modulo de fresadora -...
TRANSCRIPT
MODULO DE FRESADORA • FRESADO DE ENGRANAJES CILINDRICOS
DENTADO RECTO
• FRESADO DE DIVISIONES LINEALES
• FRESADO POR DIVISION DIFERENCIAL(.;\
~
METALMECANICA
Módulo de Fresadora by Sistema de Bibliotecas Sena is licensed under a Creative Commons Reconocimiento-
NoComercial-CompartirIgual 3.0 Unported License.Creado a partir de la obra enhttp://biblioteca.sena.edu.co.
2
06 FRESADO POR DIVISION DIFERENCIAL 135
Estudio de la Tarea
. Objetivo 137
Actividad de Aprendizaje No . l 139
Actividad de Aprendizaje No . 2 169
Ta 11 er
Ejercicio 175
Objetivo Terminal 177
FRESADO DE ENGRANAJES CILINDRICOS DENTADO RECTO
3
ESTUDIO DE LA TAREA
OBJETIVO
Dados los planos con las especificaciones para el ejercicio de fresado de engranajes cilindricos dentado recto y una ruta de trabajo en la cual se especifica el orden operacional para el desarrollo del ejercicio, usted deberá completarla con l os pasos, materiales. herramientas y equipos requeridos para llevar a cabo cada operación sin error.
Con el fin de lograr el objetivo terminal, usted deberá completar satisfactoriamente cada una de las etapas que aparecen a continuaci6n.
l. Determinar caracterfsticas de los engranajes cilindricos rectos e identificar los instrumentos de medici6n de dientes de engranajes y su utilizaci6n
2. Describir el proceso de ejecución para fresar dientes rectos para engranajes cilfndricos exteriores
5
ACTIVIDAD DE APRENDIZAJE No.l
Determinar características de los engranajes cilíndricos rectos e identificar los instrumentos de medici6n de dientes de engranajes y su utilización.
7
INFORMAOON TECNOLOGICA: REFER.: HIT . 133 1/6 ENGRANAJES (GENERALIDADES) ~
~~~~~~~--------~-~
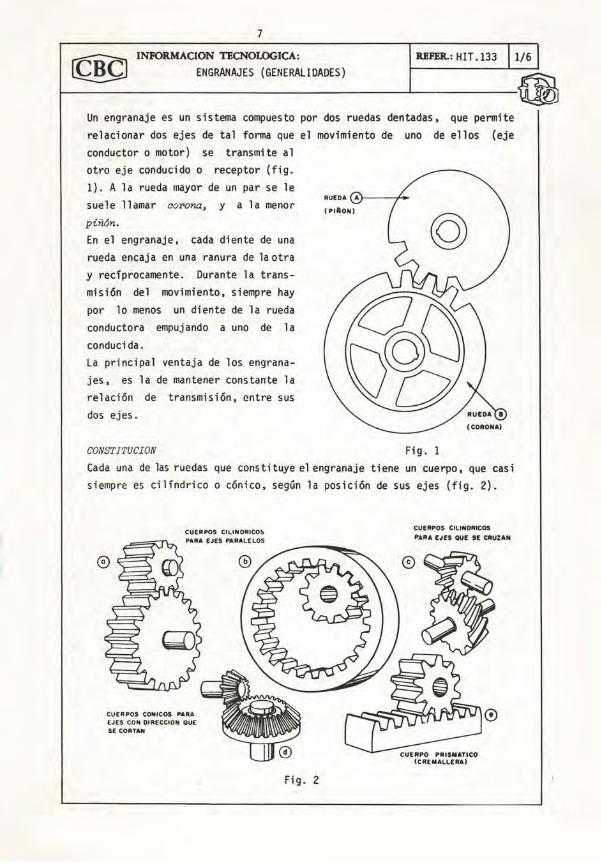
Un engranaje es un sistema compuesto por dos ruedas dentadas, que permite relacionar dos ejes de tal forma que e l movimiento de uno de ellos {eje conductor o motor) se transmite al otro eje conducido o receptor (fig. 1). A la rueda mayor de un par se le suele llamar corona, y a la menor piñón.
En el engranaje, cada diente de una rueda encaja en una ranura de la otra y recfprocamente. Durante la transmisión del movimiento, siempre hay por lo menos un diente de la rueda conductora empujando a uno de la conducida. La principal ventaja de los engranajes, es la de mantener constante la relación de transmisión, entre sus dos ejes.
CONSTn'UCION
(CORONA)
Fig. 1
Cada una de las ruedas que constituye el engranaje tiene un cuerpo, que casi siempre es cilíndrico o cónico, según la posición de sus ejes (fig. 2).
CUERPOS CILINOllUCO~ PA"A fJ[S PAlllAL[LOS
CVfRPOS CONICOS PARA (Jf$ CON Olflt(CCION OUE $[CORTAN
Fig. 2
CUERPOS CtltNOftlCOS
~ARA EJfS QUE SE CRUZAN
8
lNFORMACION TF.CNOLOGICA: REFER..: HIT . 133 2/6 ENGRANAJES (GENERALIDADES)
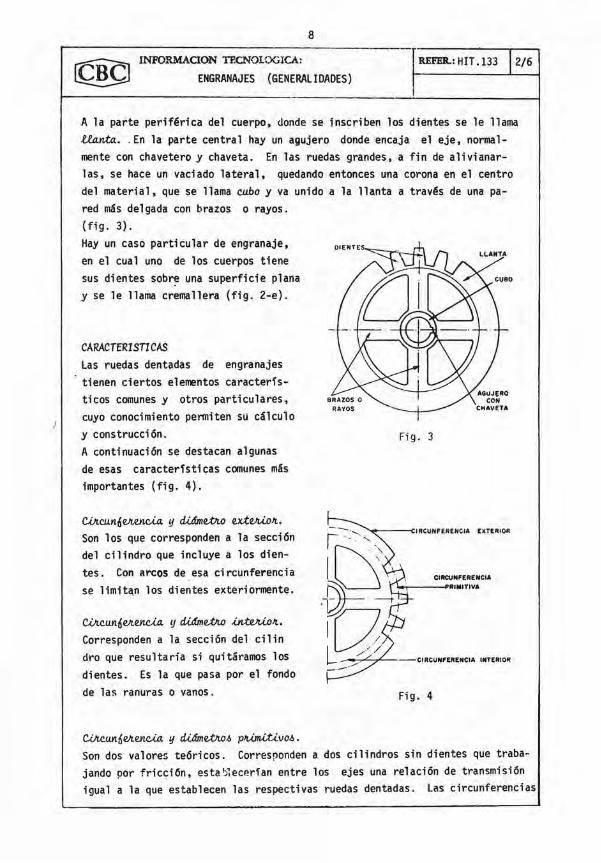
A la parte periférica del cuerpo, donde se inscriben los dientes se le l lama .Utuita . . En la parte central hay un agujero donde encaja el eje, normalmente con chavetero y chaveta. En las ruedas grandes, a fin de al ivianarlas, se hace un vaciado lateral , quedando entonces una corona en el centro del material, que se l lama cubo y va unido a la l lanta a través de una pared más delgada con brazos o rayos. (fig. 3). Hay un caso particu lar de engranaje , en el cual uno de los cuerpos tiene sus dientes sobr~ una superficie plana y se le llama cremallera (fig. 2-e).
CARACTERISTT CAS
Las ruedas dentadas de engranajes tienen ciertos elemento~ caracterfsticos comunes y otros particulares, cuyo conocimiento penniten su cálculo y construcción. A continuación se destacan algunas de esas caracterfsticas comunes más importantes (fig. 4).
CUr.cu.n6e1tencút 1J cLúíme.tJto e.U:eJtlo1t.
Son los que corresponden a l a secci ón del cil indro que incluye a los dientes. Con arcos de esa circunferencia se limit~n los dientes exterionnente.
CUr.cun6e.1te.ncút y cLúímebw .úl.te.w11. . Corresponden a la sección del cil in dro que resultaría si quitáramos los dientes . Es la que pasa por el fondo de las ranuras o vanos .
CUr.cun6e.1tencút 1J cü4mebw6 pJUn¡.¿t,(.vo6 .
Fig. 3
CllllQlllFtREllCl.l - ---fUMITIVA
Fig. 4
Son dos valores teóricos. Corresponden a dos ci l indros sin dientes que trabajando por fricción, esta~ecerfan entre los ejes una relación de transmisión igual a la que establecen las respectivas ruedas dentadas. Las circunferencias
9
INFORMACION TECNOLOGICA: REFER..: HIT .133 3/6
ENGRANAJES (GENERALIDADES)
primitivas son tangentes y ti enen la misma velocidad lineal.
El dient e .
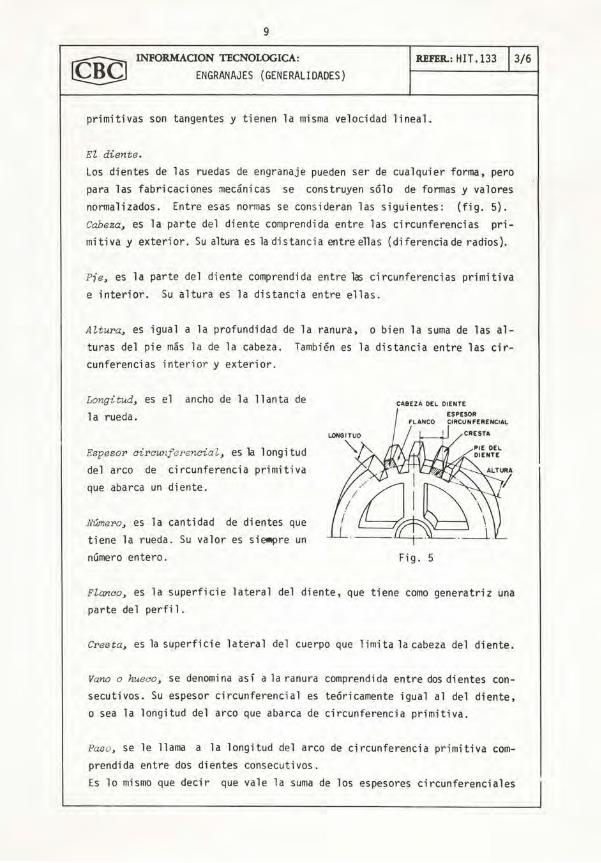
Los dientes de las ruedas de engranaje pueden ser de cualquier forma, pero para las fabricaciones mecánicas se construyen s6lo de formas y valores normalizados. Entre esas normas se cons ideran las siguientes: (fig. 5). Cabeza, es la parte del diente comprendida entre las circunferencias primitiva y exterior. Su altura es la distancia entre ellas (diferencia de radios).
Pi e, es la parte del diente comprendida entre las circunferencias primitiva e interior. Su altura es la distancia entre ellas.
Altura, es igual a la profundidad de la ranura, o bien la suma de las alturas del pie más la de la cabeza. También es la distancia entre las circunferencias interior y exterior.
Longitud, es el ancho de la llanta de la rueda.
Espesor circunf erenaiaZ, es la longitud del arco de circunferencia primitiva que abarca un diente.
Número, es la cantidad de dientes que tiene la rueda. Su valor es siei11pre un número entero.
CABEZA OEl DIENTE
ESPESOR FL ANC,0 CIRCUNFERENCIAL
Fi g. 5
Flanco, es la superficie lateral del diente, que tiene como generatriz una parte del perfil.
Cres ta, es la superficie lateral del cuerpo que li mita la cabeza del diente.
Vano o hueeo, se denomina así a la ranura comprendida entre dos dientes consecutivos. Su espesor circunferencial es teóricamente igual al del diente, o sea la longitud del arco que abarca de circunferencia primitiva.
Paso, se le llama a la longitud del arco de circunferencia primitiva comprendida entre dos dientes consecutivos. Es lo mismo que decir que vale la suma de los espesores circunferenciales
10
lNFORMACION TECNOLOGICA: ll.EFER..: HIT .133 14/6
ENGRANAJES (GENERALIDADES)
del diente y la ranura. Para un engranaje es condición necesaria, que ambas ruedas ten
gan el mismo paso.
Módulo, se llama módulo a un número exacto que multiplicado por ('Tí), da el valor del paso del engranaje. Basado en este número se dimensiona todo el engranaje. Para el fresador es un dato que se da, entre otros, de la rueda y que el proyectista calcul a en función de la potencia que debe trasmitir el engranaje. Con el módulo se identifica -la herramienta para tallar el engranaje y en los casos de reparaciones, se deberá deducir usando las fórmulas que se estudian en cada tipo de engranaje . Los módulos usuales son los que se encuentran en las tablas de valores normalizados.
COflSTRUCCION
Varios factores, entre los cuales se hallan la potencia a trasmitir y la precisión de esa trasmisión, determinan el material y el procedimi ento con que se deben construir las ruedas de engranaje. A título informativo daremos algunos ejemplos:
Materialea .
PaI'a engranajes de alta velocidad y potencia - aceros al carbono; aceros aleados con cromo, níquel y molibdeno; fundiciones con aditivos.
Para engranajes Je máquinaa corr-ienic:; - hierro fundido, gris y cm aditivos .
Para mecan-i.:mos expuesto:.; a la oxidación - bronce y otros metales inoxidables.
Par•a engranaje:; que tr•aamiten por:a potenc1:a o que deben ser silenciosos -
aluminio, l atón, telas prensadas y sintéticos.
1'1•ocedimien toa.
- Fundidos, en moldes de tierra o metálicos. - Estampados o sintetizados en moldes.
- Troquelados. - Fresados, por reproducción del perfil de la fresa. - Generados, por movimiento circular o recti líreo alternado de 1 a herramienta.
- Rectificados.
11
INFORMACION TECNOLOGICA: IU!FER.: HIT .133
ENGRANAJES (GENERALIDADES)
La construcción por el procedi mi en to de fresado, reproduciendo el perfil de la fresa, es el normal en la fresadora universal.
CLASIFICACION
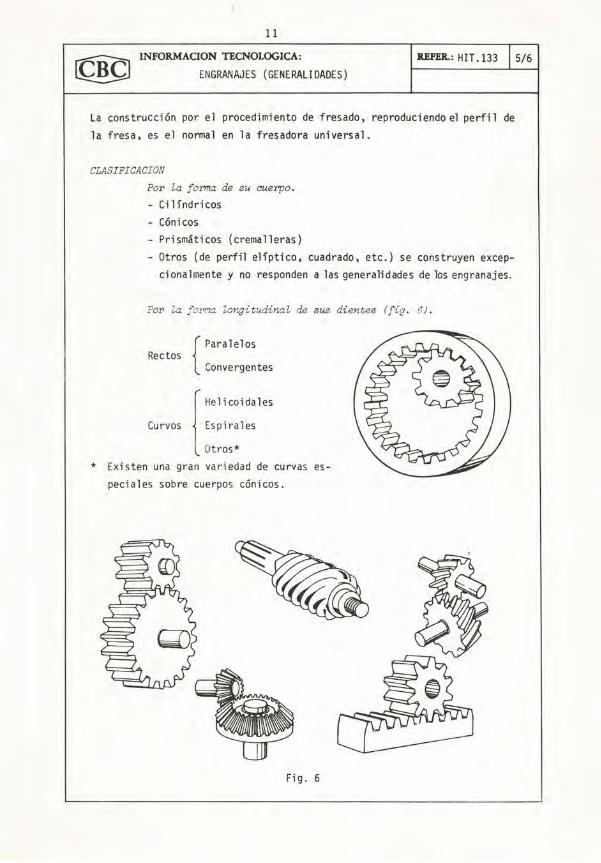
Por' ia fOt'fTla de su cuel"po.
- Cilíndricos - Cónicos - Prismáticos (cremalleras) - Otros (de perfil elíptico, cuadrado, etc.) se construyen excep-
cionalmente y no responden a las generalidades de los engranajes.
Por' ia f oi ·Ma wngitudinaL de sus dientes (fig . 5) .
{
Paralelos Rectos
Convergentes
{
Helicoidales
Curvos Espirales
Otros* * Existen una gran variedad de curvas es
peciales sobre cuerpos cónicos.
Fig. 6
5/6
12
JNFORMACION TECNOLOGICA: R.EFER..: HIT .133
ENGRANAJES (GENERALIDADES)
?U!ICIONAMIENTO
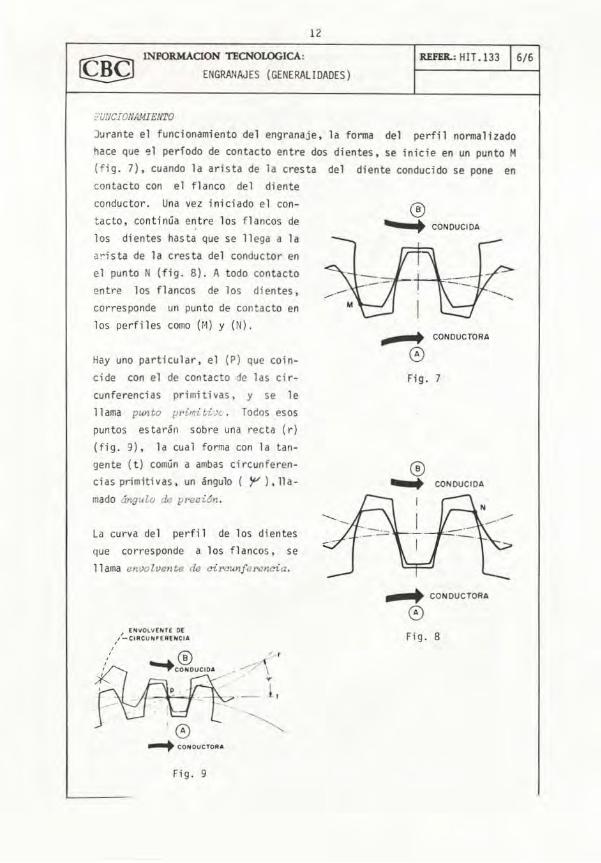
Jurante el funcionamiento del engranaje, la forma del perfil normalizado hace que ~1 período de contacto entre dos dientes, se inicie en un punto M (fig. 7), cuando la arista de la cresta del diente conducido se pone en contacto con el flanco del diente conductor . Una vez iniciado el contacto, continúa entre los flancos de los dientes hasta que se ll ega a la a!"i sta de la cresta del conductor en el punto N (fig. 8). A todo contacto entre los flancos de los dientes , corresponde un punto de contacto en los perfil es como (H) y (N).
Hay uno particular, el (P) que coincide con el de contacto de las circunferencias primitivas, y se le llama punto pr·i111iti .H, . Todos esos puntos estarán sobre una recta (r) (fig. 9), la cua l forma con la tangente (t) común a ambas circunferencias primitivas, un ángulo ( Y ) , llamado ángulo du ¡:n·eGión.
La curva del perfil de los dientes que corresponde a los flancos , se 11 ama envolvente de circunferoncia.
Fig. 9
® ........ CONDUCIDA
# • CONDUCTORA
0 Fig. 7
® ...... CONDUCIDA
~ CON DUCTORA
0 Fig . 8
6/6
13
~ INFORM.ACION TECNOLOGICA: RBFER.: HIT .134 1/6 ~ ENGRANAJE CILINDRICO RECTO
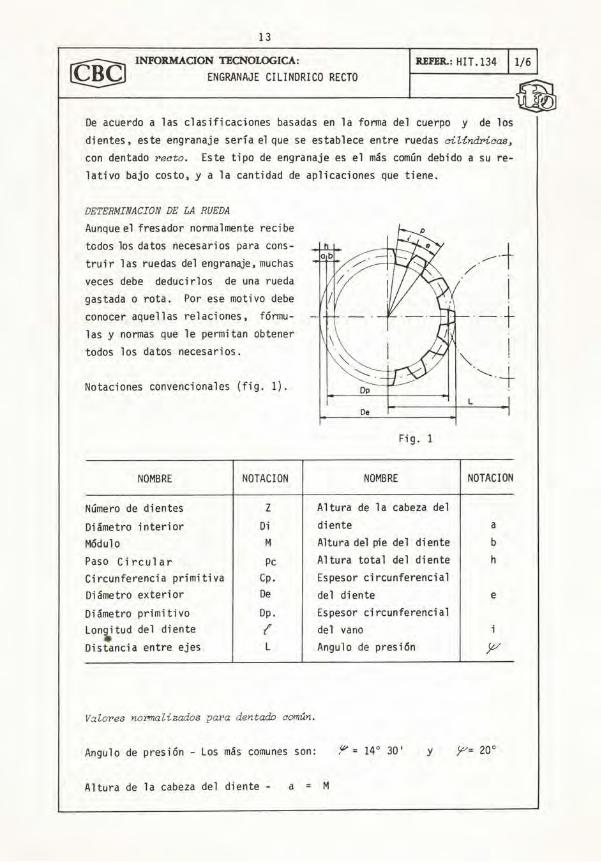
~~~~~~~~~-® De acuerdo a las clasificaciones basadas en la fonna del cuerpo y de los di entes, es te engranaje sería el que se establece entre ruedas ciUndricas,
con dentado recto. Este tipo de engranaje es el más común debido a su relativo bajo costo, y a la cantidad de aplicaciones que tiene.
DETERMINACION DE LA RUEDA
Aunque el fresador nonna 1 mente recibe todos los datos necesarios para construir las ruedas del engranaje, muchas veces debe deducirlos de una rueda gastada o rota. Por ese motivo debe conocer aquellas relaciones, fó rmulas y nonnas que le permitan obtener todos los datos necesarios.
Notaciones convencionales (fig. 1).
NOMBRE NOTACION
Número de dientes z Diámetro interior Di Módulo M
Paso Circular Pe Circunferencia primitiva Cp. Diámetro exterior De
Diámetro primitivo Dp. Longitud del diente {
• Distancia entre ejes L
Valores normalizados para dentado común.
Angulo de presión - Los más comunes son:
De
Fig. 1
NOMBRE
A 1 tura de la cabeza del diente Altura del pie del di ente Altura total del diente Espesor circunferencial del diente Espesor circunferencial del vano Angulo de presión
y = 14° 30' y
Altura de la cabeza del diente - a = M
.-·+ / .
1
·-+
L
NOTACION
a b h
e
i
.Y
)?'= 20°

14
INFORMACION TECNOLOGICA:
ENGRANAJE CILINDRICO RECTO
Altura del pie del diente b = 1,17 M b = 1,25 M
para para
REFER..: HIT .134 l 2/6
0-= 14° 30' Y'= 20º
Al tura del diente h = a + b ; h = 2,17 M para ~ = 14º 30'
Paso de los dientes
Espesor ci rcunferencial
Espesor circunferencial
Longitud del diente
h = 2 ,25 M para V = 20º
p=M.JY
del diente e = __Q_ = M . 1'í 2 2
del vano i = M. ~ 2
t (se puede elegir entre l os valores en rrrn de 6, 8, 10, 12, ó 16 veces el módulo).
Fó:rmuias para dimensionar ia rueda.
La circunferencia primitiva, como toda circunferencia t i ene una longitud Cp = Dp . 71
pero también es Cp = p Z
entonces Cp = Dp . í1 = p . Z = M 1Y . Z, en donde se puede
despejar el Dp. y resulta 1 Op = M • !]
Observando la f igura 1 se deduce que el diámetro exterior se puede conocer sumando dos alturas de cabeza de diente al diámetro primitivo.
Entcnces De = Dp + 2 a ; como a = M
De = M z + 2 M = M (Z + 2)=> loe = M (Z + 2)1
También se deduce de la figura 1 que el diámetro interior se puede calcular restando al diámetro primitivo dos al turas del pie del diente.
Di = Dp - 2b
Otra dimensión importante en el engranaje es la distancia entre ejes, que tal como se aprecia en la figura 1 es igual a la suma de los radios de l as circunferencias primitivas . Entonces su valor es:

Datos:
Datos:
15
INFORMACION TECNOLOGICA: llEPER.: HIT .134 13/6
L = 2
Ejemp'lo 1.
ENGRANAJE CILINDRICO RECTO
+ 2
M z. + M z. 2
M (Ze + Za) 2
Calcular las di me ns iones necesarias para construir una rueda para engranaje cilíndrico recto que debe tener 40 dientes de módulo 3.
z = 40 M = 3
Ejemplo 2.
Para preparar la rueda:
De = M (Z + 2) = 3 (40 + 2) = 126 nrn
f = 10 . M = 30 nrn
Para fresar los dientes:
h = 2,25 . M = 2,25 X 3 = 6,75 nrn
e = M. 71 2
3 X 3,1416 2
= 4,71 nm
De un engranaje gastado se puede deducir que tiene un diámetro exterior ~P 33 11111 y 20 dientes. Calcular las dimensiones para hacer uno nuevo.
De = 33 z = 20
Cálculo del módulo:
de la fórmula De = M (Z + 2)
se deduce M = De 33 = 1,5 z + 2 20 + 2
h = 2,25 M = 2,25 X 1,5 = 3,375 11111
e = M • 7f
2 1,5 X 3,1416
2 = 2,36 nrn
ENGRANAJE PIÑON - CREMALLERA
Hay un caso particular de engranaje; es el que está constituido por una rueda cilíndrica, ei piñón y otra con el dentado en una superficie plana, llamada cremallePa (fig. 2).

16
INFOR.MAOON TBCNOLOGICA:
ENGRANAJE CILINDRICO RECTO
A la cremallera puede considerársele como una rueda de diámetro infinitamente grande, y entonces cada circunferencia característica de la rueda es una recta. Por ello la circunferencia primitiva del piñón es tangente a la línea primitiva de la cremallera.
ENGRANAJE INTERIOR
IW'lll.: HIT .134 4/6
Fig. 2
Otro caso especial de engranaje es aquél en que la corona tiene dentado interior. La circunferencia primitiva del piñón es tangente interior a la de la corona (fig. 3). La diferencia que puede confundir, está en que la circunferencia exterior de la corona pasa por el fondo de las ranuras y la interior por la cresta de los dientes.
Por ello las dimensiones (a) y (b) del diente son:
De - Dp 2
Dp - Di 2
= b
b = 1,17 para 'f = 14° 30'
b = 1,25 para f'= 20º
= a = M
Resumen de fó1'"UZ<UJ p~ácticaa .
Dp M . Z
De M (Z + 2)
h 2,25 M para Y= 20°
h 2,17 M para 5P= 14º 30'
! de 6 a 12 módulos
l M {Z• + Ze) 2
Fig. 3
z •
z---ºL-2 M
De M = Z+2 •

17
INFORMAOON TECNOLOGICA: R.El'ER.: HIT .134 1 5/6 ENGRANAJE CILINDRICO RECTO
WJDULOS ME'!RICOS NORMALIZADOS (Normalizaci6n I. S. O. J
vaiol'es que deben usarse preferentemente:
1 - 1.25 - 1.50 - 2 - 2 ~n - 1 - 4 - 5 - 6 - 7 - 8 - 10 - 12 - 16 - 20
Va Zores secundarios :
1.125-1375-1.75- 2.25- 2.75 - 3.50 - 4.50 - 5.50 - 7 - 9 - 11 - 14 - 18
Va Zol'es que se deben evitar, de ser posibZe:
3.25 - 3.75 - 6.5
DIAME'!RAL PITCH
En aquellos casos en que las dimensiones de la rueda se expresan en pulgadas en el cálculo de engranajes se hace con otro número llamado "Pitch" (P). Se define como el cociente que resulta de dividir el número de dientes por el diámetro primitivo.
Ejemplo .
Una rueda de engranaje que tiene 5" de diámetro primitivo y
50 dientes; calcular su diametral Pitch.
p =
(NormaZización I . S .0 . )
z Dp
50 5"
= 10
VaZores que deben uoarse pre f erent emente .
20 - 16 - 12 - 10 - 8 - 6 ·- 5 - 4 - 3 - 2.5 - 2 - 1.5 - 1.25 - 1
Va l.ores secundarios :
18 - 14 - 9 - 7 - 5.5 - 4.5 - 3.5 - 2.75 - 2.25 - 1.75
18
~ INFORMACION TECNOLOGICA:
~ ENGRANAJE CILINDRICO RECTO llEFl!Il.: HIT .134 16/6
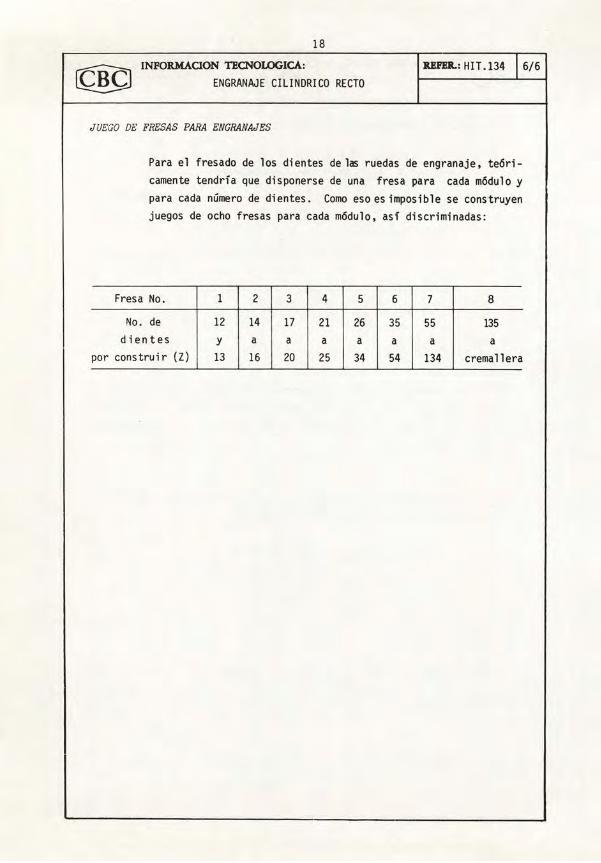
JUEGO DE FRESAS PARA ENGRANAJES
Para el fresado de los dientes de las ruedas de engranaje , teóri camente tendría que disponerse de una fresa para cada módulo y para cada número de dientes. Como eso es imposible se construyen juegos de ocho fresas para cada módulo, así discriminadas:
Fresa No.
No. de dientes
por construir (Z)
1
12 y
13
2
14 a
16
3
17
a 20
4
21 a 25
5
26 a
34
6
35 a 54
7
55
a 134
8
135 a
cremallera
19
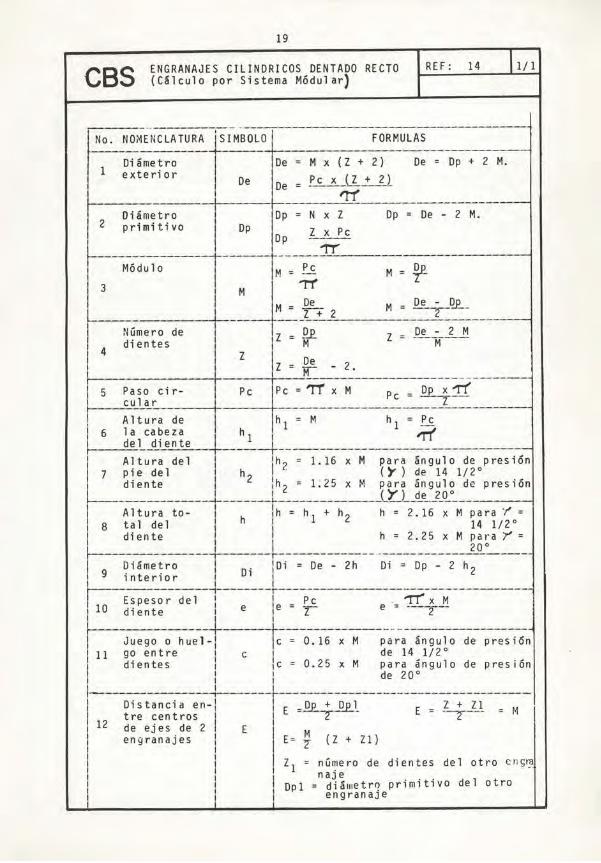
CBS ENGRANAJES CILINDRICOS DENTADO RECTO (Cálculo por Sistema Módular)
REF: 14
1 "'"'"-CLATU_•~r· s 1_-M_B_O_L __ º-+----------F~MU_L_As ________ _ Diámetro De=Mx(Z+2) De=Dp +2M.
1 exterior De De = Pe x (Z + 2) 1 't( -------------4----+-~--~-~--·----------~---·-·~
2
3
Diámetro p rimitivo
Módulo
Dp
--
M
Dp = N X z ~~ Dp
1T' ----M = Pe .,,..
Dp = De - 2 M.
-M = ~
1
_ De De - º-E._
I~ M - z+2 M--2 ---Ná°m_e_r_o_ d_e - --1-·---- Z = Q.e. z = De -"_'--2--M·- ------1
4 di entes 1 M __ M __ _
L,-. ., ,,,_-~-:,-+,·.t: +---;-,--. ,,--:~----L-=-~u lar __ ._ ________________ z ______ _ ! A 1t u ra de h 1 = M h 1 = !'__<:_
~l_c~~:~~e t. _ _:_i_ ______________ 'T'!' Altura del lh 2 = 1.16 x M para ángulo de presión
7 pi e del h · ( )' ) de 14 1/2 ° diente 2 lh2 = 1: 25 x M para áng ulo de presión
1------------- -----' _ ________ _(_'y L_<!_e__2_Q_º--------l Altura to- 1 h l,lh = h1 + h2 h = 2.16 x M para'!' =
8 tal del 14 1/2°
G diente 1 h = 2.25 x M para 'T =
1 20º ;- ~ i áme~-;;----T--D-. --Joi- = De--_--z;-- ··;i--:-op-----2-;;---·-
-;f:fr~?~,--1---.-·--r:-.- i ;-----:~::rr =i=~--------Ju ego o huelt
1
---1'c -:--o-.16_x_M--p-~·;·a- áng~;de-p-;;si6~ go entre e de 14 1/ 2º dientes 1 e = 0.25 x M para ángulo de presión
1 1 de 2 Oº
--~tan e ;;~-.;t------r-;-_ Dp 2 :Ri1---------;-~-z--;-¡¡--_---2
tre centros ¡ j 1 - - - ·-2--- - M 1 de ejes de 2 E
en granajes ¡ E= ~ ( Z + Zl)
1 z1 = nGmero de dientes del otro c n g~ 1 1 I naje
1
1 Dpl = diá111etro primitivo del otro í ¡ ¡ engranaJe

20
CBS ENGRANAJE CILINDRICO DENTADO RECTO (Ejercicios - Sistema Modular)
REF: 15 l
Ejemplo l.
Calcule las dimensiones necesarias para construir una rueda para engranaje cilíndrico recto que debe tener 40 dientes de m6dulo 3.
Elementos conocidos.
z = 40
M = 3
y = 20°
Ejemplo 2.
Para preparar la rueda:
De = M ( Z + 2 ) = 3 ( 40 + 2 ) = 126 mm. L = 10. M = 30 mm.
Para fresar los dientes: h = 2.25 M = 2.25 x 3 = 6. 75 mm.
e = M . 'T'T" = 3 x 3. 1416 4 71 m -z- ~ =. m.
De un engranaje gastado se puede deducir que tiene un diámetro exterior de 33 mm. y 20 dientes. Calcule las dimensiones para hacer uno nuevo.
Elementos conocidos.
De = 33
z = 20
y = 20°
Cálculo del módulo:
Fórmulas:
M = De = z+-_2 __ _ l. 5
h = 2.25 M
M Tt --¿----
= 2.25 x 1.5 = 3.375 mm.
e = 1.5 X 3.1416 = 2. 36 2 mm.
.21
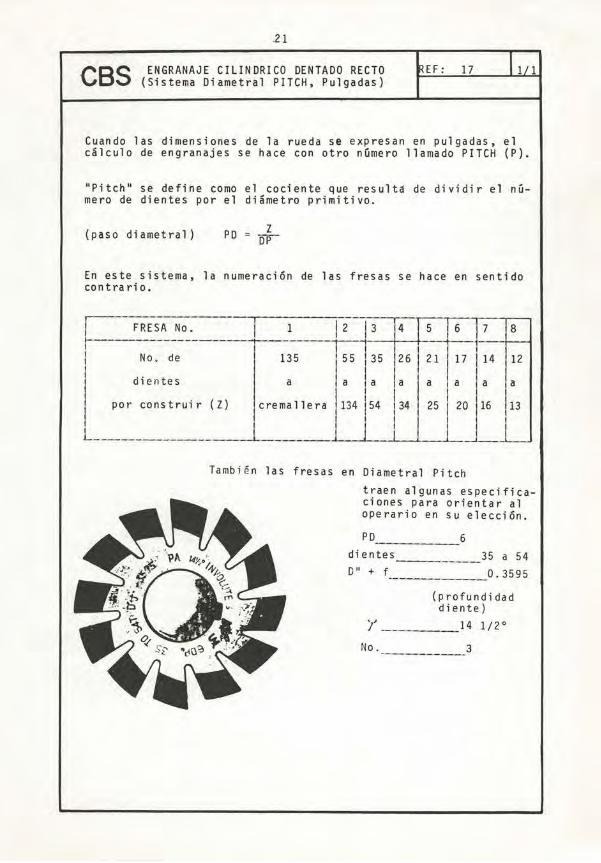
CBS ENGRANAJE CILINDRICO DENTADO RECTO (Sistema Diametral PITCH . Pulgadas)
EF: 17 1 1
Cuando las dimensiones de la rueda se expresan en pulgadas. el cálculo de engranajes se hace con otro número llamado PITCH (P).
"Pitch" se define como el cociente que result~ de dividir el número de dientes por el diámetro primitivo.
(paso diametral) PO
En este sistema . la numeración de las fresas se hace en sentido contrario.
r=----------T FRESA No. - ------ - -
! No . de 1
13 4 5 6 17 8
17 , 14--.____
135 26 21 12
la a a a
'ª a
154 134 25 20 ¡16 13
1
1 1 ~
1
dientes
Tambi é n las fresas en Diametral Pitch
traen algunas especificaciones para orientar al operario en su elección.
