metodologia para resolver el rechazo interno · de la metodología: definir, medir, analizar,...
TRANSCRIPT

METODOLOGIA METODOLOGIA PARA DISMINUIR EL PARA DISMINUIR EL RECHAZO INTERNORECHAZO INTERNO
DMAIC

TEMARIOTEMARIO
ACEROS CAMESADMAICDEFINIRMEDIRANALIZAR MEJORARCONTROLAR

Aceros Camesa es una empresa comprometida en satisfacer lasnecesidades de los mercados locales e internacionales. Este compromiso nos ha convertido en uno de los principales jugadores en la producción de cable de acero de usos múltiples de alta calidad, alambre y cable de alta resistencia en el mundo.
Con experiencia alrededor del mundo, garantizamos disponibilidad del producto y distribución rápida.
ACEROS CAMESAACEROS CAMESA

Beaverton, ORCasper, WY Chicago, IL Houston, TXOklahoma City, OK Pittsburgh, PAHahira, GASt. Joseph, MO
Rosenberg, TXCuautitlan, MexicoVallejo, MexicoLima, Perú
St. Joseph, Missouri - headquartersEmpleados: 313
Sedalia, MissouriEmpleados: 207
Chillicothe, MissouriEmpleados: 132
Kirksville, MissouriEmpleados: 47
Localización de Plantas y Centros de Distribución
Plantas WRCA
Plantas Camesa
Cuautitlan, MéxicoEmpleados: 313
Vallejo, MéxicoEmpleados: 203
Rosenberg, Texas (2 Localidades separadas)Awarco PCSEmpleados: 36 Empleados: 17

CERTIFICADOS DE CALIDAD
CAMESA
ISO 9001
Versión 2008
Es un acrónimo (por sus siglas en inglés: Define, Measure, Analyze, Improve, Control) de los pasos de la metodología: Definir, Medir, Analizar, Mejorar y Controlar.
Es una herramienta de calidad basada en estadística.
Cada paso en la metodología se enfoca en obtener los mejores resultados posibles para minimizar la posibilidad de error.
DMAICDMAIC
DMAICDMAIC
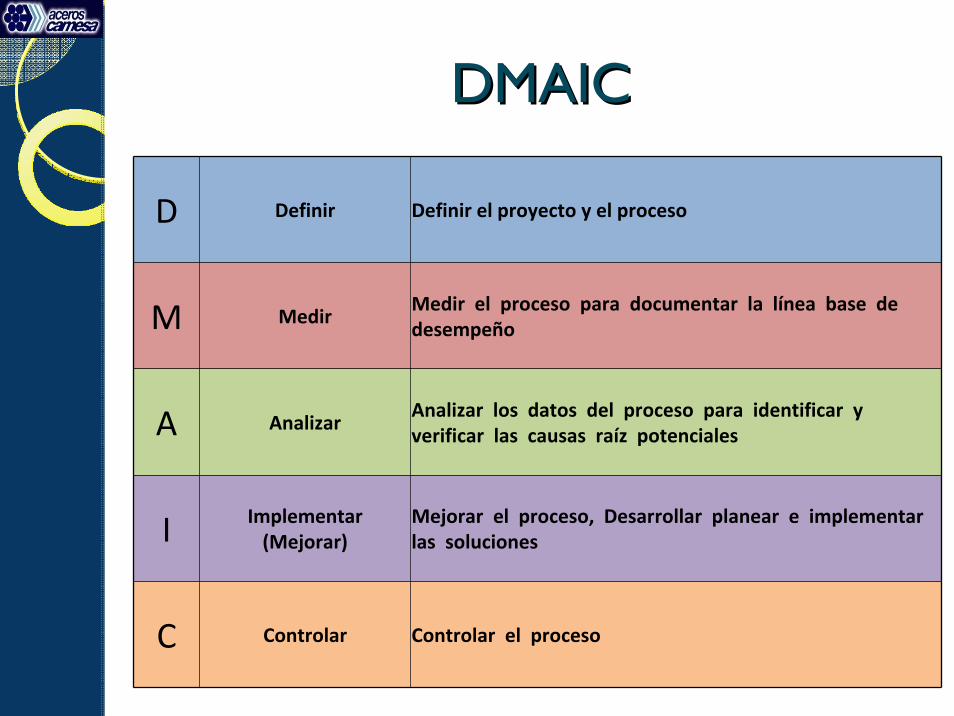
D Definir Definir el proyecto y el proceso
M MedirMedir el proceso para documentar la línea base de desempeño
A AnalizarAnalizar los datos del proceso para identificar y verificar las causas raíz potenciales
I Implementar (Mejorar)
Mejorar el proceso, Desarrollar planear e implementar las soluciones
C Controlar Controlar el proceso
¿¿Por dPor dóónde comenzar?nde comenzar?
Debe existir el apoyo y compromiso de la direcciónDesignar claramente a un líderFomentar el seguimiento de proyectos y resultados, siempre ligando los proyectos a los objetivos principales del negocio.

