
En el caso del daño por impacto, los cilindros de carbono son más sensibles a este tipo de daño
que los de kevlar, de modo que se debe prestar especial atención a estos casos; cualquier
abolladura que se observe en el exterior debe ser también inspeccionada cuidadosamente por el
interior. Si se presenta daño tal como se describe en el C-6.2, sección 6.5.3, el cilindro debe
desecharse.
Para el caso particular de los cilindros DOT-E 10945, en la última revisión vigente para esta
especificación [DOT-SP 10945, 17ª revisión, sección “testing”, pág 3 y 4], además de las
consideraciones definidas por el panfleto C-6.2 de la CGA, se establecen ciertos criterios para
clasificar los niveles de daño por corte o abrasión, en base a la profundidad y longitud que
presentan él o los daños existentes.
Inspección interna:Para los reservorios DOT-E 8162 y DOT-E 10945 la inspección interna debe realizarse tanto para
la superficie interna del cilindro como para el puerto roscado del mismo.
El puerto roscado debe inspeccionarse en búsqueda de muescas, fisuras, cortes, abolladuras y
cualquier otro tipo de daño en conformidad con la escala de daño de los panfletos C-6 y C-6.1 de la
CGA. Ambos tipos de reservorios cuentan con puerto de rosca recta y sello mediante o-ring, de tal
forma que debe verificarse la condición del glande del sello, según los lineamientos del panfleto C-
6.1.

24
La superficie interna del reservorio debe ser inspeccionada con una luz de alta intensidad y un
boroscopio; los procedimientos típicos para esta inspección se encuentran en los panfletos C-6.1 y
C-6.2. Los cilindros que presentan abolladuras visibles en la superficie interior deben ser
desechados.
La decisión de aceptar o rechazar un reservorio debe basarse en la comparación del daño que
pueda existir en el mismo con los criterios que se plantean en la escala. Si el cilindro no presenta
ningún daño o si estos no superan el nivel uno, el reservorio puede continuar el proceso de
recalificación; los daños de nivel dos deben analizarse para ver si es posible repararlos
directamente o si tendrían que ser enviados al fabricante de los reservorios; los daños de nivel tres
no se pueden reparar y el reservorio debe desecharse.
(11) Llenado previo del reservorio con agua:Luego de haber verificado el buen estado del reservorio mediante la inspección visual, se deben
iniciar los procedimientos preparativos para la realización de la prueba hidrostática, para ello, en
primer lugar debe montarse nuevamente el reservorio en la prensa de trabajo y llenarse
completamente con agua limpia, asegurándose que el interior del mismo quede la menor cantidad
posible de aire.
(12) Instalación del adaptador para prueba hidrostática:Con el reservorio lleno de agua, se debe proseguir a instalar el adaptador para la prueba
hidrostática en el puerto roscado del cilindro; este adaptador permite la conexión del reservorio con
la línea de agua a presión del sistema de pruebas. Como se mencionó anteriormente, el puerto
roscado de los reservorios es del tipo recto, lo cual implica que para asegurar la estanqueidad es
necesario instalar un O-ring apropiado.
Figura 2.8: Adaptador para prueba hidrostática
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 910]
El puerto roscado de los reservorios es del tipo MS33649-16, con rosca 1.3125-12UN-2B, para
este tipo de configuración deben utilizarse únicamente o-ring que cumplan con la norma
aeroespacial AS586A-916.

25
(13) Montaje del reservorio en la tapa del tanque de prueba:Para poder colocar el reservorio en el sistema de pruebas hidrostáticas, es necesario montar dicho
reservorio en el conector de la tapa del tanque de pruebas, ya que es a través de él que se conecta
la manguera de presión que proviene del banco de pruebas al reservorio. Este conector va roscado
con el adaptador para prueba hidrostática y permite la movilización del reservorio mediante una
grúa o tecle.
Figura 2.9: Montaje de reservorio en tapa de tanque de pruebas
(14) El reservorio es movilizado al tanque de pruebas:Una vez el reservorio ha sido acoplado a la tapa del tanque de pruebas, se debe desplazar,
utilizando el tecle, el reservorio hasta colocarlo en el interior de dicho tanque; esta operación debe
realizarse cuidadosamente para evitar el potencial daño que el reservorio podría sufrir al entrar en
contacto con las paredes del tanque de prueba. Antes de colocar el reservorio es necesario que el
tanque de pruebas se encuentre completamente lleno de agua.
Figura 2.10: Instalación del reservorio en el tanque de prueba hidrostática
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 111]
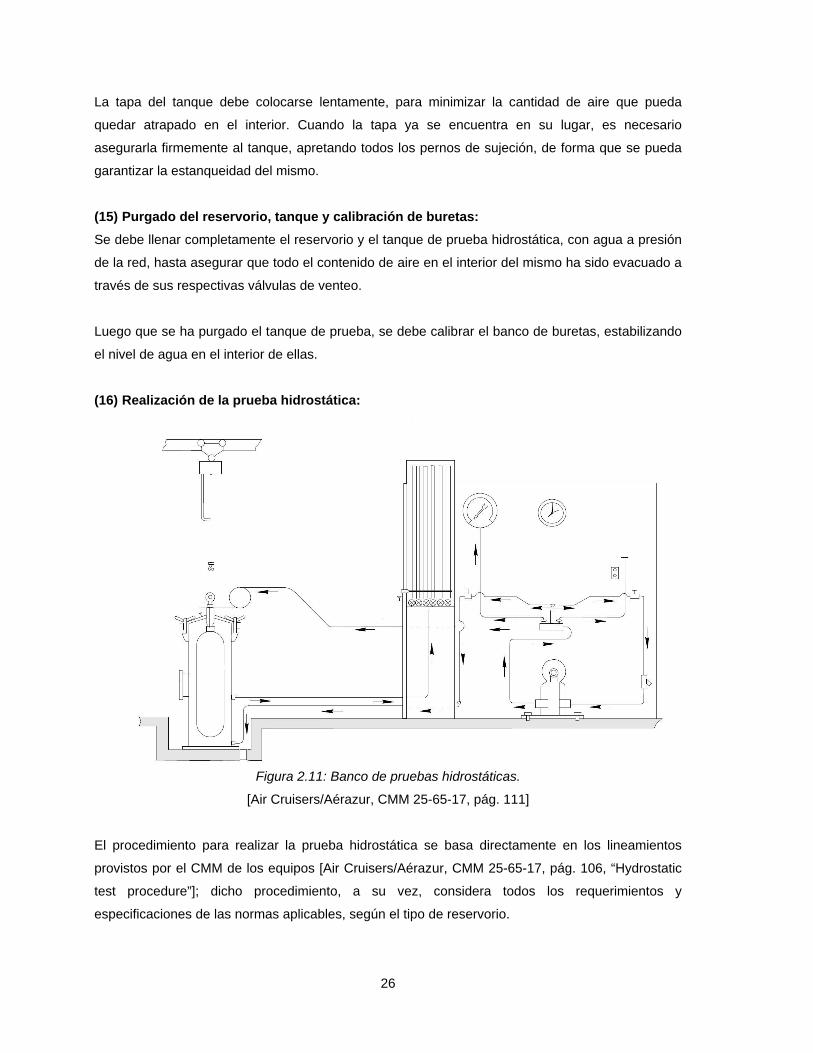
26
La tapa del tanque debe colocarse lentamente, para minimizar la cantidad de aire que pueda
quedar atrapado en el interior. Cuando la tapa ya se encuentra en su lugar, es necesario
asegurarla firmemente al tanque, apretando todos los pernos de sujeción, de forma que se pueda
garantizar la estanqueidad del mismo.
(15) Purgado del reservorio, tanque y calibración de buretas:Se debe llenar completamente el reservorio y el tanque de prueba hidrostática, con agua a presión
de la red, hasta asegurar que todo el contenido de aire en el interior del mismo ha sido evacuado a
través de sus respectivas válvulas de venteo.
Luego que se ha purgado el tanque de prueba, se debe calibrar el banco de buretas, estabilizando
el nivel de agua en el interior de ellas.
(16) Realización de la prueba hidrostática:
Figura 2.11: Banco de pruebas hidrostáticas.
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 111]
El procedimiento para realizar la prueba hidrostática se basa directamente en los lineamientos
provistos por el CMM de los equipos [Air Cruisers/Aérazur, CMM 25-65-17, pág. 106, “Hydrostatic
test procedure”]; dicho procedimiento, a su vez, considera todos los requerimientos y
especificaciones de las normas aplicables, según el tipo de reservorio.

27
- En primer lugar, en conformidad con los diferentes modelos de ensamblaje reservorio válvula/
regulador que se estipulan en el CMM (series D17996, D18309, D37080, 60592), se
consideran tres familias de modelos de reservorios: D17851-Series que corresponden a la
exención DOT-E 8162 y 64236, 64331-Series que corresponden a la exención DOT-E 10945.
- Para cilindros DOT-E 8162, se están considerando los requerimientos de recalificación para
este tipo de reservorios estipulados en la última revisión vigente del Special Permit [DOT-SP
8162, 20ª revisión, vigente hasta el 28/02/2011]; además en conformidad al special permit, se
consideran los criterios de prueba y recalificación que establece el 49 CFR 180.205 y 180.209
para cilindros construidos bajo la especificación DOT 3HT, y los lineamientos de los panfletos
C-6.1 y C-6.2 de la CGA.
- Para cilindros DOT-E 10945, se han considerado los requerimientos del Special Permit más
reciente [DOT-SP 10945, 17ª revisión, vigente hasta 28/02/2010]; además se consideran los
criterios de recalificación del 49 CFR 180.205 y los lineamentos del panfleto C-6.2 de la CGA.
El procedimiento a seguir para la realización de la prueba hidrostática se detalla a continuación:
a) Aplicar lentamente la presión de pre-prueba para estabilizar el reservorio y el equipo de
pruebas. Dicha presión debe estar determinada según las especificaciones del reservorio; si la
presión de pre-prueba no está definida, el CMM recomienda utilizar entre 85-90% de la presión
de prueba.
- El fabricante de los reservorios (SCI), recomienda que para cilindros de exención DOT con
refuerzo de compuesto, se utilice una presión de pre-prueba igual al 90% de la presión de
prueba menos 100 psi. [SCI, Technical Bulletin – Special Report #2438.00 Revision B,
08/31/00, pág. 2]
Pre-prueba (psi) = Prueba (psi) x 0.9 – 100 (Ec. 2.1)
- Para reservorios DOT-E 10945, el Special Permit vigente exige que la presión de pre-
prueba no sea superior al 85% de la presión de prueba.
Tabla 2.4: Presiones de pre-prueba para reservorios
Reservorio Presión deservicio (psi)
Presión deprueba (psi)
Presión de pre-prueba (psi)
DOT-E 8162 3,000 5,000 4,400DOT-E 10945 3,295 5,500 4,670
Se recomienda que la presión de pre-prueba no sea aplicada a una tasa superior a los 3,000
psi/min.

28
b) Manteniendo la presión de pre-prueba, verificar el sistema completo ante la posible presencia
de fugas. Si el nivel del agua en las buretas desciende, verificar el tanque de pruebas y
tuberías por fugas; si el nivel de las buretas asciende se está filtrando agua al tanque de
pruebas, de modo que hay que verificar el reservorio. Realizar las reparaciones que sean
necesarias hasta eliminar todas las fugas, liberar la presión del reservorio y poner a cero las
buretas.
c) Aplicar lentamente la presión hidrostática al reservorio, hasta que se alcance la presión de
prueba. Dicha presión está determinada según el tipo de reservorio, en conformidad con la
exención DOT aplicable y la norma 49 CFR 180.209. Para cilindros DOT-E 8162 y DOT-E
10945 la presión de prueba debe ser igual a 5/3 de la presión de servicio:
Prueba (psi) = 5/3 x Presión de servicio (Psi) (Ec. 2.2)
Tabla 2.5: Presiones de prueba para reservorios
Reservorio Presión deservicio (psi)
Presión deprueba (psi)
DOT-E 8162 3,000 5,000DOT-E 10945 3,295 5,500
Se recomienda que la presión de prueba no sea aplicada a una tasa superior a los 3,000 psi/min.
d) La presión de prueba hidrostática debe mantenerse por un cierto período de tiempo, según el
tipo de reservorio. Para los reservorios DOT-E 8162 (según DOT-SP 8162) y DOT-E 10945
(según DOT-SP 10945) el tiempo mínimo de espera debe ser de 60 segundos, o lo
suficientemente largo como para asegurar una expansión volumétrica estable.
e) Una vez se ha logrado estabilizar la expansión del reservorio, es necesario tomar la lectura de
las buretas para obtener el valor de la expansión volumétrica total que ha sufrido el reservorio
por efecto de la presión de prueba.
f) Cuando ya se ha determinado la expansión volumétrica, se debe despresurizar el reservorio,
descargando la presión de agua.
g) Luego que el cilindro ha sido despresurizado, se debe esperar al menos 60 segundos o hasta
que el nivel de agua en las buretas deje de descender y se estabilice.
h) Anotar el valor del volumen remanente en las buretas; este dato indica la expansión
permanente que ha sufrido el reservorio.
Toda la información referente a los resultados de la prueba hidrostática debe quedar registrada en
el taller, para lo cual debe ser anotada en la ficha correspondiente a cada reservorio.

29
(17) Calcular deformación elástica y permanente:La expansión elástica del reservorio se obtiene de la resta de la expansión total menos la
expansión permanente:
Elástica = Total – Permanente (Ec. 2.3)
El porcentaje de expansión permanente es el cociente de la expansión permanente entre la
expansión total:
% Permanente = (Permanente / Total) x 100% (Ec. 2.4)
(18) Comparar deformación con los valores límite:Los valores de deformación volumétrica obtenidos de la prueba hidrostática, deben compararse
con los valores máximos aceptables, los cuales varían según el tipo de reservorio, en conformidad
a las exenciones DOT respectivas:
- Para reservorios DOT-E 8162: si el cilindro no tiene indicado el valor de expansión elástica de
rechazo REE (Rejection Elastic Expansion), el cilindro debe rechazarse si el porcentaje de
expansión volumétrica permanente es mayor al 5%. Si el cilindro esta marcado con su valor de
REE, este se debe rechazar si la expansión elástica calculada supera el REE indicado [DOT-
SP 8162, 20ª revisión, pág. 6, numerales (4) y (5)].
- Para reservorios DOT-E 10945: el porcentaje de expansión permanente máximo aceptable no
está definido. El cilindro debe ser rechazado si la expansión elástica calculada supera al REE
indicado en el cilindro [DOT-SP 10945, 17ª revisión, pág. 4, numeral (2)].
(19) El reservorio es desmontado del tanque y movilizado al área de secado:Una vez se ha concluido la prueba hidrostática y se han tomado todos los datos pertinentes, la
tapa del tanque de pruebas debe desmontarse, y desplazarse al área de secado. El reservorio
puede ahora ser desacoplado de la tapa para su posterior secado, este procedimiento debe
realizarse montando el cilindro en una prensa de cadena adecuada.
(20) Vaciado del reservorio y secado con aire comprimido:Se debe desmontar el adaptador de pruebas del reservorio, de tal forma que se pueda vaciar el
agua restante del mismo. El exceso de humedad presente en el reservorio puede retirarse
utilizando aire comprimido.
(21) El reservorio es colocado en horno de secado:El reservorio debe colocarse con el lado del puerto roscado hacia abajo, en un ambiente con una
temperatura controlada de 125°F ± 5°F (52°C ± 3°C), por un periodo de tiempo de al menos 30
minutos, para completar su secado [Air Cruisers/Aérazur, CMM 25-65-17, pág. 108, literal “Z”].

30
(22) Se coloca en reservorio seco la viñeta de recalificación:Una vez ha concluido el proceso de secado, los reservorios deben ser marcados con la próxima
fecha de prueba. Para reservorios DOT-E 8162 y DOT-E 10945 es obligatorio que esta información
no sea estampada directamente en la superficie exterior de compuesto, sino que debe ser
colocada en una viñeta, siguiendo el siguiente procedimiento [Air Cruisers/Aérazur, CMM 25-65-17,
pág. 108, literal “AA”]:
a) Limpiar la superficie, donde la viñeta será fijada, con agua amoniada (“windex” o equivalente).
b) Secar la superficie con aire comprimido, antes de colocar la viñeta.
c) Colocar la fecha, año de la próxima prueba y cualquier otra información pertinente, en la viñeta.
d) Cubrir la viñeta con una capa delgada de Krylon spray.
e) Colocar la viñeta en la superficie del reservorio.
f) Cubrir la viñeta con dos partes de epóxico transparente, y dejar curar según las instrucciones
del fabricante.
Según el DOT-SP 8162, los cilindros que ya han sido probados después del 1 de julio de 2006,
deben ser recalificados cada 5 años.
Según el DOT-SP 10945, los cilindros que ya han sido probados después del 1 de julio de 2001,
deben ser recalificados cada 5 años.
Figura 2.12: Viñeta de próxima recalificación.
(23) El reservorio se almacena para posterior recarga:Una vez se han finalizado todos los procedimientos de inspección y prueba del reservorio, estos
deben colocarse en la estantería apropiada, a la espera de ser recargados y puestos de vuelta en
servicio.
Mes
Año
Identificación del
recalificador

31
2.3 PROCESO DE RECARGA DE LOS RESERVORIOS:
2.3.1. Generalidades del proceso:
Para que los sistemas de inflado de los toboganes de evacuación puedan ser puestos nuevamente
en servicio, es necesario llevar a cabo el proceso de recarga y ensamblaje de los sistemas, a partir
de reservorios y válvula/regulador que han sido previamente recalificados.
El proceso completo de recarga implica una serie de procedimientos que incluyen: ensamblaje de
componentes en válvula/regulador, montaje de válvula en reservorio, recarga con CO2 y N2,
verificación del nivel de carga, calibración del manómetro e inspección de fugas; todo esto con el
objetivo de garantizar que el reservorio se encuentra en condiciones operacionales plenas, y puede
ser acoplado nuevamente al sistema de evacuación correspondiente.
El procedimiento para la recarga de los reservorios, que se ha definido en el diseño para el taller
de Aeroman, está basado directamente en las recomendaciones emitidas por el fabricante de los
equipos, Air Cruisers/Aérazur, y que están contenidas en el manual de mantenimiento de
componentes respectivo, CMM 25-65-17; considerando, al igual que en el proceso de
recalificación, todos los requerimientos que aplican a los reservorios en cuestión y que se
encuentran contenidos en las normativas: DOT Exemption, CFR y panfletos de la CGA.
El taller de reservorios contará con todas las condiciones necesarias para que se pueda llevar a
cabo la recarga de los reservorios, partiendo de las siguientes consideraciones: en el montaje y
recarga se utilizarán únicamente los reservorios que ya han sido previamente recalificados dentro
de las mismas instalaciones del taller; las válvulas/regulador que serán montadas en los
reservorios serán únicamente aquellas que han sido restauradas (overhaul), y han sido probadas y
recalificadas externamente. En el taller no se contará con las capacidades para realizar ningún tipo
de mantenimiento y reparación de las válvulas, y únicamente se realizarán las pruebas de
calibración correspondientes al manómetro.
2.3.2. Diagrama del proceso de recarga de reservorios:
El procedimiento específico que se ha definido para llevar a cabo el proceso de recarga de los
reservorios en el taller, considerando tanto los aspectos anteriormente mencionados, así como un
ordenamiento que facilite la realización de cada etapa del proceso, se muestra a continuación:
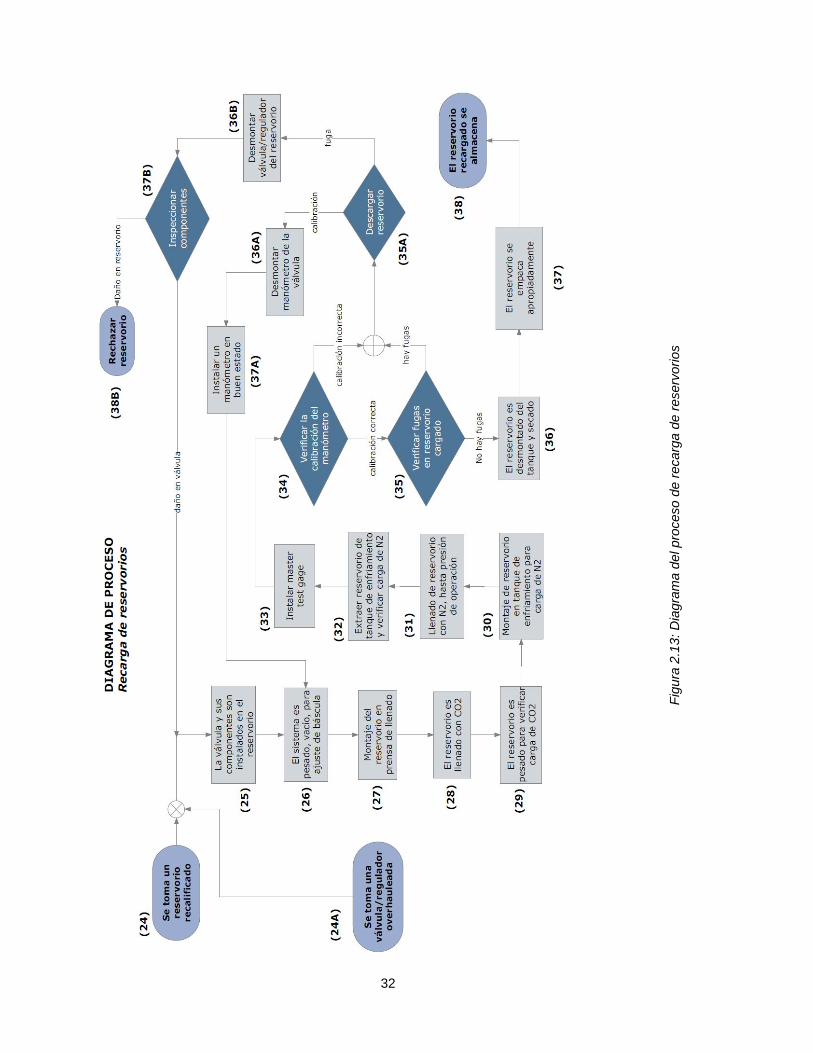
32
Figu
ra 2
.13:
Dia
gram
a de
l pro
ceso
de
reca
rga
de re
serv
orio
s

33
2.3.3. Descripción del procedimiento de recarga de reservorios:
La descripción de cada uno de los pasos que conforman el procedimiento de recarga, ilustrado en
la figura 2.13, se detalla a continuación:
(24) Se toma un reservorio recalificado:El proceso de recarga debe iniciarse seleccionando un reservorio que ya ha sido debidamente
recalificado en el taller, ya que sólo deben ponerse de vuelta en servicio cilindros que han
superado satisfactoriamente todas las pruebas e inspecciones requeridas.
(24A) Se toma una válvula/regulador overhauleada:De igual forma que sucede con el reservorio, para poder poner de vuelta en servicio un sistema de
inflado, es necesario que se instale una válvula/regulador que ha sido debidamente inspeccionada
y recalificada en conformidad con los requerimientos del fabricante y de las normativas aplicables;
como este procedimiento no se realiza en el taller, se debe contar con un inventario de válvulas
que ya han sido recalificadas.
(25) La válvula y sus componentes son instalados en el reservorio:El proceso de instalación de la válvula/regulador y todos sus componentes auxiliares en el
reservorio es una tarea delicada, que debe realizarse con el reservorio asegurado adecuadamente
en una prensa de cadena, para evitar posibles daños en los equipos y garantizar la correcta
instalación de los mismos. Para este procedimiento deben respetarse las recomendaciones del
CMM [Air Cruisers/Aérazur, CMM 25-65-17, pág. 732, “Assemble Reservoir and Valve/Regulator
Assembly”], las cuales se detallan a continuación:
a) Lubricar el puerto roscado del reservorio con McLube 1190. Cubrir el interior del O-ring con una
película delgada de Braycote Micronic 601, y el exterior con Krytox 240AZ, o Royco 13CF e
instale en la rosca de la válvula utilizando la herramienta para colocar O-ring apropiada, para
evitar daños en el mismo.
b) Cubrir el reservorio con la cubierta de neopreno, antes de ajustarlo en la prensa de cadena, e
inmovilizarlo.
c) Instalar la válvula en el reservorio, ajustándola al valor de torque recomendado.
Tabla 2.6: Torque recomendado para instalación de válvula
Elemento Torque mínimo Torque máximoVálvula/regulador en
reservorio660 In. Lb. 700 In. Lb.55.0 Ft. Lb. 58.3 Ft. Lb.(74.6 N-m) (79.0 N-m)

34
Figura 2.14: Instalación de válvula/regulador en reservorio
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 731 y 732]
Una vez ha sido instalada la válvula en el reservorio, es necesario instalar a su vez otros
componentes operativos del sistema: manómetro y cable de control; los procedimientos de
instalación de estos elementos están definidos por el CMM y se detallan a continuación:
El procedimiento de instalación el manómetro [Air Cruisers/Aérazur, CMM 25-65-17, pág. 734,
“Pressure gage Installation”] es el siguiente:
a) Para manómetros D18300-3, -7 y 61232-1 (P/N): inspeccionar el manómetro para verificar que,
a temperatura ambiente (aproximadamente 70ºF ó 21ºC), la banda verde móvil “GO” está
centrada con respecto al punto negro indicador en el perímetro de la cara del manómetro. La
aguja indicadora debe estar en el extremo izquierdo de la banda roja. Si la banda verde “GO” o
la aguja no están en las posiciones antes mencionadas, se debe reemplazar el manómetro.
Para manómetro 64299-1 (P/N): inspeccionar el manómetro para verificar que la aguja
indicadora esta en el extremo izquierdo de la banda roja, ± 0.1 in (2.5mm). Si la aguja no se
encuentra en dicha posición, se debe reemplazar el manómetro.
b) Aplicar cinta de teflón en la rosca del manómetro de la siguiente manera: (1) Limpiar y
desengrasar las roscas macho y hembra. (2) enrollar la cinta en dirección del espiral de la
rosca macho, comenzando desde el primer hilo. (3) Con cuidado de no contaminar la cinta,
cubrir completamente y juntar con un ligero traslape. (4) Presionar la cinta para ajustarla y jalar
para romperla. Asegurarse que la cinta está firmemente adherida a la rosca.
c) Instalar el manómetro en el puerto correspondiente, y ajustar firmemente.
d) Con dos o tres giros más del ajuste, posicionar la cara del manómetro tal como se muestra en
la figura 2.15.
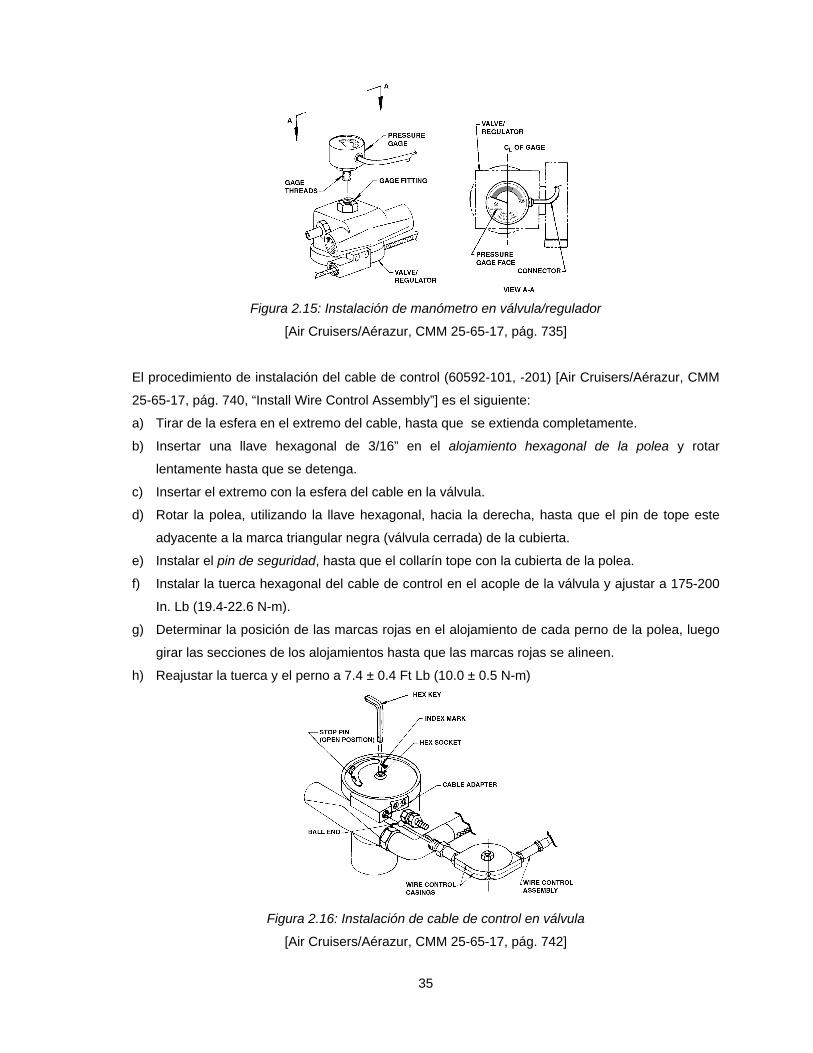
35
Figura 2.15: Instalación de manómetro en válvula/regulador
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 735]
El procedimiento de instalación del cable de control (60592-101, -201) [Air Cruisers/Aérazur, CMM
25-65-17, pág. 740, “Install Wire Control Assembly”] es el siguiente:
a) Tirar de la esfera en el extremo del cable, hasta que se extienda completamente.
b) Insertar una llave hexagonal de 3/16” en el alojamiento hexagonal de la polea y rotar
lentamente hasta que se detenga.
c) Insertar el extremo con la esfera del cable en la válvula.
d) Rotar la polea, utilizando la llave hexagonal, hacia la derecha, hasta que el pin de tope este
adyacente a la marca triangular negra (válvula cerrada) de la cubierta.
e) Instalar el pin de seguridad, hasta que el collarín tope con la cubierta de la polea.
f) Instalar la tuerca hexagonal del cable de control en el acople de la válvula y ajustar a 175-200
In. Lb (19.4-22.6 N-m).
g) Determinar la posición de las marcas rojas en el alojamiento de cada perno de la polea, luego
girar las secciones de los alojamientos hasta que las marcas rojas se alineen.
h) Reajustar la tuerca y el perno a 7.4 ± 0.4 Ft Lb (10.0 ± 0.5 N-m)
Figura 2.16: Instalación de cable de control en válvula
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 742]

36
(26) El sistema es pesado, vacío, para ajuste de báscula:Para poder medir con precisión las masas de CO2 y N2 que se inyectaran en el reservorio durante
la recarga, es necesario conocer el peso del reservorio armado, y vacio, para poder calibrar la
báscula que se utilizará para este fin.
(27) Montaje del reservorio en prensa de llenado:El reservorio ya está listo para poder ser recargado, para lo cual, es necesario instalarlo
adecuadamente en la prensa de llenado, de forma que se encuentre bien sujeto durante este
procedimiento y no exista ningún riesgo de seguridad para el personal durante la recarga; el
montaje en la prensa debe realizarse, al igual que en los casos anteriores, con el debido cuidado
de no dañar el reservorio, para lo cual debe protegerse con la cubierta de neopreno.
Con el reservorio ya montado en la prensa, es necesario además, realizar algunas preparaciones y
ajustes a la válvula, para poder realizar el proceso de recarga, estas se detallan en el CMM [Air
Cruisers/Aérazur, CMM 25-65-17, pág. 744, “Charge Reservoir and Valve/regulator assembly”],
este procedimiento se detalla a continuación:
- Instalar el perno de seguridad y O-ring:
Instalar el perno y el O-ring correspondiente en el puerto de descarga de la válvula, hasta que
el O-ring entre en contacto con el puerto.
Figura 2.17: Preparación de la válvula para recarga
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 744]
- Es necesario asegurarse que el cable de control este debidamente instalado en la válvula.
- Se debe asegurar que el pin de seguridad este debidamente instalado en la válvula.

37
- Si queda algún exceso del cable suelto, este se debe enrollar y adherir con cinta al cuerpo del
reservorio
Figura 2.18: Armado de la válvula para recarga
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 746]
(28) El reservorio es llenado con CO2:El reservorio debe ser recargado, con una mezcla de gases de 45% CO2 y 55% N2, peso/peso, a
una presión nominal de 3000 psig (a 70ºF) para los reservorios DOT-E 8162 y de 3295 psig (a
70ºF) para los DOT-E10945.
El proceso de recarga debe realizarse, llenando primero el reservorio con CO2, en conformidad con
el procedimiento establecido en el CMM [Air Cruisers/Aérazur, CMM 25-65-17, pág. 748, literal C
“Charge with CO2”]:
a) Remover el tapón de alta presión de la válvula de llenado y conectar la línea de carga de CO2.
b) Abrir la válvula de llenado utilizando dos llaves 3/4 in y presurizar el ensamblaje reservorio
válvula/regulador con CO2.
El sistema de recarga de CO2 debe contar con un filtro de 20 micrones y separador de aceite y
humedad. La tasa de carga no debe exceder 0.05 Lb/s.
(29) El reservorio es pesado para verificar masa de CO2:Verificar el peso del reservorio luego de la carga con CO2, para verificar que la cantidad de gas es
la correcta, removiendo el reservorio de la prensa de cadena y colocándolo en la báscula. Si el
peso es mayor al establecido, se debe purgar el exceso de gas, utilizando la herramienta de
apertura de válvula (para válvula D18302) o dos llaves de tuercas ¾” (para válvulas D18308 y
65566). Los valores permitidos de carga de CO2, según los distintos modelos de ensamblajes
reservorio/válvula regulador, se presentan a continuación:
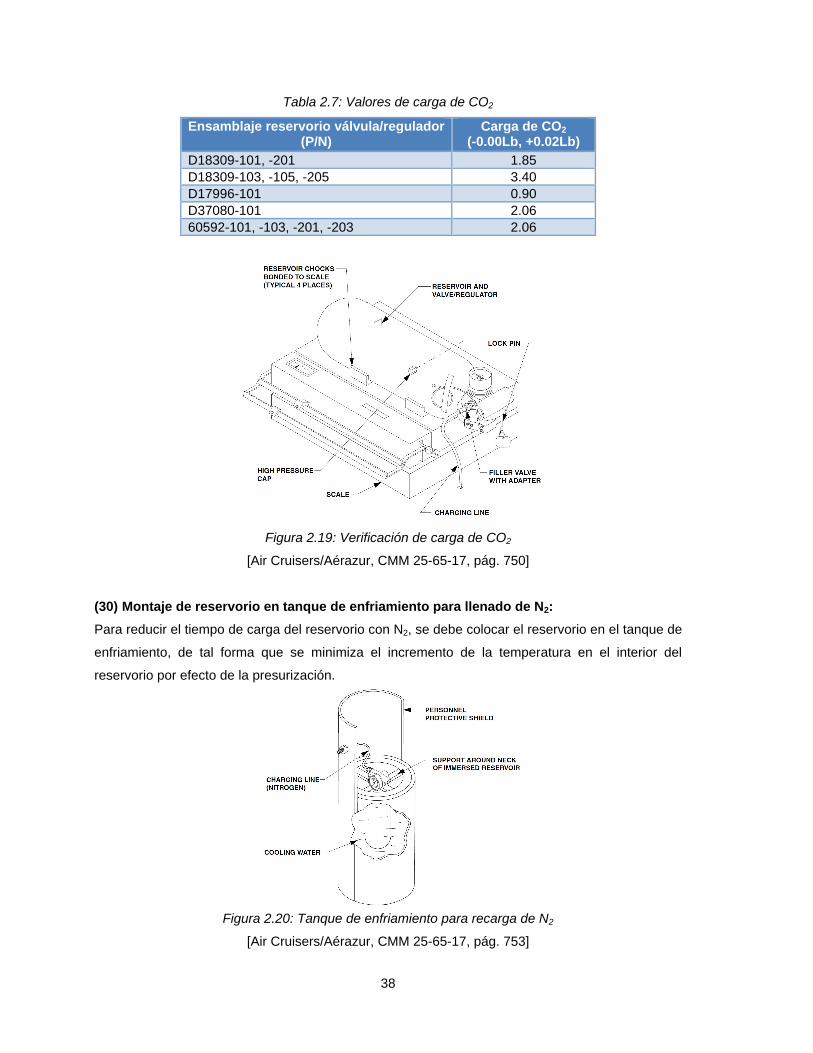
38
Tabla 2.7: Valores de carga de CO2
Ensamblaje reservorio válvula/regulador(P/N)
Carga de CO2(-0.00Lb, +0.02Lb)
D18309-101, -201 1.85D18309-103, -105, -205 3.40D17996-101 0.90D37080-101 2.0660592-101, -103, -201, -203 2.06
Figura 2.19: Verificación de carga de CO2
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 750]
(30) Montaje de reservorio en tanque de enfriamiento para llenado de N2:Para reducir el tiempo de carga del reservorio con N2, se debe colocar el reservorio en el tanque de
enfriamiento, de tal forma que se minimiza el incremento de la temperatura en el interior del
reservorio por efecto de la presurización.
Figura 2.20: Tanque de enfriamiento para recarga de N2
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 753]
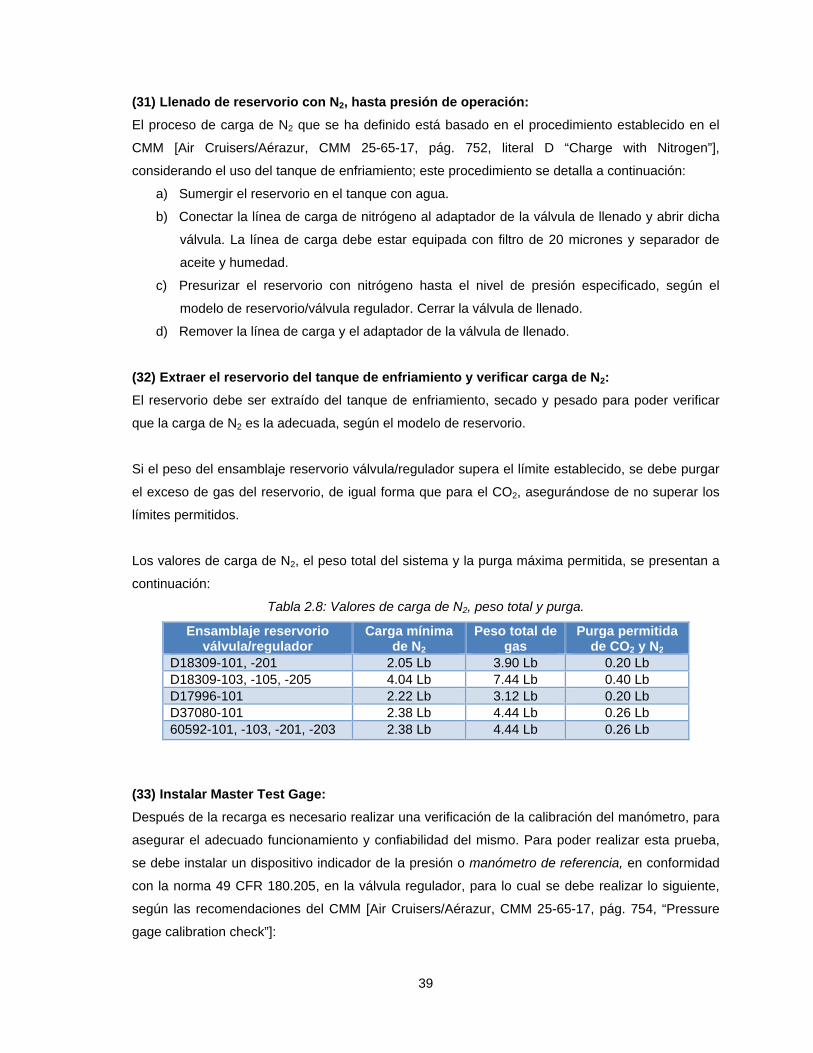
39
(31) Llenado de reservorio con N2, hasta presión de operación:El proceso de carga de N2 que se ha definido está basado en el procedimiento establecido en el
CMM [Air Cruisers/Aérazur, CMM 25-65-17, pág. 752, literal D “Charge with Nitrogen”],
considerando el uso del tanque de enfriamiento; este procedimiento se detalla a continuación:
a) Sumergir el reservorio en el tanque con agua.
b) Conectar la línea de carga de nitrógeno al adaptador de la válvula de llenado y abrir dicha
válvula. La línea de carga debe estar equipada con filtro de 20 micrones y separador de
aceite y humedad.
c) Presurizar el reservorio con nitrógeno hasta el nivel de presión especificado, según el
modelo de reservorio/válvula regulador. Cerrar la válvula de llenado.
d) Remover la línea de carga y el adaptador de la válvula de llenado.
(32) Extraer el reservorio del tanque de enfriamiento y verificar carga de N2:El reservorio debe ser extraído del tanque de enfriamiento, secado y pesado para poder verificar
que la carga de N2 es la adecuada, según el modelo de reservorio.
Si el peso del ensamblaje reservorio válvula/regulador supera el límite establecido, se debe purgar
el exceso de gas del reservorio, de igual forma que para el CO2, asegurándose de no superar los
límites permitidos.
Los valores de carga de N2, el peso total del sistema y la purga máxima permitida, se presentan a
continuación:
Tabla 2.8: Valores de carga de N2, peso total y purga.
Ensamblaje reservorioválvula/regulador
Carga mínimade N2
Peso total degas
Purga permitidade CO2 y N2
D18309-101, -201 2.05 Lb 3.90 Lb 0.20 LbD18309-103, -105, -205 4.04 Lb 7.44 Lb 0.40 LbD17996-101 2.22 Lb 3.12 Lb 0.20 LbD37080-101 2.38 Lb 4.44 Lb 0.26 Lb60592-101, -103, -201, -203 2.38 Lb 4.44 Lb 0.26 Lb
(33) Instalar Master Test Gage:Después de la recarga es necesario realizar una verificación de la calibración del manómetro, para
asegurar el adecuado funcionamiento y confiabilidad del mismo. Para poder realizar esta prueba,
se debe instalar un dispositivo indicador de la presión o manómetro de referencia, en conformidad
con la norma 49 CFR 180.205, en la válvula regulador, para lo cual se debe realizar lo siguiente,
según las recomendaciones del CMM [Air Cruisers/Aérazur, CMM 25-65-17, pág. 754, “Pressure
gage calibration check”]:

40
- Se debe permitir al reservorio cargado estabilizarse, a temperatura ambiente (70ºF) por un
periodo mínimo de 6 horas.
- Cubrir el reservorio con el neopreno e inmovilizarlo en la prensa de cadena.
- Para poder verificar la presión, en los sistemas equipados con válvula de inflado D18302 es
necesario:
1) Instalar el adaptador del puerto de descarga al puerto de salida de la válvula.
2) Instalar manómetro de referencia en el adaptador
- En los sistemas equipados con válvula de inflado D18308 o 65566, el manómetro de referencia
se instala directamente en el puerto de salida de la válvula.
(34) Verificar la calibración del manómetro:El procedimiento para verificar la calibración del manómetro se basa en las recomendaciones del
CMM de los equipos [Air Cruisers/Aérazur, CMM 25-65-17, pág. 754, “Pressure gage calibration
check”]:
1) La presión del reservorio recargado se mide de la siguiente manera:
Para sistemas equipados con válvula de inflado D18302:
(a) Abrir lentamente la válvula girando la polea hasta la posición de abierto, y esperar a que la
lectura del manómetro se estabilice.
(b) Anotar la presión que indica el manómetro y regresar la polea hasta la posición de cerrado.
(c) Abrir lentamente el ensamblaje manómetro/adaptador para purgar el gas retenido en el
manómetro.
(d) Remover el manómetro de referencia y el adaptador del puerto de descarga.
Para sistemas equipados con válvula de inflado D18308 o 65566:
(a) Aflojar lentamente la tuerca de la válvula de llenado hasta que la lectura del manómetro se
estabilice.
(b) Anotar la lectura y ajustar la tuerca de la válvula hasta cerrarla.
(c) Abrir lentamente el ensamblaje manómetro/adaptador para purgar el gas del manómetro.
(d) Remover el manómetro de referencia.
2) Los valores de presión real que se han establecido como referencia para los reservorios,
corresponden a una temperatura ambiente de 70ºF, si la temperatura ambiente no es de 70ºF,
es necesario corregir el valor de presión leído en el manómetro para determinar la presión
equivalente a 70ºF (Para corrección de presión, utilizar tabla A.1 en anexo).
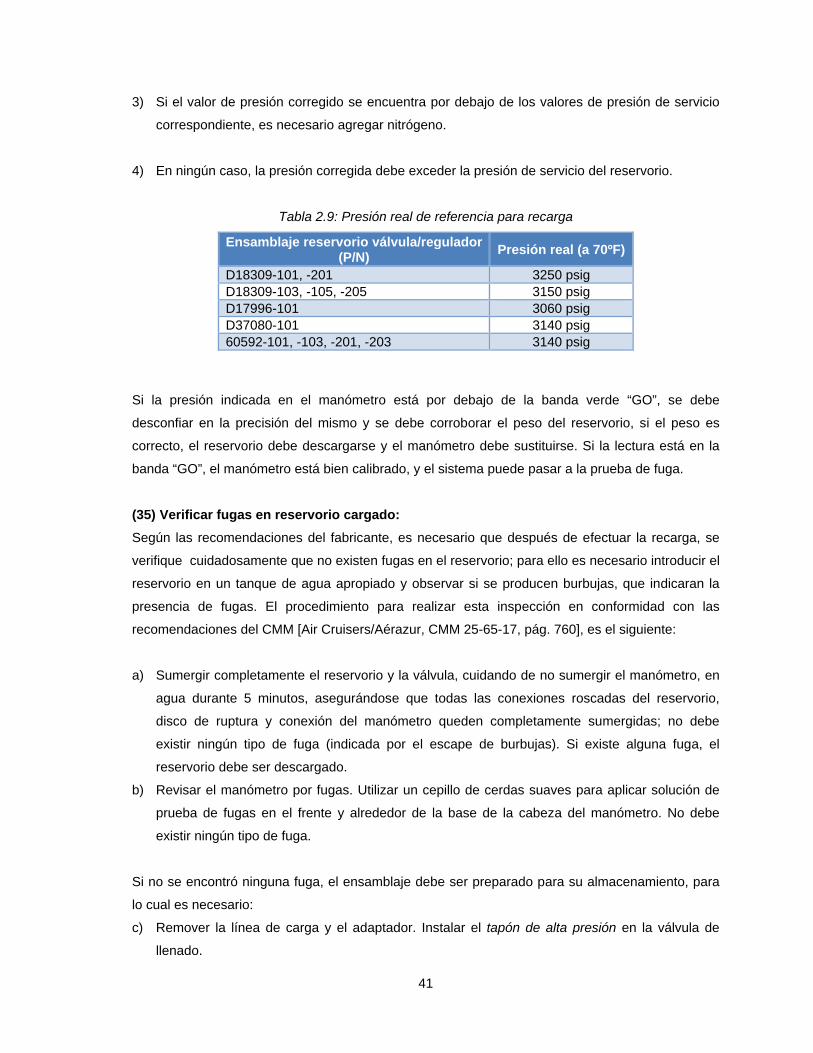
41
3) Si el valor de presión corregido se encuentra por debajo de los valores de presión de servicio
correspondiente, es necesario agregar nitrógeno.
4) En ningún caso, la presión corregida debe exceder la presión de servicio del reservorio.
Tabla 2.9: Presión real de referencia para recarga
Ensamblaje reservorio válvula/regulador(P/N) Presión real (a 70ºF)
D18309-101, -201 3250 psigD18309-103, -105, -205 3150 psigD17996-101 3060 psigD37080-101 3140 psig60592-101, -103, -201, -203 3140 psig
Si la presión indicada en el manómetro está por debajo de la banda verde “GO”, se debe
desconfiar en la precisión del mismo y se debe corroborar el peso del reservorio, si el peso es
correcto, el reservorio debe descargarse y el manómetro debe sustituirse. Si la lectura está en la
banda “GO”, el manómetro está bien calibrado, y el sistema puede pasar a la prueba de fuga.
(35) Verificar fugas en reservorio cargado:Según las recomendaciones del fabricante, es necesario que después de efectuar la recarga, se
verifique cuidadosamente que no existen fugas en el reservorio; para ello es necesario introducir el
reservorio en un tanque de agua apropiado y observar si se producen burbujas, que indicaran la
presencia de fugas. El procedimiento para realizar esta inspección en conformidad con las
recomendaciones del CMM [Air Cruisers/Aérazur, CMM 25-65-17, pág. 760], es el siguiente:
a) Sumergir completamente el reservorio y la válvula, cuidando de no sumergir el manómetro, en
agua durante 5 minutos, asegurándose que todas las conexiones roscadas del reservorio,
disco de ruptura y conexión del manómetro queden completamente sumergidas; no debe
existir ningún tipo de fuga (indicada por el escape de burbujas). Si existe alguna fuga, el
reservorio debe ser descargado.
b) Revisar el manómetro por fugas. Utilizar un cepillo de cerdas suaves para aplicar solución de
prueba de fugas en el frente y alrededor de la base de la cabeza del manómetro. No debe
existir ningún tipo de fuga.
Si no se encontró ninguna fuga, el ensamblaje debe ser preparado para su almacenamiento, para
lo cual es necesario:
c) Remover la línea de carga y el adaptador. Instalar el tapón de alta presión en la válvula de
llenado.

42
d) Instalar el tubo en el tapón de la válvula de llenado.
e) Instalar el tapón en el alojamiento del regulador.
Para la realización de este procedimiento es necesario que tanto el pin como el perno de seguridad
estén debidamente instalados en la válvula.
Figura 2.21: Preparación de la válvula para almacenamiento.
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 753]
(36) El reservorio es desmontado del tanque y secado:Los reservorios que han superado satisfactoriamente la prueba de fugas ya se encuentran listos
para ser puestos de vuelta en servicio, de modo que deben ser almacenados apropiadamente, a la
espera de ser instalados nuevamente en el sistema de evacuación de emergencia. Para ser
almacenados, los reservorios deben ser extraídos del tanque de prueba, y secados
completamente con aire comprimido.
(37) El reservorio se empaca apropiadamente:Una vez se han completado todos los procedimientos, los reservorios recargados deben ser
empacados apropiadamente, en una caja que cuente con material adecuado para proteger el
reservorio de golpes, polvo y humedad.
(38) El reservorio certificado se almacena para su posterior entrega.Los reservorios previamente empacados, deben ser almacenados para poder ser entregados
posteriormente y reinstalados junto con los demás elementos del sistema de evacuación.

43
Para asegurar que los reservorios no sufran ningún tipo de daño mientras están almacenados, se
debe cumplir con las recomendaciones que establece el fabricante de los equipos, contenidas en el
CMM correspondiente [Air Cruisers/Aérazur, CMM 25-65-17, pág. 764], las cuales son:
a) Mantener el reservorio recargado en un contenedor limpio, y que provea adecuada
protección.
b) Las temperaturas de almacenamiento máximas permisibles, en periodos prolongados de
tiempo son -40ºF hasta +160ºF. Sin embargo es recomendable mantenerlos a condiciones
ambientales normales (75ºF ± 15ºF).
c) Una revisión periódica de la presión del los reservorios es recomendable, si estos han
estado sujetos a cambios extremos de temperatura durante su almacenamiento.
d) Se debe minimizar la movilización de los equipos y se debe tener especial cuidado en caso
que sean desplazados.
e) Los componentes individuales deben ser protegidos del polvo y la humedad con empaque
apropiado, tal como bolsas de polietileno.
f) En caso de envío, se debe empacar el reservorio en un contenedor apropiado y
debidamente identificado de acuerdo con las mejoras prácticas comerciales para el
transporte, respetando además los requerimientos del DOT para envío de reservorios
presurizados.
En el caso de los reservorios que no superaron la prueba de calibración y/o la verificación de fugas
no deben ser puestos de vuelta en servicio, y es necesario seguir un procedimiento alternativo que
permita rechazar aquellos componentes que presentan daños inaceptables y reutilizar los que aun
están en buenas condiciones.
(35A) Descargar reservorio:Los reservorios recargados que presentaron problemas de calibración en el manómetro o fugas
deben ser descargados; el procedimiento de descarga es exactamente el mismo que el estipulado
anteriormente en el paso (5A) y que se encuentra también descrito en el CMM [Air
Cruisers/Aérazur, CMM 25-65-17, pág. 305, “Discharge Reservoir and Valve/Regulator Assembly”].
(36A) Desmontar el manómetro de la válvula:En el caso de los sistemas que presentaron problemas en el manómetro, luego de ser
descargados, se debe desmontar el manómetro de la válvula/regulador y desechar.
44
(37A) Instalar un manómetro en buen estado:Se debe instalar un nuevo manómetro, que esté en buenas condiciones, respetando el
procedimiento descrito anteriormente en el paso (25); a partir de la sustitución del manómetro, el
ensamblaje reservorio válvula/regulador ya se encuentra nuevamente en condiciones de ser
recargado, para lo cual debe volverse a realizar todo el procedimiento correspondiente, desde el
paso (26) en adelante.
(36B) Desmontar válvula/regulador del reservorio:Luego de la descarga, para el caso de los reservorios válvula/regulador que presentaron fugas,
debe desmontarse la válvula/regulador del reservorio, siguiendo el procedimiento definido
anteriormente en el paso (8) y en el CMM [Air Cruisers/Aérazur, CMM 25-65-17, pág. 306].
(37B) Inspeccionar componentes:Luego del desmontaje de la válvula, es necesario verificar las causas de las fugas detectadas; si se
encontraron fugas en el cuerpo del manómetro o de la válvula/regulador, la decisión debe ser
sustituir el elemento dañado y reiniciar el proceso de recarga. Si las fugas se presentaron en el
reservorio, este debe sacarse de servicio inmediatamente.
45
CAPÍTULO 3:DISEÑO DE LA INSTALACIÓN DEL TALLER DE RESERVORIOS
3.1 DISEÑO DE LAS ÁREAS DE TRABAJO DEL TALLER
3.1.1. Consideraciones del diseño:
Para poder realizar el proceso completo de recalificación y recarga de los reservorios que se ha
establecido anteriormente, es necesario contar con instalaciones adecuadas que permitan la
ejecución de todos los procedimientos de forma efectiva y segura. Para poder garantizar estos
requerimientos se deben contar con áreas de trabajo apropiadas, diseñadas pensando en la
seguridad de los operarios y que además posean todos los equipos, herramientas y materiales que
son exigidos por el manual de mantenimiento o normas aplicables, así como aquellos que facilitan
la realización de las tareas correspondientes a cada etapa del proceso.
Según se ha definido el proceso que habrá de realizarse en el taller, es necesario contar con
diferentes áreas que permitan el almacenamiento de los reservorios y herramientas, mesas de
trabajo adecuadas que permitan realizar los procesos de montaje y desmontaje de válvulas y
componentes así como inspecciones y operaciones de llenado, vaciado y secado de reservorios;
también debe contarse con espacio para la instalación de las prensas de cadena que requiere el
CMM para la correcta sujeción de los reservorios durante los procedimientos. Además de esto se
debe contar con áreas adecuadas para la instalación y utilización de los equipos especiales que se
requieren para la recalificación y recarga, tales como el banco de pruebas hidrostáticas, el horno
de secado de reservorios, el tecle para movilización y el sistema de recarga de alta presión.
Las áreas del taller deben ser diseñadas en función de satisfacer los requerimientos del proceso y
facilitar la realización de las tareas correspondientes, considerando el hecho que varias de estas
tareas están directamente relacionadas entre sí, según el orden lógico del proceso. Para fines
prácticos se puede dividir el proceso total de recalificación y recarga en seis grandes etapas:
- Recepción de reservorios.
- Preparación para la prueba hidrostática.
- Prueba hidrostática.
- Secado y recalificación.
- Recarga.
- Empacado y almacenamiento.
Cada una de las etapas anteriores abarca un cierto número de pasos del proceso y para cada
etapa se ha definido un área de trabajo, la cual cuenta en su diseño con todos los elementos

46
necesarios para poder llevar a cabo los procedimientos correspondientes a cada uno de los pasos
respectivos de la etapa. La distribución de los pasos que habrán de realizarse en cada una de las
seis áreas de trabajo se presenta a continuación:
a) Área 1: Recepción de reservorios
- Administración del taller: manejo de la información referente a las operaciones del taller,
inventario de equipos y herramientas, manejo de la información de los reservorios que
están siendo procesados y que ya han sido recalificados y recargados.
- Recepción de reservorios (Paso 6).
b) Área 2: Preparación para la prueba hidrostática
- Inspeccionar fecha de fabricación de reservorio (7)
- Desmontaje de válvula/regulador (8)
- Limpieza del reservorio (9)
- Inspección visual (10)
- Llenado previo del reservorio (11)
- Instalación del adaptador para prueba hidrostática (12)
- Montaje en tapa de tanque de prueba (13)
- Desmontaje de válvula/regulador defectuoso (36B)
- Inspeccionar componentes defectuosos (37B)
c) Área 3: Prueba hidrostática
- Movilización del reservorio al tanque de pruebas (14)
- Purgado de reservorio, tanque y calibración de buretas (15)
- Prueba hidrostática (16)
- Cálculo de deformación elástica y permanente (17)
- Comparación de deformación con valores límite (18)
d) Área 4: Secado y recalificación
- Movilización de reservorio al área de secado y desmontaje de tapa (19)
- Vaciado del reservorio y secado con aire comprimido (20)
- Secado en horno (21)
- Colocación de viñeta de recalificación (22)
- Almacenamiento previo a la recarga (23)
47
e) Área 5: Recarga
- Instalación de válvula y componentes en el reservorio (25)
- Pesado del sistema vacio para ajuste de báscula (26)
- Montaje de reservorio en prensa de llenado (27)
- Llenado con CO2 (28)
- Verificación de masa de CO2 en báscula (29)
- Montaje de reservorio en tanque de enfriamiento (30)
- Llenado con N2 (31)
- Verificación de carga total de reservorio (32)
- Instalar master test gage (33)
- Verificar calibración de manómetro (34)
- Prueba de fugas en reservorio (4A y 35)
- Descarga de reservorio (5A y 35A)
- Desmontaje de manómetro defectuoso (36A)
- Instalar manómetro en buen estado (37A)
f) Área 6: Empacado y almacenamiento
- Desmontaje de tanque de fugas y secado (36)
- Empacado del reservorio (37)
- Almacenamiento del reservorio (38)
3.1.2. Áreas de trabajo:
A continuación se presenta el diseño físico, las características básicas constructivas, así como el
listado de los equipos y herramientas con que deben contar cada una de las seis áreas de trabajo
que han sido definidas; el diseño detallado de los equipos que serán fabricados localmente, la
selección de las partes que serán adquiridas localmente o en el exterior y se utilizarán en el
ensamblaje de los sistemas del taller, así como los planos constructivos correspondientes a todos
estos elementos son presentados posteriormente.