PD _ _ _ _ _ __ 6
dientes 35 a 54
D" + f _____ _ _ _ _ O. 3595
(profundidad diente)
'/ ___ _ __ 14 1/2°
No . _________ 3
22
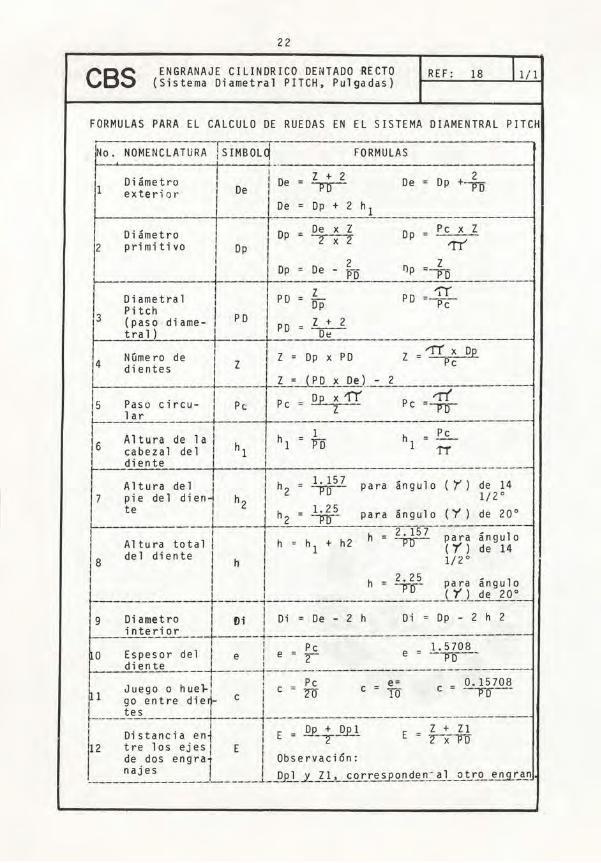
CBS ENGRANAJE CILINDRICO DENTADO ~ECTO REF: 18 l 111 (Sistema Diametral P ITCH, Pulgadas)
FORMULAS PARA EL CALCULO DE RUEDAS EN EL SISTEMA DIAMENTRAL P ITCH
-- -----No. NOMENCLATURA ! sIMBOLq FORMULAS
1
1 ____.¡. • •
1 z + 2 2 Diámetro De = ~ De = Op +PO 1 exteri o r De
De = Dp + 2 hl ·-
Diámetro Op = De X Z Op = Pe X z
2 primitivo Op 1 ~ X ~ 'TT'
1 2 f)p z
~ ~ = De - PO =p-5 r-,, .... ,., z rr
1 l PO = DP PO -~ Pitch
1 ~(P''º di•m•-PO z + 2
t ra 1)
1 ~PO = ~
4 Número de z = Op X PO z =
"Tí X ~ z Pe
dientes z = (PO x De L - 2 ·-
5 Paso circu- Pe; Pe = Qp_x 1l Pe - '!( 1 lar
z-- - 111)
~ ----
Altura de la 1 hl = 1 hl =
Pe
cabezal del 1 hl 1>o TT 1
1 diente
del 1
------1 l. 15 7 ()'') Altura h2 = PD- para ángulo de 14
7 pie de 1 di en~ h2 1/2° te 1 h2 = l. 25 para ángulo (y) de 20°
to~I P'D l-
2. 15 7 ·-
1 h = para ángulo Altura h = hl + h2 ~ ( 7' ) de 14
8 del diente
1 h 112 o
h = 2.25 para ángulo 1 ""150- J_r) de 20° -------+---~-------
:___ ~~~~~~~~ --~~J-~i- = 0~2-h---~~-~~-~---1 Pe 1.5708
.o ~~~~~~r de-~1-~--~-e-~ z _ _ _____ e_:_ l>_o =~-----1 1 Pe e = 0.15708
b ~~e~~t~e h~~; 1 e 1 e = n e = TO e = -Po--~---t~---~---~-------------------------
O . . 1 1 E _º-2 + ..QE_l E z + z 1 1 s tan e la. en = z - = T-.x--po 12 tre los eJes E 1
de dos engra1 J Observaci 6n:
--~~---J_____ _..Qp_Ly__u_,___c_q_r:~~-ºnden- al 2.1.r_~-~l!Jl.!an

23
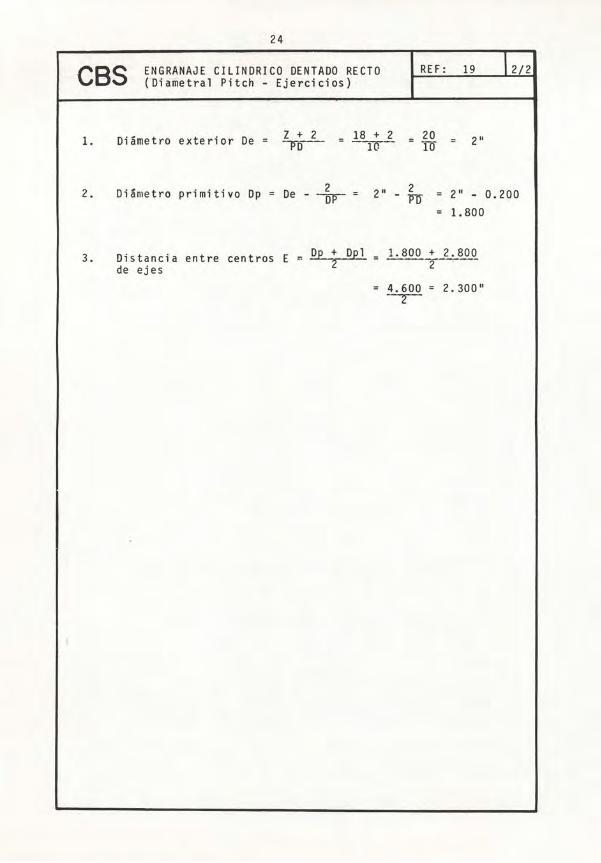
CBS ENGRANAJE CILINDRICO DENTADO RECTO (Diametral Pitch - Ejercicios)
REF: 19
Ejercí ci os:
Ejemplo l.
Un engranaje tiene un diámetro exterior de 3" (pulgadas) y 28 dientes. Calcular: PO - Op - Pe - h
1 - h y e
Diámetro exterior De = 3" (pulgadas)
Número de dientes Z 28
Angulo de presión (Y)= 14.1/2
l. Paso diametral PO
2 . Diámetro primitivo Dp = De 2
28 + 2 3
-p-o- = 3" -
30 3=
2 --ro-
3. Paso circular Pe = '11"' = 3. 14 = o. 314 11 1>o 10
4.
5 .
6.
Altura de la cabeza del diente hl =
Altura total del diente h = 2.157 =
-ir-o-2. 15 7 ---ro--
Espesor del diente Pe e = 2 = 0.314 -z-
Ejemplo 2.
o. 100"
o. 2157"
= 0.157"
10
= 3 - 0 . 200 = 2 . 800"
El paso diametral de un engranaje es 10, el número de dientes es de 18. Calcular: diámetro exterior (De), diámetro primitivo (Dp). Suponiendo qu·e este piñón engrana con el del ejemplo 1, calcular la distancia entre centros de los ejes (E).
Paso di ametra 1 PO = 10
Número de dientes = 18
24
CBS ENGRANAJE CILINDRICO DENTADO RECTO REF: 19 l 212 (Diametral Pitch - Ejercicios)
l. Diámetro exterior De = z + 2 = 18 + 2 = 20 = 2" PD-- 10 TO"
2. Diámetro primitivo Dp = De 2 2" 2 = 2" 0 . 200 - ---¡)"!)" = - "P]" -= 1.800
3. Distancia entre centros E QL}-ºP-1 = l. 800 + 2.800 .. ___ 2 ___
de ejes
= 4 . 600 = 2. 300 11
--z-
25
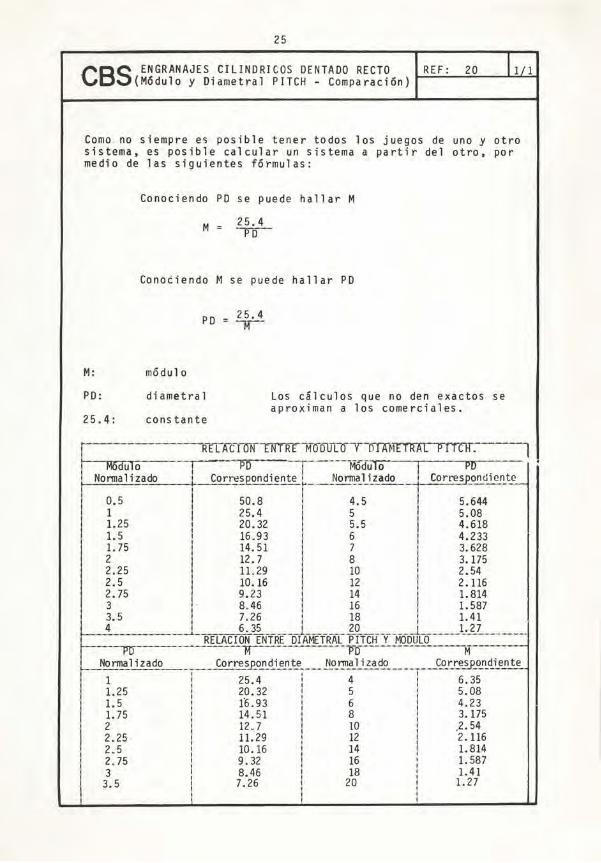
CBS ENGRANAJES CILINDRICOS DENTADO RECTO (M6dulo y Diametral PITCH - Comparaci6n)
REF: 20
Como , no siempre es posible tener todos los juegos de uno y otro sistema, es posible calcular un sistema a partir del otro, por medio de las siguientes fórmulas:
Conociendo PO se puede hallar M
M 25.4 = -TO-
Conotiendo M se puede hallar PD
PO=~
M: módulo
PO: diametral Los cálculos que no den exactos se aproximan a los comerciales.
25.4: constante
--------ITTTACTOÑTRTl<tM()()IJC-cJYOT)D.i r:TIUff p rrrn. 1 l'IOOUIO 1 PO ¡----~d-úlo 1 f'nr"' PD . '
Nonnalizado ! Corrt:!spondiente ¡.___NOl11)_é!_l_izado ~Eondic!!_t_c_
0.5 l 50.8 ! 4.5 1 5.644 1 25. 4 1 5 1 5.08 1.25 1 20.32 5.5 1 4.618 1.5 16 . 93 1 6 1 4.233 l. 75 14. 51 7 11 3. 628 2 12. 7 1 8 1 3. 175 2.25 11 . 29 10 l 2.54 2. 5 10. 16 1 12 l 2. 116 2. 75 9.23 1 14 1 1.814 3 8. 46 1 16 i 1.587
e--_t5_ _ __ J ___ ¿: ~~ ______ L ______ ~g ______ J_ ____ __i_: ~L _____ _ ,._, PO ___ _R!_'=.~Cl.~E_º-I_~r-ETR~L-~ircH y _f:!)DULO _ _ _ M ____ _
Normaliza do ____ Cor~s_p_ondien_~ ___ !!_o_r::i:na 1 i z~~---- -~-_<:_<?!:,r:.e1.e_O_n_diente
l.._ 1 1 '
1 1 25. 4 ¡ 4 1 6.35 1 1.25 1 2p.32 5 '¡ 5.08
1
1.5 : 16.93 ¡ 6 4.23 1.75 ' 14.51 1 8 : 3.175
1 2 1 12 . 7 10 i .2. 54 1 2. 25 1 11. 29 1 12 '1 2. 116
2.5 1 10.16 '1 14 1 1.814 1 2. 75 1 9. 32 1 16 l l. 587
1
3 1 8. 46 1 18 1 l. 41 3.5 ¡' 7. 26 1 20 1 1. 27
i 1 ¡
27
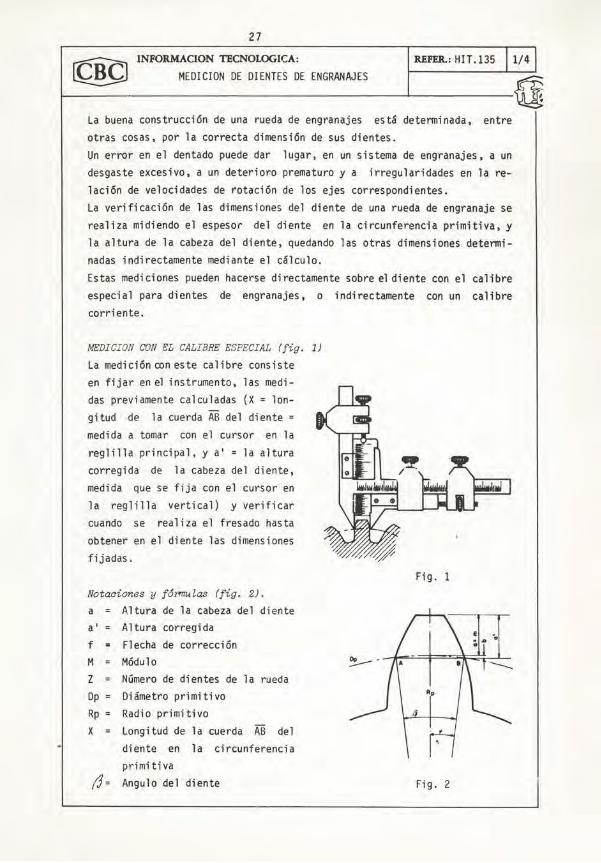
INFORMACION TECNOLOGICA: REFER..: HIT .135 1/4 MEDICION DE DIENTES DE ENGRANAJES ~
i---------~-~
La buena construcción de una rueda de engranajes est~ detenninada, entre otras cosas, por la correcta dimensión de sus dientes. Un error en el dentado puede dar lugar, en un sistema de engranajes, a un desgaste excesivo, a un deterioro prematuro y a irregularidades en la relación de velocidades de rotación de los ejes correspondientes. La verificación de las dimensiones del diente de una rueda de engranaje se rea 1 iza mi di en do e 1 espesor de 1 di ente en 1 a circunferencia primitiva, y
la altura de la cabeza del diente, quedando las otras dimensiones detenni nadas indirectamente mediante el c~lculo. Estas mediciones pueden hacerse directamente sobre el diente con el calibre especial para dientes de engranajes, o indirectamente con un calibre corriente.
MEDICION CON EL CALIBRE ESPECIAL (fig. 1)
La medición con este calibre consiste en fijar en el instrumento, las medidas previamente calculadas (X = longitud de la cuerda AB del diente = medida a tomar con el cursor en la reglilla principal, y a' =la altura corregida de la cabeza del diente, medida que se fija con el cursor en la reglilla vertical) y verificar cuando se realiza el fresado hasta obtener en el diente las dimensiones fijadas .
Notaaionee y f6rmuZas (fig. 2) .
a = Al tura de la cabeza del diente a' Altura corregida f "' Flecha de corrección M Módulo z Número de dientes de la rueda Dp Diámetro primitivo Rp Radio primitivo X Longitud de la cuerda AB del
diente en la circunferencia primitiva
!J= Angulo del diente
Fig . 1
Fig. 2

28
~ INFORMACION TECNOLOCICA:
~ MEDICION DE DIENTES DE ENGRANAJES REFER.: HIT .135 12/4
&(= ¡3 -- f = Rp ( 1 - Coso< ) 2
¡j = 180° o(: 90° z z a' = M + f = a+ f
-X = AB = Dp Sen e< a = a' - f
En la tabla No. 1 aparecen ya calculados los valores de X y a' correspon
dientes a ruedas de 6 a 50 dientes de módulo = l. Para ruedas con número
de dientes mayor que 50 es más conveniente operar con la fórmula correspondiente.
TABLA No. l
TABLA DE LONGITUD DE CUERDA X Y ALTURA a' PARA EL MODULO l.
z X a' z X a' z X a,
6 1,5529 1,1022 21 1,5693 1,0293 36 1,5702 1,0171 7 1,5568 1,0873 22 1,5694 1,0280 37 1,5703 1,0166
8 1,5607 1,0769 23 1,5695 1,0268 38 1,5703 1,0162 9 1,5628 1,0684 24 !,5696 1,0256 39 1,5703 l,Dl58
10 1,5643
1
1,0615 25 1.5691 1,0246 40 1,5703 1,0154 11 1,5653 1,0559 26 1,5698 l,0237 41 1,5704 1,0150
12 1,5663 1,0513 27 1,5699 1,0223 42 1,5704 1,0147
13 1,5669 1,0473 28 1,5699 1,0219 43 1,5704 1,0143
14 1, 567 5 1,0440 29 l ,5700 1,0212 44 1,5704 1,0140
15 1,5679 1,0410 30 1,5700 1,0205 45 1,5704 1,0137
16 1,5682 1,0385 31 1, 5 70 l 1,0199 46 1,5705 1,0133
17 1,5685 1,0362 32 l, 570 l 1,0192 47 1,5705 1,0131
18 1,5688 l ,0342 33
1
1, 570 l 1,0186 48 1,5705 1,0128
19 1,5689 1,0324
1
34 1,5702 1 ,0181 49 1,5705 1,0125
20 1,5691 1,0308 35 1 1,5702 1,0176 50 1,57.05 1,0123
PARA MAYOR NUMERO DE DIENfES OPERAR CON LAS FORMULAS

29
INFORMACION TECNOI.OGICA: REFER.: HIT. 135 3/4
MEDICION DE DIENTES DE ENGRANAJES
La forma de operar con esta tabla es la siguiente:
Para un número de dientes determinado, se toma el valor correspondiente que aparece en la tabla y se multiplica por el valor del módulo con que se construirá el engranaje. Esos productos serán los valores de fijación en el calibre. Para comprender mejor estos conceptos, véase el si~uiente ejemplo:
Determinar las medidas a fijar en el calibre especial, para verificar las dimensiones de los dientes de una rueda con módulo M = 4,5 y Z = 48. En la. tabla, a Z = 48 corresponden los valores X
En,tcncu 4e .U.ene que:
la medida X
X
X
1,5705 M 1,5705 X 4,5 7,067 mm
la medida a' = 1,0128 . M a' = 1,0128 X 4,5 a' = 4, 56 mm
MEVICION INVIRECTA CON EL CALIBRE VF. NONIO CORIUEHTE
a'
1,5705 1,0128
Este es un método de medición que simplifica la verificación de los dientes de una rueda de engranaje, independientemente de los valores de sus diámetros. Consiste en tomar la medida de la cuerda correspondiente a un arco comprendido entre un número determinado de dientes de acuerdo al ángulo de presión y al número de dientes de la rueda (fig. 3).
La fórmula para deducir el valor de la constante (longitud K a medir) se basa en el método de formación de la envolvente. Como puede apreciarse en la fi-gura 3, la longitud FG = SZ cons-tante K, por ser tangente a la circunferencia del círculo base.
lona1twd K
Fig. 3
30
INFORMACION TECNOI.OGICA:
MEDICION DE DIENTES DE ENGRANAJES
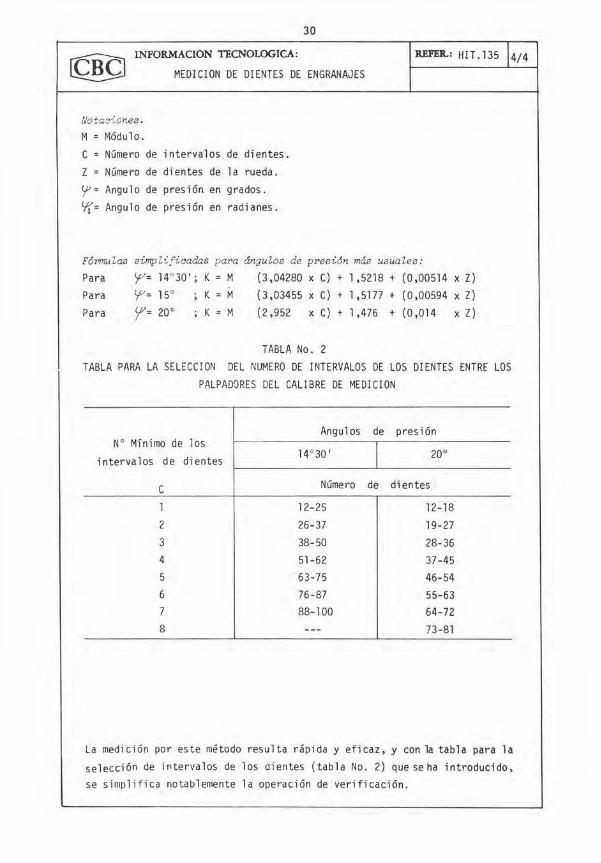
!lo ta ~.:.ones .
M = Módulo. C = Número de intervalos de dientes. Z = Número de dientes de la rueda. <f= Angulo de presión en grados. Y(= Angulo de presión en radianes.
REFER..: HIT .135 14/4
Fór>mUZas simpli.ricadas para ángulos de presión más usuales:
Para 'f/= 14º30'; K = M (3,04280 XC)+ l ,5218 + (0,00514 X Z) Para t.¡;= 15º ; K = M (3,03455 X C) + 1 ,5177 + (0,00594 X Z) Para Y'= 20º ; K = M (2,952 XC) + 1,476 + (0,014 X Z)
TABLA No. 2 TABLA PARA LA SELECCION DEL NUMERO DE INTERVALOS DE LOS DIENTES ENTRE LOS
PALPADORES DE L CALIBRE DE MEDICION
1 Angulos de presión Nº Mínimo de los
intervalos de dientes 14°30 ' 20º
e Número de dientes
l 12-25 12-18 2 26-37 19-27 3 38-50 28-36 4 51-62 37-45 5 63-75 46-54 6 76-87 55-63 7 88-100 64-72 8 --- 73-81
La medición por este método resulta rápida y eficaz, y con la tabla para la selección de intervalos de los dientes (tabla No . 2) que se ha i ntroducido, se simp l i f i ca no tablemente la operación de verificación.
31
CBS MEDICION DE DIENTES DE ENGRANAJE EF: 27 1/2
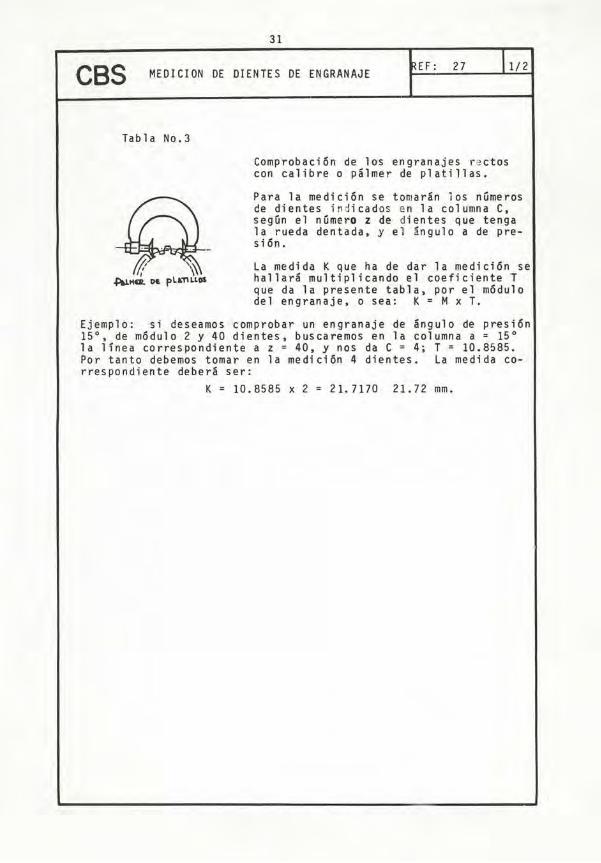
Tabla No.3
Comprobación de los engranajes r ectos con calibre o pálmer de platillas.
Para la medición se tomarán los números de dientes indicados en la columna e, según el número z de dientes que tenga la rueda dentada, y el ángulo a de presi6n.
La medida K que ha de dar la medici6n se hallará multiplicando el coeficiente T que da la presente tabla, por el m6dulo del engranaje, o sea: K = M x T.
Ejemplo: si deseamos comprobar un engranaje de ángulo de presi6n 15º, de módulo 2 y 40 dientes, buscaremos en la columna a= 15° la línea correspondiente a z = 40, y nos da C = 4; T = 10.8585. Por tanto debemos tomar en la medición 4 dientes. La medida correspondiente deberá ser:
K = 10.8585 x 2 = 21. 7170 21.72 mm.
33
CBS MEDICION DE DIENTES DE EN GRANAJE REF: 27
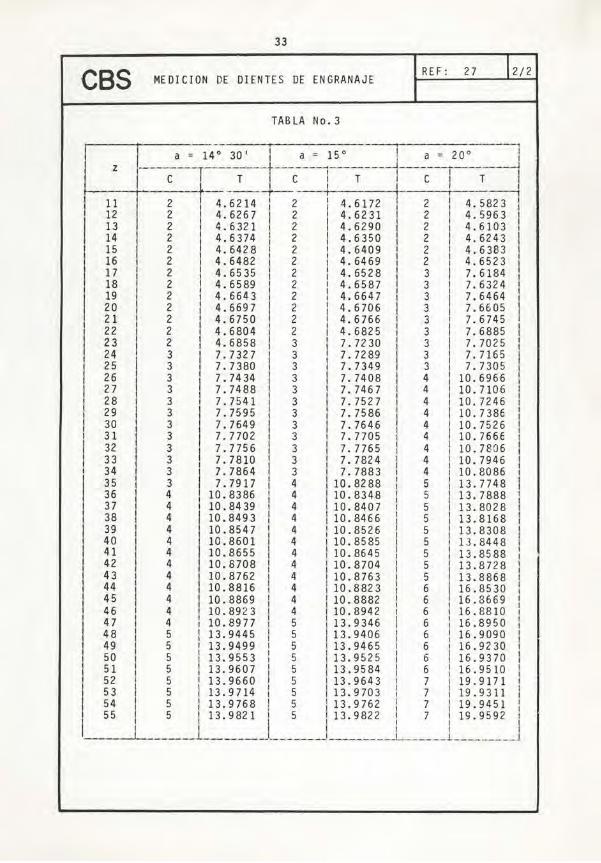
TABLA No.3
1 a = 14-; 30 ' -i a = 15 ° ! a = 2 O 0 l , 1---,---r----.,---}---,--¡- r----+--c--l---;--¡ "--¡¡-t-2---~.-62;; ,-2 l 4.6172 2 4. 5823 l
1
12 2 4.6267 1 2 '1 4.6231 2 4. 5963 1 13 2 4.6321 1 2 4.6290 2 4.6103 14 1 2 4.6374 1 2 4.6350 2 4.6243
1 15 1 2 4.6428 : 2 1 4.6409 11 2 4.6383 16 1 2 4.6482 1 2 1 4.6469 2 4.6523 17 1 2 1 4.6535 2 : 4.6528 3 7.6184 18 2 4.6589 2 1 4.6587 3 7.6324 19 2 4.6643 2 : 4.6647 !. 3 7.6464 20 2 4.6697 2 1 4.6706 3 7.6605 21 2 4.6750 2 '1 4.6766 3 1 7.6745 22 2 4 . 6804 '1 2 4.6825 1 3 7.6885 1
23 2 1 4.6858 1 3 1 7.7230 '¡ 3 7.702 5 24 3 1 7.7327 1 3 1 7.7289 1 3 7.7165 25 3 7.7380 3 1 7.7349 3 7.730 5 2 6 3 1 7. 7 4 34 ,1 3 7. 7 4 o 8 1 4 1 o. 6 9 6 6 27 3 7.7488 3 1 7.7467 4 10.7106 l 28 1 3 7.7541 3 7.7527 1 4 10 . 7246 l 29 3 7.7595 3 1 7.7586 1 4 10.7386 l 30 3 7.7649 3 1 7.7646 4 10.7526 31 3 7.7702 3 t 7.770 5 1 4 10 . 7666
32 3 1 7.7756 3 '¡ 7.7765 1
4 ¡ 10 .780 6 ',,1
33 3 1 7. 7810 1 3 7. 7824 1 4 10. 7946 1 34 3 7.7864 1 3 7.7883 1 4 1 10.8086
35 3 7.7917 1 4 i 10.8288 : 5 11 13 . 7748 36 4 10. 8386 1 4 10. 8348 1 5 13. 7888 37 4 10.8439 1 4 ¡ 10.8407 1 5 13.8028 ,1
38 4 10.8493 1' 4 10.8466 1 5 13 . 8168
11 39 4 10.8547 4 1 10 . 8526 11 5 13.8308 1
40 4 10.8601 1' 4 ¡ 10.8585 5 l 13. 844 8 41 4 10.8655 4 10.8645 5 13.8588 1
42 4 10. 8708 4 '¡ 10. 8704 5 13. 87 28 l 43 1 4 1 10.8762 1 4 10.8763 5 13.8868 44 1 4 1 10.8816 4
11 10.8823 6 16.8530 1
45 4 10.8869 1 4 , 10.8882 6 16. 8669 46 1 4 10.892 3 1 4 1 10.8942 : 6 ¡ 16. 88 10 ll 47 4 : 10.8977 5
11 13.9346 1 6 16.8950
48 5 : 13.9445 1 5 13.9406 6 l 16.9090 49 5 1 13.9499 1 5 13.9465 1 6 '¡ 16.9230 1
1 50 5 ¡1 13.9553
1 5 1 13.952 5 1' 6 1 16.9370 1
1 51 1 5 1 13.9607 ,1 5 13.9584 6 16.95 10 1 1 52 5 1 13.9660 5 1 13.9643 7 1 19.9171 l
l 53 5 1 13.9714 : 5 l 13.9703 ¡ 7 19.9311 1
1
54 5 113.9768 1 5 : 13.9762 '1 7 l 19.945 1 1'
5 5 5 l 13. 9 82 1 ¡ 5 ¡ 13. 9 82 2 1 7 ! 19. 9 5 9 2 _ __ .i___ __ ._ l _ ___ _J __ _ ______ l _ _ _ ___ _ __ J__ ___ ___l _ _ _____ j
34
CBS MEDICION DE DIENTES DE ENGRANAJE REF: 28
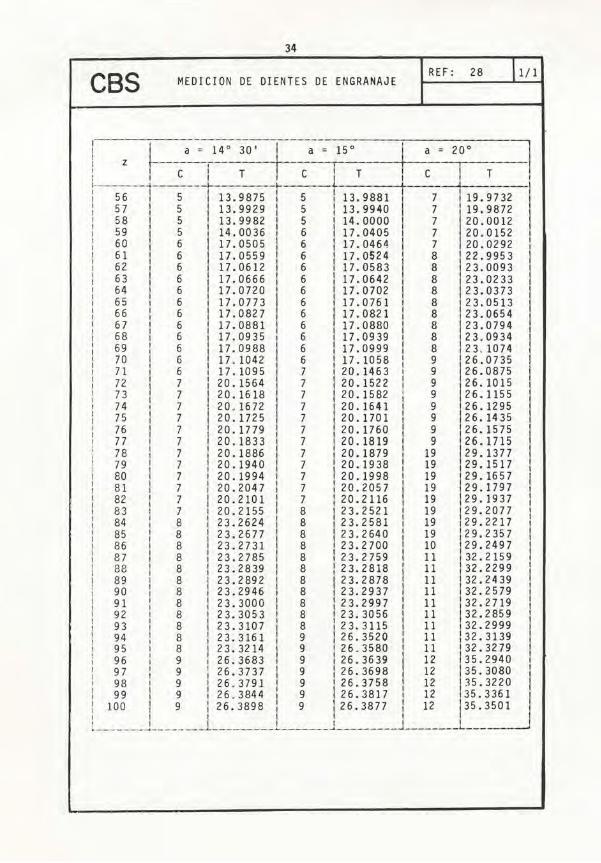
! z ! -~~:--º 30' 1 -~-=_)-5º 1 a = 20º =i 1 r- c 1 ~e 1 r 1 e r !·--s-6--r- - 5 --- r-13:98;s-1-5--t-l 3. 9 8Sl-r--7-- -l-g:-91;2-1
! 57 1 5 13.9929 1 5 l 13.9940 7 19.9872 1 : 58 '¡ 5 ' 13.9982 1 5 l 14.0000 7 20 . 0012 1 59 5 14.0036 1 6 17.0405 7 20 . 0152 1 60 6 17.0505 11 6 1 17.0464 7 20.0292 : 1 61 1 6 17.0559 1 6 '1 17.0524 8 22.9953 1 62 6 17.0612 6 17 . 0583 8 23.0093 1 63 6 17.0666 1 6 1 17.0642 8 23.0233 1 64 1 6 17.0720 6 117.0702 1 8 23.0373 ¡ 65 ' 6 17.0773 6 17.0761 8 123.0513 1 1 66 : 6 17.0827 6 117.08211, 8 123.0654 : 67 1 6 17.0881 6 17.0880 8 23.0794 ' 68 1 6 17.0935 1 6 17.0939 8 23.0934 : 69 i 6 17.0988 1 6 l 17.0999 8 23 . 1074 1 70 6 17. 1042 6 1 17.1058 1 9 26.0735 1 71 1 6 ! 17.1095 1 7 20.1463 1 9 26.0875 : 72 ' 7 ' 20.1564 1 7 20.1522 1 9 26.1015 : 7 3 1 7 1 2 o. 16 18 7 2 o. 15 82 ¡' 9 2 6 • 115 5 1 74 ¡ 7 1 20 . 1672 7 20.1641 l 9 26.1295 ' 75 7 20. 1725 7 20 .1 701 9 26. 1435 : 76 1 7 1' 20. 1779 7 20. 1760 9 26.1575 ! 77 1 7 20.1833 ¡ 7 20.1819 9 26.1715 ¡ 78 1 7 20.1886 1 7 20.1879 1 19 29.1377
79 1 7 20.1940 7 20 . 1938 19 29.1517 ! 80 1 7 1 20.1994 7 20.1998 19 29.1657 : 81 1 7 1 20.2047 7 : 20.2057 19 29.1797 1 82 1 7 1 2 o. 2 1o1 1' 7 : 2 o. 2 116 19 12 9. 19 3 7 1 83 1 7 1 20.2155 8 1 23.2521 19 129.2077 : 84 : 8 2 3. 2 6 2 4 8 1 2 3. 2 5 81 19 12 9. 2 2 17 i 85 : 8 1 23.2677 8 l 23.2640 l 19 ¡29.2357 1 86 1 8 1 23.2731 8 23.2700 10 ,29.2497 1 8 7 1 8 23.2785 8 23 . 2759 11 32.2159 1 88 1 8 1 23.2839 1 8 1 23.2818 11 32.2299 ! 89 ' 8 ,1 23.2892 ,1 8 123.2878 11 32.2439
90 : 8 23.2946 8 23.2937 11 32.2579
1
1
91 : 8 1 23.3000 ,1 8 123. 2997 l 11 132.2719 9 2 ' 8 1 23. 3053 8 1 23. 3056 11 32.2859
1 93 1 8 1 23.3107 1 8 123.3115 11 32.2999 1 94 : 8 23 . 3161 1 9 1 26.3520 11 l32.3139 1 95 1 8 1' 23.3214 1 9 J 26.3580 1 11 132.3279 ¡ 96 : 9 26.3683 1 9 1 26.3639 l 12 35.2940 : 97 1 9 1 26. 3737 1 9 : 26. 3698 12 35 . 3080 1 1 98 1 9 1 26 . 3791 1 9 1 26.3758 1 12 35.3220 1 9 9 1 9 1 2 6 . 3 84 4 ¡ 9 l 2 6 . 3 81 7 12 3 5 • 3 3 6 1 1 ! 100 i 9 ! 26.3898 1 9 ¡26.3877 1 12 135.3501 1 t ______ J ___ ______ L ____ __ _l _____ J ________ J ______ L _____ ___,
35
FRESADO DE ENGRANAJES CILINDRICOS DENTADO RECTO
PRUEBA No. 1
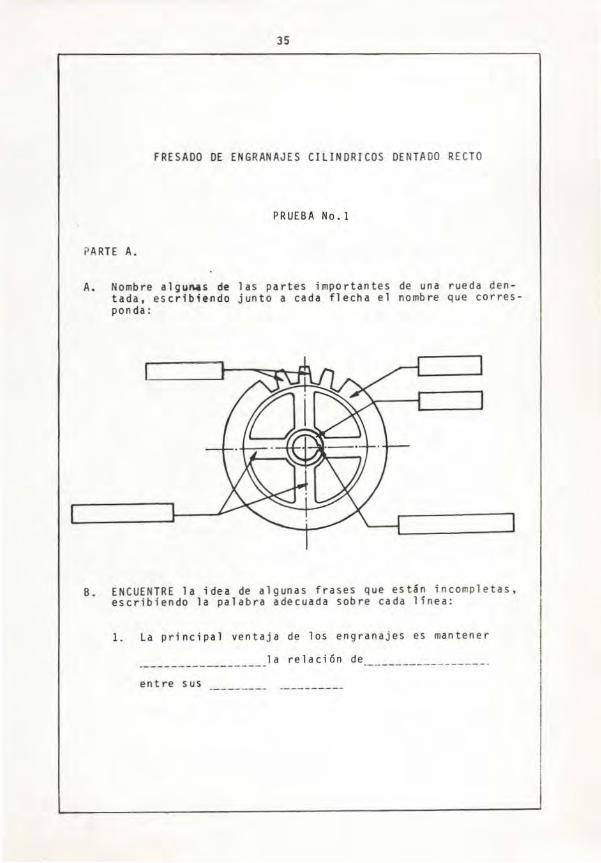
PARTE A.
A. Nombre algu~s de las partes importantes de una rueda dentada, escrib;endo junto a cada flecha el nombre que corresponda:
B. ENCUENTRE la idea de algunas frases que están incomp letas, escribiendo la palabra adecuada sobre cada línea:
l. La principal ventaja de los engranajes es mantener
____ ____________ 1 a re 1 ación de·------------------·
entre sus
37
FRESADO DE ENGRANAJES CILINDRICOS OENTADO RECTO
Continuaci6n ••• • PRUEBA No. 1
PARTE A.
2. La cabeza de un diente es la parte comprendida entre las
las circunferencias
Su altura es la_~-- de ___ _
3 ~ (Pe) __ _ es la longitud compren-
dida entre __ ~~ dientes ____ ~---
4. El material y el procedimiento de construcción de ruedas
de engranaje se determinan por la ------que deben
transmitir y la _________ de la transmisión
5. Un engranaje es un __ _ -~compuesto por ruedas
______________ que relacionan ___________ para permi-
tir transmitir el __________ _
38
FRESADO DE ENGRANAJES CILINDRICOS DENTADO RECTO
PRUEBA No. l
PARTE B.
Desarrolle los siguientes problemas, aplicando y despejando la respectiva fórmula:
l. El módulo de un prnon es 3.175, pero no se encuentra entre los juegos del taller. Calcule su equivalente en paso diametral.
F6 rmu la:
2. Calcule el diametral Pitch de una rueda de engranaje que tiene 5" de 0 primitivo y 50 dientes .
Datos: PO:
z: Dp:
Fórmula:
39
FRESADO DE ENGRANAJES CILINDRICOS DENTADO RECTO
Continuaci6n • • • • PRUEBA No.l
PARTE B.
3. Un piñ6n tiene 7.2 de paso diametral. Calcule el módulo equivalente .
F6rmula:
J ap rox.
40
FRESADO DE ENGRANAJES CILINDRICOS DENTADO RECTO
PRUEBA No.1
PARTE C.
Determine las siguientes frases como Falsas o Verdaderas, colocando la F o la V dentro del círculo respectivo y según lo que corresponda .
l. La medición directa con calibre especial consiste en hacer los cálculos necesarios para la respectiva operación.
2. Un pálmer es el mejor aparato para hacer una medi ción directa.
3. La medición de un diente de una rueda de engranaje se hace tomando la longitud del diente en la circunferencia exterior.
4. La medición indirecta simplifica la verificación de los dientes de una rueda de engranajes.
5. Otro instrumento de medición directa es un calibrador normal pero de puntas finas.
6. Para la medición indirecta se toman en cuenta el ángulo de presión y el número de dientes.
o o o
o o o
4 1
ACTIVIDAD DE APRENDIZAJE No . 2
Describi r e l proceso de ejecución para fresar dientes rectos para engranajes cilíndricos exteriores.
@Be OPERAOON:
43
FRESAR DIENTES RECTOS PARA ENGRANAJES CILINORICOS EXTERIORES
Jllll'E&.: ~0.24/FR 1/3
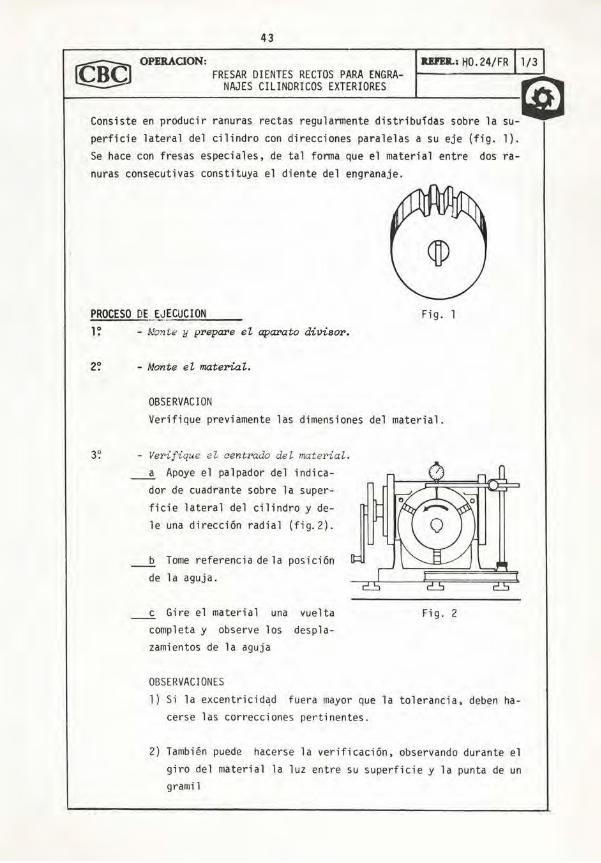
Consiste en producir ranuras rectas regulannente distribuidas sobre la perficie lateral del cilindro con direcciones paralelas a su eje (fig. l). Se hace con fresas especiales, de tal fonna que el material entre dos ranuras consecutivas constituya el diente del engranaje.
PROCESO DE E~ECUCION Fig. l
l? - f.!ont~ y prepare el aparato divisor.