Fuentes de ProyectosFuentes de Proyectos
Objetivos de CalidadReporte de RetrabajoDesperdicioReclamaciones de clientesInventarios
¿¿QuQuéé hay que evitar al hay que evitar al seleccionar el proyecto?seleccionar el proyecto?
Solución ConocidaDemasiado TiempoProcesos muy esporádicosObjetivo no medibleObjetivos confusos

DEFINIRDEFINIR
Identificar y Evaluar Proyectos Potenciales
Seleccionar el Proyecto
Definir los Límites de proyecto
Seleccionar y juntar un equipo
DefiniciDefinicióón del Proyecton del Proyecto
Deberá Incluir:
◦ Objetivo del negocio al cual se enfoca◦ Planteamiento del problema
No culparNo establecer solución
◦ Medible◦ Alcance: Incluye / Excluye◦ Equipo de Trabajo: 4-6 miembros◦ Calendarización: 3 – 6 meses
MEDIRMEDIR
Identificar características clave de productos y parámetros de procesos (Variables Criticas), recolectar datos, entender los procesos, validar los sistemas de medición y medir el desempeño.
Objetivos de MedirObjetivos de Medir
Determinar CTQ´s◦ Diagrama de Flujo◦ Diagrama Causa & Efecto◦ AMEF
Caracterización del Proceso◦ Pareto
Análisis del sistema◦ Estudio Gage R&R
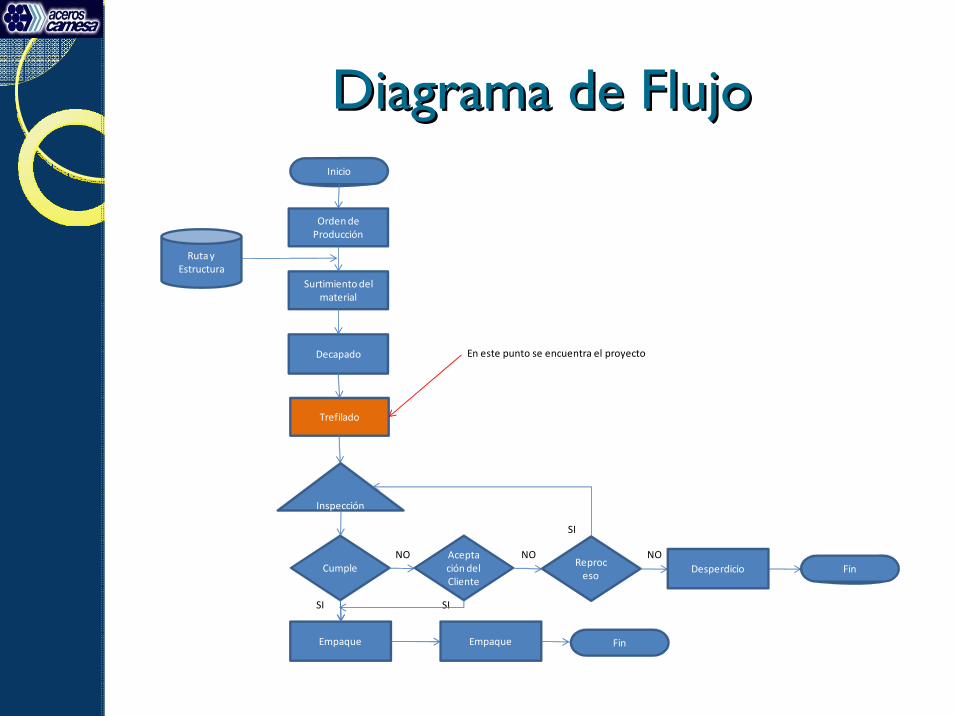
Diagrama de FlujoDiagrama de Flujo
En este punto se encuentra el proyecto
SI
NO NO NO
SI SI
Inicio
Ordende Producción
Surtimiento del material
Decapado
Trefilado
Empaque Empaque
Inspección
CumpleAceptación del Cliente
Reproceso
Fin
Fin
Rutay Estructura
Desperdicio