48
Área 1: Recepción de reservorios
Figura 3.1: Área de trabajo #1
(a) Oficina del encargado del taller:
El taller de reservorios debe de contar con una oficina para la persona que estará a cargo de
este recinto, y dicha oficina debe tener el equipamiento básico necesario para poder
desempeñar las obligaciones correspondientes, como puede ser la administración de las
operaciones del taller, inventario de equipos, materiales y herramientas, o cualquier otra
responsabilidad que le sea conferida por parte de la gerencia de componentes; sin embargo,
para efectos del proceso de mantenimiento de los reservorios, la función más importante de
esta oficina debe ser la de manejar la información referente a los reservorios, bien sea la de
aquellos que están siendo procesados en el taller, llevar un registro de los reservorios que ya
han sido recalificados y recargados, y almacenar la documentación que obligatoriamente debe
estar disponible en este tipo de instalación (CMM, normas CFR, etc.), según lo exigen los
entes reguladores de la industria.
No existe ningún requerimiento particular respecto a las características de los equipos de la
oficina, de modo que pueden ser seleccionados según sea conveniente; por el contrario, la
documentación si es de carácter obligatorio y debe ser completa según se especifica. La
oficina debería de contar con los siguientes elementos:
(a)
(b)
(c)
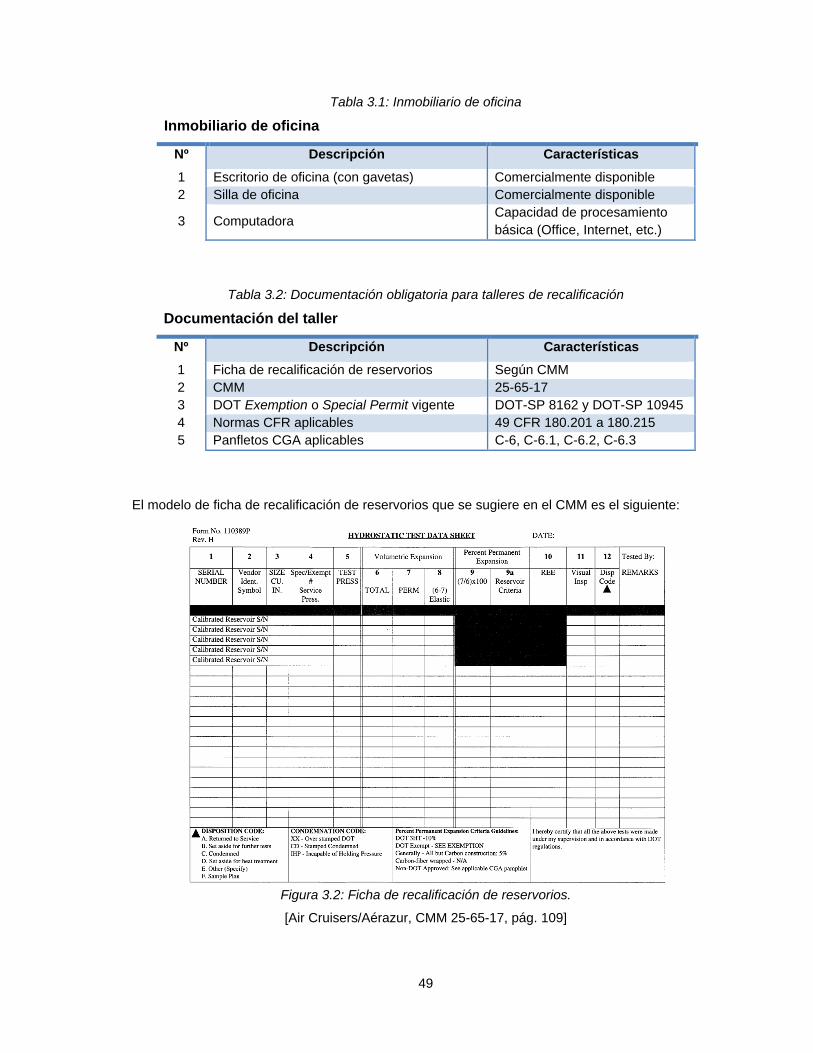
49
Tabla 3.1: Inmobiliario de oficina
Inmobiliario de oficina
Nº Descripción Características1 Escritorio de oficina (con gavetas) Comercialmente disponible2 Silla de oficina Comercialmente disponible
3 Computadora Capacidad de procesamientobásica (Office, Internet, etc.)
Tabla 3.2: Documentación obligatoria para talleres de recalificación
Documentación del taller
Nº Descripción Características1 Ficha de recalificación de reservorios Según CMM2 CMM 25-65-173 DOT Exemption o Special Permit vigente DOT-SP 8162 y DOT-SP 109454 Normas CFR aplicables 49 CFR 180.201 a 180.2155 Panfletos CGA aplicables C-6, C-6.1, C-6.2, C-6.3
El modelo de ficha de recalificación de reservorios que se sugiere en el CMM es el siguiente:
Figura 3.2: Ficha de recalificación de reservorios.
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 109]
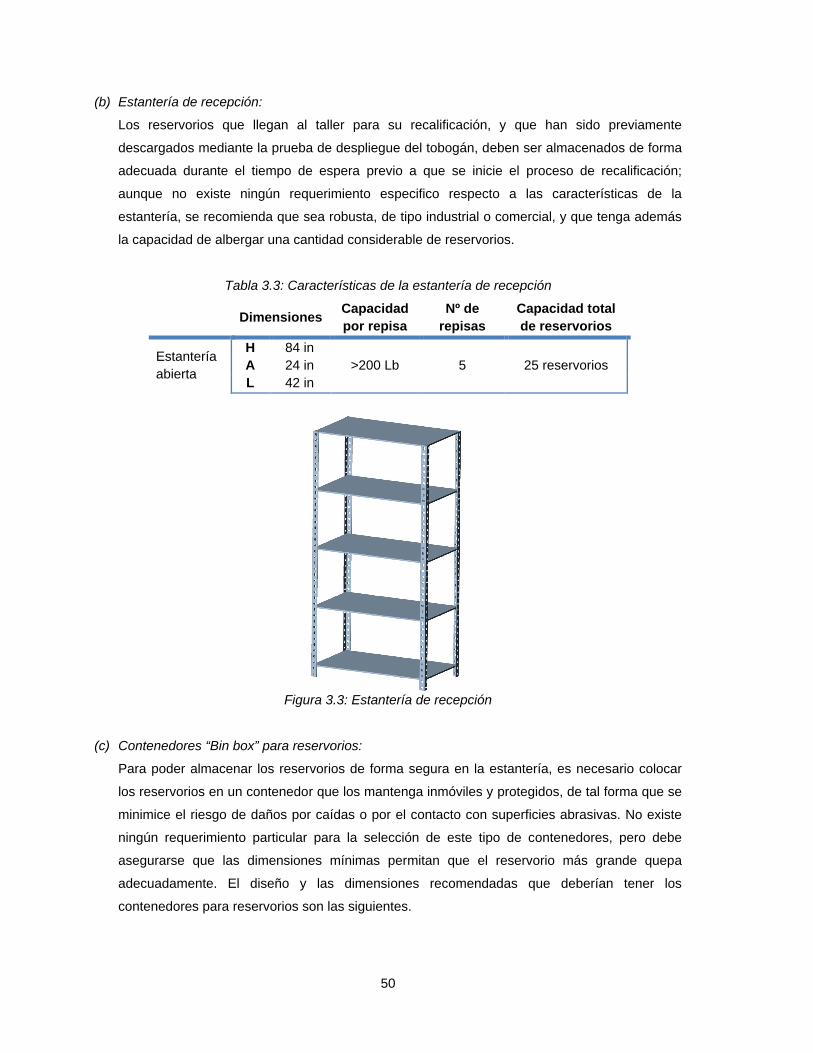
50
(b) Estantería de recepción:
Los reservorios que llegan al taller para su recalificación, y que han sido previamente
descargados mediante la prueba de despliegue del tobogán, deben ser almacenados de forma
adecuada durante el tiempo de espera previo a que se inicie el proceso de recalificación;
aunque no existe ningún requerimiento especifico respecto a las características de la
estantería, se recomienda que sea robusta, de tipo industrial o comercial, y que tenga además
la capacidad de albergar una cantidad considerable de reservorios.
Tabla 3.3: Características de la estantería de recepción
Dimensiones Capacidadpor repisa
Nº derepisas
Capacidad totalde reservorios
Estanteríaabierta
H 84 in>200 Lb 5 25 reservoriosA 24 in
L 42 in
Figura 3.3: Estantería de recepción
(c) Contenedores “Bin box” para reservorios:
Para poder almacenar los reservorios de forma segura en la estantería, es necesario colocar
los reservorios en un contenedor que los mantenga inmóviles y protegidos, de tal forma que se
minimice el riesgo de daños por caídas o por el contacto con superficies abrasivas. No existe
ningún requerimiento particular para la selección de este tipo de contenedores, pero debe
asegurarse que las dimensiones mínimas permitan que el reservorio más grande quepa
adecuadamente. El diseño y las dimensiones recomendadas que deberían tener los
contenedores para reservorios son las siguientes.

51
Tabla 3.4: Dimensiones recomendadas para contenedores “Bin box”
Largo Ancho AltoContenedores “Bin Box” 24 in 8 in 6 in
Figura 3.4: Contenedores para reservorios
Área 2: Preparación para la prueba hidrostática
Figura 3.5: Área de trabajo # 2
(a)
(b)
(c)
(d)

52
(a) Mesa de trabajo para inspección y desmontaje de válvula:
Para poder probar hidrostáticamente los reservorios, es necesario llevar a cabo una serie de
procedimientos previos, con el objetivo de preparar la prueba, y que permiten asegurar que los
resultados de la misma son satisfactorios y se depure todos aquellos reservorios que ya no se
encuentran en condiciones para continuar prestando servicio en los sistemas de evacuación.
Las tareas que deben realizarse para este fin son: desmontaje de válvula/regulador, limpieza
del reservorio, inspección visual, pre-llenado del reservorio, instalación del adaptador para
prueba y montaje en tapa de tanque de prueba. Para poder llevar a cabo todas estas tareas se
necesita una mesa de trabajo que cuente con características adecuadas de espacio para la
inspección, que permita la instalación de la prensa de cadena que se requiere para la
inmovilización del reservorio, que cuente además con un lavabo con desagüe para facilitar las
operaciones de limpieza y llenado y que cuente con espacios que permitan el almacenamiento
de las herramientas y materiales que se utilizarán para la realización de todos los
procedimientos anteriormente mencionados. Además esta mesa debe contar con una
estructura resistente y durable a los efectos del uso continuo y de la corrosión por la humedad.
Tabla 3.5: Dimensiones de la mesa de trabajo del área #2.
Largo Ancho AltoMesa de trabajo 150 cm 80 cm 90 cm
Figura 3.6: Mesa de trabajo del área #2
Repisas paraherramientas y
materiales Lavabo paralimpieza y llenado
Mesa de aceroinoxidable
Estructura deacero
Tubería dedesagüe
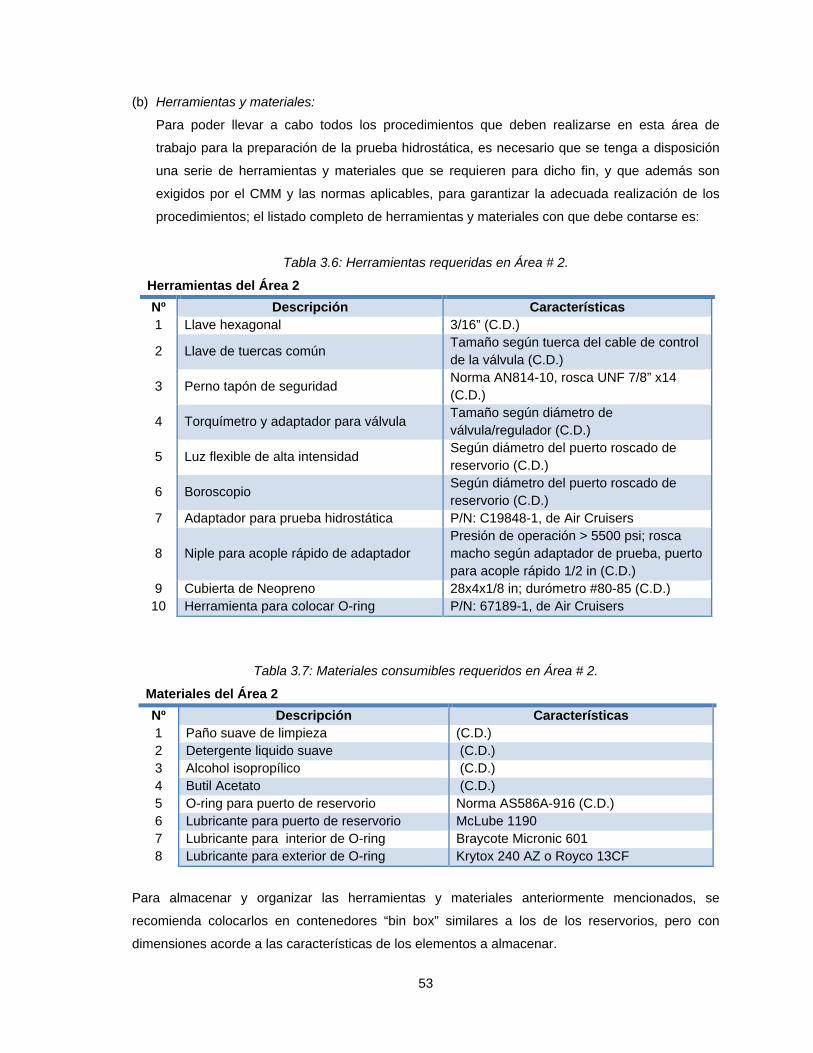
53
(b) Herramientas y materiales:
Para poder llevar a cabo todos los procedimientos que deben realizarse en esta área de
trabajo para la preparación de la prueba hidrostática, es necesario que se tenga a disposición
una serie de herramientas y materiales que se requieren para dicho fin, y que además son
exigidos por el CMM y las normas aplicables, para garantizar la adecuada realización de los
procedimientos; el listado completo de herramientas y materiales con que debe contarse es:
Tabla 3.6: Herramientas requeridas en Área # 2.
Herramientas del Área 2Nº Descripción Características1 Llave hexagonal 3/16” (C.D.)
2 Llave de tuercas común Tamaño según tuerca del cable de controlde la válvula (C.D.)
3 Perno tapón de seguridad Norma AN814-10, rosca UNF 7/8” x14(C.D.)
4 Torquímetro y adaptador para válvula Tamaño según diámetro deválvula/regulador (C.D.)
5 Luz flexible de alta intensidad Según diámetro del puerto roscado dereservorio (C.D.)
6 Boroscopio Según diámetro del puerto roscado dereservorio (C.D.)
7 Adaptador para prueba hidrostática P/N: C19848-1, de Air Cruisers
8 Niple para acople rápido de adaptadorPresión de operación > 5500 psi; roscamacho según adaptador de prueba, puertopara acople rápido 1/2 in (C.D.)
9 Cubierta de Neopreno 28x4x1/8 in; durómetro #80-85 (C.D.)10 Herramienta para colocar O-ring P/N: 67189-1, de Air Cruisers
Tabla 3.7: Materiales consumibles requeridos en Área # 2.
Materiales del Área 2Nº Descripción Características1 Paño suave de limpieza (C.D.)2 Detergente liquido suave (C.D.)3 Alcohol isopropílico (C.D.)4 Butil Acetato (C.D.)5 O-ring para puerto de reservorio Norma AS586A-916 (C.D.)6 Lubricante para puerto de reservorio McLube 11907 Lubricante para interior de O-ring Braycote Micronic 6018 Lubricante para exterior de O-ring Krytox 240 AZ o Royco 13CF
Para almacenar y organizar las herramientas y materiales anteriormente mencionados, se
recomienda colocarlos en contenedores “bin box” similares a los de los reservorios, pero con
dimensiones acorde a las características de los elementos a almacenar.

54
(c) Prensa vertical de cadena:
Las operaciones de desmontaje del sistema válvula/regulador, así como la instalación del
adaptador para la prueba hidrostática, requieren que el reservorio se encuentre
adecuadamente sujetado e inmovilizado en una prensa de cadena, la cual debe estar instalada
directamente en la mesa de trabajo.
La prensa de cadena debe tener las siguientes características:
- Dimensiones que garanticen la correcta sujeción de todos los tipos y tamaños de
reservorios.
- Sistema apropiado de sujeción y apriete, formado por una cadena y mecanismo de tornillo
de potencia.
- Estructura resistente para soportar el peso de los reservorios y las operaciones de montaje
y desmontaje.
- La superficie que estará en contacto con el reservorio debe estar recubierta con un material
no abrasivo, que minimice el riesgo de daños en la superficie del cilindro.
- Dada la naturaleza de las operaciones a realizar en la prensa y para facilitarlas, es más
conveniente que esta sea vertical.
Figura 3.7: Prensa de cadena vertical.
Pernos paramontaje en mesa
Estructura deacero
Mecanismo deapriete
Superficieinterna de hule
Cadena desujeción
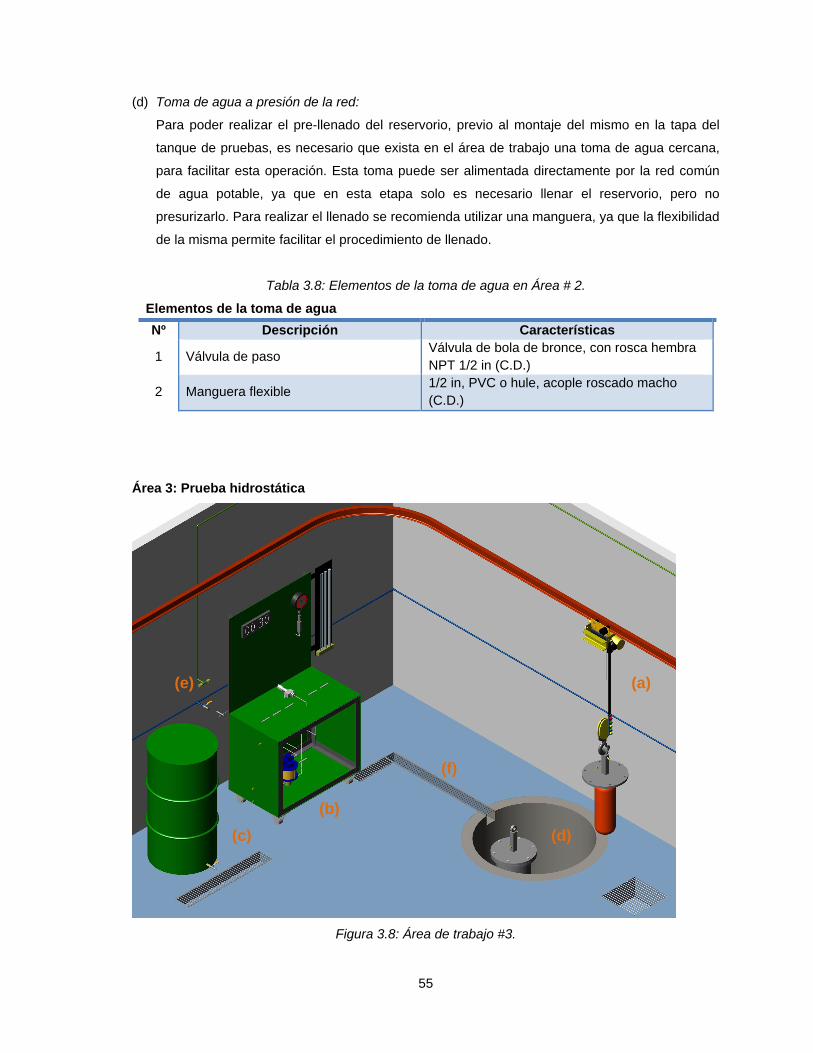
55
(d) Toma de agua a presión de la red:
Para poder realizar el pre-llenado del reservorio, previo al montaje del mismo en la tapa del
tanque de pruebas, es necesario que exista en el área de trabajo una toma de agua cercana,
para facilitar esta operación. Esta toma puede ser alimentada directamente por la red común
de agua potable, ya que en esta etapa solo es necesario llenar el reservorio, pero no
presurizarlo. Para realizar el llenado se recomienda utilizar una manguera, ya que la flexibilidad
de la misma permite facilitar el procedimiento de llenado.
Tabla 3.8: Elementos de la toma de agua en Área # 2.
Elementos de la toma de aguaNº Descripción Características
1 Válvula de paso Válvula de bola de bronce, con rosca hembraNPT 1/2 in (C.D.)
2 Manguera flexible 1/2 in, PVC o hule, acople roscado macho(C.D.)
Área 3: Prueba hidrostática
Figura 3.8: Área de trabajo #3.
(a)
(b)(c)
(f)
(d)
(e)
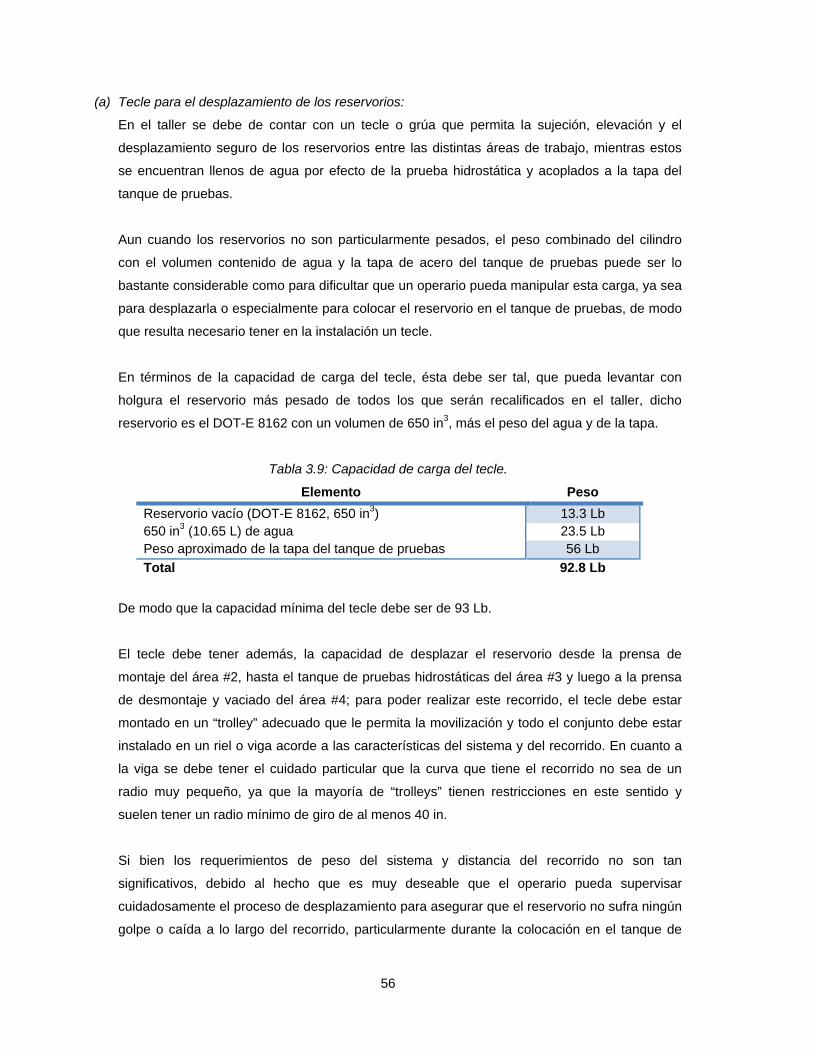
56
(a) Tecle para el desplazamiento de los reservorios:
En el taller se debe de contar con un tecle o grúa que permita la sujeción, elevación y el
desplazamiento seguro de los reservorios entre las distintas áreas de trabajo, mientras estos
se encuentran llenos de agua por efecto de la prueba hidrostática y acoplados a la tapa del
tanque de pruebas.
Aun cuando los reservorios no son particularmente pesados, el peso combinado del cilindro
con el volumen contenido de agua y la tapa de acero del tanque de pruebas puede ser lo
bastante considerable como para dificultar que un operario pueda manipular esta carga, ya sea
para desplazarla o especialmente para colocar el reservorio en el tanque de pruebas, de modo
que resulta necesario tener en la instalación un tecle.
En términos de la capacidad de carga del tecle, ésta debe ser tal, que pueda levantar con
holgura el reservorio más pesado de todos los que serán recalificados en el taller, dicho
reservorio es el DOT-E 8162 con un volumen de 650 in3, más el peso del agua y de la tapa.
Tabla 3.9: Capacidad de carga del tecle.
Elemento PesoReservorio vacío (DOT-E 8162, 650 in3) 13.3 Lb650 in3 (10.65 L) de agua 23.5 LbPeso aproximado de la tapa del tanque de pruebas 56 LbTotal 92.8 Lb
De modo que la capacidad mínima del tecle debe ser de 93 Lb.
El tecle debe tener además, la capacidad de desplazar el reservorio desde la prensa de
montaje del área #2, hasta el tanque de pruebas hidrostáticas del área #3 y luego a la prensa
de desmontaje y vaciado del área #4; para poder realizar este recorrido, el tecle debe estar
montado en un “trolley” adecuado que le permita la movilización y todo el conjunto debe estar
instalado en un riel o viga acorde a las características del sistema y del recorrido. En cuanto a
la viga se debe tener el cuidado particular que la curva que tiene el recorrido no sea de un
radio muy pequeño, ya que la mayoría de “trolleys” tienen restricciones en este sentido y
suelen tener un radio mínimo de giro de al menos 40 in.
Si bien los requerimientos de peso del sistema y distancia del recorrido no son tan
significativos, debido al hecho que es muy deseable que el operario pueda supervisar
cuidadosamente el proceso de desplazamiento para asegurar que el reservorio no sufra ningún
golpe o caída a lo largo del recorrido, particularmente durante la colocación en el tanque de
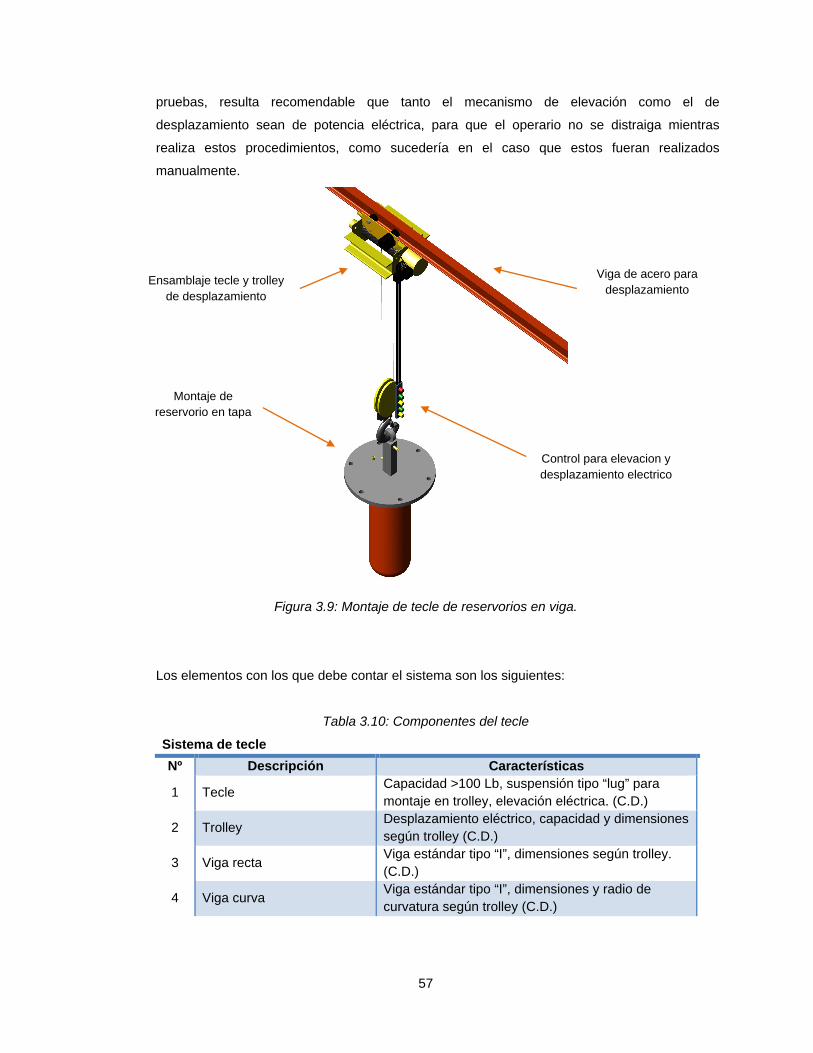
57
pruebas, resulta recomendable que tanto el mecanismo de elevación como el de
desplazamiento sean de potencia eléctrica, para que el operario no se distraiga mientras
realiza estos procedimientos, como sucedería en el caso que estos fueran realizados
manualmente.
Figura 3.9: Montaje de tecle de reservorios en viga.
Los elementos con los que debe contar el sistema son los siguientes:
Tabla 3.10: Componentes del tecle
Sistema de tecleNº Descripción Características
1 Tecle Capacidad >100 Lb, suspensión tipo “lug” paramontaje en trolley, elevación eléctrica. (C.D.)
2 Trolley Desplazamiento eléctrico, capacidad y dimensionessegún trolley (C.D.)
3 Viga recta Viga estándar tipo “I”, dimensiones según trolley.(C.D.)
4 Viga curva Viga estándar tipo “I”, dimensiones y radio decurvatura según trolley (C.D.)
Viga de acero paradesplazamiento
Ensamblaje tecle y trolleyde desplazamiento
Control para elevacion ydesplazamiento electrico
Montaje dereservorio en tapa

58
(b) Banco de pruebas hidrostáticas:
El procedimiento más significativo del proceso de recalificación de los reservorios es la prueba
hidrostática, la cual permite verificar si el reservorio aun cuenta con las condiciones necesarias
de resistencia y estanqueidad que son exigidas para continuar en servicio; para poder realizar
esta prueba se debe de contar con un sistema completo de bombeo que permita presurizar los
reservorios conforme a los requerimientos establecidos para dicha prueba en las normativas
correspondientes y medir con precisión la expansión volumétrica que sufren durante este
procedimiento. Este sistema debe ser además fácil de operar, durable al uso repetido y
continuo, y simple para facilitar y minimizar las operaciones de mantenimiento.
Para poder satisfacer todos los requerimientos anteriores, se ha diseñado un banco de
pruebas en el que todos los elementos necesarios se encuentran contenidos en una sola
unidad compacta y están montados de tal forma que pueden ser manipulados con facilidad. El
diseño del banco de pruebas hidrostáticas para el taller de reservorios es el siguiente:
Figura 3.10: Banco de prueba hidrostática.
Panel deinstrumentos
Banco deburetas
Panel decontrol
Circuitos hidráulicoy neumático
Acoples paraconexión demangueras

59
- El banco cuenta con una estructura robusta y simple, conformada por ángulos y laminas de
acero, dispuestos de tal forma que permiten el montaje y protección de todos los elementos del
sistema, así como un fácil acceso a las válvulas de paso que sirven para el control del circuito
durante la prueba hidrostática. El banco es además una unidad bastante compacta, que puede
ser completamente desacoplada del resto de elementos que conforman el sistema de prueba y
movilizada fácilmente, gracias a que cuenta con rodos, en caso sea necesario desplazarlo por
razones de mantenimiento.
- Para lograr la presurización requerida por los reservorios para la realización de la prueba
hidrostática, se requiere de un circuito hidráulico capaz de elevar la presión del agua hasta
5500 psig, y que este conformado por elementos que puedan operar satisfactoriamente a este
nivel de presión. El circuito cuenta con dos secciones diferentes, una parte de baja presión que
opera entre el rango típico de la red de agua potable (<50 psig), y que se encarga de alimentar
de agua al sistema y sus elementos; la otra parte del circuito es la de alta presión, que es la
que conduce el agua que es inyectada al reservorio durante la prueba, así como para la
descarga del mismo y el alivio del sistema, y opera con una presión máxima de hasta 5500
psig.
La parte del circuito hidráulico correspondiente a la sección de baja presión es el siguiente:
Figura 3.11: Circuito hidráulico de baja presión.

60
La parte superior del circuito es la línea de alimentación del banco, que sirve para poder llenar
con agua a presión de la red el tanque de descarga y el tanque de prueba hidrostática. La parte
inferior es la línea de succión, que une al tanque de descarga con la bomba.
El listado de elementos que conforman el circuito de baja presión es el siguiente:
Tabla 3.11: Componentes del circuito de baja presión
Descripción CaracterísticasA Tubería 1/2 in, cedula 10, acero inoxidable (C.D.)
B Filtro strainer en “y”, línea de alimentacióndel banco Rosca hembra NPT 1/2 in, bronce (C.D.)
C Filtro strainer en “y”, línea de succión dela bomba
D Válvula de bola, alimentación del banco
Rosca hembra NPT 1/2 in, aceroinoxidable(C.D.)
E Válvula de bola, alimentación del tanquede descarga
F Válvula de bola, alimentación del tanquede prueba
G Válvula de bola, línea de succión de labomba
H Acople tipo “bulkhead” para conexión conmanguera, alimentación del banco
Entrada y salida con rosca hembra NPT1/2 in, bronce (C.D.)I Acople tipo “bulkhead” para manguera,
alimentación del tanque de prueba
J Acople tipo “bulkhead” para manguera,línea de succión
K Válvula check, línea de succión Rosca hembra NPT 1/2 in, bronce (C.D.)L Unión universal, línea de succión Rosca hembra NPT 1/2 in, bronce (C.D.)
El circuito de alta presión es alimentado desde el tanque de descarga, a través de la línea de
succión, aquí la bomba eleva la presión del agua hasta el nivel requerido por la prueba hidrostática;
la presión en esta parte del circuito es limitada mediante la válvula de alivio, la cual debe ser
calibrada adecuadamente para cada prueba, según el tipo de reservorio a utilizar. El manómetro
del sistema se encuentra conectado a una de las secciones del circuito para poder medir con
precisión el valor de la presión de agua que es inyectada al reservorio. La línea de presión finaliza
con un adaptador para manguera el cual conecta al banco de prueba con el reservorio. La línea de
descarga cuenta además con una válvula de paso que permite liberar la presión del reservorio,
después de realizada la prueba. La bomba cuenta con uniones universales tanto del lado de la
succión como de la descarga, para facilitar la extracción de la misma durante las operaciones de
mantenimiento.

61
El circuito hidráulico correspondiente a la sección de alta presión del banco es el siguiente:
Figura 3.12: Circuito hidráulico de alta presión.
El listado de elementos que conforman el circuito de alta presión es el siguiente:
Tabla 3.12: Componentes del circuito de alta presión
Componentes de alta presión (>5500 psig)Descripción Características
A Tubería 3/8 in, pared de 3 mm, acero inoxidable316 (C.D.)
B Bomba de potencia neumática SC Hydraulic, model: 10-5-080C Unión universal, línea de presión 3/8 in, acero inoxidable (C.D.)D Válvula check, línea de presión 3/8 in, acero inoxidable (C.D.)E Válvula check, línea de descarga
F Válvula de bola, calibración de válvula dealivio 3/8 in, acero inoxidable (C.D.)
G Válvula de bola, descarga de reservorio
H Snubber, protección de manómetro Entrada 3/8 in, salida de 1/4 in, aceroinoxidable
I Manómetro del banco Puerto de 1/4 in, escala hasta 10,000 psiJ Válvula de alivio 3/8 in, acero inoxidable (C.D.)
K Acople tipo “bulkhead” para conexión conmanguera, alimentación del reservorio Entrada y salida con rosca hembra 3/8 in,
acero inoxidable(C.D.)L Acople tipo “bulkhead” para conexión conmanguera, tanque de descarga

62
- Ya que la bomba de agua del banco es de potencia neumática, es necesario que exista en el
banco una línea de aire comprimido para poder alimentar a la bomba durante la operación. El
circuito neumático y sus componentes se presentan a continuación:
Figura 3.13: Circuito neumático del banco de pruebas.
Tabla 3.13: Componentes del circuito neumático del banco de prueba
Circuito neumáticoNº Descripción CaracterísticasA Fuente de aire comprimido Red interna del tallerB Válvula de bola, alimentación Rosca 1/2 in, bronce (C.D.)
C Unidad de mantenimiento (filtro,lubricador y manómetro) Rosca 1/2 in entrada y salida (C.D.)
D Bomba hidráulica, potencia neumáticaE Silenciador Rosca macho 3/4 in
- Las válvulas de paso manuales del circuito hidráulico que sirven para controlar los
procedimientos de carga y descarga de los reservorios, llenado del tanque de descarga y
pruebas, así como la válvula de alivio, se encuentran montadas en la parte frontal del banco,
en el denominado panel de control, de forma tal que pueden ser manipuladas fácilmente
durante la prueba.
Figura 3.14: Panel de control del banco de pruebas.

63
- Durante la prueba es necesario poder medir con precisión tres variables para poder asegurar
que dicha prueba ha sido realizada correctamente, la presión del sistema, el tiempo
transcurrido y el desplazamiento de agua producto de la expansión volumétrica del reservorio;
para poder medir estas propiedades, el banco cuenta en el panel frontal con un reloj o
cronómetro, con un manómetro de precisión conectado al circuito hidráulico y un juego de
buretas conectadas al tanque de pruebas para medir la expansión volumétrica. Según los
requerimientos de la norma CFR, el banco de pruebas debe contar con un manómetro con una
precisión del 1% del valor de la presión de prueba prescrita para los reservorios; de igual forma
las buretas de medición deben tener una precisión del 1% de la expansión total de los cilindros
o de 0.1 cm3, cualquiera que sea el mayor de los dos casos. [49 CFR 173.34, pág. 400]
Figura 3.15: Panel de instrumentos del banco de pruebas.
(c) Tanque de descarga:
Luego de haberse completado la prueba hidrostática del reservorio y medido la expansión
volumétrica del mismo, es necesario liberar de forma segura la presión contenida en el cilindro
para que este pueda ser removido con seguridad del tanque de pruebas hidrostáticas, para ello
se cuenta con un tanque de descarga; en este tanque también se libera la presión de exceso
que se produce en el sistema cuando se abre la válvula de alivio.
Dado que la presión que debe ser liberada del sistema es muy elevada (hasta 5500 psig) es
necesario que el flujo de agua a presión sea amortiguado adecuadamente, para esto el tanque
de descarga debe contar en todo momento con un nivel mínimo de agua que cubra el puerto
de la tubería de descarga y garantice esta amortiguación; además para minimizar el
desperdicio de agua durante la realización de la prueba, la tubería de succión del circuito
hidráulico es alimentada por el tanque de descarga, de modo que el agua se reutiliza.
Cronómetro
ManómetroBanco deburetas

64
Físicamente el tanque de descarga es un barril de plástico resistente y cuenta además con tres
adaptadores tipo "bullkhead” roscados directamente a la pared del barril y con puerto roscado
hembra para acoplar las mangueras que lo conectan con el banco de pruebas, una de alta
presión que conecta con la tubería de descarga del circuito y dos de baja presión para conectar
con la tubería de alimentación de agua y con la de succión de la bomba.
Figura 3.16: Tanque de descarga.
(d) Tanque de pruebas hidrostáticas:
El tanque de pruebas hidrostáticas provee el alojamiento para el reservorio durante la
realización de la prueba, y permite verificar la expansión volumétrica del reservorio cuando es
presurizado. Una vez ha sido instalado el cilindro a probar en el tanque, este se encuentra
completamente cerrado y solo permite que el volumen de agua desplazada producto de la
expansión pase a las buretas, en donde se puede medir con precisión la deformación del
reservorio. Si bien este tanque no sufre ningún incremento de la presión interna durante la
operación normal, es necesario que sea de construcción robusta y resistente, para garantizar
en primer lugar que no sufrirá deformación alguna por el peso del agua que contiene, ya que
esto restaría precisión a la prueba; pero además debe mantener su integridad en caso que el
reservorio que está siendo probado llegue a romperse, para esto el sistema cuenta además
con un disco de ruptura que libera cualquier sobrepresión interna.
Adaptador“Bulkhead”
Linea dealimentación
Linea dedescarga
Linea deSucción

65
El diseño físico del tanque de pruebas es el siguiente:
Figura 3.17: Tanque de prueba.
- La tapa del tanque está construida completamente de acero inoxidable y cuenta, en la parte
superior, con un ojo para poder engancharlo al tecle, con adaptadores roscados para conectar
la manguera que une con la línea de presión y las líneas de venteo de alta y baja presión para
purgar el aire del reservorio y del tanque respectivamente previo a la prueba; la tapa tiene
además pernos de sujeción para asegurar la estanqueidad del tanque durante la prueba y
posee en la parte inferior un puerto roscado hembra y un adaptador para acople rápido, donde
se instala el reservorio q va a ser probado hidrostáticamente.
- El cuerpo del tanque debe ser robusto y hermético para garantizar la estanqueidad durante la
prueba y que no se produzca una deformación por efecto del peso del agua contenida, que
pueda inutilizar los resultados de la prueba. El tanque cuenta además con tres adaptadores
roscados tipo “butt-weld” para baja presión, soldados al cuerpo del tanque, que sirven para
conectar las mangueras que lo unen con el banco de buretas, con la línea de llenado del
tanque y con el desagüe del mismo. Por razones de seguridad, este tanque cuenta con un
dispositivo de liberación de la presión interna, en el caso que el reservorio se rompa o falle
Disco deruptura
Tapa para montajede reservorios
Adaptador paralinea de carga
Cuerpo del tanque,de acero inoxidable
Adaptador paraventeo de reservorio
Adaptador paraconexión con buretas
Adaptador para lineade llenado Drenaje de
tanque
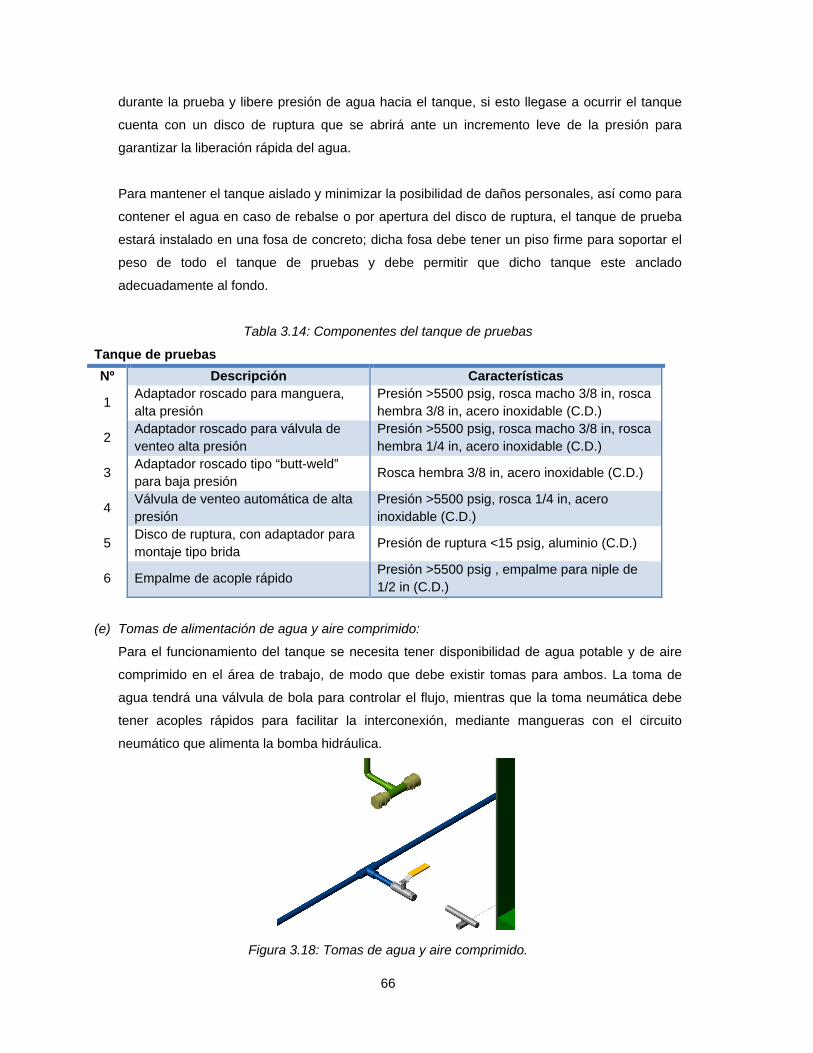
66
durante la prueba y libere presión de agua hacia el tanque, si esto llegase a ocurrir el tanque
cuenta con un disco de ruptura que se abrirá ante un incremento leve de la presión para
garantizar la liberación rápida del agua.
Para mantener el tanque aislado y minimizar la posibilidad de daños personales, así como para
contener el agua en caso de rebalse o por apertura del disco de ruptura, el tanque de prueba
estará instalado en una fosa de concreto; dicha fosa debe tener un piso firme para soportar el
peso de todo el tanque de pruebas y debe permitir que dicho tanque este anclado
adecuadamente al fondo.
Tabla 3.14: Componentes del tanque de pruebas
Tanque de pruebasNº Descripción Características
1 Adaptador roscado para manguera,alta presión
Presión >5500 psig, rosca macho 3/8 in, roscahembra 3/8 in, acero inoxidable (C.D.)
2 Adaptador roscado para válvula deventeo alta presión
Presión >5500 psig, rosca macho 3/8 in, roscahembra 1/4 in, acero inoxidable (C.D.)
3 Adaptador roscado tipo “butt-weld”para baja presión Rosca hembra 3/8 in, acero inoxidable (C.D.)
4 Válvula de venteo automática de altapresión
Presión >5500 psig, rosca 1/4 in, aceroinoxidable (C.D.)
5 Disco de ruptura, con adaptador paramontaje tipo brida Presión de ruptura <15 psig, aluminio (C.D.)
6 Empalme de acople rápido Presión >5500 psig , empalme para niple de1/2 in (C.D.)
(e) Tomas de alimentación de agua y aire comprimido:
Para el funcionamiento del tanque se necesita tener disponibilidad de agua potable y de aire
comprimido en el área de trabajo, de modo que debe existir tomas para ambos. La toma de
agua tendrá una válvula de bola para controlar el flujo, mientras que la toma neumática debe
tener acoples rápidos para facilitar la interconexión, mediante mangueras con el circuito
neumático que alimenta la bomba hidráulica.
Figura 3.18: Tomas de agua y aire comprimido.
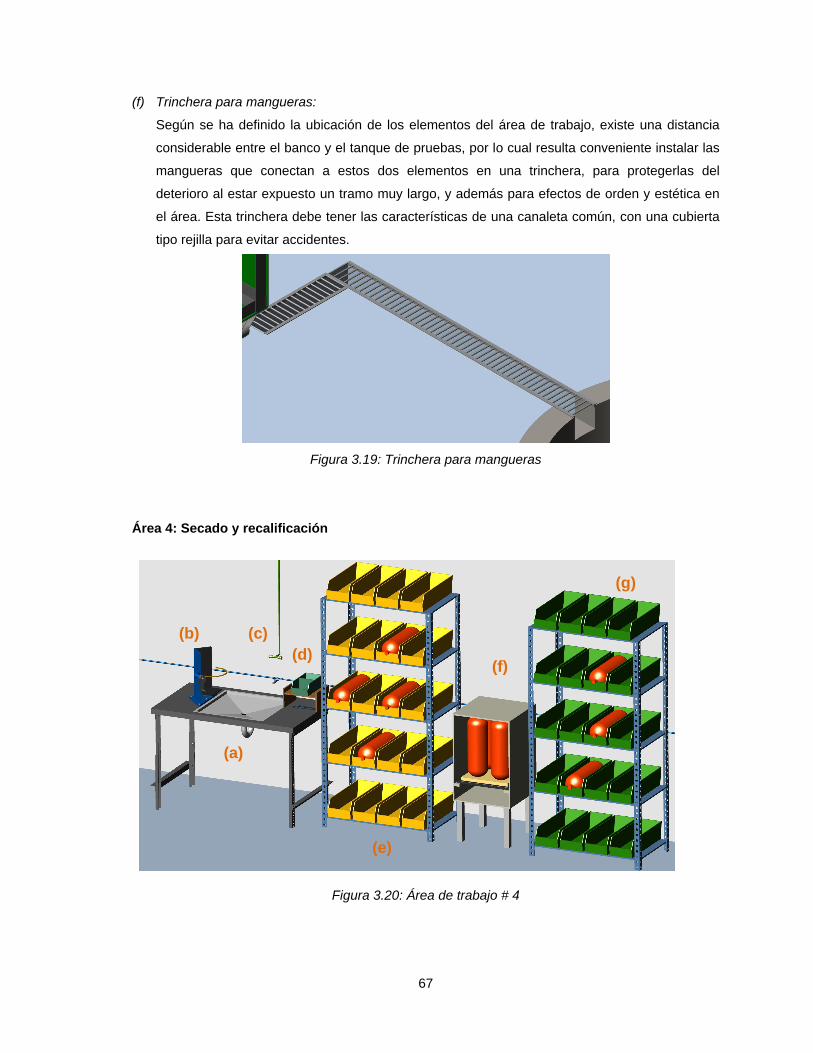
67
(f) Trinchera para mangueras:
Según se ha definido la ubicación de los elementos del área de trabajo, existe una distancia
considerable entre el banco y el tanque de pruebas, por lo cual resulta conveniente instalar las
mangueras que conectan a estos dos elementos en una trinchera, para protegerlas del
deterioro al estar expuesto un tramo muy largo, y además para efectos de orden y estética en
el área. Esta trinchera debe tener las características de una canaleta común, con una cubierta
tipo rejilla para evitar accidentes.
Figura 3.19: Trinchera para mangueras
Área 4: Secado y recalificación
Figura 3.20: Área de trabajo # 4
(a)
(b)(d)
(c)
(g)
(e)
(f)