2? - Monte el material.
OBSERVAC ION Verifique previamente las dimensiones del material.
3? - Verifique el centrado del material.
__ a Apoye el palpador del indicador de cuadrante sobre la superficie lateral del cilindro y dele una dirección radial (fig.2).
__ b Tome referencia de la posición de la aguja.
__ c Gire el material una vuelta completa y observe los desplazamientos de la aguja
OBSERVACIONES
Fi g. 2
l) Si la excentricid~d fuera mayor que la tolerancia, deben hacerse las correcciones pertinentes.
2) También puede hacerse la verificación, observando durante el giro del material la luz entre su superficie y la punta de un granli l
44
OPERACION: lU!PER.: H0 .24/FR 2/3 FRESAR DIENTES RECTOS PAR.11. ENt;R/\
NAJES CILINDRICOS EXTERIORES
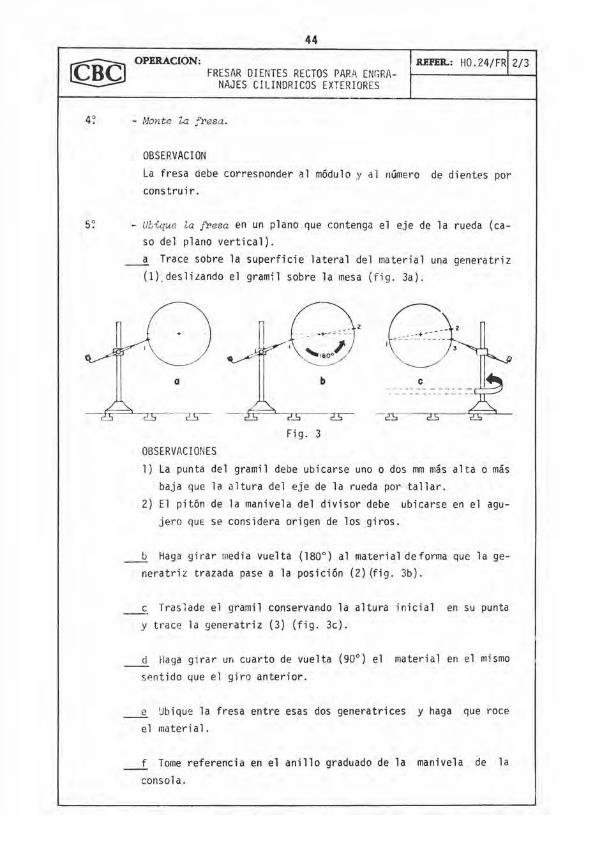
4~ - Monte 1.a fresa .
OBSERVACION La fresa debe corresnonder al módulo y al número de dientes por construir.
5? - Ubique la fresa en un plano que contenga el eje de la rueda (ca-so del plano vertical}.
_ _ a Trace sobre la superficie lateral del material una generatriz (1) .deslilando el grami l sobre la mesa (fig . 3a).
r:_~z '\:· ·· -~ -~ - 3
....____/ .
'i - ~------- -- -
¿s 2:5
Fig . 3 OBSERVACIONES 1) La punta de 1 gramil debe ubicarse uno o dos 11111 más a 1 ta o más
baja que la altura del eje de la rueda por tallar . 2) El pitón de la manivela del divisor debe ubicarse en el agu
jero que se considera origen de los giros.
b Haga girar media vuelta (180º) al material deforma que la generatri4 trazada pase a la posición (2) (fig. 3b).
__ e_ Traslade el gramil conservando la altura inicial en su punta y trace la generatriz (3) (fig. Je) .
d flaga girar un cuarto de vuelta (90°} el material en el mismo sP.ntido 4ue el giro anterior.
____s Ubique la fresa entre esas dos generatrices y haga que roce el material.
__ f Tome referencia en el anillo graduado de la manivela de la consola.
OPERACION:
45
FRESAR DIENTES RECTOS PARA ENGRANAJES CILINDRICOS EXTERIORES
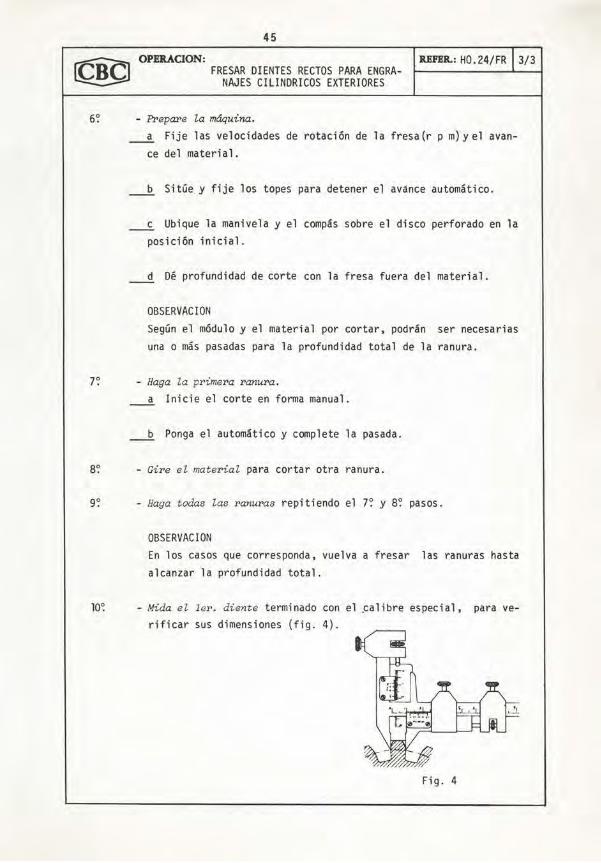
6? - Prepare ia máquina.
IU!Fl!R.: H0.24/FR 3/3
__ a Fije las velocidades de rotación de la fresa (r p m) y el avance del material .
__ b Sitúe y fije los topes para detener el avance automático.
__ c Ubique la manivela y el compás sobre el disco perforado en la posición inicial.
_ _ d Dé profundidad de corte con la fresa fuera del material.
OBSERVAC ION Según el módulo y el material por cortar, podrán ser necesarias una o más pasadas para la profundidad total de la ranura.
7? - Haga Za primera ranura.
__ a Inicie el corte en forma manual.
__ b Ponga el automático y complete la pasada.
8? - Gire eZ materiaZ para cortar otra ranura.
9? - Haga todas Z.as ranuras repitiendo el 7? y 8? pasos.
OBSERVACION En los casos que corresponda, vuelva a fresar las ranuras hasta alcanzar la profundidad total.
10~ - Mida eZ. ler . diente terminado con el .calibre especial, para ve-rificar sus dimensiones (fig. 4).
Fig. 4
47
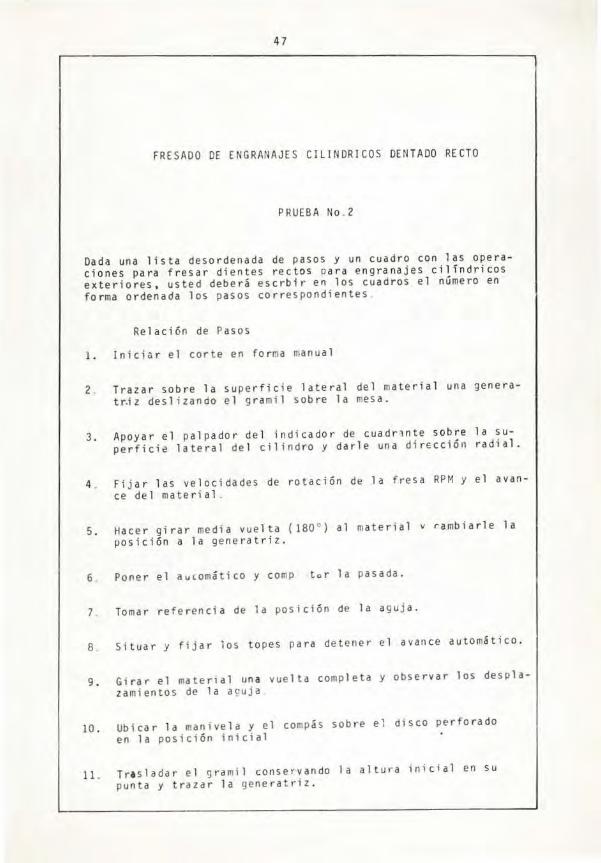
FRESADO DE ENGRANAJES CILINDRICOS DENTADO RECTO
PRUEBA No . 2
Dad~ una lista desordenada de pasos y un cuadro con las operac i ones para fresar dientes rectos oara eng r anajes cilíndricos exteriores, usted deb e rá escrbir en los cuadros el número en forma ordenada los pasos correspondientes
Relación de Pasos
l . Iniciar el corte en forMa manual
2 Trazar sobre la superficie lateral del mate rial una generatr.iz deslizando el gramil sobre la mesa .
3. Apoyar el pa lpador de l indicador de cuadnnte sobre la superficie lateral del cilindro y darle una dirección radial.
4 . Fijar las velocidades de rotación de la fresa RPM y el avance del material _
5. Hacer girar media vuelta (180 º ) al mate r ia l v rambiarle la µosición a la generatriz .
6. Poner el auLOmático y comp tor la pasada .
7. Tomar referencia de la posición de la aguja .
8 . Situar y fijar 1os topes para detener el avance automático.
9. Girar el mate rial una vuelta completa y observar los desplazamientos de la a9uja
10. Ubicar la manive la y el compás sobre e1 disco perforado en la posición inicial
11. Trasladar el gramil conservando la altura inicial en su punta y trazar la generatriz.
48
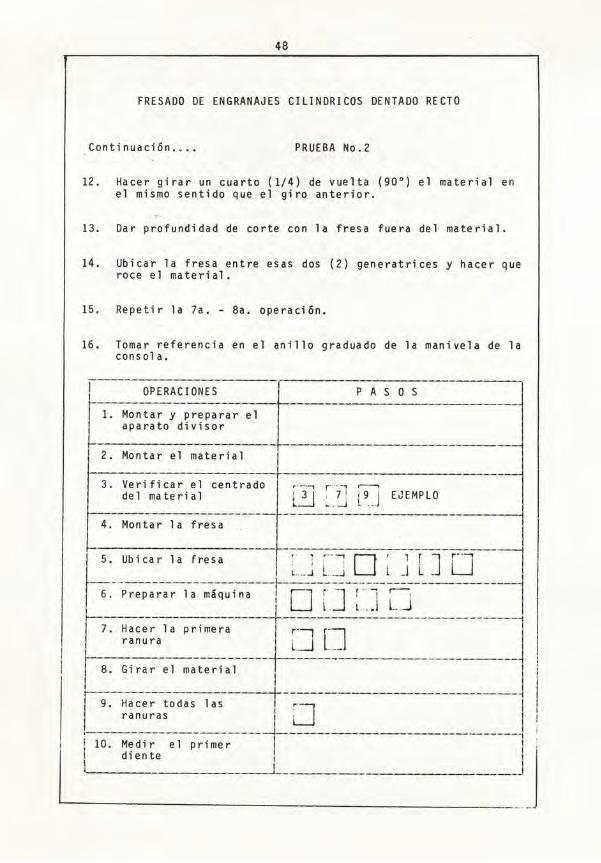
FRESADO DE ENGRANAJES CILINDRICOS DENTADO RECTO
Continuación . • .. PRUEBA No.2
12. Hacer girar un cuarto ( 1/4) de vuelta (90°) el material en el mismo sentido que el giro anterior.
13. Dar profundidad de corte con la fresa fuera del material.
14. Ubicar la fresa entre esas dos (2) generatrices y hacer que roce el material.
15. Repetir la 7a. - 8a. operación.
16. Tomar referencia en el anillo graduado de la manivela de la consola.
~'--~~-ION_::_ _____ ___ ~-
1. Montar y preparar el aparato divisor
' -··-----2. Montar el material
!-----------------·- ·------- ------------·-3. Verificar el centrado
del material
4. Montar la fresa -------------------
1------------------4-· ---------·-----------~---5. Ubicar la fresa ~ .... J ['_"J o ~ _J L J [J
6.- ··P-;;;ª-;;;-1-a--máq:-;;ª--¡-cJT];-j-l~.J-----------1 t--------------+-- ------------¡ l 7. Hacer la primera j r¡ ['] J
. :~::?-;J;a_t_e-;ia-1-----~- L~~_::-_________________ 1
--------- 1 __________________________ J . Hacer todas las 1 !'"-¡ 1
ranuras +' L_J !------------------- ----------------------·-----, 1 10. Medir el primer l i di en te 1 1 l 1 ' ---------------'
E
D c
• A
No.
49
o A B
B
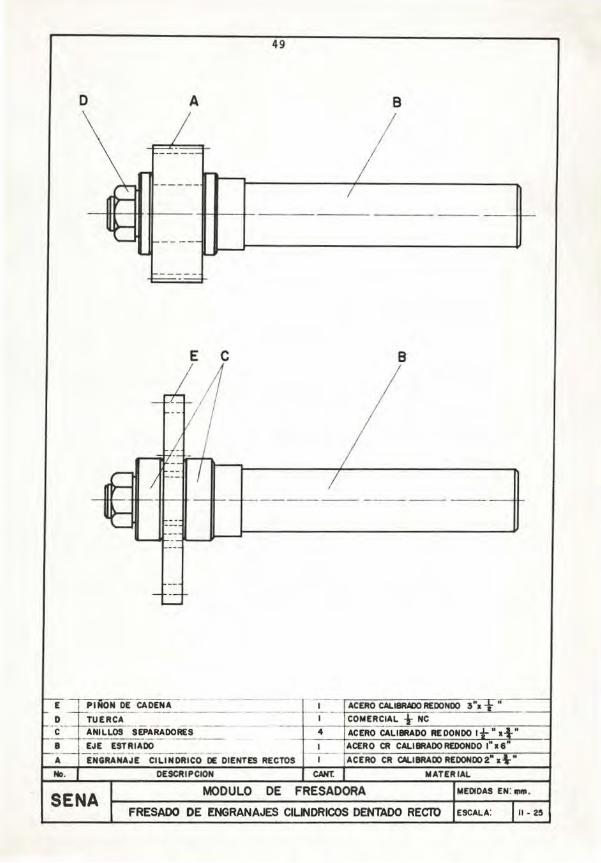
-------- ------ ---
PIÑÓN DE CADENA 1 ACERO CALl8RADORED_ONDO 3•;-:r·--I COMERCIAL t NC 4 ACERO CA_ L_l_llR=A-DO_ RE_ O_O_ND0--1 ~-.-:--:,....-----t
TUERCA ANILLOS SEPARADORES
E.JE ESTRIADO 1 ACERO CR CALIBRADO REDONDO t"xs"
ENGRANAJE CILINORICO DE DIENTES RECTOS 1 ACERO CR CALllRADO REDON002" x "
OESCRIPCION CAHT. MATERIAL
SENA MODULO DE FRESADORA MEDIDAS EN:-·
FRESADO DE ENGRANAJES CIU..DRICOS DENTADO RECTO ESCALA: 11 - zs
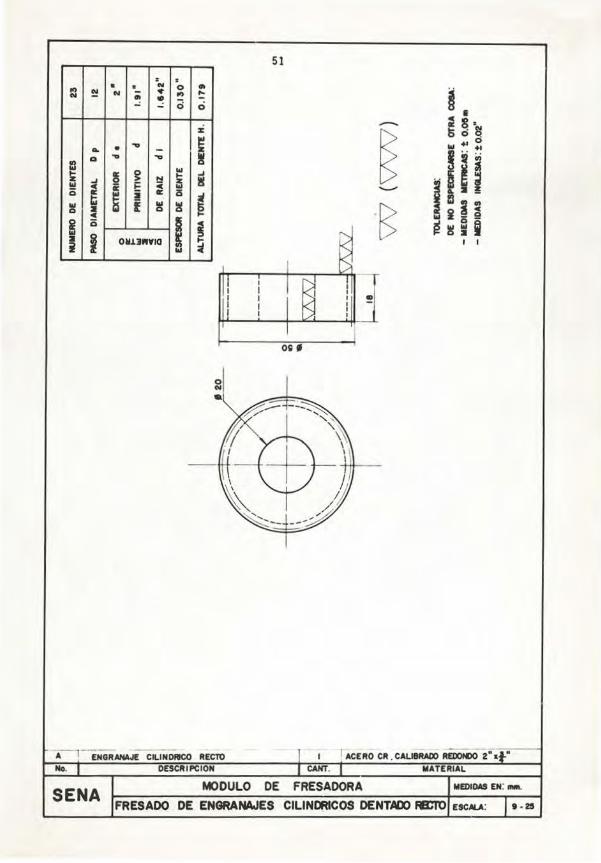
51
ft ....-... = 8 •
§ 15 • s o ó
111 -·g Id~
~ !!! 1 !IJ 1 1
. • .., • . ... o .. ... !! ... • .., !:: .. • -" ¡; o %
.... • ... - ~ Q ... ... ~ a
~ ~ ~ t! ~ ~ !::I ~ l!I .., e e i: e
ª e
E i e i!5
~ t¡ ! 2 f ! ! e i ª ~ ! ..,
i 2 OllJ.J"YIO i ..,
1 1 ACERO CR . CAL181Üoo MixiÑ>o 2" 1t- . -No. DESCRll'CION CAHT. MATERIAL
MEDIDAS EN: -. MODULO DE FRESADORA SENA
FRESADO DE ENGRANAJES CILINCRCOS DENTADO RECTO ESCALA: • . 25
53
,...-....
~ B E 1
1 ~ 8. m - b o~
g •• o 1 ...... ,...-....
j~i~ ~ o .,, 1 - z "'.,, ~ a i ~ _ ~ I!! ~ ;
' '
o • o z :., .. -
' o u
1 1 2 gi' .. =.,
••• z Clel
~§§
~ ¡· g§8
t ¡ 11: a
1 8~, lit
A Ull
1
-' .,,
o
1 u (.) (.)
el
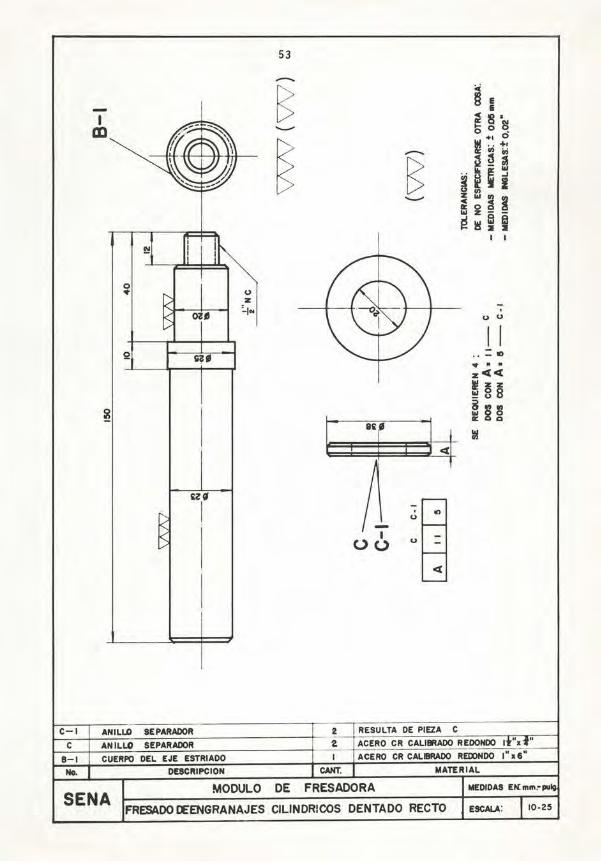
C-1 ANILLO Sf:PARADOR 2 RESULTA DE PIEZA C
c AN ILLO SEPARADOR 2 ACERO CR CALIBRADO REDONDO 1 "x "
B-1 CUERPO DEL EJE ESTRIADO 1 ACERO CRCALIMADO REDONDO 1" x&"
No. OESCRIPCION CANT. MATERIAL
SENA ESCALA: 10-25
MODULO DE FRESADORA liEDIDAS EN: mm.-pu
FRESADO CEENGRANAJES CILINDRICOS DENTADO RECTO
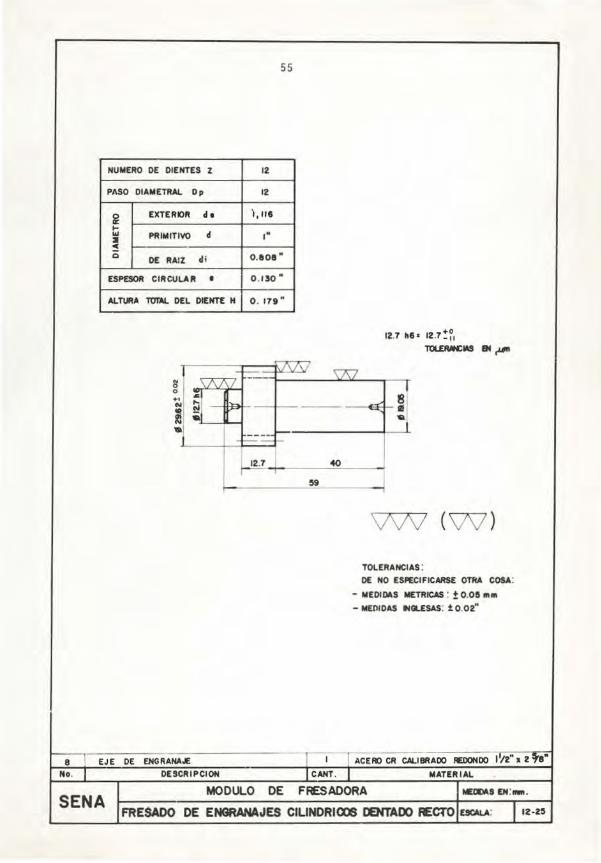
55
NUMERO DE DIENTES Z 12
PASO DIAMETRAL Dp 12
i EXTERIOR ". '1,11•
... w PRIMITIVO d 1• ::1 ~ o
DE RAIZ di o .aoa•
ESPESOfl CIRCULAR • O. l:SO •
Al.TURA TOTM. DEL DIENTE H o . 179"
12.7 ht. 12.7 ~f, TOl..EMCM llN .u-
!.~ - vvv
\1\1
' ~ !¡ N ~¡ ---! • •¡ ----___ .._
12.7 40 1
59
\l\N (\7\7 )
TOLERANCIAS :
DE NO ESl'a:IFICARSE OTRA COSA:
- MEDIDAS METRICAS '. t 0 .05 MM
- MEOIDAS tlGL.ESAS: t0.02"
-• 1 EJE DE ENGRANAJE 1 1 1 ACERO CR CALIBRADO !ElONDO 11/2" a 2 ,a• No. 1 DESCRIPCION ICAHT. 1 MATERIAL
SENA MODULO DE FRESADORA MmDAS EN:- .
FRESAOO DE ENGRANAJES CILINORIOOS ~ADO RECfO UCAU: ! 12-2s
57
T A L L E R
OBJETIVO TERMINAL
Dado el plano de un ejercicio, una ruta de trabajo previamente aprobada por el instructor, una fresadora con sus accesorios y los elementos necesarios, usted ejecutará el fresado de engranajes cilíndricos dentado recto, teniendo en cuenta las operaciones, pasos, materiales, herra~ientas, equipos, normas de seguridad establecidos en la ruta de trabajo.
Se considera logrado el objetivo terminal cuando:
las dimensiones del cuerpo del engranaje corresponden a las calculadas
El acabado superficial del diente es bueno
Las dimensiones del diente corresponden a las calculadas
La preparación del divisor y el montaje han sido las adecuadas
Se selecciona la fresa correcta
Se observan l a s precauciones y normas de seguridad
59
FRESADO DE DIVISIONES LINEALES (Cremalleras)
61
ESTUDIO DE LA TAREA
OBJETIVO
Dado un plano con las indicaciones para un ejerc1c10 de fresado de divisiones lineales y una ruta de trabajo en los cuales se especifica el proceso operacional para el desarrollo del ejercicio, usted deberá completarla con los pasos, equipo, herramientas y materiales requeridos para llevar a cabo cada operación sin error .
Con el fin de lograr el objetivo terminal, usted deberá completar satisfactoriamente cada una de las etapas que aparecen a continuación:
l. Calcular y seleccionar tren de engranajes del divisor para la división lineal y cabezal para fresar cremalleras
2. Explicar el procedimiento para montar soporte de engranajes, y engranajes para grabar divisiones usando fresadora
3. Describir el procedimiento para fresar dientes de cremallera
63
ACTIVIDAD DE APRENDIZAJE No.l
Calcular y seleccionar tren de engranajes del divisor para la división lineal y cabezal para fresar cremalleras .
65
~ INFORMACION TECNOLOGICA: REFER.: HIT .137 1/8 ~ TREN DE ENGRANAJES (GENERALIDADES)
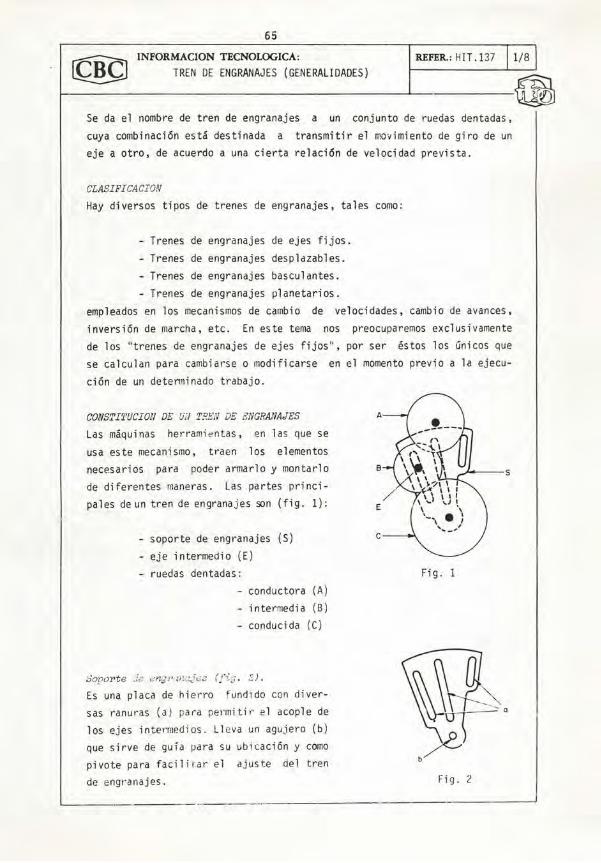
r--~~~~~~---i-~-® Se da el nombre de tren de engranajes a un conj unto de ruedas dentadas, cuya combinación está destinada a transmitir el movimiento de giro de un eje a otro, de acuerdo a una cier ta relación de velocidad prevista.
CLASIFICACION
Hay di versos t ipos de trenes de engranajes, t ales como:
Trenes de engranajes de ejes fijos. - Trenes de engranajes desplazables.
Trenes de engranajes basculantes. Trenes de engranajes planetarios.
empleados en los mecanismos de cambio de velocidades, cambio de avances , inversión de marcha, etc. En este tema nos preocuparemos exclusivamente de 1 os "trenes de engranajes de ejes fijos" , por ser éstos 1 os únicos que se calculan para cambiarse o modificarse en el momento previo a la ejecución de un detenninado trabajo.
CONSTITUCION DE Uil TREN DE ENGRANAJES A
Las máquinas herrami~ntas , en las que se usa este mecanismo, traen los elementos necesarios para poder armarlo y montarlo de diferentes maneras. Las partes princi pales de un tren de engranajes son (fig. 1):
- soporte de engranajes (S) - eje intermedio (E) - ruedas dentadas:
- conductora (A)
- intermedia (B)
- conduc ida (C )
Es una placa de hierro fundido con diversas ranuras (al para permitir el acople de los ejes intermedios. Ll eva un agujero (b) que si rve de guía para su ub icación y como pivote para fac i l itar el ajuste del t ren de engranajes.
B
E
c
Fig. 1
Fi g. 2
--- --··------·------ -------------- --'
66
INFORMACION TECNOLOGICA: R.EFJ!R.: HIT .137 2/8
TREN DE ENGRANAJES ( GENERALI OAOES)
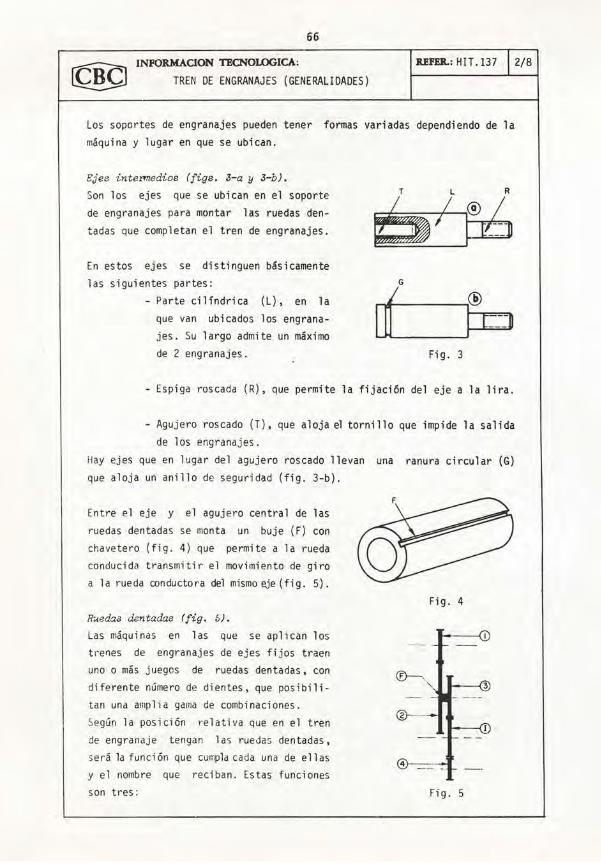
Los soportes de engranajes pueden tener formas variadas dependiendo de la máquina y lugar en que se ubican.
Ejes inteP11edios (figs . 3-a y 3-b).
Son los ejes que se ubican en el soporte de engranajes para montar las ruedas dentadas que completan el tren de engranajes.
En estos ejes se distinguen básicamente las siguientes partes:
- Parte cilíndrica (L), en la que van ubicados los engranajes. Su largo admite un máximo de 2 engranajes . Fig. 3
- Espiga roscada (R), que permite la fijación del eje a la lira.
- Agujero roscado (T) , que aloja el tornillo que impide la salida de los engranajes.
Hay ejes que en lugar del agujero roscado llevan una ranura circular (G)
que aloja un anillo de seguridad (fig. 3-b).
Entre el eje y el agujero central de las ruedas dentadas se monta un buje (F) con chavetero (fig. 4) que permite a la rueda conducida transmitir el movimiento de giro a la rueda conductora del mismo Erje (fig. 5).
Ruedas dentadas (fig. 5) .
Las máquinas en las que se aplican los trenes de engranajes de ejes fijos traen uno o más juegos de ruedas dentadas , con diferente número de dientes, que posibilitan una amplia gama de combinaciones. Según la posición relativa que en el tren de engranaje tengan las ruedas dentadas, será la función que cumpla cada una de e 11 as y el nombre que reciban. Estas funciones son tres:
Fig. 4
F
®-··-
©-=: .
Fig . 5
67
INFORMACION TECNOLOGICA: R.EFER.: HIT . 137 13/ 8 TREN DE ENGRANAJES (GENERALIDADES)
Rueda conductora (1 y 3), recibe el movimiento de un eje y lo transmite a una rueda. Rueda conducida (2 y 4), recibe el movimiento de una rueda y lo transmite a un eje. Rueda intermedia (I ) , recibe el movimiento de ur.a rueda y lo transmite a otra rueda. También se le conoce como rueda parásita, por no alterar la relación de transmisión en. el tren de engranajes.
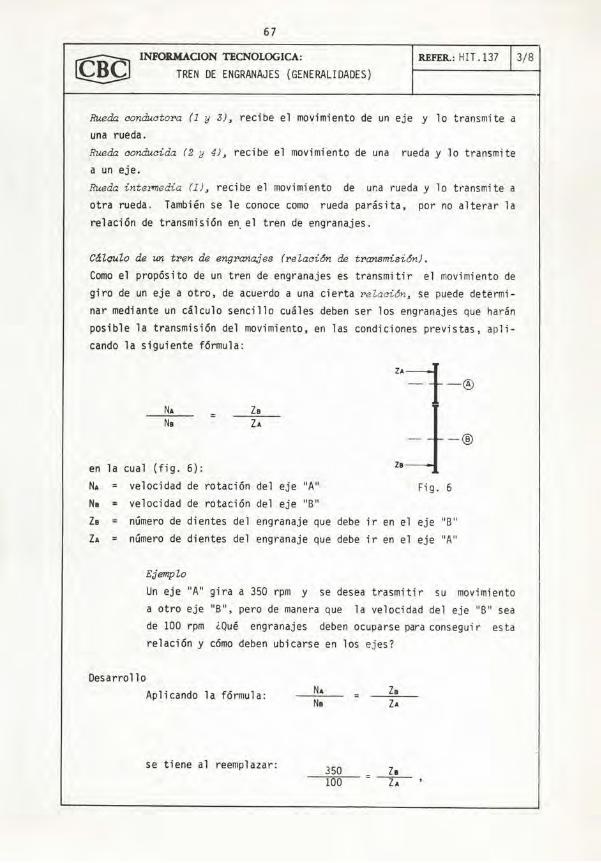
CáZcuZo de un tren de engranajes (relación de tranamisión).
Como el propósito de un tren de engranajes es transmitir el movi miento de giro de un eje a otro, de acuerdo a una cierta relación, se puede determinar mediante un cálculo sencillo cuáles deben ser los engranajes que harán posible la transmisión del movimiento, en las condiciones previstas, aplicando la siguiente f-Ormula:
Za Na z ..
en la cual (fig. 6): NA = velocidad de rotación del eje "A" Ne = velocidad de rotación del eje "B "
Z•-{ - r-®
Za j -®
Fig. 6
Za = número de dientes del engranaje que debe ir en el eje "B " z. = número de dientes del engranaje que debe ir en el eje "A"
Ejemplo
Un eje "A" gira a 350 rpm y se desea trasmitir su movimiento a otro eje "B", pero de manera que 1 a ve 1 oci dad de 1 eje "B" sea de 100 rpm lQué engranajes deben ocuparse para conseguir esta relación y cómo deben ubicarse en los ejes?
Desarrollo Za Aplicando la fórmula:
Ne
se tiene al reemplazar: -...;3.;.50;.-_ . _ z,_
100 z.. '
1 ¡ i
68
INFORMACION TECNOLOGICA: REl'l!ll.: HIT .137 14/8
TRrn DE ENGRANAJES (GENERALIDADES)
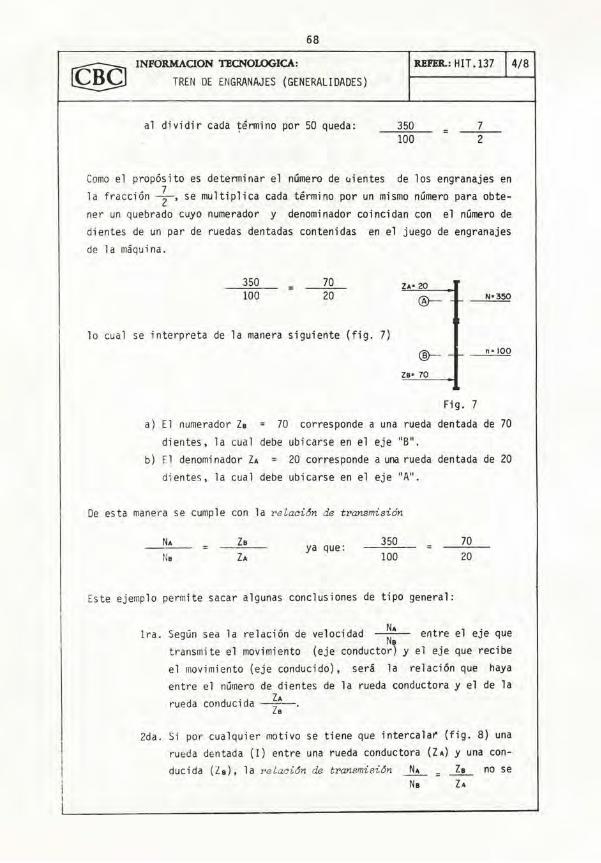
al dividir cada término por 50 queda: 350 7 100 2
Como el propósito es determinar el número de ~ientes de los engranajes en la fracción --f-. se multiplica cada término por un mismo número para obtener un quebrado cuyo numerador y denominador coincidan con el número de dientes de un par de ruedas dentadas contenidas en el juego de engranajes de la máquina.
350 70 100 20
lo cual se interpreta de la manera siguiente (fig. 7)
De
@r - - .-'!.!J..QQ
Ze• 70
Fig. 7
a) El numerador Ze = 70 corresponde a una rueda dentada de 70 dientes, la cual debe ubicarse en el eje "B" .
b) El denominador ZA = 20 corresponde a una rueda dentada de 20 dientes, la cual debe ubicarse en el eje "A".
esta manera se cumple con la reZación de transmisión
NA = Za ya que: 350 = 70 Ns z .. 100 20
Es te ejemplo permite sacar a 1 gunas conc 1 us iones de tipo general:
lra. Según sea la relación de velocidad ~: entre el eje que transmite el movimiento (eje conductor) y el eje que recibe el movimiento (eje conducido), será la relación que haya entre el número de dientes de la rueda conductora y el de la rueda conducida z ..
Ze
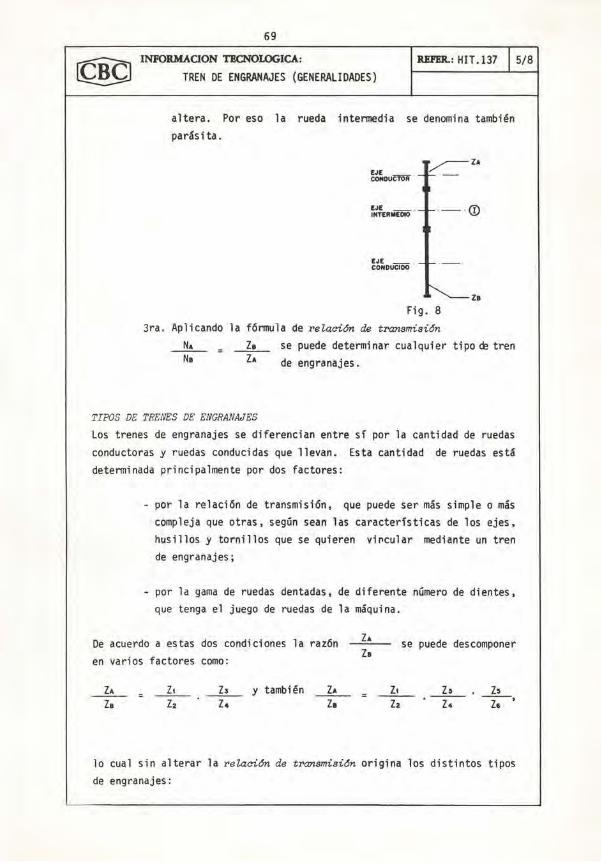
2da. Si por cualquier motivo se tiene que intercalar (fig. 8) una rueda dentada (1) entre una rueda conductora (Z .. ) y una conducida (Ze), la r•elación de tran11misión __&__ = ~ no se
Na z ..
69
INFORMACION TECNOLOGICA: REPER.: HIT .137 1 5/8
TREN DE ENGRANAJES (GENERALIDADES)
altera. Por eso la rueda intennedia se denomina también parásita.
~ZA ~CfOli · - - · -
1
f~:miiiiio · - - · - <D 1
• ~za Fig. 8
3ra. Aplicando la fórmula de reZación de transmisión
_N_._ Na
= _z_,_ se puede determinar cualquier tipo <E tren z. de engranajes.
TIPOS DE TRENES DE ENGRANAJES
Los trenes de engranajes se diferencian entre sf por la cantidad de ruedas conductoras y ruedas conducidas que llevan. Esta cantidad de ruedas está detenninada principalmente por dos factores:
- por la relación de transmisión, que puede ser más simple o más compleja que otras, según sean las caracterfsticas de los ejes, husillos y tornillos que se quieren vi~cular mediante un tren de engranajes;
- por la gama de ruedas dentadas, de diferente número de dientes, que tenga el juego de ruedas de la máquina.