Diagrama de Causa & EfectoDiagrama de Causa & Efecto
Método Medición Máquina
Material Mano de Obra Medio Ambiente
Efecto
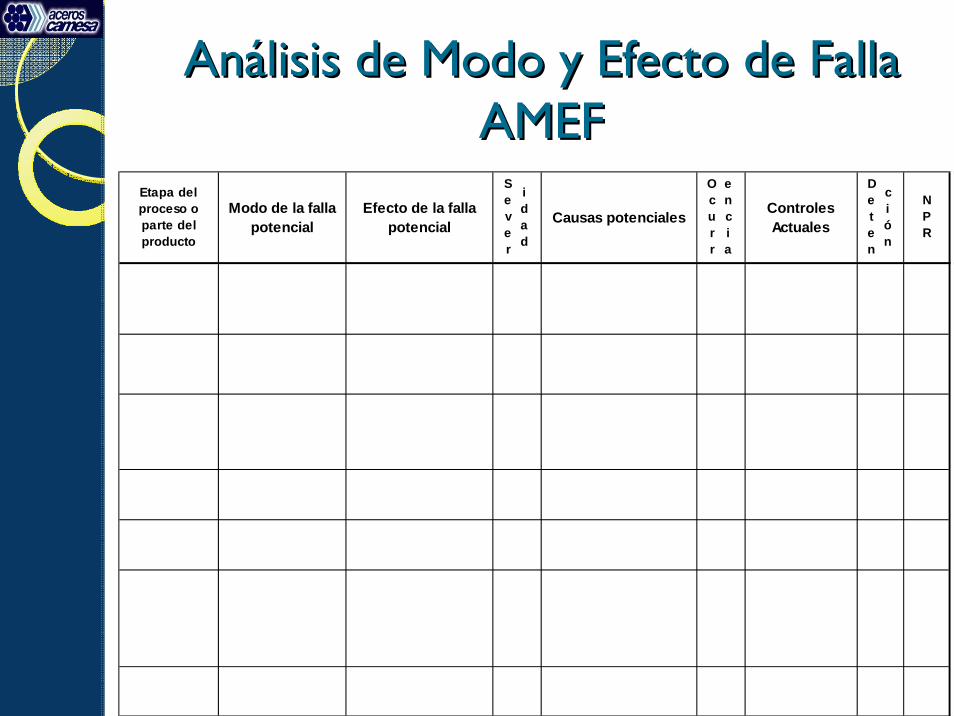
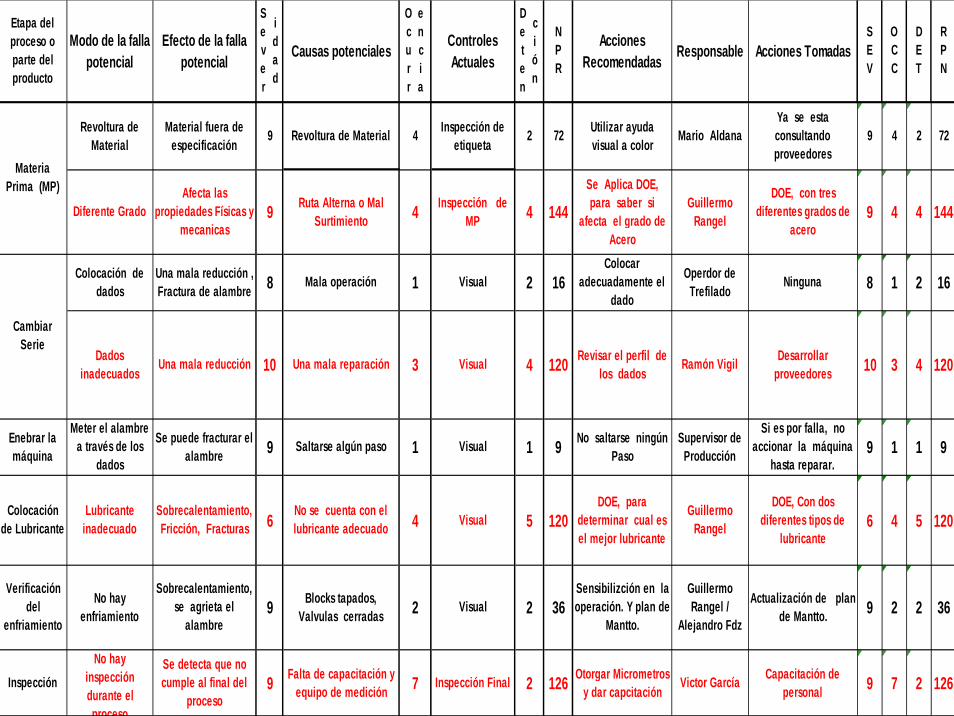
AnAnáálisis de Modo y Efecto de Falla lisis de Modo y Efecto de Falla AMEFAMEF
Etapa del proceso o parte del producto
Modo de la falla potencial
Efecto de la falla potencial
Sever
idad
Causas potenciales
Ocurr
encia
Controles Actuales
Deten
ción
NPR
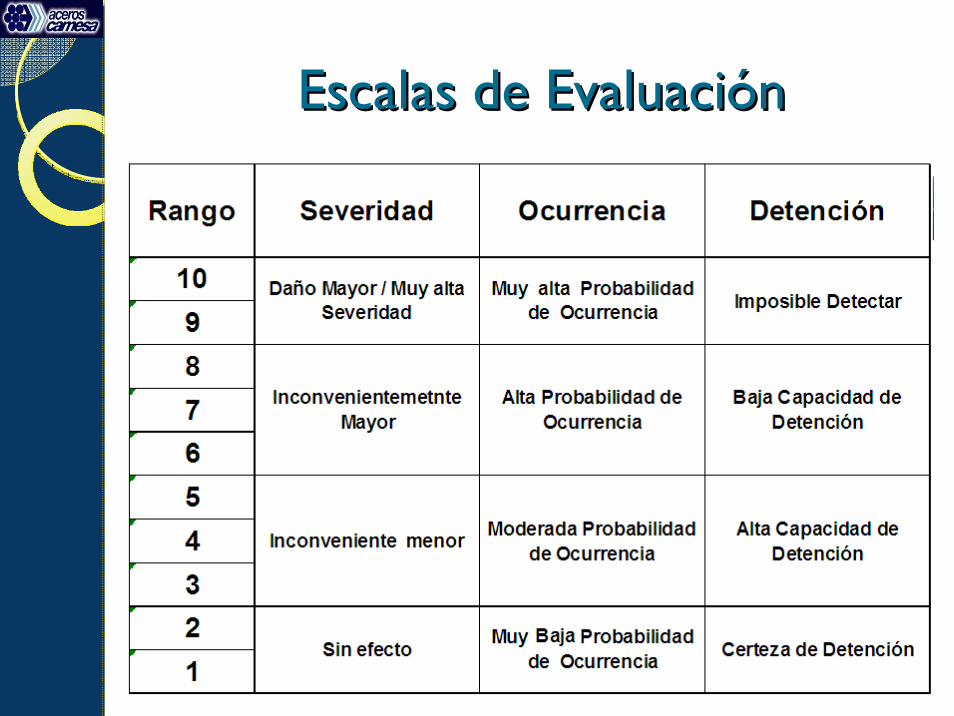
Escalas de EvaluaciEscalas de Evaluacióónn