68
(a) Mesa de trabajo vaciado y secado de reservorios:
Luego de haber sido probados hidrostáticamente, los reservorios deben ser retirados de la tapa
del tanque de pruebas y deben ser secados completamente para que pueda completárseles el
proceso de recalificación; si la expansión volumétrica, elástica o permanente, que sufrieron los
reservorios superó los valores límite o se presentaron daños en los mismos durante la prueba,
estos deben ser inmediatamente desmontados y desechados, ya que no han superado el
proceso de recalificación. Cualquiera que sea el resultado obtenido en la prueba hidrostática,
se necesita una mesa de trabajo adecuada en donde se puedan llevar a cabo los
procedimientos respectivos posteriores a dicha prueba.
La mesa de trabajo del área cuatro debe contar en primer lugar, con el espacio suficiente para
la instalación de una prensa de cadena vertical, idéntica a la que se encuentra en el área dos,
para poder desmontar de forma segura el reservorios de la tapa del tanque así como para
retirar el adaptador para prueba del puerto roscado del cilindro; además debe contar con un
lavabo o pozeta para facilitar las operaciones de vaciado del agua contenida en los reservorios
y poder retirar el exceso de humedad con aire comprimido. En términos generales, las
características constructivas de esta mesa deben ser similares a las de la mesa de trabajo del
área dos pero con algunas diferencias en cuanto a las dimensiones y otras características; el
diseño de la mesa del área cuatro es el siguiente:
Tabla 3.15: Dimensiones de la mesa de trabajo del área #4
Largo Ancho AltoMesa de trabajo 150 cm 80 cm 90 cm
Figura 3.21: Mesa de trabajo del área # 4
Repisa paraherramientas
Lavabo paralimpieza y llenado
Mesa de aceroinoxidable
Estructura deacero
Tubería dedesagüe
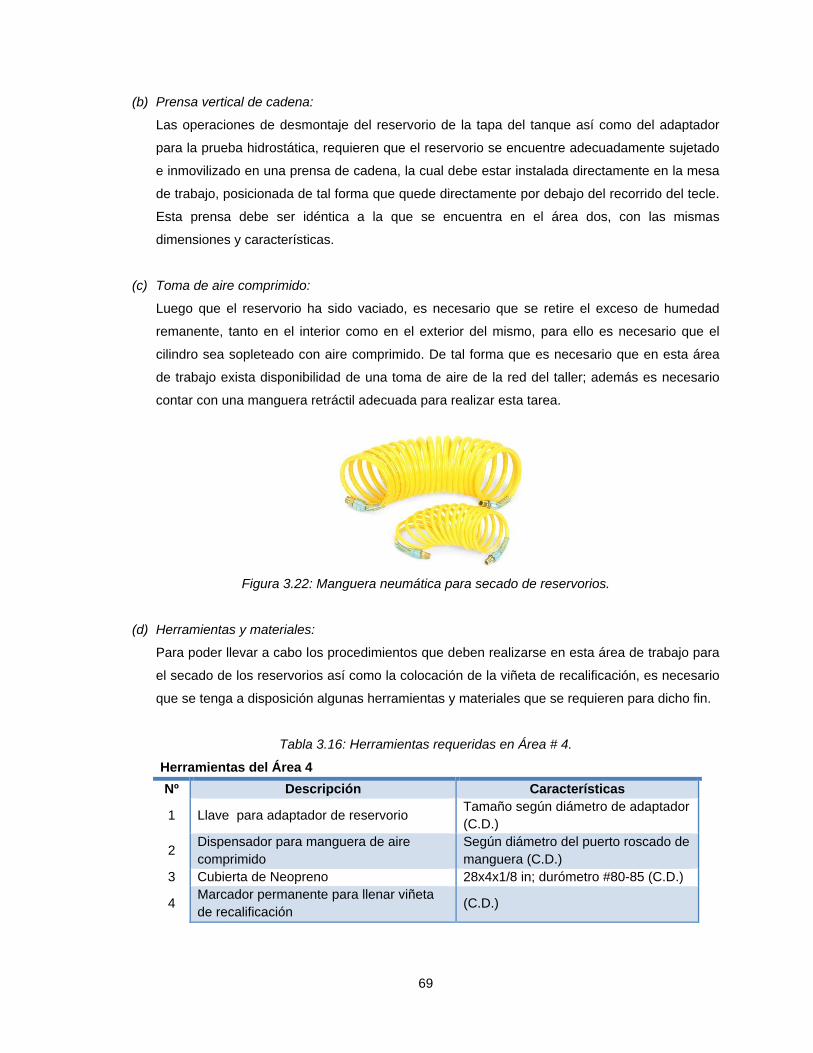
69
(b) Prensa vertical de cadena:
Las operaciones de desmontaje del reservorio de la tapa del tanque así como del adaptador
para la prueba hidrostática, requieren que el reservorio se encuentre adecuadamente sujetado
e inmovilizado en una prensa de cadena, la cual debe estar instalada directamente en la mesa
de trabajo, posicionada de tal forma que quede directamente por debajo del recorrido del tecle.
Esta prensa debe ser idéntica a la que se encuentra en el área dos, con las mismas
dimensiones y características.
(c) Toma de aire comprimido:
Luego que el reservorio ha sido vaciado, es necesario que se retire el exceso de humedad
remanente, tanto en el interior como en el exterior del mismo, para ello es necesario que el
cilindro sea sopleteado con aire comprimido. De tal forma que es necesario que en esta área
de trabajo exista disponibilidad de una toma de aire de la red del taller; además es necesario
contar con una manguera retráctil adecuada para realizar esta tarea.
Figura 3.22: Manguera neumática para secado de reservorios.
(d) Herramientas y materiales:
Para poder llevar a cabo los procedimientos que deben realizarse en esta área de trabajo para
el secado de los reservorios así como la colocación de la viñeta de recalificación, es necesario
que se tenga a disposición algunas herramientas y materiales que se requieren para dicho fin.
Tabla 3.16: Herramientas requeridas en Área # 4.
Herramientas del Área 4Nº Descripción Características
1 Llave para adaptador de reservorio Tamaño según diámetro de adaptador(C.D.)
2 Dispensador para manguera de airecomprimido
Según diámetro del puerto roscado demanguera (C.D.)
3 Cubierta de Neopreno 28x4x1/8 in; durómetro #80-85 (C.D.)
4 Marcador permanente para llenar viñetade recalificación (C.D.)
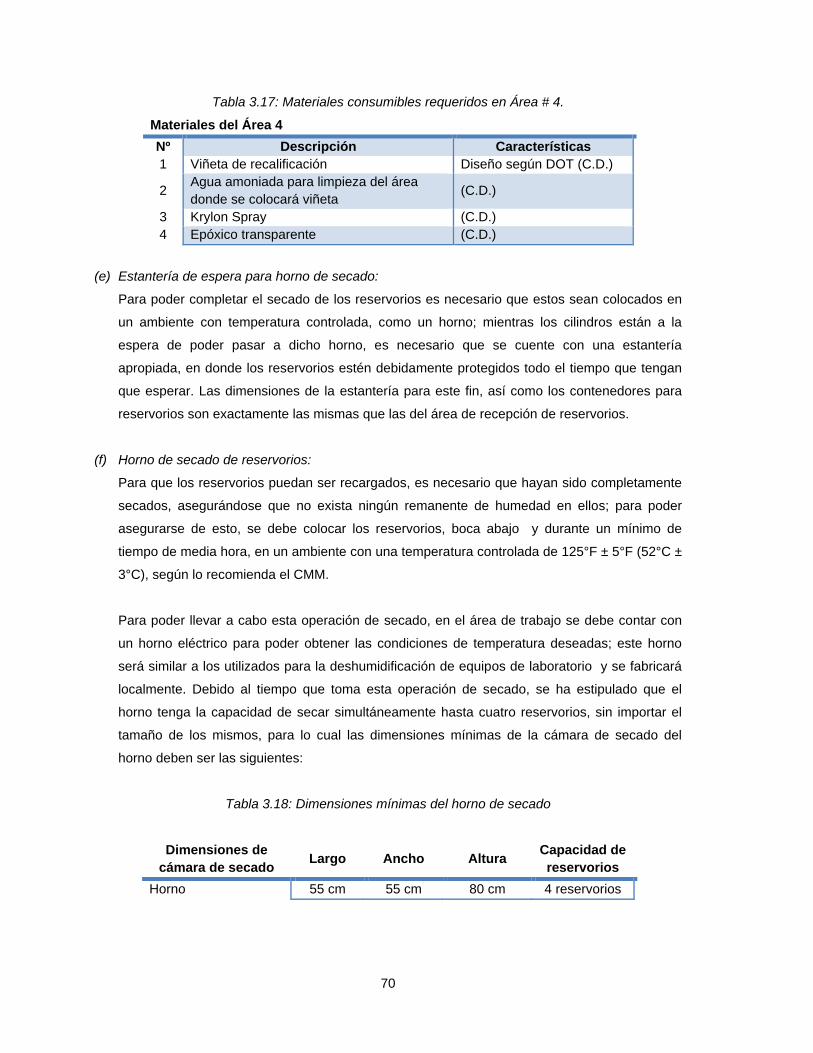
70
Tabla 3.17: Materiales consumibles requeridos en Área # 4.
Materiales del Área 4Nº Descripción Características1 Viñeta de recalificación Diseño según DOT (C.D.)
2 Agua amoniada para limpieza del áreadonde se colocará viñeta (C.D.)
3 Krylon Spray (C.D.)4 Epóxico transparente (C.D.)
(e) Estantería de espera para horno de secado:
Para poder completar el secado de los reservorios es necesario que estos sean colocados en
un ambiente con temperatura controlada, como un horno; mientras los cilindros están a la
espera de poder pasar a dicho horno, es necesario que se cuente con una estantería
apropiada, en donde los reservorios estén debidamente protegidos todo el tiempo que tengan
que esperar. Las dimensiones de la estantería para este fin, así como los contenedores para
reservorios son exactamente las mismas que las del área de recepción de reservorios.
(f) Horno de secado de reservorios:
Para que los reservorios puedan ser recargados, es necesario que hayan sido completamente
secados, asegurándose que no exista ningún remanente de humedad en ellos; para poder
asegurarse de esto, se debe colocar los reservorios, boca abajo y durante un mínimo de
tiempo de media hora, en un ambiente con una temperatura controlada de 125°F ± 5°F (52°C ±
3°C), según lo recomienda el CMM.
Para poder llevar a cabo esta operación de secado, en el área de trabajo se debe contar con
un horno eléctrico para poder obtener las condiciones de temperatura deseadas; este horno
será similar a los utilizados para la deshumidificación de equipos de laboratorio y se fabricará
localmente. Debido al tiempo que toma esta operación de secado, se ha estipulado que el
horno tenga la capacidad de secar simultáneamente hasta cuatro reservorios, sin importar el
tamaño de los mismos, para lo cual las dimensiones mínimas de la cámara de secado del
horno deben ser las siguientes:
Tabla 3.18: Dimensiones mínimas del horno de secado
Dimensiones decámara de secado Largo Ancho Altura Capacidad de
reservoriosHorno 55 cm 55 cm 80 cm 4 reservorios

71
Figura 3.23: Horno de secado
(g) Estantería de espera para recarga:
Luego que los reservorios han sido secados y se les ha colocado la viñeta de recalificación, ya
se encuentran listos para poder ser recargados, y mientras se inicia este procedimiento, deben
permanecer en espera, en la estantería específicamente designada para este fin. Las
características de la estantería así como las condiciones de almacenamiento en esta etapa son
las mismas que las de la estantería de recepción y la de espera para secado.
Área 5: Recarga
Figura 3.24: Área de trabajo # 5.
Estructura delamina de acero
Bandeja de acerocon recubrimiento de
teflon
Area de secado, porresistencia eléctrica
(a)
(b)(d)
(c)
(g)
(e)
(f)
(h)

72
(a) Mesa de trabajo para montaje de válvula y recarga:
Todos aquellos reservorios que superaron satisfactoriamente el proceso de recalificación, ya
se encuentran listos para poder ser recargados y puestos de vuelta en servicio. Para poder
llevar a cabo el procedimiento de recarga, es necesario primero realizar el montaje de la
válvula/regulador y todos los componentes operativos del sistema, en el reservorio, para que
pueda ser luego inyectada en ellos la mezcla de CO2 y N2 correspondiente, a la presión de
servicio indicada según el tipo de reservorio.
Para poder realizar las operaciones de recarga, se necesita una mesa de trabajo con el
espacio suficiente para la instalación de una prensa de cadena horizontal, requerida para
sujetar con seguridad los reservorios durante el montaje de la válvula y recarga; además debe
poder colocarse la báscula que se utilizará para verificar que las masas CO2 y N2 que se
inyecten en los reservorios son las indicadas; el diseño de la mesa del área cinco es el
siguiente:
Tabla 3.19: Dimensiones de la mesa de trabajo del área #5
Largo Ancho AltoMesa de trabajo 110 cm 80 cm 90 cm
Figura 3.25: Mesa de trabajo del área # 5.
Repisa paraherramientas y
materiales
Mesa de aceroinoxidable
Estructura deacero

73
(b) Herramientas y materiales del área 5:
Para poder llevar a cabo todos los procedimientos que deben realizarse en esta área de
trabajo para la recarga de los reservorios, es necesario que se tenga a disposición diversas
herramientas y materiales que son exigidos por el CMM para garantizar la correcta realización
de los procedimientos; la mayoría de las herramientas que se utilizan en esta área son
exclusivas del fabricante de los equipos (Air Cruisers) y existe poca o ninguna disponibilidad de
sustitutos comercialmente disponibles, estos elementos además están fabricados
específicamente para los sistemas de evacuación; el listado completo de herramientas y
materiales que debe existir en el área 5 es:
Tabla 3.20: Herramientas requeridas en Área # 5.
Herramientas del Área 5Nº Descripción Características
1 Válvulas/regulador recalificadas Air Cruisers P/N: D18302, D18308 y 65566,según corresponda.
2 Manómetros calibrados Air Cruisers P/N: D18300-3, -7, 61232-1 y64299-1, según corresponda.
3 Cubierta de Neopreno 28x4x1/8 in; durómetro #80-85 (C.D.)
4 Torquímetro y adaptador para válvula Tamaño según diámetro de válvula/regulador(C.D.)
5 Herramienta para colocar O-ring Air Cruisers, P/N: 67189-1
6 Perno de seguridad Norma AN814-10, rosca UNF 7/8” x14 (C.D.)7 Cable de control de la válvula Air Cruisers, P/N: 60592-101, -2018 Llave hexagonal 3/16 in (C.D.)
9 Llave de tuercas común Tamaños según tuercas y pernos de la válvula(C.D.)
10 Adaptador para torquímetro paratuerca del cable de control Tamaño según diámetro de tuerca (C.D.)
11 Pin de seguridad de válvula Air Cruisers, P/N: D17961-101,-103
12 Herramienta de apertura de la válvulade llenado Air Cruisers, P/N: B19286-1
13 Adaptador de puerto de salida paramanómetro de prueba Air Cruisers, P/N: 65346-101
14 Manómetro de referencia paraprueba
Air Cruisers, P/N: 65425-101, o equivalentesegún 49 CFR 180.205
15 Adaptador de carga para válvula dellenado Air Cruisers, P/N: B19285-1
16 Tubo Air Cruisers, P/N: 15A17168-117 Casquete Air Cruisers, P/N: 62034-10118 Casquete de alta presión Incluido con válvula de llenado19 Cepillo de cerdas suaves (C.D.)
74
Tabla 3.21: Materiales consumibles requeridos en Área # 5.
Materiales del Área 5Nº Descripción Características1 O-ring para puerto de reservorio Norma AS586A-916 (C.D.)2 Lubricante para puerto de reservorio McGee Industries McLube 11903 Lubricante para interior de O-ring Castrol Braycote Micronic 601
4 Lubricante para exterior de O-ring Dupont Krytox 240 AZ o AnderolRoyco 13CF
5 Cinta de teflón con recubrimiento de níquel (C.D.)
6 O-ring para perno de seguridad Dimensión según rosca UNF 7/8” x14(C.D.)
7 Cinta adhesiva con retardo al fuego (C.D.)8 Solución de prueba de fugas Jabón líquido (C.D.)
9 O-ring para adaptador de válvula dellenado Bajo norma NAS1611-008 (C.D.)
Para almacenar y organizar las herramientas y materiales anteriormente mencionados, se
recomienda colocarlos en contenedores “binbox” con dimensiones acorde a las características de
los elementos a almacenar.
(c) Prensa de cadena horizontal:
Para poder sujetar adecuadamente los reservorios, durante las operaciones de montaje de
válvulas y recarga, es necesario contar con una prensa de cadena apropiadamente instalada
en la mesa de trabajo. Las características generales de la prensa son similares a las prensas
verticales del taller, pero con la diferencia que para los procedimientos correspondientes a esta
área, resulta necesario que la prensa sea horizontal; esta diferencia en la forma solamente
afecta parcialmente las características constructivas y de montaje de la misma, pero el diseño
general del mecanismo de apriete y de la superficie de sujeción es prácticamente idéntica a las
otras prensas del taller.
La prensa de cadena horizontal debe tener las siguientes características:
- Dimensiones de las quijadas que garanticen la correcta sujeción de todos los tipos y
tamaños de reservorios.
- Sistema de sujeción y apriete de cadena y mecanismo de tornillo de potencia.
- Estructura resistente de acero para soportar el peso de los reservorios y las operaciones
de montaje y recarga.
- La superficie que estará en contacto con el reservorio debe estar recubierta con hule.
- Dada la naturaleza de las operaciones a realizar en la prensa, el montaje en la mesa debe
ser horizontal.

75
Figura 3.26: Prensa horizontal.
(d) Báscula para verificación de carga:
Según las características operacionales de los sistemas de evacuación de tobogán,
estipuladas en el CMM correspondiente, es necesario que los reservorios sean recargados,
previos a su puesta en servicio, con masas muy precisas de CO2 y N2. Para poder garantizar
que las cantidades inyectadas en los reservorios durante la recarga sean las correctas, se
debe contar en el área de trabajo con una báscula de precisión que permita verificar las masas
de gas.
En conformidad con los requerimientos del CMM, la báscula debe tener una precisión de al
menos 0.01 Lb, y debe contar con una bandeja de pesaje con un diseño tal, que impida que los
reservorios puedan rodar durante la pesada y sufrir una caída que podría dañarlos. Para
efectos de facilitar la toma de datos y evitar la posibilidad de errores de paralaje durante la
lectura, es recomendable que la báscula sea digital.
Tabla 3.22: Características de la báscula.
Precisión RangoBáscula 0.01 Lb 0-50 Lb
Pernos paramontaje en mesa
Estructura deacero
Mecanismo deapriete
Quijadas de acero,recubiertas de hule
Cadena desujeción
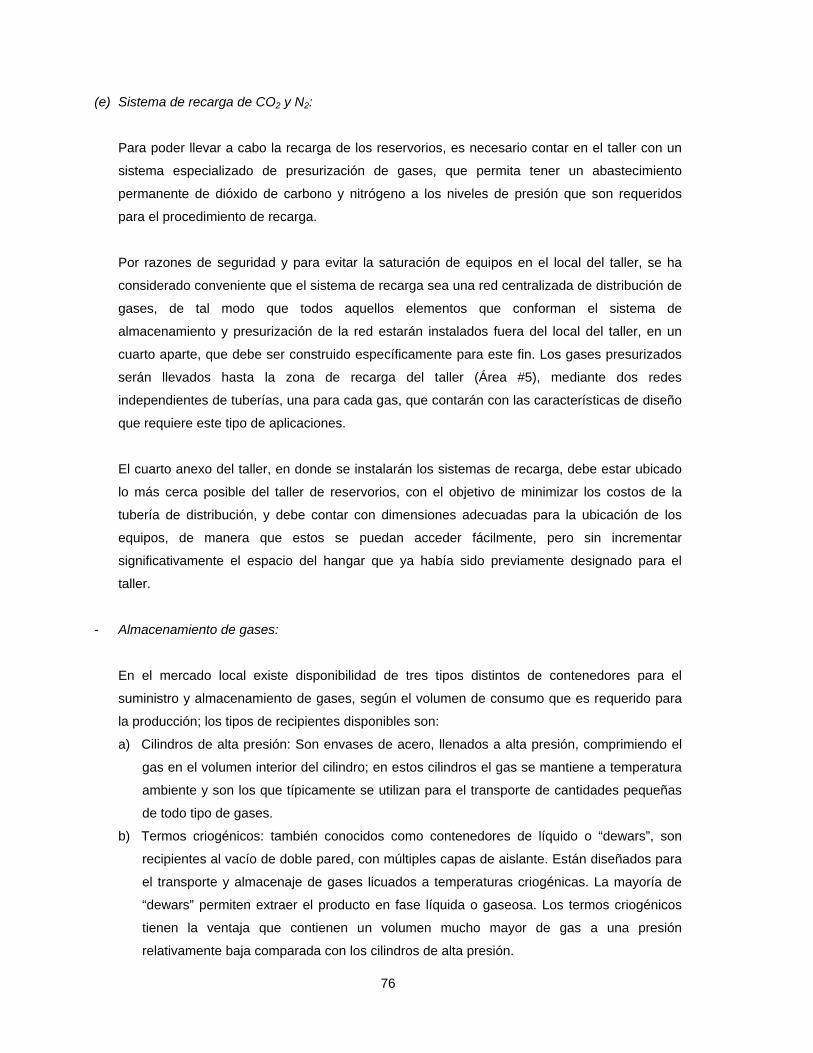
76
(e) Sistema de recarga de CO2 y N2:
Para poder llevar a cabo la recarga de los reservorios, es necesario contar en el taller con un
sistema especializado de presurización de gases, que permita tener un abastecimiento
permanente de dióxido de carbono y nitrógeno a los niveles de presión que son requeridos
para el procedimiento de recarga.
Por razones de seguridad y para evitar la saturación de equipos en el local del taller, se ha
considerado conveniente que el sistema de recarga sea una red centralizada de distribución de
gases, de tal modo que todos aquellos elementos que conforman el sistema de
almacenamiento y presurización de la red estarán instalados fuera del local del taller, en un
cuarto aparte, que debe ser construido específicamente para este fin. Los gases presurizados
serán llevados hasta la zona de recarga del taller (Área #5), mediante dos redes
independientes de tuberías, una para cada gas, que contarán con las características de diseño
que requiere este tipo de aplicaciones.
El cuarto anexo del taller, en donde se instalarán los sistemas de recarga, debe estar ubicado
lo más cerca posible del taller de reservorios, con el objetivo de minimizar los costos de la
tubería de distribución, y debe contar con dimensiones adecuadas para la ubicación de los
equipos, de manera que estos se puedan acceder fácilmente, pero sin incrementar
significativamente el espacio del hangar que ya había sido previamente designado para el
taller.
- Almacenamiento de gases:
En el mercado local existe disponibilidad de tres tipos distintos de contenedores para el
suministro y almacenamiento de gases, según el volumen de consumo que es requerido para
la producción; los tipos de recipientes disponibles son:
a) Cilindros de alta presión: Son envases de acero, llenados a alta presión, comprimiendo el
gas en el volumen interior del cilindro; en estos cilindros el gas se mantiene a temperatura
ambiente y son los que típicamente se utilizan para el transporte de cantidades pequeñas
de todo tipo de gases.
b) Termos criogénicos: también conocidos como contenedores de líquido o “dewars”, son
recipientes al vacío de doble pared, con múltiples capas de aislante. Están diseñados para
el transporte y almacenaje de gases licuados a temperaturas criogénicas. La mayoría de
“dewars” permiten extraer el producto en fase líquida o gaseosa. Los termos criogénicos
tienen la ventaja que contienen un volumen mucho mayor de gas a una presión
relativamente baja comparada con los cilindros de alta presión.

77
c) Tanques criogénicos estacionarios: Son sistemas de almacenaje de líquido criogénico en
sitio, consisten normalmente de un tanque, un sistema vaporizador y controles
automáticos. Grandes volúmenes de gases líquidos (hasta 11,000 galones) son
entregadas por un camión y después se almacenan en las instalaciones, y permiten suplir
las necesidades de consumo a escala industrial.
Figura 3.27: Cilindro de alta presión, termo criogénico y tanque estacionario.
La demanda de reservorios a recargar en el taller, si bien se desconoce, es poco probable que
supere unas pocas unidades por día, debido a que los requerimientos del CMM exigen que la
recarga sea realizada a tasas de presurización bastante bajas (0.05 Lb/s para CO2 y 50 psi/s para
N2); a partir de esto, se ha considerado que el almacenamiento de los gases para el sistema de
recarga se realice por medio de cilindros de alta presión, ya que con estos se puede tener una
reserva de gas adecuada para la demanda que podría esperarse, de forma más simple, económica
y con mayor flexibilidad.
Las características de los gases comercialmente disponibles y los cilindros que se utilizarán para el
almacenamiento son los siguientes:
Tabla 3.23: Características del nitrógeno comercialmente disponible
Gas: N2 gaseosoGrado: Industrial
Capacidad: 260 ft3 (a 70ºF y 14.7 psi),equivalente a 19 Lb
Presión deenvasado: 2400 psig

78
Tabla 3.24: Características del Dióxido de Carbono comercialmente disponible
Gas: CO2 gaseoso-liquidoGrado: IndustrialCapacidad: 50 LbPresión deenvasado: 838 psig (Psat a 70ºF)
Las características de diseño de los cilindros que se utilizarán para el almacenamiento de los
gases se presentan a continuación:
Tabla 3.25: Características de los cilindros para almacenamiento de gas
Especificación de cilindro: DOT 3AA-2400
Presión nominal de trabajo: 2400 psi
Dimensiones:Volumen (in3) D.E. (in) L (in)
2995 9.25 55
La cantidad de reservorios que idealmente podría recargarse, según los requerimientos definidos
por el CMM para cada modelo de reservorio/válvula regulador por cada cilindro de gas, se presenta
a continuación:
Tabla 3.26: Cantidad de reservorios idealmente recargables por cada cilindro de gas
# de reservorios recargablespor cilindro de gas
Modelo de reservorioválvula/regulador
Carga deCO2 (Lb)
Carga mínimade N2 (Lb) CO2 N2
D18309-101, -201 1.85 2.05 27 9D18309-103, -105, -205 3.4 4.04 14 4D17996-101 0.9 2.22 55 8D37080-101 2.06 2.38 24 760592-101, -103, -201, -203 2.06 2.38 24 7
- Condiciones de recarga:
Los cilindros de alta presión representan una forma de abastecimiento de gas cuya presión de
servicio es insuficiente para satisfacer los niveles que son requeridos para la recarga de los
reservorios; además del hecho que en estos sistemas la presión no es constante, y disminuye
conforme se vacía el cilindro. Ante estas dos circunstancias, resulta evidente la necesidad de
contar con un equipo para intensificar la presión del gas de los cilindros hasta los niveles que

79
los reservorios necesitan para su operación. Para esta aplicación específica se necesitarán de
dos “boosters”, uno para CO2 y uno para N2, con capacidades acorde a los niveles de presión
que deben alcanzarse en cada una de las dos etapas del proceso de recarga.
Según el procedimiento para la recarga de los reservorios descrito en el CMM, que ha sido
detallado anteriormente en el capítulo II, cada uno de los modelos de reservorio/válvula
regulador tiene definido la cantidad (en masa) de cada gas que debe ser inyectado, así como
la presión final que alcanza la mezcla en el reservorio al finalizar la recarga; este valor de
presión final representa el requerimiento mínimo que debe satisfacer el booster para la recarga
del N2, sin embargo no se conoce cuál es el valor de presión que se alcanza luego de la
recarga de CO2 únicamente. Este valor de presión es necesario para poder realizar la
selección del booster correspondiente, de modo que se ha calculado, utilizando el programa
EES, el valor aproximado de presión final que alcanza la masa de CO2 contenida en el
reservorio, a partir de las propiedades termodinámicas conocidas. Las condiciones completas
de la recarga para cada uno de los gases se presenta a continuación:
Tabla 3.27: Presiones de reservorio para recarga con CO2
Modelo de reservorioválvula/regulador
Carga deCO2 (Lb)
Capacidad delreservorio (in3)
Presión estimada(psig a 70ºF)
D18309-101, -201 1.85 300 787.4D18309-103, -105, -205 3.4 360 728.1D17996-101 0.9 300 506.3D37080-101 2.06 650 761.560592-101, -103, -201, -203 2.06 650 761.5
Tabla 3.28: Presiones finales de reservorio para recarga completa
Modelo de reservorioválvula/regulador
Carga mínimade N2 (Lb)
Peso totalde gas (Lb)
Presión delreservorio (psig)
D18309-101, -201 2.05 3.90 3250D18309-103, -105, -205 4.04 7.44 3150D17996-101 2.22 3.12 3060D37080-101 2.38 4.44 314060592-101, -103, -201, -203 2.38 4.44 3140

80
Con base a esta información, sabemos que la presión mínima que debe poder alcanzar el booster
para CO2 es de al menos 787.4 psig, según la estimación realizada, mientras que el de N2 debe ser
capaz de presurizar por encima de 3250 psig, según lo especifica el CMM; en la práctica los
equipos seleccionados deben poder satisfacer con cierta holgura estos requerimientos.
A partir de estos requisitos, los modelos de boosters que han sido seleccionados son los
siguientes:
- Booster para CO2:
Tabla 3.29: Especificaciones del booster para CO2
Marca Modelo Presión mínima desuministro de gas
Desplazamientodel pistón
Presión máxima deaire comprimido
Haskel EnergySystems AG-15 50 psig 6.2 in3 150 psig
La curva de desempeño para este booster se presenta a continuación:
Figura 3.28: Curvas de desempeño del booster para CO2.
Las características físicas del booster seleccionado son las siguientes:
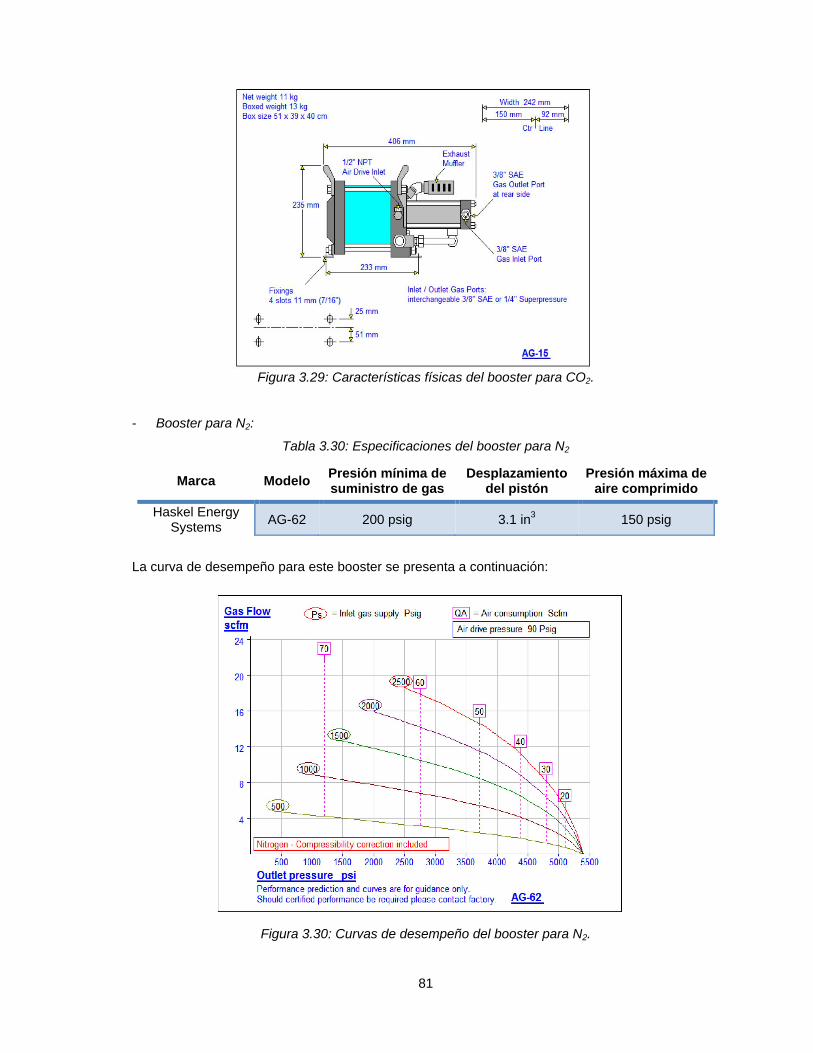
81
Figura 3.29: Características físicas del booster para CO2.
- Booster para N2:
Tabla 3.30: Especificaciones del booster para N2
Marca Modelo Presión mínima desuministro de gas
Desplazamientodel pistón
Presión máxima deaire comprimido
Haskel EnergySystems AG-62 200 psig 3.1 in3 150 psig
La curva de desempeño para este booster se presenta a continuación:
Figura 3.30: Curvas de desempeño del booster para N2.
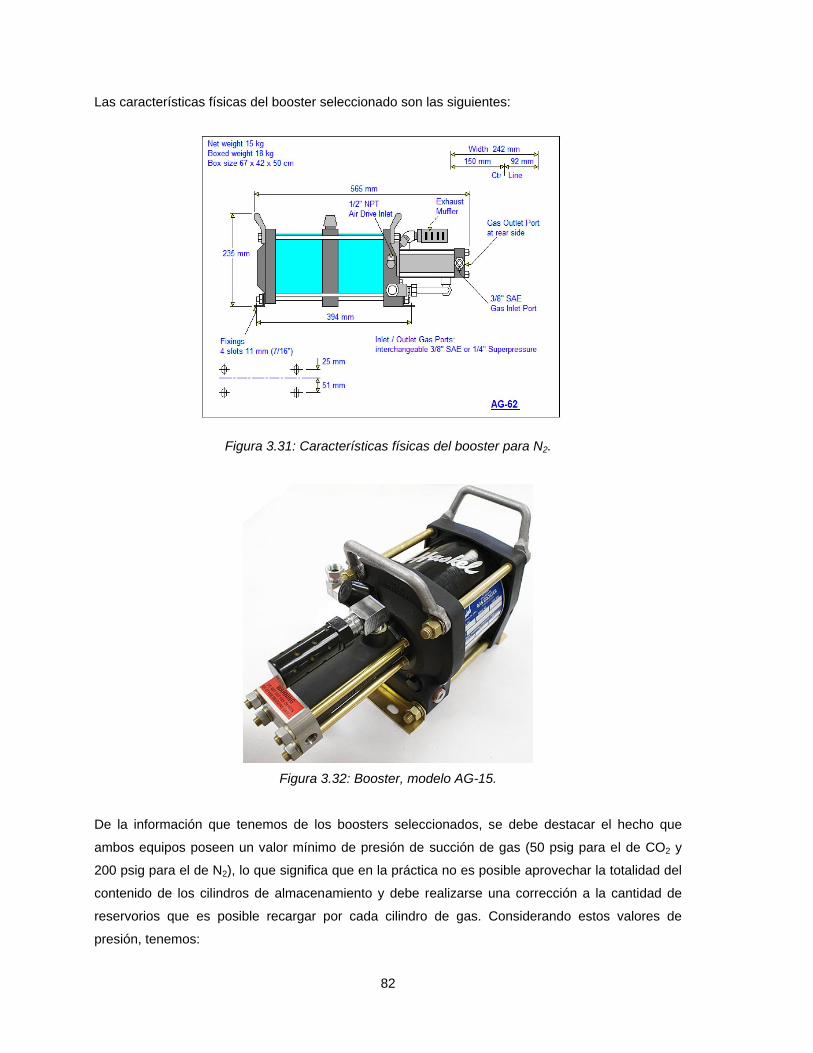
82
Las características físicas del booster seleccionado son las siguientes:
Figura 3.31: Características físicas del booster para N2.
Figura 3.32: Booster, modelo AG-15.
De la información que tenemos de los boosters seleccionados, se debe destacar el hecho que
ambos equipos poseen un valor mínimo de presión de succión de gas (50 psig para el de CO2 y
200 psig para el de N2), lo que significa que en la práctica no es posible aprovechar la totalidad del
contenido de los cilindros de almacenamiento y debe realizarse una corrección a la cantidad de
reservorios que es posible recargar por cada cilindro de gas. Considerando estos valores de
presión, tenemos:
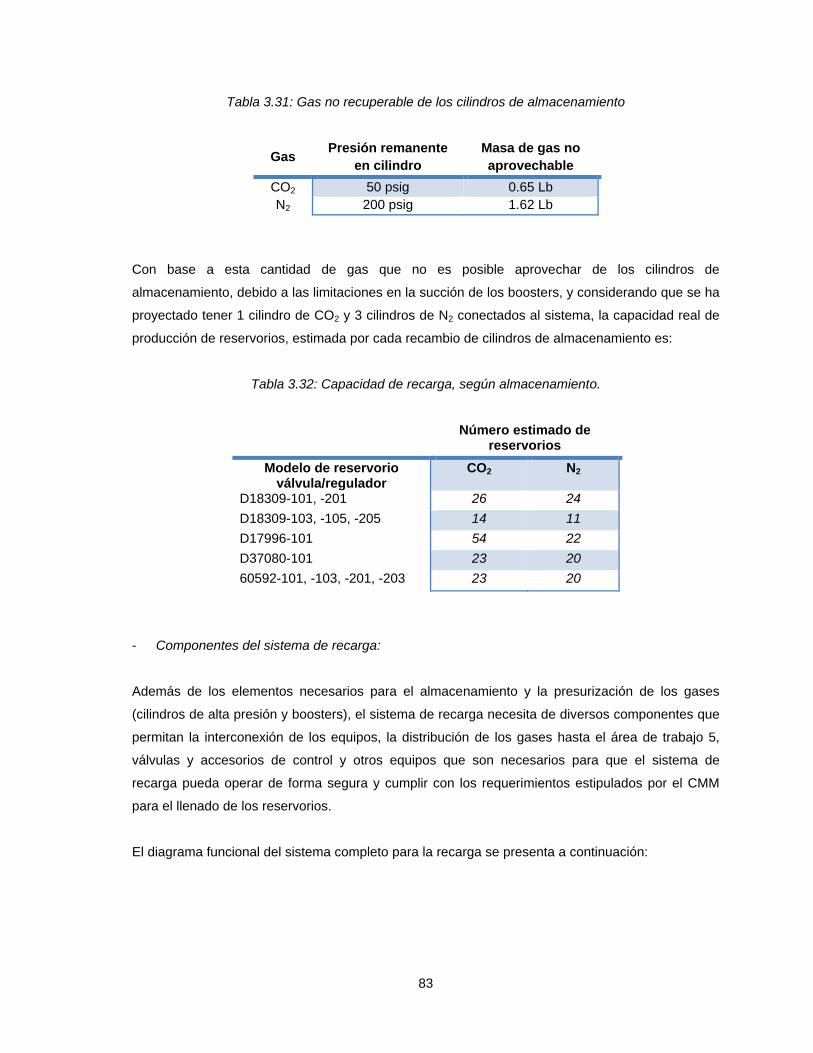
83
Tabla 3.31: Gas no recuperable de los cilindros de almacenamiento
Gas Presión remanenteen cilindro
Masa de gas noaprovechable
CO2 50 psig 0.65 LbN2 200 psig 1.62 Lb
Con base a esta cantidad de gas que no es posible aprovechar de los cilindros de
almacenamiento, debido a las limitaciones en la succión de los boosters, y considerando que se ha
proyectado tener 1 cilindro de CO2 y 3 cilindros de N2 conectados al sistema, la capacidad real de
producción de reservorios, estimada por cada recambio de cilindros de almacenamiento es:
Tabla 3.32: Capacidad de recarga, según almacenamiento.
Número estimado dereservorios
Modelo de reservorioválvula/regulador
CO2 N2
D18309-101, -201 26 24D18309-103, -105, -205 14 11D17996-101 54 22D37080-101 23 2060592-101, -103, -201, -203 23 20
- Componentes del sistema de recarga:
Además de los elementos necesarios para el almacenamiento y la presurización de los gases
(cilindros de alta presión y boosters), el sistema de recarga necesita de diversos componentes que
permitan la interconexión de los equipos, la distribución de los gases hasta el área de trabajo 5,
válvulas y accesorios de control y otros equipos que son necesarios para que el sistema de
recarga pueda operar de forma segura y cumplir con los requerimientos estipulados por el CMM
para el llenado de los reservorios.
El diagrama funcional del sistema completo para la recarga se presenta a continuación:

84
Alim
enta
ción
de a
ire
com
prim
ido
Alm
acen
amie
nto
de C
O2
Alm
acen
amie
nto
de N
2
Red
de
dist
ribuc
ión
de C
O2
Red
de
dist
ribuc
ión
de N
2
Boo
ster
s
Figu
ra 3
.33:
Circ
uito
func
iona
l del
sis
tem
a de
reca
rga.
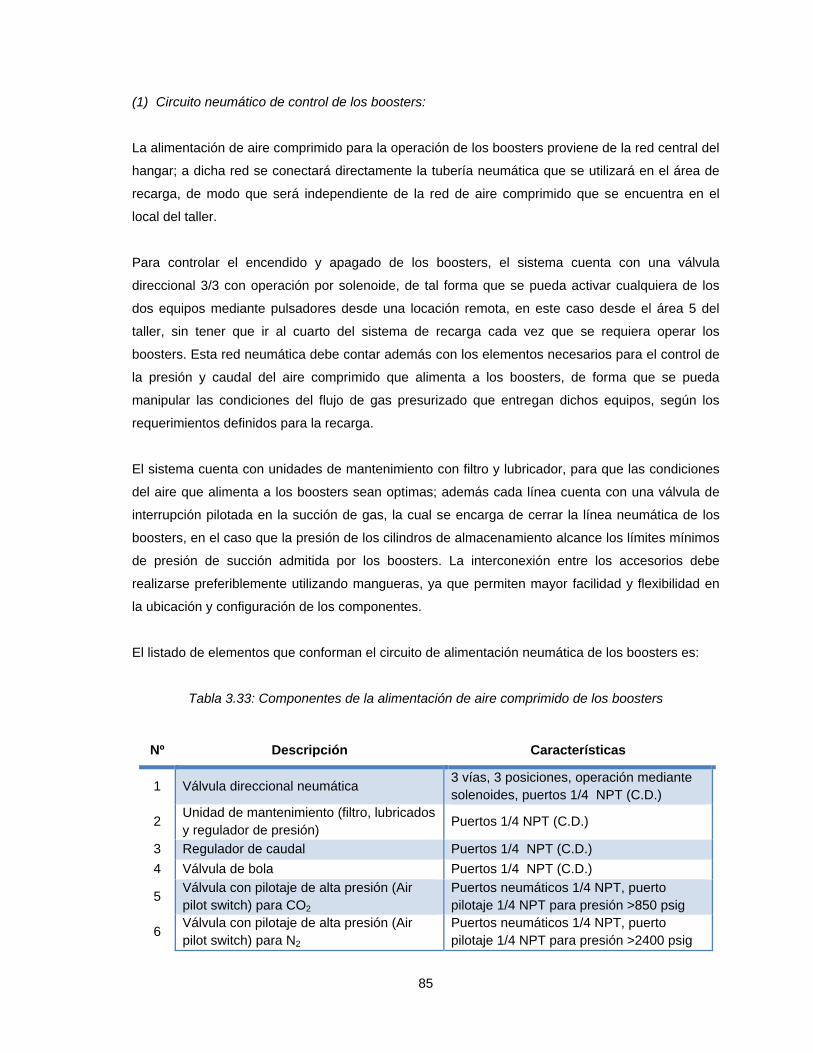
85
(1) Circuito neumático de control de los boosters:
La alimentación de aire comprimido para la operación de los boosters proviene de la red central del
hangar; a dicha red se conectará directamente la tubería neumática que se utilizará en el área de
recarga, de modo que será independiente de la red de aire comprimido que se encuentra en el
local del taller.
Para controlar el encendido y apagado de los boosters, el sistema cuenta con una válvula
direccional 3/3 con operación por solenoide, de tal forma que se pueda activar cualquiera de los
dos equipos mediante pulsadores desde una locación remota, en este caso desde el área 5 del
taller, sin tener que ir al cuarto del sistema de recarga cada vez que se requiera operar los
boosters. Esta red neumática debe contar además con los elementos necesarios para el control de
la presión y caudal del aire comprimido que alimenta a los boosters, de forma que se pueda
manipular las condiciones del flujo de gas presurizado que entregan dichos equipos, según los
requerimientos definidos para la recarga.
El sistema cuenta con unidades de mantenimiento con filtro y lubricador, para que las condiciones
del aire que alimenta a los boosters sean optimas; además cada línea cuenta con una válvula de
interrupción pilotada en la succión de gas, la cual se encarga de cerrar la línea neumática de los
boosters, en el caso que la presión de los cilindros de almacenamiento alcance los límites mínimos
de presión de succión admitida por los boosters. La interconexión entre los accesorios debe
realizarse preferiblemente utilizando mangueras, ya que permiten mayor facilidad y flexibilidad en
la ubicación y configuración de los componentes.
El listado de elementos que conforman el circuito de alimentación neumática de los boosters es:
Tabla 3.33: Componentes de la alimentación de aire comprimido de los boosters
Nº Descripción Características
1 Válvula direccional neumática 3 vías, 3 posiciones, operación mediantesolenoides, puertos 1/4 NPT (C.D.)
2 Unidad de mantenimiento (filtro, lubricadosy regulador de presión) Puertos 1/4 NPT (C.D.)
3 Regulador de caudal Puertos 1/4 NPT (C.D.)4 Válvula de bola Puertos 1/4 NPT (C.D.)
5 Válvula con pilotaje de alta presión (Airpilot switch) para CO2
Puertos neumáticos 1/4 NPT, puertopilotaje 1/4 NPT para presión >850 psig
6 Válvula con pilotaje de alta presión (Airpilot switch) para N2
Puertos neumáticos 1/4 NPT, puertopilotaje 1/4 NPT para presión >2400 psig

86
(2) Circuito de suministro de gases:
Tanto para el dióxido de carbono como el nitrógeno, debe existir una línea de interconexión entre
los cilindros de alta presión y los boosters de tal forma que se cuente con una alimentación
continua de gas para efectuar la recarga de los reservorios. Las características de esta línea deben
ser tales que permitan la conexión simultanea de varios cilindros, en paralelo, de forma que se
aproveche la presión de los mismos de manera uniforme; esto debe ser así incluso en el caso del
CO2, para el cual se ha establecido anteriormente que se mantendrá en el área de recarga un sólo
cilindro como reserva de gas, sin embargo ante la posibilidad de incrementos en la demanda, es
preferible contar en ambos sistemas con la flexibilidad para expandir en un futuro la capacidad de
recarga según se considere necesario, de tal forma que los cilindros deben estar conectados a un
sistema de manifold.
En el caso de sistemas de recarga en los que se realiza una transferencia de gas desde un banco
de cilindros hacia otro reservorio de menor tamaño, resulta necesario que exista la posibilidad que
antes de poner en marcha el booster para presurizar el reservorio, se pueda primero igualar las
presiones de los contenedores; para poder lograr esto, es necesario que exista una línea de
conexión directa entre el banco de cilindros y la tubería de distribución, sin pasar por el booster, y
que cuente con una válvula check, que evite el paso de gas desde el booster hacia los cilindros
cuando este se encuentra funcionando.
La red de conexión debe contar además con un regulador de caudal a la salida del manifold de
reservorios, la cual debe ser calibrada según los requerimientos de la recarga; también debe existir
medidores de presión y caudal que faciliten el ajuste del sistema. Finalmente debe estar instalada
una válvula de paso que permita cerrar el paso al flujo de gas, en caso esto sea necesario, así
como para poder aislar el manifold del resto de la red durante las operaciones de cambio de
cilindros.
La conexión de todos los elementos debe realizarse de preferencia mediante mangueras,
adecuadas para la presión de trabajo y el gas correspondiente, ya que así se facilita la instalación
de los componentes.
El listado de elementos que conforman el circuito de suministro de gases se presenta a
continuación:
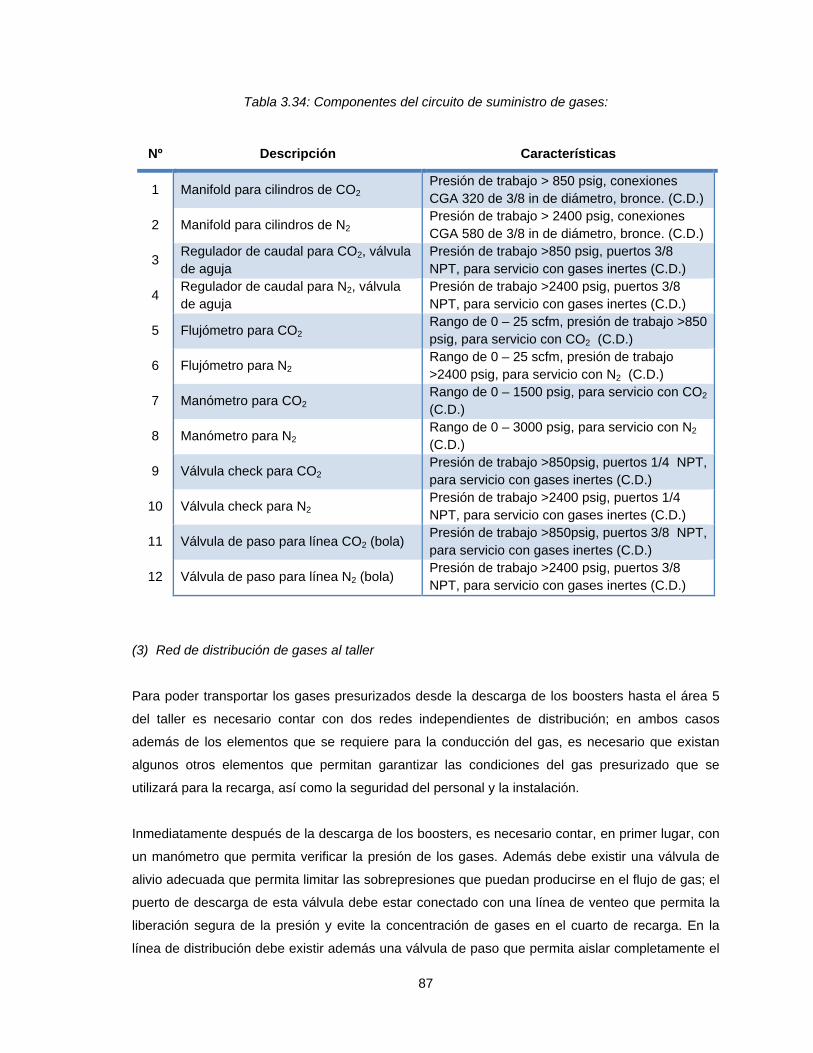
87
Tabla 3.34: Componentes del circuito de suministro de gases:
Nº Descripción Características
1 Manifold para cilindros de CO2Presión de trabajo > 850 psig, conexionesCGA 320 de 3/8 in de diámetro, bronce. (C.D.)
2 Manifold para cilindros de N2Presión de trabajo > 2400 psig, conexionesCGA 580 de 3/8 in de diámetro, bronce. (C.D.)
3 Regulador de caudal para CO2, válvulade aguja
Presión de trabajo >850 psig, puertos 3/8NPT, para servicio con gases inertes (C.D.)
4 Regulador de caudal para N2, válvulade aguja
Presión de trabajo >2400 psig, puertos 3/8NPT, para servicio con gases inertes (C.D.)
5 Flujómetro para CO2Rango de 0 – 25 scfm, presión de trabajo >850psig, para servicio con CO2 (C.D.)
6 Flujómetro para N2Rango de 0 – 25 scfm, presión de trabajo>2400 psig, para servicio con N2 (C.D.)
7 Manómetro para CO2Rango de 0 – 1500 psig, para servicio con CO2
(C.D.)
8 Manómetro para N2Rango de 0 – 3000 psig, para servicio con N2
(C.D.)
9 Válvula check para CO2Presión de trabajo >850psig, puertos 1/4 NPT,para servicio con gases inertes (C.D.)
10 Válvula check para N2Presión de trabajo >2400 psig, puertos 1/4NPT, para servicio con gases inertes (C.D.)
11 Válvula de paso para línea CO2 (bola) Presión de trabajo >850psig, puertos 3/8 NPT,para servicio con gases inertes (C.D.)
12 Válvula de paso para línea N2 (bola) Presión de trabajo >2400 psig, puertos 3/8NPT, para servicio con gases inertes (C.D.)
(3) Red de distribución de gases al taller
Para poder transportar los gases presurizados desde la descarga de los boosters hasta el área 5
del taller es necesario contar con dos redes independientes de distribución; en ambos casos
además de los elementos que se requiere para la conducción del gas, es necesario que existan
algunos otros elementos que permitan garantizar las condiciones del gas presurizado que se
utilizará para la recarga, así como la seguridad del personal y la instalación.
Inmediatamente después de la descarga de los boosters, es necesario contar, en primer lugar, con
un manómetro que permita verificar la presión de los gases. Además debe existir una válvula de
alivio adecuada que permita limitar las sobrepresiones que puedan producirse en el flujo de gas; el
puerto de descarga de esta válvula debe estar conectado con una línea de venteo que permita la
liberación segura de la presión y evite la concentración de gases en el cuarto de recarga. En la
línea de distribución debe existir además una válvula de paso que permita aislar completamente el

88
sistema de recarga con la tubería de distribución, en caso esto sea necesario, ya sea en
situaciones de emergencia, fallo en alguno de los equipos o para la realización de mantenimientos.
Las condiciones de recarga definidas en el CMM exigen que tanto la línea de distribución de CO2
como la de N2 cuenten con un filtro de al menos 20 micrones, para minimizar la entrada de
partículas extrañas en los reservorios durante la recarga.
La interconexión de los boosters con los accesorios mencionados anteriormente, es recomendable
que se realice mediante mangueras, para facilitar la instalación y ubicación de los equipos;
mientras que la red de distribución que va desde el cuarto de recarga hasta el taller debe ser
tubería de acero, que presenta mejores características para la conducción de fluidos a largas
distancias.
El listado de elementos que conforman la red de distribución de gases es:
Tabla 3.35: Componentes de la red de distribución de gas:
Nº Descripción Características
1 Manómetro para CO2Rango de 0 – 1500 psig, para servicio con CO2
(C.D.)
2 Manómetro para N2Rango de 0 – 4000 psig, para servicio con N2
(C.D.)
3 Válvula de alivio ajustable para CO2,Presión de trabajo >850 psig, 3 vías conpuertos 1/4 NPT, acero inoxidable (C.D.)
4 Válvula de alivio ajustable para N2,Presión de trabajo >3250 psig, 3 vías conpuertos 1/4 NPT, acero inoxidable(C.D.)
5 Filtro para CO2Presión de trabajo >850 psig, puertos 1/4NPT, < 20 micrones (C.D.)
6 Filtro para N2Presión de trabajo >3250 psig, puertos 1/4NPT, < 20 micrones (C.D.)
7 Válvula de paso para línea CO2 (bola) Presión de trabajo >850psig, puertos 1/4 NPT,para servicio con gases inertes (C.D.)
8 Válvula de paso para línea N2 (bola) Presión de trabajo >3250 psig, puertos 1/4NPT, para servicio con gases inertes (C.D.)
La ubicación de los equipos del sistema de recarga, la configuración y dimensionamiento de las
redes de alimentación y distribución se presenta posteriormente.
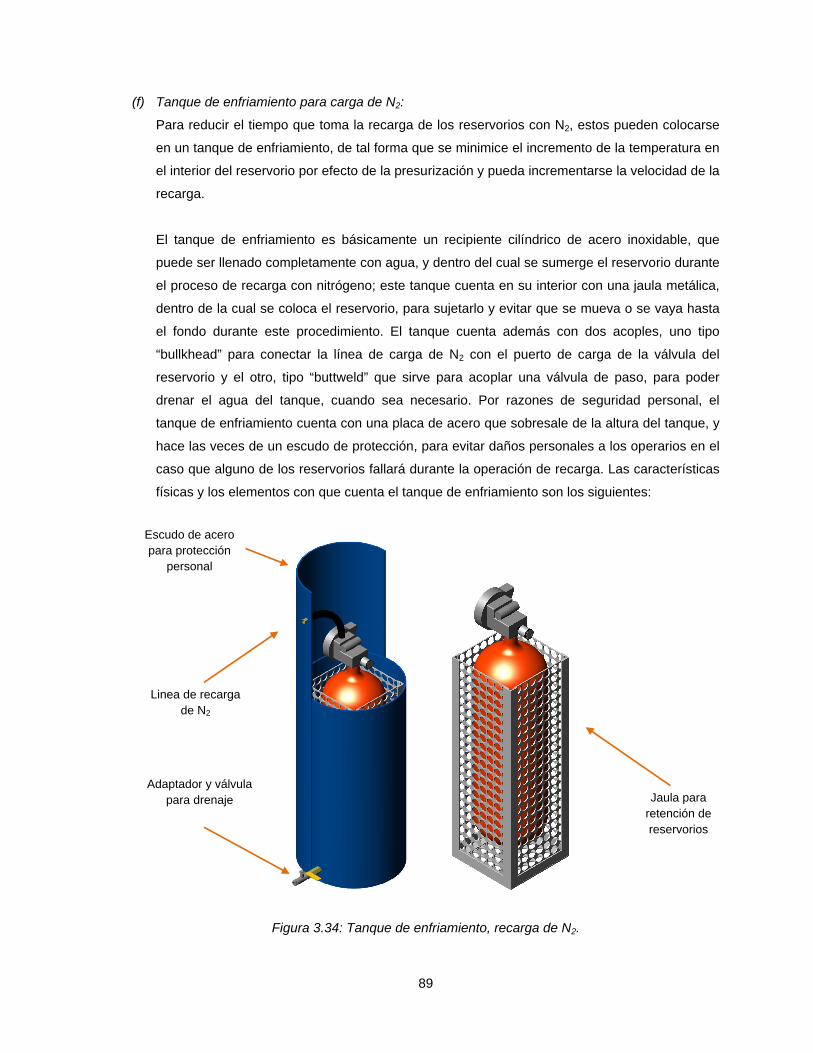
89
(f) Tanque de enfriamiento para carga de N2:
Para reducir el tiempo que toma la recarga de los reservorios con N2, estos pueden colocarse
en un tanque de enfriamiento, de tal forma que se minimice el incremento de la temperatura en
el interior del reservorio por efecto de la presurización y pueda incrementarse la velocidad de la
recarga.
El tanque de enfriamiento es básicamente un recipiente cilíndrico de acero inoxidable, que
puede ser llenado completamente con agua, y dentro del cual se sumerge el reservorio durante
el proceso de recarga con nitrógeno; este tanque cuenta en su interior con una jaula metálica,
dentro de la cual se coloca el reservorio, para sujetarlo y evitar que se mueva o se vaya hasta
el fondo durante este procedimiento. El tanque cuenta además con dos acoples, uno tipo
“bullkhead” para conectar la línea de carga de N2 con el puerto de carga de la válvula del
reservorio y el otro, tipo “buttweld” que sirve para acoplar una válvula de paso, para poder
drenar el agua del tanque, cuando sea necesario. Por razones de seguridad personal, el
tanque de enfriamiento cuenta con una placa de acero que sobresale de la altura del tanque, y
hace las veces de un escudo de protección, para evitar daños personales a los operarios en el
caso que alguno de los reservorios fallará durante la operación de recarga. Las características
físicas y los elementos con que cuenta el tanque de enfriamiento son los siguientes:
Figura 3.34: Tanque de enfriamiento, recarga de N2.
Adaptador y válvulapara drenaje
Escudo de aceropara protección
personal
Linea de recargade N2
Jaula pararetención dereservorios