De acuerdo a estas dos condiciones la razón en varios factores como:
z. z, se puede descomponer
z. = _ Z_t_ Zs y también ~ = Zt Zs Za Z2 z. Ze Z2 z.
Zs --:¡;-•
lo cual sin alterar la relación de transmisión origina los distintos tipos de engranajes:

72
INPOR.MAOON TECNOLOGICA: REPl!ll.: HIT .137 18/8
_8_1_ = 5
TREN DE ENGRANAJES (GENERALIDADES)
reemplazando los ténninos por los valores conocidos y procediendo según las reglas de razones y proporciones, se obtiene sucesivamente:
9 X 9 __ 5 _x ___ l_ ;
y finalmente:
_8_1 - = ~ . .2Q_ ; 5 50 X 10
81 5
_8_1_ = 5
90 X 45 X 60 25 X 20 X 30
con · lo que se cumple la relación de transmisión:
Na
D'isposición de un tren de engranajes.
90 X 45 X 2 25 X 20 X 1
Para armar un tren de engranajes y distribuir las ruedas dentadas se debe tener presente los siguientes aspectos:
1- Identificar cuál es el eje conductor del movimiento y por lo tanto cuál será el conducido.
?_En función de l eje conductor, detenninar cuáles son las ruedas
conductoras y cuáles las conducidas. 3- Las ruedas conductoras pueden ubicarse en cualquier posición,
siempre que mantengan su condición de conductoras (ver definición). Lo mismo es válido para las conducidas.
4- Las ruedas intermedias o parásitas no modifican la relación
de transmisión, pero s i modifican el sentido de giro final. 5- El sentido de gi ro del eje conducido será igual al sentido de
giro del eje conductor si el número de ejes del tren de engranajes es impar. Será contrario si el total de ejes es un número par.
Aplicaciones del. tren de engranaj'<E'-El tren de engranajes es un mecanismo bá!;ico para lograr cualquier rel.ación
de transmisión; se utiliza con suma frecuencia en las máquinas herramientas
torno y fresadora. En el torno, principalmente para roscar. En la fresadora para hacer posible la división diferencial, para hacer divisiones linea les, pura hacer fresados de trayectoria circular, helicoidal y espiral. Los cálculos para la aplicación del tren de engranajes, en cada uno de esos casos, son tratados cr,mo temas independientes.
PARTE A.
73
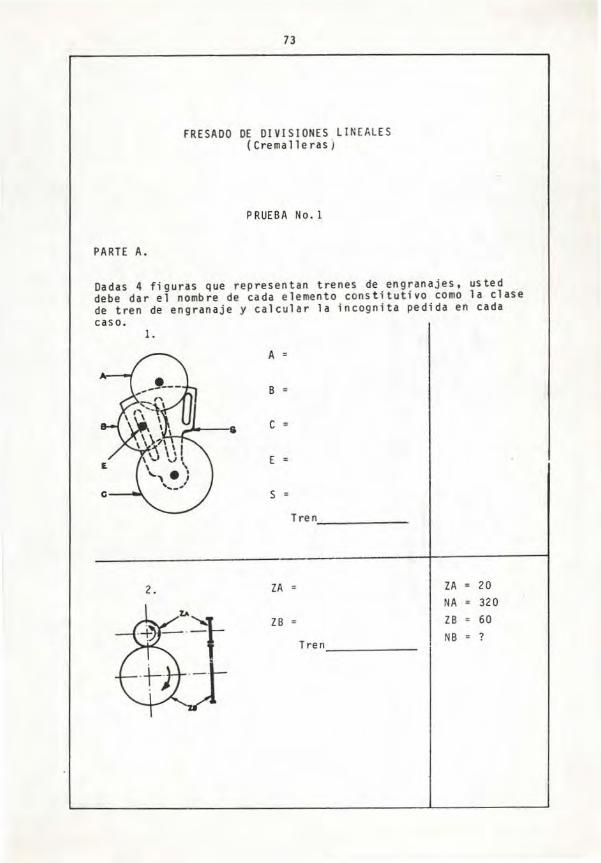
FRESADO DE DIVISIONES LINEALES (Cremallerasi
PRUEBA No. 1
Dadas 4 figuras que representan trenes de engranajes, usted debe dar el nombre de cada elemento constitutivo como la clase de tren de engranaje y calcular la incognita pedida en cada caso.
l.
A
B
e
E
s
2. ZA
ZB
Tren
ZA 20
NA 320 ZB
NB 60
?
74
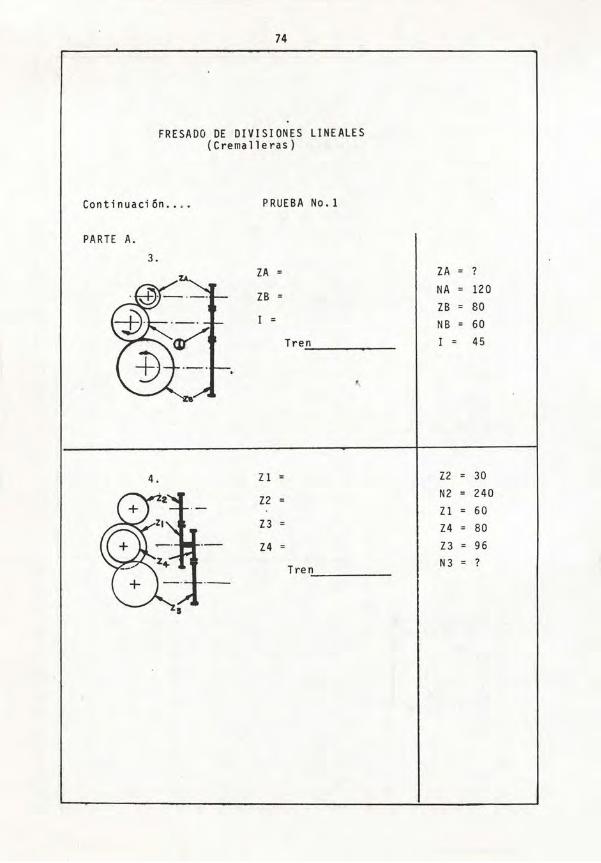
FRESADO DE DIVISIONES LINEALES (Cremalleras)
Cent i nuaci 6n .• • . PRUEBA No. l
PARTE A. 3.
ZA
ZB
I =
Tren
4. Zl
Z2
Z3
Z4
Tren
ZA ?
NA 120 ZB so NB 60 I = 45
Z2 30 N2 240 Zl 60 Z4 80 Z3 96 N3 ?
75
Este divisor es un mecanismo que se conecta con el tornillo de accionamiento longitudinal de la mesa de la fresadora. Med"hlnte este mecanismo se le puede hacer divisiones a una pieza, en el sentido de desplazamiento de la mesa, en forma mucho más cómoda y precisa que recurriendo al tambor graduado del tornillo respectivo. Se utiliza especialmente para la ejecución de crema 11 eras.
TIPOS VE VIVISORES LINEALES.
Las formas en que se presenta este mecanismo son muy variadas, dependiendo del tipo de fresadora y del diseño del fabricante. A continuación se indican algunos de los tipos más usados.
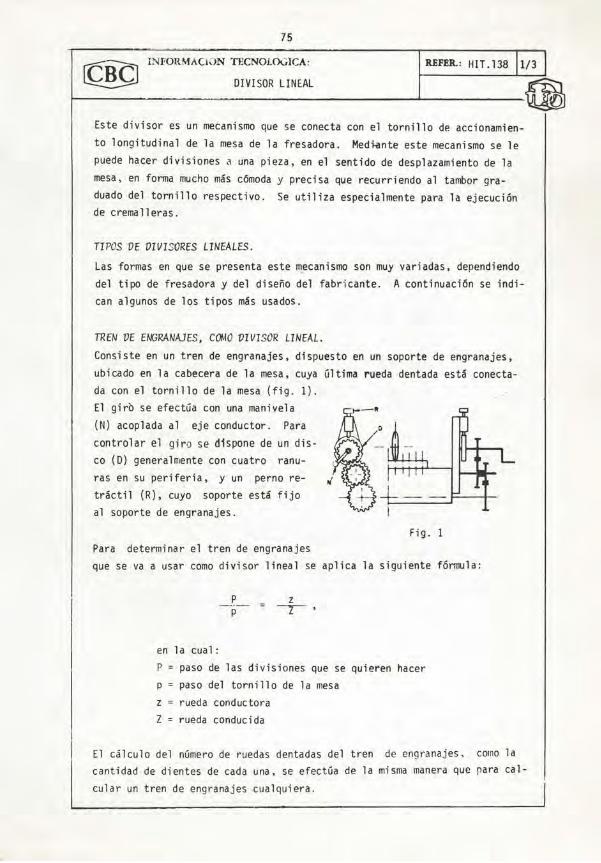
TREN VE EMJRANAJES, caw VIVISOR LINEAL.
Consiste en un tren de engranajes, dispuesto en un soporte de engranajes, ubicado en la cabecera de la mesa, cuya última rueda dentada está conectada con el tornillo de la mesa (fig. 1).
El giro se efectúa con una manivela (N) acoplada al eje conductor. Para controlar el giro se d1spone de un disco (O) generalmente con cuatro ranuras en su periferia, y un perno retráctil (R), cuyo soporte está fijo al soporte de engranajes.
Para determinar el tren de engranajes Fig.
que se va a usar como divisor lineal se aplica la siguiente fórmula:
en la cual:
p p
P paso de las divisiones que se quieren hacer p paso del tornillo de la mesa z = rueda conductora Z r ueda conducida
El cálculo del número de ruedas dentadas del tren de engranajes . como la cantidad de dientes de cada una, se efectúa de la misma manera que rara calcular un tren de engranajes cualquiera.
76
INFORMAOON TECNOLOGICA: REFER.: HIT. 138 2/3
DI VI SOR LINEAL
De esta forma, con una vuelta completa de la manivela seconsigue hacer una división. En el caso de las cremalleras, como cada di~isión corresponde al paso entre dientes, hay que tener presente algunas consideraciones:
a) El paso P es igual al módulo M del diente multiplicado por Tf ( P = M • 1T ) .
b) Para el cálculo, el valor de· 1'( se puede reemplazar por la fracción: ~2_2~ sin que esto afecte mucho la precisión de
7 la división.
c) Una forma de simplificar los cálculos, para ejecutar cremalleras con pasos diferentes, es determinar un tren de engranajes para hacer cremalleras de módulo M = 1 y utilizar el mismo tren para cremalleras de cualquier módulo, pero con la condición de tener que dar a la manivela tantas vueltas como unidades representa el módulo que debe tallarse. Por ejemplo, si se trata del módulo, M = 2,5 se le deben dar dos vueltas y media a la manive~a para cada división.
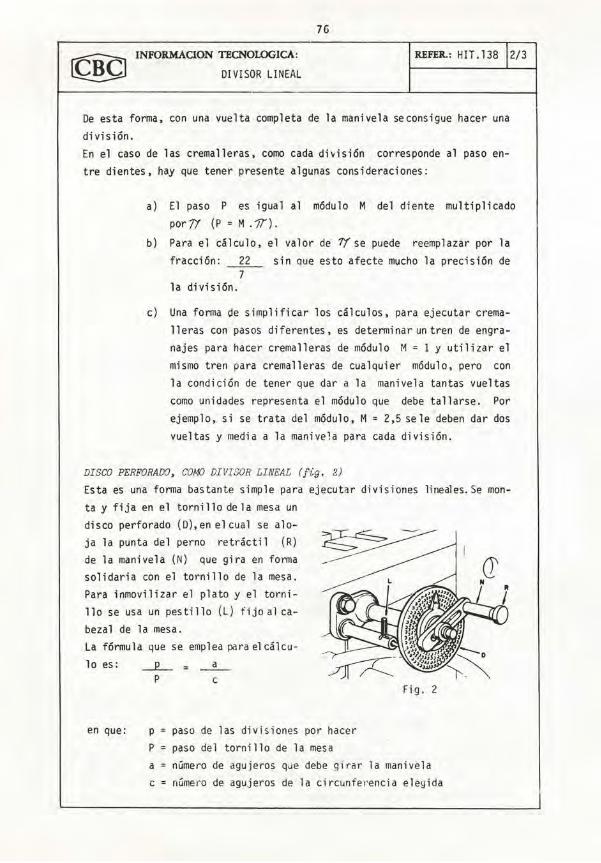
DISCO PERFORADO, COMO DIVISOR LINEAL (fig. 2)
Esta es una forma bastante simple para ejecutar divisiones lineales. Se monta y fija en el tornillo dela mesa un disco perforado (D),en el cual se aloja la punta del perno retráctil (R)
de la manivela (N) que gira en forma solidaria con el tornillo de la mesa. Para inmovilizar el plato y el tornillo se usa un pestillo (L) fijo al cabezal de la mesa. La fórmula que se emplea para el cálcu-lo es:
en que:
a c
p paso de las divisiones por hacer P paso del tornillo de la mesa
Fig. 2
a= número de agujeros qüe debe girar la manivela c = número de agujeros de la circunfei·encia ele!)ida
77
INFORMAOON TECNOLOGICA: REl'J!R.: HIT.138 3/3
DIVISOR LINEAL
La ci rcuns ferenci a de agujeros se e 1 i ge de acuerdo con e 1 paso "P" de 1 tor
nillo de la mesa. Los discos perforados, para estos efectos, se suelen fabricar con los círculos precisos para conseguir el paso correspondiente a todos los módulos normales.
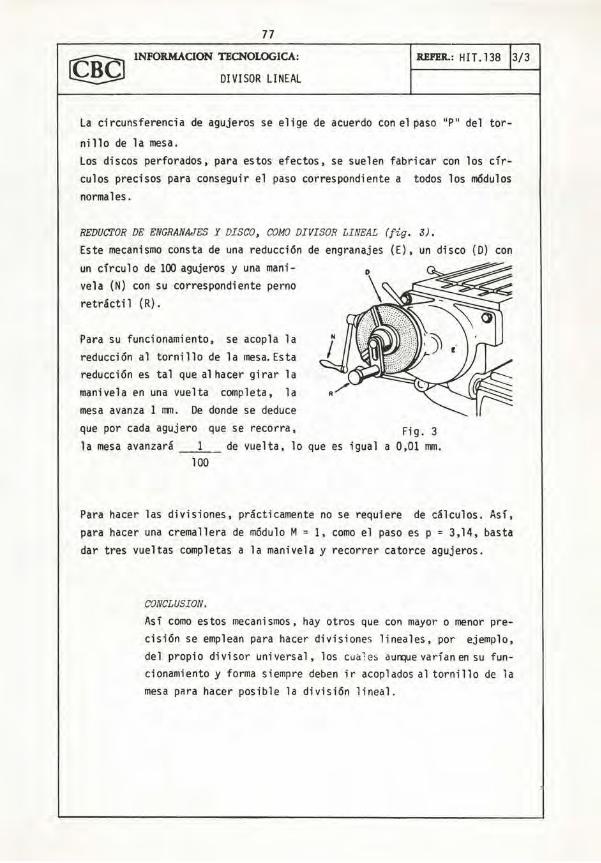
REDUCTOR DE ENGRANAJES Y DISCO, COMO DIVISOR LI NEAL ( fig. 3).
Este mecanismo consta de una reducción de engranajes (E), un disco (D) con un cfrculo de 100 agujeros y una manivela (N) con su correspondiente perno retrácti 1 ( R).
Para su funcionamiento, se acopla la reducción al tornillo de la mesa. Esta reducción es tal que al hacer girar la manivela en una vuelta completa, la mesa avanza 1 11'111. De donde se deduce que por cada agujero que se recorra, Fig. 3 la mesa avanzará de vuelta, lo que es igual a 0,01 mm.
100
Para hacer las divisiones, prácticamente no se requiere de cálculos. Así, para hacer una cremallera de módulo M = 1, como el paso es p = 3,14, basta dar tres vueltas completas a la manivela y recorrer catorce agujeros.
CONCLUSION.
Así como estos mecanismos, hay otros que con mayor o menor precisión se emplean para hacer divisiones lineales, por ejemplo, del propio divisor universal, los cuá!es aurq.ie varían en su funcionamiento y forma siempre deben ir acoplados al tornillo de la mesa para hacer posible la división lineal.
PARTE B.
Complete:
79
FRESADO DE DIVISIONES LINEALES (Cremalleras)
PRUEBA No. 1
l. El divisor------ es un mecanismo que se conecta con
el de accionamiento de -------~ -----------
la __________ de la fresadora.
2. Para efectos de cálculo, 1T puede ser reemplazado por la
fracción (----).
3. El cabeza 1 ____________ _...uede usarse como
divisor.
4. Para el cálculo de los engranajes aplique la siguiente
fórmula:
(-- --__ x __ )
X
80
FRESADO DE DIVISIONES LINEALES (Cremalleras)
Continuación . ••. PRUEBA No. 1
PARTE B.
5. Los divisores son muy variados y dependen del _______ _
de ______ __J_ del __________ del fabricante .
6 . El _ ______ _ de 1a creir.allera ( ) es _____ . ____ _
al _______ _ ) del diente mvltiplicado por "'tf.
7. Para cada paso -----~el __________ se me te
sie mp re en la misma ranura del ______________ _
Resuelva los siguientes problemas :
8. El paso del tornillo de una fresadora- (p) es 5 mm. calcule el tren de engranajes necesario para construir una cremallera de módulo l.
81
FRESADO DE DIVISIONES LINEALES (Crema 1 leras)
Continuaci6n .••. PRUEBA No. l
PARTE B.
9. Resuelva el problema anterior, suponiendo que el pas o del tornillo de la fresadora es 6 mm.
83 .
REF: 86 DIVISION LINEAL
(Cálculo de Fracc i ones Reducidas) CBS
Cuando se hacen ejerc1c1os para calcular los engranajes , las fracciones se ampli f ican, o se simplifican; o se descomponen en dos, lográndose un cálculo exácto.
p19
En caso de que la fracción no permita ser amplificada, simplificada o descompuesta , se la sustituye por otra muy aproximada.
Veamos c6mo:
Redondeamiento de valo~e6
!s el proceso más sencillo pero menos exácto .
Consiste en sustituir uno de l os valores dados por otro redondeado arbitrariamente.
Por ejemplo, si de cierto cálculo nos resulta que el valor de un paso debe ser 320,63 mm. pero sabemos que la exactitud requerida es menor que un milímetro , entonces redondeamos el paso a 320 mm. y trabajamos con este valor.
F~accione6 ~educida6
Es el proceso más general de cálculo para obtener fracciones aproximadas a la original.
Sirve para sustituir cualquier fracción que resulte en el cálculo de un paso.
Un ejemplo para aclarar:
Se trata de construir un paso lineal de 17.7 mm. en una fresadora que tiene 5 mm. de paso en el tornillo de la mesa. Hay que calcular los engranajes.
Como se trata de una división lineal no podemos aproximar a 17 ni a 18.
Empleando la fórmula:
PL L
1 7, 7 --r-
177 50 (t4abajamo6 crn ente4o6)
1
84
REF: 87 CBS DIVISION LINEAL (Cálculo de Fracciones Reducidas)
1 2 /9
No se dispone de rueda de 177 dientes , tampoco se puede simplificar la fracción, a pesar que se puede descomponer así:
177 -,o-
3 X 59 l X SO
Tampoco se logran los engranajes para obtener el paso. Debido a esto, es necesario buscar una "fracciín reducida" , próxima a la original.
Cómo obtener fracciones reducidas
EXTRACCION DE COCIENTES
Consiste esto en hacer una serie de divisiones sucesivas para obtener cocientes, a través de los residuos de l as mismas divisiones , hasta que una de las divisiones dé como residuo cero (O).
(No importa que la fracción sea mayor o menor que la unidad, siempre se divide el mayor por el menor).
Tomemos el ejemplo de la fracción: ~ = (rr.ayor que la unidad)
y efectuemos las divisiones .
PRIMERA DIVISION
Se divide el número mayor por el menor:
177 • 50 = 3 (primer cociente) y como primer residuo 27.
SEGUNDA DIVISION
Se divide el número menor por el primer residuo:
50 ~ 27 = 1 (segundo cociente) y como residuo 23.
85
RF.F: es CBS DI VISION LINEAL (Cálculo de Fracciones Reducidas)
TERCERA DIVISION
Se divide el primer residuo por el segundo:
27 ~ 23 • 1 (tercer cociente) y como tercer r esiduo 4.
CUARTA OIV ISION
Se divide el segundo res idJO por el tercero:
23 ~ .J • 5 (cuarto cociente) y como cuarto residuo 3.
QUIN TA DIVISION
Se divide el tercer residuo por el cuarto:
4 i 3 • 1 (quinto cociente) y como quinto residuo l.
SEXTA DIVISION
Se divid~ e l cuarto residuo por el quinto:
3 f 1 • 3 (sexto cociente) y como sexto residuo (cero) O.
Los cocientes en su orden son : 3 - 1 - 1 - 5 - 1 - 3
Segunda pa~te
FORMAC! Ott DE LAS FRACCIONES REDUCIDAS
l . Obtenid0s los cocientes se colocan en su orden de extracción en la parte superior del siguiente cuadro (de izquierda a derecha).
86
DI VIS ION LINEAL CBS (Cálculo de Fracciones Reducidas) REF: 88
-----------------.,-------~---¡ FRACCIONES COllVEllCION. 1 COCIENTES OBTENIDOS
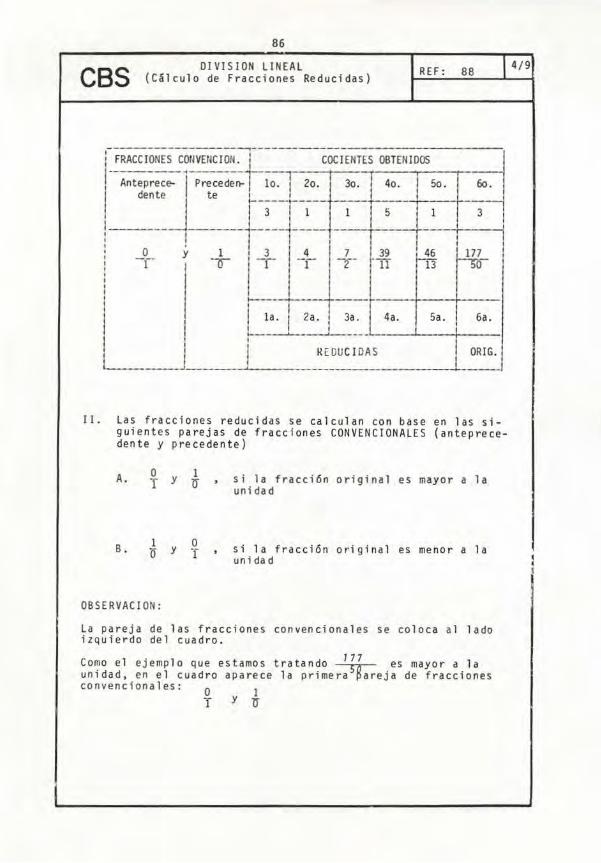
11 -Ant~~~~~~ .. P~~ede~ f1o. ! 2o. 1 Jo. 4o. ~º·1 6o. ~----1----t---~----~ - --1 !----- ----F--F-+1- '-~--"- 1 , --3-1
¡ + ' + ¡+ 1+ I+ ·ti ¡:~+.Jfo-' 1 ~----L~--J----+- _ j 1 l-~~1_2~_J_J_a_. _ _l_~ª· 1 6a. l 1 1 1 1 1 ¡ REDUCIDAS ORIG. l _____ J_____ ---- __L __
11. Las fracciones reducidas se calculan con base en las si guientes parejas de fracciones CONVENCIONALES (anteprecedente y precedente)
A. ~ y
B. ~ y
OBSERVACION:
1 rr
o T
si la fracción original es mayor a la unidad
si la fracción original es menor a la unidad
La pareja de las fracciones convencionales se coloca al lado izquierdo del cuadro.
Como el ejemplo que estamos tratando 1F es mayor a la unidad, en el cuadro aparece la primera 8areja de fracciones convencionales: 0 1
T Y U
4/9
87
DIVISION LINEAL REF: 89
CBS (Cálculo de Fracciones Reducidas) 15/9
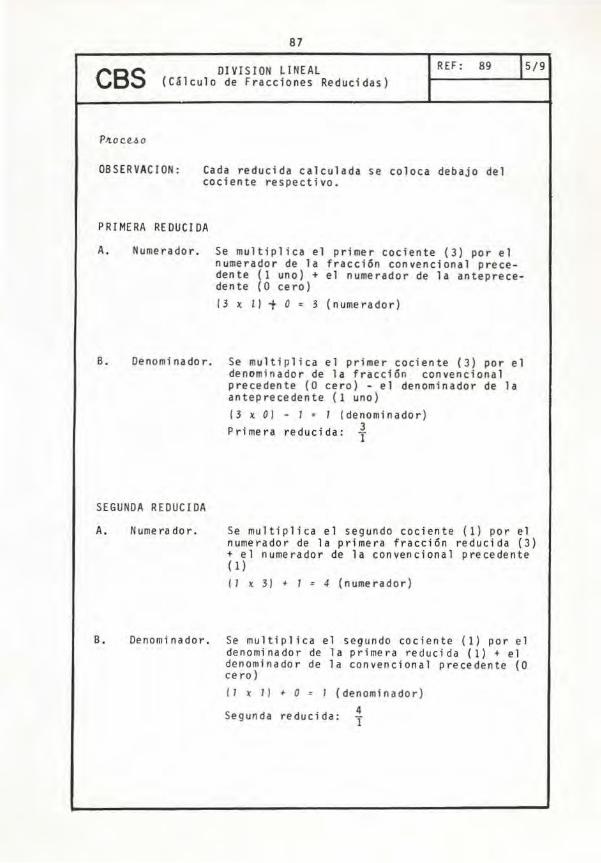
OBSERVACION: Cada reducida calculada se coloca debajo del cociente respectivo.
PRIMERA REDUCIDA
A. Numerador. Se multiplica el primer cociente (3) por el numerador de la fracci6n convencional precedente ( 1 uno) + el numerador de la anteprecedente (O cero) 13 x 1) t O: 3 (numerador)
B. Denominador. Se multiplica el primer cociente (3) por el
SEGUNDA REDUCIDA
A. Numerador.
denominador de la fraccf6n convencional precedente (O cero) - el denominador de la anteprecedente (l uno) 13 x O) - 1 = 1 !denominador) Primera reducida: f
Se multiplica el segundo cociente (l) por el numerador de la primera fracción reducida (3) + el numerador de la convencional precedente (1)
11 x 31 • 1 : 4 (numerador)
B. Denominador. Se multiplica el segundo cociente (1) por el denominador de la primera reducida (1) +el denominador de la convencional precedente (O cero) 11 x 1) •O= 1 (denominador)
4 Segunda reducida: T
88
DIVISION LINEAL REF: 90 ~/9 CBS . Cálculo de Fracciones Reducidas)
TERCERA REDUCIDA
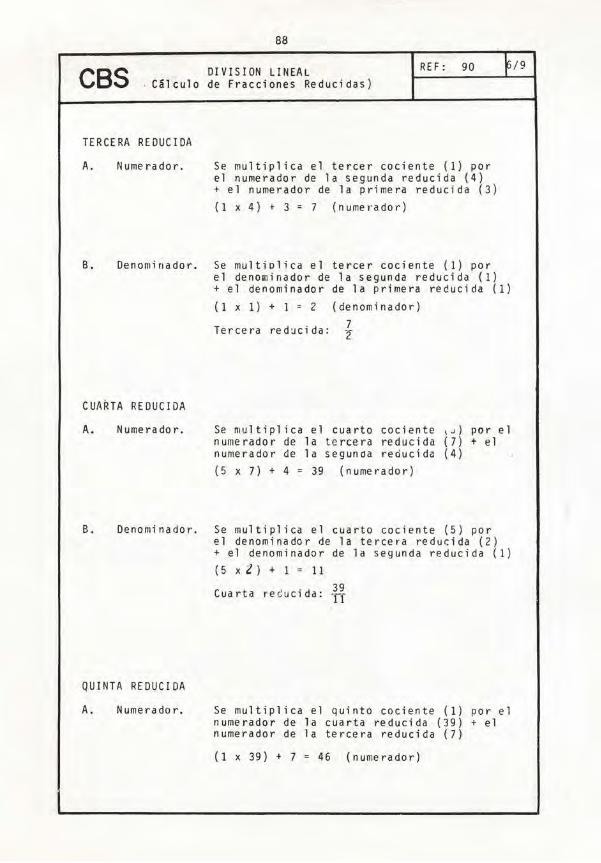
A. Numerador. Se multiplica el tercer cociente (1) por el numerador de la segunda reducida (4) + el numerador de la primera reducida (3)
(1 x 4) t 3 = 7 (numerador)
B. Denomioador. Se multiolica el tercer cociente (1) por
CUARTA REDUCIDA
A. Numerador .
el denominador de la segunda reducida (1) +el denominador de la primera reducida (1)
(1 x 1) + 1 = 2 (denominador)
Tercera red:ici da: f
Se multiplica el cuarto cociente 1 J) por el numerador de la tercera reducida (7) +el numerador de la segunoa reducida (4)
( 5 x 7) + 4 = 3 9 ( n u merad o r)
B. Denominador. Se multiplica el cuarto cociente (5) por
QUINTA REDUCIDA
A. Numerador.
el denominador de la tercera redu<:ida (2) +el denominador de la segunda reducida (1)
(Sxl)+l=ll 39 Cuarta rec!uci da: Tf
Se multiplica el quinto cociente (1) por el numerador de la cuarta reducida (39) +el numerador de la tercera reducida (7)
(1 x 39) + 7 = 46 (numerador)

89
DI i/¡ SION LINEAL REF: 91
CBS (Cálculo de Fracciones Reducidas)
B. Denominador Se multiplica el qui rito · cociente (1) por el denrminador de la cuarta reducida (11) +el denominador de la tercera reducida (2)
SEXTA FR.l\CU JN
A. Numerador.
(1 X 11) + 2 = 13
Quinta reducida:
(denominador) 46 T3
Se multiplica el sexto cociente (3) por el numerador de la quinta reducida (46) + e1 numerador de la cuarta reducida (39) (3 x 46) + 39 = 177 (numer11dor de la fracción
original)
B. Den~minador . Se multiplica el sexto cociente (3) por el
OBSERVACION:
denominador de la quinta reducida (13) +el denominador de la cuarta reducida (11) (3 x 13) + 11 = 50 (denominador de la frac
ción original)
Sexta fracción: (original) J-}[r
La fracción 6íltima)obter.ida con el último cociente debe ser la original, lo cual prueba que el procedimiento está correcto como el ejemplo anterior.
Habíamos probado con la fracción original el cálct.t lo de los engranajes para el paso de 17,5 mm. (PL), sin obtenerlos. Entre más cerca esté la reducida a la fracción original menor es el error en el cálculo de los engranajes para obtener el paso deseado.
46 Probemos con la reducida más próxima (·Trl a la original: 177 --s-o Si amplificamos o simplificamos la reducida i~ no logramos los enqranajes. Esta fracción podría descomponerse en el producto de dos:
46 T3
.?:_3_.J< __ 2_ 13 X 1
pero tampoco es posible lograr este propósito.

90
DIVISION LINEAL (Cálculo de Fracciones Reducidas) CBS
Se puede ensayar con la siguiente reducida: guir los engranajes .
REF: 92 18/9
39 TI , sin conse-
Pase mos a calcular los engranajes con la reducida anterior: -i---Si amplificamos esta fracción lograremos los engranajes.
7 2
] X 10 7X10
CONCLUSION
70 7()
(rueda conducida) (rueda conductora)
PL b ·p- = a
~ _( c:._o __ n __ d u c i dé!_ __ e __ n_ _ _e_l __ .!_j_~ p_r_o_l __ o_n_g_a_c:._,~e__l_J!_u_s __ i__lJ.Ql <:u '. conductora en el torn11lo de Ta mesa 1
Verificación de la diferencia de error.
Fracción original : 3,54
Fracción reducida: 3 , 50 Diferencia de error:
-l.f;d""4
Si el cálculo de los engranajes hubiera resultado con la reduci da más próxima a la original e l error habría sido solo de 0,002
46 T3
Otro ejemplo
3,538 3 ,540 - 3 ,538 = o ,002
- 22 Veamos por qué 3,14 (11) es aprox imado a la fracción . .. 7
3. 14 314 TITO
15 7 · ~o-
Apl i cando el mismo proceso para calcular las reducidas de esta fracción:
91
93 REF: DIVISION LINEAL (Cálculo de Fracciones Reducidas} CBS
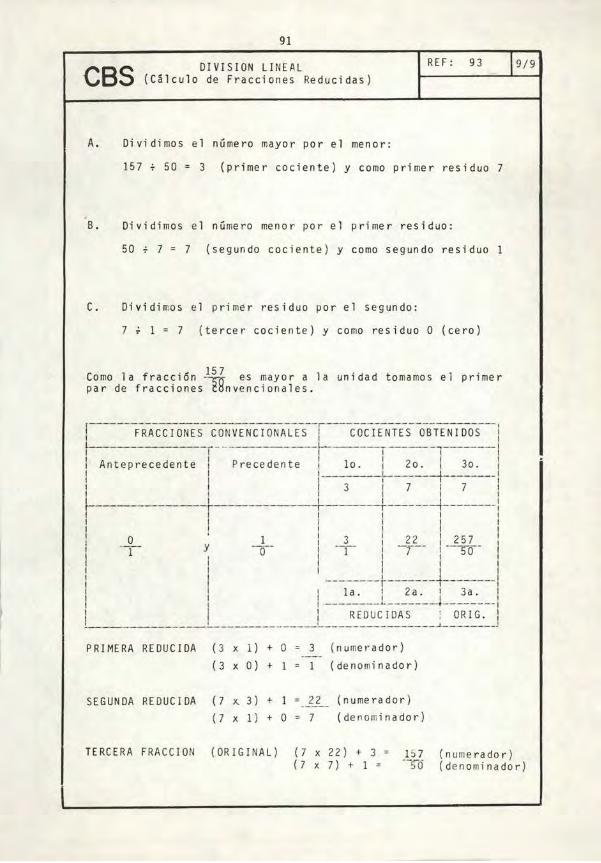
A. Dividimos e l número mayor por el menor:
157 50 = 3 {primer cociente} y como primer residuo 7
B. Dividimos e l número menor por el primer residuo:
50 7 = 7 (segundo cociente} y como segundo residuo 1
C. Dividirnos el prime r residuo por el segundo :
7 ~ 1 = 7 (tercer cociente) y como residuo O (cero)
Como la fracci6n 1 ~ 97 ~s mayor a la unidad tomamos el primer
par de fracciones e nvenc ionales .
PRIMERA REDUCIDA (3 x 1) + O = 3 (nu mera dor) - -(3 x O) + 1 = 1 (denominador)
SEGUNDA REDUCIDA (7 x. 3) + 1 = --~-- (numerador) (7 x 1) + O = 7 (denominador)
TERCERA FRACCION (ORIGINAL) (7 X 22) + 3 = 1~7 ( 7 X 7 ) + 1 = • -5-Q
(nume rador ) (denominador)

PARTE C.
93
FRESADO DE DIVISIONES LINEALES (Cremalleras)
PRUEBA No. 1
Complete los siguientes problemas, anotando cuanto haga falta para su cabal compresión:
A Usted debe construjr un paso li neal de 3,15 mm. en una fresadora que tiene en el tornillo de la mesa un paso de 5 mm .
El juego disponible de cambio de engranajes de la fresadora es el siguiente: 2 ruedas de 20; 2 ruedas de 24 y ruedas de: 28 - 30 - 35 - 40 - 44 - 48 - 50 - 56 - 60 - 65 - 70 72 - 76 - 80 - 84 - 86 - 90 _. 100 - 110 - 12 7.
De acuerdo con la fórmula
p L = _j__ p z u~ = = = "> --- -- = il* a X c :>UU
Descomponiendo el numerador en dos n~meros y el denominacior también, tenemos las fracciones: X
Así: PL ¡:-·
·--------X
Amplificando cada fracción por 4 y por 10, respectivamente, tenemos:
b X ci a e c
x (conducidas) ·---·-x---- (conductoras)
FRESADO DE DIVISIONES LINEALES (Cremalleras)
Con ti nuaci6n ...• PRUEBA No.l
PARTE C.
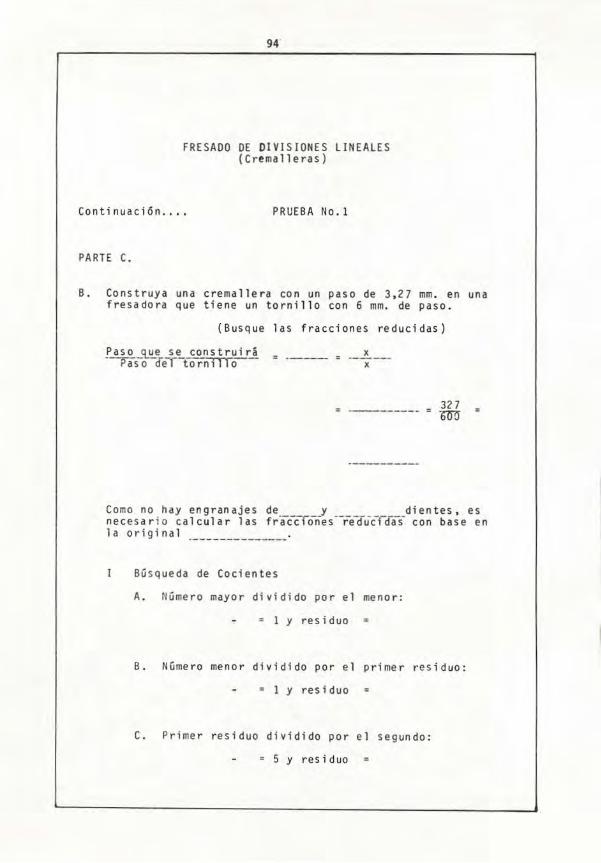
B. Construya una cremallera con un paso de 3,27 mm. en una fresadora que tiene un tornillo con 6 mm. de paso.
(Busque las fracciones reducidas)
X .P~Q.. _<l,.l!_e __ se construirá Paso deÍ tornillo = ---- = ------
X
327 -~
Co mo no hay engranajes de y dientes, es necesar io calcular las fr-aécfolies--re-dücídas con base en la o r i g i na l ·--------------.
Búsqueda de Cocientes
A. Número mayor dividido por el men or:
= 1 y residuo
B. Número menor dividido por el primer residuo:
= 1 y residuo
c. Primer residuo dividido por el segundo:
= 5 y residuo
95
FRESADO DE DIVISIONES LINEALES (Cremalleras)
Continuaci6n • • • • PRUEBA No.l
PARTE C.
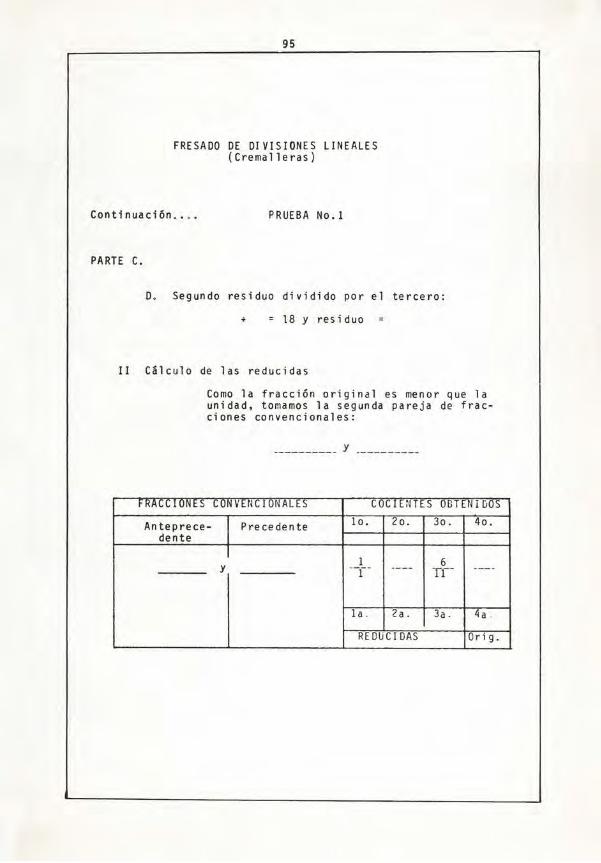
D. Segundo residuo dividido por el tercero:
.. 18 y residuo
II Cálculo de las reducidas
Como la fracci6n original es menor que la unidad, tomamos la segunda pareja de fracciones convencionales:
·--------· y ·---------
rRACCiuNES CUNVEt4CIONALES COC 1 EiHES OElTENiDOS
Anteprece- Precedente lo. 2o. 3o. 4o. dente
y l 6 ·-¡-- ---- TC ·-·
la. 2a. 3a. 4a .