ParetoPareto
ANALIZARANALIZAR
Identificar las causas raíz por las cuales el desempeño no es el deseado.
Tipos de Datos Tipos de Datos
Continuos o Variables:◦ Los datos son típicamente medidos con una escala o a través
del tiempo.Ejemplos: Peso (kg), Temperatura (°C), etc.
Discretos o Atributos:◦ Los datos son típicamente medidos con una clasificación, ranking.
Ejemplos: Tamaño (Ch, M, G), Clasificación (Malo, Regular, Bueno)
MEJORARMEJORAR
Generar, determinar y validar soluciones potenciales (Establecer un modelo de predicción del proceso para optimizar su desempeño).

¿¿CCóómo se mejoran los procesos?mo se mejoran los procesos?
Diseñando Experimentos y analizando la información generada con ellos.
DiseDiseñño de Experimentos o de Experimentos (DOE)(DOE)
Es una prueba o serie de pruebas en las cuales se inducen cambios en las variables de entrada de un proceso o sistema, con el fin de optimizar la variable de salida

CONTROLARCONTROLAR
Desarrollar, documentar e implementar un plan para asegurar y mantener el desempeño en el nivel deseado.
Mecanismos Principales de Mecanismos Principales de ControlControl
Procedimientos Estándar de Operación
Check List
Auditorias al Proceso
Plan de Control

““Hagamos un EjemploHagamos un Ejemplo””
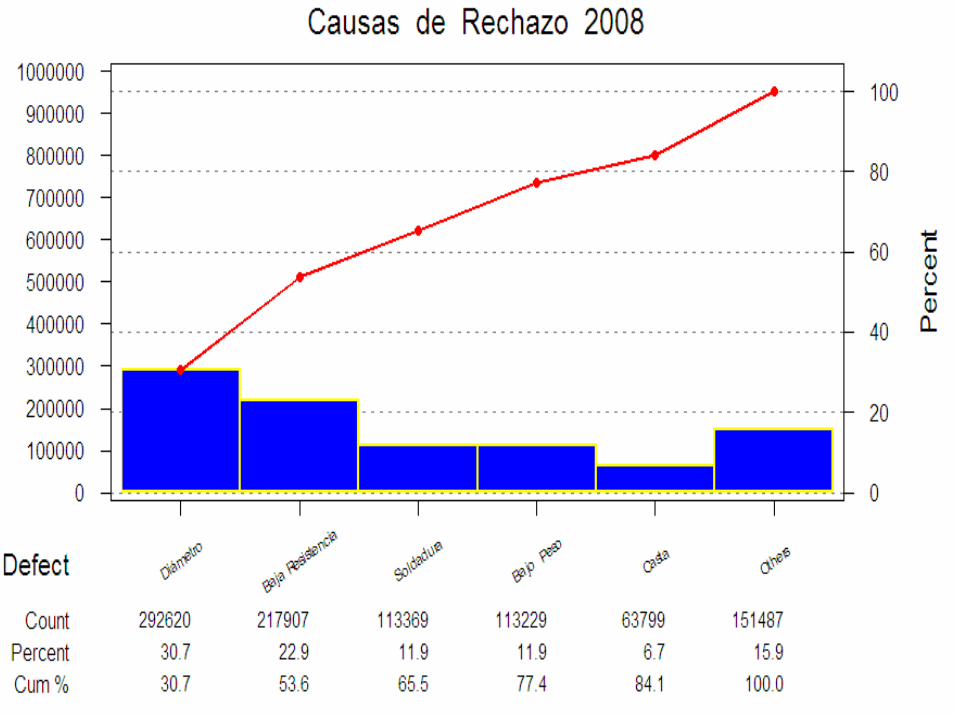