90
Tabla 3.36: Componentes del tanque de enfriamiento.
ComponentesNº Descripción Características
1 Adaptador roscado tipo “bulkhead”,para línea de recarga
Presión >3500 psig, ambos puertos roscahembra 1/2 in, para N2 (C.D.)
2 Manguera para línea de recargaPresión >3500 psig, rosca macho 1/2 in, roscasegún válvula de llenado de válvula/regulador,para N2 (C.D.)
3 Adaptador roscado tipo “butt-weld”para baja presión Rosca macho, 1/2 in, acero inoxidable (C.D.)
4 Válvula de paso para drenaje, bajapresión
Válvula de bola, rosca 1/2 in, acero inoxidableo bronce (C.D.)
(g) Tanque de verificación de fugas:
Luego de haberse completado el procedimiento de recarga de los reservorios y verificado la
correcta calibración del manómetro del sistema, es necesario realizar una última inspección en
los reservorios recargados en búsqueda de posibles fugas tanto en la válvula/regulador como
en el cuerpo del cilindro. Para realizar este procedimiento se requiere de un tanque que pueda
ser llenado con agua, y en el cual pueda sumergirse el reservorio, exceptuando el manómetro,
para poder observar la formación de burbujas que indicarían la fuga de gas del interior del
cilindro. Este procedimiento es esencialmente igual al que se utiliza para buscar agujeros en
las llantas de un carro, y no requiere que el tanque tenga ninguna característica especial, por lo
que puede utilizarse un barril común, preferiblemente de plástico para evitar el deterioro del
mismo por efecto de la corrosión. El tanque debe contar con un adaptador tipo “bullkhead” para
poder acoplarle una válvula de paso que permita drenar el tanque, cada vez que se considere
necesario.
Figura 3.35: Tanque de prueba de fugas
Adaptador y válvulapara drenaje
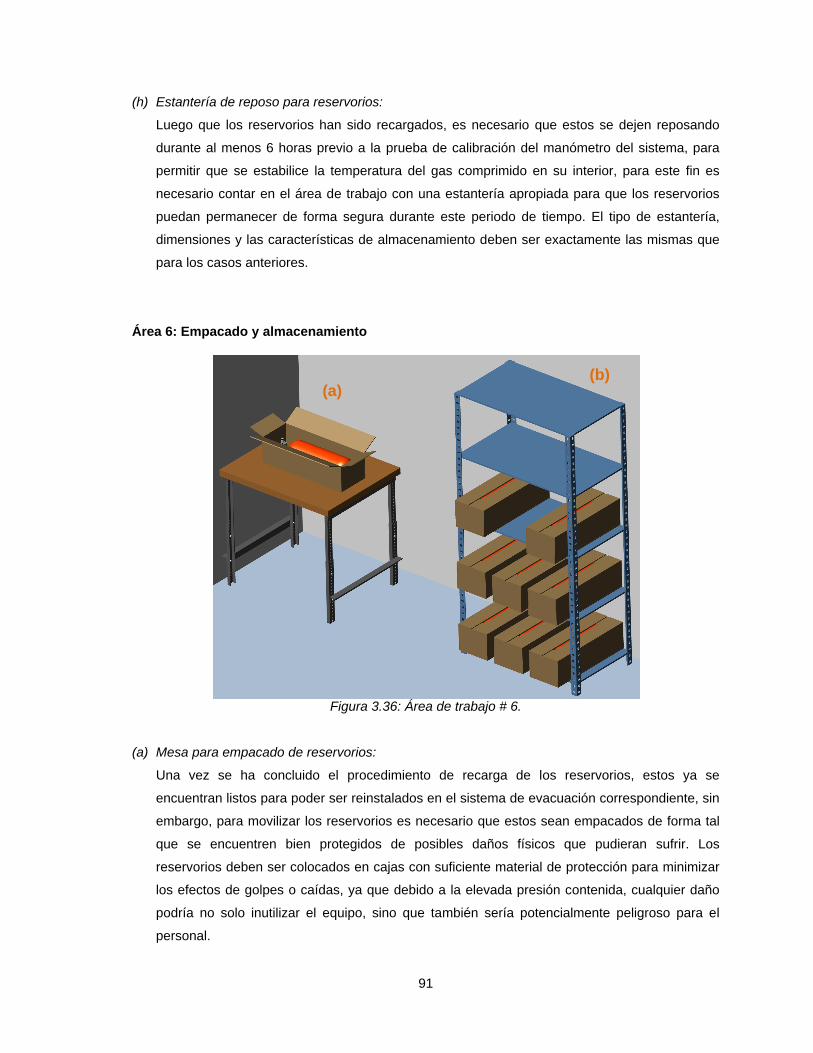
91
(h) Estantería de reposo para reservorios:
Luego que los reservorios han sido recargados, es necesario que estos se dejen reposando
durante al menos 6 horas previo a la prueba de calibración del manómetro del sistema, para
permitir que se estabilice la temperatura del gas comprimido en su interior, para este fin es
necesario contar en el área de trabajo con una estantería apropiada para que los reservorios
puedan permanecer de forma segura durante este periodo de tiempo. El tipo de estantería,
dimensiones y las características de almacenamiento deben ser exactamente las mismas que
para los casos anteriores.
Área 6: Empacado y almacenamiento
Figura 3.36: Área de trabajo # 6.
(a) Mesa para empacado de reservorios:
Una vez se ha concluido el procedimiento de recarga de los reservorios, estos ya se
encuentran listos para poder ser reinstalados en el sistema de evacuación correspondiente, sin
embargo, para movilizar los reservorios es necesario que estos sean empacados de forma tal
que se encuentren bien protegidos de posibles daños físicos que pudieran sufrir. Los
reservorios deben ser colocados en cajas con suficiente material de protección para minimizar
los efectos de golpes o caídas, ya que debido a la elevada presión contenida, cualquier daño
podría no solo inutilizar el equipo, sino que también sería potencialmente peligroso para el
personal.
(a)(b)
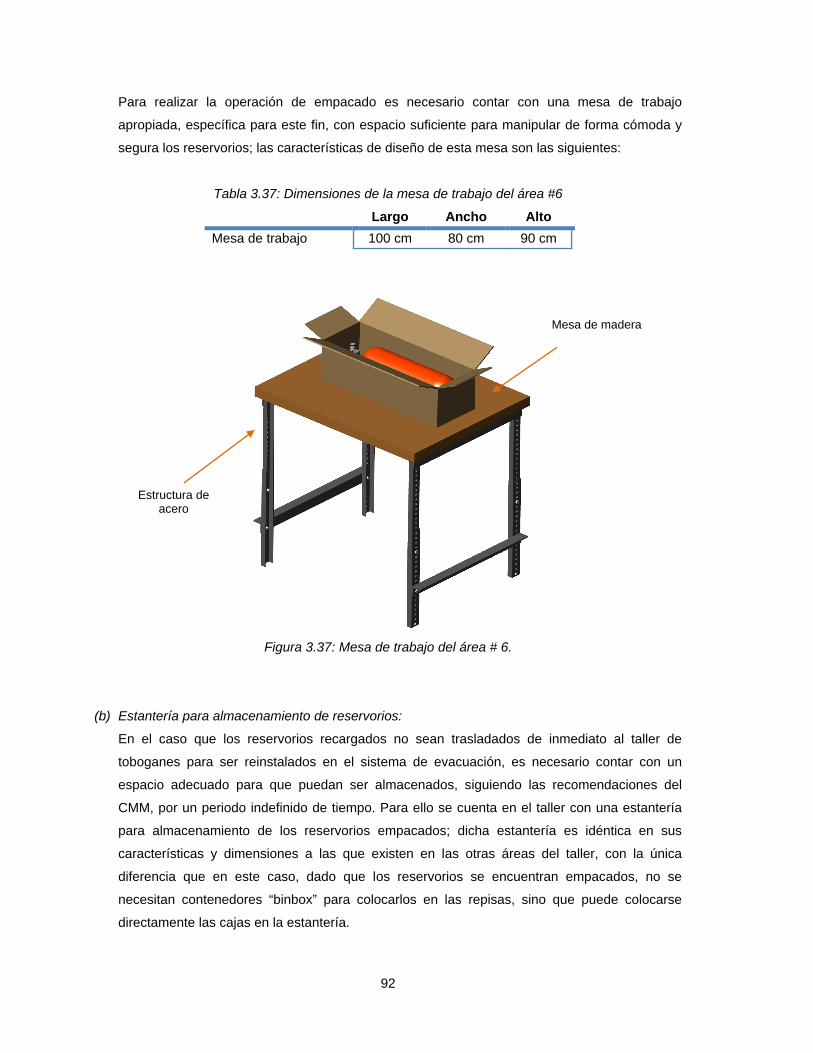
92
Para realizar la operación de empacado es necesario contar con una mesa de trabajo
apropiada, específica para este fin, con espacio suficiente para manipular de forma cómoda y
segura los reservorios; las características de diseño de esta mesa son las siguientes:
Tabla 3.37: Dimensiones de la mesa de trabajo del área #6
Largo Ancho AltoMesa de trabajo 100 cm 80 cm 90 cm
Figura 3.37: Mesa de trabajo del área # 6.
(b) Estantería para almacenamiento de reservorios:
En el caso que los reservorios recargados no sean trasladados de inmediato al taller de
toboganes para ser reinstalados en el sistema de evacuación, es necesario contar con un
espacio adecuado para que puedan ser almacenados, siguiendo las recomendaciones del
CMM, por un periodo indefinido de tiempo. Para ello se cuenta en el taller con una estantería
para almacenamiento de los reservorios empacados; dicha estantería es idéntica en sus
características y dimensiones a las que existen en las otras áreas del taller, con la única
diferencia que en este caso, dado que los reservorios se encuentran empacados, no se
necesitan contenedores “binbox” para colocarlos en las repisas, sino que puede colocarse
directamente las cajas en la estantería.
Estructura deacero
Mesa de madera

93
3.2 UBICACIÓN Y DISTRIBUCIÓN EN PLANTA DEL TALLER DE RESERVORIOS
3.2.1. Ubicación del taller:
La ubicación del taller de reservorios, así como las dimensiones del área disponible para dichas
instalaciones han sido determinadas por la gerencia de servicios técnicos. El taller estará ubicado
en la zona de los talleres de componentes, en el extremo noroccidental del hangar uno de
Aeroman.
Figura 3.38: Hangar #1 de Aeroman
El taller de reservorios (Hydrostatic shop) es parte del proyecto de expansión que se está llevando
a cabo en el área de componentes; junto con este taller se pretende instalar otros: “Batteries
Shop”, “Pneumatic shop” e “Hydraulic shop”, que se sumarán al taller de toboganes y al “heat
exchanger shop”, que actualmente ya están en operaciones.
Las dimensiones disponibles para el taller de reservorio son:
Tabla 3.38: Dimensiones disponibles para el taller
Largo Ancho Área
Taller de reservorios 10.45 m 6.20 m 64.80 m2
El plano de ubicación del taller de reservorios se presenta a continuación:
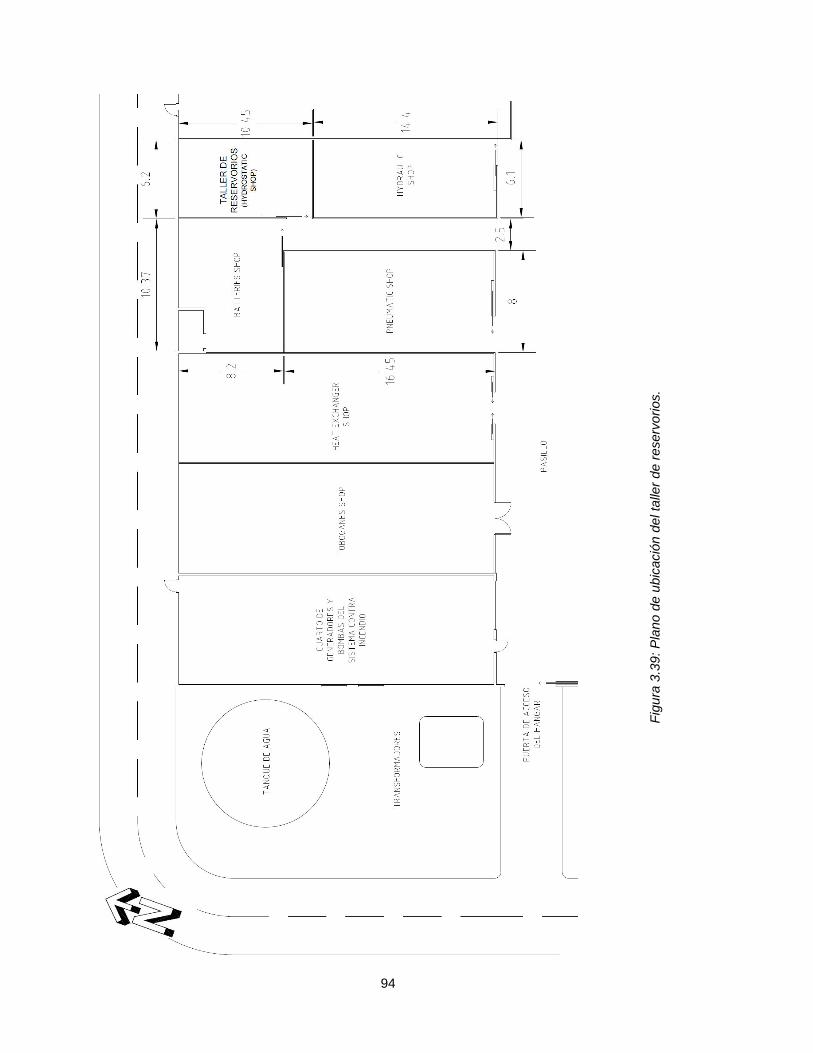
94
Figu
ra 3
.39:
Pla
no d
e ub
icac
ión
del t
alle
r de
rese
rvor
ios.

95
3.2.2. Consideraciones de la distribución en planta:
Conforme han sido definidos los procedimientos completos que son necesarios para llevar a cabo
la recalificación y recarga de los reservorios, las características y equipos con que se debe de
contar en las áreas de trabajo para ejecutar dichos procedimientos y el espacio físico disponible
para la instalación del taller, es necesario definir cuál será el ordenamiento que tendrán los equipos
dentro de dicho local y como habrán de ubicarse las diferentes áreas de trabajo que se han
establecido. Para poder lograrlo, es necesario realizar una adecuada distribución en planta para el
taller de reservorios.
La distribución en planta es un concepto relacionado con la disposición de las máquinas, los
equipos, las estaciones de trabajo, áreas de almacenamiento, los pasillos y los espacios comunes
dentro de una instalación productiva propuesta o ya existente. La finalidad fundamental de la
distribución en planta es encontrar el mejor ordenamiento de las áreas y del equipo en aras a
conseguir la máxima economía en el trabajo al mismo tiempo que la mayor seguridad y
satisfacción de los trabajadores.
En términos generales, una adecuada distribución en planta debe buscar los siguientes objetivos:
1) Integración de todos los factores que afecten la distribución.
2) Movimiento de material según distancias mínimas.
3) Circulación del trabajo a través de la planta.
4) Utilización "efectiva" de todo el espacio.
5) Mínimo esfuerzo y seguridad en los trabajadores.
6) Flexibilidad en la ordenación para facilitar reajustes o ampliaciones.
Una mala disposición genera movimientos inútiles e innecesarios, lo que provoca retrasos y gastos
de energía, así como una disminución en la productividad y un incremento en la probabilidad de
que ocurran accidentes. Por tanto, contar con una buena distribución en planta de una instalación,
es un elemento necesario e imprescindible.
Principios básicos de la distribución en planta
Para poder realizar una buena distribución en planta, se deben tener en consideración los
siguientes principios básicos:
1. Principio de la satisfacción y de la seguridad.
A igualdad de condiciones, será siempre más efectiva la distribución que haga el trabajo más
satisfactorio y seguro para los trabajadores.
96
Durante el proceso de mantenimiento y recarga de los reservorios el operario requiere de
suficiente espacio para realizar sus tareas, por lo que se ha provisto de áreas de trabajo
independientes para los diferentes tipos de actividades, de manera que se puedan realizar las
labores con toda comodidad. Además se debe tomar en cuenta el hecho que algunas de las
tareas que forman parte del proceso conllevan un considerable riesgo, ya que tanto en la
prueba hidrostática como en la recarga se están manejando fluidos a elevadas presiones, por
lo que también se han tomado en cuenta diversas consideraciones para aislar los procesos
más peligrosos y se han tomado medidas que permiten minimizar el riesgo de daño personal.
2. Principio de la integración de conjunto.
La mejor distribución es la que integra a los hombres, materiales, maquinaria, actividades
auxiliares y cualquier otro factor, de modo que resulte la mejor relación entre todas estas
partes.
Todos los materiales, herramientas y equipos que corresponden a procedimientos que están
relacionados, han sido clasificados y ubicados en una misma área de trabajo, de forma que el
operario tenga a la mano todos los implementos que necesitará en cada etapa del proceso.
3. Principio de la mínima distancia recorrida.
A igualdad de condiciones, es siempre mejor la distribución que permite que la distancia a
recorrer por el material sea la menor posible.
Para el taller de reservorios se ha considerado una ubicación de las áreas de trabajo que
permita que los reservorios, conforme se les van realizando los procedimientos necesarios
para la recalificación y recarga, avancen ordenadamente en una sola dirección, de modo que el
desplazamiento sea el menor posible.
4. Principio de la circulación o flujo de materiales.
En igualdad de condiciones, es mejor aquella distribución que ordene las áreas de trabajo de
modo que cada operación o proceso esté en el mismo orden o secuencia en que se
transformen, tratan o montan los materiales.
De igual forma como las áreas de trabajo han sido definidas según el orden secuencial de los
procedimientos que requiere la recalificación y la recarga, también es necesario que la
ubicación de las áreas en el espacio del taller sea coherente con esta secuencia, de modo que
deben distribuirse en el mismo orden en que fueron definidas, comenzando desde el área de
trabajo uno hasta la seis.

97
5. Principio del espacio cúbico.
La economía se obtiene utilizando de un modo efectivo todo el espacio disponible, tanto en
horizontal como en vertical.
En la distribución del taller se ha considerado una ubicación de las áreas que permita utilizar
todo el espacio disponible de forma racional, garantizando un espaciamiento adecuado entre
los equipos y la seguridad de los operarios, así como un espacio considerable para la
circulación de los equipos, materiales y personas. Para la instalación de los servicios auxiliares
como agua, gas y aire comprimido, así como el tecle, se ha considerado un aprovechamiento
adecuado del espacio vertical con que se cuenta, de tal forma que estos no estorben la
realización de las labores en el taller.
6. Principio de la flexibilidad.
A igualdad de condiciones será siempre más efectiva la distribución que pueda ser ajustada o
reordenada con menos costo o inconvenientes.
La mayoría de los equipos requeridos son de fácil movilidad, como por ejemplo las mesas de
trabajo o el banco de pruebas hidrostáticas, por lo que podrían ser transportados y reubicados
sin mayores problemas, en caso se considerará necesario; sin embargo en casos como el
tanque de pruebas se requiere obra civil para garantizar la seguridad, por lo que es más difícil
lograr flexibilidad.
Tipos básicos de distribución en planta:
a) Distribución por posición fija:
En este tipo de distribución los recursos (operarios, materiales, máquinas, herramientas, etc.)
se dirigen hacia donde está lo que se produce o el servicio que se presta, por lo que es un
sistema laboral móvil. Es típica de los proyectos en los que el producto elaborado es
demasiado frágil, voluminoso o pesado para moverse.
b) Distribución por proceso:
También llamada distribución funcional. Agrupa máquinas similares en departamentos o
centros de trabajo según el proceso o la función que desempeñan. El enfoque más común
para desarrollar una distribución por procesos es el de arreglar los departamentos que tengan
procesos semejantes de manera tal que optimicen su colocación relativa. Este sistema de
disposición se utiliza generalmente cuando se fabrica una amplia gama de productos que
requieren la misma maquinaria y se produce un volumen relativamente pequeño de cada
producto.

98
c) Distribución por producto:
Conocida originalmente como cadena de montaje, organiza los elementos en una línea de
acuerdo con la secuencia de operaciones que hay que realizar para llevar a cabo la
elaboración de un producto concreto. El material se desplaza de una operación a la siguiente
sin solución de continuidad.
Analizando las características del proceso de recalificación y recarga de los reservorios, se pueden
destacar los siguientes aspectos como los más relevantes:
- Se trata de un proceso completamente lineal.
- Cada etapa del proceso depende de la anterior.
- La producción de reservorios es intermitente, y el volumen es pequeño.
- El material, en este caso el reservorio, es el que debe desplazarse a cada una de las áreas
de trabajo.
- El tiempo de duración entre las etapas del proceso es muy desigual.
Debido a la naturaleza del proceso, en la que cada etapa del mantenimiento depende de que se
haya completado con éxito la anterior, y al hecho que debe ser el reservorio el que se desplace
entre las áreas de trabajo, se ha considerado que la distribución en planta más adecuada para el
taller es la del tipo distribución por producto, considerando una ubicación secuencial y lineal para
cada una de las áreas de trabajo, en concordancia con la secuencia de operaciones en la que
debe de llevarse a cabo el procedimiento de recalificación y recarga
3.2.3. Distribución de las áreas de trabajo del taller
Conforme han sido definidos todos los elementos con que deben de contar las áreas de trabajo del
taller de reservorios y el tipo de distribución en planta que resulta más conveniente, según las
características de la instalación y de los procedimientos que se llevarán a cabo en ella, es posible
establecer un ordenamiento para dichas áreas de trabajo, que sea acorde con las características
particulares que han sido definidas para cada área, con una disposición secuencial según el orden
en que deben realizarse todos los procedimientos y respetando el espacio disponible para el taller
que ha sido estipulado por parte de la gerencia de componentes como parte de sus planes de
expansión. La distribución en planta del taller de reservorios se presenta a continuación.

99
Figura 3.40: Distribución en planta del taller de reservorios
1
2
3
4
5
6
Recarga
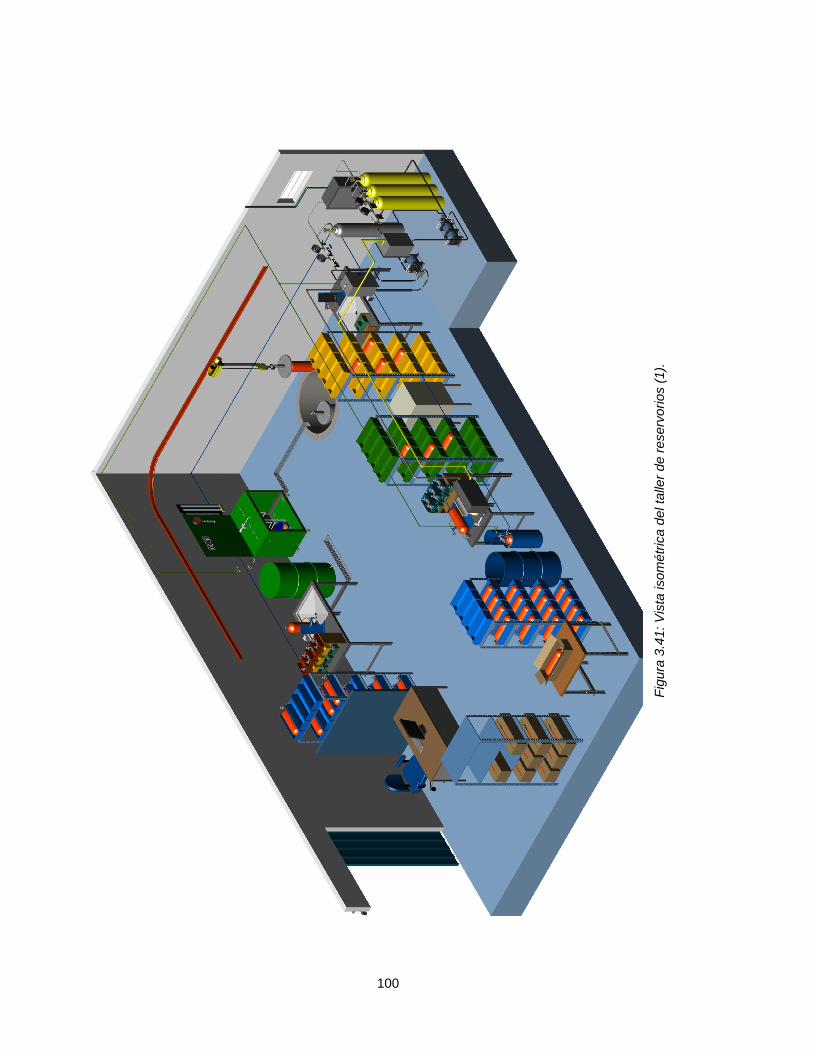
100
Figu
ra 3
.41:
Vis
ta is
omét
rica
del t
alle
r de
rese
rvor
ios
(1).

101
Figura 3.42: Vista isométrica del taller de reservorios (2).

102
3.3 CARACTERÍSTICAS DE LAS INSTALACIONES AUXILIARES DEL TALLER
3.3.1. Red de distribución de agua potable:
Para que el taller de reservorios pueda funcionar adecuadamente, es necesario garantizar que
exista un suministro permanente de agua potable, ya que la realización de la prueba hidrostática
así como de varios de los procedimientos previos y posteriores a dicha prueba, requieren de
cantidades considerables de agua.
La red de abastecimiento debe estar distribuida de tal forma que permita suministrar agua a las
áreas de trabajo 2, 3, 4 y 5, según la clasificación anteriormente establecida, ya que en estas
zonas es donde se llevarán a cabo los procedimientos que requieren disponibilidad de agua. En
cada área debe existir una toma, a la cual se conectarán mangueras que se utilizarán para el
llenado de los reservorios y tanques, alimentación del sistema de prueba hidrostática, etc.
Respecto al diseño, dimensionamiento y selección de los elementos que conforman la red, se han
tomado en cuenta las siguientes consideraciones:
- Presión de servicio:
Ninguno de los procedimientos para los cuales se utilizará el agua en el taller tiene algún
requerimiento particular en cuanto a presión, de tal forma que la presión de servicio de la red de
abastecimiento del taller puede ser la presión normal de la red de agua potable de ANDA, y no es
necesario incorporar ningún tipo de equipo de bombeo en la instalación; incluso para la realización
de la prueba hidrostática, el banco de pruebas es capaz de elevar la presión del agua hasta los
valores requeridos (5500 psig) a partir de la presión normal de la red de agua potable.
- Caudal de servicio:
La utilización del agua en los procedimientos del taller es siempre intermitente, y no existe ningún
requerimiento definido en cuanto al caudal disponible en la instalación, por lo que no se necesita
ningún tipo de sistema de almacenamiento extra y se trabajará con el caudal servido por la red;
con base a esto se ha estimado que se puede utilizar tubería de 1/2 in.
- Tratamiento del agua:
Según las consideraciones del CMM, no existe ningún requerimiento específico en cuanto a
filtración o dureza del agua que se utilizará en los procedimientos del taller, de tal forma que la red
de abastecimiento no necesita contar con equipo para filtración ni tratamiento para suavizar el
agua que se utilizará, de modo que se puede utilizar directamente el agua potable de la red.
El dimensionamiento y distribución de la red de agua potable del taller se presenta a continuación:

103
Figura 3.43: Vista en planta, red de agua potable del taller (en m)
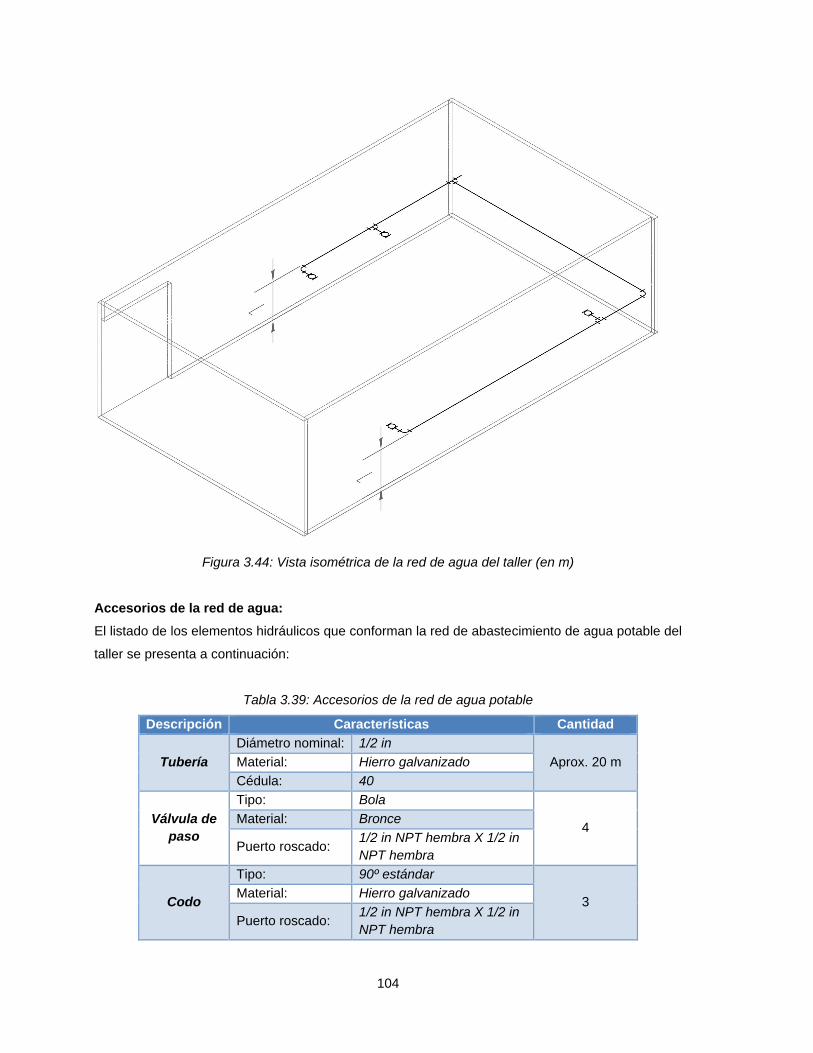
104
Figura 3.44: Vista isométrica de la red de agua del taller (en m)
Accesorios de la red de agua:El listado de los elementos hidráulicos que conforman la red de abastecimiento de agua potable del
taller se presenta a continuación:
Tabla 3.39: Accesorios de la red de agua potable
Descripción Características Cantidad
TuberíaDiámetro nominal: 1/2 in
Aprox. 20 mMaterial: Hierro galvanizadoCédula: 40
Válvula depaso
Tipo: Bola
4Material: Bronce
Puerto roscado: 1/2 in NPT hembra X 1/2 inNPT hembra
Codo
Tipo: 90º estándar
3Material: Hierro galvanizado
Puerto roscado: 1/2 in NPT hembra X 1/2 inNPT hembra

105
Tee
Tipo: Tee estándar
3Material: Hierro galvanizado
Puerto roscado: 1/2 in NPT hembra X 1/2 inNPT hembra
Acoplesroscados
Tipo: Acople recto para tuberíaSegún seanecesario
Material: Hierro galvanizado
Puerto roscado: 1/2 in NPT hembra X 1/2 inNPT hembra
Ya que la red de suministro de agua del taller, es una instalación hidráulica convencional, no
requiere la utilización de tubería ni accesorios especiales, por lo que pueden utilizarse elementos
comunes para baja presión (presión de operación máxima 150 psi) y pueden ser seleccionados
con base a la disponibilidad en el mercado local.
Características de la instalación:
1) Conexiones:
Dado que se trata de una red de tubería para una aplicación de baja presión y con diámetros
nominales de puertos bastante pequeños (1/2 in), la conexión entre los elementos puede
realizarse mediante roscado directo, sin que esto represente ningún inconveniente en términos
de la estanqueidad del sistema. Las características de las roscas que se utilizarán para las
conexiones de la tubería y los accesorios son las siguientes:
- Puerto roscado de los accesorios:
Figura 3.45: Características de la rosca de los accesorios de la red de agua
1/2” NPT hembra, 14 hilos por pulgada
0.53” longitud de rosca

106
- Puerto roscado de la tubería:
Figura 3.46: Características de la rosca de la tubería de la red de agua
2) Montaje de las tuberías:
El montaje de todos los elementos de la red de abastecimiento de agua se realizará
directamente sobre la pared del local, utilizando abrazaderas tanto para la sujeción de los
tramos de tubería como de los accesorios, y siguiendo el trazado que ha sido definido
anteriormente para esta red, tomando en cuenta las siguientes consideraciones:
- Tipo de abrazaderas: Para el montaje se utilizarán abrazaderas de acero, del tipo “doble
ala”, para tubería de 1/2 in de diámetro; estas abrazaderas irán atornilladas directamente
en la pared del taller.
Figura 3.47: Montaje de tubería de red de agua potable
1/2” NPT macho, 14 hilos por pulgada
0.53” longitud de rosca
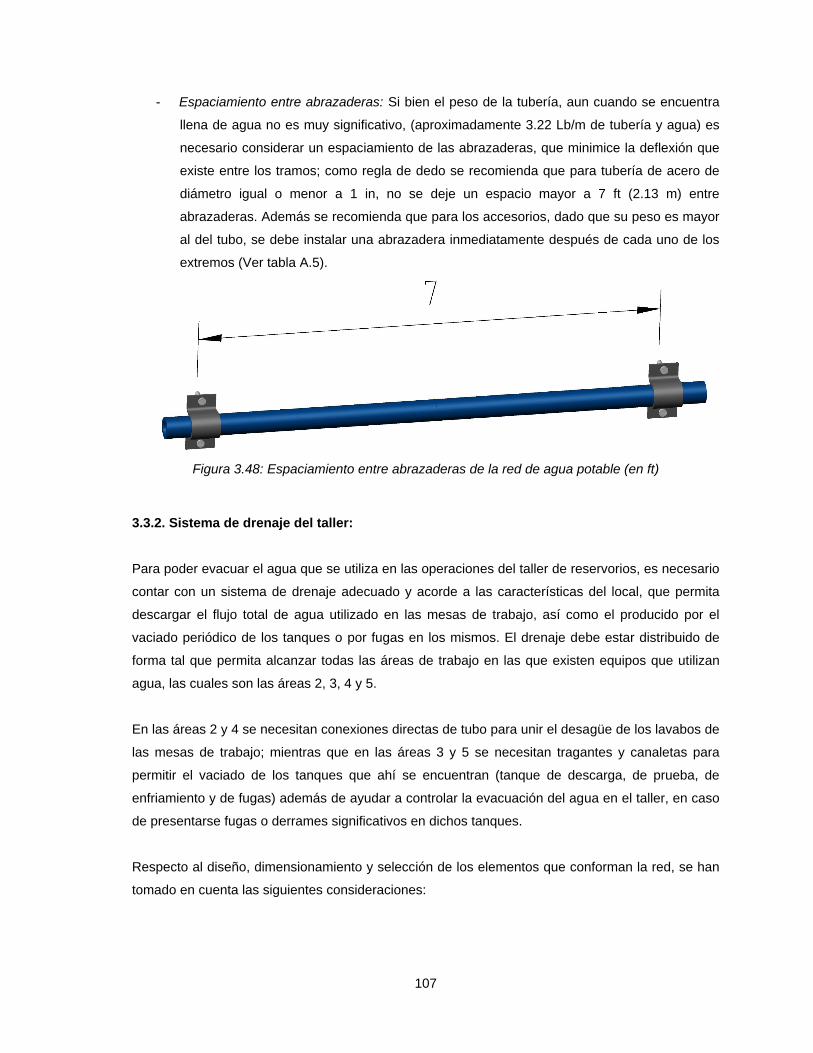
107
- Espaciamiento entre abrazaderas: Si bien el peso de la tubería, aun cuando se encuentra
llena de agua no es muy significativo, (aproximadamente 3.22 Lb/m de tubería y agua) es
necesario considerar un espaciamiento de las abrazaderas, que minimice la deflexión que
existe entre los tramos; como regla de dedo se recomienda que para tubería de acero de
diámetro igual o menor a 1 in, no se deje un espacio mayor a 7 ft (2.13 m) entre
abrazaderas. Además se recomienda que para los accesorios, dado que su peso es mayor
al del tubo, se debe instalar una abrazadera inmediatamente después de cada uno de los
extremos (Ver tabla A.5).
Figura 3.48: Espaciamiento entre abrazaderas de la red de agua potable (en ft)
3.3.2. Sistema de drenaje del taller:
Para poder evacuar el agua que se utiliza en las operaciones del taller de reservorios, es necesario
contar con un sistema de drenaje adecuado y acorde a las características del local, que permita
descargar el flujo total de agua utilizado en las mesas de trabajo, así como el producido por el
vaciado periódico de los tanques o por fugas en los mismos. El drenaje debe estar distribuido de
forma tal que permita alcanzar todas las áreas de trabajo en las que existen equipos que utilizan
agua, las cuales son las áreas 2, 3, 4 y 5.
En las áreas 2 y 4 se necesitan conexiones directas de tubo para unir el desagüe de los lavabos de
las mesas de trabajo; mientras que en las áreas 3 y 5 se necesitan tragantes y canaletas para
permitir el vaciado de los tanques que ahí se encuentran (tanque de descarga, de prueba, de
enfriamiento y de fugas) además de ayudar a controlar la evacuación del agua en el taller, en caso
de presentarse fugas o derrames significativos en dichos tanques.
Respecto al diseño, dimensionamiento y selección de los elementos que conforman la red, se han
tomado en cuenta las siguientes consideraciones:
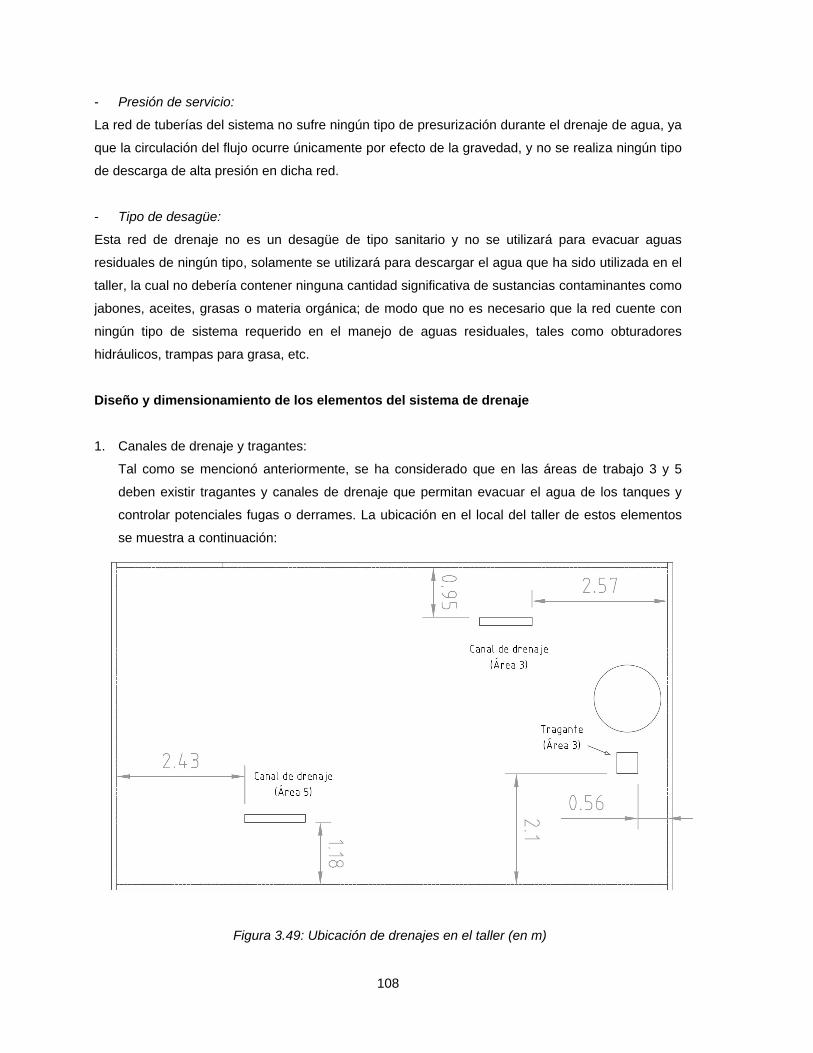
108
- Presión de servicio:
La red de tuberías del sistema no sufre ningún tipo de presurización durante el drenaje de agua, ya
que la circulación del flujo ocurre únicamente por efecto de la gravedad, y no se realiza ningún tipo
de descarga de alta presión en dicha red.
- Tipo de desagüe:
Esta red de drenaje no es un desagüe de tipo sanitario y no se utilizará para evacuar aguas
residuales de ningún tipo, solamente se utilizará para descargar el agua que ha sido utilizada en el
taller, la cual no debería contener ninguna cantidad significativa de sustancias contaminantes como
jabones, aceites, grasas o materia orgánica; de modo que no es necesario que la red cuente con
ningún tipo de sistema requerido en el manejo de aguas residuales, tales como obturadores
hidráulicos, trampas para grasa, etc.
Diseño y dimensionamiento de los elementos del sistema de drenaje
1. Canales de drenaje y tragantes:
Tal como se mencionó anteriormente, se ha considerado que en las áreas de trabajo 3 y 5
deben existir tragantes y canales de drenaje que permitan evacuar el agua de los tanques y
controlar potenciales fugas o derrames. La ubicación en el local del taller de estos elementos
se muestra a continuación:
Figura 3.49: Ubicación de drenajes en el taller (en m)

109
a) Área 3:
- Canal de drenaje: En esta área de trabajo, el canal de drenaje servirá para poder vaciar el
tanque de descarga y tendrá las siguientes dimensiones:
Figura 3.50: Dimensiones del canal de drenaje del área 3 (en m)
- Tragante: En esta área de trabajo debe existir un tragante, ubicado junto a la fosa del
tanque de pruebas, para permitir el vaciado del mismo en caso sea necesario; este
tragante tendrá las siguientes dimensiones:
Figura 3.51: Dimensiones del canal de drenaje del área 3 (en m)

110
b) Área 5:
- Canal de drenaje: Este canal permitirá el drenaje de los tanques del área 5, que son el
tanque de enfriamiento para recarga de N2 y el de prueba de fugas; las dimensiones
establecidas para dicho canal son las siguientes:
Figura 3.52: Dimensiones del canal de drenaje del área 5 (en m)
2. Red de desagüe:
Figura 3.53: Tubería de desagüe del taller

111
Figura 3.54: Dimensiones de la tubería de desagüe, vista de planta (en m)
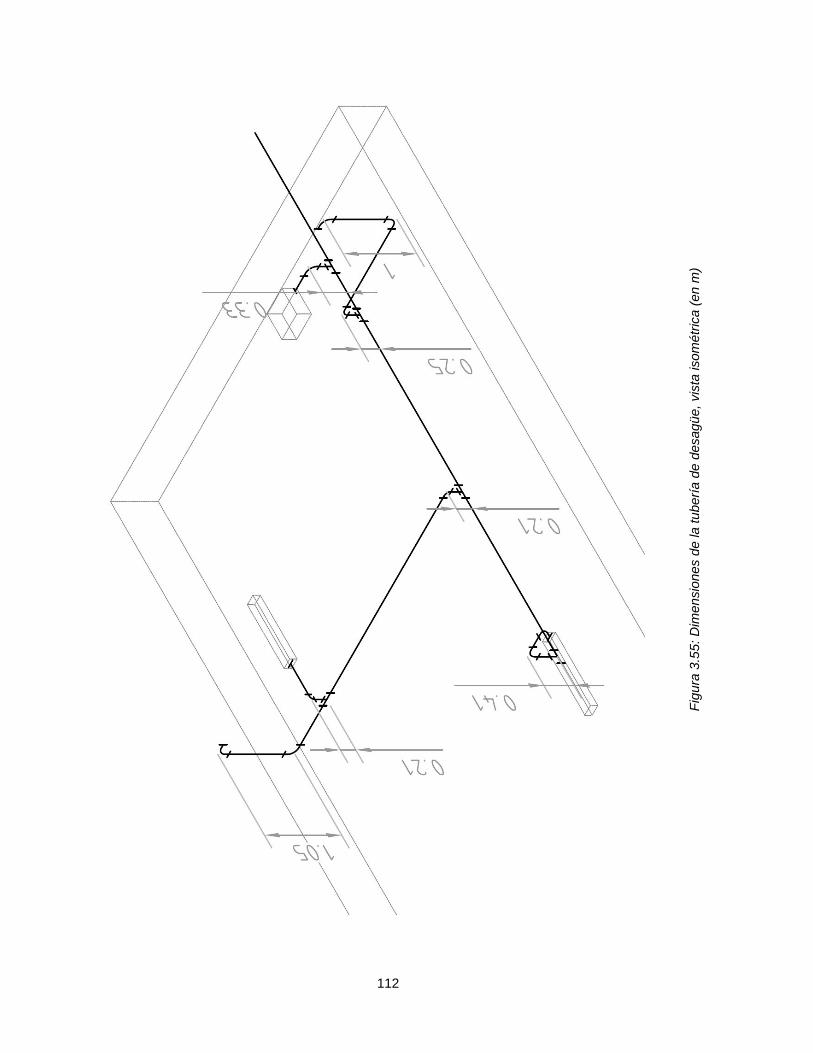
112
Figu
ra 3
.55:
Dim
ensi
ones
de
la tu
bería
de
desa
güe,
vis
ta is
omét
rica
(en
m)

113
3) Accesorios de la red de desagüe:
A continuación se presenta el listado de los elementos hidráulicos que conforman la red de
desagüe del taller, considerando por separado los accesorios que forman parte de la línea
principal y de los ramales de la red:
Tabla 3.40: Accesorios de la línea principal de la red de desagüe
Descripción Características Cantidad
TuberíaDiámetro nominal: 4 in
Aprox. 9 mMaterial: PVCCédula: 40
TeeTipo: Tee reductora
4Material: PVCPuertos: 4 in x 3 in x 4 in
AcoplesTipo: Acople recto para tubería
Según seanecesarioMaterial: PVC
Puertos: 4 in x 4 in
Tabla 3.41: Accesorios de los ramales de la red de desagüe
Descripción Características Cantidad
TuberíaDiámetro nominal: 3 in
Aprox. 12 mMaterial: PVCCédula 40
CodoTipo: 90º estándar
10Material: PVCPuertos: 3 in x 3 in
TeeTipo: Tee estándar
1Material: PVCPuerto: 3 in x 3 in x 3 in
AcoplesTipo: Acople recto para tubería
Según seanecesarioMaterial: PVC
Puerto: 3 in x 3 in
Tal como se especificó anteriormente, la circulación en la red será por efecto de la gravedad y la
pendiente hidráulica, sin que existan descargas de flujos a presión, por lo que no requiere la
utilización de tubería ni accesorios especiales y pueden ser seleccionados con base a la
disponibilidad en el mercado local.
114
Características de la instalación:
1) Conexiones:
Debido a las características de la red, y al hecho que se utilizará PVC tanto en tubería como
accesorios, las conexiones entre los elementos se realizarán mediante acople directo, con
unión mediante cemento para PVC.
Figura 3.56: Conexión de tubería de PVC
2) Inclinación de la tubería:
La gravedad es el conductor principal para transportar el agua drenada, para que pueda existir
un flujo continuo en la red es necesario que las tuberías sean instaladas de forma tal que
exista una pendiente ininterrumpida a lo largo de la tubería. Cuando se utiliza tubería de PVC
con superficie interior lisa, La pendiente hidráulica mínima para garantizar el flujo es del 1%,
pero puede ser mayor según se considere necesario.
3) Instalación de la tubería:
La red de tuberías para drenaje tiene la característica particular que debe ser instalada bajo el
suelo del taller, y colocada en una zanja o trinchera, la cual debe ser preparada
cuidadosamente para garantizar que la tubería no sufrirá daños luego que sea completamente
enterrada.
La zanja debe ser cavada garantizando que tenga un ancho mínimo que permita la adecuada
realización de los trabajos de compactación del suelo y asegure la resistencia mecánica de la
tubería. Para tubería de PVC, con un diámetro nominal de 3 ó 4 in como la que se utilizará en
el taller, el ancho de zanja recomendado es de 0.6 m.

115
El tubo de PVC debe ser instalado sobre una cama o plantilla apropiada que proporcione un
soporte longitudinal uniforme bajo el tubo. El material de relleno debe ser compactado bajo los
lados del tubo para tener un buen acostillado y debe ser seleccionado y depositado
cuidadosamente, evitando piedras o escombros. La compactación del relleno es fundamental
para el buen comportamiento mecánico del tubo.
Después de depositar y compactar los materiales de relleno inicial, se hace el relleno final el
cual puede ser depositado con máquina y puede contener piedras y rocas no muy grandes y
escombro; el relleno final puede ser a volteo o compactado según lo especifique el proyecto.
Figura 3.57: Zanja para instalación de tubería de PVC
3.3.3. Red de distribución de aire comprimido:
Para el funcionamiento de la bomba del banco de pruebas hidrostáticas y los “boosters” o
intensificadores de presión de gas para la recarga de CO2 y N2, así como para remover el exceso
de humedad de los reservorios, es necesario contar con un suministro de aire comprimido en el
taller de reservorios.
Esta red de distribución de aire debe abarcar todas aquellas zonas en las que se llevarán a cabo
los procedimientos anteriormente mencionados, de forma que debe cubrir tanto el local del taller,
como el cuarto anexo donde se ubicarán los equipos del sistema de recarga. En base a esta
distribución, se ha establecido que la red de aire comprimido estará dividida en dos secciones, la
116
primera será la que lleva el aire comprimido al taller, específicamente a las áreas de trabajo 3, 4 y
5, mientras que la segunda sección será la que se encargue de alimentar a los boosters en el
anexo. Estas dos secciones serán independientes entre sí y cada una se conectará directamente al
sistema de distribución central de aire comprimido del hangar.
Para el diseño del sistema de distribución neumático, se han tomado en cuenta las siguientes
consideraciones:
- El aire comprimido que se utilizará es suministrado por la red centralizada del hangar, y ambas
redes se conectarán a este sistema. Todos los equipos necesarios para la producción de aire
comprimido, tales como compresores, secadores, filtros, sistemas de purga, etc., ya existen en
este sistema, el cual opera con una presión de 125 psi.
- Presión de servicio:
Para las tres aplicaciones específicas que tiene el aire comprimido en el taller, en dos de ellos
existen algunos requerimientos respecto a la presión de servicio de la red de aire comprimido.
Para la bomba del banco de pruebas que se ha seleccionado (SC Hydraulic, modelo 10-5-080),
la presión mínima de servicio no debería ser inferior a 50 psi, pero para lograr un
funcionamiento óptimo es necesario que la presión de alimentación de aire sea de al menos
100 psi; para los boosters que se utilizarán para la recarga de los reservorios (Haskel AG-15
para CO2 y AG-62 para N2) la presión de operación recomendada no debe ser inferior a 90 psi;
finalmente, el secado de reservorios mediante sopleteado con aire comprimido no tiene ningún
requerimiento en términos de presión. En base a estas consideraciones, se puede garantizar
que la presión neumática con la que ya se cuenta en la red es suficiente para la correcta
operación de los equipos del taller siempre y cuando no existan pérdidas significativas en la
conducción.
- Caudal de servicio:
Igual que para el caso de la presión, tanto la bomba de agua como los boosters requieren de
ciertos flujos volumétricos mínimos de aire comprimido para su correcta operación, sin
embargo el comportamiento de los caudales requeridos varía significativamente dependiendo
de las condiciones de operación de ambos equipos; si consideramos los casos más extremos
para los modelos seleccionados, tendríamos que para la bomba el consumo de aire podría ser
de hasta 28 scfm, mientras que para los boosters, el caudal máximo de aire alcanzaría los 50
scfm. Tomando en cuenta estos valores, y considerando la necesidad de minimizar las
pérdidas de presión en la conducción del aire comprimido, se ha dimensionado la tubería a

117
utilizar de la siguiente manera: para la red del taller se utilizará tubería con diámetro de 3/4 in,
mientras que para la red del sistema de recarga se utilizará tubería de 3/4 in, según valores
recomendados en conformidad con las longitudes establecidas para las tuberías (Ver tabla
A.3)
- Tratamiento del aire:
El sistema de producción de aire comprimido del hangar ya cuenta con todos los elementos
necesarios para filtrar y deshumidificar el aire comprimido, de modo que no se necesita
considerar ningún tipo de equipo para el tratamiento del aire en la red del taller y del sistema
de recarga. Sin embargo debido a que siempre existe algún nivel de contaminación en el aire
durante la distribución del mismo, principalmente por partículas que se desprenden de la
superficie de los conductos, en la línea de succión de la bomba y de los boosters se instalarán
las respectivas unidades de mantenimiento neumático (con filtro, regulador y lubricador), para
acondicionar el suministro de aire comprimido.
A partir de las consideraciones anteriores, se han diseñado dos redes independientes de
distribución de aire comprimido:
(1) La primera red corresponde a la tubería de distribución del aire comprimido para el local del
taller, abarcando las áreas de trabajo 3, 4 y 5. Las tomas de aire ubicadas en cada una de las
áreas de trabajo estarán constituidas por adaptadores del tipo “acople rápido” para facilitar la
conexión y desconexión de los equipos, de tal forma que estos puedan ser conectados
mediante mangueras flexibles para facilitar la instalación de los mismo, y puedan ser
fácilmente desacoplados durante las operaciones de mantenimiento.
(2) La segunda red corresponde a la tubería de distribución para el cuarto del sistema de recarga,
y tiene como función el suministro de aire para los boosters. Esta red conecta directamente la
red central del hangar con el panel donde se ubicarán las válvulas y accesorios del circuito
neumático de control de los boosters.
El dimensionamiento y distribución de las tuberías correspondientes a cada una de las redes
neumáticas se presenta a continuación:

118
Red de aire comprimido del taller:
Figura 3.58: Dimensiones de la red neumática del taller, vista en planta (en m)
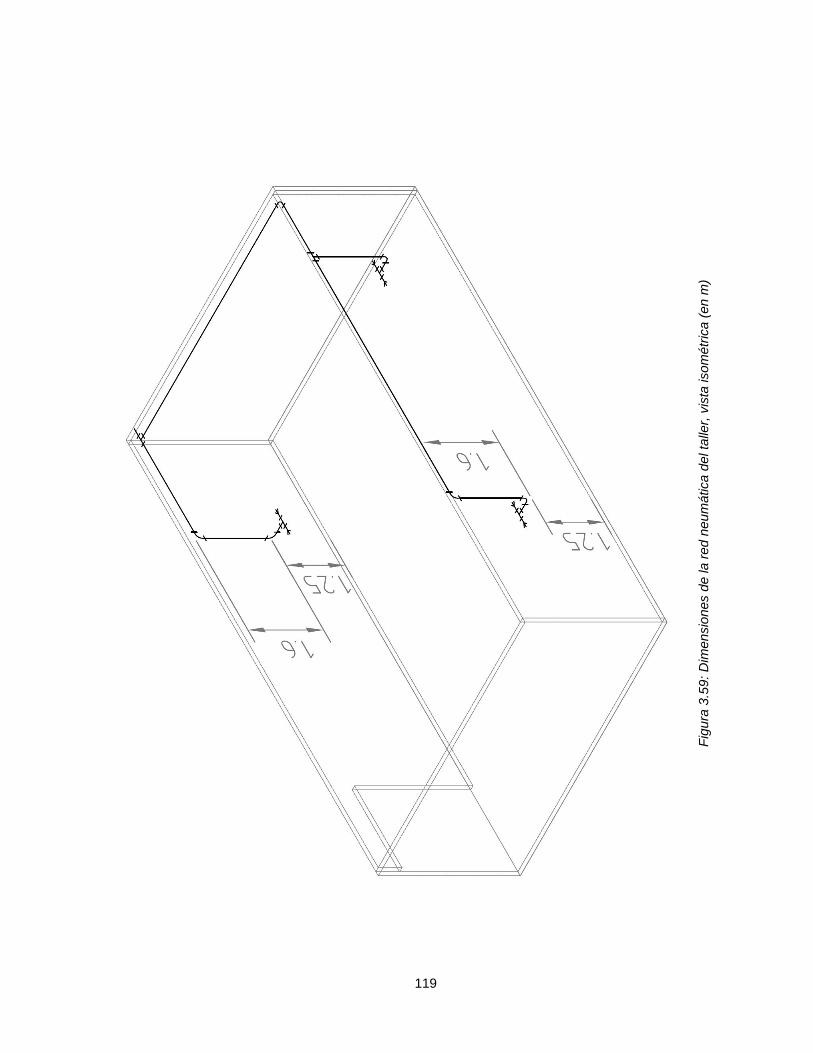
119
Figu
ra 3
.59:
Dim
ensi
ones
de
la re
d ne
umát
ica
del t
alle
r, vi
sta
isom
étric
a (e
n m
)