REOUCI DAS Orig.
96
FRESADO DE DIVISIONES LINEALES (Cremalleras)
Con ti nuaci 6n •. • . PRUEBA No. 1
PARTE c.
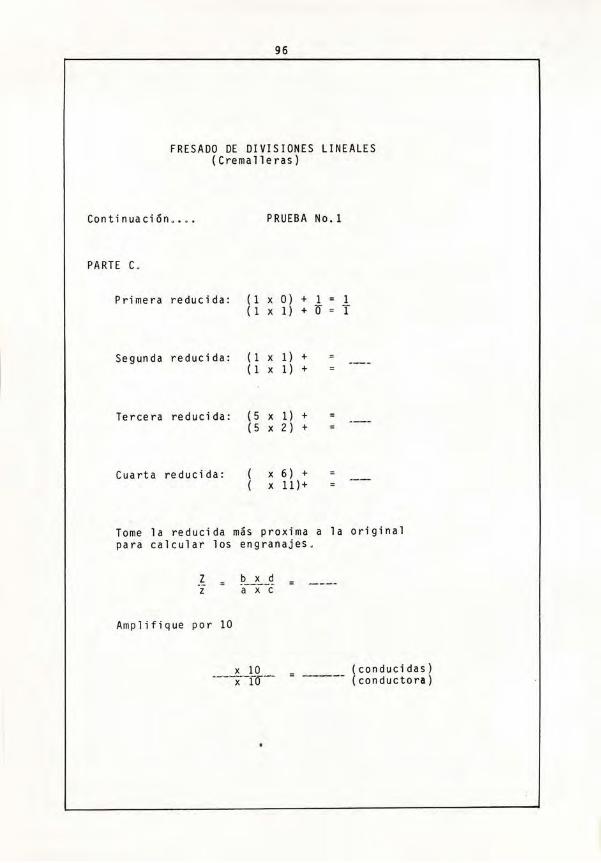
Primera reducida: ( 1 X O) + 1 1 ( 1 X 1) + o T
Segunda reducida: ( l X l) + ( l X l) +
Tercera reducida: ( 5 X 1) + (5 X 2) +
e ua rt a reducida: X 6) + X 11)+
Tome la reducida más proxima a la original para calcular los engranajes .
-~ )>_x __ <! z a x c
Amplifique por 10
(conducidas) (conductora)
97
INFORMACION TECNOLOGICA: REFER.: HIT .139 1/2
CA8EZAL PARA FRESAR CREMALLERA ~
~~~~~~~~~-~
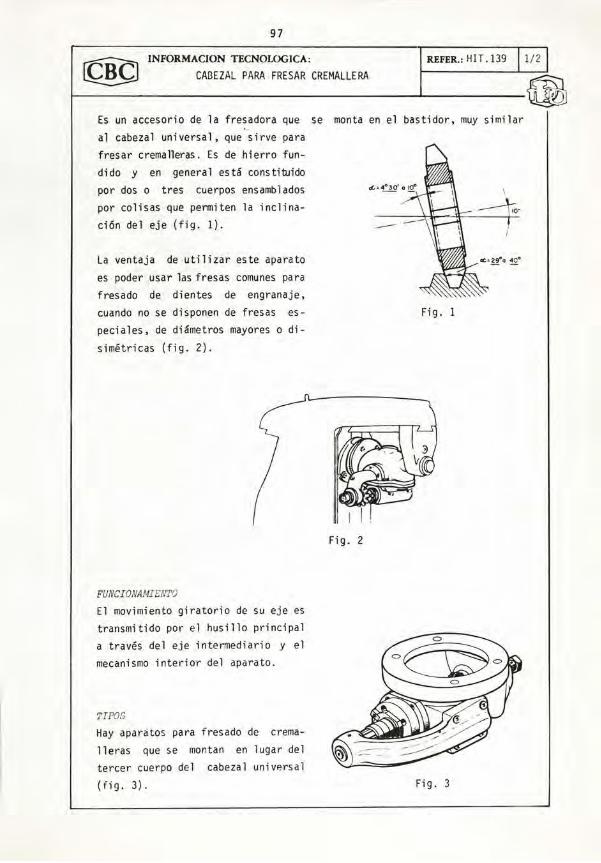
Es un accesorio de la fresadora que se monta en el bastidor, muy similar al cabezal universal, que sirve para fresar crema lleras. Es de hierro fundido y en general está constitl.lido por dos o tres cuerpos ensamblados por colisas que permiten la inclinación del eje (fig . 1).
La ventaja de uti l izar este aparato es poder usar las fresas comunes para fresado de dientes de engranaje, cuando no se disponen de fresas es peciales, de diámetros mayores o di
simétricas (fig. 2).
FUNCIONAMIENTO
El movimiento giratorio de su eje es transmitido por el husil lo principal a través del eje intermediario y el mecanismo interior del aparato.
TIPOS
Hay aparátos para fresado de crema-1 leras que se montan en lugar de l tercer cuerpo del cabezal universal ( fig . 3).
-
Fig. 1
1 1
Fig. 2
Fig . 3
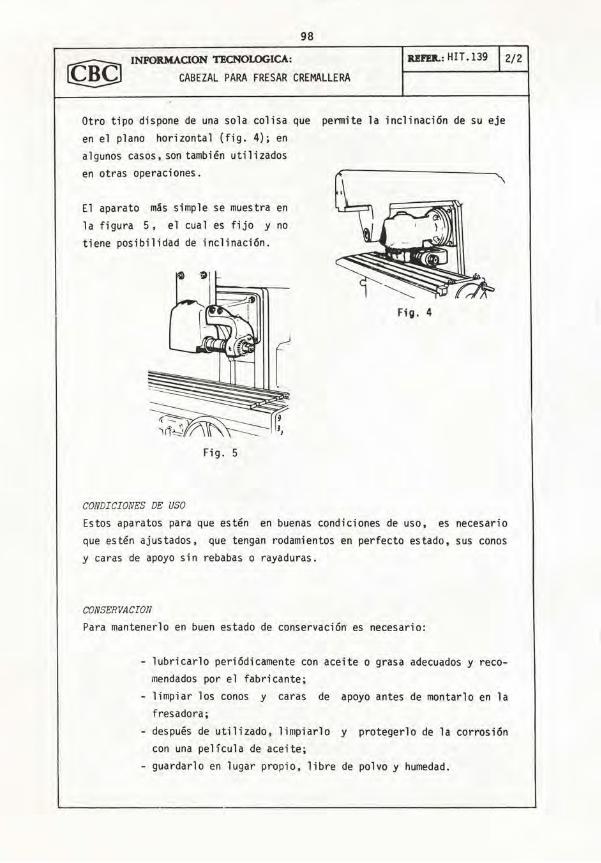
98
INFOR.MAOON TECNOLOGICA: llll'Ell.: HIT .139
CABEZAL PARA FRESAR CREMALLERA
Otro tipo dispone de una sola col isa que pennite la inclinación de su eje en el plano horizontal (fig. 4); en algunos casos, son también utilizados en otras operaciones.
El aparato más simple se muestra en la figura 5 , el cual es fijo y no tiene posibilidad de inclinación .
Fig. 5
CONDICIONES DE USO
Fi g. 4
2/2
Estos aparatos para que estén en buenas condiciones de uso, es necesario que estén ajustados, que tengan rodamientos en perfecto estado, sus conos y caras de apoyo sin rebabas o rayaduras .
CONSERVAClON
Para mantenerlo en buen estado de conservaciórr es necesario:
- lubricarlo periódicamente con aceite o grasa adecuados y recomendados por el fabricante;
- li mpiar los conos y caras de apoyo antes de montarlo en la fresadora ;
- después de utilizado, limpiarlo y protegerlo de la corrosión con una película de aceite ;
- guardarlo en lugar propio, libre de polvo y humedad.
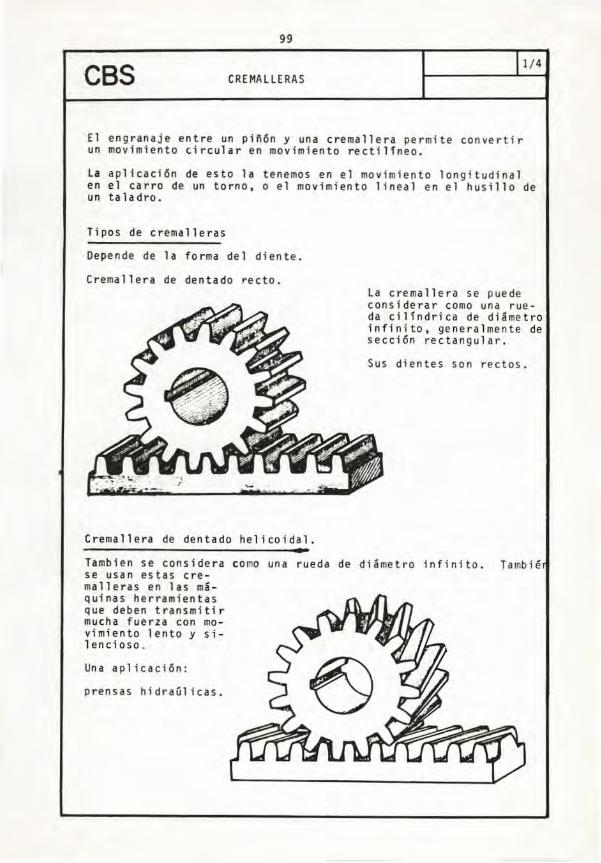
99
CBS CREMALLERAS 1/4
El engranaje entre un piñ6n y una cremallera permite convertir un movimiento circular en movimiento rectilfneo.
La aplicaci6n de esto la tenemos en el movimiento longitudinal en el carro de un torno, o el movimiento lineal en el husillo de un taladro.
Tipos de cremalleras
Depende de la forma del diente.
Cremallera de dentado recto.
Cremallera de dentado helicoidal.
La cremallera se puede considerar como una rueda cilíndrica de diámetro infinito, generalmente de secci6n rectangular.
Sus dientes son rectos.
Tambien se considera como una rueda de diámetro infinito. Tambié se usan estas cre-ma lleras en las máquinas herramientas que deben transmitir mucha fuerza con mo vimiento lento y silencio so .
Una aplicaci6n:
prensas hidraúlicas.
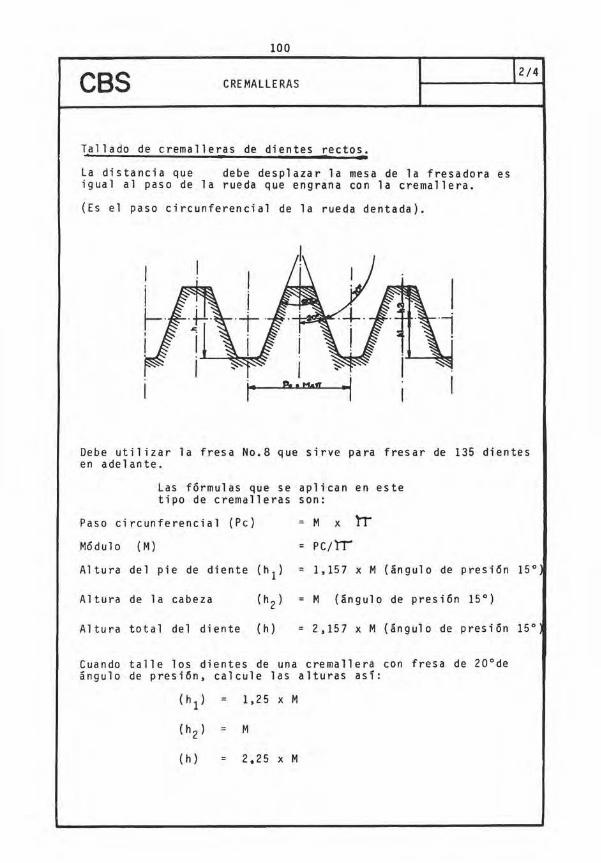
100
CBS CREMALLERAS 2/4
Tallado de cremalleras de dientes rectos.
La distancia que debe desplazar la mesa de la fresadora es igual al paso de la rueda que engrana con la cremallera.
(Es el paso circunferencial de la rueda dentada) .
Debe utilizar la fresa No.8 que sirve para fresar de 135 dientes en adelante.
Las fórmulas que se aplican en este tipo de cremalleras son:
Paso circunferencial {Pe) M X lT
Módulo ( M) PC/lr
Altura del pie de diente (h 1) 1, 157 x M (ángulo de presi6n 15°
Altura de la cabeza M {ángulo de presión 15°)
Altura total del diente (h) 2,157 x M {ángulo de presión 15°
Cuando talle los dientes de una cremallera con fresa de 20ºde ángulo de presión, calcule las alturas así:
{h) 2.25 X M
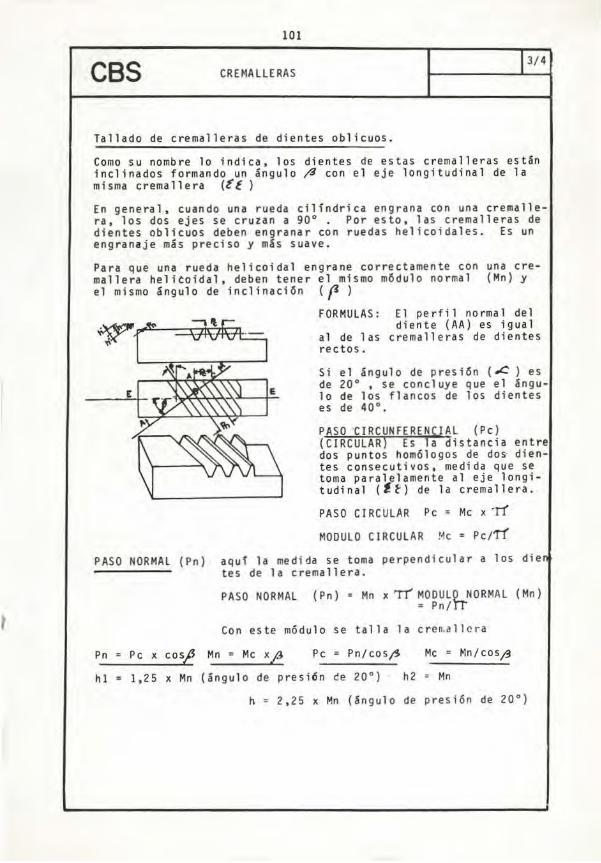
t
101
CBS CREMALLERAS 3/4
Tallado de cremalleras de dientes oblicuos.
Como su nombre lo indica. los dientes de estas cremalleras están inclinados formando un ángulo /3 con el eje longitudinal de la misma cremallera (t'f)
En general. cuando una rueda cilíndrica engrana con una cremallera, los dos ejes se cruzan a 90º • Por esto. las cremalleras de dientes oblicuos deben engranar con ruedas helicoidales. Es un engranaje más preciso y más suave.
Para que una rueda helicoidal engrane correctamente con una cremal lera helicoidal. deben tener el mismo m6dulo normal (Mn) y el mismo ángulo de inclinaci6n ( f )
E E
FORMULAS: El pe rfi 1 normal del diente (AA) es igual
al de 1 as cremalleras de dientes rectos.
Si el ángulo de presión ( .C ) es de 20° , se concluye que el ángulo de los flancos de los dientes es de 40° .
PASO 'CIRCUNFEREN IAL (Pe) (CIRCULAR Es a distancia entre dos puntos hom6logos de dos dientes consecutivos. medida que se toma paralelamente al eje longitudinal (ff) de la cremallera .
PASO CIRCULAR Pe = Me x 'IT
MODULO CIRCULAR Me = Pe/TI
PASO NORMAL (Pn) aquf la medida se toma perpendicular a los die tes de la cremallera.
Pn
hl
PASO NORMAL (Pn) = Mn x 'Tf' MOOULO NORMAL (Mn) = Pn/'ri
Con este módulo se talla la creffiallcra
Pe x cos¿ Mn = Me x¿ Pe = Pn/cosfi Me = Mn/cosfi
1,25 x Mn (ángulo de presi ón de 20 °) h2 = Mn
h = 2,25 x Mn (ángulo de presión de 20°)
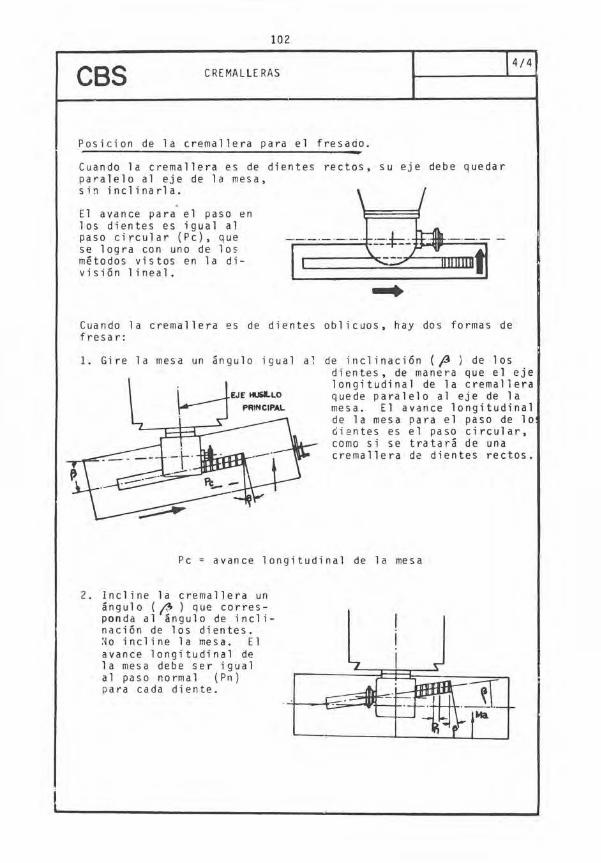
102
CBS CREMA LLE RAS 4/4
Posic ion de la cremallera pa ra el fresado.
Cuando la cremal l era es de dientes rectos , su eje debe quedar paralelo al eje de la mesa, sin inclinarla.
El avance para el paso en los dientes es igual al paso circular (Pe), que se l ogra con uno de lo~ métodos vistos en la di visión lineal. ... Cuando la cremallera ~s de dientes oblicuos , hay dos formas de fresar:
l. Gire la mesa un ángulo ig ual a1 de inclinación ( jJ ) de los dientes, de manera que el eje longitudinal de la cremallera quede parale l o al eje de la mesa. El avance longitudinal de la mesa para el paso de lo ói2ntes es el paso circular, como si se tratara de una cremallera d2 dientes rectos .
P e = a v a n e e 1 o n g í t u d i n a l de 1 a me s a
2. Incline la cremallera un ángulo ( ~ ) que correspo nda al ángulo de inclinación de los dientes. No incline la mesa. El avance longitudinal de l a mesa debe ser igual al paso normal (Pn) para cada diente.
l
CBS
103
DIVI SION LINEAL (Cremalleras)
Inf.Complem. 11/3
1. CREMALLERA
La cremallera es una barra o superficie recta, sobre la cual se han tallado unos dientes que le permiten engranar con un piñón.
Es utilizada por lo general para convertir un movimiento circular en un rectilfneo y viceversa.
Es considerada como un engranaje recto que posee un radio infinito.
Un segmento de arco de radio infinito, puede ser considerado como una línea recta, por ejemplo el segmento de arco de un meridiano terrestre, ya que siendo redonda la tierra, ese radio es inmenso, siendo su periferia casi una lfnea recta .
A. Dime~o~.
B.
Las dimensiones y perfil del diente de la cremallera, son las mismas del ~iñ6n con el cual engrana, esto es, M, PC, etc.
A diferencia de los engranajes no tendrá, "Circunferencia Primitiva. sino "Lfnea Primitiva" no tendrá "Diámetro Exterior" sino "Lfnea Exterior"
-~~~je c!_e_J_a fr~~....e..ª-!:ª su Cons trucci 6n.
La fresa se monta por lo general en sentido transversa l y con su eje paralelo a la superficie de la mesa, para lo cua l utilizamos el cabezal universal.
La fresa utilizada para ta ll ar la cremallera, debe ser la que sirva para tallar el mayor número de dientes (154 a Rack).
Sistemas para efectuar la divisi6n. Para conseguir l a división de cada diente se pueden utilizar los siguientE sistemas:
a. Con un divisor lineal . - Estos vienen especialmente diseñados para efectuar este trabajo.
CBS
104
DIVISION LINEAL (Cremalleras)
lnf.Complem. 1213
b. Desplanzando la mesa mediante el tambor graduado. -En este caso desplazamos la mesa una longitud igual al paso circular del engranaje (pe • M.í'r), cada vez que se va a tallar un diente.
c. Utilizando el divisor universal. - Para utilizar este sistema procedemos asf:
l . Calcular vueltas manivela (VM)
Lo primero que hacemos es calcular VM, para lo cual empleamos la siguiente fórmula:
VM= Paso circular X K = M.1'f'. K :;...!9.!:!l.~ Paso tornillo mesa ptm. cfrculo
Para facilitar los cálculos, empleamos ~ 2
en vez de 1 I .
EJEMPLO: Calcular Vm para construir una cremallera cuyo módulo es 2, sabiendo que el paso del tornillo de la mesa es de 5 mm. y la cons tante del divisor es 40 .
M. 22 • K 2 X.?.?_ X 40 7 7 VM• =
ptm 5
44 ] X 40
5
l. 760 ¡-
5
l. 760 _3_5_ = 50 12 ·42 o sea 50 vueltas y 12 agujeros
en el círculo de 42.
Ya teniendo VM, procedemos a montar las ruedas de recambio entre el husillo del divisor y el tornillo de la mesa.
2 . _f!o.!!..!_~_je de_l_é!_~J:_uedas .
Como dijimos antes, montamos ruedas entre, el tornillo de la mesa y el husil l o del divisor, en tal forma que quede una relación de 1:1, o sea, colocamos ruedas de igual número de dien tes tanto en el divisor (husillo) cerno en el tornillo de la mesa, y uniéndolas con ruedas intermedias.
Como la cantidad de vueltas de la"manivela es considerable se pueden montar relaciones diferentes de 1:1, como por ejemplo: 2: l; 3: l; 4: 1 etc. y diviendo el quebrado de vueltas manivela por 2; 3; 4; etc . según se haya tomado la relación.
CBS
NOTA:
105
DIVISION LINEAL (Cremalleras
Inf . Complem. 13/3
La rueda mayor se debe montar en el eje (husillo) de l divisor.
EJEMPLO: En el problema anterior vamos a uti-1 izar la relaci6n 2: l. Con la relaci6n 1: 1 tenemos que dar 50 vueltas a la manivela y correr 12 agujeros en el cfrculo de 42; al montar la relaci6n 2: 1 (por ejemplo una rueda de 48 dientes (husillo divisor ) y una de 24 (tornillo mesa), tenemos que deividir el quebrado por 2 as f:
50 12 ~ t 2 = 25 12
84 25 1 i 25 6
~
O sea, 25 vueltas y 6 agujeros en el círculo de 42.
'
PARTE D.
107
FRESADO DE DIVISIONES LINEALES (Cremalleras)
PRUEBA No.1
Evalúe Jas siguientes afirmaciones como FALSAS o VERDADERAS, escribiendo dentro del cuadro correspondiente FALSO o VERDADERO según corresponda.
l. El engranaje entre una cremallera y un piñ6n permite convertir un movimiento circular en un movimiento recti l íneo.
2. h = 2.25 x M cuando hay un ángu l o de presi6n de 15º.
3. El correcto engranaje entre una rueda helicoidal y una cre mallera helicoidal no requiere que ambas partes tengan igual el M6dulo Normal .
108
FRESADO DE DIVISIONES LIN EALES (Cremalleras)
Continuación . ... PRUEBA No.l
PARTE D.
4. Para fresar una cremallera de dientes rectos , se debe colocar su eje paralelo al eje de la mesa sin incl in ar la.
5. El cabezal para fresar cremalleras sirve solo con fresas especiales.
6. Hay una clase de cabezal para fresar que inclina su eje en el plano horizontal.
7. Tanto pa ra f resado de dientes r ectos como he li coi dal es , e l avance longi tudinal de la mesa pra el paso de los di en tes es igual al paso circular .
109
FRESADO DE DIVISIONES LINEALES (Cremalleras)
Continuación ••• . PRUEBA No.l
PARTE D.
8. En cremalleras de dientes rectos, la distancia que se debe desplazar la mesa de la fresadora es igua l al doble del paso de l a rueda que engrana con ella .
1
111
ACTIVIDAD DE APRENDIZAJE No.2
Explicar el procedimiento para montar soporte de engranajes, y engranajes para grabar divisiones usando fresadora.
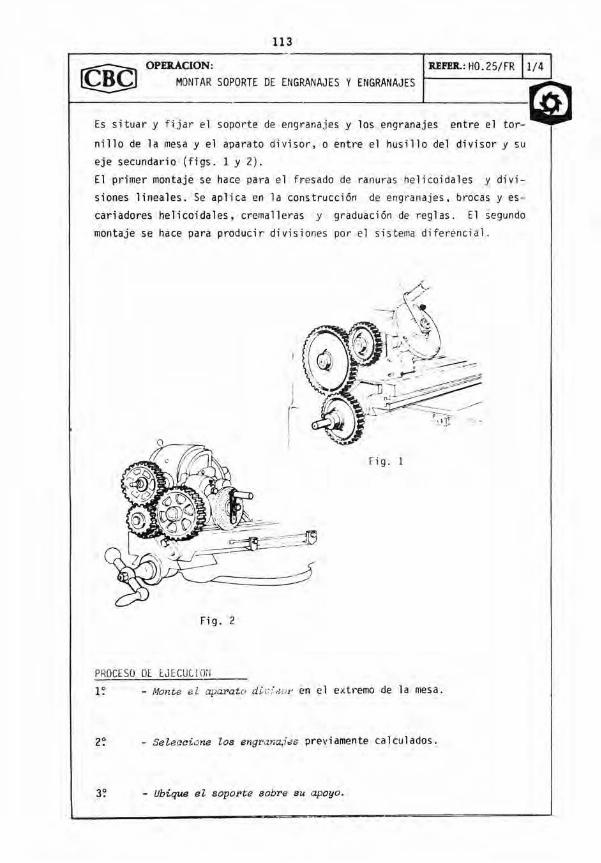
113
~ OPER.ACION: REFJ!R.: H0.25/FR 1/4 ~ MONTAR SOPORTE OE ENGRANAJES Y ENGRANAJES
Es s i tuar y fijar el soporte de engranajes y los engranajes '"'" , , t0<- tal nillo de la mesa y e l aparato divisor, o entre el husillo del divisor y su
eje secundario (figs . 1 y 2}.
El primer montaje se hace para el fresado de ranuras helicoidales y divi
s iones lineales . Se aplica en la construcción de engranajes, brocas y es
cariadores heli coidales, cremalleras y graduación de reglas. El segundo
montaje se hace para producir di visiones por e l sistema diferencial.
Fi g. 1
Fig. 2
Pl~OCESO DE. éJECUC.líli t
l ? - Monte el aµaJ>ato di i; ;·s,,,. en el extremo de l a mesa.
2? - Seleacione los engr•.ir.a,i.!o pre vi amente cal cu 1 a dos .
3? - Ubique el soporte sobre su apoyo.
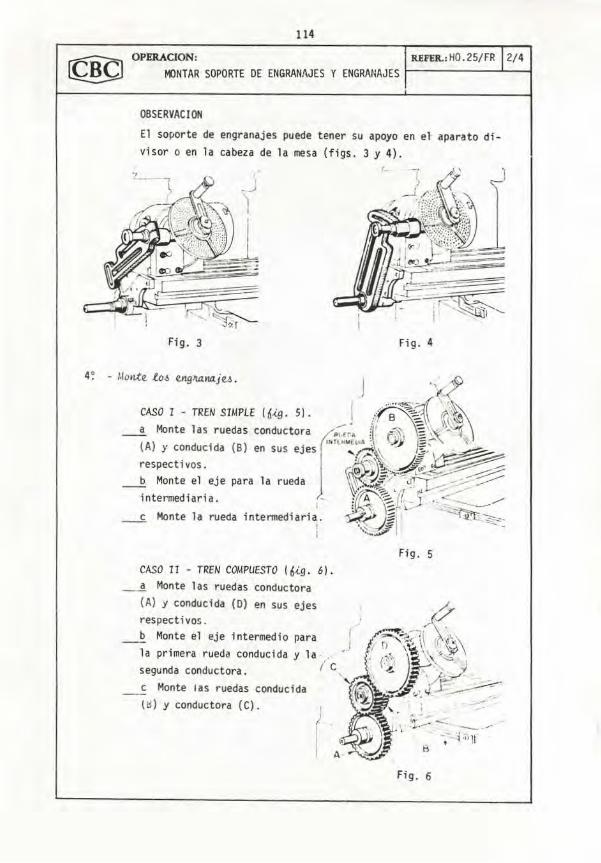
114
OPERACION: R.EFER.:H0.25/FR 2/4 1-()NTAR SOPORTE DE ENGRAN.'\JES Y ENGRANAJES
OBSERVACION
El soporte de engranajes puede tener su apoyo en el aparato di
visor o en la cabeza de la mesa (figs. 3 y 4).
Fig. 3 Fig. 4
4~ - Mo1i.te lM eng11.ana.ju. I ~'
CASO I - TREN SIMPLE (6,(,g. S). r
1 ¡'ra,¿'. ;" ---· ·, ~\ \\~ __ a Monte las ruedas conductora r::•w• !I p \ ~~~· - •.
I NTlk" U•A '1 )!) ¡::: ,,!..'- '< (A) y conducida (B) en sus ejes '/~~ J' ~ respectivos. l ~:~:~:;,.;~~~~
__ b Monte el eje para la rueda ~~¿.:;: / d!'"-r" '_.. - >;.--::::----\\··/~"{ti .Jt', J...... .... ,,,,,,. ..
intermediaria. - ~· r A ~ 1 -J .· < ·--. _.,.-! ~ \~~~ . ~-.:::-~
_ _ c Monte la rueda intennediaria. . · 1§¡ --. -!l.'.l<..~ . ·· .. ~?: -
CASO 11 - TREN COMPUESTO (6~g. 6).
_ -ª- Monte 1 as ruedas conductora
(A) y conducida (O) en sus ejes
respectivos.
-~ Monte el eje intermedio para
la primera rueda conducida y la . ,
segunda conductora.
c Monte las ruedas conducida
( ~ )y conductora (C).
/ e
(
Fig. 5
' . -.. -~--- -=...
Fig. 6
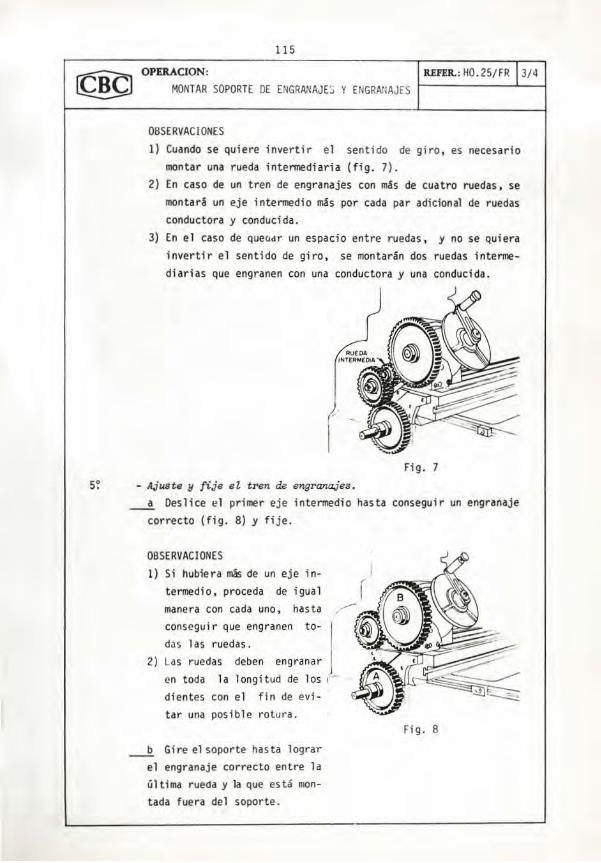
115
OPERACION: REPER.:H0.25/FR 3/ 4 MONTAR SOPORTE DE ENGRANAJES Y ENGRAilAJES
OBSERVACIONES 1) Cuando se quiere invertir el sentido de gi ro, es necesario
montar una rueda intennediaria (fig. 7) . 2) En caso de un tren de engranajes con más de cuatro ruedas, se
montará un eje intennedio más por cada par adicional de ruedas conductora y conducida.
3) En el caso de que~dr un espacio entre ruedas, y no se quiera invertir el sentido de giro , se montarán dos ruedas intermediarias que engranen con una conductora y una conducida.
Fig. 7
5? - Ajuste y fije ei tren de engranajes.
__ a Deslice l!l primer eje intennedio hasta conseguir un engranaje correcto (fig. 8) y fi j e .
OBSERVACIONES 1) Si hubiera más de un eje in
tennedi o, proceda de igual manera con cada uno, hasta
conseguir que engranen to- 1
das las ruedas. 2) Las ruedas deben engranar j
en toda la longitud de los ,dientes con el fin de evitar una posible rotura.
b Gire el soporte hasta lograr el engranaje correcto entre la ú 1t i ma rueda y la que es tá montada fuera del soporte .
Fig. 8
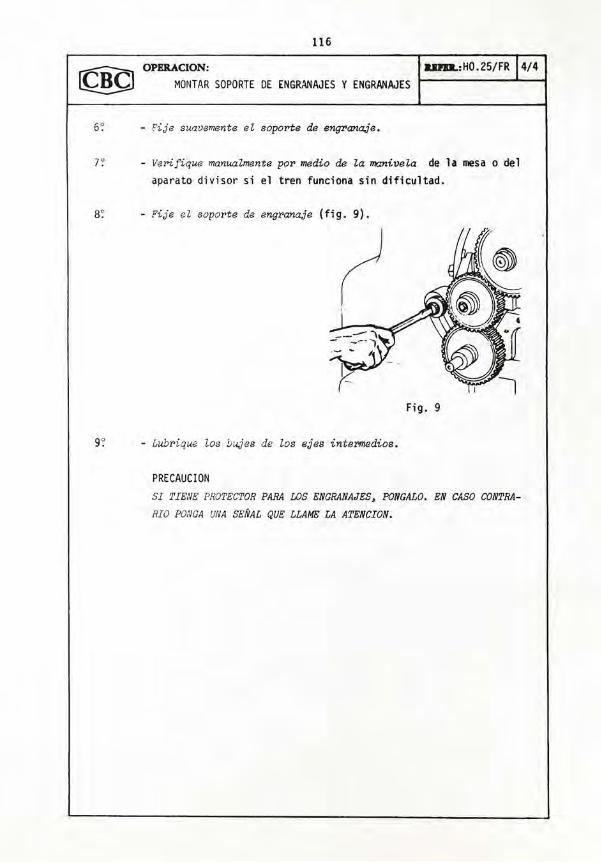
116
OPERACION: ltlPJllL:H0.25/FR 4/4 MONTAR SOPORTE DE ENGRANAJES Y ENGRANAJES
6? - F'ije suavemente e'l sopo1'te de engranaje.
7~ - VeI'ifique manua'lmente po1' medio de la manivela de la mesa o del aparato divisor si el tren funciona sin dificultad.
8~ - Fije el sopo1'te de. eng1'anaje (fig. 9).
Fig. 9
9? - Lubrique los bujes de los ejes intermedios.
PRECAUCION SI TIENE PROTECTOR PARA LOS ENGRANAJES, PONGALO. EN CASO CONTRA
RIO PONGA UNA SEÑAL QUE LLAME LA ATENCION.
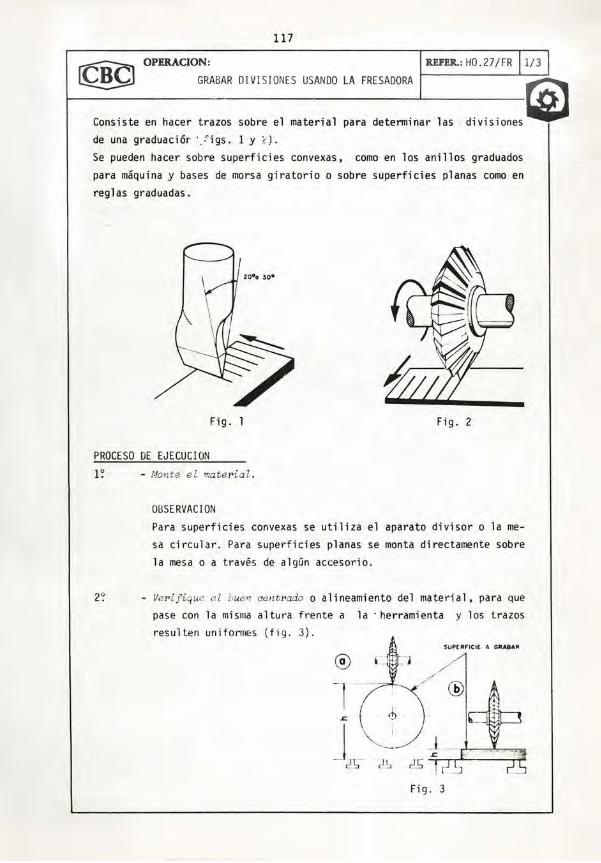
117
OPERACION: REFER.:H0.27/FR 1/3 GRABAR DIVISIONES USAN DO LA FRESADORA
Consiste en hacer trazos sobre el materia l para detenninar las de una graduaci ór · . .'i gs. 1 y ! .l .
Se pueden hacer sobre superficies convexas, como en los anillos graduados para máquina y bases de morsa giratorio o sobre superficies planas como en reglas graduadas.
Fig. Fig. 2
PROCESO DE EJECUCION l~ - Monte el material .
OllSERVACION Para superficies convexas se utiliza el aparato divisor o la mesa circular. Para superficies planas se monta directamente sobre la mesa o a través de algún accesorio.
2~ - Ver ifique e l buen eentrado o alineamiento del material, para que pase con la misma altura frente a la ·herramienta y los trazos resulten uniformes (fig. 3) .
SUPE A,ICI( A GRABAR
. j /
./ / @
Fig. 3
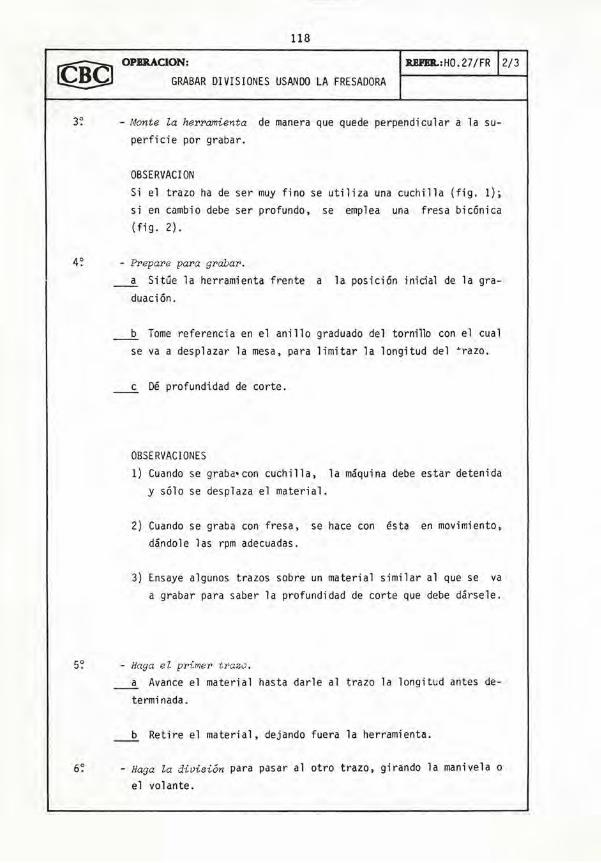
118
OPl!llACION : lllll'l!JL:HO. 27 /FR 12/3
GRABAR DIVISIONES USANDO LA FRESADORA
3? - Monte Za herramient a de manera que quede perpendicular a la su-perficie por grabar .