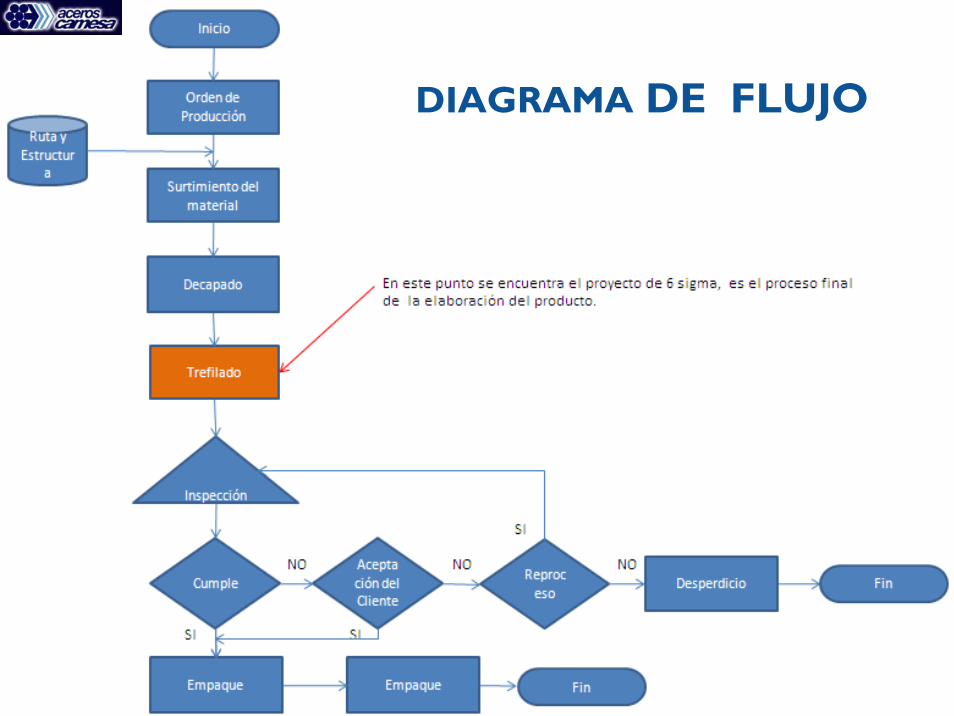
DIAGRAMA DE FLUJO
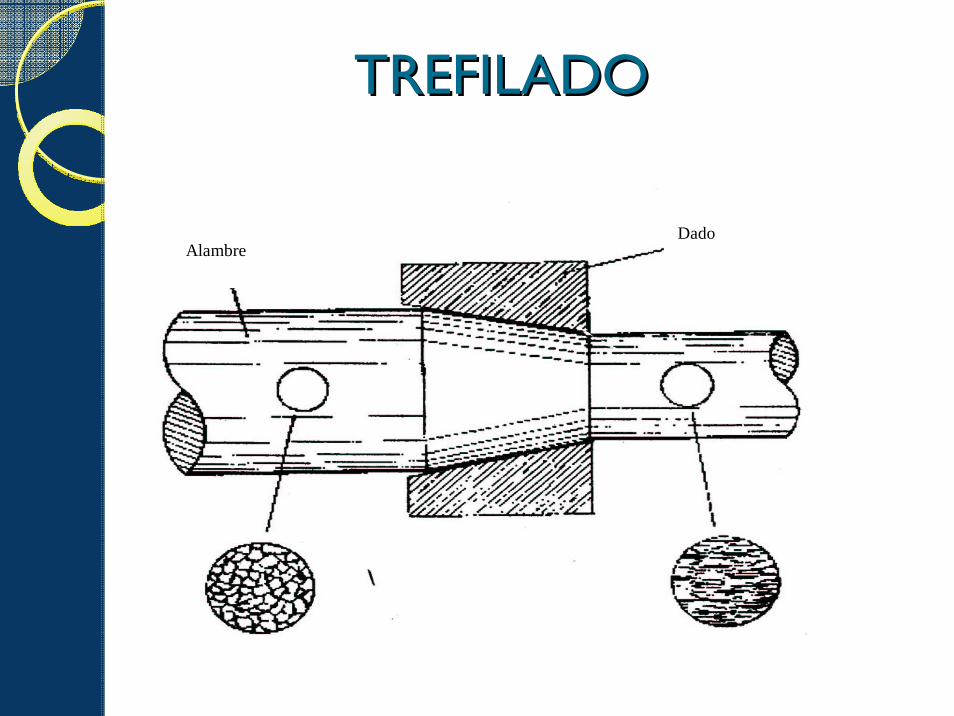
TREFILADOTREFILADO
AlambreDado