120
- Componentes de la red de aire comprimido del taller:
El listado de los elementos que conforman la red de distribución de aire comprimido del taller
se presenta a continuación:
Tabla 3.42: Accesorios de la red neumática del taller
Descripción Características Cantidad
TuberíaDiámetro nominal: 3/4 in
Aprox. 23 mMaterial: Hierro galvanizadoCédula: 40
Codo
Tipo: 90º estándar
6Material: Hierro galvanizado
Puerto roscado: 3/4 in NPT hembra X 3/4 inNPT hembra
Tee
Tipo: Tee estándar
5Material: Hierro galvanizado
Puerto roscado: 3/4 in NPT hembra X 3/4 inNPT hembra
Acoplesrápidos
Tipo: Socket Industrial
6Material: bronceConexión atubería: 3/4 in NPT macho
Tamaño de acople: 3/4 in
Acoplesroscados
Tipo: Acople recto para tuberíaSegún seanecesario
Material: Hierro galvanizado
Puerto roscado: 3/4 in NPT hembra X 3/4 inNPT hembra
Ya que la red de distribución de aire comprimido del taller es una instalación neumática
convencional, no requiere la utilización de tubería ni accesorios especiales, por lo que pueden
utilizarse elementos comunes para neumática y pueden ser seleccionados con base a la
disponibilidad en el mercado local.
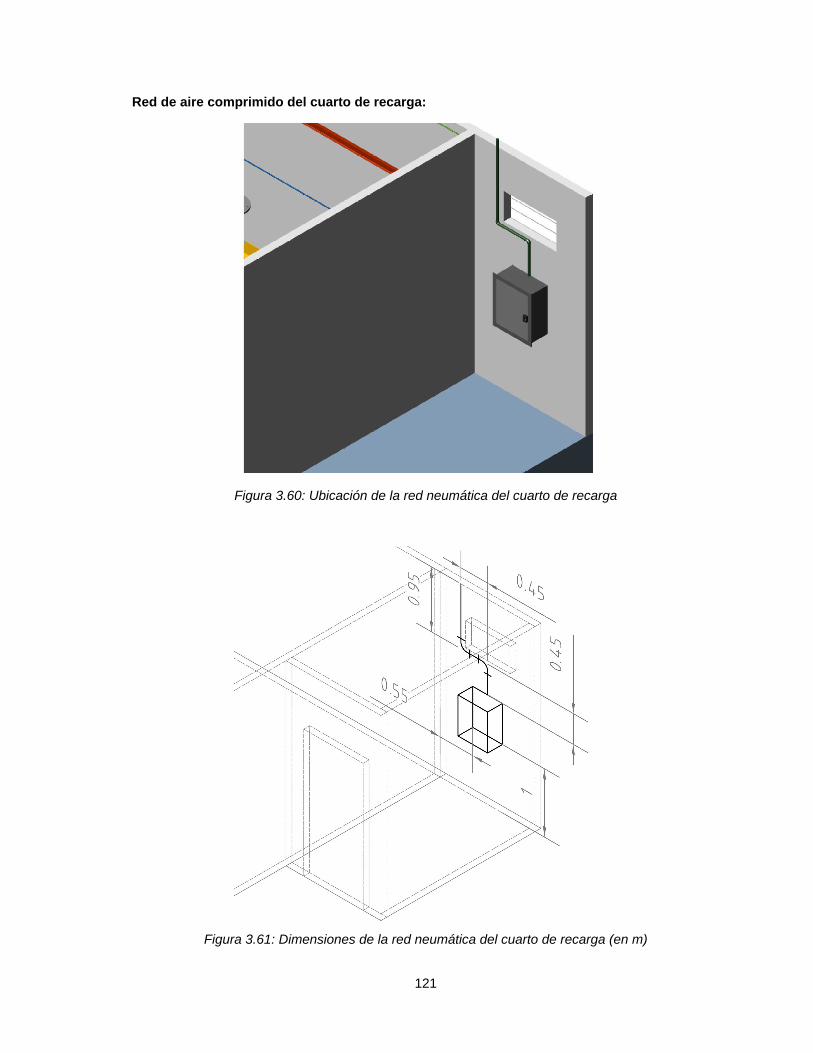
121
Red de aire comprimido del cuarto de recarga:
Figura 3.60: Ubicación de la red neumática del cuarto de recarga
Figura 3.61: Dimensiones de la red neumática del cuarto de recarga (en m)

122
- Componentes de la red de aire comprimido del cuarto de recarga:
El listado de los elementos que conforman la red de distribución de aire comprimido del cuarto
de recarga se presenta a continuación:
Tabla 3.43: Accesorios de la red neumática del cuarto de recarga
Descripción Características Cantidad
TuberíaDiámetro nominal: 3/4 in
Aprox. 2 mMaterial: Hierro galvanizadoCédula: 40
Codo
Tipo: 90º estándar
2Material: Hierro galvanizado
Puerto roscado: 3/4 in NPT hembra X 3/4 inNPT hembra
Acoplesroscados
Tipo: Acople recto para tuberíaSegún seanecesario
Material: Hierro galvanizado
Puerto roscado: 3/4 in NPT hembra X 3/4 inNPT hembra
Ya que la red de distribución de aire comprimido del cuarto de recarga es una instalación
neumática convencional, no requiere la utilización de tubería ni accesorios especiales, por lo que
pueden utilizarse elementos comunes para neumática y pueden ser seleccionados con base a la
disponibilidad en el mercado local.
Características de las instalaciones neumáticas:
Las consideraciones correspondientes a las conexiones, montaje e instalación de las tuberías
serán las mismas tanto para la red neumática del taller como para la del cuarto de recarga.
(1) Conexiones:
Dado que se trata de una aplicación de baja presión (<125 psig) y con diámetros nominales de
puertos relativamente pequeños (3/4 in), la interconexión entre los elementos se realizará
mediante roscado directo, tipo NPT. Las características de las roscas que se utilizarán para las
conexiones de la tubería y los accesorios son las siguientes:

123
- Puerto roscado de los accesorios:
Figura 3.62: Características de la rosca de los accesorios neumáticos
- Roscado de la tubería:
Figura 3.63: Características de la rosca de la tubería neumática
(2) Montaje de las tuberías:
El montaje de los elementos de ambas redes se realizará directamente sobre las paredes del
local, utilizando abrazaderas de doble ala, tanto para la sujeción de los tramos de tubería
como de los accesorios, y siguiendo el trazado que ha sido definido para ambas redes.
(3) Espaciamiento entre abrazaderas:
Para minimizar la deflexión que existe entre los tramos, se recomienda que para tubería de
acero de diámetro igual o menor a 1 in, no se deje un espacio mayor a 7 ft (2.13 m) entre
abrazaderas (Ver tabla A.5); para los accesorios se debe instalar una abrazadera
inmediatamente después de cada uno de los extremos.
3/4” NPT hembra, 14 hilos por pulgada
0.55” longitud de rosca
3/4” NPT macho, 14 hilos por pulgada
0.55” longitud de rosca

124
3.3.4. Sistema de recarga de N2 y CO2:
Características del local del sistema de recarga:
Tal como se mencionó anteriormente, para la ubicación de todos los equipos necesarios para el
almacenamiento y presurización de los gases utilizados durante el proceso de recarga, se ha
definido un espacio independiente y específico para este fin, aparte del local del taller y ubicado
directamente junto a él. El procedimiento de recarga propiamente se realizará en el área 5 del taller
de reservorios, tal como se ha estipulado desde el principio, ya que todos aquellos equipos que
son requeridos por el CMM para llevar a cabo la recarga, tales como las prensas de llenado,
báscula, tanque de enfriamiento, etc., estarán siempre ubicados en el área 5. El gas presurizado
será conducido mediante tubería hasta el taller, en donde existirán las tomas apropiadas para la
conexión de los reservorios durante la recarga.
Las dimensiones del denominado cuarto del sistema de recarga, se han establecido con base a las
necesidades de espacio que existen según los equipos que han sido seleccionados,
particularmente los cilindros de gas y los booster, que son los más voluminosos. Las dimensiones
del cuarto son las siguientes:
Figura 3.64: Dimensiones del cuarto del sistema de recarga (en m)

125
Además de los cilindros de alta presión y los booster, que ya han sido mencionados y
especificados anteriormente, el sistema de recarga debe de contar con otros elementos que son
necesarios para el funcionamiento del sistema, la interconexión de los equipos y la distribución de
los gases según los requerimientos de la recarga. Los componentes del sistema de recarga se han
clasificado en tres grupos: circuito neumático de control de boosters, red de suministro de gases y
red de distribución de gases a presión.
Figura 3.65: Sistema completo de recarga.
1) Circuito neumático de control de boosters:
Para poder llevar a cabo la recarga de los reservorios conforme a los requerimientos de presión y
caudal que establece el CMM, es necesario poder regular con precisión las condiciones del
suministro de aire que alimenta a los boosters, de tal forma que se pueda obtener de ellos el
desempeño deseado, según las características operativas que corresponden a estos equipos con
base a sus curvas de funcionamiento. El circuito neumático de control conecta a la red de
suministro de aire comprimido del cuarto con los boosters y cuenta con las válvulas necesarias
para la operación remota de los equipos, regulación de la presión y el caudal y protección de los
equipos por baja presión en la succión de gas.
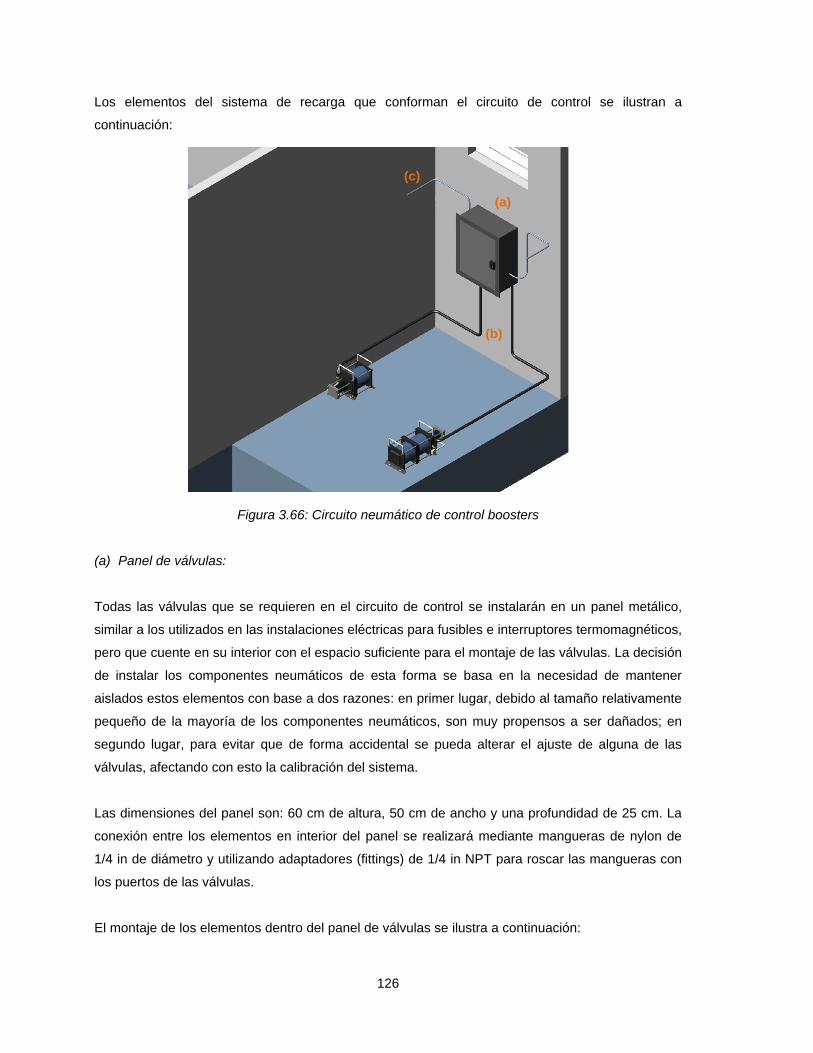
126
Los elementos del sistema de recarga que conforman el circuito de control se ilustran a
continuación:
Figura 3.66: Circuito neumático de control boosters
(a) Panel de válvulas:
Todas las válvulas que se requieren en el circuito de control se instalarán en un panel metálico,
similar a los utilizados en las instalaciones eléctricas para fusibles e interruptores termomagnéticos,
pero que cuente en su interior con el espacio suficiente para el montaje de las válvulas. La decisión
de instalar los componentes neumáticos de esta forma se basa en la necesidad de mantener
aislados estos elementos con base a dos razones: en primer lugar, debido al tamaño relativamente
pequeño de la mayoría de los componentes neumáticos, son muy propensos a ser dañados; en
segundo lugar, para evitar que de forma accidental se pueda alterar el ajuste de alguna de las
válvulas, afectando con esto la calibración del sistema.
Las dimensiones del panel son: 60 cm de altura, 50 cm de ancho y una profundidad de 25 cm. La
conexión entre los elementos en interior del panel se realizará mediante mangueras de nylon de
1/4 in de diámetro y utilizando adaptadores (fittings) de 1/4 in NPT para roscar las mangueras con
los puertos de las válvulas.
El montaje de los elementos dentro del panel de válvulas se ilustra a continuación:
(a)
(b)
(c)
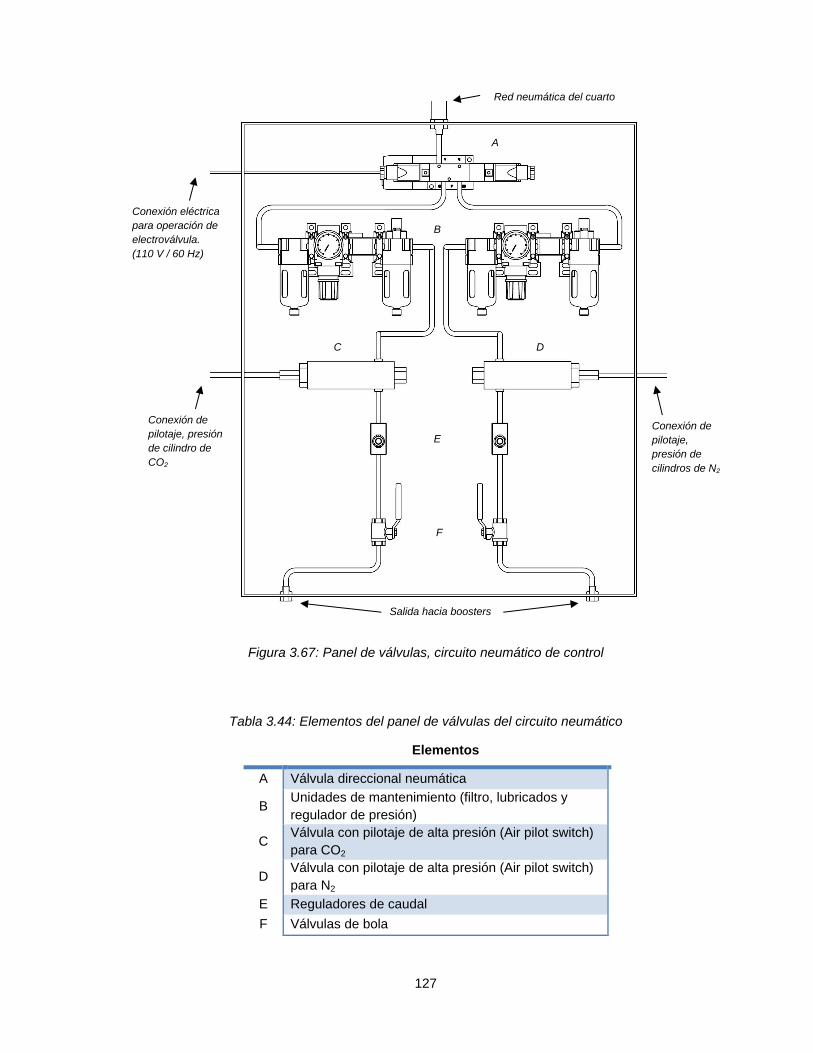
127
Figura 3.67: Panel de válvulas, circuito neumático de control
Tabla 3.44: Elementos del panel de válvulas del circuito neumático
Elementos
A Válvula direccional neumática
B Unidades de mantenimiento (filtro, lubricados yregulador de presión)
C Válvula con pilotaje de alta presión (Air pilot switch)para CO2
D Válvula con pilotaje de alta presión (Air pilot switch)para N2
E Reguladores de caudalF Válvulas de bola
Red neumática del cuarto
Conexión eléctricapara operación deelectroválvula.(110 V / 60 Hz)
Conexión depilotaje, presiónde cilindro deCO2
Conexión depilotaje,presión decilindros de N2
Salida hacia boosters
A
B
C D
E
F

128
(b) Conexión de panel con boosters:
La alimentación de los boosters con aire comprimido se realizará mediante mangueras
flexibles, que conectan desde los acoples en la parte inferior del panel de control hasta el
puerto neumático de cada uno de los boosters. El diámetro de las mangueras a utilizar es de
1/2 in. Para esta conexión puede utilizarse manguera de uso general para aire comprimido,
pero debido a que esta línea puede estar expuesta a daños por el movimiento de los cilindros
de alta presión, debe utilizarse manguera reforzada, con materiales constructivos tales como
el nitrilo o PVC y que posea además una cubierta resistente a la abrasión (neopreno, vinil nitrilo
o PVC).
Tabla 3.45: Características de la manguera neumática para boosters
Elemento Características
Mangueraneumática
Diámetro nominal: 1/2 inMaterial constructivo: Nitrilo o PVCCubierta: Neopreno, vinil nitrilo o PVCTipo de rosca: 1/2 in NPT macho
Las dimensiones de las líneas de conexión se presentan a continuación:
Figura 3.68: Dimensiones de las conexiones entre el panel y los boosters (en m)

129
(c) Conexión de pilotaje de la presión de succión:
Las conexiones para el pilotaje de las válvulas de desconexión por baja succión se realizarán
mediante mangueras, para conectar el puerto de detección de dichas válvulas con el manifold
de cada banco de reservorios. Se utilizarán mangueras de 1/4 in de diámetro y acoples
roscados para conectar los elementos. Como las presiones en los cilindros de gas son
bastante elevadas (hasta 800 psig para CO2 y 2400 psig para N2), deben utilizarse mangueras
para servicio de alta presión, con refuerzo de alambre de acero; en cuanto a los materiales
constructivos, por tratarse de gases inertes puede utilizarse prácticamente cualquier material,
aunque suele preferirse utilizar caucho sintético o elastómeros por tener propiedades
mecánicas superiores para aplicaciones de alta presión.
Tabla 3.46: Características de la manguera para pilotaje
Elemento Características
Manguerapara pilotaje
Diámetro nominal: 1/4 in
Material constructivo: Caucho sintético o elastómero, conrefuerzo de alambre de acero
Cubierta: Caucho sintético o elastómeroTipo de rosca: 1/4 in NPT macho
Las dimensiones de las líneas de conexión se presentan a continuación:
Figura 3.69: Dimensiones de las conexiones para pilotaje (en m)

130
2) Circuito de suministro de gases:
El circuito de suministro de los gases permite conectar los bancos de cilindros de alta presión con
los boosters, de tal forma que se pueda contar con una alimentación permanente de gases para
que estos sean presurizados, y poder así llevar a cabo el proceso de recarga de los reservorios.
Los elementos del sistema de recarga que conforman el circuito de suministro se ilustran a
continuación:
Figura 3.70: Elementos del circuito de suministro de gases.
(a) Circuito de CO2:
El diámetro nominal para todos los elementos de este circuito es de 3/8 in, tanto para el manifold,
válvulas y mangueras. Las conexiones con los cilindros deben utilizarse conexiones CGA 320, para
las válvulas, manómetros y conexiones de manguera con el manifold, se utilizará roscas 3/8 in
NPT, para la conexión con el booster, se debe utilizar roscas SAE de 3/8 in, acorde al tipo de
norma que posee los puertos de presión de los booster. Las mangueras a utilizar serán del mismo
tipo que las de la conexión de pilotaje de CO2, pero para la dimensión que se necesita (3/8 in).
(a)
(b)

131
Tabla 3.47: Características de las mangueras de suministro (P > 850 psig)
Elemento Características
Manguera paraconexión de cilindros
Diámetro nominal: 3/8 in
Material constructivo: Caucho sintético o elastómero, conrefuerzo de alambre de acero
Cubierta: Caucho sintético o elastómeroTipo de rosca: 3/8 in, CGA 320; 3/8 in NPT
Manguera de conexióndirecta a reservorios
Diámetro nominal: 3/8 in
Material constructivo: Caucho sintético o elastómero, conrefuerzo de alambre de acero
Cubierta: Caucho sintético o elastómeroTipo de rosca: 3/8 in NPT macho
Manguera paraalimentación de
boosters
Diámetro nominal: 3/8 in
Material constructivo: Caucho sintético o elastómero, conrefuerzo de alambre de acero
Cubierta: Caucho sintético o elastómeroTipo de rosca: 3/8 in SAE, 3/8 in NPT
Las dimensiones de las líneas de conexión se presentan a continuación:
Figura 3.71: Dimensiones del circuito de suministro de CO2 (en m)
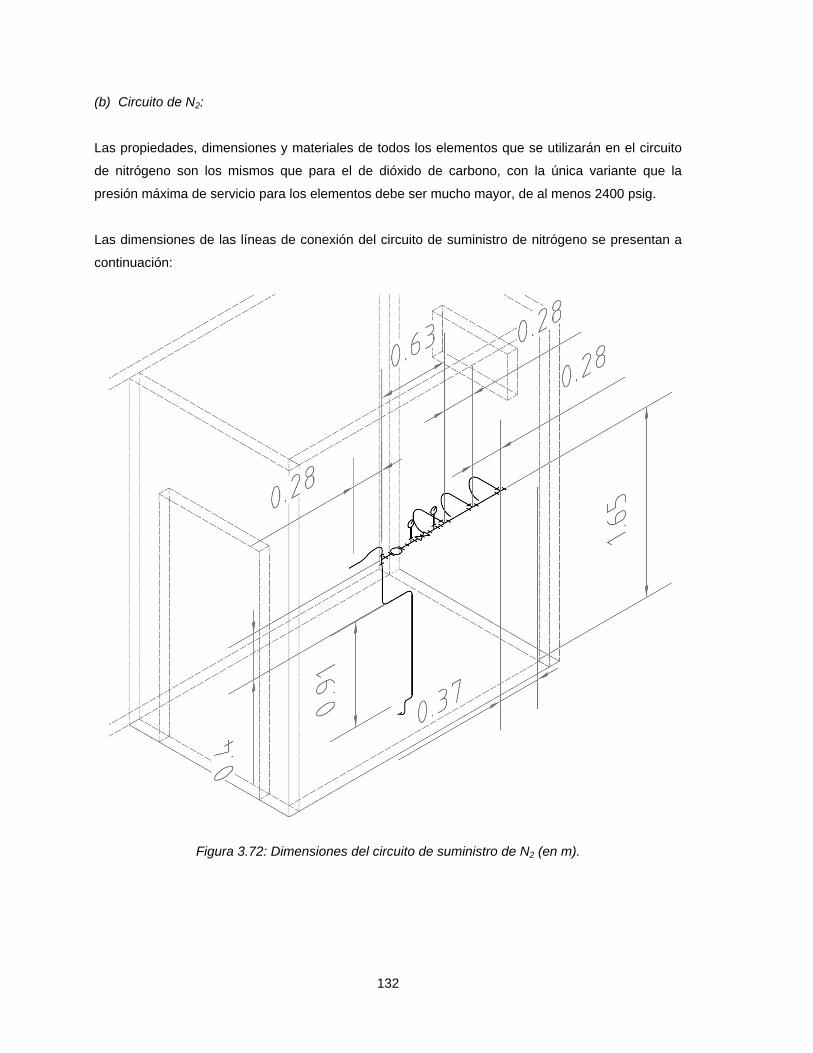
132
(b) Circuito de N2:
Las propiedades, dimensiones y materiales de todos los elementos que se utilizarán en el circuito
de nitrógeno son los mismos que para el de dióxido de carbono, con la única variante que la
presión máxima de servicio para los elementos debe ser mucho mayor, de al menos 2400 psig.
Las dimensiones de las líneas de conexión del circuito de suministro de nitrógeno se presentan a
continuación:
Figura 3.72: Dimensiones del circuito de suministro de N2 (en m).

133
3) Red de distribución de gases:
Para poder llevar a cabo el procedimiento de recarga en el taller, es necesario contar con una red
de distribución adecuada, que permita transportar de forma segura y eficiente el gas presurizado,
desde la descarga del booster hasta el punto de recarga, en el área 5 del taller.
Esta red, que debe ser independiente para cada uno de los gases, debe contar con todos las
válvulas y accesorios que garanticen el adecuado funcionamiento del sistema, protección contra
sobrepresiones con venteo apropiado y facilidades para dispensar los gases en el taller.
La red de distribución de gases para la recarga se muestra a continuación:
Figura 3.73: Elementos de la red de distribución.
Como se puede apreciar, el sistema cuenta con dos redes independientes, que cuentan
básicamente con los mismos elementos generales, aunque existen diferencias en el recorrido de
las tuberías, así como en las presiones de trabajo de cada uno de ellos; las características
particulares de cada red se detallan a continuación.
(a)
(b)
(c)

134
(a) Red de distribución de CO2:
- Panel de válvulas:
Al igual que para el circuito neumático, todas las válvulas y accesorios que se requieren en la
red de distribución de CO2, serán instaladas en un panel metálico.
Las dimensiones del panel son: 60 cm de altura, 40 cm de ancho y una profundidad de 25 cm.
La conexión entre los elementos en interior del panel se realizará mediante mangueras de alta
presión de 1/4 in de diámetro y utilizando roscas de 1/4 in NPT. El montaje de los elementos
dentro del panel de válvulas se ilustra a continuación:
Figura 3.74: Panel de válvulas, red de distribución de CO2
Tubería de distribución
Puerto de venteopara descargade presión dealivio
Conexión directade cilindros contomas derecarga (bypass)
Descarga del booster
Válvulacheck
Válvulade bola
Válvula dealivio
Manómetro
Válvulacheck
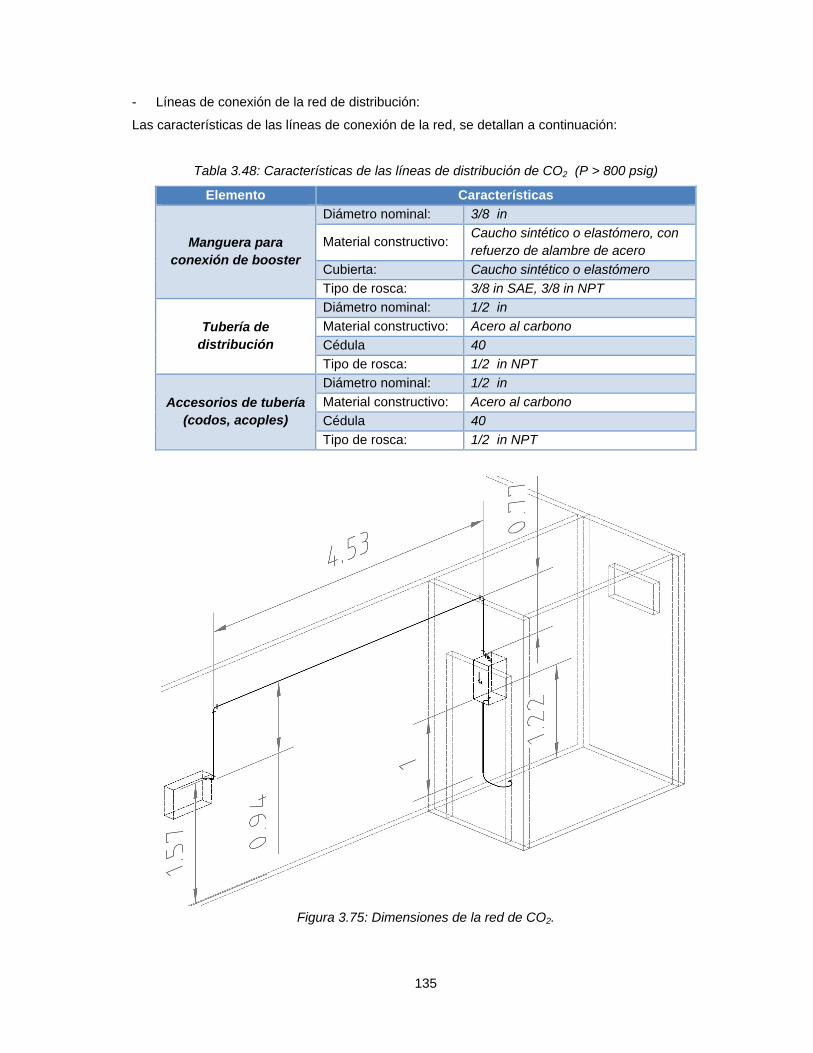
135
- Líneas de conexión de la red de distribución:
Las características de las líneas de conexión de la red, se detallan a continuación:
Tabla 3.48: Características de las líneas de distribución de CO2 (P > 800 psig)
Elemento Características
Manguera paraconexión de booster
Diámetro nominal: 3/8 in
Material constructivo: Caucho sintético o elastómero, conrefuerzo de alambre de acero
Cubierta: Caucho sintético o elastómeroTipo de rosca: 3/8 in SAE, 3/8 in NPT
Tubería dedistribución
Diámetro nominal: 1/2 inMaterial constructivo: Acero al carbonoCédula 40Tipo de rosca: 1/2 in NPT
Accesorios de tubería(codos, acoples)
Diámetro nominal: 1/2 inMaterial constructivo: Acero al carbonoCédula 40Tipo de rosca: 1/2 in NPT
Figura 3.75: Dimensiones de la red de CO2.

136
(b) Red de distribución de N2:
- Panel de válvulas:
Las dimensiones del panel son: 60 cm de altura, 40 cm de ancho y una profundidad de 25 cm.
La conexión entre los elementos en interior del panel se realizará mediante mangueras de alta
presión de 1/4 in de diámetro y utilizando roscas de 1/4 in NPT. El montaje de los elementos
dentro del panel de válvulas se ilustra a continuación:
Figura 3.76: Panel de válvulas, red de distribución de N2
Tubería de distribución
Puerto de venteopara descargade presión dealivio
Conexión directade cilindros contomas derecarga (bypass)
Descarga del booster
Válvulacheck
Válvulade bola
Válvula dealivio
Manómetro
Válvulacheck

137
- Líneas de conexión de la red de distribución de N2:
Las características de las líneas de conexión de la red, se detallan a continuación:
Tabla 3.49: Características de las líneas de distribución de N2 (P > 3250 psig)
Elemento Características
Manguera paraconexión de booster
Diámetro nominal: 3/8 in
Material constructivo: Caucho sintético o elastómero, conrefuerzo de alambre de acero
Cubierta: Caucho sintético o elastómeroTipo de rosca: 3/8 in SAE, 3/8 in NPT
Tubería dedistribución
Diámetro nominal: 1/2 inMaterial constructivo: Acero al carbono sin costuraCédula 160Tipo de rosca: 1/2 in NPT
Accesorios de tubería(codos, acoples)
Diámetro nominal: 1/2 inMaterial constructivo: Acero al carbonoCédula 160Tipo de rosca: 1/2 in NPT
Figura 3.77: Dimensiones de la red de N2.
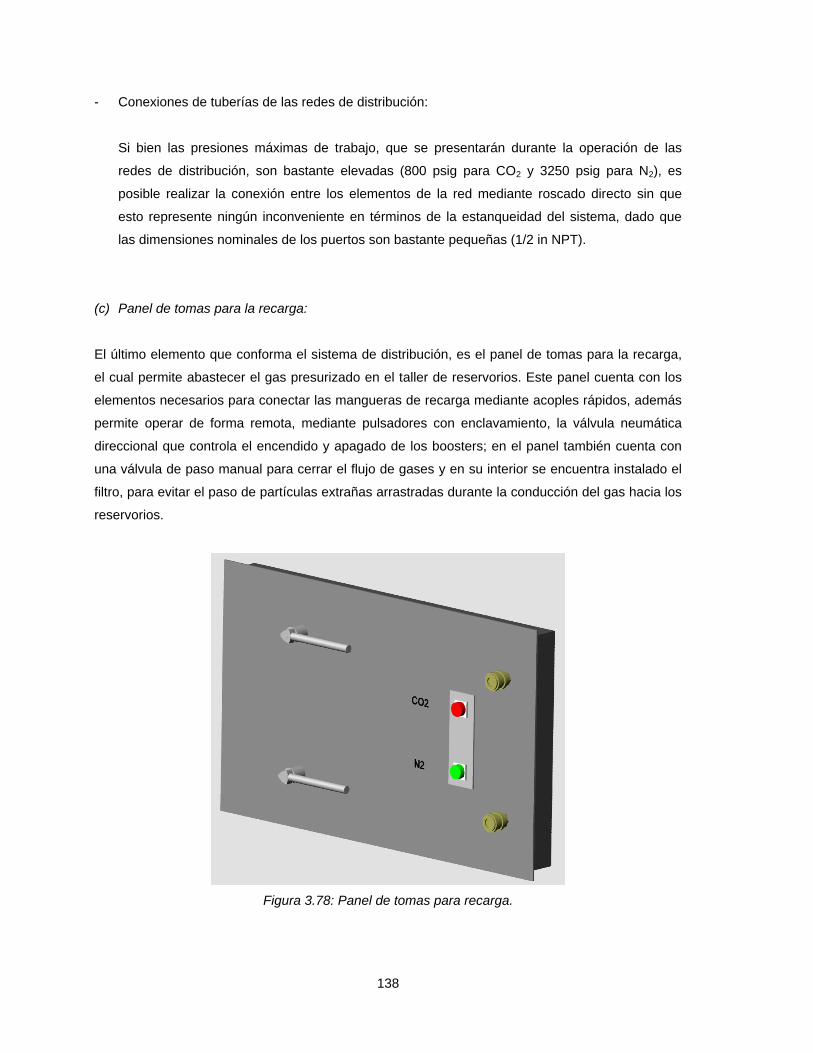
138
- Conexiones de tuberías de las redes de distribución:
Si bien las presiones máximas de trabajo, que se presentarán durante la operación de las
redes de distribución, son bastante elevadas (800 psig para CO2 y 3250 psig para N2), es
posible realizar la conexión entre los elementos de la red mediante roscado directo sin que
esto represente ningún inconveniente en términos de la estanqueidad del sistema, dado que
las dimensiones nominales de los puertos son bastante pequeñas (1/2 in NPT).
(c) Panel de tomas para la recarga:
El último elemento que conforma el sistema de distribución, es el panel de tomas para la recarga,
el cual permite abastecer el gas presurizado en el taller de reservorios. Este panel cuenta con los
elementos necesarios para conectar las mangueras de recarga mediante acoples rápidos, además
permite operar de forma remota, mediante pulsadores con enclavamiento, la válvula neumática
direccional que controla el encendido y apagado de los boosters; en el panel también cuenta con
una válvula de paso manual para cerrar el flujo de gases y en su interior se encuentra instalado el
filtro, para evitar el paso de partículas extrañas arrastradas durante la conducción del gas hacia los
reservorios.
Figura 3.78: Panel de tomas para recarga.

139
Las características físicas de este panel así como el montaje de los elementos en su interior, son
similares a las de los otros casos, Las dimensiones del panel son: 40 cm de altura, 65 cm de ancho
y una profundidad de 20 cm. La conexión entre los elementos en interior del panel se realizará
mediante tuberías, de las mismas dimensiones y características que las tuberías de distribución
correspondientes para cada gas.
El montaje de los elementos dentro del panel se ilustra a continuación:
Figura 3.79: Distribución interna del panel de tomas para recarga.
Tabla 3.50: Elementos del panel de tomas
Elementos del panel
A Válvula de bola para CO2
B Válvula de bola para N2
C Filtro de < 20 micrones para CO2
D Filtro de < 20 micrones para N2
E Acople rápido industrial para CO2
F Acople rápido industrial para N2
A
B
C
D
E
F


141
CAPÍTULO 4:DISEÑO DE LOS EQUIPOS DEL TALLER DE RESERVORIOS
4.1 CONSIDERACIONES DEL DISEÑO
Muchos de los equipos que serán utilizados en el taller de reservorios serán fabricados localmente,
por lo que es necesario generar un conjunto de dibujos y planos que detallen las dimensiones y
ensamble de dichos elementos; en consecuencia el presente capítulo hará referencia a esos
detalles constructivos.
Para el caso particular de las mesas de trabajo se ha considerado su dimensionamiento a partir del
espacio requerido para realizar las correspondientes operaciones de cada área, por otro lado,
también se aborda la configuración de los circuitos hidráulicos y neumático del banco de pruebas,
para lo cual se consideran criterios de seguridad del operario y del equipo mismo, se definen los
diámetros de tuberías lo más uniformemente posible, y se ilustra la forma de conexión de aquellos
elementos que pueden presentar dificultad durante el armado. Para la estructura del banco, se
busca proporcionar un alojamiento adecuado para los equipos, permitiendo a la vez un fácil acceso
para labores de mantenimiento, también se considera el tema de la movilidad para tareas de
limpieza o traslado, además se definen diámetros y ubicaciones de los agujeros necesarios para el
ensamble del banco en sí mismo y el de otros elementos que estarán instalados en él. Con
respecto al tanque de pruebas se ha considerado contar con el volumen interior suficiente, también
se ha hecho la selección de material tomando en cuenta que estará expuesto a problemas de
corrosión debido a su contacto directo con agua, se superaron factores como la estanqueidad en
tapa y en el disco de ruptura.
Algunos elementos son de uso muy exclusivo de la aplicación y no se obtuvo información detallada
sobre algunas dimensiones, por lo tanto se sugiere que éstas sean verificadas al contar
físicamente con el elemento a instalar.

142
4.2 ÁREA 2: PREPARACIÓN PARA LA PRUEBA HIDROSTÁTICA
4.2.1. Mesa de trabajo para inspección y desmontaje de válvula:
La mesa estará formada por una estructura de acero de perfiles C y ángulos de 2” X 2” X 1/8”.
Figura 4.1: Mesa de trabajo de Área # 2
Los elementos verticales de la estructura serán de perfil C de 890mm de largo, con las siguientes
características:
Tabla 4.1: Características de perfil C para mesa del área # 2
REFERENCIAPERFIL
Espesor Calibre A B C Peso PHR(mm) # (mm) (mm) (mm) (kg/ml)
PHR C 100 x 50 3 11 100 50 15 5.06
Perfiles “C”
Placa de acero inoxidable

143
Acero de calidad estructural:
PHR (Perfiles laminados en caliente) Espesor 2mmNorma ASTM A 1011 - grado 50Fy = 340 MPa (35.15 Kg/mm2)Fu = 450 MPa (45.70 Kg/mm2)
Las dimensiones correspondientes a la tabla 4.1 son las siguientes:
Figura 4.2: Referencia de las medidas del perfil C de la tabla 4.1.
Los elementos horizontales de la estructura estarán construidos con ángulos de acero de
2”X2”X1/8” de 800mm de largo, además para el caso de los ángulos superiores será necesario
considerar dos agujeros que servirán para sujetar la placa de acero inoxidable superior.
Figura 4.3: Ángulos superiores de la estructura de la mesa de Área # 2.
La placa de acero inoxidable será tipo 304 y tendrá un espesor de 10mm, sus dimensiones son
1520mm X 820mm. Además tendrá un agujero de 630mm X 630mm para instalar un lavabo de
acero Inoxidable. En la Figura 4.4 se muestran los detalles de las dimensiones de la placa y la
ubicación del agujero para el lavabo.

144
Figura 4.4: Dimensiones de la placa superior de la mesa de Área # 2
La placa tendrá cuatro agujeros de 5.5mm, para pernos M5 X 0.80, y tres agujeros de 11mm para
la prensa, como se muestra en la figura 4.5.
Figura 4.5: Agujeros para placa de acero inoxidable de la mesa de Área # 2
Todas las uniones entre ángulos y perfil C serán con soldadura de arco eléctrico y electrodo 6013
de alma 3/32"

145
4.2.2. Prensa vertical de cadenaPara el diseño de la prensa vertical se ha considerado primeramente que tenga la capacidad de
contener a los cilindros de mayor y menor diámetro sin problema.
Figura 4.6: Prensa vertical
Se decide un soporte para los reservorios en forma de ángulo de 90 grados, como se muestra en
la figura 4.7.
Figura 4.7: Ángulo de soporte para los reservorios
Ángulo de Soporte
Agujero de sujeción
de cadena
Base
Regulador
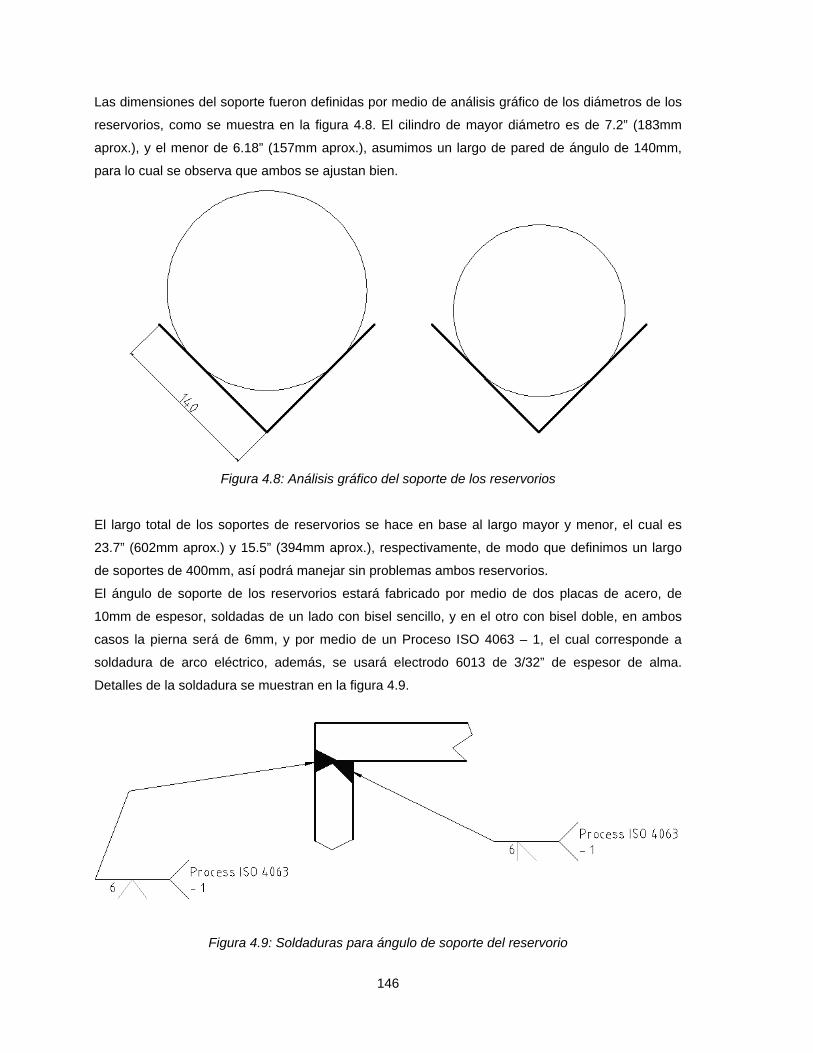
146
Las dimensiones del soporte fueron definidas por medio de análisis gráfico de los diámetros de los
reservorios, como se muestra en la figura 4.8. El cilindro de mayor diámetro es de 7.2” (183mm
aprox.), y el menor de 6.18” (157mm aprox.), asumimos un largo de pared de ángulo de 140mm,
para lo cual se observa que ambos se ajustan bien.
Figura 4.8: Análisis gráfico del soporte de los reservorios
El largo total de los soportes de reservorios se hace en base al largo mayor y menor, el cual es
23.7” (602mm aprox.) y 15.5” (394mm aprox.), respectivamente, de modo que definimos un largo
de soportes de 400mm, así podrá manejar sin problemas ambos reservorios.
El ángulo de soporte de los reservorios estará fabricado por medio de dos placas de acero, de
10mm de espesor, soldadas de un lado con bisel sencillo, y en el otro con bisel doble, en ambos
casos la pierna será de 6mm, y por medio de un Proceso ISO 4063 – 1, el cual corresponde a
soldadura de arco eléctrico, además, se usará electrodo 6013 de 3/32” de espesor de alma.
Detalles de la soldadura se muestran en la figura 4.9.
Figura 4.9: Soldaduras para ángulo de soporte del reservorio

147
La prensa se sujetará a la mesa de trabajo por medio de 3 pernos M10X1.5 perforados en una
placa de acero de 10mm de espesor, la cual tendrá la siguiente configuración:
Figura 4.10: Dimensiones de la placa base de la prensa
El sistema tendrá un sistema de regulación de la longitud de la cadena, el cual estará formado por
un eje roscado M10X1.5, y su respectiva tuerca, de esta forma se podrá regular el la extensión de
la cadena al hacer pasar el perno dentro de un cubo de acero perforado, al cual llamamos
“regulador”. La cadena tendrá el eslabón de un extremo soldada al eje roscado.
Figura 4.11: Regulador

148
El otro extremo de la cadena se acoplará a la prensa por medio de un pin doble de 3mm de
diámetro, también se conocen en el mercado como “grapas”, se ilustra en la figura 4.12. De
manera que un pin entre en el eslabón del extremo de la cadena y el otro pin en el agujero de
sujeción. El agujero de sujeción será de 3mm de diámetro, perforado en un bloque de acero de
10mm X 10mm X 20mm.
Figura 4.12: Pin doble
La ubicación del agujero de sujeción se muestra en la siguiente figura:
Figura 4.13: Agujero de sujeción
Finalmente, el ángulo de soporte de los reservorios, el regulador y la pieza del agujero de sujeción,
serán solados mediante proceso de soldadura ISO 4063 – 1, el cual corresponde a soldadura de
arco eléctrico, además será realizada con electrodo 6013 de 3/32” de diámetro de alma. El largo de
la pierna será de 8mm, tipo de soldadura completa, como se muestra en la figura 4.14, 4.15 y 4.16.
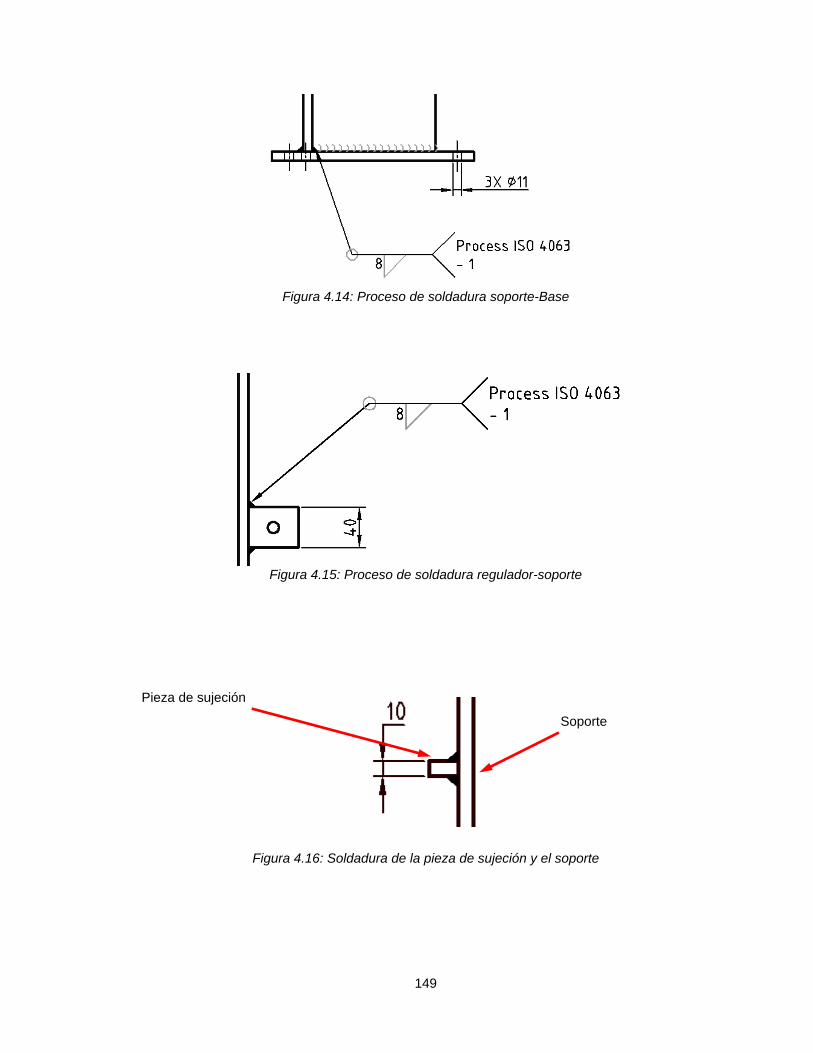
149
Figura 4.14: Proceso de soldadura soporte-Base
Figura 4.15: Proceso de soldadura regulador-soporte
Figura 4.16: Soldadura de la pieza de sujeción y el soporte
Pieza de sujeción
Soporte

150
4.3 ÁREA 3: PRUEBA HIDROSTÁTICA
4.3.1. Banco de pruebas hidrostáticas
Con fines de fabricación, el banco de pruebas hidrostáticas se ha divido en dos partes:
- Circuitos internos
- Estructura del banco
Figura 4.17: Banco de prueba hidrostática.
[Dibujo D1]
Circuitos internos
Los circuitos que componen el banco de pruebas hidrostáticas son:
1. alta presión
2. descarga
3. baja presión
4. neumático
Estos se detallan en los dibujos D2.1 a D2.4. Además, los ensambles para manómetro, válvula de
alivio y bomba están definidos en los dibujos D2.5 a D2.7.

151
Tubería de alta presiónLa tubería de alta presión será de acero inoxidable de 3/8” de diámetro con una longitud de 3.2m.
Sale del puerto B de la bomba para luego acoplarse a una unión universal de alta presión, la cual
tiene como objetivo poder aislar la bomba del resto del circuito para tareas de mantenimiento. El
detalle del montaje de la bomba está en el dibujo D2.7. Otros elementos del circuito son: una
válvula check, tres válvulas de bola, una válvula de alivio, un acople de pared, codos de 90º y dos
accesorios “Tee”. También tendrá una derivación hacia un manómetro de alta presión, el detalle
del montaje está en el dibujo D2.5. La figura 4.18 nos ilustra la configuración del circuito.
Figura 4.18: Tubería de alta presión
[Dibujo D2.1]
Tubería de descargaLa tubería de descarga será de acero inoxidable de 3/8” de diámetro con una longitud de 1.9m. La
descarga será hecha en dos posibles casos, el primero es cuando el sistema alcance la presión
calibrada en la válvula de alivio, el segundo caso es al final de la prueba hidrostática, donde será
necesaria la liberación de presión del sistema por medio de una válvula de bola. Otros elementos
del circuito son: una válvula check a la salida de la válvula de alivio y un adaptador de pared a un
extremo de la línea, codos de 90º y un accesorio “Tee”. La figura 4.19 nos ilustra la configuración
del circuito.

152
Figura 4.19: Tubería de descarga
[Dibujo D2.2]
Tubería de baja presiónLa tubería de baja presión será de acero inoxidable de dos dimensiones diferentes: 3/8” de
diámetro de 0.4m de longitud para la entrada de la bomba y de ½” de diámetro de 3m de longitud
para la línea que viene del agua potable. Otros elementos del circuito son: cuatro válvulas de bola
de baja presión, tres adaptadores de pared, una válvula check y un filtro de línea. La figura 4.20
nos ilustra la configuración del circuito.
Figura 4.20: Tubería de baja presión
[Dibujo D2.3]
Tubería neumáticaLa tubería neumática será de acero inoxidable de ½” de diámetro con una longitud de 2.5m. La
línea neumática servirá como fuente de potencia a la bomba, la cual tiene sus puertos en la parte
superior. Los elementos que componen el circuito son: una válvula de bola, la unidad de
mantenimiento de aire, un silenciador para la salida de aire al exterior y codos de 90º. La figura
4.21 nos ilustra la configuración del circuito.

153
Figura 4.21: Tubería neumática
[Dibujo D2.4]
Ensamble del manómetroEl manómetro del banco de pruebas permite monitorear la línea de alta presión durante la prueba
hidrostática. Estará acoplado a un protector para golpes y pulsos de presión, el cual está señalado
con el número 2 en la figura 4.22, éste, a su vez, se conecta al adaptador señalado con el número
3 para que pueda acoplarse adecuadamente a la tubería de alta presión.
Figura 4.22: Ensamble del manómetro
[Dibujo D2.22]

154
Ensamble de la válvula de alivioLa válvula de alivio estará conectada con la línea de alta presión y la de descarga. El elemento
número uno en la figura 4.23 es un adaptador hacia la línea de descarga, el número 2 es una
adaptador hacia la línea de alta presión, ambos sirven para conectar la válvula de alivio de puertos
¼” NPT, con la tubería de 3/8” de diámetro. El rango de presión según el fabricante es de 1000 –
10000 psi y está hecha de acero inoxidable 316.
Figura 4.23: Ensamble de la válvula de alivio
[Dibujo D2.6]
Ensamble de la bombaLa bomba estará conectada a la línea de baja presión de 3/8” de diámetro por la entrada, y a la
línea de alta presión por la salida. Del lado de la entrada posee un adaptador macho/hembra con el
número uno y una unión universal con el número dos, ambos de baja presión. A la salida tiene una
unión universal con el número tres y una adaptador macho/hembra con el número cuatro, ambos
de alta presión. La figura 4.24 ilustra la configuración del ensamble.
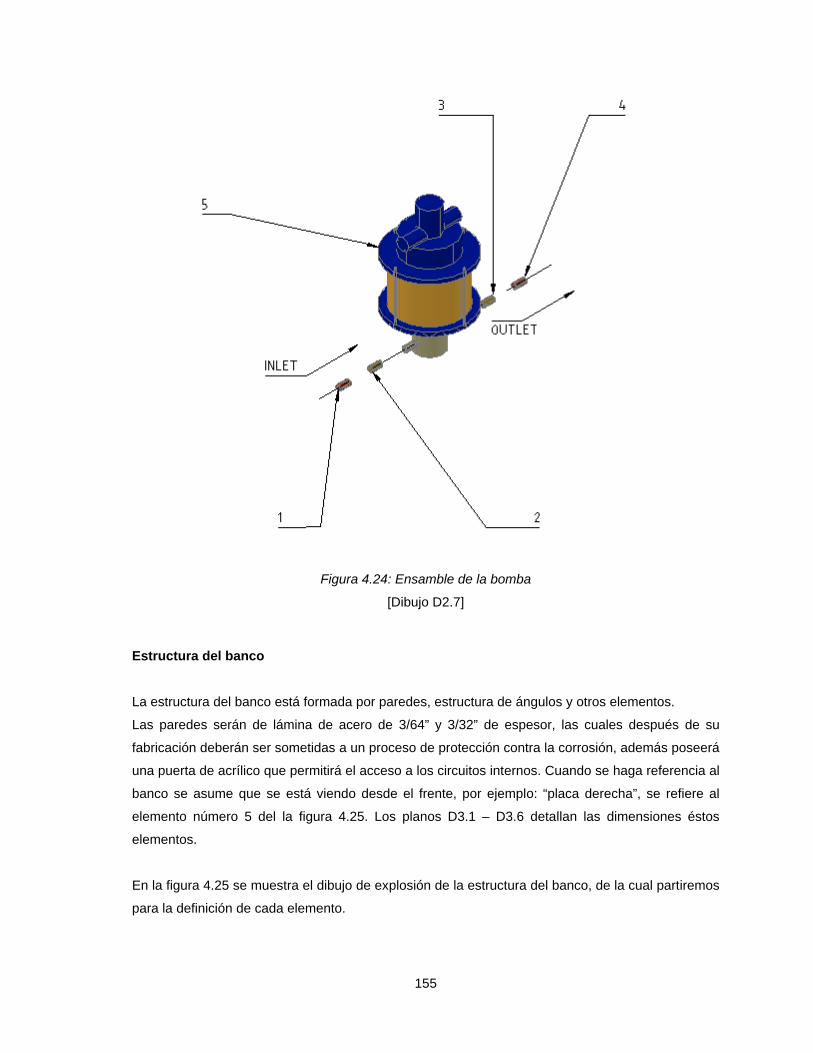
155
Figura 4.24: Ensamble de la bomba
[Dibujo D2.7]
Estructura del banco
La estructura del banco está formada por paredes, estructura de ángulos y otros elementos.
Las paredes serán de lámina de acero de 3/64” y 3/32” de espesor, las cuales después de su
fabricación deberán ser sometidas a un proceso de protección contra la corrosión, además poseerá
una puerta de acrílico que permitirá el acceso a los circuitos internos. Cuando se haga referencia al
banco se asume que se está viendo desde el frente, por ejemplo: “placa derecha”, se refiere al
elemento número 5 del la figura 4.25. Los planos D3.1 – D3.6 detallan las dimensiones éstos
elementos.
En la figura 4.25 se muestra el dibujo de explosión de la estructura del banco, de la cual partiremos
para la definición de cada elemento.