OBSERVACION Si el trazo ha de ser muy fino se utiliza una cuchilla (fig. 1);
si en cilmbio debe ser profundo, se emplea una fresa bicónica (fig . 2).
4? - Prepare para grabar.
a Sitúe la herramienta frente a la posición inicial de la graduación .
b Tome referencia en el anillo graduado del tornillo con el cual se va a desplazar la mesa , para limitar la longitud del •razo.
c Dé profundidad de corte .
OBSERVACIONES 1) Cuando se graba• con cuchilla, la máquina debe estar detenida
y sólo se desplaza el material .
2) Cuando se graba con fresa, se hace con ésta en movimiento, dándole las rpm adecuadas .
3) Ensaye algunos trazos sobre un material similar al que se va a grabar para saber la profundidad de corte que debe dársele.
5? - Haga el primer trazv .
a Avance el material hasta darle al trazo la longitud antes determinada .
b Retire el material, dejando fuera la herramienta.
6? - Haga Za di visión para pasar a l otro trazo, girando la manivela o el volante.
119
OPERACION: REFER.:HQ.27/FR 13/3
GRABAR DIVISIONES USANDO LA FRESADORA
OBSERVACION En las super~i cies convexas, se hace un giro del material de acuerdo al número de divisiones previstas. En las superficies planas, se hace una traslación de la mesa igual a la longitud entre los dos trazos. Estas últimas traslaciones pueden controlarse con los anillos graduados o con el divisor lineal.
7? - Grabe el otro trazo .
8? - Vel'ifique Za di vi sión, comprendida entre los dos trazos hechos, ccn un instrumento adecuado.
9? - Vuelva a dividir y trazar tantas veces como sea necesario para completar la graduación, repitiendo el 6? y 7? paso.
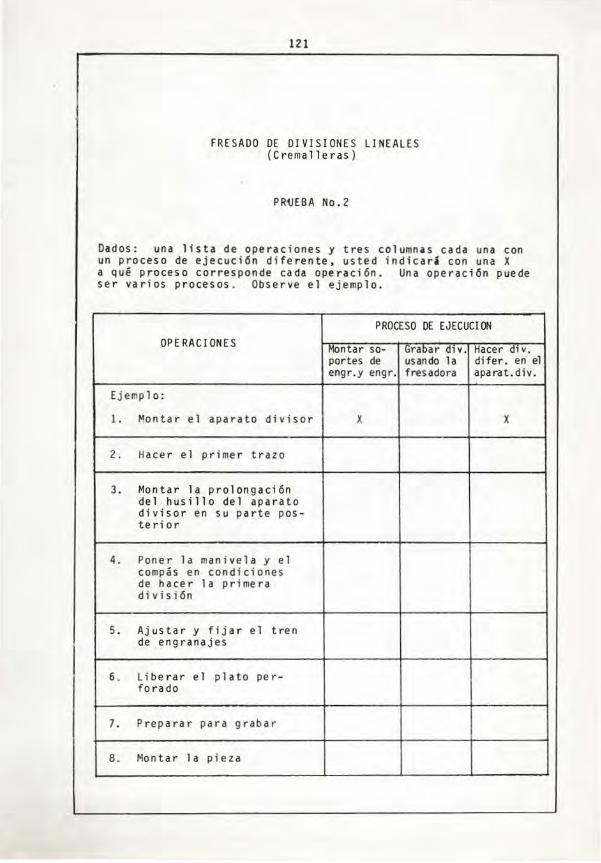
121
FRESADO DE DIVISIONES LINEALES {Cremall e ras)
PRtJEBA No.2
Dados : una lista de operaciones y tres columnas cada una con un proceso de ejecuci6n diferente, usted indicari con una X a qué proceso corresponde cada operación. Una operación puede ser varios procesos . Observe el ejemplo.
PROCESO DE EJECUCION OPERACIONES Montar so- Grabar div . Hacer div .
portes de usando la di fer. en el engr.y engr. fresadora aparat.div.
Eje mplo:
l. Montar el aparato divisor X X
2. Hacer el primer trazo
3. Mon tar 1 a prolongación del husillo del aparato divisor en su parte pos-te ri o r
4. Poner la manivela y el compás en condiciones de hacer la primera divisi6n
5. Ajustar y fijar el tren de engranajes
6 . Liberar el plato pe r-fo r ado
7. Preparar para grabar
8. Montar 1 a pieza
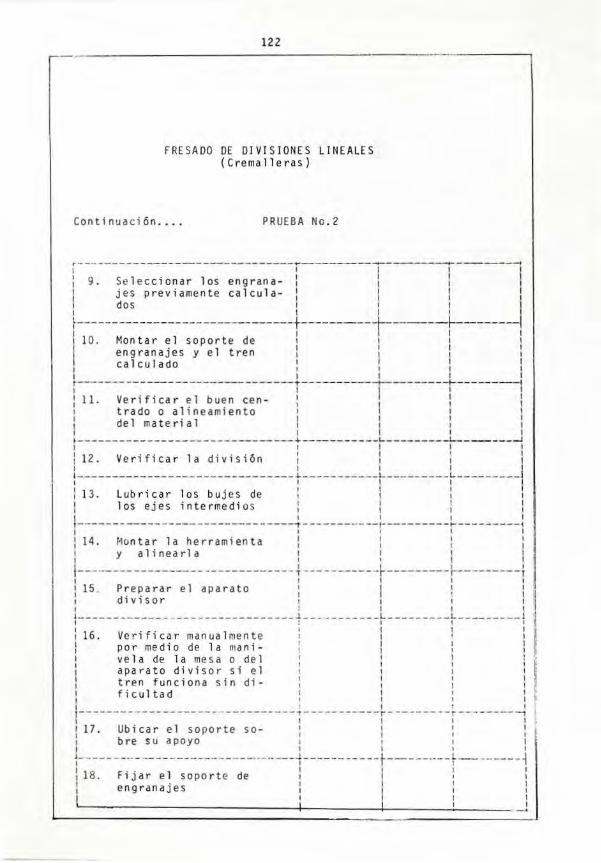
122
FRESADO DE DIVISIONES LINEALE S (Cremalleras}
Continuación .... PRUEBA No . 2
,.-----------------------------------------~-----! 1 1 1
1 9 . Seleccionar los engrana- l 1 1 1 1 jes previamente ca l cula - : 1 1 i
f ------d_o_s----------------------t----------~----~-----~
l 10. Montar el soporte de 1 1 1 1
eng ranajes y e 1 tren l 1 l l 1 calculado l l l l 1 1 1 1 1 r----------------------------r----------,-------¡----------i : 11. Verificar el buen cen- : l l : 1 trado o alineamiento 1 1 1
11 de 1 ma te ri a 1 1 l l 1
1 1 1 1 ·-------------------------------+---- -------1----------1..-------1 1 1 1 1 1 112 . Verificar la división : l l l 1 1 1 1 1
¡-l-3-.---::b-:i_c_a_r __ l_o_s __ b_u_j_e_s __ :e-----¡-----------¡---------¡---------1
1 los ejes intermedios l l i i 1------------ -----------·--- ----~ - --- -------~---------~ ---------! 1 1 1 1 1
: 14 . l~ont ar la herramienta l l l l l y alinearla l l l 1 !---··---- -----------------------f-----------~ --------1----------1 1 1 1 1 1
l 15 . Preparar el aparato : 1 ! l 1 divisor 1 1 1 1 1 l 1 1 t
1------------ - ·· --- --------------~-----------L---------L------- --l 1 1 1 1 1
1 1 1 1 1 1 16 . Verificar manualmente 1 , 1
: por medio de la oia ni- : 1 l l : ve 1 a de 1 a me s a o de 1 : l 1 l 1 aparato divisor si e l 1 1 1 1
1 t r en funciona sin di- : l : l • ficu ltad 1 1 • 1 1 1 1 1 1 1 : 1 ' 1 ¡-------------------- --------- - T------- ----r---------~---------, 1 1 1 1 1
l 17. Ubicar e l soporte so- : : : l 1 b re s u a poyo : , 1 1 1 1 1 1 1
~-·· -----··--- --------····- ·· --·-·· ·---t -------- -- --t-----··--¡.- --· -----1 l 18. Fija r el soporte de l 1 ' l l e ngranaj es l '¡ 1
1 1 1
123
ACTIVIDAD DE APRENDIZAJE No.3
Describir el procedimiento para fresar dientes de cremallera .
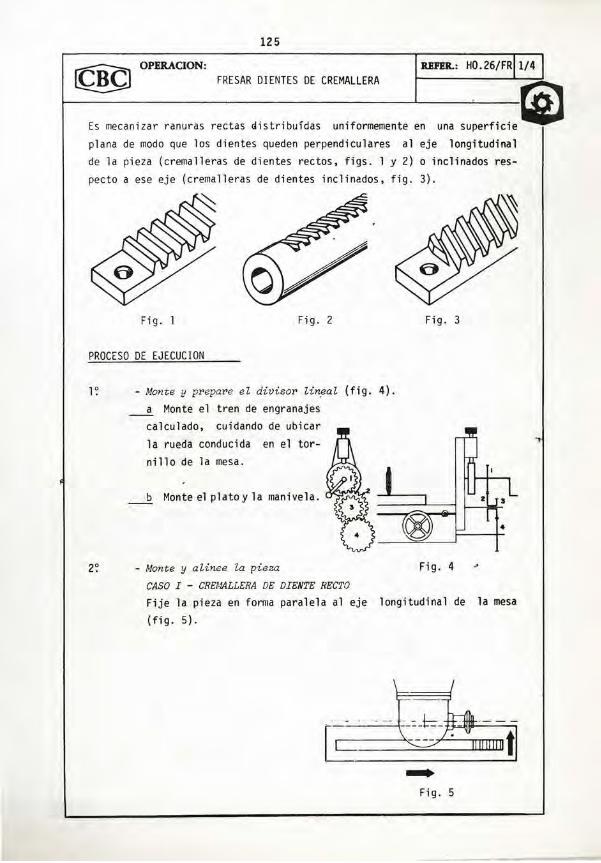
125
REFJ!ll.: H0.26/FR 1/4 ~Be
OPERACION: ~ FRESAR DIENTES DE CREMALLERA
Es "'''º'''' ''º"''' '''''' dist,ib,id•s "º''º""'""º'' 'º "º' '"'''''''' ~ plana de modo que l os dientes queden perpendiculares al eje longitudinal
de la pieza (cremalleras de dientes rectos, f igs. 1 y 2) o incl inados res
pecto a ese eje (cremalleras de dientes inclinados, fig. 3).
Fi g . 1 Fig. 2
PROCESO DE EJECUCION
1? - Monte y pr>epar>e e 7, divisor> lin_eal ( fi g. 4).
2?
__ a Monte el tren de engranajes
calculado, cuidando de ubicar
la rueda conducida en el tor
nillo de la mesa.
b Monte el plato y la mani ve la.
- Monte y alinee Za pieza
CASO I - CREftfALLERA DE DIENTE RECTO
Fig. 3
Fig. 4
Fije la pieza en forma paralela al eje longi t udinal de la mesa
( fig. 5).
-Fig. 5
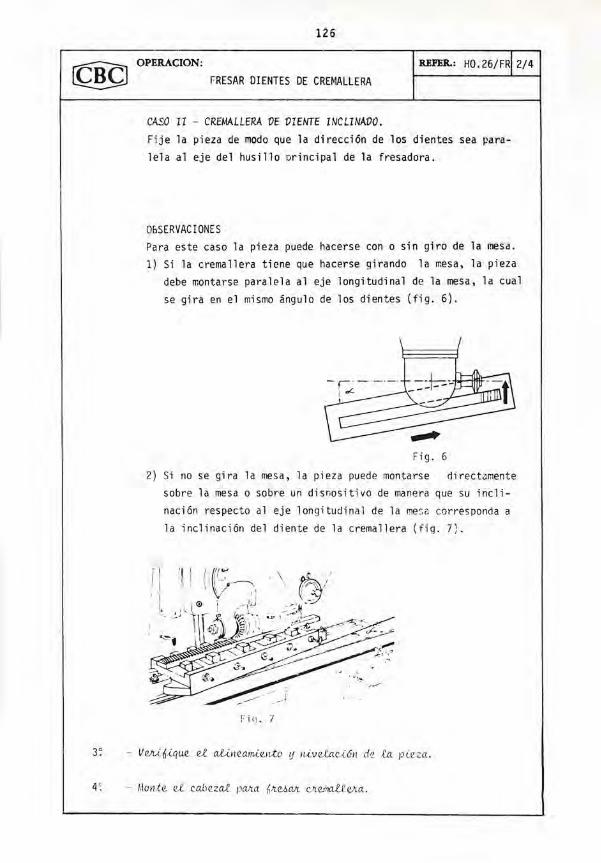
126
~ OPERACION:
~ rRESAR DIENTES DE CREMALLERA
REFER.: H0.26/FR 2/4
CASO 11 - CREMALLERA VE VIEWTE INCL1NAVO. Fije la pieza de modo que la dirección de los dientes sea paralela al eje del husillo principal de la fresadora.
O&SERVACIONES
Para este caso la pieza puede hacerse con o sin giro de la mesa. 1) Si la cremallera tiene que hacerse girando la mesa, la pieza
debe montarse paralela al eje longitudinal de la mesa, la cual se gira en el mismo ángulo de los dientes (fig. 6).
Fig. 6
2) Si no se gira la mesa, la pieza puede montarse d i rect~mente
sobre la mesa o sobre un disnositivo de manera que su i ncli nación respecto al eje longitudinal de la meo.a corresponda a la inclinación del diente de la cremallera ( fig . 7) .
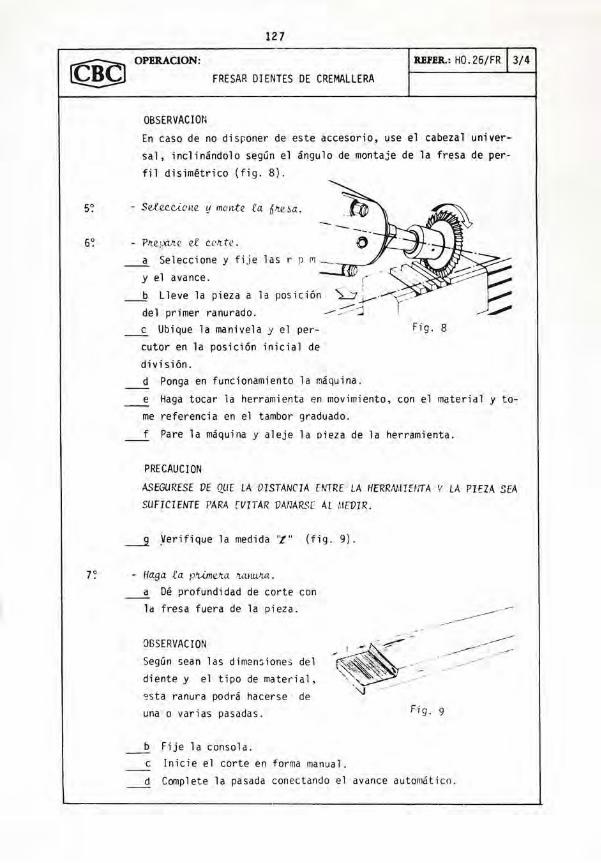
127
REP.ER.: H0 .26/FR 3/4 ~
OPERACION:
~ FRESAR DIENTES DE CREMALLERA
5':
OBSERVACION En caso de no disponer de este accesorio, use el cabezal universal, inclinándolo según el ángulo de montaje de la fresa de perfil disimétrico (fig. 8).
- Selecc.<.one lf monte fa 61te~a.
6': - P1te;xvr.c> el c<·ll te. __ a Seleccione y fi je las
y el avance. .. r _ _ b Lleve la pieza a la posición ~ _¡__ . ...--.~;__ -
del primer ranura.do. _... ;--=--j 1
__ c Ubique la manivela y el percutor en la posición inicial de división. d Ponga en funcionamiento la máquina.
Fig. 8
__ e Haga tocar la herramienta en movimiento, con el material y tome referencia en el tambor graduado .
__ f Pare la máquina y aleje la oi eza de la herramienta.
PRECAUCION
ASEGURESE VE QUE LA DISTANCIA CNTRE LA HERRJ\i'.11fJ:TA v LA PIEZA SEA
SUFICIENTE PARA !"VITAR VA11ARSC Al ,\IEOIR.
_-2 yerifique la medida ''[" (f ig. 9 ).
7? • Haga ea p.'Wne1ta ll<UtuJta .
a Dé ~rofundidad de corte con l a fresa fuera de la pieza.
:JSSERVACION Según sean las dim2n~ione5 del diente y el tipo de material, ~sta ranura podrá hacerse de una o varias pasadas .
b Fije la consola. c Inicie el corte en forma manual.
--------------------- --__ _...
Fig. 9
d Complete la pasada conectando el avance auton~tico .
128
REFER.: H0 .26/FRI 4/4
renB~-c OPERACION:
~ FRESAR omms DE CREMALLERA
e Pare la mSquina y aleje la pieza de la herramienta.
__ f Controle la profundidad de la ranura
8? - Haga la 1>egunda .IUtl!WLa y repita las indicaciones "c" y "d" de l paso · anterior.
10? - Corit<.núe haclendo ~anUllah hasta completar la cremallera.
MOTA:
En caso de que la fresadora no disponga de aparato divisor lineal, las divisiones de la cremallera pueden hacerse: - acoplando el divisor diferencial al tornillo de la mesa median
te engranajes o - control ando el desplazamiento longitudinal de la mesa directa
mente con el tambor ~raduado.
VOCABULARIO TECNICO CABEZAL PARA FRESAR CREMALLERA- aparato portafresa para fresar
cremallera.
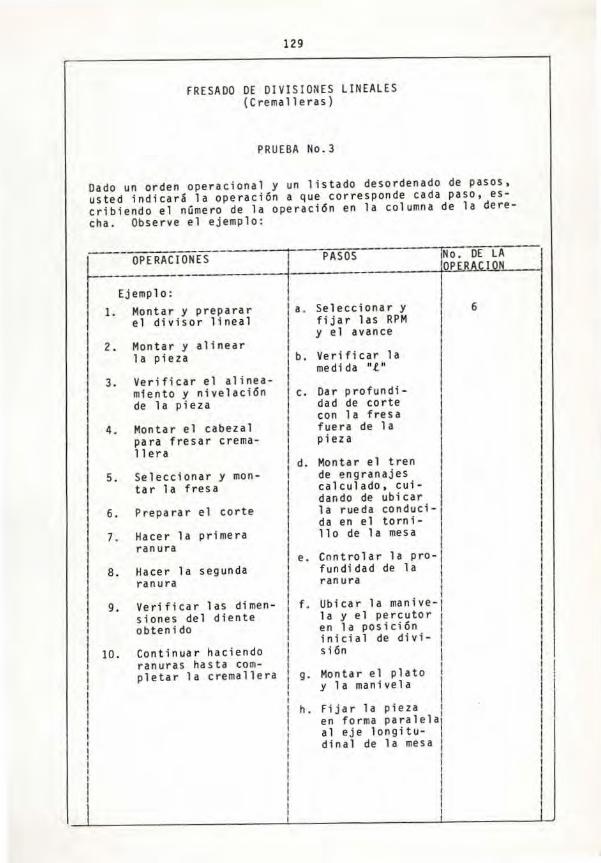
129
FRESADO DE DIVISIONES LINEALES (Cremalleras )
PRUEBA No.3
Dado un orden operacional y un listado desordenado de pasos, usted indicará la operación a que corresponde cada paso, escribiendo el número de la operación en la columna de la derecha. Observe el ejemplo:
~~·~o-P-E-RA_C_I._O_NES-·~~~~~1--~-PA_S_O~S~~~~~-r-No-.-~D~E--c-L~A--~.
----~~~----~~~~-~~-----~--~--~~--~'º~P~'FADil4,-"'-!..lrro~N:.._ ___ ¡
Ejemplo: l. Montar y preparar
el divisor lineal
2. Montar y al inear la pieza
3. Verificar el alineamiento y nivelación de la pieza
4. Montar el cabezal para fresar crema-11 era
5. Se l eccionar y mon tar la fresa
6. Preparar el corte
7. Hacer la primera ranura
8. Hacer la segunda ranura
Verificar las dimensiones del diente obtenido
Continuar haciendo ranuras hasta completar la cremallera
a . Seleccionar y fijar las RPM y el avance
b. Verificar la me di da "l"
c. Dar profundi dad de corte con 1 a fresa fuera de la pieza
d. Montar el tren de engranajes calculado, cuidando de ubicar la rueda conducida en e l tornillo de la mesa
e. Controlar la pro-¡ fundidad de la ranura 1
f. Ubicar la manive-¡ la y el percutor 1 en la posición inicial de divi- 1 sión
g. Montar el plato
1
1
1 y la manivela
1
1 h. Fijar la pi eza
en forma paralela
1
1 al eje longitu-I dinal de la mesa
1 1 1 1
'
1 1
6
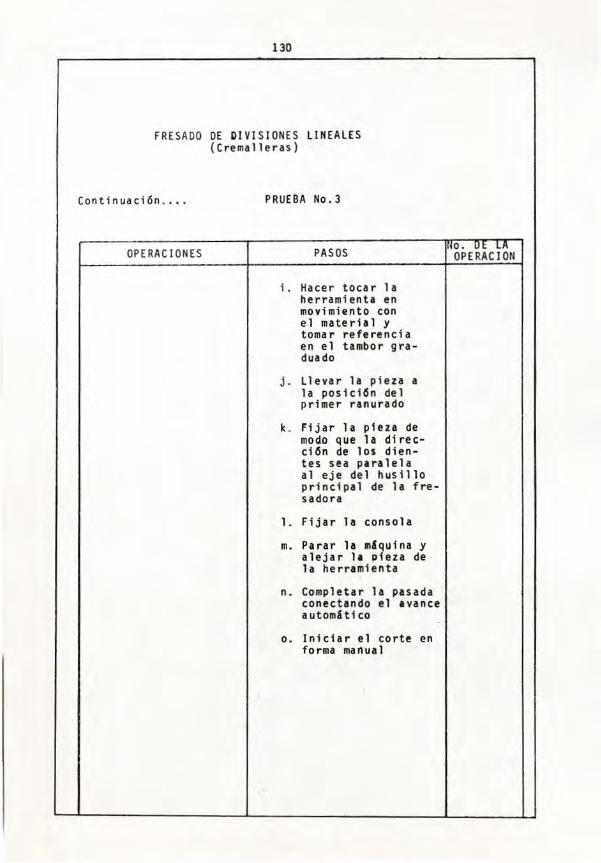
130
FRESADO DE DI VISIONES LINEALES (Cremalleras)
Continuación . .. •
OPERACIONES
PRUEBA No.3
PASOS
i. Hacer tocar la herramienta en movimiento con el material y tomar referenc ia en el tambor graduado
j. Llevar la pieza a la pos1c16n del primer ranurado
k. Fijar 1 a p 1 e za de modo que la dirección de los dientes sea paralela al e j e del husillo principal de la fresado ra
1. Fijar la conso la
m. Parar la m&quina y alejar la pieza de la herramienta
n. Completar la pasada conectando el avance automHico
o. Iniciar el corte en forma manual
rlo. DE LA OPERACION
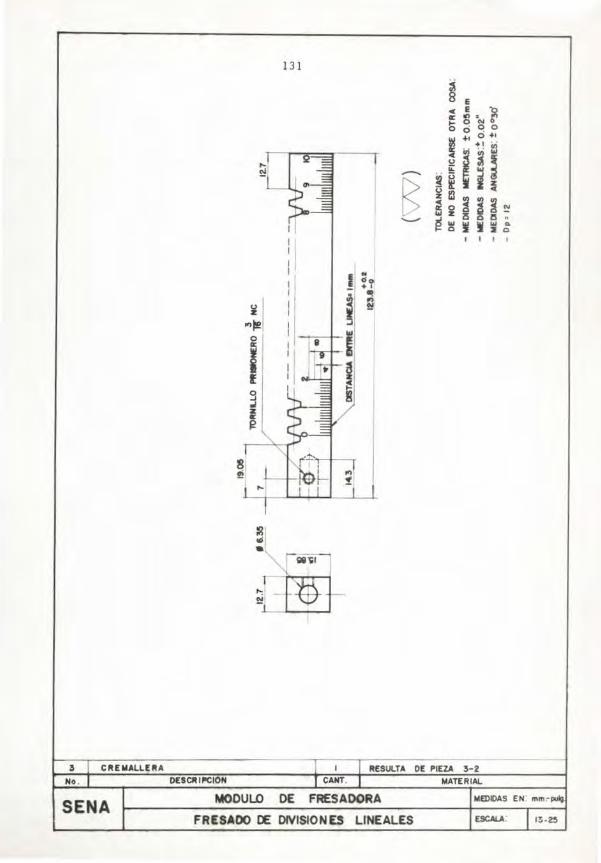
131
11
~ L 1 ... 1 ~¡ •
3 CltEMALLEltA 1 ltESULTA OE PIEZA 3-2 No. DES~ll"CIOH CANT. MATERIAL
SENA MODULO DE FRESADORA MEDDAS EN" mm· P<llQ
FRESADO CE DIVISIONES LINEALES
133
T A L L E R
OBJETIVO TERMINA L
Dado el pl ano de l eje r cicio. una ruta de trabajo previamente aprobada por e l instructor, una fresadora con sus accesorios y los elementos necesarios, usted ejecutará el fresado divisiones linea l es {c r emalleras).
Se considera logrado el objetivo cuando:
El paso lineal o circular de la cre mallera corresponde al cálculo
El cá l culo y montaje del tren de engranajes son correctos
Las dimensiones del diente de la cremallera corresponden al cálculo
El acabado e s bueno
Se tienen en cuenta las precaucione~ y se aplican las normas de seguridad
135
FRESADO POR DIVISION DIFERENCIAL
137
ESTUDIO DE LA TAREA
OBJETIVO
Dado un plano con las indicaciones para un ejerc1c10 de fresado por división diferencial y una ruta de trabajo en la cual se especifican algunos aspectos del proceso de ejecución del ejercicio, usted deberá completarla escribiendo ordenadamente y sin error, los pasos, materiales, herramientas y equipo requeridos para la ejecución del ejercicio .
Con el fin de lograr el objetivo, usted deberá completar satisfactoriamente cada una de las etapas que aparec~n a continua
ción:
l . Definir caracterfsticas y funcionamiento del aparato divisor (división diferencial), aplicar cálculos para seleccionar engranajes.
2. Describir el proceso de ejecución del fresado por división diferencial .
139
ACTIVIDAD DE APRENDIZAJE No . l
Definir característicts y funcion•miento del apar1to divisor (divis16n diferencial}, aplicar cálculos para seleccionar engranajes .
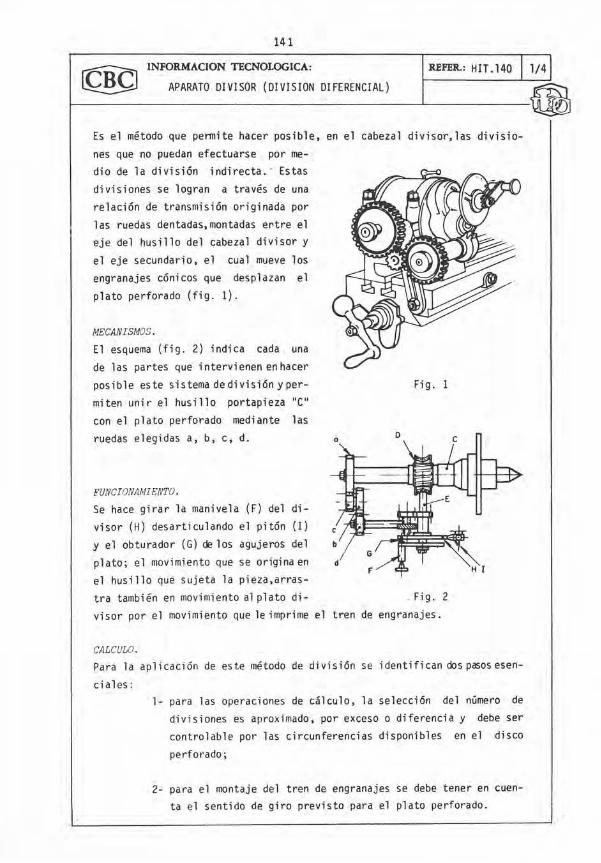
141
INFORMACION TECNOLOGICA: REFER.: HIT .140 1/4
APARATO DIVISOR (DIVISION DIFERENCIAL) ~ ~~~~~~~-L--~-·~
Es el método que pennite hacer posible, en el cabezal divisor. las divisiones que no puedan efectuarse por me-dio de la división indirecta. · Estas divisiones se logran a través de una relación de transmisión originada por las ruedas dentadas,montadas e~tre el eje del husillo del cabezal divisor y
el eje secundario, el cual mueve los engranajes con1cos que desplazan el plato perforado (fig. 1).
MECANISMOS.
El esquema (fig. 2) indica cada una de las partes que intervienen en hacer posible es te sis tema de división y permiten unir el husillo portapieza "C" con el plato perforado mediante ruedas elegidas a, b, c, d.
FUNCIONAMI ENTO.
las
Se hace girar la manivela (F) del divisor (H) desarticulando el pitón (1)
y el obturador (G) de los agujeros del plato; el movimiento que se origina en el husillo que sujeta la pieza,arrastra también en mov imiento al plato di-
Fig. 1
Fi g. 2
visor por el movimiento que le imprime el tren de engranajes.
CALCUW. Para la apl i cación de es te método de división se identifican dos pasosesen
ci a les ~
1- para las operaciones de cálculo , la selección del número de divisiones es aproximado, por exceso o di ferencia y debe ser controlabl e por las circunferencias disponibles en el disco
perforado;
2- para el montaje del tren de engranajes se debe tener en cuenta el sentido de giro previsto para el plato perforado.

142 ..----------------------·----.-------....--...
JtEFElt.: HIT. 140 1 2/4 INPOllMACl<»I T!ICNOLOGICA:
APARATO DIVISO! (DIYISIOfC DIFERFHCIAL)
1 eJt.. - G.i,to <tpMen.te. d~ l4. l!Wl.ivd.A.
Se procede • la selecci6n del plato divisor y la disposición del sistema de rP.g1aje actuando como se hizo para la división indirecta.
Zdo.
es decir, F = ~
Designación. K = Const1nte del divisor A = Hº seleccionado de divisiones F = Desplazamiento en la manivela Z .. Rueda en el husillo z z Rueda en el eje secundario N • Nº de divisiones por obtener
. 7 - C4.lc.u.lo de .f.011 e.ngMMJ u po11. mon.taJt -~ --
z
CASO I - CALCULO VE LOS EHGPAl.!AJf.S 'POR EXCESO
Se oµeM con to. MMll&!ct 11.l!ju.le1tte:
Ejempf.o:
z l
(A - ll)
N = 271; K = 40; A = 280
Desarrollo : 1 eJt.. - C4.lc.u.l.o de F
F = K - r
F = 9 ~
2do. - CM.culo de.
=
z z
40 = zrn¡-l 9 ·,- )( - 9- = 9
63
z z
K ª (A - N) --¡;;- (280 - 271) 9 9 9
= - 1- x -~ = 63
9 8 72 =1xa= 56

143
INFORMACION TECNOLOGICA:
APARATO DIVISOR (DIVISION DIFERENCIAL)
z z
72 (Rueda en el husillo) 56 (Rueda en eje secundario)
La disposición de los engranajes
debe de estar complementada con
z z
las
ruedas intermediarias necesarias atendiendo a la siguiente regla: cuando eZ número de divisiones aproxf·
mado "A 11 es mayor que et número de di
visiones requerido "N", eZ plato divi -
sor y Za manivela giran en eZ mismo sentido (fig. 3).
REFER.: HIT.140 3/4
Fig . 3
CASO II - CALCULO DE LOS ENGRANAJES POR DEFECTO
Se operan con Za fól'l11UZa siguiente:
Ejemplo:
z z
(N - A) K A
N = 63; K 40; A = 60
ler. - Cálculo de F
F K A
40 60
F 40 60
2do. - Cálculo de Z z
_z_ = (N - A) _K - = (63 - 60} z A
40 60
z z
_3 - X __iL_ : _.J1Q_ = _--29_ l 60 60 30
60 (Rueda en el husil lo ) 30 (Rueda en eje secundario)
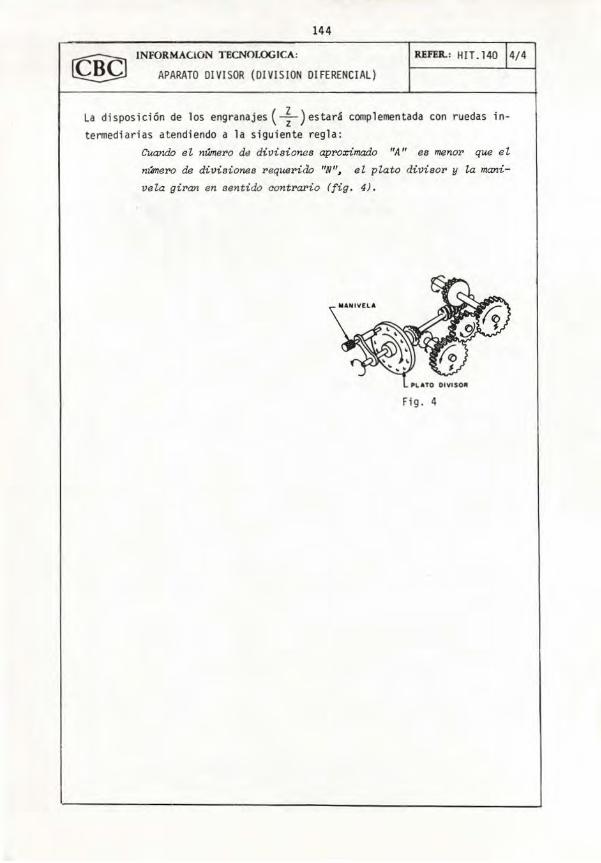
144
INFORMACION TECNOLOGICA: REFER.: HIT. 140 4/4
APARATO DIVISOR (DIVISION DIFERENCIAL)
La disposición de los engranajes (+)estará complementada con ruedas in
termediarias atendiendo a la siguiente regla:
Cuando e Z. númez>o de divisiones aproximado "A" ea menoz> que e Z
número de divisiones z>equez>ido "N", el pZato diviaoz> y Za mani
vela giz>an en sentido aontz>Ql'io (fig. 4).
Fig. 4
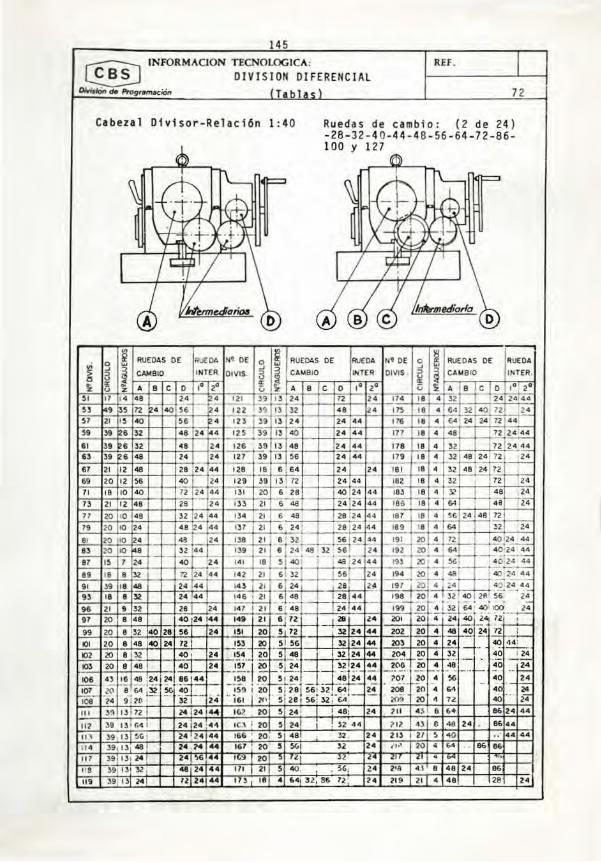
145 ~ INFORMACION TECNOLCXilCA:
~ DIVI SION DIFE REN CIAL OM•/Ótl de Programación T
R.Ef .