CTQ CTQ ´́ss

Selección del Equipo
Papel Nombre Papel NombreEspónsor del Proyecto Alejandro González
Líder del Proyecto Guillermo Rangel
Roberto Vázquez Erick VazquezRicardo Benavides Jorge de Hilario
Vicente Ortega Juan Morales
Desperdicio $ 255,605.41 > Orden Incompleta > Reclasificación
Reclasificado $ 345,990.66 > Entrega fuera de Fecha > Desperdicio
Siguió $ 287,525.06 > Material Almacenado > Reclamación
Fecha Plan Plan Actual
Ago-09 Inicio de Proyecto Ago-09 HechoAgo-08 Definición Ago-08 HechoSep-08 Medición Sep-08 HechoSep-08 Análisis Sep-08 HechoOct-09 Mejora Oct-09 HechoOct-09 Control Oct-09 Hecho
Project CharterReducir el porcentaje de rechazo de la máquina 83
Equipo Gerente de Finanzas
Miembros del Equipo
Problema Meta
Titulo:
Six Sigma Champion Minerva Carrillo
En el periodo de Ago 2008 - Ago 2009 se rechazaron74.9 tons ($ 889,121.13) a causa del diámetro fuerade especificación.
Reducir en un 50% el rechazo de la máquina 83por causa del diámetro fuera de Especificación
Costo de Pobre Calidad Voz del ClienteEl material Rechazado Representó: Cada producto Rechazado Representa:
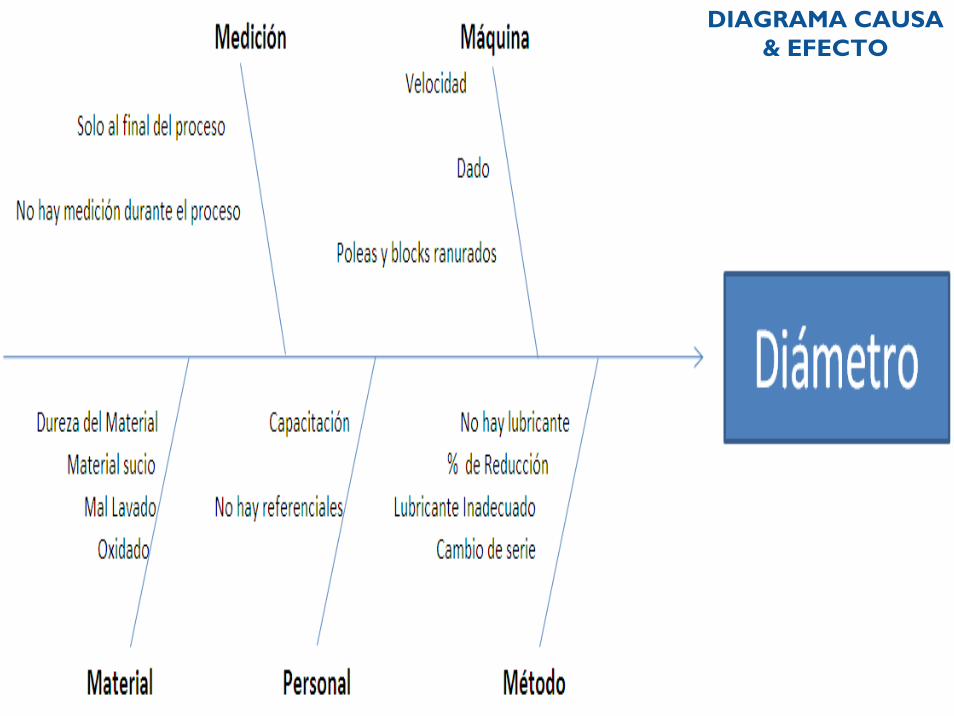
DIAGRAMA CAUSA & EFECTO
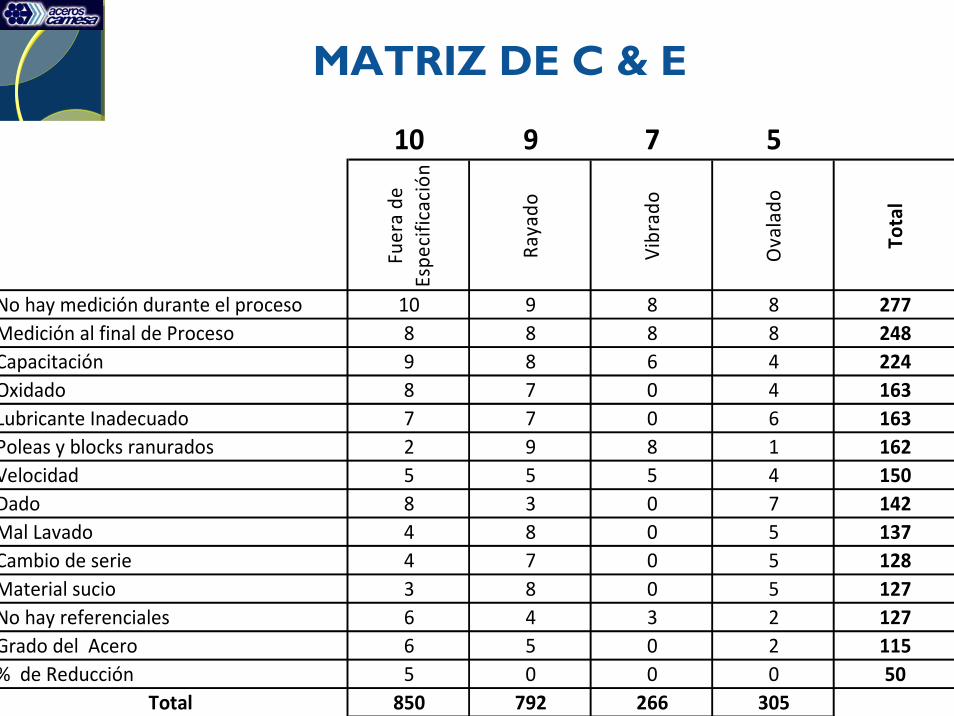
MATRIZ DE C & E
10 9 7 5
Fuera de
Espe
cificación
Rayado
Vibrad
o
Ovalado
Total
No hay medición durante el proceso 10 9 8 8 277Medición al final de Proceso 8 8 8 8 248Capacitación 9 8 6 4 224Oxidado 8 7 0 4 163Lubricante Inadecuado 7 7 0 6 163Poleas y blocks ranurados 2 9 8 1 162Velocidad 5 5 5 4 150Dado 8 3 0 7 142Mal Lavado 4 8 0 5 137Cambio de serie 4 7 0 5 128Material sucio 3 8 0 5 127No hay referenciales 6 4 3 2 127Grado del Acero 6 5 0 2 115% de Reducción 5 0 0 0 50
Total 850 792 266 305