156
Figura 4.25: Estructura del Banco.
[Dibujo D3]
En la figura 4.25 se define cada elemento asignando un número en particular que hace referencia a
la tabla 4.2 que describe los elementos.
Tabla 4.2: Partes de la estructura del banco. Según figura 4.25
Nº Descripción
2 Rodo3 Bisagra4 Puerta de acrílico5 Placa derecha6 Placa superior7 Placa trasera8 Placa izquierda9 Placa inferior
10 Estructura de ángulos

157
PuertasLas puertas serán de acrílico de 8mm de espesor con dimensiones 500mm X 800mm. Tendrán
bisagras sujetas a la estructura y manecillas para facilitar su uso. El plano correspondiente es el
D3.1.
Figura 4.26: Estructura del banco de prueba hidrostática con puertas
Placa DerechaLa placa derecha será de lámina de acero de 3/64” de espesor, de 600mm X 800mm, además
tendrá acoplados dos adaptadores de pared los cuales corresponden a: (1) la línea de alta presión
que comunica el banco con el reservorio dentro del tanque de pruebas, y (2) una línea de agua de
baja presión que servirá para el llenado del tanque de pruebas. Ambos adaptadores corresponden
al número de parte “20BAMM6FM6” de Autoclave Engineers, ilustrado en la figura 4.27.
Figura 4.27: Adaptador de pared “bulkhead”.
Los agujeros de los adaptadores estarán en la parte superior de la placa en mención, además
tendrá un diámetro de 24.9 mm, su ubicación con respecto a la orilla de la placa se ilustra en la
siguiente figura:
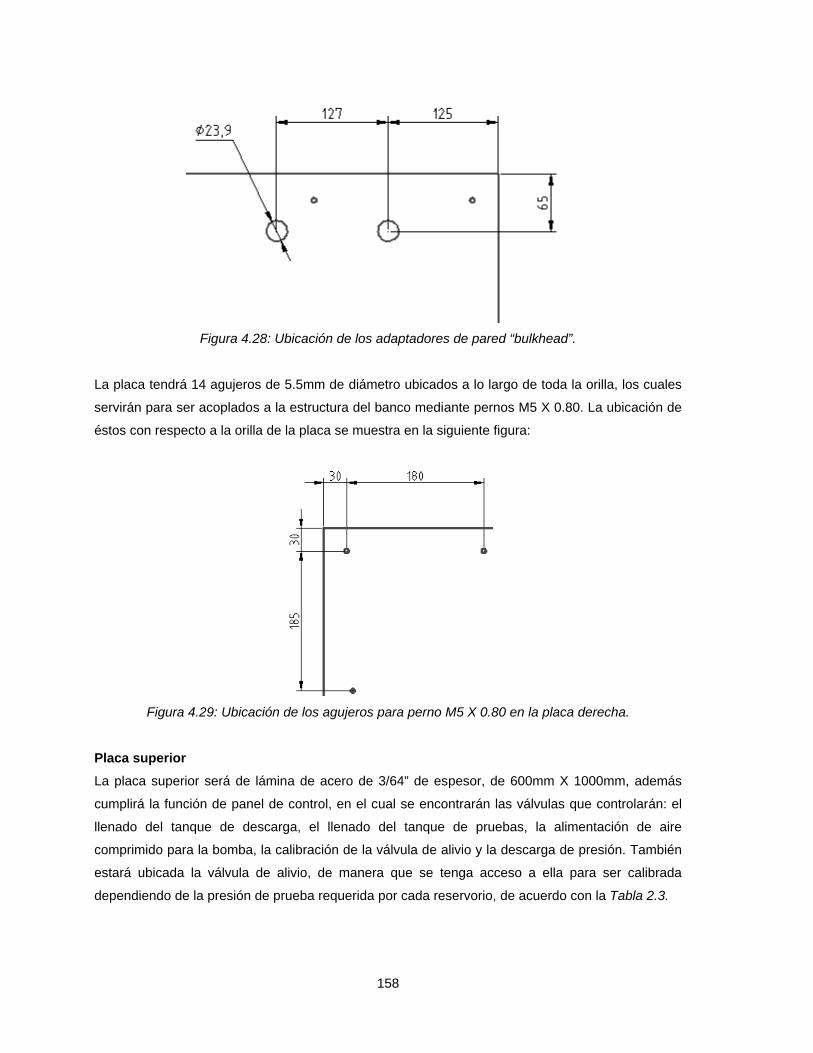
158
Figura 4.28: Ubicación de los adaptadores de pared “bulkhead”.
La placa tendrá 14 agujeros de 5.5mm de diámetro ubicados a lo largo de toda la orilla, los cuales
servirán para ser acoplados a la estructura del banco mediante pernos M5 X 0.80. La ubicación de
éstos con respecto a la orilla de la placa se muestra en la siguiente figura:
Figura 4.29: Ubicación de los agujeros para perno M5 X 0.80 en la placa derecha.
Placa superiorLa placa superior será de lámina de acero de 3/64” de espesor, de 600mm X 1000mm, además
cumplirá la función de panel de control, en el cual se encontrarán las válvulas que controlarán: el
llenado del tanque de descarga, el llenado del tanque de pruebas, la alimentación de aire
comprimido para la bomba, la calibración de la válvula de alivio y la descarga de presión. También
estará ubicada la válvula de alivio, de manera que se tenga acceso a ella para ser calibrada
dependiendo de la presión de prueba requerida por cada reservorio, de acuerdo con la Tabla 2.3.

159
Figura 4.30: Panel de control del banco de pruebas hidrostáticas.
Las válvulas para el llenado de tanque de descarga y de pruebas serán de tipo válvula de bola de
acero inoxidable para agua, comercialmente disponible, con conexión para tubería de ½”. En el
caso de la alimentación de aire se usará válvula de bola de acero inoxidable para aire,
comercialmente disponible, con conexión para tubería de ½”. Sin embargo, las válvulas de
calibración de presión y descarga de presión serán del tipo válvula de bola de acero inoxidable de
alta presión, para lo cual se recomienda la válvula modelo 2B4S15L6 de Autoclave Engineers, con
presión máxima de 15000 psi, conexión 3/8”, de acero inoxidable 316.
Figura 4.31: Válvula de bola Autoclave 2B4S15L6.
La ubicación de las válvulas se muestra en la siguiente figura, donde el lado derecho e inferior
corresponde al borde derecho e inferior de la placa, respectivamente:

160
Figura 4.32: Ubicación de las válvulas en placa superior.
Alrededor de la placa habrán 16 agujeros de 5.5mm de diámetro que servirán para sujetarla con la
estructura del banco con pernos M5 X 0.80, los cuales estarán distanciados 30mm del borde más
cercano, también tendrán una separación de 180mm y 188mm entre el perno más cercano,
dependiendo su orientación, esto se ilustra en la siguiente figura:
Figura 4.33: Ubicación de los agujeros para perno M5 X 0.80 en placa superior.

161
Placa traseraLa placa trasera será de lámina de acero de 3/64” de espesor, de 1000mm X 1800mm, además
tendrá montado en ella el cronómetro, manómetro y banco de buretas. También, habrá una
estructura de refuerzo formada por ángulos, la cual se definirá con detalle más adelante. Se le
maquinarán 4 agujeros de 10mm para el paso de las tuberías de llenado de tanque de descarga,
tanque de pruebas y la entrada - salida de una derivación de la línea de alta presión que servirá
para la instalación del manómetro.
Figura 4.34: Ubicación de los agujeros en la placa trasera
La placa contará con un agujero de 15mm, el cual servirá para el paso de la tubería neumática que
transfiere la potencia a la bomba. En todo el contorno se ubicarán 28 agujeros de 5.5mm, los
cuales servirán para la sujeción de la placa trasera a la estructura del banco por medio de pernos
M5 X 0.80, la ubicación con respecto a la orilla se ilustra en la siguiente figura:
Figura 4.35: Ubicación de los agujeros para perno M5 X 0.80 en placa trasera (1)
Llenado del tanque
de descargaLlenado del tanque
de pruebas
Salida alta presión
Entrada alta presión
Tubería neumática
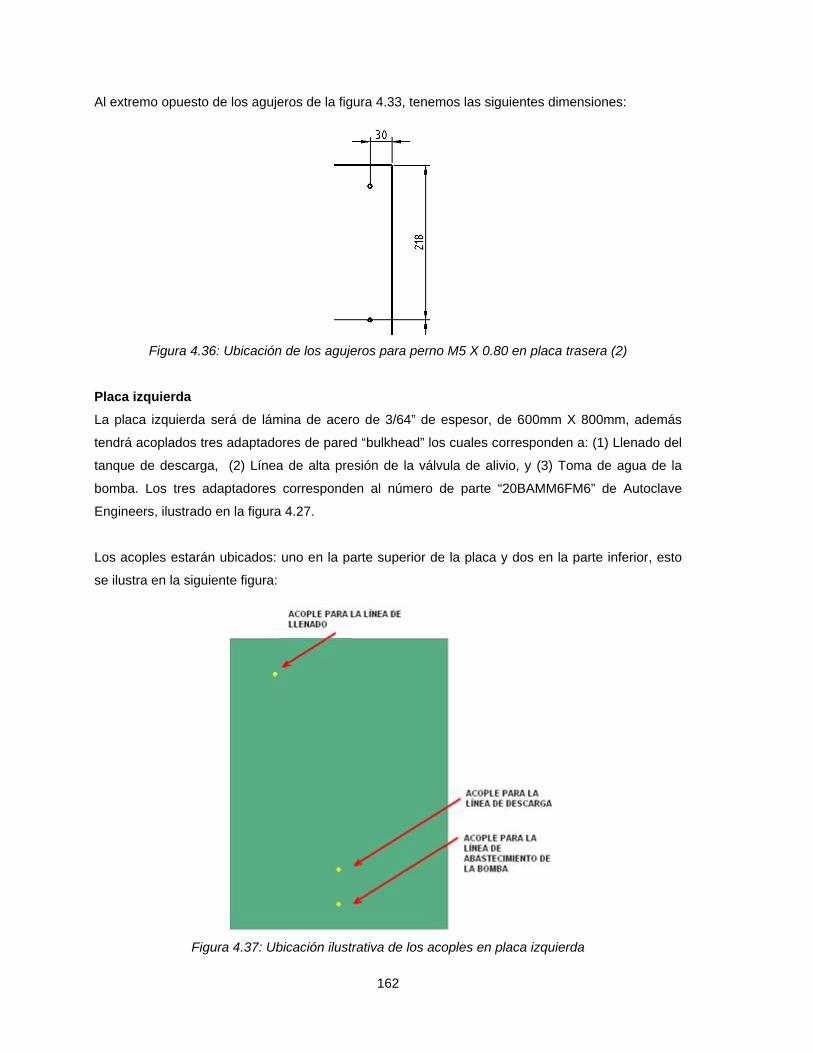
162
Al extremo opuesto de los agujeros de la figura 4.33, tenemos las siguientes dimensiones:
Figura 4.36: Ubicación de los agujeros para perno M5 X 0.80 en placa trasera (2)
Placa izquierdaLa placa izquierda será de lámina de acero de 3/64” de espesor, de 600mm X 800mm, además
tendrá acoplados tres adaptadores de pared “bulkhead” los cuales corresponden a: (1) Llenado del
tanque de descarga, (2) Línea de alta presión de la válvula de alivio, y (3) Toma de agua de la
bomba. Los tres adaptadores corresponden al número de parte “20BAMM6FM6” de Autoclave
Engineers, ilustrado en la figura 4.27.
Los acoples estarán ubicados: uno en la parte superior de la placa y dos en la parte inferior, esto
se ilustra en la siguiente figura:
Figura 4.37: Ubicación ilustrativa de los acoples en placa izquierda

163
El diámetro de los agujeros para los acoples será de 23.9mm, y estarán ubicados de acuerdo a las
siguientes figuras:
Figura 4.38: Ubicación del agujero superior para acople de la placa izquierda
Figura 4.39: Ubicación de los agujeros inferiores para acople de la placa izquierda
La placa tendrá 14 agujeros de 5.5mm de diámetro ubicados a lo largo de toda la orilla, los cuales
servirán para ser acoplados a la estructura del banco mediante pernos M5 X 0.80. La ubicación de
éstos con respecto a la orilla de la placa se muestra en la figura 4.38 y 4.39.
Placa inferiorLa placa inferior será de lámina de acero de 3/64” de espesor, de 600mm X 1000mm, en ella será
montada la bomba de la prueba hidrostática, para lo cual se hace referencia a las dimensiones de
uno de sus pernos, hacia las fronteras más cercanas de la placa. Dónde, su distancia hasta el
borde superior es de 406 mm, y hacia el borde izquierdo es de 300 mm. En la figura 4.40 se ilustra
la ubicación de los agujeros para la instalación de la bomba.

164
Figura 4.40: Ubicación de los agujeros para la instalación de la bomba en la placa inferior.
En las cuatro esquinas de la placa estarán ubicados los agujeros para la instalación de los rodos
del banco. Para el diseño se han tomado de base los rodos marca TENTE, con número de parte:
2470PJI050P40, por lo que se definen las dimensiones de los agujeros como siguen:
Figura 4.41: Ubicación de los agujeros para la instalación de los rodos en la placa inferior
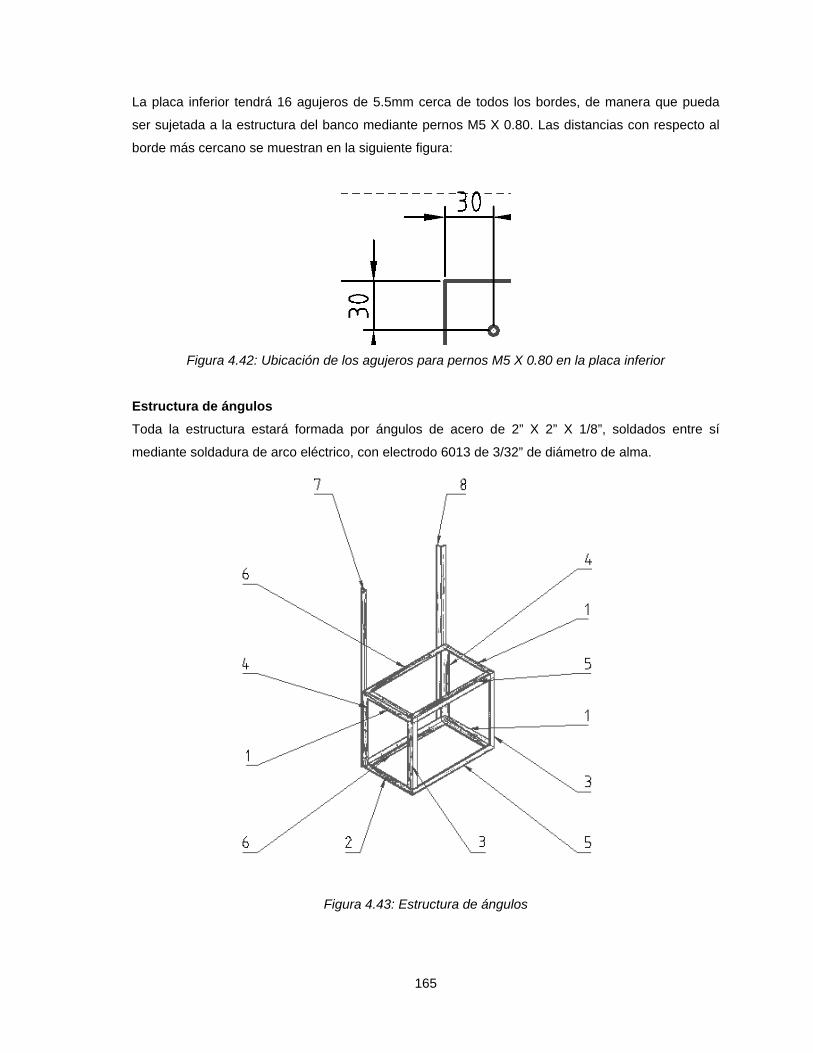
165
La placa inferior tendrá 16 agujeros de 5.5mm cerca de todos los bordes, de manera que pueda
ser sujetada a la estructura del banco mediante pernos M5 X 0.80. Las distancias con respecto al
borde más cercano se muestran en la siguiente figura:
Figura 4.42: Ubicación de los agujeros para pernos M5 X 0.80 en la placa inferior
Estructura de ángulosToda la estructura estará formada por ángulos de acero de 2” X 2” X 1/8”, soldados entre sí
mediante soldadura de arco eléctrico, con electrodo 6013 de 3/32” de diámetro de alma.
Figura 4.43: Estructura de ángulos

166
En la figura 4.43 se muestran las diferentes configuraciones que se le darán a los ángulos,
obteniendo un total de 8 tipos de ángulos finales, los cuales están definidos con todo el detalle
necesario en los planos D4.
Para el caso de los ángulos tipo 1, serán de 600mm de largo y tendrán 8 agujeros de 5.5mm de
diámetro, los cuales servirán para la sujeción de las respectivas placas por medio de perno M5 X
0.80. Luego, tenemos que los agujeros ubicados a los extremos del ángulo tendrán una separación
de 30mm con respecto a la arista y el borde. Además, cada agujero estará separado 180mm de su
igual más cercano.
Figura 4.44: Ángulo tipo 1
El ángulo tipo 2 será de 600mm de largo y tendrá 8 agujeros de 5.5mm de diámetro, los cuales
servirán para la sujeción de las respectivas placas por medio de perno M5 X 0.80. En el caso de
los agujeros ubicados a los extremos del ángulo se tendrá una separación de 30mm con respecto
a la arista y el borde. Además, cada agujero estará separado 180mm de su igual más cercano.
Adicionalmente tendrá un agujero de 23.9mm, el cual servirá para acoplar el adaptador de pared
que corresponde la parte más baja de la placa izquierda del banco de pruebas hidrostáticas.
Figura 4.45: Ángulo tipo 2
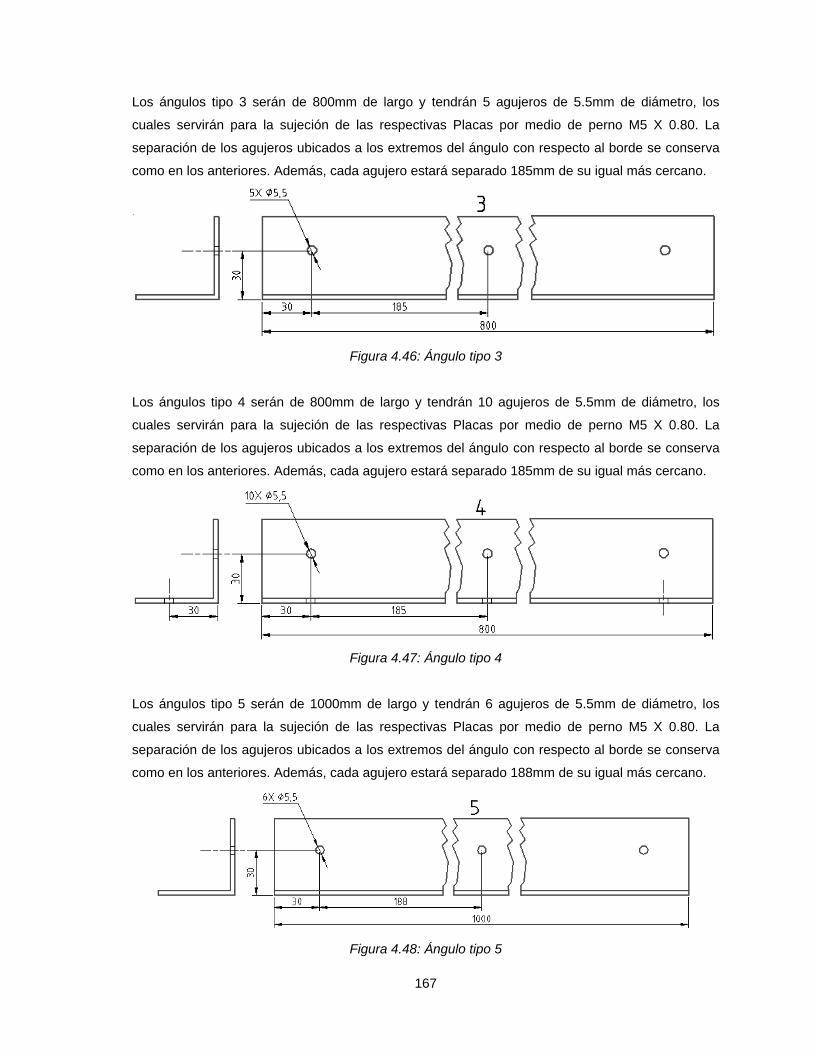
167
Los ángulos tipo 3 serán de 800mm de largo y tendrán 5 agujeros de 5.5mm de diámetro, los
cuales servirán para la sujeción de las respectivas Placas por medio de perno M5 X 0.80. La
separación de los agujeros ubicados a los extremos del ángulo con respecto al borde se conserva
como en los anteriores. Además, cada agujero estará separado 185mm de su igual más cercano.
Figura 4.46: Ángulo tipo 3
Los ángulos tipo 4 serán de 800mm de largo y tendrán 10 agujeros de 5.5mm de diámetro, los
cuales servirán para la sujeción de las respectivas Placas por medio de perno M5 X 0.80. La
separación de los agujeros ubicados a los extremos del ángulo con respecto al borde se conserva
como en los anteriores. Además, cada agujero estará separado 185mm de su igual más cercano.
Figura 4.47: Ángulo tipo 4
Los ángulos tipo 5 serán de 1000mm de largo y tendrán 6 agujeros de 5.5mm de diámetro, los
cuales servirán para la sujeción de las respectivas Placas por medio de perno M5 X 0.80. La
separación de los agujeros ubicados a los extremos del ángulo con respecto al borde se conserva
como en los anteriores. Además, cada agujero estará separado 188mm de su igual más cercano.
Figura 4.48: Ángulo tipo 5

168
Los ángulos tipo 6 serán de 1000mm de largo y tendrán 12 agujeros de 5.5mm de diámetro, los
cuales servirán para la sujeción de las respectivas Placas por medio de perno M5 X 0.80. La
separación de los agujeros ubicados a los extremos del ángulo con respecto al borde se conserva
como en los anteriores. Además, cada agujero estará separado 188mm de su igual más cercano.
Figura 4.49: Ángulo tipo 6
El ángulo tipo 7 será de 1800mm de largo y tendrán 10 agujeros de 5.5mm de diámetro, los cuales
servirán para la sujeción de las respectivas placas por medio de perno M5 X 0.80. La separación
de los agujeros ubicados a los extremos del ángulo con respecto al borde será de 17mm desde la
arista, 30mm desde un borde y 110mm del otro. Además, cada agujero estará separado 185mm de
su igual más cercano.
Figura 4.50: Ángulo tipo 7
El ángulo tipo 8 será de 1800mm de largo y tendrán 10 agujeros de 5.5mm de diámetro, los cuales
servirán para la sujeción de las respectivas Placas por medio de perno M5 X 0.80. La separación
de los agujeros ubicados a los extremos del ángulo con respecto al borde será de 17mm desde la
arista, 30mm desde un borde y 110mm del otro. Además, cada agujero estará separado 185mm de
su igual más cercano.
Figura 4.51: Ángulo tipo 8
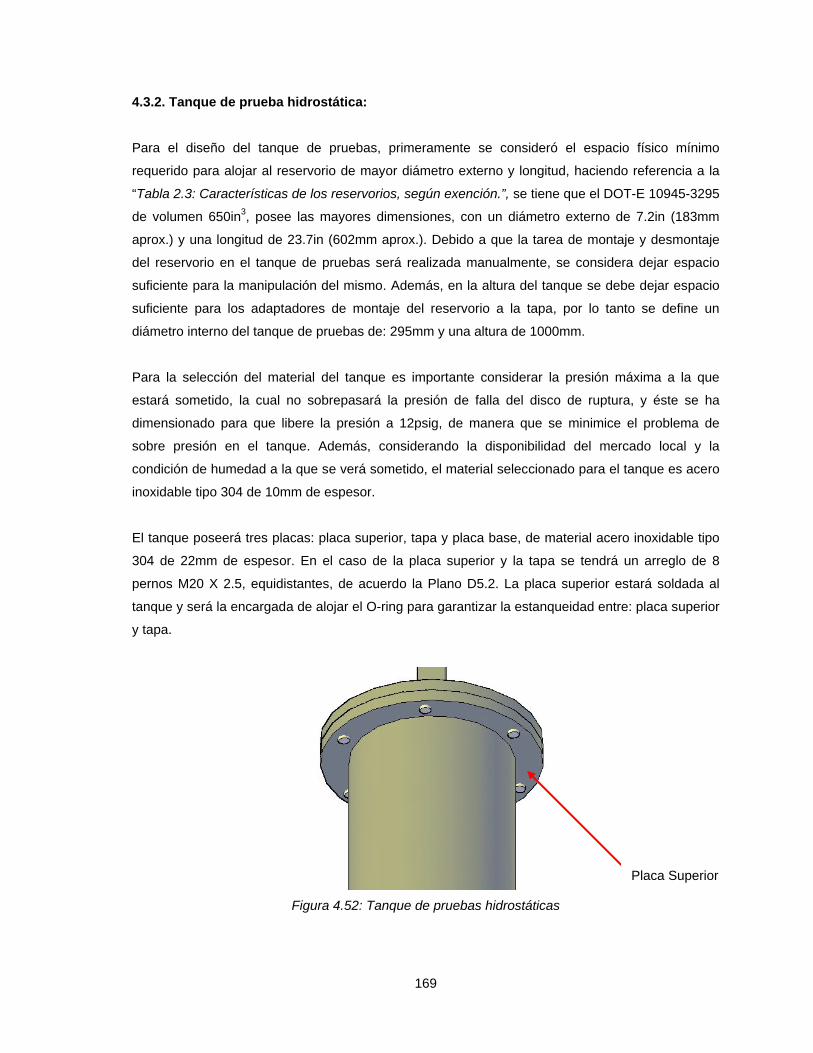
169
4.3.2. Tanque de prueba hidrostática:
Para el diseño del tanque de pruebas, primeramente se consideró el espacio físico mínimo
requerido para alojar al reservorio de mayor diámetro externo y longitud, haciendo referencia a la
“Tabla 2.3: Características de los reservorios, según exención.”, se tiene que el DOT-E 10945-3295
de volumen 650in3, posee las mayores dimensiones, con un diámetro externo de 7.2in (183mm
aprox.) y una longitud de 23.7in (602mm aprox.). Debido a que la tarea de montaje y desmontaje
del reservorio en el tanque de pruebas será realizada manualmente, se considera dejar espacio
suficiente para la manipulación del mismo. Además, en la altura del tanque se debe dejar espacio
suficiente para los adaptadores de montaje del reservorio a la tapa, por lo tanto se define un
diámetro interno del tanque de pruebas de: 295mm y una altura de 1000mm.
Para la selección del material del tanque es importante considerar la presión máxima a la que
estará sometido, la cual no sobrepasará la presión de falla del disco de ruptura, y éste se ha
dimensionado para que libere la presión a 12psig, de manera que se minimice el problema de
sobre presión en el tanque. Además, considerando la disponibilidad del mercado local y la
condición de humedad a la que se verá sometido, el material seleccionado para el tanque es acero
inoxidable tipo 304 de 10mm de espesor.
El tanque poseerá tres placas: placa superior, tapa y placa base, de material acero inoxidable tipo
304 de 22mm de espesor. En el caso de la placa superior y la tapa se tendrá un arreglo de 8
pernos M20 X 2.5, equidistantes, de acuerdo la Plano D5.2. La placa superior estará soldada al
tanque y será la encargada de alojar el O-ring para garantizar la estanqueidad entre: placa superior
y tapa.
Figura 4.52: Tanque de pruebas hidrostáticas
Placa Superior

170
Placa superiorLa placa superior estará soldada al tanque con soldadura tipo filete, y se aplicará un proceso ISO
4063 – 141, el cual se refiere a soldadura TIG (Tungsten inert gas arc welding), y de acuerdo al
anexo: espesor de la placa contra largo de la pierna, con un espesor de placa de 10mm,
asumiendo que la soldadura será capaz de soportar la misma fuerza que la placa, se tiene una
longitud de pierna de soldadura de 8mm. Se ilustra gráficamente en la siguiente figura:
Figura 4.53: Soldadura placa superior – tanque
Se contará con un O-ring de diámetro interno de 305mm, diámetro externo de 319mm y diámetro
de sección transversal de 5.7mm, o sea un O-ring 3093-57. En la siguiente figura se muestra la
ubicación del O-ring:
Figura 4.54: O-ring de la placa superior
El detalle X nos muestra de cerca la instalación del O-ring.
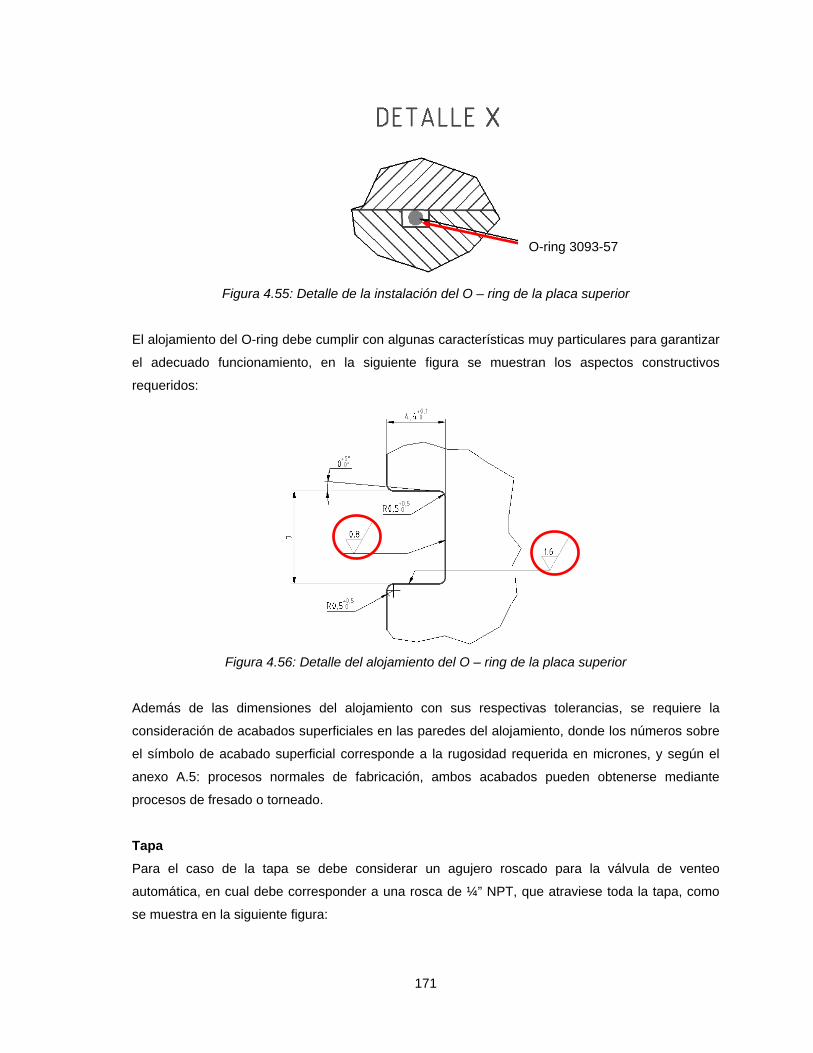
171
Figura 4.55: Detalle de la instalación del O – ring de la placa superior
El alojamiento del O-ring debe cumplir con algunas características muy particulares para garantizar
el adecuado funcionamiento, en la siguiente figura se muestran los aspectos constructivos
requeridos:
Figura 4.56: Detalle del alojamiento del O – ring de la placa superior
Además de las dimensiones del alojamiento con sus respectivas tolerancias, se requiere la
consideración de acabados superficiales en las paredes del alojamiento, donde los números sobre
el símbolo de acabado superficial corresponde a la rugosidad requerida en micrones, y según el
anexo A.5: procesos normales de fabricación, ambos acabados pueden obtenerse mediante
procesos de fresado o torneado.
TapaPara el caso de la tapa se debe considerar un agujero roscado para la válvula de venteo
automática, en cual debe corresponder a una rosca de ¼” NPT, que atraviese toda la tapa, como
se muestra en la siguiente figura:
O-ring 3093-57
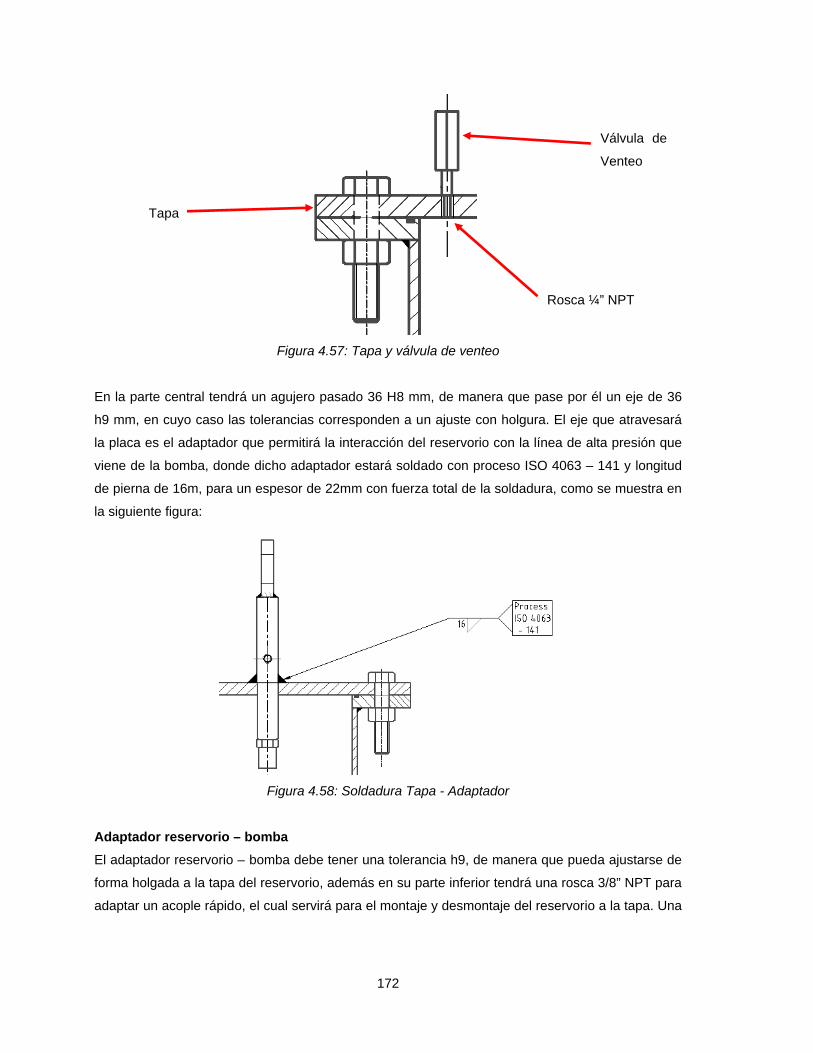
172
Figura 4.57: Tapa y válvula de venteo
En la parte central tendrá un agujero pasado 36 H8 mm, de manera que pase por él un eje de 36
h9 mm, en cuyo caso las tolerancias corresponden a un ajuste con holgura. El eje que atravesará
la placa es el adaptador que permitirá la interacción del reservorio con la línea de alta presión que
viene de la bomba, donde dicho adaptador estará soldado con proceso ISO 4063 – 141 y longitud
de pierna de 16m, para un espesor de 22mm con fuerza total de la soldadura, como se muestra en
la siguiente figura:
Figura 4.58: Soldadura Tapa - Adaptador
Adaptador reservorio – bombaEl adaptador reservorio – bomba debe tener una tolerancia h9, de manera que pueda ajustarse de
forma holgada a la tapa del reservorio, además en su parte inferior tendrá una rosca 3/8” NPT para
adaptar un acople rápido, el cual servirá para el montaje y desmontaje del reservorio a la tapa. Una
Tapa
Válvula de
Venteo
Rosca ¼” NPT

173
vista inferior del adaptador nos permite visualizar las dimensiones de la parte cilíndrica y de la
rosca hembra, como se muestra en la siguiente figura:
Figura 4.59: Rosca adaptador
El adaptador tendrá un agujero que perforará 150mm de la longitud total del mismo, de esta forma
se permitirá el paso del agua desde la bomba hasta el reservorio cuando se encuentre montado en
la tapa. También, en la parte superior se tendrán dos puertos roscados ¼”NPT, los cuales servirán
para la instalación del válvula de venteo y conectar el adaptador de manguera que se comunica
con la bomba.
Figura 4.60: Cavidades interiores del adaptador
En la parte superior del adaptador se tendrá un “ojo” cuya función será la de acoplarse con la grúa,
dicho elemento estará soldado al adaptador mediante Proceso ISO 4063 – 141, con longitud de
pierna de 8mm, con fuerza total de soladura, tipo de soldadura completa. En la siguiente figura se
muestra la representación gráfica y la ubicación exacta de la misma:
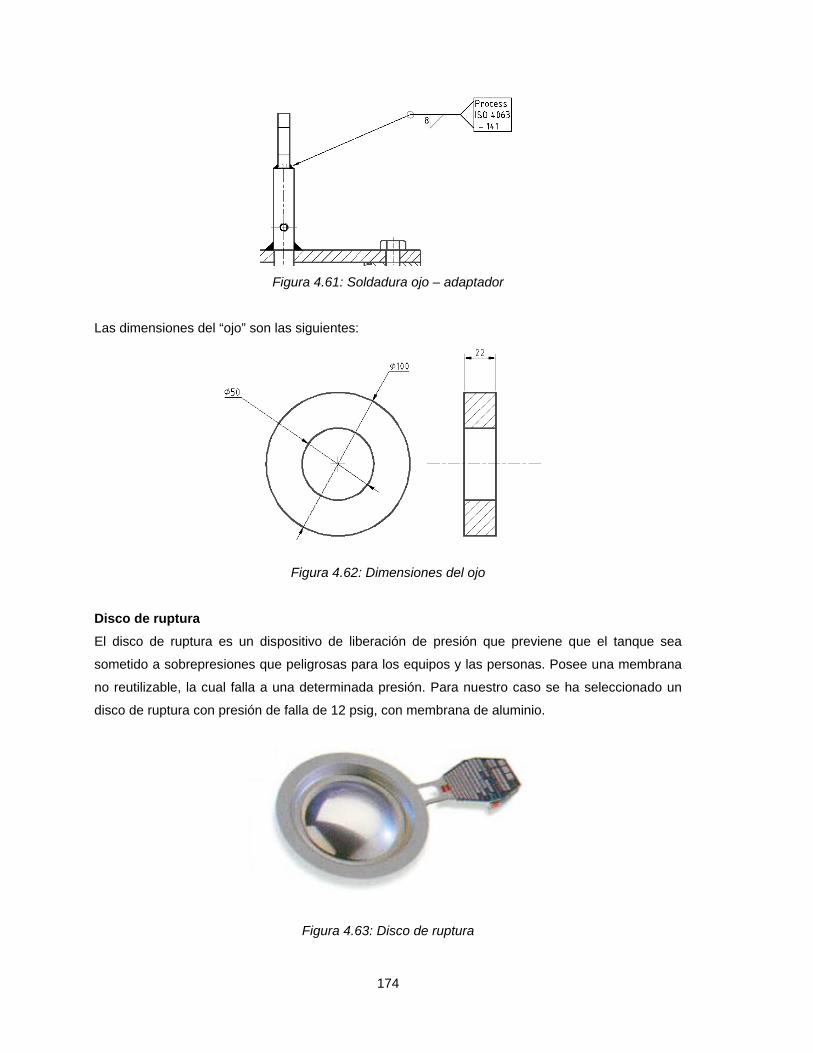
174
Figura 4.61: Soldadura ojo – adaptador
Las dimensiones del “ojo” son las siguientes:
Figura 4.62: Dimensiones del ojo
Disco de rupturaEl disco de ruptura es un dispositivo de liberación de presión que previene que el tanque sea
sometido a sobrepresiones que peligrosas para los equipos y las personas. Posee una membrana
no reutilizable, la cual falla a una determinada presión. Para nuestro caso se ha seleccionado un
disco de ruptura con presión de falla de 12 psig, con membrana de aluminio.
Figura 4.63: Disco de ruptura
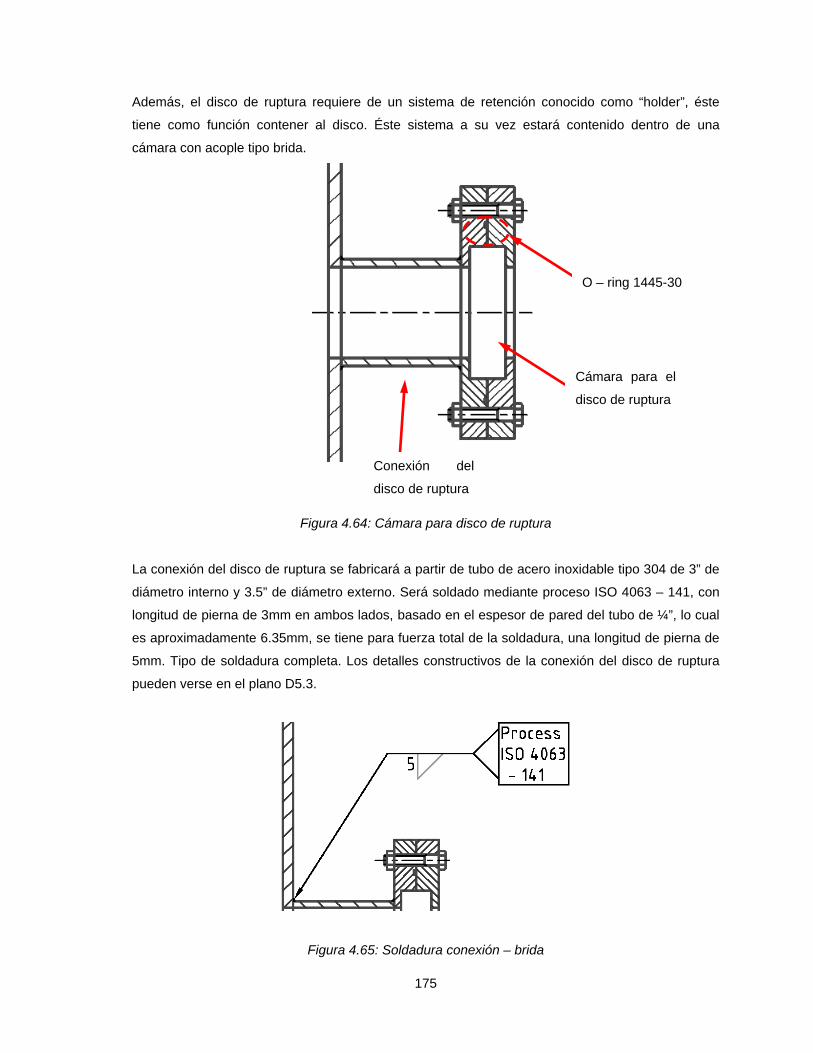
175
Además, el disco de ruptura requiere de un sistema de retención conocido como “holder”, éste
tiene como función contener al disco. Éste sistema a su vez estará contenido dentro de una
cámara con acople tipo brida.
Figura 4.64: Cámara para disco de ruptura
La conexión del disco de ruptura se fabricará a partir de tubo de acero inoxidable tipo 304 de 3” de
diámetro interno y 3.5” de diámetro externo. Será soldado mediante proceso ISO 4063 – 141, con
longitud de pierna de 3mm en ambos lados, basado en el espesor de pared del tubo de ¼”, lo cual
es aproximadamente 6.35mm, se tiene para fuerza total de la soldadura, una longitud de pierna de
5mm. Tipo de soldadura completa. Los detalles constructivos de la conexión del disco de ruptura
pueden verse en el plano D5.3.
Figura 4.65: Soldadura conexión – brida
Cámara para el
disco de ruptura
Conexión del
disco de ruptura
O – ring 1445-30

176
Se contará con un O-ring de diámetro interno de 142mm, diámetro externo de 150mm y diámetro
de sección transversal de 3mm, o sea un O-ring 1445-30.
Nuevamente hacemos especial énfasis en el alojamiento del O-ring, ya que como sabemos, posee
algunas características muy particulares para garantizar el adecuado funcionamiento, en la
siguiente figura se muestran los aspectos constructivos requeridos:
Figura 4.66: Detalle del alojamiento del O – ring del disco de ruptura
Además de las dimensiones del alojamiento con sus respectivas tolerancias, se requiere la
consideración de acabados superficiales en las paredes del alojamiento, donde los números sobre
el símbolo de acabado superficial corresponde a la rugosidad requerida en micrones, ambos
acabados pueden obtenerse mediante procesos de fresado o torneado.
Se ha definido una configuración de 8 pernos equidistantes M10 X 1.5. Más detalles constructivos
se presentan en el plano D5.2.
Placa Base y Sujeción al SueloLa parte inferior del tanque será una placa circular de 22mm de espesor de acero inoxidable tipo
304, con agujeros para pernos M20 X 2.5.
Figura 4.67: Tanque y sus anclas

177
La placa base estará soldada al tanque mediante proceso ISO 4063 – 141, con longitud de pierna
de 8mm para un espesor de placa de 10mm, con fuerza total de soladura. Tipo de soldadura
completa. En la siguiente figura se muestra la representación gráfica y la ubicación exacta de la
misma:
Figura 4.68: Soldadura tanque – placa base
La sujeción al suelo se hará mediante anclas para perno M20 X 2.5, las cuales estarán empotradas
al suelo. Los detalles completos sobre la construcción de la placa se encuentran en los planos
D5.1 y D5.2.
TanqueEl tanque de pruebas hidrostáticas estará fabricado a partir de placa de acero inoxidable tipo 304,
de espesor de 10mm, la cual será sometida a un proceso de doblado hasta obtener la forma
cilíndrica deseada. Las dimensiones del tanque serán 315mm de diámetro externo y 1000mm de
altura. El tanque será soldado mediante proceso ISO 4063 – 141, con longitud de pierna de 8mm
para un espesor de placa de 10mm, con fuerza total de soladura, con una longitud de 1000mm,
desde la placa base hasta la placa superior.
El tanque poseerá 3 adaptadores soldables para la medición de la expansión volumétrica, el
drenaje y el llenado del mismo. Los adaptadores serán soldados mediante proceso ISO 4063 –
141, con longitud de pierna de 8mm para un espesor de placa de 10mm, con fuerza total de
soladura, tipo de soldadura completa. A partir de la placa base del tanque en dirección hacia arriba
tenemos a 9mm el adaptador para el drenaje, diametralmente opuesto y a una altura de 217mm
desde la placa base, tenemos el adaptador para línea de llenado, a 18mm desde éste punto se
tiene el nivel para el disco de ruptura, a 288mm en la misma dirección está el adaptador para
conexión con buretas. En la siguiente figura se ilustran éstos aspectos.
Ancla

178
Figura 4.69: Adaptadores y soldadura del tanque
4.3.3. Tanque de descarga
Para el tanque de descarga se utilizará un barril plástico de 200L, como se muestra en la siguiente
figura:
Figura 4.70: Barril para tanque de descarga
Tendrá acoplados tres adaptadores de pared conocidos como “bulkhead”, los cuales comunicarán
al tanque de descarga con:
1. La línea de alimentación
2. La línea de descarga
3. La línea de succión.
Adaptador
para conexión
con buretas
Drenaje
de tanque
Adaptador
para línea de
llenado

179
La línea de descarga es la más significativa en cuanto a la ubicación del respectivo adaptador en el
tanque, ya que debe estar en la posición más baja posible, de manera que la columna de agua
sobre ella amortigüe el agua de descarga a alta presión que entrará por ahí. Es basado en este
criterio que se ubican los siguientes adaptadores.
Figura 4.71: Ubicación de los adaptadores de pared en el barril para tanque de descarga
El tamaño de los agujeros para los adaptadores de pared es el siguiente:
Figura 4.72: Tamaño de los agujeros para los adaptadores de pared en el barril para tanque de
descarga
Línea de alimentación
Línea de descarga
Línea de succión
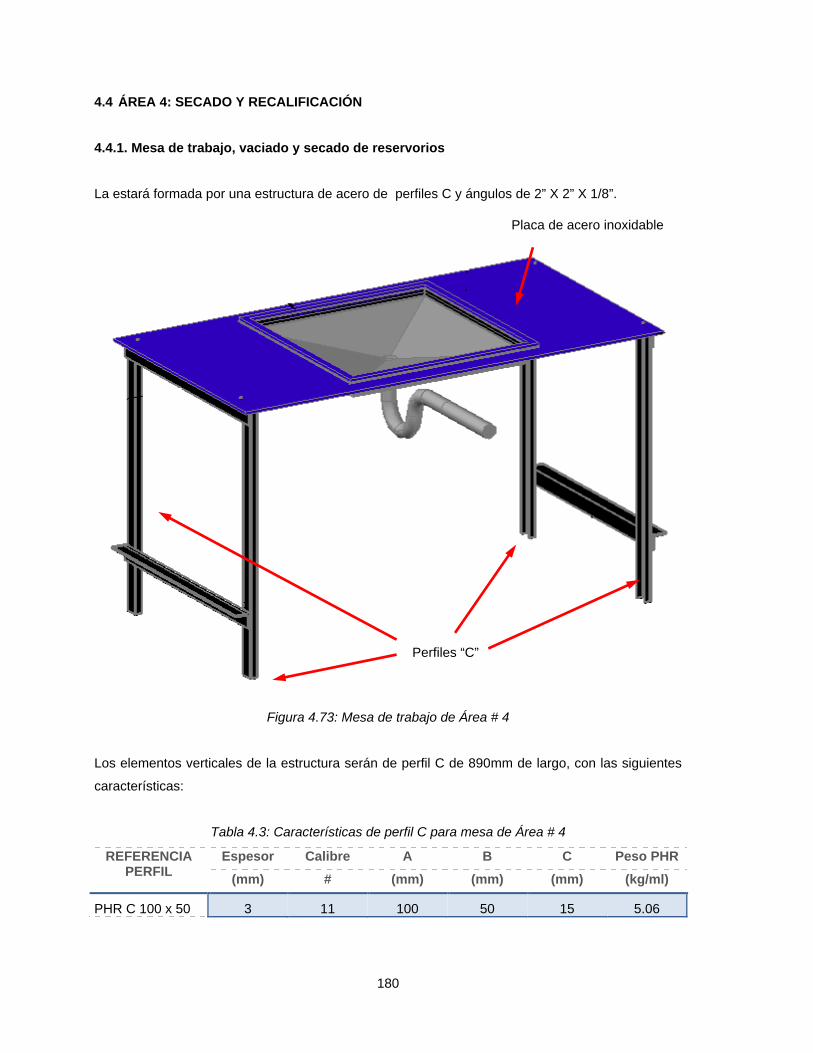
180
4.4 ÁREA 4: SECADO Y RECALIFICACIÓN
4.4.1. Mesa de trabajo, vaciado y secado de reservorios
La estará formada por una estructura de acero de perfiles C y ángulos de 2” X 2” X 1/8”.
Figura 4.73: Mesa de trabajo de Área # 4
Los elementos verticales de la estructura serán de perfil C de 890mm de largo, con las siguientes
características:
Tabla 4.3: Características de perfil C para mesa de Área # 4
REFERENCIAPERFIL
Espesor Calibre A B C Peso PHR(mm) # (mm) (mm) (mm) (kg/ml)
PHR C 100 x 50 3 11 100 50 15 5.06
Perfiles “C”
Placa de acero inoxidable

181
Acero de calidad estructural:
PHR (Perfiles laminados en caliente) Espesor 2mmNorma ASTM A 1011 - grado 50Fy = 340 MPa (35.15 Kg/mm2)Fu = 450 MPa (45.70 Kg/mm2)
Las dimensiones correspondientes a la tabla 4.3 son las siguientes:
Figura 4.74: Referencia de las medidas del perfil C de la Tabla 4.3
Los elementos horizontales de la estructura estarán construidos con ángulos de acero de 2” X 2” X
1/8” de 800mm de largo, además para el caso de los ángulos superiores será necesario considerar
dos agujeros que servirán para sujetar la placa de acero inoxidable superior.
Figura 4.75: Ángulos superiores de la estructura de la mesa de Área # 4
La placa de acero inoxidable será tipo 304 y tendrá un espesor de 10mm, sus dimensiones son
1520mm X 820mm. Además tendrá un agujero de 630mm X 630mm para instalar un lavabo de
acero inoxidable. En la figura 4.76 se muestran los detalles de las dimensiones de la placa y la
ubicación del agujero para el lavabo.

182
Figura 4.76: Dimensiones de la placa superior de la mesa de Área # 4
La placa tendrá cuatro agujeros de 5.5mm, para pernos M5 X 0.80, como se muestra en la figura
4.77.
Figura 4.77: Agujeros para Placa de Acero Inoxidable de la mesa de Área # 4
Todas las uniones entre ángulos y perfil C serán con soldadura de arco eléctrico y electrodo 6013
de alma 3/32"
A
B

183
4.5 ÁREA 5: RECARGA
4.5.1. Mesa de trabajo para montaje de válvula y recarga
La estará formada por una estructura de acero de perfiles C y ángulos de 2” X 2” X 1/8”.
Figura 4.78: Mesa de trabajo de Área # 5
Los elementos verticales de la estructura serán de perfil C de 890mm de largo, con las siguientes
características:
Tabla 4.4: Características de perfil C para mesa de Área # 5
REFERENCIAPERFIL
Espesor Calibre A B C Peso PHR(mm) # (mm) (mm) (mm) (kg/ml)
PHR C 100 x 50 3 11 100 50 15 5.06
Perfiles “C”
Placa de acero inoxidable

184
Acero de calidad estructural:
PHR (Perfiles laminados en caliente) Espesor 2mmNorma ASTM A 1011 - grado 50Fy = 340 MPa (35.15 Kg/mm2)Fu = 450 MPa (45.70 Kg/mm2)
Las dimensiones correspondientes a la tabla 4.4 son las siguientes:
Figura 4.79: Referencia de las medidas del perfil C de la Tabla 4.4
Los elementos horizontales de la estructura estarán construidos con ángulos de acero de
2”X2”X1/8” de 800mm de largo, además para el caso de los ángulos superiores será necesario
considerar dos agujeros que servirán para sujetar la Placa de Acero Inoxidable superior.
Figura 4.80: Ángulos superiores de la estructura de la mesa de Área # 5
La placa de acero inoxidable será tipo 304 y tendrá un espesor de 10mm, sus dimensiones son
1020mm X 820mm. En la figura 4.78 se muestran los detalles de las dimensiones de la placa.