72
Cabezal Divisor -Relación 1:40 Rued as de cambio: (2 de 24) -28-32-40-44 - 48-56 - 64 - 72 - 86-100 y 127
~ RUEDAS OE RUEDA Nt OE o ~ RUEDAS OE RUEDA Nt DE o ~ RUEDAS DE RUEDA .; o "' ..J "' _J ..J ~ j ~ 5 " CAMBIO INTER DIVIS " CAMBIO INTER OIVIS . ~ CA MBIO INTER.
o u u
~ ~ : 1º 2º a:
1º 2º ¡:¡ ?i 1° 2° z A B e o ¡:¡ z A 8 c D A 8 c D SI 17 14 48 ~~ t24 ~ 39 13 24 n 2 4 174 18 4 32 1 24 24 144
5'S 49 35 n ~4 40 56 24 12Z 39 13 32 48 2 4 175 18 4 64 32 40 · 72 2 4 57 21 15 40 56 24 t 23 i 39 13 24 24 44 176 18 4 64 24 24 n 44
59 39 26 32 48 24 44 IH~!~ 13 40 2 4 4 4 177 18 4 48 72 24 44 -61 39 26 3 2 48 24 126 39 13 48 2 4 4 4 11!_ .J._8 4 32 • 72 24 44 63 39 26 48 24 2 4 127 39 13 56 2 4 44 179 18 4 32 48 2 4 72 24
6 7 21 12 48 28 24 44 128 18 6 64 24 2 4 181 18 4 32 48 24 72 1
69 20 12 SS 40 24 129 39 13 72 2 4 44 182 18 4 32 1 72 24
71 18 10 40 72 24 44 131 20 6 28 40 24 44 183 18 4 32 48 124 201-24' 133 '21 --- - -- - ~ 73 21 12 48 s 48 24 24 4 4 186 18 4 64 48 24
77 20 10 48 32 124 44 134 21 ' s 48 28 24 44 187 18 4 SS 24 48 72
79 20 10 24 49 lz4 44 137 21 6 24 28 24 44 189 18 4 64 32 24 --__;_c.- -81 20 110 24 48 24 138 21 s 32 5S 24 ~ 191 20 4 72 40 !2~~
_;j 21
__ ,__,,_ 19~:~~ 83 20 flO 48 32 44 6 24 48 3~- 5S ·- 24 - 40 24 44 . - ·· --·-
87 15 1 24 40 24 18 5 4() 48 24 44 193 20 4 56 40 24 44
14 2 21 s i 32 • - .. Q:·--'-
89 18 8 32 n 24 ~4 1 s6 ' 24 ~. ~-~~ --~ 2~~~ 91 J9 18 48 24 4 4 '143~21. 6 1 24 1 28 2jl 1 9~i 4 l 24 ! j •o 24 44 93 18 8 32 24 4 4 146 1 21 6J 48 J 1 28 44 19e 20 " 32 40 211 • 56 -- 24 -- - ..__ ·-o- . . -96 21 9 32 28 24 ¡;¡;- 21 6-! 4-'R ! 24 4 4 199 ~ ~[~4 ~ ~. ~-~ ·-- . 97 20 8 48 40 24 144 149 21 _.!) 72 ..! 2:8 2 4 201 20 4 24i~J~4c- 72 ,____!.__
~ 20 8 32 40 28 56 24 151 20 _.!l..12- - , 32 24 44 202 20 4 .~ ~' ~ E_.__L_ 101 20 8 48 40 24 72 1 _.!~ ~ S I SS 32 24 44 20'S 20 4 24 =t 4() 4 4:
102 20 8 32 40 ! 24 I~~ .•• ~ ,:_i¡~~~" 44 204 20 4 32 .. 40 -ri;¡ -·- ·- L- - . . - - • · - --=--
I03 20 8 48 40 24 157 ¡ 20 ._~u~ 3_2i~~ 44 2C\G 20 4 48 40 ~ ---· -- ~- - ~ _ , .L.-
106 43 ~ ~l~~i~ · ~rr= 158 20 sL 24 48 24 44 ?01 20 4 56 40 . - ~ ,._. - -¡59 i '20 ~¡ is -;(;: 32,_~f= . --~ - - -·
107 2(1 86'1~ 5( 40 24 208 20 4 64 40 ~ ,_ __ 9 j 7(1 -·· 32 1 24 .. i61 1 2(1 20ií
.. 108 14 5 ! 28 56¡ 32 • &4 20 ., 72. 4() 24
111 3'1 13 72 24 24 1~ I<.?. 20 s 24 ' 1 48! 24 ? 11 4~ 1 8 6+ 86 24 44
111 39 13 1 ('.1 1 24 i24 !4'1 IC;\ ¡ 20 5 24 ! 12 44 ?11. 43 e 48 2 4 86 44
I " 39 13 ~G · '24 12 4 44 166 . 20. 5 481 ::l2 , 24 213 2/ ~ "º •• · 44 4 4
fl 4 39, 131 48 24 .... 44 167 . 20 5 $(, 32 24 , ... 20 4 (,4 .. 86 86
117 39131 24 24 ~6 44 11;3 20 ~ 12 J2 1 l 4 lll ~I ~ .... .,, 1!8 39 13 3.? ' 48 f 24 4 4 171 21 s 40. . 36: 2 4 2111 41 8 4 8 24 86
119 39 13 241 72124 44 173 1 18 4 6 41 3 2, 86 12 : 2 4 21!1 21 4 48 28 24
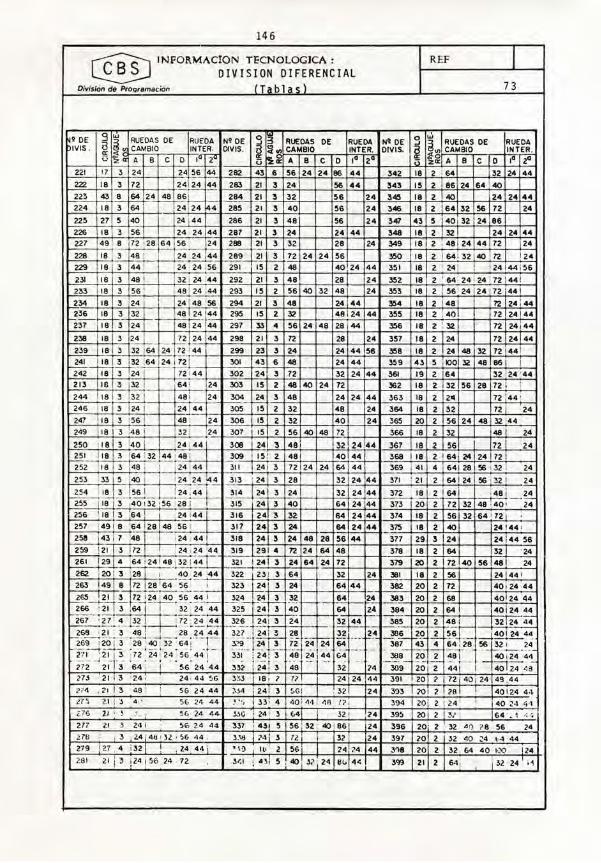
14 6
~ INFORMACION TECNOLOGJCA : ~ OIVISION DIFERENCIAL
OivislOn de Prooramación ( T il b l " e l
REF 1
73
~9 OE ~ !:! RUEDAS DE RUEDA N~ DE 9 3 RUEDAS DE RUEDA lit DE g ~ RUEDAS DE RUEDA b1VIS . lE ~" CAMBIO INTER. OIVIS. O ~u CAMBIO INTER. DIVIS. ~- !j'<1> CAMBIO INTER.
v '!Z ¡¡ A e e D 1° 2" 5 ~ li A e e o 1° 2ª 11: !E~ A e e o 1° 2ª
221 17 3 24 24 56 44 282 43 6 56 24 24 86 44 342 18 2 64 32 24 44
222 18 3 72 24 24 44 283 21 3 24 56 44 343 15 2 86 24 64 40
22~ 43 8 64 2_4 48 86 284 21 :s 32 56 24 :S45 18 2 40 24 24 44
224 18 3 64 24 24 144 285 21 :s 40 56 24 346 18 2 64 32 56 72 24
225 27 5 40 24 44 286 21 3 48 56 24 347 43 5 40 32 24 86
226 18 3 56 24 · 24 44 287 21 3 24 24 44 348 18 2 32 24 24 44 227 49 8 72 ¡ 28 64 56 24 288 21 3 32 28 24 349 18 2 . 48 24 44 72 24
228 1e 3 48 1 24 24 44 289 21 3 12 24 24 56 350 19 2 l 64 · 3 2 40 n l 2•
229 18 3 44T •24 24 156 291 15 2 48 40 24 44 351 18 2 , 24 24 44 i 56
231 18 3 48 I 32 1 24 !44 292 21 3 48 28 24 352 18 z ' 64• 24 I 24 l 12 44
233 18 3 56 ' 148 24 !44 293 15 2 56 40 32 48 24 353 18 2 56124 24 172 44 1
J34 18 3 24 24 148 ' 56 294 21 3 48 24 44 354 18 2 48 72 24 : 44 236 18 ~ 32 481 241 44 295 15 2 32 48 24 44 355 18 2 • 4() 72 2<1 44
237 18 3 2 4 48 fZ,1'44 291 33 4 56 24 48 28 44 356 18 2 : 32 72 24 ¡ 44
238 l 1e 3 24 __ E J 24 44 298 21 3 n za 24 351 re 2 24 12 24 4 4
239 18 3 32 64 24 72 144 299 23 3 24 24 44 56 358 18 2 24 48 32 72 44 241 18 3 32 154 24 72 301 43 6 48 24 44 359 43 5 IOO 32 48 86
242 18 3 24 72 144 302 24 3 72 32 24 44 361 19 2 64 32 124 ' 44 2 13 IG 3 ' 32 641 24 303 15 2 48 40 2<1 72 362 18 2 32 56 28 72 ¡ !
244 18 3 32 48 i 24 304 24 3 48 24 24 44 363 18 2 2'1 72 144 i 246 18 3 24 1 24 44 305 15 2 32 48 24 364 18 2 32 72 24
247 18 3 ' 56 48 : 24 306 15 2 32 40 24 365 20 2 56 24 48 32 44
249 18 3 148 32 ! 24 307 IS 2 56 40 48 72 366 18 2 32 48 24
250 18 3 140 ·2 4 144 ¡ 308 1 24 3 48 32 24 .44 367 18 2 56 72 24
251 118 3 154 132 44 148 1 309 1 15: 2 48 40 44 368 l ra 2 154 24 24 12 252 18 3 48 i : 124 144 311 24 3 72 24 24 64 44 369 41 4 641 28 56 132 24
253 33 5 40 1 i 124 24 4 313 24 3 28 32 24 44 371 : 21 2 64 24 56 132 1 -~ 254 l 18 -~l~_LJ 24 1 ~~ 314 24 3 24 32 24 44 372 18 2 64 ' 48 ¡ 24 2~5 18 l 3 40 132 156 28 1 315 2·4 3 40 64 24 44 373 l 20 2 72 32 48 · 401 ·24 256 ' 18 3 64 24 •44 316 24 3 32 64 24 44 374 18 2 56 32 64 1 72 1
257 !49 1 8 '64 ~~. 56 1 317 24 :s 24 64 24 44 37'5 18 2 40 24 144 •
258 43 1 7 J48 124 . 44 318 24 3 24 48 28 56 44 377 29 :s 24 24 ¡ 44 58
259 121 3 12 24 124 44 :s19 291 4 n 24 64 48 378 18 2 64 :s2 · 24
261 29 4 164 . 24 148 !.32 ¡ 4~ 321 1 24 I :s 24 64 24 12 379 20 2 1 12 40 56 48 24
262 20 1 3 ' 28 1 ·"º 24 ·44 322 -r-23 1 3 64 32 24 381 18 2 56 24 44 1
263 49 8 12 j28 ;s4 -~~--·- ,~ 24 3 24 64 44 _ 382 20 2 12 40124 44
c2._65 l 211~ir.~~~ . 40 ~6-~4_1_ -E~.J~ -~~ ~~ .li~ ~- - 383 20 2 68 40124 44 266 ~ 3 ,64 ~ 32 24 44 325 241 3 40 64 24 384 20 2 64 40 i 24 44
~: ~~~ ~-1* .;: ~~:;-1· ~~- -i~:Y~~! ~~'44 24 ,__: ~~1~H- !~1~: :: L.:~~~ -:20~·~·32-:s4 ¡ ·-_r:_-:- · 3.'iJ~~E J.(~ 1 2~ 64 ___ <=_:' ~l8-C~43 4 -~-~8 ~l3~ 1 ~2~
2;•1 ; 21 ¡ 3 , 72 24 124 56, 44 1 331 i 24 i 3 48 24 44 C4 368 20 2 48 1 40 124 44 272 • 21T :i .64 : • i .. 56. z4 ' 44 332 ! i4l 3 48. -- Í .. 32 24 369 2ol2- 441" .. 1 4012.1 ~ª-21j 211 3 24 · : 24 • 44 56 3:S.S 1 19; 1 71 24 24 44 391 20 2 72 1 40 24 4S ,44
?7'1 .21 1 3 48 t ' 5&2444 ~-.)4 ; 241 3 ~GI . 32 24 393 2012 28 J 40 12444
Z7S ? I : ) 4 1• 5 6 24 44- ~:··, 331 4 40 i '1·1 1 IH) !?, ~94 20 2 : 24 · 1 40 Z4 4-1
¿7(:, 21 • ~ : .• : 56 24 44. .l.>G i 24 I 3 E.4 .!2 1 24 39!> 20 2 ~/ · 64 •. 1 .¡.¡
277 21 3 24 1 56 2.4 4.$ 337 ' 4.ll 5 56 i 32 : 40 ! 86 24 396 20 2 32 4!) ? 8 56 24
276 1 3 24 48 '}2 . 56 44 . ),'olj 2·1 3 7¿ 32 1 24 397 20 2 32 40 ~4 .. 4 44
279 ! 27 , 4 i 32 1 . l 4 44 ; '\ ~ , ll• 2 56 f 24 l 4 44 Yl8 20 2 32 . 64 40 l·X' 124
2s1 21 J 3 124 156 24 72 3t.I ; •~T S. 40 .!?. ¡ 24 ti<.. 4.C 399 21 2 M . i 32 24 1 •1
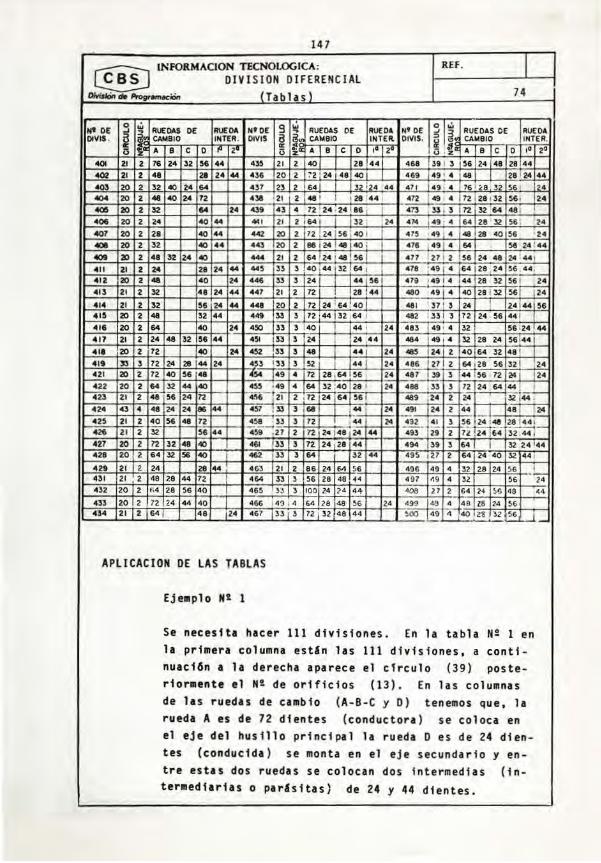
147
@J lNFORMACION TECNOLOGICA: REF. 1 OIVISION DIFERENCIAL
l»MJótt • "'°9ramación ( Ta b 1 a s \ 74
Nf OE o
I~~ RUEDAS RUEDA Nf OE 9 .:. RUEDAS OE RU(OA Nt OE º I ~ RUEDAS DE RUEDA ..J DE
~- 5 ~ • OIVIS . ~ CAMBIO INTER. DIVIS a CAMBIO INTER. DIVIS. CAMBIO INTER.
t;:• A B c o fJ 2• a: ~a A B e o 1• 2• ~ :f.c A B e D 1• 2• ¡; ¡; U • Z
40I 21 2 76 24 32 56 44 435 21 2 40 28 44 468 39 1 3 56 24 48 28 44
402 21 2 48 21 24 44 436 20 2 ~2 24 48 40 469 49 1 4 48 26 • 24 44
403 20 2 32 40 24 64 437 23 2 64 32 i24 44 471 49 i 4 76 1<& • 32 56 1 124
404 20 2 48 40 24 72 438 •21 2 48 ' 1 128 ' 44 1 ~49 · 4 172 28 132 56 · 24
405 20 2 32 64 24 439 43 4 72 124 · 24 86 ' 473 " 1 3 72 32 64 •a ~ 406 20 2 24 40 44 441 21 2 164 32 24 474 49 · 4 64 28 32 56 i ' 24
407 20 2 28 40 44 442 20 2 72 24 l 56 í 40 1 475 • 4'1 1 4 48 28 40 56 ' 24
409 20 2 32 40 44 443 20 2 86 24 148 40 ; 476 49 4 64 56 24 ' 44
409 20 2 48 32 24 «> 444 21 2 64 ! 24 • 48 56 477 127 1 2 56 24 48 24 44 1
411 21 2 24 28 24 44 445 33 3 40 144 32 64 1 478 •49 ¡ 4 64 28 24 56 44 .
412 20 2 48 40 24 446 " 3 24 44 56 479 •49 4 44 28 32 56 1 24
4 13 21 2 32 48 24 44 447 21 2 72 28 44 480 49 4 40 28 i 32 561 24
414 21 2 32 56 24 44 448 20 2 72 24 164 40 481 37 1 3 24 1 24 44 56 415 20 2 48 32 44 449 33 3 12 144 32 164 1 482 ' 33 1 3 72 24 : 56 44
418 20 2 64 40 24 450 33 3 140 44 1 24 483 49 1 4 32 s6 ;24 44
417 21 2 24 48 32 56 44 451 33 3 24 1 24 ' 44 484 49 1 4 32 28 24 56 44
411 20 2 72 40 24 452 33 3 48 4 4 24 485 24 2 40 64 32 48 1
41t '3 3 72 24 211 44 24 4 3 !33 3 52 44 24 4~u._ 64 28 56 32 1 24 421 20 2 72 40 56 48 -,54 49 4 n 28 , 64 156 ' 24 48~ 3 44 :56 . 12 24 24 422 20 2 64 32 44 40 455 •49 4 64 32 ' 40 28 1 24 488 . 33 3 72 24 64 44 . 1
5¡¡ 4.,6- tzi 24 j 64 56
, __ 423 21 2 48 24 n 2 • 72 489 , 24 2 24 32 144 . ,_ 424 43 4 48 24 24 86 44 457 ·" 3 68 : 44 24 491 24 2 44 48 24
425 21 2 40 56 48 72 4$8 133 3 72 1 144 24 02 41 .~ .1~ 24+,48_ 28 1441
- 27 __ ___,_
426 21 2 32 56 44 459 2 r2 24 148 24 44 493 29 2 7l Tz4 f64 32 44 1 4 27 20 2 n 32 48 40 461 33 3 72 24 128 44 494 39 3 64 32 24 44 428 20 2 64 32 56 40 462 33 3 64 32 44 495 127 2 64 24 40 32 44 1
42t 21 l 24 28 44 463 21 2 86 24 M 56 496 49 4 32 28 24 56 .L 431 21 2 48 28 44 72 464 33 3 56 28 48 ~4 497 -,9 4 32 56 24 432 20 2 1;4 28 56 40 465 33 3 100 24 ?4 44 408 27 2 64 24 ~6 48 ,44.
433 20 2 72 24 44 40 466 1 4~ 1 4 64 ?8 48 56 24 499 1~ 4 48 zs 24 56 434 21 2 64 48 24 467 33 3 12 32 48 44 ~00 49 4 40 zs 32 56 .J _ _ ...._ _...._.._._
APLICACION DE LAS TABLAS
Eje11plo Nt 1
Se necesfta hacer 111 divisiones. En la tabla N! 1 en la prh1era columna es Un las 111 divisfones. a cont i-nuaci6n a la derecha aparece el cfrculo (39) poste-rfor•ente el Nt de orificios (13). En las colu11nas de las ruedas de cambio (A-B-C y O) tenemos que . la rueda A es de 72 dientes (conductora) se co l oca en el eje del husillo pr incipal la rueda o es de 24 di en-tes (conducida ) se monta en el eje secundario y en-tre esta s dos ruedas se colocan dos intermedias (in-termedfarfas o parhftas) de 24 y 44 dientes.

148 ~~~~~~~~~~~~~~~~~~~~~~~~""T"~~~~~~~l~""""
DIVISION DIFERENCIAL REF: HIT 1/18 CBS UTILIZACION DEL APARATO DIVISOR CON MOVIMIENTO DIFERENCIAL
Principio fundamental:
Cu ando se hace girar la manivela del divisor (ver fig . l) el e j e principal gira; el plato de agujeros, accionado por R y R' se mueve igualmente. Este último movimiento del plato divisor se denomina diferencial, y el desplazamiento total de la manivela es igual a la suma de los dos movimientos conjugados.
Utilizando este ·mecanismo particular , resulta posible ejecutar con un divisor de tornillo sin fin, de reducción 1/40 6 1/60, divisiones irrealizab les por los métodos de división simple o compuesta . Bastará escoger una división simple rea-1 i zabl e y hacer el cálculo correspondiente a esta división , buscando una relación de número de dientes de engranajes función de la existente entre la división escogida y la división a ejecutar.
ESTABLECIMIENTO DE LA FORMULA
Sea N el número de divisiones a ejecutar, y N' el número de divisiones que podemos obtener por división simple. El movimiento diferencial a producir en el plato es:
Rotación de R
Rotación de R'
= Rotación de A
R = Rotaci6n de R x R' 1 =-ir- X R R'
Esta rotación R' es también la del plato P. Se deduce pues, la relación siguiente:
Rotación de P = ~ X R 'Ir'
40 ir-
40 1f'"
Reduciendo el segundo miembro de la igualdad a común denominador , tenemos:
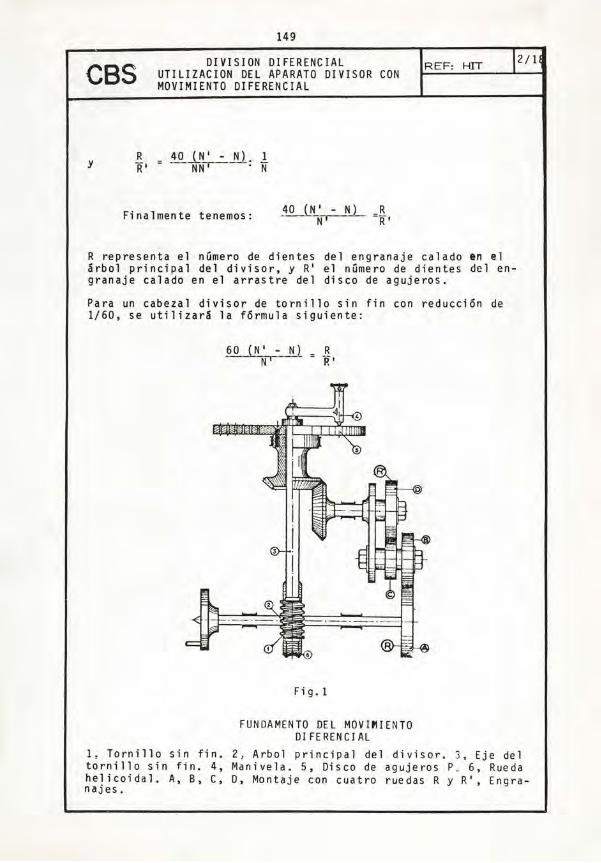
CBS
y R R'
149
DIVISION DIFERENCIAL UTILIZACION DEL APARATO DIVISOR CON MOVIMIENTO DIFERENCIAL
iQ_j_N' - N). l NN Ñ
Finalmente tenemos: _<!Q_j_N' - N) R N -¡p
REF: HIT
R representa el número de dientes del engranaje calado e n e l árbol principal del divisor, y R' el número de dientes del engranaje calado en el arrastre del disco de agujeros .
Para un cabezal divisor de tornillo sin fin con reducción de 1/60, se utilizará la fórmula siguiente:
60(N ' -Nt R N' -P.,
F i g. l
FUNDAMENTO DEL MOVI MIEN TO DI FERENC IAL
2/1
1 , Tornillo sin fin. 2, Arbol principal del divisor. 3, Eje del tornillo sin fin. 4, Manivela. 5 , Disco de agujeros P_ 6, Rueda helicoidal. A, B, C, O, Montaje con cuatro ruedas R y R', Engranajes .
CBS
150
DIVTSION DIFERENCIAL UTILIZACION DEL APARATO DIVISOR CON MOVIMIENTO DIFERENCIA L
REF: HIT 13/11
Observación importante . Las fórmulas han s ido establecidas en el supuesto de que el arrastre del disco de agujeros y este mismo disco efectúan identico número de vueltas (igual número de dientes en los dos p iñones cónicos de la figura 1) y, antes de aplicarlas, es indispensable asegurarse de que así es; en caso contrario, que se presenta en algunos divisores modernos , será necesario averiguar la relación de reducción del arrastre y s, como es corriente vale 1/2 , apl i car la fórmula siguiente :
80 ( N' - N) R -- -1¡.-- -- R'
Rue das genera l men te utilizadas en l a división diferencial:
a) Las que se emplean para roscar en e l torno, adaptadas al árbo l principal de l divis o r, cuyo número de dientes se han indicado al tratar del Roscado en el torno.
b) La s ruedas especial me nte estudiadas para la div isión diferencial, cuyos números de dientes son los siguientes:
29 , 34, 37 , 38 , 42, 44, 47, 48, 64 dientes .
c) Trece piñones tomados de la serie utilizada para e l talla do helicoidal. que tienen:
24, 24, 30, 32, 36, 4 0 , 4 5, 50 , 55, 50, 65, 70. eo dientes
Primer e jemplo : Ejecutar un engranaje de 53 dientes (apa rato divisor diferenc i al al 1/40). Escogeremos como divis i ó n s i m p 1 e que puede s e r ejecutad a : 5 5 . Ten e ino s :
-~ ' - ~º--lN+,.---~J 40 X 2 ~--!)J-
= 80 ?;!)
Div idi endo por 5 e l numerador y el denominador. resu lta:
80 : 5 = 16
55 : 5 = 11
Multip l icando po r 4, para obtener ruedas ex is tentes, tene -mos 64
44
64 d i entes r.a l ada en el árbo l principal de l divisor; 4 4 di ent es r.~lada en el arrastr e de l olato de agujeros.
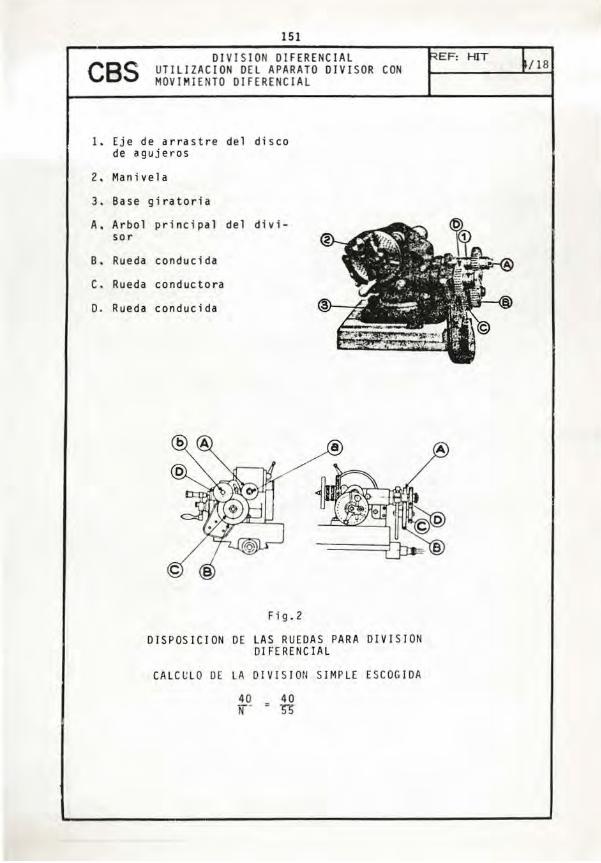
151
CBS DIVISION DIFERENCIAL
UTILIZACION DEL APARATO DIVISOR CON MOVIMIENTO DIFERENCIAL
l. Eje de arrastre del disco de agujeros
2. Manivela
3. Base giratoria
A• Arbol principal del di vi-sor
B. Rueda conducida
c. Rueda conductora
D. Rueda conducida
Fig.2
DISPOSICION DE LAS RUEDAS PARA DIVISION DIFERENCIAL
CALCULO OE LA DIVISIOU SIMPLE ESCOGIDA
40 40 tr • =n
EF: HIT /18

152
CBS DIVISION DIFERENCIAL REF: HIT ~/18 .
UTILIZACION DEL APARATO DIVISOR CON M0- 1--~~~~~"----t VIHIENTO DIFERENCIAL
Dividimos los dos términos por 5 y tenemos:
40 : 5 = 8
55 : 5 = 11
Multiplicamos ahora el numerador y el denominador del Oltimo quebrado por 3, y resulta:
8 X 3 = 24
11 X 3 = 33
O sea, una rotaci6n de 24 intervalos en la circunferencia de 33 agujeros
Ejecutar una circunferencia de 177 agujeros con un cabezal divisor diferencial, al 1/40. Divisi6n escogida: 180
R R'
4_Q_~_J_1ª_D_:_)]JJ_ = 130
40 X 3 ·--nro 120
180
Multiplicando por 16, obtenemos ruedas existentes:
R = 32 R' 4-rr
CALCULO 0[ LA DIVISION SIMPLE ESCOGIDA
40 tC
40 TSo
2 3
DiviJimos por 20 el numerador y el denominador y tenemos:
40 : 20 = 2
180 : 20 = 9
Ahora multiplicamos por 3 los dos términos de este Ol timo quebrado, y resulta:
2 X 3 = 6
Y X 3 = 27
O sea, una rotaci6n de 6 intervalos en la circunferencia de 27 aguj eros
CBS
153
DIVISION DIFERENCIAL UTILIZACION DEL APARATO DIVISOR CON MOVIMIENTO DIFERENCIAL
Observaci6n:
REF: HIT
Es necesario considerar, en la divisi6n diferencial, el signo algebraico del resultado (suma algebraica de los movimientos). Por este dispositivo, el movimiento dado al tornillo sin fin tiene por consecuencia el hacer girar en el mismo sentido inverso el plato divisor de un arco que, según sea aquel sentido añadirá o restará una o varias divisiones de la divisi6n simple escogida. Para restar una divisi6n, el plato divisor girará en el mismo sentido que la manivela, y en sentido contrario para añadir una. Para modificar el sentido de giro del plato, basta añadir un engranaje intermedio de cualquier número de dientes.
Siempre interesa limitar los juegos del movimiento diferencial haciendo girar en sentido inverso la manivela y el plato de agujeros, para lo que deberá escogerse una división simple menor que la que hay que ejecutar.
Tercer ejemplo: Ejecutar una divisi6n de 98 partes iguales con un divisor de reducci6n 1/40 en su tornillo sin fin. Divisi6n escogida: 96
Tenemos:
R 40 (96 - 98) 40 (-2) 80 5 :: ----
R' 96 96 96 6
Multiplicamos por 8 los dos términos de la última fracción, y tenemos:
5 x 8 = 40 R Arbol principal - -- - ----------6 x 8 = 48 R' Arrastre del plato
La diferencia - 2, entre la división escogida y la división a ejecutar, al ser negativa, indica que el plato de agujeros deberá girar en sentido inverso que la manivela, ~o que se conseguirá mediante la adici6n de un engranaje intermediario de cua l quier número de dientes.
CALCULO DE LA DIVISION SIMPLE ESCOGIDA
CBS
154
DIVISION DIFERENCIAL UTILIZACION DEL APARATO DIVISOR CON MOVIMIENTO DIFERENCIAL
REF: HIT
Dividimos por 8 los dos tErminos de esta fracci6n, y tenemos:
40 : 8 = 5
96 : 8 = 12
Ahora multiplicamos por 2 el numerador y denominador del último quebrado, resultando:
5 X 2 = 10
12 X 2 = 24
O sea, una rotación de 10 intervalos en la circunferencia de 24 agujeros.
En el caso de que la relación de engranajes encontrada no pue da realizarse con dos ruedas, tendrá que recurrirse a un monta je con cuatro ruedas que se calcularán, al igual que en un tor no paralelo, poniendo:
R Ax C A calada en el frbol principal del divisor. - ::::::- ---R' B x D D calada en el ~je del arrastr~ del disco de agu-
jeros.
OTRO METODO DE CALCULO
l. Escoger una divisi6n cualquiera bastante aproximada a la divisi6n a obtener.
2. Dividir el número auxiliar, anteriormente escogido, por 40 (reducción del tornillo sin fin del divisor) . El cociente representará una fracci6n del número de dientes del piñón a montar en el arrastre del disco de agujeros.
3. Restar del número escogido el número de divisiones que se desea ejecutar . La diferencia determinará la f r acción del número de dientes del piñón a montar en el árbol principal del divisor.
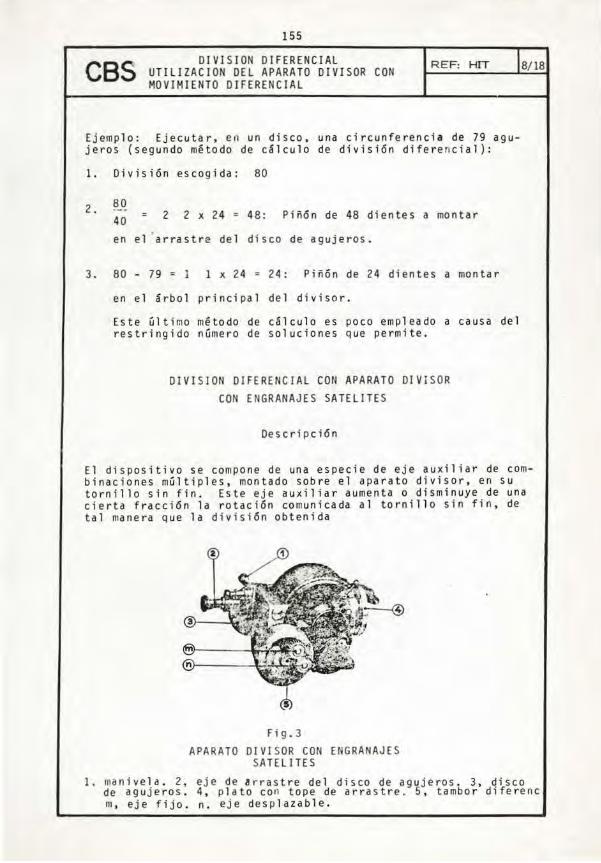
155
CBS DIVISION DIFERENCIAL
UTILIZACION DEL APARATO DIVISOR CON MOVIMIENTO DIFERENCIAL
REF: HIT
Ejemplo: Ejecutar, en un disco , una circunferenci a de 79 agujeros (segundo método de cálculo de divisi6n diferencial):
l. Divisi6n escogida: 80
2. 80 40 2 2 X 24 = 48: Piñón de 48 dientes a montar
en el ' arrastre del disco de agujeros.
3. 80 - 79 = 1 x 24 = 24: Piñ6n de 24 dientes a montar
en el árbol principal del divisor.
Este último méto do de cálculo es poco empleado a causa del restringido número de so luciones que permite.
OIVISION DIFERENCIAL CON APARATO DIVISOR CON ENGRANAJES SATELITES
Des c r i p ció n
8/18
El dispositivo se compone de una especie de eje auxiliar de combinaciones múltiples, montado sobre el aparato divisor, en su tornillo sin fin. Este eje auxiliar au menta o disminuye de una cierta fracción la rotación comunicada al tornillo sin fin, de tal manera que la división obtenida
F i g . 3
APARATO DI VISOR CON ENGRANAJE S SATELI TES
l. mani vela. 2, eje de arrastre del disco de agujeros. 3, disco de agujeros. 4, plato con tope de arrastre . 5 , tambor diferenc m, eje fijo. n. eje desplazable.
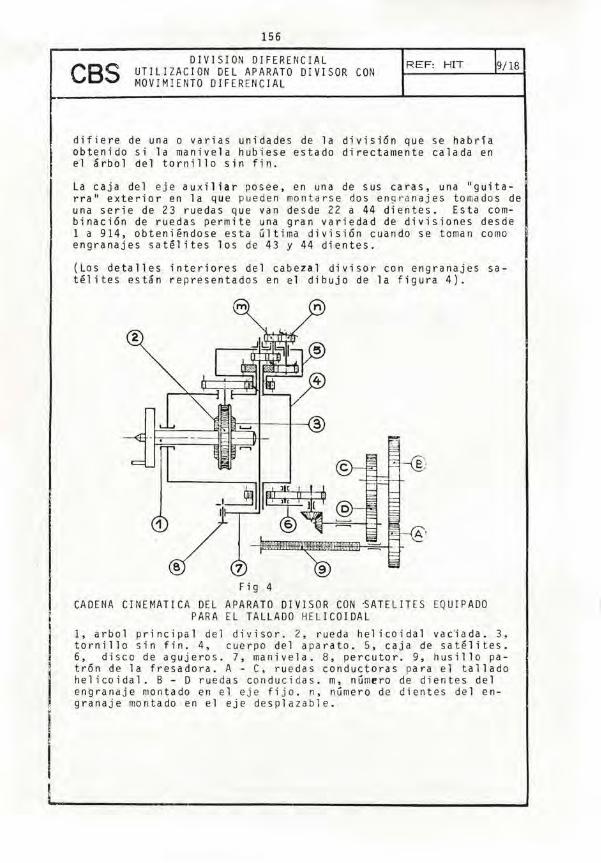
CBS
156
DIVISION DIFERENCIAL UTI LIZACION DEL APARATO DIVISOR CON MOVIMIENTO DIFERENC IAL
REF: HIT
difiere de una o varias unidades de la divisi6n que se hab ría obtenido si la manivela hubiese estado directamente calada en el árbol del tornillo sin fin.
9/18
La caja del eje auxi l iar posee, en una de sus caras, una "g uitarra" exterior en la que pued en montarse dos en gra najes tomados de una serie de 23 ruedas que van desde 22 a 44 dientes. Esta combinación de ruedas permite una gran variedad de divisiones desde 1 a 914, obteniéndose esta última división cuando se toman como engranajes satélites los de 43 y 44 dientes.
(Los detalles interiores del cabezal divisor con engranajes satélites están representados en el dibujo de la fig ura 4) .
m n
Fig 4 CADENA CINEMATICA DEL APARATO DIVISOR CON ~ATELITES EQU IPADO
PARA EL TALLADO HELICOIDAL 1, arbol principal del divisor. 2, rueda helicoidal vac·iada . 3, tornillo sin fin. 4, cuerpo de l aparato. 5, caja de satélites. 6, disco de agujeros. 7, manive la. 8, percutor . 9, husil l o patrón de la fresadora. A - C, ruedas conductoras para el tallado helicoida l. B - O ruedas con duci das . m, número de dientes del engranaje montado en el eje fijo . n, número de dientes del engranaje montado en el eje desplazable .

157
CBS DIVISION DIFERENCIAL
UTILIZACION DEL APARATO DIVISOR CON MOVIMIENTO DIFERENC I AL
FORMULA DE UTILIZACION
VALOR DE LOS SIMBOLOS
a = Número de intervalos a pasar en el disco
b = Número de agujeros de 1 a circunferencia do.
N = Número de divisiones a efectuar.
m = Número de dientes oel engranaje montado
n = Número de dientes del engranaje montado
EJEMPLOS
REF: HIT
de agujeros .
del disco escogí-
en el eje fijo .
en el e je móvi 1.
Pimer caso. División superior a 472 (utilización de los dos engranajes más pequeños, de 22 y 23 dientes). En efecto:
10 (23 + 22) + 22 = 472
Tomemos N = 577, por ejemplo .
CALCULO DE A, B, M y N ~ __ ñi4 _10 _, m + n )_+ _ _ n En la fórmula : u ~~ , suponemos 1 a
última fracc ión ig ual a la un i dad, es decir, ·a ~i, teniendo
entonces: iO (m + n) + n = 577. Puesto que 10 (m + n) es un múltiplo de 10, para que se verifique que la última igualdad es necesario, en nuestro ejemplo, que n termine en 7, y como, por otra parte, ha de estar comprendido entre 22 y 44, no puede ser más que 27 ó 37.

CBS
Tomamos n
de donde:
158
DIVISION DIFERENCIAL UTILIZACION DEL APARATO DIVISOR CON MOVIMIENTO DIFERENCIAL
REF: H IT
27 . Pasando + n al segu ndo miembro, tenemos :
lO(m+n)
m + n 550 TO
577 - n = 577 - 27 = 550
55
2 T4
m = 55 - 27
l ..,- 3 n
28
Se avanzará n, pues, 3 interva l os en l a ci r cunferencia de 21 agujeros .
Sequndo caso. Divisi6n inferior a 472 . Siendo 472 el valor
minimo del numerador del quebrado lO (m + N n) + n
1/18
según hemos visto en el caso ante r ior, para que este quebrado lo podamos suponer igual a la unidad es preciso que su denominador sea igual o superior a 472. Si el número de divisiones N es inferior a 472, podemos multiplica r N por un número tal que el producto sea mayor que 4 72 , a condici6n, para no alte rar el val or de la f6 r mula, de que en el quebrado 4 multipl i-
m quemos s u numerador 4 por el mi smo número.
En el caso de N = 323, multiplicamos por 2 y tenemos:
d
o
Tomamos n =
10
m + n =
26:
8 m
(m +
620 10"
a b
X
n)
10 'm + n' + n __ _\..!_Eí46.!!..L--
= 646 - 26 = 620
62 m = 62 -
8 2 6 .3'6 ·g- 27
26 36
Tendrán que avanzarse 6 intervalos en la circunferencia de 27 agu.jeros .
CBS
159
DIVISION DIFERENCIAL UTILIZACION DEL APARATO DIVISOR CON MOVIMIENTO DIFERENCIAL
FORMULAS AUXILIARES
REF: HIT 11211
Varias fórmulas sencillas están igualmente a nuestra disposición para efectuar divisiones, de una parte, de números cualesquiera, de 1 a 83 y, de otra parte, de números pares de 86 a 128. Hay, en efecto, algo notable a señalar para estos diferentes números: ello es que basta despl~ar la manivela de un número entero de vueltas. La maniobra resulta, pues, muy fácil y se elimina toda posibiliaad de error.
Primer caso . Números cualesquiera comprendidos entre 62 y 83, o sea, entre 40 + 22 y 40 + 43. Escoger m = 44 dientes y ejecutar una vuelta completa de manivela. Operamos de forma equivalente a utilizar una serie de aparatos divisores con diferentes reducciones, variando desde 1/62 a 1/83 .
1 = 1 Fórmula a emplear: Ñ 40+-n
Ejemplo: N = 72;
n = 32 dientes.