A M E FEtapa del proceso o parte del producto
Modo de la falla potencial
Efecto de la falla potencial
Sever
idad
Causas potenciales
Ocurr
encia
Controles Actuales
Deten
ción
NPR
Acciones Recomendadas Responsable Acciones Tomadas
SEV
OCC
DET
RPN
Revoltura de Material
Material fuera de especificación 9 Revoltura de Material 4 Inspección de
etiqueta 2 72 Utilizar ayuda visual a color Mario Aldana
Ya se esta consultando proveedores
9 4 2 72
Diferente GradoAfecta las
propiedades Físicas y mecanicas
9 Ruta Alterna o Mal Surtimiento 4 Inspección de
MP 4 144Se Aplica DOE, para saber si
afecta el grado de Acero
Guillermo Rangel
DOE, con tres diferentes grados de
acero9 4 4 144
Colocación de dados
Una mala reducción , Fractura de alambre 8 Mala operación 1 Visual 2 16
Colocar adecuadamente el
dado
Operdor de Trefilado Ninguna 8 1 2 16
Dados inadecuados Una mala reducción 10 Una mala reparación 3 Visual 4 120 Revisar el perfil de
los dados Ramón Vigil Desarrollar proveedores 10 3 4 120
Enebrar la máquina
Meter el alambre a través de los
dados
Se puede fracturar el alambre 9 Saltarse algún paso 1 Visual 1 9 No saltarse ningún
PasoSupervisor de
Producción
Si es por falla, no accionar la máquina
hasta reparar.9 1 1 9
Lubricante inadecuado
Sobrecalentamiento, Fricción, Fracturas 6 No se cuenta con el
lubricante adecuado 4 Visual 5 120DOE, para
determinar cual es el mejor lubricante
Guillermo Rangel
DOE, Con dos diferentes tipos de
lubricante6 4 5 120
Verificación del
enfriamiento
No hay enfriamiento
Sobrecalentamiento, se agrieta el
alambre9 Blocks tapados,
Valvulas cerradas 2 Visual 2 36Sensibilizción en la operación. Y plan de
Mantto.
Guillermo Rangel /
Alejandro Fdz
Actualización de plan de Mantto. 9 2 2 36
Inspección No hay
inspección durante el proceso
Se detecta que no cumple al final del
proceso9 Falta de capacitación y
equipo de medición 7 Inspección Final 2 126 Otorgar Micrometros y dar capcitación Victor García Capacitación de
personal 9 7 2 126
Materia Prima (MP)
Cambiar Serie
Colocación de Lubricante

Acciones:Acciones:Se recomienda realizar acciones para atacar los NPR mayores a 100.
Por lo tanto:
Se desarrollaron dos proveedores de dadosSe hizo un plan de capacitación y se compraron micrómetros para los operarios.Se realiza el DOE
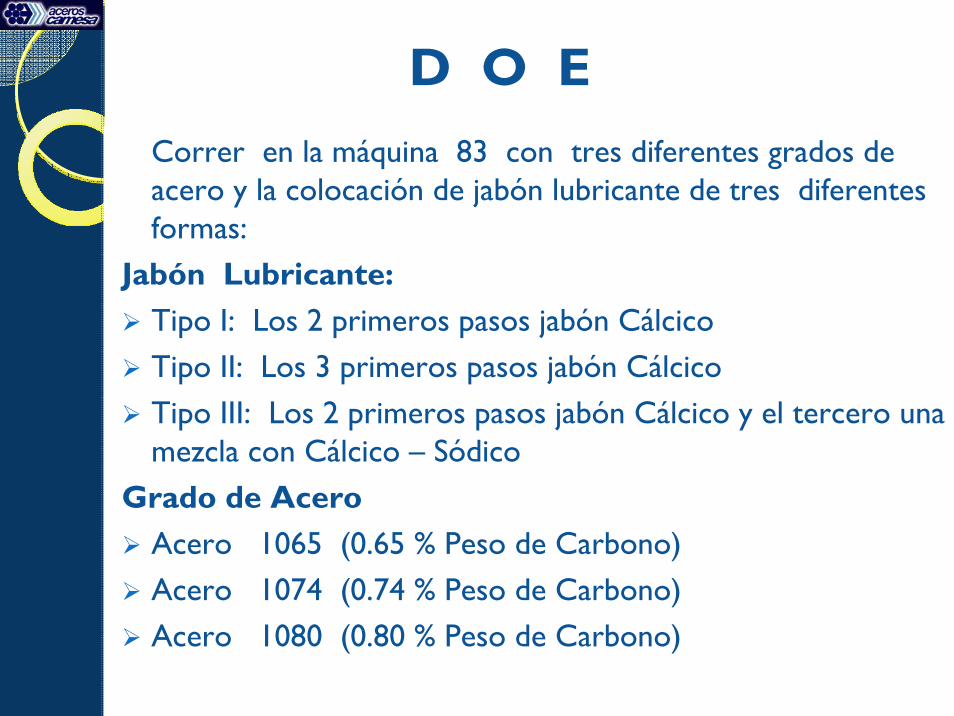
D O E Correr en la máquina 83 con tres diferentes grados de acero y la colocación de jabón lubricante de tres diferentes formas:
Jabón Lubricante:Tipo I: Los 2 primeros pasos jabón CálcicoTipo II: Los 3 primeros pasos jabón CálcicoTipo III: Los 2 primeros pasos jabón Cálcico y el tercero una mezcla con Cálcico – Sódico
Grado de AceroAcero 1065 (0.65 % Peso de Carbono)Acero 1074 (0.74 % Peso de Carbono)Acero 1080 (0.80 % Peso de Carbono)