185
Figura 4.81: Dimensiones de la placa superior de la mesa de Área # 5
La placa tendrá cuatro agujeros de 5.5mm, para pernos M5 X 0.80, como se muestra en la figura
4.82.
Figura 4.82: Agujeros para placa de acero inoxidable de la mesa de Área # 5
Todas las uniones entre ángulos y perfil C serán con soldadura de arco eléctrico y electrodo 6013
de alma 3/32"

186
4.5.2. Tanque de enfriamiento para carga de N2
El tanque de enfriamiento estará fabricado completamente de placas de acero inoxidable tipo 304
de 10mm de espesor.
Figura 4.83: Tanque de enfriamiento
En vista de planta, las dimensiones de los diámetros del tanque y del escudo de acero para
protección personal son las siguientes:
Figura 4.84: Vista de plante del Tanque de Enfriamiento

187
En la vista frontal vemos que el alto completo del escudo de acero para protección es de 1000mm,
y los adaptadores están a 270mm y 964mm a partir de la parte superior.
Figura 4.85: Vista frontal del tanque de enfriamiento.
Todas las soldaduras del tanque serán realizadas mediante proceso ISO 4063 – 141, el cual
corresponde a soldadura TIG. Para más detalles del tanque consultar el plano D6.1.
4.5.3. Jaula de retención de reservoriosLa jaula de retención de los reservorios será una estructura simple de ángulos, con piezas de tela
metálica de acero galvanizado o inoxidable, de modo que los reservorios queden contenidos sin
problemas en el interior de ésta.
En la Figura 4.86 se muestran las dimensiones de los ángulos a utilizar, ambos será ángulos de 2”
X 2” X 1/8”, los cuales estarán soldados entre sí mediante soldadura de arco eléctrico. Para
obtener más detalles constructivos, consultar el plano D6.2

188
Figura 4.86: Ángulos para la jaula de retención.
En la Figura 4.87 se muestra la forma en que estarán ensamblados los ángulos de la jaula de
retención.
Figura 4.87: Jaula de retención.
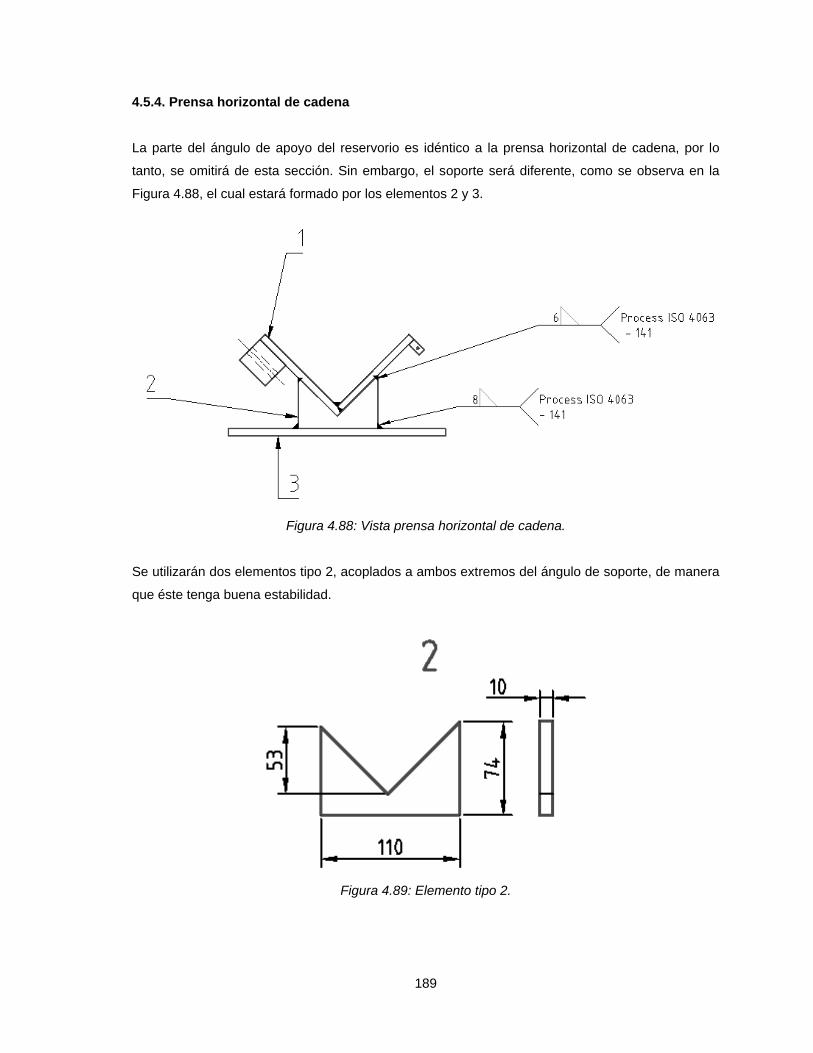
189
4.5.4. Prensa horizontal de cadena
La parte del ángulo de apoyo del reservorio es idéntico a la prensa horizontal de cadena, por lo
tanto, se omitirá de esta sección. Sin embargo, el soporte será diferente, como se observa en la
Figura 4.88, el cual estará formado por los elementos 2 y 3.
Figura 4.88: Vista prensa horizontal de cadena.
Se utilizarán dos elementos tipo 2, acoplados a ambos extremos del ángulo de soporte, de manera
que éste tenga buena estabilidad.
Figura 4.89: Elemento tipo 2.
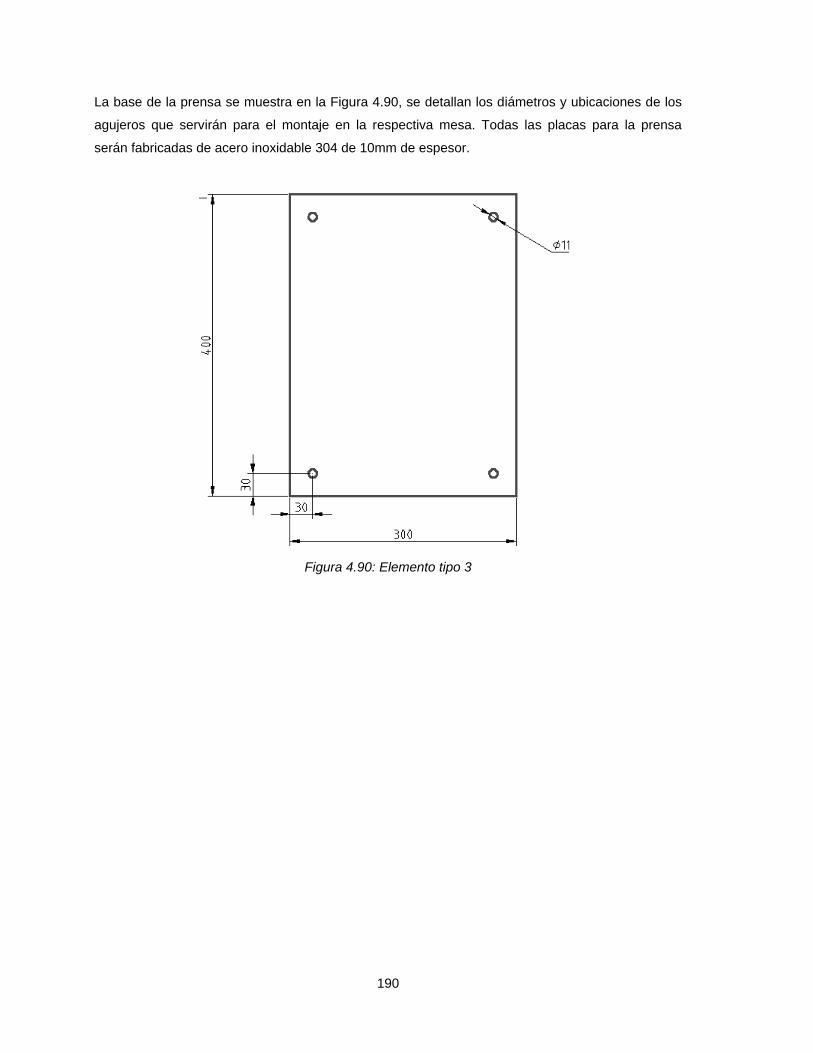
190
La base de la prensa se muestra en la Figura 4.90, se detallan los diámetros y ubicaciones de los
agujeros que servirán para el montaje en la respectiva mesa. Todas las placas para la prensa
serán fabricadas de acero inoxidable 304 de 10mm de espesor.
Figura 4.90: Elemento tipo 3

191
4.6 ÁREA 6: EMPACADO Y ALMACENAMIENTO
4.6.1. Mesa para empaquetado de reservorios
La estará formada por una estructura de acero de perfiles C y ángulos de 2” X 2” X 1/8”.
Figura 4.91: Mesa de trabajo de Área # 6.
Los elementos verticales de la estructura serán de perfil C de 890mm de largo, con las siguientes
características:
Tabla 4.5: Características de perfil C para mesa de Área # 6
REFERENCIAPERFIL
Espesor Calibre A B C Peso PHR(mm) # (mm) (mm) (mm) (kg/ml)
PHR C 100 x 50 3 11 100 50 15 5.06
Perfiles “C”
Madera
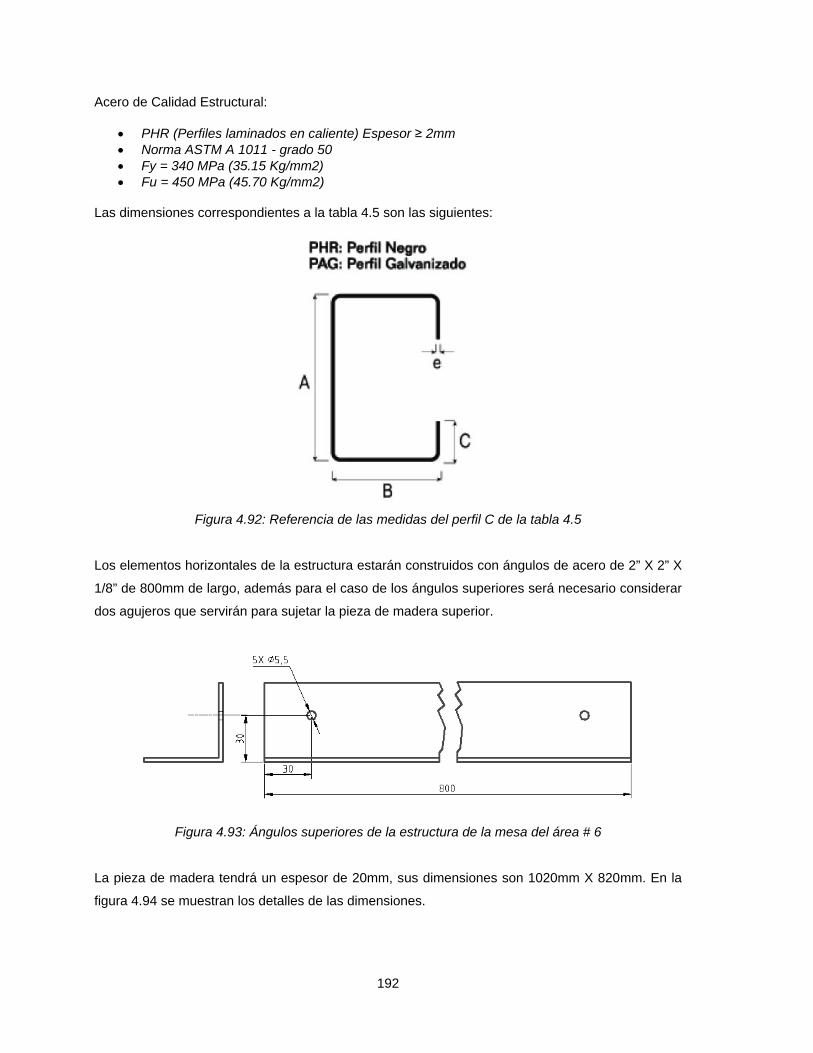
192
Acero de Calidad Estructural:
PHR (Perfiles laminados en caliente) Espesor 2mmNorma ASTM A 1011 - grado 50Fy = 340 MPa (35.15 Kg/mm2)Fu = 450 MPa (45.70 Kg/mm2)
Las dimensiones correspondientes a la tabla 4.5 son las siguientes:
Figura 4.92: Referencia de las medidas del perfil C de la tabla 4.5
Los elementos horizontales de la estructura estarán construidos con ángulos de acero de 2” X 2” X
1/8” de 800mm de largo, además para el caso de los ángulos superiores será necesario considerar
dos agujeros que servirán para sujetar la pieza de madera superior.
Figura 4.93: Ángulos superiores de la estructura de la mesa del área # 6
La pieza de madera tendrá un espesor de 20mm, sus dimensiones son 1020mm X 820mm. En la
figura 4.94 se muestran los detalles de las dimensiones.

193
Figura 4.94: Dimensiones de la placa de madera de la mesa de Área # 6.
La placa tendrá cuatro agujeros de 5.5mm, para pernos M5 X 0.80, como se muestra en la figura
4.95.
Figura 4.95: Agujeros para placa de madera de la mesa de Área # 6.
Todas las uniones entre ángulos y perfil C serán con soldadura de arco eléctrico y electrodo 6013
de alma 3/32.

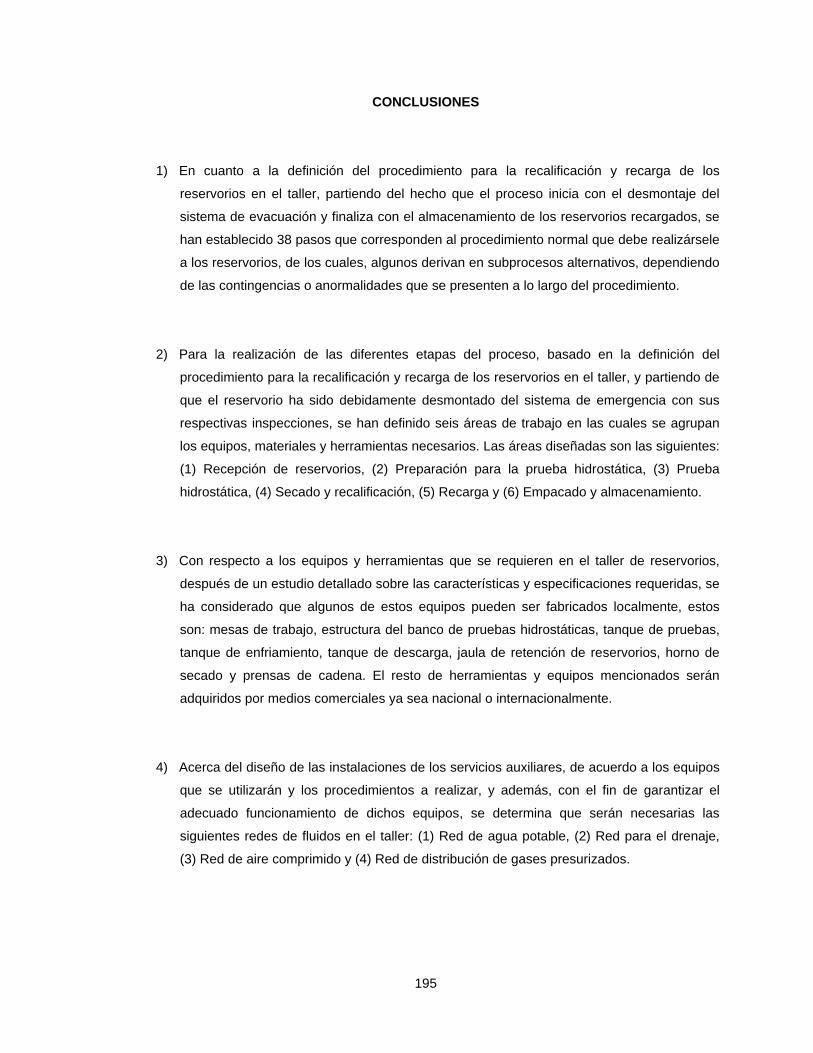
195
CONCLUSIONES
1) En cuanto a la definición del procedimiento para la recalificación y recarga de los
reservorios en el taller, partiendo del hecho que el proceso inicia con el desmontaje del
sistema de evacuación y finaliza con el almacenamiento de los reservorios recargados, se
han establecido 38 pasos que corresponden al procedimiento normal que debe realizársele
a los reservorios, de los cuales, algunos derivan en subprocesos alternativos, dependiendo
de las contingencias o anormalidades que se presenten a lo largo del procedimiento.
2) Para la realización de las diferentes etapas del proceso, basado en la definición del
procedimiento para la recalificación y recarga de los reservorios en el taller, y partiendo de
que el reservorio ha sido debidamente desmontado del sistema de emergencia con sus
respectivas inspecciones, se han definido seis áreas de trabajo en las cuales se agrupan
los equipos, materiales y herramientas necesarios. Las áreas diseñadas son las siguientes:
(1) Recepción de reservorios, (2) Preparación para la prueba hidrostática, (3) Prueba
hidrostática, (4) Secado y recalificación, (5) Recarga y (6) Empacado y almacenamiento.
3) Con respecto a los equipos y herramientas que se requieren en el taller de reservorios,
después de un estudio detallado sobre las características y especificaciones requeridas, se
ha considerado que algunos de estos equipos pueden ser fabricados localmente, estos
son: mesas de trabajo, estructura del banco de pruebas hidrostáticas, tanque de pruebas,
tanque de enfriamiento, tanque de descarga, jaula de retención de reservorios, horno de
secado y prensas de cadena. El resto de herramientas y equipos mencionados serán
adquiridos por medios comerciales ya sea nacional o internacionalmente.
4) Acerca del diseño de las instalaciones de los servicios auxiliares, de acuerdo a los equipos
que se utilizarán y los procedimientos a realizar, y además, con el fin de garantizar el
adecuado funcionamiento de dichos equipos, se determina que serán necesarias las
siguientes redes de fluidos en el taller: (1) Red de agua potable, (2) Red para el drenaje,
(3) Red de aire comprimido y (4) Red de distribución de gases presurizados.
196
5) Para la elaboración del presupuesto del taller se ha considerado únicamente el costo total
de los equipos que serán fabricados localmente, el precio de venta al detalle de los
equipos y herramientas que se pueden adquirir localmente y el precio FOB de los
componentes que deben ser importados. El costo total aproximado, considerando además
un 20% de contingencias, es de $62,478.34. El porcentaje más importante de esta partida
le corresponde a los costos de los equipos importados, el cual asciende a $35,998.18, lo
que equivale al 57.62% del valor total del proyecto.
197
RECOMENDACIONES
A continuación se presentan algunas recomendaciones que pueden ser de utilidad al momento en
que se decida construir el taller de recalificación y recarga de los reservorios:
1) El procedimiento de recalificación y recarga de reservorios que se ha establecido en este
documento, está basado en las recomendaciones, requerimientos y parámetros definidos
en las versiones más recientes de la documentación y normativas vigentes al momento de
la realización del presente trabajo de graduación (marzo a julio de 2009), que son
aplicables a los tipos de reservorios que han sido considerados. Sin embargo todos estos
documentos son revisados y actualizados con cierta periodicidad, y en algunos casos estas
revisiones incluyen cambios que pueden ser significativos y afectar aspectos tales como
procedimientos, criterios de prueba, etc. A partir de esto se recomienda que al momento
que se decida retomar la construcción del taller de reservorios, se verifiquen las versiones
más recientes de la documentación, se comparen con el procedimiento ya establecido y se
realicen las modificaciones que pudieran ser necesarias. Debe prestarse especial atención
a los Special Permits correspondientes a los reservorios, ya que estos tienen periodos de
vigencia establecidos, los cuales expiran durante los próximos dos años; específicamente
el DOT-SP 8162 es vigente hasta el 2011 y el DOT-SP 10945 expira en el 2010.
2) Los sistemas para la realización de la prueba hidrostática (banco de pruebas) y la recarga
que han sido diseñados para el taller de reservorios y que se han propuesto a lo largo del
presente documento, son sistemas con capacidades básicas, que operan mediante control
manual; sin embargo estos equipos podrían ser mejorados mediante la implementación de
sistemas de control automático y software especializado, lo cual podría significar un
incremento considerable para la productividad del taller y en la precisión de la realización
de los procedimientos. Sin embargo debido a la complejidad que presentan estos sistemas
automatizados, es recomendable adquirir directamente un equipo completo, tipo “paquete”,
que ya integre todos los elementos necesarios tales como válvulas de accionamiento
eléctrico, medidores y sensores digitales, controladores electrónicos, software, etc. Al
momento de considerar la opción de un sistema automatizado, debe tomarse en cuenta el
hecho que estos equipos tienen costos mucho más elevados, y su mantenimiento es más
complejo, por lo cual debería realizarse un análisis económico a fondo para evaluar la
conveniencia y la rentabilidad de una inversión de este tipo, sobre la base de la demanda
que pueda esperarse para esta instalación.

198
3) Los diseños de los equipos de fabricación local dependen de las dimensiones de algunos
elementos que serán comprados a terceros, tales como: acoples, válvulas, bisagras, etc.,
por lo tanto, se recomienda que las dimensiones de los equipos y las cavidades para el
alojamiento de éstos, sean verificadas antes de la construcción, de modo que se garantice
la compatibilidad entre ellos para el correcto ensamblaje de los mismos.
4) En el presente documento no se han detallado las características de la obra civil que se
requiere para el local del taller de reservorios, ya que se considera que la mayor parte de
los elementos estructurales que lo componen, como paredes, piso, puertas, etc., no
requieren ninguna consideración especial y su especificación no es parte de los alcances
del presente trabajo. Sin embargo se debe destacar dos elementos puntuales de la
construcción, para los cuales debería prestarse especial atención, como es el caso de la
estructura para el montaje del riel para el tecle y el foso donde se instalará el tanque de
pruebas hidrostáticas. Para estos dos elementos se debe asegurar que el diseño y
construcción, garantice la adecuada instalación y funcionamiento de los equipos
respectivos, y que la ubicación de estos dos elementos coincida con la distribución
espacial de las áreas de trabajo a las cuales corresponden.

199
BIBLIOGRAFÍA
Air Cruisers/Aérazur. [2008] A319/A320/A321 Evacuation Systems Reservoir and Valve Assembly,
Component Maintenance Manual with Illustrated Parts List 26-65-17. Air Cruisers, Estados Unidos
de América.
Compressed Gas Association. [1999] Handbook of Compressed Gases. Editorial Springer, Estados
Unidos de América.
Compressed Gas Association. [2005] CGA Pamphlet C-6.2: Guidelines for Visual Inspection and
Requalification of Fiber Reinforced High Pressure Cylinders. Compressed Gas Association,
Estados Unidos de América.
Escoffier, R. [2002] Preliminary Study on Aircraft Evacuation Systems Aging. Aérazur Aerosafety
Systems Division, Francia.
Jensen, C., J.D. Helsen, H.R. Short. [2004] Dibujo y Diseño en Ingeniería. Editorial McGraw Hill,
México.
Rase, H.F. [1963] Piping Design for Process Plants. Editorial John Wiley & Sons, Estados Unidos
de América.
U.S. Department of Transportation, Pipeline and Hazardous Materials Safety Administration. [2006]
DOT Special Permit 10945. U.S. Department of Transportation, Estados Unidos de América.
U.S. Department of Transportation, Pipeline and Hazardous Materials Safety Administration. [2007]
Code of Federal Regulations, Title 49 - Transportation, Chapter I, Part 180 - Continuing
Qualification and Maintenance of Packagings, 180.201 – 180.215. U.S. Department of
Transportation, Estados Unidos de América.
U.S. Department of Transportation, Pipeline and Hazardous Materials Safety Administration. [2009]
DOT Special Permit 8162. U.S. Department of Transportation, Estados Unidos de América.

ANEXO ATABLAS, GRÁFICOS Y SIMBOLOGÍA


A-1
Tabla A.1: Factores de corrección por temperatura para la verificación de la presión de los
reservorios:
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 758]

A-2
Tabla A.2: Rango de valores de torque para el apriete de componentes de los reservorios
[Air Cruisers/Aérazur, CMM 25-65-17, pág. 804]

A-3

A-4
Tabla A.3: Dimensiones recomendadas de tubería para aire comprimido a 100 psi, para tubo de
acero cédula 40

A-5
Tabl
a A
.4: P
eso
de tu
bería
de
acer
o (e
n Lb
/ft) p
ara
dife
rent
es d
iám
etro
s y
espe
sore
s

A-6
Tabla A.5: Espaciamiento recomendado de soportes, para el montaje de tubería en servicio de
agua o gas
Tabla A.6: Capacidad de tubería de drenaje, según diámetro y pendiente hidráulica
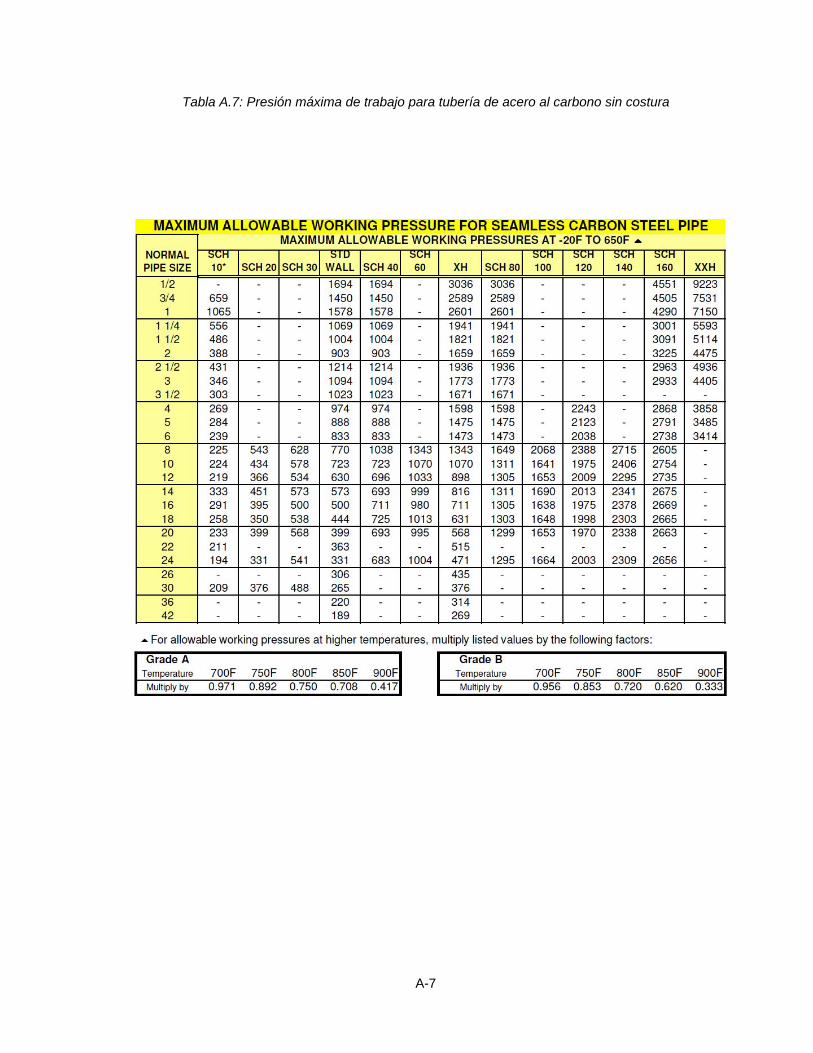
A-7
Tabla A.7: Presión máxima de trabajo para tubería de acero al carbono sin costura

A-8
Información de catálogo de la bomba hidráulica del banco de pruebas:
Figura A.1: Información de catálogo de la bomba hidráulica del banco de pruebas

A-9
Modelo de bomba: 10-5-080
Marca: SC Hydraulic Engineering Corporation
Figura A.2: Curvas de desempeño de la bomba del banco de pruebas hidrostáticas

A-10
Información de catálogo de booster de CO2:
Figura A.3: Booster para recarga de CO2
Figura A.4: Curva de desempeño del Booster de CO2

A-11
Información de catálogo de booster de N2:
Figura A.5: Booster para recarga de N2
Figura A.6: Curva de desempeño del Booster de N2
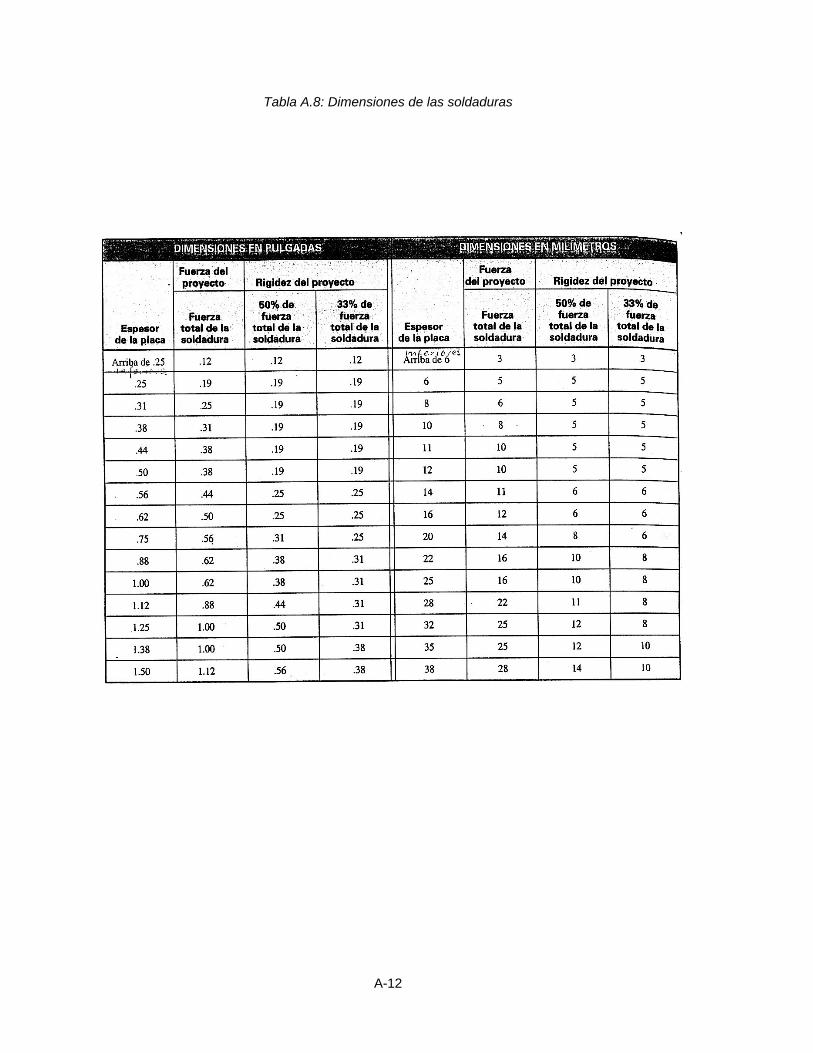
A-12
Tabla A.8: Dimensiones de las soldaduras

A-13
Tabla A.9: Procesos normales de fabricación

A-14
Simbología ANSI para dibujo de tuberías de una sola línea:
Válvula de bolaConector para
mangueras
Codo de 90º Unión universal
Tee estándar Bomba
Acople rápido Snubber
Filtro strainer en “y” Válvula de alivio
Válvula check Manómetro
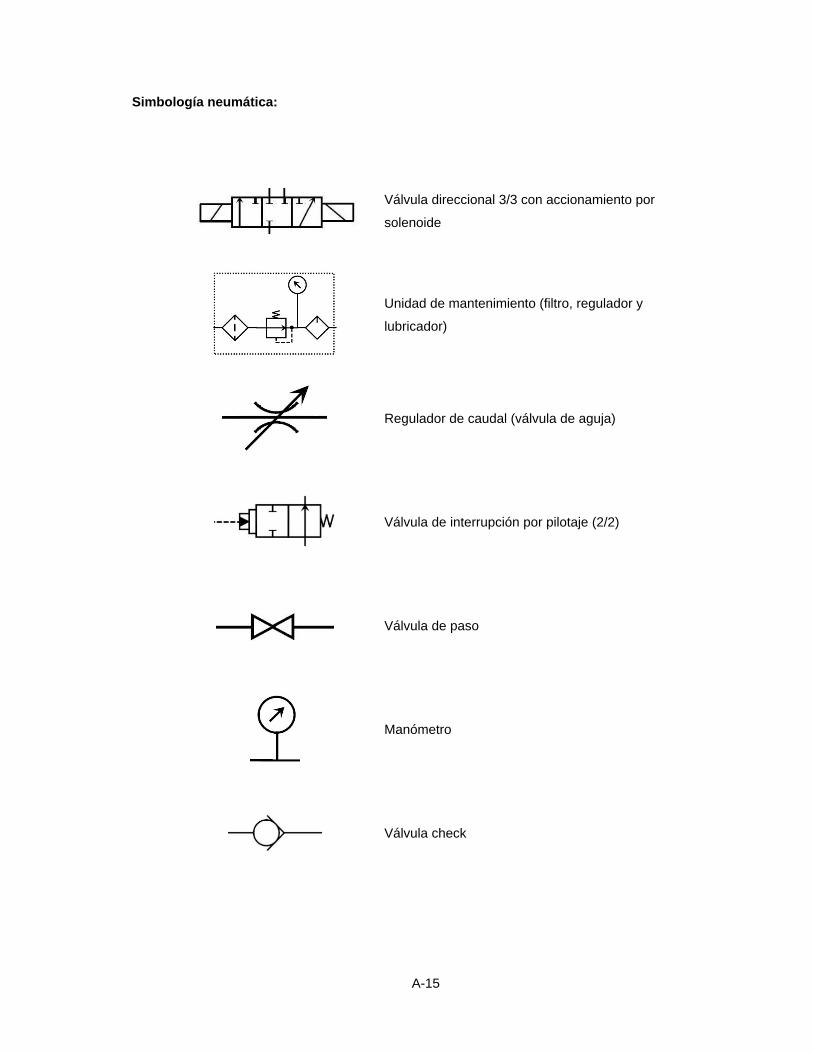
A-15
Simbología neumática:
Válvula direccional 3/3 con accionamiento por
solenoide
Unidad de mantenimiento (filtro, regulador y
lubricador)
Regulador de caudal (válvula de aguja)
Válvula de interrupción por pilotaje (2/2)
Válvula de paso
Manómetro
Válvula check

A-16
Válvula de alivio
Filtro de partículas
Silenciador

ANEXO BLISTADO DE COMPONENTES Y PRESUPUESTO


B-1
A continuación se presenta el listado completo de los equipos y componentes que son requeridos
para la construcción del taller de reservorios, con base al diseño que se ha presentado en el
presente documento. Además se incluye el costo de todos los elementos, tomando en cuenta las
siguientes consideraciones:
- Los equipos que corresponden a aplicaciones comunes (tubería y valvulería de baja
presión, consumibles, etc.), no se les especifica un modelo en particular, solo se detallan
las características y dimensiones con que deben contar, según el diseño establecido, y
pueden ser adquiridos localmente según la disponibilidad comercial.
- Para los equipos que serán fabricados localmente, únicamente se indica el costo de los
mismos, que incluye tanto materiales como mano de obra; todas las características de
diseño de estos equipos se encuentran detalladas en la sección de planos, en el anexo C.
- Para los equipos y componentes especializados se propone un modelo específico, que
cumple o supera los requerimientos de diseño que se han establecido. Prácticamente
todos estos equipos deben ser comprados en el exterior, pues no existen distribuidores
locales de los mismos.
- El presupuesto que se presenta solo considera el costo de los componentes, adquiridos
local o externamente, y el precio total de los equipos de fabricación local; no se han
considerado los costos de mano de obra para la instalación de equipos en el local del
taller.
- No se están tomando en cuenta los costos de la obra civil del local del taller (paredes, piso,
estructuras, etc.) ya que este aspecto no es parte de los alcances del trabajo y sus
características no han sido especificadas en el mismo.
- Los costos de envío de los equipos que deben ser adquiridos en el exterior no se han
podido determinar, de modo que los precios indicados son FOB.
- Todos los precios corresponden al mes de julio de 2009.
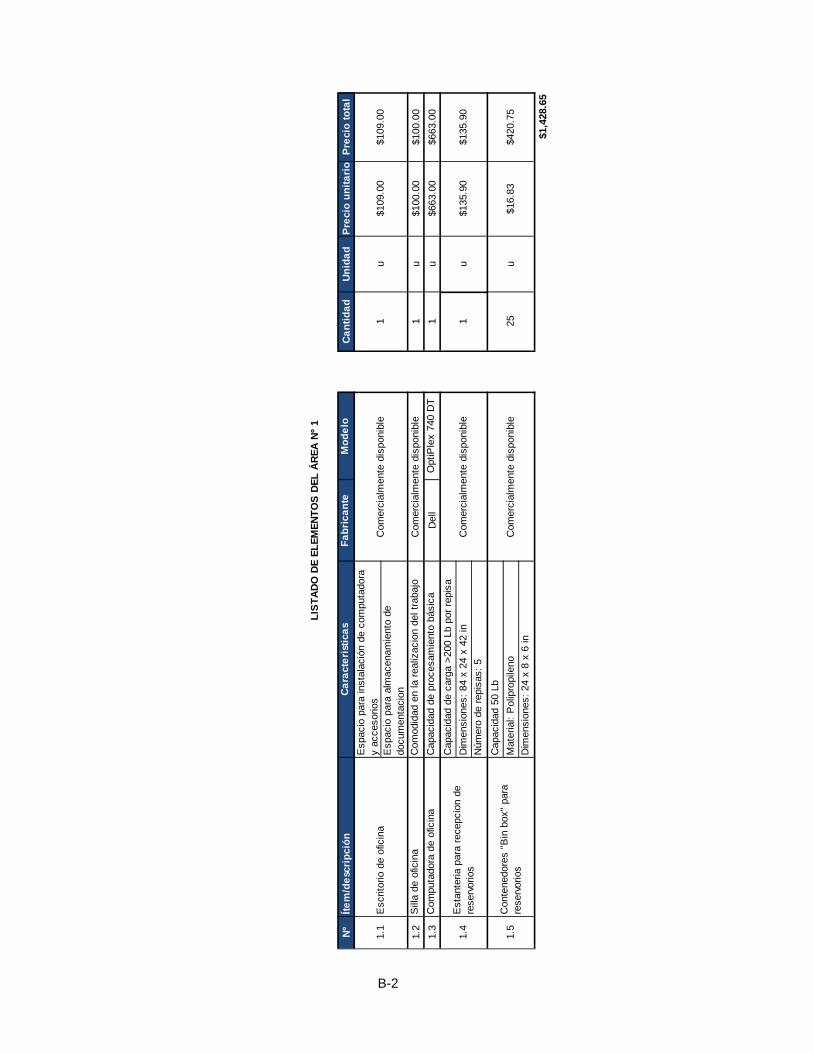
B-2
NºÍte
m/d
escr
ipci
ónC
arac
teris
ticas
Fabr
ican
teM
odel
oC
antid
adU
nida
dP
reci
o un
itari
oP
reci
o to
tal
Esp
acio
par
a in
stal
ació
n de
com
puta
dora
y ac
ceso
rios
Esp
acio
par
a al
mac
enam
ient
o de
docu
men
taci
on1.
2S
illa
de o
ficin
aC
omod
idad
en
la re
aliz
acio
n de
l tra
bajo
1u
$100
.00
$100
.00
1.3
Com
puta
dora
de
ofic
ina
Cap
acid
ad d
e pr
oces
amie
nto
bási
caD
ell
Opt
iPle
x 74
0 D
T1
u$6
63.0
0$6
63.0
0C
apac
idad
de
carg
a >2
00 L
b po
r rep
isa
Dim
ensi
ones
: 84
x 24
x 4
2 in
Núm
ero
de re
pisa
s: 5
Cap
acid
ad 5
0 Lb
Mat
eria
l: P
olip
ropi
leno
Dim
ensi
ones
: 24
x 8
x 6
in
$1,4
28.6
5
u$4
20.7
51.
5C
onte
nedo
res
"Bin
box
" pa
rare
serv
orio
sC
omer
cial
men
te d
ispo
nibl
e25
$16.
83
$109
.00
1$1
35.9
0
LIST
AD
O D
E EL
EMEN
TOS
DEL
ÁR
EA N
º 1
1.1
Esc
ritor
io d
e of
icin
aC
omer
cial
men
te d
ispo
nibl
e
Com
erci
alm
ente
dis
poni
ble
$109
.00
1.4
Est
ante
ria p
ara
rece
pcio
n de
rese
rvor
ios
Com
erci
alm
ente
dis
poni
ble
1
$135
.90
u u

B-3
NºÍte
m/d
escr
ipci
ónC
arac
teri
stic
asFa
bric
ante
Mod
elo
Can
tidad
Unid
adP
reci
o un
itario
Prec
io to
tal
2.1
Mes
a de
trab
ajo
del á
rea
2S
egún
esp
ecifi
caci
ones
de
dise
ño1
u$7
50.0
0$7
50.0
02.
2P
rens
a de
cad
ena
verti
cal
Seg
ún e
spec
ifica
cion
es d
e di
seño
1u
$425
.00
$425
.00
2.3
Llav
e he
xago
nal "
alle
n" (
kit)
Tam
años
var
ios
1u
$3.7
5$3
.75
2.4
Jueg
o de
llav
es d
e tu
erca
s co
mún
Tam
años
< 1
in1
u$4
7.70
$47.
70N
orm
a A
N81
4-10
Ros
ca U
NF
7/8"
x 1
4A
lum
inio
ano
diza
do
2.6
Ada
ptad
or d
e to
rqui
met
ro p
ara
válvu
laE
spec
ifica
cion
es s
egún
fabr
ican
te d
e lo
s eq
uipo
sA
ir C
ruis
ers
B19
586-
31
u$6
95.5
7$6
95.5
7
Ada
ptad
or c
uadr
ado
de 1
/2 in
Ran
go d
e 10
0-10
00 In
.Lb
Bor
osco
pio
de fi
bra
óptic
aD
iam
etro
del
cab
le <
1/4
inLo
ngitu
d de
l cab
le >
25
inC
ampo
de
visio
n >
40º
2.9
Ada
ptad
or d
e re
serv
orio
par
a pr
ueba
hidr
ósta
tica
Esp
ecifi
caci
ones
seg
ún fa
bric
ante
de
los
equi
pos
Air
Cru
iser
sC
1984
8-1
3u
$75.
00$2
25.0
0
Ros
ca m
acho
, seg
ún a
dapt
ador
par
a pr
ueba
Aco
ple
tipo
indu
stria
l de
1/2
inP
resi
ón d
e tra
bajo
>5,
500
psi
Dim
ensi
ones
: 28
x 4
x 1/
8 in
Dur
ómet
ro #
80-
85
2.12
Her
ram
ient
a pa
ra c
oloc
ar O
-ring
Esp
ecifi
caci
ones
seg
ún fa
bric
ante
de
los
equi
pos
Air
Cru
iser
s67
189-
11
u$1
02.7
9$1
02.7
9
2.13
Pañ
os s
uave
s de
lim
piez
aTe
la d
e m
icro
fibra
5u
$2.0
0$1
0.00
2.14
Det
erge
nte
liqui
do s
uave
Det
erge
nte
com
ún1
gl$1
.00
$1.0
02.
15A
lcoh
ol is
opro
pílic
oU
so in
dust
rial
1gl
$3.9
2$3
.92
2.16
Ace
til B
utat
oU
so in
dust
rial
1gl
$5.0
0$5
.00
Nor
ma
AS
586A
-916
Dia
met
ro in
tern
o 1.
171
in2.
18Lu
bric
ante
par
a pu
erto
rosc
ado
Gra
sa lu
bric
ante
par
a m
etal
McG
ee In
dust
ries
McL
ube
1190
1pk
g 1L
b$1
00.2
4$1
00.2
42.
19Lu
bric
ante
par
a O
-ring
ext
erno
Gra
sa lu
bric
ante
par
a el
astó
mer
oD
upon
tK
ryto
x 24
01
pkg
225g
$495
.00
$495
.00
PV
C fl
exib
le 1
/2 in
Pre
sión
de
traba
jo <
150
psi
Par
a se
rvic
io c
on a
gua
pota
ble
Ros
ca m
acho
1/2
in N
PT,
am
bos
extre
mos
$4,8
67.8
4
$6.0
0C
omer
cial
men
te d
ispo
nibl
e2.
20M
angu
era
para
llen
ado
5$1
.20
yda
2.17
O-ri
ng p
ara
puer
to d
e re
serv
orio
4$1
4.82
$59.
28pk
g 25
unid
ades
Com
erci
alm
ente
dis
poni
ble
Com
erci
alm
ente
dis
poni
ble
Com
erci
alm
ente
dis
poni
ble
Com
erci
alm
ente
dis
poni
ble
Par
ker H
anni
fin3-
916
N14
70-7
0
$1,4
95.0
0u
$5.0
0
Com
erci
alm
ente
dis
poni
ble
2.10
Nip
le p
ara
acop
le ra
pido
3$3
9.23
$117
.69
2.11
Cub
ierta
de
Neo
pren
oC
omer
cial
men
te d
ispo
nibl
e1
$5.0
0
u u
2.8
Bor
osco
pio
Com
erci
alm
ente
dis
poni
ble
1$1
,495
.00
25$7
.76
$194
.00
2.7
Tórq
uim
etro
Com
erci
alm
ente
dis
poni
ble
1$1
25.9
0$1
25.9
0
2.5
Per
no ta
pon
de s
egur
idad
Goo
drid
geA
N81
4-10
u u
LIST
ADO
DE
ELEM
ENTO
S DE
L ÁR
EA N
º 2
Fabr
icac
ión
loca
l, se
gún
dise
ñoFa
bric
ació
n lo
cal,
segú
n di
seño
Com
erci
alm
ente
dis
poni
ble
Com
erci
alm
ente
dis
poni
ble

B-4
NºÍte
m/d
escr
ipci
ónC
arac
teris
ticas
Fabr
ican
teM
odel
oCa
ntid
adUn
idad
Pre
cio
unita
rioPr
ecio
tota
l
Cap
acid
ad d
e 1/
4 to
nE
leva
ción
elé
ctric
aM
onta
je ti
po "
lug"
Des
plaz
amie
nto
mot
oriz
ado
Con
exió
n el
éctri
ca tr
ifasi
ca 2
08 V
Altu
ra d
e el
evac
ion
10 ft
Vig
a "I"
ést
anda
rA
ltura
4 in
Anc
ho d
e bo
rde
2.79
6 in
Vig
a "I"
ést
anda
rA
ltura
4 in
Anc
ho d
e bo
rde
2.79
6 in
Rad
io d
e cu
rvat
ura
48 in
3.4
Est
ruct
ura
del b
anco
de
prue
bas
Seg
ún e
spec
ifica
cion
es d
e di
seño
1u
$1,0
50.0
0$1
,050
.00
Dia
met
ro n
omin
al 1
/2 in
Pre
sión
de
serv
icio
< 1
00 p
sig
Céd
ula
10A
cero
inox
idab
le 3
04
Ros
ca N
PT
hem
bra
1/2
inP
resi
ón d
e se
rvic
io <
100
psi
gB
ronc
e
Ros
cas
NP
T he
mbr
a 1/
2 in
Pre
sión
de
serv
icio
< 1
00 p
sig
Ace
ro in
oxid
able
Ros
cas
NP
T he
mbr
a 1/
2 in
Pre
sión
de
serv
icio
< 1
00 p
sig
Bro
nce
Ros
ca N
PT
hem
bra
1/2
inP
resi
ón d
e se
rvic
io <
100
psi
gB
ronc
e
Ros
ca N
PT
hem
bra
1/2
inP
resi
ón d
e se
rvic
io <
100
psi
gC
édul
a 10
Bro
nce
1$5
.20
$5.2
0
2$2
.10
$4.2
0
Com
erci
alm
ente
dis
poni
ble
3.10
Uni
ón u
nver
sal b
aja
pres
ión
Com
erci
alm
ente
dis
poni
ble
u u
1$1
1.50
$11.
50
4$1
3.42
$53.
68
3$2
0.50
$61.
50
1$4
.60
$4.6
0
m u u u3.
8A
copl
e "b
ulkh
ead"
par
a m
angu
era
baja
pre
sión
Com
erci
alm
ente
dis
poni
ble
3.9
Vál
vula
che
ck b
aja
pres
ión
3.7
Vál
vula
de
bola
baj
a pr
esió
nC
omer
cial
men
te d
ispo
nibl
e
3.5
Tube
ría b
aja
pres
ión
Com
erci
alm
ente
dis
poni
ble
3.6
Filtr
o "s
train
er"
en Y
baj
a pr
esió
nC
omer
cial
men
te d
ispo
nibl
e
2$3
8.42
$76.
83
Banc
o de
pru
ebas
hid
rost
átic
asFa
bric
ació
n lo
cal,
segú
n di
seño
Com
erci
alm
ente
dis
poni
ble
3.2
Vig
a re
cta
para
des
plaz
amie
nto
de te
cle
3.3
Vig
a cu
rva
para
des
plaz
amie
nto
de te
cle
Com
erci
alm
ente
dis
poni
ble
8$2
7.34
$218
.73
u m m
LIST
ADO
DE
ELEM
ENTO
S DE
L ÁR
EA N
º 3
Tecl
e pa
ra d
espl
azam
ient
o de
rese
rvor
ios
3.1
Yal
eK
ELC
1/4-
10*1
6S1
1$4
,122
.00
$4,1
22.0
0
Tecl
e
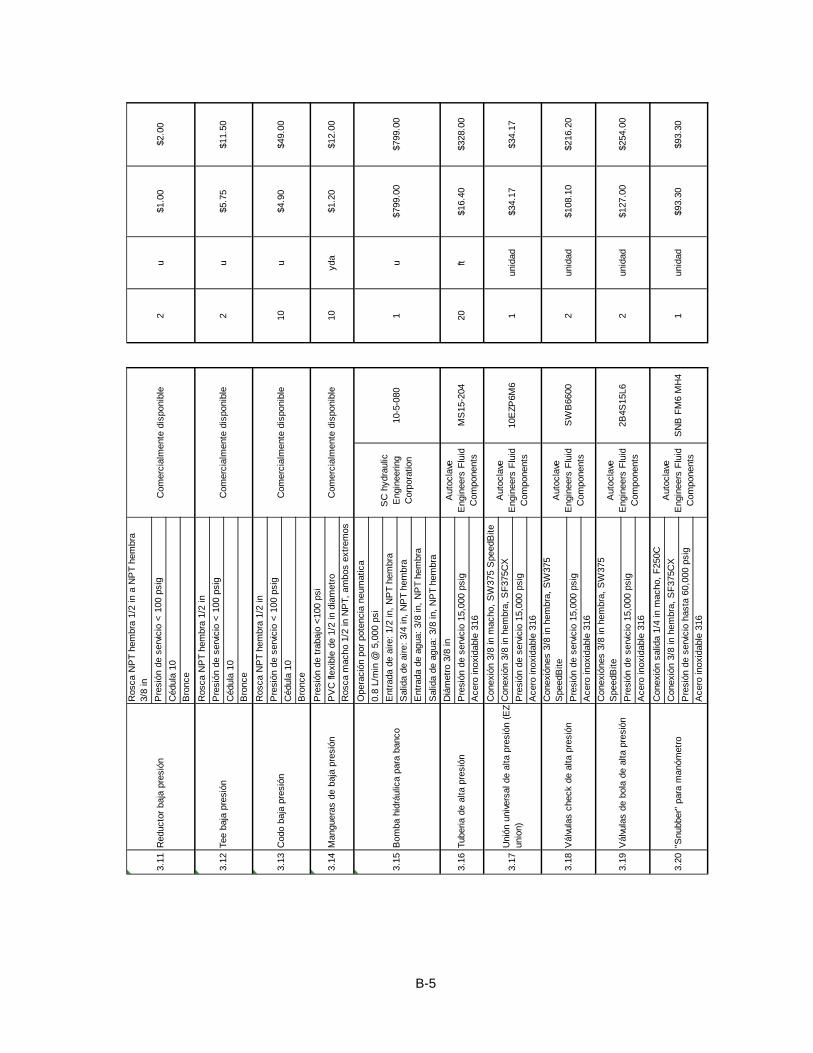
B-5
Ros
ca N
PT
hem
bra
1/2
in a
NP
T he
mbr
a3/
8 in
Pre
sión
de
serv
icio
< 1
00 p
sig
Céd
ula
10B
ronc
e
Ros
ca N
PT
hem
bra
1/2
inP
resi
ón d
e se
rvic
io <
100
psi
gC
édul
a 10
Bro
nce
Ros
ca N
PT
hem
bra
1/2
inP
resi
ón d
e se
rvic
io <
100
psi
gC
édul
a 10
Bro
nce
Pre
sión
de
traba
jo <
100
psi
PV
C fl
exib
le d
e 1/
2 in
dia
met
roR
osca
mac
ho 1
/2 in
NP
T, a
mbo
s ex
trem
os
Ope
raci
ón p
or p
oten
cia
neum
atic
a0.
8 L/
min
@ 5
,000
psi
Ent
rada
de
aire
: 1/2
in, N
PT
hem
bra
Sal
ida
de a
ire: 3
/4 in
, NP
T he
mbr
aE
ntra
da d
e ag
ua: 3
/8 in
, NP
T he
mbr
aS
alid
a de
agu
a: 3
/8 in
, NP
T he
mbr
aD
iám
etro
3/8
inP
resi
ón d
e se
rvic
io 1
5,00
0 ps
igA
cero
inox
idab
le 3
16
Con
exió
n 3/
8 in
mac
ho, S
W37
5 S
peed
Bite
Con
exió
n 3/
8 in
hem
bra,
SF3
75C
XP
resi
ón d
e se
rvic
io 1
5,00
0 ps
igA
cero
inox
idab
le 3
16C
onex
ióne
s 3/
8 in
hem
bra,
SW
375
Spe
edB
iteP
resi
ón d
e se
rvic
io 1
5,00
0 ps
igA
cero
inox
idab
le 3
16C
onex
ióne
s 3/
8 in
hem
bra,
SW
375
Spe
edB
iteP
resi
ón d
e se
rvic
io 1
5,00
0 ps
igA
cero
inox
idab
le 3
16
Con
exió
n sa
lida
1/4
in m
acho
, F25
0CC
onex
ión
3/8
in h
embr
a, S
F375
CX
Pre
sión
de
serv
icio
has
ta 6
0,00
0 ps
igA
cero
inox
idab
le 3
16
u yda u ft
unid
ad
unid
ad
unid
ad
unid
ad3.
20"S
nubb
er"
para
man
ómet
roA
utoc
lave
Eng
inee
rs F
luid
Com
pone
nts
SN
B FM
6 M
H4
3.18
Vál
vula
s ch
eck
de a
lta p
resi
ónA
utoc
lave
Eng
inee
rs F
luid
Com
pone
nts
SW
B66
00
3.19
Vál
vula
s de
bol
a de
alta
pre
sión
Aut
ocla
veE
ngin
eers
Flu
idC
ompo
nent
s2B
4S15
L6
3.17
Uni
ón u
nive
rsal
de
alta
pre
sión
(EZ
unio
n)
Aut
ocla
veE
ngin
eers
Flu
idC
ompo
nent
s10
EZP
6M6
3.16
Tube
ria d
e al
ta p
resi
ón
3.14
Man
guer
as d
e ba
ja p
resi
ónC
omer
cial
men
te d
ispo
nibl
e
Aut
ocla
veE
ngin
eers
Flu
idC
ompo
nent
sM
S15
-204
3.13
Cod
o ba
ja p
resi
ónC
omer
cial
men
te d
ispo
nibl
e
3.15
Bom
ba h
idrá
ulic
a pa
ra b
anco
SC
hyd
raul
icE
ngin
eerin
gC
orpo
ratio
n10
-5-0
80
2$1
.00
$2.0
0
3.12
Tee
baja
pre
sión
Com
erci
alm
ente
dis
poni
ble
3.11
Red
ucto
r baj
a pr
esió
nC
omer
cial
men
te d
ispo
nibl
eu u
2$5
.75
$11.
50
10$4
.90
$49.
00
10$1
.20
$12.
00
1$7
99.0
0$7
99.0
0
20$1
6.40
$328
.00
1$3
4.17
$34.
17
2$1
08.1
0$2
16.2
0
2$1
27.0
0$2
54.0
0
1$9
3.30
$93.
30