1 T'l
1 4o+n
Especificamos que , para cada división en que se aplique esta fórmula, el número de dientes del engranaje m será siempre 44.
Utilizando m = 44 y n = 32, daremos una vuelta completa a la manivela para cada división . Si tuviésemos un número de divisiones múltiplo de 72, escogeríamos una circunferencia de agujeros cuyo número de los mismos sea múltiplo exacto del factor que multiplique a 72 .
Segundo caso. Números cualesquiera comprendidos entre 2 y 62 .
Escoger m = 44 dientes, utilizando la misma fórmula del caso anterior .
En este caso, nos encontramos con números demasiado pequeños para poder satisfacer el denominador del segundo quebrado de la fórmula.
Ejemplo: Ejecutar 11 divisio ne s.
. 1 d . 1 d . 1 Vemos lnmediatamente que N , es ec1r i-i , no pue e lgua ar
al denominador del · Segundo quebrado . Multi plicaremos 11 por un número tal que el múltiplo resultante pu eda sat i sfacer 1 ~ñ , para m = 44.
lcss 160
Df VISION DIFERENCIAL UIILIZACTON DEL APARATO DIVISOR CON MOVIMIENTO DIFERENCIAL
REF: HIT
El factor por el que se ha multiplicado 11 indica el número de vueltas co mp letas a da r a la manivela para cada divisi6n. Tomando 6, tendremos:
n = 26.
Utilizan do m = 44 y n = 26, para cada división daremos 6 vueltas completas a la manivela.
Tercer caso . Números pares comprendidos entre 86 y 128.
Fórmula a emplear: l Ñ
1 40+2n
Para cada divisi6n en que se emplee esta fórmula, el número de dientes ~el engranaje m será siempre 22.
Ejemplo: Ejecutar 96 divisiones.
l ~6 40 + 2n de donde n = 96 - 40 -z- 28
Uti l izando m = 22 y n = 28, para cada división daremos una vuelta completa a ia manivela. Si tuviésemos que ejecutar un número de divisior.es múltip lo de 96, escogeríamos una circunferencia de agujeros cuyo nOrnero de los mismos fuese múltiplo exacto del facto r que mu l tiplicar~ a 96.
Cuar to caso. En los ejemplos relativos al primer y tercer caso, hemos hecho notar que podíamos encontrarnos con números de divisiones a ejecutar, múltip los del ejemplo escogido . El múltiplo puede descomponerse, entonces, en un producto de dos factores: uno que sea submúltiplo del número de agujeros de una circunferenci3, y el otro comprendido entre 62 y 83, s1 es un número cual quiera, o comprendido entre 86 y 128 si es un número par .
Ejemplo : Ejecutar 273 divisiones_ descompon i endo 273 en sus factores primos, resulta que:
273 = 3 X 7 X 13 Ó 21 X 13
Supong amos, de momento , que tenemos que ejecutar 21 divisiones_ Aplica~os el segundo caso, mu ltiplicando N por 3.

lul ~~~~~~~~~~~~~~~~~~~~~~-r~~~~~...,..I ~...,
O!VISIOlll DIF ERE NCIA L REF : H I T 14/1 CBS UTILIZACION DEL APARATO Dl\'l ~ O R CON ,, MOVl~IENTO DIF ERENCIAL
Tenemos:
y
n : 23.
Utilizando m: 44 y r. : 23, tenemos que dar 3 vueltas completas a la manivela para cada una de las 21 divisiones , oero nosotros queremos dividir en 273 partes iguales, o sea, 13 veces más . Para lograrlo debe r emos escoger un disco de agujeros, una de cuyas circunferencias los tenga en número múltiplo de 13. Tomamos, por ejemplo, la circunfe r encia de 39 agujeros . Al dar tres vueltas a la manivela, vemos pasar:
39 agujeros x 3 = 177 intervalos, para dividir en 2i partes iguales.
Para tener 273 divisiones, es decir, 21 x 13, el desplazamiento de la manivela deberá ser :
117 intervalos -----n----- 9 intervalos
a b
9 3~f con m = 44 y n = 23
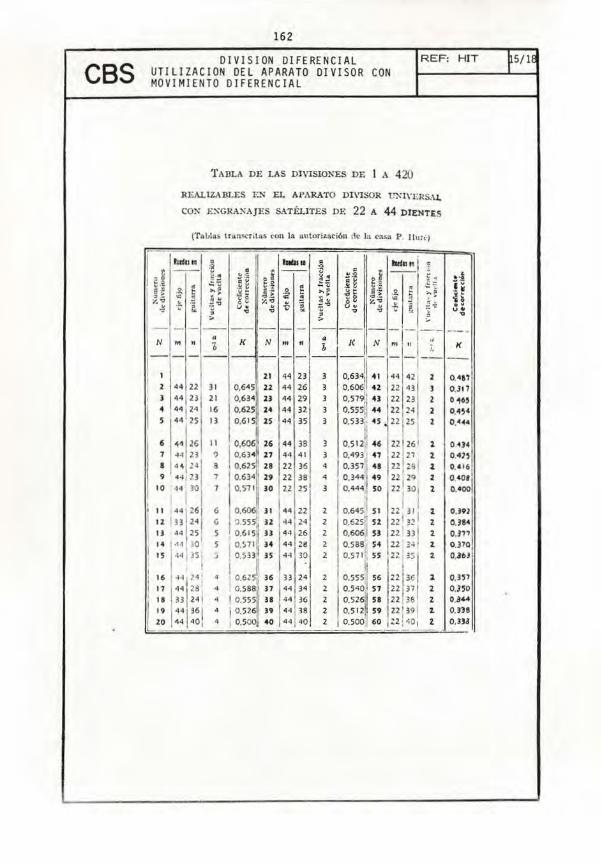
CBS
162
DIVISION DIFERENCIAL UTILIZACION DEL APARATO DIVISOR CON MOVIMIENTO DIFERENCIAL
REF: HIT
TABLA DE LAS DJVISIOKES DE 1 A 420
Rfü\LIZADLES E:-J EL APARATO DIVISOR u~:xn:Rs.u.
CO!\" J::XGRA):A]J(S SATÉLITES DE 22 A 44 DIENTES
(Tablas tran~rit~s ('(m In autori7..aC'i6n :te la casa P. Jlur\·J
hd111t
i~ .... , > ... ~..,
;; . :..
bd111e j ~ ::
o e 1 ~ · .. 2 .f =t n -~ g .... z~ I;; !! f~
¡; :..
'O ~ ~ 1·
; ¡:--:- % -;;-;;-:: ~ T~ -;;-:1:-¡~- -·;· 1- 1 ¡- -i--·-,-:-: ~ -3- 0,634ll~: :~-~ 04&' 1
2 44 22 31 0,645 22 44 26 3 0,606¡ 42 22 431 l o:JI 7 1 ) 44 23 1 21 0,634 2) 44 29 3 0,579,¡ 43 22 23 2 o 165
1
4 44 124 16 0,625 24 44 32 3 0.555:, 44 22 24 2 0.45•
s 144 , 25 , 13 o.615N 25 44 35 3 o.533i: 45 ,1
22 25 ! 2 o.•o
6 44 26 11 0,606, 26 44 38 3 0.512 ¡ 46 122 261 2 0 134 1 7 44 23 9 1 0.634~ 27 44 41 3 0,493 47 22 21 2 0.425
¡ • 144¡2• ! 8 0.625~ 28 22 36 4 0.35711 1• j 22 ~ 2g , 2 º·"·
9 14 23 j 7 0,634, 29 22 38 4
1
0,344 49 22 , 29 2 0.40f 1 o 44 10 1 o.511 lO 22 25 3 0.444, 50 22 10 1 2 o.•oo
' 1 1 ' 1 1 : 11 44 26 1 6 0.606, )1 44 22 2 0.645 51 22 31
1 2 0.)1>2
12 l 33 124 6 'l 555 32 44 24 2 0.625'i' 52 22 ! 32 I 2 0.3S4 1 J •4 25 5 0.615, u 44 , 26 2 o.606. SJ 22 n 1 2 o.3n 14 1·'1 30 5 0,511 J4 44 28 2 0.588 54 22 ; 34 ! 2. 0.37Q
: 1 S ¡ 44 35 : 5 1 0.533
11
J5 44 3~ 2 0,571 ¡' 55 122 d5 2 O,J6J
1 16 44 24 . • 0.625¡¡ 36 33 24 2 0.555 56 22 36 2 0. 357
li 11 ¡ •4 2s, 4 o.588
1
1 n 44 34 2 o.5•o1
51 22 31 2 o.Ho
l 1 s H z• I • 1 o.555~ 38 •• 36 2 o.526j sa 22 38 2 o.a ... 19 144 36 1 • ¡ 0.526 39 44 38 2 0,5121 59 221391 2 0. 339 20 44 40 ~ ¡ o.sao 10 44 40 2 o.5oo 60 22 ! ~0 1 t o.na
. . - . -
~5/H
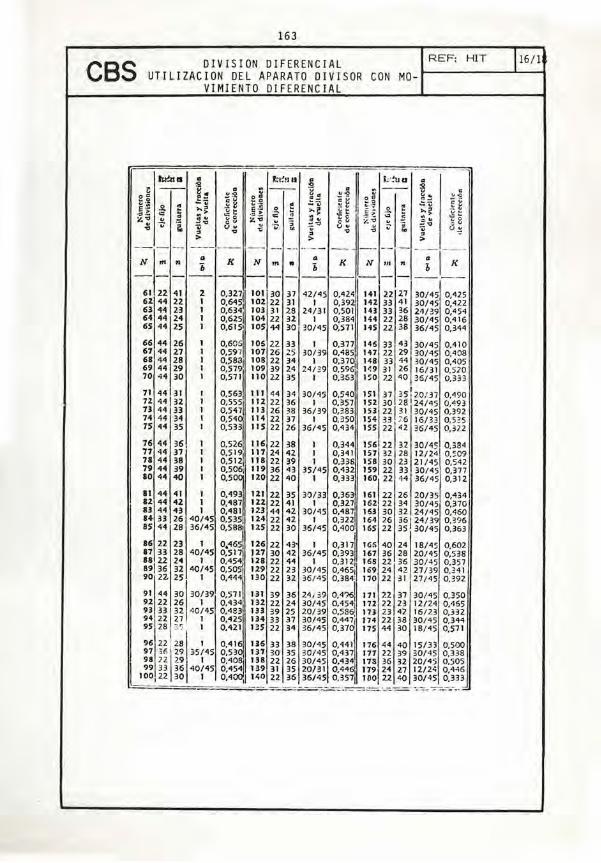
CBS
163
DIVISION DIFERENCIAL UTILIZACION DEL APARATO DIVISOR CON MO
VIMIENTO DIFERENCIAL
REF: HIT
61 22 41 62 44 22 63 44 23 64 44 24 65 44 25
66 44 26
~~'~ ~~ 69 44 29 70 44 30
71 44 31 72 44 j 32 7J 44 33 74 44 34 75 44 35
76 44 36 '77 44 37 78 44 38
2 1 1 1 1
' 1 1 1 1
0,327¡ 101 30 37 42/45 0,424 0,6'151 102 22 31 1 0,392 0,6341 103 31 28 24/31 0,501 0,625 104 22 32 1 0,384 0,615• 105 44 30 30/45 0,571
0,60~1 106 22 33 1 0,377 145 33 43 30/45 0,41 o 0,59~ 107 26 Z5 30139 0,485¡ 147 22 29 30/45 0,408 o,58a1 108 22 34 1
00 .. 3
5910.
61 148 33 44 30/45 o,405
141 22 27 142 33 41 143 33 36 144 22 28 145 22 38
30/45 30/45 2'1/39 30/45 36/45
0,425 0,422 0,454 0,416 0,344
0,571 110 22 35 1 0,353 1~0 7..2 40 36/45 0,333 o,579'
1
109 39 24 24n9 1~9 31 26 15131 o.s20
0,5631 111 44 34 30/45 0,540 15 1137 35120/37 0,4901
0.555 112 22 36 1 0,357 152 30 2g 24/45 0,493 0,547 113 26 38 36/39 0,383 151122 ¡ 31 30/45 0,392 0.54~ 114 22 31 1 o.350 154 33 ~6 15n3 o,535 0.53:1 115 22 26 36145 0,434 155 22 42 36/45 0,37.2
o,519¡ 111 24 42 1 o,341 1s1 32 28 12124 o.~09
1
794439 80 44 40
11 44 41 12 44 42
1 1 1 1 1
1 1 1
0,526, 116 22 38 1 0,344 156¡ 22 32 30/45 0,384
0,512, 118 22 39 1 0.336 158 30 23 21/45 0,542 o 506, 119 36 43 35/45 0,432 159 22 33 30/45 0,377 o'.s~' 120 22 40 1 o,H3 160, 22 44 36/45 o.312
0,493 121 22 35 30/33 0,363 16 1 22 26 20/35 0,434 0,487 122 22 41 1 0,327 162 22 34 30/45 0,370 o,481 1.u 44 42 30145 0,487 163 30 32 24/45 0,460 0,535 124 22 42 1 0,322 164 26 36j 24/39 0,3?6 O 588, 125 22 30 36/45 0,40C, 165 22 35 30/45 0,363
1
13 44 43 14 33 26 85 44 28
86 22 23 87 33 28 18 22 24 89! 36 32 90 22. 25
40/45 36/'45
1 40/45
1 40/45
1
0:465 126 22 43 1 0,317 1G5 40 24 18/45 0,602 0,517 127 30 42 36/45 0,393 167 36 28 20/45 0,538 0.45~ 128 22 44 1 0,312 165 22 36 30/45 0.357 0,5051 129 22 23 30/45 0,465¡ 169 24 42 27/39 0,341 0,444 130 22 32 36/45 0.384! 170 22 31 27/45 0,392
9 1 44 30 30/39 0,571 131 39 36 24 / ;;9 0,4?6' 171 7.2 37 30/45 0,350 92 22 26 1 0,434 132 22 24 30/45 0,45411 172 22 23 12/24 0,465 93 33 32 40/45 0,483 133 39 25 20/39 0,586, 173 23 47 16/23 0,332 94 22 27 1 0,425 134 33 37 30/45 0,447¡ 174 22 38 30/45 0,344 95128
1 ~~ 1 0,421 B5 22 34 36/45 0,31Qij 175 44 30 18/45 0,571
96 22 : 2sJ 1 o,41~ 136 33 38 30/45 0,441 176 44 40 15133 o,soo 97 31'> 1 29 35/45 0,53< 137 30 35 30/45 0,437 177 22 39, 30/45 0,338 98 721291 1 0,408 138 22 26 30/45 0,434¡ 178 36 32 20/45 0,505
1 99133 36 40/45 0,454 139 31 35 20/31 0,44§ 179 24 27 1212.; 0,446
1001 22 30 1 0,4001] l'iO 22 36 36/45 0,357j 180 22 40 30/45 0,333 ==:;-====--=====:;;.· -""·::=;...~::..:-=-"-=;;-...:=·~ ·-=-==-=-·..::.-=.=- · ·-;.~ .. -;.---=--~ .... ~
116/1
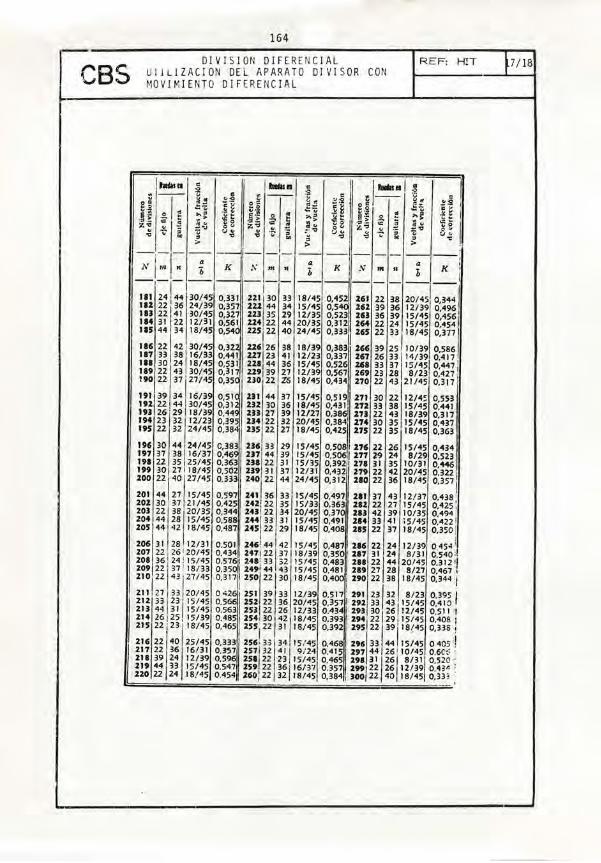
164 ~~----------------------------------,---~----~L--, DIV I SION DI FER EN CIAL R E F : H!T f 7/18 rss lJl lL I ZACION DEL APA RATO DI VIS OR CON
V MOVI MI ENTO DI FER ENC I AL
:". .... , ~ ¡· ..... " 1 ... 11 1 ~11 ºª 1 i~ c,j f ~ -,- 1~ "~ 2~1-- i~ 1 ~~ ! t ·~ " "" ~ ~ r~ ji, • "'i: n r~ s. ~ .. ~ ~ ~ 1
~~ ~ I ~ E~ ~¡¡ z;: ~ ¡ ~ J~ ~~ ~~ ': ~ ~.'! l~ 1 ~ '7 ~ ~ V~ 'V :,, oo ~ 'O ' '::t '¡' ~ ~ '\: '
-::T:-1-:- i -~ :- ~:-r=- i -;-J ~ -=--;:-'T-K- ; --,--¡-~ __ ,_,_ -111 24 44 , 30/'15 0,331 221130 33 18/45 0,452 261 22 38 20/ 45 0,3'14 1 1 u 22 36 24/39 0,351 221 44 34 15/45 0.54( 262 39 36 12139 0,496 . 18J 22141 30/45 0,327 .UJ 35 29 12/35 0,523 2U 36 39 15/45 0,456 '¡ 114 31 22 12/31 0.561 214 22 44 20/ 35 0,312 264 22 24 15/45 0,454 11s 44 34 18/45 o,54C 22s¡ 22 40 24/'45 o,333 265 22 33 18/45 o,377 ¡ 116 22 42 30/'45 0,324 226 26 38 18/39 0,383 266 39 25 . 10/ 39 0,586 117 33 38 16/33 0,441 227, 23 41 12/23 0,337 Z67 26 33 14/ 39 0,'417 IU 30 24 18/45 0,531 221 44 36 15/45 0,52E 2H 33 37 15/45 0,447 1 189 22 43 30/45 0,31~ 229 39 27 12/39 0.567 269 23 28 8/23 0,427 !,
190 22 37 2.7/45 0,35¡ 2JO 22 Z6 18/45 0,434 270 22 43 21 / 45 0,317
19 1 39 134 16/39 0,51 ZJI 44 37 15/45 0,519 271 30 22 12/4! 0,553 19Z 22 44 30/45 0,31 ZJZ ~O 36 18/45 0,431 27Z 33 38 15/ 45 0,44 1 19J 26 ' 29 19¡39 o,44 2n 21 39 12121 o,3861
1 2n 22 '43 18/39 o.317
194 23 32 12/23 0,39 2J4 22 32 20/45 0,384 274 30 35 15/45 0,437 195 22 32 24/45 0,38' 2J5 22 27 18/45 0,4~2 275 22 35 18/45 0,363
19' 30 '14 12'1/45 C,383 2111 33 29 15/45 0,50 27' 22 26 15/45 0,'434 1 197 37 38 16/ 37 0,46~ 2J7 44 39 15/ 45 0.5 217 29 2'4 8/29 0.523 191 22 35 25/45 0,363 ZJI 22 31 15H5 0,392 271 31 35 10/31 0,446 199 30 27 18/45 0,50l 2J9 31 37 12/31 0.43 279 22 42 20/45 0.322 ¡ zoo 22 40 27/45 0,333 240, 22. 44 24/45 0,3 12 ZIO 22 36 18/45 0,357 1
201 44 27 15/ 45 0,597 241 36 33 15/45 0,497 211 37 4 3 12/37 0.438 20Z 30 31 21 /45 0.425 242122 35 15/33 0,363 212 22 27 15/45 0,425 : 20J 22 38 20 /35 0,344 24J I 22 34 20/45 0,37C 21J 42 39 10/ 35 0,'494 . 204 44 28 15/45 0.58S 244, 33 31 15/45 0,491 Zl 4 33 '41 ; 5/ 45 0,422 1 2os 44 42 18/ 45 o.487 245, 22 29 18/45 o,408 zas 22 37 18/ 45 o.3so !
z06 31 29 112131 o.so1 246 44 , 42 15145 0,487 ZH 22 24 , 12/39j 0.454 '1 207 22 26 120/ 45 0, 434 247122 37 18/ 39 0,350 217 31 24 8/3 1 0,540 '
201 36 ¡ 24 ! 15/ 45 0.576 241 ' 33 32 15145 0,483 ZH 22 144 20/ 45 0.312 '1 209 22 37 ' 18/33 0.350 1249 44 43 15/45 0.481 219 27 28 8/27 0,467 :, 21 0 22 43 , 27/ 45 0,3 17 250 22,30 18/ 45 0,40C 1 290 22 38 18/45 0,344 ·f
2 11 127 33 1¡ 20/45 O.<i2E lj 251 39, 33 12/39 0.517 I Z91 23 , 32 8/ 23 0.395 ¡' 212 33 23 15/ 45 0. 56E 252 22 36 20/"!5 0.357 292 33 43 15/45 0.41 0 21J 44 3 1 15/ 45 0.563 ZS:l 22 26 12/33 0 .434 29J 30 26 !2/4 5 0,511 'I 21 4 26 J25 15/39 0.48~ 254 30 42 118/ 45 0.393 Z94, 22 29 15145 0.408 j 215 22 ¡ 23 ' 18/45 0,465 2s s
122 3 1 118/45 0.392 Z9S 22 139, 18{15 0,338 f
216 22 140 25/45 0.333 256 · 33 34 , 15/451 0.468 Z96l 33 44 15/<15 O 405°1 217 22 36 16/ 31 0.357 257, 32 4 1 9 / 24 0,415 Z97 44 2.6 10/45 0.6C'f. ' 218 39 124 12/39 0.596 251 22 23 15/ 45 0.465 291 31 , 26 8/ 31 0.520 " 219 44 33 15/ 45 0,547 ZS9 22 36 '¡ 16/3710.357 z 99¡22 26112/39 0,4 3• ; 220 22 24 18!45 0.454 26Cl¡ 22 32 18/45 0,384 , soo 22 40 18/ 45 0,331 '
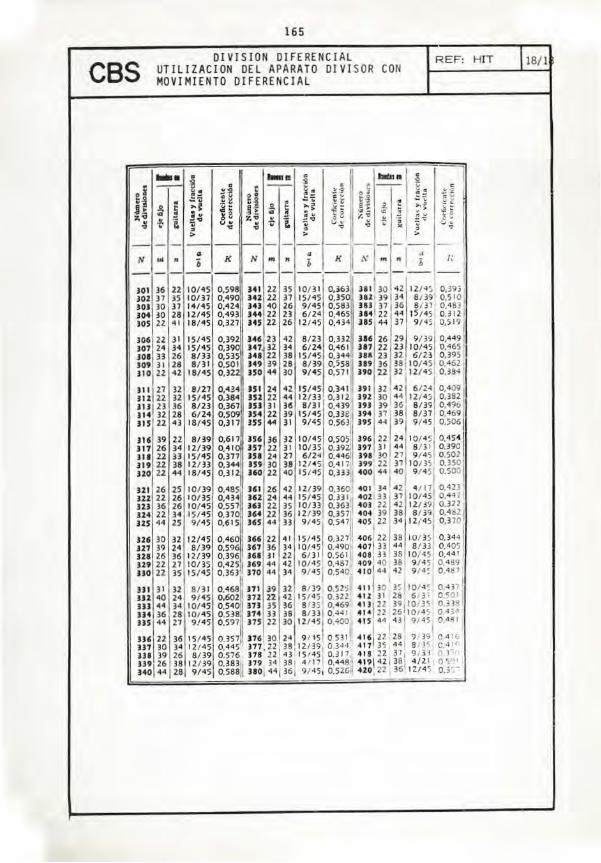
165
CBS DIVISION DIFERENCIAL
UTILIZACION DEL APARATO DIVISOR CON MOVIMIENTO DIFERENCIAL
REF : HIT
.... a " lllaa 11 e bitas 11 e - - ~ o ! :2
O ¡ d • ~s t. -- ~ • ~ :9 º 9 -- -~ ~ .::=E ~t ! .º-· ... :: et a -h ~ i ... ~ ~~ ~~ .SI. :! ;.~ ~: ~~ SI. ~ ,..
z:O - ~V ~ 8 z~ ':: ! :;w ~i z.; ': .~ :; ~ ~ ·~ ~'O u: 'O -;;i 'i. ~'O u~ ~ ., ~ ~
-;: : -: ~ ~ -:-: -:----¡-~1;~1-=- : ~ ---:
-- - .- ,---- - - ¡ JOI 36 JOZ 31 J03 lO 304 30 JOS 22
22 10/45 0,598 J41 22 35 10/31 0,363 UI 30 4 2 12/4~ 1 0.393 35 10/37 0,490 J42 22 31 15/45 0,350 JU 39 l 34 8 / 39 0,510 31 14/ 45 0,424 JU 40 26 9 / 45 0,583 JU 31 36 8 / 37 0,483 ¡1 28 12/45 0,493 J44 22 23 6 / 24 0,465 384 22 41 15 / 45 0, 312 4 1 18/45 0,321 J45 22 26 12/45 0,434 385 44 31 9/ 45 O.Sl9 1
J06 22 31 15/45 0,392 J46 23 42 8 / 23 0,332 Jl6 26 29 9/39 0,449 J07 24 34 15/45 0,39C J47 32 34 6 / 24 0,461 Jl7 22 23 10/ 45 0,465 JOI 33 26 8/33 0,535 JO 22 38 15/ 45 0, 3441 JIR 23 32 6/23 0,395 J09 31 28 8 / 31 0,501 J49 39 28 8 / 39 0,558 389 36 38 10/45 0,462 JIO 22 42 18/45 0,322 JSO 44 30 9/4 5 0,511 J90 '22 32 12/45 0,384
Jl 1 21 32 8/27 0,434 UI H 42 15/ 45 0,341 391 32 • 42 1 6/ 24 0,409 1 JU 22 32 15/ 45 0,381 JS2 22 14 12/ 33 0,312 J92 30 44 12145 0,382 JU 23 36 8/23 0,361 J5J 31 36 8/31 0, 439 39J 39 36 8/39 0,496 ¡ J l 4 32 28 6/24 0,509 JS4 22 39 15/45 O.He¡ 394 31 38 8 / 31 0,469 Jl5 22 43 18 / 45 0,311 355 11 31 9/45 0.5631 J95 44 39 9 / 45 0.506
316 39 22 8 /39 0,611 J56 36 32 10/ 45 0,505 J96 22 24 10/ 451 0,454 JIT 26 34 12/39 0,410 357 22 31 10/35 0,392 397 31 44 8131 0,390 311 22 H 15145 0,317 JSI 24 21 6 / 24 0,446 391 30 21 9 / 45 0,502 319 22 38 12/33 0,344 J59 30 38 12/15 0,417 )99 22 37 10/35 0.3501 320 22 44 18/ 45 0,312 360 22 40 15/ '15 0,33 3,, 4001 '14 1 40 9 / 451 0.500
321 26 25 10139 0.4851 361 26 42 12/39 0,360 401 34 , 42 4/17 0,423 322 22 26 10/ 35 0,434 J62 21 44 15/45 0.331 1 402 33 131 10/ 45 0,44 7 JlJ 36 26 10/ 15 0,551 J6J 22 35 10/H 0,36 3 40J 22 42 12/ 39 0.322 324 22 34 15/ 45 0,370 J64 22 36 12/39 0.3511 404 39 38 8 /39 0,4&2 325 44 25 9/45 0,615 J65 44 B 9 / 45 0,547 40S I 22 34 12145 0,370
)16 30 327 39 JU 26 329 22 JJO 22
331 31 JU 40 JJJ 44 JJ4 36 JJS 44
336 22 337 30 331 39 339126 340 44
32 12/45 0.460 J66 22 41 15/ 451 0.3271 406122 138 10/ 35 0, 344 1 24 8139 0,596 J67 36 34 10/ 45 0,490 101 133 44 8 /33 0,405 1 36 12/39 0,396 J61 31 22 6131 0.561 1 408 1 ll 38 10/45¡ 0,441 21 10/35 0,425 1 169 44 42 10/ 45 0,487 ,. 409, 40 38 9 / 45 0,489 35 15 / 45 0, 363 370 44 34 9 / 45 1 0.540 41 0 44 42 9/ 4~ 0,48 1
11 1 1 1 32 8/31 0 .4681
J71 39 32 8139 0.52S 4 11 30 3S 10/4~ 0.•31 24 9 145 0,602 )72 2'2 42 15145 0.322 4 12 31 28 6 3 ; 0.50' 34 10/45 0,540 373 35 36 8135 0,469 41 ) 1 22 39 110 35 0.33'1 28 10145 0.538' 174 33 38 8/H! 0.4• 1 41• 22 26 101• 5 o .• ,.. 27 9 / 45 0.597¡ 375 22 30 12145 0,400 1 41 5¡ 44 , 43 9 / 451 0,4qJ
36 15 / 45 0. 351 J76 30 24 9 / 15 0 531 11 4161 22 28 9 / 39 0,4 1G 34 12145 0,445 ' 317 22 38 112139¡ 0.3•·1,I 417 35 44 1 8 /35 0,4 1' 26 8139 0.516 318 1 22 43 • 15145 0.317,'l 41 8 22 3·1, 9 / 33 o 3· 38 12139 o.38311 379 34 38 1 4 n1 I 0,448 419112 138¡ 4 121 · osn1 28 9/45 o.588 3901 44 ¡ 36¡ 9/45 , o.52G• 4zo, 22 36 1214:; o.r -
l rn11 B
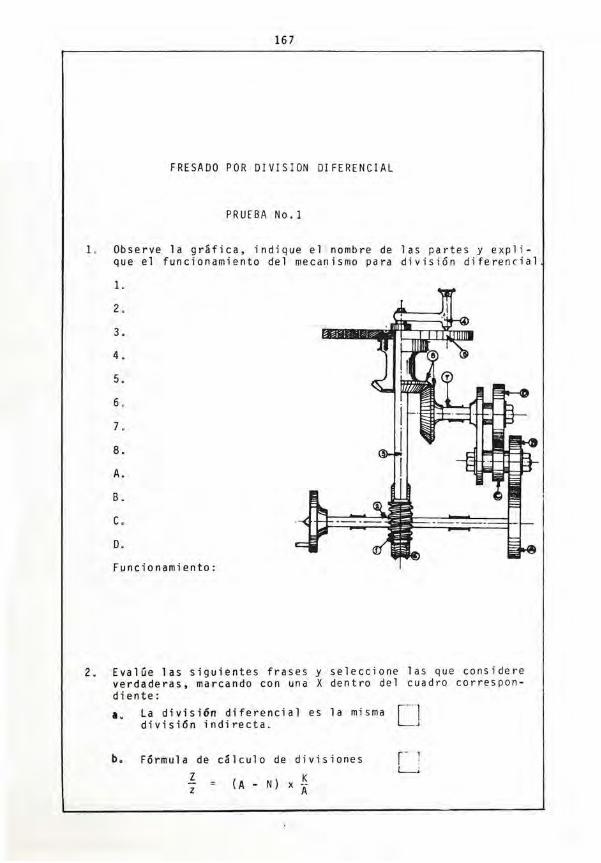
167
FRESADO POR DIVISION DIFERENCIAL
PRUEBA No. 1
l . Observe la gráfica, indique el nombre de las partes y explique el funcionamiento del mecanismo para división diferencial
l.
2.
3.
4.
5.
6.
7.
8 .
A.
B.
c. D.
Funcionamiento:
2. Evalúe las siguientes frases y seleccione las que considere ve r daderas , marcando co n una X dentro del cuadro correspondiente:
••
b.
La división diferencial es la misma divisi6n indirecta.
Fórmula de cálculo de divisiones z z
K {A - N)x·· A
[--¡ __ ¡
163
FRESADO POR DIVISION DIFERENCIAL
Continuación •... PRUEBA No. 1
c. Las ruedas intermedias en un tren de engranajes no alteran el sentido de giro de los ejes.
d. Fórmula de cálculo del tren de engra najes "
z z K (A-N) X A
D
D
e . Si A menor que N el disco y la manive- D la gira n en sentido contrario.
3. Se desea fresar una rueda con 51 dientes calcule:
a. Tren de engranajes por exceso
b. Tren de engranajes por defecto
c. (al-bl) Vueltas de la manivela
NOTA: Relación del cabezal 1/40
Engranajes sugeridos: 24 - 48 .- 54 - 60 - 40 - 50

169
ACTIVIDAD OE APRENDIZAJE No.2
Describir el proceso de ejecución del fresado por divi5ión
diferencial .
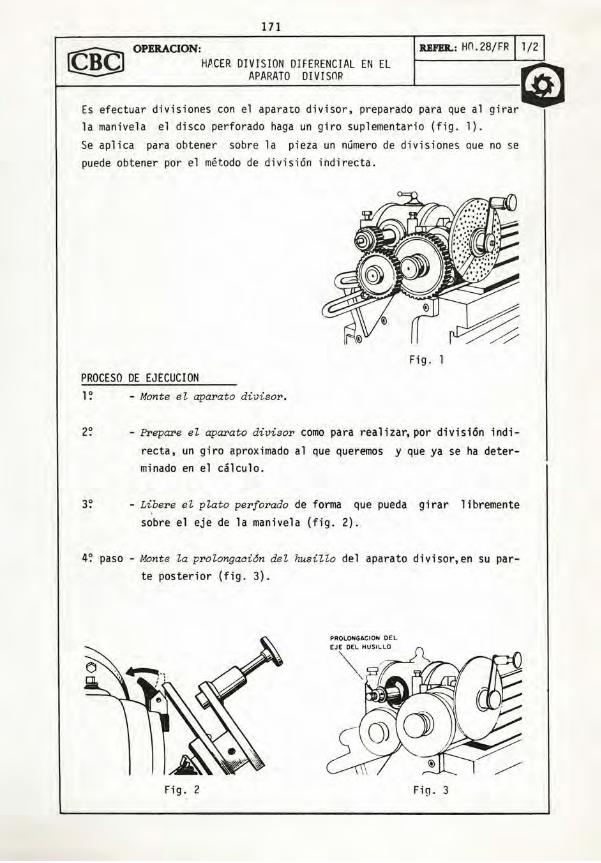
171
® OPERAOON: IU!FER.: H0.28/FR 1/2
HACER DIVISION DIFERENCIAL EN El ,;;:;, APARATO DIVISOR ~
Es efectuar divisiones con el aparato divisor, preparado para que al girar la manivela el disco perforado haga un giro suplementario (fig. l). Se aplica para obtener sobre la pieza un número de divisiones que no se puede obtener por el método de división indirecta.
Fig. l PROCESO DE EJECUCION l? - Monte el aparato divisor .
2? - Prepare el aparato divisor como para realizar, por división indi-recta, un giro aproximado al que queremos y que ya se ha determinado en el cálculo.
3? - Libere el plato perforado de fonna que pueda girar libremente sobre el eje de la manivela (fig. 2).
4? paso - Monte Za prolongación del husillo del aparato divisor,en su parte posterior (fig. 3).
Fig. 2 Fig. 3
172
OPERACION: HACER DIVISION DIFERENCIAL EN EL
REFER.:l (íi .28/FR 12/2
APARATO DIVISOíl
OBSERVAC ION En algunos aparatos, esta prolongación se introduce en el agujero del husillo y se acopla con una chaveta de arrastre. En
otros, se monta roscada en el husillo.
5? - Afon.te el .1> óp011..tC! de engJtruia.jM y el tren calculado.
OBSERVACIONES 1) En este tren el ej e conductor es í a prolongación de1 husillo
del aparato divisor y el conducido es su eje secundario.
2) El número de ruedas intermediarias estará determinado por el giro que debe hacer el plato ~erforado en relació~ al de
la manivela cuando se haga la división.
6? - Monte f.a pi e: a.
7? - Monte fu l11v1.1C.ar.iü•_11ta l.f aü1:éel:i con respecto al material, de acuerdo al traba.jo que se ejecute.
8~ - Ponga la mm ti \'el.11 ~! e.e ccm1piú. en cond i e iones de hacer la primera división.
- Haga eC ca~ t e e t'Ul:ad~· según el trabajo que deba rt.
10? - Haga ta p!UmeltO. CÍÁtq' ~if.11 girando la manivela hasta donde indique el brazo del compás, como si se tratJra de dividir ~or el m~t·ro
indirecto.
OBSERV!\C 1 ON Dado que el plato perforado también girará, debe preverse que el
compás no se desl i ce camhiando su posición.
UOTA Se repito el 9 ~ y 10? paso tantas veces como divisiones debnn
realizars e.
173
FRESADO POR DIVISION DIFERENCIAL
PRUEBA No.2
Complete el listado con las operaciones necesarias para rPalizar un proceso de ejecución de fresado por división diferencial:
l. Montar el aparato divisor
2.
3 .
4. Montar la porlongaci6n del husillo
5 .
6.
7. Montar la herra~ienta y alinear
8 .
9 .
10 . Hacer la primera división
11 . Repetir las operaciones 9 y 10 según número de divisiones a r ealizarse .
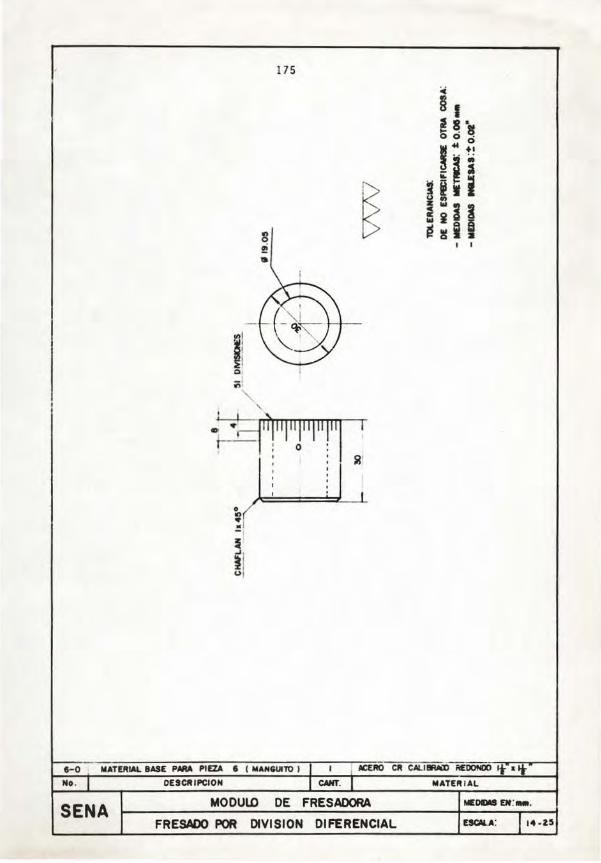
o ., ~ I
8 !! ..
175
6- 0 MATERIAL BASE PMA PIEZA 6 ( MAN$UITO )
No . OIESCRIPCION CAHT.
SENA MODUlD DE FRESADORA
FRESADO POR DIVISION DIFERENCIAL
MATERI AL
,.DDIS at:- .
uc: .. u : 14·2'
177
T A L L E R
OBJETIVO TERMINAL
Dado el plano del ejercicio, una ruta de trabajo previamente
aprobada por el instructor, una fresadora con sus accesorios
y elementos necesarios. usted ejecutará e l fresado por división diferencial, teniendo en cuenta las operaciones, pasos.
materiales, herramientas, equipos y la s normas de seguridad.
Se considera logrado el objetivo terminal, cuando:
La distancia entre las divisiones son igua les.
La long itud de cada división está de acuerdo con el
plano .
La profundidad de la lfnea la hace visible .
La pieza presenta buen acabado .
Se observan las normas de seguridad.