Se probarSe probaráá la combinacila combinacióón de n de jabjabóón en los diferentes n en los diferentes grados de Acerogrados de Acero
PruebasPruebasSe corrieron 9 pruebas cada combinación de jabón con cada diferente acero.
Estas pruebas se repitieron realizando así 18 pruebas en total el resultado

ResultadosResultadosJabón Grado de Acero
Kg producidos sin afectar el díametro
I G 1065 4,400I G 1065 3,800II G 1065 6,400II G 1065 5,750III G 1065 8,100III G 1065 7,550I G 1074 4,000I G 1074 3,800II G 1074 6,000II G 1074 5,600III G 1074 6,750III G 1074 6,450I G 1080 2,500I G 1080 2,400II G 1080 5,800II G 1080 4,900III G 1080 4,150III G 1080 3,950
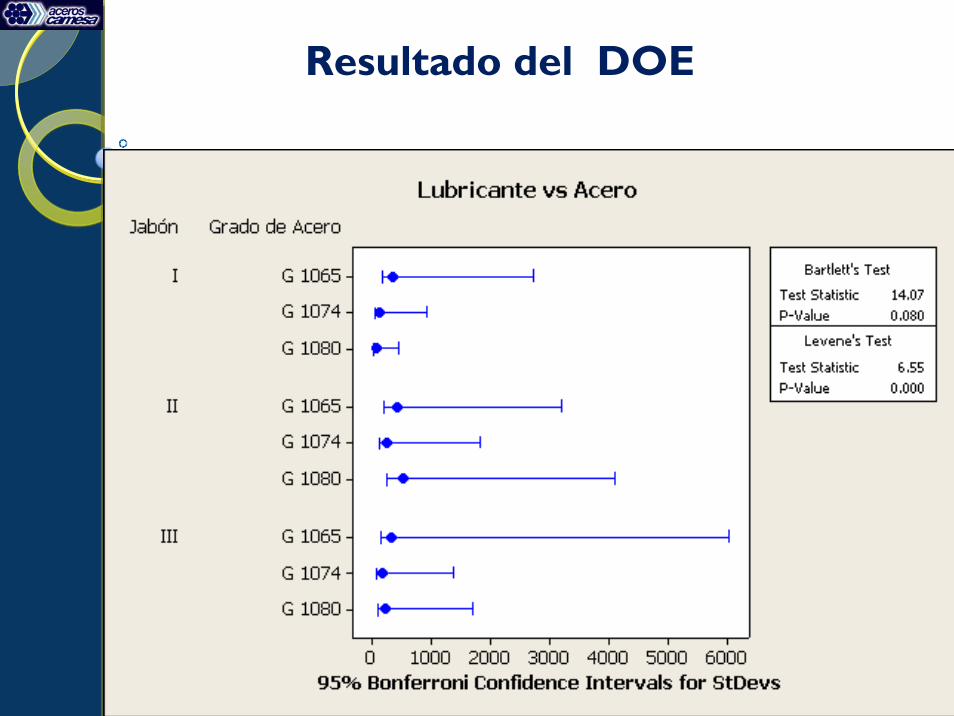
Resultado del DOE

Plan de Control
Se modifica el plan de control, añadiendo el tipo de jabón que se debe utilizar en cada paso.
Se coloca la ayuda de la gráfica de control.

Gráfico de Control
CONCLUSION
El rechazo por diámetro paso hacer del primer lugar al cuarto Lugar.
• La meta se cumplió se redujo en un 62% el porcentaje por diámetro de la máquina 83.
• Este proyecto se replico a las demás máquinas. Logrando así bajar el rechazo de 3.75 a 2.15

GRACIASIng. Guillermo Rangel Gtz.Ing. Guillermo Rangel [email protected]@wirecoworldgroup.com