B-6
Con
exió
n 1/
4 in
hem
bra,
F25
0CR
ango
de
med
ició
n 0-
10,0
00 p
sig
Mín
imo
inte
rval
o 10
0 ps
iTu
bos
de B
ourd
on d
e ac
ero
inox
idab
le 3
16
Ent
rada
3/8
in h
embr
a N
PT
Sal
ida
3/8
in h
embr
a, S
W37
5P
resi
ón d
e se
rvic
io 1
0,00
0 ps
igA
cero
inox
idab
le 3
16
Ent
rada
3/8
in h
embr
a, S
W37
5S
alid
a 3/
8 in
mac
ho N
PT
Pre
sión
de
serv
icio
15,
000
psig
Ace
ro in
oxid
able
316
Ent
rada
3/8
in m
acho
, SF3
75C
XS
alid
a 3/
8 in
hem
bra,
SW
375
Pre
sión
de
serv
icio
20,
000
psig
Ace
ro in
oxid
able
316
Con
exió
nes
3/8
in h
embr
a, S
W37
5P
resi
ón d
e se
rvic
io 1
5,00
0 ps
igA
cero
inox
idab
le 3
16
Con
exió
nes
3/8
in h
embr
a, S
W37
5P
resi
ón d
e se
rvic
io 1
5,00
0 ps
igA
cero
inox
idab
le 3
16
Diá
met
ro 3
/8 in
Ext
rem
os r
osca
dos,
3/8
in N
PT
mac
hoP
resi
ón m
áxim
a de
ope
raci
ón 1
0,00
0 ps
iC
ubie
rta e
inte
rior d
e ca
ucho
sin
tétic
oR
efue
rzo
de d
os c
apas
de
alam
bre
de a
cero
Con
exio
nes
hem
bra
NP
T 1/
4 in
Ser
vicio
par
a liq
uido
o g
asP
resi
ón d
e se
rvic
io 1
000-
10,0
00 p
sig
Ace
ro in
oxid
able
316
Jueg
o de
4 b
uret
as (
25, 5
0, 1
25, 3
60 c
c)M
anifo
ld d
e br
once
Vál
vula
de
vaci
ado
de 1
/4 in
NP
TFi
tting
par
a m
angu
era
MN
PT
de 1
/4 in
Pre
sión
de
traba
jo <
100
psi
PV
C fl
exib
le d
e 1/
4 in
dia
met
roR
osca
mac
ho N
PT
de 1
/4 in
, en
un e
xtre
mo
unid
ad
Hig
h P
ress
ure
Equ
ipm
ent
Com
pany
HIP
-10R
V
3.29
Ban
co d
e bu
reta
sH
ydro
-Tes
tP
rodu
cts
inc
180-
032
3.27
Man
guer
a de
alta
pre
sión
Eat
on A
eroq
uip
Indu
stria
lD
ivisi
onFC
616-
06
3.28
Vál
vula
de
alivi
o de
alta
pre
sión
3.25
Cod
o de
alta
pre
sión
Aut
ocla
veE
ngin
eers
Flu
idC
ompo
nent
sS
L660
0
3.26
Tee
de a
lta p
resi
ónA
utoc
lave
Eng
inee
rs F
luid
Com
pone
nts
ST6
660
3.23
Ada
ptad
or m
acho
/hem
bra
(1) d
eal
ta p
resi
ón
Aut
ocla
veE
ngin
eers
Flu
idC
ompo
nent
s15
M46
N2
3.24
Ada
ptad
or m
acho
/hem
bra
(2) d
eal
ta p
resi
ón
Aut
ocla
veE
ngin
eers
Flu
idC
ompo
nent
s6M
X66K
2
3.21
Man
ómet
ro d
el b
anco
de
prue
bas
Aut
ocla
veE
ngin
eers
Flu
idC
ompo
nent
sP
-048
2-C
G
3.22
Ada
ptad
or "
bulk
head
" pa
ram
angu
eras
de
alta
pre
sión
Aut
ocla
veE
ngin
eers
Flu
idC
ompo
nent
s15
BA
MP
6 FL
6
3.30
Man
guer
as d
e ba
ja p
resi
ón p
ara
cone
xión
de
bure
tas
Com
erci
alm
ente
dis
poni
ble
1$2
69.0
0$2
69.0
0
2$3
1.00
$62.
00
2$1
4.40
$28.
80
unid
ad
unid
ad
2$1
4.40
$28.
80
17$2
4.85
$422
.45
4$3
7.55
$150
.20
unid
ad
unid
ad
unid
ad
2$9
8.00
$196
.00
1$2
80.0
0$2
80.0
0
1$1
,300
.00
$1,3
00.0
0
/8ft
unid
ad
unid
ad
10$0
.23
$2.3
0yd
a
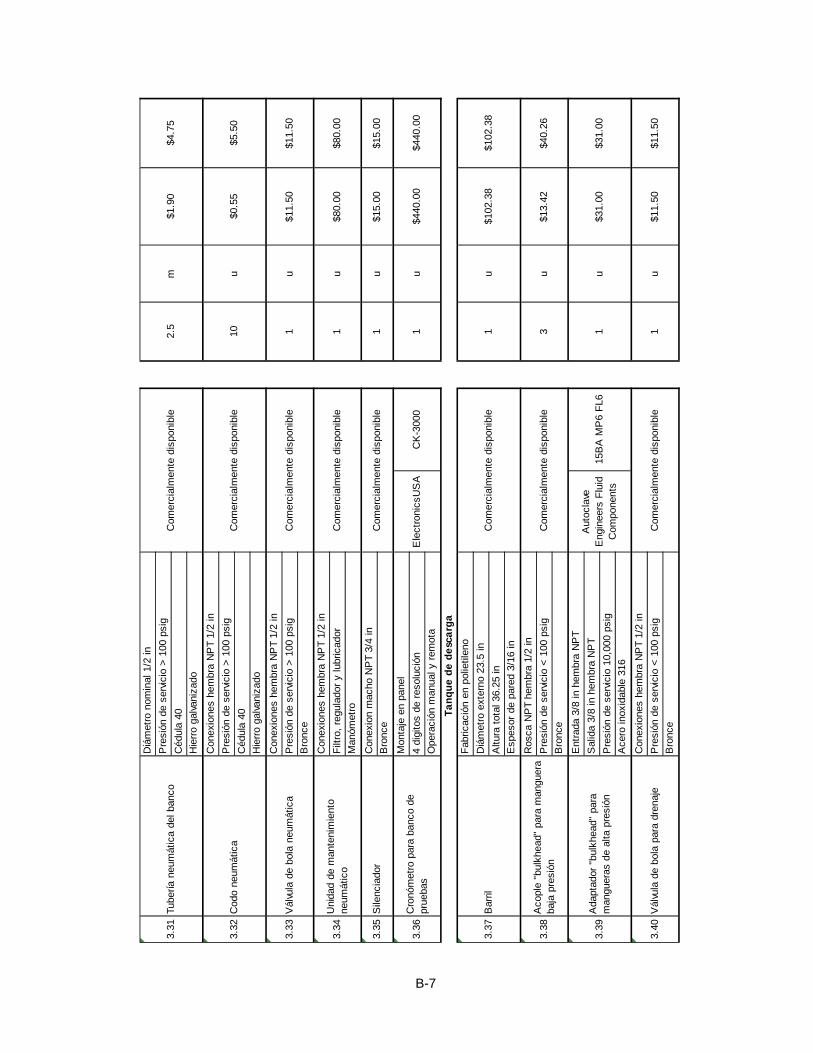
B-7
Diá
met
ro n
omin
al 1
/2 in
Pre
sión
de
serv
icio
> 1
00 p
sig
Céd
ula
40H
ierro
gal
vani
zado
Con
exio
nes
hem
bra
NP
T 1/
2 in
Pre
sión
de
serv
icio
> 1
00 p
sig
Céd
ula
40H
ierro
gal
vani
zado
Con
exio
nes
hem
bra
NP
T 1/
2 in
Pre
sión
de
serv
icio
> 1
00 p
sig
Bro
nce
Con
exio
nes
hem
bra
NP
T 1/
2 in
Filtr
o, re
gula
dor y
lubr
icad
orM
anóm
etro
Con
exio
n m
acho
NP
T 3/
4 in
Bro
nce
Mon
taje
en
pane
l4
digi
tos
de re
solu
ción
Ope
raci
ón m
anua
l y r
emot
a
Fabr
icac
ión
en p
olie
tilen
oD
iám
etro
ext
erno
23.
5 in
Altu
ra to
tal 3
6.25
inE
spes
or d
e pa
red
3/16
in
Ros
ca N
PT
hem
bra
1/2
inP
resi
ón d
e se
rvic
io <
100
psi
gB
ronc
e
Ent
rada
3/8
in h
embr
a N
PT
Sal
ida
3/8
in h
embr
a N
PT
Pre
sión
de
serv
icio
10,
000
psig
Ace
ro in
oxid
able
316
Con
exio
nes
hem
bra
NP
T 1/
2 in
Pre
sión
de
serv
icio
< 1
00 p
sig
Bro
nce
3.34
Uni
dad
de m
ante
nim
ient
one
umát
ico
Com
erci
alm
ente
dis
poni
ble
3.31
Tube
ría n
eum
átic
a de
l ban
coC
omer
cial
men
te d
ispo
nibl
e
3.32
Cod
o ne
umát
ica
Com
erci
alm
ente
dis
poni
ble
3.35
Sile
ncia
dor
Com
erci
alm
ente
dis
poni
ble
3.33
Vál
vula
de
bola
neu
mát
ica
Com
erci
alm
ente
dis
poni
ble
2.5
$1.9
0$4
.75
10$0
.55
$5.5
0
m u
1$1
1.50
$11.
50
1$8
0.00
$80.
00
1$1
5.00
$15.
00
u u u
Vál
vula
de
bola
par
a dr
enaj
eC
omer
cial
men
te d
ispo
nibl
e
Tanq
ue d
e de
scar
ga
3.36
Cro
nóm
etro
par
a ba
nco
depr
ueba
sE
lect
roni
csU
SA
CK
-300
0
3.37
Bar
rilC
omer
cial
men
te d
ispo
nibl
e
u u u u u
1$4
40.0
0$4
40.0
0
1$1
02.3
8$1
02.3
8
3$1
3.42
$40.
26
1$3
1.00
$31.
00
1$1
1.50
$11.
50
3.38
Aco
ple
"bul
khea
d" p
ara
man
guer
aba
ja p
resi
ónC
omer
cial
men
te d
ispo
nibl
e
3.39
Ada
ptad
or "
bulk
head
" pa
ram
angu
eras
de
alta
pre
sión
Aut
ocla
veE
ngin
eers
Flu
idC
ompo
nent
s15
BA
MP
6 FL
6
3.40

B-8
3.41
Tanq
ue d
e pr
ueba
sS
egún
esp
ecifi
caci
ones
de
dise
ño1
u$2
,400
.00
$2,4
00.0
0E
ntra
da 3
/8 in
mac
ho N
PT
Sal
ida
1/4
in m
acho
NP
TP
resi
ón d
e se
rvic
io 1
5,00
0 ps
igA
cero
inox
idab
le 3
16
Ent
rada
3/8
in m
acho
NP
TS
alid
a 3/
8 in
hem
bra
NP
TP
resi
ón d
e se
rvic
io 1
5,00
0 ps
igA
cero
inox
idab
le 3
16
Con
exió
n de
ent
rada
3/8
in h
embr
a N
PT
Con
exió
n de
sal
ida
3/8
in, s
olda
ble
Pre
sión
de
serv
icio
15,
000
psig
Ace
ro in
oxid
able
316
Con
exió
n 1/
4 in
hem
bra
NP
TP
resi
ón m
áxim
a de
ope
raci
ón 8
,700
psi
Pre
sión
min
ima
de c
ierre
45
psi
Mat
eria
l: A
cero
al c
arbo
no
Soc
ket t
ipo
indu
stria
lA
copl
e pa
ra n
iple
de
1/2
inR
osca
do h
embr
a 1/
2 in
NP
TP
resi
ón d
e tra
bajo
>5,
500
psi
Tam
año:
3 in
Mat
eria
l: A
lum
inio
Pre
sión
de
rupt
ura
12 p
sig
Rup
tura
fron
tal
$13,
970.
76
Tanq
ue d
e pr
ueba
s hi
dros
tátic
asFa
bric
ació
n lo
cal,
segú
n di
seño
3.42
Ada
ptad
or ro
scad
o pa
ra v
álvu
la d
eve
nteo
Aut
ocla
veE
ngin
eers
Flu
idC
ompo
nent
s15
MA
P4P
6
3.43
Ada
ptad
or ro
scad
o pa
ra m
angu
era
de a
lta p
resi
ón
Aut
ocla
veE
ngin
eers
Flu
idC
ompo
nent
s15
MP
6P6
3.44
Ada
ptad
or ro
scad
o "b
utt-w
eld"
para
man
guer
as d
e ba
ja p
resi
ón
Aut
ocla
veE
ngin
eers
Flu
idC
ompo
nent
sH
CFP
6W31
6DT
1$3
0.10
$30.
10
1$3
0.10
$30.
10
2$2
9.50
$59.
00
u u u
$70.
00$1
40.0
0
1$3
4.23
$34.
23C
omer
cial
men
te d
ispo
nibl
e
3.47
Dis
co d
e ru
ptur
a, c
on re
tene
dor
para
mon
taje
en
brid
aB
S&
B S
afet
yS
yste
ms
L.L.
C.
Forw
ard
actin
g,so
lid m
etal
, Typ
eB
, unl
ined
dis
k3
$129
.49
$388
.47
3.45
Vál
vula
de
vent
eo a
utom
átic
a de
alta
pre
sión
Hyd
acA
EV
- 6
/ 5
3.46
Em
palm
e pa
ra a
copl
e ra
pido
2u u u

B-9
NºÍte
m/d
escr
ipci
ónCa
ract
erís
ticas
Fabr
ican
teM
odel
oCa
ntid
adUn
idad
Pre
cio
unita
rioPr
ecio
tota
l
4.1
Mes
a de
trab
ajo
del á
rea
4S
egún
esp
ecifi
caci
ones
de
dise
ño1
u$7
50.0
0$7
50.0
04.
2P
rens
a de
cad
ena
verti
cal
Seg
ún e
spec
ifica
cion
es d
e di
seño
1u
$425
.00
$425
.00
Dia
met
ro n
omin
al d
e 1/
2 in
Mat
eria
l: ny
lon
Long
itud
12 ft
Con
con
ecto
r rap
ido
de 1
/2 in
en
un e
xtre
mo
Con
dis
pens
ador
de
aire
en
el o
tro e
xtre
mo
4.4
Ada
ptad
or d
e to
rqui
met
ro p
ara
válvu
laE
spec
ifica
cion
es s
egún
fabr
ican
te d
e lo
seq
uipo
sA
ir C
ruis
ers
B19
586-
31
u$6
95.5
7$6
95.5
7
Dim
ensi
ones
: 28
x 4
x 1/
8 in
Dur
ómet
ro #
80-
85
4.6
Mar
cado
r par
a viñ
eta
dere
calif
icac
ión
Tint
a in
dele
ble
1u
$1.5
0$1
.50
4.7
Viñ
eta
de re
calif
icac
ión
Dis
eño
segú
n fa
bric
ante
de
los
tobo
gane
sA
ir C
ruis
ers
6014
0-10
125
u$6
.99
$174
.75
4.8
Agu
a am
onia
daLi
mpi
ador
de
supe
rfici
esS
.C. J
ohns
onW
inde
x1
gl$5
.00
$5.0
0S
pray
acr
ílico
Tran
spar
ente
Epó
xico
tran
spar
ente
2 pa
rtes,
sec
ado
en 5
min
utos
Cap
acid
ad d
e ca
rga
>200
Lb
por r
epis
aD
imen
sion
es: 8
4 x
24 x
42
inN
úmer
o de
repi
sas:
5
Cap
acid
ad 5
0 Lb
Mat
eria
l: P
olip
ropi
leno
Dim
ensi
ones
: 24
x 8
x 6
in
4.13
Hor
no d
e se
cado
Seg
ún e
spec
ifica
cion
es d
e di
seño
1u
$2,0
00.0
0$2
,000
.00
$5,2
06.8
2
uu u u u
2$1
35.9
0$2
71.8
0
1$2
.50
$2.5
0
1$7
.20
$7.2
0
u
4.10
Res
ina
epóx
ica
ITW
Dev
con
Dev
con
5
4.11
Est
ante
ria p
ara
alm
acen
arre
serv
orio
sC
omer
cial
men
te d
ispo
nibl
e
Com
erci
alm
ente
dis
poni
ble
4.9
Esm
alte
pro
tect
or p
ara
viñet
aK
rylo
n P
rodu
cts
Gro
upK
rylo
n N
º 13
01
1$5
.00
$5.0
0
4.3
Man
guer
a ne
umát
ica
retra
ctil
(kit)
Com
erci
alm
ente
dis
poni
ble
Fabr
icac
ión
loca
l, se
gún
dise
ño
LIST
ADO
DE
ELEM
ENTO
S DE
L ÁR
EA N
º 4
Fabr
icac
ión
loca
l, se
gún
dise
ñoFa
bric
ació
n lo
cal,
segú
n di
seño
1
4.12
Con
tene
dore
s "B
in b
ox"
para
rese
rvor
ios
Com
erci
alm
ente
dis
poni
ble
50$1
6.83
$841
.50
$27.
00$2
7.00
4.5
Cub
ierta
de
Neo
pren
oC
omer
cial
men
te d
ispo
nibl
e

B-10
Nº
Ítem
/des
crip
ción
Cara
cter
ístic
asFa
bric
ante
Mod
elo
Can
tidad
Uni
dad
Pre
cio
unita
rio
Pre
cio
tota
l
5.1
Mes
a de
trab
ajo
del á
rea
5S
egún
esp
ecifi
caci
ones
de
dise
ño1
u$2
50.0
0$2
50.0
0D
imen
sion
es: 2
8 x
4 x
1/8
inD
uróm
etro
# 8
0-85
5.3
Ada
ptad
or d
e to
rqui
met
ro p
ara
válvu
laE
spec
ifica
cion
es s
egún
fabr
ican
te d
e lo
seq
uipo
sA
ir C
ruis
ers
B19
586-
31
u$6
95.5
7$6
95.5
7
Ada
ptad
or c
uadr
ado
de 1
/2 in
Ran
go d
e 10
0-10
00 In
.Lb
Nor
ma
AN
814-
10R
osca
UN
F 7/
8" x
14
Alu
min
io a
nodi
zado
5.6
Her
ram
ient
a pa
ra c
oloc
ar O
-ring
Esp
ecifi
caci
ones
seg
ún fa
bric
ante
de
los
equi
pos
Air
Cru
iser
s67
189-
11
u$1
02.7
9$1
02.7
95.
7Ll
ave
hexa
gona
l "al
len"
(ki
t)Ta
mañ
o: 3
/16
in1
u$3
.75
$3.7
55.
8Ju
ego
de ll
aves
de
tuer
cas
com
únTa
mañ
os <
1 in
1u
$47.
70$4
7.70
5.9
Her
ram
ient
a de
ape
rtura
de
la v
álvu
lade
llen
ado
Esp
ecifi
caci
ones
seg
ún fa
bric
ante
de
los
equi
pos
Air
Cru
iser
sB
1928
6-1
1u
$230
.71
$230
.71
5.10
Ada
ptad
or d
e pu
erto
de
salid
a pa
ram
anóm
etro
de
prue
baE
spec
ifica
cion
es s
egún
fabr
ican
te d
e lo
seq
uipo
sA
ir C
ruis
ers
6534
6-10
11
u$8
4.79
$84.
79
5.11
Man
ómet
ro d
e re
fere
ncia
par
apr
ueba
Esp
ecifi
caci
ones
seg
ún fa
bric
ante
de
los
equi
pos
Air
Cru
iser
s65
425-
101
1u
$2,2
84.3
0$2
,284
.30
5.12
Ada
ptad
or d
e ca
rga
para
vál
vula
de
llena
doE
spec
ifica
cion
es s
egún
fabr
ican
te d
e lo
seq
uipo
sA
ir C
ruis
ers
B19
285-
11
u$2
56.9
8$2
56.9
8
5.13
Tubo
Esp
ecifi
caci
ones
seg
ún fa
bric
ante
de
los
equi
pos
Air
Cru
iser
s15
A17
168-
125
u$1
.94
$48.
505.
14C
asqu
ete
Esp
ecifi
caci
ones
seg
ún fa
bric
ante
de
los
equi
pos
Air
Cru
iser
s62
034-
101
1u
$3.2
5$3
.25
5.15
Cep
illo
para
apl
icar
sol
ucio
n de
verif
icac
ion
de fu
gas
Cer
das
suav
es1
u$3
.00
$3.0
0
Nor
ma
AS
586A
-916
Dia
met
ro in
tern
o 1.
171
in
5.17
Lubr
ican
te p
ara
O-ri
ng in
tern
oG
rasa
lubr
ican
te p
ara
elas
tóm
ero
Cas
trol
Bra
ycot
e M
icro
nic
601
1pk
g 2
oz$6
39.9
8$6
39.9
85.
18C
inta
de
tefló
n pa
ra ro
scas
Rec
ubrim
ient
o de
niq
uel
1u
$0.5
0$0
.50
5.19
Cin
ta a
dhes
iva p
ara
cabl
e de
con
trol
Cin
ta c
on re
tard
o al
fueg
o1
u$2
.50
$2.5
05.
20S
oluc
ión
de p
rueb
a de
fuga
sJa
bón
líqui
do1
lt$2
.00
$2.0
0
5.21
O-ri
ng p
ara
adap
tado
r de
válvu
la d
elle
nado
Baj
o no
rma
NA
S16
11-0
08P
arke
r Han
nifin
NA
S16
11-0
0810
0u
$1.1
1$1
11.0
0
5.22
Pre
nsa
de c
aden
a ho
rizon
tal
Seg
ún e
spec
ifica
cion
es d
e di
seño
1u
$425
.00
$425
.00
Ran
go d
e pe
saje
0-5
0 Lb
Pre
cisi
ón 0
.01
Lb
Cap
acid
ad d
e ca
rga
>200
Lb
por r
epis
aD
imen
sion
es: 8
4 x
24 x
42
inN
úmer
o de
repi
sas:
5
5.16
O-ri
ng p
ara
puer
to d
e re
serv
orio
Par
ker H
anni
finN
552-
90 3
-916
4$1
4.82
5.5
5.4
Tórq
uim
etro
Com
erci
alm
ente
dis
poni
ble
1$1
25.9
0
Per
no ta
pón
de s
egur
idad
Goo
drid
geA
N81
4-10
25$7
.76
u
pkg
25un
idad
es
$125
.90
LIS
TAD
O D
E E
LEM
ENTO
S D
EL Á
REA
Nº
5
Fabr
icac
ión
loca
l, se
gún
dise
ño
5.2
Cub
ierta
de
Neo
pren
oC
omer
cial
men
te d
ispo
nibl
e1
$5.0
0$5
.00
u u
$59.
28
Com
erci
alm
ente
dis
poni
ble
Com
erci
alm
ente
dis
poni
ble
Com
erci
alm
ente
dis
poni
ble
Fabr
icac
ión
loca
l, se
gún
dise
ño
$194
.00
Com
erci
alm
ente
dis
poni
ble
Com
erci
alm
ente
dis
poni
ble
Com
erci
alm
ente
dis
poni
ble
5.24
Est
ante
ria p
ara
repo
so d
e re
serv
orio
sC
omer
cial
men
te d
ispo
nibl
e1
$135
.90
$135
.90
5.23
Bás
cula
par
a re
serv
orio
s1
$143
.20
u u
Oha
usS
D35
$143
.20

B-11
Pre
sión
de
traba
jo <
100
psi
PV
C fl
exib
le d
e 1/
2 in
dia
met
roR
osca
mac
ho 1
/2 in
NP
T, a
mbo
s ex
trem
os
5.26
Tanq
ue d
e en
friam
ient
oS
egún
esp
ecifi
caci
ones
de
dise
ño1
u$1
,400
.00
$1,4
00.0
05.
27Ja
ula
de re
tenc
ión
para
rese
rvor
ioS
egún
esp
ecifi
caci
ones
de
dise
ño1
u$3
00.0
0$3
00.0
0R
osca
s N
PT
hem
bra
1/2
inP
resi
ón d
e se
rvic
io <
100
psi
gB
ronc
e
Con
exio
nes
hem
bra
NP
T 1/
2 in
Pre
sión
de
serv
icio
< 1
00 p
sig
Bro
nce
Ent
rada
1/2
in h
embr
a N
PT
Sal
ida
1/2
in h
embr
a N
PT
Pre
sión
de
serv
icio
10,
000
psig
Ace
ro in
oxid
able
316
Diá
met
ro 3
/8 in
Ext
rem
os r
osca
dos,
3/8
in N
PT
mac
hoP
resi
ón m
áxim
a de
ope
raci
ón 1
0,00
0 ps
iC
ubie
rta e
inte
rior d
e ca
ucho
sin
tétic
oR
efue
rzo
de d
os c
apas
de
alam
bre
de a
cero
Fabr
icac
ión
en p
olie
tilen
oD
iám
etro
ext
erno
23.
5 in
Altu
ra to
tal 3
6.25
inE
spes
or d
e pa
red
3/16
in
Ros
ca N
PT
hem
bra
1/2
inP
resi
ón d
e se
rvic
io <
100
psi
gB
ronc
e
Con
exio
nes
hem
bra
NP
T 1/
2 in
Pre
sión
de
serv
icio
< 1
00 p
sig
Bro
nce
$7,9
12.9
6
$12.
00yd
a
1$1
3.42
$13.
42
1$1
1.50
$11.
50
Fabr
icac
ión
loca
l, se
gún
dise
ño
5.28
Ada
ptad
or "
bulk
head
" pa
ra d
rena
jeC
omer
cial
men
te d
ispo
nibl
e
5.29
Vál
vula
de
bola
par
a dr
enaj
eC
omer
cial
men
te d
ispo
nibl
e
u u
Fabr
icac
ión
loca
l, se
gún
dise
ño
5.25
Man
guer
as p
ara
llena
do d
e ta
nque
sC
omer
cial
men
te d
ispo
nibl
e10
$1.2
0
Tanq
ue d
e en
fria
mie
nto
$98.
00
1$9
5.14
$95.
145.
30A
dapt
ador
"bu
lkhe
ad"
para
man
guer
ade
alta
pre
sión
de
reca
rga
Com
erci
alm
ente
dis
poni
ble
5.31
Man
guer
a de
alta
pre
sión
Eat
on A
eroq
uip
Indu
stria
l Divi
sion
FC61
6-06
u /8ft
Tanq
ue d
e fu
gas
5.32
Bar
rilC
omer
cial
men
te d
ispo
nibl
e
5.33
Aco
ple
"bul
khea
d" p
ara
baja
pre
sión
Com
erci
alm
ente
dis
poni
ble
1$9
8.00
u u
$11.
50$1
1.50
5.34
Vál
vula
de
bola
par
a dr
enaj
eC
omer
cial
men
te d
ispo
nibl
e
1$1
02.3
8$1
02.3
8
1$1
3.42
$13.
42
1u

B-12
Nº
Ítem
/des
crip
ción
Car
acte
ríst
icas
Fabr
ican
teM
odel
oC
antid
adU
nida
dP
reci
o un
itari
oP
reci
o to
tal
6.1
Mes
a de
trab
ajo
del á
rea
6S
egún
esp
ecifi
caci
ones
de
dise
ño1
u$2
50.0
0$2
50.0
0C
apac
idad
de
carg
a >2
00 L
b po
r rep
isa
Dim
ensi
ones
: 84
x 24
x 4
2 in
Núm
ero
de re
pisa
s: 5
$385
.90
LIS
TAD
O D
E EL
EMEN
TOS
DEL
ÁR
EA N
º 6
Fabr
icac
ión
loca
l, se
gún
dise
ño
6.2
Est
ante
ria p
ara
alm
acen
amie
nto
dere
serv
orio
sC
omer
cial
men
te d
ispo
nibl
e1
$135
.90
$135
.90
u

B-13
NºÍte
m/d
escr
ipci
ónCa
ract
erís
ticas
Fabr
ican
teM
odel
oCa
ntid
adUn
idad
Prec
io u
nita
rioPr
ecio
tota
lD
iam
etro
nom
inal
1/2
inP
resi
ón d
e se
rvic
io <
100
psi
gC
édul
a 40
Hie
rro g
alva
niza
do
Con
exio
nes
NP
T he
mbr
a 1/
2 in
Pre
sión
de
serv
icio
< 1
00 p
sig
Bro
nce
Con
exio
nes
NP
T he
mbr
a 1/
2 in
Pre
sión
de
serv
icio
< 1
00 p
sig
Céd
ula
40H
ierro
gal
vani
zado
Con
exio
nes
NP
T he
mbr
a 1/
2 in
Pre
sión
de
serv
icio
< 1
00 p
sig
Céd
ula
40H
ierro
gal
vani
zado
Con
exio
nes
NP
T he
mbr
a 1/
2 in
Pre
sión
de
serv
icio
< 1
00 p
sig
Céd
ula
40H
ierro
gal
vani
zado
Par
a tu
bería
de
1/2
inM
ater
ial:
acer
oTi
po: d
oble
ala
$96.
70
$46.
00
LIS
TADO
DE
ELEM
ENTO
S DE
LA
RED
DE A
GUA
PO
TABL
E DE
L TA
LLER
7.1
Tube
ría a
gua
pota
ble
Com
erci
alm
ente
dis
poni
ble
201.
9$3
8.00
7.2
Vál
vula
de
bola
baj
a pr
esió
nC
omer
cial
men
te d
ispo
nibl
e4
11.5
m u
7.3
Cod
os 9
0ºC
omer
cial
men
te d
ispo
nibl
e
7.4
Tee
está
ndar
Com
erci
alm
ente
dis
poni
ble
40.
55$2
.20
40.
7$2
.80
u u
$2.7
0
7.5
Aco
ples
rec
tos
Com
erci
alm
ente
dis
poni
ble
100.
5$5
.00
7.6
Abr
azad
eras
de
mon
taje
Com
erci
alm
ente
dis
poni
ble
300.
09
u u
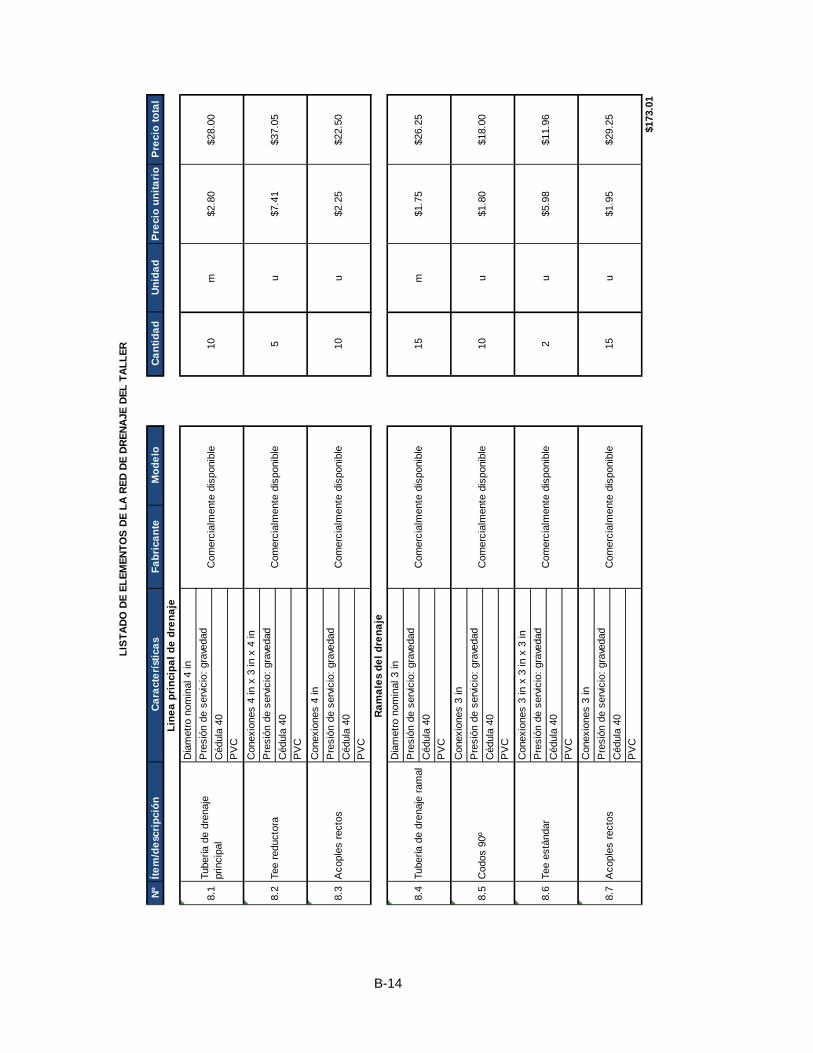
B-14
NºÍte
m/d
escr
ipci
ónCa
ract
erís
ticas
Fabr
ican
teM
odel
oCa
ntid
adUn
idad
Prec
io u
nita
rio
Prec
io to
tal
Dia
met
ro n
omin
al 4
inP
resi
ón d
e se
rvic
io: g
rave
dad
Céd
ula
40P
VC
Con
exio
nes
4 in
x 3
in x
4 in
Pre
sión
de
serv
icio
: gra
veda
dC
édul
a 40
PV
C
Con
exio
nes
4 in
Pre
sión
de
serv
icio
: gra
veda
dC
édul
a 40
PV
C
Dia
met
ro n
omin
al 3
inP
resi
ón d
e se
rvic
io: g
rave
dad
Céd
ula
40P
VC
Con
exio
nes
3 in
Pre
sión
de
serv
icio
: gra
veda
dC
édul
a 40
PV
C
Con
exio
nes
3 in
x 3
in x
3 in
Pre
sión
de
serv
icio
: gra
veda
dC
édul
a 40
PV
C
Con
exio
nes
3 in
Pre
sión
de
serv
icio
: gra
veda
dC
édul
a 40
PV
C
$173
.01
LIST
ADO
DE
ELEM
ENTO
S DE
LA
RED
DE D
RENA
JE D
EL T
ALLE
R
8.1
Tube
ría d
e dr
enaj
epr
inci
pal
Com
erci
alm
ente
dis
poni
ble
10$2
.80
$28.
00
Line
a pr
inci
pal d
e dr
enaj
e
m
$22.
50
8.2
Tee
redu
ctor
aC
omer
cial
men
te d
ispo
nibl
e5
$7.4
1$3
7.05
8.3
Aco
ples
rec
tos
Com
erci
alm
ente
dis
poni
ble
10$2
.25
u u
Cod
os 9
0ºC
omer
cial
men
te d
ispo
nibl
e
Ram
ales
del
dre
naje
8.4
Tube
ría d
e dr
enaj
e ra
mal
Com
erci
alm
ente
dis
poni
ble
15$1
.75
$26.
25
10$1
.80
$18.
008.
5
m u
$29.
25
8.6
Tee
está
ndar
Com
erci
alm
ente
dis
poni
ble
2$5
.98
$11.
96
8.7
Aco
ples
rec
tos
Com
erci
alm
ente
dis
poni
ble
15$1
.95
u u

B-15
Nº
Ítem
/des
crip
ción
Cara
cter
ístic
asFa
bric
ante
Mod
elo
Can
tidad
Unid
adPr
ecio
uni
tario
Prec
io to
tal
Dia
met
ro n
omin
al 3
/4 in
Pre
sión
de
serv
icio
> 1
25 p
sig
Céd
ula
40H
ierro
gal
vani
zado
Con
exio
nes
NP
T he
mbr
a 3/
4 in
Pre
sión
de
serv
icio
> 1
25 p
sig
Céd
ula
40H
ierro
gal
vani
zado
Con
exio
nes
NP
T he
mbr
a 3/
4 in
Pre
sión
de
serv
icio
> 1
25 p
sig
Céd
ula
40H
ierro
gal
vani
zado
Con
exio
nes
NP
T he
mbr
a 3/
4 in
Pre
sión
de
serv
icio
> 1
25 p
sig
Céd
ula
40H
ierro
gal
vani
zado
Con
exio
n pa
ra a
dapt
ador
de
3/4
inP
resi
ón d
e se
rvic
io >
125
psi
gTi
po: S
ocke
t Ind
ustri
alM
ater
ial:
bron
ceC
onex
ión
a tu
beria
3/4
in N
PT
mac
ho
Par
a tu
bería
de
3/4
inM
ater
ial:
acer
oTi
po: d
oble
ala
u
LIST
ADO
DE
ELEM
ENTO
S DE
LA
RED
DE A
IRE
COM
PRIM
IDO
Red
neu
mát
ica
del t
alle
r
9.1
Tube
ría n
eum
átic
aC
omer
cial
men
te d
ispo
nibl
e25
$3.3
0$8
2.50
m
$19.
50
9.2
Cod
os 9
0ºC
omer
cial
men
te d
ispo
nibl
e6
$0.7
5$4
.50
9.3
Tee
está
ndar
Com
erci
alm
ente
dis
poni
ble
5$3
.90
u u
$57.
00
9.4
Aco
ple
rect
oC
omer
cial
men
te d
ispo
nibl
e10
$0.7
0$7
.00
9.5
Aco
ple
rápi
doC
omer
cial
men
te d
ispo
nibl
e6
$9.5
0
u u
9.6
Abr
azad
eras
de
mon
taje
Com
erci
alm
ente
dis
poni
ble
30$0
.09
$2.7
0

B-16
Dia
met
ro n
omin
al 3
/4 in
Pre
sión
de
serv
icio
> 1
25 p
sig
Céd
ula
40H
ierro
gal
vani
zado
Con
exio
nes
NP
T he
mbr
a 3/
4 in
Pre
sión
de
serv
icio
> 1
25 p
sig
Céd
ula
40H
ierro
gal
vani
zado
Con
exio
nes
NP
T he
mbr
a 3/
4 in
Pre
sión
de
serv
icio
> 1
25 p
sig
Céd
ula
40H
ierro
gal
vani
zado
Par
a tu
bería
de
3/4
inM
ater
ial:
acer
oTi
po: d
oble
ala
$218
.05
m u u u
3$0
.75
$2.2
5
Red
neu
mát
ica
del c
uart
o de
rec
arga
9.7
Tube
ría n
eum
átic
aC
omer
cial
men
te d
ispo
nibl
e4
$3.3
0$1
3.20
$0.9
0
9.9
Aco
ple
rect
oC
omer
cial
men
te d
ispo
nibl
e3
$9.5
0$2
8.50
9.8
Cod
os 9
0ºC
omer
cial
men
te d
ispo
nibl
e
9.10
Abr
azad
eras
de
mon
taje
Com
erci
alm
ente
dis
poni
ble
10$0
.09

B-17
NºÍte
m/d
escr
ipci
ónCa
ract
erís
ticas
Fabr
ican
teM
odel
oCa
ntid
adU
nida
dPr
ecio
uni
tario
Prec
io to
tal
Ope
raci
ón p
or p
oten
cia
neum
atic
aP
resi
ón m
ínim
a de
suc
ción
50
psig
Ent
rada
de
aire
: 1/2
in, N
PT
hem
bra
Ent
rada
de
gas:
3/8
in, S
AE
hem
bra
Des
carg
a de
gas
: 3/8
in, S
AE
hem
bra
Ope
raci
ón p
or p
oten
cia
neum
átic
aP
resi
ón m
ínim
a de
suc
ción
200
psi
gE
ntra
da d
e ai
re: 1
/2 in
, NP
T he
mbr
aE
ntra
da d
e ga
s: 3
/8 in
, SA
E he
mbr
aD
esca
rga
de g
as: 3
/8 in
, SA
E he
mbr
a
Ope
raci
ón p
or d
oble
sol
enoi
deC
onex
ione
s 1/
4 in
NP
T he
mbr
aP
osic
ion
cent
ral,
puer
tos
cerra
dos
Con
exió
n el
ectri
ca 1
10 V
AC
tipo
DIN
Ran
go d
e op
erac
ión
0-13
0 ps
iC
onex
ione
s he
mbr
a N
PT
1/4
inFi
ltro,
regu
lado
r y lu
bric
ador
Man
ómet
ro
Con
exio
nes
hem
bra
NP
T 1/
4 in
Ran
go d
e re
gula
cion
0 -
60 s
cfm
Pre
sión
máx
ima
de o
pera
ción
145
psi
Con
exio
nes
hem
bra
NP
T 1/
4 in
Pre
sión
de
serv
icio
> 1
00 p
sig
Bro
nce
Vál
vula
neu
mat
ica
de 2
via
sC
onex
ione
s ne
umat
icas
1/8
in N
PT
hem
bra
Pre
sión
max
ima
en p
ilota
je 1
0,00
0 ps
igR
ango
de
ajus
te d
e pi
lota
je 6
0-24
0 ps
igP
uerto
de
pilo
taje
1/4
NP
TTi
po: c
onec
tor m
acho
Man
guer
a di
amet
ro e
xter
no 1
/4 in
Pue
rto ro
scad
o 1/
4 in
NP
T
Tipo
: con
ecto
r mac
hoM
angu
era
diam
etro
ext
erno
1/4
inP
uerto
rosc
ado
1/8
in N
PT
Ent
rada
: 3/4
in N
PT
Sal
ida:
3/8
in N
PT
Pre
sión
de
serv
icio
> 1
00 p
sig
KQ
2H07
-35S
SM
C
unid
ad
unid
ad
unid
ad
unid
ad
unid
ad
u u
pkg
10
u
LIST
AD
O D
E EL
EMEN
TOS
DEL
SIS
TEM
A D
E R
ECA
RG
A
Cir
cuito
neu
mát
ico
de c
ontr
ol d
e bo
oste
rs
$4,5
00.0
0
10.2
Boo
ster
par
a N
2H
aske
l Ene
rgy
Sys
tem
sA
G-6
21
$4,0
00.0
0$4
,000
.00
10.1
Boo
ster
par
a C
O2
Has
kel E
nerg
yS
yste
ms
AG
-15
1$4
,500
.00
$101
.35
10.4
Uni
dad
de m
ante
nim
ient
one
umát
ico
2$1
12.8
5$2
25.7
0S
MC
AC
25-N
02G
-K-
3RZ
10.3
Vál
vula
dire
ccio
nal 5
/3S
MC
NV
FR23
10-3
DA
-02
T1
$101
.35
$11.
30$2
2.60
10.6
Vál
vula
de
bola
neu
mát
ica
Com
erci
alm
ente
dis
poni
ble
1$1
1.35
$11.
35
10.5
Reg
ulad
or d
e ca
udal
SM
CA
S40
00-0
22
10.9
Fitti
ngs
para
con
exió
n de
man
guer
a co
n vá
lvula
de
pilo
taje
Com
erci
alm
ente
dis
poni
ble
1$2
.55
$2.5
5
$1,6
00.0
0
10.8
Fitti
ngs
para
con
exió
n de
man
guer
a co
n vá
lvula
s3
$22.
20$6
6.60
10.7
Vál
vula
con
pilo
taje
de
alta
pres
ión
de g
asH
aske
l Ene
rgy
Sys
tem
s52
180-
12
$800
.00
10.1
0A
dapt
ador
"B
ulkh
ead"
par
aco
nexi
ón d
e m
angu
era
con
tube
ria n
eum
atic
aC
omer
cial
men
te d
ispo
nibl
e1
$14.
69$1
4.69
u

B-18
Ent
rada
: 3/8
in N
PT
Sal
ida:
1/2
in N
PT
Pre
sión
de
serv
icio
> 1
00 p
sig
Tipo
: con
ecto
r mac
hoM
angu
era
diam
etro
ext
erno
1/4
inP
uerto
rosc
ado
3/8
in N
PT
Dia
met
ro e
xter
no 1
/4 in
Pre
sión
ser
vicio
> 1
25 p
siM
ater
ial:
Nyl
on
Diá
met
ro e
xter
no 1
/2 in
Ext
rem
os r
osca
dos,
1/4
in N
PT
hem
bra
Pre
sión
máx
ima
de o
pera
ción
5,0
00 p
siC
ubie
rta e
inte
rior d
e ca
ucho
sin
tétic
oR
efue
rzo
de c
apa
de a
lam
bre
de a
cero
Diá
met
ro e
xter
no 1
/2 in
Ext
rem
os r
osca
dos,
1/2
in N
PT
mac
hoP
resi
ón d
e op
erac
ión
> 12
5 ps
iIn
terio
r de
PV
CC
ubie
rta e
xter
ior d
e N
eopr
eno
Dia
met
ro d
e co
nexi
ones
3/8
inC
onex
ión
para
vál
vula
CG
A 32
0M
ater
ial:
Bro
nce
Pre
sión
de
oper
ació
n: 3
000
psig
Dia
met
ro d
e co
nexi
ones
3/8
inC
onex
ión
para
vál
vula
CG
A 58
0M
ater
ial:
Bro
nce
Pre
sión
de
oper
ació
n 30
00 p
sig
Con
exio
nes
3/8
in N
PT
hem
bra
Pre
sión
ser
vicio
10,
000
psi
Mat
eria
l: A
cero
inox
idab
le 3
16
Con
exio
nes
3/8
in N
PT
mac
hoP
resi
ón s
ervic
io >
850
psi
Ran
go d
e m
edic
ión
0-25
scf
m
Con
exio
nes
3/8
in N
PT
mac
hoP
resi
ón s
ervic
io >
240
0 ps
iR
ango
de
med
ició
n 0-
25 s
cfm
KQ
2H07
-36S
SM
C
Com
erci
alm
ente
dis
poni
ble
Cir
cuito
de
sum
inis
tro
de g
ases
10.1
6
2$2
9.35
$58.
70
10.1
1A
dapt
ador
"B
ulkh
ead"
par
aco
nexi
ón c
on b
oost
ers
Com
erci
alm
ente
dis
poni
ble
2$1
3.42
$26.
84u
10.1
3M
angu
era
neum
atic
a pa
raac
ceso
rios
en p
anel
Com
erci
alm
ente
dis
poni
ble
2$1
.14
$2.2
8
10.1
2Fi
tting
s pa
ra c
onex
ión
dem
angu
era
con
bulk
head
s1
$22.
20$2
2.20
pkg
10
/10
yd
10.1
5M
angu
era
para
con
exió
n co
nbo
oste
rs2
$10.
78$2
1.56
10.1
4M
angu
era
para
pilo
taje
Eat
on A
eroq
uip
Indu
stria
l Divi
sion
R2-
4-60
M/5
ft
/ 10f
t
u
$859
.95
Har
ris G
roup
2101
L320
Har
ris G
roup
2103
L580
10.1
8V
álvu
la d
e ag
uja
regu
lado
ra d
eca
udal
2$1
05.0
0
Man
ifold
par
a ci
lindr
os C
O2
1$8
59.9
5$8
59.9
5
10.1
7M
anifo
ld p
ara
cilin
dros
N2
1$8
59.9
5u u
Com
erci
alm
ente
dis
poni
ble
10.2
0Fl
ujóm
etro
par
a N
2C
omer
cial
men
te d
ispo
nibl
e1
$239
.40
$210
.00
Aut
ocla
veE
ngin
eers
10P
6081
10.1
9Fl
ujóm
etro
par
a C
O2
1$1
70.0
0$1
70.0
0u u
$239
.40

B-19
Con
exio
nes
3/8
in N
PT
mac
hoS
ervic
io c
on C
O2
Ran
go d
e m
edic
ión
0-15
00 p
sig
Con
exio
nes
3/8
in N
PT
mac
hoS
ervic
io c
on N
2R
ango
de
med
ició
n 0-
3000
psi
g
Con
exio
nes
3/8
in N
PT
hem
bra
Pre
sión
ser
vicio
15,
000
psi
Mat
eria
l: A
cero
inox
idab
le 3
16
Diá
met
ro e
xter
no 3
/8 in
Con
exio
nes:
3/8
in N
PT
mac
hoP
resi
ón m
áxim
a de
ope
raci
ón 3
,000
psi
Cub
ierta
e in
terio
r de
cauc
ho s
inté
tico
Ref
uerz
o de
una
cap
a de
ala
mbr
e de
acer
oD
iám
etro
ext
erno
3/8
inC
onex
ione
s: 3
/8 in
SA
E y
3/8
in N
PT
mac
hoP
resi
ón m
áxim
a de
ope
raci
ón 3
,000
psi
Cub
ierta
e in
terio
r de
cauc
ho s
inté
tico
Ref
uerz
o de
una
cap
a de
ala
mbr
e de
acer
o
Con
exio
nes
1/4
in N
PT
mac
hoS
ervic
io c
on C
O2
Ran
go d
e m
edic
ión
0-15
00 p
sig
Con
exio
nes
1/4
in N
PT
mac
hoS
ervic
io c
on N
2R
ango
de
med
ició
n 0-
4000
psi
g
Pue
rtos
de p
resi
ón: 1
/4 in
NP
T he
mbr
aP
uerto
de
desc
arga
: 1/4
in N
PT
hebr
aR
ango
de
ajus
te: 6
00-6
000
psig
Con
exio
nes:
1/4
in N
PT
hem
bra
Pre
sión
max
ima:
10,
000
psig
Mat
eria
l: A
cero
inox
idab
le 3
16C
onex
ione
s 1/
4 in
NP
T he
mbr
aP
resi
ón s
ervic
io 1
5,00
0 ps
iM
ater
ial:
Ace
ro in
oxid
able
316
10.2
2M
anóm
etro
par
a N
2C
omer
cial
men
te d
ispo
nibl
e1
$262
.21
$262
.21
10.2
1M
anóm
etro
par
a C
O2
Com
erci
alm
ente
dis
poni
ble
1$1
71.3
8$1
71.3
8u u
$222
.00
10.2
3V
álvu
la d
e bo
la p
ara
cier
re d
em
anifo
ldA
utoc
lave
Eng
inee
rs2B
4S15
P6
2$1
11.0
0u
$180
.00
10.2
4M
angu
era
de c
onex
ión
dire
cta
are
serv
orio
sE
aton
Aer
oqui
pIn
dust
rial D
ivisi
onG
H68
3-4
2$9
0.00
$180
.00
/9ft
10.2
5M
angu
era
para
alim
enta
ción
de
boos
ters
Eat
on A
eroq
uip
Indu
stria
l Divi
sion
GH
683-
42
$90.
00/9
ft
10.2
7M
anóm
etro
par
a N
2C
omer
cial
men
te d
ispo
nibl
e1
$262
.21
$262
.21
Red
de d
istr
ibuc
ión
de g
ases
10.2
6M
anóm
etro
par
a C
O2
Com
erci
alm
ente
dis
poni
ble
1$1
71.3
8$1
71.3
8u u
$560
.00
10.3
0V
álvu
la d
e bo
la p
ara
cier
re d
edi
strib
ució
nA
utoc
lave
Eng
inee
rs2B
4S15
P4
2$1
27.0
0$2
54.0
0
Has
kel E
nerg
yS
yste
ms
1567
0-2
Vál
vula
de
alivi
o10
.28
2$2
80.0
0$5
60.0
0
10.2
9V
álvu
la c
heck
Hig
h P
ress
ure
Equ
ipm
ent
Com
pany
15-4
1NFB
4$1
40.0
0
u u u
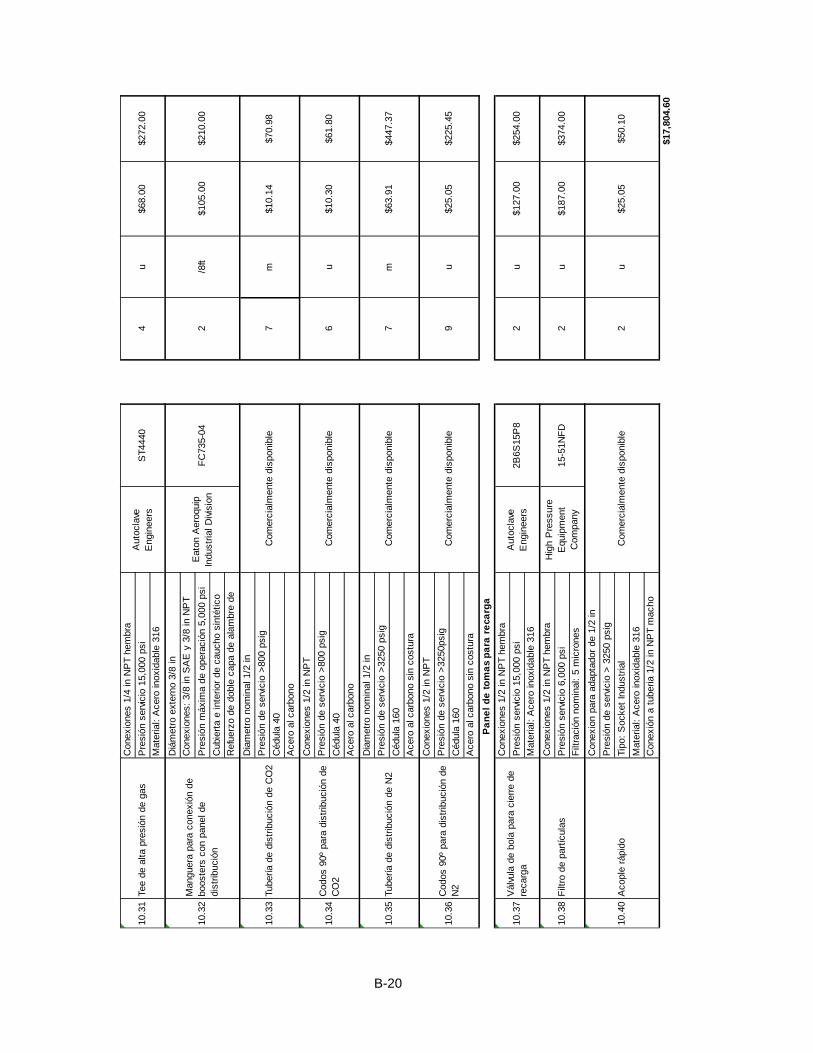
B-20
Con
exio
nes
1/4
in N
PT
hem
bra
Pre
sión
ser
vicio
15,
000
psi
Mat
eria
l: A
cero
inox
idab
le 3
16
Diá
met
ro e
xter
no 3
/8 in
Con
exio
nes:
3/8
in S
AE
y 3
/8 in
NP
Tm
acho
Pre
sión
máx
ima
de o
pera
ción
5,0
00 p
siC
ubie
rta e
inte
rior d
e ca
ucho
sin
tétic
oR
efue
rzo
de d
oble
cap
a de
ala
mbr
e de
acer
oD
iam
etro
nom
inal
1/2
inP
resi
ón d
e se
rvic
io >
800
psig
Céd
ula
40A
cero
al c
arbo
no
Con
exio
nes
1/2
in N
PT
Pre
sión
de
serv
icio
>80
0 ps
igC
édul
a 40
Ace
ro a
l car
bono
Dia
met
ro n
omin
al 1
/2 in
Pre
sión
de
serv
icio
>32
50 p
sig
Céd
ula
160
Ace
ro a
l car
bono
sin
cos
tura
Con
exio
nes
1/2
in N
PT
Pre
sión
de
serv
icio
>32
50ps
igC
édul
a 16
0A
cero
al c
arbo
no s
in c
ostu
ra
Con
exio
nes
1/2
in N
PT
hem
bra
Pre
sión
ser
vicio
15,
000
psi
Mat
eria
l: A
cero
inox
idab
le 3
16
Con
exio
nes
1/2
in N
PT
hem
bra
Pre
sión
ser
vicio
6,0
00 p
siFi
ltrac
ión
nom
inal
: 5 m
icro
nes
Con
exio
n pa
ra a
dapt
ador
de
1/2
inP
resi
ón d
e se
rvic
io >
325
0 ps
igTi
po: S
ocke
t Ind
ustri
alM
ater
ial:
Ace
ro in
oxid
able
316
Con
exió
n a
tube
ria 1
/2 in
NP
T m
acho
$17,
804.
60
u u u10
.40
Aco
ple
rápi
doC
omer
cial
men
te d
ispo
nibl
e2
$25.
05$5
0.10
10.3
8Fi
ltro
de p
artíc
ulas
Hig
h P
ress
ure
Equ
ipm
ent
Com
pany
15-5
1NFD
2$1
87.0
0$3
74.0
0
10.3
7V
álvu
la d
e bo
la p
ara
cier
re d
ere
carg
aA
utoc
lave
Eng
inee
rs2B
6S15
P8
2$1
27.0
0$2
54.0
0
$272
.00
10.3
2M
angu
era
para
con
exió
n de
boos
ters
con
pan
el d
edi
strib
ució
n
Eat
on A
eroq
uip
Indu
stria
l Divi
sion
FC73
5-04
2$1
05.0
0$2
10.0
0
10.3
1Te
e de
alta
pre
sión
de
gas
Aut
ocla
veE
ngin
eers
ST4
440
4$6
8.00
u /8ft
10.3
4C
odos
90º
par
a di
strib
ució
n de
CO
2C
omer
cial
men
te d
ispo
nibl
e6
$10.
30$6
1.80
10.3
3Tu
bería
de
dist
ribuc
ión
de C
O2
Com
erci
alm
ente
dis
poni
ble
7$1
0.14
$70.
98m u
Pan
el d
e to
mas
par
a re
carg
a
10.3
6C
odos
90º
par
a di
strib
ució
n de
N2
Com
erci
alm
ente
dis
poni
ble
9$2
5.05
$225
.45
10.3
5Tu
bería
de
dist
ribuc
ión
de N
2C
omer
cial
men
te d
ispo
nibl
e7
$63.
91$4
47.3
7m u
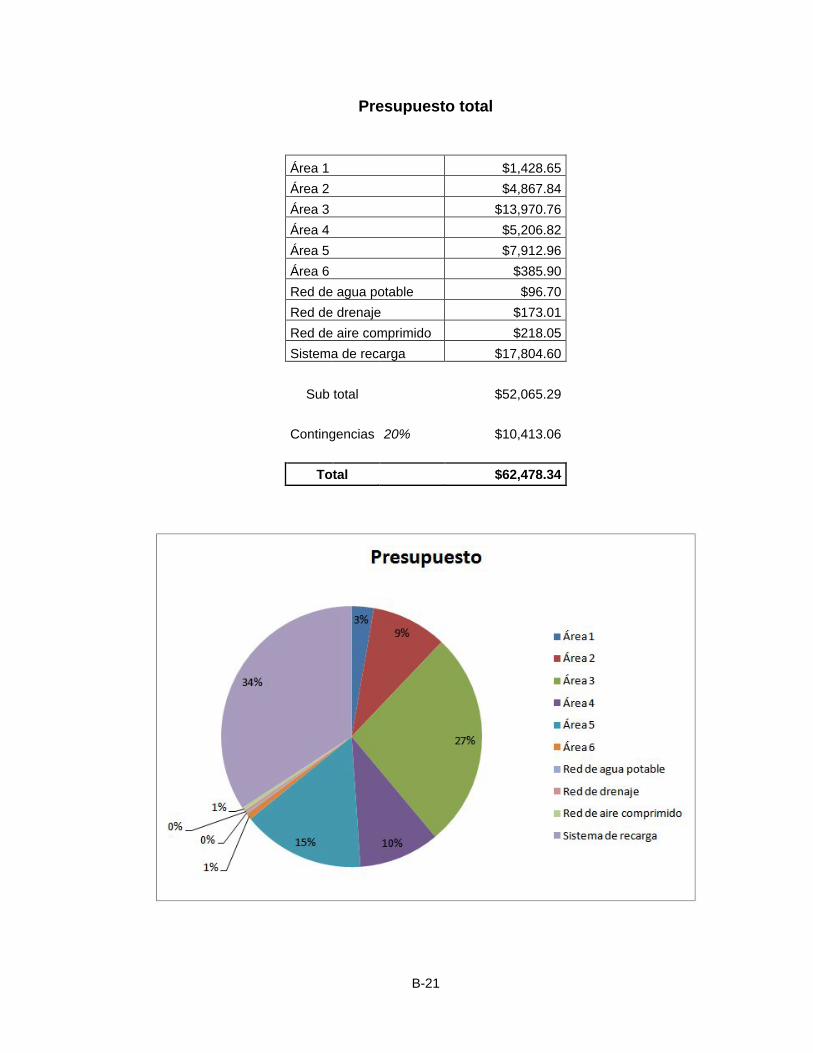
B-21
Presupuesto total
Área 1 $1,428.65Área 2 $4,867.84Área 3 $13,970.76Área 4 $5,206.82Área 5 $7,912.96Área 6 $385.90Red de agua potable $96.70Red de drenaje $173.01Red de aire comprimido $218.05Sistema de recarga $17,804.60
Sub total $52,065.29
Contingencias 20% $10,413.06
Total $62,478.34


ANEXO CPLANOS DE CONSTRUCCIÓN
(CD ADJUNTO)